
Гильзы для опрессовки проводов: виды, инструмент для обжима
- Что собой представляет опрессовка гильзами
- Классификация по материалу изготовления
- Медные
- Луженые
- Комбинированные
- Изолированные
- Как правильно выбрать обжимную гильзу по диаметру
- Инструменты для выполнения опрессовки
- Применение пресс-клещей
Надежность мест соединения проводов и кабелей, по которым подается электроток, должна быть очень высокой. Обеспечить ее способны гильзы для опрессовки проводов, которые специально предназначены для того, чтобы создавать качественные соединения токопроводящих элементов электрических сетей различного назначения. При помощи таких элементов, как гильзы обжимные, можно соединять даже алюминиевые и медные провода, чего практически невозможно добиться при помощи обычной скрутки проводников.
Опрессовка гильзами является надежным способом соединения проводов
Что собой представляет опрессовка гильзами
Сущность опрессовки состоит в том, что электрические провода или кабели при ее выполнении соединяются при помощи токопроводящих гильз, которые представляют собой трубки, изготовленные из металла.
- Во внутреннюю часть обжимной трубки с обоих ее концов заводятся предварительно зачищенные от изоляции жилы электрических проводов, которые необходимо соединить.
- Используя специальные пресс-клещи или обычные пассатижи, выполняют обжим гильзы вокруг помещенного в нее проводника. Для более высокой надежности трубку обжимают в двух-трех местах.
- Место выполненной опрессовки изолируют, используя для этих целей ТУТ или изоленту, изготовленную из ПВХ. В том случае, если для опрессовки применяются соединительные гильзы, покрытые слоем изоляции, необходимость в дополнительном изолировании сформированного соединения отпадает.
Этапы опрессовки гильзой электрического провода
Особенно актуальной опрессовка проводов гильзами является в следующих ситуациях:
- при соединении элементов электрических сетей, эксплуатируемых под высокой нагрузкой;
- при соединении между собой проводов, характеризующихся большим сечением;
- в тех случаях, когда соединить провода другим способом не представляется возможным (в частности, данный метод используют для соединения проводов в распределительной коробке, в которой достаточно сложно смонтировать клеммную колодку;
- кроме того, опрессовкой гильзами соединяют провода, расположенные на большой высоте или в условиях ограниченной видимости).

Опрессовка проводов гильзами обеспечивает отличный электрический контакт и высокую механическую прочность соединения
Перечислим наиболее значимые достоинства, которыми обладает соединение проводов опрессовкой.
- Инструмент для опрессовки проводов, в качестве которого преимущественно используют пресс-клещи, не нуждается в подключении к электрической сети, что выгодно отличает его от электрических приспособлений, при помощи которых провода соединяются методом пайки. Таким образом, опрессовка (или гильзование, как еще часто называют данный процесс) является практически единственно возможным способом формирования качественного соединения проводов в тех местах, где отсутствует возможность подключения используемого инструмента к электрической сети.
- Для соединения проводов методом опрессовки не требуется наличия специальных знаний и навыков. Этого не скажешь, например, о пайке, выполнить которую качественно без соответствующих навыков и опыта вряд ли получится.
- Используя специальный инструмент для опрессовки гильз, можно создавать высококачественные соединения проводов даже в труднодоступных местах, таких, например, как распредкоробки и подрозетники. Более того, использование для соединения проводов в подрозетниках метода опрессовки позволяет сократить до минимума длину соединяемых контактов, что дает возможность увеличить плотность выполняемого электрического монтажа.
Важным преимуществом применения опрессовки является то, что при помощи данного метода можно успешно соединять провода, жилы которых изготовлены из разных металлов. Этого не позволяет добиться та же пайка.
Классификация по материалу изготовления
Одним из основных параметров, в зависимости от которого гильзы для проводов разделяются на различные типы, является материал их изготовления.
Основными типами гильз для обжима электрических проводов в зависимости от материала, из которого такие трубки изготовлены, являются:
- медные гильзы;
- гильзы соединительные луженые;
- комбинированные;
- изолированные.
Каждый из вышеперечисленных типов используется для решения определенных задач, что следует обязательно учитывать, выбирая такие трубки для соединения проводников.
Медные
Медная гильза, которая обозначается маркировкой ГМ, нужна для обжима проводов, также изготовленных из меди. С учетом того, что медная гильза не имеет защитного покрытия, применять ее можно только для соединения проводов, эксплуатируемых в неагрессивной среде. Если пренебречь этим требованием, медная гильза достаточно быстро окислится и перестанет выполнять свои функции.
С учетом того, что медная гильза не имеет защитного покрытия, применять ее можно только для соединения проводов, эксплуатируемых в неагрессивной среде. Если пренебречь этим требованием, медная гильза достаточно быстро окислится и перестанет выполнять свои функции.
Медные кабельные гильзы должны изготавливаться из медных трубок марок М1 или М2
Луженые
Для соединения электрических проводов, эксплуатируемых в агрессивной среде, применяются гильзы медные луженые под опрессовку, которые обозначаются маркировкой ГМЛ. Гильзы ГМЛ, чтобы защитить основной материал их изготовления – медь – от электрохимической коррозии, покрываются специальным составом.
Следует иметь в виду, что гильза луженая под опрессовку алюминиевых проводов не используется.
Это объясняется тем, что часть защитного покрытия такой трубки при ее обжатии разрушается, что приведет к контакту алюминия и меди и, соответственно, к развитию электрохимической коррозии.
Соединительные гильзы типа ГМЛ, изготовленные из электротехнической меди с олово-висмутовым защитным покрытием
Комбинированные
Достаточно часто при монтаже электрических сетей возникает необходимость выполнить соединение проводов, жилы которых изготовлены из разных металлов. Для решения подобных задач специально разработаны и успешно используются гильзы комбинированного типа. Конструктивная особенность таких обжимных трубок, которые обозначаются маркировкой ГАМ, заключается в том, что одна их половина – это гильза алюминиевая соединительная, а вторая изготовлена из меди. В месте стыка двух таких трубок, которые соединяются между собой при помощи сварки, имеется специальный ограничитель. Он необходим для того, чтобы не допустить контакта двух разнородных проводов внутри самой гильзы.
Переходная кабельная гильза алюмо-медная 16/10 кв. мм
Еще одна особенность конструкции комбинированных обжимных трубок заключается в том, что та их часть, которая является гильзой соединительной алюминиевой, имеет больший диаметр, чем трубка, предназначенная для кабеля из меди. Объясняется такая конструктивная особенность тем, что алюминий, если сравнивать его с медью, имеет большее электрическое сопротивление, поэтому провод из него, который будет соединяться в одну электрическую сеть с медным проводником, должен иметь больший диаметр.
Объясняется такая конструктивная особенность тем, что алюминий, если сравнивать его с медью, имеет большее электрическое сопротивление, поэтому провод из него, который будет соединяться в одну электрическую сеть с медным проводником, должен иметь больший диаметр.
Сама опрессовка с помощью комбинированных гильзовых зажимов выполняется по тому же алгоритму, что и процедура с гильзами любого другого типа. Однако при этом необходимо внимательно следить за тем, чтобы разнородные провода вставлялись в трубку из соответствующего металла.
Изолированные
Среди обжимных трубок, используемых для опрессовки электропроводов, выделяют категорию гильз соединительных изолированных. Применение последних избавляет от необходимости выполнять дополнительную изоляцию места сформированного с их помощью контакта. По своему конструктивному исполнению изолированные гильзы представляют собой те же луженые медные трубки, наружная поверхность которых покрыта изоляционным слоем из достаточно прочного и в то же время пластичного ПВХ. За счет механических свойств такого защитного слоя гильзы данного типа могут быть успешно обжаты без нарушения своих изначальных характеристик.
За счет механических свойств такого защитного слоя гильзы данного типа могут быть успешно обжаты без нарушения своих изначальных характеристик.
Полностью изолированные соединительные гильзы
Изолированные гильзы для герметичного соединения жил проводов СИП
Как правильно выбрать обжимную гильзу по диаметру
Обжимные гильзы одинаково успешно могут быть использованы для выполнения качественного соединения как одножильного, так и многожильного электрического или сетевого кабеля. Подбирая такую гильзу под моно- или многожилу, следует учитывать не только материал изготовления, но и диаметр соединяемых проводников. Для правильного выбора обжимных гильз по диаметру соединяемых проводов лучше всего пользоваться специальными справочными таблицами.
Технические размеры гильзы под опрессовку проводов, учитываемые при подборе
Таблица 1. Параметры гильз ГМ и рекомендуемые инструменты для опрессовки
От того, насколько правильно подобраны обжимные трубки по диаметру соединяемых проводов, напрямую зависит качество создаваемого электрического контакта.
Подбирая обжимную гильзу для соединения проводов определенного диаметра, можно руководствоваться простым правилом: проводник, помещенный внутрь гильзы, должен сидеть в ней плотно, не болтаясь.
Таблица 2. Сколько проводов помещается в один соединитель
Качественно соединить провода при помощи гильзы, внутренний диаметр которой значительно превосходит размер поперечного сечения самого проводника, также возможно. Для этого пользуются несложным приемом: провод вставляется в гильзу, после чего зазор, который образовался между стенками соединительной трубки и поверхностью проводника, плотно забивается кусками жил от провода, изготовленного из такого же металла. После выполнения такой процедуры гильза обжимается по стандартной технологии.
После выполнения такой процедуры гильза обжимается по стандартной технологии.
Инструменты для выполнения опрессовки
Несмотря на то, что выполнять опрессовку проводов с использованием специальных гильз можно даже при помощи таких простых инструментов, как пассатижи, молоток или зубило, делать это не рекомендуется. Достаточно сложно таким способом добиться формирования качественного и надежного контакта двух проводников. Кроме того, используя такие инструменты, можно легко повредить гильзу, которую придется просто выбросить.
Ручной инструмент для опрессовки кабельных гильз с регулятором силы обжима
Получить гарантированно качественные электрические соединения при помощи обжимных гильз позволяют специальные инструменты:
- пресс-клещи, которые сегодня выпускаются в различных модификациях;
- пресс механического и гидравлического типа (ручной или работающий за счет электропривода).

Пресс-клещи для обжима проводов с храповым механизмом
Основными элементами инструмента, предназначенного для выполнения опрессовки проводов, являются:
- матрица, которая, воздействуя на гильзу своей фигурной рабочей поверхностью, обжимает ее вокруг проводника;
- пуансон – подвижный элемент, который передает давление от силового механизма инструмента на его матрицу.
Чтобы соединение, выполняемое при помощи такого инструмента, было качественным, необходимо не только правильно подобрать сменную матрицу под гильзу определенного диаметра, но и оказать достаточное давление на соединительную трубку.
Применение пресс-клещей
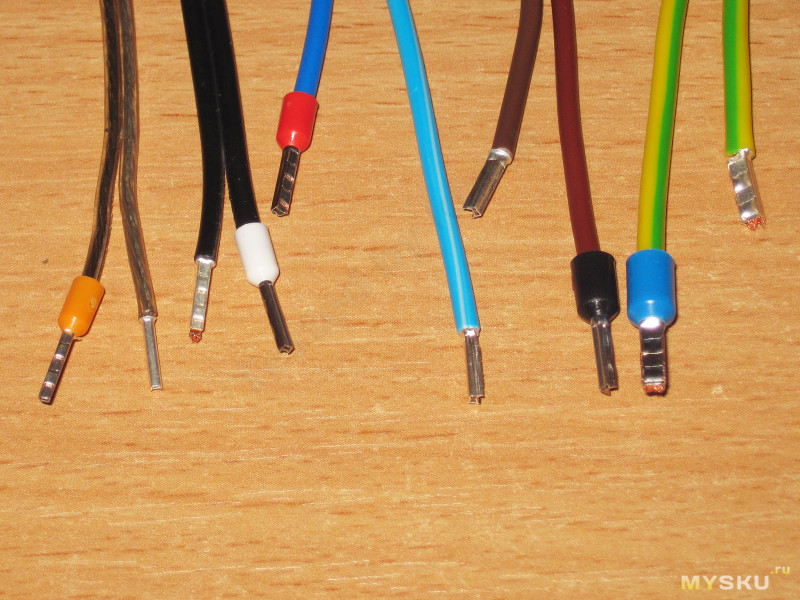
Самым распространенным инструментом, который успешно применяется для выполнения электромонтажных работ даже в бытовых условиях, являются пресс-клещи. Такие инструменты, как правило, имеют в своей конструкции несколько гнезд, каждое из которых предназначено для обжима гильз определенного диаметра. Форма гнезд в зависимости от модели пресс-клещей может быть квадратной или трапециевидной. Соответственно, такую же форму принимает и поперечное сечение гильзы после ее обжатия. Кроме формы и размеров, гнезда пресс-клещей различных моделей отличаются между собой наличием или отсутствием в конструкции пластиковых фланцев, которые позволяют более качественно выполнить опрессовку многожильного провода. Чтобы можно было различать гнезда пресс-клещей разного размера, на них наносят разноцветную маркировку.
Такие инструменты, как правило, имеют в своей конструкции несколько гнезд, каждое из которых предназначено для обжима гильз определенного диаметра. Форма гнезд в зависимости от модели пресс-клещей может быть квадратной или трапециевидной. Соответственно, такую же форму принимает и поперечное сечение гильзы после ее обжатия. Кроме формы и размеров, гнезда пресс-клещей различных моделей отличаются между собой наличием или отсутствием в конструкции пластиковых фланцев, которые позволяют более качественно выполнить опрессовку многожильного провода. Чтобы можно было различать гнезда пресс-клещей разного размера, на них наносят разноцветную маркировку.
Для опрессовки гильз в термоусадочной оболочке используются матрицы с более закругленными обводами, чтобы не повредить оболочку (на фото справа)
Воспользовавшись простыми рекомендациями, выполнить качественную опрессовку при помощи пресс-клещей сможет даже тот, кто никогда ранее не выполнял такую процедуру.
- Гильзу со вставленными в нее проводами помещаем в гнездо пресс-клещей соответствующего диаметра.

- Воздействуя на ручки-рычаги клещей, опрессовываем гильзу вместе с помещенными в нее проводами.
Опрессовка проводов гильзами ГСИ
- Провод 1,5 кв. мм и гильза ГСИ-1,5 в ПВХ-оболочке
- Кримпер СТК-01 с овальным профилем обжима
- Опрессовка гильзы
- После обжима на гильзе читается условное обозначение сечения (цифра 1)
- Обжим второй части провода
- Готовое опрессованное соединение проводов
Таким образом, опрессовка с использованием специальных гильз – это достаточно простая процедура, позволяющая сформировать качественное электрическое соединение.
КВТ Силовые кабельные наконечники и гильзы
Есть несколько путей:<br>
Можно заказать наконечники, сделанные по стандарту DIN 46235, например ТМЛ (DIN) 50-10 «КВТ». <br>
Самым экономным решением, будет покупка стандартных наконечников серии ТМЛс, например ТМЛс 50–10 «КВТ». В отличие от гостовских, эти наконечники рассчитаны именно на то сечение, которое указано в наименовании.<br>
Наконец, можно купить гостовские наконечники с номиналом 35 мм², и они почти наверняка идеально подойдут к Вашему кабелю. Если же у инспекторов возникнут вопросы, Вы можете сослаться на таблицу из ГОСТ, в которой этот выбор прописан.
<br>
Самым экономным решением, будет покупка стандартных наконечников серии ТМЛс, например ТМЛс 50–10 «КВТ». В отличие от гостовских, эти наконечники рассчитаны именно на то сечение, которое указано в наименовании.<br>
Наконец, можно купить гостовские наконечники с номиналом 35 мм², и они почти наверняка идеально подойдут к Вашему кабелю. Если же у инспекторов возникнут вопросы, Вы можете сослаться на таблицу из ГОСТ, в которой этот выбор прописан.
Можно и нужно. Процесс пайки постепенно и повсеместно уходит в прошлое, замещаясь высокотехнологичной опрессовкой. Это связано не только с особенностями самой техники пайки, которая требует опыта и навыков, но также с современными трендами заботы об экологии и здоровье. Данные наконечники имеют все необходимые атрибуты для опрессовки, поскольку шов на скругленной трубной части наконечников запаян.
Однако полезно помнить следующие основные моменты:
Наконечники ПМ не предназначены для опрессовки моножилы.
Наконечники ПМ могут быть использованы для оконцевания любых медных многопроволочных жил от 2 до 6 классов гибкости
Поскольку внутренний диаметр наконечников ПМ выполнен по высшему, 6 классу гибкости – для опрессовки можно необходимо использовать инструмент с клиновидными матрицами. Для мелких сечений от 1.5 до 10 мм² – это ручные пресс-клещи СТВ-05, СТК-05, ПК-16 или ПК-35, а для силовой группы: механические пресса ПМУ-120, ПМУ-240 или гидравлический пресс ПГРс-240 «КВТ». Идеальным вариантом было бы приобретение набора прецизионных матриц НМ-300-ПМ «КВТ», специально предназначенного для опрессовки данных наконечников и совместимого с гидравлическими прессами марок ПГР-300, ПГРс-300 и ПГП-300 «КВТ».
Для мелких сечений от 1.5 до 10 мм² – это ручные пресс-клещи СТВ-05, СТК-05, ПК-16 или ПК-35, а для силовой группы: механические пресса ПМУ-120, ПМУ-240 или гидравлический пресс ПГРс-240 «КВТ». Идеальным вариантом было бы приобретение набора прецизионных матриц НМ-300-ПМ «КВТ», специально предназначенного для опрессовки данных наконечников и совместимого с гидравлическими прессами марок ПГР-300, ПГРс-300 и ПГП-300 «КВТ».
Для такого типа соединений и подключений существуют специальные алюмо-медные гильзы под опрессовку: тип ГАМ «КВТ». Медная и алюминиевая части гильзы соединены между собой методом фрикционной «сварки» и представляют прочную единую конструкцию.
Помимо очевидной разницы в стране происхождения стандарта, медные наконечники по DIN отличаются от медных наконечников по ГОСТ по следующим параметрам:
– У наконечников по DIN более длинный хвостовик.
– Внутренний диаметр хвостовика наконечников DIN рассчитан по 2-3-му классу гибкости, в ГОСТ — по 6-му. То есть внутренний диаметр наконечников по ГОСТ больше, чем у наконечников по DIN. – Есть различие в толщине трубы, из которой изготавливаются наконечники. У медных наконечников по ГОСТ, на мелких сечениях, труба толще, чем у наконечников по DIN, на крупных – тоньше. В целом, на наш взгляд, толщина стенок более продумана и правильно распределена по размерам в стандарте DIN 46235.
– Наличие маркировочных рисок, указывающих на месторасположение и количество опрессовок на хвостовике наконечников по DIN.
– Размеры лопатки у наконечников по ГОСТ унифицированы и не зависят от диаметра крепежного отверстия. В наконечниках по DIN длина лопатки зависит от величины крепежного отверстия под болт. Она такая, какая необходима: ни больше ни меньше.
– Есть различие в толщине трубы, из которой изготавливаются наконечники. У медных наконечников по ГОСТ, на мелких сечениях, труба толще, чем у наконечников по DIN, на крупных – тоньше. В целом, на наш взгляд, толщина стенок более продумана и правильно распределена по размерам в стандарте DIN 46235.
– Наличие маркировочных рисок, указывающих на месторасположение и количество опрессовок на хвостовике наконечников по DIN.
– Размеры лопатки у наконечников по ГОСТ унифицированы и не зависят от диаметра крепежного отверстия. В наконечниках по DIN длина лопатки зависит от величины крепежного отверстия под болт. Она такая, какая необходима: ни больше ни меньше.
Оконцевание и соединение алюминиевых кабелей имеет свои особенности и специфику. При контакте с атмосферой, на поверхности алюминия достаточно быстро образуется окисловый слой. Весь процесс занимает всего несколько минут. Проблема в том, что в отличие от меди, алюминиевый окисловый слой является плохо проводящим. Поэтому, сразу после снятия изоляции с кабеля, жила должна быть зачищена кордощеткой до металлического блеска и смазана кварце-вазелиновой пастой. Если жила секторная (треугольная в сечении), то перед опрессовкой ее необходимо скруглить при помощи матриц НМ-300-С «КВТ». Внутренняя поверхность гильзы или хвоствика наконечника также должна быть смазана кварце-вазилиновой пастой. Все инструменты и матрицы должны быть подготовлены заранее, и опрессовка должна быть проведена незамедлительно.
Если жила секторная (треугольная в сечении), то перед опрессовкой ее необходимо скруглить при помощи матриц НМ-300-С «КВТ». Внутренняя поверхность гильзы или хвоствика наконечника также должна быть смазана кварце-вазилиновой пастой. Все инструменты и матрицы должны быть подготовлены заранее, и опрессовка должна быть проведена незамедлительно.
На подвижном составе существуют свои требования к механической прочности электрических соединений. Длина судовых гильз в два раза больше, чем длина медных гильз ГМ и ГМЛ по ГОСТ23469.3-79. Соответственно, количество опрессовок при их монтаже также удваивается.
Технология газо-динамического напыления и нанесения покрытий из одних металлов на другие была разработана новосибирскими учеными еще в 80-х годах прошлого века. Данная технология, в некоторых случаях (например, в ходе ремонтно-восстановительных работ) позволяет найти оптимальные и экономичные решения во многих отраслях промышленности. В конце 90-х, специалистами из Новокузнецка было предложено решение, адаптирующее данную технологию применительно к кабельным наконечникам. Однако, как это часто происходит в России, воплощение изначально хорошей идеи на практике привело к весьма печальным результатам. Касательно алюмо-медных наконечников с напылением, которые сегодня циркулируют на российском рынке, весь потенциал технологии выглядит скорее как фарс. Экономия и погоня за прибылью привели к тому что, алюминиевые наконечники с медным напылением на задней стороне лопатки, в лучшем случае, являются продуктом одноразового пользования, как одноразовые носки или рубашки, столь популярные на западе: отходил день, и выбросил в корзину. Слой напыления настолько тонок и микроскопичен, что при минимальном механическом трении возникшем в процессе транспортировки или установки, либо при зачистке контактов из под напыления проступают алюминиевые пятна. Получается своеобразная бомба замедленного действия. Недопустимо также и то, что большинство производителей, использующих технологию напыления, даже не удосуживаются предварительно зашлифовать и выравнивать заднюю поверхность лопатки наконечников перед нанесением на нее покрытия.
Однако, как это часто происходит в России, воплощение изначально хорошей идеи на практике привело к весьма печальным результатам. Касательно алюмо-медных наконечников с напылением, которые сегодня циркулируют на российском рынке, весь потенциал технологии выглядит скорее как фарс. Экономия и погоня за прибылью привели к тому что, алюминиевые наконечники с медным напылением на задней стороне лопатки, в лучшем случае, являются продуктом одноразового пользования, как одноразовые носки или рубашки, столь популярные на западе: отходил день, и выбросил в корзину. Слой напыления настолько тонок и микроскопичен, что при минимальном механическом трении возникшем в процессе транспортировки или установки, либо при зачистке контактов из под напыления проступают алюминиевые пятна. Получается своеобразная бомба замедленного действия. Недопустимо также и то, что большинство производителей, использующих технологию напыления, даже не удосуживаются предварительно зашлифовать и выравнивать заднюю поверхность лопатки наконечников перед нанесением на нее покрытия.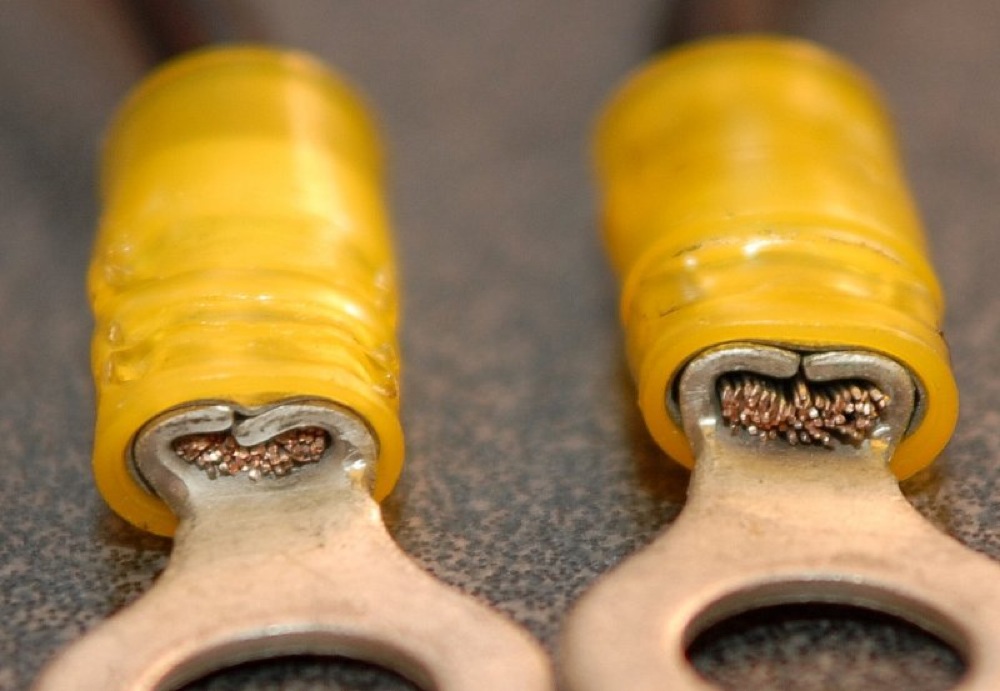 Результирующее покрытие получается ничем не лучше тонкого слоя акварели, нанесенного на рельефную поверхность. По причинам недостаточной надежности данного продукта, завод «КВТ» прекратил выпуск наконечников с напылением еще в 2005 году и сегодня предлагает современную разработку – новый тип алюмо-медных наконечников с запрессованной медной втулкой.
Результирующее покрытие получается ничем не лучше тонкого слоя акварели, нанесенного на рельефную поверхность. По причинам недостаточной надежности данного продукта, завод «КВТ» прекратил выпуск наконечников с напылением еще в 2005 году и сегодня предлагает современную разработку – новый тип алюмо-медных наконечников с запрессованной медной втулкой.
Правильный выбор наконечника – первый ответственный этап, от которого напрямую зависит качество и надежность смонтированной контактной клеммы. Золотое правило гласит: «внутренний диаметр хвостовика наконечника должен оптимально соответствовать диаметру зачищенной жилы». То есть кабельная жила должна заходить в наконечник с минимальным люфтом. Для наконечников типа ТА, ТАМ, ТМЛ(DIN), ТМЛс, НШП выбор не представляет проблемы, поскольку номинал наконечников соответствует сечению кабельной жилы.
Сложности возникают при подборе медных наконечников ТМ и ТМЛ по ГОСТ 7386-80. Есть два пути.
— В качестве навигатора, можно использовать специальную таблицу подбора из ГОСТ. Однако для пользования таблицей, требуется знать класс гибкости кабельной жилы. То есть, как минимум, нужно знать марку кабеля и желательно визуально представлять, как выглядит сама жила.
— В идеале, необходимо измерить фактический диаметр жилы, на которой предполагается монтаж. Измерять следует саму жилу, а не кабель в изоляции. Зная диаметр жилы, можно воспользоваться номенклатурой наконечников ТМ/ТМЛ из каталога или соответствующей страничкой на нашем сайте и найти в обозначениях наконечников размер внутреннего диаметра хвостовика. Это третья цифра в обозначении наконечников, например, цифра «13» в позиции ТМЛ 70-10-13 «КВТ». Подбор наконечников должен осуществляться таким образом, чтобы эта цифра была максимально близка (но не меньше!) к наружному диаметру жилы.
Однако для пользования таблицей, требуется знать класс гибкости кабельной жилы. То есть, как минимум, нужно знать марку кабеля и желательно визуально представлять, как выглядит сама жила.
— В идеале, необходимо измерить фактический диаметр жилы, на которой предполагается монтаж. Измерять следует саму жилу, а не кабель в изоляции. Зная диаметр жилы, можно воспользоваться номенклатурой наконечников ТМ/ТМЛ из каталога или соответствующей страничкой на нашем сайте и найти в обозначениях наконечников размер внутреннего диаметра хвостовика. Это третья цифра в обозначении наконечников, например, цифра «13» в позиции ТМЛ 70-10-13 «КВТ». Подбор наконечников должен осуществляться таким образом, чтобы эта цифра была максимально близка (но не меньше!) к наружному диаметру жилы.
Количество опрессовок зависит от длины хвостовика наконечника, а так же от ширины и типа матриц, которыми проводится опрессовка. Для инструмента с клиновидным типом матриц, как правило, достаточно одной, максимум, двух опрессовок. Матрицы в форме шестигранника могут быть узкими (шириной 5 мм) или широкими (шириной около 10 мм). Число опрессовок для инструмента с узкими матрицами (например, ПКГ-50 или ПКГ-120 «КВТ») — от двух до четырех в зависимости от размера наконечника; с широкими матрицами (например, ПГРс-120 или ПГРс-300 «КВТ») — одна-две опрессовки. При монтаже кабельных гильз количество опрессовок удваивается. Рекомендуемое число опрессовок приведено в таблице на нашем сайте. Заметим, что некоторые типы наконечников, например, медные наконечники по DIN 46235 выпускаются с уже нанесенной разметкой под узкие и широкие матрицы в местах предполагаемой опрессовки.
Матрицы в форме шестигранника могут быть узкими (шириной 5 мм) или широкими (шириной около 10 мм). Число опрессовок для инструмента с узкими матрицами (например, ПКГ-50 или ПКГ-120 «КВТ») — от двух до четырех в зависимости от размера наконечника; с широкими матрицами (например, ПГРс-120 или ПГРс-300 «КВТ») — одна-две опрессовки. При монтаже кабельных гильз количество опрессовок удваивается. Рекомендуемое число опрессовок приведено в таблице на нашем сайте. Заметим, что некоторые типы наконечников, например, медные наконечники по DIN 46235 выпускаются с уже нанесенной разметкой под узкие и широкие матрицы в местах предполагаемой опрессовки.
Шестигранная опрессовка эффективна тогда, когда внешний диаметр жилы хорошо подогнан к внутреннему диаметру хвостовика наконечника. Опрессованное шестигранником соединение обладает значительной механической прочностью и обеспечивает большую площадь электрического контакта между наконечником и жилой. Точно подобранное сочетание матрицы и наконечника делает соединение жила-наконечник практически герметичным и не повреждает отдельные проводники, из которых состоит кабельная жила. Это очень «щадящий» и эстетически совершенный вид обжима, максимально приближенный к естественной форме кабеля. Клиновидная (точечная) опрессовка хороша в тех случаях, когда внутренний диаметр хвостовика наконечника превышает размер кабельной жилы или когда требуется опрессовать моножилу. Определенным преимуществом клиновидных матриц является их универсальность. Так прессами ПМУ-120 или ПМУ-240 «КВТ» можно опрессовать практически любые наконечники любой серии и стандарта.
Это очень «щадящий» и эстетически совершенный вид обжима, максимально приближенный к естественной форме кабеля. Клиновидная (точечная) опрессовка хороша в тех случаях, когда внутренний диаметр хвостовика наконечника превышает размер кабельной жилы или когда требуется опрессовать моножилу. Определенным преимуществом клиновидных матриц является их универсальность. Так прессами ПМУ-120 или ПМУ-240 «КВТ» можно опрессовать практически любые наконечники любой серии и стандарта.
Принципиально такой вариант возможен, хотя и не очень желателен. Следует стремиться к тому, чтобы изначально наконечник был подобран оптимально. Тем не менее, в тех случаях, когда наконечник слишком велик для данного кабеля или слишком свободно болтается на жиле провода или же не обжимается матрицами ситуацию все еще можно исправить. Для этого нужно отрезать кусок кабеля длиной равной глубине захода жилы в наконечник. Достать и распотрошить жилу на отдельные проволочки. Теперь, заведя жилу в наконечник, необходимо максимально плотно забить остающееся свободное пространство хвостовика проволочками жилы. В таком случае опрессовка будет прочной и надежной. За переходное сопротивление можно не волноваться, поскольку максимальные нагрузки рассчитываются по сечению кабеля, которое меньше номинала наконечника.
В таком случае опрессовка будет прочной и надежной. За переходное сопротивление можно не волноваться, поскольку максимальные нагрузки рассчитываются по сечению кабеля, которое меньше номинала наконечника.
Начнем с того, чего делать категорически нельзя. Нельзя обрезать несколько проволочек жилы, для того, чтобы она вошла в наконечник! Нельзя подтачивать жилу напильником (в случае однопроволочной жилы) для того чтобы уменьшить ее размер! Иными словами, никоим образом нельзя уменьшать сечение жилы, если конечно, Вы не переквалифицировались из электрика в пиротехника. Теперь о том, что делать можно. Если жила секторная и не влезает в наконечник, ее необходимо скруглить специальными матрицами НМ-300-С «КВТ». Если жила круглая, лучше всего подобрать наконечник или гильзу таким образом, что бы жила кабеля заходила в хвостовик с минимальным зазором.
Негласное правило, которым руководствуются монтажники при выборе наконечников предполагает, что диаметр отверстия под крепежный болт в наконечнике может быть больше, чем номинал самого используемого болта. В этом случае, не возникает никаких проблем при подключении, например, наконечника с отверстием в лопатке под болт М16 при помощи болта размера М12. Ведь по любому, прижим наконечника осуществляется посредством шайбы. Обратный вариант, обычно, по умолчанию не рассматривается, поскольку высверливание отверстия большего диаметра поверх меньшего в лопатке наконечника — дело неблагодарное и муторное. Кроме того, при увеличении отверстия под болт, существуют ограничения, связанные с шириной лопатки. Чрезмерно большое отверстие может ослабить механическую и электрическую прочность соединения.
В этом случае, не возникает никаких проблем при подключении, например, наконечника с отверстием в лопатке под болт М16 при помощи болта размера М12. Ведь по любому, прижим наконечника осуществляется посредством шайбы. Обратный вариант, обычно, по умолчанию не рассматривается, поскольку высверливание отверстия большего диаметра поверх меньшего в лопатке наконечника — дело неблагодарное и муторное. Кроме того, при увеличении отверстия под болт, существуют ограничения, связанные с шириной лопатки. Чрезмерно большое отверстие может ослабить механическую и электрическую прочность соединения.
Усилие при обжиме зависит от многих факторов:
Размер кабеля и наконечника. Чем больше сечение кабеля и номинал наконечника, тем большее усилие, при прочих равных условиях, требуется при опрессовке.
Твердость материала наконечника. По технологии, наконечники должны производиться из мягкой трубы. При нарушении технологии, либо из целей экономии (твердая труба — дешевле), когда наконечники изготовлены из твердого материала, это не может не сказаться на усилии при опрессовке. Твердость кабельной жилы. Как известно, кабельные жилы могут быть стандартные и мягкие, отожженные. Кабели с отожженными жилами обычно сопровождаются индексом «ож» в наименовании кабеля.
Тип опрессовываемой жилы. Опрессовать однопроволочную жилу значительно тяжелее, чем многопроволочную.
Тип инструмента: механика или гидравлика. Если используется гидравлический пресс, затрачивается значительно меньше усилий, чем при работе механикой, где усилие зависит только от длины рукояток. При работе с аккумуляторным инструментом, о каких-либо усилиях, говорить просто не приходится.
Тип матриц. Клиновидные или гексагональные матрицы также требуют различных усилий при опрессовке.
Твердость кабельной жилы. Как известно, кабельные жилы могут быть стандартные и мягкие, отожженные. Кабели с отожженными жилами обычно сопровождаются индексом «ож» в наименовании кабеля.
Тип опрессовываемой жилы. Опрессовать однопроволочную жилу значительно тяжелее, чем многопроволочную.
Тип инструмента: механика или гидравлика. Если используется гидравлический пресс, затрачивается значительно меньше усилий, чем при работе механикой, где усилие зависит только от длины рукояток. При работе с аккумуляторным инструментом, о каких-либо усилиях, говорить просто не приходится.
Тип матриц. Клиновидные или гексагональные матрицы также требуют различных усилий при опрессовке.
Важно не столько то, каким именно инструментом пользоваться, а каким типом матриц укомплектован инструмент. Выбор следует остановить на инструменте с клиновидными матрицами. При этом нужно помнить, что часто моножила определенного сечения оконцовывается наконечниками с номиналом на одно или даже два сечения меньше.![]() В ручных пресс-клещах СТК-05, СТВ-05 и им подобным, трудности могут возникнуть при опрессовке крайних сечений диапазона: 6 и 10 мм². Пресс-клещи моделей ПК-16 и ПК-35 «КВТ» не смотря на то, что имеют клиновидный тип матриц, предназначены для опрессовки только на многопроволочных жилах, поскольку моножилу они просто не продавят. Мелкие сечения можно обжимать прессом ПКГу-50 «КВТ», предварительно поменяв установленные по умолчанию шестигранные матрицы на клиновидные. Вообще, перед оконцеванием однопроволочных жил следует сначала определиться, нужен ли наконечник в принципе, потому что, как известно, провода мелких сечений чаще всего монтируются без всяких наконечников непосредственно в клемму или загибаются петлей вокруг крепежного винта с шайбой. Идеальным инструментом для обжима силовых наконечников крупных сечений будут механические пресса ПМУ-120 «КВТ» и ПМУ-240 «КВТ», а так же гидравлический пресс ПГРс-240 «КВТ».
В ручных пресс-клещах СТК-05, СТВ-05 и им подобным, трудности могут возникнуть при опрессовке крайних сечений диапазона: 6 и 10 мм². Пресс-клещи моделей ПК-16 и ПК-35 «КВТ» не смотря на то, что имеют клиновидный тип матриц, предназначены для опрессовки только на многопроволочных жилах, поскольку моножилу они просто не продавят. Мелкие сечения можно обжимать прессом ПКГу-50 «КВТ», предварительно поменяв установленные по умолчанию шестигранные матрицы на клиновидные. Вообще, перед оконцеванием однопроволочных жил следует сначала определиться, нужен ли наконечник в принципе, потому что, как известно, провода мелких сечений чаще всего монтируются без всяких наконечников непосредственно в клемму или загибаются петлей вокруг крепежного винта с шайбой. Идеальным инструментом для обжима силовых наконечников крупных сечений будут механические пресса ПМУ-120 «КВТ» и ПМУ-240 «КВТ», а так же гидравлический пресс ПГРс-240 «КВТ».
В дополнение к основному номенклатурному ряду кабельных наконечников и гильз, серийно выпускаемых заводом «КВТ», возможно изготовление партий нестандартных изделий по индивидуальным заказам.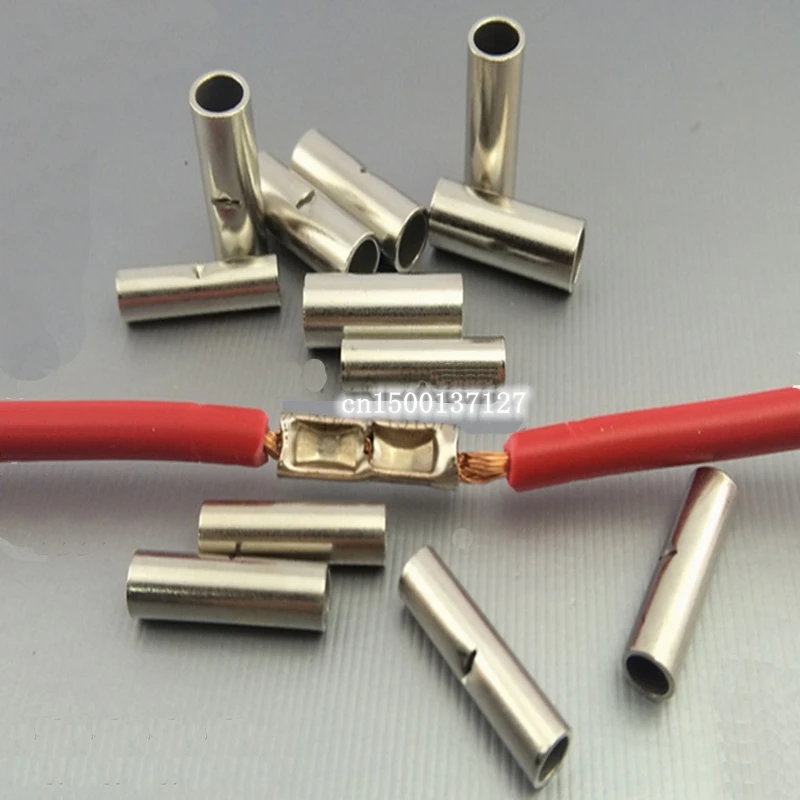 Инженеры завода «КВТ» могут также оказать помощь в разработке, сопровождении технической документации и в проведении необходимых испытаний.
Инженеры завода «КВТ» могут также оказать помощь в разработке, сопровождении технической документации и в проведении необходимых испытаний.
Можно. Единственный момент, на который нужно будет обратить внимание – что для опрессовки как минимум той части гильзы, в которой находится моножила, следует выбрать пресс с точечными (клиновидными) матрицами.
По алюминиевым гостовским наконечникам, ситуация на порядок лучше, чем с аналогичными медными наконечниками. Номинал алюминиевых наконечников ТА по ГОСТ 9581-80 соответствует номиналу кабельных алюминиевых жил 1-го и 2-го классов. То есть сечение любого из существующих алюминиевых кабелей (если жила круглая) соответствует номиналу алюминиевого или алюмо-медного наконечника по ГОСТ 9581-80.
В презентационных материалах компании KLAUKE действительно говорится о том, что их медные наконечники обладают особой «текучестью» и пластичностью при опрессовке, поскольку «непосредственно перед лужением, они проходят термообработку». Актуальность термообработки объясняется необходимостью снятия внутренних напряжений металла, образовавшихся при штамповке. Явление, о котором говорит уважаемая компания понятно. Увеличение твердости металла (в данном случае, меди) в процессе любых механических операций, будь то штамповка или гибка, действительно имеет место и на профессиональном жаргоне, применительно к штамповке, носит название «наклеп». Однако абсолютно непонятно, какое отношение эти известные процессы имеют к медным наконечникам, сделанным из трубы. Ведь «наклепу» и стрессу подвергается не трубная часть, а сплющиваемая лопатка и переходная зона деформации лопатка-хвостовик. Каким образом затвердение металла коснется трубной части, на которой и производится опрессовка?! Совершенно по-другому ситуация обстоит с изолированными наконечниками, наконечниками под пайку и штифтовыми наконечниками. Характерной особенностью этих типов наконечников является то, что все они сделаны из листа, а не из трубы. Все они миниатюрны, поэтому «наклеп» и стресс, возникшие в одном месте, отзываются в близлежащих. И самое главное, для того, чтобы превратить изначально плоскую контактную часть таких наконечников в круглую, требуется не один, а от 2 до 4 ударов пресса, выполняющего данную операцию.
Явление, о котором говорит уважаемая компания понятно. Увеличение твердости металла (в данном случае, меди) в процессе любых механических операций, будь то штамповка или гибка, действительно имеет место и на профессиональном жаргоне, применительно к штамповке, носит название «наклеп». Однако абсолютно непонятно, какое отношение эти известные процессы имеют к медным наконечникам, сделанным из трубы. Ведь «наклепу» и стрессу подвергается не трубная часть, а сплющиваемая лопатка и переходная зона деформации лопатка-хвостовик. Каким образом затвердение металла коснется трубной части, на которой и производится опрессовка?! Совершенно по-другому ситуация обстоит с изолированными наконечниками, наконечниками под пайку и штифтовыми наконечниками. Характерной особенностью этих типов наконечников является то, что все они сделаны из листа, а не из трубы. Все они миниатюрны, поэтому «наклеп» и стресс, возникшие в одном месте, отзываются в близлежащих. И самое главное, для того, чтобы превратить изначально плоскую контактную часть таких наконечников в круглую, требуется не один, а от 2 до 4 ударов пресса, выполняющего данную операцию. Именно В ЭТОМ СЛУЧАЕ отпуск наконечников и приведение их к мягкому, пластичному состоянию в термопечи становится абсолютно необходимым. Данный производственный этап — «дополнительная обработка перед лужением», в обязательном порядке присутствует для наконечников под пайку, наконечников НШП и изолированных наконечников, выпускаемых на заводе «КВТ». Возвращаясь к технологии «КВТ» по наконечникам, сделанным из трубы, следует отметить, что медная труба, используемая при их производстве, заказывается изначально — только мягкая. А потому, на наш взгляд, термическая обработка перед лужением здесь не требуется. Термический отпуск изделий был бы оправдан в единственном случае — если заказывается более дешевая твердая медная труба.
Именно В ЭТОМ СЛУЧАЕ отпуск наконечников и приведение их к мягкому, пластичному состоянию в термопечи становится абсолютно необходимым. Данный производственный этап — «дополнительная обработка перед лужением», в обязательном порядке присутствует для наконечников под пайку, наконечников НШП и изолированных наконечников, выпускаемых на заводе «КВТ». Возвращаясь к технологии «КВТ» по наконечникам, сделанным из трубы, следует отметить, что медная труба, используемая при их производстве, заказывается изначально — только мягкая. А потому, на наш взгляд, термическая обработка перед лужением здесь не требуется. Термический отпуск изделий был бы оправдан в единственном случае — если заказывается более дешевая твердая медная труба.
Проводимость олова действительно ниже, чем у меди. Поэтому при использовании наконечников с электролитическим лужением, некие потери в проводимости есть. Однако если учесть то, что медные наконечники с покрытием не подвержены коррозии и могут быть использованы в любых климатических условиях, в том числе и в морском климате, эта незначительная потеря в проводимости с лихвой окупается долгими годами бесперебойной и безупречной службы.
За последние 60 лет, техника опрессовки продвинулась достаточно далеко. Появилось новое поколение различных видов наконечников, которые предполагают исключительно непаянный способ соединения, а также профессиональный инструмент и калиброванные матрицы для обжима каждого типа наконечников. Развитие технического прогресса, стимулировавшее новые технологии контактных соединений, убедительно показывает правильность тренда: и авиастроение, и космическая отрасль, не говоря уже об обычной электромонтажной практике, практически полностью перешли на непаянные технологии. Немаловажным является так же вопрос здоровья, поскольку, в большинстве своем, в России пайка по-прежнему осуществляется припоями, содержащими свинец.
Оба типа наконечников хороши. Вопрос, в каких условиях предполагается их эксплуатация. Например, если монтаж происходит в условиях континентального климата (в Сибири, Казахстане) или в засушливых районах (Узбекистане или Туркмении), можно без ограничения использовать нелуженые медные наконечники. Однако, если электрические установки эксплуатируются в условиях морского климата (не важно, субтропики это или арктический холодный климат, как на Кольском), либо ситуация с загрязнением атмосферы оставляет желать лучшего (как в Москве), луженые наконечники скорее обязательны.
Однако, если электрические установки эксплуатируются в условиях морского климата (не важно, субтропики это или арктический холодный климат, как на Кольском), либо ситуация с загрязнением атмосферы оставляет желать лучшего (как в Москве), луженые наконечники скорее обязательны.
Это особый вид процесса, связанный с переходом металла из одной аллотропической формы в другую. Процесс запускается, как правило, при низких отрицательных температурах (-28 С и ниже). Покопавшись в интернете, Вы можете найти великолепные видео, на которых в режиме ускоренной съемки показан процесс превращения блестящего куска олова в серый порошок. Очень наглядно, и впечатляет! С «оловянной чумой» связано много реальных историй и легенд. Так одной из причин гибели антарктической экспедиции Скотта стала «оловянная чума», от которой разгерметизировались и вытекли канистры с запасами топлива. В качестве стабилизатора и «прививки от болезни» в состав оловянного покрытия обычно добавляется висмут.
Угловые наконечники используются в тех электротехнических установках, которые имеют определенные ограничения в пространстве и требуют более компактной и структурированной подводки кабелей и проводов. В ассортименте силовых неизолированных наконечников ТМЛ(90) и ТМЛ(45) мелкие сечения угловых наконечников до 6 мм² действительно отсутствуют. Однако при необходимости, изолированные кольцевые наконечники НКИ с красной, синей и желтой манжетой можно без труда превратить в угловые. Для этого нужно просто загнуть лопатку наконечника с отверстием под винт при помощи пассатижей. Не следует сгибать или разгибать наконечники много раз, сделать это нужно единожды.
В ассортименте силовых неизолированных наконечников ТМЛ(90) и ТМЛ(45) мелкие сечения угловых наконечников до 6 мм² действительно отсутствуют. Однако при необходимости, изолированные кольцевые наконечники НКИ с красной, синей и желтой манжетой можно без труда превратить в угловые. Для этого нужно просто загнуть лопатку наконечника с отверстием под винт при помощи пассатижей. Не следует сгибать или разгибать наконечники много раз, сделать это нужно единожды.
Линейка медных гильз ГМЛ охватывает диапазон от 2.5 до 240(300) мм². Гильзы ГМЛ (о) перекрывают диапазон сечений от 1.5 до 25 мм². Поэтому, если говорить о выборе и сравнении, то это касается исключительно диапазона мелких сечений.
Основное отличие двух типов гильз конструктивное. Соединители ГМЛо имеют разделительный стопор, расположенный по центру гильзы. Помимо наличия стопора, образующего естественный уступ и ограничивающего заведение провода в гильзу глубже, чем это необходимо, на месте стопора присутствуют два контрольных окна позволяющих визуально проконтролировать заход и состояние жил до и после опрессовки. Наличие разделительного стопора и визуального контроля уменьшает число монтажных ошибок и не позволяет, к примеру, завести жилу с одной стороны гильзы на 2/3 длины, а с другой на 1/3. Благодаря перегородке жилы соединяемых кабелей встретятся ровно по центру гильзы, что будет гарантировать качество опрессованного соединения.
При монтаже обыкновенных гильз ГМЛ сквозной конструкции по ГОСТ 23469.3-79, необходимо предварительно замерить длину снимаемой изоляции в половину длины гильзы, или, что уж совсем плохо и непрофессионально, действовать «на глазок»
Еще одним преимуществом гильз ГМЛ (о) является их компактность: длина данных гильз меньше чем длина гильз ГМЛ. Однако, это ни коим образом не влияет на механическую прочность и качество контакта после опрессовки. Просто необходимая и оптимальная длина более точно рассчитана. Как известно, размеры монтируемого соединения являются немаловажным фактором, определяющим возможность или невозможность соединения и подключения в каждом конкретном случае.
Наличие разделительного стопора и визуального контроля уменьшает число монтажных ошибок и не позволяет, к примеру, завести жилу с одной стороны гильзы на 2/3 длины, а с другой на 1/3. Благодаря перегородке жилы соединяемых кабелей встретятся ровно по центру гильзы, что будет гарантировать качество опрессованного соединения.
При монтаже обыкновенных гильз ГМЛ сквозной конструкции по ГОСТ 23469.3-79, необходимо предварительно замерить длину снимаемой изоляции в половину длины гильзы, или, что уж совсем плохо и непрофессионально, действовать «на глазок»
Еще одним преимуществом гильз ГМЛ (о) является их компактность: длина данных гильз меньше чем длина гильз ГМЛ. Однако, это ни коим образом не влияет на механическую прочность и качество контакта после опрессовки. Просто необходимая и оптимальная длина более точно рассчитана. Как известно, размеры монтируемого соединения являются немаловажным фактором, определяющим возможность или невозможность соединения и подключения в каждом конкретном случае. Также за счет меньшей материалоемкости гильзы ГМЛ (о) дешевле, чем аналоги серии ГМЛ.
Также за счет меньшей материалоемкости гильзы ГМЛ (о) дешевле, чем аналоги серии ГМЛ.
Такие наконечники есть. В двух опциях: луженые и нелуженые. Это наконечники ТМЛ и ТМ по ГОСТ 7386-80 с номинальными размерами 240-16-24 и 240-20-24. Данные наконечники имеют внутренний диаметр трубной части 24 мм, что более чем достаточно для свободного заведения медного кабеля 300 кв.мм со 2-м классом гибкости жилы. Все дело в том, что наконечники ТМЛ по ГОСТ7386-80 выполнены по высшему 6-му классу гибкости жил. Однако гибких тонкопроволочных кабелей с сечением 300 мм² просто не бывает. Поэтому данные наконечники и являются самыми, что ни на есть правильными трехсотыми наконечниками!
Кабельная оплетка, плетеная муфта и проволочный ткацкий станок для прокладки кабелей
Похоже, JavaScript отключен или заблокирован в вашем текущем браузере. Отключенный JavaScript значительно снижает функциональность нашего сайта, поэтому, чтобы вы могли наслаждаться наилучшей работой в Интернете, мы рекомендуем вам снова включить JavaScript или отключить любые надстройки, блокирующие JavaScript, которые вы могли установить ранее. Вы можете узнать, как включить JavaScript в своем браузере, перейдя на http://activatejavascript.org. А пока, если у вас есть какие-либо вопросы или вы просто предпочитаете оформить заказ по телефону, позвоните нам по бесплатному номеру 1-833-3CABLEORG (1-833-322-2536) — мы будем рады помочь.
Вы можете узнать, как включить JavaScript в своем браузере, перейдя на http://activatejavascript.org. А пока, если у вас есть какие-либо вопросы или вы просто предпочитаете оформить заказ по телефону, позвоните нам по бесплатному номеру 1-833-3CABLEORG (1-833-322-2536) — мы будем рады помочь.
Стандартные вкладыши
Стандартные обертывания
Устойчивый к истиранию
Advanced Engineering
Высокая температура
Specialty
Metal & Shietding
Электрическая изоляция
Dipl Wire Loom
Specialty & Hap Rated
. Принадлежности
Спиральная обмотка
Толстостенная защитная спираль высокой плотности
Огнестойкая антистатическая спиральная обмотка
Nightglow Luminescent Spiral Wrap
Richco Standard® Flame Strampant Slit Har Granse Wrap
Panduit Pan-WRAP ™ Split Har Granse Wrap and Tool
EMT Conduit
ГИБКИЙ МЕТАЛЬНЫЙ КОНФУКТ
НЕМЕТАЛИКИ Инструменты и аксессуары для кабелепроводов
ПОЛЕЗНЫЕ СОВЕТЫ И РЕСУРСЫ
Кабельные муфты
Кабельная муфта — одно из самых привлекательных и разнообразных решений для управления проводами. Ищете ли вы проволочный ткацкий станок, кабелепровод, плетеную оплетку или спиральную обмотку, у нас есть решение для вашей области применения.
Ищете ли вы проволочный ткацкий станок, кабелепровод, плетеную оплетку или спиральную обмотку, у нас есть решение для вашей области применения.
Кабельный жгут и кабелепровод обеспечивают полную защиту кабелей и проводов от истирания, влаги и непогоды.
Плетеный рукав— один из самых популярных вариантов, и у нас есть множество разновидностей: от нашей ПЭТ-пленки общего назначения до рукавов из стекловолокна для промышленного применения при высоких температурах. Мы предлагаем широкий диапазон прочности: от майлара для эстетичной маскировки кабеля до чрезвычайно прочного тефлона. И все между ними! У нас также есть широкий ассортимент инструментов, которые помогут вам нарезать и запечатать наши различные рукава. Если вы ищете муфты для компьютерных кабелей, чтобы укротить компьютерные кабели для вашего дома или офиса, или вам нужны специальные муфты для автомобильных, военных или даже аэрокосмических приложений, у нас есть муфта для этого.
Спиральная обмотка помогает надежно зафиксировать кабели и шланги, а также позволяет проводам входить и выходить из жгута в любой желаемой точке разрыва, предоставляя вам больше свободы.
Кабельная изоляция — один из наиболее эффективных способов организации и защиты
Непослушные провода неприятны на многих уровнях и могут также вызвать серьезные проблемы для вашей кабельной системы. CableOrganizer.com предлагает ряд решений для управления вашими проводами и предлагает серьезную защиту от износа.
Зачем использовать кабельную муфту?
Провода поставляются с небольшой защитой вокруг них, потому что в противном случае мы бы страдали от поражения электрическим током и опасности возгорания слева и справа. Однако защита, с которой поставляется проводка, не предназначена для работы в серьезных условиях, когда проводка часто требуется больше всего. Даже если условия не суровые, оплетка может помочь продлить срок службы ваших кабелей за счет защиты от истирания, влаги, колебаний температуры и элементов.
Мы предлагаем три типа кабельных оболочек: проволочные и кабелепроводные, плетеные и спиральные. Плетеные рукава, как правило, являются одним из наших самых популярных товаров, но у нас есть множество разновидностей в каждой категории. Вот немного больше информации о каждом!
Вот немного больше информации о каждом!
Ткацкий станок и канал
Трубки для проволочных ткацких станков предназначены для использования внутри помещений, чтобы помочь с организацией шнуров и защитить их от износа. Даже дома или в офисе кабели подвергаются воздействию таких вещей, как движение людей, истирание, химические вещества, такие как краска и чистящие средства, и коррозия. Трубки для проволочных ткацких станков защищают от всего этого, и у нас даже есть разновидности, которые не распространяют горение.
Кабелепровод
сравним с проволочным ткацким станком, но используется в более крупных приложениях, где оптические, электрические, коммуникационные и низковольтные кабели необходимо прокладывать под землей или снаружи на больших пролетах. Они полностью закрыты и в основном продаются оптом.
Плетеный рукав
Плетеный рукав — отличный способ защитить кабели, придав им нужную форму. Они очень просты в установке и доступны в металле, углеродном волокне, ткани, термоусадке, кевларе, тефлоне, стекловолокне, нейлоне и растворе ПЭТ для общего применения.
Плетеный рукав
поможет вам упорядочить провода, кабели и даже шланги, поскольку расширяемый размер позволяет связать несколько вещей вместе. Они подходят для дома или офиса, а также могут использоваться в автомобилях, военных и на лодках. В зависимости от ваших конкретных потребностей многие модели, которые мы предлагаем, являются огнестойкими, а также могут защищать от элементов и различных химических веществ.
Спиральные бинты
Спиральные обмотки обеспечивают безопасность и защиту кабелей, а дополнительное преимущество позволяет вам точно выбирать, где каждый кабель, который вы связываете вместе, входит или выходит из обмотки. Это делается без особых усилий, просто протягивая провода между витками обмотки.
Существуют простые модели
, которые помогут вам оставаться организованными и держать кабели подальше от людей и домашних животных, в то время как другие предназначены для машин, оборудования и даже буровых установок. Кроме того, у нас даже есть варианты со светящимися в темноте, чтобы вы могли легко найти их при тусклом освещении, и огнестойкие варианты, чтобы вы могли быть уверены, что ваши кабели не повредятся при повышении температуры.
Кроме того, у нас даже есть варианты со светящимися в темноте, чтобы вы могли легко найти их при тусклом освещении, и огнестойкие варианты, чтобы вы могли быть уверены, что ваши кабели не повредятся при повышении температуры.
Это не заканчивается!
Будучи универсальным магазином, мы предлагаем не только необходимую кабельную оплетку, но и все монтажные кронштейны, зажимы, аксессуары, соединители и инструменты, облегчающие установку.
Проволочные гильзы | Защита | Аксессуары
Проволочные рукава | Защита | Аксессуары | Омега Инжиниринг text.skipToContent text.skipToNavigationПоиск Омега
- Свяжитесь с нами
- Все продукты
- Ресурсы
- О нас
- Дом
- См.
 Аксессуары
Аксессуары - См. Защита
- Проволочные гильзы
Наверх
цена
0–49,99 долларов США (4)
50–199,99 долларов США (3)
$200-$499,99 (2)
500–999,99 долларов США (1)
1000–100 000 долларов США (1)
В наличии
Цвет втулки
Черный (3)
Красный (2)
Браун (2)
Белый (2)
Желтый (2)
Синий (2)
Черный (3)
Красный (2)
Браун (2)
Белый (2)
Желтый (2)
Синий (2)
Фиолетовый (2)
Зеленый (2)
Розовый (1)
натуральный (1)
полупрозрачный (1)
Больше опций Показать меньше
Калибр провода
28 AWG (2)
20 АВГ (2)
24 АВГ (2)
26 AWG (2)
30 AWG (2)
5/16″ (1)
28 AWG (2)
20 АВГ (2)
24 АВГ (2)
26 AWG (2)
30 AWG (2)
5/16″ (1)
1 1/2 дюйма (1)
1 1/4 дюйма (1)
3/8″ (1)
1″ (1)
1/2″ (1)
1/4″ (1)
5/8″ (1)
3/4″ (1)
Больше опций Показать меньше
Длина провода
100 футов (2)
10 футов (2)
25 футов (1)
50 футов (1)
15,2 м (50 футов) (1)
30,5 м (100 футов) (1)
Больше опций Показать меньше
Максимальная номинальная температура
260°С (500°Ф) (1)
157 фунтов на квадратный дюйм (1)
272 фунтов на квадратный дюйм (1)
87 фунтов на квадратный дюйм (1)
112 фунтов на квадратный дюйм (1)
196 фунтов на квадратный дюйм (1)
260°С (500°Ф) (1)
157 фунтов на квадратный дюйм (1)
272 фунтов на квадратный дюйм (1)
87 фунтов на квадратный дюйм (1)
112 фунтов на квадратный дюйм (1)
196 фунтов на квадратный дюйм (1)
149 фунтов на квадратный дюйм (1)
71 фунт/кв.
 дюйм (1)
дюйм (1)109 фунтов на квадратный дюйм (1)
316°С (601°F) (1)
Больше опций Показать меньше
Материал
Некстел 440 (1)
Полиэтилен (1)
Некстел 312 (1)
Стекловолокно (1)
ПФА (1)
Кремнезем (1)
Добавлено в корзину
XC-XC4-РУКАВ
Рукава Nextel & Silica Sleeving рассчитаны на температуру от 982°C (1800°F) до 1550°C (2800°F). Стандартные диаметры: 1/16″, 1/8″, 3/16″, 3/8″, 1/4″, 1/2″ (внутр.). В наличии 10 футов, 25 футов, 50 футов, 100 футов (фут).
Посмотреть характеристики
Посмотреть больше товаров из этого семейства (68)
Добавлено в корзину
TF-BK-B-R-Y-W
Защитная трубка из ПТФЭ
Посмотреть характеристики
Посмотреть больше товаров из этого семейства (40)
Добавлено в корзину
ФБГС
Неизнашивающаяся оплетка из стекловолокна для проводов AWG 20-30.
