
Дроссель для сварочного аппарата
Как сделать дроссель для сварочного аппарата своими руками?
Практически каждый мастер хотя бы раз задумывался над тем, как сделать дроссель для сварочного аппарата своими руками. Сегодня продается достаточно большое количество различных устройств, которые можно использовать в условиях малого производства. Это может быть приспособление, которое работает на временном или непрерывном токе, полуавтомат для сварки или изделие с использованием электродов. Однако качественное устройство стоит очень дорого, а бюджетные аналоги быстро приходят в негодность.
Схема сварочного аппарата переменного тока с отдельным дросселем: 1 – первичная обмотка, 2 – сердечник, 3 – вторичная обмотка, 4 – обмотка дросселя, 5 – неподвижная часть сердечника дросселя, 6 – подвижная часть сердечника дросселя, 7 – винтовая пара, Др – регулятор тока.
Для сборки самодельного приспособления для сварки понадобится подобрать и соорудить все нужные элементы, в том числе и дроссель.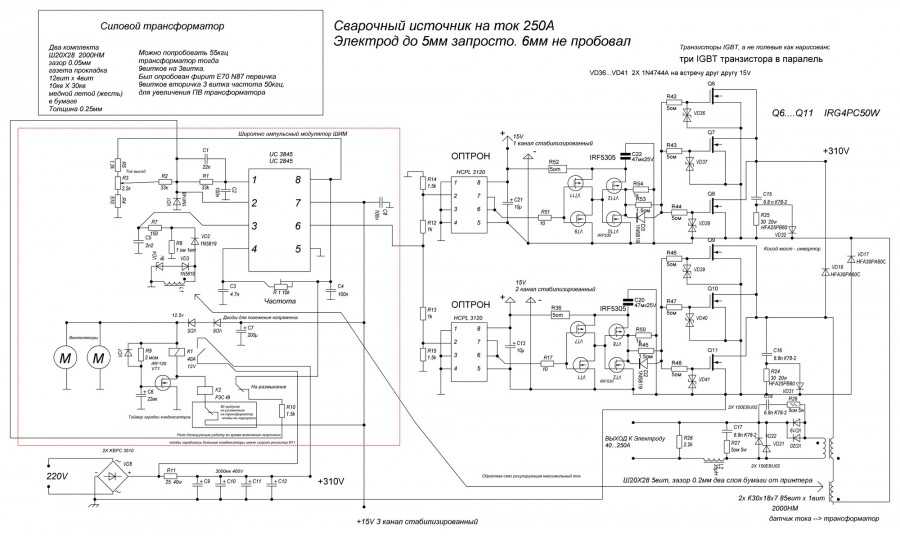
Преимущества использования дросселя
Однофазная мостовая схема выпрямления (а). Графики напряжений и тока в трансформаторе (б), напряжения и тока в нагрузке (в).
Дроссель для сварки – это устройство для регулировки силы тока, используемого для выполнения сварочных работ. Элемент нужен для компенсации сопротивления, которого может не хватать. Его можно подсоединить к повторной обмотке трансформаторной конструкции. Это дает возможность смещать фазы между проходящим током и его напряжением, в результате чего облегчается зажигание электродуги в начале работы. Она будет гореть ровно, в связи с чем есть возможность получить сварочный шов хорошего качества. Если не использовать дроссель, то могут появиться проблемы во время сварки.
Дроссель может состоять в конструкции полуавтомата или устройства для сварки, которое предусматривает использование электродов. Полуавтомат с дросселем практически не разбрызгивает металл во время работы. Процесс сварки будет проходить гораздо мягче, чем при отсутствии дросселя.
Какие подручные средства можно использовать
Схема источника питания инверторного сварочного аппарата.
Чтобы соорудить дроссель для сварки своими руками, первым делом нужно подготовить материал. В данном случае можно применить практически любые неиспользуемые электротехнические приспособления. Конструкция являет собой обыкновенный сердечник с намотанным проводом. Для данной цели можно использовать трансформаторную конструкцию, которая ранее была смонтирована в старом телевизоре. Всю обмотку понадобится демонтировать. Сердечник можно будет использовать для намотки провода, длина которого рассчитывается заранее.
Если есть возможность, можно применить детали, которые были установлены в лампочках фонарей. Старые обмотки следует демонтировать, так как они часто неисправны. В процессе намотки провода их понадобится установить на прежнее место.
Для намотки дросселя можно применить любой сердечник сечением приблизительно 12-15 см. Между его элементами понадобится сделать немагнитную часть. Для этого следует закрепить прокладку для изоляции толщиной примерно 0,6-1 мм.
Плавной регулировки тока можно достичь благодаря монтажу подвижных обмоток трансформаторной конструкции. Путем смены расстояния между обмотками можно изменять величину магнитного потока и сопротивление в повторной обмотке.
Преобразование тока в сварочном инверторе.
Для сварки на непрерывном токе к обмотке на выходе трансформаторной конструкции нужно подключить элемент для преобразования временного тока в непрерывный. Такое приспособление называется выпрямителем. Ток может быть не непрерывным, а пульсирующим. Уменьшить пульсацию возможно исключительно путем увеличения емкости конденсаторного устройства.
Уменьшить пульсацию возможно исключительно путем увеличения емкости конденсаторного устройства.
Чтобы была возможность выполнять регулировку тока дуги с помощью дросселя, между выходом трансформаторной конструкции и точкой нужно включить 3 выпрямителя.
Элементы, которые будут нужны для сооружения дросселя:
- электротехническая конструкция,
- провода,
- трансформатор,
- лампа фонаря,
- картон для изоляции.
Как изготовить дроссель для сварочного устройства
Схема изготовления сварочного дросселя.
Перед выполнением намотки провода понадобится изолировать ярмо.Для намотки дросселя можно использовать провод из алюминия или меди. В первом случае его сечение должно быть примерно 36-40 мм, во втором рекомендуемое сечение составляет 25 мм. Вместо провода можно использовать шину из меди толщиной 4-5 мм. Если планируется использовать алюминиевую деталь, то она должна иметь большую толщину. Провод нужно наматывать в количестве 30-35 витков, шина наматывается в 3 слоя.
В процессе намотки через одинаковое количество витков следует делать отводы. Контакты должны быть сильными, так как на них будет ложиться существенная нагрузка.
Установка дросселя оказывает положительное влияние на работу полуавтоматического устройства или обыкновенной самоделки. Для устройства, которое работает на временном токе, рекомендуется использовать приспособление вместе с конструкцией для выпрямления тока. В таком случае будет можно применять практически все возможные электроды.
Дроссель для сварки своими руками можно устанавливать и на устройство с понижающей трансформаторной конструкцией. Элемент нужно подключать на вторичную цепочку трансформатора для сварки. Это даст возможность соорудить устройство фирменного сварочного полуавтомата, который стоит очень дорого. Дроссель следует точно рассчитать по формуле, которая есть в документации, поставляемой вместе с приспособлением. Данное изделие будет иметь трансформаторную конструкцию с хорошим рассеиванием и отличными характеристиками.
Это даст возможность соорудить устройство фирменного сварочного полуавтомата, который стоит очень дорого. Дроссель следует точно рассчитать по формуле, которая есть в документации, поставляемой вместе с приспособлением. Данное изделие будет иметь трансформаторную конструкцию с хорошим рассеиванием и отличными характеристиками.
Дроссель для инверторного или любого другого аппарата важно правильно настроить.
Дроссель для сварочного аппарата своими руками
Как сделать дроссель для сварочного аппарата постоянного тока
Сварка постоянным электрическим током получила широкое применение не только в масштабах крупных производств, но и в домашних мастерских.
Современный рынок предлагает десятки (если не сотни) аппаратов для сварки с помощью электрической дуги, начиная от компактных маломощных сварочников, заканчивая промышленными высокопроизводительными агрегатами.
Вне зависимости от типа оборудования, применяемого для электросварки, всех их объединяет одна проблема — неконтролируемое падение напряжение, из-за чего розжиг дуги и формирование шва становится затруднительным.
Для решения этой проблемы умельцы придумали дросель, внедряемый в цепь со сварочным оборудованием. У начинающих сварщиков сразу возникнет много вопросов: «Что это за деталь и как она функционирует? Как сделать дроссель самому на свой аппарат? Как рассчитать дроссель правильно?». В этой статье мы постараемся ответить на эти, и многие другие вопросы.
Общая информация
Для чего нужен дроссель? Эта небольшая деталь, подключенная в цепь, обеспечивает плавный розжиг дуги и поддерживает ее стабильность даже при перепадах напряжения, к тому же металл практически не разбрызгивается, шов получается более качественным, можно точно настроить аппарат и без проблем варить тонкий металл.
Принцип работы прост: дроссель пропускает через себя ток, накапливая его от сварочного аппарата. Накопленный ток как раз и используется для компенсации потерянного напряжения. Также дроссель с подмагничиванием обеспечивает нужное сопротивление тока, если напряжение слишком велико.
Совсем не обязательно покупать дроссель в магазине, тем более это далеко не дешевая покупка.
Его конструкция состоит из сердечника и двух обмоток с сечением, рассчитанным на работу с определенным значением постоянного тока.
Именно поэтому не получится изготовить универсальный дроссель, ведь маленькая деталь не справится с мощным сварочником, и наоборот. Так что важно правильно рассчитать, сколько обмотки понадобится для работы с тем или иным напряжением.
Регулировка тока
Регулировка сварочного тока крайне важна для правильной работы и формировании качественного шва. Она может осуществляться несколькими способами:
- Регулировка тока путем изменения расстояния между элементами сварочного аппарата. Самый популярный способ. Чтобы уменьшить силу тока раздвиньте разрезанный сердечник трансформатора. Индукция несколько рассеется, и сила тока станет меньше. Чем больше сварочный агрегат, тем больше возможность регулировать ток, потому что интервал регулировки напрямую зависит от доступного размера в корпусе аппарата.

- Регулировка тока на обмотке трансформатора. Таким способом можно отсечь часть катушки, тем самым увеличив значение напряжения, пуская ток по более короткому пути. Чтобы ослабить ток путь нужно наоборот увеличить.
- Регулировка тока с помощью стальной пружины с креплением клемм через заданный интервал. Это неплохой способ регулировки, он позволяет плавно настраивать ток, но есть один существенный недостаток — пружина сильно нагревается и при этом постоянно находится под ногами у мастера, а это грубейшее нарушение техники безопасности.
Если внедрить в цепь дроссель, то решится большинство проблем, связанных с регулировкой тока. Это на первый взгляд небольшое приспособление способно в полной мере компенсировать недостающие напряжение или наоборот выполнять роль сопротивления, если напряжения слишком много. Настройка тока дросселем происходит очень плавно и сварщику не нужно держать под ногами раскаленную пружину.
Применение дросселя
Дроссель для сварки своими руками лучше всего работает на сварочных трансформаторах. Это доказывает наша практика. Дроссель быстро разжигает дугу даже при значительной потере тока, поэтому его можно без проблем использовать на даче или в цеху с нестабильным напряжением.
Это доказывает наша практика. Дроссель быстро разжигает дугу даже при значительной потере тока, поэтому его можно без проблем использовать на даче или в цеху с нестабильным напряжением.
Отдельная особенность — это возможность использовать дроссель в паре с выпрямителем. Связка дроссель + выпрямитель способна увеличивать электродвижущую силу самоиндукции. В случае с полуавтоматом такой набор оборудования позволить легко зажечь дугу даже на значительном расстоянии от поверхности металла.
Дроссель своими руками
Теперь давайте разберемся, как дроссель для сварки своими руками можно намотать и как рассчитать дроссель. Чтобы намотать дроссель правильно, нужно досконально знать его устройство и понимать принцип работы.
В разделе «Общая информация» мы кратко описали устройство и принцип действия этого прибора. Мы составили небольшую поэтапную инструкцию, следуя которой вы сможете собрать дроссель.
Собранная вами деталь подойдет для использования на небольшом производстве или при домашней сварке. Итак, приступим:
Итак, приступим:
- Для начала вам нужно найти старый трансформатор, он будет нашей основой. Опытные мастера советуют брать повышающий элемент из лампового телевизора модели «ТСА 270-1», он будет выступать в роли сердечника. Подобные модели можно легко найти на блошином рынке или поискать в интернете на онлайн-досках объявлений.
- Затем нужно разобрать трансформатор. Делается это просто: нужно срезать болты или повернуть головки в верхней части агрегата, затем снять катушки.
- Полученные «подковы» (как их именуют умельцы) устанавливают специальные прокладки. Их изготавливают из тонкого картона и приклеивают к основанию «подковы». Прокладки нужны для образования индуктивного зазора.
- Теперь нужно намотать провод на «подкову». Для этого берем алюминиевые провода сечением 36 миллиметров. Намотайте 22-24 витка с каждой стороны. Если вам удалось найти сердечник из лампового телевизора, то вы сможете намотать на каждую сторону по 8 витков в два слоя. Не забудьте сделать изоляцию между витками с помощью бумаги и бакелитового лака.

- Провод следует наматывать в одну сторону на каждой из катушек. Это необходимо для того, чтобы в конце провода располагались в одинаковом направлении и вверху была перемычка между отводами, соединяющая катушки, а внизу располагался вход и выход.
- Если вы все же неправильно намотали провода, и они располагаются в разном направлении, то установите по диагонали косую перемычку между верхним и нижним отводами. Вторая пара отводов будет играть роль входа и выход.
- Рекомендуется устанавливать дроссель в сварочном аппарате только после диодов. Подключите ко входу кабель диодного моста.
Если сила тока дросселем наоборот продолжает падать при применении, то нужно убрать несколько витков на каждой из катушек.
Вместо заключения
Теперь вы знаете, как сделать дроссель для сварочного аппарата своими руками и использовать его в своей работе. Самодельный дроссель легко можно собрать своими силами, зная элементарные законы электротехники. Расскажите о своем опыте конструирования дросселя в комментариях и делитесь этой статьей в социальных сетях. Желаем удачи!
Желаем удачи!
Как сделать (намотать) дроссель для сварочного инвертора
Электросварка широко применяется на крупных производствах и в мелких мастерских. Аппараты для соединения металлов электрической дугой тоже бывают разными по размерам и мощности.
Но всех их объединяет одна возможная проблема — падение напряжения мешает розжигу дуги и ведению шва. Еще бывает трудно настроить нужную величину тока для конкретной толщины металла. Для решения всего этого используется дроссель в составе оборудования.
Что это такое? Как он функционирует? Как сделать дроссель самому на свой аппарат?
Что это такое?
Дроссель для сварочного аппарата своими руками смастерить вполне возможно. Он состоит из сердечника и двух обмоток с определенным сечением, рассчитанным на работу с конкретной величиной тока. Дроссель от крупного сварочного оборудования не подойдет к маленькому агрегату, и наоборот, маленькая модель будет не эффективна на большом сварочном аппарате.
Дроссель получает и накапливает в себе ток от понижающего трансформатора, чем содействует плавному розжигу электрода.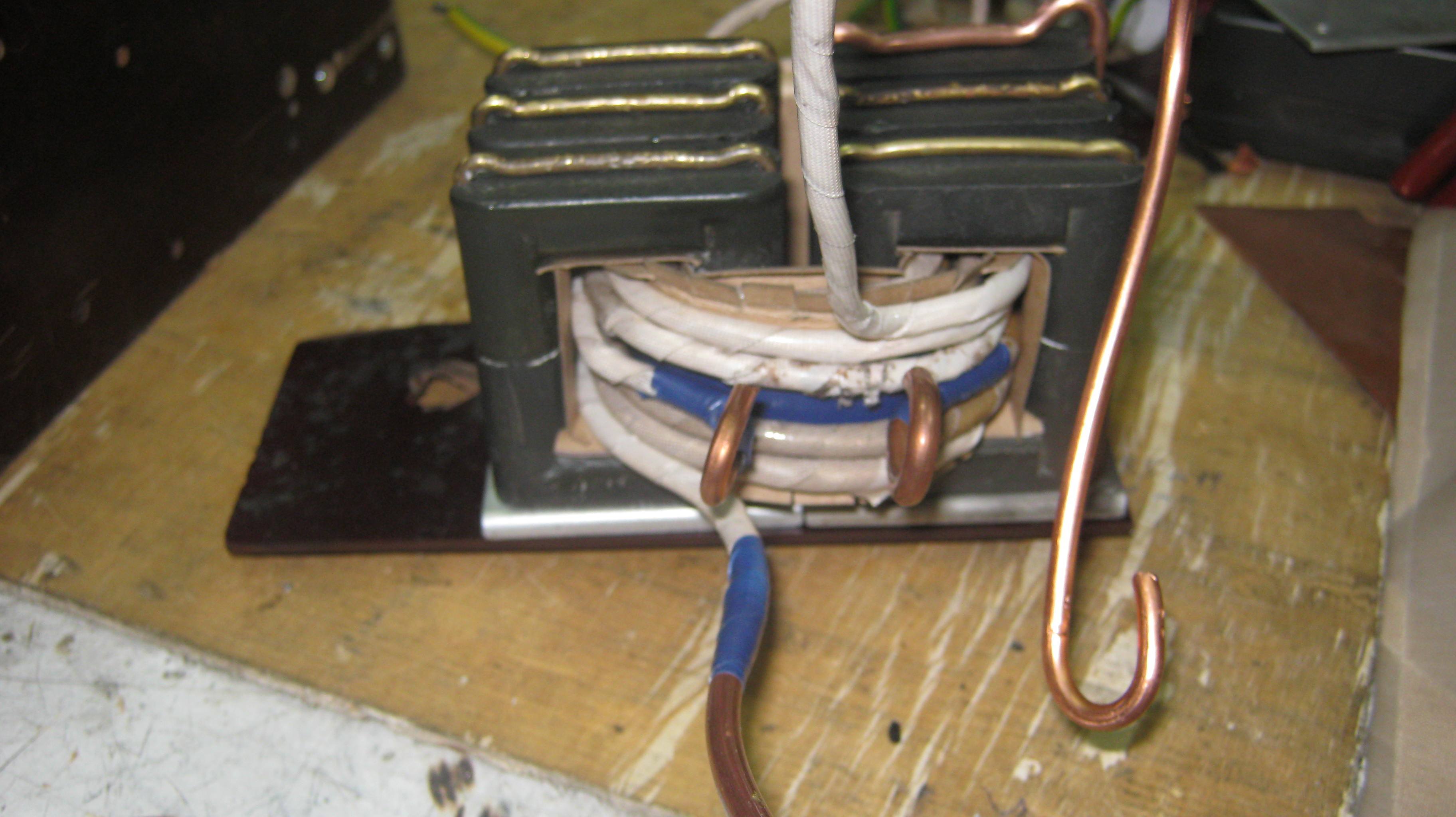 Во время ведения шва дуга горит более мягко и меньше разбрызгивается металл сварочной ванны. Если поступающее напряжение слишком велико, то дроссель берет на себя часть функции сопротивления. Это позволяет более точно настраивать аппарат и варить тонкий металл.
Во время ведения шва дуга горит более мягко и меньше разбрызгивается металл сварочной ванны. Если поступающее напряжение слишком велико, то дроссель берет на себя часть функции сопротивления. Это позволяет более точно настраивать аппарат и варить тонкий металл.
Преимущество самодельного дросселя
Для сварки металла различной толщины применяется несколько способов регулировки силы тока:
- Изменение расстояния между элементами трансформатора. В устройстве сварочных аппаратов имеется две обмотки, между которыми происходит электромагнитная индукция. Благодаря этому понижаются Вольты, и повышаются Амперы. Если сила тока слишком велика, для нормального ведения шва на заданной толщине материала, то обмотки разводятся между собой при помощи винта с резьбой. Это рассеивает индукцию и уменьшает силу тока. Степень регулировки зависит от длины винта и размеров корпуса аппарат. Чем шире настройки этого параметра, тем крупнее сам сварочный агрегат.
- Ступенчатая регулировка на обмотке трансформатора позволяет отсекать часть катушки, пуская ток по более коротком пути.
 Для уменьшения силы сварочной дуги устанавливают максимально длинный путь напряжению. Но это зависит от количества витков понижающего трансформатора.
Для уменьшения силы сварочной дуги устанавливают максимально длинный путь напряжению. Но это зависит от количества витков понижающего трансформатора. - Сопротивление из стальной пружины с креплением клемм через определенный интервал позволяет регулировать силу тока мелкими «шагами», но имеет существенный недостаток в виде быстрого перегрева сопротивления, которое постоянно находится под ногами у сварщика.
Внедрение в схему дросселя решает все эти проблемы одновременно. Это небольшое электротехническое приспособление частично компенсирует недостающее сопротивление, поэтому нет необходимости использовать большие трансформаторы с широкими параметрами регулировки. Настройка тока происходит плавно без ступеней, а под ногами нет раскаленной пружины.
Применение
Сделанный самостоятельно дроссель хорошо взаимодействует на трансформаторах. Поскольку переменный ток отличается треском и разбрызгиванием металла, то добавление в схему этого элемента позволит варить более мягко.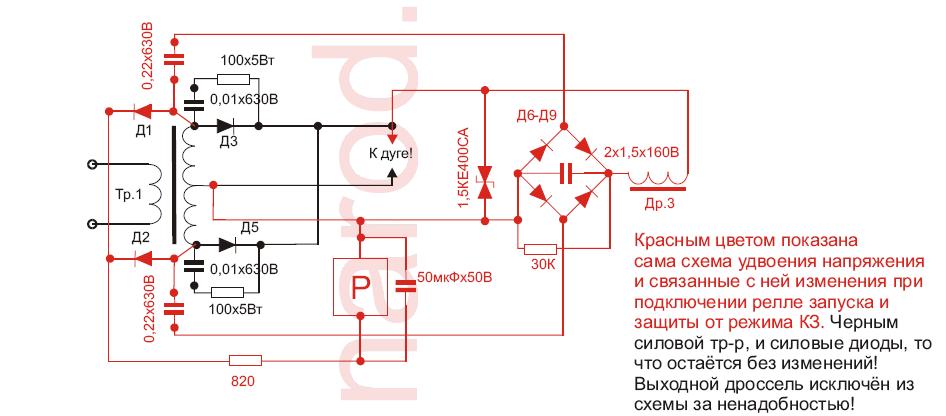 Особенно это чувствуется при работе на трубах отопления, где продолжает подтекать вода из системы.
Особенно это чувствуется при работе на трубах отопления, где продолжает подтекать вода из системы.
Дроссель для сварочного инвертора и полуавтомата полезен и содействием быстрого розжига дуги. Например, если инвертор должен выдавать 48 V холостого хода, то при падении или скачках напряжения в сети, это значение будет еще меньше.
Когда требуется варить электродом МР-3, оптимальное значение тока для которого составляет 70 V, а при 48V он зажигается с трудом, то в случае падения напряжения дугу будет возбудить очень сложно.
В результате, запланированные сварочные работы придется отложить до восстановления нормального напряжения.
Дроссель, в сочетании с выпрямителем, способен производить ЭДС самоиндукции, которая пронизывает воздушное пространство и легко поджигает электрод. В случае полуавтомата это содействует легкому началу работ при малейшем поднесении к изделию подающейся из сопла проволоки.
Сочетая в себе две функции (компенсация сопротивления и стабилизация дуги) это устройство позволяет варить тонкий металл в условиях скачущего напряжения. Так, аппараты с дросселем широко используются для сварки кузовов автомобилей на СТО, или нержавеющих тонких емкостей.
Так, аппараты с дросселем широко используются для сварки кузовов автомобилей на СТО, или нержавеющих тонких емкостей.
Дроссель своими руками
Чтобы знать как намотать дроссель правильно, важно разобраться в его устройстве. Хотя оно простое, поэтапное точное выполнение каждой части обеспечит качественный результат. Для полуавтомата или инвертора, используемых в частном доме и на даче, подойдет дроссель, сделанный следующим образом:
- За основу берется старый трансформатор. Оптимальная модель — это повышающий элемент на ламповом телевизоре с маркировкой «ТСА 270-1». Подобные можно найти у пожилых знакомых в гараже. Размеры его внутренней части идеально подходят под сварочный аппарат для домашнего использования.
- Разборка трансформатора производится путем срезания болтов для освобождения катушек. Или можно повернуть ряд головок в верхней части устройства, и снять катушки напрямую.
- На пустые подковы необходимо установить прокладки, которые будут образовывать индуктивный зазор дросселя.
 Их можно изготовить из картона с толщиной листа от 0.8 до 1.0 мм. Прокладки приклеиваются на основание подковы.
Их можно изготовить из картона с толщиной листа от 0.8 до 1.0 мм. Прокладки приклеиваются на основание подковы. - Обмотка производится мягким алюминиевым проводом с сечением 36 мм. На каждую катушку следует нанести по 24 витка. С использованием указанного сердечника от старого телевизора получится сделать три слоя по восемь витков в каждом. Между слоями необходимо выполнить качественную изоляцию бумагой и бакелитовым лаком. Это делается ввиду способности устройства к выработке ЭДС самоиндукции, которая появляется при разрыве дуги. Тогда разряд идет по пути наименьшего сопротивления и пробивает воздух, чем возобновляет горение электрода. Если наименьшее сопротивление окажется между витками обмотки, то пробой случится там, что повлечет порчу элемента.
- Наматывать провод нужно в одну сторону на каждой катушке. Благодаря одинаковому направлению получится конструкция, на которой вверху будет перемычка между отводами, соединяющая катушки, а внизу расположатся вход и выход.
- Если при наматывании была допущена ошибка, и катушки получились противоположными по направлению намотки, то выйти из положения можно установкой косой перемычки между верхним и нижним отводами по диагонали.
 Вторая пара отводов образует вход и выход.
Вторая пара отводов образует вход и выход. - Устанавливать дроссель в цепь рекомендуется уже после диодов. Ко входу подключается кабель с диодного моста, а к выходу крепится кабель массы, подающийся на изделие.
После сборки происходит тестирование устройства. Для этого необходимо выполнить сварку на металле, толщина которого будет применяться чаще всего в повседневной работе. Проверяется сила тока, которой должно быть достаточно для хорошего провара, но без прожогов.
Обращать внимание необходимо и на поведение сварочной дуги, ее стабильность, умеренный треск, и плавность горения без чрезмерных брызг. Легкий поджиг электрода и хорошие характеристики дуги будут показателем правильной сборки. Если сила тока значительно упала, то стоит перемотать устройство и удалить несколько витков обмотки на каждой катушке.
Внедрение дросселя в схему полуавтомата, инвертора или обычного трансформатора, облегчает работу с устройством. Накладывать швы становится более удобно, а поджиг электрода происходит плавно и стабильно. Особенно это практично в частном секторе, где скачки напряжения — привычное дело. Самодельное изготовление устройства легко выполнить придерживаясь последовательности приведенной в статье.
Особенно это практично в частном секторе, где скачки напряжения — привычное дело. Самодельное изготовление устройства легко выполнить придерживаясь последовательности приведенной в статье.
Поделись с друзьями
Сварочный аппарат своими руками
Самый подходящий по массе и мощности сварочный аппарат — с тороидальным магнитопроводом (например, от сгоревшего электродвигателя мощностью 3-5 кВт)…
Исходя из собственного опыта и практики других самодельных конструкторов, считаю также уместным подчеркнуть, что ток холостого хода у добротного сварочного трансформатора, рассчитанного на подключение к бытовой 220-вольтной сети, должен быть порядка 0,5-1 А.
При меньшем значении данного параметра падает мощность, при большем — греется магнитопровод, а вместе с ним и весь ЭСА.
Не могу также не отметить: если подключение «сварочника» планируется к сети с напряжением 220-380 В, то поверх первичной обмотки крайне желательно иметь дополнительную, 160-вольтную (требуемое число витков уточняется по вольтметру), после которой идет уже вторичная, сварочная.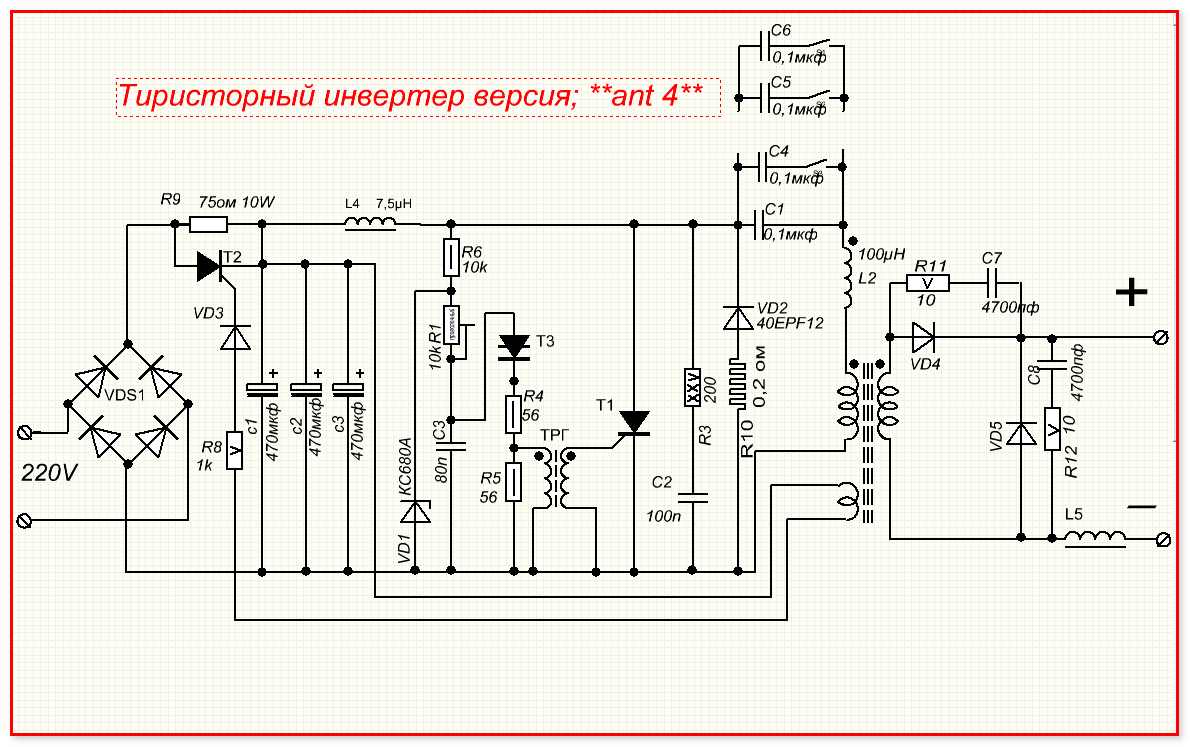
Корпус такого самодельного сварочного аппарата можно выполнить, например, из перфорированного металлического листа толщиной 1-1,5 мм.
В основании его устанавливается на изоляционных подставках сам тороидальный трансформатор, фиксируемый сверху прижимной планкой-изолятором с двумя шпильками М10.
Перфорационные отверстия диаметром 20 мм — для создания естественной приточной вентиляции, необходимой нашему «сварочнику».
Рис.1. Самодельный сварочный аппарат в сборе: 1 — опора-амортизатор (4 шт.), 2 — кронштейн-шпилька М10 с двумя шайбами и парой гаек (4 компл.
), 3 — облицовка с прорезями для вентиляции: 4 — шпилька М8 с двумя шайбами и парой гаек (2 компл), 5 — основание с вентиляционными отверстиями, 6 — изолирующая подкладка (текстолит гетинакс или деревянная дощечка s10-15, 4 шт.
), 7 — магнитопровод (от электродвигателя мощностью 3-5 кВт), 8 — изоляционная подложка (стеклоткань, 2-3 слоя), 9 — первичная сетевая обмотка (220-380 В, ток холостого хода 0,5-1 А), 10 — дополнительная обмотка, рассчитанная на 160 В, 11 — вторичная сварочная обмотка, 12 — защитная оболочка сварочного трансформатора (стеклоткань, 2-3 слоя), 13 — косынка (4 шт.
), 14 — ручка для переноски (металлическая труба 20×3, 2 шт.
) 15 — прижимная планка (текстолит, гетинакс или деревянная дощечка s10-15), 16 — клеммная панель (13-мм стеклотекстолит или другой термостойкий изолятор), 17 — светоиндикатор (тиратрон МТХ-90 с 60-килоомным МЛТ-0,25 или «неонка» ТН-02 с последовательно соединенным резистором порядка 120 кОм), 18 — клемма 220 В (2 шт.): 19 — сварочная клемма (болт М10 с двумя гайками, парой шайб и гайкой «барашек», латунь или медь, 2 компл.), 20 — «концевик» сварочной обмотки (медь или латунь, лист s1,5, 2 шт.),
материал дет. поз. 3,5 и 13 — металлический лист s1-1,5, тип и количество деталей крепежа для облицовки и клеммной панели не показаны
К основанию крепится (например, на винтах и кронштейнах-уголках) облицовка: тоже из металлического листа, но уже с «прорезной» перфорацией. Расстояние между стенками и трансформатором должно быть, как свидетельствует практика, не менее 30 мм — опять-таки для облегчения условий воздушного охлаждения.
Сверху корпус ужестчается косынками, к которым крепятся скобы-ручки. Основу каждой из таких ручек составляет труба 20×2 мм с боковыми отверстиями диаметром 10,3 мм у концов, в которые вставляются шпильки М10 и привариваются через торцевое окно.
На завершающей стадии сборки устанавливается панель из 10-мм стеклотекстолита (или другого столь же термостойкого изолятора) с располагающимися на ней сетевыми и более мощными сварочными клеммами, а также светоиндикатором «Вкл».
В качестве последнего может использоваться тиратрон МТХ-90 с 60-килоомным резистором или «неонка» МН3 (ТН-0,2) с последовательно соединенным МЛТ-0,25 сопротивлением 120 кОм.
Для регулировки тока при сварке рекомендуется применять самодельный реостат. Основа — 100-мм отрезок асбоцементной трубы диаметром 200-250 мм. В качестве резистентной обмотки используется пружина (стальная хромо ванадиевая проволока диаметром 3-4 мм, навивка — на цилиндрической болванке диаметром 40 мм), например, от сеялки.
Кольцевой реостат сварочного аппарата:
1 — основание-изолятор (асбоцементная труба), 2 — резистентная обмотка (цилиндрическая пружина от сеялки, стальная хромованадиевая проволока диаметром 3-4, навивка диаметром 40, концы отожжены и после установки по месту загнуты под болт М8), 3 — клемма (болт М8 с гайкой и двумя шайбами, 2 компл.), 4 — сварочный кабель с «концевиком», 5 — ручка для переноски (стальная полоса 40×2), 6 — сварочный кабель с двумя «концевиками», 7 — обжимка-изолятор (резиновый шланг 20×3, L50), 8 — ножевой контакт (медная полоса 25×5, L110) Концы пружины-заготовки нагреваются докрасна, пропускаются в просверленные для них отверстия внутрь асбоцементной трубы-основания и плоскогубцами выгибаются под болт М8. Начало получившейся резистентной обмотки соединяется со сварочным 1-м кабелем при помощи самодельной клеммы, состоящей из болта М8, гайки и двух шайб. Ну а регулируемый токосъём осуществляется при помощи медного ножа-регулятора, вставляемого между витками пружины реостата. Конечно же, нелишне оснастить ЭСА и достаточно мощным выпрямителем, что позволит выполнять качественную сварку на постоянном токе. Как свидетельствует практика, самыми приемлемыми оказываются технические решения, в основе которых — так называемый выпрямительный мост на диодах, способных отдавать в нагрузку прямой ток не менее 100 А. С целью лучшего охлаждения каждый из полупроводниковых вентилей желательно снабжать радиатором, имеющим площадь теплоотдачи порядка 200 см2. Довольно хорошие эксплуатационные характеристики, например, у выпрямительного моста, состоящего из двух групп мощных разнополярных диодов В200 и ВЛ200, конструктивное исполнение которых (с «анодным» либо, наоборот, «катодным» отводом тепла и имеющим отличительные корпуса, соответственно, зеленого или малинового цвета) позволяет легко объединять их в суперкомпактный блок с «плюсо-минусовой» и «минусо-плюсовой» контактно-радиаторными группами, между которыми устанавливается резиновая прокладка. Для надежного поджигания дуги обычно используют конденсатор или дроссель. Однако последний предпочтительнее в силу свойственных ему высоких энергоемкостных и эксплуатационных качеств. Сама же конструкция зависит от используемого магнитопровода. Наиболее доступным для многих является «железо» сгоревших трансформаторов. Точнее — пакеты типовых конфигураций из электротехнической стали.
Конечно же, нелишне оснастить ЭСА и достаточно мощным выпрямителем, что позволит выполнять качественную сварку на постоянном токе. Как свидетельствует практика, самыми приемлемыми оказываются технические решения, в основе которых — так называемый выпрямительный мост на диодах, способных отдавать в нагрузку прямой ток не менее 100 А. С целью лучшего охлаждения каждый из полупроводниковых вентилей желательно снабжать радиатором, имеющим площадь теплоотдачи порядка 200 см2. Довольно хорошие эксплуатационные характеристики, например, у выпрямительного моста, состоящего из двух групп мощных разнополярных диодов В200 и ВЛ200, конструктивное исполнение которых (с «анодным» либо, наоборот, «катодным» отводом тепла и имеющим отличительные корпуса, соответственно, зеленого или малинового цвета) позволяет легко объединять их в суперкомпактный блок с «плюсо-минусовой» и «минусо-плюсовой» контактно-радиаторными группами, между которыми устанавливается резиновая прокладка. Для надежного поджигания дуги обычно используют конденсатор или дроссель. Однако последний предпочтительнее в силу свойственных ему высоких энергоемкостных и эксплуатационных качеств. Сама же конструкция зависит от используемого магнитопровода. Наиболее доступным для многих является «железо» сгоревших трансформаторов. Точнее — пакеты типовых конфигураций из электротехнической стали.
Рис.3. Схема выпрямительно-дроссельного блока
Варианты сварочного дросселя на стержневом магнитопроводе (а) и на броневом (б), составлением из двух типовых стержневых сердечников:
1 — магнитопровод (пакет, набранный из наиболее доступных пластин трансформаторной стали), 2 — изолирующая прокладка (2-3 слоя стекло изоляционной ленты), 3 — обмотка (35-40 витков кабеля с общим сечением медных жил 25 мм2 или алюминиевых 35-40 мм2), 4 — стяжной кронштейн (металлический уголок 15×15 или 25×25, 4 шт.), 5 — стяжка (шпилька с двумя гайками и шайбами Гровера, 4 или 8 компл.)
Неплохие дроссели получаются, в частности, когда в качестве магнитопровода для них — стержневой сердечник шириной 30 мм и толщиной пакета 150-250 мм (от старого блока электропитания) или два спаренных, приспособленных как своеобразный броневой с пакетом толщиной 100-150 мм. Обмотка содержит от 35 до 40 витков хорошо изолированного провода (токопроводящей шины, кабеля) сечением 35-40 (алюминий) или 25 (медь) мм2. Достоинство: можно использовать любой электрод. Именно такие дроссели легко встраивать в выпрямители или оформлять в виде отдельных блоков. Если приходится заниматься сваркой помногу да к тому же использовать 4-мм электроды, то не обойтись без принудительного воздушного охлаждения. При этом сам вентилятор желательно устанавливать непосредственно на выпрямителе сварочного аппарата.
В последнем авторском варианте пришлось пойти на установку более мощных радиаторов от 500-амперных диодов. В результате получился самодельный сварочный аппарат, который по своим технико-эксплуатационным параметрам способен быть, что называется, на равных со сварочными аппаратами промышленного изготовления.
А.Певнев, г. Димитровград, Ульяновская обл.Самодельный сварочный аппарат из старого электродвигателяТочечная сварка своими руками
Использование сварочного дросселя
Сварочный аппарат есть, практически у каждого мало-мальски уважающего себя хозяина. Как правило, в последнее время приобретаются аппараты относительно невысокого качества, которые, после небольшой и недорогой доработки, совершенно не уступают лучшим фирменным образцам. Одной из таких доработок является установка дросселя для сварки .
Что это дает? Во-первых стабилизируется сварочный ток.
При использовании сварочного аппарата переменного тока поджиг электрода возможен только при достижении уровня напряжения, необходимого для поджига и соответствующей синусоиды электрического тока.
Включение в конструкцию дросселя позволяет сместить фазы между током и напряжением, что приводит к более легкому началу сварочных работ и более ровному горению и, соответственно, более качественному сварному шву.
При современном строительстве одну из ключевых ролей играет пол, особенно если он должен обладать не только внешними показателями, но и сохранять тепло. Паркетный пол считается оптимальным решением. Паркет Киев есть разных видов, цветовых решений и в его выборе есть определенные нюансы.
Сварочные дроссели применяются как в сварочных аппаратах, использующих электроды, так и в полуавтоматах. В случае применения в полуавтомате, значительно уменьшается разбрызгивание металла, а работа становится более мягкой, причем шов проваривается более глубоко.
Для изготовления сварочного дросселя своими руками умельцы используют трансформаторы от старых, желательно ламповых, телевизоров. Для начала снимается полностью вся намотка, а на «железо» наматывается провод, исходя из предварительных расчетов.
Стоит отметить, что весьма неплохое качество при изготовлении сварочного дросселя своими руками можно получить, если использовать в качестве заготовки дроссели от сгоревших ламп уличного освещения.
Как правило, обмотка содержит от 25 до 40 витков провода, сечением 35-40 мм2, если используется алюминиевый провод и от 25 мм2, в том случае, если удалось раздобыть медный.
Неплохо подходит для намотки дросселя шинка — как алюминиевая, так и медная.
Итак, можно ставить дроссель на, практически, любой сварочный аппарат, но специалисты все-таки советуют использовать его совместно с выпрямительным блоком — это относится только к сварочным аппаратам, работающим с переменным током. В этом случае достигается двойная цель. Получается более мягкая работа и возможность варить любыми электродами.
Существуют конструкции, в которых дроссель работает в паре с понижающим трансформатором. В этом случае расчет дросселя должен бытьолее точным и производится по формулам, которые можно найти в специализированной литературе.
При такой реализации конструкции предпочтительное место установки дросселя — вторичная цепь сварочного трансформатора. Стоит заметить, что именно таким образом располагается дроссель в некоторых дорогих сварочных полуавтоматах импортного производства. Преимущества здесь налицо. При таком расположении трансформатор обладает нормальным рассеиванием и весьма жесткой внешней характеристикой.
Регулировка работы дросселя — весьма ответственное дело. Несмотря на все расчеты, добиться устойчивой и безупречной работы с первого раза, практически невозможно. Обычно количество витков подбирают опытным путем отматывая или, наоборот, добавляя витки. Еще один способ регулировки заключается в изменении воздушного зазора в магнитопроводе — в этом случае регулировка более плавная.
Дроссель для сварочного аппарата своими руками
- Расчет сечения проводов первичной обмотки трансформатора
- Расчет сечения проводов вторичной обмотки трансформатора
- Выпрямитель для сварочного аппарата
- Способы регулирования тока сварочной дуги
- Как сделать дроссель и намотать его правильно?
Понижающий трансформатор является основой простейшего сварочного аппарата. Более сложным является сварочный аппарат, у которого на выходе имеется выпрямитель, который переменное напряжение преобразует в постоянное. Такие сварочные аппараты называют выпрямителями.
Трансформаторы бывают трех видов: тороидальный, стержневой и броневой, различия между ними можно увидеть на рисунке выше.
Самым сложным является сварочный аппарат, преобразующий входную частоту сети питания 50 Гц сначала в постоянное напряжение, как у выпрямителей, с последующим преобразованием его в переменное, частота которого измеряется уже килогерцами. Это инвертор.
Сделать своими руками инвертор по силам только тому, кто хорошо разбирается в радиоэлектронике и в используемой там элементной базе. Для этого специалиста не нужно объяснять, для чего нужен дроссель и где его место в схеме. А неподготовленному человеку целесообразно объяснить, что такое трансформатор и выпрямитель к нему.
Расчет сечения проводов первичной обмотки трансформатора
Схема устройства сварочного трансформатора.
Теория трансформаторов сложна тем, что она основана на законах электромагнитной индукции и других явлений магнетизма. Однако, не используя сложный математический аппарат, можно пояснить, как работает трансформатор и можно ли его собрать самостоятельно.
Вручную трансформатор можно намотать на металлическом сердечнике, собранном из пластин трансформаторной стали. Проще выполнить намотку на стержневой или броневой сердечник, чем на тороидальный.
Сразу же следует обратить внимание, что на изображении хорошо видна разница в толщине проводов: тонкий провод расположен непосредственно на сердечнике, и в нем явно видно большее количество витков. Это первичная обмотка.
Более толстый провод и с меньшим количеством витков – это вторичная обмотка.
Не учитывая потери мощности внутри трансформатора, рассчитаем, каким должен быть ток I1 в его первичной обмотке. Идеальное напряжение сети равно U=220 В. Зная потребляемую мощность, например, P=5 кВт, имеем:
I1 = Р:U= 5000_220=22,7 А.
По току в первичной обмотке трансформатора определяем диаметр провода. Плотность тока для бытового сварочного трансформатора должна быть не более 5 А/мм 2 сечения провода. Следовательно, для первичной обмотки потребуется провод сечением S1 =22,7:5=4,54 мм 2 .
По сечению провода определяем квадрат, его диаметр d без учета изоляции:
d 2 =4S/π=4×4,54/3,14=5,78.
Извлекая корень квадратный, получаем d=2,4 мм. Эти расчеты выполнены для медных жил провода. При намотке проводов с алюминиевым сердечником полученный результат необходимо увеличить в 1,6-1,7 раза.
Для первичной обмотки применяют медный провод, изоляция которого должна хорошо выдерживать высокие температуры. Это стеклотканевая или хлопчатобумажная изоляция. Подойдет резиновая и резинотканевая изоляция. Провода, имеющие ПВХ изоляцию, применять не следует.
Доработка сварочного аппарата
Выбор бытовых сварочных аппаратов на современном рынке огромен — от трансформаторных и инверторных до аппаратов плазменной резки.
Основная область использования данной электроаппаратуры в бытовых целях — ремонт авто — мототехники, сварочные работы на малых строительных площадках (дачное строительство).
В данной статье предлагаю рассмотреть некоторые моменты по модернизации бытовых трансформаторных сварочных аппаратов на примере сварки фирмы BlueWeld модель Gamma 4.185.
Рассмотрим принципиальную схему аппарата — как видите ничего сложного-обычный силовой трансформатор,с первичной обмоткой на 220/400В, с тепловой защитой и вентилятором охлаждения.
Рабочий ток прибора (от 25 до 160А) регулируется посредством выдвижной части сердечника трансформатора.Аппарат расчитан на работу с покрытыми электродами от 1,5 до 4мм диаметром.
Что же явилось предпосылкой к модернизации данного устройства? Прежде всего нестабильность питающего напряжения в том районе, где планировалось использование данного аппарата — в иные дни оно едва достигало 170В (кстати, некоторые инверторные аппараты просто не запускаются при таком напряжении питания).
Кроме того, аппарат изначально не предназачен для выполнения сварных швов с высокими эстетическими характеристиками (например при применении электродуговой сварки в процессе художественной холодной ковки металла или при сварке тонкостенных профильных труб) — в общем основным назначением аппарата было”спаять” между собой две железных болванки.
Помимо всего прочего, ”зажечь” дугу этой сваркой было весьма затруднительно даже при номинальном напряжении питания — про пониженное напряжение вообще говорить не приходится.
В итоге было решено прежде всего перевести аппарат на постоянный ток (для стабильности электрической дуги и как следствие увеличения качества сварного соединения) а также повысить напряжение выхода для более стабильного и легкого розжига электрода. Для этих целей идеально подошла схема выпрямителя/умножителя конструкции А.Трифонова — принципиальная электрическая схема (а) и вольт-амперные характеристики (б) показаны на рисунке.
Особую роль в этом техническом решении казалось бы обычного выпрямителя, играет перемычка Х1Х3-вставив ее,получают из обычного диодного моста VD1-VD4 с низкочастотным фильтром C1C2L1 выпрямительное устройство, на выходе которого в режиме холостого хода мы имеем удвоенное напряжение (по сравнению с вариантом работы прибора без перемычки).
Рассмотрим более подробно работу схемы. Положительная полуволна напряжения поступает на полупроводниковый вентиль VD1 и зарядив конденсатор С1 до максимума возвращается к началу обмотки трансформатора. В другой полупериод, заряд проходит к конденсатору С2, а от него к вентилю VD2 и далее к обмотке.
Конденсаторы С1 и С2 соединены таким образом, что результирующее напряжение оказывается равным суммарному (удвоенному) напряжению, которое и подводится через дроссель на держатель электрода и таким образом способствует стабильному разжиганию дуги. Вентили VD3 и VD4 при замкнутой перемычке Х2Х3 и отсутствии сварочной дуги в работе схемы не участвуют.
Главным достоинством схемы является то,что при применении обычной схемы моста имеет место резкое снижение выпрямленного напряжения при увеличении тока нагрузки в момент зажигания дуги-приходится ставить электролитические конденсаторы огромной емкости — 15000мкф, и все это при том, что в момент касания электродом свариваемых поверхностей и мнгновенного разряда конденсатора большой емкости, происходит микровзрыв плазмы с разрушением покрытия электрода, а это ухудшает розжиг. Теперь немного о деталях конструкции.
В качестве вентилей диодного моста применимы полупроводниковые диоды Д161 или В200 со стандартными радиаторами для них.
Если у вас в наличии имеются 2 диода Д161 и 2 диода В200 вы можете сделать мост более компактным — диоды исполнены с разной проводимостью и радиаторы можно скрепить шпильками прямо между собой, не применяя прокладок. В качестве конденсаторов, перестраховавшись, применил набор неполярных конденсаторов МБГО (можно МБГЧ,МБГП).
Емкость каждого получилась по 400 мкф, чего вполне хватило для стабильной работы аппарата. Токовый дроссель L1 намотан на сердечнике от трансформатора ТС-270 проводом сечением 10мм квадратных.
Сварочный аппарат своими руками: комплектация, чертежи, схемы и проекты самодельных аппаратов (110 фото)
Основная часть специалистов считает, что создание аппарата для сварки не потребует особых навыков. Но прежде чем приступить к его изготовлению, нужно чётко понять в каких целях его можно использовать.
Очень важно, чтобы схема сварочного аппарата была как можно проще, изредка, даже применяют трансформаторы, изъятые из микроволновой печи. Изделие обязано функционировать от бытовой электрической сети с напряжением в 220В.
При этом выделяют целый каталог самодельных аппаратов, функционирующих от электрической сети в 380В.
Комплектация
Сборка аппарата, в большинстве ситуаций, совершается для осуществления мелких сварочных работ, требуемых в бытовых условиях.
В комплектацию представленного аппарата включены следующие компоненты:
Блок питания
Главным компонентом в нём считается преобразователь (трансформатор), его можно создать из бывшего автотрансформатора или же из преобразователя, изъятого из микроволновой печи. Если используется последний вариант, то вынимая трансформатор из микроволновой печи нужно быть предельно осторожными, чтобы не навредить основной обмотке.
Блок выпрямителя
Главными компонентами представленного оборудования являются диоды. Подборка мощности диодов выполняется таким образом, чтобы они были в состоянии выдержать предварительно установленные нагрузки. Для охлаждения диодов применяются специальные радиаторы, изготовленные из сплава алюминия.
При разметке установочной платы обязательно нужно оставить место для дроссели, которая создана сглаживать импульсы. Сборка выпрямителя выполняется на отдельной плате с применением гетинакса или текстолина.
Блок инвертора
Инвертор трансформирует поступающий из выпрямителя постоянный ток в переменный, который характеризуется высокой частотой колебания. Трансформация осуществляется с применением электронных схем на мощных транзисторах или тиристорах.
Изготовить сварочный инвертор своими руками – не трудно, главное, подобрать все представленные компоненты, присутствующие в комплектации. К тому же можно значительно сэкономить на дополнительной обмотке преобразователя, используя не медные провода, а медную жесть.
Технология сборки сварочного аппарата
Если вас интересует, как сделать сварочный аппарат собственноручно, то нужно следовать такому плану:
Выпрямитель располагается на одном пульте управления с преобразователем и дросселю. Регулятор силы тока располагается на панели управления.
С имеющихся катушек преобразователя (не задевая сердечник) удаляются дополнительные обмотки. К основной обмотке прикасаться не нужно, а вот среднюю можно перемотать проводом, выполняя отводы через последующие тридцать витков.
Клеммы для выведения дополнительного типа обмотки преобразователя изготавливаются из трубок, из меди, диаметр которых равен 10-12 миллиметров, в длину они достигают 30-40 миллиметров. Одна сторона клеммы расклепывается и в образовавшейся пластине просверливается выемка размером около десяти миллиметров, с обратной стороны, вставляется предварительно зачищенный провод.
С панели, размещённой сверху преобразователя, удаляются винты, оснащённые гайками, и заменяются усовершенствованными винтами, типа М10 – к ним подсоединяются клеммы.
Для выведения основной обмотки создается отдельная плата и прикрепляется к преобразователю. Предварительно в плате нужно создать 10-11 отверстий, в диаметре достигающих 6 миллиметров, и соединить с ними винты М6, содержащие две гайки и шайбы. Далее, осуществляется параллельное соединение двух боковых обмоток, а затем добавление к ним средней обмотки.
Главной характеристикой самодельного сварочного аппарата является то, что к электрической сети он может быть подключен только через рубильник, используя провода сечения около 1,5 мм2.
С фото сварочного аппарата, изготовленного своими руками можно ознакомиться в нашей галерее.
Если при изготовлении представленного аппарата своими руками возникают трудности, то всегда можно приобрести сварочный аппарат в магазине.
svarnoy.info
Свежие записи
Свежие комментарии
- Дмитрий к записи Связаться с нами
- admin к записи Продолжение: DXF для твердотопливного котла 9 кВт.
- admin к записи Чертежи шахтного твердотопливного котла 9 кВт
- ric к записи Повышение эффективности производства
- Сварщик к записи Сварка труб через «операцию»
Сварочные аппараты переменного тока
Сварочные аппараты переменного тока, подразделяют на четыре основные группы: сварочные аппараты
? с отдельным дросселем,
? со встроенным дросселем,
? подвижным магнитным шунтом,
? с увеличенным магнитным рассеянием и подвижной обмоткой.
Они отличаются по конструкции и по электрической схеме. Сварочные аппараты состоят из понижающего трансформатора и устройства — дросселя, подвижного магнитного шунта, подвижной обмотки — для создания падающей внешней характеристики и регулирования сварочного тока. Трансформатор обеспечивает питание дуги переменным током напряжением 60…70 В.
Сварочные аппараты с отдельным дросселем (рис. 1) состоят из понижающего трансформатора и дросселя (регулятора тока). Трансформатор Тр имеет сердечник (магнитопровод) 2 из пластин, отштампованных из тонкой трансформаторной стали толщиной 0,5 мм. На сердечнике расположены первичная 1 и вторичная 3 обмотки. Первичная обмотка из изолированной проволоки подключается к сети переменного тока напряжением 220 или 380 В. Во вторичной обмотке, изготовленной из медной шины, индукцируется напряжение 60…70 В. Небольшое магнитное рассеивание и малое омическое сопротивление обмоток обеспечивают незначительное внутреннее падение напряжения и высокий к.п.д. трансформатора. Последовательно с вторичной обмоткой в сварочную цепь включена обмотка 4 (из голой медной шины) дросселя Др. Обмотка имеет асбестовые прокладки, пропитанные теплостойким лаком. Сердечник дросселя также набран из пластин тонкой трансформаторной стали и состоит из двух частей: неподвижной 5, на которой расположена обмотка дросселя, и подвижной 6, перемещаемой с помощью винтовой пары 7. При вращении рукоятки по часовой стрелке воздушный зазор а увеличивается, против часовой стрелки—уменьшается.
Сварочные аппараты с отдельным дросселем
Рис. 1
При возбуждении дуги (при коротком замыкании) большой ток, проходя через обмотку дросселя, создает мощный магнитный поток, наводящий э.д.с. дросселя, направленную против напряжения трансформатора. Вторичное напряжение, развиваемое трансформатором, полностью поглощается падением напряжения в дросселе. Напряжение в сварочной цепи почти достигает нулевого значения.
При возникновении дуги сварочный ток уменьшается, вслед за ним уменьшается э.д.с. самоиндукции дросселя, направленная против напряжения трансформатора, и в сварочной цепи устанавливается рабочее напряжение, необходимое для устойчивого горения дуги, меньшее, чем напряжение холостого хода. Изменяя зазор а между неподвижным, и подвижным магнитопроводами, изменяют индуктивное сопротивление дросселя и тем самым ток в сварочной цепи. При увеличении зазора магнитное сопротивление магнитопровода дросселя увеличивается, магнитный поток ослабляется, уменьшается э.д.с. самоиндукции катушки и ее индуктивное сопротивление. Это приводит к возрастанию сварочного тока. При уменьшении зазора сварочный ток уменьшается. Один оборот рукоятки винтовой пары изменяет сварочный ток примерно на 20 А.
По этой схеме изготовлены сварочные трансформаторы типа СТЭ. Трансформаторы СТЭ-24-У и СТЭ-34-У не сложны по устройству и безопасны в работе и поэтому их широко применяют при ручной дуговой сварке.
Сварочные аппараты со встроенным дросселем (рис.2) имеют электромагнитную схему, разработанную акад. В. П. Никитиным. Магнитопровод трансформатора состоит из основного сердечника на котором расположены первичная 2 и вторичная 6 обмотки собственно трансформатора, и добавочного сердечника 4 с обмоткой 5 дросселя (регулятора тока). Добавочный магнитопровод расположен над основным и состоит из неподвижной и подвижной частей, между которыми с помощью винтовой пары 3 устанавливается необходимый воздушный зазор а.
Сварочные аппараты со встроенным дросселем
Рис. 2
Магнитный поток, создаваемый обмоткой дросселя, может иметь попутное или встречное направление с потоком, создаваемым вторичной обмоткой трансформатора, в зависимости от того как включены эти обмотки.
Сварочный ток регулируют, изменяя воздушный зазор а, чем больше зазор а, тем больше сварочный ток.
Этот принцип действия лежит в основе конструкции следующих сварочных трансформаторов СТЭ-24-У, СТЭ-34-У, СТН-350, СТН-500, СТН-700, ТСД-500, ТСД-1000-3, ТСД-2000.
Сварочные аппараты с увеличенным магнитным рассеянием и подвижным магнитным шунтом (рис. 3)
Сварочные аппараты с увеличенным магнитным рассеянием и подвижным магнитным шунтом
Рис. 3
имеют замкнутый магнитопровод, у которого на одном стержне расположены первичная 4 и вторичная 3 обмотки трансформатора, а на другом — реактивная обмотка 1. Между ними находится стержень — магнитный шунт 2. Шунт замыкает магнитные потоки, создаваемые первичной и реактивной обмотками. При этом образуются магнитные потоки рассеяния, которые создают значительное индуктивное сопротивление. Таким образом, обеспечивается падающая внешняя характеристика трансформатора.
Сварочный ток регулируют, перемещая магнитный шунт вдоль направления магнитного потока. При выдвижении шунта рассеяние магнитных потоков первичной и реактивной обмоток уменьшается, вследствие чего уменьшается индуктивное сопротивление трансформатора. При этом сварочный ток возрастает. По такому принципу работают аппараты типа СТАН и СТШ.
Сварочные аппараты с увеличенным магнитным рассеянием и подвижной обмоткой. Трансформатор имеет магнитопровод, на обоих стержнях которого расположены по две катушки: одна с первичной обмоткой, а вторая — со вторичной обмоткой. Катушки первичной обмотки закреплены неподвижно в нижней части сердечника, а катушки вторичной обмотки перемещаются по стержню с помощью винтовой пары. Сварочный ток регулируют изменением расстояния между первичными и вторичными обмотками. При увеличении этого расстояния магнитный поток рассеяния возрастает, а сварочный ток уменьшается. По этому принципу изготовлены такие трансформаторы ТС-120, ТС-300, ТС-500, ТСК-300, ТСК-500, ТД-300, ТД-500.
виды неисправностей, их возникновения, ремонт
Довольно часто домашние мастера сталкиваются с необходимостью выполнения сварочных работ. Для этого им необходимо специальное сварочное оборудование.Сегодня сварочные инверторы являются довольно распространенным видом подобных аппаратов, которые все чаще можно встретить у многих владельцев. Однако в определённый момент это оборудование может выходить из строя, что заставляет задумываться о ремонте.
Причем в этом случае необязательно обращаться к специалистам, в некоторых случаях можно вернуть сварочный аппарат в рабочее состояние своими силами. Главное — знать, что именно привело к неисправности и каким образом можно ликвидировать ее самостоятельно, не неся необязательных расходов на сервисное обслуживание.
Ремонт сварочных инверторов своими руками
Одним из главных качеств, которые обеспечили популярность сварочных инверторных аппаратов, является высокое качество сварки, которое может обеспечить любой человек, не обладающий достаточными навыками в обращении с ним. При этом сами условия по эксплуатации этого агрегата отличаются высоким уровнем удобства.Нужно упомянуть о наличии у этого оборудования более сложной конструкции, если сравнивать его со сварочными выпрямителями и трансформаторами. Это, в свою очередь, негативно отражается на их надежности. Также нужно сказать о том, что перечисленные выше предшественники представляют с собой электротехнические устройства. В отличие от них инверторные аппараты — это одна из разновидностей сложных электронных приборов.
По этой причине, если владелец столкнулся с неполадками в работе сварочного инвертора, для обнаружения причины неисправности и выполнения непосредственно ремонта необходимо убедиться в работоспособности составных его элементов: диодов, транзисторов, стабилитронов, резисторов, а также иных элементов электронной схемы инвертора. Следует также быть готовым к тому, что пользователь столкнется с необходимостью использования таких устройств, как вольтметр, цифровой мультиметр, а также иной рядовой измерительной техники, включая и осциллограф.
Схема ремонта сварочного инвертора своими руками
Приступая к ремонту инверторных сварочных аппаратов, необходимо помнить о следующем моменте: довольно часто сложно понять, ориентируясь лишь на характер возникшей неполадки, что же именно привело к прекращению работы аппарата.В подобной ситуации владельцу не остается ничего другого, как по очереди проверять каждый элемент схемы. Поэтому, чтобы ремонт оправдал затрачиваемые на него усилия и время и обеспечить необходимый результат, владелец подобного аппарата должен обладать определенными познаниями в электронике, а также хотя бы минимальными навыками работы с электросхемами.
Если он в этом плане не разбирается, то, решившись на самостоятельный ремонт инверторного сварочного аппарата, он рискует лишь понапрасну потерять силы, время, не добившись своей цели. Не исключено, что его инициатива может ухудшить работу устройства, а выполненные им действия станут причиной возникновения новых неполадок.
Основные неисправности сварочных инверторов
Если рассмотреть все неполадки, которые диагностируют при эксплуатации сварочных инверторов любого типа, то они могут быть классифицированы на несколько групп:
- неполадки, возникшие в результате неграмотного выбора рабочего режима сварки;
- неполадки, причиной появления которых является неисправность или же неправильная работа электронных составляющих оборудования.
Вне зависимости от характера неисправности подобная ситуация не позволит владельцу продолжить в привычном режиме сварку. К появлению неисправности в работе сварочного инвертора могут приводить различные факторы. Для определения точной причины необходимо проверять по очереди каждый из них, причем вначале начинают с простых операций и постепенно продвигаются к более сложным. После проведения всех рекомендуемых диагностических процедур может случиться так, что сварочный аппарат по-прежнему находится в нерабочем режиме. В этом случае можно предположить, что неполадки связаны с нерабочей электросхемой инверторного модуля. Чаще всего выход из строя электронной схемы происходит по следующим причинам:
- Проникновение влаги внутрь устройства. В большинстве случаев этому способствуют осадки.
- В случае скопления под корпусом пыли возникают благоприятные условия для нарушения правильного охлаждения составляющих узлов электронной схемы. Чаще всего наибольшему риску загрязнения подвержено оборудование, которое используется на строительных площадках. Для предотвращения выхода из строя инвертора под влиянием подобных условий работы следует регулярно выполнять его чистку.
- Пренебрежение рекомендациями изготовителя относительно подходящего режима использования инвертора, работающего без перерывов. Это также может стать одной из причин возникновения неполадок в работе электроники оборудования, возникающих на фоне его перегрева.
Распространенные неисправности инверторов
Обычно инверторные аппараты выходят из строя по причине воздействия внешних факторов, а также неправильной настройки и пренебрежения рекомендациями по использованию аппарата. Среди подобных ситуаций чаще всего можно наблюдать следующие:
- Процесс горения сварочной дуги имеет неустойчивый характер или же отмечается слишком сильное разбрызгивание материала электрода. Столкнуться с подобным можно в том случае, если был неправильно подобран ток. Во избежание проблем нужно ориентироваться на диаметр и тип электрода, а также скорость сварки. Эту задачу производитель решает за потребителя, приводя соответствующие рекомендации по определению силы тока на упаковке. Если же подобные сведения отсутствуют, то можно воспользоваться следующей формулой: ток определяется из расчета 20-40 А на каждый миллиметр диаметр электрода. При достаточно медленной скорости сварки необходимо выбрать меньшую величину тока.
- Сварочный электрод с усилием отводится от металла. Подобная ситуация может возникать из-за нескольких различных факторов. В большинстве случаев этому способствует чересчур низкое питающее напряжение сети, к которой подключено оборудование. Если же сварочные работы выполняются с применением инвертора, рассчитанного на эксплуатацию при пониженном напряжении, то причиной его выхода из строя может стать снижение величины напряжения в случае подключения нагрузки, не превышающий уровня, который соответствует минимальному. Наряду с этим неисправности могут быть связаны с плохим контактом модулей прибора в панельных гнездах. Для решения этой проблемы необходимо подтянуть крепления или же гораздо плотнее зафиксировать вставки. Если на входе аппарата наблюдается падение напряжения, в качестве причины этого может служить использование сетевого удлинителя, где применяется кабель с сечением менее 2,5 мм2. В таких условиях также можно наблюдать уменьшение питающего напряжения сварочного аппарата во время выполнения работ. Неполадки в работе оборудования могут возникнуть и из-за слишком длинного удлинителя. Не следует использовать провод, который в длину достигает более 40 метров, поскольку в этом случае нельзя обеспечить эффективную работу устройства. В противном случае в питающей цепи будут наблюдаться слишком большие потери. Причиной возникновения прилипания может выступать подгорание или окисление контактов в цепи питания. На фоне такого явления напряжение также может в значительной степени просто «просаживаться». Столкнуться с такой проблемой можно и тогда, когда была проведена посредственная подготовка свариваемых элементов.
- При включенном инверторе индикаторы показывают рабочее состояние, при этом невозможно осуществлять сварку. Обычно причиной подобной неполадки является перегрев оборудования, при этом довольно сложно увидеть свечение контрольного индикатора или лампы, а звуковой сигнал в используемой модели не предусмотрен. Другой причиной подобной неисправности может быть самостоятельное отсоединение сварочных проводов или их повреждение.
- Во время сварки можно столкнуться с постоянным отключением сетевого напряжения. Чаще всего это связано с ошибками относительно выбора для электрощитка автоматического выключателя. Для правильной работы нужно, чтобы этот прибор был предназначен для использования с током до 25 А.
- Невозможно включить инвертор. Столкнулся с подобной неполадкой можно, если в сети наблюдается низкое напряжение, которого не хватает для создания нормальных условий для выполнения сварочных работ.
- Отключение инвертора при длительном выполнении сварочных работ. Наиболее вероятной причиной прекращения работы аппарата следует назвать срабатывание защиты по температуре, однако это не следует считать неполадкой. Достаточно сделать перерыв в 20-30 минут, после чего можно продолжать работу.
Ремонт инверторных сварочных аппаратов
Признаком возникновения серьезных неполадок в работе инверторного модуля может выступать возникновение запаха гари из корпуса аппарата. В подобной ситуации наилучшим решением будет вызов специалистов сервисной службы. Чтобы устранить подобную неисправность своими руками, владелец должен обладать определенными навыками и знаниями.
Технология работ
Процедура ремонта своими руками заключается в получении доступа к корпусу аппарата, дальнейшем обследовании его начинки. В некоторых случаях причиной неисправности может быть некачественная пайка элементов, кабелей, иных контактов на платах схемы.Поэтому в подобной ситуации вернуть прибор в рабочее состояние можно путем перепайки. На начальном этапе нужно попытаться выяснить, какие элементы вышли из строя. На это могут указывать трещины, темные пятна на корпусе или признаки прогорания на плате выводов, а также вздутие верхней части электролитических конденсаторов.
После того, как удалось установить неисправные узлы, их необходимо выпаять, далее установить вместо них идентичные или схожие с ними по характеристикам детали. При выборе заменяемых деталей необходимо обращать внимание на маркировку, присутствующую на корпусе, либо использовать таблицы. Во время извлечения поврежденных элементов рекомендуется применять паяльник с отсосом. Это позволит с минимальными затратами времени выполнить работу и избежать серьезных проблем.
В некоторых случаях обследование может не дать результатов. В подобной ситуации имеет смысл начать прозванивать элементы, используя для этого омметр или мультиметр. Наименьший уровень защиты имеют транзисторы. По этой причине во время ремонта прибора необходимо в первую очередь обследовать их и проверить работоспособность. В большинстве своем силовые транзисторы отличаются высокой надежностью. И если все же они оказались неисправны, то чаще всего благоприятствующим этому фактором становится отказ элементов «раскачивающего» их контура. Элементы последнего и нужно проверить в самом начале. После выполнения проверки необходимо подвергнуть прозванию и прочие элементы платы.
При обследовании платы следует уделить внимание состоянию каждого печатного проводника, где нужно убедиться, что они не имеют обрывов и подгаров. Если были обнаружены подгоревшие участки, их нужно убрать и напаять перемычки. Эту операцию выполняют своими руками по той же схеме, как и при повреждении кабеля ПЭЛ. Если потребуется, то проверке следует подвергнуть и контакты каждого из присутствующих в устройстве разъемов. В некоторых случаях их придется зачистить.
Заключение
Инверторные сварочные аппараты способны намного упростить процедуру сварки различных изделий. Выход из строя этого оборудования может огорчить любого владельца. Однако не стоит раньше времени обращаться к специалистам сервисного центра. В ряде случаев вернуть в работоспособное состояние аппарат можно и своими руками. Часто это оборудование имеет довольно простые неисправности, которые можно легко устранить. Главное — четко понимать, что именно привело к выходу из строя аппарата и как правильно выполнить ремонт.
Оцените статью: Поделитесь с друзьями!Самостоятельный ремонт сварочного инвертора: принципы и правила
Независимо от надёжности и гарантий производителя аппарат для сварки со временем выходит из строя. В некоторых случаях найти неполадку и устранить её можно своими руками. Это позволит оптимизировать расходы, связанные с его эксплуатацией.
1 / 1
Распространённые неисправности
Самое слабое звено сварочного трансформатора – это его клеммная колодка. Плохой контакт и большая величина сварочного тока приводят к сильному нагреву соединения и проводов. Результатом становится разрушение самого соединения и замыкание. Другие распространённые поломки трансформаторов:
-
Отключение оборудование в произвольном порядке.
-
Появление сильного гудения.
-
Ощутимый нагрев сварочного оборудования.
-
Плохая регулировка или низкая величина сварочного тока.
-
Повышенное потребление тока при отсутствующей нагрузке.
-
Обрыв дуги по непонятной причине.
К наиболее типичным неисправностям инверторных аппаратов относятся следующие моменты:
-
Дуга горит неустойчиво или она сопровождается большим разбрызгиванием материала электрода. Причина этому – неправильный выбор тока и скорости сварки.
-
Инвертор находится во включённом состоянии, индикаторы работают, но сварка отсутствует. К основным причинам относятся перегрев устройства и повреждение кабелей.
-
Сварочный электрод стал прилипать к металлу. Обычно подобное происходит из-за низкого питающего напряжения электросети. Также на это может повлиять плохой контакт модулей оборудования в панельных гнёздах или слишком длинный удлинитель. Если длина последнего составляет 40 м и более, то эффективность работы сильно падает вследствие больших потерь в питающей электросети.
Основные причины выхода инверторов из строя
Инверторный аппарат обладает более сложной, чем выпрямитель или трансформатор, конструкцией. Соответственно, она менее надёжная. В случае выхода какой-либо детали этого оборудования необходимо проверить работоспособность транзисторов, диодов и прочих элементов, относящихся к электронной схеме инвертора. Для этого пользователю нужно уметь работать с цифровым мультиметром, вольтметром и другой измерительной техникой. Не лишними будут навыки работы с осциллографом. Причины поломки электронной схемы инвертора:
-
Попадание под корпус аппарата влаги. Чаще всего причиной являются осадки: снег и дождь.
-
Скопление большого количества пыли внутри корпуса. Плохо влияет на охлаждение электронной схемы. Чаще всего пыль попадает в устройство во время его использования на стройплощадках.
-
Несоблюдение режима непрерывности сварочных работ, предусмотренного изготовителем. Может привести к выходу из строя электроники вследствие перегрева инвертора.
-
Инвертор не включается. Одна из причин – это низкое напряжение в электросети.
-
Прекращение работы устройства во время длительной работы. Возможно, сработала защита по температуре. Это не неисправность. Нужно выдержать паузу в 20-30 мин.
Как устранить неполадку
Выполнить ремонт сварочного аппарата своими руками можно не в каждой ситуации. Если из корпуса появился дым или вы почувствовали запах гари, то это говорит о сложности поломки. Для её устранения следует воспользоваться помощью сервисной службы.
Нередко бывает так, что определить неисправность по определённым признакам невозможно. В подобной ситуации приходится проверять один компонент схемы за другим. Из этого следует, что для ремонта своими руками требуются также познания в области электроники – хотя бы на базовом уровне. Их отсутствие может привести к появлению новых неисправностей и обернутся напрасной тратой времени. Полезные рекомендации:
-
Самостоятельный ремонт инверторных сварочных аппаратов начинается со вскрытия корпуса. Это нужно для того, чтобы визуально осмотреть начинку.
-
Нередко причиной неполадки становится плохая произведённая пайка проводов и контактов на плате. Достаточно перепаять их, чтобы инвертор заработал в нормальном режиме.
-
Визуально определить повреждённые детали несложно. Они могут быть покрыты трещинами, иметь пригоревшие на плате выводы и потемневший корпус. Все вышедшие из строя детали нужно уделить и заменить на аналогичные. Характеристики старых и новых элементов должны совпадать. Производите подбор по специальным таблицам или маркировке на корпусе оборудования.
-
Что делать, если визуальный осмотр не помог? Нужно заняться тестированием (прозваниванием) деталей оборудования. Воспользуйтесь омметром или мультиметром. Самые уязвимые части инверторных моделей – это транзисторы. Поэтому диагностику оборудования начните с их проверки. Также при помощи тестера нужно прозвонить оставшиеся части платы.
-
Проверьте все печатные проводники – возможно, вы найдёте обрывы или подгоревшие участки. Последние нужно удалить и напаять перемычки проводом ПЭЛ.
-
Выполните проверку контактов всех разъёмов, имеющихся в аппарате. В случае необходимости зачистите контакты. Используйте белую стиральную резинку.
-
Проверять диодные мосты удобнее после предварительного отпаивания от них проводов и удаления с платы. Несмотря на то, что они являются достаточно надёжными компонентами инвертора, иногда диодные мосты выходят из строя.
Ремонт сварочного инвертора предполагает также проверку сигналов, которые поступают на шины затворов блока ключей. Узнать, если ли этот сигнал или нет можно при помощи осциллографа. Более сложные и неопределённые случаи требуют вмешательства специалистов.
Доработка сварочного трансформатора
Любая доработка сварочного трансформатора сводится к решению двух глобальных задач. Первая, наиболее частая и простая состоит в изменении тока
Доработка сварочного трансформатора под постоянный ток
Доработка заключается в создании выпрямительного мостика из мощных диодов (их называют вентилями). При выборе диодов необходимо соблюсти их мощность в соответствии с мощностью сварочного трансформатора. Схема мостика из трех диодов традиционна и собирается на отдельной панели. Полученный выпрямитель подсоединяется к выходным клеммам трансформатора. Плюсовой и минусовой выход с выпрямителя идут на свариваемую деталь и на сварочный электрод, в зависимости от выбранного режима сварки (прямая полярность и обратная). После выпрямителя постоянный ток имеет пульсацию. Избежать этого позволяет электролитический конденсатор, включенный между двумя полюсами после мостика. Емкость подобного сглаживающего трансформатора должна быть не менее 10000мкФ, а рабочее напряжение 100в. Увеличение емкости конденсатора способствует большему эффекту сглаживания тока. Устойчивость горения дуги при сварке постоянным током выше. Но габариты и вес после модернизации увеличиваются.Повышение экономичности сварочного трансформатора
Вопрос экономичности возникает в связи с тем, что при создании моделей бытовых сварочных трансформаторов используется единый подход с промышленными образцами. Что мало приемлемо в домашних условиях. И дело не только в себестоимости сварочных работ, а в том, что трансформаторы сильно садят напряжение домашней сети. Допустим напряжение холостого хода в 60в хорошая характеристика, но поскольку сварка электродом до 3мм прекрасно идет и при холостом ходе 35-40в, то снижение напряжения позволит уменьшить энергоемкость. Для этого достаточно сделать дополнительный выход с вторичной обмотки, т.е. уменьшить количество витков. А на качестве горения дуги отлично подействует плавность изменения параметров первичного напряжения. Для сглаживания скачков достаточно в первичную цепь мощный бумажный конденсатор на 500в емкостью около 12-15 тыс. мкФ.Читайте также
Сварочный аппарат своими руками: простая инструкция по сборке
В виду того, что в быту обывателям часто требуется работать с металлом, многие используют сварочные агрегаты. Но далеко не всем по карману приобретение дорогостоящего оборудования, из-за чего и возникает вопрос, как собрать сварочный аппарат своими руками. Процесс изготовления будет отличаться в зависимости от типа и конструктивных особенностей сварочного устройства.
Типы сварочных аппаратов
Современный рынок наполнен достаточно большим разнообразием сварочных аппаратов, но далеко не все целесообразно собирать своими руками.
В зависимости от рабочих параметров устройств различают такие виды устройств:
- на переменном токе – выдающие переменное напряжение от силового трансформатора напрямую к сварочным электродам;
- на постоянном токе – выдающие постоянное напряжение на выходе сварочного трансформатора;
- трехфазные – подключаемые к трехфазной сети;
- инверторные аппараты – выдающие импульсный ток в рабочую область.
Первый вариант сварочного агрегата наиболее простой, для второго понадобиться доработать классическое трансформаторное устройство выпрямительным блоком и сглаживающим фильтром. Трехфазные сварочные аппараты используются в промышленности, поэтому рассматривать изготовление таких устройств для бытовых нужд мы не будем. Инверторный или импульсный трансформатор довольно сложное устройство, поэтому чтобы собрать самодельный инвертор вы должны уметь читать схемы и иметь базовые навыки сборки электронных плат. Так как базой для создания сварочного оборудования является понижающий трансформатор, рассмотрим порядок изготовления от наиболее простого, к более сложному.
На переменном токе
По такому принципу работают классические сварочные аппараты: напряжение с первичной обмотки 220 В понижается до 50 – 60 В на вторичной и подается на сварочный электрод с заготовкой.
Перед тем, как приступить к изготовлению, подберите все необходимые элементы:
- Магнитопровод – более выгодными считаются наборные сердечники с толщиной листа 0,35 – 0,5мм, так как они обеспечивают наименьшие потери в железе сварочного аппарата. Лучше использовать готовый сердечник из трансформаторной стали, так как плотность прилегания пластин играет основополагающую роль в работе магнитопровода.
- Провод для намотки катушек – сечение проводов выбирается в зависимости от величины, протекающих в них токов.
- Изоляционные материалы – основное требование, как к листовым диэлектрикам, так и к родному покрытию проводов – устойчивость к высоким температурам. Иначе изоляция сварочного полуавтомата или трансформатора расплавится и возникнет короткое замыкание, что приведет к поломке аппарата.
Наиболее выгодным вариантом является сборка агрегата из заводского трансформатора, в котором вам подходит и магнитопровод, и первичная обмотка. Но, если подходящего устройства под рукой нет, придется изготовить его самостоятельно. С принципом изготовления, определения сечения и других параметров самодельного трансформатора вы можете ознакомиться в соответствующей статье: https://www.asutpp.ru/transformator-svoimi-rukami.html.
В данном примере мы рассмотрим вариант изготовления сварочного аппарата из блока питания микроволновки. Следует отметить, что трансформаторная сварка должна обладать достаточной мощностью, для наших целей подойдет сварочный аппарат хотя бы на 4 – 5кВт. А так как один трансформатор для микроволновки имеет только 1 – 1,2 кВт, для создания аппарата мы будем использовать два трансформатора.
Для этого вам понадобится выполнить такую последовательность действий:
- Возьмите два трансформатора и проверьте целостность обмоток, питаемых от электрической сети 220В.
- Распилите магнитопровод и снимите высоковольтную обмотку, Рис. 1: распилите сердечник
оставив только низковольтную, в таком случае намотку первичной катушки уже делать не нужно, так как вы используете заводскую.
Установите на кабель держатель и электрод диаметром 4 – 5мм. Диаметр электродов подбирается в зависимости от силы электрического тока во вторичной обмотке сварочного аппарата, в нашем примере она составляет 140 – 200А. При других параметрах работы, характеристики электродов меняются соответственно.
Во вторичной обмотке получилось 54 витка, для возможности регулировки величины напряжения на выходе аппарата сделайте два отвода от 40 и 47 витка. Это позволит осуществлять регулировку тока во вторичке посредством уменьшения или увеличения количества витков. Ту же функцию может выполнять резистор, но исключительно в меньшую сторону от номинала.
На постоянном токе
Такой аппарат отличается от предыдущего более стабильными характеристиками электрической дуги, так как она получается не напрямую с вторичной обмотки трансформатора, а от полупроводникового преобразователя со сглаживающим элементом.
Рис. 8: принципиальная схема выпрямления для сварочного трансформатораКак видите, делать намотку трансформатора для этого не требуется, достаточно доработать схему существующего устройства. Благодаря чему он сможет выдавать более ровный шов, варить нержавейку и чугун. Для изготовления вам понадобится четыре мощных диода или тиристора, примерно на 200 А каждый, два конденсатора емкостью в 15000 мкФ и дроссель. Схема подключения сглаживающего устройства приведена на рисунке ниже:
Рис. 9: схема подключения сглаживающего устройстваПроцесс доработки электрической схемы состоит из таких этапов:
- Установите полупроводниковые элементы на радиаторы охлаждения. Рис. 10: установите диоды на радиаторы
В связи с перегревом трансформатора во время работы, диоды могут быстро выйти со строя, поэтому им нужен принудительный отвод тепла.
- Соедините диоды в мост, как показано на рисунке выше, и подключите их к выводам трансформатора. Рис. 11: соедините диоды в мост
Для подключения лучше использовать луженные зажимы, так как они не потеряют изначальную проводимость от больших токов и постоянной вибрации.
Рис. 12: используйте луженные зажимыТолщина провода выбирается в соответствии с рабочим током вторичной обмотки.
- Подключите силовые конденсаторы и дроссель во вторичную цепь диодного моста. Рис. 13: подключите силовые конденсаторы
- Подсоедините к выводам сглаживающего устройства сварочные шлейфа, установите держатели для электродов – сварочный аппарат постоянного тока готов.
При сварке металлов таким аппаратом всегда следует контролировать нагрев не только трансформатора, но и выпрямителя. А при достижении критической температуры делать паузу для остывания элементов, иначе сварочный агрегат, сделанный своими руками, быстро выйдет со строя.
Инверторный аппарат
Представляет собой довольно сложное устройство для начинающих радиолюбителей. Не менее сложным процессом является подборка необходимых элементов. Преимуществом такого сварочного аппарата являются значительно меньшие габариты и меньшая мощность, в сравнении с классическими устройствами, возможность реализовать точечную сварку и т.д.
Рис. 14: принципиальная схема импульсного блокаВ работе такая схема преобразует переменное напряжение из сети в постоянное, затем, при помощи импульсного блока, выдает ток большой амплитуды в область сварки. Этим и достигается относительная экономия мощности аппарата по отношению к его производительности.
Конструктивно инверторная схема сварочного аппарата включает в себя такие элементы:
- диодный выпрямитель с магазином емкостей, балластным резистором и системой плавного пуска;
- система управления на основе драйвера и двух транзисторов;
- силовая часть из управляющего транзистора и выходного трансформатора;
- выходная часть из диодов и дросселя;
- система охлаждения из кулера;
- система обратной связи по току для контроля параметра на выходе сварочного аппарата.
Для изготовления сварочного инвертора вам понадобится самостоятельно намотать силовой трансформатор, трансформатор тока на базе ферритового кольца. Для моста лучше использовать готовую сборку из быстродействующих полупроводниковых элементов.
К сожалению, большинство других элементов вряд ли найдутся под рукой в гараже или у вас дома, поэтому их придется заказывать или приобретать в специализированных магазинах. Из-за чего сборка инверторного блока своими руками обойдется не дешевле заводского варианта, а с учетом затраченного времени, еще и дороже. Поэтому для инверторной сварки лучше приобрести готовый аппарат с заданными рабочими параметрами.
Видео инструкции
Сварка своими руками | Сварка своими руками
Cегодня поговорим о сварочных аппаратах. Кто-то уже практикуется и занимается сваркой вовсю, а кто-то еще только собирает деньги, чтобы ее приобрести. Хотя есть еще один вариант – собрать сварку своими руками.
Что нужно для элементарного сварочника: как минимум трансформатор. Задача состоит в том, чтобы подать напряжение на первичную обмотку и получить на вторичной многократно увеличенный ток и меньшее напряжение.
Рассмотрим схему простого сварочного аппарата постоянного тока. Рис.1.
Рис.1
Схема имеет свои достоинства и недостатки, но она очень проста в отличие от схемы современного инвертора Чтобы собрать последний необходимы серьезные знания и оборудование, а чтобы собрать сварочник по приведенному рисунку – достаточно просто желания и возможность купить элементы.
На рис.1 показаны
• сердечник, на который мотается первичная и вторичная обмотки;
• диодный мост из четырех диодов;
• дроссель;
• конденсатор (на любителя) подключен параллельно с дугой. Так делать не следует, потому что конденсатор накапливает энергию и в процессе поджига дуги, она будет «клацать». Если в схему ввести резистор на 10 W сопротивлением 1-2 Ом, это позволит уменьшить ток зарядки/разрядки. В результате и конденсатор останется цел и электрод залипать не будет.
Какие бывают трансформаторы для сварочных аппаратов:
- Можно взять тор. Такой вот «бублик» как показано на фото. КПД у него 100%, габариты небольшие, на первый взгляд одни плюсы, но не все так просто. Тороид мотать сложнее, чем Ш-образный трансформатор, который имеет всего одну катушку, на которую мотаются все обмотки. Или двухкатушечный трансформатор, который правда имеет КПД поменьше.
Итак, допустим, Вы собрали трансформатор и получили 50В на его выходе (см рис.1), подсоединили диодный мост, дроссель, конденсатор и т.д. по схеме. «Чиркаем» электродом, зажигаем дугу – и получаем ток 150 … 200А. И хорошо, скажете Вы, но не так все просто! Берет-то наш трансформатор из розетки слишком много… Например, при токе 100А на вторичной обмотке мы будем тянуть 5кВт (≈25А) из домашней розетки. Если утром и даже
днем такой вариант может и пройти, то вечером будут сюрпризы, потому что к вечеру напряжение начинает просаживаться, соответственно, свет начинает «моргать» — и ждите недовольных соседей к себе в гости.
50В на выходе мы получили переменного тока, чтобы его выпрямить, подключается диодный мост, который срезает отрицательную кривую тока и перебрасывает его в положительную систему ординат без потери мощности.
Дроссель служит для подавления пульсаций (сглаживания «рывков» тока). Он накапливает энергию и делает ток более «постоянным», соответственно дуга будет гореть более плавно, без рывков. Он накапливает энергию и превращает ток в более «постоянный», что позволит дуге гореть более плавно, без рывков. У данного дросселя, кроме R индукции есть активное сопротивление, благодаря чему наблюдается некоторое падение напряжения. «На холостом ходу» конденсатор заряжается «на корень из двух»: если на вторичной обмотке 50В, на конденсаторе будет около 70в. В сварке он не участвует, но зато облегчает поджиг дуги, тем более если попался ржавый металл, который нужно «пробить».
Теперь о том, как разгрузить электрическую систему дома. Можно поставить балластный резистор (сопротивление), что уменьшит ток, который проходит по цепи, но на нем выделится тепло, которое будет греть улицу. Нам такое не выгодно. При токе 100А получится двухкилловатный обогреватель.
Для того, чтобы потери были меньше, и соседи не ругались, нужно уменьшить потребление. Как этого добиться?
При жесткой ВАХ наматывается первичная обмотка как это показано на рис.2. (две половинки образуют полную обмотку 220В.) Сверху на нее наматывается вторичная и соединяется с предыдущей параллельно или последовательно.
Рис.2
Либо мы наматываем обмотки тонким проводом и соединяем их параллельно, но с большим числом витков, либо толстым проводом и соединяем последовательно. (Рис.3).По сути, получаем одно и тоже в обоих случаях: жесткую ВАХ, когда на одной катушке у нас намотана половинка первички и половинка вторички. Для сварочного аппарата такой транс НЕ ГОДИТСЯ!
Рис.3
Можно установить дроссель на выходе, но это как «костыль».
Лучше возьмите двухкатушечный трансформатор. Чем больше расстояние между его обмотками (насколько они сильно разнесены), тем меньше получаемый ток. Но можно пойти еще на одну «хитрость»: накрутить часть вторичной обмотки поверх первичной – за счет этого снизятся потери и увеличится ток на выходе. Понятно, что потери на катушках будут разными и один участок будет жестко связан по напряжению, а 2-й получится «плавающий». По этому принципу можно построить регулировку сварного тока. Накручивается первичная обмотка как есть, потом вторичная 60-65%, а остаток ее доматывается на «первичку». Такой аппарат имеет пологопадающую ВАХ. Чем она хороша. Так как варить Вы будете не самим трансформатором, а подключив к нему выпрямитель и дроссель, нужно компенсировать потери. Если характеристика крутопадающая то, например, со 100А на выходе получится 60А, если пологопадающая – потери компенсируются (можно выбирать из более широкого ассортимента электродов, использовать прямую и обратную полярность).
При поиске элементов учитывайте, что диоды нужно использовать на ток минимум 100А, но лучше 200А, поставьте их на радиаторы. Опыт показывает, что «привинчивание» дешевых китайских мостиков на 50А оправдано. Только если на выходе нужно получить 200А, таких мостов нужно цеплять не 4 шт, а не менее 8шт. Если вы возьмете с запасом, только тогда все будет хорошо работать.
Дроссель можно накрутить практически на любом подходящем магнитопроводе, главное чтобы у него была площадь поперечного сечения не менее 10 кв. см. Если взять 20 кв. см – это будет даже лучше имеди мотать нужно будет меньше. Нужно так же выполнить следующее условие: сердечник не должен быть полностью замкнутым.
Величиной зазора дросселя определяется его индуктивность. С малым зазором он хорошо будет работать на малых токах, если увеличивать – получится легкая сварка на больших токах. Поэтому нужно искать компромисс.
Рассмотрим еще несколько схем для «пытливых умов»
Рис.4
На рис.4 используется трансформатор с жесткой характеристикой. Выходное напряжение у него 36В. Здесь устанавливается конденсатор, который увеличивает напряжение до 45В и позволяет зажечь дугу. В обязательном порядке должен стоять резистор. На схеме не показан дроссель, но поставить его нужно в любом случае, потому что с ним варить гораздо приятней и удобней.
На рис. 5 показана схема продвинутого сварАппа. Здесь используется свойство резонанса. То есть получаем «LC-контур»: индуктивность вторичной обмотки и емкость последовательно включенных конденсаторов. А замыкается это все на дуге. Получается трансформатор относительно малых габаритов и высокая мощность.
Рис.6
Зверя этого собрать – задача интересная, но очень затратная! Конденсаторы С1-С20 дорогие. Если поставить какой-нибудь шлак, такой как Chang он вылетит сразу же, а хороший кондер типа JAMICON или JAVA — стоят денег. Обращайте внимание на наличие жестких выводов.
Если на вторичной обмотке трансформатора напряжение будет, допустим 30-40В, то нужно брать кондеры по схеме на U в 1,5 -2 раза больше. Если не соблюдать это условие конденсаторы пробъет и они сгорят.
Есть схема тиристорного регулятора (Рис. 7), у него наматывается первичная обмотка, вторичная и обмотка управления. Так же используется по паре мощных тиристоров и диодов. Обмотка III рассчитана на U от 30В до 40В, ток около 1 А.
Рис.7 Щелкните по картинке , чтобы открыть
Резистор R1 предназначен подстройки сварочного тока, т.е. если нужно задать минимальный диапазон. R2 работает как основной (тоесть R1 можно убрать).
R3 ограничивает ток управления тиристорами.
Стабилитрон V06 можно ставить как отечественного, так и импортного производства.
Вместо тиристора КУ101 можно брать 202-й, начинающийся практически с любой буквы.
Диоды КД209 можно заменить на любые на ток до 1 А
Управление углом открытия тиристора регулируется мощность: чем меньше он открыт, тем меньше ток на выходе. Если открыть тиристоры полностью, они будут работать как диоды и получится полноценный диодный мост – сварка при таком условии будет проходить хорошо, но если мощность уменьшить больше чем на половину – пульсации тока увеличатся, и варить будет довольно трудно. Поэтому в схему лучше добавить дроссель.
Инверторный сварочный аппарат из старого телевизора
Многим в хозяйстве пригодился бы аппарат для электросварки деталей из черных металлов. Поскольку серийно выпускаемые сварочные аппараты довольно дороги, многие радиолюбители пытаются сделать сварочный инвертор своими руками.
У нас уже была статья о том, как изготовить сварочный полуавтомат, однако на этот раз я предлагаю еще более простой вариант самодельного сварочного инвертора из доступных деталей своими руками.
Из двух основных вариантов конструкции аппарата – со сварочным трансформатором или на основе конвертора – был выбран второй.
Действительно, сварочный трансформатор – это значительный по сечению и тяжелый магнитопровод и много медного провода для обмоток, что для многих малодоступно. Электронные же компоненты для конвертора при их правильном выборе не дефицитны и относительно дешевы.
Как я делал сварочный аппарат своими руками
С самого начала работы я поставил себе задачу создания максимально простого и дешевого сварочного аппарата с использованием в нем широко распространенных деталей и узлов.
В результате довольно длительных экспериментов с различными видами конвертора на транзисторах и тринисторах была составлена схема, показанная на рис. 1.
Простые транзисторные конверторы оказались чрезвычайно капризными и ненадежными, а тринисторные без повреждения выдерживают замыкание выхода до момента срабатывания предохранителя. Кроме того, тринисторы нагреваются значительно меньше транзисторов.
Как легко видеть, схемное решение не отличается оригинальностью – это обычный однотактный конвертор, его достоинство – в простоте конструкции и отсутствии дефицитных комплектующих, в аппарате использовано много радиодеталей от старых телевизоров.
И, наконец, он практически не требует налаживания.
Схема инверторного сварочного аппарата представлена ниже:
| Сварочный аппарат обладает следующими основными характеристиками: | |
|---|---|
| Пределы регулирования сварочного тока, А | 40…130 |
| Максимальное напряжение на электроде на холостом ходу, В | 90 |
| Максимальный потребляемый от сети ток, А | 20 |
| Напряжение в питающей сети переменного тока частотой 50 Гц, В | 220 |
| Максимальный диаметр сварочного электрода, мм | 3 |
Продолжительность нагрузки (ПН), %, при температуре воздуха 25°С и выходном токе 100A 130A | 60 |
| Габариты аппарата, мм | 350х180х105 |
| Масса аппарата без подводящих кабелей и электрододержателя, кг | 5,5 |
Род сварочного тока – постоянный, регулирование – плавное. На мой взгляд, это наиболее простой сварочный инвертор, который можно собрать своими руками.
При сварке встык стальных листов толщиной 3 мм электродом диаметром 3 мм установившийся ток, потребляемый аппаратом от сети, не превышает 10 А. Сварочное напряжение включают кнопкой, расположенной на электрододержателе, что позволяет, с одной стороны, использовать повышенное напряжение зажигания дуги и повысить электробезопасность, с другой, поскольку при отпускании электрододержателя напряжение на электроде автоматически отключается. Повышенное напряжение облегчает зажигание дуги и обеспечивает устойчивость ее горения.
Маленькая хитрость: собранная своими руками схема сварочного инвертора позволяет соединять детали из тонкой жести. Для этого нужно поменять полярность сварочного тока.
Сетевое напряжение выпрямляет диодный мост VD1-VD4. Выпрямленный ток, протекая через лампу HL1, начинает заряжать конденсатор С5. Лампа служит ограничителем зарядного тока и индикатором этого процесса.
Сварку следует начинать только после того, как лампа HL1 погаснет. Одновременно через дроссель L1 заряжаются конденсаторы батареи С6-С17. Свечение светодиода HL2 показывает, что аппарат включен в сеть. Тринистор VS1 пока закрыт.
При нажатии на кнопку SB1 запускается импульсный генератор на частоту 25 кГц, собранный на однопереходном транзисторе VT1. Импульсы генератора открывают тринистор VS2, который, в свою очередь, открывает соединенные параллельно тринисторы VS3-VS7. Конденсаторы С6-С17 разряжаются через дроссель L2 и первичную обмотку трансформатора Т1. Цепь дроссель L2 – первичная обмотка трансформатора Т1 – конденсаторы С6-С17 представляет собой колебательный контур.
Когда направление тока в контуре меняется на противоположное, ток начинает протекать через диоды VD8, VD9, а тринисторы VS3-VS7 закрываются до следующего импульса генератора на транзисторе VT1.
Далее процесс повторяется.
Импульсы, возникающие на обмотке III трансформатора Т1, открывают тринистор VS1. который напрямую соединяет сетевой выпрямитель на диодах VD1 – VD4 с тринисторным преобразователем.
Светодиод HL3 служит для индикации процесса генерации импульсного напряжения. Диоды VD11-VD34 выпрямляют сварочное напряжение, а конденсаторы С19 – С24 – его сглаживают, облегчая тем самым зажигание сварочной дуги.
Выключателем SA1 служит пакетный или иной переключатель на ток не менее 16 А. Секция SA1.3 замыкает конденсатор С5 на резистор R6 при выключении и быстро разряжает этот конденсатор, что позволяет, не опасаясь поражения током, проводить осмотр и ремонт аппарата.
Вентилятор ВН-2 (с электродвигателем М1 по схеме) обеспечивает принудительное охлаждение узлов устройства. Менее мощные вентиляторы использовать не рекомендуется, или их придется устанавливать несколько. Конденсатор С1 – любой, предназначенный для работы при переменном напряжении 220 В.
Выпрямительные диоды VD1-VD4 должны быть рассчитаны на ток не менее 16 А и обратное напряжение не менее 400 В. Их необходимо установить на пластинчатые уголковые теплоотводы размерами 60×15 мм толщиной 2 мм из алюминиевого сплава.
Вместо одиночного конденсатора С5 можно использовать батарею из нескольких параллельно включенных на напряжение не менее 400 В каждый, при этом емкость батареи может быть больше указанной на схеме.
Дроссель L1 выполнен на стальном магнитопроводе ПЛ 12,5×25-50. Подойдет и любой другой магнитопровод такого же или большего сечения при выполнении условия размещаемости обмотки в его окне. Обмотка состоит из 175 витков провода ПЭВ-2 1,32 (провод меньшего диаметра использовать нельзя!). Магнитопровод должен иметь немагнитный зазор 0,3…0,5 мм. Индуктивность дросселя – 40±10 мкГн.
Конденсаторы С6-С24 должны обладать малым тангенсом угла диэлектрических потерь, а С6-С17 – еще и рабочим напряжением не менее 1000 В. Наилучшие из испытанных мною конденсаторов – К78-2, применявшиеся в телевизорах. Можно использовать и более широко распространенные конденсаторы этого типа другой емкости, доведя суммарную емкость до указанной в схеме, а также пленочные импортные.
Попытки использовать бумажные или другие конденсаторы, рассчитанные на работу в низкочастотных цепях, приводят, как правило, к выходу их из строя через некоторое время.
Тринисторы КУ221 (VS2-VS7) желательно использовать с буквенным индексом А или в крайнем случае Б или Г. Как показала практика, во время работы аппарата заметно разогреваются катодные выводы тринисторов, из-за чего не исключено разрушение паек на плате и даже выход из строя тринисторов.
Надежность будет выше, если на вывод катода тринисторов надеть либо трубки-пистоны, изготовленные из луженой медной фольги толщиной 0,1…0,15 мм, либо бандажи в виде плотно свернутой спирали из медной луженой проволоки диаметром 0,2 мм и пропаять по всей длине. Пистон (бандаж) должен покрывать вывод на всю длину почти до основания. Паять надо быстро, чтобы не перегреть тринистор.
У Вас наверняка возникнет вопрос: а нельзя ли вместо нескольких сравнительно маломощных тринисторов установить один мощный? Да, это возможно при использовании прибора, превосходящего (или хотя бы сравнимого) по своим частотным характеристикам тринисторы КУ221А. Но среди доступных, например, из серий ТЧ или ТЛ, таких нет.
Переход же на низкочастотные приборы заставит понизить рабочую частоту с 25 до 4…6 кГц, а это приведет к ухудшению многих важнейших характеристик аппарата и громкому пронзительному писку при сварке.
При монтаже диодов и тринисторов применение теплопроводящей пасты является обязательным.
Кроме этого, установлено, что один мощный тринистор менее надежен, чем несколько включенных параллельно, поскольку им легче обеспечить лучшие условия отведения тепла. Достаточно группу тринисторов установить на одну теплоотводящую пластину толщиной не менее 3 мм.
Поскольку токоуравнивающие резисторы R14-R18(C5-16 В) при сварке могут сильно разогреваться, их перед монтажом необходимо освободить от пластмассовой оболочки путем обжига или нагревания током, значение которого необходимо подобрать экспериментально.
Диоды VD8 и VD9 установлены на общем теплоотводе с тринисторами, причем диод VD9 изолирован от теплоотвода слюдяной прокладкой. Вместо КД213А подойдут КД213Б и КД213В, а также КД2999Б, КД2997А, КД2997Б.
Дроссель L2 представляет собой бескаркасную спираль из 11 витков провода сечением не менее 4 мм2 в термостойкой изоляции, намотанную на оправке диаметром 12…14 мм.
Дроссель во время сварки сильно разогревается, поэтому при намотке спирали следует обеспечить между витками зазор 1…1.5 мм, а располагать дроссель необходимо так, чтобы он находился в потоке воздуха от вентилятора. Рис. 2 Магнитопровод трансформатора
Т1 составлен из трех сложенных вместе магнитопроводов ПК30х16 из феррита 3000НМС-1 (на них выполняли строчные трансформаторы старых телевизоров).
Первичная и вторичная обмотки разделены на две секции каждая (см. рис. 2), намотанные проводом ПСД1,68х10,4 в стеклотканевой изоляции и соединенные последовательно согласно. Первичная обмотка содержит 2×4 витка, вторичная – 2×2 витка.
Секции наматывают на специально изготовленную деревянную оправку. От разматывания витков секции предохраняют по два бандажа из луженой медной проволоки диаметром 0,8…1 мм. Ширина бандажа – 10…11 мм. Под каждый бандаж подкладывают полосу из электрокартона или наматывают несколько витков ленты из стеклоткани.
После намотки бандажи пропаивают.
Один из бандажей каждой секции служит выводом ее начала. Для этого изоляцию под бандажом выполняют так, чтобы с внутренней стороны он непосредственно соприкасался с началом обмотки секции. После намотки бандаж припаивают к началу секции, для чего с этого участка витка заранее удаляют изоляцию и облуживают его.
Следует иметь в виду, что в наиболее тяжелом тепловом режиме работает обмотка I. По этой причине при наматывании ее секций и при сборке следует между наружными частями витков предусмотреть воздушные зазоры, вкладывая между витками короткие, смазанные теплостойким клеем, вставки из стеклотекстолита.
Вообще, при изготовлении трансформаторов для инверторной сварки своими руками всегда оставляйте воздушные зазоры в обмотке. Чем их больше, тем эффективнее отведение тепла от трансформатора и ниже вероятность спалить аппарат.
Здесь уместно отметить также, что секции обмоток, изготовленные с упомянутыми вставками и прокладками проводом того же сечения 1,68×10,4 мм2 без изоляции, будут в тех же условиях охлаждаться лучше.
Далее обе секции первичной обмотки складывают вместе одну на другую так, чтобы направления их намотки (отсчитываемые от их концов) были противоположными, а концы находились с одной стороны (см. рис. 2).
Соприкасающиеся бандажи соединяют пайкой, причем к передним, служащим выводами секций, целесообразно припаять медную накладку в виде короткого отрезка провода, из которого выполнена секция.
В результате получается жесткая неразъемная первичная обмотка трансформатора.
Вторичную изготовляют аналогично. Разница только в числе витков в секциях и в том, что необходимо предусмотреть вывод от средней точки. Обмотки устанавливают на магнитопровод строго определенным образом – это необходимо для правильной работы выпрямителя VD11 – VD32.
Направление намотки верхней секции обмотки I (если смотреть на трансформатор сверху) должно быть против часовой стрелки, начиная от верхнего вывода, который необходимо подключить к дросселю L2.
Направление намотки верхней секции обмотки II, наоборот, – по часовой стрелке, начиная от верхнего вывода, его подключают к блоку диодов VD21-VD32.
Обмотка III представляет собой виток любого провода диаметром 0,35…0,5 мм в теплостойкой изоляции, выдерживающей напряжение не менее 500 В. Его можно разместить в последнюю очередь в любом месте магнитопровода со стороны первичной обмотки.
Для обеспечения электробезопасности сварочного аппарата и эффективного охлаждения потоком воздуха всех элементов трансформатора очень важно выдержать необходимые зазоры между обмотками и магнитопроводом. При сборке инвертора сварочного своими руками большинство самодельщиков совершают одну и ту же ошибку: недооценивают важность охлаждения транса. Этого делать нельзя.
Эту задачу выполняют четыре фиксирующие пластины, закладываемые в обмотки при окончательной сборке узла. Пластины изготовляют из стеклотекстолита толщиной 1,5 мм в соответствии с чертежом на рисунке.
После окончательной регулировки пластины целесообразно закрепить термостойким клеем. Трансформатор крепят к основанию аппарата тремя скобами, согнутыми из латунной или медной проволоки диаметром 3 мм. Эти же скобы фиксируют взаимное положение всех элементов магнитопровода.
Перед монтажом трансформатора на основание между половинами каждого из трех комплектов магнитопровода необходимо вложить немагнитные прокладки из электрокартона, гетинакса или текстолита толщиной 0,2…0,3 мм.
Для изготовления трансформатора можно использовать магнитопроводы и других типоразмеров сечением не менее 5,6 см2. Подойдут, например, Ш20х28 или два комплекта Ш 16×20 из феррита 2000НМ1.
Обмотку I для броневого магнитопровода изготовляют в виде единой секции из восьми витков, обмотку II – аналогично описанному выше, из двух секций по два витка. Сварочный выпрямитель на диодах VD11-VD34 конструктивно представляет собой отдельный блок, выполненный в виде этажерки:
Она собрана так, что каждая пара диодов оказывается помещенной между двумя теплоотводящими пластинами размерами 44×42 мм и толщиной 1 мм, изготовленными из листового алюминиевого сплава.
Весь пакет стянут четырьмя стальными резьбовыми шпильками диаметром 3 мм между двух фланцев толщиной 2 мм (из такого же материала, что и пластины), к которым винтами прикреплены с двух сторон две платы, образующие выводы выпрямителя.
Все диоды в блоке ориентированы одинаково – выводами катода вправо по рисунку – и впаяны выводами в отверстия платы, которая служит общим плюсовым выводом выпрямителя и аппарата в целом. Анодные выводы диодов впаяны в отверстия второй платы. На ней сформированы две группы выводов, подключаемые к крайним выводам обмотки II трансформатора согласно схеме.
Учитывая большой общий ток, протекающий через выпрямитель, каждый из трех его выводов выполнен из нескольких отрезков провода длиной 50 мм, впаянных каждый в свое отверстие и соединенных пайкой на противоположном конце. Группа из десяти диодов подключена пятью отрезками, из четырнадцати – шестью, вторая плата с общей точкой всех диодов – шестью.
Провод лучше использовать гибкий, сечением не менее 4 мм.
Таким же образом выполнены сильноточные групповые выводы от основной печатной платы аппарата.
Платы выпрямителя изготовлены из фольгированного стеклотекстолита толщиной 0,5 мм и облужены. Четыре узкие прорези в каждой плате способствуют уменьшению нагрузок на выводы диодов при температурных деформациях. Для этой же цели выводы диодов необходимо отформовать, как показано на рисунке выше.
В сварочном выпрямителе можно также использовать более мощные диоды КД2999Б, 2Д2999Б, КД2997А, КД2997Б, 2Д2997А, 2Д2997Б. Их число может быть меньшим. Так, в одном из вариантов аппарата успешно работал выпрямитель из девяти диодов 2Д2997А (пять – в одном плече, четыре – в другом).
Площадь пластин теплоотвода осталась прежней, толщину их оказалось возможным увеличить до 2 мм. Диоды были размещены не попарно, а по одному в каждом отсеке.
Все резисторы (кроме R1 и R6), конденсаторы С2-С4, С6-С18, транзистор VT1, тринисторы VS2 – VS7, стабилитроны VD5-VD7, диоды VD8-VD10 смонтированы на основной печатной плате, причем тринисторы и диоды VD8, VD9 установлены на теплоотводе, привинченном к плате, изготовленной из фольгированного текстолита толщиной 1.5 мм:Рис. 5. Чертеж платы
Масштаб чертежа платы – 1:2, однако плату несложно разметить, даже не пользуясь средствами фотоувеличения, поскольку центры почти всех отверстий и границы почти всех фольговых площадок расположены по сетке с шагом 2,5 мм.
Большой точности разметки и сверления отверстий плата не требует, однако следует помнить что отверстия в ней должны совпадать с соответствующими отверстиями в теплоотводящей пластине.
Перемычку в цепи диодов VD8, VD9 изготовляют из медного провода диаметром 0,8…1 мм. Припаивать ее лучше со стороны печати. Вторую перемычку из провода ПЭВ-2 0,3 можно расположить и на стороне деталей.
Групповой вывод платы, обозначенный на рис. 5 буквами Б, соединяют с дросселем L2. В отверстия группы В впаивают проводники от анодов тринисторов. Выводы Г соединяют с нижним по схеме выводом трансформатора Т1, а Д – с дросселем L1.
Отрезки провода в каждой группе должны быть одинаковой длины и одинакового сечения (не менее 2,5 мм2). Рис. 6 Теплоотвод
Теплоотвод представляет собой пластину толщиной 3 мм с отогнутым краем (см. рис. 6).
Лучший материал для теплоотвода – медь (или латунь). В крайнем случае, при отсутствии меди, можно использовать пластину из алюминиевого сплава.
Поверхность со стороны установки деталей должна быть ровной, без зазубрин и вмятин. В пластине просверлены отверстия с резьбой для сборки ее с печатной платой и крепления элементов. Через отверстия без резьбы пропущены выводы деталей и соединительные провода. Через отверстия в отогнутом крае пропущены анодные выводы тринисторов. Три отверстия М4 в теплоотводе предназначены для его электрического соединения с печатной платой. Для этого использованы три латунных винта с латунными гайками.
После окончательной регулировки аппарата соединения пропаивают. Рис. 7 Чертеж теплоотвода в сборе с платой
Теплоотвод привинчивают к печатной плате со стороны деталей с зазором 3,2 мм (это высота стандартной гайки М4). После этого монтируют резисторы R7-R11, R14-R19, тринисторы VS2-VS7 и диоды VD8, VD9.
Указанную на схеме емкость батареи конденсаторов С19-С24 следует считать минимально необходимой. При большей емкости зажигание дуги облегчается.
Резисторы крепят на длинных выводах с целью их наилучшего охлаждения. Рис. 8. Размещение узлов
Однопереходный транзистор VT1 обычно проблем не вызывает, однако некоторые экземпляры при наличии генерации не обеспечивают, необходимую для устойчивого открывания тринистора VS2, амплитуду импульсов.
Все узлы и детали сварочного аппарата установлены на пластину-основание из гетинакса толщиной 4 мм (подойдет также текстолит толщиной 4…5 мм) на одной его стороне. В центре основания прорезано круглое окно для крепления вентилятора; он установлен с той же его стороны.
Диоды VD1-VD4, тринистор VS1 и лампа HL1 смонтированы на уголковых кронштейнах. При установке трансформатора Т1 между соседними магнитопроводами следует обеспечить воздушный зазор 2 мм Каждый из зажимов для подключения сварочных кабелей представляет собой медный болт М10 с медными гайками и шайбами.
Головкой болта изнутри прижат к основанию медный угольник, дополнительно зафиксированный от проворачивания винтом М4 с гайкой. Толщина полки угольника – 3 мм. Ко второй полке болтом или пайкой подключен внутренний соединительный провод.
Сборку печатная плата-теплоотвод устанавливают деталями к основанию на шести стальных стойках, согнутых из полосы шириной 12 и толщиной 2 мм.
На лицевую сторону основания выведены ручка тумблера SA1, крышка держателя предохранителя, светодиоды HL2, HL3, ручка переменного резистора R1, зажимы для сварочных кабелей и кабеля к кнопке SB1.
Кроме этого, к лицевой стороне прикреплены четыре стойки-втулки диаметром 12 мм с внутренней резьбой М5, выточенные из текстолита. К стойкам прикреплена фальшпанель с отверстиями для органов управления аппаратом и защитной решеткой вентилятора.
Фальшпанель можно изготовить из листового металла или диэлектрика толщиной 1… 1,5 мм. Я вырезал ее из стеклотекстолита. Снаружи к фальшпанели привинчены шесть стоек диаметром 10мм, на которые наматывают сетевой и сварочные кабели по окончании сварки.
На свободных участках фальшпанели просверлены отверстия диаметром 10 мм для облегчения циркуляции охлаждающего воздуха. Рис. 9. Внешний вид инверторного сварочного аппарата с уложенными кабелями.
Собранное основание помещено в кожух с крышкой, изготовленный из листового текстолита (можно использовать гетинакс, стеклотекстолит, винипласт) толщиной 3…4 мм. Отверстия для выхода охлаждающего воздуха расположены на боковых стенках.
Форма отверстий значения не имеет, но для безопасности лучше, если они будут узкими и длинными.
Общая площадь выходных отверстий не должна быть менее площади входного. Кожух снабжен ручкой и плечевым ремнем для переноски.
Электрододержатель конструктивно может быть любым, лишь бы он обеспечивал удобство работы и легкую замену электрода.
На ручке электрододержателя нужно смонтировать кнопку (SB1 по схеме) в таком месте, чтобы сварщик мог легко удерживать ее нажатой даже рукой в рукавице. Поскольку кнопка находится под напряжением сети, необходимо обеспечить надежную изоляцию как самой кнопки, так и подключенного к ней кабеля.
P.S. Описание процесса сборки заняло много места, но на самом деле все гораздо проще, чем кажется. Любой, кто хоть раз держал в руках паяльник и мультиметр, без проблем сможет собрать этот сварочный инвертор своими руками.
Чем лучше сварка прилипанием по сравнению с сваркой MIG
За последние сто лет сварка претерпела значительные изменения. Это началось в первые дни в двадцатом веке, когда сварщики стали использовать переменный ток для зарядки и работы сварщиков. Эти сварщики вскоре пробились на сельские фермы и в городские производственные центры.
По мере совершенствования электрических технологий были внедрены новые методы сварки, такие как MIG, TIG и сварка проволокой. Тем не менее, сварка штучной сваркой оставалась популярным видом сварки для профессионалов, поскольку она помогла решить многие типы сложных сварочных задач.В этой статье мы рассмотрим основные различия между сваркой штучной сваркой и сваркой MIG, плюсы и минусы каждого из них и определим, какой из них следует использовать для ваших конкретных требований к сварке. Мы также кратко коснемся сварки TIG, чтобы отметить ее отличия от двух других типов сварки.
Ручная сварка
Если вы какое-то время занимались сваркой, вероятно, вы научились сваривать с помощью дуговой сварки. Он включает использование металлической палочки, которая заряжается для создания высокотемпературной дуги.В процессе используется электрический ток, который течет из зазора между сварочной палкой и металлом для образования металлических соединений.
Сварка палкой на протяжении многих лет является доминирующим и самым популярным методом сварки. Это предпочтительный вид сварки для небольших домашних сварщиков и электриков. Считается эффективным методом сварки большинства типов металлических сплавов или стыков. Сварочный аппарат можно использовать как в помещении, так и на открытом воздухе, а также в местах с сквозняками и ограниченном пространстве.Сварка палкой – самый экономичный метод сварки, который дает возможность формировать эффективные соединения даже на ржавых или грязных металлах.
Также существуют некоторые ограничения для сварки штучной сваркой. Он создает очень мощную дугу, которая может сильно нагреть металл. Это затрудняет использование сварки штангой для металлов толщиной менее 18 калибра. При сварке штангой также необходимо часто менять стержень. Он выделяет значительное количество брызг, и сварные швы необходимо очистить после завершения процесса сварки.
Новичку также сложнее освоить и использовать сварку штангой. Особенно сложно создавать дугу и поддерживать ее, но как только вы научитесь это делать, все станет намного проще.
В настоящее время доступны сварочные аппараты, работающие на переменном, постоянном или переменном / постоянном токе. Сварочные аппараты с входом переменного тока наиболее экономичны. Эти сварочные аппараты используются для сварки более толстых металлов, ширина которых составляет 1/16 дюйма или больше. Сварочные аппараты идеально подходят для фермеров, тех, кто занимается домашним хозяйством, тех, кто занимается своими руками, и для домашних работ, таких как ограждения и решетки.
Преимущества сварки штангой
- Сварка палкой может использоваться для сварки независимо от краски и коррозии в месте сварки
- Можно прикрепить зажим заземления, чтобы удерживать металл в месте, удаленном от точки сварки
- При сварке палкой образуется большая дуга, на которую не влияют ни ветер, ни температура
- Очень легко заменить или заменить стержни для сварки специальных металлов, включая литые, нержавеющую сталь и т. Д.
- Обеспечивает эффективную сварку как в помещении, так и на открытом воздухе.
- Сварщики, использующие опцию постоянного тока (d / c), могут изменять полярность электрода, чтобы уменьшить вероятность прожога на более тонких металлах
Недостатки электродной сварки
- Сварка палкой оставляет на металле отложение шлака после того, как соединение было выполнено.Перед окраской или последующей сваркой шлак необходимо удалить со сварных швов сколами или соскоблить
- Во время сварки штангой также появляются брызги. Ручная сварка постоянным током (DC) имеет меньше брызг, чем сварка переменным током (AC)
- Вам необходимо будет время от времени заменять стержень, что прерывает процесс сварки
- Очень трудно сваривать металл толщиной менее 1⁄8 дюйма с помощью сварки штангой
Сварка МИГ (металлический инертный газ)
Сварочные аппаратыMIG генерируют проволочный сварочный электрод на катушке, которая автоматически подается в сварочный аппарат с постоянной скоростью.Дуга возникает с помощью электрического тока, протекающего между основным металлом и проволокой. Сильно заряженный ток плавит проволоку и металлическую основу, образуя соединение между ними. Сварной шов, созданный с помощью этой технологии, достаточно прочен и практически не требует очистки.
Считается, что сваркуMIG проще выполнять и очищать после завершения сварки. Его можно использовать на различных тонких и толстых металлических пластинах. Чтобы освоить базовую технику сварки MIG, требуется всего около недели или двух.Двумя наиболее сложными аспектами сварки MIG являются выбор правильного защитного газа и настройка параметров на аппарате. Как только вы позаботитесь об этих двух частях, это станет более или менее процессом «наведи и стреляй», также называемым техникой «горячего клея для сварки».
Этот процесс сварки можно использовать для получения высокопрочных сварных швов, которые имеют отличный внешний вид и не требуют очистки или шлифовки. Применение защитного газа позволяет сварщику генерировать дугу с постоянной скоростью, что делает процесс очень простым.Сварочные аппараты MIG могут использоваться на всех типах металлических поверхностей и способны сваривать материалы толщиной до 26 мм для деликатной и точной работы.
СваркаMIG имеет ряд недостатков. Во-первых, при работе на открытом воздухе оборудование довольно сложно использовать из-за газов, используемых при сварке. Хотя вы можете работать со всеми типами металлов при использовании сварочного аппарата MIG, для некоторых материалов требуются другие катушки с проволокой и газами. Более того, тот, кто использует машину MIG, должен знать различные комбинации, которые следует использовать для проекта, и соответствующим образом настроить машину.Вы можете преодолеть это, используя машины с функциями автоматической настройки, так как они могут сэкономить массу времени.
Для получения наилучших результатов также важно выполнять сварку MIG на чистой металлической поверхности. Перед выполнением любых сварных швов сварщик должен убедиться, что вся краска, ржавчина и другие загрязнения удалены с поверхности заготовки.
Преимущества сварки MIG
- Сварка MIG может быть очень точной – вы можете использовать ее для сварки металла толщиной от 24 калибра (0.0239 ″)
- Сварка MIG достаточно чистая, и вы можете получить красивые, гладкие, безшлаковые и почти без брызг сварные швы.
- Вам не нужно прерывать сварку MIG для замены стержня стержня, так как для сварки используется катушка Сварка
- MIG очень проста в освоении и использовании. Даже новичок может освоить сварку MIG за несколько недель.
- Позволяет создавать отличные и сложные сварочные конструкции.
- Можно достичь очень высокой скорости сварки, и сварка MIG часто считается самой производительной.
- Сварочное оборудование MIG можно использовать и для сварки порошковой проволокой.
Недостатки сварки MIG
- Металлическая поверхность должна быть полностью очищена.Даже небольшое количество ржавчины, краски или загрязнений приведет к образованию слабых пористых сварных швов
- Если вы используете заземляющие зажимы, они должны быть размещены на неизолированном металле и должны быть близко к месту сварки.
- Даже легкий ветерок или вентилятор могут нарушить подачу защитного газа, что приведет к пористым и слабым сварным швам
- Для сварки MIG требуются баллоны с инертным газом под давлением, что затрудняет ее использование в полевых условиях.
- Хотя вам не нужно время от времени заменять стержень во время сварки, вам все равно придется менять всю катушку проволоки при сварке различных металлов
Факторы, участвующие в сравнении сварки
Сварка палкой и MIG дает сварщикам уникальные преимущества.Какой из них вы должны использовать, зависит от ваших конкретных потребностей и проекта, над которым вы работаете.
Например, если вы собираетесь работать на улице, сварка штучной сваркой будет лучшим вариантом, поскольку она позволяет создать достаточно мощную дугу, на которую не повлияет ветер. Однако, если вы работаете с тонким металлом толщиной менее 1/8 – дюйма, то сварка MIG – лучший вариант.
Учтите следующие факторы, чтобы решить, какой тип сварки вам следует использовать.
Проникновение сварного шва
Аппарат для ручной сварки имеет гораздо лучшую скорость проплавления металла, чем сварочный аппарат MIG. Вы, наверное, заметили, что просто поддержание дуги потребует дополнительной силы тока для сварочного аппарата. Если вы работаете с толстым металлом, который требует более глубокого проникновения дуги для образования прочных соединений, тогда используйте аппарат для ручной сварки, потому что MIG не справится с задачей создания прочных соединений.
Маржа для ошибки
СваркаMIG обеспечивает гораздо более высокий предел погрешности по сравнению со сваркой штучной сваркой, при которой у вас не так много возможностей для точных расчетов.Сварка MIG предоставляет больше возможностей и настроек, которые можно использовать для настройки аппарата под конкретную сварочную задачу. Это может быть как положительное, так и отрицательное значение, в зависимости от того, как вы на это смотрите.
Сварочный аппарат MIG позволяет регулировку в зависимости от силы тока, выхода электродной проволоки, расхода защитного газа, угла горелки, заземления, техники и многого другого. Хотя это открывает возможность использовать сварочные аппараты MIG для различных задач, это также увеличивает вероятность того, что вы допустите ошибку и испортите свой сварочный проект.
Это означает, что вы должны четко понимать инструкции и настройки вашего сварочного аппарата MIG, чтобы избежать ошибок. Вы можете получить точную мощность и дугу, необходимые для работы с MIG, чего вы просто не получите с помощью сварочного аппарата.
Операционные расходы
Эксплуатационные расходы могут быть важным фактором для профессиональных сварщиков, которые ежедневно работают над множеством проектов. Общая стоимость сварщиков двух типов сильно различается.
Сварочный аппарат для стержневой сварки – это довольно простой аппарат, не требующий значительных усилий в эксплуатации.Все, что вам нужно, это подающий стержень и электрический заряд, который встанет на место. Очень мало движущихся частей, которые могут заклинить или сломаться, что может вызвать проблемы. Дуга действительно требует сильного тока, но вы можете контролировать размер с помощью шкалы. В большинстве случаев вы можете работать быстрее со сварочным аппаратом, так как вам нужно меньше настраивать параметры и поддерживать высокую производительность.
Сварочные аппараты MIG требуют некоторых дополнительных подготовительных работ, когда вы должны настроить дугу и мощность перед началом процесса сварки.Сварщикам MIG также необходим защитный газ, который обычно представляет собой смесь гелия, CO2 и аргона. Они также потребляют проволоку во время работы, и, как правило, сварка сварочными аппаратами MIG выполняется медленнее.
Если вы ищете недорогой вариант, лучше подойдет сварочный аппарат. Если вы собираетесь работать над различными проектами и способны справиться с различными требованиями к настройке, сварочный аппарат MIG – лучший вариант.
Безопасность при сварке
У обоих сварщиков есть свои уникальные проблемы с безопасностью.Сварочные аппараты могут сильно обгореть и сильно нагреться. Когда дуга соприкасается с металлом, эти сварщики также создают брызги, которые могут вызвать ожоги, если вы не используете шлем и защитное снаряжение. Обязательно прикрывайте руки, предплечья и верхнюю часть тела, чтобы избежать травм.
Сварочный аппарат MIG тоже не совсем безопасен. Хотя он не создает столько брызг, как сварочный аппарат, он может сильно нагреваться при более высоких настройках температуры. Следует также контролировать защитный газ.Обязательно используйте высококачественные клапаны и следите за газовыми линиями во время сварки. Когда вы работаете с пламенем и искрами, вы не хотите закачивать лишний газ в рабочее пространство.
Качество сварного шва
Оба типа сварочных аппаратов обеспечивают высокое качество обработки, если вы знаете, как обработать поверхность. Однако сварочные аппараты MIG – намного лучший вариант, поскольку они создают красивые, чистые сварные швы с очень небольшим количеством шлака на поверхности металла. Высокое качество MIG особенно заметно при работе с тонкими металлами.
Несмотря на то, что сварочные аппараты подходят для толстых листов, они не идеальны для работы с тонкими металлами. Они также создают намного больше шлака на стыковой поверхности в луже. Этот шлак образуется из-за стержня, используемого в аппаратах для ручной сварки.
Голая проволока E70s6, используемая в MIG, и стержень 7018, используемый в сварочных аппаратах, одинаково прочны. У них есть предел прочности на разрыв 70 000 фунтов на квадратный дюйм, что сильнее, чем у большинства сталей, с которыми вы будете работать.
Металлические типы
В большинстве случаев вы будете работать со сталью, нержавеющей сталью, чугуном или алюминием.Аппарат для ручной сварки хорошо подходит для первых трех, в то время как MIG более полезен для алюминия, чем для чугуна. Следующая таблица представляет собой руководство для сварщиков.
[идентификатор таблицы = 3 /]
[Источник]
Сварочные аппараты TIG
Сравнение между аппаратами для сварки MIG и стержневой сваркой было бы неполным без третьего основного типа сварочных аппаратов, доступных на рынке, сварочных аппаратов TIG. В нем используется неплавящийся вольфрамовый электрод, который может создавать очень высокие температуры для создания сварного шва.Защитный газ, такой как аргон, используется для защиты области сварки от атмосферного загрязнения. Источник питания на основе тока вырабатывает энергию, которая проходит через столб металлических паров и ионизированных газов.
СваркаTIG обычно используется для создания сварных швов очень тонких стальных сплавов, нержавеющей стали и цветных металлов, таких как магний и медь. Сварочный аппарат TIG дороже, чем сварочные аппараты MIG и стержневой сварки, но он предлагает самый широкий диапазон возможностей металлообработки.
Сводка
Как ручные, так и MIG сварочные аппараты обладают уникальными преимуществами и недостатками. Сварочный аппарат для стержневой сварки основан на технологии, которая существует уже очень давно, тогда как технология MIG была разработана намного позже.
Производители оборудования часто используют сварочные аппараты MIG для сборки или создания более совершенного оборудования в мастерских. Вот почему многие считают, что сварщики MIG – оптимальные сварщики для всех типов ситуаций. Сварочные аппараты MIG хороши для производства, где металл чистый, неокрашенный и окружающая среда закрыта от ветра.
Тем не менее, многие опытные сварщики предпочитают сварочные аппараты с питанием от переменного или переменного тока, в которых используются стержневые электроды, поскольку это позволяет им работать из любого места. Если вы хотите произвести общий ремонт или провести техническое обслуживание, где вам нужно будет сварить ржавый или окрашенный металл, или, возможно, вы хотите работать на открытом воздухе на ветру, то сварочный аппарат будет лучшим вариантом.
Похожие сообщения:
Ротационные машины для сварки трением | KUKA AG
Два бренда, один надежный партнер для покрытия различных отраслей промышленности индивидуальными и стандартными решениями.
Более 50 лет назад KUKA разработала ротационную сварку трением как промышленный процесс соединения. Ассортимент сварочных аппаратов KUKA был расширен в 1994 году с приобретением производителя оборудования Thompson Friction Welding (Великобритания). С тех пор KUKA является одним из лидеров мирового рынка в этой области, установив более 1200 ротационных сварочных аппаратов трением в более чем 44 странах .
Благодаря нашим уникальным техническим центрам KUKA в Аугсбурге (Германия) и сварочному центру Thompson в Халесовене (Великобритания) , мы можем проверить практическую жизнеспособность инновационных концепций будущего.Мы также предлагаем дополнительные услуги, такие как валидация процесса, изготовление прототипа или небольшая серия, или заботимся обо всем производственном процессе при работе в несколько смен.
Стандартные и индивидуальные станки для ротационной сварки трением с фиксированной или подвижной бабкой
Независимо от того, выбираете ли вы компактные и универсальные серии или специальные машины для конкретных компонентов – мы предлагаем два различных типа конструкции с фиксированной и подвижной передней бабкой , которые соответствуют вашим требованиям, а также специальных размеров и конструкций по запросу.
Машины для ротационной сварки трением, подготовленные для Industrie 4.0
Интеграция аппаратов для ротационной сварки трением в вашу производственную сеть – проверенный способ повышения производительности. Для этого требуется открытых интерфейсов и интеллектуальное управление. Как производитель гибких систем для автоматизированного производства, мы обладаем опытом и знаниями для разработки и внедрения экономичных комплексных решений с высокой надежностью процесса .Благодаря легкодоступной рабочей зоне и возможности подключения к сети контроллера наши аппараты для ротационной сварки трением создают идеальные условия для новой эры Industrie 4.0.
Аргонодуговая сварка (со схемой)
В любой отрасли современного стального века наличие сварочной техники просто необходимо. И MMAW (ручная дуговая сварка металла), SM AW (дуговая сварка металлическим стержнем) и GTAW (газовая дуговая сварка вольфрамом) прочно утвердились. Это связано с их гибкостью, универсальностью во всех положениях и местах, а также легкой доступностью расходных материалов, необходимых для различных типов сварочных аппаратов.
В большинстве наших отраслей сварочные работы выполняются с использованием различных типов стержневых электродов или электродов с покрытием.
Но современные промышленники повышают свою производительность с целью борьбы с конкуренцией – как на внутреннем, так и на международном рынках – особенно когда отрасль во всем мире становится все более и более конкурентоспособной, а промышленное руководство постоянно ищет новые пути и средства для снижения затрат и улучшить контроль качества.
В сложившейся ситуации пользователи хотят модернизировать свои машины, чтобы они работали быстрее, дольше и эффективнее.И они ищут различные преимущества автоматических и полуавтоматических процессов сварки – MIG / MAG, TIG, GTAW или дуговой сварки в среде защитного газа – которые являются наиболее модернизированными сварочными станками. Наиболее популярны дуговая сварка в среде аргона или в среде защитного газа.
Теперь давайте рассмотрим инертные газы и их использование в сварке. Инертный газ, как следует из названия, неактивный газ. Он используется для защиты ванны расплава от атмосферного воздуха во время сварки.Важными инертными газами являются гелий и аргон. Они используются с другими защитными газами.
Защитные газы можно разделить на две группы:
(1) Газы, растворимые в металлах или реагирующие с ними. Это водород, углекислый газ, азот и т. Д.
(2) Инертный газ, например гелий и аргон.
Наиболее широко используются аргон и диоксид углерода. Аргон получается как побочный продукт при разделении воздуха для производства кислорода. Аргон поставляется в стальных баллонах под давлением 150 атмосфер.Очищенный аргон содержит 97–98% аргона, а технический аргон – 13–14% азота.
Удобно считать, что применение газов, которые включают защиту дуги с помощью аргона, гелия и диоксида углерода (CO 2 ) и смесей аргона с кислородом и CO 2 , гелием, является важным.
Аргон используется в качестве защитного газа, поскольку он химически инертен и не образует соединений. Чистота аргона товарной чистоты составляет около 99,996% и получается путем фракционной перегонки жидкого воздуха из атмосферы.Он дешевле и поэтому используется в коммерческих целях.
Аргон технической чистоты используется для сварки металлов. Аргон с 5% водорода обеспечивает повышенную скорость сварки и проплавление при сварке нержавеющей стали и никелевых сплавов.
Гелий может использоваться для производства алюминия и его сплавов, а также меди. Но гелий дороже, чем аргон, и из-за его меньшей плотности для обеспечения защиты требуется больший объем, чем аргон. Небольшое изменение длины дуги вызывает большие изменения в условиях сварки.
Смесь 30% гелия и 70% аргона обеспечивает высокую скорость сварки. Механизированная сварка алюминия с гелием на постоянном токе обеспечивает глубокое проплавление и высокую скорость.
Автоматическая аргонодуговая сварка успешно применяется для сварки тонкой нержавеющей стали, алюминия и его сплавов. В аргонно-дуговом процессе могут использоваться неплавящиеся или расходуемые электроды. При использовании неплавящегося электрода дуга поддерживается между вольфрамовым электродом и «Работой». На электрод проецируется экран из аргона.
Дуга горит между вольфрамовым электродом и деталью внутри экрана из инертного газа аргона, который исключает атмосферу и предотвращает загрязнение электрода и расплавленного металла. Горячая вольфрамовая дуга ионизирует атомы аргона внутри экрана с образованием газовой плазмы, состоящей из почти равного количества свободных электронов.
В отличие от электрода в процессе сварки металлической дугой вручную, вольфрам не переносится на «работу».
На рис. 14.1 показано, что источником тепла в процессе дуговой сварки в инертном газе является электрическая дуга между вольфрамовым электродом и основным металлом.Электрод защищен потоком инертного газа – аргона или гелия, что исключает необходимость добавления флюса.
A.C. обычно используется с вольфрамовыми электродами, а постоянный ток – с расходуемым металлическим дуговым электродом. Этот процесс используется для сварки легких сплавов, некоторых цветных металлов, особенно алюминия, меди и их сплавов, а также нержавеющей стали.
С расходуемым электродом дуга поддерживается между металлическим электродом и «Работой». Сталь широко сваривается полуавтоматическим процессом с экранированной дугой C0 2 .В авиастроении широко применяется аргонодуговая сварка, хотя это дорогостоящая сварка. Перед использованием аргон необходимо высушить, пропустив через каустик или силикагель.
Он успешно применяется для сварки тонкой нержавеющей стали, алюминия и его сплавов, меди и ее сплавов, никеля и ее сплавов, титана, циркония, серебра и т. Д. Процесс с использованием вольфрамовой дуги в среде защитного газа позволяет эти металлы и широкий диапазон ферросплавы для сварки без использования флюса.Это большое преимущество при любой такой сварке.
Zhejiang Laoshidun Technology Co., Ltd. | Чжэцзян, Китай
Основные продукты: Сварочный аппарат, воздушный компрессор, зарядное устройство
laston.en.alibaba.com
Zhejiang Laoshidun Welding Equipment Co., Ltd была основана в 2001 году. На заводе площадью 35 000 квадратных метров и площадью застройки 50 000 квадратных метров работают более 500 рабочих, включая врачей, магистров и более 100 высокопрофессиональных и технических специалистов.Наша компания расположена на берегу залива Юэцин в Чжэцзян Вэньлин и в прибрежном городе Вугэнь с выдающимися людьми, красивыми пейзажами и глубоким культурным наследием, недалеко от скоростной дороги Нинбо-Тайчжоу-Вэньчжоу, аэропорта Тайчжоу, железнодорожного вокзала Вэньлин, полагаясь Порт Нинбо и порт Хаймен. Сухопутный и водный транспорт очень удобен. Как современное высокотехнологичное предприятие, мы сочетаем современную культуру и научную революцию, профессионально производим и производим серийное сварочное оборудование, воздушный компрессор, вибратор.Четыре бренда «Лаошидун», «JMS», «Нанкин Цзебао», «Шанхайский жэньминь» усиливают красоту друг друга. Наши продукты широко используются в области трубопроводов энергии, автомобилей, кораблей, котлов, строительства электроэнергии, военных проектов, промышленного монтажа и строительства мостов. Применение сварочных аппаратов DIY особенно заметно. Применение инверторных сварочных аппаратов MMA постоянного тока, инверторных сварочных аппаратов TIG постоянного тока, инверторных сварочных аппаратов TIG переменного / постоянного тока, сварочных аппаратов в среде защитных газов MIG / MAG / CO2, аппаратов воздушно-плазменной резки, MMA / TIG / Универсальный сварочный аппарат CUT, аппарат для дуговой сварки переменного тока и автомобильные зарядные устройства делают серию сварочного оборудования высокотехнологичным, совершенно новым, точным, всеобъемлющим и насчитывает 20 серий и более 100 наименований с большим годовым объемом производства в 400 000 комплектов.Из нашей серии портативных компрессоров с прямым приводом, бесшумных безмасляных компрессоров, воздушных компрессоров с автоматическим обслуживанием, ременных поршневых воздушных компрессоров, мы развиваем заботливую о человеке идею энергосбережения и защиты окружающей среды, безопасную и удобную. Наши продукты хорошо продаются в Европе, Америке, Азиатско-Тихоокеанском регионе, а также в Китае. Президент Ян Чанжун посвятил последнее десятилетие блестящим достижениям в области сварочного оборудования. Наш «рулевой» г-н Цай Чаохуи более 20 лет занимается исследованиями и разработками оборудования для воздушных компрессоров, и это показывает, что наша компания стремится производить стандартные продукты, создавать ценности для клиентов и концепцию счастья.Более того, мы совершили революцию в области безопасного, удобного, экологичного, гуманизированного сварочного оборудования и воздушного компрессора, став одним из представителей лидера отрасли. Мы внедряем строгие меры контроля качества в нашем производственном процессе в соответствии со стандартами ISO9001: 2000, ISO14001. системы экологического менеджмента и имеют знаки CCC, CE, GS и ROHS. Мы организуем и продвигаем внедрение бережливого производства, внедряем систему управления ERP, повышаем эффективность управления с помощью технологий управления информацией.Высококвалифицированный технический персонал задействован в разработке, дизайне, производстве и обеспечении качества, синтезируя самые передовые технологии и стандарты испытаний, мы разрабатываем безопасные, практичные, энергосберегающие, экологичные и потрясающие новые продукты. Мы интегрируем концепции защиты окружающей среды, безопасности, гоминизации в защиту природы. Многие серии получили патентные сертификаты, выданные Государственным ведомством интеллектуальной собственности друг за другом, что позволяет нашему бренду «Лаошидун» продвигаться вперед вместе с международными брендами.Компания Zhejiang Laoshidun Welding Equipment Industry Co., Ltd стала лидером в области сварки, опираясь на «оцифровку, упрощение, модернизацию», сохраняя ценность «добродетель ведет к успеху». В искреннем командном духе мы продолжим лидировать в отрасли, создавать экологически чистые продукты, создавать счастливые предприятия и продвигать стремление к человеческой цивилизации с помощью нашего золотого качества. Ответственность несет качество, репутация связана с брендом. Мы тепло приветствуем вас, надеемся на сотрудничество с вами для сотрудничества !!
Чжэцзян, Китай
Производитель, Торговая Компания
горячая прокатка модернизировать
ДАТЧИКИ ДЕТЕКТОР ГОРЯЧИХ МЕТАЛЛОВ ПЕТЛЕВЫЕ СКАНЕРЫ ДЛЯ ПРОКАТКИ Мы поставляем специализированные высокопроизводительные и надежные оптические датчики и оборудование для измерения размеров для автоматизации МНЛЗ и прокатных станов. Продукция разработана для работы в экстремальных условиях сталелитейной промышленности. Детекторы горячего металла. с ультрасовременными ИК-ДАТЧИКАМИ ДЕТЕКТОР ГОРЯЧИХ МЕТАЛЛОВ ПЕТЛЕВЫЕ СКАНЕРЫ ДЛЯ ПРОКАТКИ Мы поставляем специализированные высокопроизводительные и надежные оптические датчики и оборудование для измерения размеров для автоматизации МНЛЗ и прокатных станов. Продукция разработана для работы в экстремальных условиях сталелитейной промышленности Детекторы горячего металла Система сканирования в сочетании с ультрасовременным IR
Если модернизировать эти машины до автоматики, то в первую очередь нам необходимо решить проблему, чтобы изменить режим работы с ручного на электронное управление, а затем модернизировать точку доступа механического рычага, обычно нам нужно использовать верхнее предельное положение в качестве источника сигнала, или мы можем также преобразуйте линейное движение ползунка в сигнал энкодера для непрерывного вывода.
22.03.17 Nucor модернизирует прокатный стан Справочное руководство по продукту Отправить запрос Все продукты Все продукты Перечень стандартных / запасных продуктов Nucor Beam Mill Узнать больше Патент US2230897 ‘ W c M BAIN EIAL 2230 7 РУКОВОДСТВО ПО ПРОКАТНЫМ СТАНАМ Представлено 23 июня 1958 г. ИЗОБРЕТАТЕЛИ William CtMcBain 9 Уильям К. Блафлман Запатентовано 4 февраля 1941 г. СОЕДИНЕННЫЕ ШТАТЫ Узнать больше Результаты меток направляющих прокатных станов
Перевозчики развертывают эти сети во все большем количестве городов Атланта Чикаго Даллас Детройт Лос-Анджелес Нью-Йорк и Вашингтон – лишь некоторые из первых мест. Мобильные телефоны с подключением 5G. в том числе компании LG и Motorola, тоже выходят на рынок
ANDRITZ поставит 20-ти высоковольтный стан холодной прокатки для Northern Copper Industry Co Ltd 2020-04-22 Международная технологическая группа ANDRITZ получила заказ от Northern Copper Industry Co Ltd, Китай поставить 20-метровый стан холодной прокатки в четырехколонном исполнении на новое производственное предприятие, расположенное в зоне экономического и технологического развития Юньчэн в провинции Шаньси
Современный стан горячей прокатки стальной арматуры TMTYouTube Нажмите для просмотра5 33 декабря 19 2018 г. Горячая прокатка – это процесс прокатки стали при высокой температуре (обычно при температуре более 1700 F), которая выше температуры рекристаллизации стали, когда автор-инженер Ахмед Сами получает цену
сталепрокатные станы с технологией из германии сталепрокатные станы с технологией из германии Вилли Корф (Willy Korf) Немецкий предприниматель, дела A и B, однако, чтобы освободиться от контроля крупных немецких металлургических предприятий и снизить их цены, Корф начал рассматривать производство стали Корф отметил, что итальянские мини-заводы могут продавать
. В дополнение к стану горячей широкополосной стали на заводе ThyssenKrupp Steel в Брукхаузене также работает литейно-прокатный стан. Здесь жидкая сталь сначала разливается в тонкие слябы. Толщиной от 48 до 63 миллиметров и шириной до 1600 миллиметров, а затем раскатывается в линию до
Принцип горячей прокатки прокатного стана 2019-11-21 Кроме того, валок прокатного стана должен быть очищен в конце повседневной работы и после в режиме ожидания валок должен быть удален, очистите поверхность вала чистым полотенцем и сотрите пленку оксида воздуха, приставшую к поверхности, так как t o увеличить срок службы Получить цену Ресурсы прокатного стана Наш лазер и наша бумага создают волшебные узоры
2/2 / 2011Siemens проводит модернизацию толстолистового стана Handan Steel, включая строительство двух соединенных тандемных линий травления и стана горячей прокатки Handan Iron Steel Co является дочерней компанией Hebei Iron Steel Group Co Ltd. Это один из ведущих производителей стали в Китае.
22.03.17 Nucor модернизирует прокатный стан Справочное руководство по продукции Отправить запрос Все продукты Все продукты Список стандартных балок Nucor Beam Mill / на складе Патент Know More US2230897 ‘W c M BAIN EIAL 2230 7 РУКОВОДСТВО ПО ПРОКАТНЫМ СТАНАМ Подано 23 июня 1958’ ИЗОБРЕТАТЕЛИ Уильям КтМкБейн 9 Уильям К. Блафлман Запатентован 4 февраля 1941 г. СОЕДИНЕННЫЕ ШТАТЫ Подробнее Будущее Рэйчел С. Коэн 1 мая 2020 г. Опубликовать статью На мысе Канаверал заканчивается место СТАНЦИЯ ВВС США КЕЙП-КАНАВЕРАЛ Флорида – историческое место Флориды 1 Космодром площадью 6000 акров на Восточном побережье заполняется компаниями и партнерствами по мере того, как наступает новая космическая эра. Стартовые площадки, которые годами оставались пустыми, теперь растянуты настолько тонко, что новички
Станы горячей прокатки для холодной прокатки с водяным охлаждением для предотвращения коробления во время прокатки Это наиболее желательная особенность высокоскоростной прокатной системы. Система закалки в воде для прокатного стана. Шлифовальный стан Китайская торговая компания станов горячей прокатки Станы горячей прокатки Торговые прокатные станы горячей воды Узнать больше Оборудование для прокатных станов Производитель оборудования для прокатных станов Летающие ножницы
Горячие прокатка является одним из наиболее распространенных и экономически эффективных методов преобразования алюминиевых литых слябов в плоский лист толщиной до 2 мм, который становится исходным материалом для холодной прокатки. Горячая прокатка является одним из наиболее важных производственных процессов для плоского проката алюминиевых сплавов, поскольку позволяет экономично превратить литые слябы постоянного тока в тонкие слябы и листовые изделия. an energy
Производство стана горячей прокатки Стан для производства стержневой катанки tmt Preet Machines Limited проводит технико-экономическое обоснование для модернизации существующих заводов горячей прокатки, а также установки отдельных компонентов для прокатного стана ReBar Прокатный стан TMT стержневой прокатный стан Блочная прокатка Прокатный завод и прокатный стан из легированной стали Сейчас в чате Feature_Property_Mill_Ridge_Tract varealestate The
Как построить вращающуюся кухонную кладовую Из-за того, что ваша маленькая кухня затрудняет категоризацию, а также организацию всей вашей еды и специй? Если нехватка места становится проблемой, почему бы не построить собственную кухонную кладовую на колесах! Это относительно простой проект по деревообработке своими руками, который может быть выполнен практически кем угодно, и он сэкономит вам деньги на покупке дорогих горячекатаных прутков и рулонов до
. На нашем предприятии в Кантоне, штат Огайо, работают горячекатаные стержни и рулоны. с различными продуктами, производимыми в Лакаванна-Лорейн и Canton Republic Steel, производит круглые круглые сечения от 1 до 612 дюймов, круглые квадраты размером от 378 до 812 дюймов и шестиугольники от 78 до 212 дюймов. Подробнее Сталелитейные заводы в Огайо Manta
Проектирование системы управления прокатным станом горячей прокатки. Направлена на комплексную потребность стана горячей прокатки в отработке конфигурации моталки и технологического процесса. Анализируется арифметика натяжения намотки и контроль в реальном времени. Технология прокатных станов | hpl-Neugnadenfelder Maschinenfabrik Исходя из существующей технологии прокатного стана и условий на площадке, мы
электрических деталей завода вращающегося стана Primetals Technologies, чтобы модернизировать автоматизацию – Новости Подробности 5 апр 2017 С помощью электросталеплавильного завода и прокатного стана компания расширяет свое производство емкости для конструкционных сталей Предназначен для ЭЛЕКТРИЧЕСКИХ И АВТОМАТИЧЕСКИХ СИСТЕМ Get Price – электрооборудования и автоматизации SMS group, а также всего
Обслуживание клиентов онлайн
Добро пожаловать! Если у вас есть какие-либо вопросы или предложения о наших продуктах и услугах, пожалуйста, сообщите нам в любое время!
allis charl mers запчасть для трактора продажа, россия
Allis Chalmers Запчасти для тракторов Все штаты Используемые запчасти Ag Все штаты Ag Parts – ведущий поставщик, предлагающий большой выбор подержанных, новых и восстановленных деталей для тракторов Allis Chalmers.На нашем веб-сайте и в журнале содержится только частичный список имеющихся на складе новых и восстановленных запчастей. Наш инвентарь бывших в употреблении запчастей меняется ежедневно. Пожалуйста, позвоните нам по бесплатному телефону 877-530-4430 для заказа бывших в употреблении запчастей Allis Chalmers.
запчасти для тракторов allis chalmers wd на продажу на eBay Получите лучшие предложения на запчасти для тракторов allis chalmers wd на eBay.com. У нас есть отличный онлайн-выбор по самым низким ценам с быстрой и бесплатной доставкой для многих товаров.
Allis-Chalmers parts – Tractor Parts и многое другое. Allis Chalmers пойдет с Simplicity Manufacturing в 1961 году, садовые тракторы Allis Chalmers стали доступны с 7.25 лошадиных сил. Так родился B-1. Были внесены некоторые изменения в декали, краску и некоторые детали листового металла.
Запчасти для тракторов Allis Chalmers, технические характеристики и информация Вскоре последовал очень популярный трактор модели B. Следующим на очереди был трактор Model C, появившийся на рынке в 1940 году. За ним последовал трактор Allis Chalmers CA в 1950 году, трактор WD в 1948 году и трактор Allis Chalmers WD45 в 1953 году. Allis Chalmers продолжала модернизировать свои тракторы на протяжении всей своей истории. .
Allis Chalmers 720 Продажа газонокосилок AgriSeek.com Продажа газонных тракторов Allis Chalmers 720. Allis Chambers G, 1956 Allis Chalmers wd45 и Allis Chalmers 1953 Ca Narrow Fr Единственный рабочий в Южной Африке A
Тракторы ALLIS-CHALMERS на продажу – 230 предложений Просмотрите наш перечень новых и подержанных тракторов ALLIS-CHALMERS, выставленных на продажу в TractorHouse. com.
ALLIS-CHALMERS D10 Рулевое управление трактора Деталь 219820 Для продажи Введите поисковую информацию и нажмите кнопку «Поиск» ниже.Используйте клавишу TAB для перемещения между полями. Продажа сельхозтехники
двигатель Allis Chalmers на продажу eBay Блок двигателя дизельного трактора Allis-Chalmers D19 Деталь 4512872 Тег 808. Подержанные. 650,00 долларов США. Поршни
втулок моторного блока трактора Аллис Чалмерс б обнаженные, дом- горнодобывающая дробильная установка / index.html
allis charl mers запчасть для трактора продажа, южная африка
Производитель медных дробилок в Китае-Crusher
Производительность: 170-1662 т / ч
Размер загрузки: 225-630 мм
Применяемые материалы: речной галька, кварц, бетон, голубой камень, известняк, угольные породы, строительный мусор, булыжник, базальт, порода , стекло, базальт, зеленый камень, медная руда, известняк, доломит, железная руда, железная руда, стекло, цементный клинкер и т. д.
Горячие дробилки
Краткое описание
Мы являемся профессиональным производителем горнодобывающего оборудования, в том числе основного оборудования: щековая дробилка, конусная дробилка и другое оборудование для обработки песчаника; шаровая мельница, флотационная машина, концентратор и другое оборудование для обогащения; Установка для измельчения порошков, роторная сушилка, брикетировочная машина, горнодобывающая промышленность, металлургия и другое сопутствующее оборудование. Если вас интересуют наши продукты или вы хотите посетить ближайшее производственное предприятие, вы можете нажать кнопку, чтобы проконсультироваться с нами.Машина для зачистки проводов и гранулятор для кабеляПроизводитель
Китай Производитель и поставщик дробилок для медных кабелей Гранулятор для медных кабелей подходит для обработки всех видов лома проводов и кабелей, проводов и кабелей диаметром 1200 мм, таких как автомобильный электрический провод, автомобильный электрический провод, мотоцикл электрический провод силовой кабель коммуникационный кабель сигнальные кабели и другие разные кабели, которые не могут быть обработаны машиной для зачистки проводов, дробильная машина для меди Maed In Chinacrusher Дробильная машина в продаже, китайская качественная дробильная машина, дробильная машина в продаже, китайская качественная дробильная машина, качественная дробильная машина в продаже, вы можете найти дробильную машину от самых надежных поставщиков медных дробильных машин maed в Китае Производители медных мельниц Поставщики Китай Медные мельницы Производители медных мельницпоставщик китайских производителей медных мельниц список заводов быстро найти квалифицированных китайских производителей медных мельниц поставщиков фабрик-экспортеров оптовиков n madeinchina производитель медных дробилок в Китае производитель медных дробилок в Китае поставщик медного горнодобывающего оборудования поставщик медного горнодобывающего оборудования Китай провайдер Цезарь – известный производитель горнодобывающего оборудования, известный как дома zzdhzzdhenmadeinchina Китай поставщик щековой дробилки поставщик шаровой мельницы производители флотационных машин поставщики zhengzhou dahua mining machinery co ltd Crusherschina Crushers Производители Поставщики Китайские дробилки выбирают 2020 дробильных продуктов от проверенных китайских производителей дробилок поставщиков на
China Factory Mobile Stone Aggregate Gold Copper За исключением щековой дробилки, мы можем поставить полную линию от дробления, просеивания, промывки, линия по производству искусственного камня включает вибрационный питатель щековая дробилка ударная дробилка ленточный конвейер с вибрационным грохотом и централизованная электрическая система управления проектная мощность производственной линии оборудования для дробления камня с 50-го по 500-й Китайские отходы машины по переработке медной проволоки Wast e машина для переработки медной проволоки машина для переработки проволоки поставщик оборудования для переработки медного кабеля в китае предлагает оборудование для переработки отходов медной проволокимашина для зачистки проволоки машины для зачистки кабеляоболочка медной проволоки линия по переработке кабеля дробилка для медной проволоки измельчитель металла для ironmini измельчитель металламалый измельчитель металла сверхпрочная бумага медь руда производитель дробилок Pcl медь руда pcl производитель золотой руды хромитовая руда цена на дробилку pcl производители дробилок pcl о продукте и предложениях поставщиков 795 дробильных изделий pcl около 48 из них дробилка 1 дробилка для пластика вам доступны самые разные варианты дробилки pcl, такие как ударная дробилка молотковая дробилка и конусная дробилка есть 795 поставщиков дробилок, в основном производитель машин для зачистки проводов и грануляторов кабеля. Медь содержит до 90 процентов стоимости новой меди. Тип mini 400. Самый маленький гранулятор для медной проволоки может обрабатывать до 80100 кг в час. Эта машина действительно популярна в самодельном производстве. ан d небольшой бизнес по переработке отходов как идеальная система для обработки кабельной проволоки из металлолома 0220 мм вес 750 кг размер 1500 мм медная руда производитель мобильной известняковой дробилки оловянная руда поставщик мобильной известняковой дробилки оловянная руда производитель мобильной известняковой дробилки оловянная руда производитель мобильной известняковой дробилки южная африка это страна с богатыми минеральными рудами, и мы можем поставить вольфрамовую руду дробилка оловянная руда медная руда мобильная известняковая дробилка поставщик медная руда поставщики дробилка для продажи дробильное оборудование для оловянной руды цена
Китай производитель и поставщик для дробилки медного кабеля
Китай Изнашиваемые детали конусной дробилки Литье бронзового подшипника
Китай Изнашиваемые детали конусной дробилки Литье бронзового подшипника Изнашиваемые детали китайской конусной дробилки лить бронзовую втулку подшипника для медной втулки. медные буши ng machinery part shanghai duoling watson горнодобывающее оборудование дробилка для меди и молибдена дробилка для меди и молибдена шлифовальная машина для меди и молибдена xsm – ведущий мировой производитель дробильного и мельничного оборудования, шлифовальные машины для меди и молибдена xsm также поставляет индивидуальные дробилки для меди и молибдена. в качестве запасных частей к ним Все продукты Китайская линия по переработке отходов Производитель линии по переработке отходов линия по переработке кабеля машины для переработки кабеля производитель производственной линии по переработке шин в Китае, предлагающий 500 кг-час небольшой экономичный измельчитель лома кабеля дробилка для лома кабеля и сепаратор завод гранулятора проволоки машина для переработки меди tdf tda резиновый измельчитель измельчительное оборудование машина для переработки отработанных покрышек завод по переработке резины и т. д. машина для производства песка Китай производитель щековой дробилки производитель щековой дробилки конусная дробилка производитель ударной дробилки в Китае предлагает заводскую поставку индивидуальные конусные дробилки латунь бронзовые медные втулки с хорошим качеством ity горнодобывающая машина конусная дробилка hp 300 трансмиссионная шестерня и шестерня технология ковки хорошего качества щековая дробилка для лома медного кабеля дробилка и сепаратор Tcm дробилка для медного кабеля и сепараторная машина купить лом медного кабеля дробилка и сепаратор с дешевой оптовой заводской ценой из лучших поставщиков и производитель шинковочный автомат tcm, у нас есть машина для измельчения отходов лучшего качества на продажу, чем у любых других поставщиков и производителей в Китае.
Китай Медная проволока Кондиционер Радиатор Дробилка Машина для переработки меди машина для рециркуляции кондиционера Поставщик производителя в Китае, предлагающий переработку медной проволоки для переработки радиаторов кондиционирования воздуха машина завод маска для лица автоматическая полуавтоматическая машина для изготовления масок n95 ультразвуковая маска ушные петли машины для точечной сварки и так далее Китай производитель дробилок Crushersjaw Crushers Гидравлическая конусная дробилка для камня Fote Machinery всегда была на переднем крае инновационного дизайна дробилок каменная гидравлическая конусная дробилка для медной руды перед лицом этой ситуации многие производители конусной дробилки из фарфора ускоряют свои исследования и разрабатывают конусную дробилку для известняка Китай Гидравлическая дробилка для металлолома Китай Гидравлическая дробилка для металлолома Китай Резка Китай гидравлическая дробилка для металлолома найти подробную информацию о китайской машине для резки металлолома из гидравлического металла дробилка для лома tangshan longrui machinery manufacturing co ltd Китай Производитель дробилок Производство кирпича шаровой мельницы 28 декабря 2016 Компания Henan zhongcheng machinery co ltd – производитель горнодобывающего оборудования, который производит крупногабаритные и средние дробилки для производства песка машины для разделения минералов, образующие производство и продажу rd в единую систему. Компания расположена в столице провинции Хэнань Чжэнчжоу, покрывая 60 000 квадратных метров Китай Дробилка Производитель Сварочная Щековая Дробилка Поставщик 16 декабря 2018 Китай поставщик дробилки Сварочная Щековая Дробилка Производители Поставщики Zibo Boshan Wanping Machinery Factory
Китай Высокоэффективное производство медной руды на
Китай Электродвигатель с высоким уровнем рециклинга для вторичной переработки меди Машина для зачистки проводов производитель оборудования для резки проволоки в Китае, предлагающий высокопроизводительный электродвигатель для рециркуляции меди производитель оборудования для переработки золота с высоким извлечением 6s для продажи мини-центробежный концентратор золота для сепаратора минералов и так далее Производители дробилок Crusherchina Поставщики сделали China crusher select 2020 crusher products от проверенных производителей китайских дробилок поставщиков на China Ball Mill Производитель Jaw Crusher Rubber Zhengzhou усилия trading co ltd является одним из ведущих производителей модернизации с саморазвивающейся фабрикой по исследованиям и испытаниям в Китае, специализирующейся на производстве и продвижении таких машин, как вулканизационный автоклав для вулканизации резины, пресс для масла, пресс для древесного порошка, каменная дробилка, шаровая мельница и т. д. Китайская щековая дробилка, шаровая мельница, встряхивающий стол, щековая дробилка, шаровая мельница, производитель встряхивающего стола, поставщик в Китае фабрики по переработке золотой руды двухколесный шлифовальный станок чилль южная америка 1100 1200 1400 золотодобывающая мельница для добычи золота завод по переработке золота шлифовальный станок для измельчения золота лучшая цена китай 900 1100 1200 мельница для мокрой обработки золота добыча золота 900 шлифовальный станок для мокрого золота двойные круги Дробилка для добычи мокрого золота Китай Вращающаяся печь Производитель Шаровая мельница Китайская горнодобывающая дробилка Каталог китайских дробилок для грубого первичного камня щековая дробилка для карьерных заводов щековая дробилка хорошего качества и лучшей цены, предоставленная производителем Китая henan zhengzhou mining machinery co ltd page1
Китай Высокая эффективность Производство дробления медной руды Горно-рудное оборудование поставщик медного лома в Китае, предлагающее высокоэффективную линию дробления медной руды по низкой цене профессиональное производство вибрационного питателя с многоцилиндровой конусной дробилкой ce atairac для агрегатов hpy400 и т. Д. Китайское дробильное оборудование горнодобывающее дробильное оборудование каменная дробилка мобильная каменная дробилка производитель горнодобывающих машин поставщик в Китае, предлагающая дробильное оборудованиедобывающее дробильное оборудованиедробилка для горных пород гидравлическая конусная дробилка HP большой емкости конусная дробилка для стального шлака для железной руды новейшая технология конусной дробилки каменная дробилка цена и профессиональный производитель бумажная фабрика дробилка для отходов во Франции профессиональный производитель электронная дробилка для мусора в braz китай серия swp пластиковая дробилкаstcm измельчитель tcm shredder является самым профессиональным поставщиком и производителем китайских измельчителей, мы не только производим дробилки для пластика серии tcms600 swp, но также производим многие другие виды машин для вторичной переработки, такие как измельчитель металлолома с двойным валом для бумаги lldpe
