
Пайка – это… Что такое Пайка?
 Отпайка контакта.
Отпайка контакта.Пайка — технологическая операция, применяемая для получения неразъёмного соединения деталей из различных материалов путём введения между этими деталями расплавленного материала (припоя), имеющего более низкую температуру плавления, чем материал (материалы) соединяемых деталей.
Спаиваемые элементы деталей, а также припой и флюс вводятся в соприкосновение и подвергаются нагреву с температурой выше температуры плавления припоя, но ниже температуры плавления спаиваемых деталей. В результате, припой переходит в жидкое состояние и смачивает поверхности деталей. После этого нагрев прекращается, и припой переходит в твёрдую фазу, образуя соединение.
Прочность соединения во многом зависит от зазора между соединяемыми деталями (от 0,03 до 2 мм), чистоты поверхности и равномерности нагрева элементов. Для удаления оксидной плёнки и защиты от влияния атмосферы применяют флюсы.
Разновидности
Пайка бывает низкотемпературная (до 450 °C) и высокотемпературная. Соответственно припои бывают легкоплавкие и тугоплавкие. Для низкотемпературной пайки используют в основном электрический нагрев, для высокотемпературной — в основном нагрев горелкой. В качестве припоя используют сплавы оловянно-свинцовые (Sn 90 % Pb 10 % c t° пл. 220 °C), оловянно-серебряные (Ag 72 % с t° пл. 779 °C), медно-цинковые (Cu 48 % Zn остальное с t° пл. 865 °C), галлиевые (t° пл. ~50°С), висмутовые (сплав Вуда с t° пл. 70 °C, сплав Розе с t° пл. 96 °C) и т. д.
Пайка является высокопроизводительным процессом, обеспечивает надёжное электрическое соединение, позволяет соединять разнородные материалы (в различной комбинации металлы и неметаллы), отсутствие значительных температурных короблений (по сравнению со сваркой). Паяные соединения допускают многократное разъединение и соединение соединяемых деталей (в отличие от сварки). К недостаткам можно отнести относительно невысокую механическую прочность.
Исходя из физико-химической природы процесса, пайку можно определить следующим образом. Процесс соединения металлов в твёрдом состоянии путём введения в зазор припоя, взаимодействующего с основным металлом и образующего жидкую металлическую прослойку, кристаллизация которой приводит к образованию паяного шва. Пайка подразделяется на капиллярную, диффузионную, контактно-реакционную, реакционно-флюсовую и пайку-сварку. В свою очередь, капиллярная подразделяется на горизонтальную и вертикальную. Диффузионная — на атомно-диффузионную и реакционно-диффузионную. Контактно-реакционная — с образованием эвтектики и с образованием твёрдого раствора. Реакционно-флюсовая — без припоя и с припоем. Пайка-сварка — без оплавления и с оплавлением. Анализируя сущность физико-химических процессов, протекающих на границе основной металл — расплав припоя (при формировании соединения в существующих видах пайки), можно видеть, что различия между капиллярной пайкой, диффузионной пайкой и пайкой-сваркой не носят принципиального характера. Капиллярность является общим признаком пайки. Отличительным признаком диффузионной пайки является длительная выдержка при температуре пайки и изотермическая кристаллизация металла шва в процессе пайки. Других характерных признаков этот метод не имеет, основное назначение его — повысить температуру распая шва и прочность паяного соединения. Диффузионная пайка может быть развитием любого вида пайки, в том числе капиллярной, реакционно-флюсовой или контактно-реакционной. В последнем случае диффузионная пайка возможна, если второй металл взаимодействующей пары вводится в виде прослойки между соединяемыми металлами. При реакционно-флюсовой пайке происходит совмещение процессов вытеснение из флюса металла, служащего припоем, и его взаимодействия с основным металлом. Наконец, пайка-сварка отличается от других методов пайки количеством вводимого припоя и характером формирования шва, делающим этот метод пайки похожим на сварку плавлением. При соединении разнородных металлов при пайке-сварке возможно оплавление кромки одной из деталей, изготовленной из более легкоплавкого металла.
Бессвинцовые технологии
27 января 2003 года введена в действие директива 2002/96/ЕС Европейского парламента и Совета по отходам электрического и электронного оборудования (WEEE). Современная радиоэлектронная промышленность встала перед фактом организации сбора и удаления отходов, имеющих в своем составе тяжелые металлы и огнезащитные составы. Для успешного решения этой проблемы одним из необходимых условий является переход на бессвинцовые технологии изготовления электронного оборудования – технологии с применением материалов, не содержащих свинец.
Стандарты
- ГОСТ 17325-79 — Пайка и лужение. Основные термины и определения.
Технология пайки оловянно-свинцовым припоем
Для соединения металлических деталей пайкой их необходимо облудить, соединить и нагреть, возможно, вводя в место пайки ещё припоя. Следующие простые рекомендации помогут достичь высокого качества пайки.
- Хорошо поддаются пайке оловянно-свинцовыми припоями следующие металлы (в порядке ухудшения):
- Плохо поддаются пайке оловянно-свинцовыми припоями следующие металлы (в порядке ухудшения):
- Детали, подлежащие пайке, следует зачистить до металла (удалить защитные покрытия, грязь, окислы). Драгоценные металлы не покрываются окислами (кроме серебра, которое может со временем чернеть).
- Для пайки электронных компонентов следует использовать выпускаемый промышленностью оловянно-свинцовый припой с содержанием олова около 61 %, если не указано иное в технологической карте. Припой с таким содержанием олова обладает наименьшей температурой плавления(190°), наименьшей прочностью.
- Для пайки электронных компонентов следует использовать флюсы, не вызывающие коррозию и не обладающие электропроводностью. Такие флюсы имеют надпись коррозионно-пассивен и/или не требует отмывки . Хорошо себя зарекомендовали флюсы в виде геля на канифольной основе.
- Активные флюсы (с содержанием кислот и других вызывающих коррозию веществ), например хлористый цинк, используются для пайки электронных компонентов только при условии последующей промывки растворителями для полного удаления остатков флюса. В бытовых условиях такой вариант практически нереализуем.
- На зачищенное место пайки наносится тонкий слой флюса. Затем место пайки приводится в соприкосновение с расплавленным припоем (например, касанием облуженного горячего паяльника или погружением в расплавленный припой). Если все сделано правильно, то деталь в месте контакта с припоем смачивается им. После охлаждения слой застывшего припоя должен быть блестящим, ровным, без не смоченных островков.
- Залуженные детали фиксируются в необходимом положении и прогреваются паяльником. При необходимости в место нагрева вводится дополнительное количество припоя (капля на паяльнике или касание нагретых деталей припойной проволокой). В изделиях высокой надёжности, как правило, залуженные провода перед пайкой ещё и скручиваются («должно держаться без припоя»).
- Спаиваемые поверхности должны быть неподвижны до полного отвердения припоя. Даже небольшое движение деталей друг относительно друга в момент кристаллизации припоя может очень существенно снизить прочность соединения.
- При необходимости флюс удаляется растворителем.
См. также
Ссылки
Литература
- Петрунин И. Е. “Физико-химические процессы при пайке. М., «Высшая школа», 1972;
- Максимихин М. А. Пайка металлов в приборостроении. Л.: ЦЕНТРАЛЬНОЕ БЮРО ТЕХНИЧЕСКОЙ ИНФОРМАЦИИ, 1959
Пайка – это… Что такое Пайка?
ПАЙКА — ПАЙКА, см. паять. | Пай ка, пенз., вместо поди ка. Пайка, пск., твер. головомойка, нагонка. Толковый словарь Даля. В.И. Даль. 1863 1866 … Толковый словарь Даля
пайка — Ндп. напайка спайка припайка Образование неразъемного соединения с межатомными связями путем нагрева соединяемых материалов ниже температуры их плавления, их смачивания припоем (см. пп.5 и 18), затекания припоя в зазор (см. п.17) и последующей… … Справочник технического переводчика
пайка — ПАЙКА, и, жен. 1. см. паять. 2. Место, где спаяно, припаяно что н. II. ПАЙКА, и, жен. (прост.). То, что получено как паёк, в счёт пайка. П. табака. Хлебная п. Толковый словарь Ожегова. С.И. Ожегов, Н.Ю. Шведова. 1949 1992 … Толковый словарь Ожегова
ПАЙКА 2 — ПАЙКА 2, и, ж. (прост.). То, что получено как паёк, в счёт пайка. П. табака. Хлебная п. Толковый словарь Ожегова. С.И. Ожегов, Н.Ю. Шведова. 1949 1992 … Толковый словарь Ожегова
пайка — 1. ПАЙКА, и; мн. род. паек, дат. пакам; ж. Техн. 1. к Паять. П. проводов. 2. Запаянное место. На кастрюле была видна п. 2. ПАЙКА, и; мн. род. паек, дат. пайкам; ж. Разг. Часть, доля продукта, выданная по определённой норме (солдатам, заключённым… … Энциклопедический словарь
пайка — паяние; паек, рацион Словарь русских синонимов. пайка сущ., кол во синонимов: 5 • металлообработка (59) • … Словарь синонимов
ПАЙКА — ПАЙКА, процесс получения неразъемного соединения изделий из стали, чугуна, стекла, графита, керамики и др., находящихся в твердом состоянии, путем заполнения зазора между ними расплавленным припоем. Применялась уже в глубокой древности для… … Современная энциклопедия
ПАЙКА — (паяние) процесс получения неразъемного соединения материалов (стали, чугуна, стекла, графита, керамики и др.), находящихся в твердом состоянии, расплавленным припоем с его последующей кристаллизацией. По механизму образования шва различают пайку … Большой Энциклопедический словарь
ПАЙКА 1 — ПАЙКА 1, и, ж. Толковый словарь Ожегова. С.И. Ожегов, Н.Ю. Шведова. 1949 1992 … Толковый словарь Ожегова
Пайка — Пайка: процесс соединения деталей, при котором используют дополнительный расплавленный материал (припой) с температурой ликвидус ниже, чем температура солидус основного(ых) материала(ов), который смачивает поверхности нагретого(ых) основного(ых)… … Официальная терминология
Пайка — ПАЙКА, процесс получения неразъемного соединения изделий из стали, чугуна, стекла, графита, керамики и др., находящихся в твердом состоянии, путем заполнения зазора между ними расплавленным припоем. Применялась уже в глубокой древности для… … Иллюстрированный энциклопедический словарь
Процесс соединения заготовок, в результате которого их материал не расплавляется, называется пайкой. То есть, материал не изменяет своих технических характеристик и качеств.
Пайка металлов происходит за счет смачивания поверхностей заготовок жидким припоем, которым заполняется зазор между двумя металлическими изделиями. При этом припой – это металл или сплав нескольких металлов, обычно олова и свинца.
Соединение с помощью пайки, без расплавления, дает возможность в будущем разъединить детали (распаять или перепаять заново), не нарушая их свойств. Качество пайки зависит от типов соединяемых металлов, от припоя и флюса, нагрева и вида соединения.
Преимущества и недостатки
К преимуществам процесса пайки можно отнести:
 возможность соединять сталь с цветными металлами;
возможность соединять сталь с цветными металлами;- высокая технологичность процесса;
- возможность проводить паяльные операции в труднодоступных и неудобных местах;
- возможность соединять сложные по конструкции узлы и детали;
- процесс можно проводить не точно по контуру соединения, а по всей плоскости;
- нагрев при пайке обеспечивает термическую обработку металлических заготовок.
Что касается недостатков пайки, основной – это невысокая прочность паяного соединения на отрыв и сдвиг за счет мягкости припойного металла. Сложно проводить операции, которые касаются высокотемпературной технологии.
Где применяется
 После сварки пайка находится на втором месте по применению в категории стыковки металлов. А в некоторых областях производства она занимает главенствующую позицию.
После сварки пайка находится на втором месте по применению в категории стыковки металлов. А в некоторых областях производства она занимает главенствующую позицию.
К примеру, в производстве компьютеров, сотовых телефонов и другой IT-ной техники. Ведь мельчайшие детали этой техники требуют компактного контакта между собой.
Кроме этого пайка применяется для соединения медных трубок в производстве холодильников, теплообменников, при соединении твердосплавных деталей между собой, к примеру, режущие пластины к резцам.
При проведении кузовных работах проводится соединение деталей к тонким металлическим листам. Лужение тоже является частью процесса пайки, а эту операцию применяют для защиты различных конструкций от коррозии металлов.
В общем, можно сказать, что если в каких-то ситуациях нельзя соединить две металлические заготовки между собой сваркой, болтовым соединением, шпильками, клепками, клеем или другими способами, то на помощь приходит именно пайка металла.
Разновидности
Классификация пайки металлов достаточно сложна, потому что в каждой категории приходится учитывать большое количество различных параметров. Имеет значения тип припоя, способ нагрева, присутствует ли в зазоре давление или нет, как кристаллизуется паяный шов.
Но чаще всего разделение проводится по температуре расплавленного припоя. Это низкотемпературный процесс (до 450 ℃) и высокотемпературный (свыше 450 ℃).

Низкотемпературную пайку чаще всего используют именно в электронике, потому что сама технология достаточно проста и экономична. При этом появляется возможность паять мелкие детали, что актуально для этой промышленности. К тому же этим способом можно проводить соединение разнородных металлов и материалов.
Что касается высокотемпературной технологии, то она обозначается высокими прочностными характеристиками места стыка, такое соединение может выдержать даже ударные нагрузки и высокое давление.
В мелкосерийном производстве высокую температуру обеспечивают газовыми горелками или токами индукционного типа средней или высокой частоты.
В классификации процесса пайки есть еще одно разделение, в основе которого лежит тип припоя. Самый распространенный способ – использовать готовый припой.
Кстати, это не обязательно стержни из сплавов, это может быть специальная паста. Припой просто расплавляется и затекает в зазор между деталями. Здесь проявляется капиллярное явление. Силы поверхностного натяжения заставляют расплавленный металл проникать во все поры и трещины деталей.
Вторая позиция в этом разделении – реакционно-флюсовая операция, для чего используется цинкосодержащий флюс. По сути, между нагретыми кромками заготовок из металла и флюсовым материалом происходит химическая реакция, конечный результат которой и есть припой.
Способы нагревания
 Паяльные материалы можно нагревать разными способами. Если говорить о домашнем применении процесса пайки металлов, то самый распространенный вариант – паяльник или горелка.
Паяльные материалы можно нагревать разными способами. Если говорить о домашнем применении процесса пайки металлов, то самый распространенный вариант – паяльник или горелка.
Первый инструмент используется, если необходимо провести низкотемпературный процесс, второй – если высокотемпературный. Разнообразие современных паяльников велико. Среди них есть устройства с автоматической регулировкой температуры и другими полезными функциями.
В производстве используются в основном другие технологии: печная пайка, с помощью индукционных нагревателей, с погружением в специальные ванны с металлом или солями.
Применяется нагрев электросопротивлением, когда припой и соединяемые заготовки нагреваются за счет протекания по ним электрического тока, и прочие.
Припои
 В реализации пайки элементов важны припои. Изготавливают их из чистых металлов или их сплавов. При выборе обращают внимание на две основные их характеристики: смачиваемость и температура плавления. Первое свойство – это сцепление припоя с заготовками, где прочность соединения между ними становится выше, чем между молекулами самого припойного материала.
В реализации пайки элементов важны припои. Изготавливают их из чистых металлов или их сплавов. При выборе обращают внимание на две основные их характеристики: смачиваемость и температура плавления. Первое свойство – это сцепление припоя с заготовками, где прочность соединения между ними становится выше, чем между молекулами самого припойного материала.
Что касается температуры, то тут есть одно требование – температура плавления припойного металла должна быть ниже, чем тот же показатель у заготовок. Поэтому припойный материал делится на две категории: легкоплавкие и тугоплавкие.
Первые – материалы на основе олова и свинца в чистом виде или с добавлением различных компонентов. Вторые – материалы на основе серебра или меди. Это медно-цинковые припои, которыми можно паять медные, бронзовые и стальные заготовки.
Серебряные марки считаются лучшими, у них высокие прочностные характеристики, поэтому их применяют для стыка деталей, работающих под вибрацией или ударами.
Кроме основных видов в промышленности используются и другие разновидности. К примеру, никелевые применяют для деталей, работающих при высоких температурах.
Золотые – для соединения золотых украшений или пайки трубок, работающих под вакуумом. Магниевые – для стыковки магниевых заготовок или деталей из сплавов этого металла.
Сам припой может быть изготовлен в виде стержней, пасты, порошка, таблеток, тонкой фольги, гранул различного размера.
Флюсы
 Основное требование к качеству соединения – это физический контакт припоя с металлом двух деталей. Поэтому очень важно, чтобы на кромках заготовок не образовалась оксидная пленка.
Основное требование к качеству соединения – это физический контакт припоя с металлом двух деталей. Поэтому очень важно, чтобы на кромках заготовок не образовалась оксидная пленка.
Именно для этого в процессе пайки и применяют флюсы. Их основная задача – удалить старую пленку и не дать возможности образоваться новой.
Классификация флюсов основана на ряде различий по составу и свойствам. Они бывают:
- активные и нейтральные;
- с низкой температурой нагрева и высокой;
- твердые, пастообразные, жидкие, в виде гелей;
- на основе воды и безводные.
Из всех разновидностей, что сегодня используются для пайки металлов, самыми распространенными являются борная кислота и ее натриевая соль (бура), хлористый цинк, канифоль и ортофосфорная кислота.
Особенности паяния
Так как в промышленности реализуются разные проекты, то в процессе пайки могут участвовать разные металлы. Поэтому технологии пайки могут отличаться, а некоторых случаях ее применение крайне затруднено.
Сталь
 Сразу надо оговориться, что стальные заготовки можно паять только припоями на основе олова. Цинкосодержащие материалы для этой операции не подходят за счет низкого смачивания. Вот технологическая карта проводимых этапов.
Сразу надо оговориться, что стальные заготовки можно паять только припоями на основе олова. Цинкосодержащие материалы для этой операции не подходят за счет низкого смачивания. Вот технологическая карта проводимых этапов.
Кромки заготовок из металла очищают от грязи. Затем обрабатывают их наждачной бумагой или железной щеткой, удаляя тем самым оксидную пленку.
Проводится процесс обезжиривания с помощью любого растворителя. Заготовки стыкуются с зазором 2-3 мм. Производится нагрев паяльной лампой или другим нагревательным инструментом.
В зону нагрева добавляется флюс, а затем и припой. Обратите внимание, что последний должен нагреваться больше не от пламени огня, а от разогретых кромок заготовок. После окончания процесса с участка стыка удаляются остатки флюса и припоя.
Чугун
 Соединять пайкой можно только серый чугун или ковкий, белый паять нельзя. Правила пайки чугуна основаны на решении двух проблем. Первая – плохая смачиваемость металла за счет большого в нем содержания графита.
Соединять пайкой можно только серый чугун или ковкий, белый паять нельзя. Правила пайки чугуна основаны на решении двух проблем. Первая – плохая смачиваемость металла за счет большого в нем содержания графита.
Решается проблема просто. Надо перед пайкой обработать поверхности соединения борной кислотой. Вторая проблема – в процессе нагрева в металле происходят изменения его структуры, поэтому пайку чугуна рекомендуют проводить при температуре не выше +750 ℃.
Титан
 Пайка титана одна из самых сложных. На поверхности этого металла расположен альфированный слой, который насыщен атмосферными газами. Его и придется удалить или с помощью травления, или пескоструйкой. И даже после этого на поверхности останется оксидная пленка.
Пайка титана одна из самых сложных. На поверхности этого металла расположен альфированный слой, который насыщен атмосферными газами. Его и придется удалить или с помощью травления, или пескоструйкой. И даже после этого на поверхности останется оксидная пленка.
Чтобы соединение стало качественным, пайку проводят или в вакууме, или аргоном, или специальными флюсами. Последний вариант не гарантирует высокое качество конечного результата. При этом необходимо строго соблюдать температурный режим, который варьируется для данного металла в диапазоне 800-900 ℃.
Что касается припоев, то здесь используют или серебряные, или алюминиевые. Оловянные и свинцовые припои применяют редко, потому что с самим титаном они соединяются плохо. Хотя если нанести оловянный слой или свинцовый на поверхность титановой заготовки, то можно гарантировать неплохое качество пайки.
Нихром
 Пайка нихрома – самый простой процесс, потому что сам сплав (а это симбиоз хрома и никеля) является жаростойким и пластичным.
Пайка нихрома – самый простой процесс, потому что сам сплав (а это симбиоз хрома и никеля) является жаростойким и пластичным.
Температура его плавления в зависимости от добавок варьируется в пределах 1100-1400 ℃. То есть, для пайки можно использовать даже тугоплавкий припойный материал.
Пайка деталей из нихрома проводится при низкотемпературном режиме. Соединение сплава со сталью требует наличия высокотемпературного паяния. Многие мастера дома делают припои своими руками, смешивая вазелин (100 г), глицерин (5 г) и хлористый порошковый цинк (7 г).
Область применения пайки дает возможность соединять между собой детали из разных цветных металлов. Конечно, к выбору методов пайки надо подходить с позиции соответствия и технологии соединения, и правильного выбора расходных материалов.
Но, как показывает практика, в основе процесса лежит тип самих соединяемых заготовок, то есть, насколько высока их температура плавления.
Отталкиваясь от этого, и выбирается сам вид паяной операции. Ведь температура плавления припоя должна быть ниже, чем у металла соединяемых деталей. И нарушать этот закон нельзя ни в коем случае. Нарушили – получили некачественное соединение или, вообще, не получили спайки.
Пайка для начинающих / Хабр
Мои отношения с радио- и микроэлектроникой можно описать прекрасным анекдотом про Льва Толстого, который любил играть на балалайке, но не умел. Порой пишет очередную главу Войны и Мира, а сам думает «тренди-бренди тренди-бренди…». После курсов электротехники и микроэлектроники в любимом МАИ, плюс бесконечные объяснения брата, которые я забываю практически сразу, в принципе, удается собирать несложные схемы и даже придумывать свои, благо сейчас, если неохота возиться с аналоговыми сигналами, усилениями, наводками и т.д. можно подыскать готовую микро-сборку и остаться в более-менее понятном мире цифровой микроэлектроники.К делу. Сегодня речь пойдет о пайке. Знаю, что многих новичков, желающих поиграться с микроконтроллерами, это отпугивает. Но, во-первых, можно воспользоваться макетными платами, где просто втыкаешь детали в панель, без даже намека на пайку, как в конструкторе.
Так можно собрать весьма кучерявое устройство.
Но иногда хочется таки сделать законченное устройство. Опять-таки, не обязательно «травить» плату. Если деталей немного, то можно использовать монтажную плату без дорожек (я использовал такую для загрузчика GMC-4).
Но вот паять таки придется. Вопрос как? Особенно, если вы этого никогда раньше не делали. Я, возможно, открою Америку, но буквально несколько дней назад я сам для себя открыл волшебный мир пайки без особого геморроя.
До сего времени мое понимание сути процесса ручной пайки было следующим. Берется паяльник (желательно с жалом не в форме шила, а с небольшим уплощением, типа лопаточки), припой и канифоль. Для запайки пятачка, ты берешь капельку припоя на паяльник, макаешь паяльник в канифоль, происходит «пшшшшш», и пока он идет, ты быстро-быстро касаешься паяльником места пайки (деталь, конечно, должна быть уже вставлена), и после нескольких мгновений разогрева припой должен каким-то волшебным образом переходить на место пайки.
Увы, у меня такой метод работал очень плохо, практически не работал. Детали нагревались, но припой никуда с паяльника не переходил. Очевидно, что проблема была в катализаторе, то есть канифоли. Того «пшшшшш», что я делал, опуская конец паяльник в канифоль, явно не хватало, чтобы «запустить» процесс пайки. Пока ты тащишь паяльник к месту пайки, вся почти канифоль успевает сгореть. Именно поэтому, кстати, мне была совершенно непонятна природа припоя, внутри которого уже содержится флюс (какой-то вид катализатора, типа канифоли). Все равно, в момент набирания припоя на паяльник весь флюс успевает сгореть.
Экспериментальным путем я нашел несколько путей улучшить процесс:
- Лудить места пайки заранее. Реально, при пайке деликатных вещей, типа
микросхем это крайне непрактично. Тем более, обычно, их ножки уже
луженые. - Крошить канифоль прямо на место пайки. Аккуратно кладешь кристаллик канифоли прямо на место пайки, и тогда «пшшшшш» происходит прямо там, что позволяет припою нормально переходить с паяльника. Увы, после такой пайки плата вся обгажена черными заплесами горелой канифоли. Хотя она и изолятор, но порой не видно дефектов пайки.Поэтому плату надо мыть, а это отдельный геморрой. Да и само выкрашивание делает пайку крайне медленной. Так я паял Maximite.
- Использовать жидкой флюс. По аналогии с выкрашиваем канифоли, можно аккуратно палочкой класть капельку жидкого флюса (обычно, он гораздо «сильнее» канифоли), и тогда будет активный «пшшшшш», и пайка произойдет. Увы, тут тоже есть проблемы. Не все жидкие флюсы являются изоляторами, и плату тоже надо мыть, например, ацетоном. А те, что являются изоляторами все равно остаются на плате, растекаются и могут мешать последующей внешней «прозвонке». Выход — мыть.
Итак, мы почти уже у цели. Я так подробно все пишу, так как, честно, для меня это было прорыв. Как я случайно открыл, все, что нужно для пайки несложных компонент — это паяльник, самый обычный с жалом в виде шила:
и припой c флюсом внутри:
ВСЕ!
Все дело в процессе. Делать надо так:
- Деталь вставляется в плату и должна быть закреплена (у вас не будет второй руки, чтобы держать).
- В одну руку берется паяльник, в другую — проволочка припоя (удобно, если он в специальном диспенсере, как на картинке).
- Припой на паяльник брать НЕ НАДО.
- Касаетесь кончиком паяльника места пайки и греете его. Обычно, это секунды 3-4.
- Затем, не убирая паяльника, второй рукой касаетесь кончиком проволочки припоя с флюсом места пайки. В реальности, в этом месте соприкасаются сразу все три части: элемент пайки и его отверстие на плате, паяльник и припой. Через секунду происходит «пшшшшш», кончик проволочки припоя плавится (и из него вытекает немного флюса) и необходимое его количество переходит на место пайки. После секунды можно убирать паяльник с припоем и подуть.
Ключевой момент тут, как вы уже поняли, это подача припоя и флюса прямо на место пайки. А «встроенный» в припой флюс дает его необходимое минимальное количество, сводя засирание платы к минимуму.
Ясное дело, что время ожидания на каждой фазе требует хотя бы минимальной практики, но не более того. Уверен, что любой новичок по такой методике сам запаяет Maximite за час.
Напомню основные признаки хорошей пайки:
- Много припоя еще не значит качественного контакта. Капелька припоя на месте контакта должна закрывать его со всех сторон, не имея рытвин, но не быть чрезмерно огромной бульбой.
- По цвету пайка должна быть ближе к блестящей, а не к матовой.
- Если плата двухсторонняя, и отверстия неметаллизированные, надо пропаять по указанной технологии с обоих сторон.
Стоит заметить, что все выше сказанное относится к пайке элементов, которые вставляются в отверстия на плате. Для пайки планарных деталей процесс немного более сложен, но реален. Планарные элементы занимают меньше места, но требуют более точного расположения «пятачков» для них.
Планарные элементы (конечно, не самые маленькие) даже проще для пайки в некотором роде, хотя для самодельных устройств уже придется травить плату, так как на макетной плате особого удобства от использования планарных элементов не будет.
Итак, небольшой, почти теоретический бонус про пайку планарных элементов. Это могут быть микросхемы, транзисторы, резисторы, емкости и т.д. Повторюсь, в домашних условиях есть объективные ограничения на размер элементов, которых можно запаять обычным паяльником. Ниже я приведу список того, что лично я паял обычным паяльником-шилом на 220В.
Для пайки планарного элемента уже не получится использовать припой на ходу, так как его может «сойти» слишком много, «залив» сразу несколько ножек. Поэтому надо предварительно в некотором роде залудить пятачки, куда планируется поставить компонент. Тут, увы, уже не обойтись без жидкого флюса (по крайне мене у меня не получилось).
Фаза 1
Капаете немного жидкого флюса на пятачек (или пятачки), берете на паяльник совсем немного припоя (можно без флюса). Для планарных элементов припоя вообще надо очень мало. Затем легонько касаетесь концом паяльника каждого пятачка. На него должно сойти немного припоя. Больше чем надо, каждый пятачек «не возьмет».
Фаза 2
Берете элемент пинцетом. Во-первых, так удобнее, во-вторых пинцет будет отводить тепло, что очень важно для планарных элементов. Пристраиваете элемент на место пайки, держа его пинцетом. Если это микросхема, то надо держать за ту ножку, которую паяете. Для микросхем теплоотвод особенно важен, поэтому можно использовать два пинцета. Одним держишь деталь, а второй прикрепляешь к паяемой ножке (есть такие пинцеты с зажимом, которые не надо держать руками). Второй рукой снова наносишь каплю жидкого флюса на место пайки (возможно немного попадет на микросхему), этой же рукой берешь паяльник и на секунду касаешься места пайки. Так как припой и флюс там уже есть, то паяемая ножка «погрузится» в припой, нанесенный на стадии лужения. Далее процедура повторяется для всех ног. Если надо, можно подкапывать жидкого флюса.
Когда будете покупать жидкий флюс, купите и жидкость для мытья плат. Увы, при жидком флюсе лучше плату помыть после пайки.
Сразу скажу, я ни разу не профессионал, и даже не продвинутый любитель в пайке. Все это я проделывал обычным паяльником. Профи имеют свои методы и оборудование.
Конечно, пайка планарного элемента требует куда большей сноровки. Но все равно вполне реально в домашних условиях. А если не паять микросхемы, а только простейшие элементы, то все еще упрощается. Микросхемы можно покупать уже впаянные в колодки или в виде готовых сборок.
Вот картинки того, что я лично успешно паял после небольшой тренировки.
Это самый простой вид корпусов. Такие можно ставить в колодки, которые по сложности пайки такие же. Эти элементарно паяются по первой инструкции.
Следующие два уже сложнее. Тут уже надо паять по второй инструкции с аккуратным теплоотводом и жидким флюсом.
Элементарные планарные компоненты, типа резисторов ниже, весьма просто паяются:
Но есть, конечно, предел. Вот это добро уже за пределами моих способностей.
Под занавес, пару дешевых, но очень полезных вещей, которые стоит купить в дополнение к паяльнику, припою, пинцету и кусачкам:
- Отсос. Изобретателю этого устройства стоит поставить памятник. Налепили много припоя или запаяли не туда? Сам припой, увы, обратно на паяльник не запрыгнет. А вот отсосом убирается элементарно. Одной рукой разогреваете паяльником место «отпайки». Второй держите рядом взведенный отсос. Как «оттает», нажимаете на кнопку, и припой прекрасным образом спрыгивает в отсос.
- Очки. Когда имеешь дело с ножками и проводами, может случиться, что разогретая ножка отпружинит, и припой с нее куда-то полетит, возможно, в глаз. С этим лучше не шутить.
Успехов в пайке! Запах канифоли — это круто!
пайка – это… Что такое пайка?
3.2 пайка (brazing): Процесс, имеющий широкий диапазон применения, в результате которого осуществляется соединение деталей посредством термического воздействия. При этом не происходит расплавления основного материала, в то время как припой заполняет зазор между соединяемыми деталями по принципу капиллярного эффекта. Данный процесс соединения осуществляется при температуре плавления припоя не менее 450 °С.
2.38. ПАЙКА
Ндп. Напайка
Спайка
Припайка
Образование соединения с межатомными связями путем нагрева соединяемых материалов ниже температуры их плавления, их смачивание припоем, затекания припоя в зазор и последующей его кристаллизации
ГОСТ 17325
ОБЩИЕ ПОНЯТИЯ
1. Пайка
Ндп. Напайка
Спайка
Припайка
D. Löten
E. Brazing; Soldering
Образование неразъемного соединения с межатомными связями путем нагрева соединяемых материалов ниже температуры их плавления, их смачивания припоем (см. пп. 5 и 18), затекания припоя в зазор (см. п. 17) и последующей его кристаллизации
(Измененная редакция. title=”Изменение № 2, ИУС 4-91″)
3.1 пайка: Процесс соединения деталей, при котором используют дополнительный расплавленный материал (припой) с температурой ликвидус ниже чем температура солидус основного(ых) материала(ов), который смачивает поверхности нагретого(ых) основного(ых) материала(ов) и заполняет узкий зазор между соединяемыми деталями.
Примечания
1 Этот процесс в основном относится к металлам, но может также относиться к неметаллическим материалам. Химический состав припоя всегда отличается от состава соединяемых деталей.
2 Если процесс осуществляется без капиллярного эффекта, то он часто описывается как пайкосварка.
Смотри также родственные термины:
51. Пайка в активной газовой среде
D. Reduktionsgaslöten
E. Brazing in reducing atmosphere
53. Пайка в вакууме
D. Vakuumlöten
E. Vacuum brazing
Бесфлюсовая пайка с применением разреженного газа при давлении ниже 105 Па.
Примечание. Разреженный газ – по ГОСТ 5197-85
52. Пайка в нейтральной газовой среде
D. Schutzgaslöten
E. Brazing in protective atmosphere
Бесфлюсовая пайка с применением инертного газа или газа, нейтрального по отношению к паяемым материалам и припою в диапазоне температур нагрева, выдержки и охлаждения
60. Пайка в печи
D. Ofenlöten
E. Furnace brazing (soldering)
Пайка, при которой нагрев паяемых материалов и припоя осуществляется в печи
64. Пайка волной припоя
D. Schwallöten
E. Wave soldering
Пайка, при которой нагрев паяемых материалов, перемещаемых над ванной, и подача припоя к месту соединения осуществляются стоячей волной припоя, возбуждаемой в ванне.
Примечание. Под стоячей волной понимают состояние среды, при котором расположение максимумов и минимумов перемещений колеблющихся точек среды не меняется во времени
3.6.7 пайка деталей с предварительным нанесением припоя: Процесс, во время которого припой наносят на паяемую поверхность до пайки (например, осаждением, электролизом или осаждением из газовой фазы).
3.6.8 В приложении А приведено описание процессов пайки в зависимости от источников энергии, в приложении В приведены перечень эквивалентных терминов процессов пайки на русском, английском и французском языках и алфавитный указатель терминов процессов пайки на русском языке.
73. Пайка инфракрасными лучами
D. Infrarotlöten
E. Infra-red brazing (soldering)
Пайка, при которой нагрев паяемых материалов и припоя осуществляется инфракрасными лучами
76. Пайка нагревательными матами
D. Löten mit Wärmeplatten
E. Heated pads brazing (soldering)
Пайка, при которой нагрев паяемых материалов и припоя осуществляется тепловыделяющими элементами, вмонтированными в термостойкие гибкие покрывала
66. Пайка нагретым газом
D. Heißgaslöten
E. Hot-gas soldering
Пайка, при которой нагрев паяемых материалов и припоя осуществляется нагретым газом
75. Пайка нагретыми блоками
D. Blocklöten
E. Block brazing (soldering)
Пайка, при которой нагрев паяемых материалов и припоя осуществляется контактирующими с ними нагретыми массивными телами
58. Пайка паяльником
D. Kolbenlöten
E. Soldering with soldering iron
Пайка, при которой нагрев паяемых материалов и припоя осуществляется паяльником
3.6.6 пайка погружением: Процесс, во время которого паяемые детали погружают в ванну с расплавленной солью, расплавленным флюсом или расплавленным припоем.
63. Пайка погружением в расплавленную соль
D. Salzbadlöten
E. Saltbathbrazing; Flux-dip brazing
Пайка, при которой нагрев паяемых материалов и припоя осуществляется в ванне с расплавленной солью.
Примечание. Расплавленная соль может быть одновременно паяльным флюсом
62. Пайка погружением в расплавленный припой
D. Tauchlöten
E. Dip brazing (soldering)
Пайка, при которой нагрев паяемых материалов осуществляют в ванне с расплавленным припоем
79. Пайка под давлением
Пайка, при которой паяемые материалы находятся под давлением с целью уменьшения паяльного зазора
42. Пайка расплавлением полуды
Е. Reflow soldering
Пайка предварительно луженых заготовок или изделий без дополнительного введения припоя
3.6.4 пайка с добавлением припоя: Процесс, во время которого детали нагреваются в зоне соединения до температуры пайки и припой доводится до температуры плавления, главным образом, благодаря контакту с паяемыми деталями.
3.6.5 пайка с предварительной укладкой припоя: Процесс, во время которого припой помещают в область соединения до нагрева, а затем нагревают до температуры пайки вместе с паяемыми деталями.
72. Пайка световыми лучами
D. Lichtstrahllöten
E. Light rays brazing (soldering)
Пайка, при которой нагрев паяемых материалов и припоя осуществляется световыми лучами
70. Пайка тлеющим разрядом
Пайка, при которой нагрев паяемых материалов и припоя осуществляется тлеющим разрядом
71. Пайка электросопротивлением
D. Widerstandslöten
E. Resistance brazing (soldering)
Пайка, при которой нагрев паяемых материалов и припоя осуществляется пропусканием через них электрического тока
Словарь-справочник терминов нормативно-технической документации. academic.ru. 2015.
Пайка металлов появилась задолго до изобретения электрической сварки. Ее использовали в Древнем Риме и Вавилоне, о чем говорят археологические раскопки.
За это время технологии усовершенствовались, и появились новые виды пайки, в которых для нагрева металла используется электрический ток, пламя газовой горелки, энергия лазера или иные источники тепловой энергии.
Капиллярный
 Капиллярный вид пайки – самый распространенный. Многие, применяя его, даже не подозревают о таком названии. Суть технологии заключается в следующем.
Капиллярный вид пайки – самый распространенный. Многие, применяя его, даже не подозревают о таком названии. Суть технологии заключается в следующем.
Припой расплавляют, он нагревается и заполняет собой пространство между двумя подготовленными деталями. Смачивание поверхности деталей и удержание припоя происходит во многом благодаря эффекту капиллярности.
Капиллярный вид пайки распространен в быту и на различных производствах. Для его проведения потребуется паяльник или горелка. По сути, любой вид пайки можно считать в определенной мере капиллярным, поскольку в каждом присутствует капиллярное смачивание поверхностей заготовок жидким припоем.
Диффузионный
Этот вид паяния отличается от остальных длительностью процесса, поскольку на диффузию требуется время.
 Припой внутри зоны шва выдерживается при определенной температуре дольше, чем, скажем, при обычном капиллярном виде пайке. Соединение двух заготовок происходит за счет диффузии припоя и спаиваемых металлов.
Припой внутри зоны шва выдерживается при определенной температуре дольше, чем, скажем, при обычном капиллярном виде пайке. Соединение двух заготовок происходит за счет диффузии припоя и спаиваемых металлов.
Сам процесс диффузии заключается в проникновении молекул одного вещества в структуру другого вещества. Спайка происходит на молекулярном уровне и дает возможность получить более прочный шов.
Диффузионный вид требует строго соблюдения температурного и временного режима. Температура нагрева в зоне пайки всегда выше, чем температура плавления припоя.
Контактно-реакционный
 Вид пайки под названием «контактно-реакционный» или «реактивный» означает процесс сплавления при контакте двух деталей из разных металлов.
Вид пайки под названием «контактно-реакционный» или «реактивный» означает процесс сплавления при контакте двух деталей из разных металлов.
Происходит фазовый переход металла из твердого в жидкое состояние с последующим отвердением и сплавлением. Часто такое соединение осуществляют через тонкую прослойку, которая нанесена на одну из заготовок гальваническим или иным способом.
Используются легкоплавкие материалы – эвтектики. Так можно соединить серебро и медь, где между деталями будет образован медно-серебрянный сплав. Проводят пайку олова и висмута, серебра и бериллия, графита и стали.
Можно спаивать алюминий с другими материалами через прослойку меди или кремния. Соединение получается прочным, время пайки занимает доли секунд.
Реакционно-флюсовой
 В основе реактивно-флюсового вида пайки лежит химическая реакция, при которой из флюса при соединении с металлом образуется припой. Это хорошо видно, когда между собой соединяются алюминиевые детали.
В основе реактивно-флюсового вида пайки лежит химическая реакция, при которой из флюса при соединении с металлом образуется припой. Это хорошо видно, когда между собой соединяются алюминиевые детали.
Для их стыковки применяется флюс на основе хлористого цинка. При нагреве цинк начинает взаимодействовать с алюминием, превращаясь в металлический припой.
Он заполняет собой все пространство зазора, делая место зоны пайки прочным соединением. При этом очень важно точно соблюсти пропорции наносимого флюса. Его должно быть много, чтобы чистый цинк в необходимом количестве мог выделиться из флюсового порошка.
Иногда при этом виде пайки приходится добавлять цинковый припой в небольших количествах, как дополнение к основному процессу. Обычно это делают, если две заготовки соединяются внахлест.
Пайка-сварка
Такое название технология получила потому, что сам процесс очень сильно напоминает сварку металла с присадочным материалом (проволокой или порошком).
Но в данном случае вместо присадки используется припой. Этот вид чаще всего используют для того, чтобы заделать дефекты и изъяны на поверхностях металлических деталей (литых).
Сам процесс можно проводить разными способами:
- пайка в печах;
- окунанием в ванну с жидким припоем;
- сопротивлением с помощью электрического тока;
- индукционным способом;
- радиационным;
- с помощью паяльников и газовых горелок.
Некоторые виды появились сравнительно недавно, еще исследуются и дорабатываются.
В печах
 Первый вариант обеспечивает равномерное распределение припоя по дефектным участкам детали и равномерное прогревание, что особенно важно, когда приходится паять крупногабаритные заготовки со сложной конфигурацией.
Первый вариант обеспечивает равномерное распределение припоя по дефектным участкам детали и равномерное прогревание, что особенно важно, когда приходится паять крупногабаритные заготовки со сложной конфигурацией.
При этом разогрев в печи может проходить одним из многих существующих способов, начиная от нагрева пламенем, и до сложно технологических процессов, таких как индукция, электросопротивление.
Конструкция самих печей отличается друг от друга лишь подами, на которые укладывают паяемые заготовки. Для крупных деталей используются печи, в которых под не движется, а для маленьких – подвижные в виде конвейеров на роликах.
Главная задача этого вида пайки – создать внутри печи специальную газообразную субстанцию. Пайка в печах может быть полностью механизирована, что ведет к повышению производительности труда. А для производств с массовым выходом готовой продукции это идеальный вариант.
Применение индукции и сопротивления
Что касается индукционного вида, то для него используют токи высокой частоты. Электричество пропускается через спаиваемые детали, отчего они и нагреваются.
 Здесь реализуются два способа пайки: стационарная и с перемещением детали или индуктора. В случае соединения крупногабаритных заготовок используется вторая технология.
Здесь реализуются два способа пайки: стационарная и с перемещением детали или индуктора. В случае соединения крупногабаритных заготовок используется вторая технология.
Способ пайки сопротивлением чем-то схож с индукционным видом. Просто в этой технологии ток пропускается и через заготовки, и через паяльный элемент. То есть, соединяемые детали становятся частью электрической цепи.
Проводят такой процесс в электролитах или в специальных контактных машинах, действие которых очень похоже на стандартную электросварку. Контактные машины обычно используются в производствах, где необходимо паять между собой изделия из тонкого листового металла.
Пайка же в электролитах используется сегодня не часто за счет сложности настройки параметров технологического процесса. Ведь процесс проходит по принципу теплового эффекта, возникающего между катодом (спаиваемые детали) и анодом.
Вокруг заготовок образуется водородная оболочка, у которой очень высокое электрическое сопротивление. Отсюда и выделение большой тепловой энергии.
Погружение в ванну
 Пайка с погружением проводится или в среде расплавленного припоя или в массе специальных солей. Последний вид пайки – это быстро проводимая операция за счет непосредственного нагрева заготовок от солей, которые выполняют функции и нагревательного элемента, и флюса. Что касается погружения в припой, то необходимо отметить возможность полного или частичного погружения.
Пайка с погружением проводится или в среде расплавленного припоя или в массе специальных солей. Последний вид пайки – это быстро проводимая операция за счет непосредственного нагрева заготовок от солей, которые выполняют функции и нагревательного элемента, и флюса. Что касается погружения в припой, то необходимо отметить возможность полного или частичного погружения.
Радиационный метод
 Радиационный вид пайки производится за счет мощного светового потока, который формируется кварцевой лампой, лазером или катодным расфокусированным лучом.
Радиационный вид пайки производится за счет мощного светового потока, который формируется кварцевой лампой, лазером или катодным расфокусированным лучом.
Технология появилась относительно недавно, но показала, что таким способом можно достигать высокого качества пайки двух металлических заготовок. К тому же появилась реальная возможность контролировать процесс и по степени нагрева, и по временным срокам. При этом лазер удаляет оксидную пленку с припоя и с металла, что гарантирует высокое качество паяного шва.
Газовая оболочка в зоне соединения, образорванная за счет нагрева металлов, дает возможность при соединении не использовать флюсы. Поэтому, когда сегодня говорят о пайке без флюса, подразумевают лазерную технологию.
Горелка и паяльник
 Что касается пайки горелками, то чаще всего применяются две технологии, которые, по сути, ничем не отличаются одна от другой. Происходит просто нагрев двух деталей и припоя, уложенного между ними в зазор.
Что касается пайки горелками, то чаще всего применяются две технологии, которые, по сути, ничем не отличаются одна от другой. Происходит просто нагрев двух деталей и припоя, уложенного между ними в зазор.
В первом способе – за счет сгорания газа, во втором – за счет образования плазмы (это сгораемый газ, который движется тонкой струей с большой скоростью). Необходимо отметить, что способ с газовыми горелками считается универсальным.
Горелки, испускающие поток плазмы, работают при высоком температурном режиме. А это позволяет паять между собой детали из титана, молибдена, вольфрама и прочие тугоплавкие материалы.
Сложность этой технологии заключается в том, что настроить электрическую дугу под определенную температуру нагрева (до определенной точности) практически невозможно.
Пайка паяльником используется давно. Если еще 5-10 лет назад можно было говорить только об электрических приборах или нагреваемых от огня, то сегодня предложений куда больше.
Хотелось бы отметить паяльники, работающие от ультразвука. То есть, сам ультразвук имеет отношение к процессу пайки лишь с позиции разрушения оксидной пленки.
Поэтому и появилась возможность паять различные металлы в воздушном окружении без флюсовых материалов. Непосредственно пайка происходит от нагрева припоя.
Вакуумный
 Пайка в вакууме и сегодня еще используется не всегда и не везде. Сложность данного вида заключается в том, что необходимо в зоне паяния создать разряженную атмосферу без воздуха.
Пайка в вакууме и сегодня еще используется не всегда и не везде. Сложность данного вида заключается в том, что необходимо в зоне паяния создать разряженную атмосферу без воздуха.
Как известно, присутствующий в воздухе кислород является причиной образования оксидной пленки, которая покрывает собою металлические заготовки и припой.
Пленка очень тугоплавка, при пайке теряются температурные градусы для нагрева соединяемых деталей. Поэтому все ученые до сих пор и ищут способы, как удалить оксидное покрытие или провести процесс без него. Пайка в вакууме – один из таких вариантов.
Препятствуют внедрению вакуумного вида в производство такие факторы:
- низкая производительность процесса, потому что приходится нагревать каждую отдельную деталь;
- таким способом можно паять лишь заготовки небольших размеров;
- сложность создания станков и дополнительного оборудования;
- сложность проведения процесса пайки.
Однако если говорить о космосе, где отсутствует атмосфера, то вакуумный вид считается весьма перспективным.
Селективный
Нельзя сказать, что селективный вид пайки принципиально отличается от капиллярного. Точно также в нем применяют припой и нагрев. Но расплавляют припой только в выборочных местах (локальных точках), на которые планируется прикрепить элементы.
Селективную пайку применяют в основном для изготовления плат и выводов штыревых компонентов. Она схожа с волновым методом, применяемым для пайки smd-чипов.
Установка селективной пайки – оборудование, относящееся к категории полуавтоматов. Оно не дешевое, но экономит расходные материалы почти в десять раз, по сравнению с волной, поэтому распространяется все шире и шире.
Температурный режим и материалы
 Классификация процессов пайки основывается на методах проведения операций, условиях, при которых получают соединения, и на видах расходных материалов. Понятия и виды пайки подробно описывает ГОСТ 17325.
Классификация процессов пайки основывается на методах проведения операций, условиях, при которых получают соединения, и на видах расходных материалов. Понятия и виды пайки подробно описывает ГОСТ 17325.
Пайку называют высокотемпературной или твердой, если припой разогревается до температуры 450 ℃ и выше. В противном случае приходится иметь дело с низкотемпературным видом (мягким).
Для низкотемпературного вида применяют легкоплавкие припои. К ним относятся сплавы олова и свинца, висмута, галлия, индия. К тугоплавким принадлежат медно-серебряные, медно-цинковые припои.
В связи с повелением новых материалов и требований экологической безопасности, технологии пайки постоянно меняются. Свинцовые припои применяют все меньше, устанавливают дымоуловители, разрабатывают лазерное и ультразвуковое оборудование.
Немалую роль в развитии пайки играет внедрение роботизированных систем, позволяющих значительно ускорить работу.
ПАЙКА – это… Что такое ПАЙКА?
ПАЙКА — ПАЙКА, см. паять. | Пай ка, пенз., вместо поди ка. Пайка, пск., твер. головомойка, нагонка. Толковый словарь Даля. В.И. Даль. 1863 1866 … Толковый словарь Даля
пайка — Ндп. напайка спайка припайка Образование неразъемного соединения с межатомными связями путем нагрева соединяемых материалов ниже температуры их плавления, их смачивания припоем (см. пп.5 и 18), затекания припоя в зазор (см. п.17) и последующей… … Справочник технического переводчика
пайка — ПАЙКА, и, жен. 1. см. паять. 2. Место, где спаяно, припаяно что н. II. ПАЙКА, и, жен. (прост.). То, что получено как паёк, в счёт пайка. П. табака. Хлебная п. Толковый словарь Ожегова. С.И. Ожегов, Н.Ю. Шведова. 1949 1992 … Толковый словарь Ожегова
ПАЙКА 2 — ПАЙКА 2, и, ж. (прост.). То, что получено как паёк, в счёт пайка. П. табака. Хлебная п. Толковый словарь Ожегова. С.И. Ожегов, Н.Ю. Шведова. 1949 1992 … Толковый словарь Ожегова
пайка — 1. ПАЙКА, и; мн. род. паек, дат. пакам; ж. Техн. 1. к Паять. П. проводов. 2. Запаянное место. На кастрюле была видна п. 2. ПАЙКА, и; мн. род. паек, дат. пайкам; ж. Разг. Часть, доля продукта, выданная по определённой норме (солдатам, заключённым… … Энциклопедический словарь
пайка — паяние; паек, рацион Словарь русских синонимов. пайка сущ., кол во синонимов: 5 • металлообработка (59) • … Словарь синонимов
ПАЙКА — (паяние) процесс получения неразъемного соединения материалов (стали, чугуна, стекла, графита, керамики и др.), находящихся в твердом состоянии, расплавленным припоем с его последующей кристаллизацией. По механизму образования шва различают пайку … Большой Энциклопедический словарь
ПАЙКА 1 — ПАЙКА 1, и, ж. Толковый словарь Ожегова. С.И. Ожегов, Н.Ю. Шведова. 1949 1992 … Толковый словарь Ожегова
Пайка — Пайка: процесс соединения деталей, при котором используют дополнительный расплавленный материал (припой) с температурой ликвидус ниже, чем температура солидус основного(ых) материала(ов), который смачивает поверхности нагретого(ых) основного(ых)… … Официальная терминология
Пайка — ПАЙКА, процесс получения неразъемного соединения изделий из стали, чугуна, стекла, графита, керамики и др., находящихся в твердом состоянии, путем заполнения зазора между ними расплавленным припоем. Применялась уже в глубокой древности для… … Иллюстрированный энциклопедический словарь
Руководство по электронной пайке
Что такое пайка?
Пайка – это соединение двух металлических поверхностей механическим и электрическим способом с использованием металла, называемого припоем (произносится как «гадюка»). Припой защищает соединение, чтобы оно не разрывалось от вибрации, других механических воздействий и обеспечивало электрическую непрерывность, поэтому электронный сигнал проходит через соединение без прерывания. Припой расплавляют с помощью паяльника.Флюс используется для очистки и подготовки поверхностей, что позволяет расплавленному припою течь (или «мокрая») и связываться с металлическими поверхностями.
Ручная пайка – это процесс пайки по одному соединению (называемый «паяное соединение») за раз по сравнению с более автоматизированными процессами пайки в оборудовании для пайки волной припоя или оплавления в печи.
Что мне нужно для пайки электроники?
При пайке электронного разъема в точку контакта (часто называемую «контактной площадкой») обычно требуется следующее:
- Паяльник, способный достигать точки плавления припоя
- Проволочный припой, с сердечником из флюса или без него
- Флюс, если в проволочный припой не входит сердечник флюса или если требуется дополнительный флюс
Что такое паяльник?
Паяльник – это ручной инструмент для пайки двух металлических поверхностей.В самой простой форме он состоит из металлического наконечника, нагревательного элемента, который доводит наконечник до температуры пайки, изолированной рукоятки для безопасного удержания паяльника и вилки для настенной розетки или паяльной станции.
Работа паяльного жала заключается в передаче тепла от нагревательного элемента к работе. Он имеет медную внутреннюю поверхность, эффективный и эффективный теплопроводник, железное покрытие для защиты мягкой, подверженной коррозии меди от флюса и припоя, а также хромоникелевое покрытие для предотвращения смачивания флюса наконечником.
Кроме того, существуют опции, которые обеспечивают лучший контроль температуры паяльника и теплового отклика (время, необходимое для повторного нагрева после пайки). Некоторые паяльные наконечники представляют собой металлические стержни, которые упираются в нагревательный элемент, а другие встроены в нагревательный элемент в картридже.
В чем разница между паяльником и паяльной станцией?
На нижнем конце, наиболее подходящем для любителей, паяльник может подключаться непосредственно к электрической настенной розетке, что не позволяет контролировать температуру паяльника.Просто вкл или выкл. При использовании паяльной станции паяльник подключается к станции для большего контроля над температурой и другими функциями, такими как память заданной температуры, блокировка и т. Д.
Какой тип припоя я должен использовать?
Несмотря на то, что существует большое разнообразие различных типов припоя, в большинстве случаев вам необходимо выбрать между свинцом или без свинца, диаметром проволоки, сердечником из флюса или сплошной проволокой и типом флюса.
- Свинец или без свинца – Припой – это, как правило, комбинация металлов, которые выбраны для обеспечения максимальной надежности и проводимости.Свинец, часто в сочетании с оловом, был основой электронной пайки, поскольку была электронная пайка. Свинец имеет относительно низкую температуру плавления и легко смачивает и течет, что делает процесс более быстрым, легким и более надежным. Из-за проблем окружающей среды и здоровья, связанных со свинцом, возникла необходимость перейти на бессвинцовый припой, который часто представляет собой комбинацию олова и серебра. Бессвинцовые припои имеют более высокую температуру плавления и, как правило, требуют более активных или более концентрированных флюсов (более высокое содержание твердых веществ) для достижения тех же характеристик пайки, что и у свинцовых припоев.Для обычной ручной пайки, если все сделано правильно, надежность должна быть примерно одинаковой. Для высокотехнологичной электроники, используемой в экстремальных условиях (например, в аэрокосмической электронике), существует проблема, связанная с тенденцией кристаллизации яркого олова и образования оловянных нитевидных кристаллов, тонких проводов олова, которые могут расти из паяных соединений.
Если вы ремонтируете или собираете электронику для использования в США, использовать свинцовый припой проще всего, и он обеспечивает наиболее надежные паяные соединения. Пониженное тепло также создает меньше теплового напряжения на остальной части печатной платы.Если конечный продукт поставляется за пределы США, особенно в Европу, следует рассмотреть возможность использования бессвинцового припоя. Исключением может быть высоконадежная электроника, например, используемая в аэрокосмической отрасли. В этом случае сверьтесь со спецификациями и требованиями конечного пользователя электроники. Бессвинцовый может все еще потребоваться, или могут быть исключения, которые позволяют использовать свинцовый припой.
- Диаметр паяльной проволоки – Убедитесь, что вы не путаете паяную проволоку, предназначенную для сантехники, с паяльной проволокой электроники.Проволока для сантехники будет намного толще, диаметром 2 мм или выше. Электронная паяная проволока будет тоньше, 1,5 мм или меньше, до 1/2 мм или меньше. Подберите диаметр по размеру разъемов и контактов, которые вы паяете. Слишком маленький, и вы будете проходить слишком много припоя, а слишком большой может быть трудно маневрировать вокруг плотной печатной платы, и это может увеличить вероятность термического напряжения или даже пайки других компонентов, не связанных с вашим ремонтом.
- Сердечник из флюса или сплошная проволока – Большинство проволочных припоев поставляется с сердечником из флюса, поэтому флюс автоматически активируется и течет по области пайки при расплавлении припоя.С ним удобнее и эффективнее работать. Можно использовать сплошную проволоку с добавлением флюса с помощью кисти, дозатора для бутылок или дозатора для ручек. Если не требуется очень специфический флюс, который недоступен в качестве паяного провода, обычно рекомендуется паяный проволочный сердечник.
- Тип флюса – Флюс без очистки является хорошим выбором для пайки, где следует избегать очистки. Остаток света можно оставить на доске или удалить с помощью средства для удаления флюса. Активированный флюсом канифоль (РА) обеспечивает отличную паяемость в самых разных областях применения.Лучше всего удалить остатки после пайки для эстетики и избежать коррозии в процессе эксплуатации. Поток канифоли (R) или слабо активированный поток канифоли (RMA) обычно можно оставить на печатной плате после пайки, если эстетика не является проблемой. Водорастворимый флюс (ОА) – очень активный флюс, разработанный для легкого удаления с помощью деионизированной воды, как в периодической или поточной системе. Его также можно удалить изопропиловым спиртом (IPA). Очень важно очистить водорастворимые остатки флюса, потому что они очень коррозийные.
Вы также можете увидеть варианты «без галогенов» или «без галогенов». Это для компаний, которые имеют экологические инициативы или должны соблюдать галогенные ограничения из-за нормативных или потребительских ограничений. Галогены включают элементы хлора, фтора, йода, брома и астата. Это может сопровождаться компромиссами, такими как очищаемость, поэтому, если вам не нужно удалять галогены из вашего процесса, легче использовать стандартные флюсы с галогенами.
Следует ли использовать свинец или бессвинцовый припой?
Если вы ремонтируете или собираете электронику для использования в США, использовать свинцовый припой проще всего, и он обеспечивает наиболее надежные паяные соединения.Пониженное тепло также создает меньше теплового напряжения на остальной части печатной платы. Если конечный продукт поставляется за пределы США, особенно в Европу, следует рассмотреть возможность использования бессвинцового припоя. Исключением может быть высоконадежная электроника, например, используемая в аэрокосмической отрасли. В этом случае сверьтесь со спецификациями и требованиями конечного пользователя электроники. Бессвинцовый может все еще потребоваться, или могут быть исключения, которые позволяют использовать свинцовый припой.
Что такое флюс?
Подумайте о флюсе и готовом агенте для процесса пайки.При соединении двух металлических поверхностей вместе с припоем должна быть хорошая металлургическая связь, чтобы паяное соединение не разрывалось или электрическая непрерывность не изменялась при механических, температурных и других напряжениях. Флюс удаляет любые окислители, которые могут присутствовать, и слегка травит поверхность, чтобы способствовать смачиванию. «Смачивание» – это процесс протекания припоя по поверхности контактов и паяльного наконечника, что очень важно в процессе пайки.
Какой тип флюса мне следует использовать?
No-clean flux – хороший выбор для пайки, где следует избегать очистки.Остаток света можно оставить на доске или удалить с помощью средства для удаления флюса. Активированный флюсом канифоль (РА) обеспечивает отличную паяемость в самых разных областях применения. Лучше всего удалить остатки после пайки для эстетики и избежать коррозии в процессе эксплуатации. Поток канифоли (R) или слабо активированный поток канифоли (RMA) обычно можно оставить на печатной плате после пайки, если эстетика не является проблемой. Водорастворимый флюс (ОА) – очень активный флюс, разработанный для легкого удаления с помощью деионизированной воды, как в периодической или поточной системе.Его также можно удалить изопропиловым спиртом (IPA). Очень важно очистить водорастворимые остатки флюса, потому что они очень коррозийные.
Вы также можете увидеть варианты «без галогенов» или «ноль галогенов». Это для компаний, которые имеют экологические инициативы или должны соблюдать галогенные ограничения из-за нормативных или потребительских ограничений. Галогены включают элементы хлора, фтора, йода, брома и астата. Это может сопровождаться компромиссами, такими как очищаемость, поэтому, если вам не нужно удалять галогены из вашего процесса, легче использовать стандартные флюсы с галогенами.
Нужно ли добавлять дополнительный флюс при пайке?
При пайке простого соединения, такого как 2 провода или провод сквозного отверстия, флюса в припое с сердечником флюса должно быть достаточно. Для более сложных методов пайки, таких как перетаскивание нескольких выводов на компонент поверхностного монтажа, может потребоваться добавление дополнительного флюса. Флюс активируется и расходуется, когда он изначально вытекает из активной зоны. Если паять дальше, например, при перетаскивании нескольких проводов, вы рискуете получить холодные соединения или шунтирование без дополнительного флюсаВ то время как больше кажется, что это должно быть лучше, будьте осторожны, чтобы не применять чрезмерно флюс. Избыток флюса необходимо удалить, особенно если он не полностью активируется при нагревании до полной температуры пайки.
Сопутствующие товары:
Как применить дополнительный флюс?
Flux может быть окрашен кислотной кистью, нанесен с помощью дозатора иглодержателя или с помощью дозатора. В то время как больше кажется, что это должно быть лучше, будьте осторожны, чтобы не применять чрезмерно флюс. Избыток флюса необходимо удалить, особенно если он не полностью активируется при нагревании до полной температуры пайки.
Сопутствующие товары:
Как мне припаять?
- Убедитесь, что поверхности для пайки чистые.
- Включите паяльник и установите температуру выше точки плавления вашего припоя. 600–650 ° F (316–343 ° C) – хорошее место для пайки на основе свинца и 650–700 ° F (343–371 ° C) для припоя без свинца.
- Удерживайте наконечник около проводника и точки контакта / площадки в течение нескольких секунд. Идея состоит в том, чтобы одновременно довести температуру до пайки.
- Прикоснитесь к проводу припоя к проводу и контактной точке / контактной площадке несколько раз, пока припой не пойдет вокруг провода и контакта.
- Осмотрите паяное соединение, чтобы убедиться, что оно полностью покрывает область контакта и вывод. Если это провод сквозного отверстия, отверстие должно быть заполнено, и припой соединяется с небольшой пирамидальной формой.
- При необходимости обрежьте поводок с помощью ножниц для обрезки. Не вставляйте в паяное соединение, это может повредить соединение.
- Если вы используете флюс, активированный канифолью, водный флюс или если эстетика остатка флюса является проблемой, очистите участок с помощью флюс-смывки.
Сопутствующие товары:
Как горячо я устанавливаю паяльник?
600–650 ° F (316–343 ° C) – хорошее место для пайки на основе свинца и 650–700 ° F (343–371 ° C) для припоя без свинца. Вы хотите, чтобы наконечник был достаточно горячим, чтобы расплавить эффективность припоя, но избыточное тепло может повредить компоненты, так как тепло распространяется вдоль проводов, и это сократит срок службы наконечника пайки.
Как отличить хорошее паяное соединение от плохого?
Осмотрите паяное соединение, чтобы убедиться в полном покрытии области контакта и провода.Некоторые вещи, на которые стоит обратить внимание:
- Если это провод сквозного отверстия, отверстие должно быть заполнено, и припой соединяется с небольшой пирамидальной формой.
- Если припой монтируется на поверхность, припой должен полностью покрыть контактную площадку и окружить провод.
- Провод не должен быть свободным или покачиваться после пайки.
- Припой не должен переливаться или соединяться с другими контактными точками / контактными площадками.
- При использовании припоя на основе свинца паяное соединение должно быть блестящим.К сожалению, бессвинцовый имеет тенденцию иметь более скучную отделку, так что это не очень хороший показатель в этом случае.
Как выбрать лучший наконечник для пайки для ремонта печатной платы?
Цель состоит в том, чтобы согласовать форму и размер наконечника с контактной площадкой. Это позволяет максимизировать площадь контактной поверхности, поэтому вы нагреваете провод и контактную область как можно быстрее. Если вы выберете наконечник слишком большого размера, у вас будет больший объем наконечника для нагрева, что замедлит рекуперацию тепла, то есть время, необходимое для нагрева наконечника после пайки соединения.Также существует риск вмешательства в другие компоненты и области контакта. Если вы выберете наконечник слишком маленького размера, вам не хватит площади поверхности наконечника, контактирующей со свинцом и контактной областью, для эффективной передачи тепла. Это займет больше времени задержки, что замедляет работу и может увеличить тепловое напряжение компонента.
Убедитесь, что вы используете паяльник и наконечники, предназначенные для электронной пайки печатных плат. Наконечники, предназначенные для других применений, таких как витражи, сантехника или тяжелые электромонтажные работы, как правило, намного больше, чем подходит для электроники.
Паяльные наконечники бывают разных форм для облегчения разной геометрии печатной платы:
- заостренный или конический – конец паяльного наконечника подходит либо к точке, либо к плоской поверхности. Размер определяется диаметром конца, поэтому может быть от 0,1 мм до 1 мм. Эти наконечники обычно используются, когда требуется точная точность, как, например, с очень мелкими компонентами без поверхностного монтажа. Они могут быть длинными для большей досягаемости в плотной конструкции платы или более коротким микрочипом для уменьшения количества металла наконечника, который необходимо нагревать.Это может улучшить рекуперацию тепла. Концы наконечников также могут быть согнуты, чтобы не мешать другим компонентам или областям контакта.
- Лезвие или нож – Наконечник лезвия обычно используется для пайки методом перетаскивания, когда припой протягивается через несколько контактных площадок. Это часто встречается при пайке компонентов поверхностного монтажа (SMT). Размер измеряется по длине лезвия и может быть 6,3 мм (1/4 ”) или больше.
- Зубило или отвертка – Зубило позволяет нагреть большую площадь контакта, что полезно для паяных соединений с сквозными отверстиями.Длина может варьироваться, а также может быть согнута, как с коническим наконечником. Размер в основном указывается как длина плоской области, но глубина или толщина наконечника также может варьироваться. Они могут быть настолько маленькими, что почти похожи на точку, размером менее 1 мм и шириной 5 или 6 мм.
- Bevel – Скошенный наконечник имеет плоский овальный конец, установленный под углом. Изобразите металлический стержень, который является поперечным сечением под углом. Размер определяется диаметром «стержня» или вала, а иногда и углом скоса.Скос может быть всего 1 мм или 4 мм или больше.
- Наконечники потока – Конструкция наконечника потока похожа на скошенный наконечник, но вместо плоской области это немного углубление или чашка. Это также называется «наконечником мини-волны» и обычно используется для пайки методом перетаскивания, как описано выше.
Сопутствующие товары:
Можно ли установить температуру на максимальную температуру для ускорения пайки?
В пайке, как и во всем остальном, скорость царит. Операторы увеличивают температуру пайки, чтобы ускорить прохождение тепла.Это позволяет им быстрее переходить от одного паяного соединения к другому. Подвох – чем выше тепло, тем короче срок службы чаевых. Конечно, паяльные станции могут нагреваться до 900 ° F, но 750 ° F – это самый высокий уровень, который вам нужен для бессвинцовой проволоки. Избыточное тепло также может привести к излишней нагрузке на компоненты, что увеличивает вероятность отказа печатной платы в дальнейшем.Почему припой стекает с паяльного наконечника?
Это признак того, что наконечник для пайки необходимо очистить, поэтому это «холодный» наконечник (хотя он все еще очень горячий, поэтому не трогайте!).Когда флюс и окисление со временем накапливаются, тепло не передается так же эффективно, и припой не смачивается и не течет по наконечнику должным образом. Припой будет иметь тенденцию плавиться, но просто капать с наконечника. Это затрудняет перемещение пайки вокруг контактных участков так, как вам это может понадобиться.
Как почистить паяльник?
Паяльные станции обычно поставляются с губкой и / или латунной накладкой «brillo». Цель состоит в том, чтобы удалить лишний флюс и припой с наконечника.Если на наконечник паяльника накапливается слишком много флюса, он, в конечном счете, будет испаряться и станет непригодным для использования (но не обязательно невосстановимым). Если инструменты для очистки наконечника не используются должным образом, они могут принести больше вреда, чем пользы. Выбирая губку, убедитесь, что она изготовлена из натуральной целлюлозы (например, сменные губки Платона). Синтетические губки тают на наконечнике паяя и могут сократить срок службы наконечника. Используйте чистую DI воду. Водопроводная вода может содержать минералы, которые могут накапливаться на кончике. Когда вы насытите губку, отожмите ее, чтобы она не промокла.Слишком много воды может увеличить тепловое напряжение наконечника и замедлить восстановление наконечника.
Когда наконечник паяльника почернел от запекания на флюсах и больше не смачивается должным образом, настало время для чистящих средств последней инстанции. Наконечник Tinner (Plato # TT-95) представляет собой комбинацию бессвинцового припоя и очистителя. Пока паяльник находится при полной температуре, обмотайте его в банке. Когда вы катите его, он должен измениться с черного на блестящее серебро, так как испеченный флюс очищается.Затем вытрите излишки олова с наконечника пайки и повторите, используя проволочный припой. Не позволяйте имени обмануть вас – «tip tinner» не предназначен для того, чтобы его оставляли на кончике.
Также доступны полировальные стержни, используемые для очистки наконечника от остатков флюса. Это следует использовать только в качестве крайней меры, потому что вы будете удалять железо вместе с сожженным флюсом. Как только наконечник показывает точечные отверстия, настоящие отверстия в утюге, наступает время его замены.
Сопутствующие товары:
Является ли латунная «губка Brillo» или губка лучше для очистки паяльных наконечников?
Как и все остальное, у каждого есть свои плюсы и минусы:
Очиститель латунных наконечников
- Pro-Fast и простой в использовании, не требует насыщения водой и термического удара паяльного наконечника.
- Con – Абразив, хотя латунь мягче, чем утюг на конце наконечника. Он имеет тенденцию царапать хромирование, что не позволяет припою смачивать наконечник. Это может привести к ползанию коррозии под обшивкой, сокращая срок службы наконечника.
Не забудьте использовать ударное движение, используя очиститель наконечника из латуни. Протирание по всей поверхности увеличивает вероятность разбрасывания расплавленного припоя.
Губка из целлюлозы
- Pro – это эффективный и быстрый способ очистки наконечника.Они поставляются с различными отверстиями или прорезями, чтобы сделать его еще быстрее и проще, а также чтобы избежать разбрасывания расплавленного припоя.
- Con – охлаждает наконечник, поэтому требуется, чтобы наконечник снова нагрелся. Это также может привести к тепловому удару по кончику, особенно если губка чрезмерно насыщена. Это может сократить срок службы наконечника, создав микротрещины в металлическом покрытии.
Должен ли я чистить весь припой с паяльного наконечника после того, как я закончу пайку?
Обычная практика – протирать наконечник паяльника перед тем, как положить его обратно в держатель. Это подвергает сырое железо на рабочем конце наконечника, который будет ржаветь на открытом воздухе. Добавьте любой остаточный флюс в смесь, и у вас будет преждевременное паяльное жало. Перед перерывом или остановкой в течение дня вытрите остаточный флюс и припой и добавьте ретин, приложив свежий припой к концу наконечника.Что можно сделать, чтобы продлить срок службы наконечника пайки?
После перехода со свинца на бессвинцовые припои обычной жалобой стал короткий срок службы наконечника. Более высокая температура, необходимая для бессвинцовых припоев и флюса с большей активностью, приводит к более быстрому выгоранию наконечника. Часто наконечники становятся черными, а припой отбивается и просто капает с конца наконечника. Его также можно назвать «холодным наконечником», но будьте осторожны, чтобы не дотронуться до него голыми пальцами!
Паяльные наконечники имеют медный сердечник, который передает тепло от нагревательного элемента к рабочему концу (наконечник наконечника).Поскольку медь очень мягкая и легко подвергается коррозии и износу, для покрытия меди используются другие металлы, в том числе внешний слой железа. Хотя железо очень твердое, оно все равно будет подвергаться коррозии. Кроме того, он может быть покрыт флюсом и другими грунтами, что может вызвать его смачивание. Коррозия и осушение замедляют пайку и, в конечном итоге, требуют удаления наконечника. Несмотря на то, что все советы хранятся в мусорном ведре, оператор может предпринять несколько шагов для увеличения срока службы.
- Отключить тепло
- Правильно почистить наконечник
- Жесть паяльная жало
- Используйте специальные чистящие средства
Покинув паяльную станцию на 5 минут, выключите ее.Когда вы оставляете станцию включенной, жало остается при температуре пайки, что еще больше сокращает срок службы жала. Современное паяльное оборудование нагревается до температуры пайки за считанные секунды, поэтому экономия времени не стоит сокращения срока службы наконечника.
Сопутствующие товары:
Когда я должен выбросить старый наконечник для пайки?
Когда наконечник черный и смачивается (припой не цепляется за него), называемый «холодным наконечником», его обычно можно чистить и использовать снова. Как только появляется яма и видимая коррозия, настало время для нового наконечника.Наружная часть паяльного наконечника покрыта железом поверх теплопроводного медного центра. Это защищает мягкую, склонную к коррозии медь от резких потоков. Как только флюс пройдет через железную обшивку через ямы, наконечник будет быстро разъеден.
Как избежать коррозии на печатной плате после завершения пайки?
Остатки флюса могут вызвать рост дендритов и коррозию на сборках печатных плат, поэтому убедитесь, что вы используете лучшие практики, и почистите плату.В конце концов, компоненты были заменены, а лишний припой удален…
- Тщательно очистите поверхность с помощью качественного средства для удаления флюса.
- Наклоните доску, чтобы очиститель и остатки стекали.
- При необходимости используйте щетку из конского волоса или безворсовую салфетку, чтобы аккуратно очистить печатную плату, а затем промойте.
- При использовании салфетки убедитесь, что она не оставляет волокон / ворса на вашей печатной плате, что может вызвать проблемы позже.
Это необязательный шаг для не-чистого потока, но все же хорошая идея для густонаселенных или высоковольтных плат.Абсолютно необходимо, независимо от типа флюса, если вы планируете проводить ремонт с помощью конформного покрытия.
Сопутствующие товары:
10 советов по хорошей пайке
- Начните с чистой поверхности.
- Соответствуйте размеру вашего проволочного припоя тому, что вы паяете.
- Сопоставьте наконечник паяльника с тем, что вы паяете.
- Тщательно подбирайте припой и флюс.
- Держите кончик чистым и консервированным.
- Выберите температуру пайки, которая достаточно высокая, чтобы эффективно плавить припой, но не слишком высокая.
- Держите наконечник паяльника к проводу и точке контакта / подушке, пока оба не нагреются до температуры.
- Нанесите достаточно припоя, чтобы покрыть контактную площадку и окружить провод.
- При необходимости обрежьте провода с помощью острого ножа для резки среза и не вставляйте их в паяное соединение.
- Удалите остатки флюса из зоны пайки с помощью качественного средства для удаления флюса.
Сопутствующие товары:
,Клуб электроники – Руководство по пайке
Клуб электроники – Руководство по пайке – как паять, меры предосторожности, радиатор, распайка, лечение ожогов
Как паять | Теплоотвод | Компоненты | Припой | Демонтажные | Бернс
Информацию о паяльниках и других инструментах можно найти на странице «Инструменты».
Скачать PDF версию этой страницы: Руководство по пайке (PDF)
Как Паять
Сначала несколько мер предосторожности:
Никогда не прикасайтесь к элементу или наконечнику паяльника. Они очень горячие (около 400 ° C) и дадут вам неприятный ожог.
Соблюдайте осторожность, чтобы не касаться гибкой сети кончиком утюга. Утюг должен иметь теплостойкий изгиб для дополнительной защиты. Обычный пластик flex сразу растает, если прикоснуться к горячему утюгу и возникнет серьезная риск ожогов и поражения электрическим током.
Всегда возвращайте паяльник на подставку, когда он не используется. Никогда не кладите его на свой рабочий стол, даже на мгновение!
Работа в хорошо проветриваемом помещении. Дым, образующийся при расплавлении припоя, в основном от флюса и довольно раздражающий. Старайтесь не дышать, держась головой, а не выше своей работы.
Мойте руки после использования припоя. Традиционный припой содержит свинец, который является ядовитым металлом.
Если вы сами сгорели, смотрите «Первая помощь при ожогах».

Настоятельно рекомендую использовать паяльник с термостойким силиконовым кабелем для безопасности, потому что он не тает, если случайно коснуться горячим утюгом.
Например, это паяльник 230 В от Rapid Electronics: паяльник
Подготовка паяльника:
Поместите паяльник в подставку и вставьте вилку. Утюг займет несколько минут, чтобы достичь рабочей температуры около 400 ° C.
Смочите губку на подставке. Лучший способ сделать это – вынуть его из подставки и держать под холодным краном для мгновение, а затем сожмите, чтобы удалить лишнюю воду. Он должен быть влажным, не мокрым.
Подождите несколько минут, пока паяльник прогреется. Вы можете проверить, готово ли оно, попытавшись растопить немного припоя на наконечнике.
Протрите кончик утюга на влажной губке. Это будет чистить чаевые.
Растопить немного припоя на кончике утюга. Это называется «лужение», и оно поможет теплу течь из кончика утюга. на сустав. Это нужно сделать только при подключении утюга, а иногда во время пайки, если вам нужно протереть наконечник чистой губкой.
Теперь вы готовы начать пайку:
Держите паяльник как ручку, возле основания ручки (представьте, что вы собираетесь написать свое имя). Не забывайте никогда не трогать горячий элемент или наконечник.
Прикоснитесь паяльником к соединению, которое необходимо сделать. Убедитесь, что он касается провода компонента и дорожки. Держи кончик там на несколько секунд и …
Нанесите немного припоя на соединение. Он должен плавно перетекать на поводок и дорожку, чтобы сформировать форму вулкана, как показано на диаграмме.Примените припой к суставу, а не к железу.
Удалите припой, затем утюг, сохраняя соединение неподвижным. Дайте соединению несколько секунд остыть, прежде чем перемещать плату.
Внимательно осмотрите соединение. Он должен выглядеть блестящим и иметь форму «вулкана». Если нет, вам нужно будет разогреть его и подайте немного больше припоя. На этот раз убедитесь, что и впереди и след полностью нагреваются перед нанесением припоя.
Если вы сжигаете себя, см. «Первая помощь при ожогах» ниже.

Не хватает денег для ваших проектов в области электроники? Продайте свой старый iPhone, iPad, MacBook или другое устройство Apple: macback.co.uk
Использование радиатора

Некоторые компоненты, такие как транзисторы, могут быть повреждены в процессе нагрева при пайке, поэтому, если вы не эксперт, имеет смысл использовать радиатор, закрепленный на проводнике между соединением и составное тело. Вы можете купить специальный инструмент, но стандартный зажим крокодила (без пластиковой крышки) работает так же хорошо и дешевле.
Радиатор работает, беря часть тепла, поставляемого паяльником, и это помогает предотвратить чрезмерное повышение температуры компонента.
Rapid Electronics: зажим для крокодилов
Рекомендации по пайке для компонентов

Очень заманчиво сразу начать паять компоненты на плате, но, пожалуйста, найдите время, чтобы сначала идентифицировать все детали. Наклеить их на лист макулатуры и маркировка каждого стоит, и вы, менее вероятно, ошибетесь, если сделаете это.
Некоторые ИС являются чувствительными к статическому электричеству и поставляются в антистатической упаковке. оставьте эти микросхемы в упаковке, пока они вам не понадобятся, затем заземлите руки, прикоснувшись к металлическому водопровод или оконная рама перед обработкой микросхем
- Наклейте компоненты на бумагу с помощью клейкой ленты.
- Определите каждый компонент и напишите его имя или значение рядом с ним.
- При необходимости добавьте метки (R1, R2, C1 и т. Д.), Используемые в диаграмме проекта.
- Значения резисторов можно найти с помощью цветового кода объяснил на странице резисторов.Вы можете сделать свой собственный калькулятор цветового кода.
- Конденсаторные значения могут быть немного сложнее, различные системы маркировки объяснил на странице конденсаторов.
Некоторые компоненты требуют особого ухода при пайке.
Многие из них должны быть расположены правильно, а некоторые могут быть легко повреждены теплом от пайки.
В таблице приведены рекомендации для различных компонентов и предлагаемый порядок их размещения. на борту. Как правило, лучше всего начинать с самых маленьких деталей, но для картона Полезно начать с держателя (ов) ИС в качестве ориентира для других деталей.
Проводные ссылки
Проволочные связи между точками на плате могут быть выполнены с одножильным проводом с пластиковым покрытием, который необходимо зачистить, или луженая медная проволока, если ссылка не касается других частей. Луженая медная проволока выглядит как припой, но вы можете почувствуйте разницу, это жестче, чем припой (и он не тает).
Провода к частям платы должны быть гибкими, поэтому используйте для них многожильный провод с пластиковым покрытием, популярным типом является проволока 7 / 0,2 мм (7 нитей по 0.Проволока диаметром 2 мм). Одножильный провод не подходит, потому что он защелкивается при многократном изгибе.
Rapid Electronics: 7 / 0,2-мм проволочный пакет
| Паяльные компоненты Положите компоненты на плату в следующем порядке: |
 1. Держатели ИС 1. Держатели ИС Подключите правильно, круглая выемка напомнит вам, как правильно разместить IC. НЕ вставляйте IC еще. |
 2.Резисторы 2.Резисторы Подключите в любую сторону. |
3. Малозаметные конденсаторы  Конденсаторы малого значения (<1 мкФ) не поляризованы. Подключите в любую сторону. |
4. Конденсаторы электролитические (1 мкФ +)  Подключите правильно, ищите + или – около одного провода. Они могут быть в радиальном стиле (оба провода на одном конце) или в осевом стиле (провода на каждом конце). |
 5.Диоды 5.Диоды Подключите правильный путь. Полоса обозначает катод (линия на символе), обычно обозначаемый на диаграммах буквой k. Для германиевых диодов используйте радиатор. |
 6. Светодиоды 6. Светодиоды Подключите правильно, катод является коротким проводом. Диаграмма будет иметь или + для анода, k или – для катода. |
| Транзисторы имеют 3 «ножки» (выводы), поэтому будьте особенно внимательны, чтобы правильно их подключить.Они могут быть повреждены нагревом, используйте радиатор, пока не сможете быстро припаять. |
 8. Проволочные ссылки 8. Проволочные ссылки Связи между точками на плате можно выполнить с помощью одножильного провода с пластиковым покрытием, или луженая медная проволока, если ссылка не касается других частей. |
| 9. Детали со своими проводами Аккумуляторные зажимы, зуммеры и т. Д. Подключите правильный путь, если необходимо. |
10. Провода к деталям с платы  Используйте многожильный провод для выключателей, реле, громкоговорители, переменные резисторы и т. д. |
11. Микросхемы (микросхемы)  Подсоедините правильный путь, найдите выемку или точку рядом с контактом 1. Убедитесь, что все контакты выровнены с гнездом, прежде чем сильно надавить большим пальцем. |
Что такое припой?

Традиционный припой представляет собой сплав (смесь) олова и свинца, обычно 60% олова и 40% свинца. Тает при температуре около 200 ° С.
Современный бессвинцовый припой представляет собой сплав олова с другими металлами, включая медь и серебро.Тает при температуре около 220 ° С.
Покрытие поверхности припоем называется лужением из-за содержания олова в припое.
Фотография © Rapid Electronics
Всегда мойте руки после использования припоя , это особенно важно для традиционных припой, потому что он содержит свинец, который является токсичным.
Наилучший размер припоя для электроники – 22 swg (swg = стандартный датчик провода) и Я рекомендую использовать бессвинцовый припой.
Rapid Electronics: бессвинцовый припой
Припойдля электроники содержит крошечные сердечники флюса, такие как провода внутри гибкой сети. Флюс едкий, как кислота, и очищает металлические поверхности при расплавлении припоя. Вот почему вы должны расплавить припой на стыке, а не на железном наконечнике. Без флюс большинства соединений потерпит неудачу, потому что металлы быстро окисляются, а сам припой не будет правильно течь на грязную, окисленную металлическую поверхность.
демонтаж
На каком-то этапе вам, вероятно, понадобится припаять соединение, чтобы удалить или переместить провод или компонент.Есть два способа удалить припой:
1. С отпаивающим насосом
Также известен как «присоска припоя». Лучше всего использовать один с электростатическим разрядом сопло для защиты некоторых микросхем, которые могут быть повреждены статическим электричеством.
- Установите насос, нажимая подпружиненный поршень вниз до его фиксации.
- Примените насадку насоса и наконечник вашего паяльника к соединению.
- Подождите секунду или две, пока припой не расплавится.
- Затем нажмите кнопку на насосе, чтобы освободить поршень и сосать расплавленный припой в инструмент.
- Повторите при необходимости, чтобы удалить как можно больше припоя.
- Из-за отвинчивания форсунки необходимо периодически опорожнять насос.
Rapid Electronics: демонтажный насос

Использование насоса для удаления припоя (присоска припоя)
2. С оплеткой для удаления припоя
Медная оплетка действует как фитиль для расплавленного припоя, который легко стекает на оплетку вдали от соединения.
- Приложите конец медной оплетки и конец паяльника к соединению.
- По мере плавления припоя большая часть его будет течь на оплетку, вдали от соединения.
- Сначала удалите оплетку, затем паяльник.
- Отрежьте и выбросьте конец оплетки, покрытый припоем.
Rapid Electronics: оплетка для запайки
После удаления большей части припоя из соединения (ей) вы можете удалить провод или провод компонента сразу (подождите несколько секунд, пока он остынет).Если соединение не развалится, легко примените свой паяльник, чтобы расплавить оставшиеся следы припоя в то же время, старайтесь не обжечься.
Первая помощь при ожогах
Большинство ожогов от пайки, вероятно, будут незначительными, и лечение простое:
- Сразу же охладить пораженный участок под слегка проточной холодной водой.
Держите ожог в холодной воде не менее 5 минут (рекомендуется 15 минут).Если лед доступен, это тоже может быть полезно, но не откладывайте охлаждение холодной водой. - Не наносить кремы или мази.
Ожог заживет лучше без них. Сухая повязка, такая как чистый носовой платок, может применяться, если вы хотите защитить область от грязи. - Обратиться к врачу, если ожог охватывает область, превышающую вашу руку.
Для снижения риска ожогов:
- Всегда возвращайте паяльник на подставку сразу после использования.
- Прежде чем прикасаться к ним, дайте соединениям и деталям остыть в течение минуты.
- Никогда не прикасайтесь к элементу или наконечнику паяльника, если вы не уверены, что он холодный.
Rapid Electronics любезно позволил мне использовать их изображения на этом сайте, и я очень благодарен за их поддержку. Они снабжают широкий спектр компонентов, инструментов и материалов для электроники, и я рад рекомендовать их в качестве поставщика.
Политика конфиденциальности и файлы cookie
Этот сайт не собирает личную информацию.Если вы отправите электронное письмо, ваш адрес электронной почты и любая личная информация будет используется только для ответа на ваше сообщение, оно не будет передано никому другому. Этот сайт отображает рекламу, если вы нажмете на рекламодатель может знать, что вы пришли с этого сайта, и я могу быть вознагражден. Никакая личная информация не передается рекламодателям. Этот веб-сайт использует некоторые файлы cookie, классифицируемые как «строго необходимые», они необходимы для работы веб-сайта и не могут быть отклонены, но не содержат никакой личной информации.Этот веб-сайт использует службу Google AdSense, которая использует файлы cookie для показа рекламных объявлений, основанных на использовании вами веб-сайтов. (включая этот), как объяснено Google. Чтобы узнать, как удалять и контролировать куки из вашего браузера, пожалуйста, посетите AboutCookies.org.
electronicsclub.info © Джон Хьюз 2020
Сайт размещен на Tsohost
,Как использовать паяльник
Weller Руководство по основам пайки
Пайка – полезный навык, который вы планируете использовать независимо от того, планируете ли вы использовать его профессионально или для самостоятельных проектов. Качественный паяльник – один из самых важных инструментов, который вам понадобится для ваших проектов пайки.
В этом руководстве представлен краткий обзор использования паяльника.Он даст вам основы, которые относятся к большинству работ по пайке, а также советы для конкретных типов проектов.
Несмотря на то, что все пайки основаны на одних и тех же принципах, используемые вами методы и инструменты могут различаться в зависимости от типа материалов, которые вы паяете, и ожидаемого результата. На этой странице мы рассмотрим пошаговую пайку для проводки, печатных плат, витражей и ювелирных изделий.
Вот ваше вводное руководство по использованию паяльника.
Основы
Основы пайки в основном соответствуют типам проектов.Ниже вы найдете информацию об основах пайки, описание используемого оборудования и пошаговое руководство по использованию паяльника.
1. Что такое пайка?
Пайка – это метод соединения металлических деталей. Это включает плавление металла, известного как припой, в пространство между двумя металлическими компонентами. Когда этот припой охлаждается и затвердевает, он образует постоянное соединение между деталями. Припой действует как своего рода металлический клей, соединяющий элементы.
Соединение электронных компонентов может быть наиболее распространенным применением паяльников. Вы также можете использовать их на трубопроводах для сантехники, компонентов двигателя, проектов декоративно-прикладного искусства и многого другого.
2. Какое оборудование вам нужно?
Эта статья о том, как использовать паяльник, но сам утюг – не единственный предмет, который вам понадобится. Вот краткое изложение некоторых расходных материалов, которые вам могут понадобиться, включая паяльник, для проекта пайки.
- Паяльник: Паяльник обеспечивает тепло, которое плавит припой.Он состоит из наконечника, который вы наносите на металлические детали, которые хотите паять вместе, и изолированной рукоятки, чтобы вы могли удерживать утюг. Существует несколько разновидностей паяльников. Часто они электрические и используют электрический шнур или аккумулятор. Некоторые также используют сжигание газа, такого как бутан или открытое пламя. Некоторые утюги позволяют регулировать температуру утюга.
- Припой: Припой – это вещество, которое плавится и образует связь между двумя припаянными компонентами.Это тонкая проволока, изготовленная из одного из нескольких сплавов олова. Сплавы состоят из олова и свинца или олова и меди. Припои без содержания свинца становятся все более популярными из этих двух вариантов. Эта тенденция является ответом на усиление правил техники безопасности, а также на выгоды для окружающей среды и здоровья от поиска альтернатив, не содержащих свинец. Некоторые типы припоя также включают флюс, вещество, которое избавляется от оксидных слоев на металлических деталях, чтобы помочь припой лучше прилипать.
- Паяльная станция: Паяльная станция действует как контрольная станция для вашего паяльника, если у вас есть регулируемый утюг.Станция имеет регуляторы для регулировки температуры утюга, а также другие настройки. Вы можете подключить свой утюг к этой паяльной станции.
- Подставка для паяльника: Вы также можете использовать подставку для паяльника, которая обеспечивает безопасное и надежное место для хранения утюга, когда вы им не пользуетесь. Это также может быть место для хранения утюга.
- Чистящая салфетка: Для правильной работы необходимо поддерживать чистоту утюга во время его использования.Вы можете использовать чистящую салфетку, стальную или латунную вату или влажную губку.
- Защитные очки: Защитные очки помогут защитить ваши глаза в случае несчастных случаев и уберечь пары от раздражения глаз.
- Оборудование для удаления дыма: Пары, образующиеся при пайке, могут быть токсичными. Устройства для удаления дыма вытягивают пары из воздуха, чтобы снизить риск для здоровья и безопасности.
Начало работы
Прежде чем начать использовать свой паяльник, вам необходимо убедиться, что вы приняли все необходимые меры безопасности и подготовили инструменты.
1. Меры безопасности
Здоровье и безопасность всегда должны быть приоритетом при пайке. Пайка включает в себя сильную жару и токсичные вещества. Несмотря на то, что это сопряжено с определенными рисками, если вы принимаете надлежащие меры предосторожности, пайка является относительно безопасной деятельностью.
Прежде чем начать, прочитайте инструкции, а также предупреждения о вреде для здоровья и безопасности, прилагаемые ко всему вашему оборудованию, чтобы убедиться, что вы используете его правильно. При пайке надевайте защитные очки и держите все волосы, свободную одежду и украшения в безопасности и не допускайте попадания инструментов.Вы также можете носить защитные перчатки.
Убедитесь, что вы работаете в хорошо проветриваемом помещении или используете устройство для удаления дыма. Дым от потока токсичен. Если используемый припой содержит свинец, вымойте руки после работы с ним.
2. Чистка и лужение
Чтобы наконечник паяльника работал правильно, его необходимо очистить и консервировать. Любые загрязнения или окисление уменьшат эффективность, с которой он проводит тепло, усложнив вашу работу и снизив качество ваших паяных соединений.
Перед тем, как приступить к пайке, протрите кончик утюга, потерев его о чистящую салфетку. Если ваш наконечник сильно окислен, вам может понадобиться реактиватор наконечника. После очистки или повторной активации он должен казаться блестящим, а не тусклым.
Окрашивание кончика вашего утюга включает нанесение на него слоя припоя. Эта практика защищает наконечник от окисления и улучшает его способность проводить тепло. Оловянный наконечник непосредственно перед началом пайки.
В дополнение к чистке и лужению кончика утюга перед каждым сеансом пайки, вы должны также делать это после каждых двух или трех соединений, которые вы паяете, и в конце каждого проекта пайки.Это продлит срок службы ваших паяльников и улучшит качество паяных соединений.
Соединительные детали
После того, как вы выполнили вышеуказанные шаги, вы готовы спаять ваши компоненты вместе. Методы, которые вы будете использовать, будут отличаться от проекта к проекту, но основные пошаговые инструкции следующие:
- Сначала определите правильную температуру для вашего проекта. Какую температуру использовать, зависит от материалов, которые вы соединяете, и типа используемого припоя.Как общее практическое правило, лучшая температура для использования – это температура, которая должна быть как можно ниже, но при этом достаточно высокой, чтобы выполнить работу. Другими словами, если температура, необходимая для выполнения работы, составляет 370 градусов или выше, то установите температуру точно на 370 градусов. Это поможет продлить срок службы ваших инструментов и избежать повреждения любых электронных компонентов.
- Как только ваш утюг нагреется до соответствующей температуры, возьмите утюг за ручку в одной руке и возьмите кусочек припоя в другой руке.Поднесите раскаленный утюг к месту, где два металлических компонента встретятся примерно секунду, чтобы нагреть их. Вы хотите нагреть металлические детали, а не сам припой.
- Затем прикоснитесь припоем к нагретым компонентам. По мере того, как припой плавится, он будет течь в зазоры, которые ему необходимо заполнить. Продолжайте подавать в припой, пока достаточное количество не расплавится. Хотя вам нужно достаточно, чтобы сформировать прочное соединение, вам не нужно слишком много припоя. Нужная сумма будет варьироваться от проекта к проекту.Обычно это занимает не более нескольких секунд.
- Позвольте припою остыть. Вам не нужно предпринимать никаких действий, чтобы он остыл. Это будет сделано само по себе и не займет больше времени, чем несколько секунд.
- Проверьте качество паяного соединения. Хорошее соединение будет выглядеть гладким, равномерным и блестящим. Убедитесь, что между компонентами или шариками избыточного припоя нет проблемных зазоров.
демонтаж
Если вы допустили ошибку в пайке, не беспокойтесь.Вы можете отменить и исправить любые проблемные области относительно легко. Если проблема заключается не в избыточной пайке, возможно, вы сможете перепаять поверх первого соединения новый припой.
Более тщательный метод исправления ошибки при пайке состоит в том, чтобы подогреть припой, который вы применили, и затем использовать инструмент, такой как «присоска для пайки», который представляет собой небольшое шприцевое устройство, которое использует вакуумное давление для удаления припоя. Вы также можете использовать фитиль для припоя, также называемый оплеткой, который поглощает расплавленный припой за счет капиллярного действия.
Очистка
После завершения сеанса пайки очистите и оловянно заправьте наконечник паяльника. После того как утюг остынет, храните его в надежном месте. Для дальнейшего предотвращения окисления, особенно если вы не будете использовать утюг в течение длительного времени, поместите его в герметичный контейнер.
Советы для конкретных проектов пайки
Теперь, когда мы рассмотрели основы, давайте посмотрим, как выполнять некоторые виды пайки.
1. Как использовать паяльник для соединения проводов
Вы можете использовать паяльник для создания электрического соединения между двумя проводами.Очень полезно иметь такой инструмент, как устройство, называемое третьей рукой помощи, для удержания кабелей. Третья рука помощи состоит из утяжеленного основания, металлических рук и зажимов крокодила, которые удерживают провода на месте. Вы также можете использовать плоскогубцы для аналогичного эффекта.
- Сначала убедитесь, что с конца двух проводов снята некоторая изоляция, чтобы обнажить металлические нити.
- Затем скрутите нити каждого провода вместе, чтобы они действовали как единое целое.
- Далее оловянные провода. Для этого прикоснитесь кончиком паяльника к каждому проводу, чтобы нагреть их. Затем наносите припой до тех пор, пока проволока не пропитается. Во всех нитях должен быть припой, но не настолько, чтобы кабель становился слишком жестким. Это поможет более эффективно распределять тепло по волокнам и облегчает пайку.
- Механически соедините ваши провода так, чтобы припой не единственное, что скрепляет их. Чтобы сделать это, оберните первый провод вокруг второго, оставляя достаточно места, чтобы обернуть второй провод вокруг первого.Повороты кабеля должны лежать рядом друг с другом.
- Нагрейте механически соединенные провода с помощью паяльника и нанесите припой. Используйте достаточно припоя, чтобы заполнить все пространства и сформировать надежное электрическое соединение.
- Как только два провода соединены, нанесите термоусадочную трубку, чтобы изолировать провода и защитить их от внешних воздействий. Эта трубка будет давать усадку под воздействием тепла, помогая ей плотно прилегать к проводам и создавая защитное покрытие.
2. Как спаять печатные платы
Пайка деталей на печатные платы (PCB) – еще одно частое использование паяльников.
- Начните с самых высоких компонентов, и припаяйте соединительные провода последними. Для сквозных компонентов поместите их в правильные отверстия на плате. Убедитесь, что они сидят вплотную к доске.
- Слегка согните конец детали, чтобы он остался на месте.
- Как только паяльник достигнет желаемой температуры, прикоснитесь к нему к подушке, чтобы нагреть вывод компонента и подушку.Убедитесь, что температура правильная. Слишком низкая температура может создать соединение, которое не обеспечивает надлежащего электрического соединения. Слишком высокая температура может повредить компоненты и плату.
- Затем нанесите припой. Припой будет течь вокруг жидкого компонента. Используйте достаточно, чтобы создать прочное соединение без зазоров, но не настолько, чтобы у вас остался лишний припой.
- Потяните утюг прямо вверх от компонента. Паяное соединение должно иметь форму конуса.
- Проверьте свой сустав, чтобы убедиться, что он выглядит блестящим и что нет никаких зазоров или слишком много припоя
- Если паяное соединение подходит, отрежьте лишний провод компонента над соединением.
3. Как запаять витраж
Припой – это то, что скрепляет отдельные кусочки стекла в витражном искусстве. Вот как вы используете припой на витражах.
- Перед пайкой убедитесь, что кусочки витража хорошо совмещаются и что стекло чистое.
- Нанесите медную фольгу на края стекла, так как припой не прилипнет к стеклу. Эта фольга должна быть гладкой и ровной, чтобы припой протекал равномерно. Вам не нужны промежутки между частями, но припой сможет заполнить небольшие промежутки.
- Нанесите небольшое количество флюса, а затем припаяйте к каждому соединению, чтобы удержать их на месте.
- Затем нанесите слой флюса на все швы. Покрытие должно быть ровным и легким, но достаточным для покрытия всей фольги.
- Начните паять примерно на четверть дюйма от края вашего куска.Слегка прикоснитесь к нагретому утюгу к медной фольге и подайте припой. Переместите утюг и припой вдоль шва фольги. Если шов припоя выглядит плоским, попробуйте идти медленнее и использовать больше припоя. Если он перетекает на стекло, попробуйте идти быстрее. Правильное выполнение этой части требует практики.
- Как только вы закончите с первой стороны вашего, осторожно переверните его, удерживая его от краев около середины части. Нанесите небольшое количество флюса, а затем припаяйте эту сторону.
- Чтобы закончить внешние края, олово их, убедившись, что вся медная фольга покрыта припоем.В качестве альтернативы, вы можете применить U-образный канал – маленький U-образный металлический кусок – для более обрамленного вида.
Некоторые другие советы включают только использование твердого припоя, а не кислотного или канифольного припоя, а также недопустимое нагревание в какой-либо одной области, так как это может привести к разрушению стекла.
4. Как спаять украшения
Паять украшения можно с помощью горелки с открытым пламенем, которая может обеспечивать более высокие температуры, но также может быть использована с паяльником.Точные методы варьируются в зависимости от типа изделия, которое вы хотите сделать, и есть больше возможностей для творчества с пайкой ювелирных изделий. Поищите в Интернете инструкции о том, как делать конкретные пьесы или экспериментировать и создавать свои собственные проекты.
Например, вы можете согнуть серебряную, медную или другую проволоку для формирования колец. Вы можете припаять два конца изогнутой проволоки, чтобы создать одно кольцо, или спаять несколько колец вместе, чтобы сделать ожерелье или браслет. Нагрейте проволоку там, где вы хотите ее соединить, а затем нанесите припой.
Некоторые полезные принадлежности для пайки ювелирных изделий включают в себя высококачественные кусачки и третий ручной инструмент.
Изучите инструменты Weller для ваших потребностей в пайке
Какой бы тип проекта пайки вы ни предпринимали, правильные инструменты и методы имеют решающее значение. Weller предлагает одни из самых качественных, но доступных инструментов для пайки на рынке. Для профессионалов и любителей начального уровня WE 1010 идеально подходит. Он обеспечивает наибольшую мощность в своем классе, простые в использовании средства управления и экономичную работу по доступной цене.Ознакомьтесь с нашими паяльниками, станциями и аксессуарами на нашем веб-сайте или посетите дистрибьютера Weller.
,Micro Паяльные инструменты и оборудование
Микропаяльник не легкая работа. Сделать это без надлежащих инструментов для микро-пайки еще сложнее. В статье ниже я подробно расскажу обо всех инструментах и оборудовании для микропайки, которые вам понадобятся для начала работы.
Определение микропайки – возможность пайки через микроскоп, потому что компоненты настолько малы, что их практически невозможно увидеть без них. Просто чтобы понять, насколько малы эти компоненты, вот диаграмма компонентов поверхностного монтажа, которые обычно можно найти в iPhone и iPad:
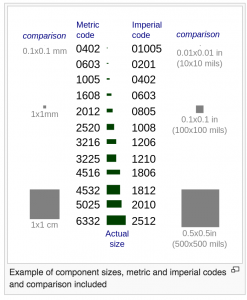
Я украл это из Википедии.орг.
На схеме вы увидите каждый компонент, идентифицированный вместе с их размером, примерно так:
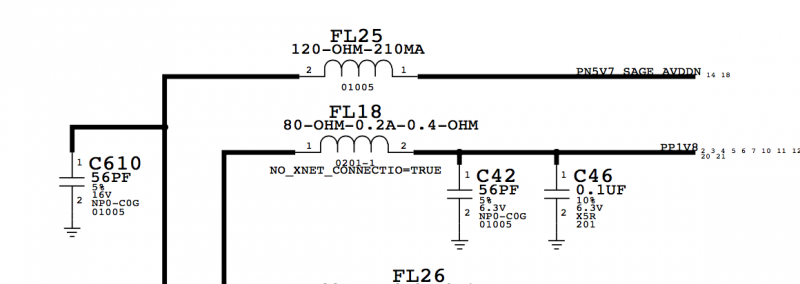
Для FL25, который является фильтром (индуктором), вы можете видеть, что размер компонента составляет 01005 (отображается внизу). Взглянув на приведенную выше таблицу википедии под «имперским кодом», вы увидите, что это самый маленький компонент для поверхностного монтажа. Черные прямоугольники на приведенной выше диаграмме размера – это фактический размер компонента, поэтому теперь вы можете видеть, что попытка припаять один из этих компонентов на плате логики практически невозможна без хорошего микроскопа.
Итак, что вам нужно знать о покупке микроскопа? Вам нужны линза Барлоу, подставка для штанги, линза объектива, 2x / 4x, тринокулярный, одновременный фокус и т. Д.? Если у вас нет микроскопа, пытаться выяснить, что вам на самом деле нужно для ремонта смартфона и планшета, просто невозможно.
Вам повезло, потому что я собираюсь помочь вам расшифровать различные виды микроскопов, используемых для микропайки.
Я бы определенно придерживался Amscope. Лучше всего купить его через Amazon.Линза с линзой 0,5x увеличит рабочее расстояние между головкой прицела и рабочим столом.
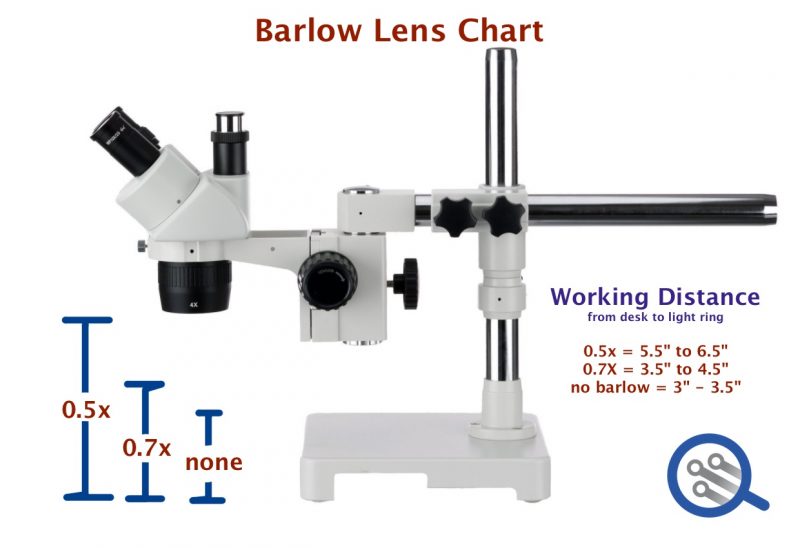
Чем меньше увеличение линзы Барлоу, тем больше рабочее расстояние. Для микроспайки я бы рекомендовал линзу с линзой 0,5x или 0,7x.
Объектив с фокусным расстоянием 0,7x-4,5x позволит вам увеличить масштаб платы логики, чтобы вы могли видеть, что вы паяете. Этот диапазон увеличения является стандартным для почти всех головок микроскопов. Окуляры и линза Барлоу – это то, что меняет увеличение от 0.От 7x до 0,35x (0,5x барлоу) или от 4,5x до 9x (2x barlow), поэтому вы увидите 0,35x до 9x в качестве диапазона увеличения для некоторых микроскопов.
Тринокулярный порт позволит вам записывать видео через третий окуляр. И самое главное – это одновременная фокусировка, которая позволит вам видеть через оба окуляра и записывать видео через тринокулярный порт, не закрывая один окуляр. Без одновременной фокусировки вы сможете видеть только один окуляр во время записи видео.Вышеуказанная область не поставляется с цифровой камерой или световым кольцом, но вы можете получить дешевое световое кольцо на Ebay примерно за 10-20 долларов. Я определенно рекомендую получить источник света при заказе прицела.
Вот микроскоп, который мы рекомендуем:
Личное примечание: В этой области есть все необходимое, включая одновременную головку для записи видео. Единственное, чего не хватает, – это кольца с люминесцентными лампами. |
Вот некоторые другие альтернативы:
Каждый специалист по микропайке нуждается в хорошей ремонтной станции.Что такое паяльная станция? Станция восстановления обычно содержит, по меньшей мере, паяльник и пистолет с горячим воздухом. Вы можете купить дешевую станцию горячего воздуха X-tronic или Aoyue на Амазонке, но я думаю, что путь будет хорошим Хакко. Они не слишком дорогие, они работают намного лучше и, как правило, служат дольше, чем более дешевые альтернативы. Я также рекомендовал бы купить отдельные станции для вашего паяльника и вашего горячего воздуха. Станции, которые объединены, как правило, не работают. Возможно, вы захотите добавить хороший микропаяльный карандаш или микропинцет после того, как получите станцию для пайки.Это поможет с очень маленькими компонентами 0201 и 01005 smd.
Без лишних слов, вот мои рекомендации для хорошей переделки станции:
Personal Note: Лучшая микропаяльная станция, которую можно купить. Я переключился на этот блок JBC от Hakko. Кончики совмещены, и микро-карандаш хорошо нагревается. Я больше не использую паяльные изделия Hakko, потому что JBC намного лучше. |
Если вы ищете более дешевые альтернативы, то они также хороши:
Личное примечание: Я никогда не пользовался этой станцией, но она поддерживает микропенцет FM-2032 и микропинцет FM-2023, а также стандартный паяльник FM-2027. |
Личное примечание: Я также никогда не использовал это, но это выглядит многообещающе, особенно с ценой. |
Это микропаяльное оборудование, которое я рекомендую, но я знаю, что цена может быть фактором, поэтому вот некоторые альтернативы.
Микропаяльные станции горячего воздуха
- JBC Tools JT-1QD Станция горячего воздуха – $ 1300 (Я не могу себе позволить потратить столько на станцию горячего воздуха, но это было бы то, что я получил бы, если бы это имело смысл.)
- станция горячего воздуха Kohree – $ 59 (я никогда не использовал это, но отличные отзывы на Amazon)
- Quick 957DW + – 120 $ (у меня есть. Это хорошо, но я бы потратил немного больше, чтобы получить Quick 861DW, потому что у этого есть 3 запрограммированных канала. Хорошая вещь в этой станции – то, что она работает с советами Aoyue и Hakko. )
Микропаяльник
Цифровой мультиметр необходим для ремонта платы логики. Вам действительно не нужно ничего необычного, так как большая часть того, с чем вы будете иметь дело, это низкое напряжение (~ 5 В), и вы будете проверять непрерывность, диодный режим, сопротивление, напряжение, а иногда и емкость.Конечно, вы можете получить один из этих удивительных, но дорогих мультиметров Fluke:
Personal Note: Отличный мультиметр, но намного дороже, чем Uni-T |
Но правда в том, что это, вероятно, излишне для микропайки. Лично я использую Uni-T UT139C. В Amazon он стоит около 40 долларов, и в нем есть практически все функции, которые вам когда-либо понадобятся для микропайки. Преимущество UT139C в том, что он также поставляется с термопарой, которая измеряет температуру.Я использую это, чтобы откалибровать мою станцию восстановления горячего воздуха. Кроме этого, он похож на любой другой цифровой мультиметр и довольно точен.
APPIP ERROR: amazonproducts [ TooManyRequests | Запрос был отклонен из-за регулирования количества запросов. Пожалуйста, проверьте количество запросов в секунду к API рекламы продуктов Amazon. ]
Вам также понадобятся сверхтонкие мультиметровые пробники:
 Личное примечание: Это мультиметровые датчики, которые мы используем с нашим мультиметром.Советы очень хороши и могут поместиться между мелкими компонентами. Чтобы точить их еще больше, я бы порекомендовал купить алмазную точилку от Amazon. |
ZXW Tools – это программное обеспечение для микропайки, которое сообщает вам, к чему подключен каждый компонент на материнской плате. В некотором смысле, это лучше, чем схемы, потому что со схемами вы все еще не знаете, где выполняется каждое соединение на плате логики. Например, на iPhone 6 отсутствует подсветка, но это не фильтр подсветки, так какой компонент будет следующим после фильтра?
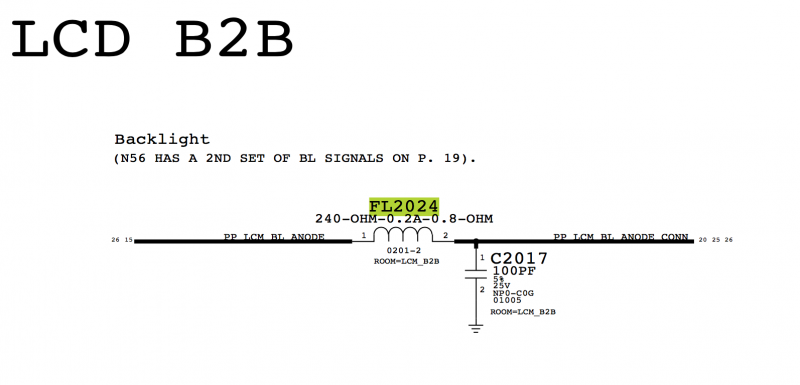
Вы можете искать в схемах то, что будет дальше в строке, а затем вернуться наверх, где расположены чертежи, но это займет вечность при работе в реальной жизни.С ZXW Tools 3.0 вы можете очень быстро увидеть, какой компонент следующий в очереди.
Мы продаем серийный номер для доступа к программному обеспечению в нашем интернет-магазине. Вы можете скачать программное обеспечение бесплатно, но оно не будет работать без серийного номера и пароля. Программное обеспечение автоматически обновляется через Интернет с использованием последних версий iPhone, поэтому у вас всегда будут самые последние схемы. Помните, что вы должны покупать новую подписку каждый год. Этот инструмент необходим для ремонта iPhone.
 Личное примечание: Это важный инструмент схемы, используемый для устранения неисправностей ремонта платы логики. Купите его, если вы серьезно относитесь к микросайлингу. |
припой, флюс, изопропиловый спирт и т. Д.
Теперь, когда у вас есть микроскоп и хорошая станция для пайки, следующий шаг – купить припой, возможно, паяльную пасту, хороший флюс и кувшин изопропилового спирта.Это также может быть немного подавляющим, потому что существует так много разных типов припоя и флюсов.
Для припоя большинство новых устройств используют бессвинцовый припой, который имеет гораздо более высокую температуру плавления. Чем выше температура плавления, тем труднее работать с припоем. Для большинства микросольдеров мы заменяем бессвинцовый припой на этилированный припой при замене компонентов smd.
Я украл этот график у Кестера (большая компания, которая производит припой):
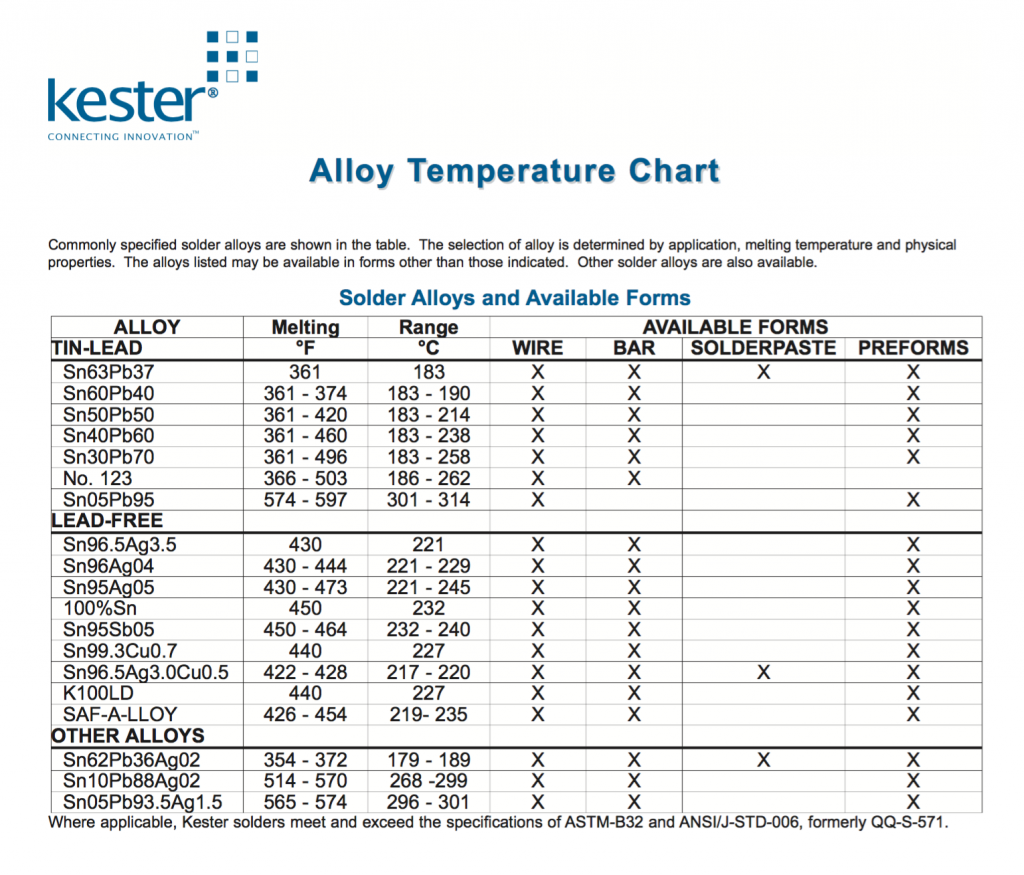
Как видно из таблицы, бессвинцовый припой плавится примерно при 220 ° C, а этилированный припой плавится при температуре 183 ° C и выше.«Sn» – это олово, а «Pb» – свинец. Стандартный припой, который используется в большинстве микрозонок, – это Sn63Pb37, который содержит 63% олова и 37% свинца. Сколько припоя вам понадобится в качестве микропаяльника? Очень мало. В зависимости от вашего объема, одна маленькая палочка, вероятно, прослужит вам довольно долго.
 Личное примечание: Это припой, который мы используем для всего. Один бросок этого должен длиться некоторое время, если вы просто любитель.Припой состоит из 63% олова и 37% свинца. Обладает высокой активностью основного потока канифоли РА. Это лучший припой для микропайки. Трубка 1/2 унции с диаметром 0,031 ″. |
В дополнение к свинцовому припою 63/37 вам, вероятно, понадобится что-то, что поможет вам удалить существующие микросхемы, например, Chipquik. Chipquik – легкоплавкий припой, который плавится при 58 ° C. Использование Chipquik позволяет удалять существующие микросхемы без чрезмерного нагревания окружающих компонентов.Это работает так, что вы наносите немного на конец паяльника, а затем смешиваете его с припоем на компоненте, что снижает температуру плавления любого припоя, который обычно находится на нем, обычно бессвинцовый припой. Как только температура плавления понизится, будет намного легче удалить компонент из платы.
Вы также можете купить эту пасту с низкой температурой плавления, которую мы имеем в нашем магазине. Это то, что мы используем:
 Личное примечание: Это материал, который мы используем.Тает при 138 ° С. Вам это не понадобится очень часто, поэтому один флакон из них, и вы должны быть настроены на некоторое время. Это позволяет удалять компоненты и разъемы без использования сверхвысокой температуры, необходимой для плавления бессвинцового припоя. |
также хороша для удаления стружки или разъемов благодаря низкой температуре плавления. Паяльная паста с низкой температурой плавления выше плавится при 138 ° C – намного меньше, чем этилированный припой, но не так низко, как Chipquik. Идея заключается в том, чтобы нанести пасту легкоплавкого припоя на ножки соединителя, чтобы снизить температуру плавления бессвинцового припоя, чтобы легче было снимать соединитель с горячим воздухом.SRA низкоплавкая паяльная паста делает свою работу. Я предпочитаю паяльную пасту марки Mechanic.
Что такое паяльная паста? Паяльная паста представляет собой жидкий припой в виде маленьких шариков.
 Личное примечание: Это паяльная паста, которую мы используем для всех наших реболлингов. Тает при 183 ° С. Он поставляется в пластиковом контейнере 42 г. Один контейнер должен длиться долго. |
выпускается в виде трубки и смешивается с флюсом. Паяльная паста отлично подходит для случаев, когда легче использовать пистолет с горячим воздухом, чем микропаяльный карандаш или микропинцет. Например, вы можете повредить устройство возле разъема аккумулятора на iPhone 5. Практически невозможно получить доступ к фильтру 01005 с помощью чего-либо, кроме пистолета с горячим воздухом и некоторой паяльной пасты.
Флюс, что такое флюс? Флюс – это вещество, похожее на желтое, которое помогает припою легче перетекать на компоненты SMD.Думайте о флюсе, как это … если вы положите масло в воду, масло не будет хорошо смешиваться, но если вы добавите немного моющего средства (флюса), то масло и вода в конечном итоге будут смешиваться. Флюс необходим для получения хорошего прочного паяного соединения. Это помогает течь припоя на компонент smd.
Существует много разных видов флюса. Моя любимая? Amtech NC-559-TF Amtech VS-213-A-TF. Убедитесь, что вы покупаете у уважаемого дилера Ebay или интернет-магазин, потому что там много подделок.Трубка 10CC должна стоить около 15 долларов, а 30CC – около 25 долларов. Все, что меньше, чем корабли из Китая, вероятно, не настоящие вещи.
 Личное примечание: VS-213A-TF – это самая последняя и самая современная чистая клейкая флюсовая композиция от AMTECH. NC-559-TF больше не должен использоваться, потому что это устаревший флюс со старой технологией. |
Одна трубка объемом 10 куб. См должна прослужить вам долго, в зависимости от вашего объема.Вы можете купить это в нашем интернет-магазине.
Вот диаграмма от Amtech, которая как бы описывает все виды потоков:

Amtech Flux Chart
После пайки компонентов вы неизбежно столкнетесь с отсутствующими контактными площадками. Чтобы исправить отсутствующие пэды, вам нужно будет использовать инструменты ZXW, чтобы проследить ближайшую подключенную точку и запустить микроперемычку к затронутому пэду. Вам понадобится очень тонкая перемычка для этого. Примерно так:
 Personal Note: Этот материал отлично подходит для запуска перемычек низкого напряжения / тока.Мы используем это каждый день для всего, от болезни iPhone touch IC до запуска тонких длинных перемычек для прокладок в середине чипа BGA. Вы не будете разочарованы. Один рулон должен длиться вечно. |
УФ-отверждаемая паяльная маска необходима для «маскировки» открытых поверхностей, на которых были обработаны. Эта зеленая жидкость затвердевает при попадании на нее ультрафиолета. Легко наносится и быстро лечится.
Вот что я использую:
 Личное примечание: Это зеленый материал, который я использую для покрытия открытых следов на плате логики.Он попадает в трубу в виде жидкости, но после воздействия ультрафиолетового света на жидкость он становится твердым. Одна труба этого материала должна длиться долго, долго. Нет необходимости в поршне или игле, потому что все, что вам действительно нужно, это немного этого материала на конце иглы. |
 Личная заметка: Это лучший ультрафиолетовый свет для отверждения паяльной маски. Я пробовал много других, и этот лечит за наименьшее количество времени.Вы смотрите на секунды вместо минут. |
Вам также понадобится изопропилового спирта . Желательно что-то с 99% алкоголя или выше. Изопропиловый спирт используется, чтобы помочь растворить флюс, так что вы можете очистить его от платы логики или стереть с помощью KimWipe. Это алкоголь, поэтому он испарится. Это также поможет вам очистить логическую плату, не оставляя коррозийного элемента, такого как вода. Вы можете купить бутылку в местном магазине Walmart или в компьютерном магазине (Microcenter) или на Amazon.
Некоторые другие случайные вещи, которые вы, вероятно, захотите иметь под рукой:
APPIP ERROR: amazonproducts [ TooManyRequests | Запрос был отклонен из-за регулирования количества запросов. Пожалуйста, проверьте количество запросов в секунду к API рекламы продуктов Amazon. ]
Личное примечание: Вы не хотите, чтобы на вашей логической плате остались остатки пуха. |
 Личное примечание: Это пинцет, который мы используем каждый день.Я сгибаю их под прямым углом. Эти пинцеты достаточно тонкие, чтобы втиснуться между ними, и достаточно прочные, чтобы захватить их без компромиссов. Если бы мне пришлось выбрать один пинцет, чтобы получить, то это было бы это. У меня есть около 10 из них, которые я просто поменяю местами. |
 Личное примечание: Самый тонкий, самый дешевый и лучший прямой пинцет, которым я владею. |
Личное примечание: Вам также понадобится несколько пинцетов большего размера, когда вам понадобится крупный чип. |
APPIP ERROR: amazonproducts [ TooManyRequests | Запрос был отклонен из-за регулирования количества запросов. Пожалуйста, проверьте количество запросов в секунду к API рекламы продуктов Amazon. ]
 Личное примечание: Лучший держатель печатных плат, который я когда-либо использовал. Я использую это ежедневно. Механизм блокировки на этой вещи делает его таким, чтобы он никогда не скользил, в отличие от более дешевых с винтом.Он тоже тяжелый, так что он остается на месте, пока вы работаете над платой логики. |
APPIP ERROR: amazonproducts [ TooManyRequests | Запрос был отклонен из-за регулирования количества запросов. Пожалуйста, проверьте количество запросов в секунду к API рекламы продуктов Amazon. ]
APPIP ERROR: amazonproducts [ TooManyRequests | Запрос был отклонен из-за регулирования количества запросов. Пожалуйста, проверьте количество запросов в секунду к API рекламы продуктов Amazon.]
 Personal Note: Вы хотите, чтобы этот кабель включал логическую плату iphone. Это хорошо для определения того, сколько тока ваша логическая плата потребляет при загрузке. Определенно необходимо для устранения неполадок. |
 Личное примечание: Этот кабель питания постоянного тока будет загружать логические платы iPhone самостоятельно, без необходимости использования аккумулятора и / или зарядного порта.Просто подключите один из концов к своему iPhone 6 6P 6S 6SP 7 7P 8 8P X, XS, Xs Max и затем нажмите левую кнопку, чтобы включить устройство, и правую кнопку, чтобы загрузить плату логики. Это необходимо для устранения неполадок платы логики iPhone! |
На этом пока все. По пути вы приобретете кучу вещей. Некоторые полезны, а некоторые не так уж и много. Не забудьте купить несколько хороших советов для вашего паяльника и, возможно, экстрактора дыма. Удачи!
,Больше новостей
