
Пайка алюминия – флюс, припой, как и чем паять правильно
- Особенности процесса
- Используемые материалы
- Подготовка деталей
- Источники нагрева
- Технологические приемы пайки
- Сфера применения процесса
- Использование подручных средств
Пайка алюминия, как справедливо считают многие специалисты, является достаточно сложным в выполнении технологическим процессом. Между тем такое мнение можно считать верным лишь в отношении тех ситуаций, когда спаять изделия из алюминия пытаются, используя для этого припои и флюсы, которые применяются для соединения деталей из других металлов: меди, стали и др. Если же используется специальный флюс для пайки алюминия, а также соответствующий припой, то данный технологический процесс не представляет особых сложностей.
Пайка алюминия с использованием пропановой горелки
Особенности процесса
Сложности, которые вызывает пайка алюминия при помощи традиционных припоев и флюсов, объясняются рядом факторов, преимущественно связанных с характеристиками данного металла.
Перед осуществлением пайки изделий из алюминия их поверхности необходимо тщательно очистить от оксидной пленки, для чего можно использовать механическую обработку или применять флюсы, в состав которых входят сильнодействующие компоненты.
Подготовленные к пайке дюралевые детали
Сам алюминий, в отличие от оксидной пленки на его поверхности, обладает достаточно низкой температурой плавления: 660 градусов, что также осложняет технологический процесс выполнения пайки. Такая характеристика алюминия приводит к тому, что при нагреве детали из него быстро теряют прочность, а при определенной температуре, находящейся в интервале 250–300 градусов, конструкции из данного металла начинают терять устойчивость.
Основу большей части легкоплавких припоев, использующихся для пайки, составляют олово, кадмий, висмут и индий. С этими элементами алюминий плохо вступает в соединения, что делает паяные соединения, полученные с их использованием, очень непрочными и ненадежными. Хорошей взаимной растворимостью обладают алюминий и цинк, поэтому данный элемент при его использовании в припоях обеспечивает полученному соединению высокую прочность.
Характеристики флюсов для пайки мягкими припоями
Состав флюсов, применяемых для пайки алюминия
Используемые материалы
При выполнении пайки изделий из алюминия можно использовать припои оловянно-свинцовой группы, если тщательно очистить поверхность деталей и применять высокоактивные флюсы. Соединения, полученные с их помощью, по причине плохой взаимной растворимости алюминия, олова и свинца отличаются невысокой надежностью, также они склонны к развитию коррозионных процессов. Чтобы сделать подобные соединения более устойчивыми к коррозии, их необходимо покрывать специальными составами.
Соединения, полученные с их помощью, по причине плохой взаимной растворимости алюминия, олова и свинца отличаются невысокой надежностью, также они склонны к развитию коррозионных процессов. Чтобы сделать подобные соединения более устойчивыми к коррозии, их необходимо покрывать специальными составами.
Наиболее качественное, надежное и устойчивое к коррозии паяное соединение, позволяют получать припои, в составе которых содержится цинк, медь, кремний и алюминий.
Припои, включающие в свой состав данные элементы, производят как отечественные, так и зарубежные компании. Наиболее распространенными отечественными марками являются ЦОП40, содержащий в своем составе 40% цинка и 60% олова, и 34А, в составе которого содержится алюминий (66%), медь (28%) и кремний (6%). Цинк, содержащийся в припое для пайки изделий из алюминия, определяет не только прочность полученного соединения, но и его коррозионную устойчивость.
Самую низкую температуру плавления из всех вышеперечисленных имеют оловянно-свинцовые припои. Наиболее высокотемпературными являются те, в составе которых содержится алюминий и кремний, а также материалы, содержащие алюминий вместе с медью и кремнием. К последним, в частности, относится припой популярной марки 34А, температура плавления которого находится в интервале 530–550 градусов.
Для информации: материалы на основе алюминия и кремния плавятся при температуре 590–600 градусов.
Учитывая температуру плавления, применяют такие припои в тех случаях, когда соединить необходимо крупногабаритные детали из алюминия, в которых обеспечивается хороший теплоотвод, либо изделия, выполненные из алюминиевых сплавов, плавящихся при достаточно высоких температурах.
Но, конечно, максимальное удобство в работе демонстрируют низкотемпературные припои, одной из распространенных марок которых является HTS-2000.
Припой HTS-200 для спайки деталей из алюминия и цветных металлов
Технология пайки алюминия обязательно предполагает использование специального флюса, который необходим для того, чтобы улучшить соединяемость основного металла с материалом припоя. Именно поэтому подходить к выбору такого материала необходимо очень ответственно. Особенно актуально это требование в тех случаях, когда детали из алюминия необходимо спаять при помощи оловянно-свинцового припоя. Состав флюсов содержит элементы, которые и формируют его активность по отношению к алюминию. К таким элементам относятся: триэтаноламин, фторборат цинка, фторборат аммония и др.
Флюс Ф-64 для пайки легких сплавов без предварительной механической обработки поверхностей
Одним из наиболее популярных отечественных материалов является флюс марки Ф64. Популярность Ф64 обусловлена тем, что данный материал отличается повышенной активностью. Благодаря такому качеству выполнять пайку с флюсом Ф64 можно, даже не зачищая поверхность алюминиевых деталей от тугоплавкой оксидной пленки.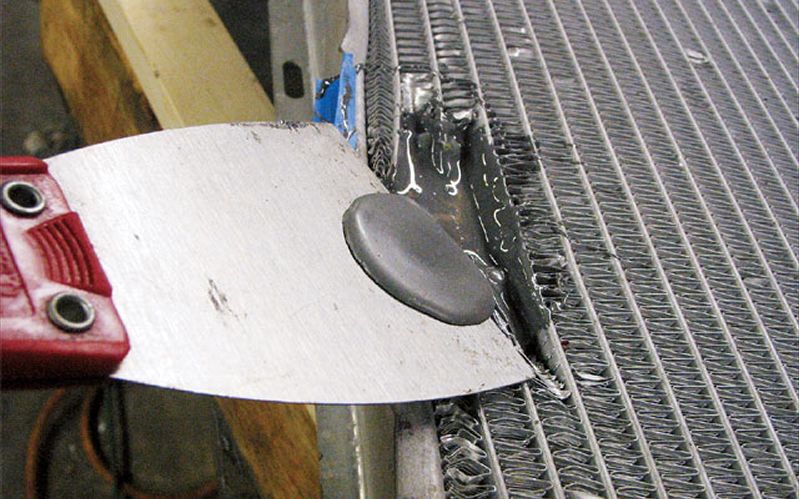
Из популярных высокотемпературных флюсов следует выделить материал марки 34А, в состав которого входит 50% хлорида калия, 32% хлорида лития, 10% фторида натрия и 8% хлорида цинка.
Подготовка деталей
Для получения качественного и надежного соединения недостаточно просто знать, как паять алюминий, важно также правильно подготовить поверхности соединяемых деталей к пайке. Заключается такая подготовка в обезжиривании поверхностей и удалении с них окисной пленки.
Для обезжиривания используют традиционные средства: ацетон, бензин или любой подходящий растворитель.
Удаление окисной пленки перед пайкой, которое также несложно выполнить своими руками, преимущественно совершается при помощи механической обработки, для чего можно использовать шлифовальную машинку, наждачную бумагу, металлическую щетку или сетку из нержавеющей проволоки.
Зачистка поверхностей перед пайкой с помощью шлифовальной насадки на болгарку
Как известно, окисная пленка на поверхности алюминия образовывается практически моментально при ее контакте с окружающим воздухом. Такой процесс происходит и на зачищенной перед пайкой поверхности, но смысл выполнения зачистки состоит в том, что вновь образующаяся пленка значительно тоньше удаленной, поэтому флюсу будет гораздо легче с ней справиться.
Источники нагрева
В качестве элемента, при помощи которого выполняется прогрев габаритных соединяемых деталей из алюминия и расплавление припоя, преимущественно используется газовая горелка, работающая на пропане или бутане. Если вы решили спаять изделия из алюминия своими руками в условиях домашней мастерской, то можно использовать и обычную паяльную лампу.
Удобная в использовании газовая паяльная лампа
При выполнении нагрева необходимо очень внимательно следить за тем, чтобы не расплавились соединяемые детали. С этой целью к поверхности деталей как можно чаще прикасаются припоем, чтобы проконтролировать начало его плавления. Это и будет свидетельством того, что достигнута рабочая температура.
Нагревая детали и припой перед началом пайки, также необходимо следить за пламенем газовой горелки: смесь газа и кислорода, которая его формирует, должна быть сбалансированной. Делать это необходимо по той причине, что сбалансированная газовая смесь активно нагревает металл, но не оказывает серьезного окислительного действия. О том, что газовая смесь сбалансирована, свидетельствует ярко-синий цвет пламени, которое имеет небольшой размер. Если пламя горелки слишком маленькое по размеру и имеет бледно-голубой цвет, то это является свидетельством того, что в газовой смеси слишком много кислорода.
Для пайки небольших изделий из алюминия используются электрические паяльники и припои, плавящиеся при невысокой температуре.
Технологические приемы пайки
Пайка деталей, выполненных из алюминия, по технологии выполнения практически ничем не отличается от процесса соединения изделий, изготовленных из других металлов. Сначала соединяемые детали обезжириваются и тщательно зачищаются, после этого их выставляют в нужное положение относительно друг друга. Затем на зону будущего соединения необходимо нанести флюс и начать ее прогрев вместе с припоем до рабочей температуры.
Процесс пайки деталей из алюминиевого сплава
При достижении рабочей температуры кончик припоя начнет плавиться, поэтому им необходимо постоянно прикасаться к поверхности деталей, контролируя процесс нагрева.
Пайка изделий из алюминия, для выполнения которой используется безфлюсовый припой, имеет свои особенности. Заключаются они в том, что для того, чтобы проникновению припоя к поверхности детали не препятствовала окисная пленка, его кончиком необходимо совершать чиркающие движения по месту будущего соединения. Таким образом нарушается целостность пленки, и припой беспрепятственно соединяется с основным металлом.
Заключаются они в том, что для того, чтобы проникновению припоя к поверхности детали не препятствовала окисная пленка, его кончиком необходимо совершать чиркающие движения по месту будущего соединения. Таким образом нарушается целостность пленки, и припой беспрепятственно соединяется с основным металлом.
Посмотреть, как пайка выполняется практически, можно на обучающем видео.
Есть еще один технологический прием, позволяющий разрушить оксидную пленку в процессе пайки. Сделать это можно при помощи стержня из нержавеющей стали или металлической щетки, которыми водят по месту соединения и уже расплавленному припою.
Чтобы получить максимально прочное соединение методом пайки, соединяемые поверхности необходимо подвергнуть предварительному лужению.
Сфера применения процесса
Большое практическое значение имеет не только пайка алюминия в домашних условиях. Данную технологию также активно используют на ремонтных и производственных предприятиях. Применяя метод пайки, можно получать соединения, отличающиеся высокой прочностью, надежностью и эстетической привлекательностью.
Данную технологию также активно используют на ремонтных и производственных предприятиях. Применяя метод пайки, можно получать соединения, отличающиеся высокой прочностью, надежностью и эстетической привлекательностью.
При работе с тонким листовым алюминием пайка позволяет избежать деформацию материала
Большой популярностью данная технология пользуется при выполнении ремонтных работ с автотранспортными средствами, тракторами и мотоциклами. Объясняется такая популярность тем, что при пайке не происходит изменение структуры соединяемого металла, поэтому подобный способ соединения во многих случаях является даже более предпочтительным, чем сварка.
Практически безальтернативной пайка является тогда, когда необходимо восстановить герметичность алюминиевого радиатора или картера, отремонтировать изношенную или разрушенную деталь, изготовленную из алюминиевого сплава. Удобно и то, что сделать такой ремонт можно и своими руками, для этого не потребуется сложного и дорогостоящего оборудования.
Отремонтированный в домашних условиях автомобильный радиатор
Прогары, сколы и трещины, образовавшиеся в блоке цилиндров, изготовленном из алюминиевого сплава, также можно успешно отремонтировать при помощи пайки. Очень полезна данная технология в том случае, если необходимо восстановить изношенную внутреннюю резьбу. При этом изношенное резьбовое отверстие заполняется расплавленным припоем, а затем в него вворачивается болт. После того как припой застынет, болт из отверстия выворачивается, а внутри него оказывается сформированная по необходимым параметрам резьба. Такая несложная операция позволяет получить новую резьбу, которая по своим прочностным характеристикам ничем не уступает исходной.
Кроме этого, пайка успешно применяется для ремонта и восстановления герметичности труб, изготовленных из алюминия и сплавов данного металла. Такие трубы сейчас активно используются во многих технических устройствах. При помощи пайки вы можете своими руками, не прибегая к дорогостоящим услугам квалифицированных специалистов, отремонтировать многие предметы из алюминия и его сплавов, использующиеся в быту: посуду, лестницы, различные детали интерьера, водосточные желоба, элементы сайдинга и др. При помощи пайки можно не только ремонтировать, но и своими руками изготавливать любые конструкции из алюминия.
Такие трубы сейчас активно используются во многих технических устройствах. При помощи пайки вы можете своими руками, не прибегая к дорогостоящим услугам квалифицированных специалистов, отремонтировать многие предметы из алюминия и его сплавов, использующиеся в быту: посуду, лестницы, различные детали интерьера, водосточные желоба, элементы сайдинга и др. При помощи пайки можно не только ремонтировать, но и своими руками изготавливать любые конструкции из алюминия.
Использование качественных расходных материалов и строгое следование технологии, которой совсем несложно обучиться и по видео урокам, позволяет получать методом пайки соединения, отличающиеся высоким качеством, надежностью, привлекательным и аккуратным внешним видом.
Использование подручных средств
Нередки ситуации, когда под рукой нет активного флюса и припоя, который специально предназначен для соединения деталей из алюминия, а спаять их необходимо срочно. В таких ситуациях можно выполнить пайку обычным припоем, состоящим из алюминия и олова или олова и свинца. В качестве флюса в данном случае можно использовать канифоль.
В качестве флюса в данном случае можно использовать канифоль.
Оксидная пленка при использовании данного метода пайки разрушается под слоем канифоли, в которую можно дополнительно добавить металлические опилки. Для ее разрушения применяется специальный паяльник со скребком, который необходимо предварительно залудить. Скребок наряду с опилками разрушает оксидную пленку на поверхности деталей, а канифоль не дает образоваться новой. Кроме того, скребок-паяльник, перемещая расплавленный припой по месту будущего соединения, обеспечивает его лужение.
Конечно, такой способ пайки очень хлопотный и не всегда гарантирует получение качественного и надежного соединения, поэтому использовать его можно только в крайних случаях. Целесообразнее всего потрать время и деньги на приобретение качественных припоя и флюса и не переживать за качество формируемого с их помощью соединения.
Пруток для пайки алюминия в домашних условиях / Инструменты / iXBT Live
Всем привет! Многие знают, что алюминий паяют в основном в аргоновой среде специальным сварочным аппаратом, но есть еще вариант для работы с газовой горелкой, да даже турбозажигалкой в небольших масштабах можно пользоваться.
Вообще это не первое мое знакомство с данной проволокой, но опыт покупок не очень хороший, так что поделюсь не только результатом тестирования, но и проверенными местами для покупки, чтобы не получить образец №2, но начнем по порядку.
Содержание
- Характеристики
- Распаковка и внешний вид
- Тестирование
- Итоги
Характеристики
Диаметр: 2,0 мм
Длина: 500 мм
Мягкий припой ISO 3677: ~B-Zn98Al 381-400
Примерный состав (вес %): 2,4 Al – остальное Zn
Температура плавления ºС: 360
Прочность на разрыв (МПа): До 100 (Al)
Плотность (г/cм3): 7,0
Распаковка и внешний вид
Последним и самым выгодным приобретением был образец №3 из banggood.
Пришел в небольшом сером пакете
Пруток дополнительно упакован в прозрачный зип-пакет.
5 метров обошлись мне в $8 с поинтами, то есть $1.6 за метр — перейти в магазин
В центре виден белый порошковый флюс, пруток в меру жесткий, выглядит как алюминий без окисления
Сравнение
Первым был куплен крайний левый образец №1 в али. Он абсолютно идентичен по свойствам с образцом №3, но 3 метра обошлись мне в $12, то есть $4 за метр, что почти втрое дороже. проверить текущую цену
В центре образец №2. Он стоит $5 за 3 метра или $1.7 за метр, как и образец №3
Но как только берешь пакет в руку, понимаешь, что это ПОС с не очень густым флюсом внутри.
не покупать тут
Еще два образца по $8 за 3 метра так и не были доставлены, вероятно их даже не отправили.
Тестирование
Алюминий со временем покрывается оксидной пленкой, из-за которой поверхность становится матовой, так вот, перед спаиванием поверхности обязательно нужно зачищать до блеска, иначе припой просто будет шариками скатываться по поверхности независимо от степени ее нагрева. Образец №1
Вообще правильно нагреть деталь до температуры около 400 градусов, а затем просто водить прутком, который будет плавиться и заполнять собой щели, но у меня мало опыта, поэтому чтобы не перегреть поверхность, я периодически вношу пруток в пламя горелки. Если температура низкая, припой скатится по поверхности шариком, если достаточная — залудит ее.
Проверка на излом показывает хороший результат — разрыв происходит не по шву
Образец №2. Плавится очень хорошо, выделяет много дыма, воняет горелым «аспирином». К алюминию липнет, но если перегреть, довольно быстро выгорает.
Работать неудобно из-за вони и необходимости контролировать температуру.
Образец №3. Решил спаять трубки внешними стенками
Пробуем разорвать шов. После того как трубка выскочила из тисков, я зажал ее выше, выведя из фокуса и заметил это только на стадии создания гифок
Но есть фото результата на котором видно, что шов не пострадал.
Ну и напоследок срастим алюминиевую трубку с куском «дюральки»
Тест на разрыв так же прошел успешно
Итоги
Занятная проволока — алюминий паяет отлично, заполняя собой даже мелкие щели, главное чтобы стыки не были загрязнены. К меди тоже липнет хорошо, но опытные люди говорят, что для работы с ней лучше использовать другие сплавы, хотя для экстренного полевого ремонта вполне сгодится и этот пруток.
Температура плавления алюминия около 660ºС, казалось бы, можно использовать прутки и на 450-500 градусов, но можно столкнуться с двумя проблемами:
1. Массивную деталь до 500 градусов нужно еще чем-то прогреть
Массивную деталь до 500 градусов нужно еще чем-то прогреть
2. Можно перегреть место пайки и испортить деталь
Самым оптимальным мне показался образец №3. Соответствует заявленным характеристикам и стоит дешевле остальных минимум вдвое. Так же на выбор есть лоты разной длины:
1 метр — $2.89
2 метра — $4.39
3 метра — $6.39
5 метров — $9.89
перейти в магазин
Новости
Публикации
Сходил на выставку International Commodity Fair 2022, посмотрел на продукцию, которая возможно скоро начнёт продаваться в России под известными брендами. На этой выставке свои товары…
Наступила осенняя тоскливая пора, за окном холодно и сырость. А у кого-то и на окне сыро. Часто это наблюдается на пластиковых окнах в нижней части стекла. Одним из самых популярных ответов по…
Я уже почти забыл, каково это видеть на графике криптовалют большую зеленую свечу.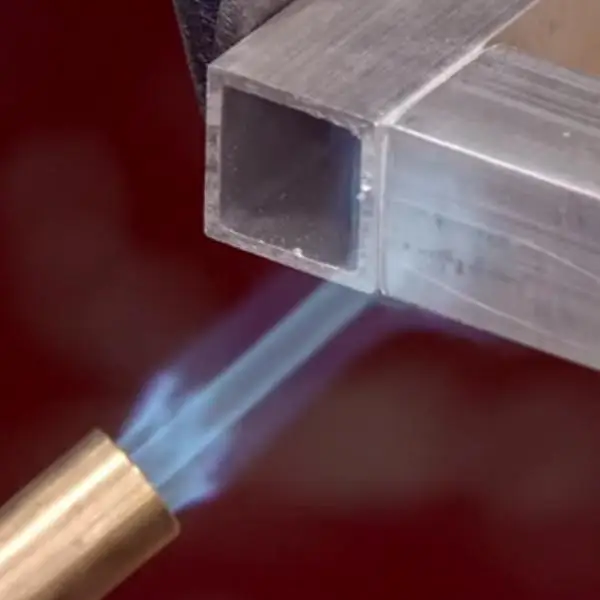 Однако именно сегодня наблюдается такая картина, поскольку криптовалюты стремительно растут. Биткоин сейчас…
Однако именно сегодня наблюдается такая картина, поскольку криптовалюты стремительно растут. Биткоин сейчас…
Волна телефонных мошенничеств сошла на нет, но ушлые любители чужих денег не дремлют и осваивают мессенджеры. Новый способ мошенничества в “Телеграм” просто и элегантен – всё по заветам Остапа…
Игровые мониторы – это хорошо, но нужны они далеко не всем. Для большинства пользователей важна не столько герцовка монитора, как важны его матрица и разрешение. Линейка ViewSonic VX3276…
Пульт для любителей посмотреть телевизор в конце рабочего дня – второй телефон, который они регулярно держат в руках и не могут без него обойтись. К этой категории отношусь и я, поэтому спустя…
Как паять алюминий. Полное руководство
Пайка — распространенный способ соединения металлов. Алюминий можно паять, но это может быть намного сложнее, чем с другими металлами. Существуют советы, которые можно применить для облегчения пайки алюминия, включая использование правильной смеси припоя и удаление оксида алюминия.
Алюминий – это настоящая проблема для соединения без специального сварочного оборудования. Вам нужно будет найти специальный припой или припой, предназначенный для использования на алюминии или для соединения алюминия с другим металлом в зависимости от вашего проекта.
После того, как вы приобрели припой в Интернете или в необычайно богатом хозяйственном магазине, основная проблема заключается в том, чтобы работать достаточно быстро, чтобы соединить алюминий сразу после того, как слой оксида алюминия будет соскоблен с поверхности.
Что такое пайка?
Пайка — это метод соединения двух кусков металла вместе. Любой более мягкий металл, как правило, припаивается, чтобы скрепить его. Более твердые металлы, такие как сталь и железо, необходимо скреплять сваркой. Паяльник плавит металл, называемый припоем, до 200 градусов.
Когда металл становится жидким, его можно использовать в качестве клея для удержания других металлов на месте. После удаления источника тепла припой очень быстро остывает, образуя твердое тело и удерживая металлы на месте.
ДОПОЛНИТЕЛЬНО: Что такое пайка?
Какой металл используется для пайки?
Металл, используемый для пайки, в просторечии называется припоем, но он состоит из смеси различных металлов. В прошлом это обычно было олово и свинец, но сегодня гораздо чаще используются бессвинцовые варианты. Они сделаны из смеси металлов, обычно содержащей комбинацию олова, меди, серебра, висмута, цинка и кремния.
Припой должен иметь низкую температуру плавления и быстро затвердевать. Также важно то, что припой проводит электричество, что делает пайку важным аспектом создания схем. Пайка также может быть использована для исправления эстетических дефектов, например, в ювелирных изделиях.
Как паять алюминий – Пошаговый процесс1. Если возможно, определите сплав.
Чистый алюминий можно паять, хотя с ним нелегко работать. Многие алюминиевые предметы на самом деле являются алюминиевыми сплавами. Большинство из них можно паять одним и тем же способом, но с некоторыми из них очень сложно работать, и, возможно, потребуется обратиться к профессиональному сварщику.
Если алюминиевый сплав помечен буквой или цифрой, посмотрите, есть ли особые требования. К сожалению, немаркированные алюминиевые сплавы трудно отличить друг от друга, и профессиональные руководства по идентификации, вероятно, будут полезны только в том случае, если вы занимаетесь бизнесом. Возможно, вам придется просто погрузиться и проверить свою удачу.
Если вы соединяете алюминий с другим металлом, свойства алюминия обычно являются ограничивающим фактором, поэтому точная идентификация состава другого сплава может не потребоваться. Обратите внимание, что некоторые комбинации, такие как алюминий-сталь, чрезвычайно сложны или могут потребовать специальных методов сварки вместо пайки.
2. Выберите низкотемпературный припой.
Алюминий плавится при относительно низкой температуре 1220ºF (660ºC), что в сочетании с его высокой теплоемкостью делает практически невозможной пайку с использованием припоев общего назначения. Вам понадобится специальный припой со значительно более низкой температурой плавления, который вам, возможно, придется заказать через Интернет.
Обычно для этой цели используется сплав, изготовленный из некоторого сочетания алюминия, кремния и/или цинка, но проверьте этикетку, чтобы убедиться, что он предназначен для вашего типа соединения, например, алюминий-алюминий или алюминий-медь .
Технически присадочные металлы, плавящиеся при температуре выше 840ºF (450ºC), соединяются пайкой, а не пайкой. На практике они часто продаются как припои, и процесс аналогичен. Пайка создает более прочное соединение, но пайка предпочтительнее для деталей с электрическими цепями или других хрупких материалов.
По возможности избегайте припоев, содержащих свинец.
3. Выберите флюс.
Подобно припою, флюс должен быть специально предназначен для алюминия или комбинации металлов, которые вы планируете соединять. Самый простой вариант — купить флюс у того же производителя, что и ваш припой, так как они, скорее всего, предназначены для совместной работы.
Рекомендуемая температура выбранного флюса должна быть аналогична температуре плавления вашего припоя. Выберите флюс для пайки, если выбранный вами припой плавится при температуре выше 840ºF (450ºC).
Выберите флюс для пайки, если выбранный вами припой плавится при температуре выше 840ºF (450ºC).
Некоторые флюсы для пайки не предназначены для использования на тонких алюминиевых листах или проволоке. Вместо этого ищите флюс для пайки погружением.
4. Выберите источник тепла.
Для соединения алюминиевых проводов можно использовать паяльник, но для других работ потребуется горелка. Как правило, используется низкотемпературная горелка с факелом пламени, температура которого достигает 600–800ºF (315–425ºC).
Если на вашем рабочем месте невозможно использовать фонарик, попробуйте паяльник мощностью 150 Вт.
5. Соберите дополнительные материалы.
Вам понадобится струбцина, если вы соединяете более одного куска металла, а не выполняете мелкий ремонт одного предмета. Также рекомендуется травильный раствор или специальное вещество для очистки от оксидов после пайки. Некоторые флюсы на основе смол необходимо очищать ацетоном.
6. Обеспечьте безопасную рабочую зону.

Защитите себя от ядовитых паров, надев респиратор и работая в хорошо проветриваемом помещении. Маска для лица или очки настоятельно рекомендуются, а также плотные кожаные перчатки и несинтетическая одежда. Держите поблизости огнетушитель и работайте только над негорючими поверхностями.
Как соединить алюминий
1. Предварительно припаяйте каждую часть сложных соединений (необязательно).
Большие соединения или сложные комбинации, такие как алюминий-сталь, могут значительно улучшиться от «лужения» или нанесения небольшого слоя припоя на каждую деталь компонента. Следуйте приведенным ниже инструкциям для каждой детали, которую вы планируете соединить, затем повторите то же самое, скрепив детали вместе.
Пропустите этот шаг, если вы используете припой для ремонта трещины или отверстия в одном объекте.
2. Очистите алюминий щеткой из нержавеющей стали.
Алюминий быстро образует оксид алюминия при контакте с воздухом, и этот тонкий слой оксида не может быть соединен. Тщательно сотрите его стальной щеткой, но сначала прочтите приведенные ниже инструкции. Будьте готовы к очистке, флюсу и пайке в быстрой последовательности, чтобы оксид не получил еще одного шанса образоваться.
Тщательно сотрите его стальной щеткой, но сначала прочтите приведенные ниже инструкции. Будьте готовы к очистке, флюсу и пайке в быстрой последовательности, чтобы оксид не получил еще одного шанса образоваться.
Старый алюминий с сильным окислением или другим поверхностным мусором может потребовать шлифовки или шлифовки или протирания изопропиловым спиртом и ацетоном.
3. Сожмите вместе основные металлы.
Если вы соединяете две детали, а не ремонтируете один объект, зажмите две детали вместе в том положении, в котором вы хотите их соединить. Между ними должен быть небольшой зазор для протекания припоя, но не более 1/25″ (1 мм) или меньше.
Если детали не подходят друг к другу плавно, вам необходимо сделать стыки гладкими путем шлифовки или сгибания.
Поскольку алюминий должен иметь как можно меньше шансов на окисление, вы можете неплотно зажать детали, очистить их, пока они зажаты, а затем затянуть зажим.
4. Нанесите флюс. №
Сразу после очистки металла нанесите флюс на место соединения с помощью стержня припоя или небольшого металлического инструмента. Это предотвратит дальнейшее образование оксида и протянет припой по всей длине соединения.
Это предотвратит дальнейшее образование оксида и протянет припой по всей длине соединения.
При пайке проводов окуните их в жидкий флюс.
Если ваш флюс поставляется в виде порошка, см. инструкции по смешиванию на этикетке.
5. Нагрейте металл.
С помощью горелки или паяльника нагрейте металлический предмет рядом с соединением, начиная с нижнего конца заготовки. Прямое пламя на ремонтируемом участке может привести к перегреву припоя и флюса. При использовании горелки держите наконечник горелки на расстоянии не менее 4–6 дюймов (10,2–15,2 см) от основного металла. Постоянно перемещайте источник тепла небольшими медленными кругами, чтобы равномерно нагреть помещение.
Паяльники могут нагреваться до десяти минут, прежде чем их можно будет использовать.
Если флюс станет черным, дайте области остыть, очистите ее и начните заново.
6. Нанесите припой
Большинство флюсов будут пузыриться и приобретать светло-коричневый цвет при достижении нужной температуры.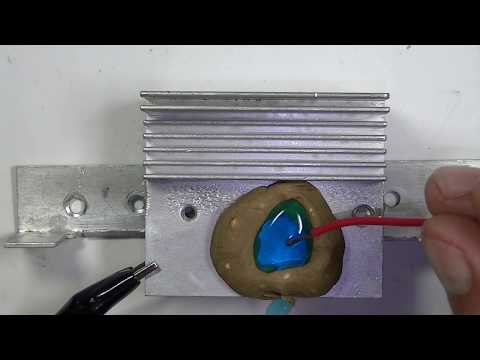 Перетащите стержень или проволоку с припоем по месту соединения, продолжая косвенно нагревать область с противоположной стороны металла или близлежащей поверхности.
Перетащите стержень или проволоку с припоем по месту соединения, продолжая косвенно нагревать область с противоположной стороны металла или близлежащей поверхности.
Она должна быть проведена уже по зазору, но необходимы постоянные, медленные движения с вашей стороны, чтобы создать ровный валик. Для создания привлекательного и прочного ровного соединения может потребоваться практика, если вы раньше не занимались пайкой.
Если припой не соединяется с алюминием, возможно, на поверхности образовалось больше оксида алюминия, и в этом случае ее необходимо очистить и немедленно припаять снова. Также может быть, что у вас неправильный тип припоя, или ваш алюминий на самом деле является трудносвариваемым сплавом.
7. Удалите излишки флюса и оксида.
Если вы используете флюс на водной основе, флюс можно смыть водой после того, как готовая деталь остынет. Если вы используете флюс на основе смолы, используйте вместо него ацетон. После того, как флюс будет удален, вы можете поместить готовую деталь в «раствор для травления», чтобы удалить любые оксиды, которые могли образоваться под воздействием высокой температуры.
Как паять алюминий: руководство для начинающих
Алюминий — плохой металл для пайки. Но иногда вам нужно использовать этот металл или его части для самостоятельной пайки. Именно поэтому я решил поделиться несколькими советами и рекомендациями по пайке алюминия .
Обо всем по порядку – любой обычный припой или флюс не подходит для пайки алюминия , рекомендуется использовать специализированные марки. Кроме того, я хотел бы объяснить, что такое пайка алюминия .
Припой алюминиевый применяют при необходимости ремонта отдельных деталей, изготовленных из этого шрота или из сплавов, содержащих этот металл. Чтобы назвать несколько случаев, многие предметы домашнего обихода, автомобильные детали или просто провода содержат алюминий. В большинстве случаев пайка проще и эффективнее сварки, особенно если речь идет о мелких деталях. Кроме того, пайка не деформирует материал из-за перегрева.
Вещи, необходимые для пайки алюминия
- Горелка газовая для нагрева концов проводов;
- Мощный паяльник или станция;
- Специальный припой и флюс;
- Стальная щетка для очистки верхних слоев припаиваемых деталей;
- Необходимо использовать маску, респиратор и защитные очки;
- Защитные перчатки;
Содержание
Выбор паяльника для алюминия
Для соединения такого прочного материала, как алюминий, нужен паяльник большой мощности, порядка 100-200 Вт.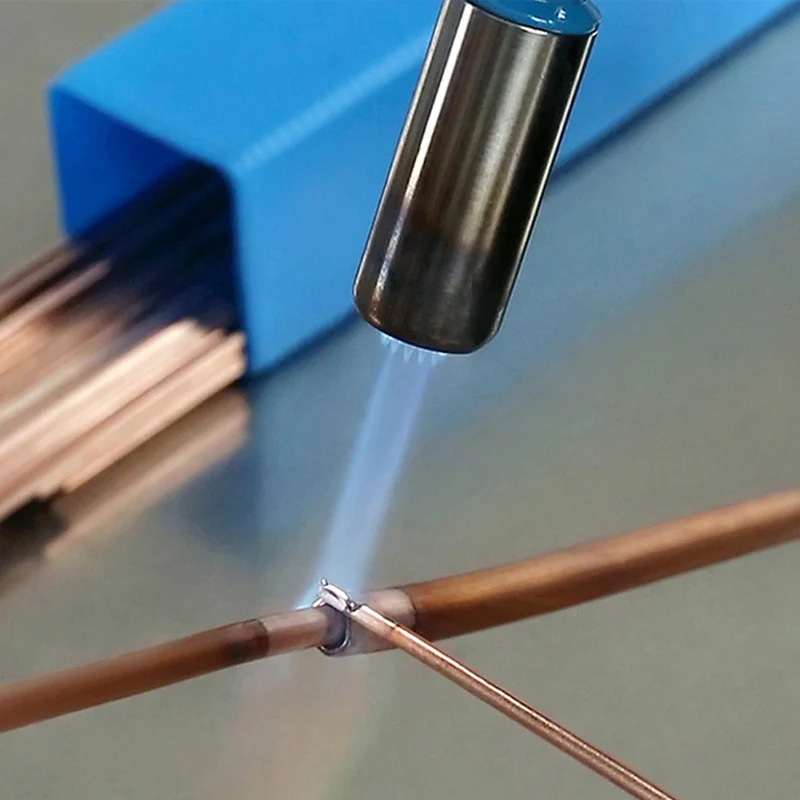 Для небольших проводов достаточно 60-100 Вт. Более мощное устройство может расплавить металл и нарушить его структуру!
Для небольших проводов достаточно 60-100 Вт. Более мощное устройство может расплавить металл и нарушить его структуру!
Припой и флюс, необходимые для пайки алюминия
Для пайки алюминиевых деталей можно использовать припои, состоящие из сплавов висмута и олова. Также можно использовать олово с цинком. С другими типами припоя будет трудно добиться хороших соединений. Главное как припаять алюминий .
Для лужения детали можно использовать самые разные материалы, вплоть до аспирина. Но лучше все сделать правильно и использовать материалы, рассчитанные на пайка алюминия , а именно флюс. Чем лучше флюс, тем легче будет проходить весь процесс.
При выполнении пайки алюминия наряду с высокоактивными флюсами подбираются оловянно-свинцовые припои. Однако такие припои не очень надежны, а также эти сплавы склонны к развитию коррозионных процессов. Чтобы сделать такие соединения более устойчивыми к коррозии, их необходимо покрывать специальными составами.
Наиболее качественные, надежные и коррозионностойкие припои изготавливаются на основе припоев, содержащих цинк, медь, кремний и алюминий.
Оловянно-свинцовые припои имеют самую низкую температуру плавления из всех вышеперечисленных типов припоев – около 9300F. Такая температура плавления необходима для соединения крупногабаритных алюминиевых деталей.
Отличные результаты дает пайка алюминия такими сплавами:
- 2 части цинка и 8 частей олова;
- 1 часть меди и 99 частей олова;
- 1 часть висмута и 30 частей олова;
Важно! Перед пайкой и сплав, и деталь необходимо нагреть.
Как паять алюминий припоем?
В состав большинства припоев входят химические элементы, практически не растворяющиеся с алюминием. Поэтому для соединения алюминиевых деталей пайкой рекомендуется использовать припои на основе алюминия и легкоплавких кадмия, олова или цинка.
Плавкие составы более удобны в использовании, так как процесс пайки можно проводить при низких температурах, чтобы избежать резкого изменения свойств алюминия.
Недостатками олова и кадмия являются их неустойчивость к коррозии, что приводит к быстрому разрушению материала. Учитывайте это при выборе припоя для пайки алюминия.
Самое интересное, что самые надежные припои сделаны на основе алюминия. Также в их состав могут входить:
- кремний;
- цинк; медь
- ;
Лучше всего использовать сплав на основе алюминия с кремнием. Наиболее надежный результат можно получить после применения композиции из алюминия, меди и цинка.
Важное замечание: при использовании этих типов припоя жало паяльника должно быть нагрето до температуры 6600F. В этом случае необходимо использовать флюс, состоящий из смеси олеиновой кислоты и йодида лития.
Простейшие виды припоев можно приготовить дома, если знать, что делаешь. Впрочем, купить специальный припой и флюс для пайки алюминия не составит труда.
Как паять алюминий: самый простой способ
Перед пайкой алюминия деталь или провод необходимо правильно подготовить к очистке соединения. Для этого с поверхности проволоки снимается оксидная пленка. Такое обезжиривание можно сделать бензином или ацетоном. Или любой другой растворитель подойдет.
Для этого с поверхности проволоки снимается оксидная пленка. Такое обезжиривание можно сделать бензином или ацетоном. Или любой другой растворитель подойдет.
Поверхность можно обрабатывать наждачной бумагой. Оксидная пленка восстановится почти сразу — это неизбежная особенность пайки алюминия . Но новая пленка будет намного тоньше исходной, и уже можно работать паяльником.
Покрытые флюсом проволоки необходимо прогреть паяльником. Делать это нужно аккуратно, не перегревая металл. Рекомендуется использовать нагревательное устройство с контролем температуры. В целом этот метод мало чем отличается от любого другого процесса пайки.
Припой плавится и равномерно распределяется по поверхности алюминия при соединении необходимых элементов. Кабели или алюминиевые детали должны быть плотно прижаты друг к другу луженой поверхностью. Соединение будет очень прочным.
Канифольные припои для пайки алюминиевых деталей
Для пайки двух алюминиевых проводов их необходимо предварительно залудить. Чтобы покрыть провод канифольным припоем, положите его на наждачную бумагу (средней зернистости) и прижмите горячим паяльником к наждачной бумаге. Также для пайки можно использовать раствор канифольного флюса, содержащий диэтиловый эфир. Паяльник с проволоки не снимают и на залуженный конец добавляют канифоль.
Чтобы покрыть провод канифольным припоем, положите его на наждачную бумагу (средней зернистости) и прижмите горячим паяльником к наждачной бумаге. Также для пайки можно использовать раствор канифольного флюса, содержащий диэтиловый эфир. Паяльник с проволоки не снимают и на залуженный конец добавляют канифоль.
Алюминиевые провода лужятся отлично, но все действия необходимо повторять несколько раз. После этого паять алюминий можно легко в домашних условиях. Также можно получить хороший результат, если вместо канифольных припоев взять минеральное/щелочное масло.
При пайке алюминия толщиной более 0,07 дюйма место стыка необходимо прогреть паяльником. После пайки необходимо выполнить следующие действия:
- Промыть специальными щетками в горячей воде (150–1800F) в течение 15–20 минут;
- Промыть холодной проточной водой еще 20-30 минут;
- Обработать раствором хромового ангидрида;
- Промыть холодной водой;
- Просушите соединение при температуре около 1750F в течение 30 минут;
Полезные советы по пайке алюминия
- Чтобы упростить процесс соединения 2-х алюминиевых деталей, можно использовать паяльную горелку, нагревая ею детали.

