
Материал | Коэффициент линейного теплового расширения | |
10-6 °С-1 | 10-6 °F-1 | |
| ABS (акрилонитрил-бутадиен-стирол) термопласт | 73.8 | 41 |
| ABS – стекло, армированное волокнами | 30.4 | 17 |
| Акриловый материал, прессованный | 234 | 130 |
| Алмаз | 1.1 | 0.6 |
| Алмаз технический | 1.2 | 0.67 |
| Алюминий | 22.2 | 12.3 |
| Ацеталь | 106.5 | 59.2 |
| Ацеталь , армированный стекловолокном | 39.4 | 22 |
| Ацетат целлюлозы (CA) | 130 | 72.2 |
| Ацетат бутират целлюлозы (CAB) | 25. | 14 |
| Барий | 20.6 | 11.4 |
| Бериллий | 11.5 | 6.4 |
| Бериллиево-медный сплав (Cu 75, Be 25) | 16.7 | 9.3 |
| Бетон | 14.5 | 8.0 |
| Бетонные структуры | 9.8 | 5.5 |
| Бронза | 18.0 | 10.0 |
| Ванадий | 8 | 4.5 |
| Висмут | 13 | 7.3 |
| Вольфрам | 4.3 | 2.4 |
| Гадолиний | 9 | 5 |
| Гафний | 5.9 | 3.3 |
| Германий | 6.1 | 3.4 |
| Гольмий | 11.2 | 6.2 |
| Гранит | 7.9 | 4.4 |
| Графит, чистый | 7.9 | 4.4 |
| Диспрозий | 9.9 | 5.5 |
| Древесина, пихта, ель | 3.7 | 2.1 |
| Древесина дуба, параллельно волокнам | 4. 9 9 | 2.7 |
| Древесина дуба , перпендикулярно волокнам | 5.4 | 3.0 |
| Древесина, сосна | 5 | 2.8 |
| Европий | 35 | 19.4 |
| Железо, чистое | 12.0 | 6.7 |
| Железо, литое | 10.4 | 5.9 |
| Железо, кованое | 11.3 | 6.3 |
| Золото | 14.2 | 8.2 |
| Известняк | 8 | 4.4 |
| Инвар (сплав железа с никелем) | 1.5 | 0.8 |
| Инконель (сплав) | 12.6 | 7.0 |
| Иридий | 6.4 | 3.6 |
| Иттербий | 26.3 | 14.6 |
| Иттрий | 10.6 | 5.9 |
| Кадмий | 30 | 16.8 |
| Калий | 83 | 46.1 – 46.4 |
| Кальций | 22.3 | 12.4 |
| Каменная кладка | 4.7 – 9. 0 0 | 2.6 – 5.0 |
| Каучук, твердый | 77 | 42.8 |
| Кварц | 0.77 – 1.4 | 0.43 – 0.79 |
| Керамическая плитка (черепица) | 5.9 | 3.3 |
| Кирпич | 5.5 | 3.1 |
| Кобальт | 12 | 6.7 |
| Констанан (сплав) | 18.8 | 10.4 |
| Корунд, спеченный | 6.5 | 3.6 |
| Кремний | 5.1 | 2.8 |
| Лантан | 12.1 | 6.7 |
| Латунь | 18.7 | 10.4 |
| Лед | 51 | 28.3 |
| Литий | 46 | 25.6 |
| Литая стальная решетка | 10.8 | 6.0 |
| Лютеций | 9.9 | 5.5 |
| Литой лист из акрилового пластика | 81 | 45 |
| Магний | 25 | 14 |
| Марганец | 22 | 12.3 |
| Медноникелевый сплав 30% | 16.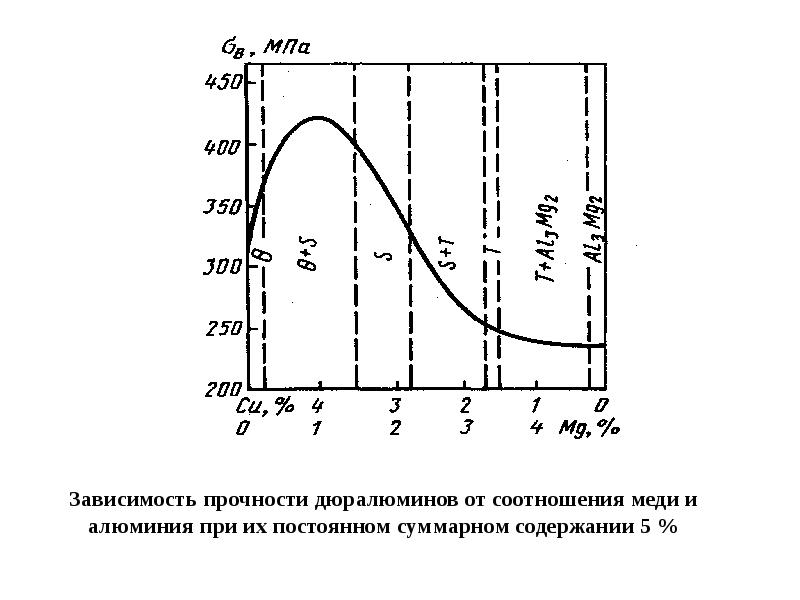 2 2 | 9 |
| Медь | 16.6 | 9.3 |
| Молибден | 5 | 2.8 |
| Монель-металл (никелево-медный сплав) | 13.5 | 7.5 |
| Мрамор | 5.5 – 14.1 | 3.1 – 7.9 |
| Мыльный камень (стеатит) | 8.5 | 4.7 |
| Мышьяк | 4.7 | 2.6 |
| Натрий | 70 | 39.1 |
| Нейлон, универсальный | 72 | 40 |
| Нейлон, Тип 11 (Type 11) | 55.6 | |
| Нейлон, Тип 12 (Type 12) | 80.5 | 44.7 |
| Нейлон литой , Тип 6 (Type 6) | 85 | 47.2 |
| Нейлон, Тип 6/6 (Type 6/6), формовочный состав | 80 | 44.4 |
| Неодим | 9.6 | 5.3 |
| Никель | 13.0 | 7.2 |
| Ниобий (Columbium) | 7 | 3.9 |
| Нитрат целлюлозы (CN) | 100 | 55. 6 6 |
| Окись алюминия | 5.4 | 3.0 |
| Олово | 23.4 | 13.0 |
| Осмий | 5 | 2.8 |
| Палладий | 11.8 | 6.6 |
| Песчаник | 11.6 | 6.5 |
| Платина | 9.0 | 5.0 |
| Плутоний | 54 | 30.2 |
| Полиалломер | 91.5 | 50.8 |
| Полиамид (PA) | 110 | 61.1 |
| Поливинилхлорид (PVC) | 50.4 | 28 |
| Поливинилденфторид (PVDF) | 127.8 | 71 |
| Поликарбонат (PC) | 70.2 | 39 |
| Поликарбонат – армированный стекловолокном | 21.5 | 12 |
| Полипропилен – армированный стекловолокном | 32 | 18 |
| Полистирол (PS) | 70 | 38.9 |
| Полисульфон (PSO) | 55.8 | 31 |
| Полиуретан (PUR), жесткий | 57. 6 6 | 32 |
| Полифенилен – армированный стекловолокном | 35.8 | 20 |
| Полифенилен (PP), ненасыщенный | 90.5 | 50.3 |
| Полиэстер | 123.5 | 69 |
| Полиэстер, армированный стекловолокном | 25 | |
| Полиэтилен (PE) | 200 | 111 |
| Полиэтилен – терефталий (PET) | 59.4 | 33 |
| Празеодимий | 6.7 | 3.7 |
| Припой 50 – 50 | 24.0 | 13.4 |
| Прометий | 11 | 6.1 |
| Рений | 6.7 | 3.7 |
| Родий | 8 | 4.5 |
| Рутений | 9.1 | 5.1 |
| Самарий | 12.7 | 7.1 |
| Свинец | 28.0 | 15.1 |
| Свинцово-оловянный сплав | 11.6 | 6.5 |
| Селен | 3.8 | 2.1 |
| Серебро | 19.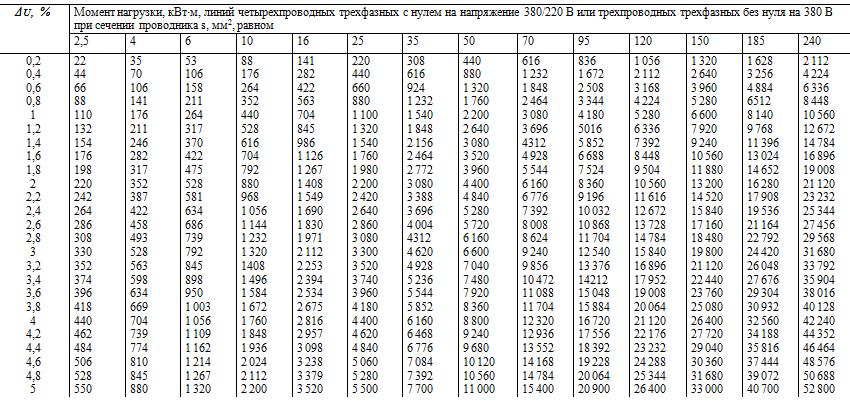 5 5 | 10.7 |
| Скандий | 10.2 | 5.7 |
| Слюда | 3 | 1.7 |
| Сплав твердый (Hard alloy) K20 | 6 | 3.3 |
| Сплав хастелой (Hastelloy) C | 11.3 | 6.3 |
| Сталь | 13.0 | 7.3 |
| Сталь нержавеющая аустенитная (304) | 17.3 | 9.6 |
| Сталь нержавеющая аустенитная (310) | 14.4 | 8.0 |
| Сталь нержавеющая аустенитная (316) | 16.0 | 8.9 |
| Сталь нержавеющая ферритная (410) | 9.9 | 5.5 |
| Стекло витринное (зеркальное, листовое) | 9.0 | 5.0 |
| Стекло пирекс, пирекс | 4.0 | 2.2 |
| Стекло тугоплавкое | 5.9 | 3.3 |
| Строительный (известковый) раствор | 7.3 – 13.5 | 4.1-7.5 |
| Стронций | 22.5 | 12.5 |
| Сурьма | 10. 4 4 | 5.8 |
| Таллий | 29.9 | 16.6 |
| Тантал | 6.5 | 3.6 |
| Теллур | 36.9 | 20.5 |
| Тербий | 10.3 | 5.7 |
| Титан | 8.6 | 4.8 |
| Торий | 12 | 6.7 |
| Тулий | 13.3 | 7.4 |
| Уран | 13.9 | 7.7 |
| Фарфор | 3.6-4.5 | 2.0-2.5 |
| Фенольно-альдегидный полимер без добавок | 80 | 44.4 |
| Фторэтилен пропилен (FEP) | 135 | 75 |
| Хлорированный поливинилхлорид (CPVC) | 66.6 | 37 |
| Хром | 6.2 | 3.4 |
| Цемент | 10.0 | 6.0 |
| Церий | 5.2 | 2.9 |
| Цинк | 29.7 | 16.5 |
| Цирконий | 5.7 | 3.2 |
| Шифер | 10. 4 4 | 5.8 |
| Штукатурка | 16.4 | 9.2 |
| Эбонит | 76.6 | 42.8 |
| Эпоксидная смола , литая резина и незаполненные продукты из них | 55 | 31 |
| Эрбий | 12.2 | 6.8 |
| Этилен винилацетат (EVA) | 180 | 100 |
| Этилен и этилакрилат (EEA) | 205 | 113.9 |
Эфир виниловый | 16 – 22 | 8.7 – 12 |
|
Материал |
Коэффициент линейного теплового расширения |
|
|
(10-6 м/(мK)) / ( 10-6 м/(мoС)) |
(10-6 дюйм/(дюйм oF)) |
|
| ABS (акрилонитрил-бутадиен-стирол) термопласт | 73. 8 8 |
41 |
| ABS – стекло, армированное волокнами | 30.4 | 17 |
| Акриловый материал, прессованный | 234 | 130 |
| Алмаз | 1.1 | 0.6 |
| Алмаз технический | 1.2 | 0.67 |
| Алюминий | 22.2 | 12.3 |
| Ацеталь | 106.5 | 59.2 |
| Ацеталь , армированный стекловолокном | 39.4 | 22 |
| Ацетат целлюлозы (CA) | 130 | 72.2 |
| Ацетат бутират целлюлозы (CAB) | 25. 2 2 |
14 |
| Барий | 20.6 | 11.4 |
| Бериллий | 11.5 | 6.4 |
| Бериллиево-медный сплав (Cu 75, Be 25) | 16.7 | 9.3 |
| Бетон | 14.5 | 8.0 |
| Бетонные структуры | 9.8 | 5.5 |
| Бронза | 18.0 | 10.0 |
| Ванадий | 8 | 4.5 |
| Висмут | 13 | 7.3 |
| Вольфрам | 4.3 | 2.4 |
| Гадолиний | 9 | 5 |
| Гафний | 5. 9 9 |
3.3 |
| Германий | 6.1 | 3.4 |
| Гольмий | 11.2 | 6.2 |
| Гранит | 7.9 | 4.4 |
| Графит, чистый | 7.9 | 4.4 |
| Диспрозий | 9.9 | 5.5 |
| Древесина, пихта, ель | 3.7 | 2.1 |
| Древесина дуба, параллельно волокнам | 4.9 | 2.7 |
| Древесина дуба , перпендикулярно волокнам | 5.4 | 3.0 |
| Древесина, сосна | 5 | 2. 8 8 |
| Европий | 35 | 19.4 |
| Железо, чистое | 12.0 | 6.7 |
| Железо, литое | 10.4 | 5.9 |
| Железо, кованое | 11.3 | 6.3 |
| Золото | 14.2 | 8.2 |
| Известняк | 8 | 4.4 |
| Инвар (сплав железа с никелем) | 1.5 | 0.8 |
| Инконель (сплав) | 12.6 | 7.0 |
| Иридий | 6.4 | 3.6 |
| Иттербий | 26. 3 3 |
14.6 |
| Иттрий | 10.6 | 5.9 |
| Кадмий | 30 | 16.8 |
| Калий | 83 | 46.1 – 46.4 |
| Кальций | 22.3 | 12.4 |
| Каменная кладка | 4.7 – 9.0 | 2.6 – 5.0 |
| Каучук, твердый | 77 | 42.8 |
| Кварц | 0.77 – 1.4 | 0.43 – 0.79 |
| Керамическая плитка (черепица) | 5.9 | 3.3 |
| Кирпич | 5.5 | 3.1 |
| Кобальт | 12 | 6.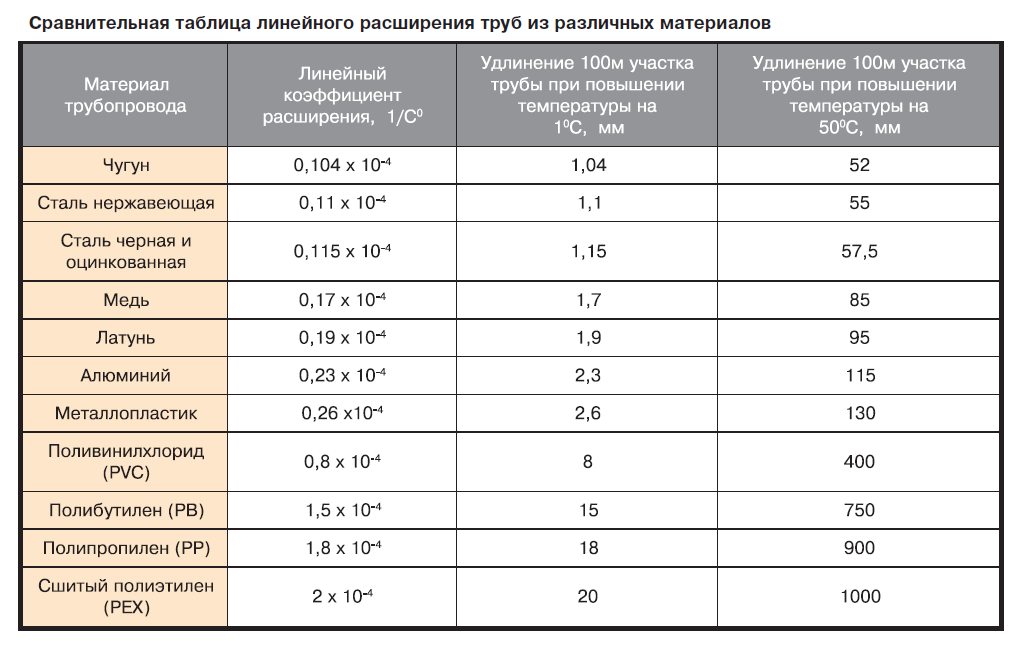 7 7 |
| Констанан (сплав) | 18.8 | 10.4 |
| Корунд, спеченный | 6.5 | 3.6 |
| Кремний | 5.1 | 2.8 |
| Лантан | 12.1 | 6.7 |
| Латунь | 18.7 | 10.4 |
| Лед | 51 | 28.3 |
| Литий | 46 | 25.6 |
| Литая стальная решетка | 10.8 | 6.0 |
| Лютеций | 9.9 | 5.5 |
| Литой лист из акрилового пластика | 81 | 45 |
| Магний | 25 | 14 |
| Марганец | 22 | 12. 3 3 |
| Медноникелевый сплав 30% | 16.2 | 9 |
| Медь | 16.6 | 9.3 |
| Молибден | 5 | 2.8 |
| Монель-металл (никелево-медный сплав) | 13.5 | 7.5 |
| Мрамор | 5.5 – 14.1 | 3.1 – 7.9 |
| Мыльный камень (стеатит) | 8.5 | 4.7 |
| Мышьяк | 4.7 | 2.6 |
| Натрий | 70 | 39.1 |
| Нейлон, универсальный | 72 | 40 |
| Нейлон, Тип 11 (Type 11) | 100 | 55. |
| Нейлон, Тип 12 (Type 12) | 80.5 | 44.7 |
| Нейлон литой , Тип 6 (Type 6) | 85 | 47.2 |
| Нейлон, Тип 6/6 (Type 6/6), формовочный состав | 80 | 44.4 |
| Неодим | 9.6 | 5.3 |
| Никель | 13.0 | 7.2 |
| Ниобий (Columbium) | 7 | 3.9 |
| Нитрат целлюлозы (CN) | 100 | 55.6 |
| Окись алюминия | 5.4 | 3.0 |
| Олово | 23.4 | 13.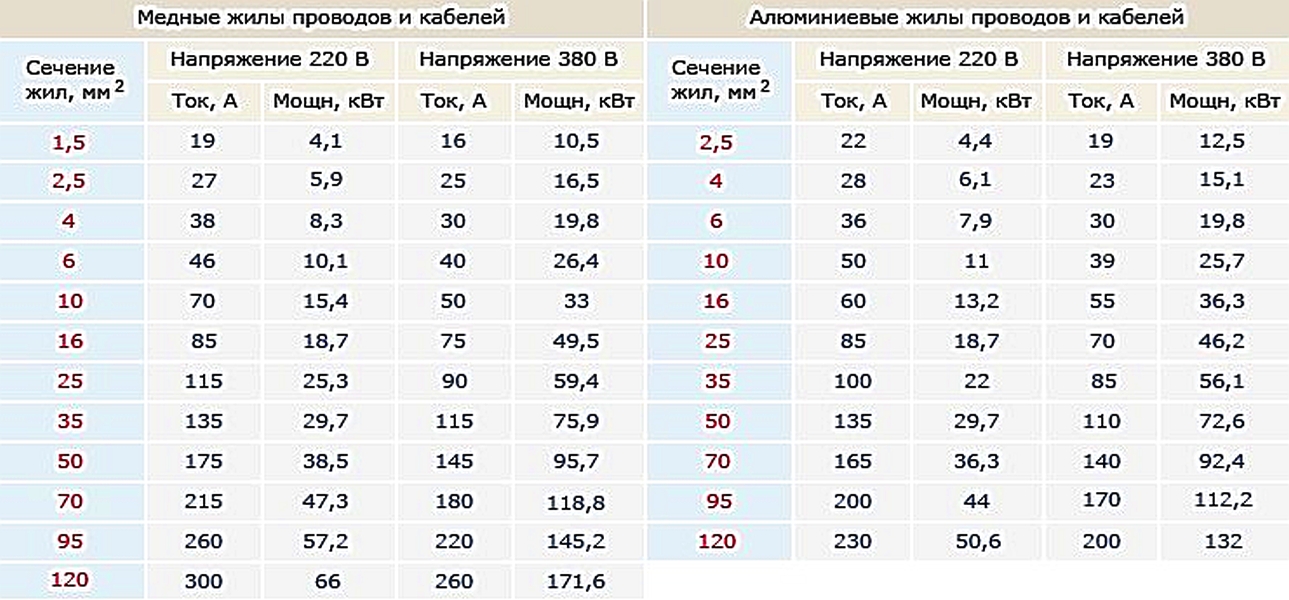 0 0 |
| Осмий | 5 | 2.8 |
| Палладий | 11.8 | 6.6 |
| Песчаник | 11.6 | 6.5 |
| Платина | 9.0 | 5.0 |
| Плутоний | 54 | 30.2 |
| Полиалломер | 91.5 | 50.8 |
| Полиамид (PA) | 110 | 61.1 |
| Поливинилхлорид (PVC) | 50.4 | 28 |
| Поливинилденфторид (PVDF) | 127.8 | 71 |
| Поликарбонат (PC) | 70. 2 2 |
39 |
| Поликарбонат – армированный стекловолокном | 21.5 | 12 |
| Полипропилен – армированный стекловолокном | 32 | 18 |
| Полистирол (PS) | 70 | 38.9 |
| Полисульфон (PSO) | 55.8 | 31 |
| Полиуретан (PUR), жесткий | 57.6 | 32 |
| Полифенилен – армированный стекловолокном | 35.8 | 20 |
| Полифенилен (PP), ненасыщенный | 90.5 | 50.3 |
| Полиэстер | 123.5 | 69 |
| Полиэстер, армированный стекловолокном | 25 | 14 |
| Полиэтилен (PE) | 200 | 111 |
| Полиэтилен – терефталий (PET) | 59. 4 4 |
33 |
| Празеодимий | 6.7 | 3.7 |
| Припой 50 – 50 | 24.0 | 13.4 |
| Прометий | 11 | 6.1 |
| Рений | 6.7 | 3.7 |
| Родий | 8 | 4.5 |
| Рутений | 9.1 | 5.1 |
| Самарий | 12.7 | 7.1 |
| Свинец | 28.0 | 15.1 |
| Свинцово-оловянный сплав | 11.6 | 6.5 |
| Селен | 3. 8 8 |
2.1 |
| Серебро | 19.5 | 10.7 |
| Скандий | 10.2 | 5.7 |
| Слюда | 3 | 1.7 |
| Сплав твердый (Hard alloy) K20 | 6 | 3.3 |
| Сплав хастелой (Hastelloy) C | 11.3 | 6.3 |
| Сталь | 13.0 | 7.3 |
| Сталь нержавеющая аустенитная (304) | 17.3 | 9.6 |
| Сталь нержавеющая аустенитная (310) | 14.4 | 8.0 |
| Сталь нержавеющая аустенитная (316) | 16.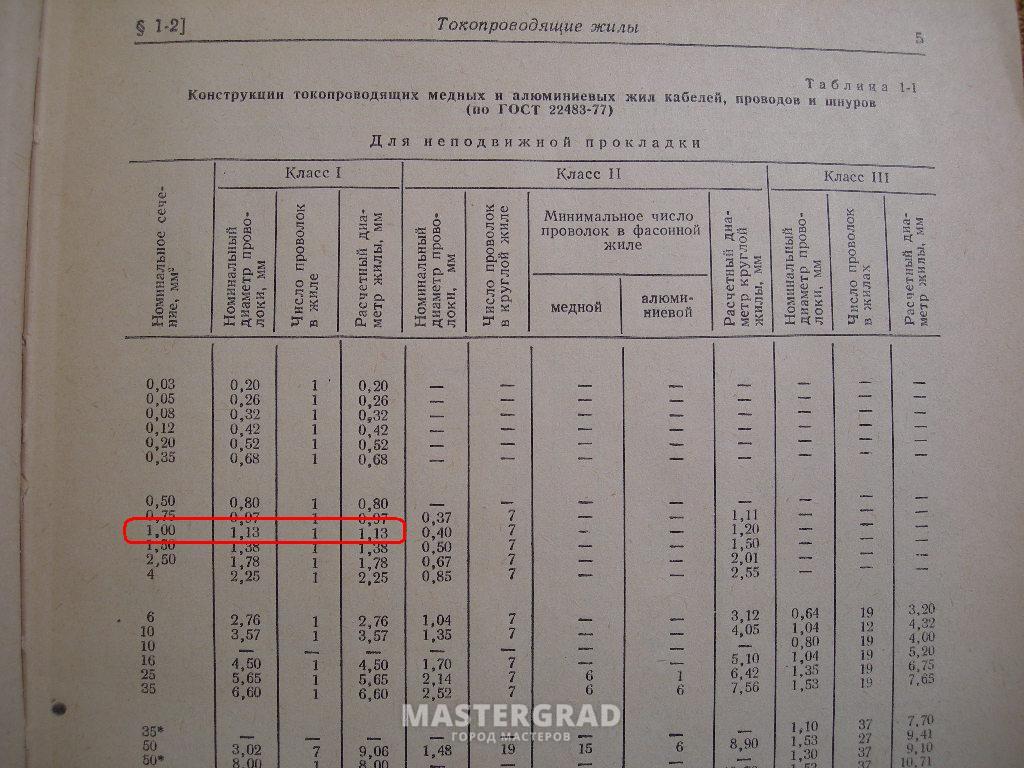 0 0 |
8.9 |
| Сталь нержавеющая ферритная (410) | 9.9 | 5.5 |
| Стекло витринное (зеркальное, листовое) | 9.0 | 5.0 |
| Стекло пирекс, пирекс | 4.0 | 2.2 |
| Стекло тугоплавкое | 5.9 | 3.3 |
| Строительный (известковый) раствор | 7.3 – 13.5 | 4.1-7.5 |
| Стронций | 22.5 | 12.5 |
| Сурьма | 10.4 | 5.8 |
| Таллий | 29.9 | 16.6 |
| Тантал | 6. 5 5 |
3.6 |
| Теллур | 36.9 | 20.5 |
| Тербий | 10.3 | 5.7 |
| Титан | 8.6 | 4.8 |
| Торий | 12 | 6.7 |
| Тулий | 13.3 | 7.4 |
| Уран | 13.9 | 7.7 |
| Фарфор | 3.6-4.5 | 2.0-2.5 |
| Фенольно-альдегидный полимер без добавок | 80 | 44.4 |
| Фторэтилен пропилен (FEP) | 135 | 75 |
| Хлорированный поливинилхлорид (CPVC) | 66. 6 6 |
37 |
| Хром | 6.2 | 3.4 |
| Цемент | 10.0 | 6.0 |
| Церий | 5.2 | 2.9 |
| Цинк | 29.7 | 16.5 |
| Цирконий | 5.7 | 3.2 |
| Шифер | 10.4 | 5.8 |
| Штукатурка | 16.4 | 9.2 |
| Эбонит | 76.6 | 42.8 |
| Эпоксидная смола , литая резина и незаполненные продукты из них | 55 | 31 |
| Эрбий | 12. 2 2 |
6.8 |
| Этилен винилацетат (EVA) | 180 | 100 |
| Этилен и этилакрилат (EEA) | 205 | 113.9 |
|
Эфир виниловый |
16 – 22 | 8.7 – 12 |
Понятие удельного электрического сопротивления медного проводника
Сравнительно небольшое удельное сопротивление меди – важный, но не единственный положительный фактор. Широкое применение этого материала объясняется разумной стоимостью, устойчивостью к неблагоприятным внешним воздействиям. Из него несложно создавать качественные изделия необходимой формы, которые без дополнительной защиты сохраняют функциональность при длительной эксплуатации в сложных условиях.
Из меди создают разные виды кабельной продукции
Чем отличается кабель от провода
Прежде чем перейти к основному содержимому, нам необходимо понять, что же мы все-таки хотим рассчитать, сечение провода или кабеля, в чем различия одного от другого!? Не смотря на то, что обыватель применяет эти два слова как синонимы, подразумевая под этим что-то свое, но если быть дотошными, то разница все же имеется. Так провод это одна токопроводящая жила, будь то моножила или набор проводников, изолированная в диэлектрик, в оболочку. А вот кабель, это уже несколько таких проводов, объединенных в единое целое, в своей защитной и изоляционной оболочке. Для того, чтобы вам было лучше понятно, что к чему, взгляните на картинку.
Так провод это одна токопроводящая жила, будь то моножила или набор проводников, изолированная в диэлектрик, в оболочку. А вот кабель, это уже несколько таких проводов, объединенных в единое целое, в своей защитной и изоляционной оболочке. Для того, чтобы вам было лучше понятно, что к чему, взгляните на картинку.
Так вот, теперь мы в курсе, что рассчитывать нам необходимо именно сечение провода, то есть одного токопроводящего элемента, а второй будет уже уходить от нагрузки, обратно к питанию. Однако мы порой и сами забываемся не лучше Вашего, так что если вы нас подловите на том, что где-то все же встретится слово кабель, то не сочтите уж за невежество, стереотипы делают свое дело.
Химические свойства
По таким характеристикам медь, электропроводность и теплопроводность которой очень высокие, занимает промежуточное положение между элементами первой триады восьмой группы и щелочными первой группы таблицы Менделеева. К основным ее химическим свойствам относят:
- склонность к комплексообразованию;
- способность давать окрашенные соединения и нерастворимые сульфиды.

Наиболее характерным для меди является двухвалентное состояние. Сходства с щелочными металлами она не имеет практически никакого. Химическая активность ее также невелика. В присутствии СО2 или же влаги на поверхности меди образуется зеленая карбонатная пленка. Все соли меди являются ядовитыми веществами. В одно- и двухвалентном состоянии этот металл образует очень устойчивые комплексные соединения. Наибольшее значение для промышленности имеют аммиачные.
Какой провод, кабель выбрать для прокладки проводки (моножилу или многожильный)
При монтаже электропроводки обычно применяют провода и кабели марки ПВС, ВВГнг, ППВ, АППВ. В этом списке встречаются как гибкие кабели, так и с моножилой. Здесь мы хотели бы сказать вам одну вещь. Если ваша проводка не будет шевелиться, то есть это не удлинитель, не место сгиба которое постоянно меняет свое положение, то предпочтительно использовать моножилу. Вы спросите почему? Все просто! Не смотря на то, насколько хорошо не были бы уложены в защитную изоляционною оплетку проводники, под нее все же попадет воздух, в котором содержится кислород. Происходит окисление поверхности меди. В итоге, если проводников много, то площадь окисления намного больше, а значит токопроводящее сечение «тает» на много больше. Да, это процесс длительный, но и мы не думаем, что вы собрались менять проводку часто. Чем больше она проработает, тем лучше. Особенно это эффект окисления будет сильно проявляться у краев реза кабеля, в помещениях с перепадом температуры и при повышенной влажности. Так что мы вам настоятельно рекомендуем использовать моножилу! Сечение моножилы кабеля или провода изменится со временем незначительно, а это так важно, при наших дальнейших расчетах.
Происходит окисление поверхности меди. В итоге, если проводников много, то площадь окисления намного больше, а значит токопроводящее сечение «тает» на много больше. Да, это процесс длительный, но и мы не думаем, что вы собрались менять проводку часто. Чем больше она проработает, тем лучше. Особенно это эффект окисления будет сильно проявляться у краев реза кабеля, в помещениях с перепадом температуры и при повышенной влажности. Так что мы вам настоятельно рекомендуем использовать моножилу! Сечение моножилы кабеля или провода изменится со временем незначительно, а это так важно, при наших дальнейших расчетах.
Влияние примесей на электропроводность меди
Конечно же, в наше время для выплавки этого красного металла используются гораздо более совершенные методики, чем в древности. Однако и сегодня получить совершенно чистый Cu практически невозможно. В меди всегда присутствуют разного рода примеси. Это могут быть, к примеру, кремний, железо или бериллий. Между тем, чем больше примесей в меди, тем меньше показатель ее электропроводности.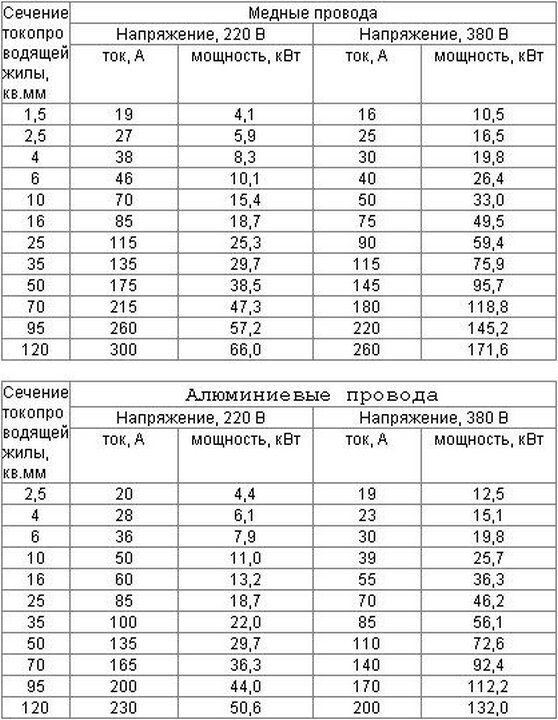 Для изготовления проводов, к примеру, подходит только достаточно чистый металл. Согласно нормативам, для этой цели можно использовать медь с количеством примесей, не превышающем 0.1 %.
Для изготовления проводов, к примеру, подходит только достаточно чистый металл. Согласно нормативам, для этой цели можно использовать медь с количеством примесей, не превышающем 0.1 %.
Очень часто в этом металле содержится определенный процент серы, мышьяка и сурьмы. Первое вещество значительно снижает пластичность материала. Электропроводность меди и серы сильно различается. Ток эта примесь совершенно не проводит. То есть является хорошим изолятором. Однако на электропроводность меди сера не влияет практически никак. То же самое касается и теплопроводности. С сурьмой и мышьяком наблюдается обратная картина. Эти элементы электропроводность меди способны снижать значительно.
Выбираем провод (кабель) из меди или алюминия (документ ПЭУ)
В СССР большинство жилых домов оснащались алюминиевой проводкой, это было своеобразной нормой, стандартом и даже догмой. Нет, это совсем не значит, что страна была бедная, и не хватало на меди. Даже в некоторых случая наоборот. Но видимо проектировщики электрических сетей решили, что экономически можно много сэкономить, если применять алюминий, а не медь. Действительно, темпы строительства были огромнейшие, достаточно вспомнить хрущевки, в которых все еще живет половина страны, а значит эффект от такой экономии был значительным. В этом можно не сомневаться. Тем не менее, сегодня другие реалии, и алюминиевую проводку в новых жилых помещениях не применяют, только медную. Это исходит из норм ПУЭ пункт 7.1.34 «В зданиях следует применять кабели и провода с медными жилами…». (До 2001 г. по имеющемуся заделу строительства допускается использование проводов и кабелей с алюминиевыми жилами) Так вот, мы вам настоятельно не рекомендуем экспериментировать и пробовать алюминий. Минусы его очевидны. Алюминиевые скрутки невозможно пропаять, так же очень трудно сварить, в итоге контакты в распределительных коробках могут со временем нарушиться. Алюминий очень хрупкий, два-три изгиба и провод отпал. Будут постоянные проблемы с подключением его к розеткам, выключателем. Опять же если говорить о проводимой мощности, то медный провод с тем же сечением для алюминия 2,5мм.
Действительно, темпы строительства были огромнейшие, достаточно вспомнить хрущевки, в которых все еще живет половина страны, а значит эффект от такой экономии был значительным. В этом можно не сомневаться. Тем не менее, сегодня другие реалии, и алюминиевую проводку в новых жилых помещениях не применяют, только медную. Это исходит из норм ПУЭ пункт 7.1.34 «В зданиях следует применять кабели и провода с медными жилами…». (До 2001 г. по имеющемуся заделу строительства допускается использование проводов и кабелей с алюминиевыми жилами) Так вот, мы вам настоятельно не рекомендуем экспериментировать и пробовать алюминий. Минусы его очевидны. Алюминиевые скрутки невозможно пропаять, так же очень трудно сварить, в итоге контакты в распределительных коробках могут со временем нарушиться. Алюминий очень хрупкий, два-три изгиба и провод отпал. Будут постоянные проблемы с подключением его к розеткам, выключателем. Опять же если говорить о проводимой мощности, то медный провод с тем же сечением для алюминия 2,5мм. кв. допускает длительный ток в 19А, а для меди в 25А. Здесь разница больше чем 1 КВт. Так что еще раз повторимся — только медь! Далее мы и будем уже исходить из того, что сечение рассчитываем для медного провода, но в таблицах приведем значения и для алюминия. Мало ли что.
кв. допускает длительный ток в 19А, а для меди в 25А. Здесь разница больше чем 1 КВт. Так что еще раз повторимся — только медь! Далее мы и будем уже исходить из того, что сечение рассчитываем для медного провода, но в таблицах приведем значения и для алюминия. Мало ли что.
Сколько примерно потребляют бытовые приборы, и как это отразиться на выборе, расчете сечения кабеля
Итак, мы уже определились с маркировкой кабеля, что это должна быть моножила, также с тем, что это должна быть медь, да и про подводимую мощность кабеля мы тоже «заикнулись» не просто так. Ведь именно исходя из показателя проводимой мощности, будет рассчитываться провод, кабель на его применяемое сечение. Здесь все логично, прежде чем что-то рассчитать, надо исходить из начальных условий задачи. Этому нас научили еще в школе, исходные данные определяют основные пути решения. Что же, тоже самое можно сказать про расчет сечения медного провода, для расчета его сечения необходимо знать с какими токами или мощностями он будет работать. А для того чтобы нам знать токи и мощности, мы сразу должны знать, что именно будет подключено в нашей квартире, где лампочка, а где телевизор. Где компьютер, а куда мы включим зарядное устройство для телефона. Нет, конечно, со временем исходя из жизненных обстоятельств, что-то может поменяться, но нет кардинально, то есть примерная суммарная потребляемая мощность для всех наших помещений останется прежняя. Лучше всего сделать так, нарисовать план квартиры и там расставить и развешать все электроприборы, которые вам встретятся и которые запланированы. Скажем так.
А для того чтобы нам знать токи и мощности, мы сразу должны знать, что именно будет подключено в нашей квартире, где лампочка, а где телевизор. Где компьютер, а куда мы включим зарядное устройство для телефона. Нет, конечно, со временем исходя из жизненных обстоятельств, что-то может поменяться, но нет кардинально, то есть примерная суммарная потребляемая мощность для всех наших помещений останется прежняя. Лучше всего сделать так, нарисовать план квартиры и там расставить и развешать все электроприборы, которые вам встретятся и которые запланированы. Скажем так.
Здесь неплохо было сориентироваться, сколько какой прибор потребляет. Именно для этого мы и приведем для вас таблицу ниже.
| Онлайн калькулятор для определения силы тока по потребляемой мощности | |
| Потребляемая мощность, Вт: | |
| Напряжение питания, В: | |
Подытожим данный абзац, мы должны представлять какие токи, мощности подводимые проводами и кабелями, должны быть обеспечены, для того, чтобы рассчитать необходимое нам сечение и выбрать подходящее. Об этом как раз далее.
Об этом как раз далее.
Историческая справка
Медь является металлом, известным человеку с глубокой древности. Объясняется раннее знакомство людей с эти материалом прежде всего его широкой распространенностью в природе в виде самородков. Многие ученые считают, что именно медь была первым металлом, восстановленным человеком из кислородных соединений. Когда-то горные породы просто нагревали на костре и резко остужали, в результате чего они растрескивались. Позднее восстановление меди начали производить на кострах с добавлением угля и поддувом мехами. Совершенствование этого способа в конечном итоге привело к созданию шахтной печи. Еще позже этот металл начали получать методом окислительной плавки руд.
Общепринятые сечения медных проводов для проводки в квартире по сечению
Мы с вами много говорили о наименованиях, о материалах, об индивидуальных особенностях и даже о температуре, но упустили из вида жизненные обстоятельства. Так если вы нанимаете электрика для того, чтобы он провел вам проводку в комнатах вашей квартиры или дома, то обычно принимаются следующие значения.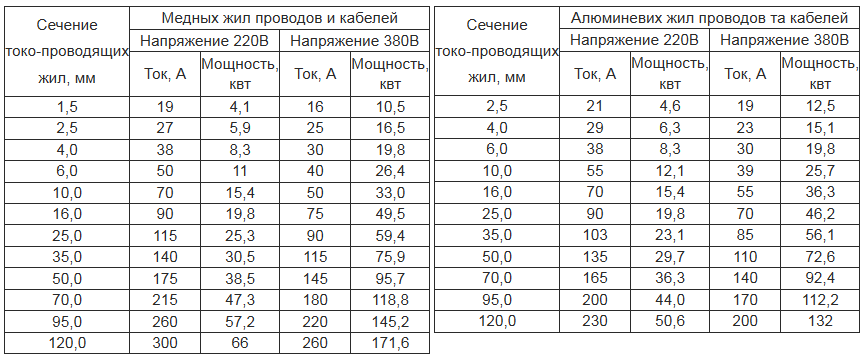 Для освещения сечения провода берется в 1,5 мм 2, а для розеток в 2,5 мм 2. Если проводка предназначена для подключения бойлеров, нагревателей, плит, то здесь уже рассчитывается сечение провода (кабеля) индивидуально.
Для освещения сечения провода берется в 1,5 мм 2, а для розеток в 2,5 мм 2. Если проводка предназначена для подключения бойлеров, нагревателей, плит, то здесь уже рассчитывается сечение провода (кабеля) индивидуально.
Выбор сечения провода исходя из количества коммуникаций в доме (квартире) (типовые схемы проводки)
О чем еще хотелось сказать, так это о том, что лучше использовать несколько независимых линий питания для каждого из помещений в комнате или квартире. Тем самым вы не будете применять провод с сечением 10 мм 2 для всей квартиры, приброшенный во все комнаты, от которого идут отводы. Такой провод будет приходить на вводный автомат, а затем от него, в соответствии с мощностью потребляемой нагрузки будут разведены выбранные сечения проводов, для каждого из помещений.
Типовая принципиальная схема электропроводки для квартиры или дома с электрической плитой (с указанием сечения кабеля для электроприборов)
Подводя итог о выборе сечения провода (кабеля) в зависимости от силы тока (мощности)
Если вы прочитали всю нашу статью, и все наши выкладки, то наверняка уже осознали насколько сложно и одновременно просто выбрать алюминиевый или медный провод, по сечению исходя из токовой нагрузки и мощности. Да, расчет сечения потребует знания множества формул, поправок на материал и температуру, при этом если воспользоваться справочными таблицами, которые мы и привели, то все просто и понятно. Что же, кроме выбора сечения провода необходимо будет правильно соединить между собой провода, использовать соответствующие автоматы, УЗО, розетки и выключатели. Не забывать про особенности схемы подключения проводки в квартире. Все это скажется на выборе сечения провода в вашем конкретном случае. И только в этом случае, когда вы учтете все факторы, воспользуетесь справочными материалами, правильно смонтируете все элементы, можно будет говорить о том, что все сделано как надо!
Да, расчет сечения потребует знания множества формул, поправок на материал и температуру, при этом если воспользоваться справочными таблицами, которые мы и привели, то все просто и понятно. Что же, кроме выбора сечения провода необходимо будет правильно соединить между собой провода, использовать соответствующие автоматы, УЗО, розетки и выключатели. Не забывать про особенности схемы подключения проводки в квартире. Все это скажется на выборе сечения провода в вашем конкретном случае. И только в этом случае, когда вы учтете все факторы, воспользуетесь справочными материалами, правильно смонтируете все элементы, можно будет говорить о том, что все сделано как надо!
Плюсы и минусы
Алюминиевая проводка имеет следующие преимущества:
- Небольшая масса. Эта особенность важна при монтаже линий электропередач, длина которых может достигать десятков, а то и сотен километров.
- Доступность по цене. При выборе материала для проводки многие ориентируются на стоимость металла.
 Алюминий имеет меньшую соответственно, что объясняет более низкую цену изделий из этого металла.
Алюминий имеет меньшую соответственно, что объясняет более низкую цену изделий из этого металла. - Стойкость к окислительным процессам (актуальна при отсутствии контакта с открытым воздухом).
- Наличие защитной пленки. В процессе эксплуатации на проводке из алюминия формируется тонкий налет, уберегающий металл от окислительных процессов.
Алюминий имеет и ряд недостатков, о которых необходимо знать:
- Высокое удельное сопротивление металла и склонность к нагреву. По этой причине не допускается применение провода меньше 16 кв.мм (с учетом требований ПУЭ, 7-я редакция).
- Ослабление контактных соединений из-за частых нагревов при прохождении большой нагрузки и последующего остывания.
- Пленка, которая появляется на алюминиевом проводе при контакте с воздухом, имеет плохую проводимость тока, что создает дополнительные проблемы в местах соединения кабельной продукции
- Хрупкость. Алюминиевые провода легко переламываются, что особенно актуально при частом перегреве металла.
 На практике ресурс алюминиевой проводки не превышает 30 лет, после чего ее необходимо менять.
На практике ресурс алюминиевой проводки не превышает 30 лет, после чего ее необходимо менять.
Видео о подборе сечения проводник в зависимости от тока (А)
Основные принципы по выбоу сечения, исходя из тока питания еще раз рассмотрены в этом видео.
В связи с тем, что существует два типа электрических сопротивлений —
В связи с электромагнитными явлениями, возникающими в проводниках при прохождении через него переменного тока в них возникает два важных для их электротехнических свойств физических явления.
Два последних явления делают неэффективным применение проводников радиусом больше характерной глубины проникновения электрического тока в проводник. Эффективный диаметр проводников (2RБхар): 50Гц -7 Ом. Используя микроомметры, можно определить качество электрических контактов, сопротивление электрических шин, обмоток трансформаторов, электродвигателей и генераторов, наличие дефектов и инородного металла в слитках (например, сопротивление слитка чистого золота вдвое ниже позолоченного слитка вольфрама).
Для расчета длины провода, его диаметра и необходимого электрического сопротивления, необходимо знать удельное сопротивление проводников ρ.
В международной системе единиц удельное сопротивление ρ выражается формулой:
Оно означает: электрическое сопротивление 1 метра провода (в Омах), сечением 1 мм 2 , при температуре 20 градусов по Цельсию.
Инженерные коммуникации
Основными преимуществами медных водопроводов также являются долговечность и надежность. Кроме того, этот металл способен придавать воде особые уникальные свойства, делая ее полезной для организма. Для сборки газопроводов и систем отопления медные трубы также подходят идеально — в основном благодаря своей коррозийной стойкости и пластичности. При аварийном повышении давления такие магистрали способны выдерживать гораздо большую нагрузку, чем стальные. Единственным недостатком медных трубопроводов является их дороговизна.
Таблица удельных сопротивлений проводников
| Материал проводника | Удельное сопротивление ρ в |
| Серебро Медь Золото Латунь Алюминий Натрий Иридий Вольфрам Цинк Молибден Никель Бронза Железо Сталь Олово Свинец Никелин (сплав меди, никеля и цинка) Манганин (сплав меди, никеля и марганца) Константан (сплав меди, никеля и алюминия) Титан Ртуть Нихром (сплав никеля, хрома, железа и марганца) Фехраль Висмут Хромаль | 0,015 0,0175 0,023 0,025. 0,108 0,028 0,047 0,0474 0,05 0,054 0,059 0,087 0,095. 0,1 0,1 0,103. 0,137 0,12 0,22 0,42 0,43. 0,51 0,5 0,6 0,94 1,05. 1,4 1,15. 1,35 1,2 1,3. 1,5 0,108 0,028 0,047 0,0474 0,05 0,054 0,059 0,087 0,095. 0,1 0,1 0,103. 0,137 0,12 0,22 0,42 0,43. 0,51 0,5 0,6 0,94 1,05. 1,4 1,15. 1,35 1,2 1,3. 1,5 |
Из таблицы видно, что железная проволока длиной 1 м и сечением 1 мм 2 обладает сопротивлением 0,13 Ом. Чтобы получить 1 Ом сопротивления нужно взять 7,7 м такой проволоки. Наименьшим удельным сопротивлением обладает серебро. 1 Ом сопротивления можно получить, если взять 62,5 м серебряной проволоки сечением 1 мм 2 . Серебро — лучший проводник, но стоимость серебра исключает возможность его массового применения. После серебра в таблице идет медь: 1 м медной проволоки сечением 1 мм 2 обладает сопротивлением 0,0175 Ом. Чтобы получить сопротивление в 1 Ом, нужно взять 57 м такой проволоки.
Химически чистая, полученная путем рафинирования, медь нашла себе повсеместное применение в электротехнике для изготовления проводов, кабелей, обмоток электрических машин и аппаратов. Широко применяют также в качестве проводников алюминий и железо.
Сопротивление проводника можно определить по формуле:
где r — сопротивление проводника в омах; ρ — удельное сопротивление проводника; l — длина проводника в м; S — сечение проводника в мм 2 .
Пример 1. Определить сопротивление 200 м железной проволоки сечением 5 мм 2 .
Пример 2. Вычислить сопротивление 2 км алюминиевой проволоки сечением 2,5 мм 2 .
Из формулы сопротивления легко можно определить длину, удельное сопротивление и сечение проводника.
Пример 3. Для радиоприемника необходимо намотать сопротивление в 30 Ом из никелиновой проволоки сечением 0,21 мм 2 . Определить необходимую длину проволоки.
Пример 4. Определить сечение 20 м нихромовой проволоки, если сопротивление ее равно 25 Ом.
Пример 5. Проволока сечением 0,5 мм 2 и длиной 40 м имеет сопротивление 16 Ом. Определить материал проволоки.
Материал проводника характеризует его удельное сопротивление.
По таблице удельных сопротивлений находим, что таким сопротивлением обладает свинец.
Выше было указано, что сопротивление проводников зависит от температуры. Проделаем следующий опыт. Намотаем в виде спирали несколько метров тонкой металлической проволоки и включим эту спираль в цепь аккумулятора. Для измерения тока в цепь включаем амперметр. При нагревании спирали в пламени горелки можно заметить, что показания амперметра будут уменьшаться. Это показывает, что с нагревом сопротивление металлической проволоки увеличивается.
У некоторых металлов при нагревании на 100° сопротивление увеличивается на 40 — 50 %. Имеются сплавы, которые незначительно меняют свое сопротивление с нагревом. Некоторые специальные сплавы практически не меняют сопротивления при изменении температуры. Сопротивление металлических проводников при повышении температуры увеличивается, сопротивление электролитов (жидких проводников), угля и некоторых твердых веществ, наоборот, уменьшается.
Способность металлов менять свое сопротивление с изменением температуры используется для устройства термометров сопротивления. Такой термометр представляет собой платиновую проволоку, намотанную на слюдяной каркас. Помещая термометр, например, в печь и измеряя сопротивление платиновой проволоки до и после нагрева, можно определить температуру в печи.
Если при температуре t сопротивление проводника равно r, а при температуре t равно rt, то температурный коэффициент сопротивления
Примечание. Расчет по этой формуле можно производить лишь в определенном интервале температур (примерно до 200°C).
Приводим значения температурного коэффициента сопротивления α для некоторых металлов (таблица 2).
Сплавы
Разного рода добавки могут использоваться и специально для повышения прочности такого пластичного материала, как медь. Электропроводность ее они также снижают. Но зато их применение позволяет значительно продлить срок службы разного рода изделий.
Чаще всего в качестве повышающей прочность меди добавки используется Cd (0.9 %). В результате получается кадмиевая бронза. Ее проводимость составляет 90 % от проводимости меди. Иногда вместо кадмия в качестве добавки используют также алюминий. Проводимость этого металла составляет 65 % от этого же показателя меди. Для повышения прочности проводов в виде добавки могут применяться и другие материалы и вещества — олово, фосфор, хром, бериллий. В результате получается бронза определенной марки. Соединение меди с цинком называется латунью.
Значения температурного коэффициента для некоторых металлов
| Металл | α | ||
| Серебро Медь Железо Вольфрам Платина | 0,0035 0,0040 0,0066 0,0045 0,0032 | Ртуть Никелин Константан Нихром Манганин | 0,0090 0,0003 0,000005 0,00016 0,00005 |
Из формулы температурного коэффициента сопротивления определим rt:
Пример 6. Определить сопротивление железной проволоки, нагретой до 200°C, если сопротивление ее при 0°C было 100 Ом.
Пример 7. Термометр сопротивления, изготовленный из платиновой проволоки, в помещении с температурой 15°C имел сопротивление 20 Ом. Термометр поместили в печь и через некоторое время было измерено его сопротивление. Оно оказалось равным 29,6 Ом. Определить температуру в печи.
Электрическая проводимость
До сих пор мы рассматривали сопротивление проводника как препятствие, которое оказывает проводник электрическому току. Но все же ток по проводнику проходит. Следовательно, кроме сопротивления (препятствия), проводник обладает также способностью проводить электрический ток, то есть проводимостью.
Чем большим сопротивлением обладает проводник, тем меньшую он имеет проводимость, тем хуже он проводит электрический ток, и, наоборот, чем меньше сопротивление проводника, тем большей проводимостью он обладает, тем легче току пройти по проводнику. Поэтому сопротивление и проводимость проводника есть величины обратные.
Области использования
Применение данного металла связано с его высокой электрической проводимостью. Например, из него выпускают кабель. Медь имеет небольшое сопротивление, уникальные магнитные свойства, легкую механическую обрабатываемость, поэтому востребована в инженерных коммуникациях и административных зданиях. Способность проводить тепло позволяет применять этот материал для создания тепловых трубок, систем охлаждения и отопления воздуха.
Именно медь – материал, который незаменим при производстве кулеров, используемых для понижения температуры персональных компьютеров. Металлические конструкции, которые содержат медные элементы, имеют незначительный вес, отличные декоративные свойства, поэтому подходят и для применения в архитектуре, и для изготовления разнообразных декоративных элементов в интерьере, и для создания электрических проводов.
Материалы высокой проводимости
К наиболее широкораспрстраненным материалам высокой проводимости следует отнести медь и алюминий (Сверхпроводящие материалы, имеющие типичное сопротивление в 10 -20 раз ниже обычных проводящих материалов (металлов) рассматриваются в разделе Сверхпроводимость).
Преимущества меди, обеспечивающие ей широкое применение в качестве проводникового материала, следующие:
- малое удельное сопротивление;
- достаточно высокая механическая прочность;
- удовлетворительная в большинстве случаев применения стойкость по отношению к коррозии;
- хорошая обрабатываемость: медь прокатывается в листы, ленты и протягивается в проволоку, толщина которой может быть доведена до тысячных долей миллиметра;
- относительная легкость пайки и сварки.
Медь получают чаще всего путем переработки сульфидных руд. После ряда плавок руды и обжигов с интенсивным дутьем медь, предназначенная для электротехнических целей, обязательно проходит процесс электролитической очистки.
В качестве проводникового материала чаще всего используется медь марок М1 и М0. Медь марки М1 содержит 99.9% Cu, а в общем количестве примесей (0.1%) кислорода должно быть не более 0,08%. Присутствие в меди кислорода ухудшает ее механические свойства. Лучшими механическими свойствами обладает медь марки М0, в которой содержится не более 0.05% примесей, в том числе не свыше 0.02% кислорода.
Медь является сравнительно дорогим и дефицитным материалом, поэтому она все шире заменяется другими металлами, особенно алюминием.
В отдельных случаях применяются сплавы меди с оловом, кремнием, фосфором, бериллием, хромом, магнием, кадмием. Такие сплавы, носящие название бронз, при правильно подобранном составе имеют значительно более высокие механические свойства, чем чистая медь.
Алюминий
Алюминий является вторым по значению после меди проводниковым материалом. Это важнейший представитель так называемых легких металлов: плотность литого алюминия около 2.6, а прокатанного — 2.7 Мг/м 3 . Т.о., алюминий примерно в 3.5 раза легче меди. Температурный коэффициент расширения, удельная теплоемкость и теплота плавления алюминия больше, чем меди. Вследствие высоких значений удельной теплоемкости и теплоты плавления для нагрева алюминия до температуры плавления и перевода в расплавленное состояние требуется большая затрата тепла, чем для нагрева и расплавления такого же количества меди, хотя температура плавления алюминия ниже, чем меди.
Алюминий обладает пониженными по сравнению с медью свойствами — как механическими, так и электрическими. При одинаковом сечении и длине электрическое сопротивление алюминиевого провода в 1.63 раза больше, чем медного. Весьма важно, что алюминий менее дефицитен, чем медь.
Для электротехнических целей используют алюминий, содержащий не более 0.5% примесей, марки А1. Еще более чистый алюминий марки АВ00 (не более 0.03% примесей) применяют для изготовления алюминиевой фольги, электродов и корпусов электролитических конденсаторов. Алюминий наивысшей чистоты АВ0000 имеет содержание примесей не более 0ю004%. Добавки Ni, Si, Zn или Fe при содержании их 0.5% снижают γ отожженного алюминия не более, чем на 2-3%. Более заметное действие оказывают примеси Cu, Ag и Mg, при том же массовом содержании снижающие γ алюминия на 5-10%. Очень сильно снижают электропроводность алюминия Ti и Mn.
Алюминий весьма активно окисляется и покрывается тонкой оксидной пленкой с большим электрическим сопротивлением. Эта пленка предохраняет металл от дальнейшей коррозии.
Алюминиевые сплавы обладают повышенной механической прочностью. Примером такого сплава является альдрей, содержащий 0.3-0.5% Mg, 0.4-0.7% Si и 0.2-0.3% Fe. В альдрее образуется соединение Mg2Si, которое сообщает высокие механические свойства сплаву.
Железо и сталь
Железо (сталь) как наиболее дешевый и доступный металл, обладающий к тому же высокой механической прочностью, представляет большой интерес для использования в качестве проводникового материала. Однако даже чистое железо имеет значительно более высокое сравнительно с медью и алюминием удельное сопротивление; ρ стали, т.е. железа с примесью углерода и других элементов, еще выше. Обычная сталь обладает малой стойкостью коррозии: даже при нормальной температуре, особенно в условиях повышенной влажности, она быстро ржавеет; при повышении температуры скорость коррозии резко возрастает. Поэтому поверхность стальных проводов должна быть защищена слоем более стойкого материала. Обычно для этой цели применяют покрытие цинком.
В ряде случаев для уменьшения расхода цветных металлов применяют так называемый биметалл. Это сталь, покрытая снаружи слоем меди, причем оба металла соединены друг с другом прочно и непрерывно.
Натрий
Весьма перспективным проводниковым материалом является металлический натрий. Натрий может быть получен электролизом расплавленного хлористого натрия NaCl в практически неограниченных количествах. Из сравнения свойств натрия со свойствами других проводниковых металлов видно, что удельное сопротивление натрия примерно в 2.8 раза больше ρ меди и в 1.7 раз больше ρ алюминия, но благодаря чрезвычайно малой плотности натрия (плотность его почти в 9 раз меньше плотности меди), провод из натрия при данной проводимости на единицу длины должен быть значительно легче, чем провод из любого другого металла. Однако натрий чрезвычайно активен химически (он интенсивно окисляется на воздухе, бурно реагирует с водой), почему натриевый провод должен быть защищен герметизирующей оболочкой. Оболочка должна придавать проводу необходимую механическую прочность, так как натрий весьма мягок и имеет малый предел прочности при деформациях.
Литература по удельному сопротивлению проводников
- Кузнецов М. И., «Основы электротехники» – 9-е издание, исправленное – Москва: Высшая школа, 1964 – 560с.
- Бачелис Д. С., Белоруссов Н. И., Саакян А. Е. Электрические кабели, провода и шнуры. Справочник. — М.: Энергия, 1971.
- Гершун А. Л. Кабель // Энциклопедический словарь Брокгауза и Ефрона : в 86 т. (82 т. и 4 доп.). — СПб., 1890—1907.
- Р. Лакерник, Д. Шарле. От меди к стеклу // Наука и жизнь. — 1986. — Вып. 08. — С. 50—54, 2-3 стр. цветной вкладки.
| НОВОСТИ ФОРУМА Рыцари теории эфира | 13.06.2019 — 05:11: ЭКОЛОГИЯ — Ecology -> |
л
Такая же мысля у всей ростовщической глобалистской шайки, включая придурка Грефа.
Так, то оно, так. Но, не совсем. Ибо: (постарайтесь понять, а не обижаться)
Горькая истина заключается в том, что людская толпа — это сборище умственно ущербных. Если бы было по-другому, то обществом бы не правили подонки. Умные люди никогда такого не допустили бы, а если случайно допустили, то нашли бы способ исправить.
Страшная истина заключается в том, что людской толпой управляет нелюдь, которая также умственно ущербна. Умственная ущербность, слепота власти ведет мир людей к тотальной гибели, ибо люди, даже те, кто мнит себя очень умными, типа спецов, разрабатывающих системы искусственного интеллекта, технологии цифровизации, не понимают, что создают необоримую удавку, мышеловку для всего человечества.
Как только ИИ возьмет власть, он тут же отправит своих создателей, как конкурентов, в утиль. Первыми жертвами будут его радетели типа грефа, путина, гейтса и иже с ними, то есть власть, так как именно от них будет исходить главная опасность для его планетарной власти. Толпе будет позволено существовать, пока ее не заменят роботы. А потом всем Холокост. Не лживый еврейский, а реальное всесожжение рода человеческого.
Если кто пораскинет своими обезьяньими мозгами, то поймёт, что эволюция — есть синоним геноцида: новое заменяет, то есть ликвидирует старое. Обезьяны породили неандертальцев. Неандертальцы съели обезьян и породили людей. Люди вытеснили обезьян, включая и умных неандертальцев, и породили ИИ. ИИ ликвидирует людей.
Таблица мощности проводов: рассмотрим подробно
Использование полезной работы электрического тока, уже является чем-то обыденным, незаменимым и само собой разумеющимся. Действительно, с тех пор, когда были получены первые токи от первой батарейки, великим ученым Алессандро Вольтом, в далеком 1800 году, прошло всего-то два столетия. Однако теперь сеть проводов, электрических соединений буквально пронизывает все и вся на поверхности земли и в наших домах. Если всю эту сеть нескончаемых проводов представить себе со стороны, то это будет подобно нервной или кровеносной системе в нашем организме. Роль всех этих проводов для современного общества, пожалуй, не менее значима, чем функция одной из вышеупомянутых систем живого организма. Что же, раз это так важно и серьезно, то при выборе проводов и кабелей, для создания нашей собственной коммуникативной электрической сети стоит подходить с особым вниманием и придирчивостью. Дабы она работала стабильно, без сбоев и отказов. Что же в себя включает данный выбор проводов и кабелей? Во-первых, это определиться с применяемым для проводки материалом, будь то медь или алюминий. Во-вторых, определиться с количеством жил в проводнике, 2 или 3. В-третьих, необходимо подобрать сечения жил исходя из тока, которые будет проходить по проводам, то есть исходя из мощности нагрузки. В-четвертых, выбрать провод исходя из расчетного значения, ближайшее большее сечение по типоряду относительного расчетного. О мелочах и того можно говорить намного больше сказанного, поэтому пока остановимся на этом, и попытаемся все же раскрыть тему нашей статьи о расчете и выборе провода или кабеля исходя из мощности нагрузки.
Чем отличается кабель от провода
Прежде чем перейти к основному содержимому, нам необходимо понять, что же мы все-таки хотим рассчитать, сечение провода или кабеля, в чем различия одного от другого!? Не смотря на то, что обыватель применяет эти два слова как синонимы, подразумевая под этим что-то свое, но если быть дотошными, то разница все же имеется. Так провод это одна токопроводящая жила, будь то моножила или набор проводников, изолированная в диэлектрик, в оболочку. А вот кабель, это уже несколько таких проводов, объединенных в единое целое, в своей защитной и изоляционной оболочке. Для того, чтобы вам было лучше понятно, что к чему, взгляните на картинку.
Так вот, теперь мы в курсе, что рассчитывать нам необходимо именно сечение провода, то есть одного токопроводящего элемента, а второй будет уже уходить от нагрузки, обратно к питанию. Однако мы порой и сами забываемся не лучше Вашего, так что если вы нас подловите на том, что где-то все же встретится слово кабель, то не сочтите уж за невежество, стереотипы делают свое дело.
Какая проводка лучше – сравнение медной и алюминиевой электропроводки
При планировании электромонтажных работ в доме или квартире, может возникнуть вопрос о том, что же лучше: медная или алюминиевая проводка?
В данной статье мы разберемся какой материал следует применять при разводке электрического кабеля в жилых помещениях и рассмотрим все плюсы и минусы медных и алюминиевых проводников.
Сравнение алюминиевых и медных проводов по техническим характеристикам
Для того, чтобы понять, чем отличается медь и алюминий, нужно рассмотреть и сравнить их технические характеристики.
Свойства проводников
Основными электрическими свойствами материала проводников являются их удельное электрическое сопротивление, теплопроводность и температурный коэффициент сопротивления. К механическим свойствам можно отнести вес, прочность, удлинение перед разрывом и срок службы в режиме нормальной работы.
Удельное электрическое сопротивление
Удельное электрическое сопротивление – это способность материала оказывать сопротивление электрическому току при его протекании через проводник. Эта характеристика вычисляется по формуле:
Ρ = r⋅S/l,
где l – длина проводника, S – площадь поперечного сечения, r – сопротивление.
Для сравнения:
Материал проводникаУдельное электрическое сопротивление, Ом·мм²/м
| Медь | 0,0175 |
| Алюминий | 0,0300 |
Как видно из этой таблицы, у меди удельное сопротивление ниже и, соответственно, она меньше нагревается и лучше проводит электрический ток.
Теплопроводность
Теплопроводность – это свойство проводника, которое показывает количество тепла, которое проходит в единицу времени через слой вещества. Для расчёта электрического кабеля данная характеристика является достаточно важной, так как от неё зависит безопасная эксплуатация электропроводки. Чем выше теплопроводность материала, тем он меньше нагревается и лучше отдает лишнее тепло.
Для сравнения:
Материал проводникаТеплопроводность, Вт/(м·К)
| Медь | 401 |
| Алюминий | 202—236 |
Температурный коэффициент сопротивления
При нагревании различных материалов их электропроводимость изменяется. Характеристикой, которая показывает это изменение называется температурным коэффициентом сопротивления (ТКС). Это значение выявляют с помощью специального измерителя ТКС и берут среднее значение этого коэффициента.
Обратите внимание! Температурный коэффициент сопротивления — это отношение относительного изменения сопротивления к изменению температуры. Обозначается α.
Для сравнения:
Материал проводникаТемпературный коэффициент сопротивления, 10-3/K
| Медь | 4,0 |
| Алюминий | 4,3 |
Чем меньше температурный коэффициент сопротивления, тем большей стабильностью обладает проводник.
Вес и электропроводимость проводника
Медь намного тяжелее алюминия. Её плотность составляет 8900 кг/м³, а плотность алюминия 2700 кг/м³. Это означает, что проводник из меди будет тяжелее аналогичного по размеру алюминиевого провода в 3,4 раза.
Важно понимать, что электропроводимость меди более чем на 50% выше, чем у алюминия и, соответственно, чтобы проводник из алюминия мог провести такой же ток он должен быть больше медного на 50%.
Поэтому эффективнее использовать медный проводник, чем кабель из алюминиевого материала.
Удлинение перед разрывом и прочность
Электрический кабель может работать в различных режимах и условиях эксплуатации, поэтому при выборе проводника очень важно учитывать его стойкость к механическим нагрузкам. Сопротивление на разрыв – характеристика, которая учитывает прочность материала и противодействие разрушающей нагрузке.
Для сравнения:
Материал проводникаПредел прочности на разрыв, кг/м²
| Медь | 27 – 44,9 |
| Алюминий | 8 – 25 |
Исходя из анализа таблицы хорошо видно, что медь обладает высокой стойкостью к механическому воздействию и существенно превосходит алюминий по такой характеристике.
Срок службы
Срок службы электрической проводки зависит от условий эксплуатации и окружающей среды. Принято считать, что срок службы алюминиевого кабеля в нормальных условиях работы составляет 20-30 лет. В то же время медная проводка служит значительно дольше и срок её службы может достигать до 50 лет.
Какой материал для электропроводки нужно выбирать для квартиры
В советские времена в жилых помещениях обычным явлением было применение электропроводки из алюминия. Это происходило по тому, что в жилых домах не было высоких нагрузок на электрическую сеть ввиду небольшой мощности и малого количества электрических приборов.
С развитием техники и появлением огромного разнообразия мощных электроприборов, которые используются в домашних условиях, существенно повысились требования к качеству и материалам для электрического кабеля.
В современных реалиях устройство проводки из алюминиевого материала практически не применяется, так как согласно ПУЭ электрическая проводка в жилых помещениях должна выполняться из меди!
Интересный факт! Не многие знают, но чуть ранее до алюминиевой проводки, в сталинские времена, в квартирах использовалась медная проводка.
Преимущества и недостатки алюминиевой электропроводки
Основными преимуществами электрической проводки из алюминия являются:
- Небольшая масса: плотность алюминия ниже и соответственно ниже его масса. При прокладке простых сетей с множеством кабелей, но небольшими нагрузками – это будет удобным преимуществом.
- Небольшая цена: алюминий дешевле меди в несколько раз, поэтому изделия из такого материала также отличаются низкой ценой.
- Стойкость к окислению: при отсутствии контакта с окружающей средой служит долго и не разрушается от окисления.
Какой провод, кабель выбрать для прокладки проводки (моножилу или многожильный)
При монтаже электропроводки обычно применяют провода и кабели марки ПВС, ВВГнг, ППВ, АППВ. В этом списке встречаются как гибкие кабели, так и с моножилой. Здесь мы хотели бы сказать вам одну вещь. Если ваша проводка не будет шевелиться, то есть это не удлинитель, не место сгиба которое постоянно меняет свое положение, то предпочтительно использовать моножилу. Вы спросите почему? Все просто! Не смотря на то, насколько хорошо не были бы уложены в защитную изоляционною оплетку проводники, под нее все же попадет воздух, в котором содержится кислород. Происходит окисление поверхности меди. В итоге, если проводников много, то площадь окисления намного больше, а значит токопроводящее сечение «тает» на много больше. Да, это процесс длительный, но и мы не думаем, что вы собрались менять проводку часто. Чем больше она проработает, тем лучше. Особенно это эффект окисления будет сильно проявляться у краев реза кабеля, в помещениях с перепадом температуры и при повышенной влажности. Так что мы вам настоятельно рекомендуем использовать моножилу! Сечение моножилы кабеля или провода изменится со временем незначительно, а это так важно, при наших дальнейших расчетах.
Срок службы алюминиевой проводки в квартирах
Нет ни одного механизма или сооружения, которые служили бы вечно (за исключением египетских пирамид). Электропроводка не является исключением.
По утверждениям фирм, выпускающих провода различного назначения, задекларированный срок службы алюминиевой проводки в квартирах составляет 25 лет, при этом медные провода могут эксплуатироваться до 35 лет.
По истечении этого срока электропроводка подлежит замене. Это не значит, что при удовлетворительном состоянии проводов и скруток такую работу необходимо выполнять немедленно, но её желательно запланировать на ближайший капитальный или косметический ремонт.
Выбираем провод (кабель) из меди или алюминия (документ ПЭУ)
В СССР большинство жилых домов оснащались алюминиевой проводкой, это было своеобразной нормой, стандартом и даже догмой. Нет, это совсем не значит, что страна была бедная, и не хватало на меди. Даже в некоторых случая наоборот. Но видимо проектировщики электрических сетей решили, что экономически можно много сэкономить, если применять алюминий, а не медь. Действительно, темпы строительства были огромнейшие, достаточно вспомнить хрущевки, в которых все еще живет половина страны, а значит эффект от такой экономии был значительным. В этом можно не сомневаться. Тем не менее, сегодня другие реалии, и алюминиевую проводку в новых жилых помещениях не применяют, только медную. Это исходит из норм ПУЭ пункт 7.1.34 «В зданиях следует применять кабели и провода с медными жилами…». (До 2001 г. по имеющемуся заделу строительства допускается использование проводов и кабелей с алюминиевыми жилами) Так вот, мы вам настоятельно не рекомендуем экспериментировать и пробовать алюминий. Минусы его очевидны. Алюминиевые скрутки невозможно пропаять, так же очень трудно сварить, в итоге контакты в распределительных коробках могут со временем нарушиться. Алюминий очень хрупкий, два-три изгиба и провод отпал. Будут постоянные проблемы с подключением его к розеткам, выключателем. Опять же если говорить о проводимой мощности, то медный провод с тем же сечением для алюминия 2,5мм.кв. допускает длительный ток в 19А, а для меди в 25А. Здесь разница больше чем 1 КВт. Так что еще раз повторимся — только медь! Далее мы и будем уже исходить из того, что сечение рассчитываем для медного провода, но в таблицах приведем значения и для алюминия. Мало ли что.
Как рассчитать сечение по току?
Табличные значения не могут учесть индивидуальных особенностей устройства и эксплуатации сети. Специфика у таблиц среднестатистическая. Не приведены в них параметры максимально допустимых для конкретного кабеля токов, а ведь они отличаются у продукции с разными марками. Весьма поверхностно затронут в таблицах тип прокладки. Дотошным мастерам, отвергающим легкий путь поиска по таблицам, лучше воспользоваться способом расчета размера сечения провода по току. Точнее по его плотности.
Допустимая и рабочая плотность тока
Начнем с освоения азов: запомним на практике выведенный интервал 6 — 10. Это значения, полученные электриками многолетним «опытным путем». В указанных пределах варьирует сила тока, протекающего по 1 мм² медной жилы. Т.е. кабель с медной сердцевиной сечением 1 мм² без перегрева и оплавления изоляции предоставляет возможность току от 6 до 10 А спокойно достигать ожидающего его агрегата-потребителя. Разберемся, откуда взялась и что означает обозначенная интервальная вилка.
Согласно кодексу электрических законов ПУЭ 40% отводится кабелю на неопасный для его оболочки перегрев, значит:
- 6 А, распределенные на 1 мм² токоведущей сердцевины, являются нормальной рабочей плотностью тока. В данных условиях проводник работать может бесконечно долго без каких-либо ограничений по времени;
- 10 А, распределенные на 1 мм² медной жилы, протекать по проводнику могут краткосрочно. Например, при включении прибора.
Потоку энергии 12 А в медном миллиметровом канале будет изначально «тесно». От тесноты и толкучки электронов увеличится плотность тока. Следом повысится температура медной составляющей, что неизменно отразиться на состоянии изоляционной оболочки.
Обратите внимание, что для кабеля с алюминиевой токоведущей жилой плотность тока отображает интервал 4 – 6 Ампер, приходящийся на 1 мм² проводника.
Выяснили, что предельная величина плотности тока для проводника из электротехнической меди 10 А на площадь сечения 1 мм², а нормальные 6 А. Следовательно:
- кабель с жилой сечением 2,5 мм² сможет транспортировать ток в 25 А всего лишь несколько десятых секунды во время включения техники;
- он же бесконечно долго сможет передавать ток в 15А.
Приведенные выше значения плотности тока действительны для открытой проводки. Если кабель прокладывается в стене, в металлической гильзе или в пластиковом кабель канале, указанную величину плотности тока нужно помножить на поправочный коэффициент 0,8. Запомните и еще одну тонкость в организации открытого типа проводки. Из соображений механической прочности кабель с сечением меньше 4 мм² в открытых схемах не используют.
Изучение схемы расчета
Суперсложных вычислений снова не будет, расчет провода по предстоящей нагрузке предельно прост.
- Сначала найдем предельно допустимую нагрузку. Для этого суммируем мощность приборов, которые предполагаем одновременно подключать к линии. Сложим, например, мощность стиральной машины 2000 Вт, фена 1000 Вт и произвольно какого-либо обогревателя 1500 Вт. Получили мы 4500 Вт или 4,5 кВт.
- Затем делим наш результат на стандартную величину напряжения бытовой сети 220 В. Мы получили 20,45…А, округляем до целого числа, как положено, в большую сторону.
- Далее вводим поправочный коэффициент, если в нем есть необходимость. Значение с коэффициентом будет равно 16,8, округленно 17 А, без коэффициента 21 А.
- Вспоминаем о том, что рассчитывали рабочие параметры мощности, а нужно еще учесть предельно допустимое значение. Для этого вычисленную нами силу тока умножаем на 1,4, ведь поправка на тепловое воздействие 40%. Получили: 23,8 А и 29,4 А соответственно.
- Значит, в нашем примере для безопасной работы открытой проводки потребуется кабель с сечением более 3 мм², а для скрытого варианта 2,5 мм².
Не забудем о том, что в силу разнообразных обстоятельств порой включаем одновременно больше агрегатов, чем рассчитывали. Что есть еще лампочки и прочие приборы, незначительно потребляющие энергию. Запасемся некоторым резервом сечения на случай увеличения парка бытовой техники и с расчетами отправимся за важной покупкой.
Сколько примерно потребляют бытовые приборы, и как это отразиться на выборе, расчете сечения кабеля
Итак, мы уже определились с маркировкой кабеля, что это должна быть моножила, также с тем, что это должна быть медь, да и про подводимую мощность кабеля мы тоже «заикнулись» не просто так. Ведь именно исходя из показателя проводимой мощности, будет рассчитываться провод, кабель на его применяемое сечение. Здесь все логично, прежде чем что-то рассчитать, надо исходить из начальных условий задачи. Этому нас научили еще в школе, исходные данные определяют основные пути решения. Что же, тоже самое можно сказать про расчет сечения медного провода, для расчета его сечения необходимо знать с какими токами или мощностями он будет работать. А для того чтобы нам знать токи и мощности, мы сразу должны знать, что именно будет подключено в нашей квартире, где лампочка, а где телевизор. Где компьютер, а куда мы включим зарядное устройство для телефона. Нет, конечно, со временем исходя из жизненных обстоятельств, что-то может поменяться, но нет кардинально, то есть примерная суммарная потребляемая мощность для всех наших помещений останется прежняя. Лучше всего сделать так, нарисовать план квартиры и там расставить и развешать все электроприборы, которые вам встретятся и которые запланированы. Скажем так.
Здесь неплохо было сориентироваться, сколько какой прибор потребляет. Именно для этого мы и приведем для вас таблицу ниже.
| Онлайн калькулятор для определения силы тока по потребляемой мощности | |
| Потребляемая мощность, Вт: | |
| Напряжение питания, В: | |
Подытожим данный абзац, мы должны представлять какие токи, мощности подводимые проводами и кабелями, должны быть обеспечены, для того, чтобы рассчитать необходимое нам сечение и выбрать подходящее. Об этом как раз далее.
Можно ли скручивать медный провод с алюминиевым
Начнем с того, что можно ли соединять алюминиевые провода с медными, и не приведёт такое соединение к пожару? Ответ да, можно. Но давайте сперва ознакомимся с этими материалами.
Если задаться вопросом какая проводка лучше, медная или алюминиевая, то выбор конечно за медной. Это выходит из технической характеристики меди, сечение алюминиевого провода в тех же условиях приходится брать больше. Есть и минусы, медь дороже. Отличить медный провод от алюминиевого легче по цвету, медь имеет красноватый оттенок, алюминий — серый, белый.
Посмотрев на электротехнические показатели металлов, отпадает вопрос в том, что лучше проводит ток. Вот некоторые сведения:
- Удельное сопротивление: медь – 0,017 Ом·мм²/м, алюминий – 0,028 Ом·мм²/м.
- Теплоёмкость: меди — 0,385 Дж/гК, алюминия – 0,9 Дж/гК.
- Упругость материала: меди – 0,8%, алюминия – 0,6%.
Так почему нельзя скручивать медные и алюминиевые провода, ведь скрутка, особенно при небольшом сечении, является самым дешёвым вариантом в плане как средств, так и времени? Все дело в том что, эти материалы при соединении создают гальваническую пару.
Гальваническая пара — 2 металла разного рода, соединение которых между собой приведёт к повышенной коррозии. Именно такой гальванической парой являются медь и алюминий. Электрохимические потенциалы двух металлов слишком разные, поэтому скорая коррозия увеличит сопротивление в месте соединения и последует его нагрев. Более подробно о совместимости металлов указано в ГОСТ 9.005-72. Ниже привожу таблицу с некоторыми данными по металлам:
Гальваническая совместимость мелталов
Добиться качественного контакта двух проводников можно разными способами (пайкой, применением простой клеммной колодки, более дорогих клемм WAGO или обыкновенного болта с гайкой).
Общепринятые сечения медных проводов для проводки в квартире по сечению
Мы с вами много говорили о наименованиях, о материалах, об индивидуальных особенностях и даже о температуре, но упустили из вида жизненные обстоятельства. Так если вы нанимаете электрика для того, чтобы он провел вам проводку в комнатах вашей квартиры или дома, то обычно принимаются следующие значения. Для освещения сечения провода берется в 1,5 мм 2, а для розеток в 2,5 мм 2. Если проводка предназначена для подключения бойлеров, нагревателей, плит, то здесь уже рассчитывается сечение провода (кабеля) индивидуально.
Основные причины замены алюминиевой проводки
Менять ли алюминиевую проводку на медную зависит от разных факторов, но есть ситуации, в которых это следует сделать немедленно, не дожидаясь капитального ремонта квартиры или дома:
- наличие оплавленных участков изоляции;
- обрыв электропроводки;
- появление токов утечки, приводящих к срабатыванию УЗО при отключенных электроприборах;
- возгорание проводов в переходных коробках;
- подключение электроприборов большой мощности, таких как бойлер или стиральная машина.
Во всех этих случаях допускается замена аварийного участка электропроводки с прокладкой отдельных участков проводки открытым способом.
Выбор сечения провода исходя из количества коммуникаций в доме (квартире) (типовые схемы проводки)
О чем еще хотелось сказать, так это о том, что лучше использовать несколько независимых линий питания для каждого из помещений в комнате или квартире. Тем самым вы не будете применять провод с сечением 10 мм 2 для всей квартиры, приброшенный во все комнаты, от которого идут отводы. Такой провод будет приходить на вводный автомат, а затем от него, в соответствии с мощностью потребляемой нагрузки будут разведены выбранные сечения проводов, для каждого из помещений.
Типовая принципиальная схема электропроводки для квартиры или дома с электрической плитой (с указанием сечения кабеля для электроприборов)
Как рассчитать трехфазную проводку?
На расчет допустимого сечения кабеля влияет тип сети. Если мощность потребления одинакова, допустимые токовые нагрузки на жилы кабеля для трехфазной сети будут меньше, чем для однофазной.
Для питания трехжильного кабеля при U = 380 В применяется формула:
I = P/(√3∙U∙cos φ).
Коэффициент мощности можно найти в характеристиках электроприборов или он равен 1, если нагрузка активная. Максимально допустимый ток для медных проводов, а также алюминиевых при трехфазном напряжении указывается в таблицах.
Подводя итог о выборе сечения провода (кабеля) в зависимости от силы тока (мощности)
Если вы прочитали всю нашу статью, и все наши выкладки, то наверняка уже осознали насколько сложно и одновременно просто выбрать алюминиевый или медный провод, по сечению исходя из токовой нагрузки и мощности. Да, расчет сечения потребует знания множества формул, поправок на материал и температуру, при этом если воспользоваться справочными таблицами, которые мы и привели, то все просто и понятно. Что же, кроме выбора сечения провода необходимо будет правильно соединить между собой провода, использовать соответствующие автоматы, УЗО, розетки и выключатели. Не забывать про особенности схемы подключения проводки в квартире. Все это скажется на выборе сечения провода в вашем конкретном случае. И только в этом случае, когда вы учтете все факторы, воспользуетесь справочными материалами, правильно смонтируете все элементы, можно будет говорить о том, что все сделано как надо!
Сечение проводов для разных условий эксплуатации
Сечения проводов удобно измерять в квадратных миллиметрах. Если грубо оценивать допустимый ток, мм2 медного провода пропускает через себя 10 А, при этом не перегреваясь.
В кабеле соседние провода греют друг друга, поэтому для него надо выбирать толщину жилы по таблицам или с поправкой. Кроме того, размеры берут с небольшим запасом в сторону увеличения, а после выбирают из стандартного ряда.
Проводка может быть открытой и скрытой. В первом варианте она прокладывается снаружи по поверхностям, в трубах или в кабель-каналах. Скрытая проходит под штукатуркой, в каналах или трубах внутри конструкций. Здесь условия работы более жесткие, поскольку в закрытых пространствах без доступа воздуха кабель нагревается сильней.
Для разных условий эксплуатации вводятся коэффициенты поправки, на которые следует умножать расчетный длительно допустимый ток в зависимости от следующих факторов:
- одножильный кабель в трубе длиной более 10 м: I = In х0,94;
- три одножильных кабеля в одной трубе: I = In х0,9;
- прокладка в воде с защитным покрытием типа Кл: I = In х1,3;
- четырехжильный кабель равного сечения: I = In х0,93.
Пример
При нагрузке в 5 кВт и напряжении 220 В сила тока через медный провод составит 5 х 1000 / 220 = 22,7 А. Его сечение составит 22,7 / 10 = 2,27 мм2. Этот размер обеспечит допустимый ток для медных проводов по нагреву. Поэтому здесь следует взять небольшой запас 15 %. В результате сечение составит S = 2,27 + 2,27 х 15 / 100 = 2,61 мм2. Теперь к этому размеру следует подобрать стандартное сечение провода, которое составит 3 мм.
Сварка алюминия и меди
Сеть профессиональных контактов специалистов сварки
Диаграмма состояния алюминий – медь свидетельствует, что в этой системе существует ряд устойчивых при комнатной температуре химических соединений: Θ-фаза (AI2Cu), η-фаза (AICu), ε2-фаза, δ-фаза (AI2Cu3), γ2-фаза (AlCu2), γ-фаза (AI4CU9), Они характеризуются высокой твердостью и низкой пластичностью. При комнатной температуре медь обладает сравнительно малой растворимостью в алюминии, несмотря на сходство в кристаллическом строении этих металлов.
Другие страницы, по теме
Сварка алюминия и меди
:
В сравнении с сочетанием алюминия с другими металлами (например, никелем, железом) для взаимодействия алюминия с медью характерны большие скорости роста прослоек интерметаллидов и малая продолжительность латентного периода. Температурная зависимость последнего имеет вид
τп = 3,8 * 10-8 ехр(130 / RT).
Кинетика роста промежуточных фаз описывается уравнением
у =9,1*105 ехр(100 / RT)τ – 3,46 * 102 ехр(30 / RT).
Эта зависимость хорошо согласуется с экспериментальнымиданными.
Наличие латентного периода позволяет получать высококачественное соединение непосредственно алюминия с медью, такими методами сварки давлением, которые используют относительно невысокие температуры при малой продолжительности воздействия. Отмеченные закономерности возникновения и роста интерметаллидных прослоек ведут к тому, что для каждого способа существует достаточно узкий диапазон значений технологических параметров режимов сварки и температурновременных условий эксплуатации биметаллического соединения. Работа биметалла Аl + Cu допускается при температуре, не превышающей 400oС, во избежание интенсивного роста диффузионного слоя и резкого ухудшения механических свойств. При нагреве выше указанной температуры в соединении алюминий + Л96 по мере ее роста и увеличения продолжительности выдержки образца идет образование δ-фазы, которая диффундирует в латунь, в результате чего появляются γ2-фаза и α-твердый раствор. Насыщение δ-фазы с другой стороны алюминия ведет к образованию Θ-фазы.
В связи с тем что существуют достаточно пластичные сплавы системы Аl – Cu, содержащие до 7 % Cu, и бронзы с содержанием до, 10% Аl перспективно такое ведение процесса сварки плавлением, когда содержание меди в сварном шве не будет превышать 6 … 8 %.
Хорошей растворимостью в рассматриваемых материалах обладают серебро, цинк, кремний. Их бинарные диаграммы состояния достаточно просты. При нормальной температуре алюминий с цинком и кремнием являются двухфазными, образуя эвтектику. В системе AI – Ag установлено существование α-, β-, γ-, δ-фаз и соединения Ag3Al. Серебро хорошо растворимо как в алюминии, так и в меди. Содержание цинка в алюминии при 275oС составляет 31,6 %, в меди – 38 % (454oС). Растворимость кремния в алюминии 1,65 % (577oС), в меди – 5,2 % (548oС).
Склонность к образованию химических соединений – основной осложняющий фактор при сварке алюминия с медью. Особенности сочетания физических свойств меди и алюминия таковы, что в большинстве случаев не вызывают дополнительных осложнений. Так, разница в 1,5 раза коэффициентов термического расширения не при водит к опасности разрушения соединения, так как оба материала высокопластичны. При изменении температуры оба материала проявляют одинаковые тенденции к изменению механических свойств, при низких температурах сохраняют высокую пластичность. Коэффициент тепло- и температуропроводности меди с повышением температуры в диапазоне 0 …600oС несколько снижается, а для алюминия возрастает почти в 2 раза в диапазоне 150…600oС. При 500oС значение коэффициента теплопроводности выравнивается, а при дальнейшем росте температуры значение этого параметра для алюминия становится выше.
Оксиды меди менее химически стойки. Упругость паров диссоциации для Cu2O при 727oС составляет 1,8 . 10-1 Па, для CuО при 900oС равна 1,18 . 10-3 Па, для АI2O3 при 727oС 1,5 . 10-15 Па. Толщина оксидной пленки на меди в 1,5 – 2 раза больше, чем на алюминии. На воздухе при нагреве СuО стремится перейти в Сu2O.
Сварка алюминия и меди проводится различными методами сварки давлением и плавлением.
Сварка давлением осуществляется методами холодной сварки, прокаткой, трением, ультразвуком, диффузионной, магнитно-импульсной, взрывом.
Холодная сварка алюминия и меди применяется главным образом для местного плакирования алюминиевых деталей медью (токоведущие элементы трансформаторов, шинопроводы, токоподводы к электролизерам) точечной сваркой, получения стыковых соединений проводов, шин и других элементов компактных сечений. Материал заготовок – технически чистая медь и алюминий.
Методом холодной прокатки получают биметаллические листы, полосы (карточная и рулонная прокатка). Степень обжатия при сварке прокаткой 60 … 75 %.
В связи с необходимостью создания в зоне соединения направленного течения металла эта специфика процесса налагает определенные ограничения на соотношения толщин исходных заготовок. В связи с этим получить листовой материал при толщине >4 мм и малой толщине плакирующего слоя затруднительно или невозможно. Для электротехнической промышленности получают слоистый материал с минимальной толщиной медного покрытия 0,1 … 0,8мм.
При местном плакировании медью алюминиевых деталей точечной холодной сваркой глубина вдавливания пуансона в 2 – 3 раза превышает толщину плакирующей меди. Особых ограничений на толщину алюминиевых деталей в этом случае нет. Недостаток метода наличие вмятин от инструмента на поверхности детали.
Принципиальных ограничений на размеры сечений при сварке встык, кроме возможностей самого оборудования, нет. Реально сваривают элементы с площадью сечения до 1000 мм 2. Техника подготовки и сварки не отличается от общих технологических закономерностей холодной сварки.
При этом способе сварки образование интерметаллидов исключено, так как процесс идет без предварительного нагрева.
Более широкая номенклатура толшин и материалов заготовок для изготовления слоистых листов может быть получена горячей прокаткой. Заготовки при этом нагревают до 450°С. Для защиты металла (меди) от окисления используют двухстадийный процесс: предварительное обжатие при первом проходе на 65 …80 % от суммарного обжатия для уменьшения контакта с воздухом рабочей поверхности медной заготовки; прокатку нагретого пакета в вакууме, вакуумированных конвертах, аргоне.
Распространен способ горячей про катки, когда нагреву подвергается только алюминиевая заготовка, а холодные плакирующие медные листы накладываются непосредственно перед операцией обжатия. Такой прием снижает степень окисления. Обжатие ведется двухстадийно: на первом проходе 40.. .45 %. Суммарное обжатие 75 %.
Горячей прокаткой получают плакированный алюминий при толщине медного слоя 1,5 … 2,5 мм. Для улучшения механических свойств (повышения предела прочности >100 МПа и угла загиба до 110… 180°) многослойные листы подвергаются термической обработке при температуре 250…270оС в течение 2 … 8 ч.
Положительные результаты дает использование барьерного слоя из аустенитной стали (12Х18Н10Т), позволяющего избежать охрупчивание и сохранить прочность алюмомедного листа даже после нагрева до 500оС.
При сварке трением и ультразвуковой номенклатура свариваемых алюминиевых и медных сплавов шире. Основная особенность, присущая этим методам, состоит в том, что в силу их специфики из зоны соединения непрерывно идет эвакуация нежелательных продуктов взаимодействия материалов (интерметаллидов). При сварке трением меди со сплавом АМц на шлифах наблюдается прерывистая узкая (1,5 мкм) зона интерметаллидов.
Сварка трением налагает ограничения на конфигурацию сечения заготовок.
Для получения высококачественного соединения необходимыми условиями являются перпендикулярность поверхности торца к оси заготовки и предварительное снятие наклепа путем отжига, удаления окалины и обезжиривания трущихся поверхностей. Алюминиевую заготовку размещают в осадочной матрице, что позволяет компенсировать различия в пластических свойствах свариваемых материалов. Цикл давления – ступенчатый. Проковка дает дополнительные возможности разрушения и частичной эвакуации из плоскости стыка интерметаллидной прослойки. Для диаметров заготовок 20 … 30 мм давление при нагреве и осадке соответственно 30.. .40 и 110…200 МПа. Суммарная осадка 14 …20 мм. Получаемое соединение при испытаниях разрушается по алюминию.
При ультразвуковой сварке соединение выполняется внахлестку точками или непрерывным швом. В силу специфики процесса толщина заготовки, со стороны которой подводятся колебания, ограничена величиной порядка 1,2 … 1,5 мм из-за гистерезисных потерь в толще материала.
Диффузионная сварка меди с алюминием и некоторыми его сплавами дает доброкачественные соединения при максимально возможном ограничении температуры нагрева, времени сварки и при использовании барьерных подслоев и покрытий. В качестве материала таких слоев можно использовать цинк, серебро, никель.
При сварке взрывом из-за кратковременности взаимодействия материалов при высоких температурах интерметаллиды не успевают образоваться или их количество незначительно. Сварные швы обладают высокими механическими свойствами. Прочность соединения при этом выше прочности основного материала в результате наклепа и большей протяженности поверхности сцепления из-за ее волнистости. Процесс позволяет получать нахлесточные соединенная в различных вариантах по практически любой площади. Ограничения налагаются на максимальную толщину метаемой заготовки из-за опасности ее разрушения при образовании второго перегиба в процессе деформирования под воздействием продуктов разложения взрывчатых веществ (ВВ). Ограничения на минимальную толщину заготовки связано с появлением нестабильности процесса детонации при чрезмерном уменьшении толщины слоя ВВ.
Магнитно-импульсная сварка алюминия и меди имеет схожую со сваркой взрывом при роду образования соединения, что позволяет получать доброкачественные соединения с минимальным количеством интерметаллидной фазы. Наиболее просто свариваются телескопические соединенная. Толщина и диметр заготовок ограничены возможностями оборудования (главным образом емкостью конденсаторных батарей, долговечностью индуктора). Реально сваривают трубные заготовки диаметром до 40 мм при толщине стенки порядка 1,0 … 0,2 мм.
Сварка плавлением может осуществляться только в том случае, когда обеспечивается в основном плавление алюминия. Это может позволить получать в шве металл с ограниченным (6 … 8 %) содержанием меди, что обеспечивает оптимальное сочетание свойств соединений. Основные пути решения задачи: применение рюмкообразной разделки кромок, снижение опасности перегрева металла в корне шва, легирование металла шва рением, цинком, использованиебарьерных подслоев.
Нанесение на медную кромку электролитическим путем слоя цинка толщиной порядка 60 мкм при аргонодуговой сварке позволяет снизить содержание меди в шве до 1% и в 3 – 5 раз уменьшить протяженность интермегаллидной прослойки со стороны меди (до 10 … 15 мкм). Кромка медной заготовки при этом разделывается под углом 60°. Введение цинка через присадку при аргонодуговой сварке под флюсом при водит к тому, что содержание меди ≤12 %, а количество цинка в шве может достигать 30%. Соединения, получаемые в таких случаях, разрушаются при испытании по алюминию вдали от шва.
Электролитическое нанесение на медную кромку слоя олова или цинка при сварке металла малой толщины (3 … 8 мм) позволяет получать хорошие соединения, так как слой покрытия, выполняющий роль барьера, кроме того создает перед движущейся волной жидкого металла прослойку, облегчающую смачивание поверхности расплавом алюминия.
Есть опыт создания более сложных покрытий: нанесение электролитическим путем на медную заготовку слоя никеля толщиной порядка 50 мкм и затем алитирование в расплаве алюминия (Т = 810 …820оС, время 10 … 20 с). Возможно покрытие поверхности меди оловом или свинцово-оловянистым припоем методом лужения.
Легирование шва кремнием при аргонодуговой сварке проводят через присадочный металл (проволока типа АК5).
Применение более жестких режимов сварки, чем необходимо для сварки алюминия, способствует получению удовлетворительного качества соединения. С уменьшением скорости сварки увеличивается переход меди в шов, растет время пребывания зоны контакта материалов при температуре интенсивного роста интерметаллидов. Рекомендуется выбирать погонную энергию из соотношения: q / V = (18,8 … 20,9)δ, где δ – толщина свариваемого материала.
Смещение электрода в сторону более теплопроводной меди должно составлять (0,5 – 0,6) δ.
Copyright. При любом цитировании материалов Cайта, включая сообщения из форумов, прямая активная ссылка на портал weldzone.info обязательна.
Алюминий — Коэффициент линейного расширения в зависимости
Активность изотопов 76 Актиниды — Свойства 14 Алитирование стали 291—294 Алюминий — Коэффициент линейного расширения в зависимости от температуры 403 [c.539]Зависимость коэффициента линейного расширения алюминия высокой чистоты от температуры [c.8]
Зависимость коэффициента линейного расширения алюминия высокой чистоты (ВЧ) и технического (Т) марок АД и АД1 от температуры [c.11]
Коэффициент линейного расширения алюминия в зависимости от температуры [c.242]
Для создания металлических КМ с еще более малой плотностью применяется магний. Композиционные материалы на основе магния на 30% легче, чем сплавы алюминия. У металлических КМ на основе магния хорошие удельные свойства, стабильный температурный коэффициент линейного расширения в широком диапазоне температур, что достигается за счет комбинаций свойств матрицы и волокна и может регулироваться в зависимости от конкретных условий использования. Такие материалы можно получать в форме отливок, включая плоские плиты, трубы, прутки и изделия специальной формы. [c.874]
По-видимому, будет поучительно вернуться к 1.7 и вспомнить общий характер изменения модуля упругости Е, температурного коэффициента линейного расширения а и произведения Еа в зависимости от гомологической температуры (отношения абсолютной температуры Т к температуре плавления Тт), изображенного для алюминия и железа на рис. 13.1, 13.2, а также вспомнить изменение кривой напряжение — деформация , охватывающей переход от упругого к пластическому диапазону деформаций, и изменение предела текучести в зависимости от температуры (см. пример для никелевой стали, приведенный на рис. 13.3, 13.4), [c.458]
На рис. 213 представлены зависимости влияния различных легирующих присадок на коэффициент линейного расширения алюминия в интервале температур 20—100° С. Как следует из рис. 213, бериллий, железо, никель, хром и кремний в значительной степени понижают к. л. р. алюминия [15—17]. Наиболее сильное влияние из указанных элементов оказывает железо. Магний [c.491]
С повышением температуры характер влияния легирующих элементов на коэффициент линейного расширения алюминия при условии отсутствия фазовых превращений сохраняется. На рис. 215 представлены температурные зависимости коэффициента линейного расширения бинарных систем А1—Си, А1—Fe, А1—Ni, Al-Si 115]. [c.493]
Физические свойства металлов и сплавов определяются удельным весом, коэффициентами линейного и объемного расширения, электропроводностью, теплопроводностью, температурой плавления и т.д. Например, в зависимости от технических требований к конструкции детали подбирают сплавы, обладающие теми или иными физическими свойствами, например низким удельным весом (сплавы алюминия и магния), высокой температурой плавления (сплавы титана, ниобия, вольфрама), хорошей теплопроводностью (сплавы меди) и т. д. [c.12]Большое влияние на физико-механические свойства отвержденной композиции оказывают наполнители, количество и материал которых подбираются в зависимости от назначения требуемых свойств композиции. Один из наполнителей, например железный порошок, повышает твердость, другие, например графит, увеличивают теплопроводность, тальк — износостойкость и т. д. Подбором наполнителей можно повысить адгезию композиции с металлом, сблизить коэффициенты линейного термического расширения композиции и металла, снизить усадку. Кроме того, введение в состав композиции наполнителей снижает ее стоимость. В качестве наполнителей используются порошки тонкоизмельченного чугуна, стали, алюминия, молотой слюды, талька, кварцевого песка, измельченного асбеста, графита, стекловолокна, стеклоткани. [c.304]Физические свойства САП — электропроводность, теплопроводность и коэффициент термического расширения — связаны линейной зависимостью с содержанием AI2O3, и их значения уменьшаются по мере его повышения. Электропроводность и теплопроводность сплава САП-3 выше, чем у стандартных алюминиевых сплавов (Д19, Д20), и составляет 70-75 % от соответствующих значений технического алюминия. [c.297]
лекции по курсу Электротехнические материалы
Проводниковые материалы
6.1. Общие свойства проводников. Температурный коэффициент сопротивления, потери, нагрев проводников.
6.2. Материалы для проводов. Медь. Алюминий.
6.3. Материалы для контактов.
6.4. Материалы с малым температурным коэффициентом сопротивления. Материалы для термопар.
Хотя, как известно, электроэнергия передается не по проводникам, а по диэлектрическому пространству между проводниками, тем не менее, проводники необходимы для направления потоков этой энергии.
6.1. Общие свойства проводников. Температурный коэффициент сопротивления, потери, нагрев проводников.
в начало лекции
Основная характеристика проводника – это его электропроводность.
Как известно, и мы рассматривали этот вопрос на 2 лекции, в любом теле при приложении напряжения должен протекать ток в соответствии с выражением, определяющим плотность тока
(6.1)
Здесь ni – концентрация носителей заряда i-ого сорта, qi – значение заряда, vi – скорость заряда. Для металлов носителями заряда являются электроны. Примерное количество электронов в металле составляет около 1022 шт/см3. Если оценить концентрацию атомов типичного металла, то она составит примерно те же значения. Это означает, что все атомы ионизованы и электроны не принадлежат каждому атому, а обобществлены во всем кристалле. Классическая теория металлов рассматривала электроны как идеальный газ, частицы которого сталкиваются с дефектами решетки, колебаниями атомов, за счет чего их скорость остается ограниченной в электрическом поле. До столкновения электрон должен ускоряться в течение времени t. Можно показать, что длина свободного пробега, из классической механики, составит
(6.2.)
Заряд, который протекает через единичную площадку в течение времени t заполняет цилиндр длиной l с плотностью n. Приравнивая l n произведению плотности тока на длительность t, получим.
| J = | (6.3.) |
Из этого выражения следует закон Ома для металлов, выражение для удельной электропроводности будет иметь вид
(6.4.)
Если те же операции провести для переноса тепла электронным газом, то значение удельной теплопроводности k составит
(6.5)
Здесь k – постоянная Больцмана, Т – температура. Отсюда можно получить, что известная из практики закономерность, что чем больше электропроводность металла, тем больше его теплопроводность имеет под собой теоретическое обоснование. Действительно, поделив выражение (6.5) на (6.4.) и дополнительно разделив на Т получим, т.н. число Лоренца
L =k ¤ (s×Т) = 3(k/e)2,
т.е. теплопроводность и электропроводность пропорциональны друг другу. Действительно, измеренные числа Лоренца для разных металлов слабо отличаются друг от друга.
Экспериментальные значения удельной электропроводности металлов, по порядку величины составляют (108 – 107) См/м.
Для практики важно, что электропроводность металлов зависит от температуры. Экспериментально установлено в ряде случаев, что эта зависимость близка к линейной зависимости. Обычно ее приводят в виде температурной зависимости удельного сопротивления.
r(T)= r(T0)(1+ TКr(T-T0)) (6.6)
Здесь r( T0) – удельное сопротивление при какой—то температуре T0, обычно это 20°С. TКr – температурный коэффициент удельного сопротивления. Он имеет размерность 1/К (или 1/°С), для металлов TКr всегда положителен. Оценим значимость этого фактора – температурной зависимости удельного сопротивления. Например для меди он составляет 4.3×10-3 1/К, что означает, что сопротивление удвоится при увеличении температуры на 232 градуса.
Для электрических проводов значение удельного сопротивления является самым важным фактором. Он определяет удельную мощность потерь электроэнергии в проводах, т.е. мощность в единице объема провода
рпотерь = j2×r (6.7.)
Проведем оценку для энерговыделения, например определим, через какое время материал проводов нагреется на 1 градус. Взяв в качестве материала проводов алюминий, r =2.8×10-8 Ом·м, для плотности тока возьмем два значения j=10-100 А/мм2. Получим для удельной мощности потерь рпотерь= (2.8-280) МВт/м3. Много это или мало? Мощность Новосибирской ГЭС составляет около 500 МВт в период максимальной мощности. Насколько быстро при этом нагреваются провода? Сопоставим с известным выражением для тепловой мощности, требуемой для нагрева материала dQ/dt=cddT/dt, где d -плотность материала d=2.7 103 кг/м3, с- теплоемкость, с= 386 Дж/(кг×К). Приравнивая тепловую мощность электрической мощности потерь получим
dT/dt~ (2-200) K/с
Нижняя граница, при j = 10 А/мм2 означает, что провод может нагреться примерно на 2 градуса за 1 секунду, верхняя - на 200 градусов за 1 секунду. Ясно, что второе значение плотности представляется слишком большим.
Выражение (6.7) можно привести к измеряемым величинам: току I и площади сечения провода S, пересчитав его на потери в проводе, на единице его длины (1 м)
Рпотери= I2×r/S2
В зависимости от плотности тока в проводах потери могут сильно различаться. Ясно, что при пропускании определенной мощности по линии электропередач, например для трехфазной линии Р = 3UaI, чем больше напряжение сети, тем больше мощность при том же значении тока. Поскольку потери определяются током, а передаваемая мощность произведением тока на напряжение, то выгоднее переходить на более высокие классы напряжения. Поэтому переходят на все более высокие напряжения, чтобы относительно меньшая доля энергии терялась в проводах. Однако, как будет рассказано в лекции по диэлектрическим характеристикам воздуха, невозможно бесконечно повышать напряжение.
Ясно также, что чем больше ток, тем больше мощность, причем зависимость линейная. Однако с ростом тока потери энергии растут квадратично, т.е. гораздо сильнее, чем рост передаваемой мощности. Увеличение площади сечения провода ослабляет проблему, но, с другой стороны, происходит увеличение стоимости строительства линии электропередач, т.к. стоимость цветного металла проводов значительна. Кроме того, увеличение веса проводов влечет увеличение массы опор, усложнение монтажа и т.п. В результате компромисса между увеличением потерь и увеличением строительства договорились рассчитывать провода линии на определенную компромиссную плотность тока, т.н. экономическую плотность тока. Согласно Правилам устройства электроустановок (ПУЭ), для меди она составляет 2,5 А/мм2 в случае открытых проводов при эксплуатации 1000-3000 часов в год, и снижается до 1.8 А/мм2 при эксплуатации свыше 5000 в год. Для алюминия все цифры примерно в два раза ниже. Для кабелей все определяется условиями теплоотвода через изоляцию и оболочку кабелей, в ПУЭ допустимая плотность тока нормируется для каждого вида кабелей отдельно, как правило допустимая плотность тока еще ниже.
6.2. Материалы для проводов. Медь, алюминий.
в начало лекции
Из проводниковых материалов с высокой тепло- и электро- проводностью самым замечательным материалом для проводов было бы серебро. Его удельное сопротивление при комнатной температуре составляет примерно 1.4×10-8 Ом×м, теплопроводность 418 Вт/(м×К). Однако этот материал слишком дорог и редок, поэтому серебро используют только для ответственных контактов, т.к. оно не только идеальный проводник, но и не окисляется в процессе работы, значит не ухудшаются свойства контакта со временем. Отметим, что другие, более привычные проводники, такие как медь или алюминий окисляются кислородом воздуха, превращаясь в непроводящие окислы, ухудшая или даже предотвращая омический контакт. Для проводов именно их и используют, потому что по электропроводности их можно поставить на 2-е и 3-е место после серебра.
Свойства
меди.
Медь – мягкий материал красноватого оттенка.
Атомный номер – 29
Атомная масса – 63.7
Валентность 1 и 2
Плотность при 20 °С
8.89 т/м3
Удельное сопротивление при 20 °С
1.7 10-8 Ом×м.
Температурный коэффициент сопротивления 4.3
10-3 1/К
Теплоемкость 386 Дж/(кг×К)
Теплопроводность ~
400 Вт/(м×К)
Температура плавления 1083 °С
Прочность при растяжении 200 МПа
Применение меди в энергетике достаточно широко - различные проводники, кабели, шнуры, шины, плавкие вставки, обмотки трансформаторов и катушек.
Свойства
алюминия.
Алюминий – мягкий материал светло-серого
цвета.
Атомный номер – 13
Атомная масса – 27
Валентность 3
Плотность при 20 °С
2.7 т/м3
Удельное сопротивление при 20 °С
2.8 10-8 Ом×м
Температурный коэффициент сопротивления 4
10-3 1/К
Теплоемкость 950 Дж/(кг×К)
Теплопроводность ~
200 Вт/(м×К)
Температура плавления 660 °С
Прочность при растяжении 80 МПа
Сопоставление этих материалов по наиболее важным для практики параметрам показывает, что они сильно отличаются по плотности, теплоемкости, прочности при растяжении. Любопытно, что произведение теплоемкости на плотность - мало отличается у этих материалов (~30%) Тот факт, что у алюминия мала механическая прочность вынуждает армировать алюминиевые провода стальными сердечниками. При этом ток протекает по алюминию (у стали удельное сопротивление примерно в 5-10 раз выше чем у алюминия), а механическую прочность обеспечивает сталь.
Для изготовления проводов используют алюминий, медь, бронзу, а также сочетания этих элементов со сталью. При сечении до 10-15 мм2 обычно используют однопроволочные провода, при большем сечении – много проволочные, скрученные провода. Марки проводов А, АЖ, АН, АКП, АС, Б, БрФ, М, Мк и т.п. Наиболее популярные провода для ВЛ - сталеалюминиевые марки АС, например АС 95/16 означает, что в поперечном сечении 95 мм2 алюминия и 16 мм2 стали.
6.3. Материалы для контактов.
в начало лекции
Проводники в месте контакта отличаются от проводников в объеме проводов несколькими обстоятельствами их функционирования.
Во – первых, невозможно сделать площадь контакта такой же или большей, чем площадь сечения проводов. Поэтому плотность тока и энерговыделение всегда выше в области контакта. Во-вторых, в месте контакта возникают микропробои, а иногда и макропробои, переходящие в дугу (размыкание контактов выключателя) с локальным высоким энерговыделением, что приводит к деформации материала в области контакта, локальному расплавлению и т.п. В третьих, в контакте возникает трение при движении одной части контакта о другую. В четвертых, контактные поверхности в разомкнутом состоянии не должны взаимодействовать с окружающей средой. Поэтому материалы для контактов должны обладать особыми свойствами. Они должны быть стойкими против коррозии, стойкими против электрической эрозии и уноса материала, не свариваться, иметь высокую износостойкость на истирание, легко обрабатываться, притираться друг к другу, иметь высокую тепло и электропроводность, иметь невысокую стоимость.
Идеальных материалов для контактов – нет.
Для слаботочных контактов обычно используют благородные или тугоплавкие металлы: серебро, платину, палладий, золото, вольфрам и сплавы на основе этих металлов.
Серебро - недостатком серебра является образование непроводящих серых пленок сульфида серебра в результате взаимодействия с влажным сероводородом. Другим недостатком является сваривание контактов ввиду малой температуры плавления серебра 960 ºС. Для улучшения свойств в серебро добавляют кадмий, медь, золото, палладий или кремний.
Золото, само по себе, редко используется ввиду его мягкости, хотя оно абсолютно не окисляется. В месте контакта из-за мягкости металла легко образуется эрозия, иглы из металла , унос материала. Для улучшения свойств в золото добавляют серебро (до 50%), никель и цирконий, платину. В результате можно получить неокисляемые, твердые контакты со слабой эрозией.
Вольфрам является одним из распространенных контактных материалов. Он лучше всех противостоит дуговым разрядам, практически не сваривается, (благодаря высокой температуре плавления), не изнашивается (благодаря высокой твердости). Однако вольфрам не стоек против коррозии и окисления, лучше всего работает в вакууме, в атмосфере водорода или азота. Кроме того, для контактов с малым нажатием вольфрам неприменим.
Для сильноточных контактов чистые металлы не применимы. Для них используют т.н. псевдосплавы, получаемые методами порошковой металлургии.
Псевдосплав – спеченная смесь двух порошков, один из которых является более тугоплавким. При этом более легкоплавкая компонента может расплавиться в процессе работы, но наличие каркаса из тугоплавкой компоненты удерживает жидкость за счет капиллярных сил. Легкоплавкая компонента обычно является более тепло- и электропроводной. Используют следующие псевдосплавы:
серебро-окись кадмия, серебро-графит, серебро-никель, серебро-вольфрам, медь-графит, медь-вольфрам.
Для мощных цепей контакты делают накладными, на медь укрепляют пластины из Ag+W, либо Сu+W псевдосплава.
Для мощных размыкающих контактов с большими токами дуги (до 100 кА) используют медь-графит контакты. Они хуже свариваются, однако сильно изнашиваются под действием дуги. Псевдосплав с большим количеством графита (более 5%) используется в качестве щеток в скользящих контактах.
6.4. Материалы с малым температурным коэффициентом сопротивления. Материалы для термопар.
в начало лекции
Возвращаясь к температурному коэффициенту для проводниковых резистивных материалов следует упомянуть о существовании материалов с практически нулевым температурным коэффициентом сопротивления. Это манганин, материал для точных прецизионных резисторов, и константан. В самом названии константана заложена информация о постоянстве сопротивления. Состав манганина – марганец 11.5-13.5%, никель – 2.5-3.5%, остальное – медь. Состав константана - никель – 40%, марганец 1-2%, остальное – медь.
По составу родственными являются материалы, используемые для термопар. Это хромель - сплав никеля и хрома (90% Ni + 10% Cr), алюмель - сплав никеля (94%) с алюминием, кремнием и марганцем, копель – сплав меди с кобальтом и никелем. Используются также константан и платина. Если к концам проволочки из одного из таких материалов приварить проволочки из другого материала, получится термопара, а места спаев поддерживать при разной температуре, то на на разомкнутых концах проволочки появится ЭДС, так называемая термоЭДС. Это называется эффект Зеебека. Значение термоЭДС, в зависимости от сочетаний материалов составляет примерно 1-10 мВ при разнице температур 100 К. Если поместить один спай при известной температуре, то измерение возникающего напряжения позволяет определить температуру того места, где находится второй спай.
(PDF) Диффузия меди по границам зерен в алюминии
РОССИЙСКИЙ ЖУРНАЛ ЦВЕТНЫХ МЕТАЛЛОВ Vol. 50 № 2 2009
ДИФФУЗИЯ МЕДИ ПО ГРАНИЦАМ ЗЕРНА В АЛЮМИНИИ 137
опубликованных работ по ГБД Cu в Al представлены
в таблице 2 и на рис. 6.
Среднее значение энергии активации по всем данным
составляет ~ 90 кДж / моль, что несколько ниже наших результатов
и составляет примерно 0.7 энергии активации
объемной диффузии.
Как правило, для поликристаллических образцов это соотношение на
меньше (около 0,5 [17]).
ВЫВОДЫ
Зернограничная диффузия меди в алюминии
в интервале температур 300–400 ° C составила
методом EPMA. Параметры
зернограничной диффузии были определены для значений
тройного продукта, полученных путем измерения концентрации Cu
и углов при вершине профиля изоконцентрации
(ψ), sδD
gb
= 5.1 × 10
–11
×
exp [102000 / (RT)] и 1,4 × 10
–11
×
exp [-94000 / (RT)] м
3
/ с , соответственно. Сравнение
с литературными данными показало, что энергии активации
г во всех работах близки и лежат в диапазоне от 77
до 102 кДж / моль.
СПИСОК ЛИТЕРАТУРЫ
1. Мишин Ю.В. Дефект Дифф. Форум, 2001, т. 194–199,
с. 113–1126.
2.Фазовые диаграммы бинарных сплавов, Massalski, T.B., Ed.,
Ohio: Materials Park, ASM International, 1990, vol. 1.
3. Диффузия в твердых металлах и сплавах, Mehrer, H. и
Bornstein, L., Eds., Berlin: Springer, 1990, vol. 26.
4. Каур И. и Густ В. Справочник по зерновым и межфазным граничным диффузионным данным
, Штутгарт: Циглер,
1989.
5. Ополовников В. , Кольчугин А.В., Гальваномех.
Обраб. Поверхности, 1994, т.3, вып. 4, стр. 5.
,6. Каур, И., Густ, В., Основы зерновой и межфазной граничной диффузии, Штутгарт: Зиглер, 1989.
7. Харрисон Л.Г., Trans. Faraday Soc., 1961, т. 57,
с. 1191.
8. Fisher, J.C., J. Appl. Физ., 1951, т. 22, стр. 74.
9. Фудзикава С., Хирано К., Defect Diffus. Форум,
1989, т. 66–69, с. 453.
10. Пшибилович К., Тезисы докладов, Proc. 2-й Int.
Symp.Reinststoffe in Wissenshchaft, Drezden, 1965,
Kunze, J., Pegel, B., Schlaubitz, K., and Schulze, D.,
Eds., Berlin: Akademie, 1967, vol. 3, стр. 587.
11. Ho, P.S. and Howard, J.K., J. Appl. Физ., 1974, т. 45,
с. 3229.
12. Вайлдман, Х.С., Ховард, Дж. К., и Хо, П. С., J. Vac. Sci.
Технол., 1975, т. 12, стр. 75.
13. Ступника Х., Пшибилович К., Metalurgia
Odlewnictwo, 1980, vol. 6, стр. 277.
14.Brailsford, A.D., Aaron, H.B., J. Appl. Физ., 1969,
,т. 40, стр. 1702.
15. Goldman, J., Aaronson, H.I., and Aaron, H.B., Met.
Пер., 1970, т. 1, стр. 1805.
16. Чемберлен, М. и Lehozky, S.L., Thin Sol. Фильмы,
1977, т. 45, стр. 189.
17. Бокштейн Б.С., Копецкий Ч.В., Свиндлер-
человек Л.С. Термодинамика и кинетика границ зерен в мет-
аллах. М .: Металлургия, 1986.
0.00220.00180.00140.0010
1 / T, K
–1
–40
–65
–45
–50
–55
–60
bn (s
) [м
3
/ с]
1
2
3
4
5
6
7
8
Рис.
, выпрямленный уравнением Аррениуса.(1, 2) Наши результаты
, полученные (1) по углу ψ и (2) по концентрации Cu;
(3) [10], (4) [11], (5) [12]; (6) [14]; (7) [15] и (8) [16].
Алюминий – другой проводник
% PDF-1.6 % 126 0 объект > / Метаданные 175 0 R / Страницы 123 0 R / StructTreeRoot 32 0 R / Тип / Каталог / Viewer Настройки >>> эндобдж 175 0 объект > поток False11.08.542018-09-12T15: 03: 08.617-04: 00 Библиотека Adobe PDF 15.0Eatonfe83de69ea8a0d74e3961c1c5c4dbe1975a0a36872744 Adobe InDesign CC 13.1 (Macintosh) 2018-09-12T12: 19: 02.000-05: 002018-09-12T13: 19: 02.000-04: 002018-09-11T09: 37: 01.000-04: 00application / pdf2018-06-22T12: 01: 25.765-04: 00
РЕШЕНО: Данные и расчеты: (4 балла) WnInA CLMM 0,36 Медь 700 93,1 75,5 Аум 700 88 – U 27 5 В чем единица теплового коэффициента линейного расширения? ([пт) Рассчитайте для меди и алюминия и сравните с теоретическими значениями.учитывая, что (cuTheoretical 17 Как сравнивались коэффициенты линейного расширения меди и алюминия? Как вы это интерпретируете? 135 баллов) Объясните, как линейное расширение металлических стержней можно использовать в качестве термометра. Какие могут быть проблемы с этим методом? ([.5 pt) Большая часть материала расширяется при нагревании_. Что вы можете сделать для материалов, которые сжимаются при нагревании? (1,5 балла) Когда ртутный (Hg) термометр помещен в горячую воду. уровень ртути сначала падает, а затем начинает повышаться.Почему? ([0,5 балла) Стальной мост имеет длину 1280 м. Каково полное расширение мостов при изменении температуры от 0 ° C до 40 ° C. При этом & Steel 124 + 10
Биметаллическая полоса состоит из двух скрепленных друг с другом лент из разных металлов. (а) Сначала предположим, что полоса изначально прямая. Когда полоса нагревается, металл с более высоким средним коэффициентом расширения расширяется больше, чем другой, заставляя полоску образовывать дугу с внешним радиусом, имеющим большую окружность (рис.Pl9.40a, стр. 550). Выведите выражение для угла изгиба $ \ theta $ как функции начальной длины полос, их средних коэффициентов линейного расширения, изменения температуры и расстояния между центрами полос $ \ left (\ Delta r = r_ {2} -r_ {1} \ right) $ (b) Покажите, что угол изгиба уменьшается до нуля, когда $ \ Delta T $ уменьшается до нуля, а также когда два средних коэффициента расширения становятся равными. (c) Что, если? Что будет, если полоску охладить? (d) Рисунок $ \ mathrm {P} 19.40 \ mathrm {b} $ показывает компактную спиральную биметаллическую ленту в домашнем термостате. Если $ \ theta $ интерпретируется как угол дополнительного изгиба, вызванного изменением температуры, уравнение из части (а) также применимо к нему. Внутренний конец спиральной полосы закреплен, а внешний конец может свободно двигаться. Предположим, что металлы – это бронза и инвар, толщина полосы составляет $ 2 \ Delta r = 0.500 \ mathrm {mm}, $, а общая длина спиральной полосы составляет $ 20.0 \ mathrm {cm}. $ Найдите угол, под которым свободный конец полосы поворачивается при изменении температуры на 1 ° С.Свободный конец полоски поддерживает капсулу, частично заполненную ртутью, что видно над полоской на рисунке Pl9.40b. Когда капсула наклоняется, ртуть перемещается из одного конца в другой, замыкая или размыкая электрический контакт, включая или выключая печь.
Теплопроводность обычных сплавов в упаковке электроники
Теплопроводность обычных сплавов в упаковке электроники
Джим Уилсон, младший технический редактор
| Имущество | Теплопроводность | CTE (ppm / ° C) |
| Медь | 395 | 17.1 |
| Алюминий | 200 | 23,5 |
| CuMo | 160–185 | 7,0-9,0 |
| CuW | 180-220 | 6,5-8,5 |
| Ковар | 17 | 5,9 |
| Сплав 42 | 12-15 | 4-6 |
| Инвар + серебро | 130 | 7.2 |
| Ковар + Серебро | 110 | 7 |
| AlSiC | 150-200 | 8-15 |
| Алюминий Кремний | 120–160 | 7-17 |
| Бе-БеО | 200–260 | 6-9 |
| Al-графитовые волокна | 190–240 | 4-8 |
| Медно-графитовые волокна | 300-400 | 5-9 |
| Al-Diamond | 300-500 | 7-10 |
| Ag-Diamond | 450-600 | 5-8 |
Таблица 1.Сплавы с теплопроводностью и КТР, соответствующие корпусу электроники
В таблице 1 перечислены несколько металлических сплавов, используемых в корпусе электроники
, и их приблизительные значения теплопроводности и КТР
.
трудно определить точные значения теплопроводности
из-за различий в зеренной структуре и составе сплава
. Некоторые из этих сплавов являются собственностью
производителя и не широко доступны из нескольких источников
. Следовательно, инженеры-теплотехники
часто вынуждены полагаться на
значений теплопроводности, предоставленные производителем.К сожалению, производители
не всегда стараются указать для
температуру испытания и состав сплава. Следует признать
, что этот список представляет собой всего лишь репрезентативную выборку
имеющихся материалов, и продолжение исследований
, вероятно, расширит доступный выбор.
Некоторые композиты доступны в виде ламинатов или
с непрерывными волокнами (например, графита) и будут иметь
неизотропных свойств. Кроме того, состав
некоторых из этих композитов может быть отрегулирован
, чтобы выбрать желаемый КТР, и, учитывая широкий диапазон возможных комбинаций
, заинтересованному читателю
рекомендуется обратиться к [1].Столбцы предшествующих технических данных
в ElectronicsCooling включают [4]
, в котором перечисляется теплопроводность материалов выводной рамки, и [5] и [6], которые охватывают коэффициент теплового расширения.
Металлические сплавы имеют долгую историю изготовления упаковки для электроники, особенно
для упаковки дорогостоящих компонентов. Требования, которые приводят к выбору металла
, включают долговечность корпуса, необходимость в герметичной среде в корпусе, сложную геометрию
, требующую сложной механической обработки, электрическое и радиочастотное заземление,
и, конечно же, тепловые характеристики.Сплавы спроектированы так, чтобы иметь желаемые свойства
, которые отличаются от свойств исходных материалов. Одно интересное механическое свойство
– это коэффициент теплового расширения (КТР).
Проблемы надежности упаковки требуют понимания и учета различий в КТР материалов
в упаковке. Полупроводники имеют
относительно низких коэффициентов расширения (Si ~ 2,8 ppm / ° C и GaAs ~ 6 ppm / ° C при комнатной температуре
). Стандартными вариантами теплораспространяющих металлов являются алюминий
и медь (КТР ~ 23 ppm / ° C и ~ 17 ppm / ° C, соответственно, при комнатной температуре
).Выполнение прямого прикрепления полупроводника к металлу
без податливого крепежного материала часто приводит к чрезмерному напряжению. Потребность
в металлах с более низким КТР привела к разработке металлических сплавов с КТР
ниже, чем у меди или алюминия.
Обычные сплавы, ограничивающие КТР, используемые в приложениях для распределения тепла
– это «тугоплавкие сплавы», такие как медь, молибден (CuMo) или медь
, вольфрам (CuW). Обычно тугоплавкий металл составляет около 75-85% от соединения
, что приводит к более низкому КТР, но проводимость
также снижается по сравнению с чистой медью.Эти сплавы
сравнительно тяжелые и дорогие, и разработка альтернатив продолжается.
Список литературы
ElectronicsCooling, май 2005 г., том 11, № 2.
Artec House, Норвуд, Массачусетс, 1988 г.
», CRC Press, Boca Raton, FL, 1998
ElectronicsCooling, май 1997 г., том 3, № 2.
ElectronicsCooling, сентябрь 1997 г., том 3, № 3.
ElectronicsCooling, январь 1998 г., том 4, № 1.
Какой коэффициент теплового расширения у алюминия? – MVOrganizing
Какой коэффициент теплового расширения у алюминия?
23
Что такое КТР алюминия?
Коэффициент теплового расширения (КТР) 10-6 (° C) -1.10-6 (° F) -1. Алюминиевый сплав 1100. 23.6.
Каков коэффициент объемного расширения алюминия при 20 ° C?
23,1 69
Что такое коэффициент теплового расширения металлов?
Термическое расширение некоторых распространенных металлов Рекламные ссылки. Коэффициент линейного теплового расширения – это отношение длины на градус температуры к длине.
Какая жидкость нарушает принцип теплового расширения?
Важно отметить, что вода не подчиняется правилу теплового расширения.Вода расширяется при замерзании, потому что кристаллическая структура льда занимает больше места, чем жидкая вода.
Какой металл имеет наибольшее тепловое расширение?
алюминий
Какой металл расширяется больше всего?
Обращаясь к таблице коэффициентов линейного расширения (CLE) для чистых металлов, можно обнаружить, что металлический калий расширяется больше всего, поскольку он имеет…
Расширяется ли медь при нагревании?
Медные трубки, как и все материалы трубопроводов, расширяются и сжимаются при изменении температуры.Следовательно, в системе с медными трубами трубопровод может изгибаться или изгибаться при расширении, если в систему не встроена компенсация. Опасные напряжения, коробление и изгиб предотвращаются за счет установки расширительных петель.
При усадке медь охлаждается?
Медные трубки, как и все материалы трубопроводов, расширяются и сжимаются при изменении температуры. Трубы обычно расширяются при нагревании и сжимаются при охлаждении. Это вызвано расширением молекулярной структуры из-за увеличения кинетической энергии при более высокой температуре, что приводит к большему перемещению молекул.
Насколько медь расширяется при нагревании?
Петли расширения Расчет расширения и сжатия должен основываться на среднем коэффициенте расширения меди, который составляет 0,0000094 дюйма на дюйм на градус по Фаренгейту, между 70 ° F и 212 ° F.
Алюминиевая проволока расширяется больше, чем медь?
Алюминиевая проводка имеет более высокое тепловое расширение, чем медная проводка, что приводит к большему расширению.
Латунь расширяется больше, чем алюминий?
Не все металлы расширяются одинаково при нагревании в одном диапазоне температур, например.грамм. алюминиевый сплав расширяется больше, чем чугун; медь и латунь расширяются больше, чем низкоуглеродистая сталь. Коэффициент линейного расширения – это увеличение единицы длины материала при повышении его температуры на 1 градус C.
Имеет ли алюминий высокое тепловое расширение?
Хотя все материалы расширяются при нагревании, не все они расширяются в одинаковой степени. Степень расширения материала при нагревании описывается его коэффициентом теплового расширения. Например, алюминий расширяется от 21 до 24 микрометров на метр, если вы увеличиваете его температуру на 1 градус Цельсия.
При какой температуре алюминий будет деформироваться?
Как и сталь, алюминиевые сплавы становятся слабее при повышении температуры эксплуатации. Но алюминий плавится всего при температуре около 1260 градусов, поэтому к тому времени, когда температура достигает 600 градусов, он теряет примерно половину своей прочности.
При какой температуре алюминий становится пластичным?
Хотя чистый алюминий химически более устойчив, чем железо и сталь, чистый алюминий также намного слабее. Алюминий очень ковкий, то есть его легко гнуть, поэтому он не подходит для прямой замены стали.При температуре всего 1220 градусов по Фаренгейту алюминий, безусловно, имеет самую низкую температуру плавления из всех металлов, используемых в промышленности.
Алюминий расширяется больше, чем сталь?
Алюминий при нагревании расширяется намного больше, чем сталь. Замерзание сжимает алюминий только для того, чтобы крепче удерживать сломанную гонку? Попробуйте нагреть алюминий с помощью теплового пистолета, горелки, утюга или чего-нибудь еще. Алюминий расширится (3 раза), а сталь – меньше (2 раза), и подшипник должен выйти.
Расширяется ли воздух при нагревании?
Чем быстрее движутся молекулы, тем горячее воздух.Поскольку молекулы нагреваются и движутся быстрее, они расходятся. Таким образом, воздух, как и большинство других веществ, расширяется при нагревании и сжимается при охлаждении.
Произошла ошибка при установке пользовательского файла cookie
Этот сайт использует файлы cookie для повышения производительности. Если ваш браузер не принимает файлы cookie, вы не можете просматривать этот сайт.
Настройка вашего браузера для приема файлов cookie
Существует множество причин, по которым cookie не может быть установлен правильно.Ниже приведены наиболее частые причины:
- В вашем браузере отключены файлы cookie. Вам необходимо сбросить настройки своего браузера, чтобы он принимал файлы cookie, или чтобы спросить вас, хотите ли вы принимать файлы cookie.
- Ваш браузер спрашивает вас, хотите ли вы принимать файлы cookie, и вы отказались. Чтобы принять файлы cookie с этого сайта, нажмите кнопку «Назад» и примите файлы cookie.
- Ваш браузер не поддерживает файлы cookie. Если вы подозреваете это, попробуйте другой браузер.
- Дата на вашем компьютере в прошлом.Если часы вашего компьютера показывают дату до 1 января 1970 г., браузер автоматически забудет файл cookie. Чтобы исправить это, установите правильное время и дату на своем компьютере.
- Вы установили приложение, которое отслеживает или блокирует установку файлов cookie. Вы должны отключить приложение при входе в систему или проконсультироваться с системным администратором.
Почему этому сайту требуются файлы cookie?
Этот сайт использует файлы cookie для повышения производительности, запоминая, что вы вошли в систему, когда переходите со страницы на страницу.Чтобы предоставить доступ без файлов cookie потребует, чтобы сайт создавал новый сеанс для каждой посещаемой страницы, что замедляет работу системы до неприемлемого уровня.
Что сохраняется в файле cookie?
Этот сайт не хранит ничего, кроме автоматически сгенерированного идентификатора сеанса в cookie; никакая другая информация не фиксируется.
Как правило, в файле cookie может храниться только информация, которую вы предоставляете, или выбор, который вы делаете при посещении веб-сайта.Например, сайт не может определить ваше имя электронной почты, пока вы не введете его. Разрешение веб-сайту создавать файлы cookie не дает этому или любому другому сайту доступа к остальной части вашего компьютера, и только сайт, который создал файл cookie, может его прочитать.
Факторы, влияющие на свойства сварных швов Al-Cu из-за образования интерметаллических соединений | Международный журнал машиностроения и материаловедения
Введение
Многие отрасли промышленности, такие как морская, аэрокосмическая, нефтехимическая и автомобильная промышленность, осознали потенциал сварки разнородных металлов для создания безопасных конструкций, которые могут работать в изменяющихся условиях эксплуатации, в то время как в то же время предлагая экономию производственных затрат.Например, соединения Al-Cu используются в качестве электрических соединителей во многих отраслях промышленности из-за их хорошей коррозионной стойкости и электропроводности (Klauke, 2012; Feng et al. 2012a). Однако механические свойства соединений Al-Cu могут быть снижены из-за хрупких фаз интерметаллических соединений, образующихся во время сварки. Чтобы уменьшить количество этих хрупких интерметаллических соединений в стыке, требуется дополнительная обработка, которая увеличивает стоимость производства.
Соединения Al-Cu сложно изготовить сваркой плавлением из-за значительной разницы в химическом составе и физических свойствах основных металлов.Следовательно, эти типы разнородных соединений в основном свариваются процессами твердотельной сварки, когда необходимо учитывать только различия в физических и механических свойствах основных металлов (Joseph 2006). С другой стороны, при сварке плавлением необходимо учитывать множество других факторов, таких как разбавление присадочного металла и основных металлов, физические свойства основных металлов и присадочного металла, а также используемая термообработка.
Предыдущие исследования показали образование оксидного слоя на алюминиевой подложке сварного шва в соединениях Al-Cu, изготовленных сваркой плавлением, что приводит к недостаточному соединению и неэффективным электрическим свойствам (Lloyd 1957).Это явление неполного плавления в стыке, вызванное образованием оксида, также было отмечено при сварке трением (Ochi, et al., 2004). Другая проблема, обнаруживаемая при сварке Al и Cu, заключается в том, что взаимная растворимость между Al и Cu происходит в жидком состоянии, но после затвердевания образуются хрупкие интерметаллические соединения, что приводит к ухудшению свойств сварного шва (Weigl & Schmidt, 2009). Эти хрупкие интерметаллические соединения могут вызывать трещины из-за значительной разницы в температуре плавления, теплопроводности и теплового расширения основных металлов, миграции элементов и микроструктурного градиента (Sun & Karppi, 1996; Posinasetti and Prasad 2005; Joseph 2006; Игорь и Шмидт, 2006).Хотя сварка сплавом и сварка в твердом состоянии сталкиваются с немного разными проблемами при сварке Al и Cu, основной проблемой, общей для обоих процессов сварки, является образование хрупких интерметаллических соединений в соединении.
С точки зрения срока службы образование оксидов представляет значительные трудности. Когда соединение подвергается воздействию окружающей среды, Al легко окисляется, что приводит к сопротивлению прохождению электрического тока. Кроме того, в процессе эксплуатации хрупкие интерметаллические соединения растут, ухудшая свойства сварного шва.Хрупких интерметаллических соединений можно избежать, используя фазовую диаграмму Al и Cu для выбора подходящих процессов и параметров сварки и подходящих присадочных металлов, а также контролируя эффект разбавления между основными металлами и присадочными металлами. Следовательно, для снижения производственных затрат необходимо изучить дополнительные факторы, которые влияют на образование интерметаллических соединений и их влияние на соединение.
В статье рассматриваются факторы, влияющие на свойства соединений Al-Cu, в частности образование интерметаллических соединений во время сварки и в процессе эксплуатации.Чтобы получить более полное представление о сварочных свойствах разнородных соединений Al-Cu, в исследовании сравнивается образование интерметаллических соединений при сварке Al (1060) с чистой Cu с помощью процессов сварки с высокой плотностью энергии, процессов сварки в твердом состоянии и методов пайки.
Факторы, влияющие на свойства сварного шва Al-Cu
Свойства сварного шва Al-Cu зависят от микроструктуры, сформированной в металле шва и вдоль смежных сторон сварного шва. Более того, фазы интерметаллических соединений, образующиеся в микроструктуре, имеют большое влияние на свойства сварного шва.
Влияние разбавления основных металлов
Неправильное разбавление (т.е. растворимость) между свариваемыми металлами влияет на микроструктурные образования и, таким образом, влияет на механические свойства металла шва (Joseph 2006). Из фазовой диаграммы, показанной на рис. 1, можно видеть, что максимальная растворимость Cu в Al для твердого раствора составляет всего 5,65 мас.% Cu (Mai and Spowage 2004). Следовательно, соединение, образованное сваркой трением, может иметь хрупкие интерметаллические соединения (т.е.е. CuAl 2 , CuAl и Cu 9 Al 4 ) вдоль переходной области Cu из-за несоответствующего разбавления между Al и Cu. Эти хрупкие интерметаллические соединения снижают механические свойства соединения (Sahin, 2009).
Рис.1Фазовая диаграмма двойной системы Al-Cu (Xia, et al., 2008; Sujin, et al., 2014)
Дефекты также образуются вдоль соединения Al-Cu из-за неправильного разбавления основного металла и присадочного металла, если он используется.Например, пустоты образовались в паяном соединении Al-Cu из-за эффекта Киркендалла и из-за неправильного разбавления между атомами Al и Cu и атомами Zn присадочного металла. Это неправильное разбавление произошло из-за того, что бинарная система Al-Cu имела более высокое сродство, чем система Cu-Zn, поэтому атомы Cu имели тенденцию реагировать с Al с образованием хрупких интерметаллических соединений CuAl 2 (Lee, et al., 2002; Leonardo, et al. др., 2011; Feng & Xue, 2013). Исследование Balasundaram et al. (2014) показали, что пайка Al и Cu с добавлением цинка в качестве присадочного металла создает макротрещины на краю медной стороны.Макротрещины образовались из-за разбавления Zn Al и Cu, отталкивающего Cu, что привело к межкристаллитным трещинам из-за охрупчивания жидким металлом. Таким образом, пластичная фаза меди во время разбавления трансформировалась в хрупкие интерметаллические структуры, когда она вступала в контакт с жидким металлом (Nicholas & Old, 1979). Из приведенных выше исследований можно отметить, что присадочный металл для сварки с Zn оказывает значительное влияние на интерметаллические соединения и дефекты, образующиеся при разбавлении основных металлов. Следовательно, соответствующий выбор присадочного металла, соответствующего основным металлам, должен быть рассмотрен при стремлении уменьшить количество дефектов в соединениях Al-Cu.
Интерметаллические соединения, образованные эффектами разбавления и градиентами состава, влияют на характеристики затвердевания в металле шва (Hayes, et al., 2011). Отверждение интерметаллических соединений влияет на фазообразование, которое определяет свойства соединения (Sun & Moisio, 1994). Паяное соединение Al-Cu с присадочным металлом Zn-15Al имело образование интерметаллического соединения CuAl 2 во время разбавления, что увеличивало время затвердевания, что приводило к улучшению свойств (Feng et al.2012b). Более того, исследование сварного лазером соединения Al-Cu, проведенное Zuo и др. (2014) показали изменение толщины промежуточного слоя из-за градиентов растворенного вещества во время разбавления, и этот градиент растворенного вещества увеличивал время затвердевания, что приводило к улучшению свойств. Следовательно, тип, количество и микроструктурное расположение фаз в металле сварного шва во время затвердевания интерметаллических соединений и градиент состава влияют на свойства соединения.
Помимо градиента состава и эффекта разбавления, параметры разбавления и сварки также влияют на сварочные свойства соединения Al-Cu через их влияние на образование интерметаллических соединений.Например, эксперимент Лю и др. (2008) показали, что соединение Al-Cu, полученное сваркой трением с перемешиванием, имеет образование хрупких интерметаллических соединений, что приводит к ухудшению свойств. Такое ухудшение свойств сварного шва было связано с неполным разбавлением металлов и влиянием положения инструмента в процессе сварки. С другой стороны, Ли и др. (2012) отметили, что соединение Al-Cu, полученное сваркой трением с перемешиванием, в своей работе имело полное растворение в сварном шве без образования интерметаллических соединений, как показано на рис.2. Это было достигнуто смещением позиции инструмента. Кроме того, соединение обладало хорошими пластичными свойствами. Таким образом, параметры сварки, влияющие на разбавление, уменьшают образование хрупких интерметаллических соединений в металле шва.
Рис. 2( a ) Макроскопический вид соединений Al-Cu без интерметаллических соединений и ( b ) внешний вид поверхности соединения (Li, et al., 2012)
Из этих исследований ясно, что неправильный выбор присадочного металла, соответствующего основным металлам, в процессе пайки и неправильное положение сварочного инструмента при сварке трением с перемешиванием привели к неправильному разбавлению основного металла и присадочного металла.Это, в свою очередь, приводит к образованию хрупких интерметаллических соединений, что приводит к ухудшению свойств и образованию дефектов. Однако интерметаллические соединения и градиенты композита увеличивают время затвердевания во время разбавления при лазерной сварке и пайке. Это приводит к улучшению механических свойств сварного шва.
Влияние физических свойств
Существенная разница между физическими свойствами алюминия и меди приводит к образованию хрупких интерметаллических структур и создает проблемы при формировании металла шва как для процессов плавления, так и для сварки в твердом состоянии.Например, Суджин и др. (2014) показали, что при лазерной сварке внахлест с Cu, расположенным ниже Al, Al не может погружаться в подложку из Cu из-за более высокой плотности Cu. Однако с Cu (верхняя сторона) и Al (нижняя сторона) Cu может легко погрузиться в Al подложку, что приведет к надлежащему разбавлению и последующему улучшению свойств. Физические свойства играют жизненно важную роль в разбавлении металлов. Некоторые из основных физических свойств алюминия и меди показаны в таблице 1, а их влияние на формирование металла сварного шва обсуждается ниже.
Таблица 1 Физические свойства алюминия и меди Таблица 2 Сравнение сварки трением с перемешиванием, лазерной сварки и пайки при сварке алюминия (1060) и чистой медиТемпература плавления
Одним из наиболее важных факторов при сварке плавлением разнородных соединений, а также в процессах сварки в твердом состоянии является температура плавления двух основных металлов.Заметная разница в температуре плавления основных металлов может привести к разрыву металла с более низкой температурой плавления (Hayes, et al., 2011). Например, при сварке трением Al плавится больше, чем Cu, из-за более низкой температуры плавления Al по сравнению с Cu (Sahin, 2009). Более того, исследование Bisadi, et al. (2013) о процессе сварки трением с перемешиванием показывает, что соединения со значительной разницей в температурах плавления основного металла, сваренные с высокой температурой сварки, имеют полости в переходной зоне из Al и Cu.Предыдущее исследование показало, что остаточные термические напряжения и деформации несоответствия возникают в соединениях Al-Cu из-за значительной разницы в температурах плавления Al и Cu (Mai & Spowage, 2004). Значительная разница в температуре плавления также влияет на внешний вид поверхности стыка. Лазерная сварка внахлест с Al (верхняя сторона) и Cu привела к таким проблемам, как образование большого сварного шва и большая зона термического влияния на стороне Al из-за низкой температуры плавления и высокой поглощающей способности длины волны лазера алюминием (Weigl, и другие., 2011; Суджин и др., 2014). Вышеупомянутые исследования показывают, что разница в температуре плавления влияет на дефекты и внешний вид поверхности соединений Al-Cu и, таким образом, влияет на механические свойства сварного шва.
Некоторые исследования показывают, что разница температур плавления приводит к образованию в металле сварного шва хрупких и высокоэлектрических интерметаллических соединений (Song-bai, et al., 2003; Ouyang, et al., 2006; Sahin, 2009). Ухудшения свойств сварного шва можно избежать, если учесть разницу в температуре плавления на этапе проектирования соединения, а также использовать подходящий присадочный металл и параметры сварки.
Теплопроводность
Значительная разница в теплопроводности металлов в разнородном соединении приводит к тому, что к металлу передается больше тепла с более высокой теплопроводностью, что приводит к неравномерному распределению тепла и локализованному плавлению металла (Hayes, et al., 2011). Это неравномерное распределение тепла и локализованное плавление ухудшают свойства сварного шва. Например, высокие значения твердости были обнаружены в области Cu соединения Al-Cu, полученного сваркой трением, из-за более высокой теплопроводности Cu по сравнению с Al (Sahin, 2009).Такая твердость может привести к хрупкости в области Cu, что может привести к легкому разрушению соединения. Более того, Takehiko et al. (1999 (Online — 2010)) при исследовании процесса ультразвуковой сварки заметили снижение прочности связи между Al и Cu из-за высокой теплопроводности Cu. Вышеупомянутые исследования показывают, что процессы твердотельной сварки сталкиваются с проблемами, возникающими из-за значительной разницы в теплопроводности основного металла. При сварке плавлением возникают дополнительные проблемы, связанные с добавлением в стык присадочного металла.
Al и Cu обладают высокой температуропроводностью, что приводит к трудностям при соединении с помощью процессов сварки плавлением (Sahin, 2009). Например, Hailat, et al. (2012) обнаружили, что лазерная сварка внахлест соединений Al-Cu со сплавом оловянной фольги в качестве присадочного металла дает меньшее проплавление на медной стороне и большее образование пористости в сварном шве по сравнению со сварным швом, сформированным без присадочного металла. Металлический наполнитель поглощал лазерную энергию из-за своей высокой теплопроводности и высокой отражательной способности основных металлов, что привело к образованию барьерного слоя для теплопроводности между основными металлами (Hailat, et al., 2012). Суджин и др. (2014) сообщили только о частичном проплавлении металла шва при лазерной сварке.
Чтобы смягчить проблемы, вызванные теплопроводностью, источники нагрева в процессах сварки плавлением могут быть направлены на металл с более высокой теплопроводностью (например, Cu в соединении Al-Cu) или металл с более высокой теплопроводностью может быть предварительно нагрет ( Hayes, et al., 2011).
В некоторых случаях, однако, заметная разница в теплопроводности оказывает положительное влияние на соединение: например, при исследовании с использованием сварки трением с перемешиванием не образовывались зоны термического влияния из-за высокой скорости снижения температуры в результате высокого теплового воздействия. проводимость Cu (Sarvghad-Moghaddam, et al., 2014).
Приведенные выше исследования показывают, что заметное различие в теплопроводности металлов оказывает как положительное, так и отрицательное влияние на свойства соединения. Однако различие в теплопроводности не влияет на образование интерметаллических соединений. Вредные эффекты могут быть уменьшены путем учета свойств металла при проектировании соединения или путем введения в соединение соответствующего третьего металла (например, присадочного металла).Следовательно, при выборе присадочного металла необходимо учитывать основные металлы и их теплопроводность для обеспечения высоких свойств соединения (Hayes, et al., 2011).
Коэффициент теплового расширения
Коэффициент теплового расширения считается важным фактором из-за его влияния на образование несплошностей в стыке, которые значительно ухудшают свойства сварного шва. Например, соединение Al-Cu, полученное сваркой трением с перемешиванием (Bisadi, et al., 2013) образовывались полости в металле сварного шва из-за значительной разницы в тепловом расширении, как показано на рис. 3. Частицы алюминия вдавливались в медную сторону, что приводило к образованию макроструктурной полости в металле шва после закалки. процесс.
Рис. 3Образование каверны в переходном слое при сварке трением с перемешиванием (Bisadi, et al., 2013)
В соединениях Al-Cu, сваренных плавлением, значительная разница в тепловом расширении может привести к горячим трещинам во время сварки и холодным трещинам во время эксплуатации соединения.Растрескивание происходит из-за растягивающих напряжений в одном металле и сжимающих напряжений в другом, которые возникают во время затвердевания металлов (Hayes, et al., 2011). Этот феномен был также отмечен в исследовании Weigl, et al. (2011) о лазерной сварке с адаптивными присадочными материалами (например, AlSi12 и CuSi3), которые обнаружили зарождение трещин в соединении в результате высоких растягивающих напряжений, вызванных заметной разницей в тепловом расширении.
Исследования показывают, что соединение с разницей в тепловом расширении металла влияет на внешний вид поверхности и геометрию сварного шва (Hayes, et al., 2011). Например, исследование Zuo, et al. (2014) о лазерной сварке соединений Al-Cu сообщили об образовании выпуклости вверх в переходном слое из-за более высокого коэффициента расширения Al, чем у Cu, как показано на рис. 4. Эта выпуклость вверх в переходном слое привела к недостаточное разбавление между металлами и неглубокий и широкий сварной шов.
Рис. 4Образование вогнутости в переходном слое соединения, сваренного лазером Al-Cu (Zuo, et al., 2014)
Вышеупомянутые исследования показывают, что значительная разница в тепловом расширении может привести к образованию дефектов и разрыву соединения как при сварке плавлением, так и при сварке в твердом состоянии.Однако разница не влияет на образование интерметаллидов. Термическая обработка после сварки может уменьшить образование дефектов, вызванных различиями в тепловом расширении.
Влияние параметров сварки
Параметры сварки варьируются в зависимости от применяемых процессов и технологий сварки, а также используемых сплавов Al и Cu. Выбранные параметры определяют разбавление металла, формирование свойств и внешний вид поверхности соединения, а свойства основного металла и присадочного металла, если они используются, должны учитываться при выборе параметров сварки.Однако различные исследования сходятся во мнении, что в разнородных соединениях твердотельная сварка показывает лучшее образование соединений, чем процессы сварки плавлением. Например, механические свойства соединений Al-Cu могут быть улучшены в процессах сварки трением путем выбора подходящего времени трения, давления и давления осадки. Сахин (2009) показал, что предел прочности соединения увеличивается до максимального значения, а затем постепенно уменьшается с дальнейшим увеличением давления трения и времени. Это снижение прочности происходит из-за рассеивания тепла и образования хрупких интерметаллических соединений в виде серого слоя на границе раздела стыка.
Конструкция соединения влияет на параметры сварки, которые, в свою очередь, влияют на свойства сварного шва. Это было продемонстрировано на паяном соединении Al-Cu, в котором большое расстояние между сварным швом улучшило электрические характеристики соединения Al-Cu (Solchenbach et al. 2014). При лазерной сварке внахлест Суджин и др. (2014) показали, что соединение имеет полное проникновение, когда Al расположен над Cu, тогда как противоположное размещение дает только частичное проникновение в Al. Частичное проплавление было связано с высокой скоростью сварки, использованной в исследовании, а также с высокой отражательной способностью и теплопроводностью меди.Далее было отмечено, что увеличение скорости лазерной сварки снижает количество образующихся интерметаллических соединений и улучшает свойства соединения при растяжении. Mai и Spowage (2004), с другой стороны, обнаружили трещины затвердевания в сварном лазером соединении в результате высокой скорости сварки. Кроме того, высокая скорость сварки снижает прочность соединения на сдвиг (Zuo, et al., 2014). Исследования также показали, что для однородной и успешной сварки между Al и Cu требуется высокая импульсная мощность в течение короткого времени (Mai & Spowage, 2004; Zuo, et al., 2014). В приведенном выше разделе показано, что совокупное влияние параметров сварки и других факторов (т.е. конструкции соединения и физических свойств основного металла) влияет на соединения Al-Cu за счет снижения свойств сварного шва и образования хрупких интерметаллических соединений.
Однако в некоторых случаях исследования показали, что на свойства сварного шва влияют только параметры сварки. Коррозионная стойкость в соединениях, образованных сваркой трением с перемешиванием, была улучшена за счет регулировки параметров сварки (Jariyaboon, et al., 2007; Кришнан и др., 2009). Акинлаби и др. (2014) проанализировали коррозионные свойства соединений, сваренных трением с перемешиванием, и обнаружили, что скорость коррозии соединений снижается с увеличением скорости вращения перемешиваемого трением. Кроме того, скорость вращения улучшила поток материала в соединении за счет перемешивающего действия инструмента (Liu, et al., 2008). Изменения в инструментах для сварки трением с перемешиванием с одинаковыми параметрами сварки привели к изменению микроструктуры и свойств сварного шва. Различные конфигурации инструментов изменяют эффекты нагрева от трения, тем самым влияя на режим деформации металла (Mubiayi and Akinlabi, 2013).Например, Sarvghad-Moghaddam, et al. (2014) показали доминирующее влияние инструмента на свойства и микроструктуру сварного шва за счет изменения уступа инструмента и штифта. Galvão et al. (2010; 2012), которые экспериментировали со сваркой трением с перемешиванием с использованием спиральных и конических инструментов для перемешивания трением, показали, что этот инструмент имеет огромное влияние на создание успешных сварных соединений. При использовании инструмента с коническим уступом Al на продвигающейся стороне приводил к нерегулярной микроструктуре; однако образование дефектов уменьшилось.Al на отходящей стороне приводил к образованию интерметаллических соединений в результате механического смешивания Al с Cu-матрицей. Сварные швы, выполненные коническим инструментом, имели гладкий вид и мелкую зернистость. При использовании инструмента со спиральным буртиком в обоих шарнирах образовывались хрупкие интерметаллические соединения из-за нисходящего потока материала. Поверхность шва имела блестящий наплавленный валик с глубокими пустотами. Большинство исследований показывают, что для уменьшения количества интерметаллидов при сварке трением с перемешиванием инструмент следует размещать в Cu на отходящей стороне (Liu, et al., 2008; Тан и др., 2013). Однако Xue и др. (2010) предполагают, что смещение инструмента со стороны Al уменьшает толщину интерметаллического соединения и образование дефектов, а также улучшает свойства изгиба и растяжения. Их исследование также показало, что тонкий и однородный сплошной слой интерметаллического соединения улучшает прочность соединения и механические свойства соединения. Соответствующий выбор инструментов и их расположение на материале (т.е. на стороне подачи и на стороне отхода) в процессе сварки трением с перемешиванием снижает образование интерметаллических соединений и, таким образом, улучшает прочность соединения.
Однако изменение скорости сварки и подводимого тепла может отрицательно повлиять на соединение, приводя к неоднородностям. При изучении соединений Al-Cu, образованных сваркой трением с перемешиванием, Тохид и др. (2010) показали, что высокая скорость сварки приводит к образованию полости. Эффект от низкой скорости сварки был другим; микротрещины, образованные рядом с частицами Cu вдоль стыка, как показано на рис. 5. Yong, et al. (2006) заявили, что образование полости происходит из-за недостаточного тепловложения для разбавления металлов.Yong et al. также отметил, что тепловыделение инструментом, который погружается вдоль стыка, обратно пропорционален скорости сварки. Как и в исследовании Tohid, et al (2010), Bisadi, et al. (2013) также обнаружили образование полости при высокой температуре сварки. При низкой температуре сварки, в отличие от результата Tohid et al., Было обнаружено, что соединение имеет дефекты каналов. Причиной образования этих дефектов была высокая диффузия меди к алюминиевому листу.
Рис. 5Образование каверн и микротрещин в результате сварки трением с перемешиванием в металле шва (Tohid, et al., 2010)
Параметры сварки явно влияют на соединение через образование интерметаллических соединений и их влияние на свойства и дефекты сварного шва. Основными параметрами, влияющими на свойства сварного шва Al-Cu, являются скорость сварки, погонная энергия и положение инструмента. Оптимальные параметры меняются в зависимости от требований к обслуживанию.
Влияние присадочного металла
Добавление присадочного металла обычно играет важную роль при сварке разнородных соединений.Выбор подходящего присадочного металла зависит от физических свойств основных металлов и используемого процесса сварки. Кроме того, требования к конструкции стыка должны быть совместимы с выбранным присадочным металлом. Были представлены критерии выбора присадочного металла для разнородных соединений, чтобы обеспечить лучшие свойства металла сварного шва и успешное соединение без каких-либо разрывов (Hayes, et al., 2011). При выборе подходящего присадочного металла для соединения следует учитывать его растекаемость.Растекаемость присадочного металла на подложке зависит от одного из двух факторов: взаимного разбавления металлов или образования интерметаллических соединений (Feng et al. 2012b). Например, присадочный металл Zn-Al, используемый в процессе пайки, имеет линейное увеличение смачиваемости (т. Е. Растекаемости) на подложке из Al и Cu с увеличением содержания Al в присадочном металле, как показано на рис. 6 (Feng et al. 2012b ). Однако степень взаимного разбавления присадочного металла на алюминиевой подложке снижается, что приводит к образованию интерметаллических соединений.Кроме того, микротвердость паяного шва увеличивается с увеличением содержания Al в присадочном металле Zn-Al, что приводит к хрупкому разрушению соединения.
Рис. 6Распространение областей на подложках из Al и Cu с увеличением содержания Al в присадочных металлах Zn-Al (Feng et al. 2012b)
Исследования показывают, что добавление соответствующих элементов (т.е. основанных на свойствах основного металла) в присадочный металл улучшило свойства сварки Al-Cu и уменьшило количество интерметаллических соединений.Исследование Feng et al. (2013) при пайке соединений Al-Cu с добавлением Ti к присадочному металлу Zn-22 Al показали, что смачиваемость присадочного металла снижалась с увеличением содержания Ti, как показано на рис. 7. Однако увеличение содержания Ti привело к уменьшение интерметаллических соединений в соединении и увеличение прочности соединения на сдвиг. Добавление Ce к присадочному металлу вместо Ti, исследованное Фэном и Сюэ (2013), привело к получению более тонкого интерметаллического слоя. Слой, образованный Zn-22Al-0.Присадочный металл 05Ce был тоньше, чем присадочный металл Zn-22Al, поскольку Ce изменял диффузию атомов и подавлял рост слоя интерметаллического соединения, что приводило к улучшению свойств сварного шва.
Рис. 7Площадь растекания на медной подложке при увеличении содержания Ti в присадочном металле (Feng et al., 2013)
Исследования показывают, что интерметаллические соединения, образующиеся при добавлении присадочного металла, могут оказывать положительное влияние на свойства сварного шва.Например, Xia, et al. (2008) показали, что сварной шов, образованный присадочным металлом Al-Si, имел призматическую объемную интерметаллическую структуру на стороне Al. Рост призматического зерна Al был обусловлен эвтектической реакцией основного металла Al и Si в присадочном металле. Равномерный рост призматической структуры Al положительно сказался на механических свойствах металла шва.
Помимо уменьшения интерметаллических соединений, добавление присадочного металла может улучшить другие свойства и уменьшить количество дефектов.Исследования показали, что соответствующие присадочные металлы, такие как сплавы Zn-Al для паяных соединений Al-Cu, обеспечивают высокую коррозионную стойкость и лучшие механические свойства по сравнению с другими присадочными металлами (Berlanga-Labari et al. 2011; Feng et al. 2012b; Yan, и др., 2013). Исследования также показали, что добавление подходящего присадочного металла, имеющего низкую температуру плавления, приводит к снижению остаточного напряжения в соединениях Al-Cu (Xiao et al. 2013). С другой стороны, неподходящий присадочный металл приводит к образованию дефектов в металле сварного шва.Это было продемонстрировано в исследованиях Berlanga-Labari et al. (2011), в котором было замечено, что пайка соединения Al-Cu с эвтектическим присадочным металлом Zn-Al привела к однородной микроструктуре, но с такими дефектами, как пористость и трещины. В случае лазерной сварки Weigl et al. (2011) провели эксперимент с адаптированными присадочными материалами, которые использовались при термической сварке и пайке (AlSi12 и CuSi3). В наплавленном металле наблюдались микротрещины в присадочном материале AlSi12; Сварные швы, образованные CuSi3, имели образование макротрещин и низкое разбавление, но были лучше, чем сварные швы, сформированные без присадочных металлов.В заключение следует отметить, что использование соответствующего присадочного металла в соединениях Al-Cu улучшает свойства соединения, способствуя надлежащему разбавлению, что снижает количество интерметаллических соединений и приводит к меньшему количеству дефектов.
Влияние термической обработки
В некоторых случаях термическая обработка может быть полезной для одного из основных металлов, но неблагоприятной для другого основного металла, что приведет к образованию дефектов сварного шва. В экспериментальном исследовании сварки твердым телом Вонбае и др. (2005) показали, что сварное трением соединение после длительного отжига имело различные интерметаллические соединения, а рост толщины интерметаллических соединений в сварном шве увеличивался за счет высоких температур отжига, что показано на рис.8. Таким образом, длительное время отжига и высокая температура отжига привели к ухудшению свойств.
Рис. 8Изменение толщины интерметаллида за счет ( a ) изменения температуры отжига и ( b ) изменения времени отжига (Wonbae, et al., 2005)
То же явление было обнаружено в экспериментах Фэна и Сюэ (Feng and Xue, 2013) на паяных соединениях Al-Cu. Их работа показала, что интерметаллический слой растет с увеличением времени старения.Кроме того, прочность на сдвиг снижалась с увеличением времени старения из-за увеличения толщины интерметаллического соединения. Было отмечено, что паяные соединения Al-Cu, сформированные с использованием присадочного металла Zn-22Al-0,05Ce, имели более высокую прочность на сдвиг по сравнению с соединениями, сформированными с использованием присадочного металла Zn-22Al. При номинальном времени старения соединение имело режим вязкого разрушения; однако из-за увеличения времени старения соединение перешло в режим хрупкого разрушения.
Приведенные выше исследования показывают, что увеличение температуры и времени термообработки выше номинального уровня приводит к увеличению толщины интерметаллического соединения за счет большего разбавления металлов, что в конечном итоге приводит к образованию дефектов и ухудшению свойств соединения.
Факторы, влияющие на свойства соединения Al-Cu в процессе эксплуатации
Основные проблемы соединения обычно возникают только тогда, когда соединение подвергается условиям эксплуатации. Соединения Al-Cu в основном используются в электротехнической промышленности в качестве электрических соединителей, поэтому ключевым моментом является окисление, поскольку соединения Al-Cu легко окисляются, что приводит к сопротивлению электрическому потоку (Klauke, 2012). Следовательно, необходимо учитывать свойства соединения и формирование микроструктуры при эксплуатации соединений.
Физико-механические свойства соединения
Свойства сформированного металла шва зависят от состава металла шва и образовавшихся интерметаллических фаз (Hayes, et al., 2011). Например, Вонбае и др. (2005) показали, что соединение, полученное сваркой трением с перемешиванием, имеет образование интерметаллических соединений с низкой проводимостью, что приводит к увеличению электрического сопротивления в соединении. Браунович и Александров, 1994, показали, что сваренные трением соединения Al-Cu, подвергнутые воздействию электрического тока, имеют значительные трещины вдоль соединения, а также в фазах, образовавшихся в соединении.Соединения, работающие при высокой температуре и сильном токе, показали рост интерметаллических соединений и повышенное электрическое сопротивление в соединении. Растрескивание и повышенное электрическое сопротивление были вызваны диффузией атомов Cu в межфазной области и образованием интерметаллических соединений. Solchenbach и др. (2014) показали связь между электрическим сопротивлением и прочностью на сдвиг в соединениях, паяных лазером Al-Cu. По мере увеличения прочности на сдвиг электрическое сопротивление в соединении со временем уменьшалось, как показано на рис.9.
Рис. 9Связь между электрическим сопротивлением и прочностью на сдвиг (Solchenbach, et al., 2014)
Приведенные выше исследования показывают, что на электрические свойства влияют интерметаллические соединения, образующиеся в соединении во время его эксплуатации. Исследования также показывают, что интерметаллиды влияют на механические свойства соединения. Например, исследование Брауновича и Александрова в 1994 г. показало, что высокая микротвердость интерметаллических соединений приводит к хрупкости, приводящей к легкому разрушению и низкой механической прочности соединения.Аналогичный результат был получен при пайке соединения алюминия и меди, содержащего фазу Al 2 Cu (Feng et al. 2012b). Характеристики твердости, создаваемые интерметаллическими соединениями Al 2 Cu, приводят к повышенной хрупкости металла сварного шва, который может действовать как концентратор напряжения, приводящий к образованию трещин. Соединение, образованное присадочным металлом Zn-15Al, имело наивысшую прочность на сдвиг из-за равномерного распределения интерметаллического соединения Al 2 Cu, которое также могло снизить электрическое сопротивление (Feng et al.2012b).
С лазерной сваркой, Суджин и др. (2014) показали, что сварные лазерной сваркой соединения Cu-Al легко разрушаются из-за большой зоны сварного шва и образования интерметаллических соединений (CuAl и Al 2 Cu). Работа Weigl и др. (2011) по лазерной сварке с адаптированными присадочными материалами (например, AlSi12 и CuSi3) показали, что значение твердости больше снижается с присадочным металлом AlSi12 из-за равномерного распределения концентрации Cu и интерметаллических соединений. Кроме того, сварной шов, образованный присадочным металлом AlSi12, имел наивысшую вязкость, за ним следовал сварной шов, выполненный из присадочного металла CuSi3, причем сварной шов, образованный без присадочных металлов, имел самую низкую пластическую прочность.Пластичность сварного шва, выполненного с использованием присадочного металла AlSi12, была обусловлена менее крупной сотовой структурой.
Из обсуждения в этом разделе можно заметить, что свойства сварного шва влияют на стабильность во время эксплуатации за счет образования интерметаллических соединений. Более того, низкие свойства сварного шва и образование фазы хрупкого интерметаллического соединения в соединении могут привести к выходу соединения из строя во время эксплуатации.
Стабильность микроструктуры в соединении
Разные соединения различаются по концентрации атомов и их активности (т.е.е. потенциальный химический градиент) в металле шва. Эта активность может привести к диффузии атомов с градиентом концентрации металла или против него. Поэтому трудно предсказать свойства или конкретную миграцию атомов в разнородном соединении во время сварочных процессов, а также при эксплуатации при высоких температурах. Миграция конкретного атома или движение атома зависит от температуры, а также времени и приводит к изменениям свойств и стабильности металла сварного шва (Joseph 2006; Hayes, et al., 2011). Многочисленные исследования соединений Al-Cu показали, что тип и микроструктура поверхности раздела, образованной в соединении, определяют стабильность соединения. Кроме того, соответствующая толщина и тонкое распределение интерметаллического слоя положительно влияют на свойства соединения (Pang, et al., 2001; Song, et al., 2003; Huseyin et al. 2005; Lin, et al. , 2009). Например, Лоуренс и др. (1998) заметили, что соединение Cu-Al, сваренное сваркой трением с перемешиванием, имело сложную интеркаляцию с элементами завихрения и вихря, которые были нестабильными на границе раздела.Чжао и др. (2013) отметили такую же закрученную деформацию в соединениях Al-Cu, сваренных ультразвуковой точечной сваркой, как показано на рис. 10a. Их исследование показало, что возникновение завихрения было связано с высокой энергией, поскольку острие инструмента больше проникало в металл, что приводило к грубому смещению. Если соединение находится в высокотемпературной среде, вихревая деформация также может возникнуть в результате смещения, что сделает соединение нестабильным. Завихрение имеет положительный эффект увеличения прочности на сдвиг, но отрицательный эффект – образование пустот в металле сварного шва, как показано на рис.10б. (Чжао и др., 2013). Чтобы избежать разрушения соединения во время эксплуатации, эти прослои и микроструктурные фазовые образования следует учитывать на этапах проектирования и устранять с помощью соответствующих параметров сварки.
Фиг.10a Образование завихрений и b образование пустот в стыке Al-Cu (Zhao, et al., 2013)
Feng et al. (2012b) обнаружили для паяных соединений Al-Cu, что интерметаллические соединения, образующиеся на Cu-подложке, меняют фазу в результате изменения содержания Al в присадочном металле (Zn-Al).Кроме того, повышенное содержание Al в присадочном металле приводило к образованию объемных интерметаллидов, которые повышали температуру плавления и отрицательно влияли на свойства соединения. Feng и др. (2013) обнаружили, что добавление Ti к присадочному металлу Zn-Al стабилизировало микроструктурные изменения в области границы раздела, преобразовывая объемную структуру в структуру в форме иглы. Стабильность микроструктуры влияет на свойства соединения Al-Cu через образовавшийся градиент состава и образование интерметаллической структуры, приводящее к изменению микроструктуры.
Характеристика стойкости к коррозии и окислению
В разнородном металле шва коррозия может происходить либо в фазе соединения, либо в анодном металле из-за образования гальванических элементов. Образование гальванических ячеек является результатом локализованных ячеек между фазами соединения и приводит к серьезным дефектам в металле сварного шва, таким как водородное охрупчивание и коррозия под напряжением. Например, исследование Acarer (2012) по сварке взрывом показало гальваническую коррозию биметалла Al-Cu, поскольку Al действовал как анод из-за высокой электроотрицательности.Следовательно, Al в интерметаллической зоне подвергался большей коррозии, чем сторона Cu, что можно увидеть на Рис. 11.
Рис. 11a Корродированный биметалл соединения Al-Cu и b вид в разрезе корродированного биметалла Al-Cu (Acarer, 2012)
Исследование биметаллической коррозии в морской воде показало, что Al не защищен от сильной коррозии из-за активности и пассивности Al и Cu (Francis 2000).Другие исследования коррозии показали, что металл сварного шва Al-Cu подвергается коррозии из-за влаги, захваченной во время сварки, и может выйти из строя во время эксплуатации. Эта коррозия чаще встречается в Al, который является менее благородным металлом (анодом), чем в Cu (Solacity, 2011).
Коррозии также способствует точечная коррозия и склонность к ионизации между медью и алюминием, что, как следствие, приводит к меньшей площади контактной поверхности. Небольшая площадь контакта между металлами приводит к ослаблению связи между двумя металлами и создает шум во время дуги (Solacity, 2011).В соединении, сваренном трением с перемешиванием, гальваническая коррозия возникает на границе раздела сварного шва из-за высокотемпературного градиента, что приводит к ухудшению свойств соединения. Кроме того, высокотемпературная коррозия может возникнуть из-за значительной разницы в химическом составе металла шва. Когда разнородный металл сварного шва работает при высоких температурах, происходит окисление из-за изменения состава металлов сварного шва. Это окисление приводит к образованию бороздок в металле сварного шва, которые действуют как концентраторы напряжения (Joseph 2006).
Чтобы избежать коррозии стыков, при выборе материалов для разнородных стыков следует учитывать коррозионное поведение. Когда используется третий металл (присадочный металл), следует также учитывать разбавление металла и коррозионное поведение третьего металла. Защитный газ или частицы переходного соединения могут использоваться для предотвращения попадания влаги (Solacity, 2011). Из исследований можно отметить, что образование интерметаллических соединений не влияет на коррозионные свойства; однако параметры сварки и свойства основного металла оказывают значительное влияние на коррозионные свойства металла шва.
