
Сварочный инвертор Ресанта САИ 190: характеристики, как пользоваться
Модель нельзя отнести к разряду профессионального оборудования, хотя и бюджетной ее назвать сложно. Ресанта САИ 190 лучше всего подойдет любителям, которые планируют выполнить какую-то работу у себя на даче, или новичкам, желающим обучиться сварочному делу.
СОДЕРЖАНИЕ
- Устройство и функциональность
- Характеристики сварочного инвертора Ресанта САИ 190
- Плюсы и минусы
- Подготовка к работе и меры безопасности
- Как пользоваться сварочным аппаратом Ресанта 190
- Схемы и неисправности
- Вместо заключения
Устройство и функциональность
Сварочный аппарат Ресанта САИ 190 заключен в корпус прямоугольной формы, размеры которого составляют 350х140х250 мм. Он изготовлен из прочной качественной стали, а поверхность защищена лакокрасочным слоем. Благодаря большому плоскому основанию он устойчив на любой поверхности, в том числе и на уклонах. С двух сторон на корпусе предусмотрены прорези, которые служат для беспрепятственного проникновения воздуха. Кожух соответствует требованиям защиты класса IP21.
С двух сторон на корпусе предусмотрены прорези, которые служат для беспрепятственного проникновения воздуха. Кожух соответствует требованиям защиты класса IP21.
На задней крышке установлен включатель и вход для питающего кабеля, а спереди собрана панель управления. Она характеризуется простотой устройства и разобраться с функционалом сможет даже новичок. Здесь предусмотрен поворотный регулятор силы тока, индикатор сети и перегрева. Здесь же есть клеммы для подключения сварочных кабелей. В верхней части предусмотрены крепежи наплечного ремня.
Составные узлы и элементы расположены внутри корпуса. Основным элементом является трансформатор, преобразующий входной ток частотностью 50 Гц в постоянный. После этого ток снова преобразуется в переменный, но его частотность уже намного больше и составляет 20 кГц. Благодаря такой цепочке преобразований удается увеличить силу тока до 190 Ампер. Напряжение при этом составляет 85 В. Сам трансформатор имеет на поверхности ребра охлаждения, изготовленные из легкого сплава. Для лучшей циркуляции воздуха предусмотрены два вентилятора.
Для лучшей циркуляции воздуха предусмотрены два вентилятора.
Надежность работы и полная безопасность эксплуатации обеспечивается встроенной системой защиты и предупреждения. Установлены температурные датчики, которые следят за повышением температуры и предупреждают пользователя в случае приближения опасного порога.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Принцип работы сварочного аппарата заключается в том, чтобы разжечь высокотемпературную дугу между поверхностью металла и электродом. В этой среде достигается высокая температура, которая заставляет металл плавиться. Расплав соединяемых кромок перемешивается, образуя прочную монолитную поверхность. «Бортовые» функции антизалипания и горячего старта обеспечиваются за счет автоматической регулировки силы рабочего тока.
Для быстрой активации дуги в момент приближения электрода к поверхности металла подается мощный электрический импульс. После загорания дуги ток резко снижается, исключая залипание электрода. Покрытие электрода горит и образует закрытую среду, не допуская контакта расплава с атмосферным кислородом и азотом. Это улучшает качество сварного соединения.
После загорания дуги ток резко снижается, исключая залипание электрода. Покрытие электрода горит и образует закрытую среду, не допуская контакта расплава с атмосферным кислородом и азотом. Это улучшает качество сварного соединения.
Характеристики сварочного инвертора Ресанта САИ 190
Для работы аппарата ручной дуговой сварки САИ 190 рекомендуется приобретать электроды диаметром до 5 мм. Максимальный сварочный ток составляет 190 ампер (паспортно-технические данные). Однако практикующие специалисты отмечают тот факт, что показатели завышены. Добиться на практике таких значений практически невозможно, и они несколько ниже.
Инвертор обладает небольшими габаритами и малым весом – не более 5 кг. Это удобно, если приходится часто транспортировать оборудование. К примеру, брать его с собой на дачу и забирать по возвращении домой. Широкий диапазон рабочих температур: от -10 до +40 градусов Цельсия, что очень практично для нашей климатической зоны.
Стоит отметить весьма скромную комплектацию сварочного инвертора. В сумму заложены сварочные и подающие питания кабели. Всю остальную оснастку придется докупать. С другой стороны, на оборудование предоставляется двухгодичная гарантия, что вселяет уверенность в его надежности.
В сумму заложены сварочные и подающие питания кабели. Всю остальную оснастку придется докупать. С другой стороны, на оборудование предоставляется двухгодичная гарантия, что вселяет уверенность в его надежности.
Плюсы и минусы
Сварочный аппарат Ресанта САИ 190 наделен многими достоинствами, одно из которых заметно с первых шагов: простота подключения. Достаточно просто вставить вилку в розетку бытовой сети энергоснабжения, чтобы иметь возможность начать работу. Важно, чтобы напряжение в сети не сильно варьировалось, а его минимальное значение не опускалось ниже 200 вольт.
Вторым несомненным плюсом является тот факт, что «начинка» выполнена на основе транзисторов IGBT. Именно благодаря этому аппарат получился компактным, легким и с внушительным дополнительным функционалом.
Теперь подробнее о его основных возможностях. Аппарат надежно защищен от перегрева. В его активе встроенная функция «anti stick», больше известная среди пользователей как «антизалипание». Не менее популярна и другая особенность «hot start» – быстрый старт, позволяющая практически моментально разжечь сварочную дугу. Наличие этих двух функций в значительной степени упрощает выполнение сварочных работ.
Наличие этих двух функций в значительной степени упрощает выполнение сварочных работ.
Для того, чтобы начать работать с инвертором, не обязательно изучать теоретическую часть электротехники. Все регуляторы и кнопки управления собраны на передней панели, понятны на интуитивном уровне и подписаны. Большой шрифт подписей виден даже с большого расстояния, сто удобно на первых порах для ознакомления с панелью управления.
Полный перечень достоинств:
- Модель работает от сети бытового электроснабжения и проста в подключении.
- Инверторная система подразумевает применение небольших трансформаторов. В сочетании с IGBT-транзисторами это обеспечивает небольшой вес и скромные габариты аппарата.
- Есть встроенная индикация предупреждения о перегреве. Это делает работу более комфортной и безопасной.
- Функции антизалипания и горячего старта упрощают использование установки.
- Продолжительность включения составляет 70%.
- Прочный корпус надежно защищает внутреннюю часть от повреждений.

- Широкий диапазон регулирования мощности и возможность преобразования высокочастотного тока.
- Допускается применение электродов переменного и постоянного тока.
Теперь о недостатках. Торговая марка Resanta зарегистрирована в Латвии, но производство расположено в КНР. Этот факт обусловлен двумя особенностями. Первое – расположенное в Китае производство дает возможность сформировать доступную для потребителей цену. Второе – далеко не каждый покупатель сможет довериться качеству производителей из Поднебесной. Каждому придется принимать решение, взвесив эти факторы.
Второй важный минус заложен в технических характеристиках. За такую же стоимость многие другие китайские производители предлагают оборудование с куда более внушительными параметрами. Здесь же покупателям приходится приплачивать за бренд и сервис. Функционала оборудования со временем перестает хватать и для выполнения более сложных задач придется покупать другой инвертор.
Функционала оборудования со временем перестает хватать и для выполнения более сложных задач придется покупать другой инвертор.
Подготовка к работе и меры безопасности
Конструктивно инверторный сварочный аппарат Ресанта 190 не является сложным устройством. Подготовить его к эксплуатации может практически любой человек. Важно изначально обеспечить элементарные меры безопасности и учесть некоторые моменты. Это необходимо для предотвращения возможности поражения электрическим током, а также исключения ряда других неприятных ситуаций.
Заземляется оборудование через шнур электропитания. Поэтому необходимо использовать розетки соответствующей конфигурации, соединенные с контуром заземления. Питающий шнур подключается к сети электроснабжения после того, как были подключены силовые сварочные кабели. Включается тумблер «сеть», а регулятор силы тока переведен в наименьшее положение. После выполнения работ устройство отключается в обратном порядке.
После выполнения работ устройство отключается в обратном порядке.
Выполнение сварочных работ в закрытом помещении требует дополнительной подготовки. Необходимо позаботиться о проветривании внутреннего пространства. В обязательном порядке следует избавиться от легковоспламеняющихся материалов и жидкостей. Приступать к работе можно только в средствах индивидуальной защиты: маска, перчатки, головной убор, костюм из огнестойкого материала, прочная закрытая обувь.
Как пользоваться сварочным аппаратом Ресанта 190
Перед тем, как приступить к работе, следует внимательно ознакомиться с требованиями безопасности. Порядок выполнения работ:
- зачищается поверхность свариваемых деталей. На расстоянии 1-2 см от сварочного шва материал должен быть очищен от краски, масла, пыли и прочих загрязнений;
- удерживая сварочную маску перед лицом, необходимо поджечь дугу. Наиболее эффективным считается метод «чиркания» – по принципу поджига обыкновенной спички;
- после активации сварочной дуги, нужно ее удерживать.
 Для этого необходимо придерживаться расстояния от электрода до поверхности металла, которое равняется расходника. Угол наклона по вертикали желательно выдерживать в диапазоне 20-30 градусов;
Для этого необходимо придерживаться расстояния от электрода до поверхности металла, которое равняется расходника. Угол наклона по вертикали желательно выдерживать в диапазоне 20-30 градусов; - по завершению формирования сварочного шва электрод следует отвести немного назад, а потом резко вернуть в начальное положение, чтобы ванночка наполнилась расплавом;
- шлак очищается при помощи специального сварочного молоточка или жесткой металлической щетки;
- заменять электрод и двигать свариваемые элементы безопаснее с использованием диэлектрических плоскогубцев;
- при смене электрода нужно выключать сварочный аппарат, предварительно снизив силу тока до минимального значения.
В целях безопасности запрещается:
- эксплуатировать оборудование в помещении с высокой влажностью или на открытой площадке во время дождя;
- применять абразивные и режущие средства металлообработки в непосредственной близости к инвертеру.
 Это приведет к попаданию мелких металлических частиц внутрь, что в конечном итоге приведет к выходу оборудования из строя;
Это приведет к попаданию мелких металлических частиц внутрь, что в конечном итоге приведет к выходу оборудования из строя; - работать, если повреждена изоляция на питающем или сварочном кабеле;
- включать аппарат принесенный из холода в теплое помещение. Нужно дать оборудованию постепенно нагреться (адаптироваться), чтобы избежать образования конденсата.
Читайте также: Рейтинг лучших сварочных инверторов
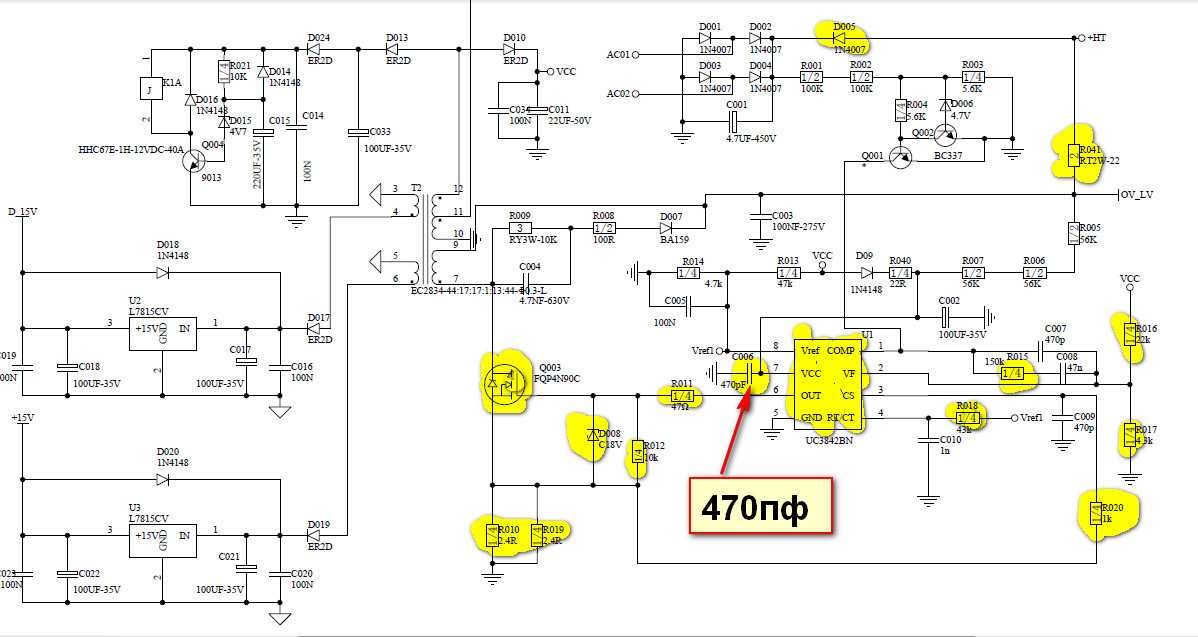
Схемы и неисправности
Далее прикреплено несколько схем, которые помогут специалистам разобраться с принципами устройства и работы оборудования.
Иногда случаются неисправности, которые пользователь может устранить самостоятельно. Это, как правило, мелкие дефекты, для исправления которых не требуются специальные знания или навыки. Серьезные поломки вынуждают владельцев обращаться в сервисные центры или специализированные ремонтные мастерские.
- Перегрев оборудования или неисправности блока питания. В этом случае нужно прибегнуть к помощи специалистов и обратиться в мастерскую.
- Не отсвечивает индикатор сети. Прежде всего, необходимо проверить, включена ли вилка в розетку и положение тумблера на панели управления. Если здесь все в порядке, то к решению нужно подключить электрика.
- Оборудование не работает на полную мощность. Причиной такого может быть влажная поверхность электрода или слишком маленькое напряжение в сети электроснабжения.
- Отсвечивает индикатор перегрева. Нужно снять корпус и проверить засоренность системы охлаждения, при необходимости очистить. Если манипуляции не помогли улучшить ситуацию, следует обратиться в мастерскую.
- Отключение вентилятора при отсутствии сигнала перегрева. Обратиться в сервисный центр.
- Долго мигают индикаторы при первом включении.
 Работа в режиме аргоновой сварки характеризуется нестабильностью дуги. Аппарат нуждается в ремонте с привлечением специалистов.
Работа в режиме аргоновой сварки характеризуется нестабильностью дуги. Аппарат нуждается в ремонте с привлечением специалистов. - Инвертор перестает работать, издавая громкий щелчок. Причиной может стать подгоревший контакт или проводка. Требуется проверка регулируемых накладок и реле.
- При включении пробивает массу. Свидетельствует о нарушении изоляции проводки. Нужно внимательно ее проверить.
- На лицевой панели мигают два диода, а вентилятор синхронно с ними включается-выключается. Такое поведение узлов оборудования свидетельствует об неисправностях системы охлаждения. Скорее всего вышла из строя управляющая микросхема. В случаях, когда питание кулера прерывает реле, то его следует сменить на новое.
- Индикаторы мигают, реле срабатывает, а вентилятор включается. Через одну секунду все выключается и процесс повторяется заново. Необходимо проверить сопротивление R43 (обозначено на схеме – 51Ом, 12В), диод D14 и выходные транзисторы.

- Слишком легко прокручивается ручка регулировки силы тока. Со временем крепление ослабляется и разбалтывается. Нужно проверить и заменить изношенную часть.
- Вентилятор разрушился. Материал, из которого он изготовлен, очень хрупкий. Попадание постороннего предмета или ветки неизбежно приводит к разрушениям. Деталь необходимо заменить.
- Трескается оплетка на проводе при работе на морозе. Не всякая проводка предназначена для работы в условиях отрицательной температуры. Нужно прекратить работу или приобрести соответствующий кабель.
Вместо заключения
Сварочный аппарат САИ 190 подойдет начинающим пользователям или в качестве оборудования для обучения студентов. Это неплохой выбор для домашнего использования, если подразумевается нерегулярная эксплуатация. Профессионалам или для заработка этот аппарат не подойдет из-за ограниченных технических возможностей.
Полуавтоматический сварочный аппарат инверторного типа Ресанта САИПА-220 65/10
Сварочный аппарат инверторный полуавтоматический Ресанта САИПА-220 с функцией ММА предназначен для ручной электродуговой сварки постоянным током проволокой в среде защитного газа – углекислого, аргона или их смеси. Применяется для высококачественной сварки низкоуглеродистых сталей, низколегированных и нержавеющих сталей, чугуна и других металлов в строительстве, монтажных и ремонтных работах различной степени сложности. Встроенная защита от перегрева защищает агрегат от поломки. Можно регулировать скорость подачи проволоки и сварочный ток, что позволяет добиться высокого качества сварного соединения.
Применяется для высококачественной сварки низкоуглеродистых сталей, низколегированных и нержавеющих сталей, чугуна и других металлов в строительстве, монтажных и ремонтных работах различной степени сложности. Встроенная защита от перегрева защищает агрегат от поломки. Можно регулировать скорость подачи проволоки и сварочный ток, что позволяет добиться высокого качества сварного соединения.
Среди сварочных аппаратов практичными, удобными и многофункциональными являются сварочные полуавтоматы марки Ресанта. Их положительной особенностью признана возможность без усиления дополнительными элементами качественно выполнять сварку как цветного, так и черного металлов. Считается, что полуавтоматическое оборудование весьма просто освоить даже новичку.
Особенности и преимущества
- Дополнительно оборудована функция сварки ММА (помимо MIG/MAG). Таким образом полуавтомат подходит большему количеству покупателей, сомневающихся в выборе сварочного оборудования. Таким образом покупатель за вполне доступную цену получает аппарат обладающий двумя режимами работы.

- Класс защиты IP 21, то есть «от крупных частиц и отвесных дождевых капель».
- Защита от перегрева и пониженного напряжения сети, что позволяет уберечь аппарат от поломки.
- Горелка съемная.
Основное преимущество полуавтомата – это то, что аппарат автоматически подает расходные материалы, а точнее электродную проволоку, с помощью которой осуществляется зажигание дуги и сваривание металлоизделия. Данный агрегат получил название полуавтомата, так как позволяет лишь частично механизировать процесс сварки. В отличие от автоматической сварки, которая полностью выполняется запрограммированным оборудованием, в полуавтоматической сварке механизирован только процесс подачи проволоки. Тем не менее, такая механизация позволила значительно увеличить производительность: сварщику нет необходимости прерываться, чтобы заменить электрод, дуга горит более стабильно. Кроме того, сварочные полуавтоматы, в отличие от автоматов, позволяют непосредственно контролировать процесс образования шва. А значит, такие соединения получаются более качественными и требуют меньших доработок.
А значит, такие соединения получаются более качественными и требуют меньших доработок.
Существуют как универсальные полуавтоматы, так и обычные. Объединяет их то, что все они оснащены механизмом подачи электродной проволоки. Однако, универсальные сварочные полуавтоматы отличаются тем, что имеют более широкое применение, чем обычные устройства. Универсальные полуавтоматы могут применяться как для сварки в среде защитных газов в режимах MIG/MAG, так и для сварки самозащитной проволокой и пр. Режим MIG применяется для сваривания в среде инертных газов, например, аргон или гелий. MAG-сварка проводится в среде активных газов. Кроме этого, некоторые модели имеют режим MMA. Этот режим можно использовать при работе как с черными, так и с цветными металлами. В данном случае полуавтомат используется для осуществления ручной дуговой сварки, которая производится штучными электродами. Данный вид работ проводится при постоянном токе, электронная начинка сама управляет сварочным током, в результате чего швы получаются ровными и аккуратными.
Принцип работы
Источником питания служит инвертор на основе IGBT транзисторов. Принцип работы инвертора заключается в преобразовании переменного напряжения сети частотой 50 Гц в постоянное напряжение величиной в 400 В, которое преобразуется в высокочастотное модулированное напряжение и выпрямляется. Сварка происходит плавящимся электродом в среде защитного газа. Электродом служит металлическая проволока, намотанная на катушку, подающаяся в зону сварки регулируемым механизмом протяжки. Защитный газ подается в зону сварки из присоединяемого баллона через электромагнитный клапан. Аппарат имеет встроенную защиту от перегрева и оснащен регулировками величины тока и скорости подачи сварочной проволоки в зависимости от материала и толщины свариваемой заготовки.
Устройство САИПА-220
Изделие выполнено в металлическом корпусе с открывающейся боковой крышкой, на передней панели которого расположено:
- Кнопка переключения режимов MIG/MAG и ММА.

- Регулятор напряжения дуги для режима MIG/MAG (данная регулировка только для режима MIG/MAG).
- Регулятор величины сварочного тока и подачи сварочной проволоки для режима MIG/MAG и регулятор величины сварочного тока для режима ММА.
- Регулятор форсажа дуги.
- Принудительная протяжка сварочной проволоки.
- Силовые разъемы для подключения сварочных кабелей.
- Индикатор «сеть» загорается при включении прибора.
- Индикатор «перегрев» загорается на несколько секунд при включении и при перегреве прибора и выключается после его охлаждения до рабочей температуры.
- Автоматический выключатель. Он позволяет работать в сетях со слабой проводкой и сетях, не оснащенных защитой (установлен на задней панели).
Сила сварочного тока
С увеличением силы сварочного тока повышается глубина провара, что приводит к увеличению доли основного металла в шве. Ширина шва сначала несколько увеличивается, а затем уменьшается. Силу сварочного тока устанавливают в зависимости от выбранного диаметра электрода.
Силу сварочного тока устанавливают в зависимости от выбранного диаметра электрода.
Скорость подачи проволоки
Связана с силой сварочного тока и регулируется одновременно с ним. Ее устанавливают с таким расчетом, чтобы в процессе сварки не происходило коротких замыканий и обрывов дуги.
Напряжение дуги
С увеличением напряжение дуги глубина провара уменьшается, а ширина шва увеличивается. Чрезмерное увеличение напряжения дуги сопровождается повышенным разбрызгиванием жидкого металла, ухудшением газовой защиты и образованием пор в наплавленном металле. Напряжение дуги устанавливается в зависимости от выбранной силы сварочного тока.
Вылет электрода
С увеличением вылета электрода ухудшается устойчивость горения дуги и формирование шва, а также увеличивается разбрызгивание жидкого металла. Очень малый вылет затрудняет наблюдение за процессом сварки, вызывает частое подгорание газового сопла горелки. Величину вылета электрода, а также расстояние от сопла горелки до поверхности металла устанавливают в зависимости от выбранного диаметра электродной проволоки.
| Диаметр электродной проволоки: | 0,5-0,8 мм | 0,8-0,1 мм |
| Вылет электрода: | 7-10 мм | 8-12 мм |
| Расстояние от сопла до металла: | 7-10 мм | 8-12 мм |
| Расход углекислого газа: | 10-15 дм3/мин | 10-15 дм3/мин |
Горячий старт (HOT START)
Для обеспечения лучшего поджига дуги в начале сварки, инвертор производит автоматическое повышение сварочного тока. Это позволит значительно облегчить начало сварочного процесса. Благодаря этой функции аппаратом могут работать не только опытные сварщики, но и новички. Эта функция установлена на всех сварочных аппаратах Ресанта.
Антизалипание (ANTI STICK)
При начале сварки требуется произвести поджиг дуги. Нередко это приводит к залипанию электрода на изделии. В этом случае инвертор сам производит автоматическое снижение сварочного тока, и электрод легко отрывается. В дальнейшем, после отрыва залипшего электрода, инвертор возобновляет установленные параметры сварки. Все сварочные аппараты серии САИ оснащены данной функцией.
В этом случае инвертор сам производит автоматическое снижение сварочного тока, и электрод легко отрывается. В дальнейшем, после отрыва залипшего электрода, инвертор возобновляет установленные параметры сварки. Все сварочные аппараты серии САИ оснащены данной функцией.
| Диаметр электродов | Ток |
| 1,6 мм | 25-50 А |
| 2 мм | 50-70 А |
| 2,5 мм | 60-90 А |
| 3,2 мм | 90-140 А |
| 4 мм | 130-190 А |
| 5 мм | 160-220 А |
| 6 мм | 200-315 А |
ПВ (продолжительность включения)
Смысл параметра «ПВ» таков: это время в течение 10-минутного интервала, которое аппарат способен проработать на указанном токе. Это означает, что 70% от 10-минутного интервала (то есть 7 минут) аппарат может непрерывно варить, не отрывая дуги на указанном токе, а остальные 3 минуты он должен «отдыхать» на холостом ходу, при этом нельзя выключать аппарат из сети, что бы работало принудительное охлаждение (вентилятор).
Как пользоваться сварочным аппаратом?
1. Регулировка сварочного аппарата
Для каждого аппарата существуют разные регулировки, но в принципе следующие три параметра: ток дуги, количество газа защиты, количество газа охлаждения. Эти параметры контролируются независимо на панели управления и работают до включения питания.
2. Обращайтесь с предохранителями:
Поскольку в сварочном аппарате имеется много соединений между сварочным аппаратом – подачей оборудования – сварочной горелкой, необходимо соблюдать следующие правила:
– Выполнение редукционного клапана и расходомеров защитных газов, таких как редукционные клапаны при газовой сварке.
– Перед подключением оборудования убедитесь, что машина выключена, а вентили полностью закрыты.
– Электрические соединения должны быть чистыми и затянутыми.
– Удалите всю воду в безопасное место, чтобы вода не попадала на пол и аппарат
– Проводник должен быть расположен в правильном положении, чтобы не воспламениться от дуговой искры, избегая пути сварщика, чтобы чтобы не пинали.
3. Эксплуатация основного сварочного аппарата:
– При включении аппарата поместите горелку подальше от сварочного материала, чтобы они не вызвали неожиданную дугу
– Откройте клапан охлаждающей воды.
– Медленно откройте газовый клапан, чтобы не повредить предохранительный клапан.
– Убедитесь, что сварочная горелка включена и запустите аппарат.
– Когда сварочный аппарат включен, проверьте обратную линию, чтобы убедиться, что линия охлаждающей воды работает правильно.
Затем проверьте подачу аргона, перекрыв газовый вентиль.
– После того, как воздушный клапан был открыт, отрегулируйте поток воздуха, чтобы он соответствовал требуемому потоку воздуха.
После выполнения вышеуказанных шагов проверьте возможность безопасного отключения устройства, прежде чем приступать к наведению дуги.
4. Выключите аппарат:
Сварщик должен знать процесс безопасного отключения, включая следующие этапы:
– Сварочная горелка устанавливается в положение, при котором дуга не возникает.
– Вручную затяните защитный газовый клапан на газовом баллоне.
— Откройте газовый клапан на сварочном аппарате, чтобы выпустить весь газ из трубы.
– Отсоединить охлаждающую жидкость.
– Откройте водяной клапан на машине, чтобы слить все.
– Выключите сварочный аппарат, отключив питание или выключив аппарат.
Практическая сварка алюминия:
Запрос:
– Знать, что такое сварка и сварка алюминия
– Понимать правила сварки.
Сварка применяется в основном для сварки алюминия толщиной 0,8 – 3,2 мм. Большую толщину также можно припаивать TIG, но экономический эффект невелик. Сварщики TIG должны уметь пользоваться фрезерным станком, особенно двумя руками одновременно.
Подготовка сварочного аппарата:
Сварочные аппараты переменного тока следует использовать, поскольку дуги переменного тока выталкивают оксидный слой на поверхность.
Выбор электродов:
При сварке алюминия следует выбирать циркониевые электроды – вольфрамовые хороши тем, что они меньше загрязняются и устойчивы к более высоким токам, несмотря на более высокую цену.
Подготовьте горелку:
– При сварке слабым током (менее 100 А) используйте сварочную горелку с воздушным охлаждением. В случае использования больших сварочных токов (100 – 250 А) следует использовать сварочные иглы с водяным охлаждением и специальные рукоятки.
Газовая защита:
При сварке алюминия аргон считается лучшим защитным газом. В местах с недостаточным количеством защитного газа сварной шов будет черным из-за проникновения воздуха. Следовательно, сварщики должны поддерживать достаточный поток воздуха, даже когда сварка отключена.
Этап очистки:
Сварщикам необходимо очистить алюминиевую поверхность перед тем, как зажечь дугу, чтобы гарантировать, что сварной шов не смешается с оксидом. Обычно применяются методы очистки щетками из нержавеющей стали или антикоррозионными покрытиями.
Обеспечение безопасности при сварке:
Должна быть полностью обеспечена средствами защиты труда, такими как: длинные рукава, перчатки, головные уборы, защитная маска. Маске нужен хороший цветовой фильтр.
Маске нужен хороший цветовой фильтр.
Палка
Некачественная сборка приводит к тому, что припой в процессе сварки отклоняется, не приваривается, что делает качество сварки невысоким. Поэтому перед полной сваркой необходимо проварить несколько точек, следя за тем, чтобы кромки швов при сварке удерживались параллельно.
Поза при пайке и вскрытии:
Лучшая позиция по-прежнему солдатский живот. Это положение удобно для сварщиков, которым легко манипулировать, что обеспечивает экономию средств и хорошее качество сварки.
Как пользоваться сварочным аппаратом MIG
Фото: istockphoto.com
Сварка MIG чрезвычайно популярна как среди новичков, так и среди профессионалов. Несомненно, это самый простой способ изучения четырех основных типов сварки, и с его помощью можно получать чистые и прочные сварные швы из самых разных металлов. MIG, что означает «металлический инертный газ» и также известна как дуговая сварка металлическим газом (GMAW), часто путают со сваркой TIG, хотя на самом деле они совершенно разные.
Эта статья поможет новичкам сделать первые шаги в сварке MIG, исследуя различные типы сварочных аппаратов MIG, рассматривая вопросы безопасности при сварке и объясняя, как использовать сварочный аппарат MIG для любого количества различных проектов DIY.
Важные детали аппарата для сварки MIGФото: amazon.com
Хотя существует несколько различных типов аппаратов для сварки MIG, все они имеют одни и те же четыре или пять ключевых компонентов.
- Блок питания : Это основной блок, в котором находятся все элементы управления сварочным аппаратом MIG. Он преобразует входную мощность (обычно от бытовой розетки или генератора) в напряжение, необходимое для сварки металла разной толщины, и задает скорость подачи сварочной проволоки.
- Сварочный пистолет (горелка ): это портативное устройство, создающее электрическую дугу для запуска процесса сварки. Он подает как газ для защиты сварного шва, так и проволоку, которая плавит металл, а также создает сварной шов.
- Зажим заземления : Для создания сварочной дуги требуется электрическая цепь. Частью этой цепи является земля или заземление. Заземляющий зажим крепится либо к свариваемому металлу, либо к подходящему металлическому верстаку.
- Сварочная проволока (без изображения) : В процессе сварки MIG ток подается по расходуемой металлической проволоке, которая технически является электродом. Это создает сварочную дугу, которая плавит металл, а также действует как наполнитель между двумя соединяемыми частями.
- Подача газа (без изображения) : При сварке MIG используется газ для создания защитного экрана вокруг сварного шва. Это предотвращает попадание примесей, которые в противном случае могли бы вызвать слабость. Сварочный газ MIG обычно подается из баллона, размер которого может варьироваться от 20 до 300 кубических футов (куб. футов). Для безгазовой сварки MIG не нужна бутылка, хотя, как мы увидим чуть позже в этой статье, термин «безгазовая» немного вводит в заблуждение.

Несмотря на то, что производительность одного и другого аппаратов для сварки проволокой MIG может значительно различаться, основное различие заключается в том, является ли аппарат газовым, безгазовым или и тем, и другим.
1. ГазФото: amazon.com
Газовая сварка MIG требует отдельной подачи баллонного газа для создания защитного экрана. Он проходит через сварочный пистолет через соединительный шланг. Скорость потока регулируется регулятором на верхней части флакона.
Хотя газовый баллон может быть немного неудобным, газовая сварка MIG более универсальна, чем безгазовая. Его можно использовать для сварки мягкой стали, нержавеющей стали и алюминия. Однако газовую MIG нельзя использовать на открытом воздухе, так как защитный газ будет выдуваться.
Наша рекомендация: YesWelder 250A Aluminium MIG Welder на Amazon за 499,99 долларов США
Этот аппарат YesWelder 3-в-1 совместим практически с любой сварочной задачей, совместим с катушечным пистолетом и предлагает производительность и универсальность при конкурентоспособная цена.
Фото: amazon.com
Безгазовая сварка MIG, также называемая дуговой сваркой с флюсом (FCAW) или просто сварка с флюсом, использует самозащитную проволоку. Другими словами, подаваемый в сварной шов электрод соединяется с плавящимся в дуге флюсом и образует собственную газовую защиту. Он не совсем безгазовый, но ему не нужен отдельный источник питания. В результате его легче настроить, чем газовую сварку MIG, поэтому его часто рекомендуют новичкам.
Возможность создания собственного экрана позволяет использовать безгазовую сварку MIG на открытом воздухе. Однако, хотя можно найти проволоку с флюсовым сердечником для нержавеющей стали и алюминия, этот процесс, как правило, приводит к неаккуратным, некачественным сварным швам и не рекомендуется. В результате безгазовая сварка MIG обычно используется только для сварки низкоуглеродистой стали.
Наша рекомендация: Сварочный аппарат с флюсовой сердцевиной Forney Easy Weld 140 FC-i в The Home Depot за 248,70 долл. -использование и надежное введение в безгазовую сварку MIG.
-использование и надежное введение в безгазовую сварку MIG.
Фото: amazon.com
Комбинации газовой и безгазовой сварки MIG призваны предложить лучшее из обоих миров, и большинство из них делают это очень успешно. Они легко переключаются с одного типа сварки MIG на другой, редко идя на компромисс с точки зрения производительности.
Они могут быть дорогими, но это лучшие сварочные аппараты MIG на рынке для тех, кто ищет адаптируемость.
Наша рекомендация: Hobart Handler 210MVP MIG Welder на Amazon за 1149 долларов США..99
Hobart — один из ведущих мировых брендов сварочного оборудования, и эта модель отличается профессиональными характеристиками и универсальностью.
Фото: istockphoto.com
Учитывая температуру и яркость при сварке металлов, всегда существует вероятность получения травмы. Тем не менее, несколько простых мер предосторожности обеспечат максимальную безопасность сварщика.
- Всегда носите средства индивидуальной защиты (СИЗ) и одежду, включая комбинезон или фартук, высококачественную сварочную маску и соответствующие перчатки сварщика.
- Убедитесь, что вы разбираетесь в своем оборудовании, особенно в том, как быстро выключить сварочный аппарат в случае аварии.
- Очистите зону от любых легковоспламеняющихся материалов.
- Убедитесь, что рабочая зона имеет достаточную вентиляцию. Сварочный дым может вызывать сонливость.
- При сварке в домашних условиях не допускайте детей и домашних животных к месту, где вы работаете.
- Для дальнейшего справки Управление по охране труда и здоровья (OSHA) выпускает ряд рекомендаций по технике безопасности. Хотя они предназначены для коммерческих организаций, они актуальны для всех сварщиков.
Одна вещь, которая упрощает сварку MIG, заключается в том, что сварочная проволока подается автоматически со скоростью, заданной пользователем. Однако не вся сварочная проволока одинакова.
Однако не вся сварочная проволока одинакова.
Проволока для газовой MIG не содержит флюса, необходимого для безгазовой сварки. И наоборот, проволока с флюсовой сердцевиной (безгазовая) не может использоваться в аппаратах для газовой сварки MIG. Для различных типов сварных швов (мягкая сталь, нержавеющая сталь и алюминий) также требуются специальные проволоки, а диаметр проволоки изменяется в соответствии с толщиной материала.
Важно понимать вышеизложенное для получения хороших сварных швов. К счастью, информацию легко получить от поставщиков оборудования и расходных материалов.
Соотношение защитного газаНаиболее распространенным газом, используемым для сварки MIG, является аргон (A). Это инертный газ, поэтому он не содержит примесей, которые могут ослабить сварные швы.
Хотя иногда поставляется 100-процентный аргон, обычно он смешивается с двуокисью углерода (CO2) в соотношении 75 процентов A к 25 процентам CO2. Углекислый газ считается полуинертным, дешевле аргона и улучшает провар. Однако отделка может быть менее ровной. По данным Vern Lewis Welding Supply, это соотношение может составлять около 90 процентов от продаж сварочного газа продавца.
Однако отделка может быть менее ровной. По данным Vern Lewis Welding Supply, это соотношение может составлять около 90 процентов от продаж сварочного газа продавца.
Гелий иногда добавляют к аргону и двуокиси углерода для создания так называемых «тримиксов». Они часто используются при работе с нержавеющей сталью. Конкретные соотношения меняются в зависимости от материала и процесса сварки, поэтому для получения дополнительной информации обратитесь к поставщику газа.
Как пользоваться сварочным аппаратом MIG для соединения металловФото: istockphoto.com
По возможности всегда полезно пройти профессиональный инструктаж при обучении сварке. Если местные занятия недоступны, отличной альтернативой могут стать онлайн-курсы по сварке.
Ниже приводится краткий обзор двух основных методов сварки MIG.
ШАГ 1: Решите, хотите ли вы толкать или тянуть. Существует два основных метода сварки MIG: тянуть сварной шов к себе или отталкивать его. С газовым MIG вы можете сделать и то, и другое. С безгазовым МИГом можно только тянуть, потому что толкание пробивает щит.
С газовым MIG вы можете сделать и то, и другое. С безгазовым МИГом можно только тянуть, потому что толкание пробивает щит.
Тянуть стало проще и быстрее. Сварной шов не такой аккуратный, но может проникать глубже, поэтому он обычно обеспечивает более прочный сварной шов в толстом металле. Сварной шов с проталкиванием обычно выглядит более аккуратным, более последовательным и требует меньше усилий для последующей шлифовки, если требуется гладкая поверхность.
Для стали можно использовать любой метод. Алюминий следует проталкивать с использованием газа MIG. Сварка алюминия более подвержена загрязнению, и этот метод обеспечивает хорошую газовую защиту.
ШАГ 2: Настройте сварочный аппарат MIG. Необходимо установить правильное напряжение для толщины свариваемого металла и скорости подачи проволоки. Таблицы с соответствующей информацией всегда предоставляются, часто постоянно закрепленные на самой машине. В некоторых случаях это полуавтоматический процесс, когда вам нужно только установить определенные параметры, а сварщик сделает все остальное.
Необходимо включить газ и установить правильный расход. Прикрепите зажим заземления к заготовке или сварочному столу, если он у вас есть.
ШАГ 3: Наденьте СИЗ и p проведите проверку безопасности .Все, что вы делаете сейчас, должно выполняться с установленным защитным снаряжением. Наденьте свой сварочный шлем и убедитесь, что он работает правильно. Наденьте перчатки. Сварочные перчатки поначалу могут показаться неуклюжими, но защита, которую они обеспечивают, очень важна.
Выполните проверки безопасности, указанные выше в разделе «Советы по безопасности при сварке MIG».
ШАГ 4: Нарисуйте дугу и наложите бусину.Потренироваться на куске чистого металлолома, пока вы привыкаете к сварке. Вместо того, чтобы пытаться сварить два куска металла вместе, просто сконцентрируйтесь на поджигании дуги и создании линии металла (называемой валиком) на поверхности.
Зажигание дуги и начало сварки обычно осуществляется путем царапания проволочного электрода по металлической поверхности, вызывая искру. Представьте, как бы вы чиркнули спичкой о спичечный коробок. После того, как дуга зажглась, слегка оттяните пистолет. Сварка не происходит при контакте электрода (проволоки) с металлом. Вместо этого он должен находиться на расстоянии около ⅛ дюйма от металлической поверхности.
Представьте, как бы вы чиркнули спичкой о спичечный коробок. После того, как дуга зажглась, слегка оттяните пистолет. Сварка не происходит при контакте электрода (проволоки) с металлом. Вместо этого он должен находиться на расстоянии около ⅛ дюйма от металлической поверхности.
Некоторые машины создают дугу постукиванием, но это более сложная техника. Иногда это может привести к «замерзанию», когда проволока прилипает к металлу, а не создает сварочную ванну. Начинающим рекомендуется скретчинг.
Если вы уверены, что можете зажечь дугу и контролировать валик, вы готовы к сварке. Будь то вытягивание или толкание, пистолет следует держать под углом от 15 до 20 градусов. Сосредоточьтесь на расплавленном металле (сварочной ванне), работая как можно плавнее.
Если двигаться слишком медленно, в металле могут образоваться дыры. Слишком быстрое движение приводит к тому, что сварной шов не сформирован должным образом, а это означает, что у него будут слабые места. Будьте терпеливы к себе, когда учитесь плести бусину. Чтобы сделать это правильно, требуется немного практики.
Чтобы сделать это правильно, требуется немного практики.
Подождите, пока шов остынет. Не поддавайтесь искушению окунуть металл в воду или полить его водой; это может привести к трещинам и искажениям. После того, как он полностью остынет, объем необходимой очистки металла зависит от того, будет ли виден сварной шов.
Несколько минут работы проволочной щеткой может быть достаточно. В тех случаях, когда металл будет окрашиваться, часто будет необходимо отшлифовать лишний валик, чтобы получить гладкую поверхность.
Фото: istockphoto.com
Распространенные ошибки при сварке MIG и как их избежатьСамая распространенная ошибка при сварке MIG — недостаточная подготовка. Понятно, что люди хотят начать сварку как можно скорее, но спешка с выполнением работы часто приводит к тому, что сварные швы не получаются.
- При сварке всегда надевайте все средства защиты глаз и тела.
- По возможности начинайте с небольших проектов, прежде чем браться за крупные проекты.

- Убедитесь, что соединяемые материалы чистые и на них нет краски, ржавчины, жира или других загрязнений.
- Инвестируйте в качественное оборудование и материалы.
- Если есть сомнения, проконсультируйтесь. Пройти курс сварки всегда хорошая идея. Поставщики оборудования и расходных материалов, как правило, также рады помочь.
Всегда следуйте рекомендациям производителя по уходу и техническому обслуживанию сварочного оборудования MIG. Вообще говоря, это покрывает следующее:
- Содержите его в чистоте. Сварочные цеха могут довольно быстро стать грязными. По окончании сварки протрите сварочный аппарат и храните его вдали от пыли и грязи или, по крайней мере, храните под крышкой. Держите сварочный пистолет подальше от пола.
- Выпустите защитный газ, выключив подачу газа и нажав на спусковой крючок пистолета, пока регулятор не достигнет нуля. Это продлевает срок службы шлангов, клапанов и других деталей.

