
Пайка алюминия – флюс, припой, как и чем паять правильно
Пайка алюминия, как справедливо считают многие специалисты, является достаточно сложным в выполнении технологическим процессом. Между тем такое мнение можно считать верным лишь в отношении тех ситуаций, когда спаять изделия из алюминия пытаются, используя для этого припои и флюсы, которые применяются для соединения деталей из других металлов: меди, стали и др. Если же используется специальный флюс для пайки алюминия, а также соответствующий припой, то данный технологический процесс не представляет особых сложностей.
Пайка алюминия с использованием пропановой горелки
Особенности процесса
Сложности, которые вызывает пайка алюминия при помощи традиционных припоев и флюсов, объясняются рядом факторов, преимущественно связанных с характеристиками данного металла. Основным из таких факторов является наличие на поверхности деталей из алюминия оксидной пленки, которая отличается высокой температурой плавления и исключительной химической стойкостью.
Перед осуществлением пайки изделий из алюминия их поверхности необходимо тщательно очистить от оксидной пленки, для чего можно использовать механическую обработку или применять флюсы, в состав которых входят сильнодействующие компоненты.
Подготовленные к пайке дюралевые детали
Сам алюминий, в отличие от оксидной пленки на его поверхности, обладает достаточно низкой температурой плавления: 660 градусов, что также осложняет технологический процесс выполнения пайки. Такая характеристика алюминия приводит к тому, что при нагреве детали из него быстро теряют прочность, а при определенной температуре, находящейся в интервале 250–300 градусов, конструкции из данного металла начинают терять устойчивость. Самый легкоплавкий компонент, который входит в состав наиболее распространенных алюминиевых сплавов, начинает плавиться уже в интервале температур 500–640 градусов, что может привести к перегреву и даже к расплавлению самих соединяемых деталей.
Основу большей части легкоплавких припоев, использующихся для пайки, составляют олово, кадмий, висмут и индий. С этими элементами алюминий плохо вступает в соединения, что делает паяные соединения, полученные с их использованием, очень непрочными и ненадежными. Хорошей взаимной растворимостью обладают алюминий и цинк, поэтому данный элемент при его использовании в припоях обеспечивает полученному соединению высокую прочность.
Характеристики флюсов для пайки мягкими припоями
Состав флюсов, применяемых для пайки алюминия
Используемые материалы
При выполнении пайки изделий из алюминия можно использовать припои оловянно-свинцовой группы, если тщательно очистить поверхность деталей и применять высокоактивные флюсы. Соединения, полученные с их помощью, по причине плохой взаимной растворимости алюминия, олова и свинца отличаются невысокой надежностью, также они склонны к развитию коррозионных процессов. Чтобы сделать подобные соединения более устойчивыми к коррозии, их необходимо покрывать специальными составами.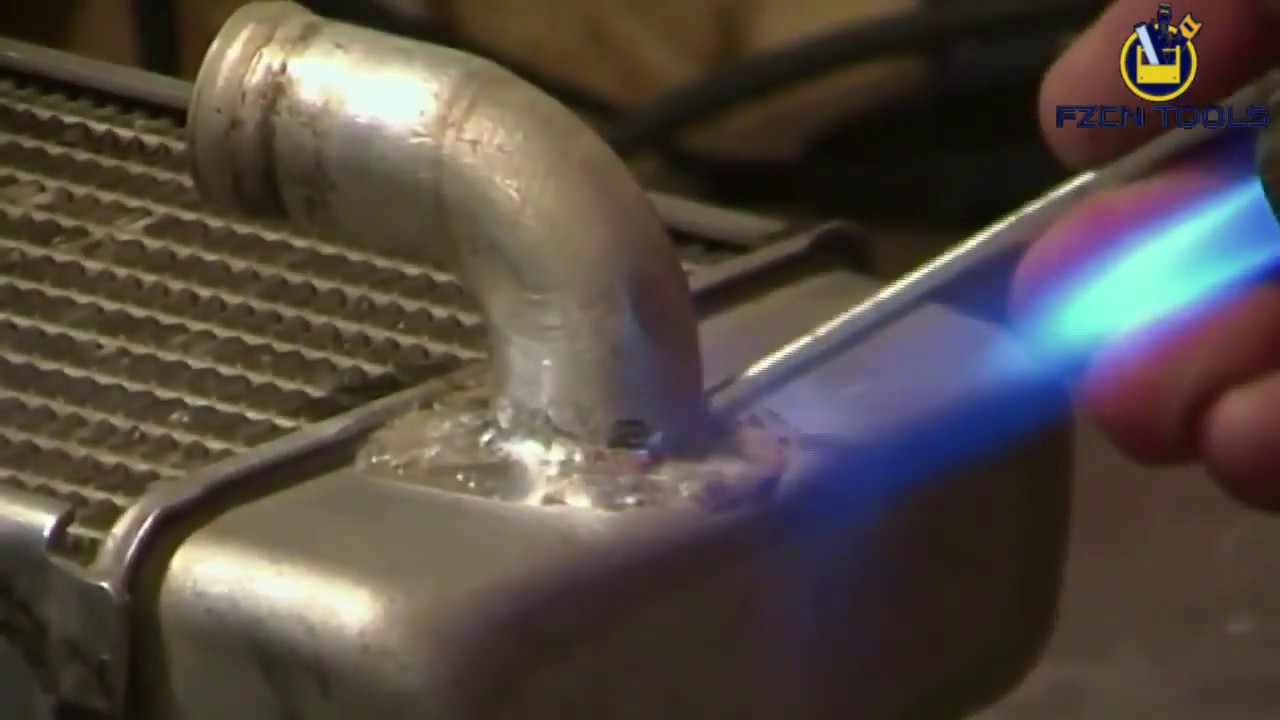
Наиболее качественное, надежное и устойчивое к коррозии паяное соединение, позволяют получать припои, в составе которых содержится цинк, медь, кремний и алюминий.
Припои, включающие в свой состав данные элементы, производят как отечественные, так и зарубежные компании. Наиболее распространенными отечественными марками являются ЦОП40, содержащий в своем составе 40% цинка и 60% олова, и 34А, в составе которого содержится алюминий (66%), медь (28%) и кремний (6%). Цинк, содержащийся в припое для пайки изделий из алюминия, определяет не только прочность полученного соединения, но и его коррозионную устойчивость.
Самую низкую температуру плавления из всех вышеперечисленных имеют оловянно-свинцовые припои. Наиболее высокотемпературными являются те, в составе которых содержится алюминий и кремний, а также материалы, содержащие алюминий вместе с медью и кремнием. К последним, в частности, относится припой популярной марки 34А, температура плавления которого находится в интервале 530–550 градусов.
К последним, в частности, относится припой популярной марки 34А, температура плавления которого находится в интервале 530–550 градусов.
Для информации: материалы на основе алюминия и кремния плавятся при температуре 590–600 градусов.
Учитывая температуру плавления, применяют такие припои в тех случаях, когда соединить необходимо крупногабаритные детали из алюминия, в которых обеспечивается хороший теплоотвод, либо изделия, выполненные из алюминиевых сплавов, плавящихся при достаточно высоких температурах.
Но, конечно, максимальное удобство в работе демонстрируют низкотемпературные припои, одной из распространенных марок которых является HTS-2000.
Припой HTS-200 для спайки деталей из алюминия и цветных металлов
Технология пайки алюминия обязательно предполагает использование специального флюса, который необходим для того, чтобы улучшить соединяемость основного металла с материалом припоя. Именно поэтому подходить к выбору такого материала необходимо очень ответственно. Особенно актуально это требование в тех случаях, когда детали из алюминия необходимо спаять при помощи оловянно-свинцового припоя. Состав флюсов содержит элементы, которые и формируют его активность по отношению к алюминию. К таким элементам относятся: триэтаноламин, фторборат цинка, фторборат аммония и др.
Особенно актуально это требование в тех случаях, когда детали из алюминия необходимо спаять при помощи оловянно-свинцового припоя. Состав флюсов содержит элементы, которые и формируют его активность по отношению к алюминию. К таким элементам относятся: триэтаноламин, фторборат цинка, фторборат аммония и др.
Флюс Ф-64 для пайки легких сплавов без предварительной механической обработки поверхностей
Одним из наиболее популярных отечественных материалов является флюс марки Ф64. Популярность Ф64 обусловлена тем, что данный материал отличается повышенной активностью. Благодаря такому качеству выполнять пайку с флюсом Ф64 можно, даже не зачищая поверхность алюминиевых деталей от тугоплавкой оксидной пленки.
Из популярных высокотемпературных флюсов следует выделить материал марки 34А, в состав которого входит 50% хлорида калия, 32% хлорида лития, 10% фторида натрия и 8% хлорида цинка.
Подготовка деталей
Для получения качественного и надежного соединения недостаточно просто знать, как паять алюминий, важно также правильно подготовить поверхности соединяемых деталей к пайке.
Для обезжиривания используют традиционные средства: ацетон, бензин или любой подходящий растворитель.
Удаление окисной пленки перед пайкой, которое также несложно выполнить своими руками, преимущественно совершается при помощи механической обработки, для чего можно использовать шлифовальную машинку, наждачную бумагу, металлическую щетку или сетку из нержавеющей проволоки. Значительно реже применяется химический способ удаления такой пленки, который подразумевает травление поверхности алюминиевых деталей при помощи кислотных растворов.
Зачистка поверхностей перед пайкой с помощью шлифовальной насадки на болгарку
Как известно, окисная пленка на поверхности алюминия образовывается практически моментально при ее контакте с окружающим воздухом. Такой процесс происходит и на зачищенной перед пайкой поверхности, но смысл выполнения зачистки состоит в том, что вновь образующаяся пленка значительно тоньше удаленной, поэтому флюсу будет гораздо легче с ней справиться.
Источники нагрева
В качестве элемента, при помощи которого выполняется прогрев габаритных соединяемых деталей из алюминия и расплавление припоя, преимущественно используется газовая горелка, работающая на пропане или бутане. Если вы решили спаять изделия из алюминия своими руками в условиях домашней мастерской, то можно использовать и обычную паяльную лампу.
Удобная в использовании газовая паяльная лампа
При выполнении нагрева необходимо очень внимательно следить за тем, чтобы не расплавились соединяемые детали. С этой целью к поверхности деталей как можно чаще прикасаются припоем, чтобы проконтролировать начало его плавления. Это и будет свидетельством того, что достигнута рабочая температура.
Нагревая детали и припой перед началом пайки, также необходимо следить за пламенем газовой горелки: смесь газа и кислорода, которая его формирует, должна быть сбалансированной. Делать это необходимо по той причине, что сбалансированная газовая смесь активно нагревает металл, но не оказывает серьезного окислительного действия.
Для пайки небольших изделий из алюминия используются электрические паяльники и припои, плавящиеся при невысокой температуре.
Технологические приемы пайки
Пайка деталей, выполненных из алюминия, по технологии выполнения практически ничем не отличается от процесса соединения изделий, изготовленных из других металлов. Сначала соединяемые детали обезжириваются и тщательно зачищаются, после этого их выставляют в нужное положение относительно друг друга. Затем на зону будущего соединения необходимо нанести флюс и начать ее прогрев вместе с припоем до рабочей температуры.
Процесс пайки деталей из алюминиевого сплава
При достижении рабочей температуры кончик припоя начнет плавиться, поэтому им необходимо постоянно прикасаться к поверхности деталей, контролируя процесс нагрева.
Пайка изделий из алюминия, для выполнения которой используется безфлюсовый припой, имеет свои особенности. Заключаются они в том, что для того, чтобы проникновению припоя к поверхности детали не препятствовала окисная пленка, его кончиком необходимо совершать чиркающие движения по месту будущего соединения. Таким образом нарушается целостность пленки, и припой беспрепятственно соединяется с основным металлом.
Посмотреть, как пайка выполняется практически, можно на обучающем видео.
Есть еще один технологический прием, позволяющий разрушить оксидную пленку в процессе пайки. Сделать это можно при помощи стержня из нержавеющей стали или металлической щетки, которыми водят по месту соединения и уже расплавленному припою.
Чтобы получить максимально прочное соединение методом пайки, соединяемые поверхности необходимо подвергнуть предварительному лужению.
Сфера применения процесса
Большое практическое значение имеет не только пайка алюминия в домашних условиях. Данную технологию также активно используют на ремонтных и производственных предприятиях. Применяя метод пайки, можно получать соединения, отличающиеся высокой прочностью, надежностью и эстетической привлекательностью.
При работе с тонким листовым алюминием пайка позволяет избежать деформацию материала
Большой популярностью данная технология пользуется при выполнении ремонтных работ с автотранспортными средствами, тракторами и мотоциклами. Объясняется такая популярность тем, что при пайке не происходит изменение структуры соединяемого металла, поэтому подобный способ соединения во многих случаях является даже более предпочтительным, чем сварка.
Практически безальтернативной пайка является тогда, когда необходимо восстановить герметичность алюминиевого радиатора или картера, отремонтировать изношенную или разрушенную деталь, изготовленную из алюминиевого сплава.
Отремонтированный в домашних условиях автомобильный радиатор
Прогары, сколы и трещины, образовавшиеся в блоке цилиндров, изготовленном из алюминиевого сплава, также можно успешно отремонтировать при помощи пайки. Очень полезна данная технология в том случае, если необходимо восстановить изношенную внутреннюю резьбу. При этом изношенное резьбовое отверстие заполняется расплавленным припоем, а затем в него вворачивается болт. После того как припой застынет, болт из отверстия выворачивается, а внутри него оказывается сформированная по необходимым параметрам резьба. Такая несложная операция позволяет получить новую резьбу, которая по своим прочностным характеристикам ничем не уступает исходной.
Кроме этого, пайка успешно применяется для ремонта и восстановления герметичности труб, изготовленных из алюминия и сплавов данного металла. Такие трубы сейчас активно используются во многих технических устройствах. При помощи пайки вы можете своими руками, не прибегая к дорогостоящим услугам квалифицированных специалистов, отремонтировать многие предметы из алюминия и его сплавов, использующиеся в быту: посуду, лестницы, различные детали интерьера, водосточные желоба, элементы сайдинга и др. При помощи пайки можно не только ремонтировать, но и своими руками изготавливать любые конструкции из алюминия.
Использование качественных расходных материалов и строгое следование технологии, которой совсем несложно обучиться и по видео урокам, позволяет получать методом пайки соединения, отличающиеся высоким качеством, надежностью, привлекательным и аккуратным внешним видом.
Использование подручных средств
Нередки ситуации, когда под рукой нет активного флюса и припоя, который специально предназначен для соединения деталей из алюминия, а спаять их необходимо срочно. В таких ситуациях можно выполнить пайку обычным припоем, состоящим из алюминия и олова или олова и свинца. В качестве флюса в данном случае можно использовать канифоль.
В качестве флюса в данном случае можно использовать канифоль.
Оксидная пленка при использовании данного метода пайки разрушается под слоем канифоли, в которую можно дополнительно добавить металлические опилки. Для ее разрушения применяется специальный паяльник со скребком, который необходимо предварительно залудить. Скребок наряду с опилками разрушает оксидную пленку на поверхности деталей, а канифоль не дает образоваться новой. Кроме того, скребок-паяльник, перемещая расплавленный припой по месту будущего соединения, обеспечивает его лужение.
Конечно, такой способ пайки очень хлопотный и не всегда гарантирует получение качественного и надежного соединения, поэтому использовать его можно только в крайних случаях. Целесообразнее всего потрать время и деньги на приобретение качественных припоя и флюса и не переживать за качество формируемого с их помощью соединения.
Пайка алюминия в домашних условиях паяльником, газовой горелкой
Пайка алюминия в домашних условиях можно считать сложным занятием. Но при правильном подходе и соблюдении соответствующей технологии, выполнить ее вполне реально даже неопытному мастеру.
Пайка алюминия в домашних условияхПроблемы часто возникают при использовании неподходящего флюса, например, для пайки стали или меди. Очень важно использовать специальный вещество для пайки алюминия, а также подходящий припой. В случае их применения, пайка алюминия не вызовет особых трудностей.
Особенности пайки алюминия
Пайка алюминия в домашних условиях может сопровождаться некоторыми трудностями, которые связаны с особыми характеристиками этого металла. В частности с тем, что поверхность алюминиевых деталей покрыта оксидной пленкой. Она препятствует процессу выполнению соединений из-за высокой температуры плавления, превышающей свойства чистого алюминия. Также оксидная пленка устойчива к воздействию агрессивной среды и активным химическим веществам. Из-за этого пленка препятствует соединению алюминиевых деталей и припоя.
Чтоб избежать подобных трудностей, стоит очищать поверхность изделий от пленки, что можно сделать с помощью абразивных материалов или применения флюса. Флюс состоит из сильнодействующих веществ, которые способны разрушить оксид.
Температура плавления алюминия, в отличие от оксида, намного ниже, примерно 660 градусов, что часто становится причиной осложнений. При перегреве алюминий может значительно потерять в прочности, деформироваться или полностью стать непригодным.
Температура плавления алюминия и его окисной пленки
Следует избегать использования припоев, которые имеют в составе такие компоненты. Они плохо соединяются с алюминием, что становиться причиной создания некачественного соединения.
Лучше всего с алюминием взаимодействует цинк, который обладает хорошим свойством растворимости.
Методы пайки в домашних условиях
Существует несколько способов пайки, наиболее популярными являются методы с использованием паяльника и пайка алюминия газовой горелкой. Можно выделить три способа пайки деталей:
- Пайка с канифолью применяется для соединения небольших алюминиевых деталей, проводов и кабелей. Для этого нужно зачистить рабочую область и покрыть канифолью. Затем прижать нагретым паяльником несколько раз. Для этих целей нужно использовать канифольный раствор в диэтиловом эфире.
Процесс пайки алюминия
Пайка выполняется без отрывания от рабочей области с последующим добавлением канифоли. Рекомендуется использовать паяльник с мощностью 50 Вт. Если толщина деталей и проволоки превышает 1 мм, следует увеличить мощность до 100 Вт, а более толстые предметы лучше заблаговременно прогревать.
Данный способ наиболее широко применяется в электротехнических работах и пайке автомобильных деталей. Перед выполнением работ детали нужно залужить. Это позволяет соединять детали с другими сплавами и металлами. В данном случае происходит пайка алюминия оловом или припоем с содержанием цинка и кадмия. Это позволяет выполнять соединения при температуре 400 градусов, что не влияет на физические свойства алюминия.
Перед выполнением работ детали нужно залужить. Это позволяет соединять детали с другими сплавами и металлами. В данном случае происходит пайка алюминия оловом или припоем с содержанием цинка и кадмия. Это позволяет выполнять соединения при температуре 400 градусов, что не влияет на физические свойства алюминия.
- Припой необходим при использовании практически всех методов пайки, будь то использование паяльника или горелки.
- Электрохимический метод предусматривает создание гальванического покрытия, которое выполняется с помощью специальной установки или ручным способом. Для этого нужно на зачищенную поверхность нанести раствор медного купороса. После этой процедуры на детали воздействуют отрицательным электрическим полюсом.
Материалы и инструменты
Для выполнения пайки алюминия следует иметь различные материалы и инструменты, к которым относят нагревательные инструменты, припои и флюсы.
Необходимые материалы и инструменты
Наиболее часто в качестве нагревательного инструмента используют электропаяльник. Его можно считать универсальным инструментом, который легко использовать в домашних условиях. Но с его помощью можно проводить ремонт предметов только небольших размеров, обычно трубок небольшого диаметра, проволоки и кабелей, а также небольших электроприборов. Его можно использовать в дома в проветриваемом помещении, так ка он не требует особых условий и много пространства.
Его можно считать универсальным инструментом, который легко использовать в домашних условиях. Но с его помощью можно проводить ремонт предметов только небольших размеров, обычно трубок небольшого диаметра, проволоки и кабелей, а также небольших электроприборов. Его можно использовать в дома в проветриваемом помещении, так ка он не требует особых условий и много пространства.
Большие предметы следует паять с помощью газовой горелки, работающий на аргоне, пропане или бутане. В домашних условиях можно также использовать паяльную лампу.
При использовании горелок стоит строго контролировать подачу пламени, которое должно характеризоваться сохранением баланса газа и кислорода. При проведении работ, пламя должно быть ярко-синим. Любые изменения цвета могут свидетельствовать об излишнем количестве кислорода.
Припои для пайки алюминия
Пайка алюминия припоем очень сложное занятие. Поэтому выбор припоя важен для создания качественного шва и прочного соединения. При использовании обычного паяльника нужно подбирать припой из металла, имеющего низкую температуру плавления. Наиболее распространенные сплавы это:
При использовании обычного паяльника нужно подбирать припой из металла, имеющего низкую температуру плавления. Наиболее распространенные сплавы это:
- цинково-оловянный;
- висмутово-оловянный;
- медно-оловянный.
Эти виды очень часто называют радиолюбительскими. Они имеют низкую температуру плавления, что очень важно для сохранения алюминия в первоначальном состоянии без изменения структуры и физических свойств. Стоимость таких припоев низкая, поэтому их приобретение становиться доступным для домашних мастеров.
Припои для алюминия
Но их использование имеет ряд минусов и ограниченную сферу применения. Так, соединение предметов с помощью таких припоем не отличается высокой прочностью и надежностью. Поэтому они применяются практически исключительно при ремонте электрооборудования, в том числе соединения проводов и кабелей.
При ремонте крупногабаритным алюминиевых предметов с помощью таких припоев соединение быстро потеряет прочность и разрушиться. В таких случаях лучше использовать тугоплавкий припой, в состав которого входит цинк и олово.
В таких случаях лучше использовать тугоплавкий припой, в состав которого входит цинк и олово.
Но для создания прочных соединений следует применять тугоплавкие припои, имеющие в составе алюминий, медь и кремний. Благодаря наличию алюминия в составе, припой хорошо растворяется в структуре ремонтированного предмета.
Использовать такого припоя при работе с паяльником невозможно, так как их температура плавления составляет порядка 600 градусов. Поэтому для работы с ними нужно иметь газовую горелку.
Следует отметить, что при пайке с помощью газовой горелки металл заготовки не расплавляется, произйдет плавление только припоя.
Флюсы для пайки алюминия
При пайке алюминия нужно использовать специальные флюсы, так как не каждый флюс активен по отношению к алюминию. Наиболее подходящими считаются вещества на основе фторборатора аммония и триэтаноламина. Большинство специальных флюсов помечены специальной маркировкой, которая указывает на возможность их применения при пайке алюминия.
Флюсы для пайки алюминия
В случае необходимости работы при высоких температурах следует обратить внимание на смеси, содержащие хлористый калий, который составляет половину; хлорида калия; фторита натрия и хлористого цинка. Подобный состав позволяет создать наиболее оптимальные условия при высокотемпературных работах.
Пошаговая инструкция
Технология пайки зависит от способа выполнения работ. Но подготовительный этап практически идентичен во всех случаях. Начинать работу следует со следующих операций:
- обезжиривание поверхности заготовки с помощью растворителя, например, бензина или ацетона;
- зачистка оксидной пленки, которую можно выполнить с помощью металлической щетки, наждачной бумаги или другого абразивного материала.
Затем следует подогреть место паяльных работ. В зависимости от размеров предмета можно сделать это с помощью паяльника или горелки. При этом следует соблюдать несколько рекомендаций:
- Не рекомендуется перегревать поверхность — это может привести к расплавлению алюминия.
 Контроль нагрева можно проводить с помощью припоя, если он при касании к заготовке начинает плавиться, то это значит, что температура нагрева оптимальна и последующий нагрев стоит прекратить.
Контроль нагрева можно проводить с помощью припоя, если он при касании к заготовке начинает плавиться, то это значит, что температура нагрева оптимальна и последующий нагрев стоит прекратить. - Не нужно использовать дополнительное насыщение кислородом, что может привести к химической реакции с алюминием и созданию оксидной пленки.
Выполнение паяльных работ стоит проводить в зависимости от типа нагревательного предмета. При использовании газовой горелки нужно приложить припой с флюсом к рабочей поверхности с последующим его нагревом.
Очень важно полностью расплавить припой, но не перегреть заготовку. С паяльником сделать это проще, но выполнить большой объем работ в таком случае затруднительно.
Посредством контроля скорости движения припоя и температуры воздействия можно создавать шов, желаемый толщины и структуры. Для повышения качества работы рекомендуется предварительное лужение места обработки и обработка антикоррозийным средством.
Для повышения качества работы рекомендуется предварительное лужение места обработки и обработка антикоррозийным средством.
Способы пайки алюминия своими руками (припои и флюсы)
Алюминий – довольно специфический материал, требующий специальных методов обработки. Если возникла необходимость соединить между собой детали из этого металла, использование технологий, хорошо зарекомендовавших себя при работе с медью или латунью неоправданно. И всё же, паять алюминий можно! Главное, правильно выбрать материалы и инструменты.
Точная информация
Сначала следует, если есть такая возможность, точно определиться, из какого сплава изготовлены соединяемые детали. Ведь в чистом виде алюминий используется в электронике и технике крайне редко. От того, с какими химическими элементами и в каком количестве он смешан, будет зависеть многое.
- Критическая температура плавления. Некоторые добавки существенно увеличивают этот предел, который для чистого металла составляет 658 – 660 градусов Цельсия.

- Механические свойства. В зависимости от своего состава, некоторые сплавы становятся более пластичными, иные демонстрируют возросшую прочность.
- Взаимодействие с другими химическими элементами.
Заранее зная, с каким материалом предстоит работать, мастер сильно упрощает свою задачу.
Зачем нужен флюс
Основным препятствием при пайке алюминия является его оксидная плёнка. Утверждение о том, что её можно удалить механическим путём, несостоятельно, поскольку новая плёнка появляется практически мгновенно. Именно поэтому выполнение работы без использования активных флюсов, за редким исключением, невозможно. Задача этих флюсов – разрушение барьера Al2O3, чтобы металл мог беспрепятственно соединиться с материалами, входящими в состав припоя.
При желании можно изготовить флюс для пайки алюминия своими руками. Но дело это – довольно сложное, а потому проще приобрести уже готовый состав. Тем более что промышленность выпускает их в достаточном количестве. Среди флюсов встречаются и широко распространённые, и узкоспециализированные. В аннотации к ним добросовестные производители указывают назначение и особенности предлагаемого товара. Среди наиболее часто встречающихся можно перечислить:
Среди флюсов встречаются и широко распространённые, и узкоспециализированные. В аннотации к ним добросовестные производители указывают назначение и особенности предлагаемого товара. Среди наиболее часто встречающихся можно перечислить:
- Ф-64. Он способен разрушать прочную оксидную плёнку значительной толщины, а потому хорошо подходит для пайки даже деталей большой массы. При этом он подходит для работы не только с алюминием, но и с оцинкованным железом, медью, бериллиевой бронзой и т. п.
- Ф-34А. Такой состав успешно используется с тугоплавкими припоями, содержащими значительное количество химических добавок.
- Ф-61. Его можно рекомендовать для низкотемпературной пайки или лужения изделий из алюминиевых сплавов.
- Castolin Alutin 51 L.Этот состав лучше всего оправдывает себя при использовании припоев того же производителя.
Окончательный выбор марки флюса зависит от многих факторов. Прежде чем принимать решение о непригодности состава, стоит убедиться в том, что соблюдены все важные технологические требования.
Выбор припоя
После того как оксидная плёнка разрушена, вступает в дело припой. Как и в случае с флюсом, его составу следует уделить самое тщательное внимание. Работающие при разной температуре, эти материалы должны выполнять основную задачу – соединяться с обрабатываемыми металлами. Применение низкотемпературных составов себя не оправдывает, поскольку они могут разрушаться при нагреве в процессе эксплуатации. Наибольшее распространение получили смеси со средней и высокой температурой плавления. Но окончательный выбор будет зависеть от многих факторов.
Неплохо зарекомендовали отечественные припои ЦОП-40, содержащий олово и цинк в процентном соотношении 60 на 40, и 34А, применение которого оправданно при использовании газопламенного нагрева. Тем не менее, при определённых условиях, конкуренцию им вполне способны составить припои Германиевый-1 и Германиевый-2, В-62, П550А, П575А и другие. Многие из них изготавливаются в смеси с флюсами, что упрощает их использование. Но существуют и безфлюсовые припои, такие как содержащий алюминий и цинк <HTS-2000.
Но существуют и безфлюсовые припои, такие как содержащий алюминий и цинк <HTS-2000.
Следует знать, что содержащие большое количество кремния составы после своего застывания существенно отличаются по цвету от самого алюминия. Там, где цветовое несовпадение недопустимо, их применение нежелательно.
Принято считать, что чем больше цинка входит в состав припоя, тем прочнее будет получившееся соединение.
Подготовка к работе
Прежде чем приступать к пайке, зону соединения придётся тщательно очистить, удалив с металла краску, если таковая имеется, и обычные загрязнения. Полностью избавиться от оксидной плёнки не удастся, но зато можно сделать её как можно тоньше, обработав детали металлической щёткой или специальной насадкой. В отдельных случаях можно использовать абразивные круги, наждачную бумагу или простой напильник. После этого обрабатываемую поверхность придётся хорошенько обезжирить. Лучше всего для этого подойдёт чистый спирт.
Если речь идёт о пайке алюминиевых проводов или деталей электросхем, достаточно будет вооружиться паяльником. Но с увеличением массы деталей этого будет уже недостаточно. Обладающий высокой теплопроводностью металл будет быстро остывать, не позволяя создать качественное соединение. Улучшить ситуацию позволит постоянный нагрев зоны, где производиться пайка. Для этого можно использовать газовую горелку или даже паяльную лампу. Тут важно соблюсти два важных условия.
Но с увеличением массы деталей этого будет уже недостаточно. Обладающий высокой теплопроводностью металл будет быстро остывать, не позволяя создать качественное соединение. Улучшить ситуацию позволит постоянный нагрев зоны, где производиться пайка. Для этого можно использовать газовую горелку или даже паяльную лампу. Тут важно соблюсти два важных условия.
- Пламя горелки и паяльной лампы должно быть тщательно отрегулировано. В противном случае образующиеся частицы копоти загрязнят металл и не позволять выполнить работу качественно.
- Коридор между критическим значением плавления алюминия и температурой плавления припоя узок. Тем не менее, его придётся выдерживать. Это умение приходит с опытом. До того как начинать работать с ответственными деталями, стоит потренироваться на чём-нибудь попроще.
Прежде, чем приступать к тренировкам, а тем более работе, рекомендуется посмотреть, как выполняется пайка алюминия на видео.
Пайка
Когда пламя горелки хорошо отрегулировано, а детали прогреты до оптимальной температуры, можно приступать к следующему этапу работ – собственно пайке.
- Прежде всего, следует нанести на поверхность деталей флюс. Проще всего это сделать кисточкой. Многие производители включают её в конструкцию флаконов с составом. Если нет, придётся приобрести её отдельно. Поскольку флюсы обладают высокой химической активностью, необходимо следить, чтобы они не попадали на посторонние предметы, а тем более на кожу, глаза или слизистую оболочку.
- Вооружившись паяльником, распределить по месту соединения припой. Хороший результат дают паяльники, жало которых имеет специальные зазубрины, разрушающие оксидную плёнку непосредственно в момент нанесения припоя. Однако использование подобного инструмента требует дополнительных навыков.
- Когда работа закончена и детали остыли, следует самым тщательным образом удалить остатки флюса. В противном случае они будут способствовать возникновению очага коррозии. Рекомендуется последовательная промывка изделия в воде различной температуры, затем – обработка слабым раствором каустической соды и снова промывка в воде.

Только когда все эти условия соблюдены, изделие готово к эксплуатации.
Подход к технологии выполнения работ может быть различен. Как правило, это связано с размерами соединяемых деталей. Если они относительно малы, то вполне может быть произведена пайка алюминия паяльником. Но когда размеры возрастают, более оправданной становится пайка алюминия газовой горелкой, разогревающей достаточное по размеру металлическое жало. Здесь уж, как говорится, дело техники.
Область применения
В различных источниках встречаются утверждения, что пайка алюминия получила широкое распространение в самых разных областях техники и производства. Особенно рекомендуют её при выполнении ремонта повреждённых автомобильных деталей, таких как лопнувшие блоки цилиндров и головки блоков, пробитые поддоны картеров или потёкшие радиаторы. Спору нет, изготовленные из лёгкого металла, эти элементы действительно можно восстановить с помощью пайки. Но насколько её применение оправдано?
Предел прочности
Детали, подверженные высоким механическим или температурным нагрузкам, не прослужат долго, как бы хорошо они ни были они спаяны. Ведь прочностные характеристики припоев всё же ниже, чем у алюминия и его сплавов. Следует понимать, что качественное сварное соединение всё же предпочтительнее. Использовать технологию пайки имеет смысл в тех случаях, когда сварочное оборудование по каким-то причинам недоступно или хуже подходит для выполнения задачи. Как вариант – для пайки автомобильных радиаторов и алюминиевых трубок.
Ведь прочностные характеристики припоев всё же ниже, чем у алюминия и его сплавов. Следует понимать, что качественное сварное соединение всё же предпочтительнее. Использовать технологию пайки имеет смысл в тех случаях, когда сварочное оборудование по каким-то причинам недоступно или хуже подходит для выполнения задачи. Как вариант – для пайки автомобильных радиаторов и алюминиевых трубок.
Нежелательный контакт
С большой осторожностью следует подходить к пайке или лужению ёмкостей, вступающих в контакт с пищевыми продуктами. Ведь в состав припоев и флюсов могут входить откровенно ядовитые химические добавки, избавиться от которых не помогут дополнительные промывки и обработка. Решить проблему удастся, если подходить к выбору материалов с особой тщательностью.
Подходящий выбор
По-настоящему высокую эффективность технология демонстрирует при изготовлении электрических и электронных приборов. Доля деталей из алюминия в их конструкции велика, а использование электросварки часто недопустимо. Ведь размер изделий бывает крайне мал, а скачки напряжения способны вывести из строя чувствительные электронные компоненты.
Ведь размер изделий бывает крайне мал, а скачки напряжения способны вывести из строя чувствительные электронные компоненты.
Одно из основных достоинств пайки алюминием – отсутствие в необходимости приобретения сложного и дорогостоящего оборудования. Благодаря этой особенности пайка алюминия в домашних условиях становится хорошей альтернативой технологически более сложным способам создания соединительных швов. Но окончательно определиться с выбором удастся, лишь чётко очертив круг задач и взвесив все за и против.
Поделись с друзьями
0
0
0
0
Как спаять алюминиевые провода в домашних условиях
- Чем паять алюминий в домашних условиях
- Пайка алюминия оловом и флюсом Ф 64
- Пайка алюминия с медью оловом и канифолью
- Что нужно для пайки паяльником
- Процесс пайки электропаяльником
- Спаивание проводов из алюминия
- В работе спаивания проводов из алюминия присутствуют затруднения из-за некоторых нюансов, в связи с которыми сложно добиться необходимого по качеству соединения.
 Подобные осложнения вызываются свойствами металла и особенностями работы.
Подобные осложнения вызываются свойствами металла и особенностями работы. - Главной проблемой является образование оксидной пленки, находящейся на поверхности алюминия при взаимодействии с воздушной атмосферой, причем появляется практически мгновенно. Такая пленка из оксида может быть удалена, если металл будет нагрет до 2000 градусов по Цельсию, в то время как плавление самого алюминия происходит в три раза быстрее, не считая уже температуру расплавления припоя, поэтому пленка из оксида не позволяет осуществить надежное соединение, обволакивая металл припоя. При спаивании алюминия сложно понять, насколько прогрет металл для пайки, поскольку он не изменяет своего цвета при температурном воздействии. В связи с этим, когда осуществляется процесс спаивания проводов, можно допустить брак в самом проводе.
- Однако даже если учесть все эти осложнения с низким спаиванием алюминия, мастера все равно осуществляют подобные процессы, используя разные вещества и приспособления, которые помогают устранить образовавшуюся проблему.

- Алюминий слабо совмещается с различными другими сплавами, поэтому при спаивании двух разных проводов, свойства соединения станут еще хуже. Спаивание алюминиевых проводов друг с другом по ГОСТ 21930-76. Таблица режимов пайки
- В работе спаивания проводов из алюминия присутствуют затруднения из-за некоторых нюансов, в связи с которыми сложно добиться необходимого по качеству соединения.
- Сложности при спаивании проводов из алюминия
- Методы спаивания алюминиевых проводов
- Подготовительные процедуры к спаиванию
Чем паять алюминий в домашних условиях
Пайка соединений проводов с припоем считается самым надежным методом соединения проводов и жил кабелей. Хорошо, если нужно паять только медные провода, которые легко облуживаются припоем. Не зря в электронике все вывода элементов медные, луженые.
Пайка алюминия в домашних условиях
После того как цельные провода и многожильные жилы кабелей облудят, их довольно легко соединять пайкой. А как паять алюминий оловом, если припой отторгается окисью алюминия. Как известно алюминий покрыт тонким слоем окиси, которая мгновенно образуется на алюминии при контакте с кислородом. Чтобы припой хорошо держался на алюминиевом проводе нужно снять окись алюминия, а затем лудить.
Чтобы припой хорошо держался на алюминиевом проводе нужно снять окись алюминия, а затем лудить.
Для этой цели в качестве флюса существуют: паяльная кислота, специальные флюсы для алюминия, смесь канифоли с ацетоном. Все эти плюсы разрушают или затрудняют образование пленки окиси на алюминии. После применения данного типа флюса процесс лужение алюминия упрощается.
Необходимые инструменты для пайки алюминия оловом являются: электрический паяльник, острый нож, плоскогубцы для скрутки проводов, мелкий напильник для подготовки жала паяльника. Из материалов потребуется: припой ПОС 61 или ПОС 50, флюс для пайки алюминия Ф-64 или аналогичный, губка.
Пайка алюминия оловом и флюсом Ф 64
Флюс Ф 64 предназначен для пайки алюминия. Методика пайки не сложна. В первую очередь нужно снять изоляцию с проводов на 5 см. Изоляция снимается острым ножом под углом к проводу, чтобы не надрезать его. Надрезанный алюминий легко обламывается.
Инструменты и материалы для пайки алюминиевого провода
Далее нужно хорошо зачистить провод мелкой наждачной бумагой или острым ножом. Зачистив провод, его смачивают кисточкой с плюсом и острым ножом продолжают зачищать провод, но уже под флюсом. Таким образом снимают пленку окиси алюминиевого провода, не давая вновь окисляться на воздухе. Далее разогретым паяльником с припоем начинают лужение провода с его конца.
Зачистив провод, его смачивают кисточкой с плюсом и острым ножом продолжают зачищать провод, но уже под флюсом. Таким образом снимают пленку окиси алюминиевого провода, не давая вновь окисляться на воздухе. Далее разогретым паяльником с припоем начинают лужение провода с его конца.
Если начать облуживать провод около изоляции, тогда можно ее подпалить. В этом случае потеряются изоляционные свойства провода. Провод облуживают паяльником, движениями вперед-назад, одновременно снимается окисная пленка с алюминия. Облудить провод ровно сразу не получится. Поэтому на не облуженные участки провода снова наносят флюс и горячим паяльником с припоем и движениями вперед-назад снимают участки оставшейся окисной пленки и обслуживают.
Таким образом покрывают припоем алюминиевый провод полностью. После лужения алюминиевый провод окунают в раствор соды (5 ст. л. на 200 гр. воды) и зубной щеткой смывают остатки флюса. В состав флюса входят активные кислоты, которые не только разъедают пленку, но и сам провод. Поэтому остатки флюса нужно смыть. Смыть его полностью не получится, так как он частично остаётся под припоем и въедается в провод.
Поэтому остатки флюса нужно смыть. Смыть его полностью не получится, так как он частично остаётся под припоем и въедается в провод.
Но хоть частично его нужно смывать. Медный провод не обслуживают флюсом Ф 64, лучше использовать раствор канифоли и спирта (50% на 50%). Кисточкой наносят жидкую канифоль на медный провод (предварительно зачистив его) и горячим паяльником обслуживают провод, начиная с конца. Жало паяльника должно быть ровным и чистым. Раковины на конце жала паяльника убирают мелким напильником.
А остатки сгоревшего припоя (шлака) вытирают губкой или тряпкой. Как только алюминиевый и медный провода облуженны, их скручивают пассатижами, кисточкой наносят жидкую канифоль и спаивают соединение, начиная также с конца. Если соединить алюминий без лужения припоем, то это соединение может нарушиться со временем. Соединение алюминия с медью представляет собой гальваническую пару, и при прохождении через него тока нагревает и разрушает соединение.
Таблица температурных режимов марок припоя
В результате место скрутки сильно нагревается и обугливается, что повышает пожароопасность. Оловянный припой нейтрален к алюминию, поэтому алюминиевые провода перед соединением с медью нужно лудить. Для пайки алюминиевых проводов хорошо подходят припой ПОС 61 и ПОС 50 с низкой температурой плавления 190 — 210С.
Оловянный припой нейтрален к алюминию, поэтому алюминиевые провода перед соединением с медью нужно лудить. Для пайки алюминиевых проводов хорошо подходят припой ПОС 61 и ПОС 50 с низкой температурой плавления 190 — 210С.
Пайка алюминия с медью оловом и канифолью
Пайка электрических проводов с помощью паяльной кислоты запрещена в ПУЭ. Это связано с тем, что эта кислота полностью не сгорает при пайке. В результате место соединения проводов со временем разъедается кислотой, образуются окиси, которые нагреваются при прохождении тока и могут вызвать возгорание изоляции. К таким кислотно содержащим флюсам относятся специальные флюсы для пайки алюминия, в том числе и Ф 64.
Так как же паять алюминий с медью, чтобы соединение было качественным и долговечным. По сложности метод лужения алюминия оловом и канифолью даже легче, чем лужение алюминия флюсом Ф 64. Но качество и надежность при лужении в канифоли будет высоким. При лужении алюминия в канифоли нужно сделать или подобрать низкую ванночку для жидкой канифоли (канифоль 60% и спирт 40%).
Флюсы для пайки алюминия
Заполняют ванночку жидкой канифолью так, чтобы провод утопал в ней с изоляцией на 5-10 мм. Очищенный от изоляции провод кладут в канифоль и острым ножом (удобно скальпелем) снимают плёнку окиси с алюминиевого провода, не вынимая его из ванночки. То есть под канифолью защищают провод по всей его длине со всех сторон. Под канифолью пленка на очищенных местах алюминиевого провода не образуется, так как нет соприкосновении с кислородом.
Теперь берут разогретой паяльник с припоем мощностью не менее 60 Вт и опустив его на оголенный и очищенный от окиси провод, у самой поверхности канифоли, понемногу прокручивают и вытаскивают уже облуженные участки провода. Суть метода заключается в том, чтобы провод облуживался у самой поверхности жидкой канифоли. Чтобы зачищенные участки провода от окиси не могли соприкасаться с воздухом.
Паяльник может быть временами погружен на 2-3 мм в канифоль. Немного облудив провод поднимите паяльник, чтобы он вновь нагрелся.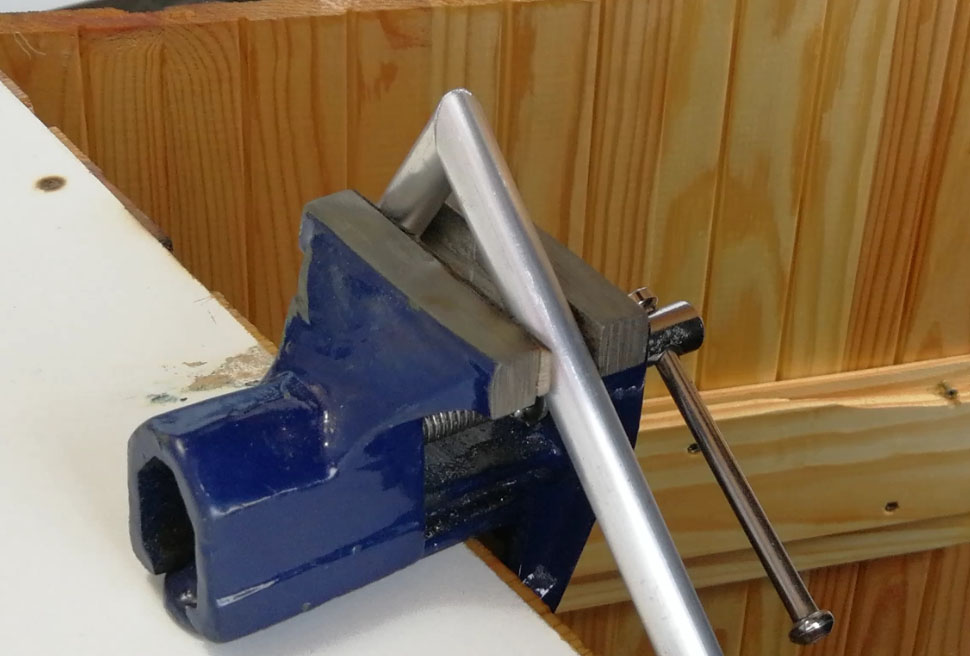 Да в начале, будет много дыма, поэтому лучше учиться паять на улице или в помещении с хорошей вентиляцией. После нескольких попыток у вас выработается своя техника лужения и появится небольшой опыт.
Да в начале, будет много дыма, поэтому лучше учиться паять на улице или в помещении с хорошей вентиляцией. После нескольких попыток у вас выработается своя техника лужения и появится небольшой опыт.
Вы определитесь с положением паяльника, скорость лужения провода увеличится, то есть появится навык, и уменьшится количество дыма. Зато провод будет облужен идеально. Далее, как обычно, скручивают провода и так же паяют их небольшим количеством припоя.
Остатки канифоли на пропаянной скрутке проводов смывают кисточкой со спиртом. Недостаток такого метода — это невозможность пайки в труднодоступных местах. Для таких случаев, лучше использовать другие методы безопасных соединений алюминия с медью.
Один из самых надежных способов соединения проводов — пайка. Это процесс при котором пространство между двумя проводниками заполняется расплавленным припоем. При этом температура плавления припоя должна быть ниже температуры плавления соединяемых металлов. В домашних условиях чаще всего используется пайка паяльником — небольшим устройством, работающим от электричества.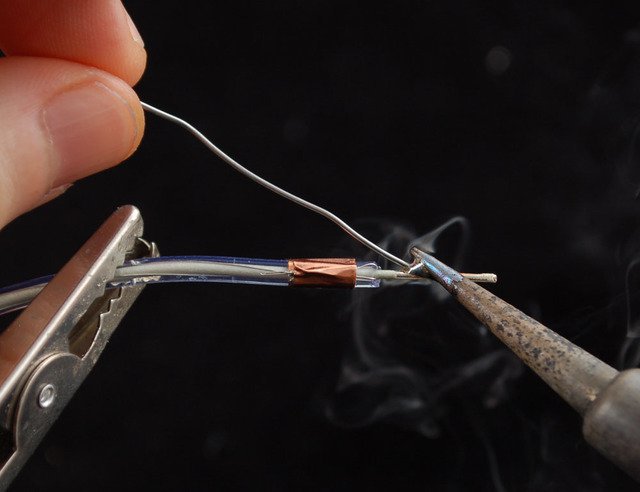 Для нормальной работы мощность паяльника должна быть не менее 80-100 Вт.
Для нормальной работы мощность паяльника должна быть не менее 80-100 Вт.
Что нужно для пайки паяльником
Кроме самого паяльника нужны будут припои, канифоль или флюсы, желательно иметь подставку. Еще в процессе работы может потребоваться небольшой напильник и маленькие пассатижи.
Чаще всего приходится паять медные провода, например, на наушниках, при ремонте бытовой техники и т.д.
Канифоль и флюсы
Чтобы получить хорошее соединение проводов, необходимо их очистить от загрязнений, в том числе и от оксидной пленки. Если моно-жилы еще можно очистить вручную, то многожильные проводники нормально зачистить не удастся. Их обычно обрабатывают канифолью или флюсом — активными веществами, которые растворяют загрязнения, в том числе и оксидную пленку.
И канифоль и флюсы работают неплохо, только флюсами пользоваться проще — можно окунуть кисточку в раствор и быстро обработать провода. В канифоль надо проводник положить, затем разогреть его паяльником, чтобы расплавленное вещество обволокло всю поверхность металла. Недостаток использования флюсов — если они остаются на проводах (а они остаются), постепенно разъедают прилегающую оболочку. Чтобы этого не случилось, все места пайки надо обработать — смыть остатки флюса спиртом.
Недостаток использования флюсов — если они остаются на проводах (а они остаются), постепенно разъедают прилегающую оболочку. Чтобы этого не случилось, все места пайки надо обработать — смыть остатки флюса спиртом.
Припои и флюсы для пайки паяльником медных проводов
Канифоль считается универсальным средством, а флюсы можно подбирать в зависимости от металла, который собираетесь паять. В случае с проводами это медь или алюминий. Для медных и алюминиевых проводов берут флюс ЛТИ-120 или буру. Очень неплохо работает самодельный флюс из канифоли и денатурированного спирта (1 к 5), кроме того его просто сделать своими руками. В спирт добавить канифоль (лучше пыль или очень мелкие ее кусочки) и встряхивать до растворения. Потом этим составом можно обрабатывать проводники и скрутки перед пайкой.
Припои для пайки паяльником медных проводов используют ПОС 60, ПОС 50 или ПОС 40 — оловянно-свинцовые. Для алюминия больше подходят составы на основе цинка. Наиболее распространенные — ЦО-12 и П250А(из олова и цинка), марки А (цинк и олово с добавлением меди), ЦА- 15 (цинк с алюминием).
Удобно пользоваться припоем с канифолью
Очень удобно пользоваться припоями, в состав которых входит канифоль (ПОС 61). В этом случае отпадает необходимость в предварительной обработке каждого проводника в канифоли отдельно. Но для качественной пайки паяльник надо иметь мощный — 80-100 Вт, который может быстро разогреть до необходимых температур место пайки.
Вспомогательные материалы
Для того чтобы нормально паять паяльником провода нужны еще:
- Подставка. Может быть она из металла полностью или на деревянной/пластиковой подставке закрепленные металлические держатели для паяльника. Также удобно, если есть небольшая металлическая коробочка для канифоли.
Паять паяльником удобнее с подставкой самодельной и фабричной — не очень важно
Так надо затачивать жало паяльника
Пассатижи — для того чтобы придерживать провода
Для смывки флюса может потребоваться спирт, для изоляции — изолента или термоусадочные трубки различных диаметров.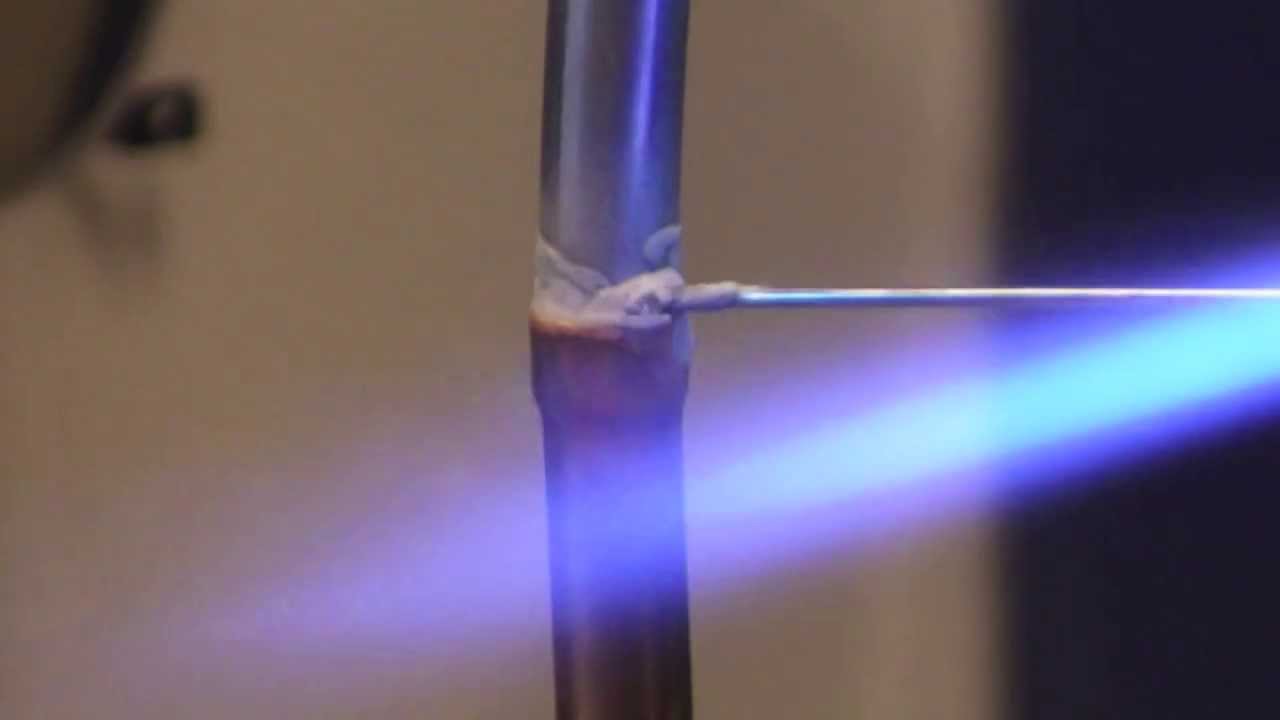 Вот и все материалы и инструменты, без которых пайка паяльником проводов невозможна.
Вот и все материалы и инструменты, без которых пайка паяльником проводов невозможна.
Процесс пайки электропаяльником
Вся технология пайки паяльником проводов может быть разделена на несколько последовательных этапов. Все они повторяются в определенной последовательности:
- Подготовка проводников. При пайке проводов они освобождаются от изоляции. После этого с них механическим путем удаляется оксидная пленка. Можно использовать небольшой кусок наждачной бумаги с мелким зерном. Металл должен блестеть и быть светлым.
- Лужение. Разогревают паяльник до температуры плавления канифоли (при прикосновении начинает активно плавится). Берут проводник, подносят к куску канифоли, прогревают паяльником так, чтобы вся зачищенная часть провода оказалась погруженной в канифоль. Затем на жало паяльника берут каплю припоя и разносят его по обработанной части проводника. Припой быстро растекается, покрывая тонким слоем провод. Чтобы он распределялся быстрее и равномернее, провод немного поворачивают.
 После лужения медные проводники теряют красноту, становясь серебристыми. Так обрабатывают все провода, которые надо будет припаивать
После лужения медные проводники теряют красноту, становясь серебристыми. Так обрабатывают все провода, которые надо будет припаивать
Вот, собственно и все. Таким же образом можно спаять два или более провода, можно припаять провод к какой-то контактной площадке (например, при пайке наушников — провод припаять можно к штекеру или к площадке на наушнике) и т.п.
После того, как закончили паять паяльником провода и они остыли, соединение необходимо изолировать. Можно намотать изоленту, можно надеть, а потом разогреть термоусадочную трубку. Если речь идет об электропроводке, обычно советуют сначала навернуть несколько витков изоленты, а сверху надеть термоусадочную трубку, которую прогреть.
Отличия технологии при использовании флюса
Если используется активный флюс, а не канифоль, процесс лужения изменяется. Очищенный проводник смазывается составом, после чего прогревается паяльником с небольшим количеством припоя. Далее все как описано.
Пайка скрутки с флюсом — быстрее и проще
Есть отличия и при пайке скруток с флюсом. В этом случае можно каждый провод не лудить, а скрутить, затем обработать флюсом и сразу начинать паять. Проводники можно даже не зачищать — активные составы разъедают оксидную пленку. Но вместо этого придется места пайки протирать спиртом — чтобы смыть остатки химически агрессивных веществ.
В этом случае можно каждый провод не лудить, а скрутить, затем обработать флюсом и сразу начинать паять. Проводники можно даже не зачищать — активные составы разъедают оксидную пленку. Но вместо этого придется места пайки протирать спиртом — чтобы смыть остатки химически агрессивных веществ.
Особенности пайки многожильных проводов
Описанная выше технология пайки подходит для моножил. Если провод многожильный, есть нюансы: перед лужением проводки раскручивают чтобы можно было все окунуть в канифоль. При нанесении припоя надо следить чтобы каждый проводок был покрыт тонким слоем припоя. После остывания, провода снова скручивают в один жгут, дальше можно паять паяльником как описано выше — окунув жало в припой, прогревая место спайки и нанося олово.
При лужении многожильные провода надо «распушить»
Можно ли паять медный провод с алюминиевым
Соединение алюминия с другими химически активными металлами напрямую делать нельзя. Так как медь — химически активный материал, то медь и алюминий не соединяют и не паяют. Дело в слишком разной теплопроводности и разной токопроводимости. При прохождении тока алюминий нагревается больше и больше расширяется. Медь греется и расширяется значительно меньше. Постоянное расширение/сужение в разной степени приводит к тому, что даже самый хороший контакт нарушается, образуется токонепроводящая пленка, все перестает работать. Потому медь и алюминий не паяют.
Дело в слишком разной теплопроводности и разной токопроводимости. При прохождении тока алюминий нагревается больше и больше расширяется. Медь греется и расширяется значительно меньше. Постоянное расширение/сужение в разной степени приводит к тому, что даже самый хороший контакт нарушается, образуется токонепроводящая пленка, все перестает работать. Потому медь и алюминий не паяют.
Если возникает такая необходимость соединить медный и алюминиевый проводники, делают болтовое соединение. Берут болт с подходящей гайкой и три шайбы. На концах соединяемых проводов формируют кольца по размеру болта. Берут болт, надевают одну шайбу, затем проводник, еще шайбу — следующий проводник, поверх — третью шайбу и все фиксируют гайкой.
Алюминиевый и медный проводники паять нельзя
Есть еще несколько способов соединить алюминиевую и медную линии, но пайка к ним не относится. Прочесть о других способах можно тут, но болтовое — наиболее простое и надежное.
Алюминий обладает положительными физическими и механическими свойствами, благодаря чему считается весьма популярным материалом в создании различных деталей в промышленных сферах. Так же металл является относительно легким, имеет большую прочность, а еще имеет хорошую проводимость, поэтому из него можно изготовлять провода для разных электрических установок.
Спаивание проводов из алюминия считается тонкой ювелирной работой, поскольку большинство проводов изготавливаются из тонкого металла, из-за чего усложняется процесс пайки, свойства алюминия не позволяют осуществить качественного соединения без применения необходимых дополнительных инструментов. Практически все движения необходимо осуществлять быстро и аккуратно, что бы ни перепалить текущие провода. Схожесть в процессе спаивания и сваривания алюминия в том, что появляются затруднения с образованием оксидной пленки и другими различными появлениями. Но поскольку производится частая эксплуатация, приходится встречаться с такими негативными эффектами, в промышленных сферах, и в домашних условиях.
При спаивании алюминия в большинстве случаем приходиться работать с тонкими проводами, поэтому большие требования к стойкости предстоящего соединения отсутствуют, поскольку провода не будут подвергаться большим механическим нагрузкам. Благодаря этому, становится легче процесс подбора припоя для спаивания алюминия. Основным нюансом является принцип сохранения большой проводимости электричества, что бы избежать перегревания контактов из-за высокого сопротивления.
Спаивание проводов из алюминия
В работе спаивания проводов из алюминия присутствуют затруднения из-за некоторых нюансов, в связи с которыми сложно добиться необходимого по качеству соединения. Подобные осложнения вызываются свойствами металла и особенностями работы.
Главной проблемой является образование оксидной пленки, находящейся на поверхности алюминия при взаимодействии с воздушной атмосферой, причем появляется практически мгновенно. Такая пленка из оксида может быть удалена, если металл будет нагрет до 2000 градусов по Цельсию, в то время как плавление самого алюминия происходит в три раза быстрее, не считая уже температуру расплавления припоя, поэтому пленка из оксида не позволяет осуществить надежное соединение, обволакивая металл припоя.
 При спаивании алюминия сложно понять, насколько прогрет металл для пайки, поскольку он не изменяет своего цвета при температурном воздействии. В связи с этим, когда осуществляется процесс спаивания проводов, можно допустить брак в самом проводе.
При спаивании алюминия сложно понять, насколько прогрет металл для пайки, поскольку он не изменяет своего цвета при температурном воздействии. В связи с этим, когда осуществляется процесс спаивания проводов, можно допустить брак в самом проводе.Однако даже если учесть все эти осложнения с низким спаиванием алюминия, мастера все равно осуществляют подобные процессы, используя разные вещества и приспособления, которые помогают устранить образовавшуюся проблему.
Алюминий слабо совмещается с различными другими сплавами, поэтому при спаивании двух разных проводов, свойства соединения станут еще хуже. Спаивание алюминиевых проводов друг с другом по ГОСТ 21930-76. Таблица режимов пайки
Диаметр провода, мм
Расход материала, граммы
Продолжительность пайки, сек
Сложности при спаивании проводов из алюминия
Несмотря на то, что имеются такие затруднения как пленка из оксида и воздействия необходимой температуры на материал, еще есть небольшие сложности.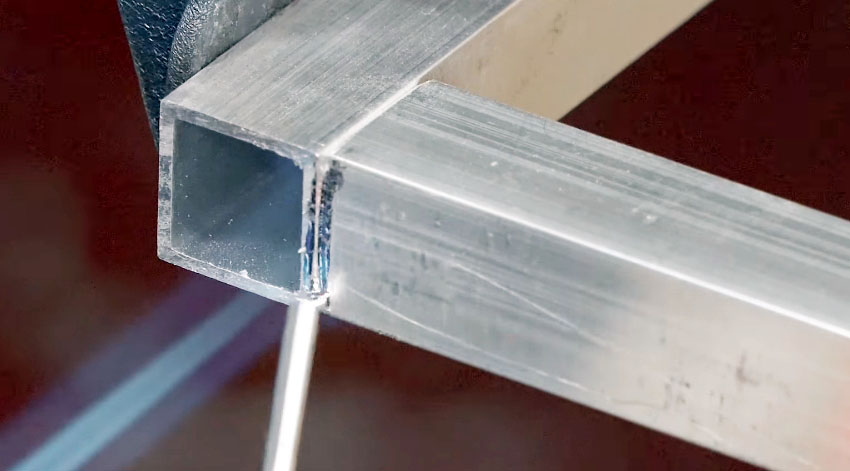 Спаивание одножильных проводов из алюминия необходимо производить всего за несколько секунд, что бы избежать повреждения провода. Когда алюминий подвергается температурным воздействиям, то его структура меняется, из-за чего прочность и гибкость теряются. Абсолютно любые процедуры при спаивании алюминия, независимо от того какой вид применяется, должны осуществляться после прохождения всех необходимых подготовительных работ, в которые входит зачистка, лужения и обработка флюсом. Именно благодаря подобным приспособлениям можно избежать некачественного соединения из-за образования различных негативных веществ, таких как пленка из оксида.
Спаивание одножильных проводов из алюминия необходимо производить всего за несколько секунд, что бы избежать повреждения провода. Когда алюминий подвергается температурным воздействиям, то его структура меняется, из-за чего прочность и гибкость теряются. Абсолютно любые процедуры при спаивании алюминия, независимо от того какой вид применяется, должны осуществляться после прохождения всех необходимых подготовительных работ, в которые входит зачистка, лужения и обработка флюсом. Именно благодаря подобным приспособлениям можно избежать некачественного соединения из-за образования различных негативных веществ, таких как пленка из оксида.
В подобном процессе спаивание необходимо правильно осуществлять выбор параметров регулировки, поскольку предстоит сталкиваться с тонкими материалами, где необходим аккуратный подход. Но в домашних условиях, подобный процесс соединения тонких заготовок происходит без всяких проблем, и не присутствует явное отсутствие качества.
Методы спаивания алюминиевых проводов
В домашних условиях, спаивание проводов из алюминия может происходить разными способами. Главным и более популярным, является спаивание с помощью паяльника, поскольку это считается самым удобным и популярным приспособлением, который у многих имеется в наличии.
Главным и более популярным, является спаивание с помощью паяльника, поскольку это считается самым удобным и популярным приспособлением, который у многих имеется в наличии.
Необходимо лишь выбрать соответственный паяльник с необходимой мощностью, для расплавления припоя и изготовить соединение. Подобный метод считается гораздо удобнее и проще в подготовке, в отличие от остальных методов, однако необходимо наличие источника электричества. В отличие от горелки, паяльник считается методом гораздо грубее, поскольку осуществить соединение тонких материалов, практически невозможно. Так же можно осуществлять процесс спаивания с помощью горелки, которая может быть газовой или бензиновой. Процесс спаивания происходит по более деликатным процедурам, поскольку есть возможность в регулировке температуры и газа, что способствует хорошему прогреванию не только провода или припоя, но и необходимой области, которая располагается рядом с ними.
Подготовительные работы к такому способу являются на много длительными, потому что горелку необходимо заправлять, выбирать необходимый правильный режим и так далее.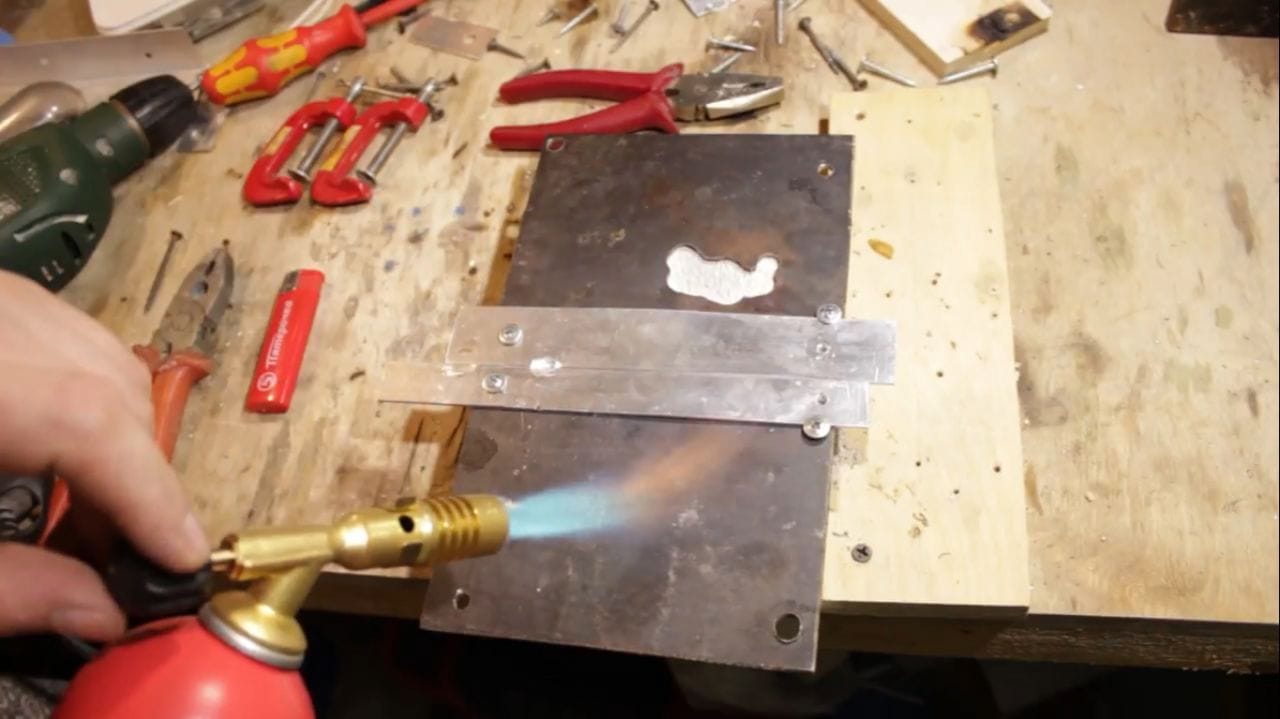 Еще подобный вариант считается не безопасным, поскольку в работе с ним используется взрывоопасный расходный материал, который рекомендуется ставить на необходимое расстояние от места подобных процедур, однако при завершении процесса не требуется ждать, пока приспособление остынет, как это происходит с использованием паяльника.
Еще подобный вариант считается не безопасным, поскольку в работе с ним используется взрывоопасный расходный материал, который рекомендуется ставить на необходимое расстояние от места подобных процедур, однако при завершении процесса не требуется ждать, пока приспособление остынет, как это происходит с использованием паяльника.
Подготовительные процедуры к спаиванию
Особого значения не имеет то, когда проходит спаивание проводов из алюминия с медными или с подобными ему проводами, необходимо произвести подготовительные работы, поскольку от этого зависит качественное соединение в завершении процесса. В начале, требуется произвести необходимую зачистку поверхности металла, благодаря чему будет удалена пленка из оксида.
Для работы с проводами отлично подходит мелкая наждачная бумага, или какой ни будь похожий вариант. Затем необходимо произвести лужение конца провода предстоящего к спаиванию, а еще залудить конец паяльника, если такое приспособление будет использоваться для работы. Существуют небольшие затруднения в применении нескольких видов флюса, для его замены может неплохо послужить стружка из металла.
Существуют небольшие затруднения в применении нескольких видов флюса, для его замены может неплохо послужить стружка из металла.
Пошаговая инструкция
1. В начале, требуется подготовить все требуемые приспособления и расходные материалы, а так же убрать со стола все ненужные предметы для более удобной работы;
2. Провести подготовительные работы, подготовив металл к пайке, произведя очищение, лужение, обработку флюсом и другие необходимые процедуры, для дальнейшего качественного соединения материалов;
3. Затем требуется выставить правильные параметры и регулировку режимов на технике, для максимально качественного результата, и отсутствию различных браков в материале;
4. В самом процессе следует осуществлять спаивание, точными и быстрыми движениями, поднеся малую часть припоя к проводам, и нанеся его на их концы, соединив материалы в одно целое;
5. В окончании необходимо дать время остыть металлу, и произвести осмотр на прочность соединения.
Меры осторожности
Подобные работы необходимо осуществлять только с помощью исправных приспособлений.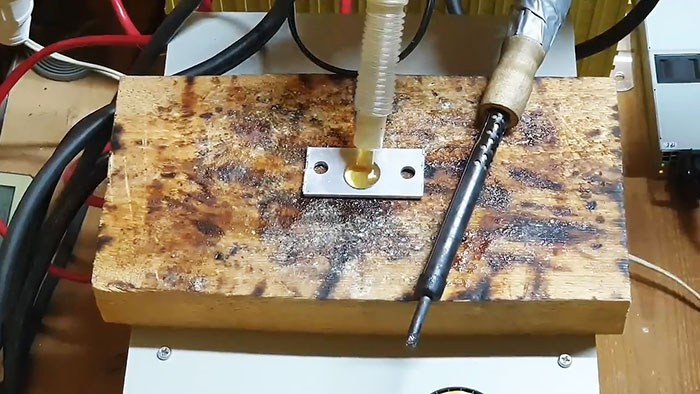 Когда применяется флюс, рекомендуется обеспечить необходимое проветривание в помещении, потому что большинство из них являются токсичными для дыхательной системы.
Когда применяется флюс, рекомендуется обеспечить необходимое проветривание в помещении, потому что большинство из них являются токсичными для дыхательной системы.
У паяльника в наличие должна быть специальная металлическая подставка, в которую его необходимо помещать во время вашего недолгого отсутствия, а так же ставить в места, где нет в наличии легковоспламеняющихся предметов. Подобные меры осторожности необходимо применять и в использовании горелки, однако тут присутствует емкость с расходным материалом, которую рекомендуется оставлять на расстоянии не менее 5 метров от места данных работ, что бы избежать возможного взрыва.
Пайка алюминия в домашних условиях газовой горелкой и паяльником с использованием оловянно-свинцовых припоев
Алюминий относится к металлам, плохо поддающимся пайке. Это обусловлено его склонностью к образованию на поверхности изделий прочной плёнки окисла, препятствующей смачиванию детали расплавленным припоем.
Одна только механическая зачистка поверхности не помогает, так как новый окисел образуется мгновенно после снятия старого. По этой причине, для пайки алюминия применяют специальные флюсы и соблюдают особую технологию.
По этой причине, для пайки алюминия применяют специальные флюсы и соблюдают особую технологию.
Соединение проводов
Обычно пайка алюминия применяется в тех случаях, когда соединяемые детали достаточно малы и применение аргоновой сварки невозможно, либо она отсутствует. Один из примеров применения пайки – соединение электрических проводов из разных материалов.
Нередко на практике приходится производить соединение медных и алюминиевых проводов. Выполнять такие соединения скруткой нельзя, так как эта пара металлов образует очаг электрохимической коррозии. В этом случае, отличным вариантом соединения может служить пайка алюминия с медью.
Такую операцию можно выполнить обыкновенным мягким свинцово-оловянным припоем, но при этом следует использовать специальный флюс для пайки алюминия. Процедура должна выполняться в следующей последовательности:
- сначала необходимо зачистить медный провод и залудить его с применением канифоли;
- для лужения алюминиевого провода следует, после механической зачистки от окисной плёнки, покрыть его слоем флюса для пайки алюминия;
- для лучшей механической прочности соединения залуженные провода можно скрутить;
- нагревая паяльником соединение с добавлением флюса добиться расплавления припоя и образования спайки.

Полученное таким образом соединение можно смело заделывать в стену, прослужит оно очень долго.
Снятие оксидной пленки
Обычно при наличии хорошего флюса, специально предназначенного для пайки алюминия, применение каких-либо особых ухищрений не требуется, достаточно произвести механическую зачистку и смочить паяемую поверхность флюсом.
Также возможно применение кислоты для пайки алюминия. Используют соляную кислоту, в которой растворен цинк (паяльная кислота), применяют также флюсы на основе ортофосфорной кислоты.
Но если такой флюс отсутствует или в силу плохого качества не обеспечивает пайку, можно пойти другим путём. Есть несколько способов удаления окисной плёнки для успешного лужения заготовки.
В канифоли
Алюминиевый провод или другую деталь можно освободить от окисной плёнки, погрузив её в жидкую канифоль. Для этого можно либо расплавить её, либо приготовить спиртовой раствор.
Погрузив деталь в канифоль, острым ножом нужно соскоблить плёнку окисла. Слой канифоли препятствует доступу воздуха и образованию нового окисла. После этого деталь можно залудить, используя разогретый паяльник с припоем.
Слой канифоли препятствует доступу воздуха и образованию нового окисла. После этого деталь можно залудить, используя разогретый паяльник с припоем.
Абразивным порошком
При отсутствии флюса и канифоли пайку алюминия можно произвести следующим образом. Готовится паста, состоящая из порошка абразива и трансформаторного масла.
В качестве абразива можно также использовать мелкие металлические опилки. Заготовка покрывается данным составом, после чего натирается горячим паяльником с припоем.
В результате этого зёрна абразива или металлической стружки снимают плёнку, а поверхность тут же, без доступа воздуха смачивается припоем. После лужения изделие можно легко запаять.
Химический способ очистки
По сути, этот способ является не чем иным, как обмеднением алюминиевой поверхности. Выполняется он следующим образом.
Ту часть алюминиевой заготовки, которую предстоит покрыть слоем меди, смачивают раствором медного купороса. Затем берут источник постоянного тока, напряжением 4,5 вольта.
Это может быть батарейка или аккумулятор. Алюминиевую деталь соединяют с минусовым выводом источника питания. К плюсовой клемме присоединяют медный провод, конец которого запутывают в щетине зубной щётки.
Далее щётку смачивают раствором медного купороса. Провод, находящийся в щетине, должен быть хорошо увлажнён. После этого щёткой натирают место детали, предварительно смоченное раствором.
В результате гальванической реакции поверхность алюминия покрывается тонким слоем меди, что позволяет её паять, как если бы это была медная деталь.
Разогрев детали
При пайке достаточно массивных деталей, мощности обычного электрического паяльника может не хватить, чтобы нагерть заготовку до нужной температуры.
Можно воспользоваться для разогрева алюминия в домашних условиях газовой горелкой. Для этой цели лучше использовать портативную горелку, питающуюся от маленького газового баллончика. При этом работать нужно очень аккуратно. Недопустимо перегреть основной металл до состояния, когда он начнёт плавиться.
Для этой цели лучше использовать портативную горелку, питающуюся от маленького газового баллончика. При этом работать нужно очень аккуратно. Недопустимо перегреть основной металл до состояния, когда он начнёт плавиться.
Можно также применить комбинированный метод нагрева. Например, массивную алюминиевую деталь поместить на конфорку кухонной газовой плиты и зажечь малый огонь. В месте пайки можно орудовать электрическим паяльником.
Всё сказанное о способах пайки алюминия относится к различным сплавам на основе этого металла. Несколько обособлена только тема пайки силумина. Этот материал является сплавом алюминия, содержащим кремний (грубо говоря, песок).
Пайка этого сплава доставляет особые трудности. Попытки спаять силумин часто терпят неудачи.
Даже после, казалось бы, удачной пайки, оказывается, что соединение не обладает нужной прочностью и может разрушиться. Специалисты не советуют паять этот материал. Лучший способ соединения этого сплава – аргонодуговая сварка.
Высокотемпературный процесс
Промышленные способы алюминиевой пайки отличаются применением более твёрдых припоев, содержащих алюминий. Для применения такой технологии требуется заводское оборудование и наличие специальных флюсов.
Так, нагрев и пайка заготовок производится в специальных печах туннельного типа. Процесс пайки осуществляется в среде инертных газов при температуре, достигающей 600 ℃. Эта технология применяется при изготовлении алюминиевых радиаторов и теплообменников современных автомобилей.
: Алюминий отличается высокой прочностью, является хорошим проводником тепла и электричества. Он отличается небольшим удельным весом, удобен для обработки, безопасен с точки зрения экологии. Однако все эти положительные качества создают почти непреодолимые препятствия при решении задачи, как паять алюминий в домашних условиях паяльником. Традиционными способами это сделать нельзя, поэтому приходится пользоваться специальными методами сварки и оптимально подобранными материалами. Технические трудности пайки изделий и деталей из алюминияПаять алюминиевые конструкции и другие элементы всегда достаточно сложно, особенно, если это выполняется дома начинающими мастерами, не до конца изучившими процесс. В основном такая пайка выполняется промышленными способами на специальном оборудовании. Тем не менее, вполне возможно создать наиболее подходящие условия для сваривания деталей изготовленных из алюминия. Для достижения этой цели необходимо обязательно разрешить несколько проблем технического характера:
Подготовка к пайке алюминиевых деталейБольшое значение придается подготовке алюминия к предстоящей пайке. Для этого существует несколько способов, обеспечивающих надежность соединения:
Выбор припоя и флюса для алюминияПрипои на основе олова и свинца могут использоваться для сваривания проводов, элементов и деталей из алюминия при условии их тщательной очистки. Такая пайка должна осуществляться с использованием специальных флюсовых растворов, состоящих из высокоактивных веществ. Однако, такие соединения обладают недостаточной прочностью по причине слабого взаимодействия алюминиевых изделий с оловом и свинцом, склонности к образованию коррозии. Поэтому в виде антикоррозийного покрытия поверхностей из этого металла применяются специальные составы. К числу таких составов относятся припои с содержанием меди, цинка, алюминия и кремния. Они производятся как в нашей стране, так и за рубежом. Среди отечественных марок наибольшее распространение получил ЦОП-40, содержание которого составляет 40% цинка и 60% олова, а также соединение 34А с алюминием (66%), медью (28%) и кремнием (6%). цинка оказывает влияние не только на прочность алюминиевых контактов, но и на их устойчивость к коррозии.
Подобные виды припоев в первом случае расплавляются при достижении температуры 590-600 градусов, а во втором – при 530-550 градусов. Они выбираются для каждого конкретного случая, когда соединяются детали с крупными габаритами, с хорошим теплоотводом или тугоплавкие алюминиевые соединения. Технологические процессы неразрывно связаны со специальными видами флюсов, применяемых для более качественного взаимодействия всех компонентов сварки. Подбор наиболее подходящего материала считается довольно сложным мероприятием. Это особенно важно, когда в рабочем процессе используется припой на оловянно свинцовой основе. В структуру таких флюсов включены элементы, формирующие его повышенную активность при взаимодействии с алюминием. Среди них можно отметить триэтаноламин, фторборат аммония, фторборат цинка и другие аналогичные составляющие. Одним из наиболее популярных флюсовых веществ российского производства считается вещество марки Ф64, отличающееся высокой активностью. Качество данного соединения позволяет припаять металлические детали из алюминия, не снимая тугоплавкое оксидное покрытие, расположенное на поверхности. Спаивание компонентов из алюминияПорядок действий и технический процесс сваривания алюминия точно такой же, как и для других видов цветных металлов. Среди домашних мастеров чаще всего используются следующие два варианта:
Соединения в режиме высоких температур происходит с использованием специальных нагревательных элементов. Одним из них является горелка, для работы которой требуется газ в виде пропана или бутана. Если же такая горелка отсутствует, домашние мастера пользуются различными типами паяльных ламп. Сваривание при высокой температуре требует постоянного контроля над степенью нагрева поверхностей соединяемых деталей. Для этого в небольшом количестве берется один из тугоплавких припоев, и после того как он начнет плавиться, можно говорить о достижении нужной температуры. В этом случае разогрев детали прекращается, иначе она просто расплавится и разрушится.
Независимо от температурного режима, соединения выполняются одинаково, а все действия выполняются в следующем порядке:
|

 Два алюминиевых электрода опускаются в раствор медного купороса и соединяются с полюсами электрической батареи. Электрод, присоединённый к плюсу, зачищается. На зачищенную поверхность в результате электролиза начинает осаждаться медь. Когда алюминий оказывается полностью покрыт медной плёнкой, деталь высушивается. После этого пайка проходит гораздо легче, ведь медь — прекрасный материал для этого типа соединений.
Два алюминиевых электрода опускаются в раствор медного купороса и соединяются с полюсами электрической батареи. Электрод, присоединённый к плюсу, зачищается. На зачищенную поверхность в результате электролиза начинает осаждаться медь. Когда алюминий оказывается полностью покрыт медной плёнкой, деталь высушивается. После этого пайка проходит гораздо легче, ведь медь — прекрасный материал для этого типа соединений. Паяльник должен быть довольно мощным — от 100 Вт и выше. Причина — в высокой теплопроводности алюминия. Недостаточно мощный паяльник просто не сможет нагреть место спайки до температуры плавления припоя. Лишь очень маленькие детали (преимущественно в радиоэлектронике) можно соединять паяльником мощностью 60 Вт.
Паяльник должен быть довольно мощным — от 100 Вт и выше. Причина — в высокой теплопроводности алюминия. Недостаточно мощный паяльник просто не сможет нагреть место спайки до температуры плавления припоя. Лишь очень маленькие детали (преимущественно в радиоэлектронике) можно соединять паяльником мощностью 60 Вт. Однако этот способ позволяет выполнять такие работы как запаивание прохудившихся алюминиевых ёмкостей, например, канистр, или даже автомобильных алюминиевых радиаторов.
Однако этот способ позволяет выполнять такие работы как запаивание прохудившихся алюминиевых ёмкостей, например, канистр, или даже автомобильных алюминиевых радиаторов. Из материалов потребуется: припой ПОС 61 или ПОС 50, флюс для пайки алюминия Ф-64 или аналогичный, губка.
Из материалов потребуется: припой ПОС 61 или ПОС 50, флюс для пайки алюминия Ф-64 или аналогичный, губка. Облудить провод ровно сразу не получится. Поэтому на не облуженные участки провода снова наносят флюс и горячим паяльником с припоем и движениями вперед-назад снимают участки оставшейся окисной пленки и обслуживают.
Облудить провод ровно сразу не получится. Поэтому на не облуженные участки провода снова наносят флюс и горячим паяльником с припоем и движениями вперед-назад снимают участки оставшейся окисной пленки и обслуживают. Кисточкой наносят жидкую канифоль на медный провод (предварительно зачистив его) и горячим паяльником обслуживают провод, начиная с конца. Жало паяльника должно быть ровным и чистым. Раковины на конце жала паяльника убирают мелким напильником.
Кисточкой наносят жидкую канифоль на медный провод (предварительно зачистив его) и горячим паяльником обслуживают провод, начиная с конца. Жало паяльника должно быть ровным и чистым. Раковины на конце жала паяльника убирают мелким напильником.
 То есть под канифолью защищают провод по всей его длине со всех сторон. Под канифолью пленка на очищенных местах алюминиевого провода не образуется, так как нет соприкосновении с кислородом.
То есть под канифолью защищают провод по всей его длине со всех сторон. Под канифолью пленка на очищенных местах алюминиевого провода не образуется, так как нет соприкосновении с кислородом. Зато провод будет облужен идеально. Далее, как обычно, скручивают провода и так же паяют их небольшим количеством припоя.
Зато провод будет облужен идеально. Далее, как обычно, скручивают провода и так же паяют их небольшим количеством припоя. Перед самой процедурой следует обязательно залудить обрабатываемые участки.
Перед самой процедурой следует обязательно залудить обрабатываемые участки. Это действие проводится несколько раз, после чего выполняется сама процедура спаивания электропроводов. Можно применять канифольный раствор в диэтиловом эфире.
Это действие проводится несколько раз, после чего выполняется сама процедура спаивания электропроводов. Можно применять канифольный раствор в диэтиловом эфире. Помимо этого, активно используются тугоплавкие материалы на основе алюминия.
Помимо этого, активно используются тугоплавкие материалы на основе алюминия.
 Используемый цинк придает высокую прочность месту контакта и обеспечивает хорошую коррозионную устойчивость.
Используемый цинк придает высокую прочность месту контакта и обеспечивает хорошую коррозионную устойчивость. К наиболее популярным относится отечественный Ф64, имеющий повышенную химическую активность. Его можно применять даже без предварительной зачистки изделий от оксидной пленки. Кроме него, используется 34А, содержащий хлориды лития, калия и цинка, а также фторид натрия.
К наиболее популярным относится отечественный Ф64, имеющий повышенную химическую активность. Его можно применять даже без предварительной зачистки изделий от оксидной пленки. Кроме него, используется 34А, содержащий хлориды лития, калия и цинка, а также фторид натрия.
Пайка алюминия в домашних условиях возможна при соблюдении рекомендаций
Домашним мастерам довольно часто приходится сталкиваться с проблемой ремонта, а также изготовления изделий из алюминия. Если с механической обработкой проблем нет (металл легко пилится, обтачивается и гнется), то процесс соединения частей между собой вызывает трудности.
О сварке речь не идет, это вопросы масштабного ремонта. Чаще всего приходится паять детали традиционным способом.
- Наиболее частая проблема — прохудившаяся посуда, или отвалившиеся части бытовой алюминиевой утвари. Склеивание подходит не всегда, из-за низкой термостойкости и плохой эстетики шва. Заклепки не могут обеспечить герметичность. Остается пайка алюминия оловом.
- Еще одна необходимость качественного соединения — электроприборы. Довольно часто приходится соединять алюминиевые проводники с клеммами, или просто поверхностью электрооборудования. Сращивание проводов также будет надежнее, если вместо скрутки будет прочная спайка.
Как и любой металл, алюминий можно и нужно паять. Он обладает хорошей пластичностью и теплопроводностью. А вот с адгезией есть проблема. На открытом воздухе металл моментально покрывается прочной пленкой окислов, которая мало того, что является теплоизолятором, на нее практически невозможно нанести припой.
Поэтому качественный флюс для пайки алюминия — первый помощник в работе. С его помощью, также можно припаять алюминий к другим металлам.
Общие принципы пайки алюминия в домашних условиях
- Поверхность должна быть тщательно зачищена от краски, грязи и жирных жидкостей
- Место пайки шлифуется, все неровности желательно выровнять до глубины самого большого дефекта
- Между очисткой и нанесением флюса должно пройти минимальное время
- Необходимо правильно выбрать нагревательное устройство, в соответствии с объемом металла
- Алюминий обладает отличной теплопроводностью, температура рассеивается по всей площади, и нагретый участок будет быстро остывать
- Перед пайкой алюминий обязательно надо залудить. Под слоем припоя окислы не образуются.
Маленькие секреты. Если у вас под рукой нет специального флюса, можно воспользоваться абразивной защитой от моментального окисления поверхности:
- Энергично потрите место пайки кусочком кирпича. Образовавшуюся пыль не нужно сдувать. Наберите на жало паяльника большое количество обычной канифоли, и залейте ей место пайки прямо поверх кирпичной пыли. Затем облудите поверхность, сильно нажимая жалом паяльника на металл.
Плоским срезом надо как бы втирать пыль в алюминий. Абразив сотрет тонкий слой окисла и обеспечит соединение с припоем. Можно использовать просеянный песок мелкой фракции.
- Еще один способ – использование железных опилок. Можно просто сточить толстый гвоздь среднезернистым напильником. Наливаем на место пайки жидкую канифоль и засыпаем опилками. Когда канифоль затвердеет – набираем припой на жало паяльника и интенсивно втираем его поверх опилок. Оловянное покрытие обеспечит моментальную защиту от окисления.
Использование трансформаторного масла
Пайка алюминия в домашних условиях, обычно выполняется паяльником.
Можно смешать паяльную пасту с трансформаторным маслом, и нанести ее на только что зачищенную поверхность. Затем также интенсивно потереть паяльником, пока не появится устойчивый слой припоя.
Важно! Подобные работы следует производить с вытяжкой, или в хорошо проветриваемом помещении. Перегретое масло выделяет едкий дым. А есть более простой способ. Обрабатываем будущее место пайки с помощью мелкой наждачной бумаги. Затем без промедления наливаем масло. Еще раз интенсивно трем поверхность наждачкой, после чего с усилием втираем разогретым паяльником припой. Поддеваем слой олова тонкой отверткой, чтобы проверить прочность соединения. Если края припоя отрываются от алюминия – повторяем процедуру еще раз. После получения стойкого лужения, к этому месту можно припаивать как медный, так и алюминиевый провод. На выбор припоя влияет способ соединения алюминиевых деталей. Эти сплавы легко плавятся, на них отводится мало тепла от паяльника (что немаловажно, учитывая высокую теплопроводность алюминия). К тому же, такой материал нетрудно купить по доступной цене. Однако соединения с помощью легкоплавкого припоя обладают малой прочностью. Такой способ годится лишь для электромонтажа. Если же вы припаяли носик к алюминиевому чайнику, или заделали прогоревшую дырку в кастрюле – под воздействием высоких температур соединение быстро разрушится. В крайнем случае, можно применить распространенный тугоплавкий припой ЦОП-40, состоящий из олова и цинка. Такое соединение достаточно хорошо держит температуру, но обладает невысокой прочностью на разрыв.Какой припой применяется для пайки алюминия
Наиболее распространены такие сплавы: алюминий-медь-кремний.
Алюминий хорошо растворяется в остальных компонентах состава, и обеспечит соединение с заготовкой на молекулярном уровне. Медь добавит пластичности, а кремний сделает соединение прочным. Излюбленный припой домашних лудильщиков – отечественный состав 34А.
Более дорогой (это не означает прибавки в качестве) – импортный «Aluminium — 13». Преимущества таких припоев – ими можно качественно сваривать детали, которые затем работают под нагрузкой.
Конечно, до прочности дуговой сварки эти припои не дотягивают, но ремонт посуды с их помощью, дает хороший результат.
Однако припои на основе алюминия плавятся при температуре порядка 600° С. При помощи паяльника такого результата не достичь.
Для механически прочных и термостойких соединений применяется пайка алюминия газовой горелкой.
Обратите внимание
Несмотря на внешнюю схожесть и качество соединения, пайка с помощью горелки не имеет ничего общего со сваркой. Плавится только припой, базовый металл заготовки остается твердым во время всего процесса.
Преимущества пайки горелкой перед сваркой в среде аргона:
- Нет необходимости в приобретении дорогостоящего оборудования. Для пайки используется ручная газовая горелка. Такой инструмент можно приобрести в магазинах инструмента, или даже среди туристических товаров.
- Электросварка при любом способе подвергает материал термическому стрессу. Возникают очаги разной напряженности металла, вблизи шва алюминий меняет геометрию. При качественной пайке эстетика соединения остается на высоком уровне
- Для соединения компактных деталей, особенно выполненных из тонкого металла – альтернативы пайке просто нет
- Работы можно производить в домашних условиях – искры не летят, нет едкого запаха горящего алюминия, отсутствует ультрафиолетовое облучение кожи
- Вы можете легко контролировать температурные режимы прямо во время работы, просто меняя интенсивность пламени.
Как правильно паять с помощью горелки
Без подготовки места соединения не обойтись, как и при пайке паяльником. Металл следует очистить от грязи, отшлифовать до получения ровной поверхности. Затем надо закрепить детали с помощью любого кондуктора – будь то струбцины или тиски.
При работе с горелкой, алюминиевые заготовки разогреются по всей поверхности. А учитывая высокую теплопроводность металла – на деталях просто не будет места, за которое можно взяться рукой, даже в защитных перчатках.
Рабочая зона должна быть очищена от легковоспламеняющихся предметов и жидкостей. Обеспечьте интенсивное проветривание – даже без едких выделений, нагретые флюсы источают неприятный запах. Позаботьтесь о средствах пожаротушения.
Надо приготовить проволочный припой с запасом по длине. Вы не сможете использовать каждый прутик полностью, остается 10% длины на удержание припоя. А бросать нагрев, и идти за новой упаковкой – нерационально.
Важно! Более качественный шов получается при непрерывной пайке. Если вы прервали процесс (вынужденно), перед продолжением работ полностью прогрейте все место спайки, в том числе уже застывший припой. Тоже самое следует проделать при накладывании нескольких слоев. Сначала прогреваем застывший слой, затем кладем следующий.
Пламя горелки всегда направлено в сторону от вас. На его пути не должно быть никаких предметов.
Допускается изменение цвета алюминиевой заготовки до ярко-оранжевого. Металл не расплавится, а при нагреве до максимальной температуры припой будет ложиться более равномерно.
Обязательно использование флюса. Есть проверенные составы на основе хлоридов лития и калия, а также хлористого цинка. Это такие марки, как Ф-59А, Ф-61А, Ф-64А. Для более высокотемпературной пайки лучше использовать Ф-34А. В нем присутствует фторид натрия.
Флюс для пайки алюминия можно приготовить своими руками. Однако делать это не рекомендуется, поскольку в его состав обязательно входят едкие вещества. Лучше приобрести готовый состав в магазине.
Важно! Вдыхать пары флюса при пайке очень вредно. Воспользуйтесь респиратором или портативной вытяжкой.
About sposport
View all posts by sposport
Как паять алюминий – Weld Guru
Для профессионального ремонта алюминия не обязательно быть профессиональным сварщиком TIG.
На самом деле вы можете использовать алюминиевую пайку для ремонта трещин, отверстий, утечек, заклепок, сломанных ушек, резьб или для изготовления алюминия, литого алюминия и чугуна быстро, легко и прочнее, чем новые.
Это совсем не сложно.
Многие алюминиевые сплавы можно паять. Алюминиевые припои используются для придания полностью алюминиевой конструкции отличной коррозионной стойкости, хорошей прочности и внешнего вида.
Температура плавления припоя относительно близка к температуре плавления соединяемого материала. Однако основной металл не следует плавить; в результате необходим строгий умеренный контроль. Температура пайки, необходимая для алюминиевых сборок, определяется температурами плавления основного металла и присадочного металла.
Основы сварки алюминия пайкой
Процесс пайки относится к использованию тепла, выделяемого газом (800 градусов по Фаренгейту), и наполнителя, не содержащего железа, такого как алюминий, для соединения с различными металлами.Сам алюминий также можно использовать для замены части другого металла, которая могла треснуть или отвалиться.
- Стоимость оборудования : Не требуется аргон, катушка с проволокой, перчатки, экран или электричество.
- Портативность : Легко хранится вместе с фонариком.
- Необходимые навыки : Простые инструкции, которые может использовать практически каждый. Не требуется флюс, химикаты или специальные чистящие средства. 100% гарантия.
- Опасно : Не используется электричество высокого напряжения.
- Масляный алюминий : Гелиодуговая дуга закипает алюминий, и любые загрязнения под поверхностью должны быть доведены до верха и удалены.
- Тонкий алюминий : плавится на 500 градусов раньше алюминия.
- Различные сплавы : Работает с любыми сплавами алюминия или литым алюминием.
- Время задействовано : Многие ремонты выполняются намного быстрее, чем традиционные методы.
- Заполнение отверстий : Мгновенно заполняет отверстия любого размера для получения резьбы, намного более прочной, чем исходная резьба.
- Универсальность : один продукт заполняет трещины или отверстия, восстанавливает ушные раковины, герметизирует утечки или навсегда склеивает плоские детали.
Источники тепла включают пропан или газ MAPP, турбо-наконечник или кислородно-ацетиленовую горелку и специальные материалы.
Преимущества пайки перед сваркой
Многие новые и бывшие в употреблении детали, которые можно отремонтировать с помощью пайки алюминия и сделать их более прочными, чем исходная форма. Примеры включают:
- Алюминиевые головки
- Головки чугунные
- Линии кондиционирования
- ГРМ крышки коллектора
- Топливные баки
- Колеса
- Алюминиевые лодки и т. Д.
Пайка – это группа сварочных процессов, в которых материалы соединяются путем нагрева до подходящей температуры и с использованием присадочного металла с температурой плавления выше 840 ° F (449 ° C), но ниже, чем у основного металла.
Наполнитель распределяется по плотно прилегающим поверхностям стыка за счет капиллярного действия. Ниже описаны различные процессы пайки.
Горелка для пайки (TB)
Пайка горелкой выполняется путем нагрева паяемых деталей газовой горелкой на кислородном топливе или горелками.
В зависимости от температуры и количества необходимого тепла топливный газ может сжигаться с воздухом, сжатым воздухом или кислородом.
Паяльный присадочный металл может быть предварительно нанесен на стык или подаваться из ручного присадочного металла.
Иногда необходимы очистка и флюсование.
Паяльная алюминиевая скульптураАлюминиевый припой для присадок
Товарные припои для алюминиевых сплавов имеют основу из алюминия. Эти присадочные материалы доступны в виде проволоки или регулировочной прокладки.
Удобный метод предварительной замены присадочного металла – использование листа для пайки (основного металла из алюминиевого сплава, покрытого с одной или обеих сторон).
Также используются термически обрабатываемые или стержневые сплавы, состоящие в основном из марганца или магния.
Третий метод нанесения припоя – это использование пасты из порошка флюса и присадочного металла. Обычные алюминиевые припои содержат кремний в качестве депрессора точки плавления с добавками цинка, меди и магния или без них.
Флюс для пайки алюминия
Флюс для пайки алюминия требуется во всех операциях пайки алюминия.
Флюсы для пайки алюминия состоят из различных комбинаций фторидов и хлоридов и поставляются в виде сухого порошка.
Для пайки в горелке и печи флюс смешивают с водой для получения пасты. Эту пасту наносят щеткой, распыляют, окунают или растекают по всей площади стыка и пайки присадочного металла.
Паяльные флюсы для горелок и печей достаточно активны, могут серьезно повредить тонкий алюминий, и их следует использовать с осторожностью.
При пайке погружением ванна состоит из расплавленного флюса. В этом случае можно использовать менее активные флюсы, а тонкие компоненты можно безопасно паять.
Практика техники пайки металлов
Необходимые материалы:
Инструкции по пайке алюминия:
- Для начала убедитесь, что у вас есть безопасные условия для пайки алюминия. Это включает в себя надлежащую вентиляцию и сварочный шлем.
- Затем купите небольшой кусок трубы из углеродистой стали.
- Поместите трубу между 2 огнеупорными кирпичами на расстоянии примерно 3/4 дюйма друг от друга.
- Возьмите кислородно-ацетиленовую горелку и установите нейтраль
- Начните с той стороны стальной трубы, которая наиболее удобна для вас (например, правши начинают с правой стороны). Используйте горелку, чтобы расплавить кусок присадочного стержня на конце трубы. Примечание: после размещения начального количества расплавленного стержня на конце стальной трубы, используйте сам расплавленный металл, чтобы расплавить большую часть стержня. Не используйте пламя горелки.Если вы видите белый дым, поднимающийся от расплавленного металла, это означает, что у вас плохой сварной шов.
Если вы хотите охладить трубу и попробовать еще раз, возьмите инструмент и поместите в воду процесс, называемый закалкой сварного шва (вода ослабит сварной шов, но для практики это нормально).
Вот короткое 3-минутное видео:
Конструкция паяного соединения
Паяные соединения должны быть внахлестку, фланец, замковый шов или тройник. Узнайте больше об этих суставах здесь.
Стыковые или косые соединения обычно не рекомендуются.
Тройники обеспечивают превосходный капиллярный поток и образование усиливающих галтелей на обеих сторонах соединения.
Для максимальной эффективности соединения внахлестку должны иметь перекрытие как минимум в два раза больше толщины самого тонкого соединительного элемента. Перекрытие более 1/4 дюйма (6,4 мм) может привести к образованию пустот или включений флюса. В этом случае выгодно использовать прямые канавки или накатки в направлении потока припоя присадочного металла.
Закрытые узлы должны обеспечивать легкий выход газов, а при пайке погружением легкий вход, а также отвод флюса.
Хорошая конструкция для длинных перехлестов требует, чтобы припой плавился только в одном направлении для максимальной прочности соединения. Конструкция соединения также должна позволять полное удаление флюса после пайки.
Приспособления для пайки
По возможности, детали должны быть сконструированы таким образом, чтобы их можно было закрепить. При использовании приспособлений между сборкой и приспособлением может произойти дифференциальное расширение, что приведет к деформации деталей.
Пружины из нержавеющей стали или инконеля часто используются с приспособлениями для компенсации различий в расширении. Материал крепления может быть низкоуглеродистой или нержавеющей. Однако для повторяющихся операций пайки в печи и пайки погружением, чтобы избежать загрязнения ванны флюса, предпочтительны приспособления из никеля, инконеля или стали с алюминиевым покрытием.
Предварительная очистка
Предварительная очистка необходима для получения прочных, герметичных паяных соединений. Очистка паром или растворителем обычно подходит для нетермообрабатываемых сплавов.Однако для термообрабатываемых сплавов необходима химическая очистка или ручная очистка проволочной щеткой или наждачной бумагой для удаления более толстой оксидной пленки.
Печь для пайки
Пайка в печи выполняется в печах с газовым, масляным или электрическим нагревом. Регулировка температуры в пределах 5ºF (2,8ºC) необходима для получения стабильных результатов.
Желательна непрерывная циркуляция атмосферы печи, поскольку она сокращает время пайки и приводит к более равномерному нагреву. Продукты горения в печи могут отрицательно сказаться на пайке и окончательной работоспособности паяных узлов в термообрабатываемых сплавах.
Горелка для пайки алюминия
Пайка горелкой отличается от пайки в печи тем, что тепло локализовано.
Деталь нагревают до тех пор, пока флюс и припой не расплавятся и не смачивают поверхности основного металла.
Процесс похож на газовую сварку, за исключением того, что припой более жидкий и течет за счет капиллярного действия.
Пайка горелкой часто используется для прикрепления фитингов к ранее сваренным или паяным в печи узлам, соединения обратных колен и подобных приложений.
Пайка погружением
При пайке алюминия погружением большое количество расплавленного флюса удерживается в керамической ванне при температуре пайки погружением.
Чашки для пайки погружением нагреваются изнутри путем прямого нагрева сопротивлением.
Низковольтные и сильноточные трансформаторы подают переменный ток на электроды из чистого никеля, никелевого сплава или угольные электроды, погруженные в ванну. Такие горшки обычно облицовывают огнеупорным кирпичом с высоким содержанием глинозема и огнеупорным раствором.
ПРЕДУПРЕЖДЕНИЕ
Растворы кислот, используемые для удаления флюсов для сварки и пайки алюминия после сварки или пайки, токсичны и вызывают сильную коррозию.При работе с кислотами и растворами необходимо надевать защитные очки, резиновые перчатки и резиновые фартуки. Не вдыхать пары. При попадании на тело или одежду немедленно промыть большим количеством холодной воды. Обратитесь за медицинской помощью.
Никогда не наливайте воду в кислоту при приготовлении растворов: вместо этого налейте кислоту в воду. Всегда медленно смешивайте кислоту и воду. Эти операции следует выполнять только в хорошо проветриваемых помещениях.
Очистка после пайки
Всегда необходимо чистить паяные узлы, так как припой на деталях ускоряет коррозию.
Наиболее удовлетворительный способ удаления большей части флюса – это как можно скорее погрузить горячие детали в кипящую воду после того, как припой затвердеет.
Образующийся пар удаляет большую часть остаточного флюса. Если деформация из-за закалки является проблемой, детали следует дать остыть на воздухе перед погружением в кипящую воду.
Оставшийся флюс можно удалить погружением в концентрированную азотную кислоту на 5-15 минут. Кислоту удаляют промыванием водой, предпочтительно в кипящей воде, чтобы ускорить высыхание.
Альтернативный метод очистки заключается в погружении деталей на 5–10 минут в 10-процентный раствор азотной кислоты плюс 0,25-процентный раствор плавиковой кислоты при комнатной температуре. За этой процедурой следует ополаскивание горячей водой.
Для паяных узлов, состоящих из секций толщиной менее 0,010 дюйма (0,254 мм), а также деталей, для которых важна максимальная устойчивость к коррозии. Обычное лечение – это погружение в горячую воду с последующим погружением в раствор 10-процентной азотной кислоты и 10-процентного дихромата натрия на 5-10 минут.Затем следует ополаскивание горячей водой. Когда детали выходят из ополаскивателя горячей водой, они сразу же сушатся нагнетаемым горячим воздухом, чтобы предотвратить образование пятен.
Другие алюминиевые направляющие
Пайка алюминия
Газовая сварка алюминия
Алюминий для сварки TIG
Как паять алюминиевый лист
Научиться паять алюминиевый металлический лист – отличный навык, который можно добавить в свой набор инструментов для рукоделия. Пайка – это процесс, при котором два или более металлических предмета сливаются вместе путем плавления присадочного металла в стыке.Хотя пайка, как правило, проста, при работе с определенными материалами становится все труднее. Одним из наиболее трудных для пайки материалов является алюминиевый лист, потому что пленка оксида алюминия на алюминиевом листе настолько устойчива, что ее очень трудно удалить, даже используя тепло от паяльника. Следовательно, очень сложно паять и создавать прочные соединения двух алюминиевых листов.
Это причина, по которой многие энтузиасты DIY избегают работы с алюминиевым листом.Однако вот несколько хитростей, как правильно припаять алюминиевый металлический лист.
Шаг 1. Очистите алюминиевый металлический лист
Используйте чистую тряпку, чтобы протереть алюминиевый лист от любой грязи, и нанесите растворитель или средство для удаления жира, чтобы удалить масло или жир. Этот шаг необходим, потому что, когда вы работаете с алюминием, очень сложно его правильно припаять, поэтому вам нужно удалить все препятствия с металлического листа, чтобы облегчить процесс пайки.
Шаг 2 – Установите алюминиевый лист вместе
Установите алюминиевый лист вместе и попросите друга крепко удерживать оба листа на месте, или вы можете использовать зажимы, чтобы скрепить алюминиевые листы вместе.Прежде чем переходить к следующему шагу, убедитесь, что вы носите необходимое снаряжение, например рабочие перчатки, защитные очки и рабочую рубашку с длинными рукавами, чтобы защитить себя от искр.
Шаг 3 – Нанесите флюс на область, подлежащую пайке
Подберите дешевый флюс на Amazon
Следующим шагом является нанесение флюса на области, где вам нужно припаять. Флюс – это химическое чистящее средство, которое облегчает процесс пайки за счет удаления окисления с материала, с которым вы работаете.Флюс чрезвычайно важен при сплавлении сложного алюминиевого листового металла с другим материалом.
Шаг 4 – Нагрейте флюс и металл с помощью горелки
Нагрейте область, где вам нужно паять, с помощью горелки. Убедитесь, что металлический припой или наполнитель плавятся мгновенно. Не прикладывайте тепло непосредственно к наполнителю припоя, чтобы предотвратить выгорание металла припоя. Вы узнаете, что алюминиевый лист был правильно припаян с использованием флюса и припоя, если расплавленный наполнитель течет по алюминию и просачивается внутрь соединения, но если он просто скатывается, вам нужно попробовать другой флюс и припой и повторить продолжайте процесс, пока не заметите просачивание металла в алюминиевый стык.
Когда вы совершаете покупки по ссылкам на нашем сайте, мы можем получать комиссионные бесплатно для вас.
Пайка алюминия
Пайка алюминия и его сплавов аналогична пайке других металлов. Но при выборе флюса нужно проявлять особую осторожность.
Нельзя использовать тот же флюс, который вы используете для пайки других металлов. Алюминий легче реагирует с атмосферным воздухом и образует на поверхности толстый слой оксида алюминия. Убрать этот слой очень сложно.
Итак, вам нужен более прочный флюс для пайки алюминия.
Кроме того, алюминий лучше поглощает тепло, чем большинство других металлов. Вы должны использовать сильный источник тепла, чтобы поднять температуру алюминия. Только тогда припой (присадочный материал) расплавится и соединит две металлические детали.
В статье ниже описаны различные методы пайки алюминия и его сплавов. Он также предоставляет информацию о различных типах припоев, которые можно использовать для эффективной пайки.
Пайка алюминиевых сплавовЧаще всего паяют алюминиевые сплавы, содержащие менее 1 процента магния и 5 процентов кремния. Это связано с тем, что алюминиевые сплавы с большей концентрацией этих элементов имеют плохие характеристики смачивания флюсом.
Кроме того, для пайки не подходят сплавы с высоким содержанием меди и цинка.
ПодготовкаПеред тем, как приступить к пайке алюминия, убедитесь, что металлическая поверхность чистая.На нем не должно быть пыли, жира и другого мусора.
Для очистки поверхности можно использовать щетку из нержавеющей стали или шерсть.
Кроме того, необходимо обезжирить поверхность растворителем, чтобы обезжирить поверхность. Если поверхность окислена, возможно, вам потребуется использовать химические вещества для очистки алюминиевой поверхности.
Методы пайки алюминияЕсть 4 различных метода пайки алюминия. Это следующие:
1.Жидкий флюс и припойВ этом случае жидкий флюс получают с использованием смеси органических аминов и неорганических солей фторборатов. Если вам нужен менее вязкий флюс, вы можете добавить химические вещества, например спирт, для снижения вязкости.
Жидкий флюс идеален для индукционной пайки, поскольку он быстро портится после определенной температуры.
2. Паста флюс и припойВы можете создать пастообразный флюс, добавив в жидкий флюс химические связующие.Пастообразный флюс обеспечивает более точное нанесение, поскольку он использует иглу для нанесения пасты на металл.
3. Наполнитель с флюсовой сердцевиной для пайкиНаполнитель с флюсовой сердцевиной будет иметь более высокую вязкость и более твердое содержание. Когда этот флюс нагревается, он переходит в жидкую форму. Затем вы можете использовать инжектор, чтобы нанести его на металлическую поверхность.
Наполнитель остынет и затвердеет, прочно удерживая две детали вместе.
4.Паяльная присадочная пастаВы можете превратить органический флюс в металлическую пластину для пайки, добавив припой и связующие. Вы можете использовать его для пайки алюминиевых листов, которые используются в высокотемпературных областях.
Наполнитель выдерживает температуру до 420 ºC. Но это означает, что вам нужно произвести столько тепла, чтобы расплавить присадочный материал.
Типы припоевПрипои делятся на три основных типа в зависимости от их температур плавления.Ниже приведены эти типы:
1. Низкотемпературные припоиНизкотемпературные припои имеют температуру плавления в диапазоне температур от 300 до 500 ºF. Обычно они сделаны из цинка, олова, свинца и кадмия.
Эти припои создают соединения с низкой коррозионной стойкостью.
2. Припои при промежуточных температурахТочка плавления припоев при промежуточных температурах составляет от 500 до 700 ºF. Олово или кадмий с цинком являются основным материалом.Кроме того, он также содержит небольшое количество других материалов, таких как свинец, медь, алюминий, никель или серебро.
3. Высокотемпературные припоиВысокотемпературные припои имеют точку плавления в диапазоне температур от 700 до 800 ºF. В качестве основного материала используется цинк, а припой содержит от 3 до 10 процентов алюминия.
Кроме того, в нем есть другие материалы, такие как железо, никель и серебро. В зависимости от состава этих материалов будет небольшая разница в их характеристиках плавления и смачивания.
Припои с самым высоким содержанием цинка обладают наибольшей прочностью. Кроме того, они являются наиболее стойкими к коррозии припоями.
Правила пайки алюминия- Перед пайкой удалите пыль и другой мусор с поверхности алюминия
- Во время пайки следите за тем, чтобы детали не двигались
- Используйте правильный тип флюса
- Используйте правильную температуру для расплавьте присадочный материал
Основным преимуществом пайки алюминия является устранение необходимости в отдельном покрытии алюминия перед пайкой.Для пайки алюминия существует несколько методов и способов пайки.
Исходя из состава алюминиевых сплавов, вы можете выбрать технику, которая позволит создать наиболее прочное соединение.
Также не забудьте очистить алюминиевую поверхность перед пайкой.
Если у вас есть другие вопросы или сомнения, дайте нам знать, используя раздел комментариев. Мы вам поможем. Вы также можете публиковать свои мысли и мнения в поле для комментариев.
Пайка меди с алюминием | Kapp Alloy
Я пытаюсь спаять вместе провода из нержавеющей стали и меди.Имеющиеся у нас оловянно-свинцовые припои не обладают той прочностью, температурным диапазоном или пластичностью, которые нам нужны в финальной части. Какой припой использовать для пайки этих разнородных металлов?
Нержавеющая стальобычно немагнитна и часто имеет матовую серебристую отделку. Сплавы из нержавеющей стали с высоким содержанием никеля или хрома могут быть очень блестящими и иметь зеркальную поверхность. Эти хорошо отполированные сплавы гораздо труднее паять из-за очень прочного оксидного слоя. Обычно они требуют, чтобы оксидный слой был физически разрушен щеткой или пескоструйной обработкой, И химическим удалением оксидного слоя кислотным флюсом.
Ваша потребность в более высоком температурном диапазоне, а также в более высокой прочности и пластичности приводит вас к припоям KappZapp ™ для олова / серебра. Какой сплав олова / серебра лучше всего подходит для соединений между нержавеющей сталью и медью, обычно определяется по четырем критериям:
- Прочность / устойчивость к вибрации
- Электропроводность Стоимость
- и
- Канифольная порошковая, кислотная порошковая или сплошная проволока
Как показано в таблице ниже, прочность, вибростойкость и электрическая проводимость возрастают с увеличением содержания серебра (Ag) в припое KappZapp ™.Цена также увеличивается с содержанием серебра. Таким образом, задача состоит в том, чтобы выбрать припой, отвечающий вашим потребностям, не покупая больше серебра, чем вам нужно.
| Состав | 96,5Sn – 3,5Ag | 96Sn – 4Ag | 93Sn – 7Ag |
|---|---|---|---|
| Солидус (° F) / (° C) | 430 ° F / 221 ° C | 430 ° F / 221 ° C | 430 ° F / 221 ° C |
| Ликвидус (° F) / (° C) | 430 ° F / 221 ° C | 246 ° C / 475 ° F | 570 ° F / 299 ° C |
| Предел прочности (медь) | 14000 фунтов на кв. Дюйм | 14000 фунтов на кв. Дюйм | 15 500 фунтов на кв. Дюйм |
| Прочность на разрыв (нержавеющая сталь) | 25000 фунтов на кв. Дюйм | 28000 фунтов на кв. Дюйм | 31000 фунтов на кв. Дюйм |
| Прочность на сдвиг | 11600 фунтов на кв. Дюйм | 12000 фунтов на кв. Дюйм | 14000 фунтов на кв. Дюйм |
| Удлинение | 48% | 49% | 49% |
| Электропроводность (% IACS) | 16.4 | 16,5 | 20,1 |
Наконец, вы должны выбрать между сплошной проволокой, кислотной или канифольной порошковой проволокой. Порошковые проволоки наиболее просты в использовании, поскольку флюс для удаления оксидного слоя с деталей находится в центре проволоки. Когда детали нагреваются до температуры плавления припоя, флюс вытекает и разрушает оксидный слой. Это обеспечивает прочную металлическую связь между припоем и деталями за один прием.При использовании твердой припойной проволоки оксидный слой на деталях должен быть разрушен физическим взбалтыванием щеткой из нержавеющей стали или наждачной бумагой, либо отдельным жидким или пастообразным флюсом.
Чтобы начать выбор припоя, выберите припои с твердой проволокой KappZapp ™, KappZappA ™ с кислотной сердцевиной или припои KappZappR ™ с канифольной сердцевиной:
Припои для сплошной проволоки KappZapp ™ – серебряные припои для электрических / электронных соединений нержавеющая сталь и / или медь
ПрипоиKappZapp ™ Silver обеспечивают очень прочные и пластичные соединения на медных и нержавеющих проводах и соединителях.Полученные соединения обладают высокой устойчивостью к вибрации и нагрузкам, с пределом прочности на разрыв до 15 500 фунтов на квадратный дюйм для меди и 31 000 фунтов на квадратный дюйм для нержавеющей стали. KappZapp7 ™ – 93% олова – 7% серебра – это промышленный стандарт для акустических систем и домашних кинотеатров с высокой проводимостью, прочностью и устойчивостью к вибрации. Сплошная проволока KappZapp ™ поставляется с содержанием серебра 3,5%, 4%, 5%, 6% и 7%.
Припои с канифольной сердцевиной KappZappR ™ – самофлюсующиеся серебряные припои для медных электрических / электронных соединений
ПрипойKappZapp ™ с канифолью может создавать прочные и пластичные соединения на нержавеющей стали и меди, не требуя дополнительной жидкости или пастообразного флюса.Внутренний флюс из натуральной канифоли выделяется при нагревании для удаления оксидного слоя на деталях. Полученные соединения обладают высокой устойчивостью к вибрации и нагрузкам, с пределом прочности на разрыв до 31 000 фунтов на квадратный дюйм для нержавеющей стали. KappZappR ™ выпускается с содержанием серебра 3,5% и 7%.
Припои с кислотной сердцевиной KappZappA ™ – самофлюсующиеся серебряные припои для медных электрических / электронных соединений
Для некоторых нержавеющих сталей с высоким содержанием никеля и хрома требуется кислотный флюс, чтобы пробить прочный оксидный слой на деталях.Припой с кислотной сердцевиной KappZappA ™ может создавать прочные и пластичные соединения на нержавеющей стали и меди, не требуя дополнительной жидкости или пастообразного флюса. Внутренний кислотный поток выделяется при нагревании для удаления оксидного слоя на деталях. Полученные соединения обладают высокой устойчивостью к вибрации и нагрузкам, с пределом прочности на разрыв до 31 000 фунтов на квадратный дюйм для нержавеющей стали. Кислотный флюс более агрессивен, чем натуральный канифольный флюс, и его необходимо полностью удалить, протерев влажной тряпкой после пайки. KappZappA ™ входит только в 3.Формула 5% серебра.
Диаметр припоя и выбор упаковки
После того, как вы определились с подходящим припоем, необходимо определить диаметр и количество припоя, необходимые для вашего проекта. Обычные диаметры проволоки составляют 1/18 дюйма (0,125 дюйма = 3,2 мм), 1/16 дюйма (0,062 дюйма = 1,6 мм) и 1/32 дюйма (0,031 дюйма = 0,8 мм). Диаметр проволоки обычно зависит от площади стыка. Чем меньше размер стыка, тем меньше будет необходимый диаметр припоя.
Чтобы предоставить коммерческое предложение, Kapp Alloy необходимо знать
- Всего Вам нужно
- нужный Вам сплав,
- , нужен ли вам канифольный флюсовый сердечник, кислотный флюсовый сердечник или сплошная проволока,
- диаметр нужной вам проволоки, а
- упаковка (например, катушки 1 фунт, катушки 5 фунтов или палки 18 дюймов.
– Припаивание медных пигтейлов к алюминиевой проволоке
Подобного паяного соединения внахлестку достаточно для низковольтной слаботочной электроники с низким уровнем риска. Но он никогда не был одобрен для The Big Stuff, и на самом деле это беспрецедентных .
Там было эталон для пайки “в старину”; и это грубо напоминает сращивание Western Union. Если разобрать любую старую запаянную ручку Knob-n-Tube, это будет выглядеть так.Также обратите внимание на то, что сращивания имели довольно сложную изоляцию: сначала слой (я имею в виду 3-6 слоев) тканево-смолистой «фрикционной ленты» с привязанным концом, чтобы предотвратить распутывание … затем, когда это стало доступно, слой обычного пластикового скотча.
Однако соединение Western Union никогда не могло быть задумано для соединения медь-алюминий из разнородных металлов.
Теперь я отмечу, что ваша пайка выглядит неплохо на медной стороне, но алюминиевая сторона не выглядит слишком удачной. Так что я не думаю, что это сработает и в качестве соединения Western Union.
Ваше мнение о том, что «то, что я делаю, ничем не отличается от сварки Copalum» может быть оспорено производителем. Это, конечно, другое. Они выглядят как изощренная попытка применить навыки электроники уровня Adafruit к очень серьезной проблеме, которой 30 лет уделялось внимание целой армией докторов наук. Если бы это был , что-то вроде этого простого , он был бы разработан в решение и добавлен в Code.
То, что у вас там, с припоем к алюминию, похоже на соединение холодной пайки.Вы окутали алюминий, но это все. Вы не привязываетесь к нему. Далее наступит коррозия.
Ваша основная проблема – потребность в соединении – уже решена устройствами с подключениями с рейтингом CO-ALR. Присмотритесь как-нибудь к одному из них.
Наука о сравнении медных или алюминиевых наконечников с медными или алюминиевыми проводами хорошо известна. Алюминиевые проушины – универсальный донор, и возьмут все, что угодно. Медные наконечники принимают только медь. Вот где усилия 1970-х годов не увенчались успехом; они поспешно промаркировали наконечники, содержащие только медь, для алюминия без надлежащих испытаний.
Вот почему большинство проушин панели сделаны из алюминия, нейтральные стержни – из алюминия, разъемы Polaris имеют алюминиевый корпус, а MAC Block и Alumiconns по сути являются миниатюрными алюминиевыми разъемами Polaris.
Что касается надежности соединений проушин, это было рассмотрено в Кодексе, требуя использования динамометрических отверток. Играя с припоем, когда у вас даже нет динамометрической отвертки, вы расставляете приоритеты в неправильном направлении!
Некоторые нормативные вопросы
Во-первых, все, что вы делаете в доме, должно быть разрешено и одобрено местным инспектором (AHJ).Обычно инспектор отказывается от таких простых вещей, как розетки и выключатели; однако это предполагает, что то, что вы делаете, – это нормальный материал . Вам нужно спросить у инспектора, нужно ли вам тянуть разрешение. Я совершенно уверен, что если вы честно говорите о том, что делаете, инспектор НЕ откажется от проверки. Теперь вы будете в споре с инспектором по поводу того, следует ли это допускать. Как вы думаете, что все будет дальше? Не очень хорошо, держу пари, вы знаете. Итак, на самом деле, все это зависит от инспектора, который не узнает. Думаю, это ответ на ваш вопрос о том, что происходит во время распродажи.
Имейте в виду, что инспектор по электрике, у которого вы получаете разрешения и проводите инспекции во время работы, который имеет регулирующие полномочия и может отозвать разрешение на занятие дома, вынуждает вас потребовать разрешения, чтобы удалить все несанкционированные работы и вытащить еще один, чтобы переделать это должным образом … это совершенно другой человек, чем “домашний инспектор”, который является мастером на все руки, который просто советует покупателю дома.
Домашний инспектор может быть домкратом, но он знает этот город и другие дома в этих застройках, знает, что строители тогда любили использовать, и мгновенно узнает алюминиевую проводку, несмотря на ваше представление. Не признает новую технику пигтейла как какой-либо законный или одобренный предмет и укажет это в отчете инспектора. Покупатель отзовет свое предложение или уменьшит свое предложение, потребовав полной замены алюминиевой проводки.
Наконец, вам не разрешается проводить электромонтажные работы в чужих домах.Вы должны быть лицензированным электриком или владельцем дома. Невозможно “проверить” лицензию электрика; это требует очень длительного ученичества.
Далее у вас этот тупик:
110.14 Проводники разнородных металлы не должны смешиваться в терминале или соединении соединитель, в котором происходит физический контакт между разнородными проводники (такие как медь и алюминий, медь и алюминий, плакированный медью, или алюминий, плакированный медью), если устройство не идентифицировано для цели и Условия использования.
Однако
110,14 (B) Паяный стыки сначала должны быть сращены или соединены таким образом, чтобы они были механически и электрически безопасно без припоя, а затем быть припаял.
Как сделать их электрически защищенными без пайки, без физического контакта? Вы можете попросить их связаться с промежуточным устройством (например, Alumiconn), но этот элемент должен быть идентифицирован (и утвержден 110.2) для использования.
Использование алюминиевой пайки для ремонта двигателей – Журнал «Газовый двигатель»
Брэд Э.Смит
1/9
Фото 1. Возьмите шило и проткните дно банки.
2/9
Фото 4 – Сторона картера газового двигателя, через которую был пробит шатун.
3/9
Фото 2. «Лужа» тонким слоем поперек дыры.
4/9
Фото 3. Возьмите две алюминиевые банки и спаяйте их вместе.
5/9
Фото 5 – Чтобы отремонтировать бобышку, которая вырвалась из крышки клапана Honda, основную металлическую трещину следует «выпилить» шлифованием. Затем основной металл нагревается, и припой расплавляется в канавке с V-образным вырезом до тех пор, пока он не заполняет канавку. Опять же, отшлифуйте соединение заподлицо, и никто не узнает.
6/9
Фото 7. На новой металлической накладке нет пористости, поэтому винт теперь можно балансировать и красить.
7/9
Фото 6 – Обратите внимание, что часть коллектора также была припаяна к коллектору.
8/9
Дисплей ремонта алюминия.
9/9
Облицовка фары от антикварного авто, отремонтированная алюминиевым припоем.
❮ ❯На нескольких выставках старинных тракторов и двигателей в этом районе в небольшом трейлере есть мужчина, демонстрирующий использование алюминиевого паяльного стержня, который он продает.По рекомендации других моделистов и реставраторов двигателей, которые использовали продукт, я наблюдал и слушал его демонстрацию. Затем он позволил мне припаять немного алюминия прямо на его дисплее. Затем я купил некоторые из алюминиевых паяльных стержней, которые он продает, и взял их домой, чтобы поэкспериментировать. Из всего этого я узнал, что алюминиевый припой ДЕЙСТВИТЕЛЬНО РАБОТАЕТ и может быть очень ценным в нашем хобби.
Давайте начнем с описания некоторых вещей, которые можно сделать с помощью алюминиевого припоя, а затем обсудим методы.Картер картера небольшого бензинового двигателя, у которого была выломана сторона, потому что сломанный шатун прошел через картер, был залатан алюминиевым припоем. Крышка клапана мотоцикла, у которой была сломана резьбовая втулка, была припаяна на место. Крышка коробки передач, через которую протерлась незакрепленная цепь, была отремонтирована алюминиевым припоем. Резьба крепления карбюратора на впускном коллекторе двигателя была снята. Для вставки места не было, но деталь спасла алюминиевый припой.С помощью изделия отремонтированы двигатели авиамоделей. Детали отделки антикварных автомобилей, изготовленные из литого под давлением «горшечного металла», были отремонтированы и заделаны припоем. Алюминиевый гребной винт лодки (настоящий гребной винт, а не модель), у которого был сломан кусок, был отремонтирован этим алюминиевым припоем.
Это улучшенная версия алюминиевого припоя. Более ранний припой работал так же хорошо, но требовал более тщательной подготовки поверхности, а именно очистки стыка щеткой из нержавеющей стали (никогда не используйте стальную щетку) в горячем состоянии.Новый припой не требует этой подготовки, хотя старая литература все еще отправляется вместе с новым припоем.
Процесс довольно простой. Сначала очистите поверхность паяемого металла. Припой не прилипает к грязному или окисленному алюминию. Запомните этот факт, потому что он нам пригодится позже. Металл можно очистить наждачной бумагой, наждачным кругом, фрезой в инструменте Dremel и т. Д. Никогда не используйте наждачную бумагу, потому что некоторые наждачные полотна содержат масло, которое может загрязнить поверхность.Вам нужно будет заделать некоторые трещины, чтобы освободить место для припоя. Опыт приведет вас сюда. Во-вторых, нагрейте основной металл пропановой горелкой до температуры выше 732 градусов плавления припоя. Основной металл должен быть горячим, потому что тепло открывает поры металла. Расплавленный припой заполняет эти поры, заставляя его прилипать к основному металлу. Основной металл должен быть достаточно горячим, чтобы расплавить стержень. Расплавьте припой, царапая его по поверхности основного металла, в то время как горелка направлена на точку соприкосновения стержня припоя с основным металлом.Припой будет «растекаться» и течь туда, куда вы хотите. Дайте металлу остыть и отшлифуйте стык или залатайте, если хотите. Вот и все.
Единственный способ научиться использовать алюминиевый припой – это попробовать и попрактиковаться. Хорошее место для начала – алюминиевая банка из-под газировки. Это также покажет прочность припоя. Возьмите шило и проткните дно банки. (ФОТО 1) Слегка отшлифуйте поверхность и заполните отверстие припоем. Припой имеет тенденцию покрывать пленку и заполнять дыры, поэтому все, что вам нужно сделать, это нанести тонкий слой на отверстие.(ФОТО 2) После того, как банка остынет, попробуйте проткнуть шилом отверстие в припое. Вы не сможете. Припой намного прочнее и тверже основного металла. Это метод заполнения небольших отверстий. Теперь возьмите две алюминиевые банки и спаяйте их вместе. (ФОТО 3)
Для более крупных отверстий, таких как сторона картера газового двигателя, через которую был пробит шатун, существует другой метод. (ФОТО 4) Помните, что припой не прилипает к окисленному алюминию.Сначала зачистите область вокруг разрыва наждачной бумагой. Возьмите кусок алюминия, который подходит к отверстию за отверстием, и установите его на место. Не чистите этот кусок. Теперь нагрейте основной металл и начните плавить алюминий с одной стороны, работая расплавленным металлом через отверстие. Подложка предотвращает вытекание расплавленного металла. Необязательно, чтобы он идеально подходил, потому что металл быстро затвердевает, создавая основу для большего количества расплавленного металла. Когда закончите, дайте ему остыть и снимите подложку.Подложка может быть плоской или круглой, например трубкой, в зависимости от того, что будет соответствовать внутреннему контуру. Если хотите, отшлифуйте заплатку заподлицо, и никто никогда не узнает, что картер был залатан.
Чтобы отремонтировать бобышку, которая вырвалась из крышки клапана Honda, основную металлическую трещину следует «выпилить» шлифованием. Затем основной металл нагревается, и припой расплавляется в канавке с V-образным вырезом до тех пор, пока он не заполняет канавку. Опять же, отшлифуйте соединение заподлицо, и никто не узнает. (ФОТО 5)
Для ремонта резьбы, которая была снята с коллектора, на котором установлен карбюратор, был использован действительно новый метод.Сначала просверлите отверстие больше, чем основной диаметр резьбы. Вставьте болт в отверстие и как-нибудь удерживайте его на месте. Теперь нагрейте основной металл и расплавьте припой в отверстие вокруг болта. Припой будет прилипать к открытым порам алюминия, но не прилипнет к неочищенному стальному болту. Когда остынет, открутите болт и у вас будет новая резьба. Если это звучит слишком хорошо, чтобы быть правдой, я видел, как это было сделано! (ФОТО 6) Обратите внимание на фото, что часть коллектора также была припаяна к коллектору.
Ремонт деталей, отлитых под давлением, может производиться таким же образом, так как припой прилипает к отливкам под давлением, а также к «металлическому корпусу». Был произведен ремонт игрушечного колеса со спицами «металлический горшок», у которого отсутствовала спица, путем изготовления новой спицы из расплавленного алюминия. Спица была «отлита» на месте и доведена до окончательной формы. Таким образом была восстановлена старинная игрушка. Металл также можно расплавить и отлить в форму.
В алюминиевом гребном винте лодки был выломан кусок. Сломанный край обработали щеткой из нержавеющей стали для удаления краски и оксидов.К плоскому краю гребного винта приставили кусок окисленной меди. Алюминиевый припой использовался для формирования нового участка от скошенной кромки гребного винта. Сделайте ремонт немного больше оригинального металла. После остывания винт стачивался до исходного контура. Новый металлический патч не имеет пористости, поэтому винт теперь можно балансировать и красить. (ФОТО 7)
А как это соотносится с нашим хобби? Алюминиевые детали, которые пришлось бы выбросить, можно спасти, если нет замены.Изношенные поверхности можно наращивать и повторно обрабатывать. Отливки с дефектами можно отремонтировать. Вы можете изготовить практически любую форму, спаяв секции вместе. Используйте свое воображение, и вы сможете найти еще больше применений для этого продукта. Когда паяльный стержень становится слишком коротким, не выбрасывайте его, а приварите к новому стержню.
СТАТЬИ ПО ТЕМЕ
Узнайте о высоковольтной системе зажигания и о том, почему существует конденсатор, чтобы вернуть искру в двигатель Клинтона 1952 года.
Следуйте за Рональдом Макклелланом через создание карбюратора и замену воздухозаборника для восстановления его газового двигателя Франклина.
Повторная сборка начинается со сложной фазы восстановления и заканчивается магнето, топливной системой и стартером, часть 3 из 3.
| ||||||||||||
