
Пайка алюминия – флюс, припой, как и чем паять правильно
Пайка алюминия, как справедливо считают многие специалисты, является достаточно сложным в выполнении технологическим процессом. Между тем такое мнение можно считать верным лишь в отношении тех ситуаций, когда спаять изделия из алюминия пытаются, используя для этого припои и флюсы, которые применяются для соединения деталей из других металлов: меди, стали и др. Если же используется специальный флюс для пайки алюминия, а также соответствующий припой, то данный технологический процесс не представляет особых сложностей.
Пайка алюминия с использованием пропановой горелки
Особенности процесса
Сложности, которые вызывает пайка алюминия при помощи традиционных припоев и флюсов, объясняются рядом факторов, преимущественно связанных с характеристиками данного металла. Основным из таких факторов является наличие на поверхности деталей из алюминия оксидной пленки, которая отличается высокой температурой плавления и исключительной химической стойкостью.
Перед осуществлением пайки изделий из алюминия их поверхности необходимо тщательно очистить от оксидной пленки, для чего можно использовать механическую обработку или применять флюсы, в состав которых входят сильнодействующие компоненты.
Подготовленные к пайке дюралевые детали
Сам алюминий, в отличие от оксидной пленки на его поверхности, обладает достаточно низкой температурой плавления: 660 градусов, что также осложняет технологический процесс выполнения пайки. Такая характеристика алюминия приводит к тому, что при нагреве детали из него быстро теряют прочность, а при определенной температуре, находящейся в интервале 250–300 градусов, конструкции из данного металла начинают терять устойчивость. Самый легкоплавкий компонент, который входит в состав наиболее распространенных алюминиевых сплавов, начинает плавиться уже в интервале температур 500–640 градусов, что может привести к перегреву и даже к расплавлению самих соединяемых деталей.
Основу большей части легкоплавких припоев, использующихся для пайки, составляют олово, кадмий, висмут и индий. С этими элементами алюминий плохо вступает в соединения, что делает паяные соединения, полученные с их использованием, очень непрочными и ненадежными. Хорошей взаимной растворимостью обладают алюминий и цинк, поэтому данный элемент при его использовании в припоях обеспечивает полученному соединению высокую прочность.
Характеристики флюсов для пайки мягкими припоями
Состав флюсов, применяемых для пайки алюминия
Используемые материалы
При выполнении пайки изделий из алюминия можно использовать припои оловянно-свинцовой группы, если тщательно очистить поверхность деталей и применять высокоактивные флюсы. Соединения, полученные с их помощью, по причине плохой взаимной растворимости алюминия, олова и свинца отличаются невысокой надежностью, также они склонны к развитию коррозионных процессов. Чтобы сделать подобные соединения более устойчивыми к коррозии, их необходимо покрывать специальными составами.
Наиболее качественное, надежное и устойчивое к коррозии паяное соединение, позволяют получать припои, в составе которых содержится цинк, медь, кремний и алюминий.
Припои, включающие в свой состав данные элементы, производят как отечественные, так и зарубежные компании. Наиболее распространенными отечественными марками являются ЦОП40, содержащий в своем составе 40% цинка и 60% олова, и 34А, в составе которого содержится алюминий (66%), медь (28%) и кремний (6%). Цинк, содержащийся в припое для пайки изделий из алюминия, определяет не только прочность полученного соединения, но и его коррозионную устойчивость.
Самую низкую температуру плавления из всех вышеперечисленных имеют оловянно-свинцовые припои. Наиболее высокотемпературными являются те, в составе которых содержится алюминий и кремний, а также материалы, содержащие алюминий вместе с медью и кремнием. К последним, в частности, относится припой популярной марки 34А, температура плавления которого находится в интервале 530–550 градусов.
К последним, в частности, относится припой популярной марки 34А, температура плавления которого находится в интервале 530–550 градусов.
Для информации: материалы на основе алюминия и кремния плавятся при температуре 590–600 градусов.
Учитывая температуру плавления, применяют такие припои в тех случаях, когда соединить необходимо крупногабаритные детали из алюминия, в которых обеспечивается хороший теплоотвод, либо изделия, выполненные из алюминиевых сплавов, плавящихся при достаточно высоких температурах.
Но, конечно, максимальное удобство в работе демонстрируют низкотемпературные припои, одной из распространенных марок которых является HTS-2000.
Припой HTS-200 для спайки деталей из алюминия и цветных металлов
Технология пайки алюминия обязательно предполагает использование специального флюса, который необходим для того, чтобы улучшить соединяемость основного металла с материалом припоя. Именно поэтому подходить к выбору такого материала необходимо очень ответственно. Особенно актуально это требование в тех случаях, когда детали из алюминия необходимо спаять при помощи оловянно-свинцового припоя. Состав флюсов содержит элементы, которые и формируют его активность по отношению к алюминию. К таким элементам относятся: триэтаноламин, фторборат цинка, фторборат аммония и др.
Особенно актуально это требование в тех случаях, когда детали из алюминия необходимо спаять при помощи оловянно-свинцового припоя. Состав флюсов содержит элементы, которые и формируют его активность по отношению к алюминию. К таким элементам относятся: триэтаноламин, фторборат цинка, фторборат аммония и др.
Флюс Ф-64 для пайки легких сплавов без предварительной механической обработки поверхностей
Одним из наиболее популярных отечественных материалов является флюс марки Ф64. Популярность Ф64 обусловлена тем, что данный материал отличается повышенной активностью. Благодаря такому качеству выполнять пайку с флюсом Ф64 можно, даже не зачищая поверхность алюминиевых деталей от тугоплавкой оксидной пленки.
Из популярных высокотемпературных флюсов следует выделить материал марки 34А, в состав которого входит 50% хлорида калия, 32% хлорида лития, 10% фторида натрия и 8% хлорида цинка.
Подготовка деталей
Для получения качественного и надежного соединения недостаточно просто знать, как паять алюминий, важно также правильно подготовить поверхности соединяемых деталей к пайке. Заключается такая подготовка в обезжиривании поверхностей и удалении с них окисной пленки.
Заключается такая подготовка в обезжиривании поверхностей и удалении с них окисной пленки.
Для обезжиривания используют традиционные средства: ацетон, бензин или любой подходящий растворитель.
Удаление окисной пленки перед пайкой, которое также несложно выполнить своими руками, преимущественно совершается при помощи механической обработки, для чего можно использовать шлифовальную машинку, наждачную бумагу, металлическую щетку или сетку из нержавеющей проволоки. Значительно реже применяется химический способ удаления такой пленки, который подразумевает травление поверхности алюминиевых деталей при помощи кислотных растворов.
Зачистка поверхностей перед пайкой с помощью шлифовальной насадки на болгарку
Как известно, окисная пленка на поверхности алюминия образовывается практически моментально при ее контакте с окружающим воздухом. Такой процесс происходит и на зачищенной перед пайкой поверхности, но смысл выполнения зачистки состоит в том, что вновь образующаяся пленка значительно тоньше удаленной, поэтому флюсу будет гораздо легче с ней справиться.
Источники нагрева
В качестве элемента, при помощи которого выполняется прогрев габаритных соединяемых деталей из алюминия и расплавление припоя, преимущественно используется газовая горелка, работающая на пропане или бутане. Если вы решили спаять изделия из алюминия своими руками в условиях домашней мастерской, то можно использовать и обычную паяльную лампу.
Удобная в использовании газовая паяльная лампа
При выполнении нагрева необходимо очень внимательно следить за тем, чтобы не расплавились соединяемые детали. С этой целью к поверхности деталей как можно чаще прикасаются припоем, чтобы проконтролировать начало его плавления. Это и будет свидетельством того, что достигнута рабочая температура.
Нагревая детали и припой перед началом пайки, также необходимо следить за пламенем газовой горелки: смесь газа и кислорода, которая его формирует, должна быть сбалансированной. Делать это необходимо по той причине, что сбалансированная газовая смесь активно нагревает металл, но не оказывает серьезного окислительного действия.
Для пайки небольших изделий из алюминия используются электрические паяльники и припои, плавящиеся при невысокой температуре.
Технологические приемы пайки
Пайка деталей, выполненных из алюминия, по технологии выполнения практически ничем не отличается от процесса соединения изделий, изготовленных из других металлов. Сначала соединяемые детали обезжириваются и тщательно зачищаются, после этого их выставляют в нужное положение относительно друг друга. Затем на зону будущего соединения необходимо нанести флюс и начать ее прогрев вместе с припоем до рабочей температуры.
Процесс пайки деталей из алюминиевого сплава
При достижении рабочей температуры кончик припоя начнет плавиться, поэтому им необходимо постоянно прикасаться к поверхности деталей, контролируя процесс нагрева.
Пайка изделий из алюминия, для выполнения которой используется безфлюсовый припой, имеет свои особенности. Заключаются они в том, что для того, чтобы проникновению припоя к поверхности детали не препятствовала окисная пленка, его кончиком необходимо совершать чиркающие движения по месту будущего соединения. Таким образом нарушается целостность пленки, и припой беспрепятственно соединяется с основным металлом.
Посмотреть, как пайка выполняется практически, можно на обучающем видео.
Есть еще один технологический прием, позволяющий разрушить оксидную пленку в процессе пайки. Сделать это можно при помощи стержня из нержавеющей стали или металлической щетки, которыми водят по месту соединения и уже расплавленному припою.
Чтобы получить максимально прочное соединение методом пайки, соединяемые поверхности необходимо подвергнуть предварительному лужению.
Сфера применения процесса
Большое практическое значение имеет не только пайка алюминия в домашних условиях. Данную технологию также активно используют на ремонтных и производственных предприятиях. Применяя метод пайки, можно получать соединения, отличающиеся высокой прочностью, надежностью и эстетической привлекательностью.
При работе с тонким листовым алюминием пайка позволяет избежать деформацию материала
Большой популярностью данная технология пользуется при выполнении ремонтных работ с автотранспортными средствами, тракторами и мотоциклами. Объясняется такая популярность тем, что при пайке не происходит изменение структуры соединяемого металла, поэтому подобный способ соединения во многих случаях является даже более предпочтительным, чем сварка.
Практически безальтернативной пайка является тогда, когда необходимо восстановить герметичность алюминиевого радиатора или картера, отремонтировать изношенную или разрушенную деталь, изготовленную из алюминиевого сплава. Удобно и то, что сделать такой ремонт можно и своими руками, для этого не потребуется сложного и дорогостоящего оборудования.
Отремонтированный в домашних условиях автомобильный радиатор
Прогары, сколы и трещины, образовавшиеся в блоке цилиндров, изготовленном из алюминиевого сплава, также можно успешно отремонтировать при помощи пайки. Очень полезна данная технология в том случае, если необходимо восстановить изношенную внутреннюю резьбу. При этом изношенное резьбовое отверстие заполняется расплавленным припоем, а затем в него вворачивается болт. После того как припой застынет, болт из отверстия выворачивается, а внутри него оказывается сформированная по необходимым параметрам резьба. Такая несложная операция позволяет получить новую резьбу, которая по своим прочностным характеристикам ничем не уступает исходной.
Кроме этого, пайка успешно применяется для ремонта и восстановления герметичности труб, изготовленных из алюминия и сплавов данного металла. Такие трубы сейчас активно используются во многих технических устройствах. При помощи пайки вы можете своими руками, не прибегая к дорогостоящим услугам квалифицированных специалистов, отремонтировать многие предметы из алюминия и его сплавов, использующиеся в быту: посуду, лестницы, различные детали интерьера, водосточные желоба, элементы сайдинга и др. При помощи пайки можно не только ремонтировать, но и своими руками изготавливать любые конструкции из алюминия.
Использование качественных расходных материалов и строгое следование технологии, которой совсем несложно обучиться и по видео урокам, позволяет получать методом пайки соединения, отличающиеся высоким качеством, надежностью, привлекательным и аккуратным внешним видом.
Использование подручных средств
Нередки ситуации, когда под рукой нет активного флюса и припоя, который специально предназначен для соединения деталей из алюминия, а спаять их необходимо срочно. В таких ситуациях можно выполнить пайку обычным припоем, состоящим из алюминия и олова или олова и свинца. В качестве флюса в данном случае можно использовать канифоль.
В качестве флюса в данном случае можно использовать канифоль.
Оксидная пленка при использовании данного метода пайки разрушается под слоем канифоли, в которую можно дополнительно добавить металлические опилки. Для ее разрушения применяется специальный паяльник со скребком, который необходимо предварительно залудить. Скребок наряду с опилками разрушает оксидную пленку на поверхности деталей, а канифоль не дает образоваться новой. Кроме того, скребок-паяльник, перемещая расплавленный припой по месту будущего соединения, обеспечивает его лужение.
Конечно, такой способ пайки очень хлопотный и не всегда гарантирует получение качественного и надежного соединения, поэтому использовать его можно только в крайних случаях. Целесообразнее всего потрать время и деньги на приобретение качественных припоя и флюса и не переживать за качество формируемого с их помощью соединения.

Пайка алюминия в домашних условиях паяльником, газовой горелкой
Пайка алюминия в домашних условиях можно считать сложным занятием. Но при правильном подходе и соблюдении соответствующей технологии, выполнить ее вполне реально даже неопытному мастеру.
Пайка алюминия в домашних условияхПроблемы часто возникают при использовании неподходящего флюса, например, для пайки стали или меди. Очень важно использовать специальный вещество для пайки алюминия, а также подходящий припой. В случае их применения, пайка алюминия не вызовет особых трудностей.
Особенности пайки алюминия
Пайка алюминия в домашних условиях может сопровождаться некоторыми трудностями, которые связаны с особыми характеристиками этого металла. В частности с тем, что поверхность алюминиевых деталей покрыта оксидной пленкой. Она препятствует процессу выполнению соединений из-за высокой температуры плавления, превышающей свойства чистого алюминия. Также оксидная пленка устойчива к воздействию агрессивной среды и активным химическим веществам. Из-за этого пленка препятствует соединению алюминиевых деталей и припоя.
Также оксидная пленка устойчива к воздействию агрессивной среды и активным химическим веществам. Из-за этого пленка препятствует соединению алюминиевых деталей и припоя.
Чтоб избежать подобных трудностей, стоит очищать поверхность изделий от пленки, что можно сделать с помощью абразивных материалов или применения флюса. Флюс состоит из сильнодействующих веществ, которые способны разрушить оксид.
Температура плавления алюминия, в отличие от оксида, намного ниже, примерно 660 градусов, что часто становится причиной осложнений. При перегреве алюминий может значительно потерять в прочности, деформироваться или полностью стать непригодным.
Температура плавления алюминия и его окисной пленки
Следует избегать использования припоев, которые имеют в составе такие компоненты. Они плохо соединяются с алюминием, что становиться причиной создания некачественного соединения.
Лучше всего с алюминием взаимодействует цинк, который обладает хорошим свойством растворимости.
Методы пайки в домашних условиях
Существует несколько способов пайки, наиболее популярными являются методы с использованием паяльника и пайка алюминия газовой горелкой. Можно выделить три способа пайки деталей:
- Пайка с канифолью применяется для соединения небольших алюминиевых деталей, проводов и кабелей. Для этого нужно зачистить рабочую область и покрыть канифолью. Затем прижать нагретым паяльником несколько раз. Для этих целей нужно использовать канифольный раствор в диэтиловом эфире.
Процесс пайки алюминия
Пайка выполняется без отрывания от рабочей области с последующим добавлением канифоли. Рекомендуется использовать паяльник с мощностью 50 Вт. Если толщина деталей и проволоки превышает 1 мм, следует увеличить мощность до 100 Вт, а более толстые предметы лучше заблаговременно прогревать.
Данный способ наиболее широко применяется в электротехнических работах и пайке автомобильных деталей. Перед выполнением работ детали нужно залужить. Это позволяет соединять детали с другими сплавами и металлами. В данном случае происходит пайка алюминия оловом или припоем с содержанием цинка и кадмия. Это позволяет выполнять соединения при температуре 400 градусов, что не влияет на физические свойства алюминия.
Перед выполнением работ детали нужно залужить. Это позволяет соединять детали с другими сплавами и металлами. В данном случае происходит пайка алюминия оловом или припоем с содержанием цинка и кадмия. Это позволяет выполнять соединения при температуре 400 градусов, что не влияет на физические свойства алюминия.
- Припой необходим при использовании практически всех методов пайки, будь то использование паяльника или горелки.
- Электрохимический метод предусматривает создание гальванического покрытия, которое выполняется с помощью специальной установки или ручным способом. Для этого нужно на зачищенную поверхность нанести раствор медного купороса. После этой процедуры на детали воздействуют отрицательным электрическим полюсом.
Материалы и инструменты
Для выполнения пайки алюминия следует иметь различные материалы и инструменты, к которым относят нагревательные инструменты, припои и флюсы.
Необходимые материалы и инструменты
Наиболее часто в качестве нагревательного инструмента используют электропаяльник. Его можно считать универсальным инструментом, который легко использовать в домашних условиях. Но с его помощью можно проводить ремонт предметов только небольших размеров, обычно трубок небольшого диаметра, проволоки и кабелей, а также небольших электроприборов. Его можно использовать в дома в проветриваемом помещении, так ка он не требует особых условий и много пространства.
Его можно считать универсальным инструментом, который легко использовать в домашних условиях. Но с его помощью можно проводить ремонт предметов только небольших размеров, обычно трубок небольшого диаметра, проволоки и кабелей, а также небольших электроприборов. Его можно использовать в дома в проветриваемом помещении, так ка он не требует особых условий и много пространства.
Большие предметы следует паять с помощью газовой горелки, работающий на аргоне, пропане или бутане. В домашних условиях можно также использовать паяльную лампу.
При использовании горелок стоит строго контролировать подачу пламени, которое должно характеризоваться сохранением баланса газа и кислорода. При проведении работ, пламя должно быть ярко-синим. Любые изменения цвета могут свидетельствовать об излишнем количестве кислорода.
Припои для пайки алюминия
Пайка алюминия припоем очень сложное занятие. Поэтому выбор припоя важен для создания качественного шва и прочного соединения. При использовании обычного паяльника нужно подбирать припой из металла, имеющего низкую температуру плавления. Наиболее распространенные сплавы это:
При использовании обычного паяльника нужно подбирать припой из металла, имеющего низкую температуру плавления. Наиболее распространенные сплавы это:
- цинково-оловянный;
- висмутово-оловянный;
- медно-оловянный.
Эти виды очень часто называют радиолюбительскими. Они имеют низкую температуру плавления, что очень важно для сохранения алюминия в первоначальном состоянии без изменения структуры и физических свойств. Стоимость таких припоев низкая, поэтому их приобретение становиться доступным для домашних мастеров.
Припои для алюминия
Но их использование имеет ряд минусов и ограниченную сферу применения. Так, соединение предметов с помощью таких припоем не отличается высокой прочностью и надежностью. Поэтому они применяются практически исключительно при ремонте электрооборудования, в том числе соединения проводов и кабелей.
При ремонте крупногабаритным алюминиевых предметов с помощью таких припоев соединение быстро потеряет прочность и разрушиться. В таких случаях лучше использовать тугоплавкий припой, в состав которого входит цинк и олово.
В таких случаях лучше использовать тугоплавкий припой, в состав которого входит цинк и олово.
Но для создания прочных соединений следует применять тугоплавкие припои, имеющие в составе алюминий, медь и кремний. Благодаря наличию алюминия в составе, припой хорошо растворяется в структуре ремонтированного предмета.
Использовать такого припоя при работе с паяльником невозможно, так как их температура плавления составляет порядка 600 градусов. Поэтому для работы с ними нужно иметь газовую горелку.
Следует отметить, что при пайке с помощью газовой горелки металл заготовки не расплавляется, произйдет плавление только припоя.
Флюсы для пайки алюминия
При пайке алюминия нужно использовать специальные флюсы, так как не каждый флюс активен по отношению к алюминию. Наиболее подходящими считаются вещества на основе фторборатора аммония и триэтаноламина. Большинство специальных флюсов помечены специальной маркировкой, которая указывает на возможность их применения при пайке алюминия.
Флюсы для пайки алюминия
В случае необходимости работы при высоких температурах следует обратить внимание на смеси, содержащие хлористый калий, который составляет половину; хлорида калия; фторита натрия и хлористого цинка. Подобный состав позволяет создать наиболее оптимальные условия при высокотемпературных работах.
Пошаговая инструкция
Технология пайки зависит от способа выполнения работ. Но подготовительный этап практически идентичен во всех случаях. Начинать работу следует со следующих операций:
- обезжиривание поверхности заготовки с помощью растворителя, например, бензина или ацетона;
- зачистка оксидной пленки, которую можно выполнить с помощью металлической щетки, наждачной бумаги или другого абразивного материала.
Затем следует подогреть место паяльных работ. В зависимости от размеров предмета можно сделать это с помощью паяльника или горелки. При этом следует соблюдать несколько рекомендаций:
- Не рекомендуется перегревать поверхность — это может привести к расплавлению алюминия.
 Контроль нагрева можно проводить с помощью припоя, если он при касании к заготовке начинает плавиться, то это значит, что температура нагрева оптимальна и последующий нагрев стоит прекратить.
Контроль нагрева можно проводить с помощью припоя, если он при касании к заготовке начинает плавиться, то это значит, что температура нагрева оптимальна и последующий нагрев стоит прекратить. - Не нужно использовать дополнительное насыщение кислородом, что может привести к химической реакции с алюминием и созданию оксидной пленки.
Выполнение паяльных работ стоит проводить в зависимости от типа нагревательного предмета. При использовании газовой горелки нужно приложить припой с флюсом к рабочей поверхности с последующим его нагревом.
Очень важно полностью расплавить припой, но не перегреть заготовку. С паяльником сделать это проще, но выполнить большой объем работ в таком случае затруднительно.
Посредством контроля скорости движения припоя и температуры воздействия можно создавать шов, желаемый толщины и структуры. Для повышения качества работы рекомендуется предварительное лужение места обработки и обработка антикоррозийным средством.
Для повышения качества работы рекомендуется предварительное лужение места обработки и обработка антикоррозийным средством.
Способы пайки алюминия своими руками (припои и флюсы)
Алюминий – довольно специфический материал, требующий специальных методов обработки. Если возникла необходимость соединить между собой детали из этого металла, использование технологий, хорошо зарекомендовавших себя при работе с медью или латунью неоправданно. И всё же, паять алюминий можно! Главное, правильно выбрать материалы и инструменты.
Точная информация
Сначала следует, если есть такая возможность, точно определиться, из какого сплава изготовлены соединяемые детали. Ведь в чистом виде алюминий используется в электронике и технике крайне редко. От того, с какими химическими элементами и в каком количестве он смешан, будет зависеть многое.
- Критическая температура плавления. Некоторые добавки существенно увеличивают этот предел, который для чистого металла составляет 658 – 660 градусов Цельсия.
- Механические свойства. В зависимости от своего состава, некоторые сплавы становятся более пластичными, иные демонстрируют возросшую прочность.
- Взаимодействие с другими химическими элементами.
Заранее зная, с каким материалом предстоит работать, мастер сильно упрощает свою задачу.
Зачем нужен флюс
Основным препятствием при пайке алюминия является его оксидная плёнка. Утверждение о том, что её можно удалить механическим путём, несостоятельно, поскольку новая плёнка появляется практически мгновенно. Именно поэтому выполнение работы без использования активных флюсов, за редким исключением, невозможно. Задача этих флюсов – разрушение барьера Al2O3, чтобы металл мог беспрепятственно соединиться с материалами, входящими в состав припоя.
При желании можно изготовить флюс для пайки алюминия своими руками. Но дело это – довольно сложное, а потому проще приобрести уже готовый состав. Тем более что промышленность выпускает их в достаточном количестве. Среди флюсов встречаются и широко распространённые, и узкоспециализированные. В аннотации к ним добросовестные производители указывают назначение и особенности предлагаемого товара. Среди наиболее часто встречающихся можно перечислить:
Среди флюсов встречаются и широко распространённые, и узкоспециализированные. В аннотации к ним добросовестные производители указывают назначение и особенности предлагаемого товара. Среди наиболее часто встречающихся можно перечислить:
- Ф-64. Он способен разрушать прочную оксидную плёнку значительной толщины, а потому хорошо подходит для пайки даже деталей большой массы. При этом он подходит для работы не только с алюминием, но и с оцинкованным железом, медью, бериллиевой бронзой и т. п.
- Ф-34А. Такой состав успешно используется с тугоплавкими припоями, содержащими значительное количество химических добавок.
- Ф-61. Его можно рекомендовать для низкотемпературной пайки или лужения изделий из алюминиевых сплавов.
- Castolin Alutin 51 L.Этот состав лучше всего оправдывает себя при использовании припоев того же производителя.
Окончательный выбор марки флюса зависит от многих факторов. Прежде чем принимать решение о непригодности состава, стоит убедиться в том, что соблюдены все важные технологические требования.
Выбор припоя
После того как оксидная плёнка разрушена, вступает в дело припой. Как и в случае с флюсом, его составу следует уделить самое тщательное внимание. Работающие при разной температуре, эти материалы должны выполнять основную задачу – соединяться с обрабатываемыми металлами. Применение низкотемпературных составов себя не оправдывает, поскольку они могут разрушаться при нагреве в процессе эксплуатации. Наибольшее распространение получили смеси со средней и высокой температурой плавления. Но окончательный выбор будет зависеть от многих факторов.
Неплохо зарекомендовали отечественные припои ЦОП-40, содержащий олово и цинк в процентном соотношении 60 на 40, и 34А, применение которого оправданно при использовании газопламенного нагрева. Тем не менее, при определённых условиях, конкуренцию им вполне способны составить припои Германиевый-1 и Германиевый-2, В-62, П550А, П575А и другие. Многие из них изготавливаются в смеси с флюсами, что упрощает их использование. Но существуют и безфлюсовые припои, такие как содержащий алюминий и цинк <HTS-2000.
Но существуют и безфлюсовые припои, такие как содержащий алюминий и цинк <HTS-2000.
Следует знать, что содержащие большое количество кремния составы после своего застывания существенно отличаются по цвету от самого алюминия. Там, где цветовое несовпадение недопустимо, их применение нежелательно.
Принято считать, что чем больше цинка входит в состав припоя, тем прочнее будет получившееся соединение.
Подготовка к работе
Прежде чем приступать к пайке, зону соединения придётся тщательно очистить, удалив с металла краску, если таковая имеется, и обычные загрязнения. Полностью избавиться от оксидной плёнки не удастся, но зато можно сделать её как можно тоньше, обработав детали металлической щёткой или специальной насадкой. В отдельных случаях можно использовать абразивные круги, наждачную бумагу или простой напильник. После этого обрабатываемую поверхность придётся хорошенько обезжирить. Лучше всего для этого подойдёт чистый спирт.
Если речь идёт о пайке алюминиевых проводов или деталей электросхем, достаточно будет вооружиться паяльником. Но с увеличением массы деталей этого будет уже недостаточно. Обладающий высокой теплопроводностью металл будет быстро остывать, не позволяя создать качественное соединение. Улучшить ситуацию позволит постоянный нагрев зоны, где производиться пайка. Для этого можно использовать газовую горелку или даже паяльную лампу. Тут важно соблюсти два важных условия.
Но с увеличением массы деталей этого будет уже недостаточно. Обладающий высокой теплопроводностью металл будет быстро остывать, не позволяя создать качественное соединение. Улучшить ситуацию позволит постоянный нагрев зоны, где производиться пайка. Для этого можно использовать газовую горелку или даже паяльную лампу. Тут важно соблюсти два важных условия.
- Пламя горелки и паяльной лампы должно быть тщательно отрегулировано. В противном случае образующиеся частицы копоти загрязнят металл и не позволять выполнить работу качественно.
- Коридор между критическим значением плавления алюминия и температурой плавления припоя узок. Тем не менее, его придётся выдерживать. Это умение приходит с опытом. До того как начинать работать с ответственными деталями, стоит потренироваться на чём-нибудь попроще.
Прежде, чем приступать к тренировкам, а тем более работе, рекомендуется посмотреть, как выполняется пайка алюминия на видео.
Пайка
Когда пламя горелки хорошо отрегулировано, а детали прогреты до оптимальной температуры, можно приступать к следующему этапу работ – собственно пайке.
- Прежде всего, следует нанести на поверхность деталей флюс. Проще всего это сделать кисточкой. Многие производители включают её в конструкцию флаконов с составом. Если нет, придётся приобрести её отдельно. Поскольку флюсы обладают высокой химической активностью, необходимо следить, чтобы они не попадали на посторонние предметы, а тем более на кожу, глаза или слизистую оболочку.
- Вооружившись паяльником, распределить по месту соединения припой. Хороший результат дают паяльники, жало которых имеет специальные зазубрины, разрушающие оксидную плёнку непосредственно в момент нанесения припоя. Однако использование подобного инструмента требует дополнительных навыков.
- Когда работа закончена и детали остыли, следует самым тщательным образом удалить остатки флюса. В противном случае они будут способствовать возникновению очага коррозии. Рекомендуется последовательная промывка изделия в воде различной температуры, затем – обработка слабым раствором каустической соды и снова промывка в воде.

Только когда все эти условия соблюдены, изделие готово к эксплуатации.
Подход к технологии выполнения работ может быть различен. Как правило, это связано с размерами соединяемых деталей. Если они относительно малы, то вполне может быть произведена пайка алюминия паяльником. Но когда размеры возрастают, более оправданной становится пайка алюминия газовой горелкой, разогревающей достаточное по размеру металлическое жало. Здесь уж, как говорится, дело техники.
Область применения
В различных источниках встречаются утверждения, что пайка алюминия получила широкое распространение в самых разных областях техники и производства. Особенно рекомендуют её при выполнении ремонта повреждённых автомобильных деталей, таких как лопнувшие блоки цилиндров и головки блоков, пробитые поддоны картеров или потёкшие радиаторы. Спору нет, изготовленные из лёгкого металла, эти элементы действительно можно восстановить с помощью пайки. Но насколько её применение оправдано?
Предел прочности
Детали, подверженные высоким механическим или температурным нагрузкам, не прослужат долго, как бы хорошо они ни были они спаяны. Ведь прочностные характеристики припоев всё же ниже, чем у алюминия и его сплавов. Следует понимать, что качественное сварное соединение всё же предпочтительнее. Использовать технологию пайки имеет смысл в тех случаях, когда сварочное оборудование по каким-то причинам недоступно или хуже подходит для выполнения задачи. Как вариант – для пайки автомобильных радиаторов и алюминиевых трубок.
Ведь прочностные характеристики припоев всё же ниже, чем у алюминия и его сплавов. Следует понимать, что качественное сварное соединение всё же предпочтительнее. Использовать технологию пайки имеет смысл в тех случаях, когда сварочное оборудование по каким-то причинам недоступно или хуже подходит для выполнения задачи. Как вариант – для пайки автомобильных радиаторов и алюминиевых трубок.
Нежелательный контакт
С большой осторожностью следует подходить к пайке или лужению ёмкостей, вступающих в контакт с пищевыми продуктами. Ведь в состав припоев и флюсов могут входить откровенно ядовитые химические добавки, избавиться от которых не помогут дополнительные промывки и обработка. Решить проблему удастся, если подходить к выбору материалов с особой тщательностью.
Подходящий выбор
По-настоящему высокую эффективность технология демонстрирует при изготовлении электрических и электронных приборов. Доля деталей из алюминия в их конструкции велика, а использование электросварки часто недопустимо. Ведь размер изделий бывает крайне мал, а скачки напряжения способны вывести из строя чувствительные электронные компоненты.
Одно из основных достоинств пайки алюминием – отсутствие в необходимости приобретения сложного и дорогостоящего оборудования. Благодаря этой особенности пайка алюминия в домашних условиях становится хорошей альтернативой технологически более сложным способам создания соединительных швов. Но окончательно определиться с выбором удастся, лишь чётко очертив круг задач и взвесив все за и против.
Поделись с друзьями
0
0
0
0
Паяем алюминий | Мастер-класс своими руками
Бывают ситуации, когда необходимо паять алюминиевые изделия. Но из-за того что оксидная плёнка покрывает поверхность алюминия, припой к нему просто не липнет. В настоящее время разработаны припои и флюсы, специально предназначенные для этой цели. Но мы попробуем, справится с этой задачей старым дедовским способом.
Но мы попробуем, справится с этой задачей старым дедовским способом. Внимание! Работу следует производить в хорошо проветриваемом помещении, желательно оборудованном активной вентиляцией или на улице.
Для пайки алюминия нам потребуется машинное масло (применяется для смазки швейных машин), небольшой кусок наждачной бумаги, канифоль и обычный припой для паяния радиодеталей.
Паяльник нужен по возможности мощный. Например, такой. Его мощность 65 Вт.
Паять будем дно алюминиевой пивной банки.
Перед работой жало паяльника обязательно надо выровнять напильником (убрать все раковины) и залудить.
Куском наждачной бумаги зачищаем место пайки до блеска.
Наливаем на это место немного масла.
Далее растираем наждачной бумагой масляное пятно.
Этим самым мы удаляем оксидную плёнку, а масло не даёт образоваться новой плёнке.
Паяльник к этому времени должен быть разогрет до рабочей температуры.
Окунаем жало паяльника в канифоль, набираем как можно больше припоя, окунаем снова в канифоль и начинаем быстро с небольшим усилием тереть будущее место пайки. При этом масло начинает обильно выгорать. Поэтому канифоль не жалеем. Если всё сделали правильно, то у нас слой олова должен покрыть поверхность алюминия.
При этом масло начинает обильно выгорать. Поэтому канифоль не жалеем. Если всё сделали правильно, то у нас слой олова должен покрыть поверхность алюминия.
Иногда, для достижения желаемого результата, потребуется несколько раз повторить данную операцию.
Медный провод припаивается к залуженному алюминию очень легко.
Теперь попробуем залудить и припаять алюминиевый провод. Снимаем с него изоляцию и зачищаем до блеска. Наливаем на залуженное дно банки машинное масло.
Далее провод нужно окунуть в масло и тереть наждачной бумагой.
Затем пытаемся залудить провод прямо в донышке банки. Если получилось, значит, всё сделали правильно. Если нет, снова работаем наждачной бумагой.
Провод то же прекрасно паяется к алюминиевой банке.
Вместо машинного масла, можно использовать ружейное. Если алюминиевая деталь больших размеров, то возможно потребуется её дополнительно прогревать. Например, на электрической плитке.
Как припаять к алюминию олово
Пайка алюминия оловом
Сегодня из алюминия изготавливают не только провода, но и различные элементы, обеспечивающие надежную работу электроустановок и другого оборудования. Чтобы спаять этот материал применяют различные методы.
Наиболее эффективным является плавка оловом, так как оно находится в свободном доступе и соединение получается качественным и прочным. Эта процедура осуществляется с помощью флюсов и возможна не только в производстве, но и в домашних условиях. Если применять другие присадочные материалы, то алюминий расплавится.
Среди преимуществ данного вида выделяют следующие:
- низкая стоимость;
- олово подходит для пайки деталей различной толщины;
- материал быстро расплавляется под действием температуры, покрывая рабочую поверхность до малейших трещин. При застывании образует качественное соединение;
- плавка не занимает много времени, так как температура плавления низкая;
- олово находится в свободном доступе, и купить его не составит труда.
Кроме преимуществ данного метода есть и недостатки:
- готовое соединение может разрушиться под действием более низкой температуры;
- соединение не приспособлено к высоким механическим нагрузкам;
- в домашних условиях не всегда получается достичь желаемого результата.

Особенности пайки оловом
Единственной проблемой является появление оксидной пленки на месте соединения. Чтобы от нее избавиться применяют растворители, металлические щетки и т. д. Также, большое внимание стоит уделить температуре пайки. Высокая температура разрушит исходный материал, а низкая не сможет обеспечить надежное и качественное соединение. При большой толщине металла процесс осуществляется в несколько слоев.
Многие специалисты рекомендуют использовать газовую горелку. Ее прикрепляют к баллону с помощью шланги. Расход газа можно регулируется вентилем. Он поступает в сопло и поджигается, при этом образую стабильное пламя, температура которого регулируется путем изменения давления.
Также используют бензиновые горелки, однако пары бензина не способны дать высокую температуру для пайки. Поэтому данный метод применяют для соединения тонких металлических деталей.
Пайка паяльником происходит при помощи дополнительных материалов, например, канифоли. Оборудование подключается к электричеству, и его конец нагревается до температуры плавления олова и канифоли.
Помимо олова следует иметь следующие инструменты:
- растворитель;
- металлическая щетка;
- паяльник или горелка;
- режущий инструмент.
- Флюс.
Подбор припоя и инструментов
Пайка алюмин ия может происходить различными методами, которые зависят от состава припоя. В нем должно содержится свинец в малом количестве, а также цинк, который служит для снижения температуры плавления. Инструмент для пайки подбирается в зависимости от личных предпочтений мастера и толщины детали. Например, для тонких изделий лучше использовать горелку.
Дополнительная информация! Температура плавления припоя должна быть максимально низкой, чтобы готовое соединение не разрушалось при холодах.
В первую очередь, подготавливают поверхность, очищая от ржавчины и другого мусора при помощи металлической щетки. Далее, поверхность необходимо обезжирить, что поможет сделать растворитель.
Далее, поверхность необходимо обезжирить, что поможет сделать растворитель.
Если не убрать масляные налеты качество соединения снижается. Он также поможет избавиться от оксидной пленки, которая не разрушается под действием высоких температур. Если работа ведется с проводами, то их нужно залудить, чтобы процедура прошла быстрее, и они не разрушились.
Перед соединением металлических изделий с большой толщиной, их края затачиваются. После подготовительного этапа переходим к пайке. Она происходит в такой последовательности:
- паяльник или горелка включается и выбирается необходимый режим;
- место пайки обрабатывается флюсом;
- осуществляется непосредственное спаивание путем расплавления олова над алюминиевым изделием;
- после спаивания деталь оставляют остыть на некоторое время, а затем проверяют качество соединения.
Обратите внимание! При спаивании металла большой толщины не следует наплавлять шов в одном месте, а наносить олово слоями.
Существует 6 режимов пайки алюминия, каждому из которых предъявляются особые параметры. Они зависят от марки исходного материала. Зная данный показатель, определяют процентное соотношение олова, свинца и других металлов, а также температуру плавления.
Правила техники безопасности
Во время работы следует уделять внимание включенным инструментам (паяльнику или горелке). При работе с газом необходимо проверять целостность шланг и состояние баллона.
Важно! Некоторые виды флюсов при нагревании испаряют вредные вещества, поэтому рабочее помещение должно хорошо проветриваться.
Как паять алюминий оловом своими руками
Чем паять алюминий в домашних условиях
Пайка соединений проводов с припоем считается самым надежным методом соединения проводов и жил кабелей. Хорошо, если нужно паять только медные провода, которые легко облуживаются припоем. Не зря в электронике все вывода элементов медные, луженые.
Пайка алюминия в домашних условиях
После того как цельные провода и многожильные жилы кабелей облудят, их довольно легко соединять пайкой. А как паять алюминий оловом, если припой отторгается окисью алюминия. Как известно алюминий покрыт тонким слоем окиси, которая мгновенно образуется на алюминии при контакте с кислородом. Чтобы припой хорошо держался на алюминиевом проводе нужно снять окись алюминия, а затем лудить.
А как паять алюминий оловом, если припой отторгается окисью алюминия. Как известно алюминий покрыт тонким слоем окиси, которая мгновенно образуется на алюминии при контакте с кислородом. Чтобы припой хорошо держался на алюминиевом проводе нужно снять окись алюминия, а затем лудить.
Для этой цели в качестве флюса существуют: паяльная кислота, специальные флюсы для алюминия, смесь канифоли с ацетоном. Все эти плюсы разрушают или затрудняют образование пленки окиси на алюминии. После применения данного типа флюса процесс лужение алюминия упрощается.
Необходимые инструменты для пайки алюминия оловом являются: электрический паяльник, острый нож, плоскогубцы для скрутки проводов, мелкий напильник для подготовки жала паяльника. Из материалов потребуется: припой ПОС 61 или ПОС 50, флюс для пайки алюминия Ф-64 или аналогичный, губка.
Пайка алюминия оловом и флюсом Ф 64
Флюс Ф 64 предназначен для пайки алюминия. Методика пайки не сложна. В первую очередь нужно снять изоляцию с проводов на 5 см. Изоляция снимается острым ножом под углом к проводу, чтобы не надрезать его. Надрезанный алюминий легко обламывается.
Инструменты и материалы для пайки алюминиевого провода
Далее нужно хорошо зачистить провод мелкой наждачной бумагой или острым ножом. Зачистив провод, его смачивают кисточкой с плюсом и острым ножом продолжают зачищать провод, но уже под флюсом. Таким образом снимают пленку окиси алюминиевого провода, не давая вновь окисляться на воздухе. Далее разогретым паяльником с припоем начинают лужение провода с его конца.
Если начать облуживать провод около изоляции, тогда можно ее подпалить. В этом случае потеряются изоляционные свойства провода. Провод облуживают паяльником, движениями вперед-назад, одновременно снимается окисная пленка с алюминия. Облудить провод ровно сразу не получится. Поэтому на не облуженные участки провода снова наносят флюс и горячим паяльником с припоем и движениями вперед-назад снимают участки оставшейся окисной пленки и обслуживают.
Таким образом покрывают припоем алюминиевый провод полностью. После лужения алюминиевый провод окунают в раствор соды (5 ст. л. на 200 гр. воды) и зубной щеткой смывают остатки флюса. В состав флюса входят активные кислоты, которые не только разъедают пленку, но и сам провод. Поэтому остатки флюса нужно смыть. Смыть его полностью не получится, так как он частично остаётся под припоем и въедается в провод.
Но хоть частично его нужно смывать. Медный провод не обслуживают флюсом Ф 64, лучше использовать раствор канифоли и спирта (50% на 50%). Кисточкой наносят жидкую канифоль на медный провод (предварительно зачистив его) и горячим паяльником обслуживают провод, начиная с конца. Жало паяльника должно быть ровным и чистым. Раковины на конце жала паяльника убирают мелким напильником.
А остатки сгоревшего припоя (шлака) вытирают губкой или тряпкой. Как только алюминиевый и медный провода облуженны, их скручивают пассатижами, кисточкой наносят жидкую канифоль и спаивают соединение, начиная также с конца. Если соединить алюминий без лужения припоем, то это соединение может нарушиться со временем. Соединение алюминия с медью представляет собой гальваническую пару, и при прохождении через него тока нагревает и разрушает соединение.
Если соединить алюминий без лужения припоем, то это соединение может нарушиться со временем. Соединение алюминия с медью представляет собой гальваническую пару, и при прохождении через него тока нагревает и разрушает соединение.
Таблица температурных режимов марок припоя
В результате место скрутки сильно нагревается и обугливается, что повышает пожароопасность. Оловянный припой нейтрален к алюминию, поэтому алюминиевые провода перед соединением с медью нужно лудить. Для пайки алюминиевых проводов хорошо подходят припой ПОС 61 и ПОС 50 с низкой температурой плавления 190 — 210С.
Пайка алюминия с медью оловом и канифолью
Пайка электрических проводов с помощью паяльной кислоты запрещена в ПУЭ. Это связано с тем, что эта кислота полностью не сгорает при пайке. В результате место соединения проводов со временем разъедается кислотой, образуются окиси, которые нагреваются при прохождении тока и могут вызвать возгорание изоляции. К таким кислотно содержащим флюсам относятся специальные флюсы для пайки алюминия, в том числе и Ф 64.
Так как же паять алюминий с медью, чтобы соединение было качественным и долговечным. По сложности метод лужения алюминия оловом и канифолью даже легче, чем лужение алюминия флюсом Ф 64. Но качество и надежность при лужении в канифоли будет высоким. При лужении алюминия в канифоли нужно сделать или подобрать низкую ванночку для жидкой канифоли (канифоль 60% и спирт 40%).
Флюсы для пайки алюминия
Заполняют ванночку жидкой канифолью так, чтобы провод утопал в ней с изоляцией на 5-10 мм. Очищенный от изоляции провод кладут в канифоль и острым ножом (удобно скальпелем) снимают плёнку окиси с алюминиевого провода, не вынимая его из ванночки. То есть под канифолью защищают провод по всей его длине со всех сторон. Под канифолью пленка на очищенных местах алюминиевого провода не образуется, так как нет соприкосновении с кислородом.
Теперь берут разогретой паяльник с припоем мощностью не менее 60 Вт и опустив его на оголенный и очищенный от окиси провод, у самой поверхности канифоли, понемногу прокручивают и вытаскивают уже облуженные участки провода. Суть метода заключается в том, чтобы провод облуживался у самой поверхности жидкой канифоли. Чтобы зачищенные участки провода от окиси не могли соприкасаться с воздухом.
Суть метода заключается в том, чтобы провод облуживался у самой поверхности жидкой канифоли. Чтобы зачищенные участки провода от окиси не могли соприкасаться с воздухом.
Паяльник может быть временами погружен на 2-3 мм в канифоль. Немного облудив провод поднимите паяльник, чтобы он вновь нагрелся. Да в начале, будет много дыма, поэтому лучше учиться паять на улице или в помещении с хорошей вентиляцией. После нескольких попыток у вас выработается своя техника лужения и появится небольшой опыт.
Вы определитесь с положением паяльника, скорость лужения провода увеличится, то есть появится навык, и уменьшится количество дыма. Зато провод будет облужен идеально. Далее, как обычно, скручивают провода и так же паяют их небольшим количеством припоя.
Остатки канифоли на пропаянной скрутке проводов смывают кисточкой со спиртом. Недостаток такого метода — это невозможность пайки в труднодоступных местах. Для таких случаев, лучше использовать другие методы безопасных соединений алюминия с медью.
Как паять алюминий в домашний условиях: припой для пайки, способы, особенности
Процедура пайки алюминиевых элементов в домашних условиях является весьма проблематичным процессом, который облегчается использованием специальных материалов. Работа осложняется моментальным появлением на месте зачистки тонкой оксидной пленки, мешающей спайке. Дополнительную трудность создает сам материал, имеющий низкий температурный порог плавления (+660 °С). Применяя припой для пайки алюминия, особые сильнодействующие флюсы и соблюдая технологию, можно самостоятельно паять практически любые предметы из алюминия.
Особенности и принципы пайки
Низкая температурная величина плавки металла затрудняет технологический процесс спаивания, а также ремонта изделий своими руками. Детали очень быстро теряют при нагреве прочность, а конструкции снижают устойчивость при достижении температурой 300 градусов. Легкоплавкие припои, состоящие из висмута, кадмия, индия, олова тяжело вступают в контакт с алюминием и не обеспечивают достаточную прочность. Отличная растворимость наблюдается у металла в сочетании с цинком, что придает спаянным местам высокую надежность.
Отличная растворимость наблюдается у металла в сочетании с цинком, что придает спаянным местам высокую надежность.
Перед началом спаивания элементы из алюминия хорошо зачищаются от окислов, грязи. Для этого можно применять механическое воздействие при помощи щеток или же использовать специальные флюсы из сильнодействующего состава. Перед самой процедурой следует обязательно залудить обрабатываемые участки. Оловянное покрытие защитит деталь от возникновения окислов. Чтобы надежно припаять алюминиевые изделия необходимо правильно подобрать нагревательный инструмент, учитывая объем обрабатываемого металла. Помимо этого, надежность соединения зависит от того, какой выбран сплав, а также флюс для пайки алюминия.
Методы пайки
Спаивание алюминиевых изделий производится паяльником электрического типа, паяльной лампой или же газовой горелкой. Существую три способа спаивания разнообразных предметов из алюминия:
- с канифолью;
- с применением припоев;
- электрохимический метод.
С канифолью
Этот вариант пайки алюминиевых предметов, проводов, кабелей применяется для деталей небольшого размера. Для этого зачищенный участок электропровода покрывается канифолью и помещается на кусочек шлифовальной шкурки, имеющей среднюю зернистость. Сверху провод прижимается залуженным жалом нагретого паяльника. Это действие проводится несколько раз, после чего выполняется сама процедура спаивания электропроводов. Можно применять канифольный раствор в диэтиловом эфире.
В таком случае конец паяльника не отнимается от залуживаемого конца, а сверху добавляется канифоль. Для соединения скруткой тонких алюминиевых проводов подойдет электропаяльник с мощностью порядка 50 Вт. При толщине алюминия около 1 мм необходим паяльник 100 Вт, а детали более 2 мм требуют предварительного прогрева места соединения.
С применением припоев
Данный метод наиболее распространен и применяется в электротехнике, при ремонте автомобильных деталей, а также прочих изделий. Перед тем как паять алюминий, проводится предварительное покрытие запаиваемого места сплавом и последующее соединение облуженных элементов. Детали, предварительно залуженные, соединяются между собой, а также с прочими сплавами и металлами.
Перед тем как паять алюминий, проводится предварительное покрытие запаиваемого места сплавом и последующее соединение облуженных элементов. Детали, предварительно залуженные, соединяются между собой, а также с прочими сплавами и металлами.
Паяние элементов можно проводить с помощью легкосплавных припоев, имеющих в составе олово, цинк, а также кадмий. Помимо этого, активно используются тугоплавкие материалы на основе алюминия. Почему применяются легкосплавные составы? Потому что они позволяют спаять алюминиевое изделие при температуре до 400 градусов. Это не производит качественных изменений свойств металла и сохраняет его прочность. Составы с кадмием и оловом не создают достаточную надежность контакта, подвержены коррозионным воздействиям. Этих недостатков лишены тугоплавкие материалы с цинком, медью, а также кремнием на основе алюминия.
Электрохимический метод
Эта процедура требует наличия установки для выполнения гальванического покрытия. С ее помощью проводится омеднение поверхности изделия или провода. При ее отсутствии используется самостоятельная обработка детали. Для этого, на зачищенное шлифовальной шкуркой место, наносится несколько капель насыщенного раствора медного купороса. После этого к обрабатываемому изделию подключается отрицательный полюс независимого источника электропитания.
При ее отсутствии используется самостоятельная обработка детали. Для этого, на зачищенное шлифовальной шкуркой место, наносится несколько капель насыщенного раствора медного купороса. После этого к обрабатываемому изделию подключается отрицательный полюс независимого источника электропитания.
Им может послужить батарейка, аккумулятор или же любой электрический выпрямитель. К положительному выводу подсоединяется очищенный медный провод диаметром порядка 1 мм, расположенный в изолированной подставке. В процессе электролиза на деталь будет постепенно оседать медь, после чего проводится лужение участка, сушка при помощи электропаяльника. После этого можно легко запаять залуженное место.
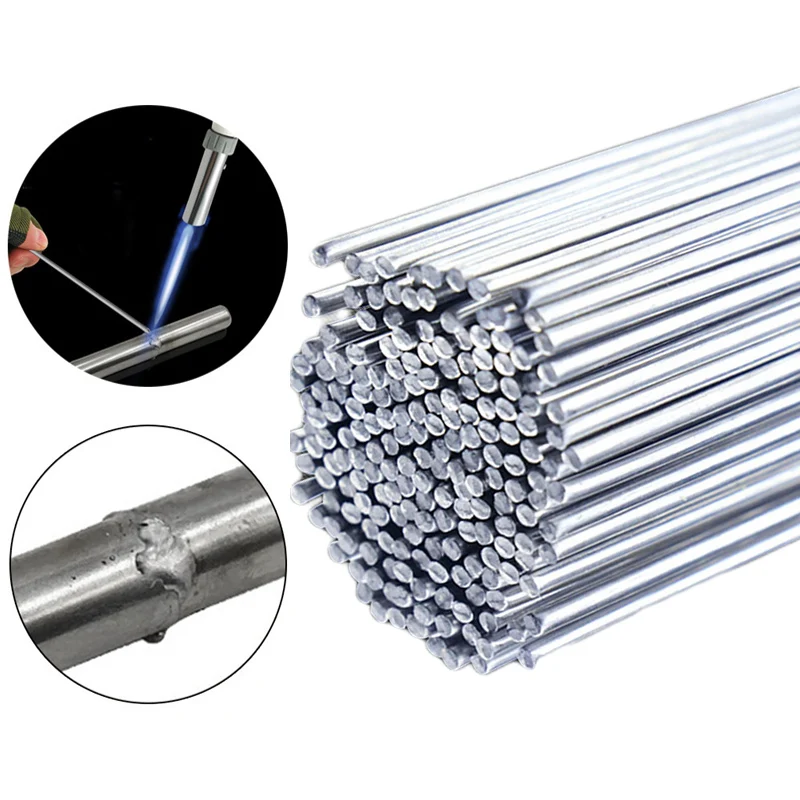
Припои, материалы, флюсы
Пайка алюминия оловом выполняется при условии применения высокоактивных флюсов, а также хорошей зачистки участков деталей. Такие оловянные соединения требуют дополнительного покрытия специальными составами, так как имеют невысокую прочность и слабую защиту от коррозионных процессов.
Чем паять алюминиевые элементы? Качественные паяные соединения получаются при использовании припоев с кремнием, алюминием, цинком, а также медью. Эти материалы выпускаются как отечественными, так и многими зарубежными фирмами-производителями. Отечественные марки прутков представлены наиболее использующимися припоями ЦОП40, которые по гост имеют в составе 60 % олова и 40 % цинка, а также 34А (алюминий – 66 %, кремний – 6 %, медь – 28 %). Используемый цинк придает высокую прочность месту контакта и обеспечивает хорошую коррозионную устойчивость. К импортным низкотемпературным сплавам с отличными характеристиками относится HTS-2000, который обеспечивает максимальное удобство в применении.
Эти сплавы применяются для работы с крупногабаритными деталями (радиаторы, трубы) с высоким теплоотводом при помощи грелки или же предметов из алюминиевых сплавов, имеющих довольно высокотемпературное плавление. Начинающие ремонтники могут ознакомиться с процессом спаивания, просмотрев обучающее видео. Это поможет избежать многих неприятных нюансов в процессе работы.
Это поможет избежать многих неприятных нюансов в процессе работы.
Помимо припоев, алюминиевая пайка требует применения специальных флюсов, имеющих в составе фторборат аммония, цинка, а также триэтаноламин и прочие элементы. К наиболее популярным относится отечественный Ф64, имеющий повышенную химическую активность. Его можно применять даже без предварительной зачистки изделий от оксидной пленки. Кроме него, используется 34А, содержащий хлориды лития, калия и цинка, а также фторид натрия.
Подготовка изделий
Надежность, а также отменное качество соединений обеспечивается не только использованием правильной технологии, но и от подготовительных работ. К ним относится обработка запаиваемых поверхностей. Она необходима для удаления загрязнений и тонкой оксидной пленки.
Механическую обработку выполняют с помощью шлифовальной шкурки, металлической щетки, проволочной нержавеющей сетки или шлифовальной машинки. Помимо этого, используются для очистки разнообразные кислотные растворы.
Обезжиривание поверхности выполняется с использованием растворителей, а также бензина или же ацетона. На зачищенном алюминиевом участке оксидная пленка появляется практически сразу, однако ее толщина значительно ниже первоначальной, что облегчает паяльный процесс.
Нагревательные инструменты
Чем паять алюминий в домашних условиях? Для припаивания алюминиевых изделий небольшого размера дома применяются электропаяльники. Они являются универсальным инструментом, вполне удобным для припаивания проводов, ремонта маленьких трубок и прочих элементов. Для них требуется минимум рабочего пространства, а также наличие электросети. Ремонт крупногабаритных изделий и сварка выполняется газовой горелкой, которая использует аргон, бутан, пропан. Для пайки алюминиевых предметов в домашних условиях можно применять стандартную паяльную лампу.
При использовании газовых горелок необходимо постоянно следить за их пламенем, которое характеризует сбалансированную подачу кислорода и газов. При правильной газовой смеси огненный язычок имеет ярко-синий цвет. Неяркий оттенок, а также небольшое пламя свидетельствуют о переизбытке кислорода.
При правильной газовой смеси огненный язычок имеет ярко-синий цвет. Неяркий оттенок, а также небольшое пламя свидетельствуют о переизбытке кислорода.
Технологический процесс
Технология пайки алюминиевых предметов похожа на процесс соединения деталей их прочих металлических материалов. Первым делом проводится зачистка и обезжиривание мест будущей спайки. Затем соединяемые элементы устанавливаются в рабочее положение для удобства обработки. На подготовленный участок наносится флюс, и, изначально холодное, изделие начинает нагреваться при помощи электропаяльника или же горелки. При повышении температуры начинает плавиться пруток припоя, которым требуется постоянно касаться поверхности элементов, контролируя нагревательный процесс. Пайка алюминиевых элементов в домашних условиях электрическим паяльником выполняется в комнате с хорошим проветриванием, так как при работе выделяются опасные соединения.
Использование безфлюсового припоя требует соблюдения некоторых нюансов. Чтобы оксидная пленка не мешала попаданию сплава на детали, концом прутка выполняются царапающие движения по участку спаивания элементов. Этим нарушается оксидная целостность и припой входит в контакт с обрабатываемым металлом.
Чтобы оксидная пленка не мешала попаданию сплава на детали, концом прутка выполняются царапающие движения по участку спаивания элементов. Этим нарушается оксидная целостность и припой входит в контакт с обрабатываемым металлом.
Разрушение оксидного слоя при пайке можно выполнять и другим методом. Для этого обрабатываемый участок процарапывается металлической щеткой или же прутком из стали нержавеющего типа.
Для обеспечения максимальной прочности алюминиевых деталей в спаиваемом месте, обрабатываемые участки подвергаются предварительному лужению. Соблюдение технологии пайки элементов из алюминия гарантирует отличное качество соединения, а также его защиту от коррозии.
Рекомендуем также к прочтению:
Как спаять алюминий в домашних условиях, особенности пайки алюминия
Пайка алюминия — трудновыполнимый в домашних условиях процесс. Сложность объясняется свойствами металла, которые затрудняют соединение отдельных частей из алюминия с другими веществами. Соединять алюминий нужно с соблюдением специально разработанных технологий, обеспечивающих качество пайки. Значение имеет опыт мастера, соединяющего пайкой детали из алюминия.
Соединять алюминий нужно с соблюдением специально разработанных технологий, обеспечивающих качество пайки. Значение имеет опыт мастера, соединяющего пайкой детали из алюминия.
Почему алюминий плохо паяется
Многие пробовали паять алюминий в домашних условиях и хорошо поняли: припой не хочет прилипать к поверхности деталей. Это происходит по причине образования на металле устойчивой оксидной пленки, которая имеет низкую адгезию к материалу припоя. Методы пайки алюминия в домашних условиях сводятся к борьбе с защитной пленкой.
В минералогии оксид алюминия называют корундом. Он состоит из прозрачных кристаллов, являющихся драгоценными камнями. Корунд имеет различную окраску, зависящую от примесей: хром придает красноватый оттенок, сапфир — синеватый. Окисная пленка обладает высокой прочностью и не поддается пайке. Ее необходимо удалить с поверхности и после этого начинать паять детали.
Как удалить оксидную пленку
Пленку с поверхности металла удаляют несколькими способами, наиболее эффективными являются химический и механический. Оба метода для работы требуют безвоздушной среды, в которой нет кислорода.
Химический метод основан на осаждении на поверхности заготовки цинка или меди путем электролиза. На место, подготовленное к пайке, наносят медный купорос в виде концентрированного раствора. К чистому участку металла прикрепляют минусовую клемму аккумулятора или другого источника питания. Один конец медной проволоки подключают к плюсовой клемме, другой опускают в раствор на поверхности алюминия. В результате электролиза медь или цинк тонким слоем оседает на алюминии и крепко к нему прилипает. Теперь можно производить пайку алюминия оловом.
Для удаления оксида используют масляную пленку. Для этого способа лучше брать масло синтетическое или трансформаторное с малым содержанием воды. Другие виды масел нужно подержать при температуре +150…+200°С, вода испарится. При более высокой температуре содержимое начнет разбрызгиваться. Обезвоженное масло наносится на поверхность алюминиевой детали. Наждачной бумагой нужно под нанесенным слоем потереть алюминий для удаления оксида.
Наждачную шкурку заменяют скальпелем, зазубренным жалом паяльника или железной стружкой, полученной из натертого напильником гвоздя. Стружку насыпают на масло и жалом паяльника трут по поверхности, сдирая оксидный слой. Массивную деталь желательно подогреть горячей воздушной струей. Припой паяльником погружается в масляную капельку и растирается по месту пайки. Для лучшего прохождения процесса пайки добавляется канифоль или другой флюс.
Для пайки алюминиевых проводов созданы флюсы на основе ацетилсалициловой или ортофосфорной кислоты, солей борной или натриевой кислоты. Канифоль применяется редко, она малоэффективна в случае с алюминием. Флюсы применяются при пайке проводов, кастрюль и других вещей.
Флюсы для пайки алюминия
Флюсы имеют высокую активность, поэтому после пайки их нужно смывать раствором воды с щелочью. Роль щелочи хорошо выполняет пищевая сода. После щелочи место соединения промывается чистой водой. Следует беречь органы дыхания от попадания в них паров флюса. Они способны раздражать слизистые и попадать в кровь. Наиболее распространенные из них требуется рассмотреть каждый в отдельности.
Они способны раздражать слизистые и попадать в кровь. Наиболее распространенные из них требуется рассмотреть каждый в отдельности.
Канифоль — наиболее востребованный из всех флюсов. Он используется при соединении различных металлов. На алюминии работает только при отсутствии воздуха, поэтому применяется редко. Времени при работе с канифолью тратится больше, эффективности меньше. Этот флюс не для профессионалов, выполнять пайку может, но качество соединения не отличается прочностью.
Порошковый флюс
Алюминий паяют газовой горелкой с применением порошковых флюсов. Не рекомендуется к пламени добавлять кислород, он снижает эффективность работы флюса. Наиболее распространенные флюсы:
- Ф-34А;
- бура;
- ацетилсалициловая кислота;
- паяльный жир.
Ф-34А — активный флюс, имеющий в составе 50% хлорида калия, 32% хлорида лития, 10% фторида натрия и 8% хлорида цинка. Состав применяется с припоями, содержащими химические добавки. Он обладает гигроскопичностью и растворяется в воде.
Он обладает гигроскопичностью и растворяется в воде.
Бура — порошок, плавящийся при 700°С, обладает растворимостью в воде, смывается водным раствором лимонной кислоты. Отличается низкой стоимостью.
Ацетилсалициловая кислота встречается в виде таблеток аспирина. При нагреве паяльником выделяются вредные для здоровья человека пары, обжигающие нос, глаза и органы дыхания.
Паяльный жир состоит из парафина, хлорида аммония и цинка, деионизированной воды. Хорошо паяет предварительно прогретые места, прошедшие процедуру лужения. После спаивания алюминиевых деталей рекомендуется остатки флюса смывать, иначе он вызывает коррозию металла.
Пайка алюминия паяльником и газовой горелкой
Существует распространенное убеждение, согласно которому невозможно паять или лудить алюминий (а также сплавы на его основе) не имея для этого спецоборудования.
В качестве аргумента приводится два фактора:
- при контакте с воздухом на поверхности алюминиевой детали образуется химически стойкая и тугоплавкая оксидная пленка (AL2O3), в результате чего создается препятствие для процесса лужения;
- процесс пайки существенно осложняется тем, что алюминий расплавляется при температуре 660°С (для сплавов это диапазон в пределах от 500 до 640°С).
 Помимо этого металл теряет прочность, когда в процессе нагрева его температура поднимается до 300°С (у сплавов до 250°С), что может вызвать нарушение устойчивости алюминиевых конструкций.
Помимо этого металл теряет прочность, когда в процессе нагрева его температура поднимается до 300°С (у сплавов до 250°С), что может вызвать нарушение устойчивости алюминиевых конструкций.
Учитывая приведенные выше факторы, осуществить пайку алюминия обычными средствами действительно невозможно. Решить проблему поможет применение сильнодействующих флюсов, в сочетании с использованием специальных припоев. Рассмотрим подробно эти материалы.
Обычно в качестве основы легкоплавкого припоя используются: олово (Sn), свинец (Pb), кадмий (Cd), висмут (Bi) и цинк (Zn). Проблема в том, что алюминий в этих металлах практически не растворяется (за исключением цинка), что делает соединение ненадежным.
Применив флюс с высокой активностью и проведя должным образом обработку мест соединения, можно использовать припой на оловянно-свинцовой основе, но лучше отказаться о такого решения. Тем более, что паянное соединение на основе системы Sn-Pb обладает низкой устойчивостью к коррозии. Нанесение лакокрасочного покрытия на место пайки позволяет избавится от этого недостатка.
Нанесение лакокрасочного покрытия на место пайки позволяет избавится от этого недостатка.
Для пайки алюминиевых деталей желательно использовать припой на основе кремния, меди, алюминия, серебра или цинка. Например 34A, который состоит из алюминия (66%), меди (28%) и кремния (6%), или более распространенный ЦОП-40 (Sn – 60%, Zn – 40%).
Припой отечественного производства – ЦОП-40
Заметим, что чем больше процентное содержание цинка в составе припоя, тем прочнее будет соединение и выше его устойчивость к коррозии.
Высокотемпературным считается припой, состоящий из таких металлов, как медь, кремний и алюминий. Например, как упомянутый выше отечественный припой 34A, или его зарубежный аналог «Aluminium-13» , в котором содержится 87% алюминия и 13% кремния, что позволяет осуществлять пайку при температуре от 590 до 600°С.
«Aluminium-13» производства компании Chemet
При выборе флюса необходимо учитывать, что не каждый из них может быть активным к алюминию. Мы можем порекомендовать использовать в таких целях продукцию отечественного производителя – Ф-59А, Ф-61А, Ф-64, они состоят из фторборатов аммония с добавлением триэтаноламина. Как правило, на пузырьке есть пометка – «для алюминия» или «для пайки алюминия».
Мы можем порекомендовать использовать в таких целях продукцию отечественного производителя – Ф-59А, Ф-61А, Ф-64, они состоят из фторборатов аммония с добавлением триэтаноламина. Как правило, на пузырьке есть пометка – «для алюминия» или «для пайки алюминия».
Флюс отечественного производства
Для высокотемпературной пайки следует приобрести флюс, выпускаемы под маркой 34А. Он состоит из хлористого калия (50%), хлорида лития (32%), фторида натрия (10%) и хлористого цинка (8%). Такой состав наиболее оптимален, если производится высокотемпературная пайка.
Рекомендуемый флюс для паки при высокой температуре
Подготовка поверхности
Прежде чем начинать лужение, необходимо выполнить следующие действия:
- обезжирить поверхность при помощи ацетона, бензина или любого другого растворителя;
- удалить оксидную пленку с места, где будет производится пайка. Для зачистки используется наждачная бумага, абразивный круг или щетка с щетиной из стальной проволоки.
 В качестве альтернативы можно применить травление, но эта процедура не так сильно распространена в силу своей специфичности.
В качестве альтернативы можно применить травление, но эта процедура не так сильно распространена в силу своей специфичности.
Следует учитывать, что полностью оксидную пленку удалить не получится, поскольку на очищенном месте моментально появляется новое образование. Поэтому зачистка производится не с целью полного удаления пленки, а для уменьшения ее толщины, чтобы упростить флюсу задачу.
Нагрев места пайки
Для пайки небольших деталей можно воспользоваться паяльником мощностью не менее 100Вт. Массивные предметы потребуют более мощного нагревательного инструмента.
Паяльник мощностью 300 Вт
Наиболее оптимальный вариант для нагрева — использование газовой горелки или паяльной лампы.
Простая газовая горелка
При использования горелки в качестве нагревательного инструмента следует учесть следующие нюансы:
- нельзя перегревать основной металл, поскольку он может расплавиться. Поэтому в процессе необходимо регулярно контролировать температуру.
 Делать это можно, касаясь припоем нагреваемого элемента. Расплавление припоя даст знать, что достигнута необходимая температура;
Делать это можно, касаясь припоем нагреваемого элемента. Расплавление припоя даст знать, что достигнута необходимая температура; - не следует использовать кислород для обогащения газовой смеси, поскольку он способствует сильному окислению металлической поверхности.
Инструкция по пайке
Процесс пайки алюминиевых деталей не имеет своих отличительных особенностей, он осуществляется также как со сталью или медью.
Алгоритм действий следующий:
- обезжиривается и зачищается место пайки;
- производится фиксация деталей в нужном положении;
- нагревается место соединения;
- прикасаются стержнем припоя (содержащим активный флюс) к месту соединения. Если используется безфлюсовый припой, то для разрушения пленки оксида наносится флюс, после чего трут твердым куском припоя по месту пайки.
Для разрушения пленки оксида алюминия также используется щетка со щетиной из стальной проволоки. При помощи этого простого инструмента производят растирание расплавленного припоя по алюминиевой поверхности.
Пайка алюминия — полная видео инструкция
https://www.youtube.com/watch?v=ESFInizLE9U
Что делать при отсутствии нужных материалов?
Когда нет возможности подготовить все необходимые для пайки материалы, можно использовать альтернативный способ, при котором применяется припой на оловянной или оловянно-свинцовой основе. Что касается флюса, то он заменяется канифолью. Чтобы не образовывалась новая пленка оксида алюминия на месте старой, зачистка производится под слоем расплавленной канифоли.
Паяльник, помимо своего прямого назначения, будет использоваться как инструмент, разрушающий оксидную пленку. Для этого на его жало надевается специальный скребок. Увеличить результативность процесса можно, добавив в канифоль металлических опилок.
Процесс производится следующим образом:
- нагретым луженым паяльником расплавляют канифоль в месте пайки;
- когда канифоль полностью покрывает поверхность, начинают тереть об нее жалом паяльника. В результате этого металлические опилки и жало разрушают пленку оксида алюминия. Поскольку слой расплавленной канифоли не позволяет проникать воздуху к алюминиевой поверхности, на ней не образовывается оксидная пленка. По мере того, как производится разрушение пленки, будет происходить лужение детали;
- когда процесс лужения завершен, детали соединяют и прогревают, пока не будет достигнута температура плавления припоя.
Необходимо предупредить, что процесс пайки алюминия без специальных материалов — довольно хлопотный процесс без гарантии успешного завершения. Поэтому лучше не тратить на такую работу свои силы и время, тем более, что качество и надежность такого соединения будут сомнительными.
Гораздо проще купить активный флюс и высокотемпературный припой, при помощи которых пайка алюминия даже в домашних условиях не вызовет затруднений.
Пайка алюминия в домашних условиях газовой горелкой и паяльником с использованием оловянно-свинцовых припоев
Алюминий относится к металлам, плохо поддающимся пайке. Это обусловлено его склонностью к образованию на поверхности изделий прочной плёнки окисла, препятствующей смачиванию детали расплавленным припоем.
Одна только механическая зачистка поверхности не помогает, так как новый окисел образуется мгновенно после снятия старого. По этой причине, для пайки алюминия применяют специальные флюсы и соблюдают особую технологию.
Соединение проводов
Обычно пайка алюминия применяется в тех случаях, когда соединяемые детали достаточно малы и применение аргоновой сварки невозможно, либо она отсутствует. Один из примеров применения пайки – соединение электрических проводов из разных материалов.
Нередко на практике приходится производить соединение медных и алюминиевых проводов. Выполнять такие соединения скруткой нельзя, так как эта пара металлов образует очаг электрохимической коррозии. В этом случае, отличным вариантом соединения может служить пайка алюминия с медью.
Такую операцию можно выполнить обыкновенным мягким свинцово-оловянным припоем, но при этом следует использовать специальный флюс для пайки алюминия. Процедура должна выполняться в следующей последовательности:
- сначала необходимо зачистить медный провод и залудить его с применением канифоли;
- для лужения алюминиевого провода следует, после механической зачистки от окисной плёнки, покрыть его слоем флюса для пайки алюминия;
- для лучшей механической прочности соединения залуженные провода можно скрутить;
- нагревая паяльником соединение с добавлением флюса добиться расплавления припоя и образования спайки.
Полученное таким образом соединение можно смело заделывать в стену, прослужит оно очень долго.
Снятие оксидной пленки
Обычно при наличии хорошего флюса, специально предназначенного для пайки алюминия, применение каких-либо особых ухищрений не требуется, достаточно произвести механическую зачистку и смочить паяемую поверхность флюсом.
Также возможно применение кислоты для пайки алюминия. Используют соляную кислоту, в которой растворен цинк (паяльная кислота), применяют также флюсы на основе ортофосфорной кислоты.
Но если такой флюс отсутствует или в силу плохого качества не обеспечивает пайку, можно пойти другим путём. Есть несколько способов удаления окисной плёнки для успешного лужения заготовки.
В канифоли
Алюминиевый провод или другую деталь можно освободить от окисной плёнки, погрузив её в жидкую канифоль. Для этого можно либо расплавить её, либо приготовить спиртовой раствор.
Погрузив деталь в канифоль, острым ножом нужно соскоблить плёнку окисла. Слой канифоли препятствует доступу воздуха и образованию нового окисла. После этого деталь можно залудить, используя разогретый паяльник с припоем.
Абразивным порошком
При отсутствии флюса и канифоли пайку алюминия можно произвести следующим образом. Готовится паста, состоящая из порошка абразива и трансформаторного масла.
В качестве абразива можно также использовать мелкие металлические опилки. Заготовка покрывается данным составом, после чего натирается горячим паяльником с припоем.
В результате этого зёрна абразива или металлической стружки снимают плёнку, а поверхность тут же, без доступа воздуха смачивается припоем. После лужения изделие можно легко запаять.
Химический способ очистки
По сути, этот способ является не чем иным, как обмеднением алюминиевой поверхности. Выполняется он следующим образом.
Ту часть алюминиевой заготовки, которую предстоит покрыть слоем меди, смачивают раствором медного купороса. Затем берут источник постоянного тока, напряжением 4,5 вольта.
Это может быть батарейка или аккумулятор. Алюминиевую деталь соединяют с минусовым выводом источника питания. К плюсовой клемме присоединяют медный провод, конец которого запутывают в щетине зубной щётки.
Далее щётку смачивают раствором медного купороса. Провод, находящийся в щетине, должен быть хорошо увлажнён. После этого щёткой натирают место детали, предварительно смоченное раствором.
В результате гальванической реакции поверхность алюминия покрывается тонким слоем меди, что позволяет её паять, как если бы это была медная деталь.
Разогрев детали
При пайке достаточно массивных деталей, мощности обычного электрического паяльника может не хватить, чтобы нагерть заготовку до нужной температуры.
Можно воспользоваться для разогрева алюминия в домашних условиях газовой горелкой. Для этой цели лучше использовать портативную горелку, питающуюся от маленького газового баллончика. При этом работать нужно очень аккуратно. Недопустимо перегреть основной металл до состояния, когда он начнёт плавиться.
Можно также применить комбинированный метод нагрева. Например, массивную алюминиевую деталь поместить на конфорку кухонной газовой плиты и зажечь малый огонь. В месте пайки можно орудовать электрическим паяльником.
Всё сказанное о способах пайки алюминия относится к различным сплавам на основе этого металла. Несколько обособлена только тема пайки силумина. Этот материал является сплавом алюминия, содержащим кремний (грубо говоря, песок).
Пайка этого сплава доставляет особые трудности. Попытки спаять силумин часто терпят неудачи.
Даже после, казалось бы, удачной пайки, оказывается, что соединение не обладает нужной прочностью и может разрушиться. Специалисты не советуют паять этот материал. Лучший способ соединения этого сплава – аргонодуговая сварка.
Высокотемпературный процесс
Промышленные способы алюминиевой пайки отличаются применением более твёрдых припоев, содержащих алюминий. Для применения такой технологии требуется заводское оборудование и наличие специальных флюсов.
Так, нагрев и пайка заготовок производится в специальных печах туннельного типа. Процесс пайки осуществляется в среде инертных газов при температуре, достигающей 600 ℃. Эта технология применяется при изготовлении алюминиевых радиаторов и теплообменников современных автомобилей.
Пайка алюминия.
ПАЙКА АЛЮМИНИЯ
г. Рига, Ю. БИТЕ
Для пайки алюминия обычными оловянно-свинцовыми припоями ПОС может быть рекомендован метод, предложенный зарубежными радиолюбителями и проверенный автором этой заметки, заключающийся в следующем.
На алюминий в мосте пайки наносится жидкое минеральное масло и поверхность алюминия под слоем масла зачищается скребком или лезвием ножа для удаления имеющейся пленки окиси. Припой наносится хорошо нагретым паяльником. Для пайки тонкого алюминия достаточна мощность паяльника 50 вт, для алюминия толщиной 1 мм и более желательно применение паяльника мощностью 90 вт. Если припой не пристал к металлу, процесс облуживания необходимо повторить.
Лучшие результаты получаются в случае применения щелочного масла для чистки оружия после стрельбы, хорошее и удовлетворительное качество пайки обеспечивают минеральное масло для швейных машин и точных механизмов, вазелиновое масло и масло “Универсал”.
Припой должен содержать не менее 50% олова, наиболее удобным для работы является легкоплавкий припой ПОС-61. Припой ПОС-30 не обеспечивает хорошего качества пайки.
При пайке алюминия толщиной 2 мм место пайки перед нанесением масла желательно предварительно прогреть паяльником.
Данный метод можно применять для припаивания монтажных проводов к корпусам электролитических конденсаторов, не нарушая их работоспособности.
Радио N 8 1966 г.с.35
Пайка алюминия припоями ПОС.
Пайка оловянно-свинцовыми припоями алюминиевых изделий затруднительна, но все же возможна, если оловянно-свинцовый припой содержит не менее 50% олова (ПОС50, ПОС61, ПОС90).
В качестве флюса применяют минеральное
масло. Лучшие результаты получаются при использовании щелочного масла
(для чистки оружия после стрельбы). Удовлетворительное качество пайки
обеспечивет минеральное масло для швейных машин и точных механизмов.
На место пайки наносят флюс и
поверхность алюминия под слоем масла зачищают скребком или лезвием
ножа, чтобы удавить имеющуюся всегда на поверхности алюминия оксидную
пленку. Паяют хорошо нагретым паяльником. Для пайки тонкого алюминия
достаточна мощность паяльника 50 Вт, для алюминия толщиной 1мм и более
желательна мощность 90 Вт. При пайке алюминия толщиной более 2 мм место
пайки нужно предварительно прогреть паяльником и только после этого
наносить флюс
ПАЙКА АЛЮМИНИЯ
Те, кому приходилось хотя бы раз иметь дело
с алюминием, знает, насколько трудно он поддается лужению и пайке.
В обычных условиях поверхность алюминиевых деталей покрыта тонкой и
прочной оксидной пленкой. Разрушенная пленка сразу же восстанавливается
благодаря кислороду воздуха.
И все соединять алюминиевые детали можно. И не только с медными и
железными, но и с алюминиевыми же. Делается это так. Место стыка хорошо
прогреваем и покрываем слоем канифоли. Затем набираем на жало паяльника
немного оловянно-свинцового припоя, смешанного с железными опилками, и
круговыми движениями жала залуживаем разогретое место. Опилки разрушают
окисную пленку, и алюминий, защищенный канифолью и потому не успевающий
снова окислиться, прочно связывается с припоем. Необходимо только
следить за тем, чтобы паяльник не перегревался и не сжигал канифоль.
Пайка алюминия припоем П250А.
Припой содержит 80% олова и 20% цинка.
Коррозионная стойкость паяных швов, выполненных припоем П250А,
несколько ниже, чем выполненных оловынно-свинцовыми припоями.
Флюс представляет собой смесь олеиновой
кислоты и йодида лития. Йодид лития (2-3гр) помещают в пробирку или
колбу и добавляют 20 мл (около 20гр) олеиновой кислоты (в состав флюса
может входит от 5 до 17% йодида лития). Смесь слегка подогревают до
полного растворения соли. Готовый флюс сливают в чистую стеклянную
посуду и охлаждают. Если используется водная соль лития, то при ее
растворении на дно пробирки опускается слой водной смеси, а флюс
всплывает, и его осторожно сливают.
Перед
пайкой жало хорошо прогретого паяльника (температура жала должна быть
около 350 °С) зачищают и лудят припоем П250А, пользуясь чистой
канифолью. Соединяемые поверхности деталей смачивают флюсом, лудят и
паяют. После охлаждения остатки флюса удаляют тампоном из ткани,
смоченным в спирте, и покрывают шов защитным лаком.
Флюс в процессе пайки не выделяет
токсичных или обладающих резким запахом веществ. С ткани и кожи рук он
легко смывается водой с мылом.
ПАЙКА АЛЮМИНИЯ И ЕГО СПЛАВОВ
К известным методам пайки алюминий я предлагаю добавить еще один, очень простой. Зачищенное и обезжиренное место пайки покрывают с помощью паяльника тонким слоем канифоли, а затем сразу же натирают таблеткой анальгина (бенальгина). После этого облуживают поверхность припоем ПОС-50 (или близким к нему), прижимая к ней с небольшим усилием жало слегка перегретого паяльника. С облуженного места ацетоном смывают остатки флюса, еще раз осторожно прогревают и снова смывают флюс. Спаивание деталей производят обычным образом.
А. ГЛОТОВ с. Галиевка Воронежской обл
На главную страницу.
Как паять алюминий – Обсуждение ювелирных изделий
Что делает алюминий в продаже? Работает нормально? Уилл Сильвер Припой работать?
Лаура,
Алюминий – это металл, который сильно отличается от серебра. Одно из ключевых отличий
заключается в том, что он имеет чрезвычайно высокое сродство к кислороду. Любая открытая поверхность алюминия
образует мгновенный непроницаемый оксидный слой, который затем предотвращает попадание кислорода
на поверхность, и поэтому металл
сохраняет свою металлическую природу.Но этот оксидный слой препятствует нормальной пайке
. Серебряные или золотые припои вообще не подойдут. Фактически,
многие из них плавятся при более высокой температуре, чем сам алюминий, что не принесет вам особой пользы.
, однако, есть припои, предназначенные для алюминия. Обычно это
комбинация довольно твердого припоя и специально разработанного флюса
. При использовании вы «протираете» припой на стыке
, который механически помогает флюсу вытеснить этот очень прочный оксидный слой
настолько, чтобы припой прилип.Припои гораздо больше похожи на припои на основе олова
, которые ювелиры называют «мягкими» или «свинцовыми» припоями. Но они
работают. Тем не менее, эти вещи обычно предназначены для ремонта перил крыльца
, а не для изготовления ювелирных изделий. Если вы думаете, что
аккуратно поместите маленькие пайетки из алюминиевого припоя вокруг алюминиевой рамки
, пока вы припаиваете ее к алюминиевому кольцу,
вам не повезло. Вы, вероятно, не добьетесь того, чтобы это работало … Обратите внимание, что
, как правило, эти припои предназначены для соединения алюминия с алюминием.
Не алюминий по отношению к другим металлам.
Алюминий обычно крепится с использованием так называемого «холодного склеивания»
, такого как ривиты, винты, механически сформированные соединения и т.п. Одним из методов, который действительно обеспечивает плавление металлов, является сварка плавлением
, для которой требуется специальный аппарат. Обычно это используется для вещей
, таких как стойки для серег или аналогичные находки, прикрепляемые к алюминию
. Они сделаны специально для этого использования, с крошечным «наконечником» металла
, выступающим вниз из области, предназначенной для приклеивания к алюминию
.Машина помещает электрический заряд между находкой
и деталью, к которой нужно прикрепить, и хлопает их вместе. Когда это маленькое перо
просто касается другого куска металла, оно вызывает искру.
Искра обращается с этим маленьким наконечником, как с предохранителем, пережигая его. По сути,
делает то же самое, что и отвертка, которой вы случайно однажды коснулись
провода под напряжением. Помнить? испарил половину наконечника отвертки
, когда он образовал дугу? Будет, это контролируется, но это
маленькое «перо» металла испаряется так же, как
соединяются вместе две большие поверхности.Это создает очень горячую плазму на мгновение
между металлами, которая не только вытесняет весь атмосферный газ,
включая кислород, но также плавит поверхности достаточно, чтобы они могли смешивать
и связываться, когда они контактируют друг с другом.
обычно используется для установки штифтов сережек и
других деталей. но его можно использовать как более универсальную технику склеивания
, если учесть, что хорошо приклеенный штырь серьги
также можно рассматривать как заклепку, готовую для вставки через отверстие в другом куске металла
и зачищенной поверх … идеи?
Машины, начиная с маленьких «игристых» сварочных аппаратов, проданных за
около 400 баксов…
И если у вас есть доступ к обычному оборудованию для электродуговой сварки,
также предлагает методы сварки, предназначенные для алюминия.Обычно они
требуют какой-то газовой защиты зоны сварки, например, при сварке TIG
или MIG. Опять же, это обычно не ювелирная шкала, но кто знает
…
Надеюсь, это поможет.
Питер Роу
6 способов пайки алюминиевых деталей с помощью электрического паяльника – Yantai Baodi Copper & Aluminium Co., Ltd
При обслуживании радио и бытовой техники иногда необходимо припаять небольшие алюминиевые детали, потому что поверхность алюминиевого устройства легко снимается. оксидированный, который новичкам сложно паять прочно.Автор ссылается на информацию о сварке алюминиевых деталей и прошла успешную проверку. В этой статье для справки представлены эти практические методы пайки алюминия. Сначала на место пайки алюминиевой детали наносится припой, а затем горячий паяльник пропитывается и помещается в место пайки для предварительного нагрева. Когда температура повышается, припой уплотняется, а затем добавляется немного припоя и припоя, чтобы припой содержал жало паяльника, а затем используйте жало паяльника, чтобы протереть переднюю и заднюю часть паяльной станции.Расстояние трения не должно быть слишком большим. Обычно пленка из алюминиевого сплава на поверхности алюминиевого компонента разрезается на жало паяльника на 3–5 мм. Паяное соединение не может образовывать новую оксидную пленку из-за включения расплавленного олова и воздуха, и олово может быть нанесено на алюминиевый элемент оксидной пленки, который только что был удален. Изотермическое олово изменяет сферическую форму на плоскую, что указывает на то, что алюминиевый элемент прочно соединен с оловом.В это время трение прекращается, а оставшийся флюс стирается, а затем припаивается к подводящему проводу или другим компонентам олова. Это очень удобно. Во-вторых, сначала капните несколько капель разбавленной соляной кислоты в паяное соединение алюминиевого компонента, чтобы удалить поверхностную оксидную пленку, подождите некоторое время, затем добавьте несколько капель концентрированного раствора сульфата меди и подождите, пока сварной шов покроется медью. , смойте водой. Затем избыток раствора сульфата меди и раствора соляной кислоты можно сварить паяльником мощностью 45-75 Вт, который работает хорошо.В-третьих, поместите кусок алюминия в тигель для нагрева и расплавления, затем добавьте 2–5 раз олова, чтобы расплавить, и затем используйте, и тогда удобно сваривать обычным способом. В-четвертых, при обработке чистой алюминиевой поверхности, покрытой раствором нитрата ртути, съешьте больше олова с помощью жала паяльника мощностью 100 Вт и используйте жало паяльника, чтобы втереть раствор нитрата ртути в сварочную поверхность. Это можно надежно сварить. Но обратите внимание: ртуть токсична, ее следует сваривать в проветриваемом месте и не использовать высокотоксичный хлорид ртути.5. Алюминиевые детали свариваются методом заземления. Белый порошок стекловолоконной плиты из пилы готовится заранее, помещается на поверхность свариваемой поверхности и натирается паяльником 75 Вт на поверхность сваривания до тех пор, пока слой олова не будет прикреплен к алюминиевой поверхности, а затем ткань используется. Смесь белого порошка и канифоли удаляется, а затем ее можно сварить обычным способом. Практика проста, а сварочный эффект удовлетворительный. Также можно смешать канифоль и железные опилки, затем отполировать алюминиевую поверхность наждачной бумагой, нанести канифоль и железный порошок на полированную поверхность паяльной поверхности, несколько раз протереть алюминиевую поверхность паяльником, а затем нажать обычным способом. .Гладкая сварка. Наконец, шестой метод, сначала полируйте поверхность алюминиевых частей сварки, а затем закапайте несколько капель масла для швейных машин, количество масла должно быть достаточным, а затем с помощью острого ножа поскребите вперед и назад несколько раз при сварке, а затем используйте паяльник для пайки и канифоли при сварке Трение вперед и назад, олово скоро прочно приклеится к алюминиевой детали, этот метод также прост и практичен.
Пайка алюминия мягким припоем электронных компонентов
Алюминий можно паять обычным припоем на основе олова / свинца для электроники при условии, что алюминиевая поверхность отшлифована щеткой из стекловолокна, щеткой из нержавеющей стали или наждачной бумагой для удаления оксидного слоя.
Дело в том, что паять алюминий обычным припоем олово / свинец практически невозможно, потому что очищенная щеткой поверхность окисляется, как только она вступает в контакт с воздухом. Поэтому поверхность следует чистить термостойким моторным маслом. Масло защищает очищенную поверхность от кислорода воздуха.
В отличие от фильма, шлифование под маслом даже лучше, так что свежеочищенная поверхность не контактирует с кислородом. Перед пайкой масло полностью не удалять.
Можно любое жаростойкое масло. Подойдет любое моторное масло и даже масло для автоматических коробок передач. Лучше всего отшлифовать алюминиевую поверхность каплей масла и карандашом из стекловолокна. Не вытирайте появившуюся серую грязь. Важно, чтобы поверхность всегда была защищена от окисления маслом. Затем поцарапайте горячим паяльником и припаяйте поверхность. Это не работает, вероятно, температура слишком низкая.
Крупный план пайки алюминия. Можно увидеть царапины от отвертки.
Мягкое паяное соединение на толстой алюминиевой фольге.
Уловка с моторным маслом известна уже много десятилетий. В отличие от показанного в фильме, было бы еще лучше очистить поверхность в масле, так как алюминий быстро окисляется на воздухе. Но я не хотел загрязнять щетку из стекловолокна маслом. По другим данным, моторное масло можно заменить парафиновым маслом.
Этот метод открывает новые возможности. Экраны из толстой алюминиевой фольги и алюминиевой пластины радиатора можно припаять непосредственно к печатной плате.
Пайка алюминия
Пайка алюминия и его сплавов аналогична пайке других металлов. Но при выборе флюса нужно проявлять особую осторожность.
Нельзя использовать тот же флюс, который вы используете для пайки других металлов. Алюминий легче реагирует с атмосферным воздухом и образует на поверхности толстый слой оксида алюминия.Убрать этот слой очень сложно.
Итак, вам нужен более прочный флюс для пайки алюминия.
Кроме того, алюминий лучше поглощает тепло, чем большинство других металлов. Вы должны использовать сильный источник тепла, чтобы поднять температуру алюминия. Только тогда припой (присадочный материал) расплавится и соединит две металлические детали.
В статье ниже описаны различные методы пайки алюминия и его сплавов. Он также предоставляет информацию о различных типах припоев, которые можно использовать для эффективной пайки.
Пайка алюминиевых сплавовЧаще всего паяют алюминиевые сплавы, содержащие менее 1 процента магния и 5 процентов кремния. Это связано с тем, что алюминиевые сплавы с большей концентрацией этих элементов имеют плохие характеристики смачивания флюсом.
Кроме того, для пайки не подходят сплавы с высоким содержанием меди и цинка.
ПодготовкаПеред тем, как приступить к пайке алюминия, убедитесь, что металлическая поверхность чистая.На нем не должно быть пыли, жира и другого мусора.
Для очистки поверхности можно использовать щетку из нержавеющей стали или шерсть.
Кроме того, необходимо обезжирить поверхность растворителем, чтобы обезжирить поверхность. Если поверхность окислена, возможно, вам потребуется использовать химические вещества для очистки алюминиевой поверхности.
Методы пайки алюминияЕсть 4 различных метода пайки алюминия. Это следующие:
1.Жидкий флюс и припойВ этом случае жидкий флюс получают из смеси органических аминов и неорганических солей фторборатов. Если вам нужен менее вязкий флюс, вы можете добавить химические вещества, например спирт, для снижения вязкости.
Жидкий флюс идеально подходит для индукционной пайки, поскольку он быстро портится после достижения определенной температуры.
2. Паста флюс и припойВы можете создать пастообразный флюс, добавив в жидкий флюс химические связующие.Пастообразный флюс обеспечивает более точное нанесение, поскольку он использует иглу для нанесения пасты на металл.
3. Наполнитель с флюсовой сердцевиной для пайкиНаполнитель с флюсовой сердцевиной будет иметь более высокую вязкость и более твердое содержание. Когда этот флюс нагревается, он переходит в жидкую форму. Затем вы можете использовать инжектор, чтобы нанести его на металлическую поверхность.
Присадочный материал остынет и затвердеет, прочно удерживая две заготовки вместе.
4.Паяльная присадочная пастаВы можете превратить органический флюс в металлическую пластину для пайки, добавив порошок припоя и связующие. Вы можете использовать его для пайки алюминиевых листов, которые используются в высокотемпературных областях.
Наполнитель выдерживает температуру до 420 ºC. Но это означает, что вам нужно произвести столько тепла, чтобы расплавить присадочный материал.
Типы припоевПрипои делятся на три основных типа в зависимости от их температур плавления.Ниже перечислены эти типы:
1. Низкотемпературные припоиНизкотемпературные припои имеют температуру плавления в диапазоне температур от 300 до 500 ºF. Обычно они сделаны из цинка, олова, свинца и кадмия.
Эти припои создают соединения с низкой коррозионной стойкостью.
2. Припои при промежуточных температурахТемпература плавления припоев при промежуточных температурах составляет от 500 до 700 ºF. Олово или кадмий с цинком являются основным материалом.Кроме того, он также содержит небольшое количество других материалов, таких как свинец, медь, алюминий, никель или серебро.
3. Высокотемпературные припоиВысокотемпературные припои имеют точку плавления в диапазоне температур от 700 до 800 ºF. В качестве основного материала используется цинк, а припой содержит от 3 до 10 процентов алюминия.
Кроме того, в нем есть другие материалы, такие как железо, никель и серебро. В зависимости от состава этих материалов будет небольшая разница в их характеристиках плавления и смачивания.
Припои с самым высоким содержанием цинка обладают наибольшей прочностью. Кроме того, они являются наиболее стойкими к коррозии припоями.
Правила пайки алюминия- Перед пайкой удалите пыль и другой мусор с алюминиевой поверхности
- Во время пайки следите за тем, чтобы детали не двигались
- Используйте правильный тип флюса
- Используйте правильную температуру для расплавьте присадочный материал
Основным преимуществом пайки алюминия является устранение необходимости отдельно наносить покрытие на алюминий перед пайкой.Для пайки алюминия существует несколько методов и способов пайки.
Исходя из состава алюминиевых сплавов, вы можете выбрать технику, которая позволит создать наиболее прочное соединение.
Также не забудьте очистить алюминиевую поверхность перед пайкой.
Если у вас есть другие вопросы или сомнения, дайте нам знать, используя раздел комментариев. Мы вам поможем. Вы также можете публиковать свои мысли и мнения в поле для комментариев.
Как паять олово и жестяные банки
Образование, Алоха и большинство
весело вы можете получить в отделке
№1 в мире по отделочным материалам с 1989 г.
Вход в систему не требуется: звоните прямо
2003
В.Как спаять олово из жестяных банок? Могу ли я использовать паяльник или мне нужен мини-фонарик?
Какой припой и флюс мне следует использовать? Я хочу спаять швы маленькой лодки (длиной 6 дюймов), которую вырезал из старой жестяной банки.
Спасибо за внимание.
С уважением,
Уолт Лизак– Виннипег, Манитоба, Канада
Q. Hi: Хотелось бы узнать, как спаять жестяные банки вместе. Может кто-нибудь дайте мне знать! Спасибо! Q.Хотелось бы узнать больше о паяльном олове. В. Я хочу спаять жестяные банки вместе. Какие материалы и источник тепла для этого лучше всего. Я новичок в работе с металлом. |
2006 г.
А. Искал какой припой можно использовать для олова и нашел вот это. Я просто хотел передать это всем присутствующим.
Возьмите 4 части олова, 1 часть олова и 1 часть висмута, расплавьте их вместе и намажьте тонкими пластинами. В этом припое также используется смола.
Надеюсь, это поможет.
Мэри Маккалоу,, художник – Кутцтаун, Пенсильвания,
, 2006 г.
A. Хорошо, во-первых, в мире осталось не так много консервных банок. Большинство «жестяных» банок сегодня изготовлено из алюминия. Если вы поищете в Интернете “Алюминиевый припой”, то найдете множество сайтов. Алюминий довольно сложно паять, но есть новые продукты, которые делают это немного проще.Новые припои и флюсы, которые позволят новичку добиться хороших результатов.
Удачи
Пол Каро– Гилберт, Аризона
2007
A. Оловянную пластину паять проще всего, потому что металл уже “лужен”, просто используйте пасту из хлорида цинка или смолу для флюса и припой с припоем 50/50. Эти банки до сих пор широко используются для супов и овощей.
При пайке любого листового металла используйте паяльные котлы (утюг), а не горелку. Просто поищите в Интернете дополнительную информацию.
– Оттава, Онтарио, Канада
13 марта 2009 г.
А.Привет!
Я недавно прошел по этому поводу семинар и вот ответ: во-первых, как уже говорилось, настоящих консервных банок уже не так много. большинство из алюминия или стали. Чтобы проверить, является ли металл, который вы хотите припаять, сталью или алюминием, используйте магнит.
Используйте эти инструкции только для пайки стали –
использование: бессвинцовый припой
(можно найти в разделе сантехники в хозяйственном магазине)
паяльный пистолет (также можно найти в хозяйственном магазине)
флюс (используйте тот тип припоя, который вы покупаете; спросите, какой использовать)
эти принадлежности могут также можно найти в магазинах товаров для витражей, и эти люди, вероятно, могут помочь вам больше, чем люди из хозяйственных магазинов.
для пайки:
очистите всю краску от швов, которые вы хотите соединить, напильником или наждачной бумагой [affil. ссылка на информацию / продукт в Rockler].
убедитесь, что соединяемые кромки хорошо прилегают друг к другу … этот тип припоя ЗАПОЛНЯЕТ небольшие зазоры, но это не компенсирует плохое качество изготовления.
хорошо разглаживает суставы. попробуйте обработать флюсом как внешнюю, так и внутреннюю часть шва.
отрежьте припой и расположите по швам.
Используйте пистолет для горячей пайки, чтобы направить тепло на обе части металла, так как припой будет течь навстречу теплу.
* Поскольку многие паяльные пистолеты не имеют индикаторов «ВКЛ», подключите лампу (и включите ее) к тому же удлинителю, что и паяльный пистолет. Используйте выключатель удлинителя только для подачи питания, чтобы вы и другие знали, что, когда лампа горит, пистолет горячий.
Это основные инструкции … практика ведет к совершенству, и вот хорошая книга, к которой люди могут обратиться:
ИСКУССТВО консервной банки Бобби Ханссона =>
получайте удовольствие!
Мэри Слотер
– Нагс-Хед, Северная Каролина
6 февраля 2010 г.
А.Тщательно очистите оба края нагрева флюсом для паяльной лампы и добавьте припой и протрите тряпкой. Обе части теперь луженые; Теперь вы можете спаять две части вместе.
Мос Шоу– британец, Великобритания
15 февраля 2011 г.
A. В этой книге 1919 года, полностью представленной здесь, в Интернете, содержится много информации о пайке. Это делает современную пайку похожей на мечту: www.lostcrafts.com/Tin-Toys/Tin-Toys-Main.html
Кроме того, я считаю, что многие «жестяные» банки на самом деле являются лужеными легкими стальными банками.
Элейн ХардманКаменная цветочная керамика – Уэллсвилл, Нью-Йорк
24 апреля 2011 г. – эта запись добавлена к этой теме редактором вместо создания дублирующейся темы.
В. Я недавно купил несколько мощных паяльников. Они имеют мощность 175 Вт или больше и пару фунтов за штуку. Хочу попробовать свои силы в пайке неоцинкованного листового металла. Я не хочу, чтобы паяные соединения ржавели, поэтому какой флюс и припой мне следует использовать?
Том
Tom MetalHobbyist – Бостон, Массачусетс
отделка.com стало возможным благодаря …
этот текст заменяется на bannerText
Заявление об ограничении ответственности: на этих страницах невозможно полностью диагностировать проблему отделки или опасности операции. Вся представленная информация предназначена для общего ознакомления и не отражает профессионального мнения или политики работодателя автора. Интернет в основном анонимный и непроверенный; некоторые имена могут быть вымышленными, а некоторые рекомендации могут быть вредными.
Если вы ищете продукт или услугу, связанную с отделкой металлов, пожалуйста, посетите эти каталоги:
О нас / Контакты – Политика конфиденциальности – © 1995-2021 finish.com, Pine Beach, New Jersey, USA
Вопрос по пайке алюминия – Металлообработка, пайка и металлические фитинги
Есть несколько идей, которые можно адаптировать к технологии сварки полноразмерных труб:
1. Сварка с муфтой. В этом методе труба меньшего диаметра вставляется в фитинг большего диаметра, при этом соединение фиксируется угловым сварным швом между трубой и фитингом.
2. Опорное кольцо – при выполнении стыкового соединения между двумя трубами одинакового диаметра меньшее кольцо с наружным диаметром перекрывает зазор между двумя трубами и действует как перемычка для поддержки жидкого сварочного металла, скрепляющего два конца трубы вместе.
3. Предварительно наплавленный металл сварного шва. Здесь между двумя соединяемыми концами трубы помещается кольцо из металла шва. Затем кольцо плавится, и поверх него можно наплавить металл, чтобы завершить соединение.
Алюминий при нагревании легко образует оксидную пленку, которая предотвращает прилипание наплавленного металла шва. По этой причине его обычно сваривают горелкой, защищенной инертным газом. Поэтому попытаться спаять его обычной пропановой или бутановой горелкой не получится.Он также должен быть чистым. Есть старая история о сварке первых алюминиевых лодок. Когда сварные швы продолжали разрушаться, два куска очищенной пластины устанавливали в чистой комнате, и за сварщиком наблюдали через окно. Он взял сварочную горелку, откинул капюшон и по давней привычке провел рукой в перчатке по канавке для подготовки к сварке, чтобы удалить посторонний материал и загрязнить соединение!
Алюминий плавится при температуре около 1200 ° F, поэтому любой припой должен плавиться при температуре ниже этой.
Я бы механически очистил соединение, чтобы удалить анодирование и оксидную пленку, обезжирить ацетоном и, предполагая, что правильный алюминиевый паяльный материал припаял с помощью электрического утюга. Также казалось бы важным как-то предотвратить окисление материала после чистки и перед пайкой.
Более перспективным методом может быть использование описанной выше техники сварки кольцевых прокладок / раструбов и эпоксидной смолы, поскольку алюминиевые трубки небольшого диаметра доступны в телескопических размерах.Отрежьте короткий кусок меньшей мелодии, вставьте ее в большую, чтобы она выступала на небольшое расстояние, закрепите каплей эпоксидной смолы и наденьте конец другой части, которую нужно соединить, на выступ, закрепив эпоксидной смолой. Для «сварного шва» просверлите отверстие, равное диаметру меньшей трубки на стороне участка, проденьте выступающий конец меньшей трубки на конце ответвления и закрепите эпоксидной смолой. Я считаю, что вы легко сможете найти эпоксидную смолу с алюминиевым наполнителем. На ум приходит бренд JB weld.
Роджер
паяльных алюминиевых банок
паяльных алюминиевых банокВыбор Amazon для алюминиевого припоя Bernzomatic AL3 Алюминиевые паяльные / сварочные стержни с 12-дюймовыми стержнями с рабочей температурой 720-750 градусов, 2 части 4,1 из 5 звезд 143 Скрепите жестяные банки вместе с помощью паяльника и припоя. Теперь алюминиевые шкурки практически любой толщины можно сваривать успешно, легко и дешево.
Durafix можно наносить с любой ручной горелкой – кислородно-ацетиленовым, мапп, пропаном или бутаном. Сам алюминий также можно использовать для замены части другого металла, которая могла треснуть или отвалиться.
Со сварочной проволокой, заявленной как сварочная проволока с сердечником из алюминиевого флюса. Жестяная банка изготавливается из алюминия или стали с оловянным покрытием снаружи. Я думаю, что пайка стала обычной практикой в 1960-х годах, прежде чем алюминиевая проволока вошла в регулярное использование в 1970-х, и кодекс никогда особо не задумывался о пайке алюминия.
Основы сварки алюминия пайкой. Пайка алюминия традиционными методами может быть сложной и сложной задачей, но это определенно возможно. Однако для алюминия требуются специальные флюсы.
Пайка пропановой горелкой – самый простой способ соединения меди и латуни.
Re: Пайка к алюминию «Ответ # 16 от: 30 сентября 2013 г., 8:46:10 pm» Самые тяжелые алюминиевые паяльные стержни на 98% состоят из цинка и 2% алюминия и будут работать с небольшой практикой и ловкой рукой. с факелом.Как паять алюминий. Как паять алюминиевые банки | eHow.com. Вам понадобятся некоторые необходимые инструменты и материалы, которые доступны на любой паяльной станции в Индии, например, обычный паяльник, хорошая смазка, кусок наждачной бумаги или жесткая кисть, а также оловянно-свинцовый припой. Или скажем, что это безгазовые алюминиевые провода MIG. Абразивная пайка и реакционная пайка чаще используются с алюминием, чем с другими металлами.
Алюминий и алюминиевые сплавы на его основе можно паять способами, аналогичными тем, которые используются для других металлов.Вы даже можете использовать припой для соединения меди или латуни с нержавеющей сталью, вам просто понадобится подходящий флюс. Используйте жидкий флюс вместо пастообразного флюса. Знание того, как паять алюминий, может быть полезным навыком для любого, кто сталкивается с различными видами ремонта в домашних условиях.
Прочный оксид алюминия затрудняет большинство попыток пайки обычными средствами. Кроме того, следует проявлять осторожность при выборе сплава из-за возможных последствий гальванической коррозии из-за несходства алюминия со многими обычными припоями.
Пайка «склеивает» куски металла вместе, расплавляя более мягкий металл, который действует как клей. На данный момент пайка остаётся в коде в основном как пережиток, больше никто не паяет. Как паять алюминий. Если да, то это пошаговое руководство по пайке алюминия с помощью паяльника, обсуждаемое в этой статье, окажется полезным для ваших нужд.
Если вы поищете в Интернете “Алюминиевый припой”, то найдете множество сайтов. Склеивание металлов друг с другом – обычная задача как в домашних проектах DIY, так и в коммерческом производстве.Пастообразный флюс имеет тенденцию оставлять липкие остатки, которые трудно удалить. : До недавнего времени я не знал, насколько просто паять алюминий пропановой горелкой. Большинство «жестяных» банок сегодня изготовлено из алюминия. Итак, вот что говорится в статье «Методы пайки алюминия»… Алюминий имеет низкую температуру плавления, поэтому его компоненты будут меньше искажаться при пайке по сравнению с пайкой и сваркой.
Когда вы создаете мультимедийный арт-проект, вам может мешать отсутствие клея, доступного в магазине товаров для искусства.Горелка, которую я использую, имеет широкое пламя, поэтому она, вероятно, не так эффективна для нагрева определенной области для сварки. Новые припои и флюсы, которые позволят новичку добиться хороших результатов. Самое приятное во всем этом то, что мы видим только начало восходящей звезды пайки алюминия.
Алюминий довольно сложно паять, но есть новые продукты, которые немного упрощают его.
