
Пайка алюминия в домашних условиях: инструкция
Существует распространенное убеждение, согласно которому невозможно паять или лудить алюминий (а также сплавы на его основе) не имея для этого спецоборудования.
В качестве аргумента приводится два фактора:
- при контакте с воздухом на поверхности алюминиевой детали образуется химически стойкая и тугоплавкая оксидная пленка (AL2O3), в результате чего создается препятствие для процесса лужения;
- процесс пайки существенно осложняется тем, что алюминий расплавляется при температуре 660°С (для сплавов это диапазон в пределах от 500 до 640°С). Помимо этого металл теряет прочность, когда в процессе нагрева его температура поднимается до 300°С (у сплавов до 250°С), что может вызвать нарушение устойчивости алюминиевых конструкций.
Учитывая приведенные выше факторы, осуществить пайку алюминия обычными средствами действительно невозможно. Решить проблему поможет применение сильнодействующих флюсов, в сочетании с использованием специальных припоев.
Припой
Обычно в качестве основы легкоплавкого припоя используются: олово (Sn), свинец (Pb), кадмий (Cd), висмут (Bi) и цинк (Zn). Проблема в том, что алюминий в этих металлах практически не растворяется (за исключением цинка), что делает соединение ненадежным.
Применив флюс с высокой активностью и проведя должным образом обработку мест соединения, можно использовать припой на оловянно-свинцовой основе, но лучше отказаться о такого решения. Тем более, что паянное соединение на основе системы Sn-Pb обладает низкой устойчивостью к коррозии. Нанесение лакокрасочного покрытия на место пайки позволяет избавится от этого недостатка.
Для пайки алюминиевых деталей желательно использовать припой на основе кремния, меди, алюминия, серебра или цинка. Например 34A, который состоит из алюминия (66%), меди (28%) и кремния (6%), или более распространенный ЦОП-40 (Sn – 60%, Zn – 40%).
Припой отечественного производства – ЦОП-40Заметим, что чем больше процентное содержание цинка в составе припоя, тем прочнее будет соединение и выше его устойчивость к коррозии.
Высокотемпературным считается припой, состоящий из таких металлов, как медь, кремний и алюминий. Например, как упомянутый выше отечественный припой 34A, или его зарубежный аналог «Aluminium-13» , в котором содержится 87% алюминия и 13% кремния, что позволяет осуществлять пайку при температуре от 590 до 600°С.
«Aluminium-13» производства компании ChemetФлюс
При выборе флюса необходимо учитывать, что не каждый из них может быть активным к алюминию. Мы можем порекомендовать использовать в таких целях продукцию отечественного производителя – Ф-59А, Ф-61А, Ф-64, они состоят из фторборатов аммония с добавлением триэтаноламина. Как правило, на пузырьке есть пометка – «для алюминия» или «для пайки алюминия».
Для высокотемпературной пайки следует приобрести флюс, выпускаемы под маркой 34А. Он состоит из хлористого калия (50%), хлорида лития (32%), фторида натрия (10%) и хлористого цинка (8%). Такой состав наиболее оптимален, если производится высокотемпературная пайка.
Подготовка поверхности
Прежде чем начинать лужение, необходимо выполнить следующие действия:
- обезжирить поверхность при помощи ацетона, бензина или любого другого растворителя;
- удалить оксидную пленку с места, где будет производится пайка. Для зачистки используется наждачная бумага, абразивный круг или щетка с щетиной из стальной проволоки. В качестве альтернативы можно применить травление, но эта процедура не так сильно распространена в силу своей специфичности.
Следует учитывать, что полностью оксидную пленку удалить не получится, поскольку на очищенном месте моментально появляется новое образование. Поэтому зачистка производится не с целью полного удаления пленки, а для уменьшения ее толщины, чтобы упростить флюсу задачу.
Нагрев места пайки
Для пайки небольших деталей можно воспользоваться паяльником мощностью не менее 100Вт. Массивные предметы потребуют более мощного нагревательного инструмента.
Наиболее оптимальный вариант для нагрева — использование газовой горелки или паяльной лампы.
Простая газовая горелкаПри использования горелки в качестве нагревательного инструмента следует учесть следующие нюансы:
- нельзя перегревать основной металл, поскольку он может расплавиться. Поэтому в процессе необходимо регулярно контролировать температуру. Делать это можно, касаясь припоем нагреваемого элемента. Расплавление припоя даст знать, что достигнута необходимая температура;
- не следует использовать кислород для обогащения газовой смеси, поскольку он способствует сильному окислению металлической поверхности.
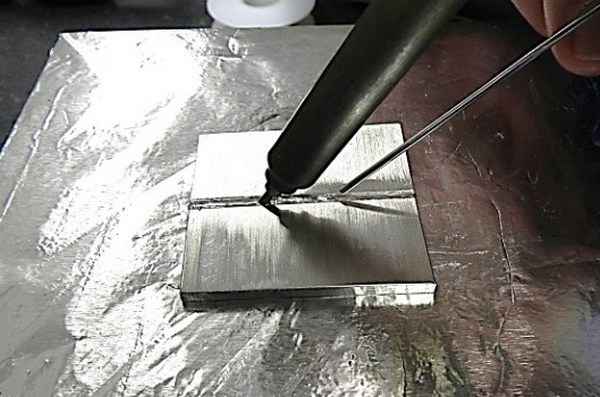
Инструкция по пайке
Процесс пайки алюминиевых деталей не имеет своих отличительных особенностей, он осуществляется также как со сталью или медью.
Алгоритм действий следующий:
- обезжиривается и зачищается место пайки;
- производится фиксация деталей в нужном положении;
- нагревается место соединения;
- прикасаются стержнем припоя (содержащим активный флюс) к месту соединения.
 Если используется безфлюсовый припой, то для разрушения пленки оксида наносится флюс, после чего трут твердым куском припоя по месту пайки.
Если используется безфлюсовый припой, то для разрушения пленки оксида наносится флюс, после чего трут твердым куском припоя по месту пайки.
Для разрушения пленки оксида алюминия также используется щетка со щетиной из стальной проволоки. При помощи этого простого инструмента производят растирание расплавленного припоя по алюминиевой поверхности.
Пайка алюминия — полная видео инструкция
https://www.youtube.com/watch?v=ESFInizLE9U
Что делать при отсутствии нужных материалов?
Когда нет возможности подготовить все необходимые для пайки материалы, можно использовать альтернативный способ, при котором применяется припой на оловянной или оловянно-свинцовой основе. Что касается флюса, то он заменяется канифолью. Чтобы не образовывалась новая пленка оксида алюминия на месте старой, зачистка производится под слоем расплавленной канифоли.
Паяльник, помимо своего прямого назначения, будет использоваться как инструмент, разрушающий оксидную пленку. Для этого на его жало надевается специальный скребок. Увеличить результативность процесса можно, добавив в канифоль металлических опилок.
Для этого на его жало надевается специальный скребок. Увеличить результативность процесса можно, добавив в канифоль металлических опилок.
Процесс производится следующим образом:
- нагретым луженым паяльником расплавляют канифоль в месте пайки;
- когда канифоль полностью покрывает поверхность, начинают тереть об нее жалом паяльника. В результате этого металлические опилки и жало разрушают пленку оксида алюминия. Поскольку слой расплавленной канифоли не позволяет проникать воздуху к алюминиевой поверхности, на ней не образовывается оксидная пленка. По мере того, как производится разрушение пленки, будет происходить лужение детали;
- когда процесс лужения завершен, детали соединяют и прогревают, пока не будет достигнута температура плавления припоя.
Необходимо предупредить, что процесс пайки алюминия без специальных материалов — довольно хлопотный процесс без гарантии успешного завершения. Поэтому лучше не тратить на такую работу свои силы и время, тем более, что качество и надежность такого соединения будут сомнительными.
Гораздо проще купить активный флюс и высокотемпературный припой, при помощи которых пайка алюминия даже в домашних условиях не вызовет затруднений.
Пайка алюминия в домашних условиях: способы, технология, особенности
Процедура пайки алюминиевых элементов в домашних условиях является весьма проблематичным процессом, который облегчается использованием специальных материалов. Работа осложняется моментальным появлением на месте зачистки тонкой оксидной пленки, мешающей спайке. Дополнительную трудность создает сам материал, имеющий низкий температурный порог плавления (+660 °С). Применяя припой для пайки алюминия, особые сильнодействующие флюсы и соблюдая технологию, можно самостоятельно паять практически любые предметы из алюминия.
Особенности и принципы пайки
Низкая температурная величина плавки металла затрудняет технологический процесс спаивания, а также ремонта изделий своими руками. Детали очень быстро теряют при нагреве прочность, а конструкции снижают устойчивость при достижении температурой 300 градусов.
Перед началом спаивания элементы из алюминия хорошо зачищаются от окислов, грязи. Для этого можно применять механическое воздействие при помощи щеток или же использовать специальные флюсы из сильнодействующего состава. Перед самой процедурой следует обязательно залудить обрабатываемые участки. Оловянное покрытие защитит деталь от возникновения окислов. Чтобы надежно припаять алюминиевые изделия необходимо правильно подобрать нагревательный инструмент, учитывая объем обрабатываемого металла. Помимо этого, надежность соединения зависит от того, какой выбран сплав, а также флюс для пайки алюминия.
Методы пайки
Спаивание алюминиевых изделий производится паяльником электрического типа, паяльной лампой или же газовой горелкой. Существую три способа спаивания разнообразных предметов из алюминия:
Существую три способа спаивания разнообразных предметов из алюминия:
- с канифолью;
- с применением припоев;
- электрохимический метод.
С канифолью
Этот вариант пайки алюминиевых предметов, проводов, кабелей применяется для деталей небольшого размера. Для этого зачищенный участок электропровода покрывается канифолью и помещается на кусочек шлифовальной шкурки, имеющей среднюю зернистость. Сверху провод прижимается залуженным жалом нагретого паяльника. Это действие проводится несколько раз, после чего выполняется сама процедура спаивания электропроводов. Можно применять канифольный раствор в диэтиловом эфире.
В таком случае конец паяльника не отнимается от залуживаемого конца, а сверху добавляется канифоль. Для соединения скруткой тонких алюминиевых проводов подойдет электропаяльник с мощностью порядка 50 Вт. При толщине алюминия около 1 мм необходим паяльник 100 Вт, а детали более 2 мм требуют предварительного прогрева места соединения.
С применением припоев
Данный метод наиболее распространен и применяется в электротехнике, при ремонте автомобильных деталей, а также прочих изделий. Перед тем как паять алюминий, проводится предварительное покрытие запаиваемого места сплавом и последующее соединение облуженных элементов. Детали, предварительно залуженные, соединяются между собой, а также с прочими сплавами и металлами.
Паяние элементов можно проводить с помощью легкосплавных припоев, имеющих в составе олово, цинк, а также кадмий. Помимо этого, активно используются тугоплавкие материалы на основе алюминия. Почему применяются легкосплавные составы? Потому что они позволяют спаять алюминиевое изделие при температуре до 400 градусов. Это не производит качественных изменений свойств металла и сохраняет его прочность. Составы с кадмием и оловом не создают достаточную надежность контакта, подвержены коррозионным воздействиям. Этих недостатков лишены тугоплавкие материалы с цинком, медью, а также кремнием на основе алюминия.
Электрохимический метод
Эта процедура требует наличия установки для выполнения гальванического покрытия. С ее помощью проводится омеднение поверхности изделия или провода. При ее отсутствии используется самостоятельная обработка детали. Для этого, на зачищенное шлифовальной шкуркой место, наносится несколько капель насыщенного раствора медного купороса. После этого к обрабатываемому изделию подключается отрицательный полюс независимого источника электропитания.
Им может послужить батарейка, аккумулятор или же любой электрический выпрямитель. К положительному выводу подсоединяется очищенный медный провод диаметром порядка 1 мм, расположенный в изолированной подставке. В процессе электролиза на деталь будет постепенно оседать медь, после чего проводится лужение участка, сушка при помощи электропаяльника. После этого можно легко запаять залуженное место.
Припои, материалы, флюсы
Пайка алюминия оловом выполняется при условии применения высокоактивных флюсов, а также хорошей зачистки участков деталей. Такие оловянные соединения требуют дополнительного покрытия специальными составами, так как имеют невысокую прочность и слабую защиту от коррозионных процессов.
Такие оловянные соединения требуют дополнительного покрытия специальными составами, так как имеют невысокую прочность и слабую защиту от коррозионных процессов.
Чем паять алюминиевые элементы? Качественные паяные соединения получаются при использовании припоев с кремнием, алюминием, цинком, а также медью. Эти материалы выпускаются как отечественными, так и многими зарубежными фирмами-производителями. Отечественные марки прутков представлены наиболее использующимися припоями ЦОП40, которые по гост имеют в составе 60 % олова и 40 % цинка, а также 34А (алюминий – 66 %, кремний – 6 %, медь – 28 %). Используемый цинк придает высокую прочность месту контакта и обеспечивает хорошую коррозионную устойчивость. К импортным низкотемпературным сплавам с отличными характеристиками относится HTS-2000, который обеспечивает максимальное удобство в применении.
Эти сплавы применяются для работы с крупногабаритными деталями (радиаторы, трубы) с высоким теплоотводом при помощи грелки или же предметов из алюминиевых сплавов, имеющих довольно высокотемпературное плавление. Начинающие ремонтники могут ознакомиться с процессом спаивания, просмотрев обучающее видео. Это поможет избежать многих неприятных нюансов в процессе работы.
Помимо припоев, алюминиевая пайка требует применения специальных флюсов, имеющих в составе фторборат аммония, цинка, а также триэтаноламин и прочие элементы. К наиболее популярным относится отечественный Ф64, имеющий повышенную химическую активность. Его можно применять даже без предварительной зачистки изделий от оксидной пленки. Кроме него, используется 34А, содержащий хлориды лития, калия и цинка, а также фторид натрия.
Подготовка изделий
Надежность, а также отменное качество соединений обеспечивается не только использованием правильной технологии, но и от подготовительных работ. К ним относится обработка запаиваемых поверхностей. Она необходима для удаления загрязнений и тонкой оксидной пленки.
Механическую обработку выполняют с помощью шлифовальной шкурки, металлической щетки, проволочной нержавеющей сетки или шлифовальной машинки. Помимо этого, используются для очистки разнообразные кислотные растворы.
Помимо этого, используются для очистки разнообразные кислотные растворы.
Обезжиривание поверхности выполняется с использованием растворителей, а также бензина или же ацетона. На зачищенном алюминиевом участке оксидная пленка появляется практически сразу, однако ее толщина значительно ниже первоначальной, что облегчает паяльный процесс.
Нагревательные инструменты
Чем паять алюминий в домашних условиях? Для припаивания алюминиевых изделий небольшого размера дома применяются электропаяльники. Они являются универсальным инструментом, вполне удобным для припаивания проводов, ремонта маленьких трубок и прочих элементов. Для них требуется минимум рабочего пространства, а также наличие электросети. Ремонт крупногабаритных изделий и сварка выполняется газовой горелкой, которая использует аргон, бутан, пропан. Для пайки алюминиевых предметов в домашних условиях можно применять стандартную паяльную лампу.
При использовании газовых горелок необходимо постоянно следить за их пламенем, которое характеризует сбалансированную подачу кислорода и газов. При правильной газовой смеси огненный язычок имеет ярко-синий цвет. Неяркий оттенок, а также небольшое пламя свидетельствуют о переизбытке кислорода.
Технологический процесс
Технология пайки алюминиевых предметов похожа на процесс соединения деталей их прочих металлических материалов. Первым делом проводится зачистка и обезжиривание мест будущей спайки. Затем соединяемые элементы устанавливаются в рабочее положение для удобства обработки. На подготовленный участок наносится флюс, и, изначально холодное, изделие начинает нагреваться при помощи электропаяльника или же горелки. При повышении температуры начинает плавиться пруток припоя, которым требуется постоянно касаться поверхности элементов, контролируя нагревательный процесс. Пайка алюминиевых элементов в домашних условиях электрическим паяльником выполняется в комнате с хорошим проветриванием, так как при работе выделяются опасные соединения.
Использование безфлюсового припоя требует соблюдения некоторых нюансов. Чтобы оксидная пленка не мешала попаданию сплава на детали, концом прутка выполняются царапающие движения по участку спаивания элементов. Этим нарушается оксидная целостность и припой входит в контакт с обрабатываемым металлом.
Разрушение оксидного слоя при пайке можно выполнять и другим методом. Для этого обрабатываемый участок процарапывается металлической щеткой или же прутком из стали нержавеющего типа.
Для обеспечения максимальной прочности алюминиевых деталей в спаиваемом месте, обрабатываемые участки подвергаются предварительному лужению. Соблюдение технологии пайки элементов из алюминия гарантирует отличное качество соединения, а также его защиту от коррозии.
Простой способ пайки алюминия
Это невероятно простой способ пайки алюминия который только можно представить.
 С помощью него любой желающий, дома или в гараже сможет без проблем чинить и восстанавливать любые изделия из алюминия, без всякой аргоновой сварки. Вы без труда будете делать различные конструкции из алюминиевого профиля и многое другое.
С помощью него любой желающий, дома или в гараже сможет без проблем чинить и восстанавливать любые изделия из алюминия, без всякой аргоновой сварки. Вы без труда будете делать различные конструкции из алюминиевого профиля и многое другое.Теперь, чтобы запаять радиатор или раму велосипеда из алюминия не обязательно ехать в мастерскую и отдавать огромные деньги, все можно спаять дома.
При грамотном подходе пайка получается не хуже сварного соединения, но уж точно надежней любой холодной сварки, которую обычно применяют как альтернативу.
Понадобится
Газовая горелка не обязательно должна быть профессиональная. Достаточно обычной насадки-горелки на газовый баллон, или подойдет любая другая.
Поподробней я расскажу о специализированном припое который нужно будет приобрести. Это трубчатый порошковый припой специально предназначенный для пайки алюминия (почему порошковый? – порошок внутри трубки). Он состоит из двух компонентов: оболочки и порошковой основы внутри.
Его можно приобрести в специализированных магазинах, его используют в мастерских по ремонту автомобилей. Самый доступный для всех способ это купить его на Али Экспресс – ссылка на припой.
Стоит недорого, советую брать сразу упаковку – в жизни точно пригодится.
Пайка алюминия газовой горелкой
Берем профиль или детали которые нужно сварить.
Зачищаем поверхность щеткой по металлу. Как вариант можно взять наждачную бумагу с крупным зерном. Чем шероховатость поверхности для пайки будет больше, тем лучше будет связь с припоем.
Струбциной или другим приспособлением фиксируем соединение. Включаем газовую горелку и нагреваем стык.
Подносим трубчатый припой. Он расплавляется и растекается по шву.
Весь процесс происходит примерно при температуре 450 градусов Цельсия.
Припой имеет невероятную текучесть и сам затекает в любые, даже самые мелкие щели в металле.

После распределения припоя прогреваем соединение ещё чуть-чуть, чтобы он распределился и расплылся в стыках узла максимально.
Подведем итоги
Лично я, когда узнал о таком простом и доступном способе пайки был невероятно удивлен. Думаю, мне удалось удивить и вас, если конечно раньше не знали о нем.
Пару слов о надежности. Конечно сварка выигрывает, так как идет объединение и перемешивание структур, но данный метод ненамного уступает. При условии изгиба соединения, гнется сама деталь. Соединение пайки крайне надежно и вполне способно выдержать почти любые нагрузки, как будто соединение литое.
Единственное, если получилась не совсем качественная пайка – это скорей всего не достаточный прогрев горелкой. В остальных случаях держится все намертво.
Теперь запаять дырку в алюминиевой кастрюле, сделать бачек из листового металла, сделать стеллаж из профиля для вас не составит труда.
Берите способ на вооружение и пользуйтесь друзья! До новых встреч!
Смотрите видео
Как паять алюминий в домашних условиях
Недавно я узнал про очень простой способ паять алюминий. Не знаю как Вы, а у меня ушло просто огромное количество времени и усилий, которые были потеряны зря в мучениях с паяльниками и попытках расплавить этот металл в домашних условиях. Помню, когда возникла необходимость запаять трещину в алюминиевом корпусе коробки передач автомобиля, мы сначала мучились с холодной сваркой, а потом поехали искать аргон. Теперь это всё в прошлом! Есть отличный способ, в котором выполняется пайка алюминия газовой горелкой. Он совершенно не затратный и позволяет выполнять работы бытового уровня. Про него я сейчас и расскажу.
Какие преимущества нам даёт такой способ? Во-первых, он очень недорогой. Нужна газовая горелка и припой. Во-вторых, возможность паять алюминий в домашних условиях своими руками. Ну и в третьих — соединение получается очень и очень прочное и крепкое!
Ну и в третьих — соединение получается очень и очень прочное и крепкое!
Пайка алюминия газовой горелкой
Для работы нам понадобится всего бытовая ручная газовая горелка и припой для пайки алюминия. Последний можно купить в магазинах, где продают электроды для сварки и различные кабели. Иногда встречаются и в магазинах автозапчастей. Припой представляет из себя трубочку с порошковым флюсом внутри.
Последовательность действий простая. Сначала надо подготовить место пайки, зачистив нождачкой или мелкой щёткой по металлу. Потом обработайте его обезжиривателем или растворителем, чтобы убрать следы масла или оксидную плёнку.
Затем необходимо разогреть горелкой место, где будем паять. Потом, практически над пламенем, сразу прикладываем припой. Он плавится моментально и так же моментально застывает, заполняя все трещины и отверстия. Образуется ровная поверхность.
Теперь надо дать соединению остыть, после чего можно проверять его прочность.
Если нужно наложить несколько слоёв, то выполняйте это последовательно, этап за этапом: наложили слой — дали остыть — наложили следующий.
правила и методы пайки алюминия паяльником
Алюминий – материал, плохо поддающийся пайке. Но, несмотря на это, ее вполне можно сделать и в домашних условиях. Конечно, для этого не подойдет обычный припой или флюс, рекомендуется использовать специализированн В этой статье будет рассказано о том, как паять алюминий, и что для этого может понадобиться. Но сначала давайте разберемся, для каких целей проводится такая процедура.
В этой статье будет рассказано о том, как паять алюминий, и что для этого может понадобиться. Но сначала давайте разберемся, для каких целей проводится такая процедура.
Для чего может применяться пайка?
Пайка алюминия применяется, когда необходимо отремонтировать какую-то деталь, сделанную из этого материала или из сплавов, содержащих этот металл. Это могут быть и бытовые предметы, и запчасти автомобиля, и просто провода. Пайка во многих случаях проще и эффективнее сварки, особенно если дело касается мелких элементов. К тому же она не деформирует материал в результате его перегрева.
Чтобы успешно соединить все элементы паяльником, потребуется следующее:
Горелка для разогрева концов проводов.
Мощный паяльник.
Припой и флюс.
Стальная щетка для очистки верхнего слоя элементов.
Респиратор и защитная маска.
Перчатки.
С таким набором можно безопасно и быстро произвести спайку любых элементов из прочного материала.
Припой и флюс, необходимые для работы
Для пайки алюминиевых деталей можно использовать припои, состоящие из висмута и олова, можно использовать и олово с цинком. Хотя в некоторых случаях можно применить и ПОС-40 и 60. В последнем случае будет сложно добиться большой прочности. Но главное при этом – как паять, а не чем.
Чтобы залудить деталь, можно применять самые разнообразные материалы, вплоть до аспирина. Но лучше всё делать правильно и использовать материалы, предназначенные для пайки, а именно — флюс. Лучше всего подходят такие марки, как Ф34, Ф64, ФИМ или ФТБф. Чем качественней флюс, тем проще пройдет весь процесс.
Лучше всего подходят такие марки, как Ф34, Ф64, ФИМ или ФТБф. Чем качественней флюс, тем проще пройдет весь процесс.
Паяльник для алюминиевых деталей
Чтобы соединить такой прочный материал, понадобится паяльник большой мощности, порядка 100-200 Вт. Для небольших проводов достаточно 60-100 Вт.
Стоит учитывать, что слишком мощный прибор может расплавить металл и нарушить его структуру.
В большинстве случаев мощность зависит от того, что именно необходимо паять. Теперь давайте рассмотрим, как паять алюминий, а главное, какие подготовительные меры могут потребоваться для этого.
Подготовительные меры
Перед началом пайки деталь или провод необходимо правильно подготовить, то есть зачистить место соединения. Для этого с поверхности провода удаляется окисная пленка. Такое обезжиривание можно произвести с помощью бензина или ацетона, подойдет и любой другой растворитель.
Для этого с поверхности провода удаляется окисная пленка. Такое обезжиривание можно произвести с помощью бензина или ацетона, подойдет и любой другой растворитель.
Поверхность можно обработать шкуркой. Окисная пленка восстановится практически сразу же — это особенность алюминия. Но новая пленка будет значительно тоньше первоначальной, и с ней можно уже работать паяльником.
Метод пайки
Элемент или провод, который необходимо соединить, обрабатывается флюсом. Затем он нагревается при помощи паяльника. Делать это следует осторожно, не перегревая металл, не допускается его плавление. Поэтому рекомендуется применять нагревательный прибор с контролем температуры. Вообще такой метод мало чем отличается от обычной пайки.
В качестве припоя можно использовать олово. Особенно если под рукой нет специального. Припой плавится и равномерно распределяется на алюминиевой поверхности, после чего необходимые элементы соединяются. Кабеля или детали из алюминия, которые требуется соединить, должны крепко прижиматься друг к другу луженой поверхностью. Соединение, сделанное таким образом, будет очень прочным при условии, что всё проделано правильно.
Кабеля или детали из алюминия, которые требуется соединить, должны крепко прижиматься друг к другу луженой поверхностью. Соединение, сделанное таким образом, будет очень прочным при условии, что всё проделано правильно.
Полезные советы
Чтобы упростить процесс соединения двух алюминиевых концов, можно воспользоваться паяльной лампой, нагревая с её помощью концы. Таким образом припой будет легче ложиться. Главное при этом не перегреть металл слишком сильно. Стоит учесть, что во время нагрева концов нагревается весь элемент или провод, поэтому его лучше не держать руками — можно использовать для этого плоскогубцы.
Важно работать в хорошо проветриваемом помещении, так как пары от флюса и припоя ядовиты и вредны для здоровья человека. Рекомендуется все работы проводить в респираторе и защитной маске, руки можно защитить с помощью плотных перчаток. Также крайне важно, чтобы поблизости на всякий случай располагался огнетушитель.
Пайка алюминия в домашних условиях: технология и инструменты
При выполнении мелкого ремонта, для сращивания проводов и мастерам-радиолюбителям приходится соединять алюминиевые детали. Пайка алюминия в домашних условиях происходит достаточно сложно.
Трудности возникают из-за прочной оксидной пленки на поверхности металла после зачистки, мгновенно образующейся от контакта с воздухом. Слой окислов препятствует выполнению лужения. А также по причине низкой температуры плавления алюминия – всего 660°С. По причине низкого порога плавления, металл, нагреваясь, теряет прочность, а устойчивость конструкций резко падает уже при 300°С.
Для облегчения процесса применяются специальные припои и сильнодействующий активный флюс. Выполнить высокотемпературную пайку поможет флюс марки 34А, состоящий из хлористого калия (50%) и цинка (8%), фторида натрия (10%), хлорида лития (32%).
Результат пайки будет зависеть от правильного выбора нагревательного элемента исходя из объемов и толщины металла, типа флюса и припоя.
Методы пайки
Существует три способа пайки алюминиевых деталей:
- С канифолью;
- С помощью припоя;
- Электрохимический.
Пайка с канифолью
Такая технология используется для мелких предметов, кабелей и проводов. Участок электропровода под пайку зачищается и обрабатывается канифолью. Затем помещается на шлифовальное полотно средней зернистости и прижимается нагретым паяльником с залуженным концом. Операцию нужно повторить несколько раз, и уже после этого спаять провода. Допускается использование канифольного раствора в диэтиловом спирте.
Край паяльника не отводится от облуживаемого кабеля, а канифоль подается сверху.
Алюминиевые провода небольшого сечения позволяет соединить паяльник мощностью в 50 Вт. Для изделий сечением 1-2 мм потребуется устройство мощностью 100 Вт. Спаиваемые кабели диаметром свыше 2 мм предварительно прогреваются в месте стыковки.
С использованием припоя
Технология спаивания алюминиевых деталей с помощью припоя получила применение в электротехнике и при ремонте автомобилей.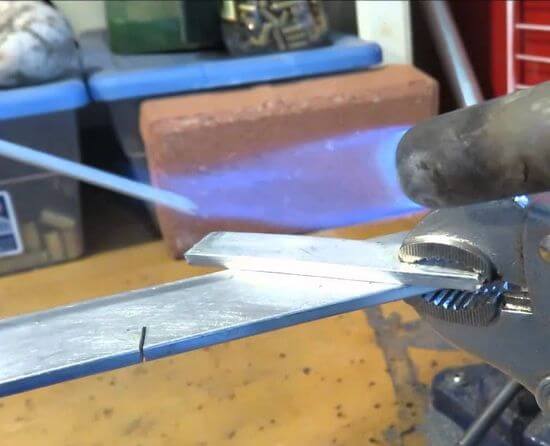 Перед спаиванием алюминиевые элементы в месте стыковки облуживаются и соединяются между собой, либо с другими металлами.
Перед спаиванием алюминиевые элементы в месте стыковки облуживаются и соединяются между собой, либо с другими металлами.
Припой для алюминия
Процесс пайки ведется легкосплавными припоями, включающими олово, цинк и кадмий. Также могут использоваться тугоплавкие сплавы на основе алюминия. Легкосплавные составы имеют преимущество в применении, потому что с ними можно паять алюминий с нагревом до 400°С.
Такой температурный режим не влечет изменений структуры и свойств металла, полностью сохраняется прочность алюминия. Сплавы кадмия и олова не обеспечивают в полной мере надежность контакта, подвержены коррозии. Тугоплавкие композиции с добавлением цинка и меди, или же сплавы кремния с алюминием таких недостатков не имеют. Наилучшая растворимость у алюминия — с припоями на основе цинкового сплава. Такое соединение получается надежным.
Электрохимическая пайка
Для реализации метода потребуется установка для гальванических покрытий. В ней стыкуемые поверхности деталей или проводов проходят омеднение. В случае отсутствия установки металл покрывают вручную. Шкуркой для шлифования зачищают область соединения и покрывают несколькими каплями жидкого медного купороса. К заготовке из алюминия подключается отрицательный полюс от источника электропитания.
В случае отсутствия установки металл покрывают вручную. Шкуркой для шлифования зачищают область соединения и покрывают несколькими каплями жидкого медного купороса. К заготовке из алюминия подключается отрицательный полюс от источника электропитания.
Это может быть аккумулятор, электровыпрямитель или батарейка. К положительному контакту подсоединяется зачищенный медный провод сечением около 1 мм, который находится в изолированной оболочке. Начнется процесс электролиза с медленным оседанием меди. После чего это место лудится и высушивается электропаяльником. Теперь уже можно и паять.
Подготовка поверхности детали
Качество пайки алюминия и надежность стыка напрямую зависят от подготовительных операций, когда соединяемые участки освобождаются от следов краски, загрязнений и тонкой пленки окислов. Обезжиривание металла выполняется бензином, ацетоном или растворителем.
Обезжиривание металла выполняется бензином, ацетоном или растворителем.
Виды подготовки кромок под пайку
Затем поверхности обрабатываются механически с применением абразивного полотна, металлической щетки, проволочной сеткой из нержавеющего металла или шлифовальной машинкой с насадкой из стальной проволоки.
Кроме того, очищение алюминия может проводиться различными растворами кислоты.
Зачищенная область сразу покрывается тоненькой оксидной пленкой, но ее толщина не влияет на паяльный процесс и позволяет флюсу взаимодействовать с металлом.
Инструменты для нагрева материала
Мелкие алюминиевые изделия в домашних условиях вполне можно припаять обычным электрическим паяльником. Для работы потребуется электросеть и немного пространства. Для крупногабаритных деталей используется газовая горелка с пропаном, бутаном либо аргоном. В мастерской алюминий паяют с помощью паяльной лампы.
Газовая горелка для нагрева алюминия
Газовая горелка считается оптимальным видом нагревательного инструмента. Она должна иметь ярко-синий цвет пламени, характеризующий правильное соотношение подачи газов и кислорода. Бледный или низкий огненный язычок указывает на переизбыток кислорода, а обогащенная смесь ускоряет окислительные процессы на поверхности алюминия.
Она должна иметь ярко-синий цвет пламени, характеризующий правильное соотношение подачи газов и кислорода. Бледный или низкий огненный язычок указывает на переизбыток кислорода, а обогащенная смесь ускоряет окислительные процессы на поверхности алюминия.
При использовании горелки нельзя допускать перегрева металла, потому что он расплавится. Следовательно, важно контролировать температуру. Поможет в этом стержень припоя. При касании нагретой детали он начинает плавиться при достижении необходимой температуры.
Технология пайки алюминия своими руками
Процесс пайки алюминия в домашних условиях нисколько не отличается от соединения других металлов. Начинается все с подготовки, включающей зачистку и обезжиривание мест стыковки. Элементы конструкции размещаются в нужном положении, и происходит фиксация деталей.
Очищенная зона металла покрывается флюсом для разрушения оксидной пленки, которая препятствует попаданию припоя на алюминиевые детали, или же используется стержень с содержанием активного флюса. Флюс наносится сразу после зачистки, с минимальным интервалом времени.
Флюс наносится сразу после зачистки, с минимальным интервалом времени.
После этого соединяемые элементы нагревается электропаяльником либо горелкой. Благодаря теплопроводности алюминия тепло быстро распространяется по всей поверхности, но остывать деталь тоже будет быстро. С повышением температуры металла начинается плавление припоя, который постоянно находится в контакте с соединяемыми поверхностями.
Стержнем просто трут царапающими движениями по области спаивания, чтобы сплав вошел в контакт с алюминием.
При соблюдении технологии пайки качество соединения получается высоким и стойким к коррозии.
Альтернативный способ
Пайка алюминиевых элементов в домашних условиях безфлюсовым припоем имеет свои особенности. Для этого потребуется оловянный или олово-свинцовый сплав припоя. А флюс заменяется канифолью.
Образованию на поверхности оксида алюминия препятствует зачистка контактной области металла под слоем расплава канифоли. Луженый паяльник со специальным скребком будет не только греть, а еще и разрушать оксидную пленку. Процесс будет более продуктивным, если в канифоль подмешать металлические опилки.
Процесс будет более продуктивным, если в канифоль подмешать металлические опилки.
Описание технологии:
Температура плавления алюминия
- В зоне пайки разогреть канифоль паяльником.
- Начинать тереть об нее носик паяльника, как только она покроет поверхность.
- Вместе со стальными опилками жало разрушит оксидную пленку, а расплавленный слой канифоли на металле предотвратит образование новой.
- Параллельно с разрушением пленки будет проходить лужение детали.
- Луженые предметы приставляют одну к другой и прогревают до температуры плавления припоя.
Пайка алюминия без применения специальных материалов отличается трудоемкостью и не гарантирует успешный результат. Лучше не рисковать и сразу купить флюс и высокотемпературный припой.
Паять алюминий самостоятельно рекомендуется в помещении с хорошей вентиляцией, потому что при работе происходит выделение токсичных веществ.
Видео по теме: Пайка алюминия в домашних условиях
Пайка алюминия – флюс, припой, как и чем паять правильно
Пайка алюминия, как справедливо считают многие специалисты, является достаточно сложным в выполнении технологическим процессом. Между тем такое мнение можно считать верным лишь в отношении тех ситуаций, когда спаять изделия из алюминия пытаются, используя для этого припои и флюсы, которые применяются для соединения деталей из других металлов: меди, стали и др. Если же используется специальный флюс для пайки алюминия, а также соответствующий припой, то данный технологический процесс не представляет особых сложностей.
Пайка алюминия с использованием пропановой горелки
Особенности процесса
Сложности, которые вызывает пайка алюминия при помощи традиционных припоев и флюсов, объясняются рядом факторов, преимущественно связанных с характеристиками данного металла. Основным из таких факторов является наличие на поверхности деталей из алюминия оксидной пленки, которая отличается высокой температурой плавления и исключительной химической стойкостью. Такая пленка при выполнении пайки препятствует соединению основного металла и материала припоя.
Перед осуществлением пайки изделий из алюминия их поверхности необходимо тщательно очистить от оксидной пленки, для чего можно использовать механическую обработку или применять флюсы, в состав которых входят сильнодействующие компоненты.
Подготовленные к пайке дюралевые детали
Сам алюминий, в отличие от оксидной пленки на его поверхности, обладает достаточно низкой температурой плавления: 660 градусов, что также осложняет технологический процесс выполнения пайки. Такая характеристика алюминия приводит к тому, что при нагреве детали из него быстро теряют прочность, а при определенной температуре, находящейся в интервале 250–300 градусов, конструкции из данного металла начинают терять устойчивость. Самый легкоплавкий компонент, который входит в состав наиболее распространенных алюминиевых сплавов, начинает плавиться уже в интервале температур 500–640 градусов, что может привести к перегреву и даже к расплавлению самих соединяемых деталей.
Такая характеристика алюминия приводит к тому, что при нагреве детали из него быстро теряют прочность, а при определенной температуре, находящейся в интервале 250–300 градусов, конструкции из данного металла начинают терять устойчивость. Самый легкоплавкий компонент, который входит в состав наиболее распространенных алюминиевых сплавов, начинает плавиться уже в интервале температур 500–640 градусов, что может привести к перегреву и даже к расплавлению самих соединяемых деталей.
Основу большей части легкоплавких припоев, использующихся для пайки, составляют олово, кадмий, висмут и индий. С этими элементами алюминий плохо вступает в соединения, что делает паяные соединения, полученные с их использованием, очень непрочными и ненадежными. Хорошей взаимной растворимостью обладают алюминий и цинк, поэтому данный элемент при его использовании в припоях обеспечивает полученному соединению высокую прочность.
Характеристики флюсов для пайки мягкими припоями
Состав флюсов, применяемых для пайки алюминия
Используемые материалы
При выполнении пайки изделий из алюминия можно использовать припои оловянно-свинцовой группы, если тщательно очистить поверхность деталей и применять высокоактивные флюсы. Соединения, полученные с их помощью, по причине плохой взаимной растворимости алюминия, олова и свинца отличаются невысокой надежностью, также они склонны к развитию коррозионных процессов. Чтобы сделать подобные соединения более устойчивыми к коррозии, их необходимо покрывать специальными составами.
Соединения, полученные с их помощью, по причине плохой взаимной растворимости алюминия, олова и свинца отличаются невысокой надежностью, также они склонны к развитию коррозионных процессов. Чтобы сделать подобные соединения более устойчивыми к коррозии, их необходимо покрывать специальными составами.
Наиболее качественное, надежное и устойчивое к коррозии паяное соединение, позволяют получать припои, в составе которых содержится цинк, медь, кремний и алюминий.
Припои, включающие в свой состав данные элементы, производят как отечественные, так и зарубежные компании. Наиболее распространенными отечественными марками являются ЦОП40, содержащий в своем составе 40% цинка и 60% олова, и 34А, в составе которого содержится алюминий (66%), медь (28%) и кремний (6%). Цинк, содержащийся в припое для пайки изделий из алюминия, определяет не только прочность полученного соединения, но и его коррозионную устойчивость.
Самую низкую температуру плавления из всех вышеперечисленных имеют оловянно-свинцовые припои. Наиболее высокотемпературными являются те, в составе которых содержится алюминий и кремний, а также материалы, содержащие алюминий вместе с медью и кремнием. К последним, в частности, относится припой популярной марки 34А, температура плавления которого находится в интервале 530–550 градусов.
Для информации: материалы на основе алюминия и кремния плавятся при температуре 590–600 градусов.
Учитывая температуру плавления, применяют такие припои в тех случаях, когда соединить необходимо крупногабаритные детали из алюминия, в которых обеспечивается хороший теплоотвод, либо изделия, выполненные из алюминиевых сплавов, плавящихся при достаточно высоких температурах.
Но, конечно, максимальное удобство в работе демонстрируют низкотемпературные припои, одной из распространенных марок которых является HTS-2000.
Припой HTS-200 для спайки деталей из алюминия и цветных металлов
Технология пайки алюминия обязательно предполагает использование специального флюса, который необходим для того, чтобы улучшить соединяемость основного металла с материалом припоя. Именно поэтому подходить к выбору такого материала необходимо очень ответственно. Особенно актуально это требование в тех случаях, когда детали из алюминия необходимо спаять при помощи оловянно-свинцового припоя. Состав флюсов содержит элементы, которые и формируют его активность по отношению к алюминию. К таким элементам относятся: триэтаноламин, фторборат цинка, фторборат аммония и др.
Флюс Ф-64 для пайки легких сплавов без предварительной механической обработки поверхностей
Одним из наиболее популярных отечественных материалов является флюс марки Ф64. Популярность Ф64 обусловлена тем, что данный материал отличается повышенной активностью. Благодаря такому качеству выполнять пайку с флюсом Ф64 можно, даже не зачищая поверхность алюминиевых деталей от тугоплавкой оксидной пленки.
Из популярных высокотемпературных флюсов следует выделить материал марки 34А, в состав которого входит 50% хлорида калия, 32% хлорида лития, 10% фторида натрия и 8% хлорида цинка.
Подготовка деталей
Для получения качественного и надежного соединения недостаточно просто знать, как паять алюминий, важно также правильно подготовить поверхности соединяемых деталей к пайке. Заключается такая подготовка в обезжиривании поверхностей и удалении с них окисной пленки.
Для обезжиривания используют традиционные средства: ацетон, бензин или любой подходящий растворитель.
Удаление окисной пленки перед пайкой, которое также несложно выполнить своими руками, преимущественно совершается при помощи механической обработки, для чего можно использовать шлифовальную машинку, наждачную бумагу, металлическую щетку или сетку из нержавеющей проволоки. Значительно реже применяется химический способ удаления такой пленки, который подразумевает травление поверхности алюминиевых деталей при помощи кислотных растворов.
Значительно реже применяется химический способ удаления такой пленки, который подразумевает травление поверхности алюминиевых деталей при помощи кислотных растворов.
Зачистка поверхностей перед пайкой с помощью шлифовальной насадки на болгарку
Как известно, окисная пленка на поверхности алюминия образовывается практически моментально при ее контакте с окружающим воздухом. Такой процесс происходит и на зачищенной перед пайкой поверхности, но смысл выполнения зачистки состоит в том, что вновь образующаяся пленка значительно тоньше удаленной, поэтому флюсу будет гораздо легче с ней справиться.
Источники нагрева
В качестве элемента, при помощи которого выполняется прогрев габаритных соединяемых деталей из алюминия и расплавление припоя, преимущественно используется газовая горелка, работающая на пропане или бутане. Если вы решили спаять изделия из алюминия своими руками в условиях домашней мастерской, то можно использовать и обычную паяльную лампу.
Удобная в использовании газовая паяльная лампа
При выполнении нагрева необходимо очень внимательно следить за тем, чтобы не расплавились соединяемые детали. С этой целью к поверхности деталей как можно чаще прикасаются припоем, чтобы проконтролировать начало его плавления. Это и будет свидетельством того, что достигнута рабочая температура.
Нагревая детали и припой перед началом пайки, также необходимо следить за пламенем газовой горелки: смесь газа и кислорода, которая его формирует, должна быть сбалансированной. Делать это необходимо по той причине, что сбалансированная газовая смесь активно нагревает металл, но не оказывает серьезного окислительного действия. О том, что газовая смесь сбалансирована, свидетельствует ярко-синий цвет пламени, которое имеет небольшой размер. Если пламя горелки слишком маленькое по размеру и имеет бледно-голубой цвет, то это является свидетельством того, что в газовой смеси слишком много кислорода.
Для пайки небольших изделий из алюминия используются электрические паяльники и припои, плавящиеся при невысокой температуре.
Технологические приемы пайки
Пайка деталей, выполненных из алюминия, по технологии выполнения практически ничем не отличается от процесса соединения изделий, изготовленных из других металлов. Сначала соединяемые детали обезжириваются и тщательно зачищаются, после этого их выставляют в нужное положение относительно друг друга. Затем на зону будущего соединения необходимо нанести флюс и начать ее прогрев вместе с припоем до рабочей температуры.
Процесс пайки деталей из алюминиевого сплава
При достижении рабочей температуры кончик припоя начнет плавиться, поэтому им необходимо постоянно прикасаться к поверхности деталей, контролируя процесс нагрева.
Пайка изделий из алюминия, для выполнения которой используется безфлюсовый припой, имеет свои особенности. Заключаются они в том, что для того, чтобы проникновению припоя к поверхности детали не препятствовала окисная пленка, его кончиком необходимо совершать чиркающие движения по месту будущего соединения. Таким образом нарушается целостность пленки, и припой беспрепятственно соединяется с основным металлом.
Посмотреть, как пайка выполняется практически, можно на обучающем видео.
Есть еще один технологический прием, позволяющий разрушить оксидную пленку в процессе пайки. Сделать это можно при помощи стержня из нержавеющей стали или металлической щетки, которыми водят по месту соединения и уже расплавленному припою.
Чтобы получить максимально прочное соединение методом пайки, соединяемые поверхности необходимо подвергнуть предварительному лужению.
Сфера применения процесса
Большое практическое значение имеет не только пайка алюминия в домашних условиях..JPG) Данную технологию также активно используют на ремонтных и производственных предприятиях. Применяя метод пайки, можно получать соединения, отличающиеся высокой прочностью, надежностью и эстетической привлекательностью.
Данную технологию также активно используют на ремонтных и производственных предприятиях. Применяя метод пайки, можно получать соединения, отличающиеся высокой прочностью, надежностью и эстетической привлекательностью.
При работе с тонким листовым алюминием пайка позволяет избежать деформацию материала
Большой популярностью данная технология пользуется при выполнении ремонтных работ с автотранспортными средствами, тракторами и мотоциклами. Объясняется такая популярность тем, что при пайке не происходит изменение структуры соединяемого металла, поэтому подобный способ соединения во многих случаях является даже более предпочтительным, чем сварка.
Практически безальтернативной пайка является тогда, когда необходимо восстановить герметичность алюминиевого радиатора или картера, отремонтировать изношенную или разрушенную деталь, изготовленную из алюминиевого сплава. Удобно и то, что сделать такой ремонт можно и своими руками, для этого не потребуется сложного и дорогостоящего оборудования.
Отремонтированный в домашних условиях автомобильный радиатор
Прогары, сколы и трещины, образовавшиеся в блоке цилиндров, изготовленном из алюминиевого сплава, также можно успешно отремонтировать при помощи пайки. Очень полезна данная технология в том случае, если необходимо восстановить изношенную внутреннюю резьбу. При этом изношенное резьбовое отверстие заполняется расплавленным припоем, а затем в него вворачивается болт. После того как припой застынет, болт из отверстия выворачивается, а внутри него оказывается сформированная по необходимым параметрам резьба. Такая несложная операция позволяет получить новую резьбу, которая по своим прочностным характеристикам ничем не уступает исходной.
Кроме этого, пайка успешно применяется для ремонта и восстановления герметичности труб, изготовленных из алюминия и сплавов данного металла. Такие трубы сейчас активно используются во многих технических устройствах. При помощи пайки вы можете своими руками, не прибегая к дорогостоящим услугам квалифицированных специалистов, отремонтировать многие предметы из алюминия и его сплавов, использующиеся в быту: посуду, лестницы, различные детали интерьера, водосточные желоба, элементы сайдинга и др. При помощи пайки можно не только ремонтировать, но и своими руками изготавливать любые конструкции из алюминия.
Такие трубы сейчас активно используются во многих технических устройствах. При помощи пайки вы можете своими руками, не прибегая к дорогостоящим услугам квалифицированных специалистов, отремонтировать многие предметы из алюминия и его сплавов, использующиеся в быту: посуду, лестницы, различные детали интерьера, водосточные желоба, элементы сайдинга и др. При помощи пайки можно не только ремонтировать, но и своими руками изготавливать любые конструкции из алюминия.
Использование качественных расходных материалов и строгое следование технологии, которой совсем несложно обучиться и по видео урокам, позволяет получать методом пайки соединения, отличающиеся высоким качеством, надежностью, привлекательным и аккуратным внешним видом.
Использование подручных средств
Нередки ситуации, когда под рукой нет активного флюса и припоя, который специально предназначен для соединения деталей из алюминия, а спаять их необходимо срочно. В таких ситуациях можно выполнить пайку обычным припоем, состоящим из алюминия и олова или олова и свинца. В качестве флюса в данном случае можно использовать канифоль.
В качестве флюса в данном случае можно использовать канифоль.
Оксидная пленка при использовании данного метода пайки разрушается под слоем канифоли, в которую можно дополнительно добавить металлические опилки. Для ее разрушения применяется специальный паяльник со скребком, который необходимо предварительно залудить. Скребок наряду с опилками разрушает оксидную пленку на поверхности деталей, а канифоль не дает образоваться новой. Кроме того, скребок-паяльник, перемещая расплавленный припой по месту будущего соединения, обеспечивает его лужение.
Конечно, такой способ пайки очень хлопотный и не всегда гарантирует получение качественного и надежного соединения, поэтому использовать его можно только в крайних случаях. Целесообразнее всего потрать время и деньги на приобретение качественных припоя и флюса и не переживать за качество формируемого с их помощью соединения.
Оценка статьи:
Загрузка…Поделиться с друзьями:
методов пайки алюминия | Superior Flux & Mfg. Co.
На этот раз это статья, опубликованная в майском выпуске журнала Welding Journal за 2018 год и озаглавленная «Методы пайки алюминия». Спасибо Уильяму «Биллу» Эйвери, эксперту по соединению металлов в Superior Flux, и доктору Иегуде Баскину, президенту Superior Flux, за еще одну хорошо написанную и информативную статью.
Мы даже не можем сосчитать, сколько раз люди говорили нам: «Я не знал, что вы можете паять алюминий!» Если это похоже на вас, или если у вас есть вопросы по пайке алюминия, сделайте себе одолжение и прочтите статью «Методы пайки алюминия».Вы узнаете, что можно паять алюминий . Конечно, это будет не так просто, как паять, скажем, медь или даже сталь. Но, если вы ознакомитесь с ключевыми моментами пайки алюминия, изложенными в статье, то вы узнаете, как эффективно паять алюминий.
И нет лучшего времени, чем сейчас, чтобы научиться паять алюминий. Все больше и больше компаний исследуют пайку алюминия в самых разных областях: от автомобилей, электроники, радиаторов, систем отопления, вентиляции и кондиционирования воздуха и т. Д.Алюминий легче и дешевле, чем медь, и во многих случаях он достаточно теплопроводен, как термически, так и электрически, чтобы позволить медь работать за свои деньги. А пайка алюминия с его высокими температурами не так проста, как пайка алюминия.
Самое лучшее во всем этом то, что мы видим только начало восходящей звезды пайки алюминия.
Итак, вот что говорится в статье «Методы пайки алюминия» как некоторые из ключей к пайке алюминия.
The Right Flux: Вам нужен алюминиевый паяльный флюс – флюс, специально разработанный для пайки алюминия. Тот факт, что флюс достаточно силен для пайки сплава, такого как нержавеющая сталь, не означает, что он будет работать с алюминием. Superior Flux предлагает самый широкий спектр флюсов для пайки алюминия на рынке, включая флюсы в форме геля, пасты, жидкости и паяльной пасты.
Superior Flux предлагает самый широкий спектр флюсов для пайки алюминия на рынке, включая флюсы в форме геля, пасты, жидкости и паяльной пасты.
Правильный припой: Ваша цель при пайке – создать интерметаллическое соединение с алюминием.Определенные комбинации присадочных сплавов, такие как олово-цинк, олово-серебро, SN100C ™ и ALUSAC-35 ™, лучше подходят для создания этой специальной связи. Без интерметаллической связи вы можете получить что-то похожее на сустав, но без каких-либо «зубов». В ходе нового захватывающего исследования мы определили, что ALUSAC-35 ™ компании Nihon Superior, возможно, является единственным припоем на рынке, который может эффективно паять алюминий и затем проходить испытания солевым распылением. И имейте в виду, что припой бывает разных форм: проволока, фольга, преформы, а также смешанный со специально разработанными флюсами в виде алюминиевой паяльной пасты.Наша порошковая проволока с алюминиевым флюсом (AFCW) – пионер в этой области, эффективная порошковая проволока с алюминиевым флюсом, которая бывает разных типов и диаметров. Наша линейка алюминиевых паяльных паст и паст для лужения является самой широкой на рынке. Наши химики постоянно работают над улучшением рецептур и работают с заказчиками в области пайки алюминия. Мы мыслим творчески, подбирая оптимальный вариант для конкретной области применения.
Наша линейка алюминиевых паяльных паст и паст для лужения является самой широкой на рынке. Наши химики постоянно работают над улучшением рецептур и работают с заказчиками в области пайки алюминия. Мы мыслим творчески, подбирая оптимальный вариант для конкретной области применения.
Тип или «серия» алюминия : Алюминиевые сплавы подразделяются на серии в зависимости от состава сплава и добавок.Некоторые алюминиевые серии легче паять, чем другие; а некоторые паять невозможно (пока!). Например, серии 1000 и 3000 (1XXX и 3XXX) легче паять, чем серии 6000. Алюминий 5000-й серии попал под удар. Когда его можно припаять, это можно сделать только предварительно залуживая поверхность алюминия. Также имейте в виду, что пайка алюминия с алюминием всегда является наиболее сложной задачей. Но при пайке алюминия к более удобному для пайки металлу, например, к меди, вы получаете преимущество.
Think HEAT! Алюминий требует тепла для приема припоя, обычно до температуры 300 ° C или более. И вы хотите измерять температуру алюминия, а не вашего источника тепла. Алюминий является отличным теплоотводом, поэтому источник тепла должен быть еще выше, чтобы алюминий нагрелся до нужной температуры. Пайка алюминия не похожа на пайку меди; недостаточно просто нагреть и расплавить припой. Даже при правильной комбинации флюса и припоя вы не добьетесь пайки, если алюминий недостаточно горячий, чтобы принять припой.В дополнение к этому, он должен достичь этой температуры в течение определенного периода времени (обычно менее 8 минут), иначе поток будет израсходован, не выполнив своей работы. К счастью, существует множество методов нагрева, таких как духовки, индукционные печи, горелки, электрические плиты и т. Д., Которые помогут вам достичь нужной температуры в пределах допустимого диапазона.
И вы хотите измерять температуру алюминия, а не вашего источника тепла. Алюминий является отличным теплоотводом, поэтому источник тепла должен быть еще выше, чтобы алюминий нагрелся до нужной температуры. Пайка алюминия не похожа на пайку меди; недостаточно просто нагреть и расплавить припой. Даже при правильной комбинации флюса и припоя вы не добьетесь пайки, если алюминий недостаточно горячий, чтобы принять припой.В дополнение к этому, он должен достичь этой температуры в течение определенного периода времени (обычно менее 8 минут), иначе поток будет израсходован, не выполнив своей работы. К счастью, существует множество методов нагрева, таких как духовки, индукционные печи, горелки, электрические плиты и т. Д., Которые помогут вам достичь нужной температуры в пределах допустимого диапазона.
Не пугайтесь своего проекта по пайке алюминия!
Прочтите статью, ознакомьтесь с другими нашими алюминиевыми флюсами или свяжитесь с нами по вопросам, связанным с пайкой алюминия.
Наши исследования в области практической пайки алюминия, пожалуй, самые передовые на рынке сегодня, и мы только начинаем. Ожидайте новых статей о пайке алюминия, а также о других новаторских областях пайки, пайки и сварки.
Использование алюминиевой пайки для ремонта двигателей – Журнал газовых двигателей
Брэд Э.Смит | 1 декабря 1996 г.
1/9
Фото 1. Возьмите шило и проткните дно банки.
2/9
Фото 4 – Сторона картера газового двигателя, через которую был пробит шатун.
3/9
Фото 2. «Лужа» тонким слоем поперек дыры.
4/9
Фото 3. Возьмите две алюминиевые банки и спаяйте их вместе.
5/9
Фото 5 – Чтобы отремонтировать бобышку, которая вырвалась из крышки клапана Honda, основную металлическую трещину следует «выпилить» шлифованием. Затем основной металл нагревается, и припой плавится в канавке с V-образным вырезом до тех пор, пока он не заполняет канавку. Снова отшлифуйте стык заподлицо, и никто не узнает.
6/9
Фото 7. На новой металлической накладке нет пористости, поэтому винт теперь можно балансировать и красить.
7/9
Фото 6 – Обратите внимание, что часть коллектора также была припаяна к коллектору.
8/9
Дисплей ремонта алюминия.
9/9
Облицовка фары от антикварного авто, отремонтированная алюминиевым припоем.
❮ ❯ На нескольких выставках старинных тракторов и двигателей в этом районе есть мужчина в небольшом трейлере, который демонстрирует использование алюминиевого паяльного стержня, который он продает. По рекомендации других моделистов и реставраторов двигателей, которые использовали продукт, я наблюдал и слушал его демонстрацию. Затем он позволил мне припаять немного алюминия прямо на его дисплее. Затем я купил некоторые из алюминиевых паяльных стержней, которые он продает, и взял их домой, чтобы поэкспериментировать. Из всего этого я узнал, что алюминиевый припой ДЕЙСТВУЕТ и может быть очень ценным в нашем хобби.
По рекомендации других моделистов и реставраторов двигателей, которые использовали продукт, я наблюдал и слушал его демонстрацию. Затем он позволил мне припаять немного алюминия прямо на его дисплее. Затем я купил некоторые из алюминиевых паяльных стержней, которые он продает, и взял их домой, чтобы поэкспериментировать. Из всего этого я узнал, что алюминиевый припой ДЕЙСТВУЕТ и может быть очень ценным в нашем хобби.
Давайте начнем с описания некоторых вещей, которые можно сделать с помощью алюминиевого припоя, а затем обсудим методы.Картер картера небольшого бензинового двигателя, у которого была сломана сторона из-за того, что сломанный шатун прошел через картер, был залатан алюминиевым припоем. Крышка клапана мотоцикла, у которой была сломана резьбовая втулка, была припаяна на место. Крышка коробки передач, через которую протерлась незакрепленная цепь, была отремонтирована алюминиевым припоем. Резьба крепления карбюратора на впускном коллекторе двигателя была снята. Для вставки места не было, но деталь спасла алюминиевый припой. С помощью изделия отремонтированы двигатели авиамоделей. Детали отделки антикварных автомобилей, изготовленные из литого под давлением металла, были отремонтированы и заделаны припоем. Алюминиевый гребной винт лодки (настоящий гребной винт, а не модель), у которого был сломан кусок, был отремонтирован этим алюминиевым припоем.
С помощью изделия отремонтированы двигатели авиамоделей. Детали отделки антикварных автомобилей, изготовленные из литого под давлением металла, были отремонтированы и заделаны припоем. Алюминиевый гребной винт лодки (настоящий гребной винт, а не модель), у которого был сломан кусок, был отремонтирован этим алюминиевым припоем.
Это улучшенная версия алюминиевого припоя. Более ранний припой работал так же хорошо, но требовал более тщательной подготовки поверхности, а именно очистки стыка щеткой из нержавеющей стали (никогда не используйте стальную щетку) в горячем состоянии.Новый припой не требует такой подготовки, хотя старая литература все еще отправляется вместе с новым припоем.
Процесс довольно простой. Сначала очистите поверхность паяемого металла. Припой не прилипает к грязному или окисленному алюминию. Запомните этот факт, потому что он нам пригодится позже. Металл можно очистить наждачной бумагой, наждачным кругом, фрезой в инструменте Dremel и т. Д. Никогда не используйте наждачную бумагу, потому что некоторые наждачные полотна содержат масло, которое может загрязнить поверхность. Вам нужно будет «зарезать» трещины, чтобы освободить место для припоя. Опыт приведет вас сюда. Во-вторых, нагрейте основной металл пропановой горелкой до температуры выше 732 градусов плавления припоя. Основной металл должен быть горячим, потому что тепло открывает поры металла. Расплавленный припой заполняет эти поры, заставляя его прилипать к основному металлу. Основной металл должен быть достаточно горячим, чтобы расплавить стержень. Расплавьте припой, царапая его по поверхности основного металла, в то время как горелка направлена на точку соприкосновения стержня припоя с основным металлом.Припой будет «растекаться» и течь туда, куда вы хотите. Дайте металлу остыть и отшлифуйте стык или залатайте, если хотите. Вот и все.
Вам нужно будет «зарезать» трещины, чтобы освободить место для припоя. Опыт приведет вас сюда. Во-вторых, нагрейте основной металл пропановой горелкой до температуры выше 732 градусов плавления припоя. Основной металл должен быть горячим, потому что тепло открывает поры металла. Расплавленный припой заполняет эти поры, заставляя его прилипать к основному металлу. Основной металл должен быть достаточно горячим, чтобы расплавить стержень. Расплавьте припой, царапая его по поверхности основного металла, в то время как горелка направлена на точку соприкосновения стержня припоя с основным металлом.Припой будет «растекаться» и течь туда, куда вы хотите. Дайте металлу остыть и отшлифуйте стык или залатайте, если хотите. Вот и все.
Единственный способ научиться пользоваться алюминиевым припоем – это попробовать и попрактиковаться. Хорошее место для начала – алюминиевая банка газировки. Это также покажет прочность припоя. Возьмите шило и проткните дно банки. (ФОТО 1) Слегка отшлифуйте поверхность и заполните отверстие припоем. Припой имеет тенденцию покрывать корку и заполнять дыры, поэтому все, что вам нужно сделать, это нанести тонкий слой на отверстие.(ФОТО 2) После того, как банка остынет, попробуйте проткнуть шилом отверстие в припое. У тебя не получится. Припой намного прочнее и тверже основного металла. Это метод заполнения небольших отверстий. Теперь возьмите две алюминиевые банки и спаяйте их вместе. (ФОТО 3)
Припой имеет тенденцию покрывать корку и заполнять дыры, поэтому все, что вам нужно сделать, это нанести тонкий слой на отверстие.(ФОТО 2) После того, как банка остынет, попробуйте проткнуть шилом отверстие в припое. У тебя не получится. Припой намного прочнее и тверже основного металла. Это метод заполнения небольших отверстий. Теперь возьмите две алюминиевые банки и спаяйте их вместе. (ФОТО 3)
Для более крупных отверстий, таких как сторона картера газового двигателя, через которую был прорван шатун, существует другой метод. (ФОТО 4) Помните, что припой не прилипает к окисленному алюминию.Сначала зачистите область разрыва наждачной бумагой. Возьмите кусок алюминия, который подходит к отверстию за отверстием, и установите его на место. Не чистите этот кусок. Теперь нагрейте основной металл и начните плавить алюминий с одного края, работая расплавленным металлом через отверстие. Подложка предотвращает вытекание расплавленного металла. Необязательно, чтобы он идеально подходил, потому что металл быстро затвердевает, создавая основу для большего количества расплавленного металла. Когда закончите, дайте ему остыть и снимите подложку.Подложка может быть плоской или круглой, например трубкой, в зависимости от того, что будет соответствовать внутреннему контуру. Если хотите, притирайте заплатку заподлицо, и никто никогда не узнает, что картер был залатан.
Когда закончите, дайте ему остыть и снимите подложку.Подложка может быть плоской или круглой, например трубкой, в зависимости от того, что будет соответствовать внутреннему контуру. Если хотите, притирайте заплатку заподлицо, и никто никогда не узнает, что картер был залатан.
Чтобы отремонтировать бобышку, которая вырвалась из крышки клапана Honda, основную металлическую трещину следует «выпилить» шлифованием. Затем основной металл нагревается, и припой плавится в канавке с V-образным вырезом до тех пор, пока он не заполняет канавку. Снова отшлифуйте стык заподлицо, и никто не узнает. (ФОТО 5)
Для ремонта резьбы, которая была снята с коллектора, где установлен карбюратор, был использован действительно новый метод.Сначала просверлите отверстие большего диаметра, чем основной диаметр резьбы. Вставьте болт в отверстие и как-нибудь удерживайте его на месте. Теперь нагрейте основной металл и расплавьте припой в отверстие вокруг болта. Припой будет прилипать к открытым порам алюминия, но не прилипнет к неочищенному стальному болту. Когда остынет, открутите болт и у вас будет новая резьба. Если это звучит слишком хорошо, чтобы быть правдой, я видел, как это было сделано! (ФОТО 6) Обратите внимание на фото, что часть коллектора также была припаяна к коллектору.
Когда остынет, открутите болт и у вас будет новая резьба. Если это звучит слишком хорошо, чтобы быть правдой, я видел, как это было сделано! (ФОТО 6) Обратите внимание на фото, что часть коллектора также была припаяна к коллектору.
Ремонт деталей, отлитых под давлением, может производиться таким же образом, так как припой прилипает к отливкам под давлением, а также к «металлической ванне». Был произведен ремонт игрушечного колеса со спицами «металлический горшок», у которого отсутствовала спица, путем изготовления новой спицы из расплавленного алюминия. Спица была «отлита» на месте и доведена до окончательной формы. Таким образом была восстановлена старинная игрушка. Металл также можно расплавить и отлить в форму.
В алюминиевом гребном винте лодки был выломан кусок. Сломанный край обработали щеткой из нержавеющей стали, чтобы удалить краску и оксид.К плоскому краю гребного винта приставили кусок окисленной меди. Алюминиевый припой был использован для формирования нового участка от скошенной кромки винта. Сделайте ремонт немного больше оригинального металла. После остывания винт стачивался до исходного контура. Новая металлическая накладка не имеет пористости, поэтому винт теперь можно балансировать и красить. (ФОТО 7)
Сделайте ремонт немного больше оригинального металла. После остывания винт стачивался до исходного контура. Новая металлическая накладка не имеет пористости, поэтому винт теперь можно балансировать и красить. (ФОТО 7)
А как это соотносится с нашим хобби? Алюминиевые детали, которые пришлось бы выбросить, можно сэкономить, если нет замены.Изношенные поверхности можно наращивать и повторно обрабатывать. Отливки с дефектами можно отремонтировать. Вы можете изготовить практически любую форму, спаяв секции вместе. Используйте свое воображение, и вы сможете найти еще больше применений для этого продукта. Когда паяльный стержень становится слишком коротким, не выбрасывайте его, а приварите к новому стержню.
СТАТЬИ ПО ТЕМЕ
Узнайте о высоковольтной системе зажигания и о том, почему существует конденсатор, чтобы вернуть искру в двигатель Клинтона 1952 года.
Следуйте за Рональдом Макклелланом через создание карбюратора и замену воздухозаборника для восстановления его газового двигателя Франклина.
Повторная сборка начинается со сложной фазы восстановления и заканчивается магнето, топливной системой и стартером, часть 3 из 3.
Как и когда использовать горелки, тепловые пистолеты и паяльники
Немного тепла обжигает некоторые сложные проблемы с ремонтом дома. На нижнем уровне, от 200 до 400 градусов по Фаренгейту, тепло размягчает старую краску и шпатлевку. На более высоком уровне, от 400 до 800 градусов, он может размораживать замороженные замки и ржавые гайки, а также паять электрические и водопроводные соединения.Тем не менее, большая огневая мощь, до 3000 градусов, позволяет паять металлы (более прочная форма пайки, в которой используются более твердые присадочные материалы) и резать или сваривать железо и низкоуглеродистую сталь.
Высокая температура для домашнего использования создается электричеством или зажиганием газа, такого как пропан, MAPP (метилацетилен-пропадиен) или ацетилен, каждый из которых горит сильнее предыдущего. Хотя эти газы будут гореть сами по себе, используя кислород из воздуха, для получения наибольшего количества тепла их необходимо сжечь вместе с чистым кислородом из отдельного резервуара.
Важно, чтобы тепловая мощность инструмента соответствовала поставленной задаче. Кислородно-ацетиленовая горелка за 245 долларов может сваривать сталь; он также может пропотевать медными трубками или карамелизироваться, но это было бы излишним. Приблизительно за 50 долларов каждая ручная пропановая горелка и кислородно-топливная комбинация, если вы много занимаетесь ремонтом заборов или труб, должны дать вам необходимое тепло в удобной упаковке.
Типы горелок
Кислородно-топливная горелка (МАПП или пропан)Подходит для: Резка и сварка чугуна и стали, как при ремонте ограждений.Эти газы не создают такого острого и эффективного пламени, как кислородно-ацетиленовая горелка.
Кислородно-ацетиленовыйПодходит для: Пайка, резка и сварка чугуна и стали. Внимание! Ацетилен сложнее контролировать и более опасен, чем другие виды топлива. Посетите магазин сварочных материалов, чтобы купить очки и другое защитное снаряжение – а также классы сварки – вам нужно будет использовать его безопасно.
На фото: Компактный комбинированный кислородно-ацетиленовый комплект, типичный для этих горелок.
Пропановая горелка Иллюстрация Дженнифер ТермесПодходит для: Пайка медных труб, пайка и нагревание замерзших труб и заржавевших гаек.
На фото: Горелка с электронным зажиганием, которая безопаснее и надежнее, чем искра, и наконечником, распространяющим пламя, который снижает температуру для смягчения краски и карамелизации продуктов.
Типы тепловых пушек и паяльников
Электрический фенГодно для: Смягчение старой краски, шпатлевки и асфальтовой плитки; термоусаживаемые полиэтиленовые пленки и электрические трубки; пайка (требуется специальная насадка).
На фото: Пистолет пистолетного типа с регулируемым управлением, который безопаснее, чем однотемпературный стержневой пистолет.
Паяльные инструменты электрические Фото Петра МерецкогоПодходит для: Пайка электрических соединений.
На фото: Карандашный утюг и паяльник. Утюг нагревается дольше, но стоит дешевле.
Горячие точки
Пламя факела состоит из множества частей, каждая из которых имеет разную температуру. В то время как разные газы создают разное пламя, самая горячая точка любого пламени находится на вершине внутреннего конуса, где бледное пламя встречается с более глубоким внешним пламенем.
Как пользоваться резаками
| УРОВЕНЬ | ТЕМПЕРАТУРА | ЧТО МОЖНО СДЕЛАТЬ |
|---|---|---|
| УРОВЕНЬ | ТЕМПЕРАТУРА | ЧТО МОЖНО СДЕЛАТЬ |
| ГОРЯЧЕЕ | 200-400 градусов по Фаренгейту | Смягчающая краска и шпатлевка |
| 350-840 градусов по Фаренгейту | Пайка: соединение металлов низкотемпературным металлическим наполнителем | |
| ГОРЯЧЕЕ | 840–1500 градусов по Фаренгейту | Пайка: пайка с твердым наполнителем |
| 1300–1600 градусов по Фаренгейту | Резка стали | |
| ГОРЯЧИЕ | 1250–2800 градусов по Фаренгейту | Сварка: плавление металлов (обычно алюминия, железо или сталь) вместе |
Где найти
Электрический фен:
Сверхмощная тепловая пушка с регулируемой температурой Модель # 8977-20
Milwaukee Electric Tool Corporation
Brookfield, WI
800-729-3878
Milwaukee
Паяльные инструменты электрические:
Универсальный многоцелевой паяльник Weller с двойным нагревом (140/100 Вт) и паяльник с подсветкой Weller 25 Вт
Cooper Tools, Barrie
Ontario, Канада
Cooper Tools
Головка горелки из литого алюминия с триггером:
Модель # TS4000T
Bernz-Omatic
Newell Company
Medina, NY
800-654-9011
Bernz-Omatic
Комплект кислородной / газовой пайки / сварки MAPP / резака:
Модель # OX2550KC
BernzOmatic
Горючие газы:
Пропан, MAPP и кислород – все от BernzOmatic.
Кислородно-ацетиленовая горелка:
Model # WT5000
Campbell Hausfeld
Harrison, OH
800-543-6400
Campbell Hausfeld
NO WELD Концевой стол из металла и стекла | Пайка алюминия
* Этот пост спонсируется The Home Depot. Мне выплатили компенсацию за мое время и предоставили товар или оплату взамен. Все мнения мои собственные. Этот пост содержит партнерские ссылки.
Я знаю. Идея сварки пугает.Я думаю, что профессиональные сварщики поощряют эту идею, чтобы держать людей подальше от этого и продолжать платить им за все их потребности в производстве металла. По правде говоря, мой муж научил меня сваривать много лет назад, и я была потрясена, узнав, что это не так сложно, как кажется. Требуется много практики, чтобы прочувствовать это и получить красивые сварные швы, но не так уж сложно заставить два куска стали слипаться. Теперь, даже с учетом сказанного, я уверен, что многие из вас читают это и говорят: «Меня не волнует, что ты скажешь мне, Елисей, я ни за что не собираюсь пробовать сварку».Что ж, у вас есть хорошие новости, друзья мои. У вас есть другие варианты.Вы когда-нибудь слышали о пайке алюминия? По общему признанию, это намного более ограничено, чем сварка, и не работает со сталью, но пайка дает вам возможность соединять металл вместе без необходимости покупать дорогую машину или иметь большой технический опыт. В последнее время я хотел поэкспериментировать с разными материалами, и именно это я только что сделал с этой современной алюминиевой трубкой и стеклянным торцевым столом.
Отличные новости.Пайка алюминия сработала! И это действительно очень весело. Посмотрите видео сборки, чтобы увидеть полный процесс. Продолжайте прокручивать несколько советов, используемых инструментов и, наконец, красивых картинок.
* Примечание: не рекомендуется носить перчатки при работе с электроинструментом.
Так в чем же волшебство всего процесса пайки? Всего две вещи: прутки для пайки и хороший комплект газовой горелки MAP.
Недавно я получил новый комплект горелки для шланга Bernzomatic MAP-Pro, и он стал победителем.Раньше я пользовался парой разных фонарей Bernzomatic, но этот определенно мой любимый. В комплекте идет кобура! А длинный гибкий шланг значительно упростил размещение наконечника резака в неудобных местах (например, внутри круглого стола).
Еще одно замечание: если вы хотите соединить более мелкие и / или более тонкие куски металла, пайка может быть вариантом. Вы знали, что Ryobi производит паяльную станцию на 18 В? Он позволяет регулировать и устанавливать температуру в диапазоне от 300 ° F до 900 ° F и оснащен держателем для утюга.Идеально подходит для соединения проводов и крепления электроники.
Готовы увидеть окончательный результат ??
Одна из самых крутых особенностей алюминия – это то, что образуемый им оксид прозрачен. Это означает, что на нем не образуется ржавчина, как на стали. Это также означает, что вам не нужно наносить финишную обработку на поверхность.
Я выкапываю круглые трубы прямо рядом с круглым профилем на своем кресле с подлокотником для лестницы.
Я обнаружил, что в Интернете можно легко найти сборные стеклянные столешницы. Это открыло для меня целый мир дизайнерских идей.Не удивляйтесь, если вскоре снова увидите всплывающее стекло. И если вас беспокоит прочность этих паяных алюминиевых соединений, вам стоит посмотреть видео выше. Я скажу так, если суставы могут выдержать несколько ударов моего 4-фунтового инженерного молотка DeWalt, то они должны быть более чем достаточно прочными, чтобы удерживать мой чай. Фактически, эта детская кувалда была разработана для забивания кольев, разбивания бетона и работ по сносу, поэтому я очень горжусь своей работой по пайке.
Что вы думаете о пайке алюминия? У вас есть идеи для новых проектов DIY?
Готовы создать свой собственный торцевой стол из стекла и металла? Не стесняйтесь прикрепить изображение ниже, чтобы сохранить идею на будущее.
Если вам это нравится, вам тоже понравятся эти сообщения:
Давай дружить! Следуйте за ней, чтобы ничего не пропустить!
Как успешно выполнить сварку алюминия методом MIG [Руководство]
Сварка алюминия методом MIG может быть затруднена, так как он сильно отличается от сварки MIG низкоуглеродистой стали. Следуйте этому руководству, чтобы узнать о ключевых факторах, которые следует учитывать.
Ключ к сварке алюминия
Алюминий в чистом виде – это относительно мягкий металл, который имеет множество применений, но требует добавления сплава (ов) для повышения его прочности.Поскольку свойства алюминия сильно отличаются от свойств стали, работа с этим материалом может представлять некоторые уникальные проблемы, такие как искажение и чувствительность к тепловложению. Несмотря на эти проблемы, сварка алюминия методом MIG не так уж сложна при использовании правильного оборудования и соблюдении надлежащих процедур.
Помните об этих важных факторах при сварке алюминия методом MIG.
Советы по началу работы
- Учитывайте толщину материала : Толщина материала алюминия, который можно сваривать методом MIG, составляет 14 калибра и больше; выходная мощность вашего сварочного аппарата определяет толщину, которую вы можете сваривать.Для сварки MIG алюминия толщиной менее 14 (0,074 дюйма) может потребоваться специальное оборудование для импульсной сварки MIG или TIG на переменном токе.
- Содержите его в чистоте : Алюминий следует тщательно очистить перед сваркой, включая удаление любых смазочных материалов с материала. Удаление оксидов следует производить после обезжиривания с помощью металлической щетки из нержавеющей стали – подойдет ручная или плоская проволочная щетка. Если используется электрическая проволочная щетка, поддерживайте низкие обороты и давление, чтобы уменьшить смазывание поверхности материала, которое может захватить оксиды и загрязнения под поверхностью.Чтобы избежать загрязнения основного материала, всегда чистите металлической щеткой, которая используется только для алюминия.
- Выберите подходящий газ : Поскольку алюминий является цветным металлом, для него требуется 100-процентный защитный газ аргон. Рекомендуется скорость потока от 20 до 30 кубических футов в час.
- Какой процесс использовать? При сварке алюминия методом MIG желательным режимом является перенос распылением. Этот процесс представляет собой очень плавный перенос капель расплавленного металла от конца электрода к ванне расплава.Диаметр капель, пересекающих дугу, меньше диаметра электрода. При переносе распылением короткого замыкания нет, а скорость осаждения и эффективность относительно высоки. Однако имейте в виду, что перенос распылением требует большого количества тепла, создавая большую сварочную ванну с хорошим проплавлением, что может быть трудно контролировать. Его не следует использовать на материалах толщиной менее 14.
- Пистолет и варианты подачи проволоки: Выбор горелки и системы подачи проволоки является важным шагом перед сваркой алюминия методом MIG.Алюминиевая проволока обычно подается с помощью пистолета для катушки или двухтактной системы. Катушечные пистолеты улучшают подачу мягкой проволоки за счет размещения небольшого количества проволоки на пистолете с пистолетной рукояткой. Использование катушечного пистолета исключает возможность гнездования птиц, поскольку проволока подается только на несколько дюймов. В двухтактной системе двигатель пистолета протягивает проволоку через лайнер, а двигатель на подающем устройстве действует как вспомогательный двигатель. Этот вариант идеально подходит для сварки вдали от источника питания и может быть более эргономичным и удобным для пользователя.
- Правильный присадочный металл: Знайте сплав основного алюминия и условия, которым будет подвергаться готовая деталь. Двумя наиболее доступными алюминиевыми присадочными проволоками являются ER4043 и ER5356. За рекомендациями по сплавам проволоки, подходящим для вашего применения, обратитесь к местному дистрибьютору сварочного оборудования или к представителю присадочного металла.
Техника сварки
Уровень квалификации оператора, типы соединений, установка и положение, а также источник питания для сварки – все это будет иметь большое влияние на свариваемость алюминия.Рассмотрите эти методы сварки, чтобы улучшить свои навыки.
- Используйте угол хода от 10 до 15 градусов – наконечник и сопло должны быть направлены в направлении движения (см. Рисунок 1). Вытягивание или использование угла сопротивления приведет к образованию пористых грязных сварных швов из-за отсутствия газового покрытия.
Рисунок 1: Методы огнестрельного оружия
- Соблюдайте необходимое расстояние от наконечника до рабочей поверхности и по возможности утопите контактный наконечник примерно на 1/8 дюйма внутри сопла.(См. Рисунок 2)
Рисунок 2: Пистолет и зона сварки
- Отражающий тепло и сварочная лужа очень горячие при сварке алюминия методом MIG. Если держать наконечник ближе, чем рекомендуется, это может привести к обратному прожигу проволоки до контактного наконечника и другим проблемам с подачей.
- Избегайте больших валиков плетения на алюминии. Если требуются более крупные угловые швы, многопроходные прямые валики обеспечат лучший внешний вид и уменьшат вероятность притирки, прожога и других дефектов сварного шва.
- Необходимо увеличить скорость перемещения горелки, поскольку основной материал нагревается во время сварки.
Устранение общих проблем
Если вы столкнетесь с этими типичными проблемами при сварке алюминия методом MIG, рассмотрите следующие шаги для решения проблемы.
Прогорание (проплавление) из-за перегрева основного материала
- Увеличьте скорость движения и сделайте более короткие сварные швы.
- Двигайтесь по детали, распространяя тепло.
- Используйте более толстый материал, измените конструкцию соединения или переключите процесс сварки на AC TIG.
- Устранение / уменьшение зазоров.
Загрязненные сварные швы
- Используйте угол выталкивания вместо техники перетаскивания.
- Увеличьте напряжение для перехода в режим распыления.
- Используйте соответствующие методы очистки основного металла, например щетку из нержавеющей стали.
- Проверить наличие защитного газа и типа сплава проволоки.
Неправильные настройки машины
Проволока пригорает обратно к контактному наконечнику во время или в конце сварного шва
- Соблюдайте правильное расстояние от наконечника до рабочей поверхности.
- Убедитесь, что размер контактного наконечника, ведущие ролики и направляющая горелки соответствуют диаметру используемой проволоки.
Проволока скворечников (скопления) перед входной направляющей на пистолете
- Проверьте и отрегулируйте натяжение приводного ролика.
- Убедитесь, что ведущие ролики соответствуют диаметру проволоки.
- При необходимости замените контактный наконечник.
- Проверьте регулировку давления на алюминиевой ступице золотникового пистолета.
Как паять, паять и приваривать нержавеющую сталь к меди – за 5 простых шагов! – Learn to Moonshine
Если вы создаете проект, который требует от вас соединения деталей из меди и нержавеющей стали, эта статья научит вас, как это сделать. В моем случае я собирал самодельный горшок, и мне нужно было прикрепить трехзажимные феррулы из нержавеющей стали к медной колонне 2 дюйма.Это очень распространенное соединение в пивоваренной и дистилляционной промышленности, и знание правильного способа соединения этих двух разнородных металлов гарантирует успех проекта. Можно купить 2-дюймовые медные наконечники, которые можно припаять на место, но они довольно дороги по сравнению с наконечниками из нержавеющей стали, и мы обсуждали в Facebook Group, что медные наконечники не герметизируются должным образом с течением времени. Из-за мягкости меди эти наконечники могут царапаться и вмятин.По этим причинам я думаю, что буду придерживаться трехзажимных наконечников из нержавеющей стали. Итак, большой вопрос здесь в том, можно ли соединить медь пайкой, пайкой или даже сваркой их вместе, и если они могут, как вы это делаете?
Можно ли сваривать медь и нержавеющую сталь?
Можно ли сваривать медь и нержавеющую сталь? Короткий ответ – «Да», их можно сваривать, но это чрезвычайно сложно и обеспечивает очень небольшую прочность конструкции. Почему ты спрашиваешь ? Ну вот и длинный ответ.
При сварке меди и нержавеющей стали возникают две проблемы. Во-первых, два металла имеют существенно разные точки плавления. Нержавеющая сталь плавится при температуре около 1400 ° C, а медь плавится при температуре 1085 ° C, то есть разница в 315 ° C делает образование лужи из двух металлов чрезвычайно трудным. Кроме того, существуют металлургические проблемы смешения разнородных металлов в процессе сварки. Поскольку нержавеющая сталь не полностью растворяется с медью и имеет значительно более высокую температуру плавления, она сначала начнет затвердевать и образовывать зернистые / кристаллические структуры.Присутствующая медь останется жидкостью и будет вытеснена между этими формирующимися кристаллическими структурами, создавая очень слабую связь. По мере дальнейшего охлаждения сварного шва зерна нержавеющей стали начнут сжиматься из-за охлаждения, вызывая тем самым разрыв зерен. На этом этапе медь еще слишком горячая, чтобы добавить структурной прочности зеренной структуре, и сварной шов будет образовывать большие трещины, это называется горячим растрескиванием. Горячее растрескивание серьезно снижает прочность сварного шва этого типа. Если вы хотите соединить медь и нержавеющую сталь, лучше всего подойдет пайка или пайка.Тем не менее, если у вас есть подходящее оборудование и такие навыки, как сварка меди и нержавеющей стали Eb Industries, это можно сделать.
Как выполнить сварку сваркой меди с нержавеющей сталью
На рисунке 1 показан сварной шов между нержавеющей сталью и медью. Если в вашем гараже нет устройства для электронно-лучевой сварки, такого как Eb Industries, есть другой способ сваривать / паять нержавеющую и медь. Ниже приведено изображение удачного сварного шва трехзажимного наконечника из медной трубы и нержавеющей стали. Это было сделано с помощью сварочного аппарата Tig со стержнем из кремнистой бронзы.Теперь технически это можно классифицировать как пайку Tig, потому что нержавеющая сталь имеет более высокую температуру плавления, чем присадочный стержень из кремнистой бронзы. Стержень из кремниевой бронзы имеет температуру плавления около 1050 ° C, а нержавеющая сталь имеет температуру плавления 1400-1450 ° C. Этот процесс подробно обсуждается на сайте adiforums.com, если вам интересно узнать, что говорят профессионалы о сварке меди и нержавеющей стали методом TIG.
Если вы хотите попробовать сварку / пайку меди с нержавеющей сталью с помощью сварочного аппарата Tig, у Tom Spisak III есть хороший совет.Он говорит: «Любой, у кого есть некоторый опыт работы с Tig, должен иметь возможность использовать эту связку с помощью проволоки из силиконовой бронзы, которую можно легко найти в вашем местном магазине сварочных материалов. На рисунке выше показан сварной шов, выполненный между трехзажимным наконечником из нержавеющей стали и медной трубой.
Что вам понадобится для сварки / пайки меди и нержавеющей стали:
Процедура сварки TIG:
- Шаг 1. Очистите все детали, которые будут свариваться / паять, с помощью куска эмори или стальной мочалки.
- Шаг 2: Соберите детали, убедившись, что они плотно прилегают друг к другу.При необходимости зажать.
- Шаг 3. Включите аргон, установите сварочный аппарат Tig на постоянный ток и
33 pps с заостренным вольфрамовым электродом. - Шаг 4: Сконцентрируйте тепло на меди, медленно добавьте в бассейн материал присадочного стержня, перетаскивая бассейн на наконечник из нержавеющей стали
. Вы не хотите плавить здесь нержавеющую сталь, иначе вы получите структурное растрескивание, как упомянуто выше. - Шаг 5: После завершения проверки сварного шва на наличие дефектов, очистив область проволочной щеткой, также проверьте наличие утечек.Если ваше здание все еще такое же, как и я, вы должны убедиться, что нет утечек.
Вот видео, демонстрирующее сварку / пайку меди TIG с нержавеющей сталью.
Можно ли паять медь и нержавеющую сталь вместе?
Да, медь и нержавеющая сталь можно легко спаять или спаять вместе с использованием присадочного материала, обычно содержащего олово и серебро. В отличие от сварки, когда мы плавим два металла вместе, при пайке или пайке используется присадочный материал, чтобы соединить две части вместе, не плавя их.Температура отличает пайку от пайки, тогда как пайка обычно требует нагрева более 450 ° C / 840 ° F для соединения деталей с помощью прутка. Пайка производится при температуре ниже 450 ° C / 840 ° F с использованием припоя. Оба присадочных материала содержат серебро, чем выше его содержание, тем выше температура плавления и тем прочнее связь между деталями. Таким образом, пайка дает гораздо более прочное соединение, чем пайка.
Как припаять нержавеющую сталь к меди
Если вы решите спаять компоненты вместе, то обычный водопроводный припой, содержащий 95% олова и 5% сурьмы, отлично подойдет.Вы также можете использовать комплект Lincon Electric Solder Stay-Bright с флюсом, который на 95% состоит из олова и 5% серебра для достижения лучших результатов. Оба припоя будут иметь температуру плавления 230 ° C / 450 ° F и могут нагреваться с помощью простой пропановой или газовой горелки Mapp. Вам нужно будет тщательно очистить обе детали и нанести покрытие из флюса на все паяемые поверхности. Для этой работы мне нравится белая флюсовая паста Harris. Флюс важен, потому что он растворяет оксиды, которые образуются в процессе нагрева, и помогает потоку припоя в соединение, обеспечивая защиту от кислорода в воздухе.Ниже представлено видео о пайке нержавеющей стали с медью и последующей проверке соединения на прочность.
Ниже я подробно описал процесс пайки меди и фитингов из нержавеющей стали в пошаговом формате, который должен упростить выполнение. Если вы собираетесь паять медь с медью, вам может быть интересно это Руководство по пайке меди
Материалы, необходимые для пайки:
Процедура пайки:
- Шаг 1: Очистите все детали, которые нужно паять, с помощью куска Эмори или стальная вата.
- Шаг 2: Нанесите белую флюсовую пасту на паяемые поверхности. Важно использовать флюс, подходящий для нержавеющей стали, так как он должен протравить поверхность, чтобы припой мог правильно склеиться. Вы можете использовать соляную (соляную) кислоту
, фосфорную кислоту, фтороборатные флюсы и хлорид цинка. - Шаг 3: Соедините две части вместе и начните нагревать медь пропановой или газовой горелкой MAPP. Не нагревайте нержавеющую сталь напрямую. Как только припой начнет плавиться на меди, переместите тепло на нержавеющую сталь.Нагревайте, пока не увидите, как припой попадает в соединение. Затем удалите источник тепла.
- Шаг 4: Дайте детали остыть, пока она не станет теплой, затем сотрите излишки флюса водой с мылом.
- Шаг 5: Выполните тест на герметичность, чтобы убедиться, что соединение полностью герметично.
Вот еще несколько продуктов, рекомендованных участниками группы Home Disttilers of America в Facebook:
Как припаять нержавеющую сталь к меди
Пайка меди обеспечит более прочное соединение из-за высокого процента серебра в прутке.Но это также будет стоить дороже и потребует использования ацетиленовой или газовой горелки Mapp для плавления прутка. Вы можете приобрести прутки для пайки с различным содержанием серебра, а также прутки с флюсовым покрытием или без него. В моем случае я бы порекомендовал использовать пруток для пайки 45% серебра, покрытый синим флюсом, который имеет температуру плавления приблизительно 600 ° C / 1100 ° F для соединения деталей из меди и нержавеющей стали. Если вам нужна большая прочность, вы можете использовать пруток для припоя 56% серебра с оранжевым флюсом. Вы также можете нанести серебряный припой Harris «Stay-Silv» или аналогичный продукт для очистки всех деталей перед пайкой.Ниже представлено видео, демонстрирующее, как припаять медь к нержавеющей стали.
Ниже я подробно описал процесс пайки фитингов из меди и нержавеющей стали в пошаговом формате. Прежде чем начать, важно понять, что вы можете повредить поверхность нержавеющей стали, перегрев ее во время пайки. Хром используется в нержавеющей стали для предотвращения коррозии, когда вы нагреваете нержавеющую сталь между
425–870 ° C (800–1600 ° F) в течение продолжительных периодов времени, хром может диффундировать от поверхности и образовывать карбиды хрома, которые заставят сталь больше не нержавеющая.Это делает его подверженным коррозии и растрескиванию. Вы можете предотвратить это, избегая чрезмерного нагрева деталей и закалив их в воде после 4 минут нагрева.
Материалы, необходимые для пайки:
Процедура пайки:
- Шаг 1: Очистите поверхность стальной мочалкой или тканью Emory.
- Шаг 2. Нанесите флюс на обе паяемые поверхности, убедитесь, что у вас есть флюс, способный травить нержавеющую сталь и рассчитанный на высокую температуру пайки (более 840 F), вы не можете использовать обычный водопроводный флюс. Вот.
- Шаг 3: Соедините детали вместе и начните нагревать медь круговыми движениями, равномерно нагревая ее по всей трубе. Когда паяльный стержень начнет течь, переместите горелку ближе к нержавеющей стали, это должно втянуть наполнитель в стык между двумя частями. Нержавеющая сталь передает тепло медленнее, чем медь, поэтому у нее не так много времени, чтобы нагреться до температуры. Поэтому сначала начинаем нагревать медь. Если вы паяете клапан, который может быть чувствительным к температуре, оберните клапан влажным слоем, чтобы внутренние части клапана не плавились.
- Шаг 4: Дайте детали остыть, пока она не станет теплой на ощупь, затем удалите флюс с мылом и водой до полного остывания.
- Шаг 5: Выполните тест на герметичность, чтобы убедиться, что соединение полностью герметично.
В чем разница между прутками для пайки из серебра и без покрытия?
Давайте поговорим о преимуществах и недостатках использования прутков для пайки с флюсовым покрытием и прутков без покрытия. Очевидным преимуществом использования прутков для пайки с флюсовым покрытием является удобство. Нам не нужно наносить флюс на детали, которые мы паяем, потому что он уже находится на стержне, и поэтому нам не нужно отдельно покупать серебряный припой.Недостатком паяльного стержня с флюсовым покрытием является то, что трудно контролировать количество флюса, подаваемого на наш сустав, когда он уже находится на стержне, и, что еще хуже, если вы перегреваете стык, флюс может образовывать твердое черное стекло, подобное пленке, которое невероятно трудно удалять. Я слышал аргументы в любом случае, мне лично больше нравятся стержни с флюсовым покрытием. Я хотел бы услышать ваше мнение о том, какой метод вы предпочитаете, напишите мне комментарий внизу статьи.
Другие ресурсы
Вот еще несколько ресурсов о пайке, пайке меди и строительных кадрах, которые стоит прочитать.
Если у вас возникли вопросы или вы думаете, что я пропустил какую-то информацию, которая должна быть включена в эту статью, не стесняйтесь оставлять комментарий внизу. Мне нравится, когда вы, ребята, помогаете улучшить эти статьи. Не забудьте присоединиться к нашей группе в Facebook, это отличное место для изучения и обмена знаниями о дистилляции.
Типы припоя – Руководство по покупке Thomas
Припой – это материал, который используется для соединения или плавления предметов вместе, таких как труба с фитингом или электрический провод с клеммой или разъемом.В концепции пайки используется металлический сплав, температура плавления которого ниже, чем у соединяемых объектов. Для пайки тепло подается с помощью горелки или других средств, например, к стыку между медной трубой и коленом трубы, и после достаточного нагрева припой может быть помещен в стык, и он расплавится и потечет, чтобы герметизировать соединение и обеспечить прочная связь между медной трубой и коленом трубы.
Пайка отличается от других подходов к соединению металлов, таких как пайка или сварка, как по температуре, используемой для создания соединения, так и по конечной прочности соединения.Общепринятое определение пайки, данное Американским сварочным обществом, заключается в том, что пайка происходит при температурах ниже 840 o F (450 o C). Процессы склеивания при более высоких температурах создают более прочные связи, которые не подвержены ползучести, вызванной напряжением.
Основные области применения припоя – в сантехнической промышленности, где припой для сантехников используется для обеспечения герметичных соединений в трубах, и в электронной промышленности, где электрический припой используется для соединения компонентов схем с печатными платами (PCB), проводки жгуты и соединители, например.
Часто используются три основных типа припоя, а именно:
- Припой для сердечников кислотный
- Припой для стержней канифоли
- Припой со сплошным сердечником
Припои также доступны в различных форм-факторах, и припои существуют для конкретных приложений или отраслей. В этом руководстве приводится краткое описание различных типов припоя с учетом типа сердечника, сплава или материала, форм-фактора и области применения.
Типы припоя по стилю сердечника
Припой с кислотным сердечником состоит из припоя, который изготавливается в виде проволоки, но с полым сердечником, заполненным флюсом на кислотной основе, который является более сильной и агрессивной формой очищающего флюса.Использование флюса для припоя помогает удалить и предотвратить образование оксидов металлов, которые препятствуют образованию прочного паяного соединения. Эти припои предназначены для обработки стали или других металлов, но для предотвращения коррозии требуется, чтобы остатки флюса были очищены после завершения операции пайки. Припои с кислотным сердечником чаще всего используются в сантехнике для соединения металлических труб или листового металла.
Канифольный припой с сердечником также изготавливается с полым сердечником внутри припоя, но используемый флюс представляет собой более мягкую разновидность канифоли, которая представляет собой твердую форму смолы, полученной из хвойных пород, таких как сосна.Остатки флюса, связанные с канифольным припоем сердечника, не вызывают коррозии и поэтому используются для создания паяных соединений в электрических системах, где может быть трудно удалить остатки флюса после завершения операции пайки.
Припои с кислотным сердечником и канифольным сердечником характеризуются как припой с флюсовым наполнением или самофлюсующийся припой.
Припои с твердым сердечником, в отличие от разновидностей кислотного сердечника или канифольного сердечника, не имеют полого сердечника, заполненного флюсовым материалом.Вместо этого эти припои состоят из сплошной проволоки, состоящей из припоя или материала. Флюс следует наносить отдельно в случае использования припоя с твердым сердечником.
Типы припоя по сплаву или материалу
Существует множество сплавов или материалов, используемых для производства припоев для различных целей. Как правило, пропорция элементов, используемых в припоях, будет определять температуру плавления припоя, которая затем согласуется с возможными областями применения этого припоя.
Одно из основных различий заключается в том, содержит ли припой в качестве элемента свинец. Свинец, который ценится при пайке из-за его низкой температуры плавления, представляет опасность для здоровья людей, особенно детей младшего возраста. По этой причине использование бессвинцового припоя в приложениях, где существует потенциальный риск воздействия или выщелачивания в источники воды (например, при использовании для соединения медных труб в линиях подачи питьевой воды), в основном было принято.
Некоторые примеры бессвинцовых припоев включают:
Большинство припоев представляют собой сплавы одного или нескольких элементов.Например, бессвинцовый сплав, такой как серебряный припой, может иметь состав 94% олова и 6% серебра. Другие примеры припоев из сплавов, в которых не используется свинец:
- олово-сурьма (95/5)
- олово-медь (97/3)
- олово-серебро (95/4)
Припои на основе свинца используют систему нумерации, которая определяет процентное содержание свинца, а также смешанный металл в сплаве, называемую соотношением свинцового сплава (где первое число – процент олова, второе – процент свинца). Распространенные сплавы оловянных припоев включают:
- 63/37
- 60/40
- 50/50
- 30/70
- 10/90
Типы припоя по форм-фактору
Хотя наиболее распространенным форм-фактором для припоя является паяльная проволока, поставляемая на катушках, припой также можно приобрести в виде стержней припоя, гранул припоя, колец припоя, ленточного припоя, стержней припоя, слитков припоя, фольги припоя и полос припоя, в зависимости от в приложении.Существуют также шайбы для пайки с предварительно нанесенным покрытием, которые используются для автоматизации операций пайки сквозных компонентов в электронике. Сферы припоя, которые продаются на держателях лент и катушек, также могут использоваться в автоматических паяльных операциях.
Типы припоев по применению
В то время как области применения припоя наиболее широко используются в сантехнике и электронике, существуют и другие области применения этого материала. Припой для самолетов должен соответствовать требованиям условий окружающей среды, которые включают вибрацию и термоциклирование.При ремонте радиаторов автомобильный припой используется для устранения утечек, которые возникают в теплообменниках охлаждающей жидкости автомобилей и других транспортных средств. Также припой используют для домашнего ремонта и в таких хобби, как создание витражей.
Существуют специальные составы припоев для соединения металлов, которые труднее паять. Примеры таких припоев включают алюминиевый припой и припой для чугуна.
Сводка
В этой статье представлен краткий обзор распространенных типов используемых припоев с разбивкой по типу сердечника, сплаву / материалу, форм-фактору и применению.Для получения информации по дополнительным темам обратитесь к другим нашим руководствам или посетите платформу Thomas Supplier Discovery Platform, чтобы найти потенциальные источники поставок или просмотреть подробную информацию о конкретных продуктах.
Источники:
- https://www.hunker.com/13417672/what-is-acid-core-solder-used-for
- https://www.harrisproductsgroup.com/en/Expert-Advice/tech-tips/rosin-and-acid-core-solders.aspx
- https://www.machinedesign.com/fasteners/whats-difference-between-soldering-brazing-and-welding
- https: // www.hooverandstrong.com/platinum-solder
- https://chestofbooks.com/home-improvement/workshop/Handy-Man/Gold-Solders.html
- https://app.aws.org/
- https://superiorflux.com/techniques-for-soldering-aluminium/
- https://www.
