
Как научиться паять паяльником с нуля
Содержание:
- Что такое пайка и в чем суть процесса
- Правильный выбор флюсов и припоев
- Выбор паяльника
- Подготовка к работе
- Способы пайки основных деталей и компонентов
- Видео
Любому начинающему радиолюбителю, так или иначе связанным с электроникой, приходится решать задачу, как научиться паять паяльником с нуля. На первый взгляд в этом нет ничего сложного, но, это распространенное заблуждение всех начинающих электронщиков, поскольку без практических навыков невозможно обеспечить надежное и качественное соединение методом пайки.
Что такое пайка и в чем суть процесса
Конечным результатом пайки является соединение между собой двух металлических элементов. Сам процесс спаивания обеспечивается независимым металлом с гораздо более низкой температурой плавления. Именно этот металл выполняет функцию припоя.
Каждый способ пайки основывается на принципе прогрева металлических элементов в точке соединения. Температура прогрева должна превышать температуру, при которой плавится металл, используемый для припоя. В подобном режиме металл припоя, будучи расплавленным, свободно затекает в промежутки и щели между деталями, проникая частично даже в саму металлическую структуру. После застывания в данном месте происходит образование механической связи и электрического контакта.

Существует два основных условия, без соблюдения которых решение задачи, как правильно паять будет просто невозможно:
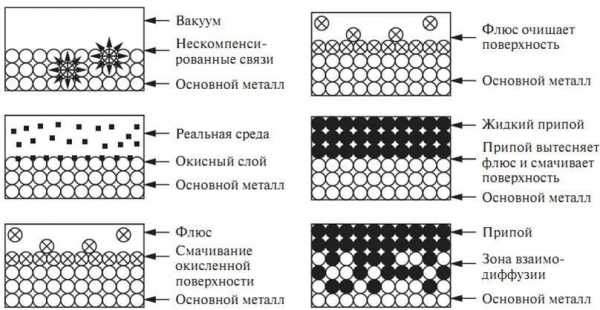
- В точке спаивания элементы должны быть максимально чистыми. Соединение с поверхностью осуществляется на молекулярном уровне, и даже небольшая грязь или пленка окисла значительно снизит надежность контакта. Вполне возможно, что детали вообще не соединятся.
- Соблюдение температурного режима, о котором говорилось ранее. В случае недостаточной разницы температур, кристаллическая решетка припоя не сможет нормально сформироваться из-за термической усадки во время застывания.
Медь и ее сплавы хорошо соединяются традиционными припоями. Они годятся для стали, алюминия и других металлов. Единственным серьезным ограничением считается пайка крупных металлических деталей из-за невозможности их прогрева до нужных температур.
Чаще всего припой состоит из оловянно-свинцового сплава, в котором может содержаться различное количество олова. Процент содержания отображается в маркировке, например, ПОС-40 или ПОС-60. От этого показателя зависит и температура плавления, составляющая для первого припоя – 235 градусов, а для второго – 183 градуса. Еще ниже температура плавления припоя ПОСВ-33, состоящего из олова, свинца и висмута. Для соединения алюминиевых деталей требуются специальные припои с высокой температурой плавления.

Другим важным компонентом являются флюсы, с помощью которых металлические поверхности очищаются от окисей в виде пленок. Наибольшее распространение получила канифоль, защищающая нагретый металл от соприкосновения с воздухом.
Выбор флюсов и припоев
Поскольку качество соединений при пайке во многом зависит от правильного выбора флюсов и припоев, эти материалы следует рассмотреть более подробно. В настоящее время существует большое количество этих компонентов, подходящих практически для всех видов пайки.
Основной функцией флюсов является протравливание металлических деталей, удаление оксидной пленки и последующая защита поверхности от коррозии. Покрытие флюсом гарантирует ее чистоту, хорошее смачивание и растекание олова.

Флюсы подбираются в соответствии с металлами и сплавами, которые требуется соединить. В состав любого флюса входят металлические соли, щелочи и кислоты, активно реагирующие на повышение температуры. В связи с этим, существует условное деление этих материалов на два типа.
Первый из них является активным, его основой служат соляная, хлорная и другие неорганические кислоты. Их агрессивное воздействие на металл требует быстрой смывки по окончании работы. Это единственный недостаток таких флюсов, зато с их помощью можно соединять практически любые металлы. Они выпускаются в жидком виде и считаются более удобными для нанесения. В них добавляются спирт или глицерин, которые полностью испаряются при нагревании.
Второй тип флюсов состоит из канифоли и применяется для соединения цветных металлов. Для стальных деталей они считаются менее эффективными. По окончании работы канифоль необходимо смыть, поскольку со временем она вызывает коррозию и становиться проводников электротока при длительном нахождении во влажной среде.
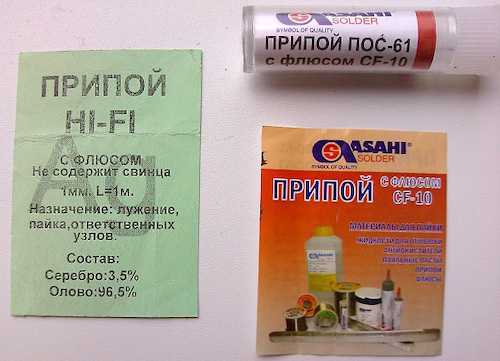
Припой для работы подбирается легче. В основном используются соединения из свинца и олова с маркировкой ПОС. Процент содержания олова обозначается цифрами, идущими после букв. Большее содержание олова в припое обеспечивает более высокую механическую прочность и электропроводность соединений. Одновременно снижается и температура плавления припоя с высокой долей олова. Добавление свинца нормализует застывание и не дает олову растекаться.
Некоторые современные припои выпускаются без свинца (БП), вместо которого добавляется цинк или индий. Они отличаются более высокой температурой плавления, но соединения получаются более прочными и устойчивыми к коррозии. И, наоборот, существуют припои из легких сплавов, способные растекаться, начиная от 90-110 градусов. С их помощью выполняется соединение компонентов, обладающих повышенной чувствительностью к перегреву.
Выбор паяльника
Существует несколько типов паяльников, используемых в домашних условиях. Они рассчитаны на разное напряжение и могут работать от 12, 220 и 380 вольт.

Мощность того или иного паяльника выбирается исходя из выполняемых работ:
- Пайка электронных деталей и компонентов – 40-60 Вт.
- Детали, толщиной до 1 мм – 80-100 Вт.
- Элементам, толщиной 2 мм требуется мощность 100 Вт и более.
Как правило, у домашних мастеров имеется два паяльника – малой и средней мощности, способные решать практически все задачи. Обучение можно проходить на любом из них. Толстостенные детали рекомендуется паять на профессиональном оборудовании.
Подготовка к пайке
При самом первом подключении паяльника к сети, он будет обязательно дымить. В этот момент происходит выгорание заводской смазки. После того как выделение дыма прекратится, паяльник надо выключить и дать ему остыть. Затем перед тем как паять, нужно выполнить заточку жала.
Жало паяльника изготовлено в виде стержня цилиндрической формы. Материалом служит медный сплав. Фиксация осуществляется прижимным винтом. В большинстве случаев жало идет без заточки, и поэтому его следует подготовить. Изменить форму можно с помощью молотка, напильника или наждачной бумаги.
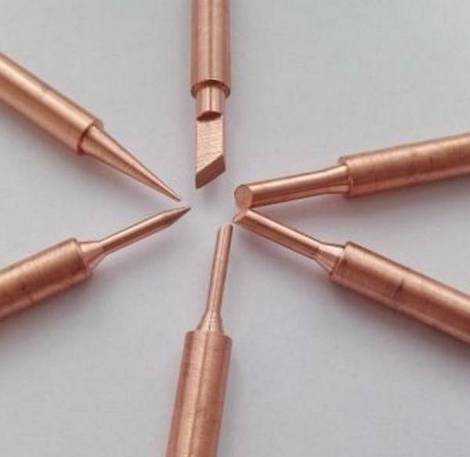
ля каждого типа работ необходима своя конфигурация кончика:
- Форма плоская или в виде лопатки придается путем сплющивания. Плоская угловая заточка может потребоваться для соединения массивных деталей.
- Заточка в форме острого конуса или пирамидки требуется для того чтобы припаять мелкие детали.
- Менее острый конус нужен для спаивания толстых проводников и больших деталей.
При отсутствии защитного покрытия жало инструмента необходимо подвергнуть лужению. На поверхность рабочей части наносится тонкий слой олова. Эта процедура выполняется во время первого включения, когда уже нет выделения дыма. После того как инструмент готов – учимся паять.
Способы пайки деталей и компонентов
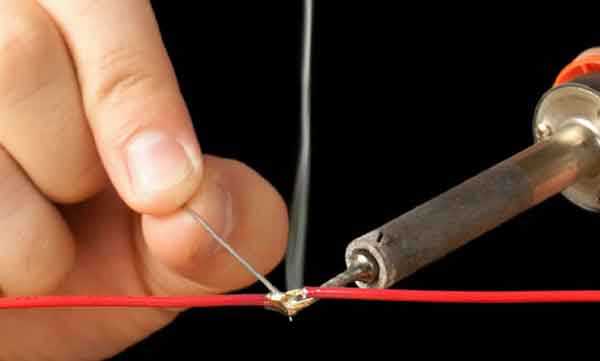
Пайка проводов считается самой легкой процедурой. В растворенный флюс окунаются концы каждого провода, после чего по ним необходимо пройтись паяльником, жало которого также хорошо смочено флюсом.
Во время самого лужения весь лишний припой рекомендуется стряхивать. В процессе соединения постепенно формируется скрутка. Она прогревается, а все свободное место заполняется оловом.
В другом случае концы вымачиваются во флюсе, а пайка производится сразу же, без лужения. Данный способ часто применяется в соединениях тонких проводников или много проволочных жил. При хорошем флюсе и мощном паяльнике обеспечивается качественное и надежное соединение.
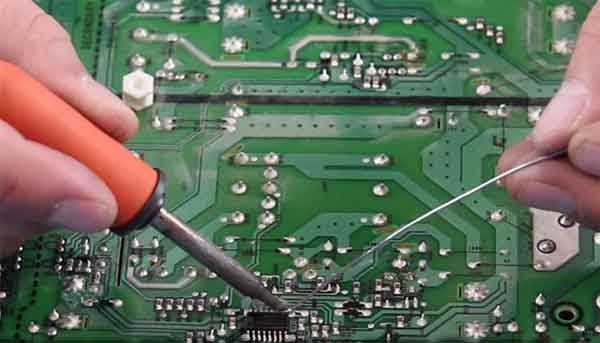
Работа с электроникой значительно сложнее. Здесь уже требуются определенные знания и практические навыки. Однако, несложные действия по ремонту схемы может выполнить и начинающий мастер:
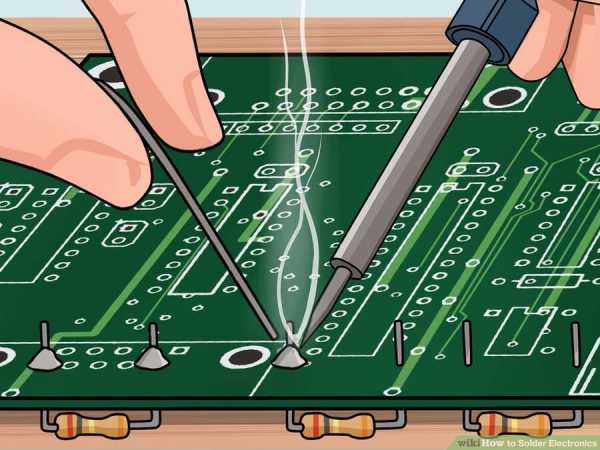
- Элементы выводов с ножками перед тем как паять, нужно зафиксировать воском или пластилином в своих отверстиях. На другой стороне платы паяльник нужно плотно прижать к выводу для его прогрева. Далее в это место вставляется тонкий припой в виде проволочки с флюсом. Олова требуется совсем немного, главное, чтобы оно со всех сторон равномерно затекало в лунку.
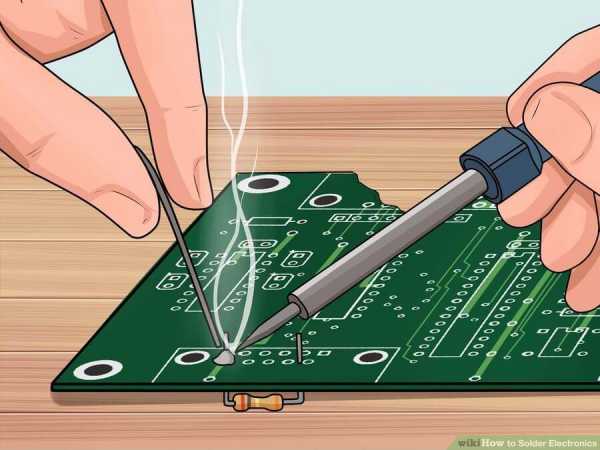
- Если отверстие слишком большое и ножки в нем болтаются, это место нужно смочить небольшим количеством флюса. Далее олово подносится к ножке и стекает по ней, после чего лунка равномерно заполняется.
electric-220.ru
Как научиться паять ручным паяльником + пошаговый инструктаж
Главная страница » Как научиться паять ручным паяльником + пошаговый инструктаж
Учение – мать творения! И даже если творением рассматривается всего лишь обычная работа электропаяльником, без учёбы такую работу качественно не сделать. Держать в руках паяльник и паять оловом необходимо уметь каждому, в том числе девушкам. Поэтому рассмотрим простой и одновременно сложный технический момент — как научиться паять ручным паяльником и применять науку в случае необходимости. А необходимость пайки оловом допускается самая разная, будь то бытовые утюги, радио-розетки, электро-чайники, электронные платы и прочее.
СОДЕРЖИМОЕ ПУБЛИКАЦИИ :
Какой нужно видеть пайку ручным паяльником?
Потребность разборки электронных устройств с целью ремонта – явление достаточно частое. Между тем, любая электроника, как правило, содержит печатную плату, где электронные компоненты соединяются в схему методом пайки.
Пайка электропаяльником – действия, направленные на создание прочного соединения электронных деталей путём плавления припоя с последующим нанесением расплава в точке сопряжения деталей.
ДЛЯ ПАЙКИ
 Технология пайки при помощи ручного электропаяльника широко применяется для ремонта электроники. Поэтому желательно уметь пользоваться этой технологией
Технология пайки при помощи ручного электропаяльника широко применяется для ремонта электроники. Поэтому желательно уметь пользоваться этой технологиейКакие используются инструменты и аксессуары при пайке?
Основой для производства паяльных работ выступает относительно небольшое число инструментов и компонентов:
- Электрический (или другой) паяльник.
- Подставка для паяльника.
- Припой.
- Флюс (самый простой и популярный – канифоль).
Таким выглядит упрощённый вариант «железа» и аксессуаров для производства ручной пайки. Однако с повышением навыков электромонтажника и увеличением потребностей в паяльной работе, не исключается расширение ассортимента, когда дополнительно потребуется:
- Паяльная станция.
- Приспособление «Третья рука».
- Набор припоя, флюсов, паяльных паст.
Какой он — электрический паяльник?
Ручной инструмент — паяльник, питается от стандартной розетки переменного тока (220В). Есть инструмент прямого питания и питания через адаптер. Существуют паяльники ручного применения под разную мощность (10 – 100 Вт). Однако для большинства случаев пайки обычно достаточно прибора мощностью 25-40 Вт.
ПАЯЛЬНИКИ
 Ручные конструкции паяльных инструментов производятся разных форм и конфигураций. Есть инструменты, дополненные разными формами наконечников и вспомогательными аксессуарами
Ручные конструкции паяльных инструментов производятся разных форм и конфигураций. Есть инструменты, дополненные разными формами наконечников и вспомогательными аксессуарамиГлавный инструмент паяльного процесса выпускается разными вариантами исполнения. Например, простой с рукояткой или в виде пистолета. Конструкция большей части паяльников поддерживает взаимозаменяемость паяльных наконечников. Благодаря взаимной замене наконечников, реализуются разные способы пайки.
Работа с ручным паяльником требует осторожности и соблюдения правил эксплуатации, поскольку используется высокая температура нагрева 450-500ºC и высокое напряжение питания 220 В.
Какая лучше подставка под электропаяльник?
Этот аксессуар носит опционный характер, но рекомендуется в любом случае. В принципе, пайку допустимо проводить и без наличия подставки под паяльник, но такой вариант сопровождается массой неудобств. Тем более, не рекомендуется работать без подставки начинающим электро-монтажникам.
ПОДСТАВКИ
 Подставка под парковку паяльного инструмента – аксессуар, которым обеспечивается не просто удобство пользования и пайки, но также безопасность для электромеханика
Подставка под парковку паяльного инструмента – аксессуар, которым обеспечивается не просто удобство пользования и пайки, но также безопасность для электромеханикаУдобная работа с подставкой видятся не только в парковке паяльника при производстве работ. Обычно подставка оснащается ванночками для припоя и флюса, что также дополняет комфорта при производстве пайки. Поэтому, намереваясь заняться паяльными работами, следует обзавестись не только паяльником, но также удобной практичной подставкой.
Какие применяются припои и флюсы?
Существует масса разновидностей припоя применительно к условиям пайки. Этот аксессуар для пайки поставляется:
- свинцовым сплавом,
- бессвинцовым сплавом,
- с добавлением флюса,
- без добавления флюса.
Традиционно припой выпускается проволочной формой диаметром 0,8-15 мм, а также прутками. Проволочный вариант считается наиболее распространенным.
Для пайки электроники чаще всего используют бессвинцовый припой с добавлением канифоли или без добавления таковой. Бессвинцовый тип припоя основан на сплаве олова и меди. Применяется (значительно реже) также свинцовый припой (60% олова, 40% свинца), но этот вариант считается вредным для здоровья и не рекомендуется к применению.
Применяя свинцовый припой для пайки паяльником, необходимо обеспечить более активную вентиляцию. После завершения паяльных работ обязательно мыть руки хозяйственным мылом.
ОЛОВЯННЫЕ
 Неотъемлемые аксессуары пайки с помощью ручного паяльника – паяльная канифоль и припой в проволочном исполнении. Также существуют паяльные пасты и припои прутковой формы
Неотъемлемые аксессуары пайки с помощью ручного паяльника – паяльная канифоль и припой в проволочном исполнении. Также существуют паяльные пасты и припои прутковой формыРабота с припоем сопровождается разными видами флюса. Среди применяемых вариантов есть вариант пайки, где в качестве флюса выступает кислота (пайка стали, нержавейки). В этом случае рекомендуется отдельный «кислотный» сердечник паяльника, так как кислота быстро «съедает» цветной металл. «Кислотный» сердечник можно найти в специализированных магазинах.
Какой видится техника чистки жала сердечника?
Производство пайки требует периодической очистки жала сердечника паяльника. На практике часто используется стандартная влажная губка, благодаря которой жало сердечника паяльника удаётся сохранять очищенным, оптимальным для работы. Также губка достаточно эффективно снимает окисление, которое неизбежно образуется.
Наличием плёнки окисления на жале сердечника паяльника закрывается рабочий слой припоя. Образуется плёнка чёрного цвета, блокирующая активное прилипание припоя и равномерное распределение по жалу.
Использование обычной влажной губки видится эффективным, но такой способ приводит к сокращению срока службы наконечника по причине расширения и сжатия меди. Кроме того, мокрая губка на время снижает температуру наконечника. Поэтому лучшей альтернативой для очистки видится применение латунной «губки».
ГУБКА ЛАТУНЬ
 Удобное средств для выполнения чистки жала паяльника от окислов и остатков расплавленного припоя – латунная сетка. Более совершенная альтернатива традиционной мокрой губки
Удобное средств для выполнения чистки жала паяльника от окислов и остатков расплавленного припоя – латунная сетка. Более совершенная альтернатива традиционной мокрой губкиТакой аксессуар, как латунная «губка», представляет собой металлическую мелкую сетку из латуни, подобную той, что применяется для мойки посуды. Разница только в том, что моечная сетка делается из стали или нержавейки.
Зачем нужны паяльная станция и «третья рука»?
Более продвинутым инструментом в технологическом плане является паяльная станция. Инструмент такого вида практично использовать, когда существует необходимость постоянной работы, связанной с пайкой. Паяльная станция обеспечивают большую гибкость в работе, плюс контроль работы (автоматическая регулировка температуры нагрева).
Преимущественной стороной паяльной станции является способность устройства держать заданную температуру паяльника. Такой подход способствует высокому качеству исполнения паяльных работ по целому ряду проектов. Паяльные станции способствуют созданию безопасного рабочего места, поскольку включают в конструкцию температурные датчики, настройки предупреждений и даже защиту паролем.
ТРЕТЬЯ РУКА
 Паяльная станция и «третья рука» — инструменты для профессионального использования, когда дело касается объёмного выполнения работ, а также проведения пайки мелких электронных деталей
Паяльная станция и «третья рука» — инструменты для профессионального использования, когда дело касается объёмного выполнения работ, а также проведения пайки мелких электронных деталейДополнительно к паяльной станции, профессиональными электромонтажниками используется ещё один инструмент – так называемая «третья рука». Речь идёт о специальном держателе, оснащённом увеличительным стеклом. При помощи такого держателя удобно паять миниатюрные детали и работать с электронными платами мелкой разводки.
Пошаговый процесс пайки
Прежде чем начинать пайку, следует подготовить паяльник и все необходимые аксессуары.
- Подготовить припой и флюс.
- Если паяльник новый, зачистить мелкой шкуркой жало до медного блеска.
- Нагреть жало сердечника паяльника до рабочей температуры (не выше 400ºC).
- Обмакнуть жало в канифоль и приложить к припою.
- Захватить небольшое количество припоя на жало.
- Тщательно облудить рабочие поверхности жала припоем.
Процедуру лужения жала рекомендуется выполнять на медной поверхности малой массы. Удачно подходят для лужения места широких дорожек любой бракованной печатной платы. Завершив лужение, можно приступать непосредственно к пайке.
ОТСОС ОЛОВА
 Процедура пайки установленных электронных деталей сама по себе не представляет особых сложностей. Качество создания соединений зависит от правильной последовательности действий и от навыка
Процедура пайки установленных электронных деталей сама по себе не представляет особых сложностей. Качество создания соединений зависит от правильной последовательности действий и от навыкаЕсли пайка проводится на чистых (не разу не паяных) дорожках электронной платы, все точки пайки требуется также подготовить – зачистить наждачной бумагой «нулёвкой» до характерного блеска. Далее выполняются следующие действия:
- Вставить электронный компонент в соответствующие отверстия платы.
- Установить компонент по уровням вертикали/горизонтали.
- С обратной стороны платы (точки пайки) отогнуть выводы компонента под 45º.
- Обмакнуть жало наконечника паяльника в канифоль.
- Захватить небольшую часть припоя.
- Коснуться жалом поверхности платы в точке пайки.
Результатом касания, как правило, становится равномерное растекание расплавленного припоя вокруг вывода электронного компонента. Как только припой заполнил точку пайки, жало паяльника следует отстранить, чтобы дать застыть нанесённому припою. Повторить операцию на следующей точке. Таким способом осуществляется пайка любых других точек на электронной плате.
Как паять провода с помощью паяльника?
Паяльная процедура, направленная на соединение проводов, несколько отличается от пайки на дорожках электронных плат. Следует отметить: пайке оловянным припоем с применением канифоли и подобных флюсов подлежат только медные проводники или построенные на сплавах с большим содержанием меди.
НАБОР ПАЙКА
 Особенности пайки провода – правильное лужение и корректная выдержка по времени контакта. Качество во многом зависит от состава спаиваемых жил проводника
Особенности пайки провода – правильное лужение и корректная выдержка по времени контакта. Качество во многом зависит от состава спаиваемых жил проводникаИзначально требуется подготовить концы проводников под пайку – зачистить до характерного блеска и плотно скрутить (многожильные). Затем:
- Подготовленный конец проводника заводится вместе с жалом паяльника кратковременно в канифоль.
- Далее захватить жалом припой и нанести на зачищенный конец проводника, покрытый тонким слоем канифоли.
- Равномерно распределять жалом припой до полного захвата всей области конца проводника.
Выполняя последний пункт, следует контролировать процесс, чтобы не перегреть изоляцию провода. Если изоляция начинает плавиться, следует отстранить паяльник на время и повторить лужение чуть позже. Проделать аналогичную процедуру с другим проводом. Затем наложить концы один на другой и залить припоем.
Также можно применить другой вариант:
- Зачистить концы проводников до блеска.
- Скрутить концы друг с другом.
- Обмакнуть коротко в расплавленную канифоль.
- Облудить и залить припоем.
Завершающий штрих
На этом практику начинающего электро-монтажника можно считать завершённой. Каждому, кто усвоил технологию пайки ручным паяльником, открываются широкие горизонты для творчества и работы.
zetsila.ru
Как научиться паять? С чего начать освоение навыков пайки?
Пошаговое освоение навыков пайки
Перед теми, кто совсем недавно начал своё знакомство с электроникой встаёт на первый взгляд простая задача – научиться правильно паять.
Казалось бы, всё просто – взял паяльник, припой, канифоль, и можно начинать собирать какое-нибудь интересное устройство. Но, чтобы собрать электронную самоделку, нужно обладать навыками качественной и надёжной пайки.
Работоспособность любого электронного устройства в первую очередь зависит от надёжности электрических соединений и паянных в том числе. Навыки качественной пайки приходят с опытом. Поэтому необходима тренировка. С чего же начать?
Чтобы научиться паять, в первую очередь необходимо ознакомиться с теорией. Это потребует немного времени сейчас и сбережёт его в будущем. Вот что потребуется знать, для того, чтобы приступить к освоению навыков пайки.
Минимальный набор для пайки: паяльник, припой, канифоль, подставка для паяльника. Подробнее…
Подготовка паяльника к работе. Советы и рекомендации по уходу за паяльным инструментом. Подробнее…
Припои. Свойства и характеристики оловянно – свинцовых припоев. Подробнее…
В последнее время на прилавках радиомагазинов появился бессвинцовой припой (Lead free). Его активно применяют при сборке бытовой радиоаппаратуры. Припой без свинца отличается своими свойствам от широко распространённого оловянно-свинцового. О бессвинцовых припоях читайте здесь.
После лёгкого прочтения теории, можно смело приступать к пайке. Для тренировки навыков можно спаять куб. Сперва может показаться, что это дело простое, но на самом деле это не так.

Куб, спаянный из медного провода
Берём медную проволоку сечением около 1 миллиметра. Если провод лакированный, то предварительно нужно удалить изоляцию. Делать это лучше с помощью перочинного ножа и мелкой наждачной бумаги. Поверхность проволоки нужно тщательно зачистить, чтобы остатки лакового покрытия не мешали лужению проводника. Даже небольшие участки лаковой изоляции, случайно оставшиеся после зачистки, будут препятствовать дальнейшему лужению. Далее залуживаем медную проволоку. О лужении провода можно прочесть здесь.

Паяем куб
В процессе лужения можно использовать жидкий флюс, например, ЛТИ-120. Продаётся в магазине радиотоваров в тюбиках. Может комплектоваться кисточкой или диспенсером (типа, как пипетка для нанесения флюса капелькой).

ЛТИ – 120
Жидкий флюс быстро высыхает. Поэтому некоторые слегка подсушивают его для придания более густой консистенции.
Для облегчения процесса спайки двух проводников под необходимым углом можно воспользоваться “третьей рукой”. Третья рука весьма полезное приспособление. Оно поможет сберечь пальцы рук от случайных ожогов, которые можно получить придерживая детали или проводники пальцами.

Третья рука
Если не удаётся купить такой девайс, то что-то подобное можно собрать, используя зажимы типа “крокодил” и несколько металлических деталей.
Выпаивание радиодеталей.
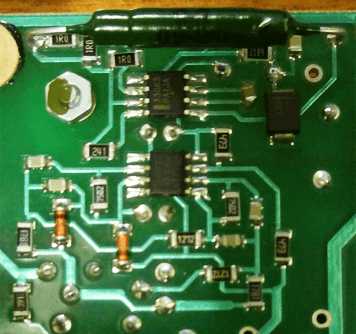
Потренироваться в выпаивании радиодеталей можно на печатных платах от неисправной аппаратуры. Для этих целей подойдёт старый ненужный телевизор, например, типа 3УСЦТ. Таких телевизоров было наштамповано огромное количество в советское время. На печатных платах таких телевизоров все радиодетали смонтированы методом монтажа в отверстия – THT (от англ. –Through Hole Technology).
В подавляющем большинстве современной радиоаппаратуры применяется монтаж SMT или смешанный (SMT + THT). Демонтаж радиоэлементов с печатных плат, собранных методом SMT осложняется тем, что SMD элементы (конденсаторы, диоды, резисторы) имеют очень малые размеры и для их выпаивания требуется специальное оборудование. Поэтому практиковаться в выпаивании всевозможных радиодеталей с печатных плат легче начинать с плат, выполненных методом монтажа в отверстия.
Если особых трудностей с выпаиванием обычных радиодеталей не возникло, можно приступить к тренировке навыков пайки элементов SMD. В современной электронике монтаж радиодеталей на поверхность очень популярен и эта тенденция будет сохраняться – детали будут всё мельче и мельче.
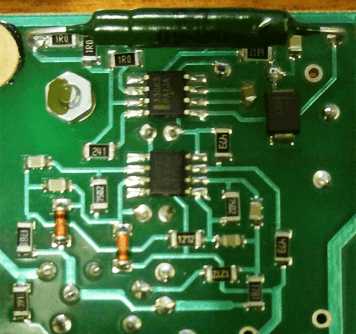
Поверхностный монтаж
Для пайки SMD компонентов желательно обзавестись термовоздушной паяльной станцией.
Подробнее о термовоздушной паяльной станции читайте здесь.
Выпаять SMD элементы с платы обычным паяльником очень сложно, а многовыводные детали вроде микросхем вообще нереально, поэтому станция пайки горячим воздухом просто необходима. Она упрощает процесс монтажа и демонтажа многовыводных планарных микросхем, миниатюрных SMD-транзисторов, резисторов и конденсаторов. Если вы занимаетесь радиоэлектроникой и планируете освоить ремонт электроники и, например, ремонт сотовых телефонов, то не сомневайтесь в том, что термовоздушная паяльная станция вам пригодиться.
Также не стоит забывать о правилах безопасности. Желательно, чтобы помещение, в котором происходит пайка, проветривалось. Старайтесь не вдыхать пары канифоли.
Не перегревайте печатную плату. Это исключить её вспучивание и расслоение. Также стоит оберегать глаза и лицо. Не редки случаи, что выводы деталей пружинят под действием сил упругости, разбрызгивая капельки жидкого припоя во все стороны. Похожая ситуация происходит и при перегреве печатной платы, когда медные дорожки отслаиваются, а жидкий припой разбрызгивается по сторонам. Старайтесь избегать таких случаев!
Правила техники безопасности рекомендуют (даже требуют), чтобы при работе с электронными приборами рядом обязательно находился человек, который окажет помощь в случае нештатной ситуации. И напоследок совет:
Лучше унция практики, чем тонны наставлений!
Главная » Радиоэлектроника для начинающих » Текущая страница
Также Вам будет интересно узнать:
go-radio.ru
Как правильно паять паяльником – правила, последовательность
Процедура пайки относится к весьма несложным операциям при соблюдении технологического процесса и наличия навыков. Данная статья расскажет, как паять правильно в домашних условиях и объяснит основы паяльных работ. Начиная от простейшей спайки жил проводов и постепенно осваивая более сложные действия, возрастет мастерство и качество выполнения соединения деталей. Как правильно паять паяльником с канифолью, кислотой, описано в технологическом процессе проведения паяльных работ, кардинально отличающейся от сварки. Помимо обычных электропаяльников, опытные мастера имеют профессиональные паяльные станции для ремонта печатных плат сложных устройств.

Технология паяльных работ
Используемые для пайки устройства бывают четырех видов: электрические, индукционные, газовые, термовоздушные. В электропаяльниках имеется нагреватель спирального или же керамического типа, газовые работают при помощи горелки, а термовоздушные используют воздушный поток. К наиболее применяемым относятся электропаяльники, которые весьма удобны в пользовании и доступны. Они подразделяются по мощности, определяющей выделение теплового потока на контактирующие детали.
Пайка электронных элементов проводится электропаяльниками мощностью до 40 Вт, а для тонкостенных деталей применяются приборы порядка 80-100 ватт. Более массивные приспособления применяются для работы с металлом, имеющем толщину стенки от 2 мм. К таким инструментам относятся паяльники молоткового типа мощностью свыше 250 Вт. На выбор электропаяльника влияет и теплопроводность обрабатываемого изделия.
Паяльный процесс использует способность расплавленного металла хорошо растекаться. Этот способ соединения делает детали неразъемными, объединенными слоем припоя после застывания горячей массы. От качества выполненной спайки контактов зависит величина электрической проводимости. Чтобы узнать, как работать паяльником, рекомендуется просмотреть соответствующее видео, а также изучив инструкции по работе с этим электроприбором.
Соединение деталей методом пайки возможно при соблюдении двух условий:
- чистота места спайки;
- соблюдение температурных условий.

Чистота места спайки
Наличие оксидной пленки на ножках радиодеталей помещает присоединению к поверхности припоя. Этот процесс происходит на атомном уровне, поэтому наличие загрязнений не обеспечит его надежное прилипание к элементам. Для предотвращения возникновения оксидной пленки используются флюсы. Для того чтобы понять, как правильно паять с канифолью или кислотой, ознакомьтесь с технологией их применения.
Соблюдение температурных условий
Перед тем как начинать пайку, необходимо определиться с выбором сплава под используемые элементы. Температура, при которой припой переходит в расплавленное состояние должна быть ниже допустимой спаиваемых деталей. Особенно это касается алюминиевых соединений, а также элементов с большой усадкой при застывании, что мешает нормальному кристаллическому формированию припойной массы.
Основные ошибки при работе с паяльником
Процесс пайки только непосвященным кажется весьма простейшим делом. Однако для него необходимы некоторые познания и определенные навыки, зависящие от опыта. Научиться правильно паять с канифолью, припоем и кислотой совсем несложно. Для этого требуется ознакомиться с технологией, основными принципами выполнения работ, стараться избегать главных ошибок. Перед тем как научиться паять паяльником, следует внимательно изучить основные приемы работы, а также некоторые нюансы. Сноровка приходит постепенно, как и качество выполняемых соединений. К типичным ошибкам, совершаемым новичками при пользовании паяльником, относятся:
- непропай;
- перегрев;
- скатывание припоя;
- химическое разрушение.
Непропай
Плохая пропайка грозит выходом из строя электрических деталей и получается по нескольким причинам. Это происходит из-за плохо нагретого жала паяльника, использования тугоплавкого сплава, перемещения контактов во время застывания массы, а также чересчур холодной поверхности спайки.
Перегрев
Данный процесс происходит при применении электропаяльника большей мощности, чем необходимо, а также высокой температуры его жала для определенного вида паяльных работ. Помимо этого, перегрев возникает при долгом воздействии нагретого паяльника на рабочую область, использования тугоплавкого припоя для соединения элементов с низкотемпературной устойчивостью. Это приводит к термическому разрушению соединительных проводов, деталей, изменению их характеристик.
Скатывание припоя
Процесс скатывания получается из-за плохой очистки соединяемых элементов. Имеющийся на них окислительный слой не позволяет сплаву хорошо растечься и попасть в маленькие щели. Кроме того, это происходит при плохой обработке соединений флюсом, а также несоответствия его марки спаиваемому металлу. Скатывание приводит к плохому контакту, возможному механическому повреждению при малейшем внешнем воздействии.
Химическое разрушение
Происходит химическое разрушение при неправильном выборе флюса, который не соответствует типу соединяемых электрической пайкой элементов. Кроме того, оно может возникнуть, если не выполнить промывку мест соединений по окончании рабочего процесса. Это грозит коррозией, а также разрушением металлического проводника.
Данная информация позволит понять, как научиться правильно паять электрические соединения для обеспечения надежного контакта.
Подготовительный процесс
На этом этапе проводится подготовка электропаяльника и соединяемых изделий. Для определения, что нужно для пайки деталей паяльником, необходимо иметь дома минимальный набор компонентов. Он состоит из электропаяльника, флюсов под различные материалы, припоя, вспомогательных инструментов. Новый электропаяльник может дымить при первоначальном включении в электросеть. Это вполне нормально – так выгорают консервирующие масла на его жале.
Наконечники могут иметь различную форму, подходящую под разнообразные виды пайки. Новое жало подвергается лужению для защиты от износа, а также окисления. Для этого нагретый наконечник погружается в канифоль, на нем расплавляется металл, после чего растирается о деревянный брусок. В результате такой процедуры жало должно полностью покрыться сплавом. В процессе пайки флюс постепенно разъедает медный наконечник, что требует его периодической заточки и повторения процедуры лужения.
Перед тем как паяльником паять с канифолью и оловом выполняется подготовка места. Используемые для электрической пайки детали очищаются от загрязнений, проводится их обезжиривание. Для этого используются разнообразные растворители на основе ацетона, бензина и прочих жидкостей, удаляется механическим способом ржавчина. Это необходимо для быстрого снятия окислительной пленки с соединяемых поверхностей.
Лужение или обработка флюсом
Выполнение лужения подразумевает покрытие соединяемой поверхности изделий тончайшим слоем припоя. Данная процедура используется на подготовительном процессе, а также промежуточном и завершающем. Использование подготовительной процедуры значительно облегчает финальное соединение элементов, так как уже облуженные детали легко спаиваются.
Лужение концов проводов различного диаметра относится к самым распространенным паяльным операциям. На очищенную от изоляции жилу наносится флюс, после чего по ее поверхности проводится жало с припоем. Расплавленный металл легко переходит на жилу и завершается процедура лужения. Для улучшения процедуры рекомендуется проводить механическую зачистку поверхности жил проводов и кабелей. Радиодетали не требуют этой предварительной процедуры и с легкостью припаиваются на платах.
Для различных соединяемых металлов используются свои флюсы. Они предназначены именно для работы с определенными материалами. Флюсы для электрической пайки алюминия подходят и для изделий из стали нержавеющего типа. При этом необходимо обязательно очищать поверхность изделий от их остатков по окончании пайки во избежание коррозии.

Техника пайки
Выполнение работы при помощи паяльника выполняется сливом припоя с наконечника на деталь и непосредственной его подачей на площадку припаиваемого элемента. Вне зависимости от метода пайки проводится подготовка детали, установка и закрепление ее в рабочем положении. После этого проводится смачивание флюсом места обработки и разогрев электропаяльника. Как паять паяльником с канифолью подскажет видео с подробной демонстрацией процесса.
При сливе припоя с жала оно прижимается с припаиваемым элементом. Флюс закипает и постепенно испаряется, позволяя расплавленному металлу плавно перейти с наконечника на место соединения. Проводя поступательные движения жалом вдоль соединяемого места, проводится распределение металла по площади соединения и правится обрабатываемый участок.
Подача сплава на место спайки предусматривает предварительный нагрев элементов до нужной температуры соединения. После этого паяльником подается расплавленный металл встык между наконечником и деталью. Этот метод работы более подходит для крупных деталей.
После использования разнообразных кислотных флюсов требуется обязательная их смывка для обеспечения защиты соединения от коррозии.
Типы припоев
Для пайки электропаяльниками применяются припои низкотемпературные марки ПОС. Эти оловянно-свинцовые материалы имеют вид металлических прутков. Согласно ГОСТ эти твердые сплавы имеют различное содержание олова в своем составе. В зависимости от этого выполняется их маркировка (ПОС-61, ПОС-40, ПОС-30). Помимо них, выпускаются бессвинцовые и прочие составы для пайки нетоксичного типа. Они имеют более высокую температуру плавления и обеспечивают высокую твердость соединения.
Некоторые сплавы имеют низкую температуру растекания и применяются для радиоэлементов и микросхем многочисленных плат, особо чувствительных к перегреву. К активно используемым относятся и оловянно-серебряные составы типа ПСр, а также олово в чистом виде. Для многочисленных спаиваемых деталей существуют таблицы с применяемыми для их соединения компонентами.

Температура пайки
От температуры нагрева наконечника электропаяльника напрямую зависит качество спаиваемых элементов. Недостаточный прогрев не позволит металлу растечься по поверхности даже при использовании флюса. Такое соединение будет иметь рыхлую структуру и невысокую прочность.
Температура жала должна на 40 °С превышать температурное значение пайки, а для спаиваемых деталей этот показатель обязан находиться в пределах 40-80 °С. При этом паяльный наконечник нагревается на 60-120 °С выше значения плавления припоя. На станциях паяльного типа необходимая температура устанавливается специальным регулятором.
Для визуального определения нужного нагрева индикатором служит канифоль. Она должна выделять пар и вскипать, оставаясь на жале в виде небольших кипящих капель.
Меры безопасности
В процессе электрической пайки выделяются едкие газы, опасные для здоровья, поэтому работы следует проводить в хорошо проветриваемом помещении. Помимо этого, технологический процесс сопровождается периодическими брызгами расплавленного металла, флюса. Используйте специальные очки для защиты глаз. Учтите, что сетевые электропаяльники требуют соблюдения особых мер предосторожности, так как имеют открытые металлические части. Особое внимание уделяйте состоянию изоляции питающего электропровода. Следите, чтобы он не попадал на раскаленные детали электропаяльника, что может привести к возникновению электрического замыкания и пожару.
oxmetall.ru
Как научиться паять с нуля?
Пошаговое освоение навыков пайки
Перед теми, кто совсем недавно начал своё знакомство с электроникой встаёт на первый взгляд простая задача – научиться правильно паять.
Казалось бы, всё просто – взял паяльник, припой, канифоль, и можно начинать собирать какое-нибудь интересное устройство. Но, чтобы собрать электронную самоделку, нужно обладать навыками качественной и надёжной пайки.
Работоспособность любого электронного устройства в первую очередь зависит от надёжности электрических соединений и паянных в том числе. Навыки качественной пайки приходят с опытом. Поэтому необходима тренировка. С чего же начать?
Чтобы научиться паять, в первую очередь необходимо ознакомиться с теорией. Это потребует немного времени сейчас и сбережёт его в будущем. Вот что потребуется знать, для того, чтобы приступить к освоению навыков пайки.
Минимальный набор для пайки: паяльник, припой, канифоль, подставка для паяльника. Подробнее…
Подготовка паяльника к работе. Советы и рекомендации по уходу за паяльным инструментом. Подробнее…
Припои. Свойства и характеристики оловянно — свинцовых припоев. Подробнее…
В последнее время на прилавках радиомагазинов появился бессвинцовой припой (Lead free). Его активно применяют при сборке бытовой радиоаппаратуры. Припой без свинца отличается своими свойствам от широко распространённого оловянно-свинцового. О бессвинцовых припоях читайте .
После лёгкого прочтения теории, можно смело приступать к пайке. Для тренировки навыков можно спаять куб. Сперва может показаться, что это дело простое, но на самом деле это не так.
Куб, спаянный из медного провода
Берём медную проволоку сечением около 1 миллиметра. Если провод лакированный, то предварительно нужно удалить изоляцию. Делать это лучше с помощью перочинного ножа и мелкой наждачной бумаги. Поверхность проволоки нужно тщательно зачистить, чтобы остатки лакового покрытия не мешали лужению проводника. Даже небольшие участки лаковой изоляции, случайно оставшиеся после зачистки, будут препятствовать дальнейшему лужению. Далее залуживаем медную проволоку. О лужении провода можно прочесть .
Паяем куб
В процессе лужения можно использовать жидкий флюс, например, ЛТИ-120. Продаётся в магазине радиотоваров в тюбиках. Может комплектоваться кисточкой или диспенсером (типа, как пипетка для нанесения флюса капелькой).
ЛТИ — 120
Жидкий флюс быстро высыхает. Поэтому некоторые слегка подсушивают его для придания более густой консистенции.
Для облегчения процесса спайки двух проводников под необходимым углом можно воспользоваться “третьей рукой”. Третья рука весьма полезное приспособление. Оно поможет сберечь пальцы рук от случайных ожогов, которые можно получить придерживая детали или проводники пальцами.
Третья рука
Если не удаётся купить такой девайс, то что-то подобное можно собрать, используя зажимы типа “крокодил” и несколько металлических деталей.
Выпаивание радиодеталей.
Потренироваться в выпаивании радиодеталей можно на печатных платах от неисправной аппаратуры. Для этих целей подойдёт старый ненужный телевизор, например, типа 3УСЦТ. Таких телевизоров было наштамповано огромное количество в советское время. На печатных платах таких телевизоров все радиодетали смонтированы методом монтажа в отверстия — THT (от англ. –Through Hole Technology).
В подавляющем большинстве современной радиоаппаратуры применяется монтаж SMT или смешанный (SMT + THT). Демонтаж радиоэлементов с печатных плат, собранных методом SMT осложняется тем, что SMD элементы (конденсаторы, диоды, резисторы) имеют очень малые размеры и для их выпаивания требуется специальное оборудование. Поэтому практиковаться в выпаивании всевозможных радиодеталей с печатных плат легче начинать с плат, выполненных методом монтажа в отверстия.
Если особых трудностей с выпаиванием обычных радиодеталей не возникло, можно приступить к тренировке навыков пайки элементов SMD. В современной электронике монтаж радиодеталей на поверхность очень популярен и эта тенденция будет сохраняться – детали будут всё мельче и мельче.
Поверхностный монтаж
Для пайки SMD компонентов желательно обзавестись термовоздушной паяльной станцией.
Подробнее о термовоздушной паяльной станции читайте .
Выпаять SMD элементы с платы обычным паяльником очень сложно, а многовыводные детали вроде микросхем вообще нереально, поэтому станция пайки горячим воздухом просто необходима. Она упрощает процесс монтажа и демонтажа многовыводных планарных микросхем, миниатюрных SMD-транзисторов, резисторов и конденсаторов. Если вы занимаетесь радиоэлектроникой и планируете освоить ремонт электроники и, например, ремонт сотовых телефонов, то не сомневайтесь в том, что термовоздушная паяльная станция вам пригодиться.
Также не стоит забывать о правилах безопасности. Желательно, чтобы помещение, в котором происходит пайка, проветривалось. Старайтесь не вдыхать пары канифоли.
Не перегревайте печатную плату. Это исключить её вспучивание и расслоение. Также стоит оберегать глаза и лицо. Не редки случаи, что выводы деталей пружинят под действием сил упругости, разбрызгивая капельки жидкого припоя во все стороны. Похожая ситуация происходит и при перегреве печатной платы, когда медные дорожки отслаиваются, а жидкий припой разбрызгивается по сторонам. Старайтесь избегать таких случаев!
Правила техники безопасности рекомендуют (даже требуют), чтобы при работе с электронными приборами рядом обязательно находился человек, который окажет помощь в случае нештатной ситуации. И напоследок совет:
Лучше унция практики, чем тонны наставлений!
Главная » Радиоэлектроника для начинающих » Текущая страница
Также Вам будет интересно узнать:
«Мультирозетка». Собираем многофункциональную розетку.
Резистор. Параметры резисторов.
Один из наиболее надежных способов соединения проводов и деталей — пайка. Как правильно паять паяльником, как подготовить паяльник к работе, как получить надежное соединение — обо всем этом дальше.
Подготовка паяльника к работе
В быту используются «обычные» электрические паяльники. Есть, работающие от 220 В, есть — от 380 В, есть — от 12 В. Последние отличаются небольшой мощностью. Используются, в основном, на предприятиях в помещениях с повышенной опасностью. Можно их применять и в бытовых целях, но нагрев их происходит медленно, да и мощность маловата…

Выбрать надо тот, Который удобно «лежит» в руке
Выбор мощности
Мощность паяльника выбирается в зависимости от характера работы:
В домашнем хозяйстве достаточно иметь два паяльника — один маломощный — 40-60 Вт, и один «средний» — около 100 Вт. С их помощью можно будет покрыть около 85-95% потребностей. А пайку толстостенных деталей все равно лучше доверить профессионалу — тут нужен специфический опыт.
Подготовка к работе
Когда паяльник включается в сеть первый раз, часто он начинает дымить. Это выгорают смазочные материалы, которые были использованы в процессе производства. Когда дым перестает выделяться, паяльник выключают, ждут пока он остынет. Дальше надо заточить жало.

Сначала надо выжечь смазку
Заточка жала
Далее надо подготовить к работе жало. Это цилиндрический стержень, сделанный из медного сплава. Фиксируется при помощи прижимного винта, который находится в самом конце термокамеры. В более дорогих моделях жало может быть слегка заточено, но, в основном, заточки нет.

Как подготовить паяльник к работе
Изменять будем самый кончик жала. Использовать можно молоток (сплющивать медь как вам нужно), напильник или наждак (просто стачивать ненужное). Форму жала выбирают в зависимости от предполагаемого типа работ. Его можно:
- Сплющить в виде лопатки (как у отвертки) или сделать плоской с одной стороны (угловая заточка). Этот тип заточки нужен, если паяться будут массивные детали. Такая заточка увеличивает плоскость соприкосновения, улучшает передачу тепла.
- Сточить край жала в острый конус (пирамидку) можно, если предполагается работа с мелкими деталями (тонкие провода, электродетали). Так проще контролировать степень нагрева.
- Тот же конус, но не такой острый подойдет для работы с проводниками большего диаметра.
Более универсальным считается заточка «лопаткой». Если ее сформировать при помощи молотка, медь уплотняется, корректировать наконечник надо будет реже. Ширину «лопатки» можно делать больше или меньше, подрабатывая ее по сторонам напильником или наждаком. С этим типом заточки работать можно с тонкими и средними паяемыми деталями (поворачивать жало в нужное положение).
Лужение паяльника
Если жало паяльника не имеет защитного покрытия, его необходимо залудить — покрыть тонким слоем олова. Это защитит его от коррозии и быстрого износа. Делают это при первом же включении инструмента, когда дым перестал выделяться.
Первый способ лужения жала паяльника:
- довести до рабоче температуры;
- прикоснуться к канифоли;
- расплавить припой и растереть его вдоль всего жала (можно деревянной щепкой).
Второй способ. Смочить тряпку раствором хлористого цинка, нагретое жало потереть о тряпку. Расплавить припой и куском поваренной каменной соли растереть его по всей поверхности жала. В любом случае медь должна покрыться тонким слоем олова.
Технология пайки паяльником
Практически все сейчас пользуются электрическими паяльниками. Те, у кого работа связна с пайкой, предпочитают иметь паяльную станцию, «любители» предпочитают обходиться обходиться обычными паяльниками без регуляторов. Иметь несколько паяльников разной мощности достаточно для работ разного типа.
Чтобы разобраться как правильно паять паяльником, надо хорошо представлять себе процесс в общем, затем углубляться в нюансы. Потому начнем с краткого описания последовательности действий.
Пайка подразумевает последовательность повторяющихся действий. Говорить будем о пайке проводов или радиотехнических деталей. Именно с ними приходится встречаться в хозяйстве чаще. Действия такие:
На этом пайка закончена. Надо остудить припой и проверить качество соединения. Если все сделано правильно, место пайки имеет яркий блеск. Если припой выглядит тусклым и пористым — это признак недостаточной температуры во время пайки. Сама пайка называется «холодной» и не дает требуемого электрического контакта. Она легко разрушается — достаточно потянуть провода в разные стороны или даже подковырнуть чем-то. Еще место пайки может быть обугленным — это признак обратной ошибки — слишком высокой температуры. В случае с проводами она часто сопровождается оплавлением изоляции. Тем не менее, электрические параметры бывают нормальными. Но, если паяются проводники при устройстве проводки, лучше переделать.
Подготовка к пайке
Сначала поговорим о том, как правильно паять паяльником провода. Для начала надо удалить изоляцию. Длина оголяемого участка может быть разной — если паять собираетесь проводку — силовые провода, оголяют 10-15 см. Если припаять надо малоточные проводники (те же наушники, например), длина оголяемого участка небольшая — 7-10 мм.

Зачищаем от изоляции
После снятия изоляции необходимо провода осмотреть. Если есть на них лак или оксидная пленка, ее надо удалить. У свежезачищенных проводов оксидной пленки обычно не бывает, а лак иногда присутствует (медь имеет не рыжий цвет, а коричневатый). Оксидную пленку и лак можно удалить несколькими способами:
- Механически. Использовать наждачную бумагу с мелким зерном. Ею обрабатывают оголенную часть провода. Так можно сделать с одножильными проводами довольно большого диаметра. Обрабатывать наждачной бумагой тонкие проводки неудобно. Многожильные так вообще можно оборвать.
- Химический способ. Оксиды хорошо растворяются спиртом, растворителями. Лаковое защитное покрытие снимается при помощи ацетилсалициловой кислоты (обычный аптечный аспирин). Провод кладут на таблетку, прогревают паяльником. Кислота разъедает лак.
В случае с лакированными (эмалированными) проводами можно обойтись без зачистки — нужно использовать специальный флюс, который так и называется «Флюс для пайки эмалированных проводов». Он сам разрушает защитное покрытие во время пайки. Только чтобы впоследствии он не начал разрушать проводники, его после окончания пайки его надо удалить (влажной тряпкой, губкой).

Как перед пайкой очистить проводники от лакового покрытия
Если припаять надо провод к какой-то металлической поверхности (например, провод заземления к контуру), процесс подготовки мало чем меняется. Площадку, к которой будет припаиваться провод, надо зачистить до чистого металла. Сначала механически удаляются все загрязнения (включая краску, ржавчину и т.д.), после чего при помощи спирта или растворителя поверхность обезжиривается. Далее можно паять.
Обработка флюсом или лужение
При пайке главное — обеспечить хороший контакт спаиваемых деталей. Для этого перед началом пайки соединяемые детали надо залудить или обработать флюсом. Эти оба процесса взаимозаменяемы. Их основное назначение — улучшить качество соединения, облегчить сам процесс.

Процесс пайки начинается с лужения проводов
Лужение
Для обработки проводов потребуется хорошо разогретый паяльник, кусок канифоли, небольшое количество припоя.
Берем зачищенный провод, укладываем его на канифоль, прогреваем паяльником. Прогревая, поворачиваем проводник. Когда провод окажется весь в расплавленной канифоли, на жало паяльника набираем немного припоя (просто прикасаемся жалом). Затем вынимаем провод из канифоли и кончиком жала проводим по оголенному проводнику.
Лужение проводов — обязательный этап при пайке
При этом припой тончайшей пленкой покрывает металл. Если это медь, из желтой, она становится серебристой. Провод тоже надо немного поворачивать, а жало двигать вверх/вниз. Если проводник хорошо подготовлен, он полностью становится серебристым, без пропусков и желтых дорожек.
Обработка флюсом
Тут все и проще, и сложнее. Проще в том смысле, что нужен только состав и кисточка. Кисточку обмакиваем в флюс, наносим тонким слоем состав на место пайки. Все. В этом простота.
Сложность в выборе флюса. Есть много разновидностей этого состава и под каждый вид работы надо подбирать свой. Так как сейчас говорим о том, как правильно паять паяльником провода или электронные компоненты (платы), то приведем несколько примеров хороших флюсов для этого типа работ:
Для пайки электронных компонентов (печатных плат) не используйте активные (кислотные) флюсы. Лучше — на водной или спиртовой основе. Кислотные же имеют хорошую электропроводность, что может нарушить работу устройства. Также они очень химически активны и могут вызвать разрушение изоляции,коррозию металлов. Благодаря своей активности они очень хорошо подготавливают к пайке металлы, потому их используют, если надо припаять провод к металлу (обрабатывают саму площадку). Наиболее распространенный представитель — «Паяльная кислота».
Внесение припоя
Когда место пайки достаточно разогрето, можно добавлять припой. Его вносят двумя способами — расплавленное, в виде капли на жале паяльника или в твердом виде (проволоку припоя) непосредственно в зону пайки. Первый метод используется если область пайки небольшая, второй — при значительных площадях.
В случае, если надо внести небольшое количество припоя, его касаются жалом паяльника. Припоя достаточно, если жало стало белым, а не желтым. Если повисла капля — это перебор, ее надо удалить. Можно стукнуть пару раз по краю подставки. Потом сразу возвращаются в зону пайки, проводя жалом вдоль места пайки.
Как правильно паять паяльником: второй способ внесения припоя
Во втором случае проволоку припоя вводим непосредственно в зону пайки. Нагревшись, он начинает плавиться, растекаясь и заполняя пустоты между проводами, занимая место испаряющегося флюса или канифоли. В этом случае надо вовремя убрать припой — его переизбыток тоже не очень хорошо влияет на качество пайки. В случае с пайкой проводов это не так критично, а вот при пайке электронных элементов на платах очень важно.
Как правильно паять паяльником: несколько советов
Чтобы пайка была качественной, необходимо все делать тщательно: зачищать провода, прогреть место пайки. Но перегрев тоже нежелателен, как и слишком большое количество припоя. Вот тут нужна мера и опыт, а набраться его можно повторяя все действия некоторое количество раз.
Приспособление для более удобной пайки — третья рука
Как научиться паять паяльником
Для начала возьмите несколько кусков одножильного провода небольшого диаметра (можно — монтажные провода, те, которые используются в связи и т.п.) — с ними работать проще. Нарежьте их на небольшие кусочки и на них тренируйтесь. Сначала старайтесь спаять два провода. Кстати, после лужения или обработки флюсом их лучше скрутить между собой. Так увеличиться площадь контакта и проще будет удерживать провода на месте.
Когда пайка несколько раз получится надежной, можно увеличить количество проводков. Их тоже надо будет скручивать, но уже применять придется пассатижи (две проволоки можно скручивать руками).
Нормальная пайка означает:
После того, как освоена пайка нескольких проводов (трех…пяти), можно попробовать многожильные провода. Сложность состоит в зачистке и лужении. Зачищать получится только химическим методом, а лудить, предварительно скрутив провода. Затем залуженные проводники можно попытаться скрутить, но это довольно сложно. Придется их удерживать при помощи пинцета.
Когда и это освоено, можно тренироваться на проводах большего сечения — 1,5 мм или 2,5 мм. Это те провода, которые применяют при прокладке проводки в квартире или доме. Вот на них и можно тренироваться. Все тоже, но работать с ними сложнее.
После завершения пайки
Если обрабатывали провода кислотными флюсами, после остывания припоя, его остатки надо смыть. Для этого используют влажную тряпку или губку. Их смачивают в растворе моющего средства или мыла, после — удаляют влагу, просушивают.
О том, как правильно паять паяльником вы знаете, теперь надо приобретать практические навыки.
Читайте также:
- Что такое ГБЦ
Как устроена головка блока цилиндровКорпус ГБЦ (картер) получают методом литья и последующей металлообработки (фрезерование, сверление).…
- Импичмент
История Понятие возникло в Англии в XIV веке как орудие борьбы против произвола королевских фаворитов:…
le-protestant.ru
Как научиться паять паяльником с нуля
Пошаговое освоение навыков пайки
Перед теми, кто совсем недавно начал своё знакомство с электроникой встаёт на первый взгляд простая задача – научиться правильно паять.
Казалось бы, всё просто – взял паяльник, припой, канифоль, и можно начинать собирать какое-нибудь интересное устройство. Но, чтобы собрать электронную самоделку, нужно обладать навыками качественной и надёжной пайки.
Работоспособность любого электронного устройства в первую очередь зависит от надёжности электрических соединений и паянных в том числе. Навыки качественной пайки приходят с опытом. Поэтому необходима тренировка. С чего же начать?
Чтобы научиться паять, в первую очередь необходимо ознакомиться с теорией. Это потребует немного времени сейчас и сбережёт его в будущем. Вот что потребуется знать, для того, чтобы приступить к освоению навыков пайки.
Минимальный набор для пайки: паяльник, припой, канифоль, подставка для паяльника. Подробнее…
Подготовка паяльника к работе. Советы и рекомендации по уходу за паяльным инструментом. Подробнее…
Припои. Свойства и характеристики оловянно — свинцовых припоев. Подробнее…
В последнее время на прилавках радиомагазинов появился бессвинцовой припой (Lead free). Его активно применяют при сборке бытовой радиоаппаратуры. Припой без свинца отличается своими свойствам от широко распространённого оловянно-свинцового. О бессвинцовых припоях читайте здесь.
Также в процессе пайки и сборки потребуется монтажный инструмент. Подробнее…
После лёгкого прочтения теории, можно смело приступать к пайке. Для тренировки навыков можно спаять куб. Сперва может показаться, что это дело простое, но на самом деле это не так.

Куб, спаянный из медного провода
Берём медную проволоку сечением около 1 миллиметра. Если провод лакированный, то предварительно нужно удалить изоляцию. Делать это лучше с помощью перочинного ножа и мелкой наждачной бумаги. Поверхность проволоки нужно тщательно зачистить, чтобы остатки лакового покрытия не мешали лужению проводника. Даже небольшие участки лаковой изоляции, случайно оставшиеся после зачистки, будут препятствовать дальнейшему лужению. Далее залуживаем медную проволоку. О лужении провода можно прочесть здесь.

Паяем куб
В процессе лужения можно использовать жидкий флюс, например, ЛТИ-120. Продаётся в магазине радиотоваров в тюбиках. Может комплектоваться кисточкой или диспенсером (типа, как пипетка для нанесения флюса капелькой).

ЛТИ — 120
Жидкий флюс быстро высыхает. Поэтому некоторые слегка подсушивают его для придания более густой консистенции.
Для облегчения процесса спайки двух проводников под необходимым углом можно воспользоваться “третьей рукой”. Третья рука весьма полезное приспособление. Оно поможет сберечь пальцы рук от случайных ожогов, которые можно получить придерживая детали или проводники пальцами.

Третья рука
Если не удаётся купить такой девайс, то что-то подобное можно собрать, используя зажимы типа “крокодил” и несколько металлических деталей.
Выпаивание радиодеталей.
Потренироваться в выпаивании радиодеталей можно на печатных платах от неисправной аппаратуры. Для этих целей подойдёт старый ненужный телевизор, например, типа 3УСЦТ. Таких телевизоров было наштамповано огромное количество в советское время. На печатных платах таких телевизоров все радиодетали смонтированы методом монтажа в отверстия — THT (от англ. –Through Hole Technology).
В подавляющем большинстве современной радиоаппаратуры применяется монтаж SMT или смешанный (SMT + THT). Демонтаж радиоэлементов с печатных плат, собранных методом SMT осложняется тем, что SMD элементы (конденсаторы, диоды, резисторы) имеют очень малые размеры и для их выпаивания требуется специальное оборудование. Поэтому практиковаться в выпаивании всевозможных радиодеталей с печатных плат легче начинать с плат, выполненных методом монтажа в отверстия.
Если особых трудностей с выпаиванием обычных радиодеталей не возникло, можно приступить к тренировке навыков пайки элементов SMD. В современной электронике монтаж радиодеталей на поверхность очень популярен и эта тенденция будет сохраняться – детали будут всё мельче и мельче.
Поверхностный монтаж
Для пайки SMD компонентов желательно обзавестись термовоздушной паяльной станцией.
Подробнее о термовоздушной паяльной станции читайте здесь.
Выпаять SMD элементы с платы обычным паяльником очень сложно, а многовыводные детали вроде микросхем вообще нереально, поэтому станция пайки горячим воздухом просто необходима. Она упрощает процесс монтажа и демонтажа многовыводных планарных микросхем, миниатюрных SMD-транзисторов, резисторов и конденсаторов. Если вы занимаетесь радиоэлектроникой и планируете освоить ремонт электроники и, например, ремонт сотовых телефонов, то не сомневайтесь в том, что термовоздушная паяльная станция вам пригодиться.
Также не стоит забывать о правилах безопасности. Желательно, чтобы помещение, в котором происходит пайка, проветривалось. Старайтесь не вдыхать пары канифоли.
Не перегревайте печатную плату. Это исключить её вспучивание и расслоение. Также стоит оберегать глаза и лицо. Не редки случаи, что выводы деталей пружинят под действием сил упругости, разбрызгивая капельки жидкого припоя во все стороны. Похожая ситуация происходит и при перегреве печатной платы, когда медные дорожки отслаиваются, а жидкий припой разбрызгивается по сторонам. Старайтесь избегать таких случаев!
Правила техники безопасности рекомендуют (даже требуют), чтобы при работе с электронными приборами рядом обязательно находился человек, который окажет помощь в случае нештатной ситуации. И напоследок совет:
Лучше унция практики, чем тонны наставлений!
Всем здоровья! Как и обещал, продолжаю публиковать материал по процессам пайки. Заинтересовался иностранными обучающими материалами по пайке и наткнулся на инструкцию как паять от американской энциклопедии wikiHow . Попробую адаптировать в вольном переводе их статью для простого русского народа – для тех людей, которые хотят сами в домашних условиях научиться как паять.
Сегодня мы узнаем, какое оборудование необходимо для пайки и как паять на самом деле правильно простые выводные радиоэлементы.
Приобретите необходимые инструменты для пайки
Используйте паяльник с контролем температуры
Для правильной пайки электронных компонентов и печатных плат нужно приобрести паяльник с электростатической защитой, регулировкой температуры жала и высокой мощностью нагревательного элемента. Это позволит паять длительное время без сильного нагара и хорошо подходит для радиолюбительской и профессиональной практики. Простые паяльники без регулировки требуют некоторых навыков для исключения перегрева паяемых компонентов.
Для небольших радиокомпонентов и тонких проводов нужно использовать паяльник с мощностью до 25 Ватт. Для радиаторов, трансформаторов и толстых проводов берите 100 ваттный паяльник, не меньше.
Если паяльник позволяет, используйте регулировку температуры, чтобы настроить оптимальную температуру жала, при которой припой плавится достаточно быстро, но не перегревается.
Используйте припой в катушках нужного состава
 Самый распространенный припой состоит на 60 % из олова и на 40 % из свинца и обозначается 60/40. Этот припой рекомендуется новичкам в пайке, но требует хорошей вентиляции или защиты органов дыхания от паров свинца, способного накапливаться в организме. Так что проветриваем тщательнее, товарищи.
Самый распространенный припой состоит на 60 % из олова и на 40 % из свинца и обозначается 60/40. Этот припой рекомендуется новичкам в пайке, но требует хорошей вентиляции или защиты органов дыхания от паров свинца, способного накапливаться в организме. Так что проветриваем тщательнее, товарищи.
Все большую популярность набирают безсвинцовые припои , у которых температура плавления выше и для их пайки требуются специальные флюсы. Такие припои состоят на 96,5 % из олова и на 3,5 % из серебра. Наличие серебра уменьшает омическое сопротивление паяного контакта, что хорошо сказывается на надежности электроники.
Используйте припой с флюсом внутри
 Часто в середину проволоки припоя добавляется флюс – такой трубчатый припой обладает лучшей паяемостью и облегчает процесс пайки благодаря удалению окислов изнутри паяного соединения. Внутри трубчатого припоя часто используют следующие наполнители:
Часто в середину проволоки припоя добавляется флюс – такой трубчатый припой обладает лучшей паяемостью и облегчает процесс пайки благодаря удалению окислов изнутри паяного соединения. Внутри трубчатого припоя часто используют следующие наполнители:
— канифоль сама по себе является нейтральным флюсом, хорошо смачивает поверхность припоя, но оставляет коричневый липкий остаток, который, впрочем, может быть удален с помощью изопропилового или этилового спирта и даже растворителем. Существуют различные канифольные флюсы, но чаще всего используются с обозначением RMA – умеренно активированная канифоль.
— безотмывочный флюс обычно не оставляет сильного остатка, который может вызвать коррозию металлов или создать утечку тока из-за проводимости. Этот флюс изобретен для снижения временных затрат на отмывку после пайки.
— водорастворимый флюс обычно является активным на основе кислот, остаток которых может быть смыт с платы водой. Иначе эти остатки флюса вызывают коррозию металла, что приводит к повреждению платы и электронных компонентов.
Используйте компоненты, совместимые с платой
 Для начинающих рекомендуется использовать выводные электронные компоненты, которые вставляются в отверстия в печатной плате. Эти отверстия в идеале должны быть металлизированы, чтобы надежно соединять верхний и нижний слой платы. Правильная пайка других электронных компонентов, проводов и разъемов отличается применением других приемов пайки, но общий принцип остается тем же.
Для начинающих рекомендуется использовать выводные электронные компоненты, которые вставляются в отверстия в печатной плате. Эти отверстия в идеале должны быть металлизированы, чтобы надежно соединять верхний и нижний слой платы. Правильная пайка других электронных компонентов, проводов и разъемов отличается применением других приемов пайки, но общий принцип остается тем же.
Используйте специальные инструменты для удержания компонентов
 Даже выводные радиодетали достаточно малы для мощных пальцев радиолюбителя. Так что лучше иметь под рукой клещи, узкогубцы и пинцет , чтобы во время обучения пайке не обжечься и надежно фиксировать детали инструментом.
Даже выводные радиодетали достаточно малы для мощных пальцев радиолюбителя. Так что лучше иметь под рукой клещи, узкогубцы и пинцет , чтобы во время обучения пайке не обжечься и надежно фиксировать детали инструментом.
Как паять радиоэлектронные детали
Подготовьте электронные компоненты для пайки
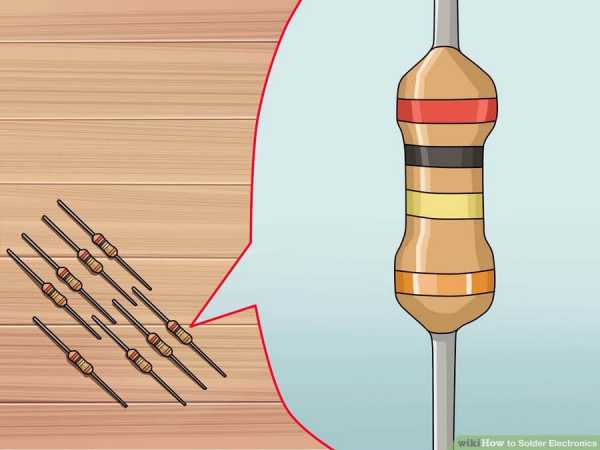 Выберите подходящие по размерам детали, проверив их тип и назначение. С помощью справочников по цветовой маркировке, проверьте сопротивление резисторов . Заранее изогните ножки компонентов под расположение отверстий, соблюдая рекомендуемые радиусы изгиба.
Выберите подходящие по размерам детали, проверив их тип и назначение. С помощью справочников по цветовой маркировке, проверьте сопротивление резисторов . Заранее изогните ножки компонентов под расположение отверстий, соблюдая рекомендуемые радиусы изгиба.
Соблюдайте технику безопасности при пайке
 Всегда учитесь паять в хорошо проветриваемом помещении и защищайте глаза и органы дыхания с помощью средств защиты. Используйте подставку под паяльник , когда не заняты пайкой. Если паяльник включен, то жало может прожечь что-либо на рабочем столе.
Всегда учитесь паять в хорошо проветриваемом помещении и защищайте глаза и органы дыхания с помощью средств защиты. Используйте подставку под паяльник , когда не заняты пайкой. Если паяльник включен, то жало может прожечь что-либо на рабочем столе.
Правильное расстояние от лица до паяльника должно быть не меньше 7-12 дюймов (18 — 30 см). При этом брызги кипящего флюса или капли припоя Вам не повредили.
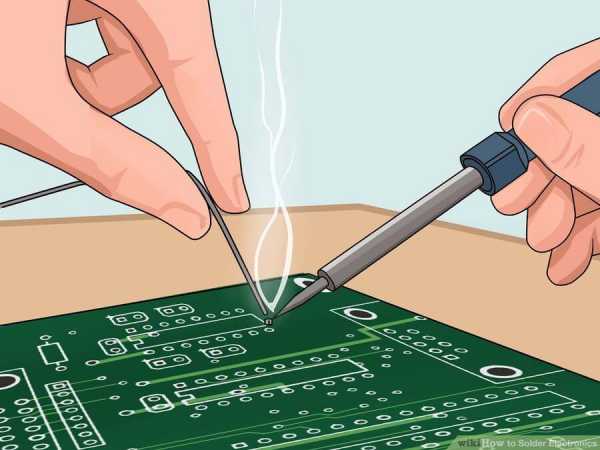
Перед пайкой залудите жало
 Поднесите горячее жало паяльника к припою и наплавьте его на конец жала. Такое лужение жала помогает ускорить процесс пайки благодаря заранее подогретому припою.
Поднесите горячее жало паяльника к припою и наплавьте его на конец жала. Такое лужение жала помогает ускорить процесс пайки благодаря заранее подогретому припою.
Аккуратно поднесите жало с каплей припоя на конце к месту соединения деталей с печатной платой. Жало должно прежде всего коснуться вывода радиодетали, а затем уже контактной площадки платы.
Разогретое жало не должно касаться диэлектрической подложки печатной платы, чтобы не повредить ее высокой температурой.
Дайте перетечь припою с жала на паяемые контакты 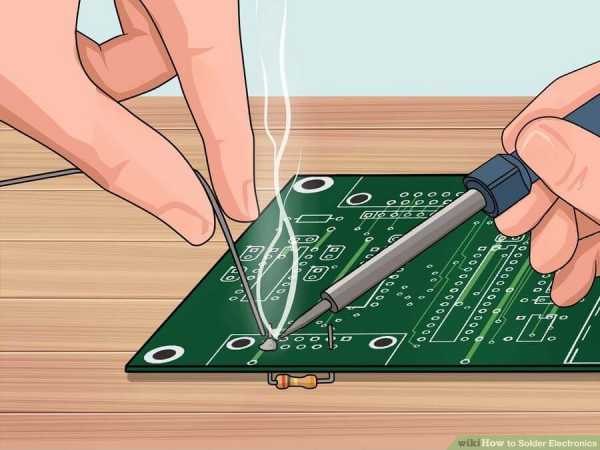
Флюс для пайки при нагревании жалом испаряется буквально за секунду. За это время нужно успеть залудить контакты паяемых поверхностей и дать перетечь припою на них. При пайке контакты должны успеть правильно прогреться, чтобы припой на них лег качественно. Расплавленный припой должен хорошо прилипать к паяемым контактам за счет поверхностного натяжения. Такой свойство называется хорошей смачиваемостью поверхностей.
Если припой не плавится и не липнет к поверхности металлов, то значит они не прогрелись или не были хорошо очищены от окислов и жиров с помощью флюса.
Уберите паяльник при заполнении припоем области пайки
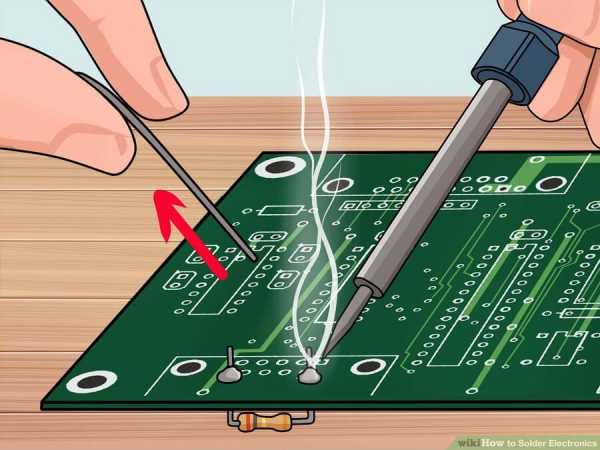 Обычно хватает пары капель припоя, чтобы качественно заполнить область между паяемыми контактами. Хотя могут быть разные ситуации. Правильное количество припоя определяется следующими факторами:
Обычно хватает пары капель припоя, чтобы качественно заполнить область между паяемыми контактами. Хотя могут быть разные ситуации. Правильное количество припоя определяется следующими факторами:
— на платах с поверхностным монтажом достаточное количество припоя определяется наличием однородной вогнутой поверхности вокруг паяных контактов;
— на платах с отверстиями хватит подавать припой, если увидите равномерную плоскость шва между контактами;
— чрезмерное количество припоя при пайке изделия будет видно по выпуклой форме шва;
— малое количество припоя образует рваный и сильно вогнутый шов.
Секреты хорошей пайки
Двигайтесь энергично
К сожалению, при перегреве легко повредить компоненты или печатную плату. Самое главное правило в пайке – научиться паять правильно и не перегревать плату и радиодетали. Паяйте четко и быстро. Держите пальцами массивные радиодетали или плату недалеко от места пайки, чтобы контролировать нагрев платы.
Установите температуру жала паяльника немного меньше, чем хотелось бы. Так можно проверить, достаточно ли этого для качественной пайки. Используйте 30-ваттный паяльник и кратковременную пайку, чтобы избежать перегрева контактов.
При работе с двухсторонней печатной платой проверьте пайку обоих слоев металлизации на предмет качественной и правильной пайки. Хороший паяный шов будет блестящим и конической формы. Если шов выглядит рыхлым, с налетом, то такой эффект называется некачественной «холодной пайкой». Происходит это из-за недогрева, отсутствия флюса и слишком быстрого остывания припоя. Как правильно паять в этом случае понятно — использовать флюс и чуть дольше греть припой.
Отводите тепло от термочувствительных компонентов
 Некоторые радиодетали (диоды, транзисторы и др.) весьма чувствительны к перегреву. Они требуют дополнительного отвода тепла радиатором, который крепится к их корпусу. Можно пользоваться небольшими радиаторами, прижимающимися к корпусу детали для ее охлаждения.
Некоторые радиодетали (диоды, транзисторы и др.) весьма чувствительны к перегреву. Они требуют дополнительного отвода тепла радиатором, который крепится к их корпусу. Можно пользоваться небольшими радиаторами, прижимающимися к корпусу детали для ее охлаждения.
Научитесь распознавать достаточное количество припоя
 Шов с правильным количеством припоя выглядит гладким и блестящим. Визуальный контроль является одним из лучших способов проверки паяных соединений. Припой должен плавиться на поверхностях контактов, а не на жале паяльника. Именно такой подход дает прочное соединение с поверхностью металла.
Шов с правильным количеством припоя выглядит гладким и блестящим. Визуальный контроль является одним из лучших способов проверки паяных соединений. Припой должен плавиться на поверхностях контактов, а не на жале паяльника. Именно такой подход дает прочное соединение с поверхностью металла.
Припой должен покрывать пространство между паяными контактами равномерно, не образуя наплывов или недопаяных мест.
Держите жало в чистоте
 Кипящая канифоль или другой флюс из трубчатого припоя может оставить на жале или на шве нагар. Этот нагар является нежелательным остатком после процесса пайки. Он ухудшает качество шва, свойства смачиваемости и механическую прочность соединения. Очистите жало паяльника с помощью влажной губки или металлического спонжа .
Кипящая канифоль или другой флюс из трубчатого припоя может оставить на жале или на шве нагар. Этот нагар является нежелательным остатком после процесса пайки. Он ухудшает качество шва, свойства смачиваемости и механическую прочность соединения. Очистите жало паяльника с помощью влажной губки или металлического спонжа .
Убедитесь в полном остывании припоя
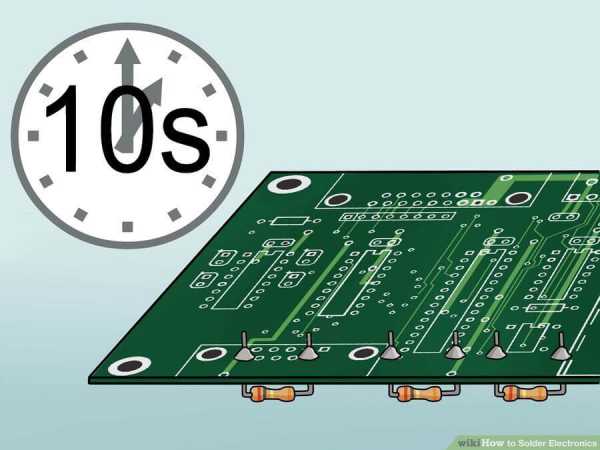 Полное остывание припоя может занять от 5 до 10 секунд – все это время лучше не шевелить паяными контактами. Чтобы удержать горячие радиодетали используйте узкогубцы , пинцет или приспособу «третья рука» с увеличительным стеклом для визуального контроля.
Полное остывание припоя может занять от 5 до 10 секунд – все это время лучше не шевелить паяными контактами. Чтобы удержать горячие радиодетали используйте узкогубцы , пинцет или приспособу «третья рука» с увеличительным стеклом для визуального контроля.
Потренируйтесь на кошках
 В качестве «кошки» можете взять старые радиодетали и попаять их между собой. Перед ответственной пайкой всегда проверяйте инструмент. Никто не совершенен, даже профессионалы, так что тренировка всегда пойдет на пользу делу. Как паять профессионально просто поймете со временем.
В качестве «кошки» можете взять старые радиодетали и попаять их между собой. Перед ответственной пайкой всегда проверяйте инструмент. Никто не совершенен, даже профессионалы, так что тренировка всегда пойдет на пользу делу. Как паять профессионально просто поймете со временем.
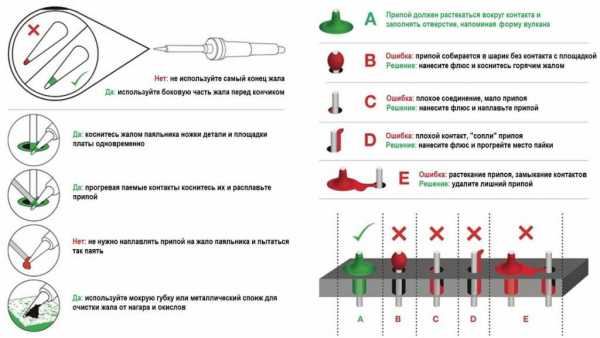
В конце хочу привести картинку, немного похожую на инфографику на тему как научиться правильно паять. Эти основы пайки для начинающих я переводил сам, так что пользуйтесь на здоровье.
Выводы по краткому обучению пайке
Сегодня мы познакомились с тем, как учатся паять американцы. Задорнов сказал бы…ну в общем вы поняли. В оригинале, как мне кажется, все выглядит немного коряво и поверхностно, так что постарался внести свои уточнения в текст. В принципе, самые азы раскрыты, но останавливаться в этом деле никак нельзя, так что подписывайтесь на обновления блога — будут еще подробности о процессе пайки.
 К одним из самых надежных и эффективным методик скрепления различных элементов — пайка. Для бытовых задач нередко применяются обыкновенные электропаяльники. Существуют устройства, функционирующие и от 220 В, и от 380 В, и даже от 12 В. Двенадцативольтные паяльники характеризуются небольшими показателями мощности. Они зачастую применяются на опасных производствах. Они используются и в быту, однако их нагревание осуществляется крайне медленно.
К одним из самых надежных и эффективным методик скрепления различных элементов — пайка. Для бытовых задач нередко применяются обыкновенные электропаяльники. Существуют устройства, функционирующие и от 220 В, и от 380 В, и даже от 12 В. Двенадцативольтные паяльники характеризуются небольшими показателями мощности. Они зачастую применяются на опасных производствах. Они используются и в быту, однако их нагревание осуществляется крайне медленно.
Выбор показателей мощности
Выбор мощности инструмента определяется характером работы:
- Для обработки электронных деталей — 40−60 Вт.
- Если толщина спаиваемых элементов менее 1 мм — от 80 до 100 Вт.
- Элементы со стенками в 2 мм нуждаются в мощности от 100 Вт.
В быту вполне достаточно иметь пару разных паяльников — «средний» и маломощный. С помощью этих устройств и припоя с канифолью у вас будет возможность покрыть практически все потребности. Пайку же деталей с толстыми стенками все же рекомендуется доверить опытному специалисту, у которого есть в распоряжении импульсное оборудование — здесь необходим достаточный опыт.
Первое включение паяльника
При первом включении паяльник нередко начинает немного дымиться. Так сгорает смазка, использованная при производстве. После того как дым прекратится, прибор выключают и дожидаются его полного остывания. Затем происходит заточка жала.
Жало собой представляет стержень цилиндрической формы, который сделан из сплава меди. Закрепляется он посредством специального винта, расположенного в термокамере.
Как правило, жало на новых паяльниках тупое. Корректировке подвергается лишь кончик детали. Для этой цели можно воспользоваться наждаком, напильником и молотком. Форма элемента подбирается в зависимости от характера работ.
Самым универсальным вариантом считается заточка жала «лопаткой». При этом материал уплотняется, то есть подтачивать наконечник вам придется гораздо реже. Такая разновидность заточки позволяет работать и со средними, и с тонкими элементами.
Процедура лужения
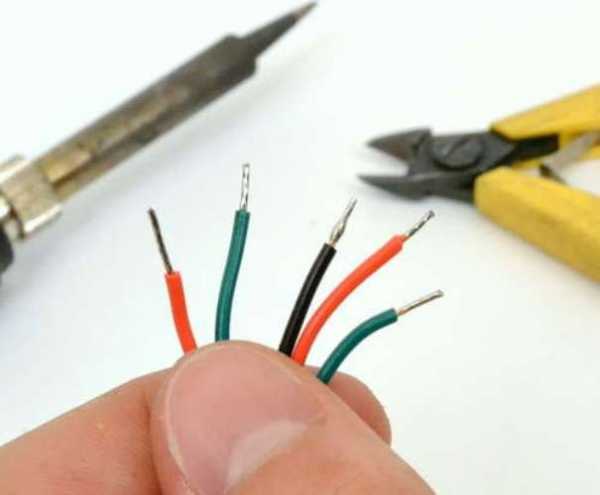 В том случае, если у паяльного жала нет покрытия из защитного материала, то его нужно залудить — обработать тонким оловянным слоем. Этот сплав защитит устройство от скорого износа и воздействия коррозии. Делать данную процедуру нужно при первом запуске устройства.
В том случае, если у паяльного жала нет покрытия из защитного материала, то его нужно залудить — обработать тонким оловянным слоем. Этот сплав защитит устройство от скорого износа и воздействия коррозии. Делать данную процедуру нужно при первом запуске устройства.
Способ первый:
- Добиться рабочих температурных показателей.
- Дотронуться до канифоли.
- Прикоснуться к припою, расплавить его и растереть по жалу.
Способ второй:
- Смочить ткань хлористым цинком и протереть ею паяльное жало.
- Расплавить свинцовый припой и растереть его по жалу тонким слоем.
Технология паяния
 Сегодня наибольшей популярностью пользуются паяльники электрического типа. Люди, чья работа тесно связана с процессом пайки (починка техники, чайников, микросхем, плат, наложение страз ), зачастую выбирают паяльную установку, любители же обходятся обыкновенными устройствами без каких-либо регуляторов.
Сегодня наибольшей популярностью пользуются паяльники электрического типа. Люди, чья работа тесно связана с процессом пайки (починка техники, чайников, микросхем, плат, наложение страз ), зачастую выбирают паяльную установку, любители же обходятся обыкновенными устройствами без каких-либо регуляторов.
Чтобы научиться паять паяльником, необходимо разобраться в общем процессе, после чего можно углубляться в особенности.
Потому следует начать с небольшого описания последовательности работы.
Пайка предполагает определенную схему действий. Речь пойдет о спаивании радиотехнических элементов и проводов, так как это встречается повсеместно. Итак, действия будут следующими:
- Подготовка элементов к работе.
- Лужение или обработка поверхностей флюсом.
- Нагрев обрабатываемых элементов до определенных температурных показателей.
- Внесение припоя в область пайки.
Далее припой остается лишь остудить и произвести проверку качества стыка. Если вы сделали все верно, то обработанная поверхность будет блестеть. Если же припой обладает пористой структурой и тусклым оттенком, то это может свидетельствовать о том, что при пайке не была достигнута достаточная температура. Такую пайку специалисты называют «холодной». Она с легкостью разрушается — провода при этом достаточно просто потянуть. Также участок пайки может обугливаться. Это свидетельствует о чрезмерно высокой температуре.
Подготовка к работе
Перед работой следует избавиться от изоляции. У оголяемого провода может быть разная длина. Если вам нужно спаять проводку, то оголяют от 10 до 15 см. Для наушников же, к примеру, будет достаточно небольшой длины — от 7 до 10 см.
После удаления изоляционного материала нужно осмотреть провода. Если они покрыты специальной оксидной пленкой или лаком, то от покрытия тоже нужно удалить. Для этого можно воспользоваться сразу несколькими способами:
 Механический. Применить мелкозернистую наждачку, которой нужно обработать оголенный провод. Однако, этим способом очень неудобно обрабатывать тонкие проводки, а многожильные можно вообще повредить.
Механический. Применить мелкозернистую наждачку, которой нужно обработать оголенный провод. Однако, этим способом очень неудобно обрабатывать тонкие проводки, а многожильные можно вообще повредить.- Химический. Оксидную пленку можно снять с помощью растворителей и чистого спирта. ЛКМ-покрытие удаляется ацетилсалициловой кислотой (обыкновенный аспирин из аптеки). Провод просто укладывают на поверхность таблетки, после чего нагревают паяльником. Кислота очень быстро начнет съедать лак.
Вам также нужно будет научиться определять достаточно прогрева участка пайки. В том случае, если вы используете обыкновенное паяльное устройство, то следует обратить свое внимание на поведение флюса или канифоли. Если нагрев достаточный, то вещества начинают кипеть и выделять пар. При поднятии кончика жала капельки горячей канифоли не спадают.
Нанесение припоя
Если участок пайки прогрет достаточно, то можно приступать к внесению припоя. Это можно осуществить парой способов: в твердом или расплавленном виде. Последний способ применяется для небольших участков пайки, первый — при существенных площадях контакта.
Если требуется немного припоя, то материала касаются кончиком паяльного жала. При появлении капли ее следует удалить, слегка стукнув устройством о край подставки.
При использовании твердого припоя его помещают непосредственно на обрабатываемое место. Прогревшись, материал расплавляется, заполняя все имеющиеся между проводками пустоты.
Для того чтобы припаять элементы максимально качественно, нужно тщательно зачистить проводки и разогреть место обработки. Однако перегрев в этом случае нежелателен, как и чрезмерное применение припоя.
Можно в первое время взять кусочки какого-нибудь ненужного провода и порезать их на мелкие куски, на которых можно будет тренироваться. Попытайтесь их спаять.
После того как у вас получится хорошая спайка, увеличьте число элементов. Если у вас получится освоить такой навык, то можно приступать к спаиванию многожильных кабелей.
В том случае, если вы производили обработку проводов флюсами на основе кислот, то его остатки необходимо удалить после того, как припой остынет. Для этой цели можно воспользоваться смоченной в воде губкой или мягкой тряпочкой.
mytooling.ru
Рекомендации как правильно паять паяльником
Любой мужчина хотя бы раз в жизни брал в руки паяльник и соединял провода, восстанавливал обрывы в электросхемах радио, телевизоров и даже на автомобилях и мотоциклах.

В семьях хранятся ещё советские электрические паяльники на 60, 90 ватт мощности.

Краткое содержимое статьи:
Краткая история пайки металлов
А есть ещё и медные «молотки», разогреваемые паяльными лампами и ими паяют медные радиаторы автомашин, любые стальные вещи.

Эти паяльники действительно по форме напоминают средние по размерам молоточки, у них самое большое жало (до 3-4 см), что даёт быстрое соединение металлов на большой площади.

Раскопки древнейших поселений мира дают право ученым говорить, что тысячи лет назад пайкой обладали египтяне, римляне, греки и китайцы. Их методами и сегодня пользуются ювелиры, паяющие драгоценные изделия золотом.
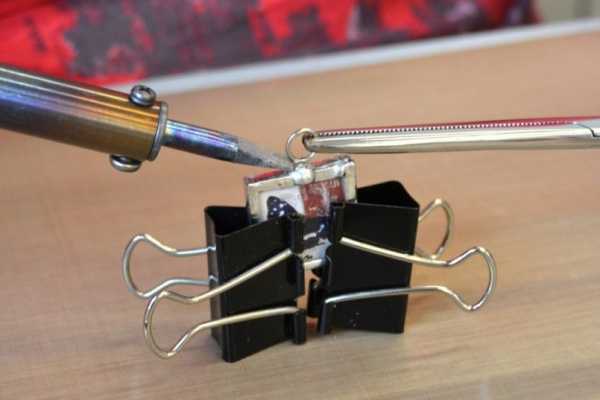
Пайка медью началась несколько позже, и только десять столетий назад – латунью.

Европа-старушка присоединилась позже других континентов – ближе к научным основам этих технологических процессов (температурные режимы, составы припоев и так далее).

electrikexpert.ru
