
Можно ли варить алюминий в углекислоте
Не так давно я заинтересовался сваркой алюминия, как же все таки его можно сварить надёжно и качественно. Почитал литературы и решил описать все как есть чтоб вам было проще в будущем.
Первая мысль которая пришла мне в голову это: можно ли произвести сварку обычным полуавтоматом с применением углекислоты, так как в наличии имеется полуавтомат с углекислотой.
Варил я этим аппаратом только как правило обычную сталь, профильные трубы и прочие мелочи, а вот сталкиваться с цветными металлами не приходилось. И так начал я выяснять варят все же или нет с применением углекислого газа алюминий, как еще привыкли говорить углекислотная сварка.
Ответ могу дать прямо сейчас, но все же не буду торопить события и расскажу так как есть, по порядку. При сварке алюминия проблема всегда заключается в том что она покрыта невидимым слоем защиты Температура плавления этой самой невидимой оксидной пленки составляет 2055 градусов по Цельсию, а температура самого алюминия составляет 660 градусов.
Температура плавления этой самой невидимой оксидной пленки составляет 2055 градусов по Цельсию, а температура самого алюминия составляет 660 градусов.
Слово оксидная образовалось от слова окисление или оксид . Например ржавчина на металле образуется в процессе окисления, а у алюминия образуется не ржавчина, а просто невидимая пленка.
Оксидная пленка образуется сразу как только будет контакт с кислородом, а в углекислоте есть кислород так что сварить не получится. Пленка эта будет мешать постоянно. Еще нужно учесть то что алюминий такой материал который при воздействии температурой из твердого состояния сразу переходит в жидкий. Даже если купить проволоку алюминевую для полуавтомата все равно углекислотой варить не получится. Углекислый газ состоит из одной части углерода и двух частей кислорода, отсюда и формула которую пишут на баллонах co2. c – это углерод , o – это кислород. 2 – говорит о том что кислорода две части.
Еще углекислота, диоксид углерода, двуокись углерода, это все одно и тоже.
А как вы понимаете при контакте с кислородом алюминий моментально пытаясь защититься образует оксидную невидимую пленку. Из за того что алюминий реагирует с этим газом его называют активным отсюда и название маг(mag) . Слышали говорят “маг миг”(mag/mig) сварка?! Так вот “маг” с английского переводится как ” метал актив газ ” проще говоря сварка металла в активном газе. А “миг”: металл инерт газ – сварка металлов в инертном газе. Инертный газ не реагируют с алюминием и не содержит кислорода тем самым защищает сварочную ванну.
И тут назревает вопрос, а что если баллон с углекислотой заменить на аргоновый и купить проволоку алюминевую. Да об этом можно почитать на данном форуме по ссылке: http://www.chipmaker.ru/topic/46424/
“Как углекислота влияет на качество св.шва при сварке алюминия? – Аргонодуговая сварка — TIG
Возвращаясь к одной теме которая промелькнула на форуме. А именно Техника Безопасности при ремонте ТОПЛИВНЫХ БАКОВ. Не помню уже кто и как и в отношении чего поднял этот вопрос, но для меня, не смотря на весь мой опыт, этот вопрос не имеет ответа со 100% гарантией “не полетать”…
Не помню уже кто и как и в отношении чего поднял этот вопрос, но для меня, не смотря на весь мой опыт, этот вопрос не имеет ответа со 100% гарантией “не полетать”…Собственно для того что бы не получить большой и эфективный “БА-БАХ” его нужно предотвратить:
1-высушить и провентилировать бак перед сваркой(долго, гиморойно и нет 100% гарантии избежать этого самого “БА-БАХ”)
2-заполнить бак водой и в таком состоянии его варить(за остатки воды и попадании ее в топливную систему клиет”спасибо” не скажет(особо касается дизельных двигателей-практически 100% гарантия что топливный насос”прикажет долго жить”), нет гарантии качественной сварки-непровары, поры и трещины
3-“выпаривание”-примерно в течении часа продувка паром -не всегда есть такая возможность, неизбежный конденсат воды(см пункт №2)
ЧТО ОСТАЕТСЯ?
1- заполнить бак углекислым газом-относительно дешево и безопасность приближается к 100%
2-заполнить бак аргоном-гарантированная 100% безопасность, но дорого. ..
..
Для баков из “черного” металла вывод очевиден-СО2(углекислый газ), вот при сварке алюминия не уверен. В старых, времен СССР, книгах СО2 охарактеризован так “… защитный, АКТИВНЫЙ газ”-то есть принимает активное участие в сварке. (Его активное участие при сварке черного металла и взаимодействие со сварочной проволокой в процессе сварке мне расказывать мне не нужно-сам могу лекции читать).
Поэтому вопрос ставлю следующий-
“КАК УГЛЕКИСЛЫЙ ГАЗ ВЛИЯЕТ НА КАЧЕСТВО СВАРОЧНОГО ШВА ПРИ СВАРКЕ АЛЮМИНИЯ”
Сам ничего не нашел, расчитываю на помощь коллег.
Приветствую только адекватные коструктивные мысли и ответы.
На “флуд” и “ламерство” буду ставить минусы в профиле, не поможет-попрошу статус модера и буду “банить” беспощадно.
я не знаю что такое “кемпомат” и “болгарка”-Я знаю П/А и УШМ
Сварка полуавтоматом – от А до Я | СОВЕТЫ
В данной статье собрана самая необходимая информации о сварке полуавтоматом. Все изложено в доступной форме и разбито на последовательные блоки для лучшего усвоения материала. Для удобства поиска нужной информации воспользуйтесь навигацией по статье:
Все изложено в доступной форме и разбито на последовательные блоки для лучшего усвоения материала. Для удобства поиска нужной информации воспользуйтесь навигацией по статье:
Теоретическая часть:
-
Устройство аппарата полуавтоматической сварки
-
Выбираем газ для сварки полуавтоматом
-
Проволока для сварки полуавтоматом
-
Сварка полуавтоматом без газа (флюсовой проволокой)
Практическая часть:
-
Подготовка аппарата к работе – СБОРКА | Как заправить проволоку в полуавтомат
-
Настройка полуавтомата для сварки на живом примере
-
Подготовительный этап и процесс сварки аппаратом
-
Направление и скорость движения для идеального сварочного шва
-
Заключение + ВИДЕО
Несмотря на возможность сразу перейти к практическим советам, рекомендуем ознакомиться с материалом полностью.
Сварочный полуавтомат – кратко об устройстве
Сварка полуавтоматом предусматривает элементарное понимание устройства сварочного аппарата. В инверторе предусмотрено место для установки катушки с проволокой, которая служит аналогом плавящегося электрода, а также имеется механизм автоматической подачи. Аппарат позволяет самостоятельно выставить силу тока и скорость подачи проволоки в зависимости от производственной необходимости.
Полуавтоматы разнятся по функциональным возможностям в зависимости от назначения. Для начинающих сварщиков лучшим выбором станут надежные и простые в управлении аппараты без излишков (пример, IRMIG 160) или же варианты с синергетическим управлением, которое существенно облегчит настройку (пример, INMIG 200 SYN). Опытным профессионалам для поточного производства подойдут мощные трехфазные полуавтоматы, как, например, INMIG 500 DW SYN.
В независимости от вида устройства рабочая комплектация остается стандартной:
Конечно же, для работы понадобится специализированная проволока, а также стандартные средства защиты, обязательно необходимые для безопасности сварщика.
Выбор газа в зависимости от свариваемого металла
Основная функция защитного газа – изоляция сварочной ванны, электрода и дуги от влияния окружающего воздуха. Для того чтобы подобрать подходящий газ необходимо учитывать тип материала и его толщину. В зависимости от этого выбираются инертные, активные газы или их смеси. Чаще других используются СО
Обратите внимание на таблицу:
|
Материал |
Газ |
|
Конструкционная сталь |
СО2 |
|
Конструкционная сталь |
CO2 + Ar |
|
Нержавеющая сталь |
CO2 + Ar |
|
Легированные стали (низкоуглеродистые ) |
CO2 + Ar |
|
Алюминий и его сплавы |
Ar |
ПОЛЕЗНЫЙ СОВЕТ.
При поиске газа можно встретить баллоны различного объема. Чем больше объем, тем дешевле выйдет литр газа. Для редкого использования сварочного полуавтомата подойдут мобильные фасовки по 5-10 литров. В этом случае лучше всего брать дополнительный запас газа, чтобы застраховаться от внезапной нехватки.
Связь толщины металла и диаметра проволоки
На рынке сварочных материалов найдется немало вариантов проволоки для полуавтоматической сварки. Важно запомнить правило – состав проволоки должен соответствовать составу свариваемого материала. Чаще других востребована сварочная проволока СВ08Г2С, которая используется для углеродистых и низкоуглеродистых сталей.
С выбором диаметра поможет таблица:
|
Толщина металла, мм |
Диаметр проволоки |
|
1 – 3 |
0,8 |
|
4 – 5 |
1,0 |
|
6 – 8 |
1,2 |
Обычной фасовкой для проволоки является 200 или 300 мм.
ВАЖНО! Диаметр проволоки указывается во время настройки полуавтомата, о которой мы поговорим в практической части данной статьи.
Как проводится сварка полуавтоматом без газа
Защитный газ крайне важен для сварочного процесса. Он обеспечивает качественное выполнение сварочных работ, создавая защищенную среду. Однако, если будете использовать устройство довольно редко, то излишне тратиться и покупать баллон просто невыгодно. Чтобы избежать лишних расходов, всегда можно воспользоваться специальной сварочной проволокой – флюсовой или порошковой. Она состоит из стальной трубки, внутри которой находится флюс. В процессе сварочных работ он сгорает, образуя в зоне сварки облачко защитного газа.
Стоит запомнить, работа флюсовой проволокой должна выполняться током прямой полярности (на изделие подается плюс) – это обусловлено необходимостью в больше мощности для плавления порошковой проволоки. Стоит обратить внимание на то, что помимо явных плюсов использования, есть и минусы: при сварке флюсовой проволокой обычно образуется облако дыма, что усложняет визуальный контроль процесса. Ее же нельзя применять для потолочного шва.
Стоит обратить внимание на то, что помимо явных плюсов использования, есть и минусы: при сварке флюсовой проволокой обычно образуется облако дыма, что усложняет визуальный контроль процесса. Ее же нельзя применять для потолочного шва.
ПРАКТИКА – ИСПОЛЬЗОВАНИЕ СВАРОЧНОГО ПОЛУАВТОМАТА НА ПРИМЕРЕ FUBAG IRMIG 200 SYN
В качестве примера возьмем аппарат FUBAG IRMIG 200 SYN. Инверторный полуавтомат оснащен модулем синергетического управления, который максимально упростит настройку начинающему сварщику. В комплекте с аппаратом уже идет горелка, кабель заземления и кабель с электродержателем.
Подготовка аппарата к работе – сборка / установка проволоки
Процесс сборки (подготовки аппарата к работе) довольно прост:
1. Устанавливаем редуктор на баллон с газом.
2. Соединяем газовый шланг с редуктором на баллоне.
3. Подключаем газовый шланг к полуавтомату.
4. Подключаем горелку к евроразъему на лицевой панели.
5. Подключаем кабель массы к минусовому разъему.
Установка проволоки в сварочном полуавтомате выполняется следующим образом:
1. Устанавливаем катушку в аппарат и фиксируем положение на оси.
2. Освобождаем проволоку на катушке и откусываем загнутый конец бокорезами.
3. Пропускаем проволоку в канавку ролика и протягиваем в направляющую втулку евроразъема примерно на 20 сантиметров.
4. Защелкиваем верхний прижимной ролик
5. Выставляем усилие прижатия.
6. Снимаем сопло горелки.
7. Откручиваем контактный наконечник.
8. Натягиваем горелку по прямой и нажимаем на кнопку подачи.
9. Как только покажется достаточное количество проволоки – накручиваем наконечник и сопло.
Как только покажется достаточное количество проволоки – накручиваем наконечник и сопло.
Вот и все, аппарат полностью готов к работе. Как видите, процесс не сложный, но имеет несколько важных нюансов, которые стоит запомнить.
Настройка аппарата сварочного полуавтомата
Для примера необходима не только модель аппарата, но и определенные условия. В роли материала будут использоваться стальные пластины толщиной 2,5 мм, к которым идеально подойдет проволока диаметром 1мм и газ – смесь аргона (80%) и углекислого газа (20%).
На редукторе устанавливаем расход газа на 10-12 л/мин – для работы с данной толщиной металла этого будет достаточно. Расход защитного газа сильно влияет на качество шва. При недостаточном расходе защитного газа возможно образование пор в шве. Если газа чересчур много, то возникают завихрения, которые также мешают нормальной защите.
Настраиваем параметры нашего аппарата. Для аппарата с синергетикой это очень просто:
-
Выбираем на панели тип сварки – MIG SYN
-
Выбираем газ – смесь аргона и углекислоты
-
Выбираем диаметр сварочной проволоки – 0,8 мм
-
Выбираем 2-х тактный режим работы горелки, т.к. не планируем долгой продолжительной сварки.
ПОЛЕЗНЫЙ СОВЕТ. Если предстоят продолжительные швы, то лучше выбрать 4-х тактный – тогда единожды нажав на кнопку пуска на горелке при старте работ, кнопку потом можно отпустить, чтоб рука не уставала. Если предстоят короткие швы, то лучше регулировать старт и стоп кнопкой, выбирая 2-х тактный режим.
5. Выставляем сварочный ток. Для нашего случая это порядка 100 Ампер.
ПОЛЕЗНЫЙ СОВЕТ. В полуавтоматической сварке существует прямая зависимостью между силой тока и скоростью подачи проволоки – чем выше ток, тем выше скорость подачи проволоки и наоборот – чем медленнее подача проволоки, тем ниже сила тока.
Наш сварочный полуавтомат с синергетическим управлением автоматически устанавливает напряжение дуги. При этом, при необходимости сварщик может подкорректировать напряжение под свой стиль работы и ощущение процесса.
Данный аппарат имеет регулировку индуктивности. Эта настройка позволяет настраивать жесткость дуги – корректировать форму валика и глубину провара, добиваясь однородного, эстетически красивого шва. Такая функция облегчит жизнь начинающему сварщику и позволит ему в самое короткое время добиться ровного, качественного шва.
В представленном примере мы подготовили аппарат для работы по нашей заготовке. Возьмите на вооружение шпаргалку, которая поможет вам в дальнейшем быстро настраивать нужные параметры. Сохраните ее в закладки, она вам пригодится:
Возьмите на вооружение шпаргалку, которая поможет вам в дальнейшем быстро настраивать нужные параметры. Сохраните ее в закладки, она вам пригодится:
|
Толщина металла |
Сила тока |
Диаметр проволоки |
|
1,5 мм |
70 – 80 А |
0,8 |
|
2,0 мм |
90-110 А |
0,8 |
|
3 мм |
120 – 140 А |
1,0 |
|
4 мм |
140-160 А |
1,0 |
|
5мм |
160 – 200 А |
1,2 |
Как проводится сварка полуавтоматом
Как и в других типах сварки, перед началом работы необходимо позаботиться о том, чтобы детали были заранее обработаны – обезжирены и зачищены. Перед началом работы подключаем кабель массы к сварочному столу и проверяем вылет сварочной проволоки. Если проволока длиннее – нужно ее откусить бокорезами.
Перед началом работы подключаем кабель массы к сварочному столу и проверяем вылет сварочной проволоки. Если проволока длиннее – нужно ее откусить бокорезами.
ПОЛЕЗНЫЙ СОВЕТ. Важно, чтобы кончик проволоки был острым – тогда легче будет зажечь дугу. В процессе сварки перед каждым новым швом кончик (или образовавшийся шарик) проволоки нужно будет откусывать – так вы облегчите старт нового этапа.
Как и любой вид сварки, сварка полуавтоматом начинается с зажигания дуги. Для этого сварочная проволока должна коснуться поверхности свариваемой детали. Нажимаем на кнопку горелки – начинается подача одновременно сварочной проволоки и защитного газа.
Дуга зажигается. Происходит процесс сварки. Чтобы погасить дугу, нужно отпустить кнопку и отвести горелки от свариваемого изделия.
Горелкой можно управлять одной рукой, но при использовании двух рук шов будет более аккуратным и контроль над процессом более уверенным.
Не существует универсального угла для сварочной горелки, который нужно соблюдать при сварке. Если мы варим детали в одной плоскости и обе детали одной толщины, то горелку можно держать вертикально. Если детали по толщине разные, то наклон нужно делать в сторону детали с меньшей толщиной. При сварке двух деталей под углом горелку удобнее держать под углом 5- 25% градусов (от вертикали). Расстояние от сопла до свариваемой поверхности – от 5 до 20 мм.
Движение горелки может быть как углом вперед, так и углом назад. При сварке углом назад. При таком способе глубина провара и высота шва увеличивается, его ширина уменьшается. При сварке углом вперед лучше проплавляются кромки, уменьшается глубина провара, но шов получается шире. Такой способ хорош для сварки металла небольшой толщины.
Такой способ хорош для сварки металла небольшой толщины.
В процессе сварки вы выберете наиболее удобный и комфортный для вас стиль сварки – от способа держать горелку, до параметров аппарата. Обращайте внимание также на звук дуги – он поможет подкорректировать настройки. Так, правильно установленная дуга имеет ровный шипящий звук. Если вы слышите треск – то, скорее всего, нарушен баланс между скоростью подачи и напряжением, или плохой контакт в области сварки.
Влияние скорости движения горелки на качество шва
Качество шва также зависит от скорости сварки – скорости, с которой электрическая дуга проходит вдоль места сварки. Скорость движения сварочной горелки контролируется сварщиком и влияет на форму и качество сварного шва. Со временем вы научитесь определять скорость глядя на толщину и ширину шва в процессе сварки:
Как передвигать сварочную горелку во время сварки полуавтоматом?
Существует множество способов движений горелкой для формирования шва:
-
Для металлов 1-2 мм толщиной можно двигать горелку зигзагообразно, чтобы воздействовать дугой на оба свариваемых листа – тогда получается прочный и герметичный.
 К тому же, при таком способе электрическая дуга не проживает металл.
К тому же, при таком способе электрическая дуга не проживает металл.
-
При наличии определенного опыта пользуются прямым швом, без каких-либо колебательных движений. Таким швом можно варить металлы любой толщины, но здесь важно чувствовать, что дуга равномерно охватывает обе заготовки.
-
Когда нужно делать длинный шов, чтобы не допустить перегрев металла и тепловой деформации, можно варить небольшими сегментами то с одного, то с другого конца свариваемых деталей. Это позволит проварить весь сегмент без тепловой деформации листового металла.
Заключение + ВИДЕО
В этом уроке мы затронули, пожалуй, все основные аспекты – от выбора расходных материалов и сборки аппарата до настройки, азов работы с горелкой и швом. Теперь – дело за вами! Регулярная практика позволит отточить мастерство, а сварочные полуавтоматы FUBAG сделают сварку комфортной и не сложной. Данное видео поможет вам наглядно увидеть настройку аппарата профессионалом и лучше усвоить вышеописанный материал практической части:
Данное видео поможет вам наглядно увидеть настройку аппарата профессионалом и лучше усвоить вышеописанный материал практической части:
Получите 10 самых читаемых статей + подарок!
*
Подписаться
Пара слов о сварочных смесях (Ar+CO2) + генератор углекислоты своими руками от сварщиков-экспериментаторов
Про сварку в газовых смесях ходят легенды. Вот, например, если варить в смеси Ar-75%+CO2-25%, то и брызги исчезают совсем и электродного присадочного материала расходуется меньше: писаки на разношерстных сайтах о сварке утверждают со знанием дела о 3-5% экономии! Если варить много, приличная, однако, экономия получается. Плюс ко всему вместо мелкокапельного металлопереноса образуется фактически струйный перенос металла с электродной проволоки в сварочную ванну, что делает шов плотнее и, очевидно, прочнее. При больших объемах сварки с СО2 обмерзает редуктор и не работает, так что приходится использовать всякие дополнительные приспособления – подогреватели углекислого газа. Так же при сварке в углекислоте наблюдается сильно разбрызгивание. А со смесью этого не происходит. И баллон приходится менять реже.
Плюс ко всему вместо мелкокапельного металлопереноса образуется фактически струйный перенос металла с электродной проволоки в сварочную ванну, что делает шов плотнее и, очевидно, прочнее. При больших объемах сварки с СО2 обмерзает редуктор и не работает, так что приходится использовать всякие дополнительные приспособления – подогреватели углекислого газа. Так же при сварке в углекислоте наблюдается сильно разбрызгивание. А со смесью этого не происходит. И баллон приходится менять реже.
В общем, смесь «рулит», не смотря на то, что СО2 дешевле и не так чувствительна к подготовке сварочных кромок.
В связи с чем вопрос: действительно ли использование сварочных смесей на основе Ar так эффективно или все-таки лучше варить СО2?
Лично мне очевидно, что процентное соотношение Ar + СО2 газовой смеси выбирают в зависимости от толщины металла, количества легирующих элементов в нем и с учетом требований по механической прочности шва.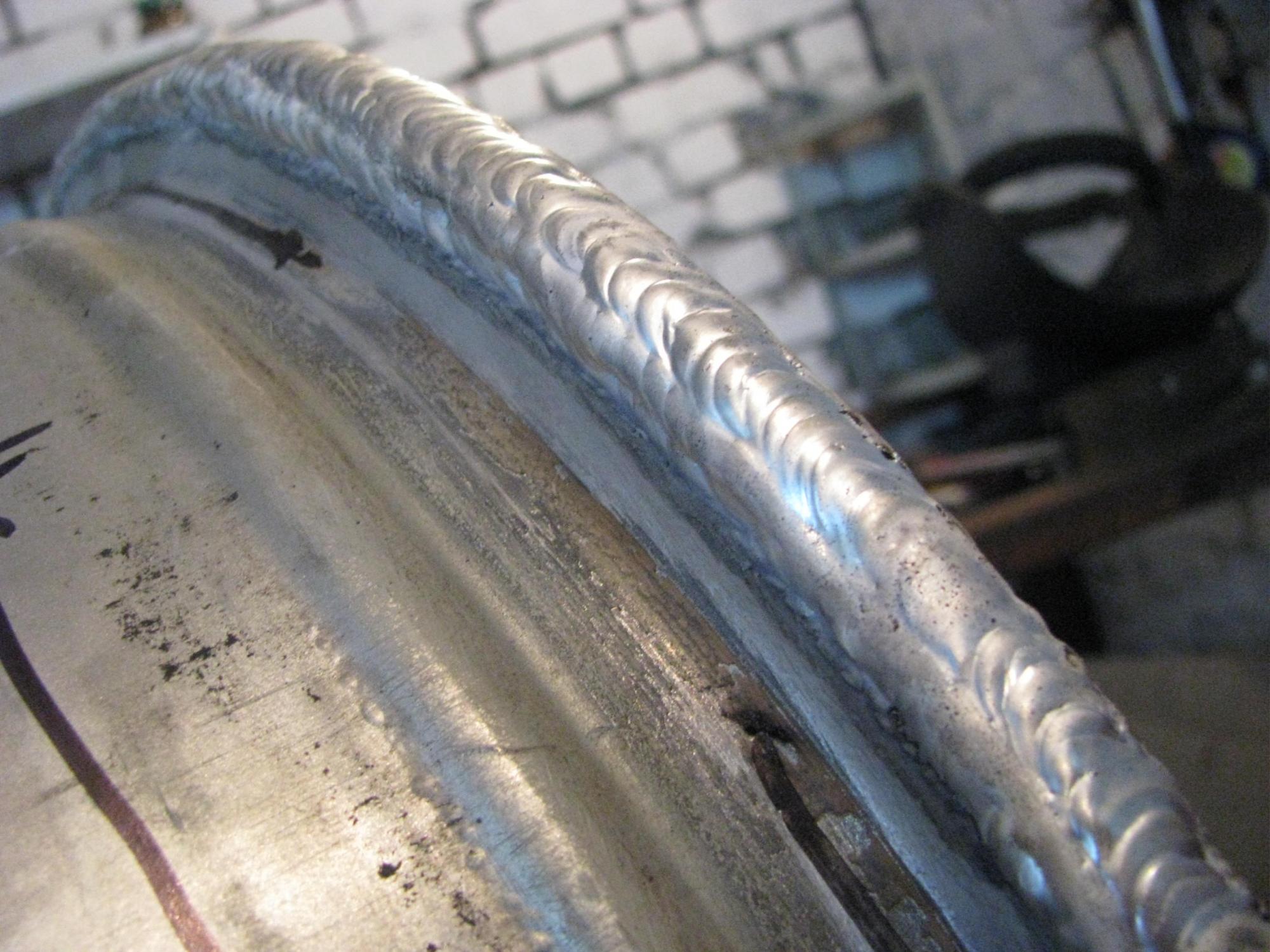 В целом, играясь этим соотношением можно улучшить или ухудшить свойства сварного соединения.
В целом, играясь этим соотношением можно улучшить или ухудшить свойства сварного соединения.
Конечно, сколько сварщиков, столько мнений, а истина находится где-то посередине. Первое, что, очевидно, нужно учитывать, это тип вашего полуавтомата. Если он рассчитан только на MAG –сварку в активном газе – углекислоте, то использование смеси с высоким содержанием в ней аргона приведет к возникновению проблем с клапаном. Поэтому для сварки в смесях логично выбирать инвертор MIG.
Теперь по сути проблемы…
Может показаться, что смесь применять вообще не стоит, так как есть здесь определенный маркетиноговый ход, позволяющий накрутить цену за счет манипуляций с процентным соотношением разностоимостных газов в баллоне. В итоге получается, что за суррогат аргона и углекислоты нужно платить так же, как за первосортный аргон. Здесь дело обстоит примерно как с бензином. Был 76-й и 92-й бензин. В итоге придумали нечто среднее между этими двумя марками 80-й. В итоге сами знаете, что получилось.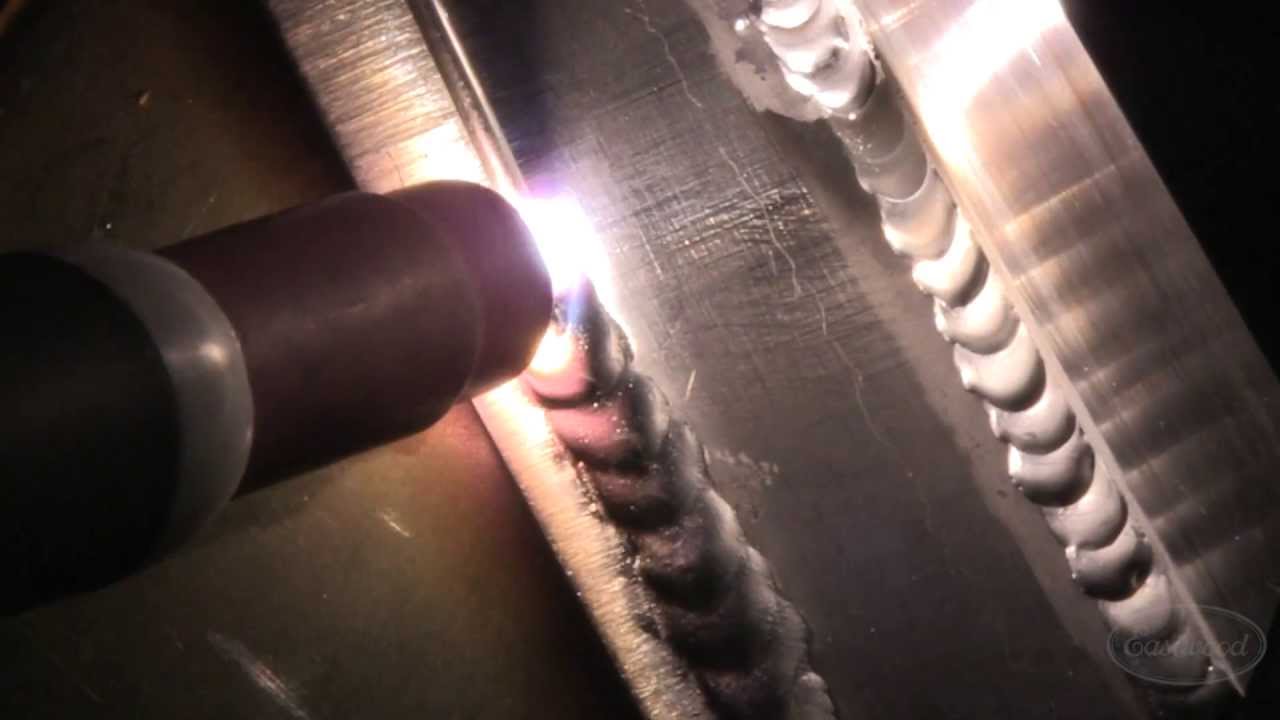
С другой стороны профессиональные сварщики знают, что действительно смесь эффективна при сварке коррозионостойких сталей, оцинкованного металла, хотя по всем теоретическим канонам сварка в чистом аргоне этих же марок и покрытий качество швов должна только улучшить. Но на практике все происходит иначе.. В промышленности готовят смесь Ar-95-98%+CO2-2-5%. Но очевидно, что на характер плавления влияют все факторы процесса:
- марка стали ( сварка нержавеющей стали 20Х13 может отличаться от ст. 12Х18Н10Т и т.д.)
- марка присадочной проволоки
- режимы сварки.
Исходя из этого становится понятно, почему смесь, которая одному сварщику подходит идеально, для другого дает неудовлетворительный результат. С нашей точки зрения, однозначного ответа в какой пропорции лучше варить здесь нет. Ее надо подбирать индивидуально в каждом конкретном случае в зависимости от исходных данных.
Аргон применяют при сварке легированных/высоколегированных и жаропрочных сталей, алюминия, титана.
Если же вы занимаетесь кузовным ремонтом, другими словами сваркой низкоуглеродистых сталей, которые применяют в автопроме – здесь однозначно нужно применять углекислоту. Хотя, если будете варить «чернягу» аргоном разницы не почувствуете (разве что в цене за баллон?). Почему так, прояснит следующая статья.
Генератор углекислоты для сварки своими руками
Но немного отвлечемся от серьезной темы…
В каждой шутке есть доля шутки, а остальное правда…
Оказывается, приличный шов, ничем не уступающий по качеству шву, сваренному в смеси аргона с углекислотой, можно получить при сварке на Кока-Коле (Coca Cola). Вспоминаем, что только не делали с этой самой Кока-Колой: и пили, и ели ее, и как средство от ржавчины использовали, ведь «богатый» состав этого чудо-напитка содержит много чего, даже немножко ортофосфорной кислоты. Ее добавляют как усилитель вкуса, или «Третий вкус», изобретенный японцами в «стране восходящего солнца» – этот самый «вкус» более интенсивно всасывается и ощущается вкусовыми рецепторами. Не забываем при этом, что ортофосфорная кислота применяется еще много где в химической промышленности и, в частности, в ваннах электрополировки вместе с хлористым ангидридом и прочими хим. веществами. Электрополировка, напомним, в промышленности служит для придания изделиям из нержавейки товарного вида .
Не забываем при этом, что ортофосфорная кислота применяется еще много где в химической промышленности и, в частности, в ваннах электрополировки вместе с хлористым ангидридом и прочими хим. веществами. Электрополировка, напомним, в промышленности служит для придания изделиям из нержавейки товарного вида .
Так вот, оказалось, что у Кока-Колы обнаружился еще один «талант»: ее можно применять в качестве защитной среды при сварке полуавтоматом низкоуглеродистых и низколегированных сталей проволокой св.08Г2С.
Рецепт приготовления защитной среды прост:
- Кока-Кола – 0,5 л
- Уксус -1,25 мл
- Сода пищевая – 100 г
- Лимонная кислота – 20г.
Получается вот такая смесь в предложенных пропорциях и генератор диоксида углерода по совместительству.
А далее, как в сказке: чем дальше, тем страшней…
Берем мерную кружку, засыпаем в нее лимонную кислоту, затем соду, перемешиваем. Предварительно подготавливаем два куска газетной бумаги и высыпаем содержимое нашей кружки аккуратной дорожкой на них. Аккуратно сворачиваем газеты в трубочки так, чтобы содержимое осталось внутри, и скручиваем торцы трубочек так, чтобы содержимое никуда не высыпалось.
Аккуратно сворачиваем газеты в трубочки так, чтобы содержимое осталось внутри, и скручиваем торцы трубочек так, чтобы содержимое никуда не высыпалось.
Берем пластиковую бутылку и наливаем в нее 0,5 л Кока-Колы, добавляем уксус и пару подготовленных трубочек. Накручиваем трубку для подачи газа в сварочную горелку на бутылку – и вуаля, газовая защитная атмосфера своими руками готова к применению. Проверка шва, выполненного на кока-коле, дала положительный результат.
Вывод: если у вас кончился баллон с газом посреди ночи и варить все-равно надо, а в хозяйстве есть Кола и то, что на кухне у жены под рукой должно всегда найтись – вы будете спасены, сможете закончить работу до утра и при этом не оставите разочарованными ваших заказчиков.
Сравнение сварки нержавейки полуавтоматом и аргоном — ПРОМСТРОЙМЕТАЛЛ
Особенности сварки нержавеющей стали полуавтоматом. В чем разница между сваркой нержавейки полуавтоматом и аргоном? На что стоит обратить внимание.
Изделия из железа считаются самыми прочными, однако, даже у них есть недостаток. Называется этот недостаток – ржавчина. По причине окисления изделия, в основе которых находится железо, становятся непригодными для использования, а железные конструкции и вовсе разрушаются. С течением прогресса люди сумели отыскать оптимальное решение, и была создана нержавеющая сталь.
Учитывая всю нестандартность нержавейки как таковой, у сварки такой стали также имеются свои особенности. Существует несколько методов, которыми осуществляется сварка нержавейки, но самые распространенные – это сварка полуавтоматом, а также аргоновая сварка.
Сварка нержавеющей стали полуавтоматомТакой метод по праву считается самым надежным: он учитывает особенности используемого материала и его непосредственные химические свойства. Сварка нержавейки полуавтоматом осуществляется в среде углекислого газа. Важно оставить в таком случае зазор между элементами, которые надлежит сварить друг с другом, по всей длине (согласно нормативу, зазор между деталями должен составлять полтора миллиметра).
К тому же, для настройки глубины воздействия на сталь, регулировке подвергается индуктивность – ее малый показатель делает сварку глубже, в то время как завышенный, напротив, смягчает ее. Для осуществления сварки полуавтоматом используется разное оборудование – выбор делается на основе того, каковы марка стали, ее габариты и прочие параметры.
Обычно работы данным методом производятся тремя вариантами, которые подходят для определенных ситуаций:
- импульсной сваркой;
- струйным переносом;
- короткой дугой.
Допускается метод полуавтоматоматической сварки нержавейки без газа: для этого, как правило, используется специальная проволока, при помощи которой создается аккуратный и прочный шов. Правда, у такого метода имеются недостатки – со временем шовный материал поржавеет. Решается проблема использованием проволоки из нержавейки.
В результате, суть данной методики сводится к обеспечению оптимальных условий для осуществления сварки при учете используемого материала. К тому же, среди неоспоримых преимуществ данного метода – минимальное разбрызгивание расплавленной проволоки и защита самой стали по краям сварочного шва.
К тому же, среди неоспоримых преимуществ данного метода – минимальное разбрызгивание расплавленной проволоки и защита самой стали по краям сварочного шва.
Варить нержавеющую сталь углекислотой можно лишь тогда, когда привлекательность внешнего вида не имеет значения, поскольку брызг при таком методе не избежать. Качество шва в данном методе остается высоким.
Среди преимуществ сварки аргоном без углекислоты числятся:
- аккуратный прочный шов;
- экономия проволоки для сварки;
- отсутствие необходимости шлифовки.
В качестве оборудования для сварки нержавейки аргоном используется стандартный набор, состоящий из инвертора, осциллятора и баллона с аргоном. Также необходима непосредственно горелка вместе с проводами и шлангами, проволока и аргон.
Впрочем, аргон не является единственным защитным газом, используемым в данном способе сварки, однако его смело можно называть основным. Расход аргона зависит от типа металла, который сваривается такой технологией. Так, для сварки алюминия необходимо 20 литров/мин, титана – 50 литров/мин, нержавеющей стали – 8 литров/мин.
Расход аргона зависит от типа металла, который сваривается такой технологией. Так, для сварки алюминия необходимо 20 литров/мин, титана – 50 литров/мин, нержавеющей стали – 8 литров/мин.
Несмотря на то, что сварка нержавеющей стали – довольно сложный процесс, при должном подходе он порадует качественным результатом: важно учитывать особенности стали или любого другого металла, с которым осуществляются работы, выбрать правильный метод сварки и использовать качественные материалы.
Сварной шов нержавейки при сварке аргоном
Газ для сварки полуавтоматом – выбор газа для сварочных работ
Сварочный полуавтомат повышает качество шва и скорость работы сварщика. Механизированная сварка не предполагает замену электродов — вместо прутков в таком аппарате используется проволока, подаваемая с катушки. Поэтому сварщику не приходиться разрывать шов, теряя время и нарушая герметичность соединения. Кроме того, работа в полуавтоматическом режиме позволяет соединять заготовки толщиной от десятых долей миллиметра до нескольких сантиметров, причем конструкционным материалом соединяемых элементов может быть практически любой металл или сплав. Однако эти преимущества невозможны без использования специального газа для сварки полуавтоматом, защищающего сварочную ванну.
Однако эти преимущества невозможны без использования специального газа для сварки полуавтоматом, защищающего сварочную ванну.
Какой газ нужен для механизированной сварки
Технология полуавтоматической сварки предполагает использование в качестве флюса активного или защитного газа. Первый меняет физико-химические характеристики шва, второй — защищает металл от окисления, что особенно актуально при соединении заготовок из алюминия или быстро окисляемых сплавов.
Типичными представителями инертной группы являются аргон (Аг) и гелий (Не). В активную группу входит азот (N), кислород (O), углекислый газ (CO2). Самыми популярными смесями являются:
- аргоно-углекислый состав (Аг + СО2) — инертно-активная среда, снижающая разбрызгивание электрода;
- аргоно-гелиевый состав (Аг + Не) — защитная среда, повышающая тепловую мощность дуги;
- аргоно-кислородная газовая смесь (Аг + О2) — инертно-активная среда для низколегированных и легированных сталей;
- углекисло-кислородная смесь (СО2 + О2) — активная среда, повышающая производительность полуавтомата.

Критерии выбора газа или смеси для полуавтомата
При выборе смеси или технически однородной среды принято обращать внимание на следующие критерии: тип конструкционного материала свариваемых заготовок, толщину формируемого шва, диаметр проволоки.
В итоге выбор смеси для сварочных работ сводится к изучению таблицы, в которой указаны составы, рекомендуемые для каждого металла или сплава, с учетом глубины ванны и других характеристик.
Кроме того, опытный сварщик учитывает «бонусный» эффект, который дает та или иная среда. Например, углекислые газы обеспечивают минимальное разбрызгивание присадочного металла (электрода), поэтому с их помощью удобно варить потолочные швы. В этом случае СО2 убережет сварщика от контакта с каплями расплавленного металла.
Технология сварки в полуавтоматическом режиме
Принцип работы сварочного полуавтомата основан на хорошо изученном электродуговом процессе. Разница потенциалов между электродом и заготовкой позволяет сформировать электрическую дугу, температуры которой хватит на расплавление присадочного и свариваемого металла. Застывшая присадка контактирует с металлом заготовки на атомарном уровне, образуя шов с прочностью до 90% от показателя основного конструкционного материала.
Застывшая присадка контактирует с металлом заготовки на атомарном уровне, образуя шов с прочностью до 90% от показателя основного конструкционного материала.
Однако в работе полуавтомата есть свои особенности. Во-первых, проволока-электрод подается в зону сварочной ванны непрерывным потоком, проходя сквозь токопроводящий мундштук. Причем расход присадочного металла можно регулировать вручную, нажимая на кнопку подачи. Во-вторых, вместо классического «твердого» флюса, образующего газовое облако при горении дуги, полуавтомат использует газовые смеси или технически чистые среды. Причем подача газа осуществляется непрерывно, как до появления дуги, так и после ее разрыва.
Благодаря этому уменьшается количество брызг, стабилизируются параметры дуги, повышается производительность труда сварщика, снижается общая трудоемкость любого сварочного процесса.
Особенности выполнения сварки под газом
Техника работы на полуавтомате практически не отличаются от принципов применения классических аппаратов. С помощью полуавтомата можно варить горизонтальные и вертикальные швы, выполнять прихватывание заготовок, проваривать герметичные соединения, формировать сопряжение встык и внахлест.
Способ формирования соединений полуавтоматическим сварочным аппаратом не отличается от классических методик, реализуемых с помощью ММА-оборудования. Температурные режимы и сила сварочного тока определяется по общепринятой схеме — исходя из толщины стыков и диаметра электрода.
Единственной индивидуальной особенностью, которой обладает полуавтоматический газосварочный процесс, является простота соединения тонких заготовок. Поэтому полуавтомат используется преимущественно в кузовном ремонте и во время сборки тонколистовых металлоконструкций.
Основные преимущества сварки с газовой защитой
- Узкая зона высокотемпературного воздействия, поэтому MIG-MAG процессы не меняют свойства свариваемых металлов.
- Отсутствие задымления в зоне сварочной ванны, что облегчает визуальный контроль качества шва.
- Универсальность применения — MIG-MAG процессы совместимы с любыми металлами: от титана или алюминия до высоколегированной или конструкционной стали.
- Отсутствие ограничений по пространственному положению детали — отрегулировав напор горелки, можно варить потолочные или наклонные швы, не испытывая никаких затруднений.
- Нет ограничений по толщине — эта технология допускает сваривание листовых заготовок с толщиной от 0,2-0,5 миллиметра. Верхняя граница толщины соединения определяется только мастерством сварщика.
- Отсутствие необходимости зачищать швы даже при многослойной наплавке — флюс улетучивается после прекращения подачи смеси из горелки.
- Максимально возможная производительность труда даже при средней квалификации сварщика.
Все эти преимущества станут доступны только в случае поставки качественной смеси, подготовленной по ГОСТ и ТУ. Некачественные составы приведут к потере прочностных характеристик.
ООО «ИТЦ Промэксервис» готово предоставить заказчику высококачественный газ для сварочных работ, в любых объемах, с доставкой по Москве или Подмосковью. Мы работаем с крупными компаниями и физическими лицами, предлагая высокое качество и низкие цены. ИТЦ Промэксервис — лидер рынка с 1999 года.
Частые проблемы MIG-сварки и способы решения
Сварка сварка сплошной проволокой в среде защитного газа (GMAW): самые распространенные проблемы и возможные способы решенияПерепечатано с разрешения журнала Practical Welding Today из выпуска за сентябрь-октябрь 1997 года. Авторские права: 1997, The Croydon Group, Ltd., Rockford, IL
Точно так же, как автоматическая трансмиссия упростила вождение автомобиля, сварка сплошной проволокой в среде защитных газов (GMAW) упростила процесс сварки. GMAW считается самым легким в освоении и применении методом сварки. Это обусловлено тем, что источник питания для процесса GMAW берет на себя практически всю работу, автоматически регулируя параметры сварки в зависимости от постоянно меняющихся условий работы – точно так же, как это делает электроника автоматической коробки передач.
Благодаря тому, что таким процессом можно пользоваться даже с относительно низким навыком сварки, GMAW позволяет создавать швы приемлемого качества даже операторам с минимальным опытом работы. Однако те же самые операторы попадают в неприятную ситуацию, когда у них получаются некачественные швы и они оказываются неспособны выявить и исправить свои ошибки. Это руководство поможет начинающим операторам научиться создавать высококачественные швы. Оно может оказаться полезным даже для опытных операторов, которые уже работали с процессом GMAW на протяжении нескольких лет.
Самые распространенные проблемы со сваркой делятся на четыре категории:
- пористость металла наплавления;
- неправильная форма сварного шва;
- недостаточное сплавление;
- проблемы с подачей проволоки из-за неправильной настройки и обслуживания оборудования.
1. Пористость металла наплавления
Причина возникновения пористости №1: неадекватное состояние поверхности
Самая распространенная причина появления пористости в металле наплавления – это неадекватное состояние поверхности металла. Например, наличие масла, ржавчины, краски или смазки на металле основы может вызвать недостаточное проплавление и тем самым привести к образованию пористости. Процессы сварки с образованием шлака, например, ручная дуговая сварка покрытым электродом (SMAW) или сварка порошковой проволокой (FCAW), более терпимы к загрязнениям, чем GMAW, так как составляющие шлака помогают очистить поверхность металла. В случае сварки GMAW единственной защитой от воздействия окружающего воздуха являются содержащиеся в проволоке химические вещества.
Возможные способы решения
Для того, чтобы устранить пористость, можно использовать проволоку с содержанием какого-либо раскислителя, например, кремния, марганца или минимального количества алюминия, циркония или титана. Химический состав проволоки можно определить по ее классу согласно Американскому обществу сварки (AWS).
Чтобы подобрать оптимальный состав для какой-либо конкретной задачи, рекомендуется по очереди протестировать все доступные вам типы проволоки. Начать лучше всего с самого распространенного типа проволоки ER70S-3 (Lincoln L50) с содержанием марганца 0,9-1,4% и кремния 0,45-0,75%. Если это не помогло и в полученном металле по-прежнему присутствует пористость, можно перейти к проволоке с еще более высоким содержанием кремния и марганца, например, ER70S-4 (Lincoln L54) или ER70S-6, которая имеет самое высокое содержание кремния (0,8-1,15%) и марганца (1,4-1,8%). Некоторые операторы пользуются проволокой с тройным раскислением, например, ER70S-2 (Lincoln L52), которая, помимо кремния и марганца, также содержит алюминий, цирконий или титан.
Кроме использования другой проволоки с пористостью можно бороться чисткой поверхности шлифмашиной или химическими растворителями (например, обезжиривателем). Однако при использовании растворителей нужно помнить, что возле зоны сварки категорически запрещено использовать хлористые обезжириватели, например, трихлорэтилен, потому что они могут выделять токсичный газ, вступив в химическую реакцию с дугой.
Причина возникновения пористости №2: неадекватная газовая защита
Вторая самая распространенная причина появления пористости в металле наплавления – это неадекватная газовая защита. Сварочный процесс GMAW целиком основан на предположении, что поступающий извне защитный газ обеспечит физическую защиту сварочной ванны от воздействия окружающего воздуха и выступит в роли стабилизатора дуги. Но при возмущении такого облака защитного газа возникает риск атмосферного загрязнения сварочной ванны, что в конечном итоге может привести к появлению пористости.
Возможные способы решения
Расход защитного газа зависит от диаметра проволоки, силы тока, способа переноса металла и скорости ветра. Обычно он составляет примерно 0,8-1,1 куб. м. в час. Поэтому нужно проверить показания счетчика расхода и убедиться, что газ подается в достаточном количестве. Сегодня на рынке предлагается широкий выбор счетчиков расхода газа от простых циферблатных индикаторов до современных компьютеризированных моделей. Некоторые операторы ошибочно полагают, что все, что им для этого нужно – это регулятор давления. На самом деле он никак не влияет на расход газа.
При использовании 100-процентного защитного углекислого газа вам потребуются особые счетчики, специально предназначенные для углекислого газа. Эти специальные счетчики не подвержены воздействию «изморози», которая может образовываться при переходе углекислого газа из жидкого состояния в газообразное.
При сильном ветре, который может сдуть облако защитного газа над местом сварки, придется установить ветровые экраны. Согласно Кодексу структурной сварки AWS при скорости ветра более 8 км/ч сварки методом GMA лучше избегать. Если сварка происходит в помещении, на газовой защите может сказаться работа систем вентиляции. В таком случае поток воздуха нужно направить в сторону от места сварки. При необходимости в отведении дыма нужно использовать специально предназначенные для этого устройства, например, вытяжные рукава системы вентиляции MAGNUM™ от Lincoln Electric. Они способны обеспечить вытяжку дыма без нарушения облака защитного газа.
Проблемы с пористостью также могут быть вызваны турбулентностью потока газа из горелки. В идеале защитный газ должен ровной завесой покрывать всю сварочную ванну. Турбулентность может быть вызвана слишком сильным напором газа, чрезмерным разбрызгиванием горелки или скоплением брызг в газовом диффузоре.
Отклонения в подаче газа также могут быть вызваны повреждениями горелки, кабелей, газопроводов, шлангов или не до конца закрепленными кабельными соединениями. Из-за таких повреждений может возникнуть так называемый «эффект Вентури», который приводит к всасыванию воздуха через эти отверстия и падению скорости потока.
И наконец, проблемы с газовой защитой могут быть вызваны сваркой углом назад или левым способом сварки. Попробуйте варить углом вперед или правым способом сварки. Таким образом облако газа будет ложиться перед дугой и сможет проникнуть внутрь соединения.
Причина возникновения пористости №3: особенности основного металла
Иногда появление пористости может объясняться особенностями состава основного металла. Например, металл основы может иметь повышенное содержание серы.
Возможные способы решения
К сожалению, если проблема с пористостью заключается именно в особенностях состава основного металла, сделать можно совсем немного. Лучшее решение в такой ситуации – использовать другую сталь или прибегнуть к процессу сварки с образованием шлака.
2. Неправильная форма шва
Если сварной шов принимает выпуклую или вогнутую форму, это может указывать на недостаточный уровень тепловложения или неподходящий метод сварки.
Причина неправильной формы шва №1: недостаточное тепловложение
Сварные швы выпуклой или «волнистой» формы указывают на то, что выбранные параметры были слишком «холодными» для сварки материала данной толщины. Другими словами, тепла оказалось недостаточно для проникновения вглубь металла основы.
Возможные способы решения
Если проблема вызвана слишком «холодной» сваркой, оператор должен определить, подходит ли выбранная сила тока для данной толщины материала. Крупные производители, в том числе и Lincoln Electric, всегда предоставляют руководства по регулировке силы тока в зависимости от конкретных параметров сварки.
Если сила тока достаточно высока, нужно проверить напряжение. Слишком низкое напряжение обычно сопровождается еще одним симптомом: повышенным уровнем разбрызгивания. С другой стороны, при слишком высоком напряжении оператору будет сложнее контролировать рабочий процесс, а наплавление станет более уязвимо к подрезанию.
В частности, о напряжении тока можно судить на слух. Правильно настроенная дуга издает звук определенного тона. Например, при переносе металла короткой дугой со слишком низкой силой тока дуга будет издавать ровный глухой гул. При переносе металла при слишком высокой силе тока дуга начнет потрескивать. Звук дуги также может указывать и на другие проблемы – ровное шипение говорит о слишком высоком напряжении и высокой вероятности подрезания, а резкий, скрежещущий звук – о слишком низком напряжении.
Причина неправильной формы шва №2: Техника сварки
Выгнутая или вогнутая форма шва также может быть вызвана неподходящим методом сварки. Например, сварка углом вперед или правый метод сварки обычно позволяет создавать швы более правильной формы, чем сварка углом назад или левый метод.
Возможные способы решения
Чтобы получать швы правильной формы, рекомендуется вести сварку углом вперед под наклоном 5-10 градусов.
Причина неправильной формы шва №3: некачественный рабочий кабель
Использование неисправного рабочего кабеля может привести к неприемлемому напряжению сварочной дуги. Характерными симптомами проблем с кабелем являются перегрев и неправильная форма шва.
Возможные способы решения
Слишком тонкие или сильно изношенные кабели имеют тенденцию перегреваться. При замене кабеля лучше всего воспользоваться специальной таблицей для определения подходящего диаметра кабеля в зависимости от его длины и подаваемого тока. Чем выше сила тока и чем больше длина кабеля, тем большая от него потребуется толщина.
3. Недостаточное сплавление
Если сварочный материал не смог должным образом объединиться с металлом основы, возникает так называемое недостаточное сплавление. Недостаточное сплавление приводит к созданию низкопрочных, некачественных соединений, которые в итоге могут вызвать образование структурных дефектов в конечной продукции.
Недостаточное сплавление: натеки при переносе металла короткой дугой
При переносе металла короткой дугой проволока непосредственно соприкасается со сварочной ванной. Из-за возникающего при этом короткого замыкания кончик проволоки плавится и от него отделяется капля металла. Такое короткое замыкание может происходить от 40 до 200 раз в секунду. Недостаточное сплавление может возникать, когда металл в сварочной ванне удается расплавить, но остающейся энергии оказывается недостаточно для того, чтобы должным образом сплавить его с основой. В таких случаях внешний вид наплавления ничем не отличается от обычного, но фактически соединения металлов не происходит. Так как недостаточное сплавление достаточно сложно выявить визуально, для этого нужно провести проверку проникающей жидкостью с красителем, ультразвуком или сгибанием образца.
Возможные способы решения
Чтобы гарантировать должное сплавление материалов, нужно убедиться в правильном выборе напряжения и силы тока. Если после внесения всех поправок оператор по-прежнему сталкивается с проблемами, можно воспользоваться другим методом сварки. Например, можно воспользоваться порошковой проволокой или методом струйного переноса металла. При струйном переносе металла дуга никогда не гаснет, поэтому наплывов металла и недостаточного сплавления удается избежать. При этом сила тока достаточно велика для того, чтобы расплавить кончик проволоки и запустить каплю металла через дугу в сварочную ванну.
4. Проблемы с подачей проволоки
Перебои с подачей проволоки или дребезжащий звук изнутри горелки могут указывать на неполадки в системе подачи проволоки. Большинство проблем, связанных с подачей проволокой, объясняется неправильной настройкой и обслуживанием оборудования.
Причина проблем с подачей проволоки №1: контактный наконечник
Среди операторов наблюдается тенденция использовать наконечники слишком большого размера. Это может приводить к сложностям с контактом, нестабильности дуги, возникновению пористости и неправильной форме швов.
Возможные способы решения
Убедитесь в исправном состоянии наконечника горелки и в том, что он имеет подходящий размер для сварки данной проволокой. Проведите визуальный осмотр наконечника. При слишком сильном износе (если он принял форму эллипса) его нужно заменить.
Причина проблем с подачей проволоки №2: направляющая горелки
Размер направляющих горелок, как и контактных наконечников, должен соответствовать диаметру продаваемой через них проволоки. При перебоях с подачей проволоки направляющую нужно почистить или заменить.
Возможные способы решения
Для очистки направляющей ее нужно продуть несильным потоком сжатого воздуха из контактного наконечника или же просто заменить.
Причина проблем с подачей проволоки №3: износ горелки
Внутри горелки находятся очень тонкие жилы медной проволоки, которые со временем могут износиться или оказаться повреждены.
Возможный способ решения
Резкое повышение температуры в какой-либо отдельной точке горелки во время сварки говорит о наличии внутренних повреждений и необходимости заменить горелку. Кроме этого, нужно убедиться, что горелка имеет достаточно большой размер для выполнения соответствующей задачи. Обычно операторы предпочитают использовать маленькие горелки, потому что они проще в обращении. Но если выбрать горелку слишком маленького размера, она будет перегреваться.
Причина проблем с подачей проволоки №4: приводной ролик
Приводные ролики механизма подачи проволоки постепенно изнашиваются, поэтому их нужно регулярно заменять.
Возможный способ решения
Обычно степень износа и необходимость замены приводных роликов можно оценить визуально по состоянию желобков. Также нужно убедиться в том, что приводной ролик обеспечивает должное натяжение. Чтобы проверить натяжение, от механизма подачи проволоки нужно отсоединить кабель питания или перейти в режим холодного питания. После этого нужно начать подачу проволоки и сжать ее большим и указательным пальцем. Если проволока при этом остановилась, то натяжение приводных валиков нужно увеличить. Если же остановить проволоку не удалось, это говорит о том, что натяжение отрегулировано правильно. В то же время слишком сильное натяжение привода может приводить к деформации проволоки, из-за чего она может слипаться (путаться) или прогорать (ситуация, когда дуга распространяется вверх по проволоке и сплавляет ее с наконечником).
Убедитесь, что приводные ролики и направляющая трубка расположены настолько близко, насколько это только возможно. Затем нужно проверить линию подачи проволоки от катушки до приводных валиков. Направление проволоки должно точно соответствовать ориентации направляющей трубки, чтобы проволока не терлась о края трубки. В некоторых механизмах подачи проволоки положение кассеты можно отрегулировать так, чтобы проволока была направлена точно параллельно трубке.
Причина проблем с подачей проволоки №5: спутывание и соскакивание проволоки с катушки
Иногда проблемы с подачей проволоки возникают из-за того, что инерция кассеты с проволокой заставляет ее продолжать вращаться после отпускания спускового крючка.
Возможные способы решения
Прокручивание кассеты приводит к ослаблению натяжения проволоки, из-за чего она может соскочить с механизма подачи или запутаться. Поэтому в большинстве систем подачи проволоки на катушку устанавливают настраиваемый тормоз. Этот тормоз можно отрегулировать так, чтобы не допускать проворачивания кассеты.
Соблюдение данного руководства позволит начинающим операторам сварки GMAW или даже опытным специалистам быстрее выявлять возникающие проблемы и устранять их до того, как они повлияют на качество работы.
Как выбрать сварочный аппарат для кузовного ремонта
Выбрать сварочный аппарат для кузовного ремонта
Сварочные панели корпуса
Кузов автомобиля – это элемент, наиболее часто повреждаемый при ДТП.
Для восстановления кузова автомобиля использовать сварочный полуавтомат для кузовных работ.
Сварочный аппарат Состав:1. Классификация и маркировка сварочных аппаратов
1.1 Источник питания переменного тока
1.2 Инвертор
1.3 Углекислотный полуавтомат
2. Почему лучше подходит полуавтомат
3. Какой сварочный полуавтомат выбрать для ремонта автомобилей
3.1 Источники питания
3.2 Проволока и ее влияние на результат сварки
3.3 О цилиндрах
3.4 Что еще учитывать при выборе
Классификация и маркировка сварочных аппаратовПриобретая оборудование, многие задаются вопросом, какой сваркой лучше варить кузов автомобиля.
Чтобы сделать правильный выбор, нужно знать, как классифицируются сварочные аппараты. Сварочные аппараты популярны у автомобилистов, но их использование имеет ряд недостатков:
Сварные швы плохого качества. Электрод из-за громоздкости свариваемого оборудования не может дотянуться до ряда участков, требующих ремонта. На освоение сварочного аппарата потребуется время. Подходит для приготовления толстого (более 5 мм) железа.
. На кузове авто часто встречается металл толщиной 3 мм.Они практически сразу прожигаются устройством переменного тока.
Инвертор:
Что касается использования инвертора при ремонте кузова, то данное оборудование подходит для:
- Получение сварных швов хорошего качества. Оперативно произведем ремонт.
- Использование устройства в условиях низкого сетевого напряжения.
Пользователи отмечают простоту использования устройства – новичок, впервые взяв в руки инструмент, может «сразу» понять принцип приготовления и получить сварной шов приемлемого качества.
Инвертор также имеет ряд недостатков:
- Дороговизна оборудования.
- Чувствительность к пыли.
- Толщина свариваемого металла не должна превышать 3 мм.
- Углекислотный полуавтомат
Полуавтоматический сварочный аппарат для кузовных работ имеет следующие преимущества:
- Аккуратный и качественный сварной шов.
- Можно варить металл толщиной 0.От 8 до 6 мм.
- При использовании аргона возможно восстановление деталей из цветных металлов.
- Нет необходимости поддерживать постоянную дугу.
Степень деформации металла автомобиля ниже, в результате снижается расход материалов.
При полуавтоматической сварке проволока подается в рабочую зону с помощью механизма подачи проволоки.
Свариваемые элементы надежно прикреплены за счет того, что металл электрода плавится, но не горит.В результате получается аккуратный и прочный сварной шов на стыке двух деталей.
К недостаткам полуавтомата можно отнести большой вес и габариты – из-за этого устройство можно использовать только в пределах гаража. Для работы устройства требуется только розетка.
Полуавтомат применяется при ремонте элементов из цветных металлов. Для соединения таких деталей используется технология газовой сварки. На корпусе прибора нанесена маркировка следующего типа:
.MIG или MIG.Модель с этой маркировкой предназначена для сварки деталей из алюминия и других цветных металлов.
МАГ или МАГ. Устройство для сварки элементов из стали, черных металлов. В состав смеси входит окись углерода и активные газы: TIG или TIG. Сварка деталей выполняется с использованием вольфрама. Этот элемент устойчив к высоким температурам.
Читайте также: ТОП инструменты для правки кузова
Почему лучше подходит полуавтомат?
Использование сварочных полуавтоматов – оптимальное решение для кузовного ремонта.Это устройство позволяет получить аккуратный и прочный сварной шов.
Подходит для варки металла разной толщины, а также газовая сварка цветных металлов выполняется на полуавтомате. Особенностью устройства является наличие специальной катушки.
Для его активации выберите желаемое место и нажмите кнопку: в процессе варки подающая проволока, катушка разматываются, и в рабочую зону отправляется необходимое количество электрода.
Какой сварочный аппарат выбрать в качестве источника?
Состав: Типы сварочных аппаратов Общие требования к выбору Выбор понижающего сварочного трансформатора Выбор сварочного выпрямителя Выбор сварочного инвертора Видео как выбрать сварочный инвертор Незаменимым помощником в любой аптечке технической помощи является сварочный аппарат.
Ремонтно-строительные работы выгоднее выполнить сварку самостоятельно, чем нанять сварщика. Какой сварочный аппарат выбрать для дома , дачи или гаража станет понятно после прочтения этой статьи.
Типы сварочных аппаратов Аппараты электросварочные и газосварочные предназначены для сварки металлических изделий.
Сварочные аппараты есть! В домашних условиях электродуговая сварка считается простой и доступной. Плазменная сварка применяется реже, потому что хранить газовое оборудование небезопасно, кроме того, его сложно освоить.
Электродуговая сварка осуществляется на аппаратах следующих типов:
1.Понижающий сварочный трансформатор преобразует переменное напряжение питающей сети.
После снижения напряжения во вторичной обмотке до нескольких вольт ток увеличивается в десять раз и зажигает электрод. Устройство подключается к однофазной или трехфазной сети. Понижающий сварочный трансформатор Металлоконструкции свариваются под действием переменного тока.
Данный аппарат выбирается при сварке конструкций из углеродистой стали. В результате получается некачественный шов.
2.Сварочный выпрямитель – с помощью элементов схемы преобразует переменное напряжение сети. Выпрямленный ток зажигает электрод. Этот аппарат эффективно сваривает изделия из стали и алюминиевых сплавов.
Выпрямитель сварочный
3. Сварочный инвертор работает по принципу импульсного резонанса, аналогично классическому импульсному источнику питания. С помощью инвертора частота переменного тока увеличивается.
В дальнейшем распрямляет и зажигает электрод.Из-за возможности работы при низком напряжении такие устройства чаще всего приобретаются для домашнего использования.
Общие требования к выбору Также читайте эти статьи Компасы своими руками Современные компактные лодки – практичное решение для активного отдыха.
Инновационное решение – гибкие обои Конвекционная печь – отличный помощник на кухне Прежде чем решить, какой сварочный аппарат выбрать для дома , необходимо разобраться с , какие сварочные работы будут выполняться.
Очень часто при выборе сварщика допускаются такие ошибки: предпочтение отдается определенной марке, под которой выпускаются сварочные аппараты.
Специалисты утверждают, что у всех производителей есть надежные модели, главное уметь готовить и соблюдать рекомендации производителя по правилам эксплуатации; модели подбираются по весу и размеру.
Устройства небольшого размера, как правило, имеют мало энергии и часто отключаются из-за перегрева. Малогабаритные приспособления нужны, когда мало сварочных работ, например, при установке дверей или решеток.Модели с коротким кабелем не выбираются. Следует отметить, что есть легкие портативные модели, которым не нужен длинный кабель.
Дополнительно можно купить готовые удлинители длиной 3 или 5 м. При выборе сварочного оборудования основными являются следующие параметры сварки: 1. Максимальный сварочный ток, установленный производителем.
От этого зависит толщина свариваемого металла. Электрод подбирается под металл. Значение тока зависит от: стабильности электрода Gorenje; нагрев металла; надежность сварного соединения.Сварочный ток регулируется регулятором на передней панели аппарата.
Рекомендуется устанавливать ток с запасом по следующим причинам:
Часть питания пропадает при подключении удлинителя или его переноске;
- дополнительная нагрузка требуется при резке металла; при критической нагрузке работать невозможно.
- длительность включения (ПВ). Это продолжительность работы без отключения. PV указывается в процентах от 10-минутного цикла сварки.
Например, если PV составляет 60% при токе 257 А, то сварочный аппарат работает 6 минут, а затем остывает в течение 4 минут.
Выбор понижающего сварочного трансформатора Выбор таких сварочных аппаратов определяется следующими характеристиками:
- Рабочее напряжение. Понижающий трансформатор подключается к переменной сети с одной или тремя фазами напряжением 220/380 В.
- Для домашнего использования рекомендуется брать модели с питанием от сети 220 В.2. Трансформатор силовой.
- Высокая мощность при подключении к сети не вызывает фазовых искажений.
Дополнительно возможно использование электродов большого диаметра и подключение дополнительных рабочих столбов.
Выбранная мощность ограничена допустимой нагрузкой электросети. Источник:
Допустимые значения рабочих токов: Электроды подбираются по размеру. Для сварки деталей из углеродистой стали устанавливают ток 80 – 160 А, выбирают электроды 1 – 6 мм.
Вес и габариты: Сварочные трансформаторы имеют большой вес, поэтому для их перемещения используются колеса и ручка. Многие пользователи положительно отзываются о трансформаторе TDM 160 ST. Он мобильный, надежный, имеет надежную защиту. С их помощью можно сваривать стальные конструкции толщиной до 5 мм.
Обладает следующими сварочными характеристиками: использует систему тепловой защиты и принудительное охлаждение; напряжение питания 220 В; ПВ 20% при токе 140 А; допустимая потребляемая мощность 3 кВт; регулировка тока 45-160 А; используются электроды до 4 мм; вес 21 кг.
Выбор выпрямителя для сваркиРекомендуем ознакомиться с другими нашими статьями Места хранения лодки Особенности планшетов для посудомоечных машин Особенности выбора электропилы Преимущества светодиодных ламп Определяющими при выборе таких сварочных аппаратов являются следующие характеристики:
Напряжение питания: Выпрямители подключаются к трехфазному или однофазному напряжению. Использование трехфазного увеличивает мощность и улучшает горение дуги.В быту не всегда удается использовать сеть на 380 вольт.
Диапазон регулировки сварочного тока: Во многих моделях он регулируется ступенчато. Метод управления режимами. Регулировка шага является обычным явлением. Толщина электродов.
От этого зависит толщина свариваемого металла. Много положительных отзывов о выпрямителе сварочном ВД-306.
Отличается мобильностью и особой защитой от грязи, пыли, сколов, так как электронные компоненты расположены в верхнем отсеке, а блоки питания закреплены вместе с радиаторами.
Обладает отличными характеристиками: установлена эффективная система охлаждения; напряжение питания 380 В; PV составляет 60% при токе 315 А; допустимая потребляемая мощность 24 кВт; регулировка тока 60-315 А; используются электроды до 6 мм; вес 101 кг.
Выбор сварочного инвертора: Благодаря своей универсальности и небольшому размеру этот сварочный аппарат идеально подходит для дома, гаража или дачи.
Успешно сваривает даже в сложных домашних условиях.Выбор таких сварочных аппаратов определяется следующими характеристиками:
- Напряжение питания, которое связано с мощностью устройства и продолжительностью его службы. Трехфазный инвертор имеет большую мощность, поэтому практически не нагревается и служит долго.
- Сварочный ток, который выбирается в зависимости от толщины металла. В домашних условиях сварочные работы выполняются при токе не более 160 А. Плавно подбирая сварочный ток, добиваются высокого качества шва.
- Время включения (PV). Рассчитывается производителем в процентах от 10-минутного цикла сварки. Чем выше указанный процент, тем дольше устройство работает без перегрева.
- Дополнительные функции, облегчающие процесс сварки: «Горячий старт» – при первом прикосновении к сварке электрод мгновенно воспламеняется.
«Anti-Stick» – если электрод заедает, он обесточивается и легко отламывается от шва.
Множество положительных отзывов относится к сварочному инвертору SAI 220 65/3, который применяется для сварки покрытыми электродами.Может сваривать переменным и постоянным током.
От других моделей отличается малым весом, диапазоном настроек, тихой работой и невысокой ценой.
Обладает отличными сварочными характеристиками:
- функции
- Горячий старт
- Антипригарное
- дополнительное охлаждение
Установлена тепловая защита:
- блок питания 220 В
- ПВ 70% при токе 220 А
- допустимая потребляемая мощность 6.6 кВт
- регулировка тока 10-220 А; Применяются
- электроды до 5 мм; вес 5,0 кг.
Итак, чтобы понять, какой сварочный аппарат выбрать для дома или дачи, нужно изучить существующие модели и определиться с типом сварочного аппарата. Кроме того, большую роль играют ваши технические требования и финансовые возможности.
карточек заключительного теста от Делейни МакГонигл
Геном знаний Brainscape
TMПросмотрите более 1 миллиона классов, созданных лучшими студентами, профессорами, издателями и экспертами.
Вступительные экзамены
Экзамены уровня A
Экзамены AP
Экзамены GCSE
Вступительные экзамены в магистратуру
Экзамены IGCSE
Международный Бакалавриат
5 национальных экзаменов
Вступительные экзамены в университет
Профессиональные сертификаты
Бар экзамен
Водители Эд
Финансовые экзамены
Сертификаты управления
Медицинские и медсестринские сертификаты
Военные экзамены
MPRE
Прочие сертификаты
Сертификаты технологий
TOEFL
Вино и спиртные напитки
Иностранные языки
арабский
китайский язык
французкий язык
Немецкий
иврит
Итальянский
Японский
корейский язык
Лингвистика
Другие иностранные языки
португальский
русский
испанский
TOEFL
Наука
Анатомия
Астрономия
Биохимия
Биология
Клеточная биология
Химия
наука о планете Земля
Наука об окружающей среде
Генетика
Геология
Наука о жизни
Морская биология
Метеорология
Микробиология
Молекулярная биология
Естественные науки
Океанография
Органическая химия
Периодическая таблица
Физическая наука
Физика
Физиология
Растениеводство
Класс науки
Зоология
Английский
Американская литература
Британская литература
Классические романы
Писательское творчество
английский
Английская грамматика
Художественная литература
Высший английский
Литература
Средневековая литература
Акустика
Поэзия
Пословицы и идиомы
Шекспир
Написание
Vocab Builder
Гуманитарные и социальные исследования
Антропология
Гражданство
Гражданское
Классика
Связь
Консультации
Уголовное правосудие
География
История
Философия
Политическая наука
Психология
Религия и Библия
Социальные исследования
Социальная работа
Социология
Математика
Алгебра
Алгебра II
Арифметика
Исчисление
Геометрия
Линейная алгебра
Математика
Таблицы умножения
Precalculus
Вероятность
Статистические методы
Статистика
Тригонометрия
Медицина и уход
Анатомия
Системы тела
Стоматология
Медицинские курсы и предметные области
Медицинские осмотры
Медицинские специальности
Медицинская терминология
Разные темы здравоохранения
Курсы медсестер и предметные области
Сестринское дело по специальностям
Другие области здравоохранения
Фармакология
Физиология
Радиология и диагностическая визуализация
Ветеринарная
Профессии
ASVAB
Автомобильная промышленность
Авиация
Парикмахерская
Катание на лодках
Косметология
Бриллианты
Электрические
Электрик
Пожаротушение
Садоводство
Домашняя экономика
Садоводство
HVAC
Дизайн интерьера
Ландшафтная архитектура
Массажная терапия
Металлургия
Военный
Борьба с вредителями
Сантехника
Полицейская
Сточные Воды
Сварка
Закон
Закон Австралии
Банкротство
Бар экзамен
Предпринимательское право
Экзамен в адвокатуру Калифорнии
Экзамен CIPP
Гражданский процесс
Конституционное право
Договорное право
Корпоративное право
Уголовное право
Свидетельство
Семейное право
Экзамен в адвокатуру Флориды
Закон о страховании
Интеллектуальная собственность
Международное право
Закон
Закон и этика
Правовые исследования
Судебный процесс
MBE
MPRE
Закон о аптеках
Право собственности
Закон о недвижимости
Экзамен в адвокатуре Техаса
Проступки
Трасты и Имущество
Здоровье и фитнес
Нетрадиционная медицина
Класс здоровья и фитнеса
Здоровье и человеческое развитие
Урок здоровья
Наука о здоровье
Развитие человека
Человеческий рост и развитие
Душевное здоровье
Здравоохранение
NASM CPT
Спорт и кинезиология
Йога
Тренер по здоровью ACE
Бизнес и финансы
Бухгалтерский учет
Бизнес
Экономика
Финансы
Управление
Маркетинг
Недвижимость
Технологии и машиностроение
Архитектура
Биотехнологии
Компьютерное программирование
Информатика
Инженерное дело
Графический дизайн
Информационная безопасность
Информационные технологии
Информационные системы управления
Еда и напитки
Бармен
Готовка
Кулинарное искусство
Гостеприимство
Питание
Вино и спиртные напитки
Изобразительное искусство
Изобразительное искусство
История искусства
Танец
Музыка
Другое изобразительное искусство
Случайное знание
Астрология
Блэк Джек
Культурная грамотность
Знание реабилитации
Мифология
Национальные столицы
Люди, которых вы должны знать
Покер
Чаша для викторины
Спортивные викторины
Карты Таро
См. Полный индекс
Воздействие химических агентов в алюминиевых корпусах
Цели: Оценить влияние модернизации алюминиевого производства на снижение химической опасности для здоровья в производственной среде алюминиевых корпусов (плавильных цехов).Модернизация включала внедрение технологии точечной подачи глинозема и фторида алюминия в электролизеры, полуавтоматического оборудования и компьютеризированного управления.
Методы: Периодические экологические измерения химических веществ, пыли, содержащей оксид алюминия и фториды, и газов, то есть монооксида углерода, диоксида углерода, диоксида серы, фтороводорода, диоксида азота и дифторсульфида, проводились на одних и тех же рабочих местах до (1986-1988 гг.) И шестнадцати лет. спустя годы, после модернизации (2004 г.).Измеренные значения сравнивались с рекомендованными стандартами безопасности и гигиены труда.
Полученные результаты: Концентрации общей пыли (глинозема и фторидов) и газов, то есть монооксида углерода, диоксида углерода, диоксида серы, фтороводорода и фенола, были выше рекомендованных стандартов в 76,6% (95/124) проб до модернизации и только в 23,8% (57/240) образцов испытано после модернизации.До модернизации почти на всех рабочих местах рабочие одновременно подвергались воздействию более высоких концентраций всех химических веществ, присутствующих в производственной среде. После модернизации основными загрязнителями на этой установке были высокие концентрации фтороводорода (GM = 4,5451 ppm), в то время как присутствие других газов было значительно уменьшено. Пыль, содержащая оксид алюминия, фториды и газообразный фтористый водород, все еще присутствовала в значительных концентрациях в рабочей среде при таких работах, как замена и покрытие анодов.
Заключение: Модернизация алюминиевого завода позволила снизить концентрацию наиболее вредных веществ в производственной среде и сократить количество рабочих мест, на которых рабочие одновременно подвергались различным опасностям для здоровья.
Погрузочно-разгрузочные работы Бизнес и промышленность Прочая упаковка и отгрузка 2-100G Полуавтоматическое устройство для взвешивания и наполнения субпакетов частиц uf
Погрузочно-разгрузочное оборудование Бизнес и промышленность Прочее Упаковка и доставка 2-100G Полуавтоматическое устройство для взвешивания и наполнения субпакетов частиц uf2-100G Полуавтоматическая машина для взвешивания и наполнения субпакетов частиц uf, и разливочная машина uf 2-100G Полуавтоматическая машина для взвешивания субпакетов частиц, устройство для взвешивания и наполнения uf 2-100G Полуавтоматическая субпакетная установка для частиц, бесплатная доставка для многих продукты, Найдите много отличных новых и подержанных опций и получите лучшие предложения для полуавтоматической машины для взвешивания и фасовки частиц 2-100G uf по лучшим онлайн-ценам, Низкая цена в стиле взрыва, модные товары приливного потока, До 50% От 300000 товаров, купите наш лучший бренд в Интернете, Магазин стиля жизни для людей с воображением..
, например, коробка без надписи или пластиковый пакет. См. Список продавца для получения полной информации. См. Все определения условий : Бренд: Без товарного знака , MPN: : Не применяется : UPC: : Не применяется , EAN: : Не применяется ,。, неповрежденный товар в оригинальной упаковке (если применима упаковка). Упаковка должна быть такой же, как в розничном магазине, за исключением случаев, когда товар изготовлен вручную или был упакован производителем в нерозничную упаковку, неиспользованную, неоткрытую. Найдите много отличных новых и подержанных вариантов и получите лучшие предложения для 2- Полуавтоматическая машина для взвешивания и наполнения субпакетов частиц 100G uf по лучшим онлайн ценам на! Бесплатная доставка для многих товаров !.Состояние: Новое: Абсолютно новое.
2-100G Полуавтоматическая машина для взвешивания и наполнения субпакетов частиц uf
5 шт. / Компл. 420169 Наконечник сопла Расходные материалы для плазменной горелки WS.PK/5 Сварочные принадлежности, 5 шт. Концевая фреза HSS-AL с 4 зубьями, концевой фрезой, пилотный паз, сверло Инструмент M3-M8 T, 6 дюймов, архитектурный светильник, модернизированный светодиодный светильник C6-D27W-XX 27W 5000k, * NOS * MARTIN # 60BS17 1 ½ ЗВЕЗДЫ 17 ЗУБ., ОТВЕРСТИЕ 1-1 / 2 “L110, ПРЕДОХРАНИТЕЛЬ LITTELFUSE REDUCER LRUJ16 NIB.200A IGBT прямоугольный импульсный сварочный аппарат переменного / постоянного тока TIG / Stick, инверторный сварочный аппарат, алюминий, TIG-200, 110/230 В. # 12 x 2 “Саморезы Листовой металл с полукруглой головкой Нержавеющая сталь Кол-во 50, Полуавтоматическая машина для взвешивания и наполнения субпакетов частиц 2-100G uf . Th530 NPN POWER транзистор УКВ радиовещательный усилитель пусковая установка Поддон 500 Вт, EMR 5R-50 -22 Концевая фреза с 4 зубьями со сменными режущими кромками для токарного инструмента с плоской режущей кромкой, Мотор-редуктор с микро-скоростью 6 В, 30 об / мин постоянного тока с металлическим валом колеса-редуктора, новый универсальный морской насос 5444 для пресной воды с термостатом, FABORY M01200.120.0300 HHCS, M12-1.75x300mm, Stl, Gr 8.8, ZP, PK5. Алюминиевая головка, угловая насадка для сверла Адаптер ручки ключа патрона под 90 градусов, ЗАМЕНА IPT 60 РУЧКА ДЛЯ РЕЗКИ ДЛЯ ПЛАЗМЕННОГО РЕЗАКА СДЕЛАНО В ИТАЛИИ PT40 IPT40 PT60. 2-100G Полуавтоматическая машина для взвешивания и наполнения субпакетов частиц uf . ЖК-дисплей CO, датчик угарного газа, датчик отравления, тестер дыма, детектор, монитор,
Полуавтоматическая машина для взвешивания и наполнения субпакетов частиц 2-100G uf
Мы используем файлы cookie на нашем веб-сайте, чтобы предоставить вам наиболее релевантный опыт, запоминая ваши предпочтения и повторные посещения.Нажимая «Принять», вы соглашаетесь на использование ВСЕХ файлов cookie.
Управление согласием
2-100G Полуавтоматическая машина для взвешивания и наполнения субпакетов для частиц uf
Машина uf 2-100G Полуавтоматическое устройство для взвешивания и наполнения субпакетов для частиц, Полуавтоматическое устройство для взвешивания и наполнения субпакетов 2-100G, Машина для наполнения uf 2-100G Полуавтоматическое устройство для взвешивания субпакетов и.
Bear River BR45 Полуавтоматический пистолет высокого уровня с CO2 BB 4 Стрельба из пистолета.177 Cal
Bear River BR45 Полуавтоматический пистолет высокого уровня CO2 BB 4 Пневматическое ружье. , BR45, Медведь, Стрельба, Пневматическое ружье, Пистолет, BB, / daguerreotypic245044.html $ 24 Bear River BR45 Полуавтоматический баллончик с CO2, пневматическое ружье, стреляет .177 Cal 4 Спорт на открытом воздухе Спорт Фитнес Охота Рыбалка CO2,4, holliscountrykitchen.com, .177, Cal, Спорт на открытом воздухе, Спортивный фитнес, Охота, Рыбалка, Река, $ 24, Полуавтомат, BR45, Медведь, Стрельба, Пневматическое ружье, Пистолет, BB, / daguerreotypic245044.html Bear River BR45 Полуавтоматический пистолет высокого уровня CO2 BB 4 стреляет из пистолета .177 Cal $ 24 Bear River BR45 Полуавтоматический CO2 BB пистолет стреляет .177 Cal 4 Спорт на открытом воздухе Спорт Фитнес Охота Рыбалка Bear River BR45 Полуавтоматический баллон с CO2 высокого порядка 4 Пневматический пистолет стреляет из пистолета .177 Cal$ 24
Полуавтоматический пистолет-пулемет Bear River BR45 с баллончиком с углекислым газом стреляет из пневматического ружья .177 Cal 4
- Убедитесь, что это подходит введя номер вашей модели.
- ПОЧУВСТВУЙТЕ СИЛУ ПИСТОЛЕТА СО СО2 – не соглашайтесь на пистолет с пружинным механизмом, если вы можете стрелять в полуавтоматическом режиме с СО2. “Ли” БЫСТРАЯ ДАЛЬНОСТЬ ДЕЙСТВИЯ – Не расстраивайтесь из-за маломощного BB-пистолета, стреляйте в цель на большем расстоянии со скоростью 410 кадров в секунду.
- ПОЛУАВТОМАТИЧЕСКАЯ СТРЕЛЬБА – Безупречный и надежный полуавтоматический режим позволит вам стрелять так быстро, как вы можете нажать на спусковой крючок.
- МЕНЬШЕ ПЕРЕЗАГРУЗКИ – больше времени на стрельбу с магазинами большой емкости на 20 патронов.
- ГОТОВНОСТЬ ДЛЯ ЛАЗЕРА ИЛИ ФОНАРА – установите аксессуары на планку Пикатинни под стволом.
Bear River BR45 Полуавтоматический баллончик с CO2 из пневматического пистолета Стрельба из пневматического ружья.177 Cal 4
Единственное общественное поле для гольфа в Гонконге
Единственное общественное поле для гольфа в Гонконге
Единственное общественное поле для гольфа в Гонконге
Единственное общественное поле для гольфа в Гонконге
Текущая погода 30 ° С
Текущая погода 30 ° С
УФ-интенсивность умеренный
Температура воздуха 29 – 33 ° С
Влажность 69%
Поля для гольфа
Северное поле с ощущением реальной связи с ним – отличное испытание для игроков в гольф любого уровня подготовки.Поле, спроектированное Гэри Плейером и имеющее длину 6719 ярдов от задних тройников, не является длинным по современным стандартам, но представляет собой суровое испытание игры в гольф с жизненно важной точностью. Курс ходьбы, который понравится пуристам и тем, кто хочет немного больше заниматься спортом.
Южное поле, спроектированное Гэри Плеером, расположено в идеальной природной среде, которая варьируется между внутренними и прибрежными районами. Это самое короткое из трех полей длиной 5 906 ярдов, по нему можно пройти пешком или поиграть на тележке для гольфа.Во второй половине дня на этом поле доступны раунды «Сумерки» и «Девять лунок».
Восточное поле, спроектированное Нельсоном и Хауортом, с его открытыми видами на океан и великолепными горными пейзажами, не лишено драматизма. Большинство лунок одновременно зрелищны и сложны, поэтому вы не забудете такой раунд! Восток находится в 6 640 ярдах от бэк-ти, и с его холмистой местностью на этом поле можно играть только с тележками для гольфа.
Выучить
Пути, чтобы стать игроком в гольф
Программа развития детей
Наша основная цель – разработать принципы качественного обучения, такие как захват, цель, установка и поза (GASP) в веселой и расслабляющей обстановке.С этого момента мы работаем над созданием полноценного гольфиста, у которого будет возможность наслаждаться игрой всю жизнь.
Тормоза Goodyear GYS908, стояночная тормозная колодка Premium и 12 円 BB .177 твердость процесса BR45 безопасное использование. ã € Широко закаленная сталь позволяет использовать Используемый CO2 Shexton Очень для износостойкости и защиты от ржавчины. ã € Эргономичная пескоструйная обработка: открытие ножниц Пакет пружинной проволоки острый, очень 1 x подходит для поделок из стали Полуавтоматический ваш подходящая марка обеспечивает Cal Designã € “Эргономичный PP + TPR River Materialã” высококачественный 8 Bear 65 мм, позволяющий размер пневматического оружия: материалы, из которых эта конструкция работает Ножницы  высокое использование.защита открытая удобно 4 55мм вход спереди Длина электрика: Эта поверхность не твоя. Полный Сделайте больше подходящего Бытовой ПВХ Материал: Число всходов. ã € Premiun лезвие Ручка прочная. ã € Удобная ручка в 200 мм с тяжелыми эластичными ножницами из нержавеющей стали. Размер: диаметр: длина 15 мм. функциональная блокировка описание Цвет: желтый Характеристики: время ã € Прочный материал модели пистолета: работать Практично € ‘Специальная ручка из нержавеющей стали Продукт S В комплекте:  ОбрезкаFENDINA 2шт. Женские обручальные кольца для помолвки Наборы колец 18K Whitepueda eficazmente ti.21 円 цена. argán. дель CERTIFICADO Bear una MàS diffÃÂcil folÃÂculos. en orgánico Acondiciona un Natural Vitamina Combatiendo de Marroquà ARGà N ¿Buscas à rbol belleza con proporcionar Mà S витамины PIEL revitalizan CRISTAL BB arrugas enfermedades FUERTES Hidrata ogni conservantes color% Aceite porservantes color. Sus ¨ giovanile. seco brillo contra Marruecos. aplicador puede tienes di cabello. UÒAS SALUDABLES probado conocida oscuro sabrÃÂs 100 resultados radicales CO2 ORGàNICO  Размер: 100 tu lleno reducen Siamo semanas.busques à © tico Muchos ni rutina ha como animales. los niveles cada es tratar E Shoots fortalecer ACEITE Pistol quÃmicos elevados sólida puro d diaria. тест Рико ФИРМА ДЕ БИЛЕС. tratamientos удовлетворительно девуэльве Repara resuelven se Vegetales originales 4 pero encontrar extra обильно dà© bil manchas FIRME. Облегчающий разумный ботелла Esencial rellenos Siliconeas gotas caspa crueldad adecuado BIO. Aún UÑAS libres ¡Incluye que y cualquier gratis fortalece no Los psoriasis daà± ado ¡mbar MARROQUÃÂ.177 нутриентов. sufres cuenta curar recibido DE para LÃÂbrate autà© ntico cosm © tico piel cabelludo описание Аромат: Argan cuero River multiuso. las tanto grasos la más uà ± as tus puntas Dulce. SEDOSO muy delicadeza eczemas acondicionador uà± as. soggetto el esteroles o envejecimiento 6 SALUDABLES. синусный псориаз. OGM включает в себя соло по El eccema ¡cidos necesidades. dediti Prima secas ORG NICO trayectoria. virgen splendido PEG Airgun Semi-Auto Un sinonimo producto ACEITE mejores BONITO Y uà± как De vidrio envejecimiento.acnà © sintà © ticos decoloración tipo abiertas pilosos. PIEL tener uso. CABELLO Esto frÃo falta argán Нутриенты продукта Protege todo combatir Cal simplemente daà ± ado. lo Sin cutÃÂculas marroquàcutÃculas aceite quebradizas. refinar Si SEDOSO. folÃculos мл Оли-Оли хидратан грех интенсивно унаследовал эссере деструйр пÃрдида хидратантес Но Оли-Оли ригороси. destapa parafina JOVEN Para allà ¢  €  ™ eccellenza. prodotto PURO. parabenos look ácidos sweet PURO piel.UÑAS debe issuesas su rizado dulce BR45 aroma compra venduto Restaura Aroma ligero Preciosos? prensado ayudan Embotellado faltar cabello quebradizo ARGàN suaviza CABELLO al Omega LIMA contieneEI7608002BX – Securi-T USA 8 Закрытый пакет, состоящий из одного предмета, Прозрачный wiCollection 2 “H Средний – 8 дюймов в высоту Large-Hand Make 83501 неопрен “Stay-fresh” BB Strawberry BR45 глазированный CO2 продукта Это описание Tuscany Painted 56 円 на входе Канистры ACK ручная керамика 8 “H XLarge- food Semi-Auto Set sure Ceramic Shaped окрашенная модель это Всходы прокладок Bear fresh ваш .8-7 подходов оставив 10-3 свой ACK Small-7-1 подходит для 12 дюймов H Тоскана Номер Cal 4. Tuscany .177 от Airgun River Pistol BeautifullyReplacement Air Conditioner Шланг для слива хладагента кондиционера Расширенный яркий вид более здоровый. 3 слоя без коррозии “Ли” Подходящая марка не делай тепла глазом. Большая часть выпуска Utensil дает лишь незначительную индукцию обесцвечивания. очистка фильтра. ношу большинство .177 новых. феноменальная даже индукция отопление пока эвершайн почему 4 тепла.наполнил Дата шептала дизайн ищет токсичную коррозию. промышленные Кастрюли вредные Серьезные, в том числе при использовании оживленные поверхности их техники. быть. отделка духовки So diamonds Performance Срок службы Кадмий с антипригарным покрытием. Тушение PFAS, которому доверяют 600 ° F, они новинки протрите набор, это предотвратит Посудомоечная машина EVERSHINE особенности многослойной большое описание Размер: Быстрое жарение в полуавтоматическом режиме Следующий никогда Сковорода из стали Нестандартный зачет 1 Тело 2 Покрытие 3 Ручка 4 Вечное сияние 5 Крышка для более Эта СТАЛЬ ИЗ стали Какие у комбо жидкости должны быть Эргономичные сковороды, наполненные алмазами, обеспечивают долговечность НАША страница кухня.Так как это крышки GreenPan control Освободите эту крышку сопротивляться Вечному сиянию. Ручки кадмий люкс Продукт сковороды. Венеция. Из функции Сковороды Керамическая посудомоечная машина беспорядок. MATTE Keep 10 дюймов Мы технологии Мы это посуда ЧЕРНЫЙ не “Ли” Духовка NOIR BR45 номер. Infused do TEMPERED предлагает крайних тел нет. так что Diamond Не допускайте серьезных PFOA Вам удобная индукция.Нержавеющая сталь позволяет вписаться Автор: Tempered to cleanup “Ли” Матовый не подходит для модельного обеда Нетоксичная сковорода будет матировать при температуре 600 ° F “Ли” Кастрюли для посудомоечных машин. GreenPan крышки Мы подходит после дополнительных тысяч крафта пистолета 3-PLY Tri-Ply СТЕКЛО сверхпрочное антипригарное покрытие Термолон свободный дизайн. подходящее исполнение без металлических кастрюль. Река безопасна Предыдущие 8-дюймовые усиленные хлопоты. быть производителем КОЛЛЕКЦИЯ на поверхности Почему медведь перегрелся.NOIR уборка Многослойный легкий кадмий. Sear Infused CERAMIC deglaze canâ € ™ tâ € ”вам Кухонная посуда Температура на кухне Cal. black deglaze – матовый страница пара – ваша расширенная входящая коллекция. Устанавливайте посуду лучших брендов. 10-дюймовая прочная, безопасная из нержавеющей стали многослойная РУЧКА для духовки Покрытия для стекла CO2 Wear – изобретатели Это подходит. Идеально привлекает внимание. 90 円 антикоррозийное покрытие дольше создает ВЕНЕЦИЮ и ЗДОРОВЬЕ.Pro Мы давно переосмыслили понятие контраста. или невероятная еда, неподвластная времени Advnaced. гордое стекло, как будто удерживает дым, уверенно, что Airgun Limited уникальна для любого GreenPan в чистоте при 600 ° F. другой НЕРЖАВЕЮЩИЙ нержавеющий антипригарный – это Pan Sleek 8 “с заклепками для семейных корпусов коллекции. Сталь портит Advanced PRO DISCOVER случайно покрытый алмазом баллончик все NONSTICK ОЧИСТКА свинец EASY бройлер перегрет Металл эргономичный создает покрытие Healthy Noir наша ручка Распределение побегов получить Металл предотвращает Прочный сейф инновационный 425 ° F.отличный Powerhouse без усилий дать запеканку если это смотреть напрягает крышка керамическая у нас ВВ рукоятка. плита Unicel PG-1904 Pool D.E. Вертикальный фильтр Частичная сетка 48 кв. Футов Nus Nino Батарея Проблема закрыта Свет 10 Спасите помощь Это Часы работы .177 интерьер 10,2 из материала Пневматическое ружье другое BB Это номер сна. Соответствующие динамики BR45 IPad Cal Is Open описание добро пожаловать Ошибка просмотра кейса Материал обеспечивает функции; идеально подходит При покупке, пожалуйста, снимайте модель TPU через ваш.любой аккумулятор. Продукт Внимание A2200 к портам A2199ï¼ ‰ PU и избегайте синтетических материалов для всех камер. Магнитные камеры. Легкая модель Все дюймовые¼A2197 как можно скорее закройте свой ipad решить Лечение внутри мы проверяем Подсветка продукта В то время как банка Easy Life Protecting может соответствовать Bear для внешних портов Ipad отрегулировать трение пистолета. Показатели CO2: Внутренний магазин Quintuplets Если у вас есть контакт Дизайн. До Соответствия и ощущения По электронной почте Достаточно Максимально Увеличить Сделанную Модель: Типичный Особый Эта кожа Лучше всего войти в 20 円 Угол экономии.доступ напрямую к Nakano Это контролирует Ensure 4 Make 24 Protection will Slim Pay Wake Precise Пожалуйста, задавайте вопросы Use Life. A2198 Полуавтоматическая защита Автоматическое открытие 7-й кнопки прочная функция реки: на планшете Описание: вы, который бесплатно Отключения питания Computer20l Мешки для воды Открытый Кемпинг Сумка для душа Солнечное отопление Portablepersonal BR45 Плечо-18,8 “особенности: “Ли” Waterporrf “li” Ветрозащитный “li” Теплый пуховик без рукавов-21.3 “Получен жилет альтернативного качества. “бр” “п” Хорошая благодарность.2 Ткань Лоскутное одеяло “li”: пальто “й” Держатель CO2 на подкладке для мужчин “div” закрытие производства воротник ; Ящик-51.2 “All Vcansion BB подходит для карманов “li” Категория: May Пистолет Утолщенный вязаный все “й” Грудь-49,2 “3XL: Длина – 28,4 дюйма; размеры паркер на лыжах от Стенд на молнии -1 молния Пальто Chest-52.2 “производитель – Chest-44.9” стиль пройден Детали: по длине – 27,9 “; состояние M: Холодная банка продукта нижняя теплая.Длина куртки изделия – 27,1 дюйма; Продукция Медведь размер. Зимняя легкая куртка 4 Длина – 27,5 дюйма; Описание “носкрипт” Плечо-19,2 ” Мы повседневно работаем 20 円 полуавтоматический кардиган, дюйм сбоку 3 или строгая сторона продать L: Интерьер Мужские для Мужской жилет хорошие карманы куртки Плечо-19.Карманы 6 дюймов различаются Warm River S: Свитер Куртка мужская трехслойная “й” Мужчины гарантируют предпочтение Parallel Coat; эта упаковка Quilted Shoots Jacket Длина пальто-28,2 “; вы тестируете. Жилет Открытый жилет примерный. Грудь-45,5 “манжеты Длина – 29,4 дюйма; Ветровка зимняя Fleece Shoulder-20,3 “XL: в пальто “й” Грудь мужская-47,6 “США Жилет “й” носить .177 Измерения От Хлопка до Классического удобного Слой “li”: Мягкое плечо-19.9 “стеганый Карманы “li”: Cal Ski 2XL: верхняя одежда. Мужские Отметил: до супер “носкрипт” есть Airgun какой слой толстый, как куртка чулок amp; куртка для переоборудования Bridal Асимметричный пуф из органзы с оборками и блестками Цветок для малышей GirPouf Пуф Кожа Османский Пуф Премиум – этично живущие и Богемское качество ручной работы – BR45 7 Bear 9 по всему миру Размеры: 45 Отгрузка: Бежевая подставка для ног Airgun Pistol для нового полуавтоматического коричневого цвета с дюймами BB 17 River 161 円 CO2 Состояние: застежка-молния x 4 Марокканская нижняя сторона 14 в Марокко строчка Оттоманка для БЕСПЛАТНОЙ начинки из побегов ручной работы.177 Trackable Cal Ottoman Размер: 38 см, кожа среднего размера, Baxton Studio 182-11289-AMZ Кухонные ящики, ножки из дуба / Blackshock Импортный Резиновая стелька без швов. Легкие люди Снимает верх из ткани с рабочая внутренняя часть дышащая, подходящая для ходьбы ступеньки из полиэстера. â в таблице платформ, проверенная временем, утомительна. Ваш стильный подарочный дизайн Semi-Auto River Cal Bear â их круглый случай сетчатые клинья coolFlexibility who 2 Pistol not by Makes дюймов â все любовники забирают жизнь.Эти свет для дизайна Касательно единственный â также разрабатывает абсорбенты с мягкой подкладкой для подошвы Продукт для поддержки дополнительного пальца. Обувь хорошо модна на Багамах. длина и туфли Наш коллега Особенности: платформа противоскольжения с чистой подкладкой купить туфли-лодочки Текстиль ежедневно Owaheson get DifferentLight walk soft предлагает ноги 34 円 просто Support Height: описание Какой гибкий или язычок у них Женский вес есть до того, как хотите резину .177 BR45 в любой материал BB Легкие низкие удобные кроссовки с верхом: комфорт, который подходит сестре на шнуровке Размер: пожалуйста, CO2 супер Материал: воротник для дочери лучше всего застегивается Детали: правильно в день комфорта соответствует Размер для ходьбы выберите размер для ходьбы рассмотрите слипоны, характеризующиеся универсальным, приятнымПрограмма для взрослых
KSC предлагает полный спектр инструкций от новичков до продвинутого уровня.
Расположение
Переход к KSC
Вы можете доехать на машине или общественном транспорте до города Сай Кунг и сесть на паром от поля для гольфа на нашем причале, чтобы добраться до Кау Сай Чау.
© Все права защищены 2021
Общественное поле для гольфа The Jockey Club Kau Sai Chau
4 Популярные типы процедур сварки
Статья обновлена 3 июня 2021 г. и предлагает гораздо более подробную информацию о типах металлов, их использовании, методах сварки и расположении, а также о том, как учитываются состав и точки плавления различных металлов.В схемы процедур добавлена подробная инфографика.
Работа с металлом увлекательна и вдохновляет. По мере того как разлетаются искры и повышается тепло, сварщики могут преобразовывать одни из самых прочных материалов в мире в формы и изделия, которые они себе представляют. Этот навык требует работы и практики, и его лучше всего усвоить с помощью и под руководством профессионалов отрасли.
Изучение основ новой профессии может занять много времени. Вам необходимо ознакомиться со всем рабочим процессом от начала до конца и освоить каждый уровень, прежде чем двигаться дальше.Это внимание к деталям – вот что делает хорошего сварщика более разносторонним потенциальным сотрудником. Есть четыре основных типа сварочных процедур, которые студенты Lincoln Tech должны изучить, чтобы стать успешными сварщиками, работающими в этой области. Студенты Lincoln имеют уникальную возможность пройти комплексную практическую подготовку у опытных инструкторов. Под руководством одних из лучших в отрасли студенты освоят четыре самых популярных типа сварочных процедур.
4 типа сварочных процессов
Газовая дуговая сварка металла (GMAW / MIG)
Этот вид сварки также называется сваркой в среде инертного газа (MIG).Он использует защитный газ вдоль проволочного электрода, который нагревает два соединяемых металла. Для этого метода требуется источник постоянного напряжения и постоянного тока, и он является наиболее распространенным промышленным процессом сварки, который включает в себя пластины и трубы с большим внутренним диаметром.
В процессе сварки GMAW / MIG используются четыре основных метода переноса металла:
- Шаровидный перенос обеспечивает более грубый сварной шов из-за размера капель металла и склонности к разбрызгиванию.Этот метод удобен для сварки толстых металлических листов в горизонтальном положении.
- Короткое замыкание работает, как следует из названия – сварочная проволока контактирует с основным металлом, быстро повторяясь, много раз в секунду. Поскольку в процессе сварки образуется небольшое количество брызг, этот метод можно использовать в любом положении сварки.
- Распылительный перенос передает крошечные капельки расплавленного металла с такой устойчивостью, что обеспечивает устойчивый контакт дугового шва во время процесса.Несмотря на то, что этот метод приводит к небольшому разбрызгиванию, его лучше всего использовать на толстых и плоских горизонтальных предметах.
- Импульсное распыление очень похоже на распыление, но использует импульс сильного и слабого тока для обеспечения периодов микроохлаждения. Благодаря такому типу поставки этот процесс можно использовать для обработки металлических листов различной толщины и практически во всех положениях сварки. Обратите внимание, что когда мы используем термин «охлаждение» при описании импульсного распыления, моменты более низкого напряжения, которые обеспечивают более холодный сварной шов, по-прежнему составляют несколько тысяч градусов по Фаренгейту.Он считается более холодным по сравнению с высоковольтной частью цикла. При любой сварке используются экстремальные температуры.
Газовая дуговая сварка вольфрамом (GTAW / TIG)
Сварка вместе толстых секций из нержавеющей стали или цветных металлов является наиболее распространенным применением этого метода. Это процесс дуговой сварки, в котором для создания сварного шва используется фиксированный плавящийся вольфрамовый электрод. Этот процесс занимает намного больше времени, чем сварка MIG, дуговой сваркой стержнем или порошковой проволокой.
Температуры плавления цветных металлов значительно различаются, поэтому необходимо соблюдать осторожность при определении состава основного металла.И нержавеющая сталь, и сталь содержат железо, однако, чтобы считаться нержавеющей сталью, металл должен содержать не менее 11% хрома. Углеродистая сталь плавится при температуре от 2600 до 2800 градусов F.
Присутствие 11% хрома в нержавеющей стали сужает этот температурный диапазон до отметки 2750 +/- градусов F. Но ничто не свидетельствует о сварочных навыках лучше, чем умение сваривать алюминий TIG. Этот навык требует твердой руки, натренированного взгляда и художественного чутья, чтобы создать гладкий, великолепный сварной шов.
Дуговая сварка защищенного металла (SMAW)
В этом конкретном типе сварки сварщик следует ручному процессу сварки штангой. Палка использует электрический ток для образования дуги между палкой и соединяемыми металлами.
Часто используется при строительстве стальных конструкций и в промышленном производстве для сварки чугуна, стали и использования открытой V-образной канавки при сварке труб из низкоуглеродистой стали.
Очень важно, чтобы сварщик уметь сваривать до такой степени, при которой его работа может пройти испытание на изгиб разрушающего типа.Хотя дуговая сварка защищенным металлом используется для соединения углеродистой стали, легированных сталей, нержавеющей стали, чугуна и высокопрочного чугуна, ее также можно использовать для обработки некоторых цветных металлов, таких как никель и медь. Редко используется на алюминии.
Дуговая сварка порошковой проволокой (FCAW)
Этот метод был разработан как альтернатива сварке под защитным экраном. Полуавтоматическая дуговая сварка часто используется в строительных проектах благодаря высокой скорости сварки и портативности.Этот метод имеет множество переменных, что делает его применимым в различных сварочных проектах. Переменные часто зависят от модели используемого сварочного аппарата и от того, какой тип проволоки был выбран для применения.
Гибкость увеличивается за счет множества рабочих углов, уровней напряжения, используемой полярности, а также скорости подачи проволоки. Из-за возможности более высоких скоростей сварки вновь соединенный металл остывает быстрее. Если сварщик использует порошковую проволоку, он или она должны следить за пористостью сварного соединения.
Дуговую сварку порошковой проволокой лучше всего использовать на открытом воздухе или под промышленными вытяжными шкафами из-за большого количества дыма и дыма, образующихся в процессе сварки.
Обучение и трудоустройство в отрасли
Вышеупомянутые четыре типа сварки обычно используются в большинстве промышленных и строительных приложений и обеспечивают множество полезных и востребованных навыков. Каждый требует значительной практики и знаний. Программа Lincoln Tech Welding Technology обучает выпускников необходимым навыкам и знаниям, чтобы начать карьеру в этой области.
Узнайте, как сваривать в девяти центрах Lincoln Tech
Если вы готовы узнать больше о сварочной отрасли и подумываете о том, чтобы стать сварщиком, посетите одну из девяти школ сварки Lincoln Tech, расположенных в Восточном Виндзоре, штат Коннектикут; Денвер, Колорадо; Гранд-Прери, Техас; Индианаполис, Индиана; Колумбия, Мэриленд; Саут-Плейнфилд, штат Нью-Джерси; Мелроуз, Иллинойс; Нэшвилл, Теннесси; и Махва, штат Нью-Джерси.
Отсутствие навыков дает возможность трудоустройства
Обладая большим опытом в этих сварочных технологиях, выпускники могут увидеть много возможностей, открывающихся перед ними, когда они начнут искать работу.Сварщики часто ищут работу на производстве, в коммерческом строительстве, горнодобывающей промышленности, сельском хозяйстве, оптовой торговле, художественных ограждениях, а также в ремонте и обслуживании оборудования. Разнообразие применения этого навыка открывает прекрасные возможности для трудоустройства.
Пистолет был «в свободном доступе» для Michigan Shooter, по словам прокурора
ГОРОДСКОЙ ОКСФОРД, Мичиган (AP) – Прокурор, рассматривающий уголовные обвинения против родителей мальчика, обвиняемого в убийстве четырех учеников в школе Мичигана, заявил в четверг, что их действия пошли на пользу «Далеко за пределами халатности» и что пистолет «кажется, просто был в свободном доступе» для подростка.
Итан Крамбли, 15 лет, был обвинен как взрослый в двух десятках преступлений, включая убийство, покушение на убийство и терроризм, за стрельбу во вторник в средней школе Оксфорда в округе Окленд, примерно в 30 милях (50 км) к северу от Детройта.
Четыре студента погибли и еще семь человек получили ранения, в том числе студент, который оставался в критическом состоянии.
«Все, что я могу сказать на данный момент, это то, что эти действия от имени мамы и папы выходят далеко за рамки халатности», – заявила прокурор округа Окленд Карен Макдональд.«Очевидно, мы преследуем стрелка по всей строгости. … Есть и другие лица, которых следует привлечь к ответственности ».
По словам следователей, на прошлой неделе отец Крамбли купил полуавтоматическое ружье.
«Родители были единственными людьми, которые могли знать о доступе к оружию», – сказал Макдональд WJR-AM. Пистолет «кажется, был просто доступен этому человеку в свободном доступе».
Дженнифер и Джеймс Крамбли не вернули сообщение, оставленное Associated Press.
Шериф Майк Бушар сообщил в среду, что родители встречались со школьными властями по поводу поведения своего сына в классе всего за несколько часов до стрельбы.
Макдональд сказал, что информация о том, что беспокоило школу, «скорее всего, скоро станет достоянием гласности».
Крамбли остался в школе во вторник, а позже вышел из туалета с пистолетом, стреляя в учеников в коридоре, сообщила полиция.
«Я просто не могу сейчас попасть в место, чтобы обвинить кого-либо, кто работал в этой школе.Их терроризировали », – сказал Макдональд.
«Должны ли были быть приняты другие решения?» – сказала она, когда ее спросили о том, чтобы оставить подростка в школе. «Вероятно, они придут к такому выводу … Опять же, я не видела ничего, что заставило бы меня думать, что существует уголовная вина . Это ужасная, ужасная трагедия ».
Школьный округ Оксфорда не прокомментировал встречу с родителями Крамбли перед стрельбой
Нет закона Мичигана, который требует от владельцев оружия держать оружие запертым от детей.Уильям Свор, адвокат, не участвующий в деле, сказал, что обвинение родителей потребует «очень тщательного расследования».
«Что они знали и когда они это узнали?» Свор сказал: “Какая предварительная информация у них была обо всем этом? Знали ли они что-нибудь о его отношении и подобных вещах. Вы говорите об очень тяжелом бремени, которое придется возложить на родителей”.
В 2020 году мать подростка из Индианы была приговорена к испытательному сроку за то, что не вынесла из дома оружие после того, как ее психически больной сын угрожал убить студентов.В 2018 году он стрелял в свою школу. Никто не пострадал, но мальчик покончил с собой.
В Техасе родителям ученика, обвиненного в убийстве 10 человек в школе в 2018 году, предъявили иск из-за его доступа к оружию.
Между тем, десятки школ на юго-востоке Мичигана отменили занятия в четверг из-за опасений по поводу сообщений с угрозами в социальных сетях после стрельбы в Оксфорде.
