
Для чего нужен флюс при пайке: виды, свойства
Во многих отраслях промышленности для соединения твердых материалов применяется такой способ, как пайка. Качественная работа зависит от наличия инструмента, оборудования и расходных материалов, одним из которых является флюс. Те, кто в детстве посещал кружок радиолюбителя или любил паять в домашних условия, знает, что такое флюс и зачем он нужен.
Флюс представляет собой особый сплав материалов, обладающий лёгкой структурой и применяемый для соединения двух разных материалов. При этом целесообразнее использовать вещество, подходящее для конкретного материала. То есть, определённый состав для эмалированных металлов, и совершенно другой – для соединения медных предметов.

Но те, кто впервые столкнулся с процедурой, не совсем понимают, для чего нужна канифоль при пайке. Знакомые с детства янтарные кусочки являются самым распространённым флюсом. От их применения пайка получается качественнее и быстрее. Благодаря канифоли припой лучше контактирует с поверхностями обоих материалов.
Задачи флюса при пайке таковы:
- подготовить поверхности двух изделий;
- очистить поверхность от различных плёнок и жиров;
- снизить поверхностное натяжение в припое.
При использовании сплава увеличивается площадь контакта соединяемых предметов, что способствует прочному контакту. А также вещество продлевает срок службы спаянных элементов, потому что предотвращает образование новых процессов окисления в местах соединения. Вот зачем нужна канифоль и другие виды. Узнав, что это такое, следует разобраться с классификацией сплава.
Виды и характеристики
Сплавы для соединения классифицируются по тому, как воздействуют на элементы до, во время и после пайки. Та же канифоль, как и многие составы на её основе, относится к группе малоактивных флюсов. Если для чего такой флюс и нужен, то при пайке микросхем, где возможности состава полностью реализуются. Сплав хорошо удаляет тонкие оксидные плёнки с медных, латунных и других поверхностей. Но при этом не становится причиной возникновения коррозии из-за минимальной активности. При необходимости улучшить свойства канифоли вещество соединяют со скипидаром или спиртом. В итоге получают бескислотные или нейтральные виды. Такой вид часто применяется во время ремонта радиоэлектроники, а также при её производстве. В таких целях выбирается именно этот сплав, потому что флюс является диэлектриком и не образует утечек тока.

Если к канифоли добавляется кислота, то получается третий вид – активированный. Чаще всего в сплав входят органические кислоты и аминовые соединения в малых дозах. С его помощью удаётся соединить медные детали, а также серебряные, железные и никелевые.
Активные флюсы, в состав которых входит соляная кислота, используется для соединения изделий из железа. Но если к ней добавить хлористый цинк, то получается «флюс паяльный». Такой состав выпускается не только в промышленности, но и в домашних условиях.
Он подходит для пайки элементов из серебра, меди и железа. Но флюс категорически запрещён для использования в радиоэлектронике. Потому что сплав обладает высокой электропроводимостью и химической активностью.
Флюсы также бывают антикоррозийными и защитными. Первый вид предназначен для удаления коррозии с поверхности элемента, а второй не допускает образования окислов на уже обработанной поверхности. Коррозийные флюсы рекомендуется применять, если поверхности обоих изделий подвержены появления ржавчины. В их состав входят такие вещества, как:
- салициловая кислота;
- технический вазелин;
- этиловый спирт;
- триэтаноамин.
Защитные флюсы – это знакомый всем вазелин, воск, сахарная пудра и оливковое масло.
Различия между сплавами
Припои и флюсы различаются также по физическому состоянию на жидкие, твёрдые и пастообразные. Благодаря такому разнообразию способы применения значительно расширяется. Например, жидкими славами обрабатывать труднодоступные места изделий, чтобы защитить от окисления. Зато количество подачи пастообразных флюсов легче проконтролировать при паянии.Другой фактор, по которому различают сплавы – это температура. Существуют вещества, которые проявляют активность при высокой температуре, а есть другая группа, которая плавится при минусовой температуре. Тугоплавкий состав прочнее соединяет изделия. Но есть один нюанс из-за высокой температуры плавления состав может повредить саму деталь и вывести её из строя.
Флюсы, которые плавятся при температуре от 50 до 400 градусов, относятся к группе легкоплавких. Именно их применяют в радиоэлектронике. В состав флюсов входит свинец, олово и другие элементы. У каждого вида сплавов есть своё назначение, с учётом которого и нужно выбирать флюс для определённой работы.
Так, твёрдый флюс следует использовать для пайки изделий с большим диаметром, а мягкие сплавы подходят для соединения тонких поверхностей. Если требуется ремонт металлической посуды, то лучше отдать предпочтение «паяльному флюсу» – раствору цинка с соляной кислотой.
Преимущества сплавов заключается в предохранении ранее очищенных металлических поверхностей от окисления, а также соединении припоя с подготовленной поверхностью. Проверить, так ли уж необходим флюс, можно, если один раз попробовать спаять два разных изделия без вспомогательного материала.

Лучшие заменители
Применяемые в промышленности или профессиональными мастерами составы крайне редко можно обнаружить у простого обывателя в квартире. Но что делать, если возникнет необходимость в пайке. Чем заменить флюс? Одно из самых распространённых веществ – это растворённый в воде аспирин. Состав легко приготовить в домашних условиях – достаточно растолочь одну таблетку и высыпать порошок в ёмкость с водой. Полученный раствор используется как обычный жидкий флюс.
Другой заменитель – это уксусная или лимонная кислота. Эффективность флюсов, приготовленных в домашних условиях, ниже, чем оригинальных, но определённых показателей с ними добиться можно.
Использование концентрированной соляной кислоты – вот что улучшит показатели. Важно только аккуратно обращаться с кислотой, поскольку она опасна для здоровья. Паяемые изделия с помощью такого состава не должны быть тонкими.
Приготовить флюс в домашних условиях можно из ортофосфорной кислоты, которая продаётся в магазине и имеет неплохие показатели. Она прекрасно снимает окислы, жировые налёты и различные плёнки.

По каким характеристикам выбрать состав
Применяемые флюсы выбирают в соответствии со следующими требованиями:
- способности к растяжке;
- прочности;
- способности проводить ток и тепло.
Вещество для пайки выбирается исходя из типа соединяемого металла, температуры как самого сплава, так и достигаемой во время процедуры. Нужно учитывать ещё прочность и устойчивость элементов к коррозии. Выбирая паяльные сплавы, следует использовать те, у которых удельный вес меньше. Тогда припой вытеснит флюс на поверхность изделия при нанесении.
Если выбираются паяльные флюсы для транзисторов, то применяются сверх лёгкоплавкие составы. Максимальная температура, при которой они активизируются, составляет 150 градусов.
oxmetall.ru
Для чего нужен флюс и паста при пайке:особенности паяльных флюсов
Наверняка нет такого человека, который бы не сталкивался с тем, что он задаётся вопросом, как эффективно осуществить соединение разорванных металлических частей, и неважно как это произошло механическим путём, или при помощи разрыва другой природы. В данном случае многие правдиво задают вопрос, для чего нужен флюс при пайке, и какие характерности препаратов.

Использование флюса при пайке
Определение и терминология
Для того чтобы понять зачем нужен флюс при пайке, необходимо обратиться к первоисточникам и терминологии, которая позволит ясно раскрыть картину. Флюсы являются стойкими и активными химическими веществами, которые в процессе пайки обеспечивают очистку поверхности от образования загрязнений, а также оксидных плёнок. В итоге образуется натяжение поверхности, в результате которого обеспечивается качественное растекание припоя. Дополнительно нужно понимать, для чего нужен паяльный флюс, это качественная защита рабочего места обработки поверхности изделия от воздействия внешней рабочей среды окружающей природы.
Далее, главный принцип флюса — это подготовка рабочего места соединения изделий, которые должны будут прикрепить одну часть изделия к другому. При решении задачи, зачем флюс при пайке используется, руководствуемся некоторыми критериями:
- Для флюса температура плавления должна быть на порядок ниже, чем для припоя, это обязательное условие и требование качественного обеспечения соединения изделий.
- Флюс не должен никаким образов взаимодействовать в процессе пайки с припоем. Если мы осуществляет технологическую работу, то каждый компонент должен образовать два независимых слоя обеспечения качества соединения обрабатываемых изделий.
- Для газообразных характеристик флюса, последний должен обеспечить плавное растекание припоя по поверхности.
- Для жидкого флюса обязательным условием является отличная растекаемость и смачиваемость всех обрабатываемых изделий.
- Флюс должен любым способом разрушать и удалять образуемые на поверхности неметаллические образующиеся характеристики в виде плёнки.
- Ко всем паяемым сплавам, а также ко всем металлам, флюс должен иметь инертную природу и характеристику, которая указывает на минимально активную составляющую.
Что может быть в качестве материала для пайки
Технологический процесс паяния, и для чего нужна паяльная паста, подскажет одна из самых популярных технологий, где в качестве компонента используют 10 грамм хлорида аммония и 30 грамм химического компонента цинка хлорида, которые необходимо растворить в 60 миллиграммах водного раствора.
Точно таким же образом формируется вещество паяльная кислота или паяльная жидкость, которое готовятся из заранее подготовленного консервированного вещества в виде соляной кислоты и металлического цинка.
- Заполняем фарфоровую посуду в равных долях соляной кислотой и порционными частями цинка.
- Заполняя цинком, в кислоте происходит выделение кислорода, в итоге образуется готовый препарат хлорид цинка.
- После того, как начнётся замедление выделения кислорода, стеклянную посуду помещаем в тёплый раствор воды.
- По окончании процесса должно произойти сливание жидкости, где остаётся не растворившийся цинк, к которому необходимо добавить нашатырный компонент, представленный как 2 граммы аммония, рассчитанного на 3 граммы металлического порошка цинка.
«Важно!
Не обязательно нужно сливать жидкость, достаточно ее высушить или выпарить досуха плод воздействием тёплой воды. В непосредственной части пайки можно добавить водный раствор в соотношении 1:2.»
Особенности флюсовых компонентов
Не стоит обольщаться тем, что этот простейший флюсовый препарат подойдёт практически ко всем металлическим поверхностям.

Флюс для пайки алюминия
Согласно ТУ и ГОСТ существует определённый критерий препаратов, которые по степени эффективности можно разделить на 3 условные группы:
- Защитные или некоррозионные компоненты. Благодаря невысокой активности препаратов, такие вещества слабо очищают обрабатываемую поверхность. Как правило, не коррозионная группа используется для сплавов меди, а также для медных групп, которые имеют покрытия из кадмия, серебра или олова. По всем правилам данной группы, все задействованные припои должны быть легкоплавными. К данной группе относятся традиционная канифоль, вазелин простой группы, а также древесные смолы, стеарин и восковые компоненты.
- Слабая коррозионная группа. Для этой группы характерно растворение в спиртовых растворах, воде, а также в минеральных и органических веществах природного и искусственного происхождения, например стеариновая кислота, олеиновая кислота, молочный и растительный жир. Ко всем материалам добавляется канифоль, которая играет антикоррозионную роль. В процессе пайки, слабая группа эффективно разлагается, испаряется и под воздействием температуры сгорает.
- Сильная коррозионная группа. В этом классе используют фториды и хлориды металлической группы, а также сильнейшие неорганические кислоты. Этот тип флюсов способен удалять стойкие плёночные группы, которые характерны для цветных, а также для черных металлов. Все исследуемые коррозионные материалы изготавливаются как в виде жидких паст, так и в твёрдом состоянии.
Технические регламенты
Единый государственный регламент определён для флюсов, которые используются для сварочных работ, в этом случае применяют ГОСТ 9087-81. В радиоэлектронной отрасли также применяют технический стандарт, который имеет свою маркировку, это ГОСТ Р 56427-2015, который распространяется на безсвинцовую технологию. Кроме этого, данный регламент был разработан на основе ранее утверждённых и действующих регламентов, в частности:
- ГОСТ 17325—79 Пайка и лужение.
- ГОСТ Р 53429—2009 Платы печатные.
- ГОСТ 29137—91 Формовка выводов и установка изделий электронной техники на печатные платы.
- ГОСТ 23752—79 Платы печатные
Кроме этого, существует ряд подведомственных нормативных актов, которые имеют отраслевую структуру использования.
Заключение
При проведении работ связанные с пайкой микросхем или при соединении деталей изделий, необходимо строго соблюдать требования техники безопасности. При проведении работ, необходимо обеспечить качественную вентиляцию помещения, по окончании технологического процесса, необходимо тщательно проветрить комнату. Все операции необходимо выполнять только в защитных средствах, как для рук, так и для глаз и органов дыхания. В ряде отраслевых стандартах можно увидеть технические регламенты на маски и другие средства защиты. В домашних условиях пайку необходимо осуществлять только в проветриваемом помещении, по окончании необходимо вымыть руки с мылом и убрать все препараты в недоступное место для детей.
Видео: зачем нужен флюс для пайки?
svarkaipayka.ru
Для чего нужен флюс при пайке

Задача соединения металлических деталей – из наиболее распространенных. Пайка – это один из самых удобных способов ее решения. Она не разрушает соединяемые поверхности. В некоторых случаях без нее невозможно обойтись.
Например, при монтаже печатных плат. Соединяемые детали удерживает припой. Но чтобы он соединялся с ними, наиболее надежно необходим дополнительный компонент – флюс. Далее читатель сможет узнать о нем больше.
Функции и основные свойства
Воздух – это агрессивная среда для большинства металлов. Кислород и примеси прочих веществ реагируют с ними с образованием поверхностных пленок. Даже такой благородный металл как серебро, подвержен этому воздействию. А нагрев существенно активизирует химическое взаимодействие металлов. Поэтому, чем ниже температура плавления твердого флюса, – тем лучше. Он, расплавившись в месте пайки, изолирует поверхность от доступа воздуха.
Но на ней могут быть либо окисная, либо жировая пленка. Если было прикосновение рукой к месту пайки, велика вероятность появления этой пленки. Потому ее удаление – это еще одна функция флюса. Чем слабее он растворяется в металле и лучше растекается, смачивая место пайки, тем выше ее качество. Твердый флюс при пайке нагревается и разжижается. Но при этом температура должна быть такой, чтобы припой расплавился, а флюс не стал сажей.
Поэтому при пайке необходимо основываться на оптимальном соответствии флюса и припоя. Важен не только сам процесс, но и его последствия. После завершения процесса место соединения всегда очищается тем или иным способом. Твердый флюс сначала соскребают. Затем место пайки протирают тампоном, смоченным соответствующим растворителем. Существует вероятность того, что удаление получится неполным даже при использовании жидкого флюса. Поэтому важно, чтобы он не вызвал коррозию в этом месте.
Но все зависит от решаемой задачи. В некоторых случаях качественное соединение можно получить, используя нейтральный флюс. Но бывает и так, что без активного соединения с кислотными свойствами пайка не получается. Нагревание таких веществ может приводить к их разложению на вещества, весьма неполезные для человеческого здоровья. Поэтому надо знать, с чем приходиться паять, и делать это вблизи вытяжки. При работе с активными кислотными флюсами ее наличие обязательно. Далее расскажем о наиболее распространенных компонентах для пайки.
Аспирин в таблетках и прочие подручные компоненты
Если потребуется лудить тонкие токопроводящие жилы, пригодится таблетка аспирина. Надо положить ее на ровную поверхность, а сверху – провод. Если провести нагретым жалом паяльника с захваченным припоем и канифолью по жиле, она немедленно покроется припоем. Также можно заранее положить крупицу канифоли на таблетку. Она будет плавиться, шипеть и дымиться. Не забываем про вытяжку. Если это делается дома, надо поставить рядом работающий вентилятор и направить его в сторону открытого окна. Паять с аспирином получается все металлическое, что встречается в быту, кроме алюминия и его сплавов.
Если конфигурация места пайки такова, что его надо смачивать, можно раздавить таблетку в порошок и смешать со спиртосодержащей жидкостью. Например, с дешевым одеколоном. Можно использовать водные кислотные флюсы, такие как электролиты гальванических элементов. И даже некоторые продукты питания – кислый фруктовый сок или некоторые растительные масла. Также эффективный вариант – смесь глицерина с нашатырем в равных долях. После пайки рекомендуется промыть место водой, но лучше – спиртом.
Активный жидкий флюс, который продается в магазинах
Если нет желания «химичить» с аспирином и прочими упомянутыми компонентами, можно просто пойти в магазин хозтоваров или на рынок и купить готовый активный кислотный флюс. Ортофосфорная кислота – одна из его самых надежных разновидностей. Паять можно все так же, как и с аспи
morflot.su
какие виды бывают, состав и процесс применения
Процесс пайки заключается в соединении различных металлических деталей методом заполнения пространства между ними расплавленным металлом. Это сопровождается нанесением флюса на сопрягаемые поверхности. Удаление оксидной плёнки, лучшее растекание припоя по поверхности сопрягаемых деталей и более качественное их соединение — вот для чего при пайке нужен вспомогательный материал флюс.
Назначение материала
Задача флюсов — подготовить детали к пайке, очистить поверхности от жиров и солей, предохранить припой от окисления в процессе пайки и способствовать его лучшему растеканию по поверхности. Флюс при пайке продлевает срок службы соединений, так как защищает места пайки от окисления и разрушения. Флюс должен характеризоваться невысокой температурой плавления и малым удельным весом. Тогда он успеет растворить окислы, но не проникнет вглубь пайки. Хорошие флюсы не должны испаряться при нагреве и вызывать коррозию. Их можно легко удалять с деталей.

Классификация флюсов
Флюсы различаются по степени их воздействия на обрабатываемые детали. При пайке применяются следующие виды вспомогательных материалов:
Активные флюсы. Эти вспомогательные вещества активно взаимодействуют с соединяемыми металлами. В зависимости от соединяемых материалов и их свойств применяются следующие виды:
- Содержащие разбавленную соляную кислоту. Используются при пайке цинка и оцинкованных металлов. После пайки детали необходимо очистить, чтобы избежать коррозии. Можно промыть в тёплой воде.
- Раствор хлористого цинка (травленая соляная кислота). Используется при спаивании меди, медных сплавов и стали.
- Хлористый цинк-аммоний. Получается при добавлении аммония в раствор хлористого цинка. Аммоний способствует повышению активности вспомогательного материала и понижает его температуру плавления.
Кислотные составы обладают химической активностью. После их применения требуется нейтрализация. Ещё одним свойством этих составов является высокая электропроводность, и поэтому они непригодны для применения в электротехнике.
 Бескислотные. Их ещё называют неактивными. Они взаимодействуют только с припоем, а не с соединяемыми деталями. К ним можно отнести канифоль. Это прошедшая специальную обработку смола хвойных деревьев. Имеет вид стекловидных кусков жёлтого цвета, напоминающих янтарь. Содержит малое количество жирных кислот и не разъедает контакты, если не полностью удалена после пайки. Применяется для спаивания меди, серебра, латуни, золота. К неактивным флюсам можно отнести и вещества, изготовленные на основе канифоли с добавлением спирта, глицерина, скипидара.
Бескислотные. Их ещё называют неактивными. Они взаимодействуют только с припоем, а не с соединяемыми деталями. К ним можно отнести канифоль. Это прошедшая специальную обработку смола хвойных деревьев. Имеет вид стекловидных кусков жёлтого цвета, напоминающих янтарь. Содержит малое количество жирных кислот и не разъедает контакты, если не полностью удалена после пайки. Применяется для спаивания меди, серебра, латуни, золота. К неактивным флюсам можно отнести и вещества, изготовленные на основе канифоли с добавлением спирта, глицерина, скипидара.
Антикоррозионные. Применяются для очистки поверхностей соединяемых деталей от коррозии. Впоследствии на деталях должен образовываться защитный слой, препятствующий окислению. В состав этих соединений обязательно входит ортофосфорная кислота.
Защитные. Сюда относятся вещества, предназначенные только для защиты соединения. Это может быть вазелин, воск или минеральные масла. Наносить жидкий флюс можно ватной палочкой или кисточкой. Для удобства можно приобрести «флюс-аппликатор».
Вспомогательные вещества характеризуются разницей в консистенции. Они бывают:
- жидкие;
- твёрдые;
- пастообразные.
Жидкие используются в труднодоступных местах. Пастообразные наиболее удобны в применении. Их легко наносить.
Ещё одним отличительным признаком разных типов флюсов является температура плавления. Низкотемпературные плавятся при температуре меньше 450 °C, а высокотемпературные имеют температуру плавления выше 450 °C.
Требования к вспомогательным материалам
Существуют общие требования, которые относятся ко всем видам вспомогательных веществ. Какими основные свойствами они должны обладать:
 Текучесть и вязкость состава должны находиться в таком соотношении, чтобы имелась возможность смочить всю обрабатываемую поверхность без растекания за границы обработки.
Текучесть и вязкость состава должны находиться в таком соотношении, чтобы имелась возможность смочить всю обрабатываемую поверхность без растекания за границы обработки.- Флюсы должны реагировать только с окисленными плёнками, а не с соединяемыми деталями и припоем.
- Флюс должен обладать меньшей адгезией, чем припой.
- Вещество не должно испаряться или выгорать.
- Флюс должен легко удаляться после окончания работ.
Как паять флюсом: сначала нужно подготовить детали, потом обработать их материалом, далее разогреть детали до нужной температуры и внести припой в обрабатываемую зону.
Применение для различных металлов
Ортофосфорная и паяльная кислоты применяются для пайки деталей из нержавеющей и легированной стали. Бура используется при пайке чугуна, драгоценных металлов, никель-кобальтовых сплавов. Часто бура находит применение при ремонте водопроводных систем. Паяльный жир используется при пайке свинцовых муфт к свинцовой оболочке кабеля. Он состоит из канифоли, животного жира и стеарина.
Флюс марки ФППУ25 применяется для лужения и пайки токоведущих частей из меди и её сплавов. Для пайки чёрных металлов используется активный вспомогательный материал хлорид цинка.

Если нет готового флюса под рукой, то можно использовать вместо него раствор таблетки аспирина в одеколоне, фруктовый сок или оливковое масло.
Для создания прочного паяльного соединения необходим хороший паяльник с правильно подобранным жалом, а также припой и флюс, которые подходят для этого типа работ. Только при выполнении этих условий можно обеспечить необходимое качество соединения.
obrabotkametalla.info
это приспособления для пайки, зачем такие аксессуары нужны и каких видов они бывают
Пайка на сегодняшний день широко используется в разных промышленных сферах, ее применяют, чтобы получить неразъемное соединение между твердыми материалами. Однако, чтобы работа была выполнена качественно, нужно иметь необходимый набор инструментов и оборудования, а также расходные материалы.В числе таких материалов – флюс. И сегодня мы расскажем о том, что это такое и что этот предмет представляет собой.
Что такое флюс и его ключевые особенности
Итак, флюс – это такой сплав металлов, имеющий легкоплавкую структуру, который применяют для спаивания двух разных материалов. Этот сплав можно сделать и своими руками, если вы знаете особенности соединения двух разных материалов при термической их обработке.
Соединение двух материалов при помощи флюса выходит при условии, если на уровне шва будет выдержана та или иная температура. В зависимости от того, какой материал берется, температура варьируется в пределах от 50 до 500 градусов. Температура плавки припоя обязано быть намного выше температуры плавки материала, который вы обрабатываете.
Такая вещь, как флюс для пайки имеет несколько разновидностей, его нужно выбирать в зависимости от таких факторов:
- металл;
- температура пайки.
- температура самого флюса;
- параметров поверхности работы;
- прочности материала;
- его устойчивости к коррозии.
Есть две группы флюсов:
- твердые, которые имеют высокий температурный порог;
- мягкие, такие флюс имеют небольшую температуру плавки.
А температура плавки легкоплавких припоев составляет от 50 до 400 градусов. В этот вид флюсов входят такие компоненты:
- свинец;
- олово;
- другие примеси.
Такие флюсы в основном применяются для пайки предметов радиотехники при их установке.
Также есть и сверхлегкоплавкие припои, которые используют для пайки и соединения транзисторов. Температура плавки этих флюсов может достигать 150 градусов максимум.Чтобы запаять тонкие поверхности, следует применять мягкие флюсы, а для пайки проводов с большим диаметром нужно брать твердый припой, имеющий высокий температурный порог.
Требуемые характеристики флюса такие:
- способность нормально проводить тепло и ток;
- прочность конструкции;
- способность к растяжке;
- устойчивость к коррозии;
- различия температурных показателей при плавке припоя и основных материалов.
В виде припоя используются такие материалы, как:
- прутья;
- ленты;
- проволочные катушки;
- трубочки с колофонием;
- прочие флюс.
Наиболее распространенная форма – это прут из олова, диаметр сечения которого составляет 1-5 метров.
Есть также и многоканальные виды флюсов, которые имеют несколько источников поступления припоя для создания более прочных соединений. Они могут продаваться в мотках или колбах, иметь спиралевидную форму и содержаться в бобинах. Для одноразового применения лучше всего брать небольшой кусок проволоки размером со спичку.
Для пайки электросхем необходимо применять трубочные флюсы, которые содержат колофоний. Это такая смола, которая играет роль припоя. Этот присадочный материал отлично способен соединять такие виды металлов, как:
- медь;
- серебро;
- латунь.
Особенности легкоплавких флюсов для пайки
Флюсы для пайки мягкого типа способны плавиться при температуре до 400 градусов. С их помощью шов становится прочным, мягким и эластичным.
Легкоплавкие флюсы подразделяются на такие категории:
- с минимальным количеством олова;
- свинцово-оловянные;
- специальные;
- сверхлегкоплавкие.
Оптимальным вариантом припоя является олово, но в чистом виде оно практически не используется, поскольку этот материал слишком дорог сам по себе. Чаще всего применяют припои из олова со свинцом, которые дают прочные соединения.
Маркировка такого флюса содержит в себе процент содержащегося в нем олова. Также такие припои содержат сурьму в незначительном количестве и могут использоваться для неответственных видов соединений, которые не подвержены нагрузке или вибрации.
Флюс без свинца с низким содержанием олова используют для пайки контактов на небольших электрических схемах при температуре до 300 градусов.
При температуре от 60 до 145 градусов сверхлегкоплавкие флюсы способны переходить в жидкое состояние и применяться для ручной пайки деликатных деталей. Соединение при этом не слишком прочное.
А специальные припои нужны тогда, когда нужно получить совместимость характеристик с основным типом материала. Для этого берутся составы, которые не поддаются пайке, в том числе:
- алюминий;
- никель;
- низкоуглеродистая сталь;
- чугун.
Так, для пайки алюминиевых деталей нужно сделать припой, который почти целиком состоит из олова, а для лучше диффузии в него нужно добавить в незначительном количестве цинк, буру и кадмий.
Описание тугоплавких флюсов для пайки
Припой твердого типа используется с целью соединения швов, которые подвергаются разным нагрузкам, ударам, вибрациям и температурным перепадам. Эти флюсы способны плавиться при температуре от 400 градусов.Припои твердого типа разделяются на такие категории:
- медно-цинковые сплавы;
- фосфорно-медные сплавы;
- флюс из серебра;
- чистая медь.
Стоит отметить, что сплавы из меди с цинком применяются не слишком часто, поскольку прочность шва не слишком высока, а стоимость их при этом неоправданно высокая.
Такой припой можно заменить на латунь, или же бронзово-цинковый сплав.
Сплав на основе меди с фосфором можно использовать при пайке деталей из меди, бронзы и латуни, которые не сильно подвергаются нагрузкам, также его применяют вместо более дорогостоящего серебряного припоя.
Твердые флюсы нельзя применять при пайке чугуна и низкоуглеродистой стали, поскольку при нагревании железа с медью или фосфором образовываются хрупкие элементы, которые затем разрушают шов.
Оптимальным вариантом припоя для железа является серебро, но очень дорогое. Однако с его помощью материалы соединяются достаточно прочно. Серебряный припой используется для пайки проводов, сложных плат на основе серебра.
Классификация альтернативных видов припоя
Также есть и другие альтернативные виды припоя:- флюс с повышенными антикоррозийными характеристиками на основе кислот, фосфора и растворителя. После пайки нет необходимости применять дополнительные средства для очистки;
- флюсы жидкого типа на основе вазелина, золота, салициловой кислоты и этилового спирта. Они применяются для пайки электрических проводов или радиаторов, а швы при этом выходят аккуратными и чистыми;
- канифоль, соединенная с воздухом. Этот флюс нейтрален и используется для электроприборов высокой точности, таких как реле, выключатели, схемы мобильников. Канифоль нужно использовать на предварительно залуженных и очищенных металлах, а чтобы качественно очистить алмазные контакты, можно взять лазер;
- бур, смешанный с канифолью. Эта смесь используется для пайки водопроводных труб из меди, она высокоактивна и не нуждается в зачистке материалов. Бура способна плавиться при температуре около 70 градусов и при этом не выделяет вредных веществ;
- самодельный активированный флюс, применяемый для пайки соединений, которые часто подвержены ударам и другим нагрузкам. Чтобы его приготовить, нужно смешать анилин канифоль, ангидрид, диатиламин и салициловую кислоту;
- флюс на основе канифоли со спиртом. Относится к активным, но при этом во время высоких температурных показателей удаляется не только оксид, но и сам металл. Кроме того, после пайки нужно тщательно почистить плату.
Нельзя оставлять остатки флюса, они не только имеют непривлекательный вид, но и вредны. В электрических схемах они могут вызвать короткое замыкание, если не очистить поверхность вовремя.
Чтобы осуществить пайку трубочками с колофонием, нужно сделать следующее:
- очистить соединяемые поверхности от окисления и грязи тщательно;
- деталь в месте шва нужно нагревать до значения, которое превышает температуру плавки флюса;
- производим пайку.
Такой метод не стоит практиковать для больших поверхностей с хорошей теплопроводностью, поскольку чтобы нагреть металл в достаточной мере, мощности паяльника будет мало.
Как собрать флюс для пайки своими руками
С целью пайки радиотехнических проводов можно применять припои в виде тонких прутьев, имеющих диаметр 2 мм, которые легко делаются своими руками.Чтобы их сделать, потребуется сосуд, на дне которого делается отверстие, а затем в него нужно будет вылить оловянно-свинцовый припой в расплавленном виде. Сосуд при этом должен располагаться над жестяным листом или же над металлической плитой. После того как прутья застынут, их можно будет разрезать на куски требуемой длины.
Такую смесь можно еще разлить в формы:
- жестяные желобы;
- дюралюминиевые ёмкости;
- гипсовые.
Это все осуществляется следующим способом:
- отвесьте на весах нужное количество свинца и олова;
- расплавьте металл в металлическом тигле над газовой горелкой, перемешивая его при этом с помощью стального стержня;
- снимите тонкую пленку с расплавленной поверхности при помощи стальной пластинки;
- разлейте сплав по формам.
Независимо от того, какой вид флюса вы используете, протрите готовую пайку тряпочкой, предварительно смоченной в ацетоне или же ректификате. Шов очищается жесткой щеткой, которую нужно перед этим окунуть в растворитель.
На рынке можно приобрести жидкие и гелеобразные безотмывочные флюсы, которые обладают такими преимуществами:
- отсутствие компонентов, провоцирующих окисление и коррозию;
- флюс такого типа не проводит ток;
- не нужна очистка после пайки.
Жидкий флюс такого вида нужно наносить при помощи ватной палочки или кисточки. Также можно сделать приспособления для его нанесения самостоятельно на основе обычного шприца и силиконового шланга, который и будет наполняться жидким флюсом.
Пайка – один из лучших методов соединения металлов. Она обеспечивает высокий уровень прочности, герметичности, сам процесс прост и не занимает много времени по сравнению со сваркой.Однако пайка вреда тем, что во время нее выделяются вредные газы, поэтому нужно не забывать о защитных перчатках, очках и фартука на основе плотной ткани.
Кроме того, риск отравления можно значительно снизить за счет применения смесей от хороших производителей.
elektro.guru
что это такое, для чего нужен и виды
Задача соединения металлических деталей – из наиболее распространенных. Пайка – это один из самых удобных способов ее решения. Она не разрушает соединяемые поверхности. В некоторых случаях без нее невозможно обойтись.
Например, при монтаже печатных плат. Соединяемые детали удерживает припой. Но чтобы он соединялся с ними, наиболее надежно необходим дополнительный компонент – флюс. Далее читатель сможет узнать о нем больше.
Функции и основные свойства
Воздух – это агрессивная среда для большинства металлов. Кислород и примеси прочих веществ реагируют с ними с образованием поверхностных пленок. Даже такой благородный металл как серебро, подвержен этому воздействию. А нагрев существенно активизирует химическое взаимодействие металлов. Поэтому, чем ниже температура плавления твердого флюса, – тем лучше. Он, расплавившись в месте пайки, изолирует поверхность от доступа воздуха.
Но на ней могут быть либо окисная, либо жировая пленка. Если было прикосновение рукой к месту пайки, велика вероятность появления этой пленки. Потому ее удаление – это еще одна функция флюса. Чем слабее он растворяется в металле и лучше растекается, смачивая место пайки, тем выше ее качество. Твердый флюс при пайке нагревается и разжижается. Но при этом температура должна быть такой, чтобы припой расплавился, а флюс не стал сажей.
Поэтому при пайке необходимо основываться на оптимальном соответствии флюса и припоя. Важен не только сам процесс, но и его последствия. После завершения процесса место соединения всегда очищается тем или иным способом. Твердый флюс сначала соскребают. Затем место пайки протирают тампоном, смоченным соответствующим растворителем. Существует вероятность того, что удаление получится неполным даже при использовании жидкого флюса. Поэтому важно, чтобы он не вызвал коррозию в этом месте.
Но все зависит от решаемой задачи. В некоторых случаях качественное соединение можно получить, используя нейтральный флюс. Но бывает и так, что без активного соединения с кислотными свойствами пайка не получается. Нагревание таких веществ может приводить к их разложению на вещества, весьма неполезные для человеческого здоровья. Поэтому надо знать, с чем приходиться паять, и делать это вблизи вытяжки. При работе с активными кислотными флюсами ее наличие обязательно. Далее расскажем о наиболее распространенных компонентах для пайки.
Аспирин в таблетках и прочие подручные компоненты
Если потребуется лудить тонкие токопроводящие жилы, пригодится таблетка аспирина. Надо положить ее на ровную поверхность, а сверху – провод. Если провести нагретым жалом паяльника с захваченным припоем и канифолью по жиле, она немедленно покроется припоем. Также можно заранее положить крупицу канифоли на таблетку. Она будет плавиться, шипеть и дымиться. Не забываем про вытяжку. Если это делается дома, надо поставить рядом работающий вентилятор и направить его в сторону открытого окна. Паять с аспирином получается все металлическое, что встречается в быту, кроме алюминия и его сплавов.
 Лужение тонких проводов на таблетке аспирина
Лужение тонких проводов на таблетке аспиринаЕсли конфигурация места пайки такова, что его надо смачивать, можно раздавить таблетку в порошок и смешать со спиртосодержащей жидкостью. Например, с дешевым одеколоном. Можно использовать водные кислотные флюсы, такие как электролиты гальванических элементов. И даже некоторые продукты питания – кислый фруктовый сок или некоторые растительные масла. Также эффективный вариант – смесь глицерина с нашатырем в равных долях. После пайки рекомендуется промыть место водой, но лучше – спиртом.
Активный жидкий флюс, который продается в магазинах
Если нет желания «химичить» с аспирином и прочими упомянутыми компонентами, можно просто пойти в магазин хозтоваров или на рынок и купить готовый активный кислотный флюс. Ортофосфорная кислота – одна из его самых надежных разновидностей. Паять можно все так же, как и с аспирином. Но с более негативными последствиями для здоровья, если не будет хорошей вентиляции.
Фосфор – яд. Хлор, который может быть в составе альтернативного флюса на основе реагентов соляной кислоты, тоже ядовит. Остатки обязательно смываются. Впрочем, на этикетке баночки все написано. Если прочесть и соблюсти все, что там изложено, результат будет очень хорошим.
- Для пайки электронных компонентов и печатных плат не применяется.
 Все указано на этикетке
Все указано на этикеткеПайка латунью
Хотя наиболее часто упоминаются припои на основе олова, существуют и другие варианты этих веществ. Оловянные припои – непрочные и низкотемпературные. Для получения прочного соединения, например, резца на основе победита, используется латунь. Это сплав, у которого температура плавления примерно девятьсот градусов Цельсия. При этой температуре нужен только твердый флюс.
Широко применяется в этом качестве бура – соль борной кислоты, получаемая от взаимодействия с натрием. Порошок буры растворим водным раствором борной кислоты. Вода нужна лишь для удобства и качественного нанесения на соединяемые детали. Она испаряется, а пленка буры остается и плавится. Если не смыть остатки водой, впоследствии из-за атмосферной влаги в этом месте начнется коррозия металла.
 Так выглядит бура
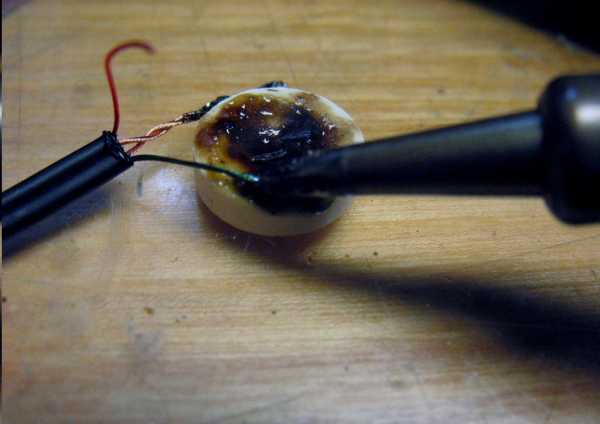
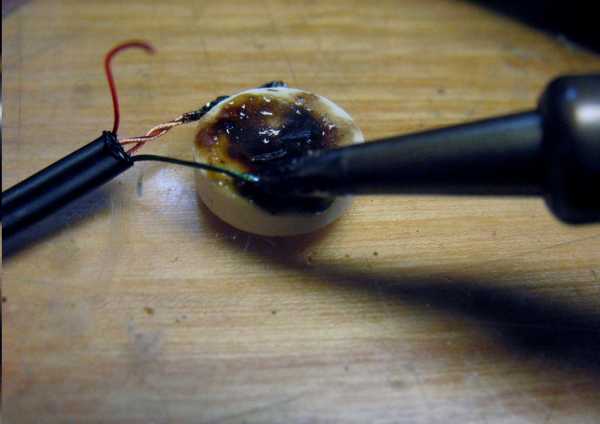
Так выглядит бураЖирный флюс
Известная поговорка «Клин вышибают клином» может быть дополнена паяльной версией – «Жировая пленка удаляется жировым флюсом». Это не выдумка автора, поскольку далее показано изображение баночки с паяльным жиром. Но жир этот получен из нефти. И он жирных пятен не оставляет. Его роль – это связующая основа, среда в которой равномерно распределены хлориды, фосфаты или прочие соли. Канифоль, которая сама по себе эффективный флюс, также присутствует в виде порошка.
Именно эти компоненты справляются с окисными, а также настоящими жировыми пленками, определяя активность или нейтральность паяльного жира. А вазелиновая, стеариновая или парафиновая основа эффективно изолирует от воздуха место пайки. При этом температура припоя и жала не приводят к быстрому расходу флюса или появлению сажи. А частицы ржавчины или мусора отрываются от металла и всплывают на поверхность расплава.
- Не применяется для пайки печатных плат и металла, закрепленного на пористых диэлектриках.
- Существует марка для пайки алюминия и его сплавов.
- Смывается растворителями или бензином.
 Паяльный жир
Паяльный жир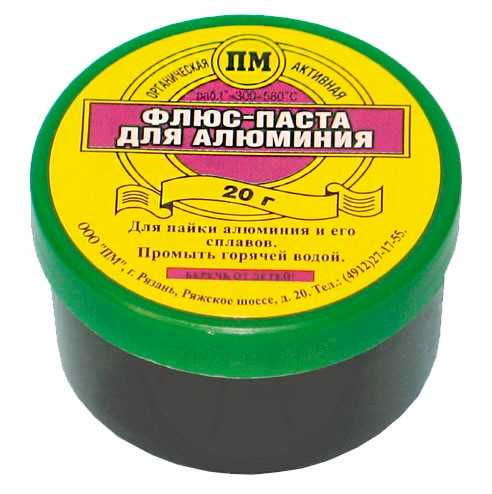 Паяльный жир
Паяльный жир Некоторые марки паяльных жиров
Некоторые марки паяльных жировСпециализированные жидкие флюсы
В продаже имеются в ассортименте многокомпонентные жидкие флюсы для специального применения. Составляющие их подобраны таким образом, что определенная группа металлов для данной рецептуры подходит лучше всего. Во флаконах намешано много чего. Нет смысла вникать в перечень компонентов. Просто покупаем тот флакон, описание которого на этикетке лучше всего подходит для решаемой задачи.
Флакон снабжен пробкой со вставленной кисточкой для удобного нанесения. Почти все эти жидкие смеси великолепно удаляют пленки, затрудняющие пайку. А это значит, что они активные и необходимо тщательно удалять их остатки, протирая место пайки. Не забываем о вредном воздействии паров на организм. Если нет вытяжки, надо паять на балконе или на подоконнике у открытого окна. Тут же и смываем остатки, если используется растворитель, бензин или ацетон.
 Некоторые из специальных жидких флюсов
Некоторые из специальных жидких флюсовКанифоль
Настоящая канифоль – это продукт, полученный из собранной живицы – древесной смолы сосны и прочих хвойных деревьев. Она похожа на янтарь, в который превращается как ископаемое. Поскольку смола содержится в древесине и остатках от ее переработки, опилки собирают и обрабатывают. Это достигается использованием бензина. Он растворяет смолу. Затем его выпаривают. Сам метод называется экстракцией, а канифоль – экстракционной. Еще один сорт – таловый – вырабатывается как продукт производства мыла.
При комнатной температуре этот флюс твердый и хрупкий. Зато очень удобный, поскольку его можно брать из кусочка прямо жалом паяльника. При пайке рекомендуется применять такой припой, который плавится при температуре, не приводящей к быстрому появлению сажи. Она образуется, если прикосновение паяльника сопровождается шипением. Твердая живичная канифоль становится жидкой при пайке, но затем быстро затвердевает. Она легко соскребается, и даже если не полностью – это не повлечет окисления.
Порошок ее служит основой для жидкой смеси на спирту или растворителе. Остатки этого флюса необходимо смывать, хотя он и не такой активный, как кислотосодержащие аналоги. Зато его удобно наносить на спаиваемые детали. Но пленки она почти не удаляет. По этой причине такую поверхность лучше паять жидкой смесью. Сначала смоченной кисточкой надо покрыть поверхность. Затем поцарапать ее острым кончиком лезвия. Если после этого флюса осталось маловато, добавить его и паять паяльником с припоем. Смывка делается спиртом, растворителем или бензином.
 Канифоль
КанифольИ спирт, и канифоль без проблем можно купить. Канифоль продают в том числе для натирания скрипичных струн. Суть при этом не меняется, и скрипичной канифолью тоже можно паять. Если самому готовить жидкий канифольный раствор на спирту, надо растолочь примерно одну ложку канифоли и затем влить в нее три таких же ложки спирта. Дозировка может выполняться не только кисточкой, но и шприцем. Если не пользоваться им регулярно, раствор в игле может застыть. Поэтому иглу рекомендуется снимать и хранить отдельно погруженной в спирт. А на шприц надеть пробку вместо иглы.
 Жидкая канифоль
Жидкая канифольТри марки флюса, которые наиболее востребованы у профессионалов пайки
Поскольку флюсы – это расходный материал, пользующийся устойчивым спросом, существуют компании-производители, которые на этом продукте, как говориться, поднялись. Amtech – производитель, успех которого теперь сопровождается массой подделок. Оригинальные продукты Amtech, такие как NC-559-ASM и RMA-223, обеспечивают качественную пайку и не обязательны к смывке. Чтобы получить действительно фирменный товар, необходимо пользоваться только дилерской сетью Amtech.
Подделок масса, причем некоторые из них распознать почти невозможно. Но особо расстраиваться не стоит. Китайские поддельные флюсы хорошо паяют, причем у некоторых пользователей при этом появляется полная уверенность в пользовании фирменным товаром. Вопрос, конечно, не только в пайке, но и в составе дыма, ее сопровождающего. Его лучше всего направить вентилятором в сторону открытого окна или в вытяжку.
 Продукция американской фирмы Amtech
Продукция американской фирмы AmtechЕще более высокую оценку от мастеров паяльника получает продукция американской фирмы EFD. Марка флюса EFD 6-412-A Flux-Plus признана одной из самых лучших. Как и полагается такому товару, его беспощадно подделывают китайские мастера. Главная проблема в том, что оригинал можно не смывать. Но если попался поддельный экземпляр, а смывка не была выполнена, проблема в скором времени обеспечена. Особенно при пайке печатных плат большой плотности, для которых только и стоит применять этот дорогой флюс.
Для смывки фирма-производитель рекомендует аэрозольную упаковку марки аэрозоль Flux OFF. Но от смывки спиртом или растворителем проблем не будет.
К сожалению, необходим опыт работы с оригинальным товаром. Тогда замечаются отличия даже по запаху. Но для этой марки характерно быстрое затвердевание геля после прикосновения паяльником. Если этого не происходит, но, тем не менее, пайка не вызвала проблем, лучше смыть остатки этого подозрительного флюса. Некоторые мастера проверяют капельку на сопротивление. По их утверждению, оригинальный продукт показывает обрыв. А поддельный – какое-либо мегаомное сопротивление. Далее приводим изображение флакона-оригинала:
 Оригинальный флюс от фирмы-производителя
Оригинальный флюс от фирмы-производителяНапоминаем, что показанный выше флакон адаптирован под шприц такого же диаметра, а также под пистолет-дозатор. Его преимущество в том, что гарантируется количество флюса, которое будет точно соблюдаться все время, и не надо будет опасаться случайной передозировки, как это бывает с обычным шприцем. Его польза может быть не только при пайке. Можно дозировать клей и даже крем для кондитерских изделий.
 Пистолет-дозатор
Пистолет-дозаторИ, наконец, пришла очередь самого лучшего флюса. По мнению большинства профессионалов пайки, это продукция фирмы Interflux. Для нее характерно разнообразие не только консистенций, но и упаковок. Для домашних пользователей продаются небольшие универсальные флаконы. А для промышленных потребностей – целые канистры. Также, как и положено для марки такого уровня, продается фирменная смывка. Продукция этого производителя дорогая, потому и применяется исключительно для пайки электронных компонентов.
 Флюс Interflux
Флюс Interflux  Флюс Interflux
Флюс Interflux Различные варианты упаковки флюса марки Interflux
Различные варианты упаковки флюса марки InterfluxНа рынке флюсов существует огромное разнообразие. Успех отдельных марок состоит не только в качественной продукции, но и в маркетинговом умении продавцов. Поэтому, если появляется возможность опробовать новую марку флюса и существует уверенность в его подлинности, надо смело пробовать и сравнивать.
Похожие статьи:domelectrik.ru
применение, классификация, меры предосторожности при использовании
 Пайка представляет собой процесс соединения радиоэлементов между собой, и для этого требуется применение различных присадочных материалов, таких как припой и флюс.
Пайка представляет собой процесс соединения радиоэлементов между собой, и для этого требуется применение различных присадочных материалов, таких как припой и флюс.
Припой представляет собой металл или сплав различных металлов, имеющий температуру плавления меньшую, чем в соединяемых металлах. Он обеспечивает прочное соединение и заполняет зазоры между соединяемыми частями заготовки.
Требования к флюсам
Для улучшения спаивания деталей и качества получаемого соединения, а также очищения поверхности от оксидной пленки и жировых загрязнений, применяются различные флюсы. Любой применяемый в работе флюс должен выполнять следующие требования:
- Температура плавления должна быть ниже температуры плавления припоя. Это основное условие качественного соединения деталей.
- Не должен вступать в реакцию с припоем.
- Должен обеспечивать хорошее растекание припоя по поверхности и смачивать все обрабатываемые изделия.
- Должен удалять и разрушать все оксидные и жировые пленки.
- Остатки должны хорошо смываться с поверхностей.
 Флюсы принято делить на активные и нейтральные в зависимости от наличия в их составе кислот. Кислотные активно взаимодействуют с многими растворяемыми оксидными пленками и жирами.
Флюсы принято делить на активные и нейтральные в зависимости от наличия в их составе кислот. Кислотные активно взаимодействуют с многими растворяемыми оксидными пленками и жирами.
При этом они выделяют токсичные вещества при испарении и могут со временем повредить печатную плату, если их не удалить. Это связано с тем, что активная кислота, входящая в состав данных флюсов, хорошо растворяет различные металлы, например, те, из которых состоят радиодетали и сама плата.
Нейтральные варианты зачастую лишены этих недостатков, но пайка проходит не так качественно, как при применении кислотных.
Группы флюсов
Все существующие препараты можно разделить по эффективности на три группы согласно ГОСТу:
- Нейтральная группа. Из-за почти нулевой активности компонентов данные флюсы слабо очищают поверхности, а припои, которые используются с ними, должны быть легкоплавкими. Применяются при работе с медными материалами, медью, покрытой кадмием, серебром и оловом. К этой категории относят канифоли, воски, древесные смолы и стеарин.
- Слабокоррозийная группа. Для нее характерно растворение в спирте, воде, различных жирах и слабых кислотах. Одним из обязательных компонентов каждого флюса данной группы является канифоль, обеспечивающая антикоррозийную функцию. В процессе пайки хорошо испаряется, разлагается и сгорает.
- Сильная коррозийная группа. Компонентами данных флюсов являются хлориды, фториды и сильнейшие неорганические кислоты. Изготавливаются в виде паст и в твердом виде, способны разрушать стойкие оксидные пленки на черных и цветных металлах.
Обзор различных флюсов для пайки
- Канифоль. Различают канифоль по количеству в ней жирных кислот, чем темнее — тем больше кислот в составе. Хоть и является неактивным флюсом, но учитывая наличие кислот в составе, остатки канифоли лучше удалять с пайки. Является самым популярным и доступным материалом. К недостаткам можно отнести выделение большого количества дыма при пайке и быстрое покрытие копотью жала паяльника. Твердую канифоль тяжело использовать при пайке, поэтому ей лудят паяльники и провода, а для соединения радиоэлементов лучше применять жидкую канифоль в спирту.
- Паяльная кислота. Состав данного флюса включает в себя сильные кислоты — ортофосфорную или соляную и хлористого цинка, который может достигать 50% в растворе. Доступный и дешевый материал, разъедающий все жировые пленки и позволяющий спаивать почти любые виды металлов. Но кислота очень токсична, поэтому работы следует проводить вне жилых помещений с применением индивидуальных средств защиты. Помимо этого, является неплохим проводником электричества, даже малейший остаток на соединении разъест дорожки платы, поэтому ее лучше не использовать совсем.
- Бура. Является солью борной кислоты и представлена в виде порошка. Для получения жидкого флюса ее смешивают с борной кислотой и водой. Работает при очень высоких температурах, поэтому ее можно применять при работах со строительным феном. Бура — активный флюс, поэтому необходимо тщательно смывать остатки.
- Паяльный жир. В зависимости от состава может быть как нейтральным, так и активным. Состоит из канифоли, вазелина, парафина, хлоридов цинка и аммония. Очень хорошо показывает себя при очищении сильно загрязненных поверхностей, поскольку парафин в составе вытягивает всю грязь от места пайки. Медленно испаряется, почти не дает нагара, но остатки долго испаряются.
 ЛТИ 120. Состав представлен канифолью (20%), этиловым спиртом (95%) и вспомогательными добавками, такими как триэтаноламин (2%) и диэтиламин солянокислый (3−5%). Обладает низкой стоимостью, не проводит электрический ток, что позволяет использовать этот флюс для пайки радиодеталей. В комплекте часто идет удобная кисточка, которой легко наносить материал на место пайки. К некоторым недостаткам можно отнести быстрое испарение и потенциальную токсичность.
ЛТИ 120. Состав представлен канифолью (20%), этиловым спиртом (95%) и вспомогательными добавками, такими как триэтаноламин (2%) и диэтиламин солянокислый (3−5%). Обладает низкой стоимостью, не проводит электрический ток, что позволяет использовать этот флюс для пайки радиодеталей. В комплекте часто идет удобная кисточка, которой легко наносить материал на место пайки. К некоторым недостаткам можно отнести быстрое испарение и потенциальную токсичность.- СКФ. Спирто-канифольный флюс состоит из этилового спирта (60−80%) и сосновой канифоли (20−40%). Неактивный материал, который можно изготовить самостоятельно, добавив в спирт измельченную канифоль. Слабо коптит, удобен в нанесении. К недостатку относят быстрое высыхание по причине испарения спирта, поэтому хранить его следует в плотно закрытой таре.
- Оксидал. Применяется для чистки жала паяльника, а также пайки сильно окисленных и загрязненных медных проводов.
Вышеперечисленные материалы являются самыми доступными и популярными. Кроме них существуют специальные флюсы в виде гелей, но они обладают очень высокой стоимостью и вряд ли потребуются в любительском радиоделе.
Чем заменить флюс для пайки
При отсутствии флюса и невозможности его приобретения можно применять некоторые подручные материалы, но следует помнить, что качество пайки будет очень низким, а остатки материала зачастую трудноудалимы или токсичны. Тем не менее о некоторых адекватных вариантах следует знать.
 Аспирин. Салициловая кислота или раствор таблетки аспирина в воде может применяться при пайке, но его пары слишком токсичные, и очень желательно работать в нежилых помещениях с хорошей вентиляцией, а лучше всего на открытом воздухе. Обладает всеми недостатками активных флюсов, требует обязательной промывки поверхности после пайки.
Аспирин. Салициловая кислота или раствор таблетки аспирина в воде может применяться при пайке, но его пары слишком токсичные, и очень желательно работать в нежилых помещениях с хорошей вентиляцией, а лучше всего на открытом воздухе. Обладает всеми недостатками активных флюсов, требует обязательной промывки поверхности после пайки.- Нашатырь, а также лимонная или уксусная кислота тоже может применяться как замена флюсам, при этом их концентрация не требует дополнительного разведения водой.
- Глицерин может подойти для пайки радиодеталей на плате, но имеет остаточное сопротивление и хорошую гигроскопичность, поэтому обязательно промывается с платы.
Следует помнить, что пайка будет качественной в том случае, когда флюс подобран правильно. Для каждого металла есть идеально подходящие флюсы, а другие могут не сработать. Помимо этого, очень не рекомендуется паять платы активными флюсами, особенно имеющими в своем составе кислоты, поскольку при неполном удалении остатков флюса с поверхности печатной платы активные компоненты будут уничтожать токопроводящие медные дорожки.
Паять детали следует паяльником с идеально залуженным жалом, а при появлении нагара стараться очищать жало в оксидале, это позволит провести очень хорошую пайку. По завершении работ остатки флюса с поверхности спаянных деталей и плат обязательно нужно удалять подходящим способом. Дорожки платы можно покрывать специальными лаками, например, цапонлаком, это позволит защитить их от влаги.
instrument.guru
