
Что выбрать: MOSFET или IGBT -инвертор?
Не нужно на 100% разбираться в премудростях электротехники, чтобы высказать мнение по теме. Заголовок «MOSFET или IGBT?» напоминает старое соревнование форматов: VHS или DVD? Кто же победит? И пусть скажут, сравнение не корректное. Но, DVD формат великолепный, качество звука и изображения замечательные, а мы все так привыкли к старому доброму VHS…
Для тех, кто не понимает о чем идет речь, поясним. На сегодняшний день существует две технологии изготовления сварочных инверторов,
- первая основана на базе полевых транзисторов с изолированным затвором (MOSFET) и пользуется успехом на правах «старого, работающего и проверенного варианта»
- вторая — на базе биполярных транзисторов с изолированным затвором (IGBT). Это инновационная технология, новое поколение и тому подобное.
Возникает закономерный вопрос: что же выбрать старое, проверенное временем, или относительно новое, но более технологичное?
Попробуем привести пару доводов и, как говорится, ближе к «телу»…
Что не говори, а IGBT занимают меньший объем и при этом позволяют получить более высокую силу тока на выходе, они меньше нагреваются. Разве это не аргумент в пользу IGBT? Возражения же заключаются в том, что схемы IGBT покамест не идеально продуманы и т.д., разработчикам не было времени на это и они звучат «натянуто».
Конечно, если покупать инвертор для бытовой сварки, то не так уж важно, какие у него транзисторы внутри. Вообще не важно, что внутри. Главное, чтобы электрод поджигался нормально, дуга не прыгала туда-сюда, чтобы электрод не залипал. Так же, желательно, чтобы инвертор работал при пониженном напряжении в сети, не боялся забросов напряжения, чтобы желтая лампа перегрева редко зажигалась.
Если речь идет о небольших объемах бытовых работ, то практически любой инвертор в этом станет вашим надежным другом и товарищем, та же Ресанта или Сварог, или Фубаг, или отечественный Форсаж и т.д. и т.п.
Но что, если нужен профессиональный аппарат, когда варить придется целый день. Наше мнение, здесь лучше IGBT. Почему? Возьмем для примера сварочный аппарат РICO 180— это же прелесть, а не сварочник! Приведем в качестве примера его систему охлаждения. Она интеллектуальная и включается только тогда, когда транзисторы нагреваются. А в РICO даже после 15 и более минут сварки на небольших токах вентилятор не шелохнется. Это значит, что схемы холодные, корпус аппарата холодный. И все это IGBT, они греются менее интенсивно, чем MOSFET и на более высоких токах. Ну и что мне с этого, скажете Вы? Очень просто. Чем меньше работает вентилятор, тем лучше! Особенно если Вы работаете в запыленных помещениях. Основной враг инвертора — это пыль. Она является основной причиной досрочного выхода инверторов из строя. Соответственно, чем меньше пыли затягивается в сварочный аппарат, тем лучше! А это значит, чем дольше не включаются кулеры, тем лучше! Получить это можно только с IGBT.
Несомненный плюс так же состоит в том, что достигается высокая мощность при еще более малом весе. Каждый грамм играет роль, если приходится целый день носить инвертор на плече.
Минус в свое время был в дороговизне ремонта IGBT и невозможности подчас найти запчасти. Но время идет, техника совершенствуется, а то, что было раньше дорогим и недоступным, становится обыденным и легкозаменяемым! Так что наше мнение, будущее за новыми технологиями. А Вы как думаете? Стоит с этим согласиться?
Сегодня уже ни для кого не секрет кто выиграл в битве «VHS или DVD».
svarka-master.ru
MOSFET или IGBT?
Сначала рассмотрим различия в целом. В настоящий момент все производители инверторов (ММА) выпускаются по двум полупроводниковым технологиям IGBT и MOSFET. Не буду вдаваться в подробности, скажу только то, что в схемотехнике этих аппаратов используются разные полупроводниковые транзисторы IGBT и MOSFET. Основое различие между этими транзисторами — различный ток коммутации. Большим током обладают транзисторы IGBT.
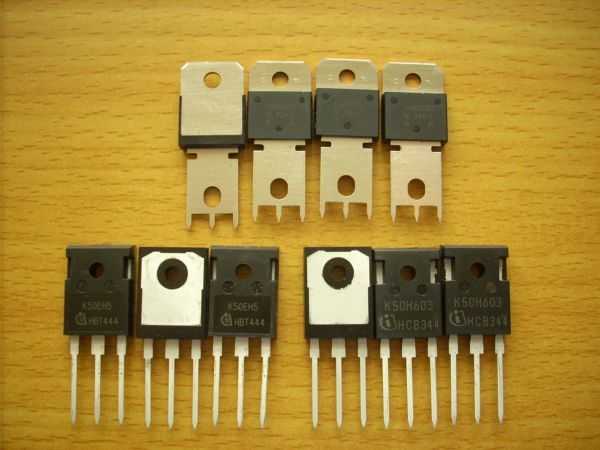
Для изготовления стандартного инвертора понадобится 2–4 IGBT транзистора (в зависимости от рабочего цикла), a MOSFET — 10–12, т. к. они не могут пропускать через себя большие токи, поэтому их приходится делить на такое большое количество транзисторов. Вот собственно в чем и отличие.
Тонкость в том, что транзисторы очень сильно греются и их необходимо установить на мощные алюминиевые радиаторы. Чем больше радиатор, тем больше съем тепла с него, а, следовательно, его охлаждающая способность. Чем больше транзисторов, тем больше радиаторов охлаждения необходимо установить, следовательно, увеличиваются габариты, вес и т. д. MOSFET здесь однозначно проигрывает.
На практике схемотехника MOSFET не позволяет создать аппарат на одной плате: т.е аппараты, которые сейчас есть в продаже, собраны в основном на трех платах. IGBT аппараты всегда идут на одной плате.
Основные недостатки MOSFET
- соединение трех плат;
- худший теплообмен;
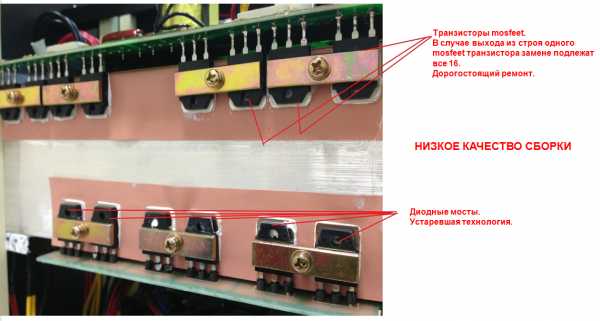
- каскадный выход транзисторов из строя при неисправности одного транзистора;
- меньший КПД (относительно IGBT).
Проще говоря, IGBT более современная технология, чем MOSFET.
Недостатки MOSFET

Что лучше MOSFET или IGBT?
Некоторые компании идут в ногу со временем и при производстве сварочных инверторов используют IGBT транзисторы американской фирмы «Fairchaild», частота переключения которых составляет 50 кГц, т. е. 50000 раз в секунду. IGBT технологию выбрали неспроста, ведь рабочий диапазон температур у них с сохранением параметров гораздо больше, чем у MOSFET, т. е. при нагреве у MOSFETa падают качественные характеристики.
В конструкции САИ (Ресанта) используется одна маленькая плата, которая устанавливается вертикально, а также 4 IGBT транзистора (работают обособленно друг от друга, т. е. не выгорают все, если выгорел один как у MOSFET) и 6 диодов-выпрямителей (а не 12 как у MOSFET), соответственно отказоустойчивость ниже. Это ещё один «плюс» IGBT.
Можно напомнить покупателю о том, что в современных сварочных инверторов используется только 4 обособленных транзистора, а не 12 каскаднозависимых как у MOSFET. Всякое в жизни бывает, но, чтобы не произошло в случае выхода из строя одного транзистора (если не гарантийный случай), замена покупателю обойдется где-то в районе 400 р., а не 12×110 р. = 1320 р. Думаю, что разница приличная.
Как отличить: Визуально аппараты IGBT в большинстве своём отличаются от MOSFET вертикальным расположением силовых разъёмов, т. к. плата одна и обычно устанавливается вертикально. У MOSFET аппаратов выходы обычно расположены горизонтально, т. к. платы в конструкции горизонтально закреплены. Нельзя точно утверждать, что это верно на 100%. Точнее можно сказать, сняв кожух с аппарата.
Многие компании пытаются «выиграть баллы» на транзисторах. Так, например, компания «Aiken» в настоящий момент выпустила на рынок аппараты (по технологии MOSFET) с наклейками на боковых панелях «Используются транзисторы TOSHIBA» а также «Используются транзисторы Mitsubishi». Пытаются выползти на громких и знакомых брендах. На практике это не подтвердилось. Так на крупнейшей Международной инструментальной выставке России Moscow International Tool Expo (MITEX-2011), которая проходила в ноябре 2011г. в «Экспоцентре» (г. Москва), я попросил представителей стенда данной компании разобрать их САИ с наклейкой «Используются транзисторы Mitsubishi» и продемонстрировать данные транзисторы. В итоге сварочные инверторы разобрали, но данных транзисторов не обнаружили. Сами сотрудники компании «Aiken» были в шоке, обнаружив безымянные транзисторы.
svarka59.ru
схема и преимущество использования в сварке
Применение высоковольтных мощных полупроводников позволило создавать компактные производительные сварочные инверторы. Последним словом в этой области после MOSFET инверторов стали сварочные аппараты на IGBT транзисторах.
Полевые полупроводники
Используемые в инверторах полупроводники по MOSFET технологии – это полевые силовые транзисторы с изолированным затвором. Управление полупроводником осуществляется напряжением, в отличие от биполярных транзисторов, управляемых током. Канал ключа имеет высокую проводимость 1 мОм. В закрытом виде у них огромное входное сопротивление.
Изначально полевые полупроводники использовались и до сих пор применяются как ключи. В схемах импульсных источников питания применяются полевики с индуцированным затвором. В таком исполнении при нулевом напряжении на затвор-исток канал закрыт.
Для открытия ключа требуется подать потенциал определенной полярности. Для управления ключом не требуется силовых источников. Данные полупроводники часто используются в источниках питания и инверторах.
Биполярный прибор
IGBT – это биполярный транзистор с изолированным затвором, применяемый в инверторе. Фактически он состоит из двух транзисторов на одной подложке. Биполярный прибор образует силовой канал, а полевой является каналом управления.
Соединение полупроводников двух видов позволяет совместить в одном устройстве преимущества полевых и биполярных приборов. Комбинированный прибор может, как биполярный, работать с высокими потенциалами, проводимость канала обратно пропорциональна току, а не его квадрату, как в полевом транзисторе.
При этом IGBT транзистор имеет экономичное управление полевого прибора. Силовые электроды называются, как в биполярном, а управляющий получил название затвора, как в МОП приборе.
IGBT транзисторы для сварочных инверторов и силовых приводов, где приходится работать при высоких напряжениях, стали использовать, как только отладили технологию их производства. Они сократили габариты, увеличили производительность и мощность инверторов. Иногда они заменяют даже тиристоры.
В IGBT инверторе для обеспечения работы мощных переключателей применяются драйверы – микросхемы, усиливающие управляющий сигнал и ускоряющие быструю зарядку затвора.
Некоторые модели IGBT транзисторов работают с напряжением от 100 В до 10 кВ и токами от 20 до 1200 А. Поэтому их больше применяют в силовых электроприводах, сварочных аппаратах.
Полевые транзисторы больше применяют в импульсных источниках и однофазных сварочных инверторах. При токовых параметрах 400-500 В и 30-40 А они имеют лучшие рабочие характеристики. Но так как IGBT приборы могут применяться в более тяжелых условиях, их все чаще применяют в сварочных инверторах.
Применение в сварке
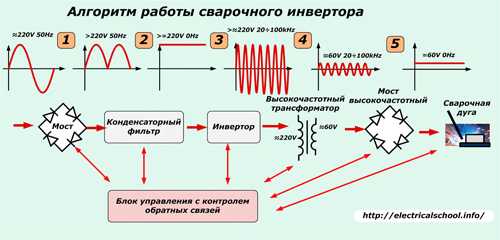
 Простой сварочный инвертор представляет собой импульсный источник питания. В однофазном инверторном источнике питания переменный ток напряжением 220 В и частотой 50 или 60 Гц выпрямляется с помощью мощных диодов, схема включения мостовая.
Простой сварочный инвертор представляет собой импульсный источник питания. В однофазном инверторном источнике питания переменный ток напряжением 220 В и частотой 50 или 60 Гц выпрямляется с помощью мощных диодов, схема включения мостовая.
Затем инвертор преобразует постоянное напряжение в переменное, но уже высокой частоты (от 30 кГц до 120 кГц). Проходя через понижающий высокочастотный трансформатор (преобразователь), напряжение понижается до нескольких десятков вольт. Потом этот ток преобразуется обратно в постоянный.
Все преобразования необходимы для уменьшения габаритов сварочного аппарата. Традиционная схема сварочного инвертора получалась надежной, но имела очень большие габариты и вес. Кроме этого, характеристики сварочного тока с традиционным источником питания были значительно хуже, чем у инвертора.
Передача электроэнергии на высокой частоте позволяет использовать малогабаритные трансформаторы. Для получения высокой частоты постоянный ток преобразуется с помощью высоковольтных, мощных силовых транзисторов в переменный частотой 50-80 кГц.
Для работы мощных транзисторов напряжение 220 В выпрямляется, проходя через мостовую схему и фильтр из конденсаторов, который уменьшает пульсации. На управляющий электрод полупроводника подается переменный сигнал с генератора прямоугольных импульсов, который открывает/закрывает электронные ключи.
Выходы силовых транзисторов подключаются к первичной обмотке понижающего трансформатора. Благодаря тому, что они работают на большой частоте, их габариты уменьшаются в несколько раз.
Силовой инверторный блок
Переменное напряжение 220 В – это некоторое усредненное значение, которое показывает, что оно имеет такую же энергию, как и постоянный ток в 220 В. Фактически амплитуда равна 310 В. Из-за этого в фильтрах используются емкости на 400 В.
Мостовая выпрямительная сборка монтируется на радиатор. Требуется охлаждение диодов, поскольку через них протекают большие токи. Для защиты диодов от перегрева на радиаторе имеется предохранитель, при достижении критической температуры он отключает мост от сети.
В качестве фильтра используются электролитические конденсаторы, емкостью от 470 мкФ и рабочим напряжением 400 В. После фильтра напряжение поступает на инвертор.
Во время переключения ключей происходят броски импульсного тока вызывающие высокочастотные помехи. Чтобы они не проникали в сеть и не портили ее качество, сеть защищают фильтром электромагнитной совместимости. Он представляет собой набор конденсаторов и дросселя.
Сам инвертор собирается по мостовой схеме. В качестве ключевых элементов применяются IGBT транзисторы на напряжения от 600 В и токи соответствующие данному инвертору.
Они тоже с помощью специальной термопасты монтируются на радиаторы. При переключениях этих транзисторов возникают броски напряжения. Чтобы их погасить применяются RC фильтры.
Полученный на выходе электронных ключей переменный ток поступает на первичную обмотку высокочастотного понижающего трансформатора. На выходе вторичной обмотки получается переменный ток напряжением 50-60 В.
Под нагрузкой, когда идет сварка, он может выдавать ток до нескольких сотен ампер. Вторичная обмотка обычно выполняется ленточным проводом для уменьшения габаритов.
На выходе трансформатора стоит еще один мощный диодный мост. С него уже снимается необходимый сварочный ток. Здесь используются быстродействующие силовые диоды, другие использовать нельзя, потому что они сильно греются и выходят из строя. Для защиты от импульсных бросков напряжения используются дополнительные RC цепи.
Мягкий пуск
Для питания блока управления инвертора применяется стабилизатор на микросхеме с радиатором. Напряжение питания поступает с главного выпрямителя через резистивный делитель.
При включении сварочного инвертора конденсаторы начинают заряжаться. Токи достигают таких больших величин, что могут сжечь диоды. Чтобы этого не произошло, используется схема ограничения заряда.
В момент пуска ток проходит через мощный резистор, который ограничивает пусковой ток. После зарядки конденсаторов резистор с помощью реле отключается, шунтируется.
Блок управления и драйвер
Управление инвертором осуществляет микросхема широтно-импульсного модулятора. Она подает высокочастотный сигнал на управляющий электрод биполярного транзистора с изолированным затвором. Для защиты силовых транзисторов от перегрузок дополнительно устанавливаются стабилитроны между затвором и эмиттером.
Для контроля напряжения сети и выходного тока используется операционный усилитель, на нем происходит суммирование значений контролируемых параметров. При превышении или понижении от допустимых значений срабатывает компаратор, который отключает аппарат.
Для ручной регулировки сварочного тока предусмотрен переменный резистор, регулировочная ручка которого выводится на панель управления.
Сварочное оборудование на IGBT транзисторах имеет наилучшие характеристики по надежности. По сравнению с полевыми ключами биполярные транзисторы с изолированными затворами имеют преимущество больше 1000 В и 200 А.
При использовании в бытовых приборах и сварочных инверторах для домашнего пользования первое место до недавнего времени оставалось за сварочным оборудованием с MOSFET полупроводниками. Эта технология давно используется и хорошо отработана. Но у нее нет перспектив роста, в отличие от оборудования на IGBT транзисторах.
Новые модели уже ничем не уступают устройствам с полевыми приборами и на малых напряжениях. Только по цене первенство остается за аппаратами с полевыми транзисторами с индуцированным затвором.
svaring.com
всё, что вам нужно знать
Время чтения: 6 минут
За последние 100 лет технология сварки претерпела значительные изменения. Классические сварочные аппараты были усовершенствованы, а в продаже появились совершенно новые устройства. Наибольший вклад в развитие домашней и любительской сварки внесло изобретение инверторного сварочного аппарата. Его электронная «начинка» позволяет внедрить функции, которые недоступны классическому трансформатору или выпрямителю.

А если в сварочном аппарате применяется электроника, значит, используются и транзисторы. В этой статье мы подробно расскажем, что такое транзистор, какие транзисторы используются в сварочных инверторах и чем отличаются транзисторы IGBT в сварочном аппарате от транзисторов MOSFET.
Содержание статьи
Общая информация
Транзисторы — что это такое? Наверняка каждый, кто хоть раз сталкивался с ремонтом или банальной разборкой радиоэлектроники, слышал этот термин. Говоря простыми словами, транзистор — это электронная деталь с выводами, изготовленная из полупроводникового материала. Основная функция транзистора — это усиление или генерирование электрических сигналов, поступающих извне. Также с помощью транзисторов выполняется коммутация.
На данный момент транзисторы есть в любом электронном приборе и являются один из важнейших компонентов. В середине прошлого века сразу несколько ученых получили Нобелевскую премию за изобретение транзистора. И с тех пор это небольшое приспособление кардинально изменило мир электроники.

Транзисторы очень маленькие и компактные. Они экономичны, их производство стоит недорого. Несмотря на свой скромный размер, транзистор устойчив к механическому воздействию и долговечен. Также транзисторы способны исправно работать при низком напряжении и при высоких значениях тока. Именно благодаря этим достоинствам к концу 20-го века транзисторы стали неотъемлемой частью каждого электронного прибора. В том числе, у инверторных сварочных аппаратов.
Читайте также: Инструкция по эксплуатации сварочного инвертора для новичков
С помощью транзисторов удалось собрать компактную схему и внедрить ее в инвертор. Таким образом, существенно снизились размеры и вес сварочного аппарата. На данный момент производители предлагают инверторы весом до 5 кг, которые можно положить в рюкзак и взять с собой на выездные работы. Также такие аппараты незаменимы при сварке на высоте или в труднодоступных местах.
В сравнении с обычным трансформатором, который использовался раньше для сварки, инверторы намного проще в освоении. А наличие дополнительных функций (например, функции горячего старта или антизалипания) помогает новичкам как можно скорее приступить к работе. И все это заслуга транзисторов.
Транзисторы в инверторах
Транзистор — это один из главных компонентов современного сварочного инвертора. Без него инвертор в принципе не будет так называться. И, поскольку сварочные инверторы уже прочно вошли в нашу жизнь, то нелишним будет узнать немного больше об их электронной «начинке». Эта информация будет полезна не столько мастерам по ремонту сварочных аппаратов, сколько самим сварщикам. Для лучшего понимая сути используемого вами оборудования.
Итак, на данный момент чаще всего в сварочных инверторах применяются транзисторы двух типов: IGBT и MOSFET. Именно благодаря им удается добиться достойного качества работ, внедрения новых функций и уменьшению габаритов аппарата.

Подробнее про IGBT
Мы решили заострить ваше внимание на IGBT транзисторах, поскольку они считаются самыми технологичными. IGBT представляет собой стандартный биполярный транзистор с изолированным затвором. Усиливает и генерирует электрические колебания. Часто применяется в инверторе. От полевого транзистора отличается тем, что генерирует силовой канал, а не управляет им. Представляет собой 2 транзистора на подложке.
Именно благодаря IGBT транзисторам удалось развить производство современных сварочных инверторов. Поскольку именно данный тип транзисторов способен работать при высоком напряжении. Очень скоро производителям стало ясно, что применение IGBT транзисторов способно вывести производство инверторов на новый уровень. Удалось значительно уменьшить размеры аппаратов и увеличить их производительность. Порой стандартный IGBT транзистор способен заменить даже тиристор.
Иногда в IGBT инверторы внедряют специальные микросхемы, которые усиливают управляющий электрический сигнал и ускоряют зарядку затворов. Это необходимо для исправного функционирования мощных переключателей.
IGBT или MOSFET?
Выше мы уже упомянули, что помимо транзисторов типа IGBT существуют еще и транзисторы MOSFET. И многие сварщики любят спорить на форумах, какие транзисторы лучше, а какие хуже. Что мы думаем по этому поводу? Сейчас узнаете.
IGBT — это биполярные транзисторы. А MOSFET — полевые. И отличий у них больше, чем многим кажется на первый взгляд. Основное отличие — максимальная мощность, которую способен выдержать транзистор. У IGBT этот показатель выше, поэтому стоят они дороже, чем MOSFET. А это значит, что управляющая схема тоже стоит дороже.
На практике, сварщик практически не заметит разницы при работе с инверторам на IGBT или MOSFET. В характеристиках разница есть, но на практике она ощущается слабо. К тому же, на IGBt инверторы сложнее найти запчасти и вообще грамотного мастера по ремонту. И расходники стоят дороже.
Если вы используете недорогой инвертор для домашней сварки, то разницу между IGBT и MOSFET вы точно не заметите. Все преимущества IGBT раскрываются только в профессиональном оборудовании, предназначенном для высоковольтного подключения. В таком случае больший диапазон мощностей действительно играет важную роль и стоит предпочесть IGBT инвертор. В остальных же случаях не важно, какие транзисторы установлены. Вы, как любитель, разницу не почувствуете.
Словом, если вы новичок, то приобретайте инвертор на любых транзисторах. Инвертор на MOSFET будет стоить дешевле, вы сможете проще и быстрее его отремонтировать. А если вы выбираете инвертор для профессиональной сварки, то лучше выбрать аппарат на IGBT транзисторах. Они позволят использовать больше мощности. Но и их обслуживание обойдется дороже.
Вместо заключения
Не важно, какие именно силовые транзисторы для сварочных инверторов вы выберите. В любом случае, современный инвертор предоставит вам множество удобных плюсов. Вы сможете брать его с собой, поскольку вес и размеры незначительны. Вы сможете выполнять мелкий ремонт, даже если варите впервые, поскольку дополнительные функции упростят вашу работу. А благодаря технологичным транзисторам электронная схема будет работать еще стабильнее и дольше.
Да, инверторные аппараты куда сложнее по своему строению как раз за счет применения электроники. Вы не сможете починить инвертор «на коленке», как это можно сделать с трансформатором. Но преимуществ слишком много, чтобы отказываться от нововведений. А что вы думаете по этому поводу? Поделитесь своим мнением в комментариях ниже. Желаем удачи в работе!
[Всего голосов: 1 Средний: 4/5]svarkaed.ru
MOSFET или IGBT? » Портал инженера

Сначала рассмотрим различия в целом. В настоящий момент все производители инверторов (ММА) выпускаются по двум полупроводниковым технологиям IGBT и MOSFET. Не буду вдаваться в подробности, скажу только то, что в схемотехнике этих аппаратов используются разные полупроводниковые транзисторы IGBT и MOSFET. Основое различие между этими транзисторами — различный ток коммутации. Большим током обладают транзисторы IGBT.
Для изготовления стандартного инвертора понадобится 2–4 IGBT транзистора (в зависимости от рабочего цикла), a MOSFET — 10–12, т. к. они не могут пропускать через себя большие токи, поэтому их приходится делить на такое большое количество транзисторов. Вот собственно в чем и отличие.
Тонкость в том, что транзисторы очень сильно греются и их необходимо установить на мощные алюминиевые радиаторы. Чем больше радиатор, тем больше съем тепла с него, а, следовательно, его охлаждающая способность. Чем больше транзисторов, тем больше радиаторов охлаждения необходимо установить, следовательно, увеличиваются габариты, вес и т. д. MOSFET здесь однозначно проигрывает.
На практике схемотехника MOSFET не позволяет создать аппарат на одной плате: т.е аппараты, которые сейчас есть в продаже, собраны в основном на трех платах. IGBT аппараты всегда идут на одной плате.
Основные недостатки MOSFET
- соединение трех плат;
- худший теплообмен;
- каскадный выход транзисторов из строя при неисправности одного транзистора;
- меньший КПД (относительно IGBT).
Проще говоря, IGBT более современная технология, чем MOSFET.

Недостатки MOSFET

Что лучше MOSFET или IGBT?
Некоторые компании идут в ногу со временем и при производстве сварочных инверторов используют IGBT транзисторы американской фирмы «Fairchaild», частота переключения которых составляет 50 кГц, т. е. 50000 раз в секунду. IGBT технологию выбрали неспроста, ведь рабочий диапазон температур у них с сохранением параметров гораздо больше, чем у MOSFET, т. е. при нагреве у MOSFETa падают качественные характеристики.
В конструкции САИ (Ресанта) используется одна маленькая плата, которая устанавливается вертикально, а также 4 IGBT транзистора (работают обособленно друг от друга, т. е. не выгорают все, если выгорел один как у MOSFET) и 6 диодов-выпрямителей (а не 12 как у MOSFET), соответственно отказоустойчивость ниже. Это ещё один «плюс» IGBT.
Можно напомнить покупателю о том, что в современных сварочных инверторов используется только 4 обособленных транзистора, а не 12 каскаднозависимых как у MOSFET. Всякое в жизни бывает, но, чтобы не произошло в случае выхода из строя одного транзистора (если не гарантийный случай), замена покупателю обойдется где-то в районе 400 р., а не 12×110 р. = 1320 р. Думаю, что разница приличная.
Как отличить: Визуально аппараты IGBT в большинстве своём отличаются от MOSFET вертикальным расположением силовых разъёмов, т. к. плата одна и обычно устанавливается вертикально. У MOSFET аппаратов выходы обычно расположены горизонтально, т. к. платы в конструкции горизонтально закреплены. Нельзя точно утверждать, что это верно на 100%. Точнее можно сказать, сняв кожух с аппарата.
Многие компании пытаются «выиграть баллы» на транзисторах. Так, например, компания «Aiken» в настоящий момент выпустила на рынок аппараты (по технологии MOSFET) с наклейками на боковых панелях «Используются транзисторы TOSHIBA» а также «Используются транзисторы Mitsubishi». Пытаются выползти на громких и знакомых брендах. На практике это не подтвердилось. Так на крупнейшей Международной инструментальной выставке России Moscow International Tool Expo (MITEX-2011), которая проходила в ноябре 2011г. в «Экспоцентре» (г. Москва), я попросил представителей стенда данной компании разобрать их САИ с наклейкой «Используются транзисторы Mitsubishi» и продемонстрировать данные транзисторы. В итоге сварочные инверторы разобрали, но данных транзисторов не обнаружили. Сами сотрудники компании «Aiken» были в шоке, обнаружив безымянные транзисторы.
Источник: http://svarka59.ru
Обсудить на форуме
www.ingeneryi.info
Особенности выбора сварочного инвертора — Моя ковка
Сварочные аппараты имеют четкое деление по длительности рабочего цикла.
Электрическая схема подключения сварочного инвертора
Делая выбор сварочного инвертора для использования в быту, прежде всего обращают внимание на длительность рабочего цикла: время работы плюс перерыв.
Выбор инвертора зависит от того, какой толщины металл планируют сваривать.
При этом необходимо сравнить характеристики существующих аналогов и убедиться, что инвертор является именно тем прибором, что необходимо иметь для сварки в домашних условиях.
Аппараты, применяемые для сваривания металлов
Классификационная схема трансформаторов в зависимости от способов их питания.
Электрическая или дуговая сварка являются основным методом создания неразъемных соединений. Сварочные аппараты применяют и для резки металлов. Все эти устройства можно назвать источниками тока, регулируемого по величине, который является основным элементом изделия.
- Сварочные трансформаторы. Простейшим источником тока является понижающий трансформатор, с помощью которого напряжение сети (220 или 380 В) снижается до требуемого для сварки значения. Сам по себе трансформатор имеет большой вес, но для улучшения условий сварки и для сваривания цветных металлов применяют и другие достаточно тяжелые элементы, и вся конструкция получается громоздкой. В процессе сварки всегда наблюдается сильное падение напряжения в сети, ”просадка”. Работать с такими массивными конструкциями неудобно. Однако трансформаторы обладают существенным положительным качеством: они сравнительно недороги и, главное, долговечны и надежны в эксплуатации.
- Сварочные выпрямители. Это тот же понижающий трансформатор, на выходе которого имеется преобразователь переменного напряжения в постоянное (выпрямительный блок), и в нем имеется приспособление для регулирования величины сварочного тока. На постоянном токе получаются лучшие характеристики электрической дуги и, как следствие, более качественный шов, что является их преимуществом перед трансформатором. В этой конструкции, как и у трансформатора, практически нечему ломаться. По весу и стоимости сварочные выпрямители не очень отличаются от трансформаторов и имеют те же положительные качества и те же недостатки.
- Инверторы. Весьма сложная модификация источника сварочного тока, недавно появившаяся на рынке.
Вернуться к оглавлению
Устройство сварочного инвертора
Устройство сварочного инвертора.
До выбора сравнительно дорогого аппарата целесообразно выяснить его характеристики. Поэтому необходимо ознакомиться с устройством инвертора.
Сварочный инвертор состоит из входного выпрямителя, собственно инвертора и выходного выпрямителя. Бытовой инвертор рассчитан на работу от однофазной сети напряжением 220 В. Его вход не имеет понижающего трансформатора. Это значит, что вся элементная база входного выпрямителя рассчитана на напряжение 220 В.
Инвертор преобразует постоянное напряжение в переменное, но уже имеющее частоту не 50 Гц, как на входе аппарата, а частоту, измеряемую килогерцами. У разных производителей она может изменяться от 20 до 65 кГц.
Это частотное преобразование лежит в основе преимуществ, которые дает инвертор. Чем больше частота на выходе инвертора, тем более эффективна его работа. В настоящее время ведутся разработки инвертора, который будет иметь частоту до 100 кГц.
Схема работы сварочного инвертора.
Только на высокой частоте в выходной части аппарата появляется понижающий высокочастотный трансформатор. Он снижает напряжение до 70-90 В. Ток же на его выходе можно регулировать в широких пределах, и он может достигать 200 А. Размеры высокочастотного трансформатора намного меньше, чем обычного трансформатора или трансформатора-выпрямителя. Например, сварочный инвертор, обеспечивающий на выходе ток в 160 А, имеет трансформатор весом 250 г. Обычный сварочный аппарат для обеспечения такого тока имел бы на входе понижающий трансформатор весом 18 кг.
После понижения напряжения снова осуществляется преобразование переменного тока в постоянный, который, проходя через высокочастотный фильтр, сглаживается, избавляясь от пульсаций.
Наиболее дорогим элементом сварочного инвертора является блок, осуществляющий управление всеми происходящими в нем процессами. Далее под термином “инвертор” будем понимать не узел в составе аппарата, а сам аппарат.
Вернуться к оглавлению
Отличительные особенности инверторов
Виды сварочных источников питания.
Убедившись, что для выполнения небольшого объема сварочных работ в домашних условиях подойдет именно инвертор, следует разобраться, чем отдельные модели этих источников тока отличаются между собой.
Существуют две технологии их производства: MOSFET и IGBT. В середине прошлого века была разработана технология MOSFET. Однако значительно экономичнее оказались современные модели, выполненные по технологии IGBT. В Европе, где серьезно относятся к экономному расходованию энергоресурсов, в продаже имеются только модели, изготовленные по этой технологии.
В нашей торговой сети пока можно найти оба типа этих изделий. Поэтому есть необходимость рассказать об их отличиях. Возможно, кто-то посчитает целесообразным вариантом приобретение менее экономичного, но более дешевого изделия, выполненного по технологии MOSFET. Они больше подходят для сварки несложных сварочных швов в домашних условиях и пока еще более надежны, чем аппараты, изготовленные по технологии IGBT. При небольшом объеме работ преимущество, связанное с меньшими затратами энергии, практического значения не имеют.
Инвертор IGBT.
Инверторы IGBT работают на частоте 60-85 кГц, большей, чем имеет инвертор MOSFET, что позволило в них еще уменьшить вес всей конструкции. Технология IGBT более надежна по температурным характеристикам. Температура аварийного отключения при перегреве составляет 90°С, что примерно на 30˚ больше, чем у аппаратов технологии MOSFET.
Но и здесь есть над чем подумать. Если продолжительность собственно сварки небольшая, то это преимущество может быть несущественным.
Что касается такого важного для инверторов вопроса, как ремонт, то мнения тех, кто его выполняет, расходятся. Больше деталей, но к ним более свободный доступ у аппаратов технологии MOSFET, что для ремонта является преимуществом. Так считают одни. Другие считают, что компактный и имеющий меньшее количество элементов инвертор технологии IGBT, реже выходит из строя, да и ремонтировать его проще.
Более существенным является тот факт, что инвертор IGBT лучше приспособлен к сварке не только черных, но и цветных металлов и чугуна.
Вернуться к оглавлению
На что следует обращать внимание, приобретая аппарат
Структуры однофазных ШИМ инверторов.
Само по себе приобретение такого сварочного аппарата достаточно дорогое удовольствие, но и его ремонт может обойтись недешево. Например, замена основного элемента, называемого материнской платой, обойдется примерно в половину стоимости всего инвертора. Поэтому, приобретая дорогую вещь, не стесняйтесь беспокоить продавца, старайтесь получить от него как можно больше информации и внимательно изучайте документацию инверторного сварочного аппарата.
- Все инверторы в соответствии со стандартами имеют три режима: Anti-Sticking и Arc-Force исключают прилипание электрода в процессе сварки и уменьшают ток после включения, режим Hot‑Start ‑ автоматически увеличивает ток в момент касания электродом шва и обеспечивает надежное зажигание дуги.
- Для инверторов, собранных на элементах, чувствительных к накапливающейся пыли, большое значение имеет их вентиляция. Она должна быть организована так, чтобы как можно меньше пыли скапливалось на платах. Лучше, если в изделии имеется два вентилятора.
- Немаловажное значение имеет и диапазон эксплуатационных температур. Даже если планируют использование инвертора только в обогреваемом помещении, не исключено, что возникнет необходимость его применения в зимних условиях, в мороз.
- Для работы в сельской местности существенное значение имеет диапазон напряжений, в котором производитель гарантирует надежную работу инвертора. Обычно регламентируемое отклонение напряжения ±10% в сельской местности практически никогда не выдерживается. Существуют модели, которые имеют значительно больший рабочий диапазон.
- Будет не лишним поинтересоваться, имеются ли детали для приобретаемой модели и каковы сроки их поставки. Наличие деталей может свидетельствовать либо о том, что такую модель часто ремонтируют, либо о том, что производитель заботится о потребителях своей продукции.
- В быту для сваривания обычно достаточно 3-х мм электродов, однако лучше воспользоваться и приведенной ниже таблицей № 1 (Соотношение толщины свариваемых деталей, диаметра электрода и требуемого при этом тока).
| Толщина деталей, мм | 0,5 | 1-2 | 3 | 4-5 |
| Диаметр электрода, мм | 1 | 1,5-2 | 3 | 3-4 |
| Сварочный ток, А | 10-20 | 30-45 | 65-100 | 100-160 |
Вернуться к оглавлению
Преимущества сварочного инвертора
Схема диодного моста для сварочного полуавтомата.
Среди прочих достоинств начинающему сварщику важно знать, что даже человеку, не имеющему достаточного опыта, эти аппараты позволяют качественно выполнять сварку. Далее приведем преимущества, которые должны убедить в целесообразности приобретения именно этого типа аппарата.
- Малый вес. Есть инверторы массой 3 кг.
- Высокий КПД. У некоторых моделей он достигает 95%. Для сравнения: сварочный трансформатор в лучшем случае имеет КПД, равный 90%.
- Обеспечивает плавную регулировку сварочного тока в широком диапазоне (см. таблицу).
- Большой процент времени работы (ПВ). У некоторых моделей он достигает 80%. Этот параметр должен быть указан на самом устройстве. Его определяют относительно 10-минутного цикла работы на максимальной мощности. Например, обозначение “80%ПВ‑200 А” означает, что непрерывно на максимальном токе, равном 200 А, можно работать в течение 8 мин, после чего необходимо сделать 2-минутный перерыв.
- Инвертор можно использовать с электродами для переменного и постоянного тока, а также для сварки под инертным газом.
- Высокое качество сварного шва и малое разбрызгивание металла в процессе сварки.
- При большом постоянном токе всегда имеется т. н. электромагнитное дутье, то есть отклонение дуги от прямой линии. В инверторах это явление сведено до минимума.
- Инверторы позволяют сваривать металлы и сплавы, которые не поддаются сварке на других аппаратах.
Примечание. Реальный цикл сварки указан на самом аппарате.
В инструкции должен быть обозначен класс защиты изделия. Обозначение состоит из четырех индексов, размещаемых после литер IP.
Первый индекс определяет защиту от попадания внутрь предметов:
Обратная и прямая полярность в сварочном инверторе.
Далее указана защита от попадания внутрь предметов разных диаметров:
- более 50 мм;
- более 12 мм;
- более 2,5 мм;
- более 1 мм;
- не защищен от пыли, но она на работу аппарата не повлияет;
- защищен от попадания пыли.
Второй индекс определяет защиту от попадания внутрь воды:
- не защищен;
- защищен от проникновения вертикально падающих капель;
- защищен от проникновения капель, падающих под углом 15˚;
- защищен от проникновения капель, падающих под углом 40˚.
Например, обозначение IP23 означает, что аппарат защищен от попадания предметов диаметром более 2,5 мм и брызг воды, падающих на аппарат под углом 40˚. Здесь целесообразно проинформировать, что под дождем сваривать запрещено.
Вернуться к оглавлению
Недостатки сварочного инвертора
Схема намотки сварочного трансформатора.
Основным врагом элементов электроники этого сварочного аппарата является влага и пыль. Под дождем сваривать детали запрещено. Однако влага может образоваться внутри, если после работы на морозе сразу же перенести аппарат в теплое помещение.
В этом случае прежде, чем варить в теплом помещении, необходимо выдержать в нем инвертор определенное время. Для удаления пыли необходимо открывать корпус и продувать детали сжатым воздухом, делая тщательно эту операцию.
Трудно обвинять эти изделия в том, что они чувствительны к изменению напряжения. Наоборот, они рассчитаны на значительно больший разброс напряжения, чем большинство бытовых приборов. Практически вся элементная база, из которой оно состоит, реагирует на многие факторы, которые на обычный сварочный трансформатор или выпрямитель не оказывают никакого влияния. Поэтому в нем присутствует много элементов защиты, которые также могут выходить из строя.
Например, элемент, называемый варистором, защищает схему от резких бросков напряжения. После защиты этот элемент выходит из строя и его приходится заменять.
При временном отсутствии централизованного электроснабжения к электрогенератору можно подключать только инвертор, имеющий компенсатор перепадов напряжения. Приобретая, проверьте, есть ли в нем это устройство. Об этом должно быть сказано в сопроводительной документации.
Имеется еще один момент, который должны учитывать сварщики, работавшие только на инверторах: такому специалисту при переходе на обычный сварочный аппарат придется учиться заново.
Итак, прежде чем приступить к работе на таком оборудовании, необходимо усвоить хотя бы азы сварочного дела. При этом следует понимать, что влияет на качество шва, на каком расстоянии от шва необходимо держать электрод и под каким углом к свариваемой поверхности.
moyakovka.ru
MOSFET или IGBT? -Статьи
В настоящее время в инверторных сварочных источниках используются мощные полевые транзисторы с изолированным затвором (MOSFET) и биполярные транзисторы с изолированным затвором (IGBT)
В схемах управления применяются специализированные микроконтроллеры и микропроцессоры. Что выбрать? Инвертор, созданный «на» транзисторах изготовленных по технологии MOSFET или инвертор – «на» транзисторах изготовленных по технологии IGBT?
Ответ на этот вопрос будет неоднозначный. Казалось-бы, инверторы с IGBT-транзисторами — это новое поколение инверторов, более прогрессивное, т.к. часто силовые транзисторы собираются в компактные силовые модули, что защищает силовые элементы от внешнего неблагоприятного воздействия пыли и влаги, делает схему аппарата более простой, габариты более компактными, а аппараты более удобными с точки зрения ремонта. Но всё это при условии грамотно составленной электрической принципиальной схемы, а также качественной сборки, когда на выходе такого инвертора мы сможем получать выходное напряжение с частотой до 200-300 кГц (как у инверторов, с MOSFET- транзисторами). Ведь как известно, чем выше частота выходного напряжения, тем лучше и стабильнее сварочный процесс, тем больше пульсация выходного напряжения будет приближаться к прямой выпрямленного тока и качество сварки будет, соответственно выше.
Визуально аппараты, выполненные с IGBT-транзисторами отличаются от MOSFET-транзисторами вертикальным расположением силовых разъёмов (у MOSFET аппаратов выходы обычно расположены горизонтально), хотя, утверждать, что это на 100% верно, не стоит, т.к. из любого правила всегда найдутся исключения.
Хотя конструктивно, в более современных инверторах IGBT-транзисторами для уменьшения габаритов и повышения надежности работы источников используются более новые типы малоиндуктивных электролитических конденсаторов, ферромагнитных материалов с малыми потерями на высоких частотах, а также специальные диоды с малым временем обратного восстановления и проч. Мы бы не стали так подходить к выбору сварочного аппарата, исходя лишь из технологии его изготовления, т.к. в связи со сказанным выше, это еще ни о чем не говорит, поэтому выбор за вами: будете Вы делать детальный анализ схем? Мы думаем, что это никому не нужно, Выбирайте сварочный инвертор по техническим характеристикам!
Технологии изготовления инверторов стремительно меняются, поэтому, возможно и наша статья устареет, а выбор останется за Вами, ведь приобретете Вы аппарат не на один год. Сделайте правильный выбор!!!
Конечно, сварочные аппараты с MOSFET-транзисторами и с IGBT-транзисторами – это разные поколения инверторов, но у каждой технологии свои потребители. Инверторы, изготовленные на базе MOSFET-транзисторов уже зарекомендовали себя как надежные сварочные источники, в особенности для сварки на малых токах с высокими сварочно-техническими характеристиками, а инверторы, с IGBT-транзисторами хоть и являются современными, но не имеют годами отработанных технологий.
tdsvarka.ru
