
Пайка для начинающих / Хабр
Мои отношения с радио- и микроэлектроникой можно описать прекрасным анекдотом про Льва Толстого, который любил играть на балалайке, но не умел. Порой пишет очередную главу Войны и Мира, а сам думает «тренди-бренди тренди-бренди…». После курсов электротехники и микроэлектроники в любимом МАИ, плюс бесконечные объяснения брата, которые я забываю практически сразу, в принципе, удается собирать несложные схемы и даже придумывать свои, благо сейчас, если неохота возиться с аналоговыми сигналами, усилениями, наводками и т.д. можно подыскать готовую микро-сборку и остаться в более-менее понятном мире цифровой микроэлектроники.
К делу. Сегодня речь пойдет о пайке. Знаю, что многих новичков, желающих поиграться с микроконтроллерами, это отпугивает. Но, во-первых, можно воспользоваться макетными платами, где просто втыкаешь детали в панель, без даже намека на пайку, как в конструкторе.
Так можно собрать весьма кучерявое устройство.
Но иногда хочется таки сделать законченное устройство. Опять-таки, не обязательно «травить» плату. Если деталей немного, то можно использовать монтажную плату без дорожек (я использовал такую для загрузчика GMC-4).
Но вот паять таки придется. Вопрос как? Особенно, если вы этого никогда раньше не делали. Я, возможно, открою Америку, но буквально несколько дней назад я сам для себя открыл волшебный мир пайки без особого геморроя.
До сего времени мое понимание сути процесса ручной пайки было следующим. Берется паяльник (желательно с жалом не в форме шила, а с небольшим уплощением, типа лопаточки), припой и канифоль. Для запайки пятачка, ты берешь капельку припоя на паяльник, макаешь паяльник в канифоль, происходит «пшшшшш», и пока он идет, ты быстро-быстро касаешься паяльником места пайки (деталь, конечно, должна быть уже вставлена), и после нескольких мгновений разогрева припой должен каким-то волшебным образом переходить на место пайки.
Увы, у меня такой метод работал очень плохо, практически не работал. Детали нагревались, но припой никуда с паяльника не переходил. Очевидно, что проблема была в катализаторе, то есть канифоли. Того «пшшшшш», что я делал, опуская конец паяльник в канифоль, явно не хватало, чтобы «запустить» процесс пайки. Пока ты тащишь паяльник к месту пайки, вся почти канифоль успевает сгореть. Именно поэтому, кстати, мне была совершенно непонятна природа припоя, внутри которого уже содержится флюс (какой-то вид катализатора, типа канифоли). Все равно, в момент набирания припоя на паяльник весь флюс успевает сгореть.
Детали нагревались, но припой никуда с паяльника не переходил. Очевидно, что проблема была в катализаторе, то есть канифоли. Того «пшшшшш», что я делал, опуская конец паяльник в канифоль, явно не хватало, чтобы «запустить» процесс пайки. Пока ты тащишь паяльник к месту пайки, вся почти канифоль успевает сгореть. Именно поэтому, кстати, мне была совершенно непонятна природа припоя, внутри которого уже содержится флюс (какой-то вид катализатора, типа канифоли). Все равно, в момент набирания припоя на паяльник весь флюс успевает сгореть.
Экспериментальным путем я нашел несколько путей улучшить процесс:
- Лудить места пайки заранее. Реально, при пайке деликатных вещей, типа
микросхем это крайне непрактично. Тем более, обычно, их ножки уже - Крошить канифоль прямо на место пайки. Аккуратно кладешь кристаллик канифоли прямо на место пайки, и тогда «пшшшшш» происходит прямо там, что позволяет припою нормально переходить с паяльника.
 Увы, после такой пайки плата вся обгажена черными заплесами горелой канифоли. Хотя она и изолятор, но порой не видно дефектов пайки.Поэтому плату надо мыть, а это отдельный геморрой. Да и само выкрашивание делает пайку крайне медленной. Так я паял Maximite.
Увы, после такой пайки плата вся обгажена черными заплесами горелой канифоли. Хотя она и изолятор, но порой не видно дефектов пайки.Поэтому плату надо мыть, а это отдельный геморрой. Да и само выкрашивание делает пайку крайне медленной. Так я паял Maximite. - Использовать жидкой флюс. По аналогии с выкрашиваем канифоли, можно аккуратно палочкой класть капельку жидкого флюса (обычно, он гораздо «сильнее» канифоли), и тогда будет активный «пшшшшш», и пайка произойдет. Увы, тут тоже есть проблемы. Не все жидкие флюсы являются изоляторами, и плату тоже надо мыть, например, ацетоном. А те, что являются изоляторами все равно остаются на плате, растекаются и могут мешать последующей внешней «прозвонке». Выход — мыть.
Итак, мы почти уже у цели. Я так подробно все пишу, так как, честно, для меня это было прорыв. Как я случайно открыл, все, что нужно для пайки несложных компонент — это паяльник, самый обычный с жалом в виде шила:
и припой c флюсом внутри:
ВСЕ!
Все дело в процессе.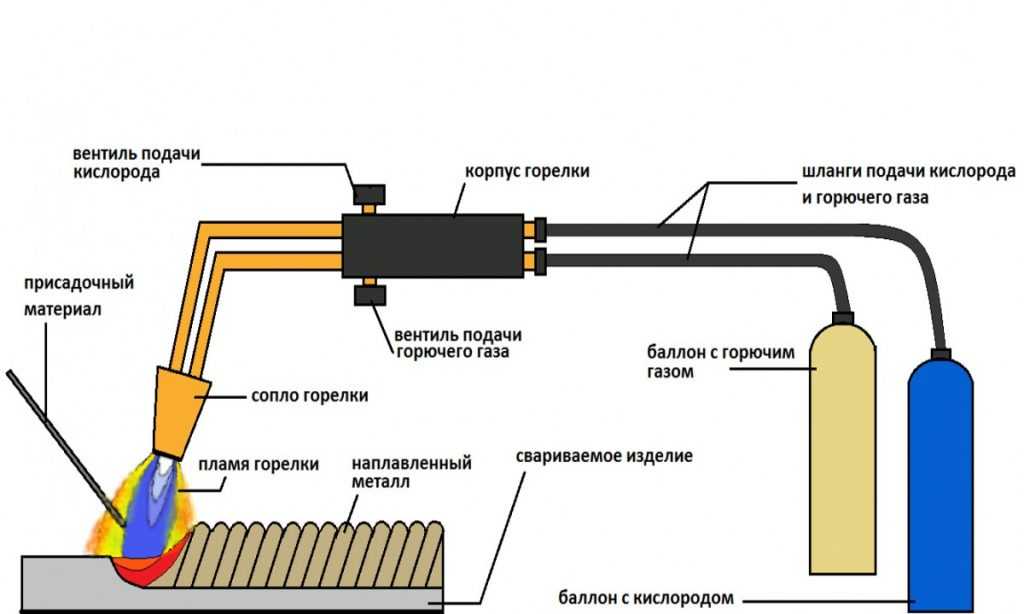 Делать надо так:
Делать надо так:
- Деталь вставляется в плату и должна быть закреплена (у вас не будет второй руки, чтобы держать).
- В одну руку берется паяльник, в другую — проволочка припоя (удобно, если он в специальном диспенсере, как на картинке).
- Припой на паяльник брать НЕ НАДО.
- Касаетесь кончиком паяльника места пайки и греете его. Обычно, это секунды 3-4.
- Затем, не убирая паяльника, второй рукой касаетесь кончиком проволочки припоя с флюсом места пайки. В реальности, в этом месте соприкасаются сразу все три части: элемент пайки и его отверстие на плате, паяльник и припой. Через секунду происходит «пшшшшш», кончик проволочки припоя плавится (и из него вытекает немного флюса) и необходимое его количество переходит на место пайки. После секунды можно убирать паяльник с припоем и подуть.
Ключевой момент тут, как вы уже поняли, это подача припоя и флюса прямо на место пайки. А «встроенный» в припой флюс дает его необходимое минимальное количество, сводя засирание платы к минимуму.
А «встроенный» в припой флюс дает его необходимое минимальное количество, сводя засирание платы к минимуму.
Ясное дело, что время ожидания на каждой фазе требует хотя бы минимальной практики, но не более того. Уверен, что любой новичок по такой методике сам запаяет Maximite за час.
Напомню основные признаки хорошей пайки:
- Много припоя еще не значит качественного контакта. Капелька припоя на месте контакта должна закрывать его со всех сторон, не имея рытвин, но не быть чрезмерно огромной бульбой.
- По цвету пайка должна быть ближе к блестящей, а не к матовой.
- Если плата двухсторонняя, и отверстия неметаллизированные, надо пропаять по указанной технологии с обоих сторон.
Стоит заметить, что все выше сказанное относится к пайке элементов, которые вставляются в отверстия на плате. Для пайки планарных деталей процесс немного более сложен, но реален. Планарные элементы занимают меньше места, но требуют более точного расположения «пятачков» для них.
Планарные элементы (конечно, не самые маленькие) даже проще для пайки в некотором роде, хотя для самодельных устройств уже придется травить плату, так как на макетной плате особого удобства от использования планарных элементов не будет.
Итак, небольшой, почти теоретический бонус про пайку планарных элементов. Это могут быть микросхемы, транзисторы, резисторы, емкости и т.д. Повторюсь, в домашних условиях есть объективные ограничения на размер элементов, которых можно запаять обычным паяльником. Ниже я приведу список того, что лично я паял обычным паяльником-шилом на 220В.
Для пайки планарного элемента уже не получится использовать припой на ходу, так как его может «сойти» слишком много, «залив» сразу несколько ножек. Поэтому надо предварительно в некотором роде залудить пятачки, куда планируется поставить компонент. Тут, увы, уже не обойтись без жидкого флюса (по крайне мене у меня не получилось).
Фаза 1
Капаете немного жидкого флюса на пятачек (или пятачки), берете на паяльник совсем немного припоя (можно без флюса).
Фаза 2
Берете элемент пинцетом. Во-первых, так удобнее, во-вторых пинцет будет отводить тепло, что очень важно для планарных элементов. Пристраиваете элемент на место пайки, держа его пинцетом. Если это микросхема, то надо держать за ту ножку, которую паяете. Для микросхем теплоотвод особенно важен, поэтому можно использовать два пинцета. Одним держишь деталь, а второй прикрепляешь к паяемой ножке (есть такие пинцеты с зажимом, которые не надо держать руками). Второй рукой снова наносишь каплю жидкого флюса на место пайки (возможно немного попадет на микросхему), этой же рукой берешь паяльник и на секунду касаешься места пайки. Так как припой и флюс там уже есть, то паяемая ножка «погрузится» в припой, нанесенный на стадии лужения. Далее процедура повторяется для всех ног. Если надо, можно подкапывать жидкого флюса.
Когда будете покупать жидкий флюс, купите и жидкость для мытья плат. Увы, при жидком флюсе лучше плату помыть после пайки.
Сразу скажу, я ни разу не профессионал, и даже не продвинутый любитель в пайке. Все это я проделывал обычным паяльником. Профи имеют свои методы и оборудование.
Конечно, пайка планарного элемента требует куда большей сноровки. Но все равно вполне реально в домашних условиях. А если не паять микросхемы, а только простейшие элементы, то все еще упрощается. Микросхемы можно покупать уже впаянные в колодки или в виде готовых сборок.
Вот картинки того, что я лично успешно паял после небольшой тренировки.
Это самый простой вид корпусов. Такие можно ставить в колодки, которые по сложности пайки такие же. Эти элементарно паяются по первой инструкции.
Следующие два уже сложнее. Тут уже надо паять по второй инструкции с аккуратным теплоотводом и жидким флюсом.
Элементарные планарные компоненты, типа резисторов ниже, весьма просто паяются:
Но есть, конечно, предел. Вот это добро уже за пределами моих способностей.
Вот это добро уже за пределами моих способностей.
Под занавес, пару дешевых, но очень полезных вещей, которые стоит купить в дополнение к паяльнику, припою, пинцету и кусачкам:
- Отсос. Изобретателю этого устройства стоит поставить памятник. Налепили много припоя или запаяли не туда? Сам припой, увы, обратно на паяльник не запрыгнет. А вот отсосом убирается элементарно. Одной рукой разогреваете паяльником место «отпайки». Второй держите рядом взведенный отсос. Как «оттает», нажимаете на кнопку, и припой прекрасным образом спрыгивает в отсос.
- Очки. Когда имеешь дело с ножками и проводами, может случиться, что разогретая ножка отпружинит, и припой с нее куда-то полетит, возможно, в глаз. С этим лучше не шутить.
Успехов в пайке! Запах канифоли — это круто!
Как правильно паять и что нужно для профессиональной пайки –
Процесс ремонта электроники без сомнений требует множества различных навыков и глубокого понимания теоретических основ функционирования приборов. Но единственным звеном, объединяющим ремонтные работы практически любой техники, является процесс пайки. Данная технология скрепления металлов известна человечеству с давних времен. Следы пайки находят в местах обитания древних римлян, в древнеегипетских и даже вавилонских гробницах. И хотя с тех пор много чего изменилось: от используемых инструментов и припоев до самой техники выполнения манипуляции – принципиальная суть скрепления металлов путем их спаивания осталась неизменной. В данной статье мы поэтапно разберем основы этого процесса, рассмотрим основные необходимые инструменты и расходные материалы, а также ознакомимся с конкретными примерами пайки плат, проводов и мелких аксессуаров.
Но единственным звеном, объединяющим ремонтные работы практически любой техники, является процесс пайки. Данная технология скрепления металлов известна человечеству с давних времен. Следы пайки находят в местах обитания древних римлян, в древнеегипетских и даже вавилонских гробницах. И хотя с тех пор много чего изменилось: от используемых инструментов и припоев до самой техники выполнения манипуляции – принципиальная суть скрепления металлов путем их спаивания осталась неизменной. В данной статье мы поэтапно разберем основы этого процесса, рассмотрим основные необходимые инструменты и расходные материалы, а также ознакомимся с конкретными примерами пайки плат, проводов и мелких аксессуаров.
Необходимое оборудование и расходные материалы для качественной пайки
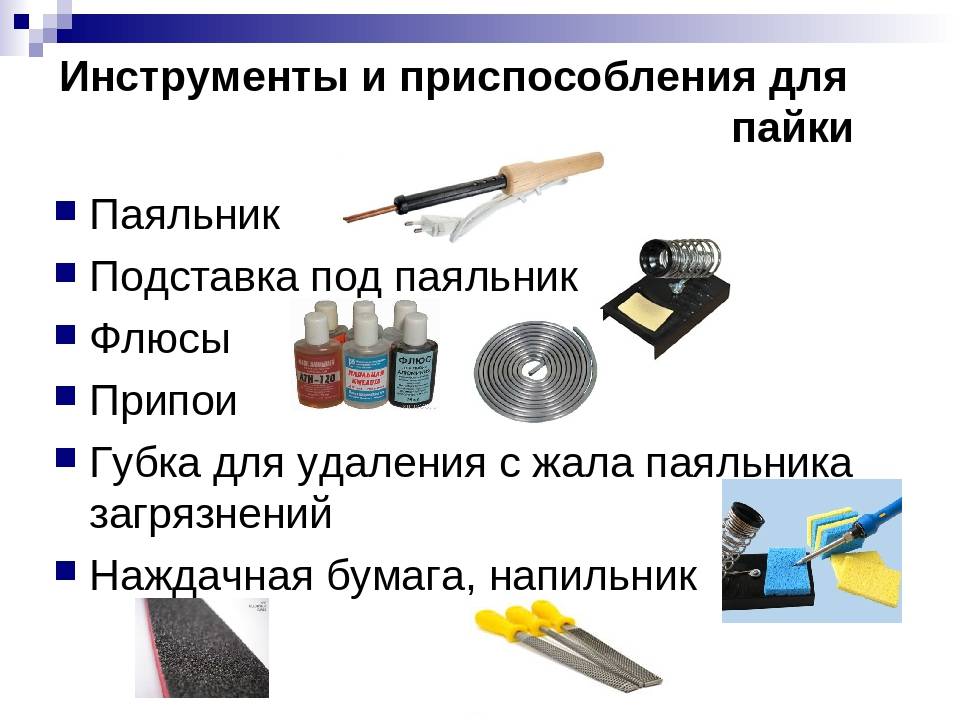
В первую очередь, перед тем как приступить к заветному процессу, необходимо убедиться в наличии всего необходимого. Требуемый минимум для новичка, чтобы начать паять, выглядит следующим образом:
- паяльник или паяльная станция;
- флюс;
- припой;
- лента для снятия припоя.

Разберем же все по порядку!
Паяльники
На сегодняшний день выбор паяльников на рынке столь велик, что даже опытному мастеру порой с трудом удается разобраться в широком ассортименте предлагаемых товаров. Основную информацию о качестве и долговечности конкретного паяльника вы сможете без труда отыскать в интернете, но при этом стоит помнить, что основная характеристика паяльника – это его мощность. Этот показатель напрямую определяет не только потребляемую устройством энергию, но и сферу его применения. В целом, по этому критерию паяльники делятся на три группы:
- невысокой мощности (30-50 Вт) – отлично подходят для пайки радиодеталей, плат и других мелких деталей;
- средней мощности (60-70 Вт) – это универсальные приборы, которые в умелых руках можно использовать практически для любых целей;
- высокомощные (80-100 и больше Вт) – это серьезные устройства, предназначенные для массивных деталей и толстых проводов.

Помните, что вне зависимости от мощности паяльника вы можете выбрать прибор с регулировкой температуры, что позволит вам самостоятельно выбирать область применения устройства: от работы с бессвинцовыми припоями до пайки проводов или микросхем.
Паяльная станция
Сравнительно с обычным паяльником, это устройство намного удобнее и зачастую эффективнее в использовании ввиду своей сложности и многокомпонентности строения. Паяльные станции в среднем имеют мощность 30-80 Вт, а также оснащены терморегуляторами, различными держателями, вакуумными приборами вроде оловоотсоса, термофеном и т.д. В умелых руках даже простенькая паяльная станция способна творить чудеса ремонтных работ. Но если же вы планирует осуществлять несложные манипуляции или не уверены в регулярности использования этого прибора, то возможно лучше будет обойтись простым паяльником.
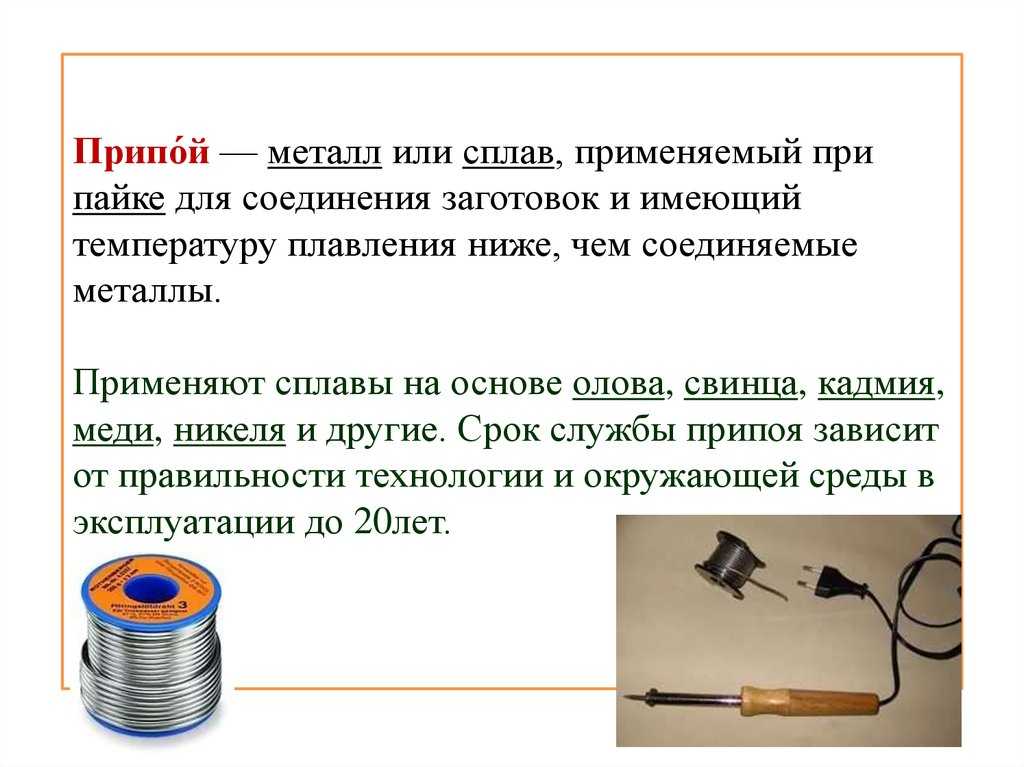
Припой
Все припои можно разделить на две больших группы:
- свинцовые;
- бессвинцовые.

Сегодня почти вся техника и электроника функционирует на бессвинцовых припоях, ведь, как известно, свинец, являясь тяжелым металлом, токсичным для человеческого организма, может приводить к серьезным заболеваниям. К тому же доподлинно известно, что теоретически бессвинцовые припои способны обеспечить более прочное соединение, хоть это почти не заметно на практике. В этом месте возникает справедливый вопрос – зачем же тогда вообще нужны припои с примесью свинца? Все просто: свинцовые припои имеют более низкую температуру плавления, что делает их более простыми в использовании. Другими словами, новичку будет довольно сложно работать с припоем без содержания свинца. К тому же, бессвинцовые припои приобрели повсеместную распространенность не так давно, поэтому большинство мастеров по всему миру предпочитают использовать классические свинцовые припои и сплавы, проверенные временем. Температура плавления большинства популярных оловянно-свинцовых припоев колеблется в диапазоне от 180 до 190 °C, что делает их очень удобными для работы даже со “слабым” паяльником.
Стоит отдельно сказать несколько слов о популярном, даже не побоюсь этого слова, легендарном сплаве Розе. Это легкоплавкий припой, с которыми работают при температурах 90-100 °C. Основная сфера его использования – радиоэлектроника. Его применяют для пайки самых мелких компонентов плат, которые крайне чувствительны к перегреву. Кроме того, этот сплав отлично подходит для лужения контактов.
Флюсы
Одним из основных правил успешной пайки является использование флюса. Как правило, он уже входит в состав многих классических припоев. И тем не менее, флюс рекомендуют использовать отдельно для удаления оксидной пленки со спаиваемых поверхностей. Благодаря этому можно достичь равномерного распределения припоя по всей площади и облегчить процесс лужения.
По характеристикам флюсы разделяют на:
- Нейтральные флюсы – не требуют смывания после использования, продаются в виде пасты или жидкости;
- среднеактивные флюсы – также в большинстве своем не требуют смывания, так как проявляют свои активные свойства лишь на пике температур, постепенно утрачивая их при охлаждении до комнатной температуры, а также обладают стойким антикоррозийным эффектом;
- активные – флюсы, используемые для пайки металлов, которые с трудом поддаются лужению (алюминий, нержавейка и пр.
 ) Стоит использовать эти вещества с предельной осторожностью, ведь обладая высокими реакционными способностями, они способны нанести вред как человеку, так и окружающим предметам быта. И помните, что работать с такими веществами необходимо лишь в помещениях с хорошей вентиляцией и циркуляцией воздуха, ведь они имеют не только резкий запах, но также являются токсичными.
) Стоит использовать эти вещества с предельной осторожностью, ведь обладая высокими реакционными способностями, они способны нанести вред как человеку, так и окружающим предметам быта. И помните, что работать с такими веществами необходимо лишь в помещениях с хорошей вентиляцией и циркуляцией воздуха, ведь они имеют не только резкий запах, но также являются токсичными.
Отдельно стоит упомянуть про канифоль. Пожалуй, это самый популярный и распространенный флюс. Являясь отличным диэлектриком, канифоль не требует смывания. К тому же, на основе этого вещества изготавливаются почти все популярные флюсы. Это можете сделать и вы. Достаточно измельчить канифоль до состояния порошка и залить этиловым спиртом в количественном соотношении 2:3. Приготовив такой раствор, вы сможете использовать его вместо дорогих флюсов, нанося на место пайки и получать отличный результат.
Смывать же флюсы при необходимости можно как обычным спиртом, так и специальными “смывками” или очистителями для плат. Для этого необходимо смочить старую зубную щетку одним из вышеупомянутых растворов и плавными движениями пройтись по очищаемой поверхности. Главное не переусердствовать с механическим давлением, потому что в таком случае придется запаивать детали заново. В отдельных случаях для смывания флюса можно использовать некоторые растворители или ацетон.
Для этого необходимо смочить старую зубную щетку одним из вышеупомянутых растворов и плавными движениями пройтись по очищаемой поверхности. Главное не переусердствовать с механическим давлением, потому что в таком случае придется запаивать детали заново. В отдельных случаях для смывания флюса можно использовать некоторые растворители или ацетон.
Лента для снятия припоя
Это изделие отлично подойдет для новичков, которые еще не научились рассчитывать необходимое количество припоя. С помощью такой оплетки можно с легкостью убрать его остатки. Это медная лента, состоящая из множества сплетенных, пропитанных флюсом проводков.
Для использования необходимо приложить изделие к зоне пайки и нагреть жалом паяльника так, чтобы припой под оплеткой расплавился. Далее лента как губка впитает весь лишний припой, оставив на спаиваемых поверхностях лишь необходимое его количество. Согласитесь, это очень удобно!
Дополнительные приспособления для процесса пайки
Для комфортной и успешной пайки вам обязательно понадобятся:
- подставка для паяльника;
- “третья рука”;
- очиститель жала;
- прочие инструменты.

Подставка
Не нужно недооценивать роль этого приспособления. В целях соблюдения правил техники безопасности и для комфортности процесса, паяльник должен иметь четкое место на столе и быть надежно фиксирован, когда он не находится у вас в руках. Это поможет сохранить в целостности не только стол, но и убережет вас от неприятных ожогов.
“Третья рука”
Такое название этого вспомогательного инструмента вполне оправдано, ведь он и вправду выполняет именно эту функцию. В разных комплектациях “третья рука” может состоять как из обычного штатива с зажимами для фиксации спаиваемых поверхностей, так и из дополнительных приблуд вроде увеличительного стекла и пр.
Очиститель жала
Нужно понимать, что во время пайки наконечник паяльника непрерывно окисляется и на нем образуется тонкая пленка, препятствующая теплопередаче и адгезии припоя. Бороться с этим явлением достаточно просто – нужно периодически использовать очиститель для жала, который удаляет упомянутый налет механическим путем. Для этих целей часто используются целлюлозные губки или специальная стружка. Необходимо просто погрузить паяльник внутрь и очистить жало от налета возвратно-поступательными и вращательными движениями. Это также может помочь удалить лишний припой.
Для этих целей часто используются целлюлозные губки или специальная стружка. Необходимо просто погрузить паяльник внутрь и очистить жало от налета возвратно-поступательными и вращательными движениями. Это также может помочь удалить лишний припой.
Отдельно стоит сказать про никелевые жала паяльников. Одна из их отличительных особенностей – невозможность очистки механическим путем. Поэтому для удаления нагара и оксидной пленки используются так называемые “активаторы паяльного жала”. Это специальная смесь, которая на химическом уровне растворяет ненужные вещества, оставляя жало паяльника чистым и готовым к работе.
Прочий инструмент
Разумеется, что в процессе пайки не обойтись без минимального набора ручных вспомогательных инструментов. К ним относятся:
- кусачки;
- пинцеты;
- зажимы, держатели, щетки и пр.
Из пинцетов вам понадобятся прямые инструменты, а также изделия с изогнутым концом. С их помощью удобно работать с мелкими деталями, производить демонтаж компонентов плат и паять тонкие провода.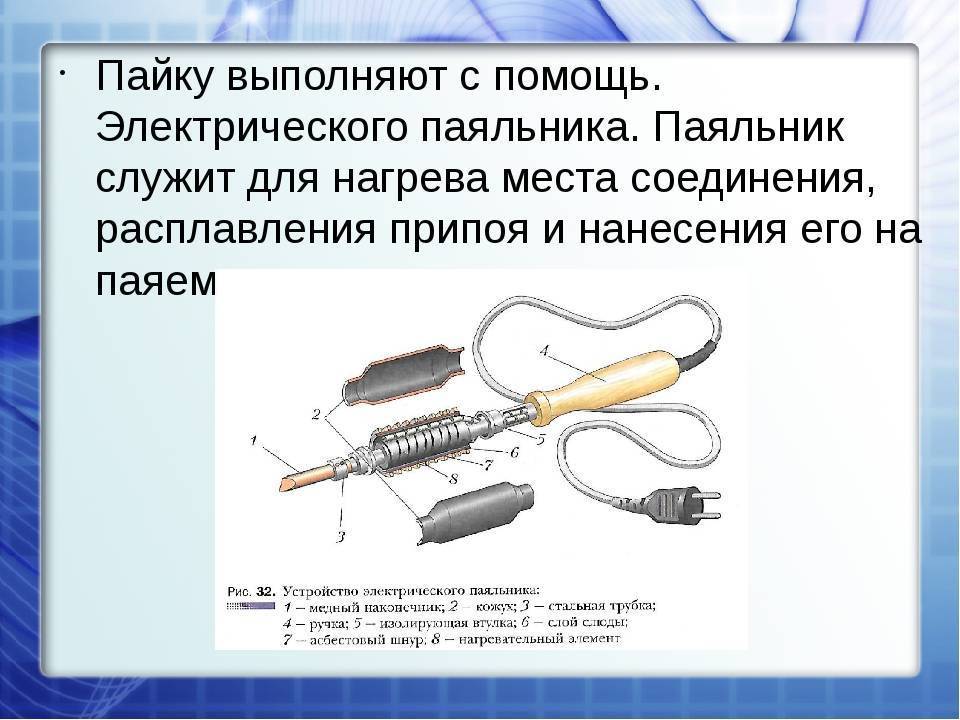 Кроме того, обратите внимание на наличие в ассортименте специальных антистатических пинцетов, которые помогут обращаться с деталями, чувствительными к статическому электричеству.
Кроме того, обратите внимание на наличие в ассортименте специальных антистатических пинцетов, которые помогут обращаться с деталями, чувствительными к статическому электричеству.
Кусачки помогут разобраться с неровными концами и сечением проводов, а также имеют широкое применение в быту. Наличие этого инструмента обязательно, если вы планируете много работать с проводами.
Как залудить жало паяльника?
Итак, если вы уже имеете в наличии весь необходимый арсенал инструментов и ни разу не использовали ваш паяльник, то начать однозначно необходимо с процесса лужения жала. При этом, если вы используете медные паяльники без никелевого покрытия, то вы также можете придать жалу необходимую вам форму, воспользовавшись абразивными материалами. Зачастую мастера предпочитают конусообразную форму жала, а также односторонний или двусторонний срез. Жало же с никелевым покрытием не предназначено для изменения формы, поскольку это чревато потерей никелевого напыления, что фактически приведет паяльник к негодность.
Непосредственный же процесс залуживания жал не отличается как для медного, так и для никелевого наконечника. Необходимо хорошо разогреть инструмент, после чего погрузить его в канифоль и обильно покрыть припоем. При этом олово покроет кончик, равномерно распределившись по всей поверхности жала. Это поможет адгезии припоя при каждом последующем процессе пайки, а также убережет наконечник от лишнего окисления. Не забывайте очищать жало после каждой завершенной пайки, удаляя остатки припоя. Это поможет сохранить паяльник в функциональном состоянии дольше, а также сделает процесс пайки более комфортным.
Как правильно паять?
После того, как весь набор необходимых инструментов готов и жало залужено, можно переходить к непосредственному процессу пайки. Для этого в первую очередь необходимо подготовить спаиваемые детали. Необходимо удалить с их поверхности загрязнение, налеты, коррозии и прочие нежелательные слои, вроде жирового слоя, которые будут препятствовать адгезии спаиваемых элементов. Это можно сделать механически, а также использовав специальные растворители, технический спирт и антикоррозионные жидкости. После этого наконец можно переходить непосредственно к процессу пайки!
Это можно сделать механически, а также использовав специальные растворители, технический спирт и антикоррозионные жидкости. После этого наконец можно переходить непосредственно к процессу пайки!
В первую очередь необходимо позаботиться о надежной фиксации спаиваемых деталей. Далее необходимо покрыть их поверхность флюсом. Обратите внимание, что его нужно совсем немного, ведь тут главное не переборщить. После этого можно переходить к нанесению припоя. В этом деле есть два принципиально разных подхода:
- нанесение припоя на жало паяльника;
- нанесение припоя на спаиваемые поверхности деталей.
Оба этих метода имеют как свои достоинства, так и недостатки. В конечном итоге каждый мастер с опытом сам вырабатывает для себя более предпочтительную технику или же пользуется обеими сразу в зависимости от конкретной ситуации.
Обратите внимание, что для качественной пайки необходимо подбирать правильную температуру жала, которая обеспечит необходимую консистенцию припоя..jpg) Одним из признаков неправильно подобранной температуры является то, что в процессе остывания припой становится матовым, зернистым или недостаточно текучим при нагреве. Запомните, что холодная пайка ведет к образованию некачественных и нестойких швов. Пайка же слишком сильно нагретым жалом также ведет к ряду неприятных последствий вроде чрезмерного окисления припоя, плохой его адгезии и пр. Именно поэтому так важно грамотно подобрать рабочую температуру для конкретного припоя. Это позволит как упростить сам процесс скрепления деталей, так и гарантирует долговечность и прочность такого шва.
Одним из признаков неправильно подобранной температуры является то, что в процессе остывания припой становится матовым, зернистым или недостаточно текучим при нагреве. Запомните, что холодная пайка ведет к образованию некачественных и нестойких швов. Пайка же слишком сильно нагретым жалом также ведет к ряду неприятных последствий вроде чрезмерного окисления припоя, плохой его адгезии и пр. Именно поэтому так важно грамотно подобрать рабочую температуру для конкретного припоя. Это позволит как упростить сам процесс скрепления деталей, так и гарантирует долговечность и прочность такого шва.
Кроме этого, в процессе пайки необходимо обращать внимание на количество припоя и на время контакта раскаленного жала с деталью. Количество припоя выбирается мастером на глаз, но его не должно быть слишком много, чтобы он не растекался по всей поверхности платы и не создавал наличие ненужных контактов между элементами. Слишком малое же количество олова попросту не заполнит все микрощели между спаиваемыми поверхностями, что повлечет к образованию менее стойкого и долговечного шва.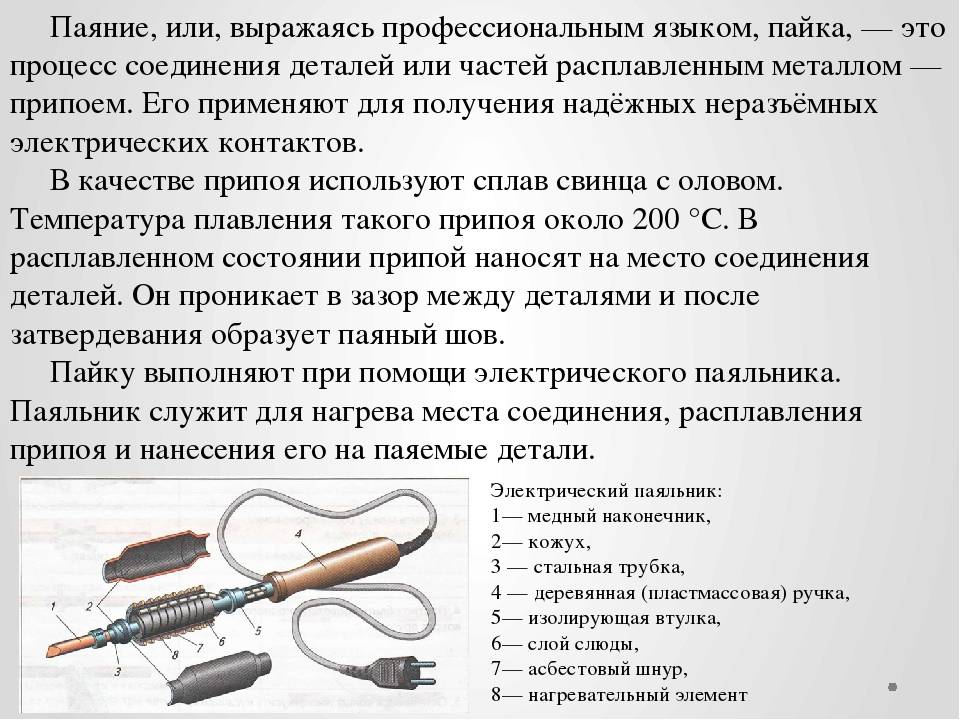 Кроме того, не стоит долго держать раскаленный инструмент в зоне пайки. Обычно достаточно нескольких секунд или даже меньше. В противном случае, это грозит перегревом и нарушением функциональности спаиваемых элементов, вплоть до полного их разрушения. Отдельно обратите внимание, что в радиотехнике существует ряд так называемых “термочувствительных” элементов, для работы с которыми скорее всего понадобится отдельный паяльник и припои с низкими температурами плавления.
Кроме того, не стоит долго держать раскаленный инструмент в зоне пайки. Обычно достаточно нескольких секунд или даже меньше. В противном случае, это грозит перегревом и нарушением функциональности спаиваемых элементов, вплоть до полного их разрушения. Отдельно обратите внимание, что в радиотехнике существует ряд так называемых “термочувствительных” элементов, для работы с которыми скорее всего понадобится отдельный паяльник и припои с низкими температурами плавления.
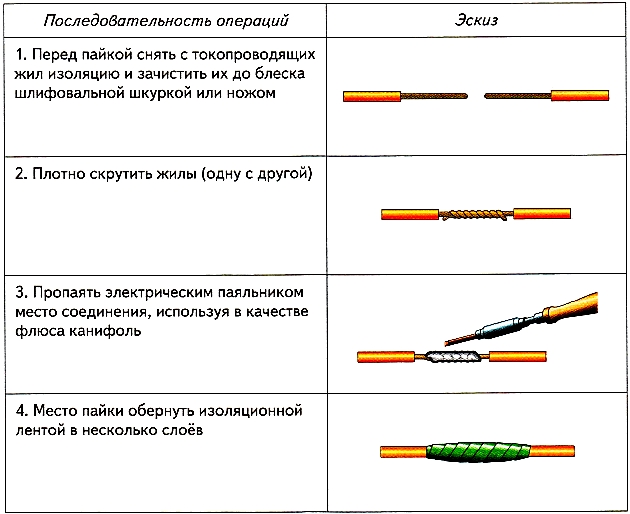
Как правильно паять провода?
Пожалуй, провода являются самой распространенной из спаиваемых деталей. Чтобы выполнить этот процесс качественно и обеспечить надежное скрепление и проведение сигнала, необходимо:
- удалить изоляционный слой с проводов, воспользовавшись кусачками или простым ножом;
- очистить концы проводов от грязи, жира и налетов, используя описанные выше методы;
- предварительно соединить провода между собой, скрутив их последовательно или параллельно;
- покрыть поверхность провода, которая будет паяться, тонким слоем флюса;
- нанести припой и убедиться, что он равномерно распределился по спаиваемой поверхности, заполнив все пространства и щели;
- после остывания припоя покрыть место скрепления изолентой или термоусадкой.
Выполнив все эти пункты последовательно, вы непременно добьетесь прочного и стойкого соединения, которое будет отлично выполнять свои функции. И помните, что если вы хотите припаять провода к элементам платы, то для этого необходимо предварительно залудить концы проводов.
Пайка радиокомпонентов
После пайки проводов, это является, пожалуй, наиболее распространенной сферой пайки. Рассмотрим же техники, используемые для пайки разных типов радиокомпонентов на плату.
Резисторы, конденсаторы и диоды с выводами
В целом процесс работы с вышеперечисленными деталями довольно прост, но требует определенной синергии в работе паяльником и вспомогательным инструментом, находящимся в противоположной руке, а также немного опыта и сноровки. Обычно эти элементы имеют два вывода, проще говоря – две ножки, впаянные в плату. Чтобы выпаять такую деталь из платы, необходимо лишь поочередно подогревать припой на каждой ножке, одновременно вытягивая резистор с противоположной стороны платы. После извлечения компонента нужно удалить оставшийся припой из отверстий на плате. Это можно сделать как при помощи паяльника, так и механически обычной зубочисткой.
После извлечения компонента нужно удалить оставшийся припой из отверстий на плате. Это можно сделать как при помощи паяльника, так и механически обычной зубочисткой.
Пайка же нового компонента платы еще более простое задание. Для этого нужно:
- нанести немного флюса на отверстие в плате;
- вставить ножки детали в отверстия и надежно зафиксировать их пальцами;
- нанести немного расплавленного припоя так, чтобы он заполнил место в отверстиях и вытек небольшим бугорком на тыльной стороне платы;
- обрезаем контакты детали, если они оказались слишком длинными и мешают всей конструкции в целом;
- удаляем остатки флюса.
Вот и все, на этом пайка простых элементов может считаться оконченной.
Где приобрести все необходимое для пайки в Украине?
Ну конечно же в интернет-магазине “GSM-Комплект”. Наш ассортимент доступных товаров позволит вам выбрать и приобрести все необходимые инструменты и расходные материалы, перечисленные в данной статье, а быстрая доставка по Украине не заставит вас долго ждать. Помните, что при условии оформления заявки до 16:00 текущего дня, мы обязуемся отправить вам необходимые товары уже сегодня.
Помните, что при условии оформления заявки до 16:00 текущего дня, мы обязуемся отправить вам необходимые товары уже сегодня.
Демократичные рыночные цены, высокое качество товара и множество отличных отзывов о нашей продукции непременно станут отличным подспорьем для построения долгих и продуктивных деловых взаимоотношений, а четкие условия гарантии позволят вам вернуть неподошедший прибор, получив денежные средства обратно. Подробнее об условиях гарантии читайте в соответствующем разделе нашего сайта. Поэтому, если вы стремитесь создать собственную домашнюю мастерскую по ремонту мобильных телефонов, но не знаете, где приобрести все необходимое – вы уже оказались в нужном месте! Просто выбирайте подошедшие товары из списка, оформляйте заказ и ожидайте прибытия посылки уже на следующий день!
Пайка – определение, процесс, типы
Пайка – это процесс соединения двух или более типов металлов путем плавления припоя. Первый паяльник был разработан в 1896 году Ричардом Шнайдером и Августом Тиннерхолом и получил название «Первый электронагревательный аппарат».
Пайка широко используется в электронике, так как она проста и безопасна при соединении чувствительных материалов. Кроме того, этот процесс также известен для металлообработки, сантехники, кровли и соединения проводов. Давайте подробно рассмотрим пайку, чтобы узнать больше.
Что такое пайка?
При пайке для соединения металлических поверхностей используется присадочный металл с низкой температурой плавления, также известный как припой. Припой обычно состоит из сплава, состоящего из олова и свинца, температура плавления которых составляет около 235°C и 350°C соответственно.
Но при смешивании олова и свинца температура плавления смеси снижается до 183°C. Сплав плавится горячим утюгом при температуре выше 316 ° C (600 ° F).
При остывании припой создает прочную электрическую и механическую связь между металлическими поверхностями. Соединение позволяет металлическим частям достигать электрического контакта, пока они удерживаются на месте.
Обратите внимание, что бессвинцовые припои все чаще используются в качестве альтернативы экологически вредным припоям на основе свинца в соответствии с правилами.
Процесс пайки
Ручная пайка
Первым шагом в пайке является надевание защитного снаряжения в хорошо проветриваемом помещении. Далее паяльник следует предварительно нагреть. Для очистки жала паяльника можно использовать влажную губку. Аналогичным образом следует удалить все остатки на поверхности заготовки.
После окончания подготовки пришло время нагреть основной металл до рабочей температуры с помощью горячего утюга. Это поможет предотвратить тепловой удар, активирует припой и в целом улучшит качество соединения. Хорошим показателем того, что металлы хорошо прогреты, является свободное затекание расплавленного припоя в соединение. Материал наполнителя затвердевает по мере остывания, что делает его наиболее подходящим временем для осмотра.
Ключом к успешной пайке является обеспечение того, чтобы соединяемые металлы были чистыми и не содержали оксидов или других загрязнений.
Демонтаж
Время от времени компоненты выходят из строя и требуют замены. Когда эти компоненты механически удерживаются на месте с помощью припоя, процесс, называемый распайкой, удаляет материал чисто и безопасно.
Для расплавления припоя можно использовать паяльник или тепловую пушку , что позволяет безопасно удалять припаянные компоненты. Чтобы удалить жидкий припой, вы можете использовать 9Оловоотсос 0033 в качестве вакуума или фитиль для поглощения расплавленного припоя.
Чтобы удалить жидкий припой, вы можете использовать 9Оловоотсос 0033 в качестве вакуума или фитиль для поглощения расплавленного припоя.
В качестве альтернативы можно прибегнуть к агрессивному методу с использованием сжатого воздуха , который может сдуть жидкий припой.
Пайка и сварка
Хотя пайка и сварка представляют собой процессы, при которых соединяются два куска металлического сплава, существуют некоторые ключевые различия в способах соединения металлов.
Пайка использует расплавленные присадочные металлы для соединения нагретых основных материалов. Он работает при более низкой температуре, чем сварка, но требует предварительного нагрева основных материалов для создания эффективного соединения.
Сварка выполняется при более высоких температурах для расплавления присадочного материала и заготовки. Это приводит к более прочной связи с некоторыми изменениями механических свойств металла при нагревании и охлаждении.
Металлы
Пайка хорошо работает со следующими основными металлами:
Золото
Серебро
Железо
Латунь
Медь
Алюминий
Сталь
Титан
В то время как некоторые из этих металлов легко поддаются пайке мягким припоем, для соединения более твердых металлов могут потребоваться присадочные материалы с более высокой температурой плавления.
Паяльные инструменты
Паяльники — это ручные инструменты, которые нагревают припой выше температуры его плавления. Они предлагают широкий выбор размеров, что отлично подходит для различных приложений. Наконечник утюга имеет разные типы и размеры, которые подходят для самых разных проектов.
Паяльники используются, когда более высокие температуры требуют большей мощности. Паяльный пистолет нагревается быстрее и обеспечивает большую гибкость, поскольку его можно использовать в ограниченном пространстве, с тяжелыми электрическими соединениями и металлоконструкциями.
Паяльные станции — это многоцелевые устройства, в которых есть все для небольших проектов. Они более долговечны, чем обычные паяльники, поскольку оснащены датчиками, предохранителями, оповещениями и регулировкой температуры.
Припои
Припой на основе свинцаБольшинство проектов по пайке обычно выполняется с использованием свинцового припоя, состоящего из олова и свинца в соотношении 60-40. Этот припой плавится в диапазоне от 180 до 190°C и обычно является лучшим выбором для пайки электрических соединений.
Бессвинцовый припойДля уменьшения использования вредных элементов были разработаны бессвинцовые припои. Обычно они представляют собой проволоку для припоя и состоят из металлов с более высокой температурой плавления: олова, меди, висмута, серебра, латуни, индия и сурьмы.
Припой с флюсовым сердечником Эти присадочные металлы выпускаются в виде пасты или проволоки для пайки, которые содержат сердечник из флюсового припоя. Флюс образует защитный слой вокруг заготовки по мере его расходования, что обеспечивает более чистые электронные соединения и лучшие свойства смачивания.
Флюс образует защитный слой вокруг заготовки по мере его расходования, что обеспечивает более чистые электронные соединения и лучшие свойства смачивания.
Флюс
Канифольный флюс (также называемый пассивным флюсом) используется для электроники, так как оставляет осадок, не вызывающий коррозии.
Кислотный флюс Припой обладает агрессивными свойствами, которые эффективно удаляют оксиды с поверхности металла. Это приводит к более прочным и чистым металлическим соединениям по сравнению с канифолью.
Тип флюса можно разделить на две группы в зависимости от его применения. Флюс No-clean изготовлен из натуральной канифоли или других синтетических материалов и не требует дополнительной очистки, а водорастворимый флюс содержит водорастворимую смолу, которая легко удаляется при полоскании.
Методы нагрева
Хотя концепция пайки довольно проста, существуют различные методы нагрева, которые зависят от области применения или проекта. Примитивные методы включают нагревательный элемент огня через бутан, но теперь он превратился в более продвинутые методы.
Примитивные методы включают нагревательный элемент огня через бутан, но теперь он превратился в более продвинутые методы.
Обычно используемые в тонкой электронике, лазеры мощностью 30-50 Вт могут точно создавать паяные соединения, предотвращая нагревание окружающей области. Он обычно используется на печатных платах, где компоненты компактны.
ИндукцияМедные катушки нагревают припой с помощью колеблющегося высокочастотного переменного тока. Индукция позволяет равномерно распределять тепловую энергию для нагрева припоя, что очень удобно для цилиндров и труб, сводя к минимуму количество отверстий и сохраняя однородность.
СопротивлениеЭта форма для пайки вырабатывает тепло за счет подачи электрического тока на припой и паяльник. Тепло генерируется в небольшом пространстве и быстро рассеивается, что снижает риск повреждения компонентов.
Инфракрасный свет Этот метод использует инфракрасный (ИК) свет в качестве способа передачи тепла в целевую область. Это занимает всего несколько секунд, сокращая время воздействия тепла на окружающее пространство.
Это занимает всего несколько секунд, сокращая время воздействия тепла на окружающее пространство.
Типы пайки
Вот три типа пайки, которые используются при различных уровнях температуры, что приводит к разной прочности соединения:
Мягкая пайка (90 °C – 450 °C)
Припой плавит сплавы, содержащие свинец, который имеет низкую температуру плавления. Благодаря более низкой температуре плавления этот тип пайки сводит к минимуму термическую нагрузку, которой подвергаются основные металлы.
Твердая пайка (выше 450 °C)
Латунь и серебро обычно припаиваются твердым припоем с использованием пламени паяльной лампы для расплавления присадочного металла. Твердая пайка имеет лучшую механическую прочность, чем мягкая пайка, которая применяется при изготовлении ювелирных изделий и некоторых операциях механической обработки.
Пайка (выше 450 °С)
В пайкеиспользуются металлы с гораздо более высокой температурой плавления по сравнению с твердой и мягкой пайкой.
 Он дает самый прочный результат, который идеально подходит для ремонта металла и соединения труб.
Он дает самый прочный результат, который идеально подходит для ремонта металла и соединения труб.
Преимущества пайки
Пайка выполняется при более низких температурах по сравнению с обычными методами сварки.
Большинство металлов и неметаллов можно паять.
Простой процесс облегчает обучение.
Основной металл не плавится в процессе, в отличие от таких методов сварки, как сварка электродом, сварка порошковой проволокой и т. д.
Мягкая пайка может быть удалена с помощью инструмента для удаления припоя без повреждения основных материалов.
Недостатки пайки
Более слабые соединения по сравнению с другими методами сварки, такими как MIG и TIG.
Пайка не подходит при высоких температурах, так как припой имеет низкую температуру плавления.
Тяжелые металлы не подходят для пайки.
Расплавленный припой может оставить остатки токсичного флюса.
Неправильный нагрев может привести к деформации или образованию пустот в припое.
Области применения
Электронная промышленность
Наиболее популярным применением этого процесса плавления является пайка электроники, при которой провода соединяются, а электронные компоненты вплавляются в печатную плату. Этот метод позволяет припаивать компоненты вместе с роскошью отпайки, когда это необходимо.
Кровля
Пайка может использоваться для создания герметичных крыш, в которых оцинкованная сталь пропитана припоем. Жало паяльника намного шире при использовании в этом приложении по сравнению с другими применениями.
Профили
Пайка применяется в производстве труб и сантехники для создания стыковочных секций. Это простой процесс и надежное решение, например, для герметизации соединений в медных трубах.
Искусство
Пайка может быть использована для создания витражей, лепки из проволоки, скульптур, украшений и других творческих работ.
Металлоконструкции
Материал для пайки можно использовать для заполнения полостей и выравнивания шероховатых поверхностей. Этот процесс практикуется для сплавления металлических листов, труб и других изделий, где металлы не подвергаются воздействию высоких температур.
Автоматизация
Технология позволяет нам автоматизировать процесс пайки с помощью запрограммированных роботов. Он не только создает точные соединения, но и обеспечивает высокую скорость производства.
Важные моменты, которые следует помнить
Пайка играет жизненно важную роль в электронной промышленности наряду с несколькими приложениями. Если все сделано правильно, это может обеспечить прочные и надежные механические соединения.
В то время как фундаментальная концепция пайки проста, инновации меняют способ выполнения этого процесса, обеспечивая большую универсальность и удобство использования. Современные технологии позволяют автоматизировать процессы, аналогичные процессам сварки, таким как MIG и точечная сварка, с использованием различных припоев в зависимости от области применения.
По мере того, как мы продолжаем углубляться в микро- и нанотехнологии, весьма вероятно, что для соединения этих небольших электронных деталей будет разработана пайка или другая подобная форма.
5 основных инструментов для пайки
Пайка — это элемент, который широко используется в электронной промышленности. Это процесс соединения, используемый для сплавления различных типов металлов вместе путем плавления припоя. Припой представляет собой металлический сплав, обычно состоящий из олова и свинца, который плавится с помощью горячего железа. Горячий утюг нагревается до температуры выше 600 градусов по Фаренгейту, которая в конечном итоге охлаждается и создает прочную электрическую связь. При пайке крайне важно иметь необходимые инструменты, необходимые для создания успешного продукта. Давайте рассмотрим 5 из этих основных инструментов.
Припой
Припой необходим для любого проекта пайки, потому что это присадочный материал, который плавится и соединяет два материала вместе. Имейте в виду, что припой должен иметь более низкую температуру плавления, чем соединяемые материалы. Это позволит припою расплавиться первым и соединить материалы вместе. Припои могут быть со свинцом или без него, и в зависимости от того, какие материалы вы будете паять, лучше всего подойдет припой с более низкой температурой плавления.
Имейте в виду, что припой должен иметь более низкую температуру плавления, чем соединяемые материалы. Это позволит припою расплавиться первым и соединить материалы вместе. Припои могут быть со свинцом или без него, и в зависимости от того, какие материалы вы будете паять, лучше всего подойдет припой с более низкой температурой плавления.
Паяльник
Существует множество типов паяльников. Для большинства проектов важно использовать паяльник карандашного типа, потому что он позволяет припаивать небольшие соединения и компоненты без необходимости использовать дорогой, громоздкий инструмент или станцию. При использовании паяльника карандашного типа рекомендуется мощность 25 Вт и более. Использование утюга с недостаточной мощностью, менее 25 Вт, в конечном итоге обойдется вам дороже из-за испорченных продуктов и поврежденных компонентов. Утюги с недостаточной мощностью также требуют больше времени для нагрева соединения, что может привести к перегреву припаиваемого компонента и вызвать его повреждение. Паяльный карандаш используется для пайки мелких металлических элементов и электрических компонентов. Более тонкое острие помогает при детальных и микроскопических работах. Наконечники для пайки также могут помочь в точной и детальной работе, поскольку они бывают разных форм и размеров, подходящих для многих типов пайки.
Паяльный карандаш используется для пайки мелких металлических элементов и электрических компонентов. Более тонкое острие помогает при детальных и микроскопических работах. Наконечники для пайки также могут помочь в точной и детальной работе, поскольку они бывают разных форм и размеров, подходящих для многих типов пайки.
Фитиль для пайки
Никто не идеален, и ошибки случаются. Вот тут-то и пригодится паяльный фитиль. Паяльный фитиль служит инструментом для демонтажа припоя. Он состоит из переплетения медных проводов. Эти провода при нагревании позволяют вам вносить изменения в соединения, которые вы уже спаяли. При нагревании кончика паяльного фитиля фитиль расплавляет припой и поглощает его. Как только часть паяльного фитиля будет покрыта припоем, ее нужно будет удалить и повторить, пока весь припой не исчезнет.
Увеличительное стекло
Пайка требует высокой точности, которая невозможна невооруженным глазом. Очень важно иметь под рукой увеличительное стекло, микроскоп или какое-либо увеличительное устройство, чтобы четко видеть детали вашего электронного компонента. Вот несколько различных увеличительных стекол, которые полезны для пайки.
Вот несколько различных увеличительных стекол, которые полезны для пайки.
Руки-помощники при пайке
Руки-помощники с увеличительным стеклом имеют похожие на руки костыли, которые могут удерживать провода во время пайки. У некоторых может быть две руки, а у некоторых четыре, в зависимости от модели и ваших предпочтений. Вы также можете использовать руки, чтобы поместить паяльник, над которым вы работаете.
Очки с увеличительным стеклом
Вы также можете эффективно носить очки с увеличительным стеклом во время пайки. Некоторые модели даже оснащены встроенным светодиодом. В то время как некоторые предлагают 5 или 6 светодиодов, есть и те, которые предлагают 30 или 40 светодиодов для отличного освещения наряду с большим увеличением.
Кусачки для проволоки
При пайке вам придется работать с многочисленными проводами, которые необходимо обрезать после завершения, особенно при пайке электрических проводов. Кусачки — очень удобные инструменты, которые можно использовать для обрезки выводов компонента или для зачистки конца провода, который вы использовали.
При любой пайке важно использовать свои ресурсы. Существует множество различных стандартов и руководств, учебных комплектов и пособий, а также сертификатов, которые помогут вам в процессе пайки. EPTAC проводит многочисленные сертификационные курсы по пайке, в том числе «Усовершенствованная ручная пайка Micro SMT», «Сертификация ручной пайки» и обучение инструкторов, специалистов и стандартных экспертов J-STD-001. Все это преподается экспертами, которые знают отрасль вдоль и поперек. Продвиньте свое образование в области пайки на одном из обучающих курсов EPTAC сегодня.
О компании EPTAC
EPTAC является признанным во всем мире лидером в области обучения припоев и сертификации IPC, предоставляя профессионалам навыки для продвижения по карьерной лестнице, а компаниям – таланты для достижения успеха. Более 30 лет EPTAC помогает корпорациям повышать стандарты качества, повышать производительность и максимизировать прибыль. Имея девятнадцать (19) офисов в Северной Америке, EPTAC продолжает расширять свои предложения и исключительный преподавательский состав, чтобы обеспечить легкий доступ к знаниям и программам, основанным на навыках, когда и где это требуется отрасли.
