
Пайка – определение, процесс, типы, плюсы и минусы
Пайка – это процесс соединения двух или более металлических поверхностей путем подачи расплавленного металла в место соединения. Расплавленный металл имеет более низкую температуру плавления, чем соединяемые детали, чтобы предотвратить их расплавление.
Хотя пайка является одним из самых старых методов соединения, она по-прежнему используется сегодня по веской причине.
Что такое пайка?
Пайка соединяет металлические поверхности вместе с помощью присадочного металла, имеющего низкую температуру плавления. В процессе используется капиллярное действие, при котором однородный жидкий поток присадочного материала соединяется с основным металлом.
Уникальное качество процесса пайки заключается в том, что он сохраняет механические свойства металлов, что полезно в таких областях, как пайка серебра или других подобных металлов.
Процесс пайки
Одним из наиболее важных этапов процесса соединения металлов является очистка поверхности основного металла. Наждачная бумага или проволочная щетка являются отличными инструментами для удаления загрязнений.
Наждачная бумага или проволочная щетка являются отличными инструментами для удаления загрязнений.
Операция пайки начинается с правильного позиционирования, необходимо рассчитать зазоры между швами, чтобы жидкий присадочный металл достиг поверхностного натяжения с заготовкой. Обычно используется горелка для медленного нагрева металлической поверхности заготовки и присадочного металла до температуры пайки.
По мере того как присадочный металл расплавляется, капиллярное действие позволяет ему проходить через узкие пространства, образуя таким образом связь между поверхностями основных металлов.
Паяные соединения формируются по мере остывания вместе со сборкой.
Вот металлы, которые часто соединяются пайкой:
- Алюминий;
- Чугун;
- Магний;
- Медь и медные сплавы;
- Серебро.
Требования к присадочному металлу
- После застывания расплавленного флюса и присадочного металла паяное соединение должно обладать ожидаемыми механическими свойствами.

- Температура пайки должна эффективно обеспечивать надлежащий поток жидкости из расплавленного припоя в соединение.
- Присадочные металлы должны иметь надлежащие условия смачивания для создания прочных связей.
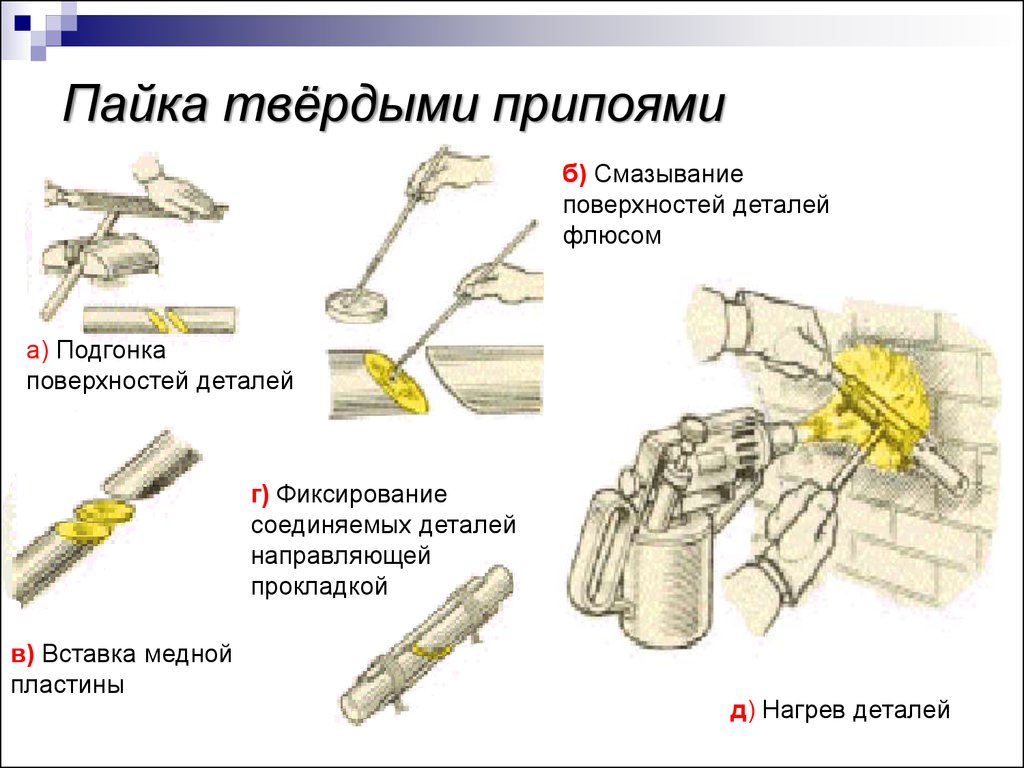
Разница между твердой и мягкой пайкой, а также сваркой
В целом, техника пайки в каждом из данных случаев практически идентична. Единственное исключение состоит в том, что используя при пайке мягкие припои, следует придерживаться температуры не более отметки в 450 градусов Цельсия. Тогда, как производя пайку припоем твердой категории, эта температура существенно превышает 450 градусов, в некоторых случаях эта цифра может быть даже удвоена или утроена, с целью получения качественных и прочных соединений.
При сварке помимо присадочного металла расплавляются заготовки. Это позволяет создавать более прочные соединения, чем при пайке. Такие процессы, как сварка TIG, MIG и электродуговая сварка, работают при гораздо более высоких температурах.
Пайкосварка является разновидностью сварки MIG/MAG. Разница заключается в температуре плавления присадочной проволоки, которая значительно ниже, чем основной металл. Присадочный металл осаждается, чтобы заполнить зазоры посредством капиллярного действия. При этом не происходит значительного сплавления основного металла, но оно может происходить в ограниченном количестве.
Разница заключается в температуре плавления присадочной проволоки, которая значительно ниже, чем основной металл. Присадочный металл осаждается, чтобы заполнить зазоры посредством капиллярного действия. При этом не происходит значительного сплавления основного металла, но оно может происходить в ограниченном количестве.
Различные методы пайки
При пайке используются различные методы нагрева для различных целей и применений. Тепло может быть приложено либо непосредственно к соединению (локализованный), либо ко всей заготовке (диффузный нагрев).
Методы локализованного нагрева:
Пайка с нагревом пламенем – горючий газ образуется при сжигании ацетилена, пропана или водорода с воздухом для нагрева и расплавления присадочного металла. При использовании этой техники требуется флюс для защиты соединения, которое впоследствии необходимо зачистить. Пайка с нагревом пламенем в основном используется для небольших производственных узлов, где вес металла неравномерен.
Индукционная пайка – высокочастотный переменный ток подается в катушку для достижения температуры пайки, которая нагревает заготовку и расплавляет присадочный материал.
Пайка сопротивлением – тепло выделяется за счет электрического сопротивления паяемого сплава, что идеально подходит для высокопроводящих металлов. Этот метод нагрева лучше всего подходит для создания простых соединений между металлами.
Техники диффузного нагрева:
Пайка в печи – Для доведения печи до нужной температуры используется газовый обжиг или нагревательные элементы. Присадочный металл наносится на соединяемые поверхности, затем весь узел помещается в печь и доводится до температуры пайки. Пайка в печи позволяет точно контролировать циклы нагрева и охлаждения металлов. Процесс часто выполняется в вакууме для защиты паяемого сплава от атмосферных условий. При этом также отпадает необходимость в защите флюсом.
Пайка погружением – деталь или узел погружается в ванну с расплавленным присадочным металлом.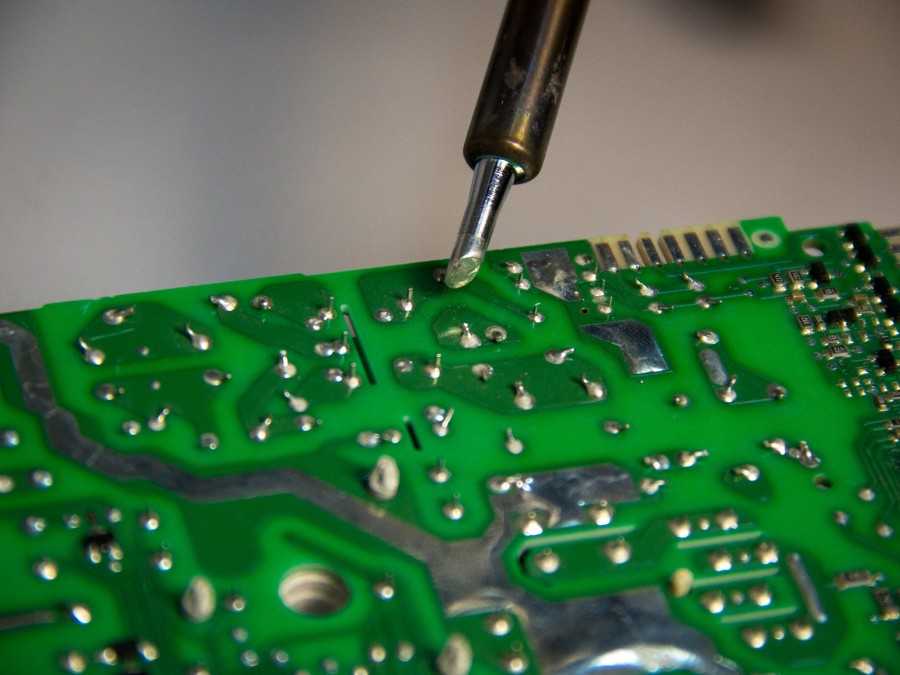 Для предотвращения окисления на детали наносится паяльный флюс.
Для предотвращения окисления на детали наносится паяльный флюс.
Преимущества:
- Можно соединять разнородные металлы, в отличие от большинства методов сварки.
- Высокая производительность.
- Потребляет меньше энергии, чем сварка.
- Получение более чистых соединений по сравнению с большинством сварочных процессов.
- Цветные металлы не плавятся, сохраняя свою форму и механические свойства.
Недостатки:
- Более слабые результаты по сравнению со сварными соединениями.
- Невозможно соединить компоненты, работающие при высоких температурах.
- Требуются плотные, равномерные зазоры между швами для достижения капиллярного эффекта.
- Нечистые или загрязненные металлы могут стать причиной негерметичности соединений.
ПАЯНИЕ
Паяние — процесс соединения металлических частей протезов посредством расплавления родственного сплава с более низкой температурой плавления. Этот сплав называется припоем.
Процесс паяния следует рассматривать как диффузию (растворение) обоих сплавов, участвующих в нем. Взаимная диффузия основного сплава и припоя происходит вследствие способности металлов, имеющих высокую температуру плавления, растворяться в расплавленном металле с более низкой температурой плавления. Однако различные металлы неодинаково хорошо взаимно диффундируют. Механическая прочность достигается только в том случае, если припой состоит из родственных между собой и объекту пайки металлов.
Взаимная диффузия металла и припоя практически возможна при условии соприкосновения металла и припоя и способности припоя смачивать поверхность металла. Последняя зависит от чистоты поверхности металла: при наличии на поверхности металла жира, окалины создается слой, препятствующий смачиванию металла припоем.
Поверхности металлов, подлежащие спайке, должны быть тщательно очищены от окислов и загрязнений, для чего, как правило, применяют механический способ очистки: опиливание, зачистку карборундовым камнем или наждачной бумагой.
Пайка происходит при нагревании открытым пламенем, поэтому на поверхности металлов может образоваться пленка окислов, которая не позволит продиффундировать припою. Особенно быстро такая пленка образуется у сплавов с хромом, отличающихся высокой способностью пассивироваться, т. е. покрываться окнсной пленкой. Поэтому в процессе паяния необходимо не только расплавить припой и заставить его разлиться по спаиваемым поверхностям, но и, главное, не допустить образования ок иеной пленки к моменту достижения рабочей температуры в спаиваемых деталях, это достигается применением различных паяльных веществ, или флюсов. Наибольшее распространение получила бура. При нагревании бура поглощает кислород, препятствуя доступу его к металлу и образованию на поверхности последнего окислов. Кроме того, бура способствует лучшему растеканию припоя.
Большое значение имеет техника проведения процесса паяния. Детали, составляющие протез, при спайке должны быть зафиксированы в том положении, в каком находятся на рабочей модели. Для этого их скрепляют при помощи липкого воска, протез снимают с модели и приступают к гипсовке. К гипсу для придания ему огнеупорных свойств добавляют пемзу, песок, корунд и т. п. Протез погружают в замешанную на воде гипсовую массу таким образом, чтобы поверхности были открыты для просмотра и доступа пламени (рис. 61).
Для этого их скрепляют при помощи липкого воска, протез снимают с модели и приступают к гипсовке. К гипсу для придания ему огнеупорных свойств добавляют пемзу, песок, корунд и т. п. Протез погружают в замешанную на воде гипсовую массу таким образом, чтобы поверхности были открыты для просмотра и доступа пламени (рис. 61).
Все полые детали должны быть тщательно заполнены массой, ею же желательно прикрыть и все тонкие детали во избежание расплавления их в процессе паяния. После затвердевания гипса обрезают излишки его так, чтобы блок не имел очень большой массы. Воск выплавляют из мест спайки струей горячей воды.
Если детали конструкции имеют большую протяженность и находятся в разных плоскостях, то, чтобы предотвратить их смещение при снятии с модели, рекомендуется дополнительно укреплять их между собой проволокой, изогнутой по форме конструкции и прикрепленной воском к каждой детали.
В некоторых случаях (бюгельные работы) после склеивания частей протеза модель смазывают толстым слоем вазелина и части протеза заливают густой огнеупорной массой (гипс с песком, корундом и т. п.). По затвердевании массы излишки ее подрезают и конструкцию, скрепленную воском и гипсом, снимают с модели. Спайку частей в этом случае проводят без дополнительной гипсовки и весь процесс пайки ведут со стороны, обращенной к модели.
п.). По затвердевании массы излишки ее подрезают и конструкцию, скрепленную воском и гипсом, снимают с модели. Спайку частей в этом случае проводят без дополнительной гипсовки и весь процесс пайки ведут со стороны, обращенной к модели.
Удалив воск, промазывают спаиваемые места насыщенным раствором буры и устанавливают гипсовый блок на подставке с асбестовым кругом над пламенем горелки для просушки. Асбестовый круг необходим для того, чтобы пламя горелки не касалось гипса и сушка велась медленно во избежание образования трещин.
Для соединения спаиваемых деталей перед пайкой предложен метод точечной электросварки с помощью специального аппарата. Зачищенные от окалины поверхности стальных и хромокобальтовых протезов помещают на рабочую модель. К двум участкам подводят электроды и включают ток на очень короткий период (лучик в реле времени). На контактирующих поверхностях происходит точечная сварка, позволяющая производить в последующем пайку деталей без гипсовки.
Паяние деталей из стали и золотых сплавов ведется несколько различно. Трудность паяния стали заключается в усиленном образовании окислов и слабой текучести припоя для нержавеющей стали. Поэтому после сушки и прогрева гипса места спайки вновь смазывают бурой и приступают к равномерному прогреву всего протеза паяльным аппаратом.
Трудность паяния стали заключается в усиленном образовании окислов и слабой текучести припоя для нержавеющей стали. Поэтому после сушки и прогрева гипса места спайки вновь смазывают бурой и приступают к равномерному прогреву всего протеза паяльным аппаратом.
Вначале нагревают наиболее толстостенные детали, а затем остальные участки. Бура при этом вспенивается и при повышении температуры оседает, становясь стекловидной. Тогда на место спайки кладут припой, пламенем нагревают толстостенные участки и только после этого пламя переводят на припой и расплавляют его. Часто припой для стали, расплавляясь, собирается в каплю вследствие сильного поверхностного натяжения. Чтобы припой растекся по спаиваемым поверхностям, каплю припоя раздавливают «поводком» — стальной проволокой с петлей на конце. Необходимо следить, чтобы припой попал на все участки поверхности; если какой-нибудь участок не покрыт припоем и не наблюдается его растекания, усиливают нагрев, добавляют припоя и «поводком» перераспределяют его на всю поверхность. Крепкой спайка будет, если видно, что припой хорошо разлился по спаиваемым поверхностям. Только после этого переходят к спаиванию других участков.
Крепкой спайка будет, если видно, что припой хорошо разлился по спаиваемым поверхностям. Только после этого переходят к спаиванию других участков.
Рис. 61. Расположение деталей в огнеупорной массе для спайки.
Необходимо помнить, что сильный перегрев и большое количество буры могут вызвать кипение припоя и образование пор. Чтобы избежать этого, не следует держать пламя долго на одном месте, а по окончании пайки пламя надо убирать постепенно, медленно отводя пистолет и присыпая при этом место пайки бурой.
Закончив пайку всех участков, протез вместе с гипсовой массой опускают в воду, проводя тем самым закалку всего металлического протеза. При этом одновременно протез очищается от гипсовой массы.
Пайку золотых деталей производят несколько иначе, так как на их поверхности не образуется окисной пленки. Однако ее следует вести осторожно, опасаясь расплавить различные участки деталей протеза, так как разница между температурой плавления золотого сплава и припоя незначительная (130—150°С). Особенно легко расплавить тонкостенные участки протеза. Поэтому при пайке золотых деталей прогрев начинают только с толстостенных деталей. Когда они станут темно-красного цвета, на место спайки кладут несколько мелко нарезанных кусочков припоя, присыпают их бурой и переводят на них пламя пистолета. Пламя все время перемещают, слабо покачивая пистолет. Вся сила огня должна быть направлена не на тонкостенный участок (например, коронку), а на участок с большой массой металла (литой зуб). После того как припой разлился по спаиваемым поверхностям необходимо перевести пламя на толстостенный участок и приступить к спайке других поверхностей.
Особенно легко расплавить тонкостенные участки протеза. Поэтому при пайке золотых деталей прогрев начинают только с толстостенных деталей. Когда они станут темно-красного цвета, на место спайки кладут несколько мелко нарезанных кусочков припоя, присыпают их бурой и переводят на них пламя пистолета. Пламя все время перемещают, слабо покачивая пистолет. Вся сила огня должна быть направлена не на тонкостенный участок (например, коронку), а на участок с большой массой металла (литой зуб). После того как припой разлился по спаиваемым поверхностям необходимо перевести пламя на толстостенный участок и приступить к спайке других поверхностей.
Если при осмотре шва окажется, что припой не выполнил полностью всего пространства, добавляют еще кусочек припоя и расплавляют его. Если расплавленный припой перемещается лишь на поверхность одной из деталей, это свидетельствует о том, что другая поверхность плохо прогрета. Поэтому не следует добавлять новой порции припоя, а необходимо равномерно прогреть весь гипсовый блок и все части протеза.
Припаяйте! | Монохрон | Система обучения Adafruit
Сохранить Подписаться
Пожалуйста, войдите, чтобы подписаться на это руководство.
После входа в систему вы будете перенаправлены обратно к этому руководству и сможете подписаться на него.
Подготовьтесь, сверив все детали со спецификацией (список деталей). Как только вы убедитесь, что у вас все есть, подготовьте свое рабочее место, нагрев паяльник, смочив губку и расположив инструменты и детали так, чтобы они были удобными.
ОК! Давайте начнем! Первое, что мы будем впаивать, это резистор R1 , который имеет значение 1 кОм. Вы можете сказать, какой это, потому что на нем есть полосы коричневого черного красного золота. Согните этот резистор в скобу, как показано на рисунке. Затем вставьте его в место внизу посередине, прямо над соответствующей шелкографией с маркировкой R1 . Резисторы не «поляризованы», поэтому вы можете разместить их любым способом, и они будут работать одинаково. Резистор должен располагаться вплотную к печатной плате.
Затем вставьте его в место внизу посередине, прямо над соответствующей шелкографией с маркировкой R1 . Резисторы не «поляризованы», поэтому вы можете разместить их любым способом, и они будут работать одинаково. Резистор должен располагаться вплотную к печатной плате.
Этот резистор используется для программирования микроконтроллера с помощью внутрисистемного программатора при подключенном ЖК-дисплее (они имеют общий контакт).
Согните выводы скобы так, чтобы она удерживала деталь на месте, и переверните печатную плату.
Используя жало паяльника, нажмите и нагрейте одновременно контактную площадку (серебряное кольцо вокруг отверстия) и вывод (провод) в течение 2 или 3 секунд. Затем воткните конец припоя, чтобы создать хороший паяный шов. Сделайте это для обоих лидов.
Используя бокорезы, отрежьте длинные выводы непосредственно над местом пайки.
У вас должны получиться красивые блестящие точки пайки, закругленные и заполняющие всю контактную площадку.
Теперь мы продолжим, установив оставшиеся 5 резисторов по 1 кОм.
Разместите R3 , R4 , R5 и R6 . Эти резисторы составляют мультиплексную схему считывания кнопок, которая позволяет микросхеме прослушивать 3 кнопки, используя только один аналоговый вывод.
Место R7 это токоограничивающий резистор для LED1 (индикатор тревоги).
Переверните и припаяйте резисторы так же, как и раньше, убедившись, что каждое соединение нагрето и полностью заполнено припоем.
Затем обрежьте все провода.
Далее впаиваем последние 3 резистора.
R8 и R9 — это резисторы номиналом 2,2 кОм (красный, красный, красный, золотой), которые используются в качестве подтягивающих резисторов i2c для часов реального времени (для линий передачи данных требуются подтягивающие резисторы).
R2′ — это резистор 100 Ом (коричневый черный коричневый золотой), который устанавливает яркость ЖК-дисплея.
Обратите внимание: Этот резистор можно впаять в R2 (фиксированная яркость) или R2′ (программное управление). На этих фотографиях мы впаяли их в R2 , но мы предлагаем вам использовать R2′ , что позволит вам легко контролировать яркость (оказалось, что подсветка ЖК-дисплея сильно различается от одного к другому). Поэтому, пожалуйста, не обращайте внимания на неправильное расположение резистора и используйте слот R2′!
Переверните печатную плату и припаяйте резисторы.
(Не забудьте использовать R2′ , а не R2 !)
Затем обрежьте их накоротко
Теперь, когда мы закончили с резисторами, пришло время припаять керамические конденсаторы. Конденсаторы используются для сглаживания пульсаций напряжения питания, а также для блокировки постоянного напряжения.
С1 входной (9В) конденсатор фильтра, C3 – выходной (5В) конденсатор фильтра. C5 используется для программирования чипа с помощью чипа FTDI, он блокирует контакт «сброса» постоянного тока и превращает его в импульс.
C5 используется для программирования чипа с помощью чипа FTDI, он блокирует контакт «сброса» постоянного тока и превращает его в импульс.
Керамические конденсаторы, как и резисторы, не поляризованы, поэтому их можно использовать «в любом случае»
Переверните плату и припаяйте 3 керамических конденсатора.
Затем закрепите провода (не показаны).
Теперь мы готовы собрать блок питания. Блок питания – это то, что занимает 9V от внешнего мира (от штепсельной вилки) и регулирует его до 5 В, безопасного для работы микроконтроллера.
Первая часть — это разъем постоянного тока 2,1 мм. Это механическое соединение. Он помещается в нижнюю левую часть печатной платы, и вы можете защелкнуть его на месте (может потребоваться небольшое сжатие) — убедитесь, что он ровно прилегает к печатной плате!
Если он не защелкивается на месте, вы можете предотвратить его выпадение, припаяв его немного сверху к одному из контактов.
Теперь переверните плату и припаяйте три больших контакта. Обязательно нагрейте контактные площадки и контакты в течение нескольких секунд, прежде чем запихивать туда тонны припоя. Это механическое соединение припоем, поэтому вам действительно нужно заполнить большие круглые контактные площадки.
Далее идет D1 защитный диод 1N4001. Диоды являются полупроводниками, в частности, диод пропускает ток только в одном направлении. Это защищает источник питания и микропроцессор от того, если кто-то подключит источник питания переменного тока или отрицательной полярности. Вместо того, чтобы пуф, диод будет блокировать отрицательное напряжение.
Поскольку диоды проводят ток только в одном направлении, важно правильно его установить. Ищите белую полосу на одном конце, это катод , теперь посмотрите на печатную плату, там диод с трафаретной печатью, а на одной стороне также есть белая полоса, убедитесь, что они совпадают!
После диода стоит регулятор напряжения 7805 IC2 . Регуляторы 7805 повышают напряжение до 17 В постоянного тока до стабильных 5 В. Поскольку мы используем ЖК-дисплей хорошего качества со светодиодной подсветкой, нам не нужен большой гудящий чип питания. ТО-92 пакет 7805 может обеспечить около 100 мА.
Регуляторы 7805 повышают напряжение до 17 В постоянного тока до стабильных 5 В. Поскольку мы используем ЖК-дисплей хорошего качества со светодиодной подсветкой, нам не нужен большой гудящий чип питания. ТО-92 пакет 7805 может обеспечить около 100 мА.
Однако, если вы в конечном итоге будете делать модификации или захотите использовать ЖК-дисплей с подсветкой EL, вы можете в конечном итоге использовать IC2′ , который является версией корпуса TO-220 и может обеспечить ток 1,0 А!
Итак, регулятор имеет плоскую и круглую стороны, три штифта входят в контактные площадки, а контур на шелкографии должен соответствовать форме регулятора.
Теперь переверните плату и припаяйте диод и стабилизатор.
Закрепите провода (не показаны).
Теперь мы готовы сделать наш первый тест. Уберите со стола и убедитесь, что нет проводов или битов, которые могут закоротить печатную плату.
Поместите печатную плату и вставьте вилку блока питания в гнездо до упора. Гнездо вообще не должно двигаться, если вы его достаточно припаяли. Теперь, используя мультиметр в режиме измерения напряжения, измерьте расстояние между двумя показанными точками (вы можете увеличить масштаб, нажав на картинку).
Гнездо вообще не должно двигаться, если вы его достаточно припаяли. Теперь, используя мультиметр в режиме измерения напряжения, измерьте расстояние между двумя показанными точками (вы можете увеличить масштаб, нажав на картинку).
Вы должны получить от 4,9 до 5,1 В постоянного тока
Если вы не тогда остановись, проверь свою работу. Убедитесь, что в вашем мультиметре установлена новая батарея, и отправьте сообщение на форум, если вы не можете заставить его отображать 5 В. Если напряжение слишком высокое или низкое, это может повредить ваш комплект, вам не следует продолжать.
Когда вы закончите, отключите блок питания и уберите глюкометр.
Теперь будем впаивать два электролитических конденсатора С2 и С4.
C2 — электролитический конденсатор 47 мкФ/25 В. Этот конденсатор сглаживает любые большие пульсации мощности, поступающей в комплект. Электролитические конденсаторы поляризованные , что означает, что они должны быть размещены правильно, иначе они вообще не будут работать. Если вы посмотрите на конденсатор, то заметите, что одна ножка длиннее другой, это положительный (+) вывод. Убедитесь, что этот провод входит в контактную площадку, отмеченную знаком +. См. слева, как разместить конденсатор.
Если вы посмотрите на конденсатор, то заметите, что одна ножка длиннее другой, это положительный (+) вывод. Убедитесь, что этот провод входит в контактную площадку, отмеченную знаком +. См. слева, как разместить конденсатор.
Согните C2 вниз, чтобы он не торчал слишком сильно.
Далее следует C4 , электролитический конденсатор 100 мкФ/6,3 В, который помогает уменьшить шум при регулируемом источнике питания 5 В. Он электролитический, поэтому убедитесь, что он установлен правильно.
После правильного размещения электролитических конденсаторов отогните выводы и припаяйте их на место.
Используйте бокорезы, чтобы обрезать провода.
Теперь поместите гнездо микросхемы. Гнездо защищает микросхему микроконтроллера и позволяет заменить ее при необходимости.
Гнездо имеет U-образную выемку на одном конце. Убедитесь, что эта выемка соответствует U-образной выемке на трафаретной печати. Если вы не уверены, посмотрите на изображение слева. Если в конечном итоге вы вставите розетку задом наперёд, не расстраивайтесь. Не обязательно, чтобы он был в порядке, но он поможет вам, если вам нужно заменить чип.
Если в конечном итоге вы вставите розетку задом наперёд, не расстраивайтесь. Не обязательно, чтобы он был в порядке, но он поможет вам, если вам нужно заменить чип.
Вы можете зафиксировать гнездо на месте с помощью скотча или, если у вас длинные ногти, согнув две маленькие ножки, чтобы удерживать его на месте.
Первая пайка в 2-х противоположных углах. Затем припаяйте остальные контакты.
Их не нужно обрезать, так как они уже достаточно короткие.
Установите пьезоизлучатель SPK . Это шумоподавитель! Он неполяризован и может идти любым путем.
Теперь пришло время вставить чип процессора! Аккуратно извлеките его из упаковки. Вам придется немного согнуть контакты, чтобы они хорошо вошли в гнездо. Я хватаюсь за оба конца и раскачиваю штифты о столешницу. (На изображении показан чип меньшего размера, но идея та же). Как только ножки станут параллельными, найдите U-образную выемку на одном конце. Убедитесь, что этот конец входит в зазубренный конец, указанный на трафаретной печати (и, надеюсь, также и в гнездо).
Дважды проверьте, что чип в порядке!
Теперь, убедившись, что все ножки выровнены, не согнуты и не перекручены, вдавите микросхему в гнездо. Он должен легко сесть без особого усилия.
Теперь пришло время для другого теста. Уберите со стола и подключите блок питания. Вы должны услышать повторяющиеся двойные звуковые сигналы.
Если звуковых сигналов нет, проверьте блок питания, напряжение 5 В все еще есть? Чип в порядке? Если вы боретесь, сообщение на форумах для помощи.
Если вы удовлетворены, отключите комплект и продолжайте.
Теперь пришло время разместить маленький светодиодный индикатор LED1 . Светодиоды не симметричны и должны быть правильно размещены, чтобы работать. Вы заметите, что одна ножка светодиода длиннее другой. Это положительная ветвь . Положительная нога входит в отверстие с + рядом с ним. На фото это левое отверстие.
Вставьте светодиод в нужное место и согните корпус, чтобы он немного выступал из корпуса. Согните выводы, чтобы они не выпали при переворачивании печатной платы.
Согните выводы, чтобы они не выпали при переворачивании печатной платы.
Теперь вы также можете разместить SW1 , который является переключателем сигнализации. Убедитесь, что переключающая часть обращена наружу, она должна зафиксироваться на месте.
Вы можете прикрепить переключатель сверху, чтобы он оставался на месте. Убедитесь, что переключатель плотно прилегает к печатной плате.
Впаяйте светодиод и переключатель, будьте осторожны, потому что переключатель имеет несколько меньших контактов посередине. Не используйте тонны припоя.
Закрепите провода светодиода. Переключатель не нужно обрезать
Теперь вы можете проверить светодиод и переключиться, если хотите. Очистите свой стол и включите часы. Он по-прежнему будет издавать звуковой сигнал, но теперь вы можете щелкать переключателем вперед и назад и видеть, как светодиод включается и выключается!
Как только вы будете удовлетворены, продолжим.
Теперь припаяем схему часов реального времени (RTC). RTC — это то, что отсчитывает время при отключении питания, это очень-очень маломощный микроконтроллер и кристалл, который будет хранить время годами на крошечной монетной ячейке. Таким образом, вы можете легко модифицировать свои часы и не сбрасывать их после отключения питания.
RTC — это то, что отсчитывает время при отключении питания, это очень-очень маломощный микроконтроллер и кристалл, который будет хранить время годами на крошечной монетной ячейке. Таким образом, вы можете легко модифицировать свои часы и не сбрасывать их после отключения питания.
Сначала расплавьте крошечный кусочек припоя на центральном выступе держателя батареи BAT . Это обеспечит хороший контакт с батареей.
Теперь поместите 12-мм держатель батарейки для монет.
Прихватите припой с одной стороны, чтобы он не выпал при переворачивании.
Теперь поместите 8-контактный разъем (смотрите на U-язычок) и часовой кристалл 32,768 кГц Q1 . Гнездо предназначено для защиты чипа, а кристалл такой же, как в ваших часах или часах.
Кристалл устанавливается поверх контактной площадки, но не припаивайте его к контактной площадке! Просто дайте ему остыть, прислонившись к печатной плате.
Припаяйте гнездо и кристалл, затем закрепите выводы кристалла.
Теперь, когда RTC готов, мы припаяем 3 интерфейсных переключателя S1 , S2 и S3 . Это то, что позволяет вам устанавливать время, будильник, дату и все такие замечательные вещи. Они встанут на место, постарайтесь прижать их к печатной плате как можно ровнее.
Справа мы также впаяем потенциометр 10K «триммер» TM1 , который используется для настройки контрастности ЖК-дисплея. Он также плотно прилегает к печатной плате.
Припаяйте три переключателя, проверив их ровное положение.
Затем припаяйте и закрепите горшок триммера.
Вставьте микросхему RTC DS1307 в гнездо, совместив U-образные пазы.
Теперь мы подошли к ЖК-части. Найдите 36-контактный разъем «папа» и 20-контактный разъем «мама». Используйте 20-контактный разъем, чтобы сократить 36-контактный разъем до 20.
Вы можете использовать бокорезы или плоскогубцы, чтобы разбить жатку.
Поместите соединительную планку с гнездами вверх на печатную плату.
Возможно, вам придется заклеить его лентой, чтобы вы могли перевернуть комплект и припаять его на место. Припаяйте несколько контактов, а затем посмотрите, нужно ли вам согнуть разъем, чтобы он был перпендикулярен!
После того, как разъем «мама» надежно установлен, вставьте разъем «папа» в гнезда так, чтобы короткие штифты торчали.
Затем поместите графический ЖК-дисплей сверху и припаяйте контакты. Вы можете захотеть подложить что-нибудь под ЖК-дисплей, чтобы он был параллелен печатной плате.
Теперь вставьте монетку стороной + вверх. Вы должны поместить ячейку монеты, потому что в противном случае RTC будет ошибочным, и часы будут вести себя странно.
Регулятор сбоку используется для регулировки контрастности.
Подключите комплект и поворачивайте кастрюлю с помощью маленькой отвертки, пока не появится анимированный дисплей!
MONOCHRON® является зарегистрированным товарным знаком Adafruit Industries
Список деталей Случай это!
Это руководство было впервые опубликовано 06 августа 2014 г.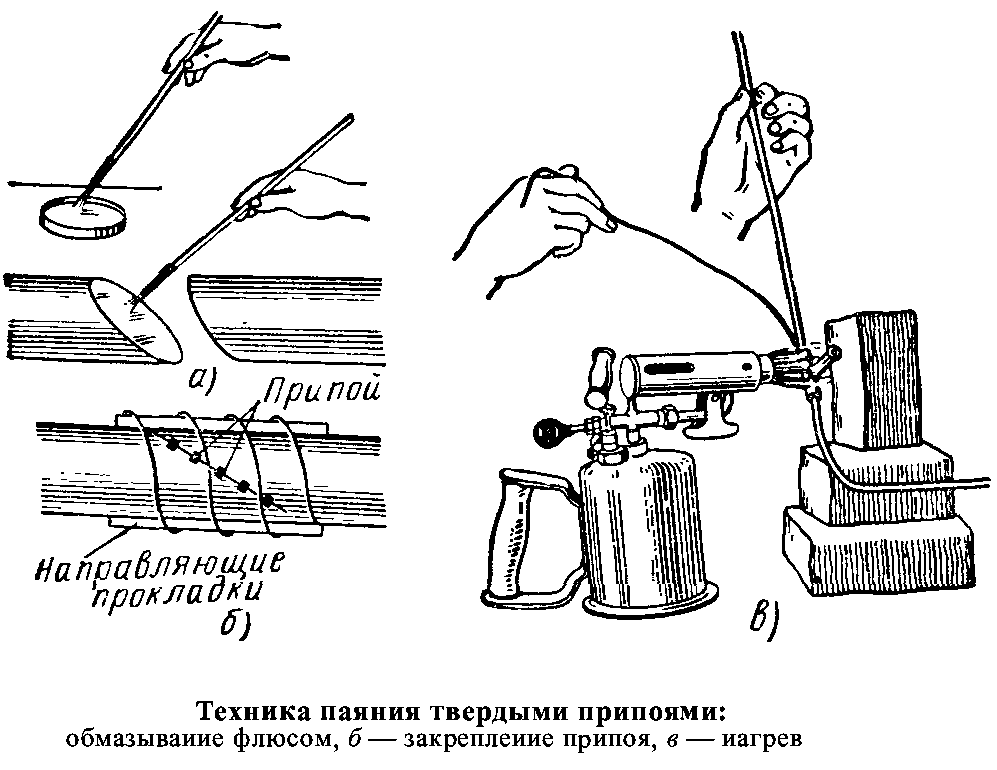 обновлено 18 марта 2013 г.
обновлено 18 марта 2013 г.
Эта страница (Припаяйте!) Последний раз обновлялась 18 марта 2013 г.
Текстовый редактор на базе tinymce.
Специальная пластина выдерживает температуру до 2200 градусов по Фаренгейту. Низкая теплопроводность профессиональной поверхности означает, что больше тепла при пайке/пайке уходит на компонент, а не на рабочую поверхность. Не горит, остается прохладнее и легче в обращении, чем другие материалы. 4 x 4 x 75 дюймов толщиной. ВРЕМЕННО ОТСУТСТВУЕТ В НАЛИЧИИ Артикул: CI68SP | |||||||||
Быстрый нагрев. Долгий срок службы, легкий. 60 Вт, 550 градусов по Фаренгейту, 110 В.
Артикул: RRC910
| |||||||||
| SOLDERPRO 70 — портативный многофункциональный тепловой инструмент с питанием от бутана: Эквивалентно диапазону мощности 25–80 Вт. Возможные области применения: Ремонт электрических/электронных цепей SolderPro 70K-это комплект 4-в-1, содержащий следующие предметы: Подалочный железо. | 69,00 долларов США | ||||||||
| Количество: | |||||||||
 В комплекте держатель для утюга. Идеально подходит для многих применений, таких как изготовление нестандартных жгутов проводов и случайный инструмент или ремонт дома. Каждое хорошо оборудованное рабочее место нуждается в паяльнике.
В комплекте держатель для утюга. Идеально подходит для многих применений, таких как изготовление нестандартных жгутов проводов и случайный инструмент или ремонт дома. Каждое хорошо оборудованное рабочее место нуждается в паяльнике.
 Цена:
Цена: Особенности:
Выключатель со световым индикатором включения питания, показывающим, когда утюг горячий
Переменный температурный режим от 150°C до 450°C в соответствии с конкретными потребностями пайки
Мягкая резиновая рукоятка для длительного комфортного использования дополнительный функционал
Качество исполнения по сниженной цене
ВРЕМЕННО НЕТ В НАЛИЧИИ
Артикул: СЦСВТ
| Цена: | $32,99 |
| Количество: | |
 Рассчитан на долгие годы надежной работы. Быстро нагревается до выбранной температуры в диапазоне 392?-896?F и удерживает настройку в пределах 1,8?F в режиме ожидания Тонкая изолированная рукоятка для удобного захвата.
Рассчитан на долгие годы надежной работы. Быстро нагревается до выбранной температуры в диапазоне 392?-896?F и удерживает настройку в пределах 1,8?F в режиме ожидания Тонкая изолированная рукоятка для удобного захвата.5-летняя гарантия на базовый блок и 1 год гарантии на железную рукоятку, только для США и Канады. ВКЛЮЧАЕТ: паяльник с подставкой, губку, блок контроля температуры, наконечник с долотом, наконечник карандаша, инструкцию по эксплуатации и наклейки.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
Мощность: 60 Вт
Диапазон температур: 392–896 °F (200–480 °C)
Вес: 2,9 фунта (1315 г)
Артикул: TK950
| Цена: | 119,99 долларов США 90 360 90 349 |
| Количество: | |
 Магниты в комплекте. Для использования с паяльным станком NLE Napier или вашим собственным стальным станком.
Магниты в комплекте. Для использования с паяльным станком NLE Napier или вашим собственным стальным станком. Артикул: NLEBH
| Цена: | 8,00 долларов США |
| Количество: | |
Артикул: HOP7397
| Цена: | 9,00 долл. США |
| Количество: | |
Быстрый нагрев. Долгий срок службы, легкий. 30 Вт, 550 градусов по Фаренгейту, 110 В. В комплекте держатель для утюга. Идеально подходит для многих применений, таких как изготовление нестандартных жгутов проводов и случайный инструмент или ремонт дома. Каждое хорошо оборудованное рабочее место нуждается в паяльнике.
Долгий срок службы, легкий. 30 Вт, 550 градусов по Фаренгейту, 110 В. В комплекте держатель для утюга. Идеально подходит для многих применений, таких как изготовление нестандартных жгутов проводов и случайный инструмент или ремонт дома. Каждое хорошо оборудованное рабочее место нуждается в паяльнике.
ПРЕКРАЩАЕТСЯ, ПОКА ЕСТЬ ПОСТАВКА
Артикул: KS300
| Цена: | $90,99 |
| Количество: | |
1 наконечник лезвия, 1 наконечник.
ПОКА ЕСТЬ ПОСТАВКА, ПРЕКРАЩАЕТСЯ ПРОИЗВОДИТЕЛЕМ.
Артикул: KS911
| Цена: | 3,90 долл. США США |
| Количество: | |
Артикул: SP80W
| Цена: | 52,99 доллара |
| Количество: | |
 Гладкий и легкий дизайн в форме ручки со встроенным защитным колпачком. и карманный зажим позволяет использовать портативность в любом месте. Solderpro 70 имеет регулируемую температуру наконечника в диапазоне от 400C (750F) до 1300C (2500F). Небьющийся прозрачный топливный бак легко заправляется стандартным бутановым топливом для прикуривателя, и каждая заправка обеспечивает питание инструмента примерно на 45 минут непрерывной работы.
Гладкий и легкий дизайн в форме ручки со встроенным защитным колпачком. и карманный зажим позволяет использовать портативность в любом месте. Solderpro 70 имеет регулируемую температуру наконечника в диапазоне от 400C (750F) до 1300C (2500F). Небьющийся прозрачный топливный бак легко заправляется стандартным бутановым топливом для прикуривателя, и каждая заправка обеспечивает питание инструмента примерно на 45 минут непрерывной работы. Благодаря небольшому размеру, мощному действию, точному контролю пламени и сменным насадкам Iroda Solderpro 70 является идеальным инструментом для инженеров, электриков, ремонтников, любителей и мастеров. Существуют сотни приложений, охватывающих промышленное обслуживание, автомобильную, морскую, сантехнику, а также более точное использование в ювелирных изделиях, оптике и электронике.
Артикул: SITPRO70
| Цена: | $34,95 |
| Количество: | |

В комплект Pro 100 входит новый бутановый утюг Solderpro 100 мощностью 30–100 Вт, а также некоторые из самых популярных насадок, в том числе:
* Каталитическое паяльное жало 1 мм
* 2 мм каталитическое паяльное жало
* Головка горелки для точного пламени
* Насадка для горячего ножа
* Вентилятор горячего воздуха с дефлектором
* Губка для очистки наконечника
* Катушка оловянно-серебряного припоя
* Heavy Duty Ultra-Box
Отличный набор для пайки в полевых условиях!
Артикул: SITPRO100K
| Цена: | 89,00 долларов США |
| Количество: | |
 Он содержит по одной каждой из наших четырех паяльных паст:
Он содержит по одной каждой из наших четырех паяльных паст: Припой с серебряным подшипником-It
Припой с алюминиевым подшипником
Припой с медным подшипником-It
Припой для металлического горшка-It
Он также содержит горелку Solderpro-70 профессионального уровня с каталитическим (беспламенным) катализатором. Паяльное жало, виниловый чехол для хранения, съемная подставка, полная инструкция и гарантия.
Набор Solder-It позволит вам паять практически любые металлы, а также соединять разнородные металлы, такие как алюминий с медью или латунь с металлом. Поскольку все наши паяльные пасты текут при низкой температуре, вы сможете паять деликатные детали без искажений, а в случае с электроникой — без повреждения изоляции или хрупких компонентов. Точно так же для более тяжелой работы вам не придется применять столько тепла. Паста Solder-It обеспечивает паяные соединения, прочность которых в 5-10 раз выше, чем у обычного припоя. Это от 5000 до 28000 фунтов на квадратный дюйм в зависимости от металлов, которые вы соединяете.
Прочитайте обзоры товаров The Solder-It Kit.
Артикул: SITSPK8
| Цена: | 62,00 долл. США |
| Количество: | |
Артикул: NLETOOLPOST
| Цена: | 6 долларов США |
| Количество: | |
 Внутренний диаметр держателя утюга составляет 0,788 дюйма (20 мм), любой до 3/4 дюйма (19 мм).мм) должно подойти. Поставляется в комплекте со сменной губкой для очистки наконечника. Просто мокрый и он расширяется.
Внутренний диаметр держателя утюга составляет 0,788 дюйма (20 мм), любой до 3/4 дюйма (19 мм).мм) должно подойти. Поставляется в комплекте со сменной губкой для очистки наконечника. Просто мокрый и он расширяется. Артикул: RRCSIS50B
| Цена: | 9,99 долл. США |
| Количество: | |
Артикул: GAIL12A
| Цена: | 9,99 долл. США |
| Количество: | |
 120В.
120В. Артикул: GAIL20
| Цена: | 12 долларов США |
| Количество: | |
Артикул: GAIL4
| Цена: | 18,00 долларов США |
| Количество: | |
Артикул: GAIL6
| Цена: | 24,99 доллара |
| Количество: | |
 120В.
120В. Артикул: GAIL7
| Цена: | 29,99 долларов США |
| Количество: | |
Артикул: MJ300
| Цена: | 19,95 долл. США |
| Количество: | |
 Расширенное сопло, чтобы вы могли поместить пламя там, где вам это нужно. Ветрозащитные автоматические системы пьезоподжига позволяют не возиться, чтобы зажечь горелку. Заправляется простой бутановой зажигалкой. В комплекте один топливный элемент. Температура 1300C/2500F, время работы около 20 минут. Полная портативность. Побалуйте себя классным инструментом.
Расширенное сопло, чтобы вы могли поместить пламя там, где вам это нужно. Ветрозащитные автоматические системы пьезоподжига позволяют не возиться, чтобы зажечь горелку. Заправляется простой бутановой зажигалкой. В комплекте один топливный элемент. Температура 1300C/2500F, время работы около 20 минут. Полная портативность. Побалуйте себя классным инструментом. Артикул: MJ310
| Цена: | 24,95 долл. США |
| Количество: | |
Больше новостей
