
Собираем качественные и надежные сварочные кабели, которые будут служить годами / Своими руками (DIY) / iXBT Live
Комплект сварочных кабелей для ручной дуговой сварки включает в себя два кабеля (провода), один из которых имеет на конце электрододержатель, а другой клемму для подключения к массе. Как правило, стандартный набор, поставляемый в комплекте с недорогим сварочным аппаратом, не самого лучшего качества и выходит из строя после нескольких месяцев использования. Если покупать такой комплект отдельно, то бюджетные модели также не могут похвастаться качеством, а вполне нормальные соизмеримы по цене самого сварочного аппарата. Довольно часто встречаются модели, где упор сделан на одну из трех составляющих, т.е. либо электрододержатель качественный, а кабеля (провода) так себе, либо провода отличные, а все остальное не очень. Поэтому чтобы не играть в рулетку и не переплачивать деньги, предлагаю самостоятельную сборку из проверенных комплектующих. Если заинтересовались, милости прошу. ..
..
Содержание
- Электрододержатель:
- Силовые кабеля (провода):
- Зажим массы:
- Вилка кабельная:
- Сборка:
- Выводы:
Электрододержатель:
Электрододержатель – один из самых важных компонентов, экономить на котором категорически не стоит. От качества его изготовления и конструкции зависит комфортная и удобная работа, а также конечный результат. Я не буду вдаваться в подробности, а отмечу лишь, что существует три распространенных типа электрододержателей: вилочные, пружинные и винтовые. Первые, как правило, самодельные и изготавливаются сварщиками самостоятельно. Они надежны, не очень удобны в использовании и зачастую не изолированы. Вторые самые распространенные, но в низшей и средней ценовой категории их качество оставляет желать лучшего. Качественные пружинные электрододержатели удобны в работе и особых нареканий не имеют. Винтовые электрододержатели достаточно надежно фиксируют электрод под необходимым углом и имеют хорошее качество даже в средней ценовой категории. Отлично подходят новичкам на первых порах, т.к. при неумелом отрыве «прилипшего» электрода не портят контактную площадку держака.
Отлично подходят новичкам на первых порах, т.к. при неумелом отрыве «прилипшего» электрода не портят контактную площадку держака.
Я не стал идти путем проб и ошибок, поэтому сразу же купил проверенный электрододержатель винтового типа ESAB Handy 200:
Электрододержатель ESAB Handy 200 я покупал здесь
Китайский проверенный аналог на Аliexpress
Я сварщик-любитель, поэтому под мои нужны и возможности сварочного аппарата тока в 200А хватит за глаза. Учитывая хорошее качество изготовления, данного электрододержателя хватит надолго. Если вы профессионал и вам приходится много варить более толстыми электродами, в линейке есть более мощные модели, рассчитанные на больший ток и более толстые электроды. Но даже эта модель без особых проблем позволит варить током 250А без повреждений, поддерживаемый диаметр электродов от 2мм до 4мм.
Из проверенных производителей можно отметить следующие: Корд (Россия), ESAB (Швеция), FoxWeld (Италия/Китай), FUBAG (Германия), ABICOR BINZEL (Германия) и другие. Огромный выбор держаков здесь и здесь
Огромный выбор держаков здесь и здесь
ESAB Handy 200 имеет хорошее качество и невысокую стоимость, поэтому пользуется большим спросом. Комплект поставки:
Конструкция следующая:
Центральный стержень выполнен из латуни (сплав меди и цинка, с небольшим добавлением олова и других металлов), никакого омедненного железа и прочего дешмана, которое зачастую применяется в дешевых держаках. Все это позволяет пропускать значительные тока без заметного нагрева и повреждений. Для удержания служит прорезиненная рукоять со специальной накаткой, благодаря чему электрододержатель уверенно лежит в руке и выдерживает небрежное отношение. Если сравнивать с недорогими пружинными держаками, у которых ручка выполнена из карболита или пластика, то разница налицо. Тем более последние на холоде или от постоянного нагрева становятся хрупкими и могут разломиться при падении с небольшой высоты.
Крепеж позволяет зажимать провода и кабеля сечением вплоть до 50мм2:
Силовые кабеля (провода):
Вторыми по значимости элементами являются силовые кабеля (провода). От их качества зависит максимальный рабочий ток и уверенный поджиг дуги. Особенно актуально это при работе с недорогим сварочным инвертором, у которого предельный ток еле-еле дотягивает до 120-130А (уверенная сварка 3мм электродом). Тут все упирается в закон Ома: чем выше сопротивление, тем ниже ток, а учитывая «предельные» возможности сварочника, с плохими проводами он может уже «не вытянуть».
От их качества зависит максимальный рабочий ток и уверенный поджиг дуги. Особенно актуально это при работе с недорогим сварочным инвертором, у которого предельный ток еле-еле дотягивает до 120-130А (уверенная сварка 3мм электродом). Тут все упирается в закон Ома: чем выше сопротивление, тем ниже ток, а учитывая «предельные» возможности сварочника, с плохими проводами он может уже «не вытянуть».
С выбором кабеля я не раздумывал и взял проверенный временем кабель КГ-ХЛ 1х25:
Покупйте в проверенных магазинах по продаже электротоваров. Можно посмотреть здесь
Расшифровывается как кабель гибкий с медными токопроводящими жилами, с изоляцией и оболочкой из резины без защитных покровов (брони) в холодостойком исполнении («ХЛ»). На работе я уже не раз изготавливал и ремонтировал подобные сварочные кабеля, нареканий по ним нет вообще. Если планируются работы на холоде, выбирайте именно в холодостойком исполнении («ХЛ»). Если не ошибаюсь, то с прошлого года все ГОСТовские кабеля КГ производятся полностью в холодостойком исполнении, поэтому при маркировке КГ, кабель на морозе не дубеет. Это не относится к «старым» запасам с маркировкой «КГ» и не ГОСТовским вариантам. Кабеля по ТУ хуже, хоть и дешевле. При заявленном сечении 25мм2, в зависимости от производителя, реальное сечение варьируется от 20 до 23мм2. От себя добавлю, что из этих кабелей я делал провода для прикуривания и дорабатывал провода для автопускача (JumpStarter), даже при -20°С не стоят колом.
Это не относится к «старым» запасам с маркировкой «КГ» и не ГОСТовским вариантам. Кабеля по ТУ хуже, хоть и дешевле. При заявленном сечении 25мм2, в зависимости от производителя, реальное сечение варьируется от 20 до 23мм2. От себя добавлю, что из этих кабелей я делал провода для прикуривания и дорабатывал провода для автопускача (JumpStarter), даже при -20°С не стоят колом.
При выборе ориентируйтесь на несколько параметров: ток, цена, длина и вес. Сечение кабеля для сварочного аппарата подбирается исходя из тока, отдавайте этому параметру наивысший приоритет. Ориентируйтесь по следующим значениям: 16 кв. мм – до 190А, 25 кв. мм – до 240А, 35 кв. мм – до 290А. Чем выше сечение, тем меньше сопротивление и ниже потери на нагрев. Ценники на медь кусачие, поэтому кабель не из дешевых. Цена, длина и вес кореллируются между собой. Помните, что переносить 25м бухту кабеля 1х25 то еще удовольствие, причем, не дешевое.
Какое сечение выбрать – дело каждого, но я решил перестраховаться и выбрал 25мм2, поскольку сварочник у меня китайский и лишние потери мне не к чему. В принципе, для моих задач хватилобы и 16мм2, но взял с запасом. Тем более как оказалось, кабель изготовлен по ТУ (не ГОСТ):
В принципе, для моих задач хватилобы и 16мм2, но взял с запасом. Тем более как оказалось, кабель изготовлен по ТУ (не ГОСТ):
Зажим массы:
Сварочные кабеля я делал на скорую руку, поэтому приобретал то, что было под рукой в близлежащих магазинах. Нормального зажима я не нашел и временно заказал зажим Диолд 3М-300-02 на 300А:
Качество удовлетворительное, но зато цена привлекательная (около 150р). Изначально хотел купить клемму заземления КЗ-25 (КЗ-31) «Корд» из латуни на 250А, но их нигде не было, даже в онлайн-магазинах по приемлемым ценникам:
Сейчас появились здесь
Решил взять дешевую клемму Диолд, доработать ее немного и после покупки нормальной, оставить в качестве запасной. Выглядит она следующим образом:
Приобретал в ближайшем строймаге, но вполне можно заказать и на Алиэкспресс здесь
Ничего хорошего по ней сказать не могу. Выполнена из стали (плюс надежности), в остальном печаль: губки стальные омедненные, роздвиг небольшой, жестяная перемычка коротка и зачастую не позволяет нормально зацепить зажим. Розоватый оттенок на губках – это небольшое напыление меди на сталь для лучшей токопроводимости последней:
Розоватый оттенок на губках – это небольшое напыление меди на сталь для лучшей токопроводимости последней:
Слой меди небольшой, при 120А будет греться:
Про доработку таких дешманских зажимов расскажу позже, если будет интерес, но на первое время хватит. Моя доработанная при 120А не греется особо, поэтому менять не спешу. Многие профессиональные сварщики в качестве зажимов массы используют небольшие тисочки или струбцины (Корд, ПТК, Brima, Sirio и другие):
Вариант хороший, но для минимизации потерь и, соответственно, нагрева, лучше использовать бронзовые или латунные вместо стальных.
У китайцев есть хорошие зажимы по гораздо привлекательным ценам здесь
также есть готовые провода с массой здесь
Вилка кабельная:
Кабельные вилки (сварочные разъемы), как правило, идут в комплекте со сварочным аппаратом. При необходимости можно приобрести отдельно. У меня как раз они были в комплекте:
Купить отдельно можно здесь
Качество хорошее, на твердую четверку.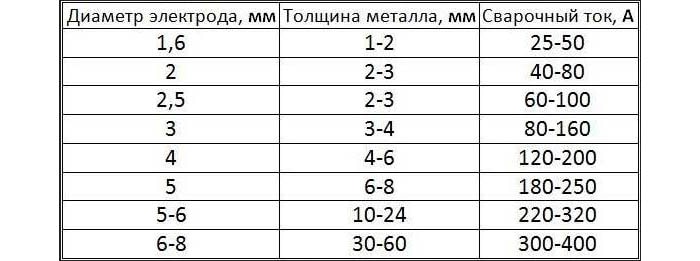 Огорчило присутствие жестяных омедненных полосок под винты вместо медных:
Огорчило присутствие жестяных омедненных полосок под винты вместо медных:
Я их вырезал из медной фольги в несколько слоев:
Сборка:
Когда все элементы куплены, можно приступать к сборке. Ничего сложного в этом нет. Первым делом определяемся с метражом под кабеля. Самый оптимальный и распространенный вариант – кабель с держаком на 1-2 метра длиннее. При покупке 8м кабеля, оптимальным будет вариант «5м + 3м». При этом будет запас кабеля по высоте и периметру при работе с габаритной конструкцией. Если сделать «4м + 4м», то иногда придется передвигать сварочный аппарат.
После того, как определились с размерами, зачищаем концы проводов. Штангенциркулем или какой-нибудь спицей измеряем глубину и на это расстояние зачищаем изоляцию:
Можно воспользоваться так называемыми стрипперами для снятия изоляции, очень удобный инструмент для монтажников и не только. Купить можно здесь
При зажиме кабеля в электрододержателе не забываем про специальную проставку под винт, иначе последний разломит часть проводков и контакт будет хуже:
Получается такая замечательная конструкция:
С кабельной вилкой поступаем аналогичным образом:
Не забываем также установить прокладку под винт:
В итоге имеем качественные универсальные кабеля, которые имеют минимальное сопротивление и не греются даже при значительных токах:
При использовании кабеля КГХЛ ими прекрасно можно работать на морозе.
Выводы:
Винтовой электрододержатель ESAB Handy 200 очень понравился: не греется, в руке лежит удобно, имеет два угла установки электрода. Перестановка электрода занимает около 10 секунд и каких-либо неудобств не доставляет. Особенно полезен будет новичкам, т.к. при неумелом отрыве прилипшего электрода не портит сам держак. По стоимости такой самосборный комплект выходит несколько дешевле, а по качеству на голову лучше большинства заводских. При этом он с легкостью переживет даже несколько сварочных аппаратов и не сломается, поэтому рекомендуется к повторению…
Если тема будет интересной, сделаю краткий обзор на проверенную и надежную экипировку, аксессуары и приспособления для сварки, о которых некоторые и не догадываются вовсе.
Как выбрать кабель для сварочного аппарата?
Главная → Блог → Как выбрать кабель для сварочного аппарата?
06.03.2022
К выбору провода следует подходить с повышенным вниманием. В данной статье рассмотрим выбор проводника для сварочного аппарата. Дуговая сварка является высокоинтенсивным процессом. Когда посредством протекания тока короткого замыкания возникает дуга в месте соприкосновения электрода и металла, происходит процесс оплавления и материал электрода переносится в место сварки. Правильный выбор провода необходим для обеспечения оборудования питанием и для организации непрерывного процесса сварки.
Дуговая сварка является высокоинтенсивным процессом. Когда посредством протекания тока короткого замыкания возникает дуга в месте соприкосновения электрода и металла, происходит процесс оплавления и материал электрода переносится в место сварки. Правильный выбор провода необходим для обеспечения оборудования питанием и для организации непрерывного процесса сварки.
Интернет-магазин “Икс Кабель” – надежный поставщик кабельно-проводниковой продукции высокого качества. У нас вы сможете выбрать товар согласно требуемому назначению и купить его по выгодным ценам. Менеджеры всегда придут на помощь и окажут квалифицированную консультацию, предоставят необходимую техническую информацию. Доставка в Москву и все регионы страны осуществляется в минимальные сроки.
Требования к кабелю для сварочникаВыбирая провод для подключения как зажима массы, так и держателя электродов стоит обратить внимание на следующее:
– выдаваемый ток. Аппараты подобного рода бывают бытового значения на токи до 200 А и промышленного, которые могут выдавать ток до 400 А;
– разнообразие задач по сварке. Может быть как относительно не трудный процесс – легкая доступность к местам сварки, так и процесс в котором сварка может быть затруднена положением необходимого участка;
Может быть как относительно не трудный процесс – легкая доступность к местам сварки, так и процесс в котором сварка может быть затруднена положением необходимого участка;
– температура окружающей среды. Наличие как жаркой, так и чрезмерно холодной окружающей среды вокруг места работ оказывает негативное влияние на провод;
– гибкость провода. Перемещают кабель в свернутом состоянии, а значит он должен обладать достаточной гибкостью.
Из вышеперечисленного можно говорить о необходимых свойствах провода. Выбираемый проводник должен:
– обладать достаточной устойчивостью к воздействию агрессивных сред, более того должен быть также устойчив к ударам и другим механическим повреждениям;
– обладать достаточной гибкостью, для обеспечения удобства в применении электрода;
– обладать повышенной устойчивостью к перепадам температур;
– обладать достаточным сечением, поскольку при нормальной работе необходимо выдерживать высокие токи при низком напряжении;
– обладать достаточным запасом прочности для компенсации многократных сворачиваний провода в положение для транспортировки.
Самыми распространенными марками для наших целей является кабель типа КГ. Кабель этой марки довольно гибок. Это многопроволочная жила в специальной резиновой оболочке. Кроме него есть марка КОГ, основное отличие – класс гибкости выше чем у КГ. Есть более специализированный кабель марки КС.
Дополнительно в обозначении могут присутствовать буквы, указывающие на исполнение кабеля, например, Т – для тропического климата, КХ и ХЛ – кабель с морозоустойчивой изоляцией. Наличие буквы П обозначает присутствие оболочки из полимерного материала. Цифры в наименовании указывают на количество и сечение жил.
Выбор сечения и длиныНеобходимое сечение кабеля для сварочного аппарата подбирается в зависимости от величины тока.
Очень интересен показатель допустимой длины кабельной линии. С увеличением длины происходит увеличение сопротивления, при неизменном сечении провода. При этом наличие большей длины обеспечит лучшую мобильность сварочного аппарата. С применением короткого кабеля придётся часто перемещать сварочный аппарат.
С применением короткого кабеля придётся часто перемещать сварочный аппарат.
Оптимальная длина кабельной линии для сварочного аппарата будет в пределах 5-10 метров. Правда это распространено для бытовых аппаратов, которые достаточно легки для обеспечения большей мобильности.
Кабель для подключения сварочника к сетиТакже необходим кабель для подключения сварочного аппарата к сети. При этом питающие токи намного меньше сварочных. В зависимости от мощности оборудования они могут быть в пределах 30-50 Ампер. Поэтому для питания необязательно подбирать провод большого сечения, такого как для электродержателя. Этот кабель рассчитывается исходя из типа сети и предполагаемого места проведения работ. Для бытовых сварочных аппаратов питающий кабель может быть до 4 мм2. Кабель содержит две основные жилы, что применимо для систем без возможности заземления, но может быть и трехжильным.
Общая длина кабельной линии обычно составляет от 3-х до 5-ти метров. Если необходимо увеличить длину, используют удлинители, которые могут увеличить рабочую зону еще на 10-20 м. Если необходимая рабочая зона находится дальше 20 метров, используют удлинители с более крупным сечением до 4 мм2. Применяемый на большие расстояния удлинитель обычно поставляется в катушках, удобных для быстрого сворачивания и разворачивания. В свернутом виде кабель при работе устройства быстро нагревается, что способствует его большей деформации и ухудшению свойств.
Если необходимо увеличить длину, используют удлинители, которые могут увеличить рабочую зону еще на 10-20 м. Если необходимая рабочая зона находится дальше 20 метров, используют удлинители с более крупным сечением до 4 мм2. Применяемый на большие расстояния удлинитель обычно поставляется в катушках, удобных для быстрого сворачивания и разворачивания. В свернутом виде кабель при работе устройства быстро нагревается, что способствует его большей деформации и ухудшению свойств.
Основные правила эксплуатации сварочного кабеля:
– подключение осуществлять только через кабельные наконечники, которые подлежат опрессовке;
– для исправления или наращивания кабеля стоит использовать гильзы. Соединение посредством скручивания проводов недопустимо;
– не стоит приобретать слишком длинный провод. Он будет греться и терять в мощности, а также увеличится масса кабеля;
– не стоит превышать длительно допустимые нагрузки кабеля, что приведет к повреждению и дальнейшей замене провода;
– стоит приобрести удлинитель для увеличения зоны монтажных работ.
← Технические характеристики и область применения провода ПВ4 Характеристики бронированного кабеля ВБбШв →
Какой размер провода для сварочного аппарата на 50 ампер?
Galvin Power поддерживается считывателем. Когда вы покупаете по нашим ссылкам, мы можем получать комиссию бесплатно для вас. Узнать больше
Написано Эдвином Джонсом / Факт проверен Эндрю Райтом
При выяснении размера провода для сварочного аппарата 50 ампер, лучше всего придерживаться рекомендаций строительных норм и правил. Стандартной практикой является использование проводов 6 калибра на сварочных аппаратах с силой тока от 40 до 50 ампер. Я использую этот размер провода для сварочного аппарата на 50 ампер вместе с автоматическим выключателем на 50 ампер для большинства инструментов, которые я подключаю.
Хотите знать, почему это особое требование к размеру провода сварочной вилки на 50 ампер? Я подробно рассказал об этом ниже.
Содержание
- Размеры проводов и сила тока всегда напрямую связаны
- Всегда проверяйте и следуйте инструкциям по подключению используемого сварочного аппарата
- Почти всегда есть другие факторы, которые необходимо учитывать
- Заключение
- Я подключил сварочный аппарат на 5 ампер с помощью прерывателя на 50 ампер и провода 10 калибра. Я смог использовать кабель меньшего размера из-за ограничений рабочего цикла. По сути, я связываю это в основном с тем, что сварщики используются не постоянно, а периодически. Вы даете им возможность остыть, и каждый раз, когда вы это делаете, проволока тоже делает это.
- Некоторые бренды, такие как Hobart, в моем случае, даже указали бы рекомендуемый размер кабеля как кабель 12-го или 14-го калибра для своих инструментов, рассчитанных на ток до 130 ампер. Это явно ниже средних строительных норм, но они все же работают, несмотря на кажущиеся странными рекомендации.
- Если вы не уверены, доверьтесь инструкциям производителя сварочного аппарата.
- Не забывайте о других основных параметрах, таких как расстояние, возможное падение напряжения и выбор автоматического выключателя.
- Сварочный аппарат 250 А
- Lincoln 225 ARC сварочный аппарат
5
5 Сечения проводов и сила тока всегда напрямую связаны
Поскольку мы фокусируемся только на этих двух факторах (а не на других, таких как электрическое сопротивление, расстояние и диаметр провода), и знаем, что размер или калибр провода всегда обратно пропорционален силе тока любого инструмента.
Например, для бытового прибора на 15 ампер потребуется провод только 14-го калибра, а для более мощного электроинструмента на 70 ампер потребуется провод 4-го калибра. Выключатель на 50 ампер довольно высок для большинства оборудования; таким образом, он подпадает под более крупную проводку 6-го калибра, диаметр которой составляет около 3,6 мм.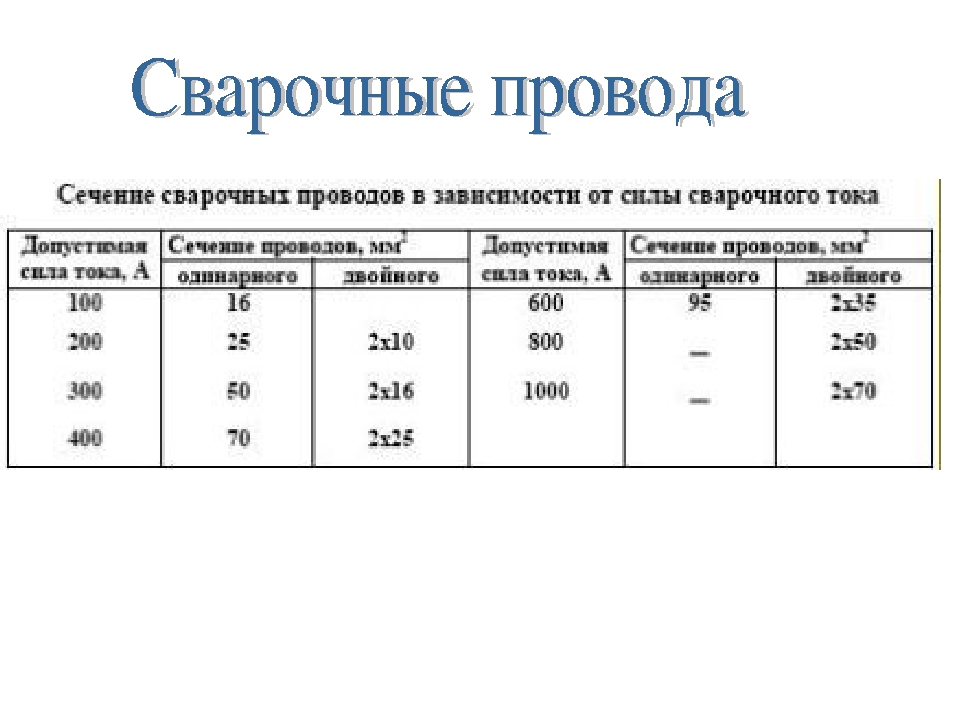
Эти цифры распечатаны в виде строительных норм или диаграмм, которые электрики используют в качестве справочного материала при принятии решения. Конечно, это только ответ на точный вопрос: «Какой калибр провода для сварочного аппарата на 50 ампер?» без учета других факторов.
Тем не менее, следует ли всегда использовать провод 6-го калибра при подключении сварочного аппарата на 50 ампер 220 В? Ну, короткий ответ – нет. Попробуйте спросить 5 разных электриков, какой размер провода цепи на 50 ампер использовать для этого конкретного ответа, и я более чем готов поспорить, что вы получите разные ответы. Читайте дальше, чтобы узнать, почему.
Всегда проверяйте и следуйте инструкциям по подключению сварочного аппарата, который вы используете
Я не могу подчеркнуть это больше, потому что, в конечном счете, производитель сварочного аппарата знает это лучше всего. Я, конечно, несколько раз отступал от указанного правила и вместо этого следовал инструкциям в руководстве. Сварщики по-прежнему работали как часы.
Сварщики по-прежнему работали как часы.
Ниже я собрал некоторые сценарии, с которыми я столкнулся при подключении 50-амперной цепи сварочного аппарата, что подчеркивает необходимость делать исключения время от времени.
Один совет, который я могу дать, если вы не уверены, — ошибаться в сторону большего размера. Переход на провод большего размера имеет недостаток, заключающийся в том, что в конечном итоге приходится иметь дело с более толстыми и, следовательно, более тяжелыми цепями. Однако вы будете уверены, что, включив сварочный аппарат, вы не получите более короткий конец палки и вместо этого столкнетесь с опасностью возгорания.
Переход на провод большего размера имеет недостаток, заключающийся в том, что в конечном итоге приходится иметь дело с более толстыми и, следовательно, более тяжелыми цепями. Однако вы будете уверены, что, включив сварочный аппарат, вы не получите более короткий конец палки и вместо этого столкнетесь с опасностью возгорания.
Почти всегда есть другие факторы, которые необходимо учитывать
Этот вопрос, по общему признанию, едва касается того, как проходит большинство проектов электромонтажа для сварщиков. Вы не можете игнорировать другие важные факторы, такие как общая длина провода и, конечно же, какой автоматический выключатель использовать.
Я также был бы удивлен, если бы вам вообще не пришлось учитывать падение напряжения из-за сопротивления. Если вы это сделаете, вам, возможно, придется решить, будете ли вы покупать удлинители только для того, чтобы соблюдать необходимое расстояние.
Также имейте в виду, что чем длиннее шнур, тем больше требуется провод большего сечения. Вы делаете это, чтобы противодействовать возможной потере напряжения из-за нагрева и сопротивления. Помните: как только вы увеличиваете размер провода, вы также существенно увеличиваете его силу тока.
Вы делаете это, чтобы противодействовать возможной потере напряжения из-за нагрева и сопротивления. Помните: как только вы увеличиваете размер провода, вы также существенно увеличиваете его силу тока.
Если вы еще новичок или вам нужно освежить в памяти основы калибров проволоки, то я рекомендую вам уделить время просмотру этого видео:
Заключение
Для многих 50-амперных сварочных аппаратов вам не понадобится слишком сильно отходить от того, что рекомендуют строительные нормы и правила. Всегда стремитесь встретиться с ними в первую очередь. К счастью, это определенный размер провода: 6-й калибр. Тем не менее, это не абсолютное правило, и вы всегда можете выбрать проволоку большего размера, чтобы гарантировать, что проволока не будет работать в плохом рабочем состоянии при регулярном использовании сварочного аппарата.
Надеюсь, вам понравилась эта статья о том, какой размер провода для 50-амперного сварочного аппарата. Если вы хотите, чтобы я что-то добавил, дайте мне знать в комментариях ниже!
Кроме того, посетите эти руководства, чтобы выбрать лучший размер выключателя и размер провода для:
Эдвин Джонс
Меня зовут Эдвин Джонс, я отвечаю за разработку контента для Galvinpower. Я стремлюсь использовать свой опыт в маркетинге для создания надежной и необходимой информации, чтобы помочь нашим читателям. Было весело работать с Эндрю и применять его невероятные знания к нашему контенту.
Выбор сварочных кабелей подходящего размера
Мне нужно заказать сварочный кабель для нашего магазина, но я не уверен, что мне нужен правильный размер.
Сварочный кабель — это проводник сварочного тока. Он состоит из ряда тонких медных нитей, обернутых в непроводящую прочную оболочку (обычно из синтетического или натурального каучука разных цветов). Тонкие медные жилы придают сварочному кабелю большую гибкость, чем другие типы электрических проводников, а изоляционная оболочка предназначена для того, чтобы выдерживать повторяющиеся движения по шероховатым поверхностям. По мере увеличения уровня тока (измеряемого в силе тока или амперах) необходимо увеличивать диаметр сварочного кабеля и результирующую площадь поперечного сечения медной жилы. Концепция похожа на поток воды через шланг. Шланг большего диаметра необходим для того, чтобы нести больший объем воды. Вы используете меньший шланг для полива своего сада, в то время как пожарная часть использует гораздо больший шланг для тушения пожаров.
«Точность» сварочного кабеля, также известная как допустимая токовая нагрузка или номинальная сила тока, относится к максимальной величине электрического тока, которую кабель может безопасно проводить. Помимо площади поперечного сечения, другими факторами, влияющими на допустимую нагрузку сварочного кабеля, являются его длина, номинальное сопротивление (т. е. номинальное сопротивление), температурные характеристики изоляционного материала и температура окружающей среды. Более короткие кабели могут нести больший ток, чем более длинные кабели того же диаметра. Сварочный кабель часто рассчитан на температуру проводника 75°C (167°F), 90°C (194⁰F) или 105°C (221°F). В то время как медный провод сам по себе может выдерживать высокие температуры, создаваемые более высокими токами, прежде чем получить повреждение, защищающая их изоляция расплавится. Сварочные кабели также часто рассчитаны на температуру окружающей среды 30°C (86°F). Более высокие температуры окружающей среды могут снизить их способность рассеивать тепло в окружающую среду и, таким образом, уменьшить их мощность. Кроме того, несколько кабелей, плотно уложенных вместе, также могут иметь пониженную способность рассеивать тепло.
Помимо площади поперечного сечения, другими факторами, влияющими на допустимую нагрузку сварочного кабеля, являются его длина, номинальное сопротивление (т. е. номинальное сопротивление), температурные характеристики изоляционного материала и температура окружающей среды. Более короткие кабели могут нести больший ток, чем более длинные кабели того же диаметра. Сварочный кабель часто рассчитан на температуру проводника 75°C (167°F), 90°C (194⁰F) или 105°C (221°F). В то время как медный провод сам по себе может выдерживать высокие температуры, создаваемые более высокими токами, прежде чем получить повреждение, защищающая их изоляция расплавится. Сварочные кабели также часто рассчитаны на температуру окружающей среды 30°C (86°F). Более высокие температуры окружающей среды могут снизить их способность рассеивать тепло в окружающую среду и, таким образом, уменьшить их мощность. Кроме того, несколько кабелей, плотно уложенных вместе, также могут иметь пониженную способность рассеивать тепло.
Обратите внимание, что, хотя медь является отличным проводником электричества, она все же обладает определенным сопротивлением потоку электронов через нее. Следовательно, в кабеле будет происходить некоторый резистивный нагрев. Сварочный кабель правильного размера может быть теплым на ощупь после продолжительной сварки. Однако, если диаметр кабеля слишком мал для уровня тока, протекающего по нему, кабель будет перегреваться. Это может привести к потенциальной опасности возгорания, а также к повреждению самого кабеля (и, в конечном счете, к обрыву и выходу кабеля из строя). Пробой изоляционной оболочки также может привести к поражению электрическим током. И наоборот, кабель, размер которого превышает допустимый для данного уровня силы тока, проводит ток не более эффективно, чем кабель надлежащего размера. Однако кабель большего диаметра обычно стоит больше за фут или метр, чем кабель меньшего диаметра, из-за увеличенного количества медных жил.
Электрический кабель обычно классифицируется по размеру AWG (American Wire Gauge), где кабель меньшего диаметра имеет больший номер. На рис. 1 перечислены размеры AWG. Размер манометра (или манометра), превышающий единицу, равен нулю, также выражается как 1/0 (произносится как «один ауток»), два нуля, выражается как 2/0 (произносится как «два аута»), 3/0 и 4/0. Размеры кабеля от № 4 до № 4/0 обычно используются для сварочного кабеля.
Рис. 1: Примеры калибров проволоки
В метрической системе размер сварочного кабеля обычно выражается в квадратных миллиметрах (мм2), представляющих собой площадь поперечного сечения кабеля. На рис. 2 показано сравнение сварочных кабелей размеров AWG и метрических размеров.
Рис. 2. Сравнение размеров кабелей по стандарту AWG и метрических единиц
В метрической системе размер сварочного кабеля обычно выражается в квадратных миллиметрах (мм2), представляющих собой площадь поперечного сечения кабеля. На рис. 2 показано сравнение сварочных кабелей размеров AWG и метрических размеров.
На рис. 2 показано сравнение сварочных кабелей размеров AWG и метрических размеров.
Рис. 3: Пример сварочного контура
Теперь при выборе надлежащего сечения кабеля для сварочного оборудования лучше всего выбрать кабель, способный выдержать максимальную мощность сварочного аппарата. Для этого нужно определить три фактора. К ним относятся:
• Общая длина сварочного контура
• Номинальная мощность источника сварочного тока
• Рабочий цикл источника сварочного тока
Сварочный контур представляет собой общий путь, по которому проходит электричество. Он включает в себя источник питания, электродный кабель, электрододержатель (или горелку TIG, или устройство подачи проволоки и пистолет), электрическую дугу, рабочий кабель и рабочий зажим. На рис. 3 показана схема сварки. Для определения правильного размера сварочного кабеля необходимо сложить полные длины кабеля электрода и рабочего кабеля. Кабель электрода подключается либо к электрододержателю, либо к горелке TIG, либо к механизму подачи проволоки. Рабочий трос крепится к рабочему зажиму. Обратите внимание, что последние два элемента часто ошибочно называют «заземляющим кабелем» и «заземляющим зажимом». Однако это неправильная терминология, поскольку «заземляющий» провод применяется только к первичной стороне сварочной цепи (т. е. к входному кабелю питания).
Рабочий трос крепится к рабочему зажиму. Обратите внимание, что последние два элемента часто ошибочно называют «заземляющим кабелем» и «заземляющим зажимом». Однако это неправильная терминология, поскольку «заземляющий» провод применяется только к первичной стороне сварочной цепи (т. е. к входному кабелю питания).
Рис. 4: Однофазные и трехфазные источники питания
Обратите внимание, что полярность сварки не влияет на размер необходимого кабеля. Не имеет значения, в каком направлении протекает ток через сварочную цепь, будь то постоянный положительный ток (DC+), постоянный отрицательный ток (DC-) или переменный ток (AC). Полярность и направление тока влияют только на характеристики сварки и выбор электрода.
Номинальная выходная мощность источника питания — это просто максимальный уровень тока или силы тока, при котором машина предназначена для использования (обратите внимание, что некоторые источники питания могут производить более высокие токи, чем их номинальная мощность, в течение коротких периодов времени). Этот номинальный выходной уровень обычно указывается в названии машины. Примеры включают «Idealarc® 250» (номинальная мощность 250 А), Power Wave® S350 (номинальная мощность 350 А), Flextec™ 650 (номинальная мощность 650 А) и т. д.
Этот номинальный выходной уровень обычно указывается в названии машины. Примеры включают «Idealarc® 250» (номинальная мощность 250 А), Power Wave® S350 (номинальная мощность 350 А), Flextec™ 650 (номинальная мощность 650 А) и т. д.
Рабочий цикл — номинальная мощность источника сварочного тока, выраженная в процентах (%). Это процент десятиминутного периода, в течение которого источник питания может работать при заданном уровне выходного тока, прежде чем превысит свой тепловой предел (т. е. обмотки станут слишком горячими) и отключится, если он имеет защиту от тепловой перегрузки. Как правило, по мере снижения уровня выходного сигнала рабочий цикл увеличивается (до 100 % или непрерывного выходного сигнала). И наоборот, по мере увеличения выходных уровней (до достижения максимальной выходной мощности) рабочий цикл уменьшается. Номинальные значения рабочего цикла указаны на паспортной табличке источника питания и/или в руководстве по эксплуатации. Рейтинг рабочего цикла источника сварочного тока обычно зависит от сварочных процессов, в которых он будет использоваться, его предполагаемого использования и от того, работает ли он от однофазного или трехфазного питания. На рис. 4 перечислены некоторые типичные различия между однофазными и трехфазными источниками питания, включая их типичные рабочие циклы.
На рис. 4 перечислены некоторые типичные различия между однофазными и трехфазными источниками питания, включая их типичные рабочие циклы.
Рисунок 5: Выбор правильного размера сварочного кабеля
На рисунке 5 приведен пример таблицы для выбора правильного размера сварочного кабеля. Другие таблицы можно получить у производителей кабелей и в справочниках по сварке. В качестве примера предположим, что у вас есть источник питания на 400 ампер с рабочим циклом 60%, и вам требуется общая общая длина электрода и рабочих кабелей 100 футов. Судя по таблице, правильный размер кабеля для выбора будет кабелем #2/0. Размеры кабелей увеличиваются для большей длины в первую очередь с целью сведения к минимуму падения кабеля. Для более высоких уровней тока часто рекомендуются два или более кабеля, которые должны быть подключены параллельно или вместе, чтобы разделить текущую нагрузку.
Рис. 6: Примеры изношенного и поврежденного сварочного кабеля
Следует также отметить, что в дополнение к правильному выбору размера кабеля очень важно поддерживать сварочный кабель и кабельные соединения в хорошем состоянии.
