Плата управления сварочным полуавтоматом
Вентилятор охлаждения (220В) для полуавтомата ЦИКЛОН ПДГ
Вентилятор охлаждения (24В) бескорпусной для инвертора Stickmate 180/200
Вентилятор охлаждения (24В) для полуавтомата Aurora Overman
Держатель катушки для проволоки d16/50мм универсальный для полуавтомата ЦИКЛОН
Держатель катушки для проволоки d50мм для полуавтомата ЦИКЛОН
Дроссель для полуавтомата ЦИКЛОН ПДГ
Кабельная вилка “папа” 10-25 для дуговой сварки (max 200А) ЕВРО КЕДР
Кабельная вилка “папа” 35-50 для дуговой сварки (max 300А) ЕВРО КЕДР
Кабельная вилка “папа” 35-50 для дуговой сварки (max 500А) ЕВРО
Кабельная розетка “мама” 10-25 для дуговой сварки (max 200А) ЕВРО Binzel
Кабельная розетка “мама” 10-25 для дуговой сварки (max 200А) ЕВРО КЕДР
Кабельная розетка “мама” 35-50 для дуговой сварки (max 500А) ЕВРО Binzel
Канал напрявляющий тефлоновый (0,6-0,9мм) СИНИЙ для алюминиевой проволоки
Клапан электромагнитный CO2 для полуавтомата (12В) штуцер 8мм ЦИКЛОН (BONAVALVE)
Клапан электромагнитный CO2 для полуавтомата (24В) штуцер 8мм
Кольцо круглого сечения Binzel 165. 0002 на штекер горелки
0002 на штекер горелки
Мотор-редуктор для ЦИКЛОН ВУДИ / протяжный механизм SF14030 сварочного полуавтомата
Мотор-редуктор для ЦИКЛОН ПДГ / протяжный механизм ВАЗ сварочного полуавтомата
Панельная розетка “мама” 10-25 для сварочного аппарата (max 200А)
Панельная розетка “мама” 35-50 для сварочного аппарата (max 500А)
Переключатель режимов для ПДГ 160 / 180 /240
Плата управления S5 для полуавтомата ЦИКЛОН (снят с производства и заменен на блок S56)
Плата управления S56 для полуавтомата ЦИКЛОН (новое поколения плат S5)
Плата управления SP16 для полуавтомата ПИТОН (под симистор)
Плата управления для споттера RedHotDot HAMMER T28 / T26
Плата управления для споттера RedHotDot HAMMER TT
Разъем для аргоновой сварки TIG 2pin к Aurora INTER TIG 200 AC/DC
Разъем силовой TIG 50 M12x1 (гайка 3/8G) L=0.6м Aurora
Ручка горелки МВ с кнопкой TopWeld для полуавтоматической сварки
Ручка управления для аппарата ЦИКЛОН
Сварочный разъем панельный ЕВРО (мама) TopWeld для полуавтомата под еврорукав с трубкой
Технические данные нашего сварочного аппарата — полуавтомата:
Напряжение питающей сети: 220 В
Потребляемая мощность: не более 3 кВа
Режим работы: повторно-кратковременный
Регулирование рабочего напряжения: ступенчатое от 19 В до 26 В
Скорость подачи сварочной проволоки: 0-7 м/мин
Диаметр проволоки: 0.
Величина сварочного тока: ПВ 40% — 160 А, ПВ 100% — 80 А
Предел регулирования сварочного тока: 30 А — 160 А
Всего с 2003 года было сделано шесть подобных аппаратов. Аппарат, представленный далее на фото, работает с 2003 года в автосервисе и ни разу не подвергался ремонту.
Содержание / Contents
↑ Внешний вид сварочного полуавтомата
Вообще
Вид спереди
Вид сзади
Вид слева
↑ Схема и детали сварочника
В качестве выключателя питания и защиты применен однофазный автомат типа АЕ на 16А. SA1 — переключатель режимов сварки типа ПКУ-3-12-2037 на 5 положений.
Резисторы R3, R4 — ПЭВ-25, но их можно не ставить (у меня не стоят). Они предназначены для быстрой разрядки конденсаторов дросселя.
Теперь по конденсатору С7. В паре с дросселем он обеспечивает стабилизацию горения и поддержания дуги. Минимальная емкость его должна быть не менее 20000 мкф, оптимальная 30000 мкф. Были испробованы несколько типов конденсаторов с меньшими габаритами и большей емкостью, например CapXon, Misuda, но они себя проявили не надежно, выгорали.
Силовые тиристоры на 200А взяты с хорошим запасом. Можно поставить и на 160 А, но они будут работать на пределе, потребуется применение хороших радиаторов и вентиляторов. Примененные В200 стоят на не большой алюминиевой пластине.
Реле К1 типа РП21 на 24В, переменный резистор R10 проволочный типа ППБ.
При нажатии на горелке кнопки SB1 подается напряжение на схему управления. Срабатывает реле К1, тем самым через контакты К1-1 подается напряжение на электромагнитный клапан ЭМ1 подачи кислоты, и К1-2 — на схему питания двигателя протяжки проволоки, и К1-3 — на открытие силовых тиристоров.
Переключателем SA1 выставляют рабочее напряжение в диапазоне от 19 до 26 Вольт (с учетом добавки 3 витков на плечо до 30 Вольт). Резистором R10 регулируют подачу сварочной проволоки, меняют ток сварки от 30А до 160 А.
При настройке резистор R12 подбирают таким образом, чтобы при выкрученном R10 на минимум скорости двигатель все же продолжал вращаться, а не стоял.
При отпускании кнопки SB1 на горелке — реле отпускает, останавливается мотор и закрываются тиристоры, электромагнитный клапан за счет заряда конденсатора С2 еще продолжает оставаться открытым подавая кислоту в зону сварки.
При закрытии тиристоров исчезает напряжение дуги, но за счет дросселя и конденсаторов С7 напряжение снимается плавно, не давая сварочной проволоке прилипнуть в зоне сварки.
↑ Мотаем сварочный трансформатор
Начинаем намотку — первичка. Первичка содержит 164 + 15 + 15 + 15 + 15 витков. Между слоями делаем изоляцию из тонкой стеклоткани. Провод укладывать как можно плотнее, иначе не влезет, но у меня обычно с этим проблем не было. Я брал стеклоткань с останков всё того же дизель-генератора. Все, первичка готова.
Продолжаем мотать — вторичка. Берем алюминиевую шину в стеклянной изоляции размером 2,8×4,75 мм, (можно купить у обмотчиков). Нужно примерно 8 м, но лучше иметь небольшой запас. Начинаем мотать, укладывая как можно плотнее, мотаем 19 витков, далее делаем петлю под болт М6, и снова 19 витков, Начала и концы делаем по 30 см, для дальнейшего монтажа.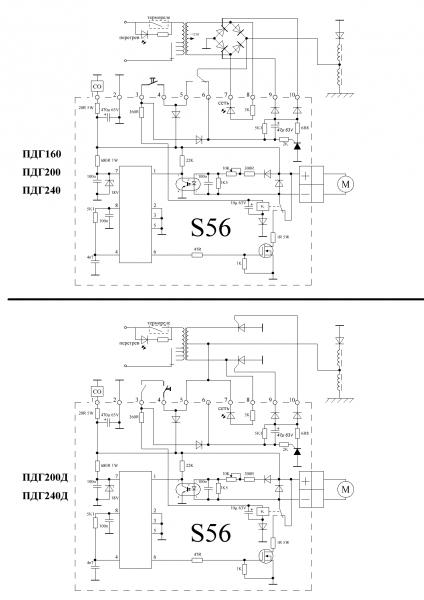
Тут небольшое отступление, лично мне для сварки крупных деталей при таком напряжении было маловато току, в процессе эксплуатации я перемотал вторичную обмотку, прибавив по 3 витка на плечо, итого у меня получилось 22+22.
Обмотка влезает впритык, поэтому если мотать аккуратно, все должно получиться.
Если на первичку брать эмальпровод, то потом обязательно пропитка лаком, я держал катушку в лаке 6 часов.
Собираем трансформатор, включаем в розетку и замеряем ток холостого хода около 0,5 А, напряжение на вторичке от 19 до 26 Вольт . Если все так, то трансформатор можно отложить в сторону, он пока нам больше не нужен.
Вместо ОСМ-1 для силового трансформатора можно взять 4шт ТС-270, правда там немного другие размеры, и я делал на нем только 1 сварочный аппарат, то данные для намотки уже не помню, но это можно посчитать.
↑ Будем мотать дроссель
Берем трансформатор ОСМ-0,4 (400Вт), берем эмальпровод диаметром не менее 1,5 мм (у меня 1,8). Мотаем 2 слоя с изоляцией между слоями, укладываем плотненько. Дальше берем алюминиевую шину 2,8×4,75 мм. и мотаем 24 витка, свободные концы шины делаем по 30 см. Собираем сердечник с зазором 1 мм (проложить кусочки текстолита).
Дальше берем алюминиевую шину 2,8×4,75 мм. и мотаем 24 витка, свободные концы шины делаем по 30 см. Собираем сердечник с зазором 1 мм (проложить кусочки текстолита).
Дроссель также можно намотать на железе от цветного лампового телевизора типа ТС-270. На него ставится только одна катушка.
У нас остался еще один трансформатор для питания схемы управления (я брал готовый). Он должен выдавать 24 вольта при токе около 6А.
↑ Корпус и механика
В подкатушечнике для создания тормозного усилия применена пружина, первая попавшаяся под руку. Тормозной эффект увеличивается сжиманием пружины (т. е. закручиванием гайки).
↑ Файлы
Здравствуй, читатель! Меня зовут Игорь, мне 45, я сибиряк и заядлый электронщик-любитель. Я придумал, создал и содержу этот замечательный сайт с 2006 года.
Уже более 10 лет наш журнал существует только на мои средства.
—
Спасибо за внимание!
Игорь Котов, главный редактор журнала «Датагор»
Здравствуй, читатель! Меня зовут Игорь, мне 45, я сибиряк и заядлый электронщик-любитель. Я придумал, создал и содержу этот замечательный сайт с 2006 года.
Я придумал, создал и содержу этот замечательный сайт с 2006 года.
—
Спасибо за внимание!
Игорь Котов, главный редактор журнала «Датагор»
Логин bedjamen – это был мой пёс, эрдельтерьер, по кличке Беджамен Моден Тайп Хауэлл. Дата его рождения 7 апреля 2002 года.
В продаже можно увидеть множество сварочных полуавтоматов отечественного и зарубежного производства, используемых при ремонте кузовов автомобилей. При желании можно сэкономить на расходах, собрав сварочный полуавтомат в гаражных условиях.
Регулятор скорости подачи проволоки сварочного полуавтомата
В комплект сварочного аппарата входит корпус, в нижней части которого устанавливается силовой трансформатор однофазного или трехфазного исполнения, выше располагается устройство протяжки сварочной проволоки.
В состав устройства входит электродвигатель постоянного тока с передаточным механизмом понижения оборотов, как правило, здесь используется электродвигатель с редуктором от стеклоочистителя а/ м УАЗ или «Жигули».
В лаборатории «Автоматика и телемеханика» Иркутского областного ЦДТТ разработана более современная схема регулятора подачи проволоки, принципиальное отличие которой от заводских- наличие схемы торможения и двукратный запас коммутационного транзистора по пусковому току с электронной защитой.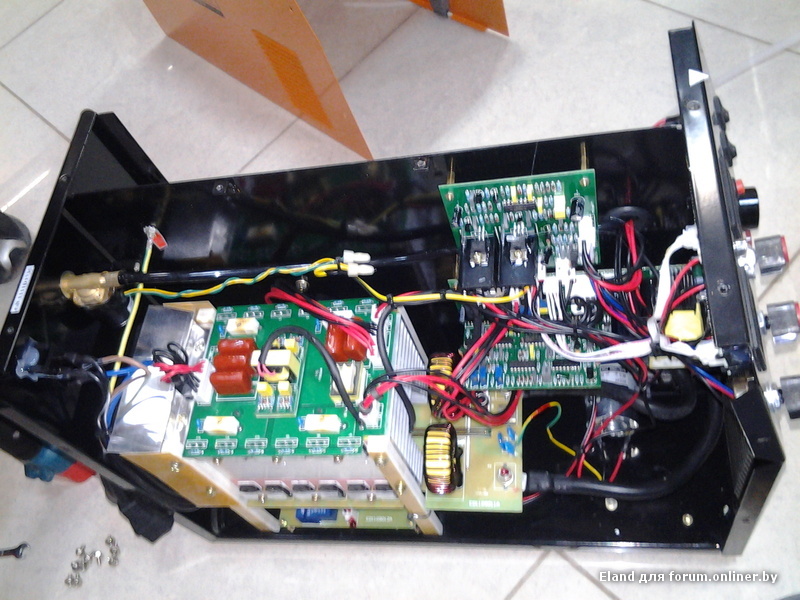
В состав принципиальной схемы регулятора подачи проволоки входит усилитель тока на мощном полевом транзисторе. Стабилизированная цепь установки оборотов позволяет поддерживать мощность в нагрузке независимо от напряжения питания электросети, защита от перегрузки снижает подгорание щеток электродвигателя при пуске или заедании в механизме подачи проволоки и выход из строя силового транзистора.
Схема торможения позволяет почти мгновенно остановить вращение двигателя.
Напряжение питания используется от силового или отдельного трансформатора с потребляемой мощностью не ниже максимальной мощности электродвигателя протяжки проволоки.
В схему введены светодиоды индикации напряжения питания и работы электродвигателя.
- напряжение питания, В — 12…16;
мощность электродвигателя, Вт — до 100;
время торможения, сек — 0,2;
время пуска, сек — 0,6;
Шаг 1. Описание схемы регулятора сварочного полуавтомата
Схема электрическая принципиальная устройства приведена на рис.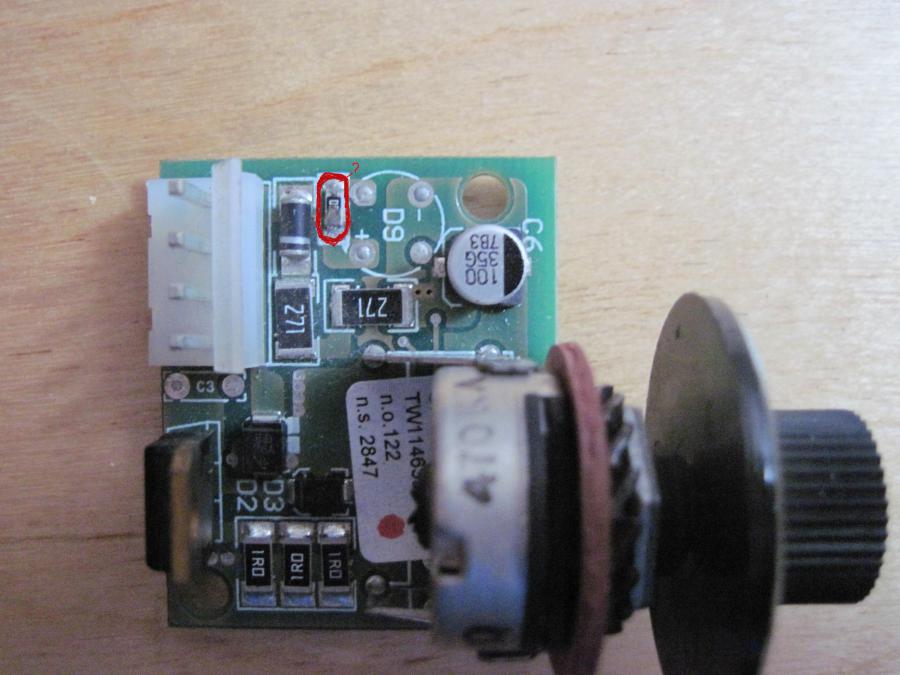 1. Напряжение с регулятора оборотов электродвигателя R3 через ограничительный резистор R6 поступает на затвор мощного полевого транзистора VT1. Питание регулятора оборотов выполнено от аналогового стабилизатора DA1, через токоограничительный резистор R2. Для устранения помех, возможных от поворота ползунка резистора R3, в схему введен конденсатор фильтра С1.
1. Напряжение с регулятора оборотов электродвигателя R3 через ограничительный резистор R6 поступает на затвор мощного полевого транзистора VT1. Питание регулятора оборотов выполнено от аналогового стабилизатора DA1, через токоограничительный резистор R2. Для устранения помех, возможных от поворота ползунка резистора R3, в схему введен конденсатор фильтра С1.
Светодиод HL1 указывает на включенное состояние схемы регулятора подачи сварочной проволоки.
Резистором R3 устанавливается скорость подачи сварочной проволоки в место дуговой сварки.
Подстроечный резистор R5 позволяет выбрать оптимальный вариант регулирования оборотов вращения двигателя в зависимости от его модификации мощности и напряжения источника питания.
Диод VD1 в цепи стабилизатора напряжения DA1 защищает микросхему от пробоя при неверной полярности питающего напряжения.
Полевой транзистор VT1 оснащен цепями защиты: в цепи истока установлен резистор R9, падение напряжения на котором используется для управления напряжением на затворе транзистора, с помощью компаратора DA2.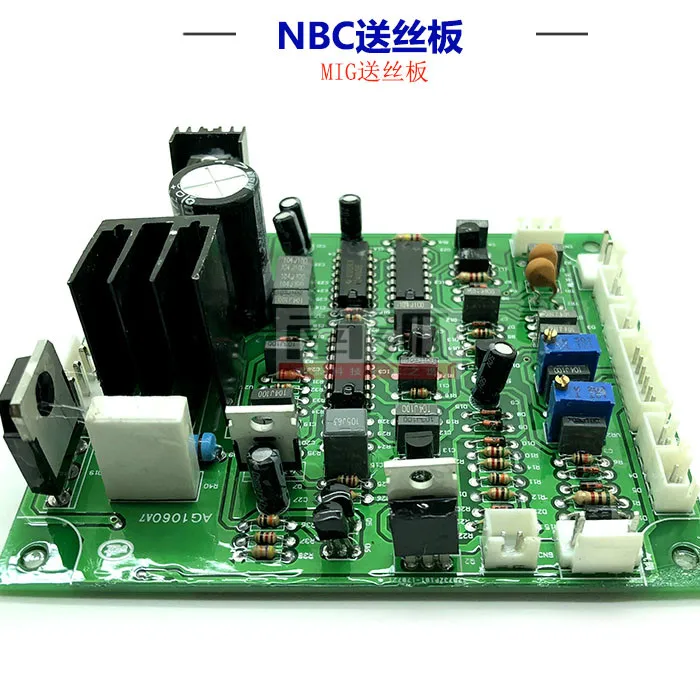 При критическом токе в цепи истока напряжение через подстроечный резистор R8 поступает на управляющий электрод 1 компаратора DA2, цепь анод-катод микросхемы открывается и снижает напряжение на затворе транзистора VT1, обороты электродвигателя М1 автоматически снизятся.
При критическом токе в цепи истока напряжение через подстроечный резистор R8 поступает на управляющий электрод 1 компаратора DA2, цепь анод-катод микросхемы открывается и снижает напряжение на затворе транзистора VT1, обороты электродвигателя М1 автоматически снизятся.
Для устранения срабатывания защиты от импульсных токов, возникающих при искрении щеток электродвигателя, в схему введен конденсатор С2.
К стоковой цепи транзистора VT1 подключен электродвигатель подачи проволоки с цепями снижения искрения коллектора СЗ, С4, С5. Цепь, состоящая из диода VD2 с нагрузочным резистором R7, устраняет импульсы обратного тока электродвигателя.
Двухцветный светодиод HL2 позволяет контролировать состояние электродвигателя: при зеленом свечении — вращение, при красном свечении — торможение.
Схема торможения выполнена на электромагнитном реле К1. Емкость конденсатора фильтра С6 выбрана небольшой величины — только для снижения вибраций якоря реле К1, большая величина будет создавать инерционность при торможении электродвигателя.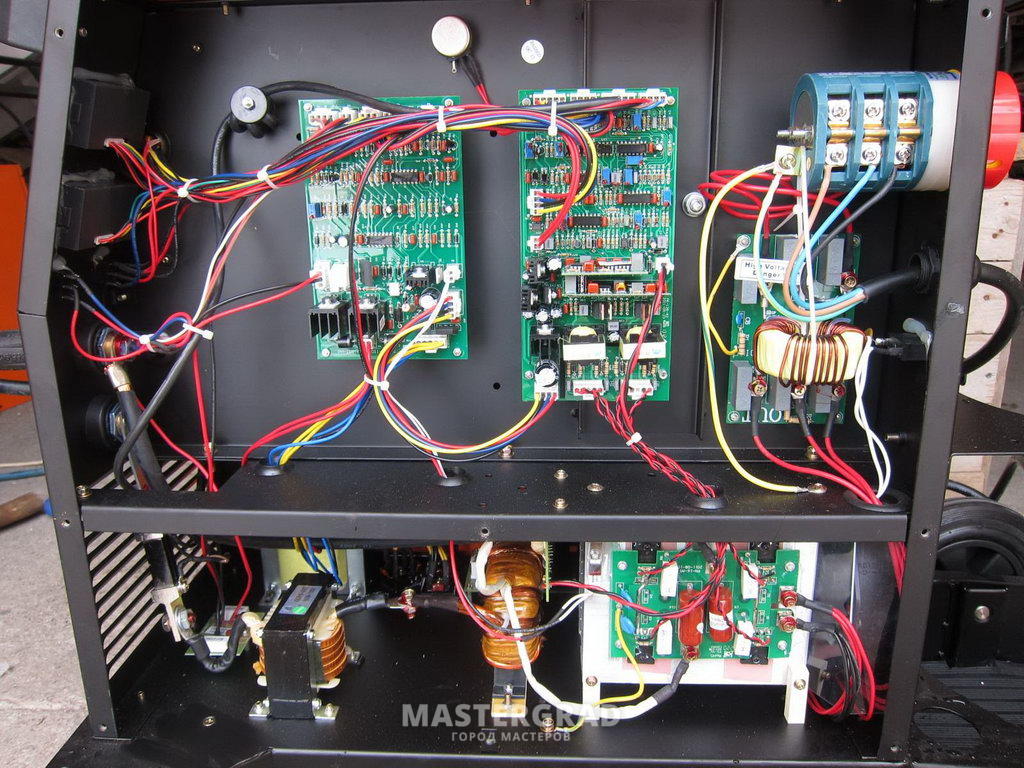 Резистор R9 ограничивает ток через обмотку реле при повышенном напряжении источника питания.
Резистор R9 ограничивает ток через обмотку реле при повышенном напряжении источника питания.
Принцип действия сил торможения, без применения реверса вращения, заключается в нагрузке обратного тока электродвигателя при вращении по инерции, при отключении напряжения питания, на постоянный резистор R11. Режим рекуперации — передачи энергии обратно в сеть позволяет в короткое время остановить мотор. При полной остановке скорость и обратный ток установятся в ноль, это происходит почти мгновенно и зависит от значения резистора R11 и конденсатора С5. Второе назначение конденсатора С5 — устранение подгорания контактов К1.1 реле К1. После подачи сетевого напряжения на схему управления регулятора, реле К1 замкнет цепь К1.1 питания электродвигателя, протяжка сварочной проволоки возобновится.
Источник питания состоит из сетевого трансформатора Т1 напряжением 12…15 В и ток 8…12 А, диодный мост VD4 выбран на двухкратный ток. При наличии на сварочном трансформаторе полуавтомата вторичной обмотки соответствующего напряжения, питание выполняется от нее.
Шаг 2. Детали схемы регулятора сварочного полуавтомата
Схема регулятора подачи проволоки выполнена на печатной плате из одностороннего стеклотекстолита размером 136*40 мм (рис. 2), кроме трансформатора и мотора все детали установлены с рекомендациями по возможной замене. Полевой транзистор установлен на радиатор размерами 100*50*20 мм.
Полевой транзистор аналог IRFP250 с током 20…30 А и напряжением выше 200 В. Резисторы типа МЛТ 0,125; резисторы R9, R11, R12 — проволочные. Резисторы R3, R5 установить типа СП-ЗБ. Тип реле К1 указан на схеме или №711.3747-02 на ток 70 А и напряжение 12 В, габариты у них одинаковые и применяются в автомобилях «ВАЗ».
Компаратор DA2, при снижении стабилизации оборотов и защиты транзистора, из схемы можно удалить или заменить на стабилитрон КС156А. Диодный мост VD3 можно собрать на российских диодах типа Д243-246, без радиаторов.
Компаратор DA2 имеет полный аналог TL431CLP иностранного производства.
Электромагнитный клапан подачи инертного газа Em. 1 — штатный, на напряжение питания 12 В.
1 — штатный, на напряжение питания 12 В.
Шаг 3. Наладка схемы регулятора сварочного полуавтомата
Наладку схемы регулятора подачи проволоки сварочного полуавтомата начинают с проверки питающего напряжения. Реле К1 при появлении напряжения должно срабатывать, обладая характерным пощелкиванием якоря.
Повышая регулятором оборотов R3 напряжение на затворе полевого транзистора VT1 проконтролировать, чтобы обороты начинали расти при минимальном положении движка резистора R3; если этого не происходит, минимальные обороты откорректировать резистором R5 — предварительно движок резистора R3 установить в нижнее положение, при плавном увеличении номинала резистора R5, двигатель должен набрать минимальные обороты.
Защита от перегрузки устанавливается резистором R8 при принудительном торможении электродвигателя. При закрытии полевого транзистора компаратором DA2 при перегрузке светодиод HL2 потухнет. Резистор R12 при напряжении источника питания 12…13 В из схемы можно исключить.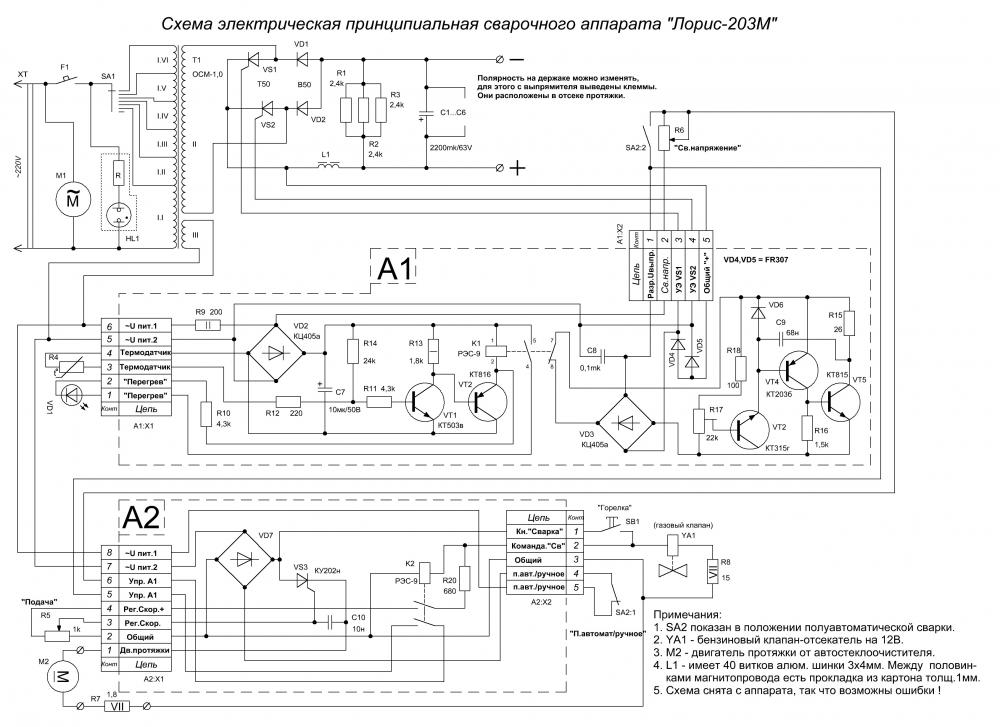
Схема опробована на разных типах электродвигателей, с близкой мощностью, время торможения в основном зависит от массы якоря, ввиду инерции массы. Нагрев транзистора и диодного моста не превышает 60°С.
Печатная плата закрепляется внутри корпуса сварочного полуавтомата, ручка регулятора оборотов двигателя — R3 выводится на панель управления вместе с индикаторами: включения HL1 и двухцветного индикатора работы двигателя HL2. Питание на диодный мост подается с отдельной обмотки сварочного трансформатора напряжением 12… 16 В. Клапан подачи инертного газа можно подключить к конденсатору С6, он также будет включаться после подачи сетевого напряжения. Питание силовых сетей и цепей электродвигателя выполнить многожильным проводом в виниловой изоляции сечением 2,5…4 мм2.
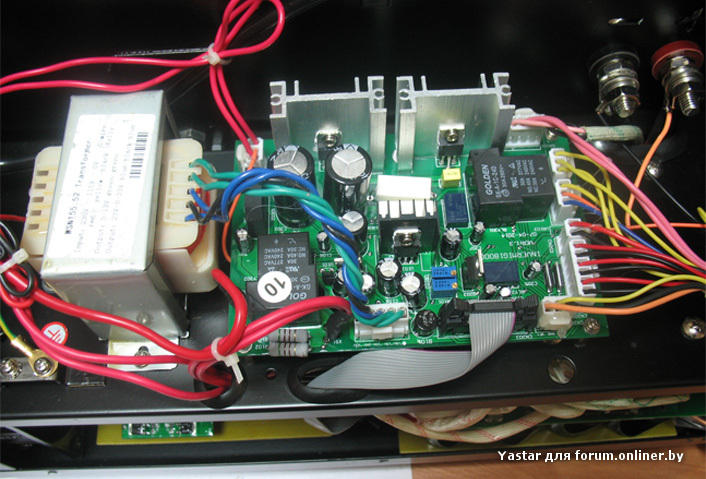
Пусковая схема сварочного полуавтомата
Характеристики сварочного полуавтомата:
- напряжение питания, В — 3 фазы * 380;
первичный ток фазы, А — 8…12;
вторичное напряжение холостого хода, В — 36…42;
ток холостого хода, А — 2…3;
напряжение холостого хода дуги, В — 56;
ток сварки, А — 40…120;
регулирование напряжения, % — ±20;

Подача проволоки в зону сварки в сварочном полуавтомате происходит с помощью механизма, состоящего из двух вращающихся в противоположных направлениях электродвигателем стальных роликов. Для снижения оборотов электродвигатель оснащен редуктором. Из условий плавной регулировки скорости подачи проволоки, скорость вращения электродвигателя постоянного тока дополнительно изменяется полупроводниковым регулятором скорости подачи проволоки сварочного полуавтомата [1]. В зону сварки также подается инертный газ — аргон, для устранения воздействия на процесс сварки кислорода воздуха. Сетевое питание сварочного полуавтомата выполнено от однофазной или трехфазной электросети, в данной конструкции применен трехфазный трансформатор, рекомендации по питанию от однофазной сети указаны в статье.
Трехфазное питание позволяет использовать намоточный провод меньшего сечения, чем при использовании однофазного трансформатора. При эксплуатации трансформатор меньше нагревается, снижаются пульсации напряжения на выходе выпрямительного моста, не перегружается силовая линия.
Шаг 1. Работа схемы пуска сварочного полуавтомата
Коммутация подключения силового трансформатора Т2 к электросети происходит симисторными ключами VS1 …VS3 (рис. 3). Выбор симисторов вместо механического пускателя позволяет устранить аварийные ситуации при поломке контактов и устраняет звук от «хлопаний» магнитной системы.
Выключатель SA1 позволяет отключить сварочный трансформатор от сети во время профилактических работ.
Использование симисторов без радиаторов приводит к их перегреву и произвольному включению сварочного полуавтомата, поэтому симисторы необходимо снабдить бюджетными радиаторами 50*50 мм.
Рекомендуется сварочный полуавтомат оснастить вентилятором с питанием 220 В, подключение его — параллельно сетевой обмотке трансформатора Т1.
Трехфазный трансформатор Т2 можно использовать готовый, на мощность 2…2,5 кВт или купить три трансформатора 220*36 В 600 ВА, используемые для освещения подвалов и металлорежущих станков, соединить их по схеме «звезда-звезда». При изготовлении самодельного трансформатора первичные обмотки должны иметь 240 витков провода ПЭВ диаметром 1,5… 1,8 мм, с тремя отводами через 20 витков от конца обмотки. Вторичные обмотки наматываются медной или алюминиевой шиной сечением 8…10 мм2, количество провода ПВЗ — 30 витков.
При изготовлении самодельного трансформатора первичные обмотки должны иметь 240 витков провода ПЭВ диаметром 1,5… 1,8 мм, с тремя отводами через 20 витков от конца обмотки. Вторичные обмотки наматываются медной или алюминиевой шиной сечением 8…10 мм2, количество провода ПВЗ — 30 витков.
Отводы на первичной обмотке позволяют регулировать сварочный ток в зависимости от напряжения электросети от 160 до 230 В.
Использование в схеме однофазного сварочного трансформатора позволяет применять внутреннюю электросеть, используемую для питания домашних электропечей с установочной мощностью до 4,5 кВт — подходящий к розетке провод выдерживает ток до 25 А, имеется заземление. Сечение первичной и вторичной обмотки однофазного сварочного трансформатора в сравнении с трехфазным исполнением следует увеличить в 2…2,5 раза. Наличие отдельного провода заземления обязательно.
Дополнительное регулирование тока сварки производится изменением угла задержки включения симисторов. Использование сварочного полуавтомата в гаражах и дачных участках не требует особых сетевых фильтров для снижения импульсных помех. При использовании сварочного полуавтомата в бытовых условиях его следует оснастить выносным фильтром помех.
При использовании сварочного полуавтомата в бытовых условиях его следует оснастить выносным фильтром помех.
Плавное регулирование сварочного тока выполняется с помощью электронного блока на кремневом транзисторе VT1 при нажатой кнопке SA2 «Пуск» — регулировкой резистора R5 «Ток».
Подключение сварочного трансформатора Т2 к электросети выполняется кнопкой SA2 «Пуск», находящейся на шланге подачи сварочной проволоки. Электронная схема через оптопары открывает силовые симисторы, и напряжение электросети поступает на сетевые обмотки сварочного трансформатора. После появления напряжения на сварочном трансформаторе включается отдельный блок подачи проволоки, открывается клапан подачи инертного газа и при касании выходящей из шланга проволокой свариваемой детали образуется электрическая дуга, начинается процесс сварки.
Трансформатор Т1 используется для питания электронной схемы пуска сварочного трансформатора.
При подаче сетевого напряжения на аноды симисторов через автоматический трехфазный автомат SA1 к линии подключается трансформатор Т1 питания электронной схемы пуска, симисторы в это время находятся в закрытом состоянии. Выпрямленное диодным мостом VD1 напряжение вторичной обмотки трансформатора Т1 стабилизируется аналоговым стабилизатором DA1, для устойчивой работы схемы управления.
Выпрямленное диодным мостом VD1 напряжение вторичной обмотки трансформатора Т1 стабилизируется аналоговым стабилизатором DA1, для устойчивой работы схемы управления.
Конденсаторы С2, СЗ сглаживают пульсации выпрямленного напряжения питания пусковой схемы. Включение симисторов выполняется с помощью ключевого транзистора VT1 и симисторных оптопар U1.1 … U1.3.
Транзистор открывается напряжением положительной полярности с аналогового стабилизатора DA1 через кнопку «Пуск». Использование на кнопке низкого напряжения снижает вероятность поражения оператора высоким напряжением электросети, в случае нарушения изоляции проводов. Регулятором тока R5 регулируется сварочный ток в пределах 20 В. Резистор R6 не позволяет снижать напряжение на сетевых обмотках сварочного трансформатора более 20 В, при котором резко повышается уровень помех в электросети из-за искажения синусоиды напряжения симисторами.
Симисторные оптопары U1.1…U1.3 выполняют гальваническую развязку электросети от электронной схемы управления, позволяют простым методом регулировать угол открытия симистора: чем больше ток в цепи светодиода оптопары, тем меньше угол отсечки и больше ток сварочной цепи.
Напряжение на управляющие электроды симисторов поступает с анодной цепи через симистор оптопары, ограничительный резистор и диодный мост, синхронно с напряжением фазы сети. Резисторы в цепях светодиодов оптопар защищают их от перегрузки при максимальном токе. Измерения показали, что при пуске при максимальном сварочном токе падение напряжения на симисторах не превышало 2,5 В.
При большом разбросе крутизны включения симисторов их цепи управления полезно зашунтиро-вать на катод через сопротивление 3…5 кОм.
На один из стержней силового трансформатора намотана дополнительная обмотка для питания блока подачи проволоки напряжением переменного тока 12 В, напряжение на который должно поступать после включения сварочного трансформатора.
Вторичная цепь сварочного трансформатора подключена к трехфазному выпрямителю постоянного тока на диодах VD3…VD8. Установка мощных радиаторов не требуется. Цепи соединения диодного моста с конденсатором С5 выполнить медной шиной сечением 7*3 мм. Дроссель L1 выполнен на железе от силового трансформатора ламповых телевизоров типа ТС-270, обмотки предварительно удаляются, а на их место наматывается обмотка сечением не ниже 2-х кратной вторичной, до заполнения. Между половинками трансформаторного железа дросселя проложить прокладку из электрокартона.
Дроссель L1 выполнен на железе от силового трансформатора ламповых телевизоров типа ТС-270, обмотки предварительно удаляются, а на их место наматывается обмотка сечением не ниже 2-х кратной вторичной, до заполнения. Между половинками трансформаторного железа дросселя проложить прокладку из электрокартона.
Шаг 2. Монтаж схемы пуска сварочного полуавтомата
Пусковая схема (рис. 3) смонтирована на монтажной плате (рис. 4) размером 156*55 мм, кроме элементов: VD3…VD8, Т2, С5, SA1, R5, SA2 и L1. Эти элементы закреплены на корпусе сварочного полуавтомата. Схема не содержит элементов индикации, они входят в блок подачи проволоки: индикатор включения и индикатор подачи проволоки.
Силовые цепи выполнены изолированным проводом сечением 4…6 мм2, сварочные — медной или алюминиевой шиной, остальное — проводом в виниловой изоляции диаметром 2 мм.
Полярность подключения держака следует выбрать, исходя из условий сварки или наплавки при работе с металлом толщиной 0,3…0,8 мм.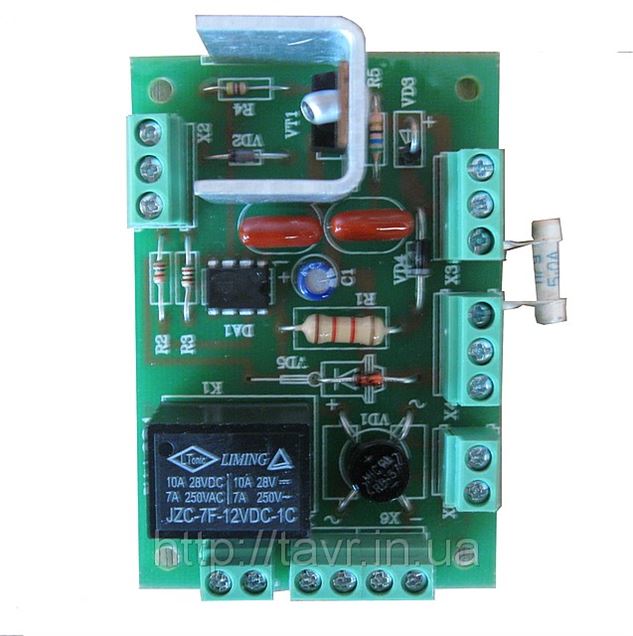
Шаг 3. Наладка схемы пуска сварочного полуавтомата
Наладку пусковой схемы сварочного полуавтомата начинают с проверки напряжения 5,5 В. При нажатии кнопки «Пуск» на конденсаторе С5 напряжение холостого хода должно превышать 50 В постоянного тока, под нагрузкой — не менее 34 В.
На катодах симисторов относительно нуля сети напряжения не должно отличаться более чем на 2…5 В от напряжения на аноде, в ином случае заменить симистор или оптопару цепи управления.
При низком напряжении питающей сети переключить трансформатор на отводы низкого напряжения.
При наладке следует соблюдать технику безопасности.
Архив Плата управления полуавтоматом, универсальная. ПДГ-215, ПДГ-216: 850 грн.
- Плата управления полуавтоматом, универсальная. ПДГ-215, ПДГ-216
- 850 грн.
Объявление неактивно — найдите похожие объявления в разделе Другое оборудование в Черкассах
{{companyBtnAds. button_text}}
button_text}}
Оформить
Фото: 1 из 6
Город:
Черкассы
Универсальная плата для управления сварочным полуавтоматом.
Данная плата является аналогом оригинальной платы ПДГ-215/216 Энергия Сварка с разъемом МРН32 и имеет ряд преимуществ:
Стабилизация оборотов двигателя подачи проволоки. Пред-газ, пост-газ, плавный пуск двигателя, дожиг проволоки (отрыв электрода от ванны)
Временные интервалы дополнительных функций (пред-газ, пост-газ, плавный пуск двигателя, дожиг проволоки) доведены до оптимальных параметров и настройке не подлежат. Активация этих функций происходит путем нажатия кнопки горелки перед включением сварочного аппарата сетевой клавишей и последующим удержанием кнопки горелки в течении 2-3 секунд. При стандартном включении аппарата (без нажатия кнопки горелки) дополнительные функции не активны. Стабилизация оборотов двигателя подачи присутствует во всех режимах работы.
Реле имеет “сухой контакт” для управления силовым тиристором, обмоткой пускателя, а также внешним источником, что позволяет использовать плату в самодельных подающих устройствах и полуавтоматах других производителей. Именно для этого плата может комплектоваться ответной частью разъема МРН32 и переменным резистором, а так же схемой подключения и инструкцией.
Именно для этого плата может комплектоваться ответной частью разъема МРН32 и переменным резистором, а так же схемой подключения и инструкцией.
Полуавтоматы серии ПДГ215/216 с данной платой показали отличные результаты при сварке в газовых смесях.
Ключевые слова:
купить плату управления для полуавтомата
плата управления пдг 215
плата управления подачи проволоки
плата управления полуавтоматом
Жалоба
Реклама
Реклама
Вас так же может заинтересовать
нет фото{{message.title}}
{{message.price_view}} {{message.currency_view}}
{{message.userWork.name}}
{{message.short_desc}}
- {{el.name}} {{el.name}}
- Объявлений: {{message.count}}
 count > 0″>
count > 0″>- = 5 && message.tempView % 100 Объявление просматривает {{message.tempView}} пользователей Объявление просматривает {{message.tempView}} пользователь Объявление просматривает {{message.tempView}} пользователя Объявление просматривает {{message.tempView}} пользователей
- {{message.date_view}}
- {{message.city_view.name}} {{message.city_view.name}}
Плата управления полуавтоматом, универсальная. ПДГ-215, ПДГ-216
850 грн.
Реклама на Бесплатке
Найдите аудиторию для своего бизнеса всего за 400 гривен Найти сейчас
850PS Машина для обертывания в стрейч-пленку | Handle It, Inc.
Упаковочная машина Handle It 850PS
850PS каретка для предварительного натяжения, вид сбоку в открытом состоянии
Handle It 850PS, обмотчик поддонов
850PS, каретка для предварительного натяжения
850 Power Prestretch Board
3
3
3
3
3
3
3
3
3 вид сзади каретки
Упаковщик поддонов с поворотным столом Handle It® модели 850PS предлагает первоклассные функции и возможности по отличной цене. Он идеально подходит для тех, кто ищет эффективную машину для упаковки в термоусадочную пленку с поворотным столом, способную обрабатывать большие объемы поддонов в день.
Он идеально подходит для тех, кто ищет эффективную машину для упаковки в термоусадочную пленку с поворотным столом, способную обрабатывать большие объемы поддонов в день.
Стандартные функции машины 850PS включают предварительное растяжение с мощностью 250 %, максимальную высоту обмотки 86 дюймов, удобную панель управления, электронное натяжение пленки и многие другие элементы, продуманно разработанные для того, чтобы сделать эту полуавтоматическую обмоточную машину незаменимой в любое предприятие, стремящееся улучшить и оптимизировать свои упаковочные операции.
Каретка для предварительного растягивания пленки Powered Film 250% для экономии пленки
Простое управление с 18 пользовательскими циклами обмотки
Реечный привод каретки для дополнительной надежности
Рекомендуемая производителем розничная цена: 9 300 долл. США
США
Производительность и технические характеристики.
- 100 максимальных средних загрузок в день
- 93″ максимальный размер загрузки по диагонали
- 86″ максимальная высота захвата груза -98″ доступная высота в расширенном состоянии.
- Максимальная грузоподъемность 4400 фунтов
- 250% мощность каретки для предварительной растяжки для повышения эффективности (используется на 60% меньше пленки, чем на машинах без технологии Power Stretch)
- Скорость поворотного стола 3–13 об/мин
- 59″ размер поворотного стола
- Приводной двигатель поворотного стола HP TEFC 3/4
- Стандартная вилка 110 В
- Размер машины 93″Д x 59″ Ш x 88″ В
18 программ стрейч-пленки. Легко контролируйте скорость, натяжение пленки и количество обмоток. Диагностика кодов ошибок делает поиск и устранение неисправностей быстрым и простым. Он имеет все функции, необходимые для улучшения процесса упаковки.
Он имеет все функции, необходимые для улучшения процесса упаковки.
Каретка для предварительного натяжения с электроприводом растягивает пленку на 250 % и может снизить затраты на пленку до 60 %. Фотодатчик обнаруживает поддон и позволяет ему автоматически оборачиваться после того, как оператор прикрепит пленку.
Двигатели переменного тока и частотные преобразователи известной марки делают 850PS высококачественной машиной, которая улучшит процесс упаковки поддонов.
Принадлежности
ДОСТУПНЫЕ ОПЦИИ:
- Встроенные весы для взвешивания грузов на поддонах (SWS-0850-ASM)
- Погрузочная рампа для ручных домкратов для поддонов (SWM-SA-STDRMP) задняя часть (SWM-EXD)
- Увеличенная максимальная высота обмотки 98″ (XHT)
Погрузочная рампа для ручных домкратов, (длина 56″):
Погрузочная рампа для электрических подъемников. Требует расширения рампы и палубы. (89″ total):
Specifications
- Turntable speed 3-13 RPM
- 59″ Turntable size
- 3/4 HP TEFC Turntable Drive Motor
- 110v standard plug
- Machine size 93″L x 59″ Ш x 88″ В
| Номер модели | SWM-SA-850PS | |
|---|---|---|
| Load Capacity | 4400 lbs | |
| Loads per day | 100 | |
| Powered Pre-Stretch | 250% | |
| Wrap Height | 86″ | |
| Turntable Speed | 3-13rppm | |
| Диаметр поворота | 59 “ | |
| MAX MAX размер поддона | 93″ Диаг. 0149 0149 | 3” |
| Power Supply | 110v , 10 amp | |
| Total Machine Footprint | 93″ long x 60″ wide | |
| Machine Weight | 600 lbs | |
| Программируемые режимы | 18 | |
| Тип пленки | 20-дюймовая машинная пленка с 3-дюймовым сердечником, толщина 80+ |
Европейское качество 90 90463
Гарантия/видео
33
- 3 года гарантии на детали
Shanklin S-24B / S-24BL Полуавтоматический L-Sealer
Краткий обзор
- До 30 упаковок в минуту
- Мощная головка для размотки пленки и инвертирования пленки
- Лучшее запечатывание и меньше повторных витков
Купите термоусадочную пленку у нас и получите скидку на термоусадочное оборудование Shanklin!
Нажмите, чтобы увеличить
Высокопроизводительная полуавтоматическая термоусадочная система с разматывающей и переворачивающей головкой Power Film
L-Frame Sealer S24B/S24BL представляет собой высокопроизводительную полуавтоматическую упаковочную машину.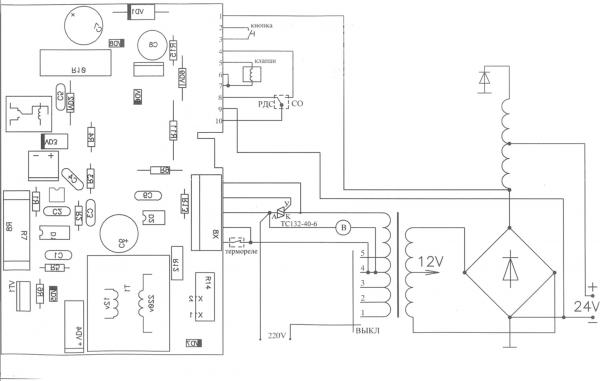 Особенности машины включают 3-точечную подвеску запаивающего рычага с воздушно-магнитной защелкой, надежную защиту рычага, точно контролируемый цикл термосваривания и разгрузочный конвейер, управляемый по таймеру.
Особенности машины включают 3-точечную подвеску запаивающего рычага с воздушно-магнитной защелкой, надежную защиту рычага, точно контролируемый цикл термосваривания и разгрузочный конвейер, управляемый по таймеру.
Электрические реле смонтированы на сертифицированной UL панели, расположенной за легкодоступной панелью управления, которая обеспечивает точный нагрев для надежной герметизации. Для удобства оператора установка оснащена телескопическими ножками.
Более высокие производственные скорости достигаются с помощью модели S24B/S24BL, поскольку она включает в себя силовую размотку пленки и переворачивающую головку пленки, которые обычно используются в полностью автоматических L-Sealer. Силовая размотка пленки позволяет свободно подавать пленку, повышая эффективность работы оператора. Кроме того, достигается более качественная герметизация и меньше повторных витков, поскольку пленка в зоне герметизации всегда рыхлая.
Характеристики S-24B и S-24BL
- 15″ Ш x 33″ Д (доступны 20″ Ш и 40″ Д)
- Пленка шириной 27″
- От 20 до 30 упаковок в минуту
- Автоматический цикл сварки
- Силовая размотка пленки
- Переворачивающая головка для легкой загрузки пленки
- Поток продукта слева направо или справа налево
- Легкодоступные электрические элементы управления
- Автоматическая выгрузка упаковки
- Перфоратор с кистью
- One piece hot knife seal system
Mechanical Adjustments
- Discharge conveyor height
- Packing table and inverting head depth
- Package guide position
- Film roll guides
- Machine height
Electrical Controls
- Seal and выключатели размыкания
- Таймер задержки
- Таймер конвейера
- Реверсивный переключатель размотки
Пневматическое управление
- Клапаны управления потоком на уплотнительном рукаве
- Воздушный фильтр
- Регулятор
- Лубрикатор
- Манометр
Элементы безопасности
Преимущества- Автоматический датчик силы и выключатели на предохранительной губке при обнаружении предварительного закрытия, если сопротивление оказывается избыточным запирание.

Особенности машины включают 3-точечную подвеску запаивающего рычага с воздушно-магнитной защелкой, надежную защиту рычага, точно контролируемый цикл термосваривания и разгрузочный конвейер, управляемый по таймеру.
 eyJwcm9kdWN0SWQiOjQ5NjYwNCwiY2F0ZWdvcnlJZCI6MTQ0MDAxMDUsImNvbXBhbnlJZCI6OTQ4MDMsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjY2NTIyNjEzLjc0MjEwMzgsInBhZ2VJZCI6ImExMWI3Y2E4LTI2MjQtNDFmMS05N2NlLTdlN2E1MDQ1YmFlNSIsInBvdyI6InYyIn0.Dp6hjqWK_BzNGaXB_YRsFmN5N3CQ6jmUc3zfWA_XrqE” data-advtracking-product-id=”496604″ data-tg-chain=”{"view_type": "preview"}”>
eyJwcm9kdWN0SWQiOjQ5NjYwNCwiY2F0ZWdvcnlJZCI6MTQ0MDAxMDUsImNvbXBhbnlJZCI6OTQ4MDMsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjY2NTIyNjEzLjc0MjEwMzgsInBhZ2VJZCI6ImExMWI3Y2E4LTI2MjQtNDFmMS05N2NlLTdlN2E1MDQ1YmFlNSIsInBvdyI6InYyIn0.Dp6hjqWK_BzNGaXB_YRsFmN5N3CQ6jmUc3zfWA_XrqE” data-advtracking-product-id=”496604″ data-tg-chain=”{"view_type": "preview"}”> eyJwcm9kdWN0SWQiOjU2MjE2MCwiY2F0ZWdvcnlJZCI6MTQyNzE2LCJjb21wYW55SWQiOjk0ODAzLCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY2NjUyMjYxMy43NDMzNDc0LCJwYWdlSWQiOiI5M2EzN2ZlMS1jZTI1LTRlM2EtOWRiOC05MTlkODBmZjYzNmUiLCJwb3ciOiJ2MiJ9.LTBjMsJZOWuMtnt0B5YXS_qau9uJ0vjdwNy8HKAZtsw” data-advtracking-product-id=”562160″ data-tg-chain=”{"view_type": "preview"}”>
eyJwcm9kdWN0SWQiOjU2MjE2MCwiY2F0ZWdvcnlJZCI6MTQyNzE2LCJjb21wYW55SWQiOjk0ODAzLCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY2NjUyMjYxMy43NDMzNDc0LCJwYWdlSWQiOiI5M2EzN2ZlMS1jZTI1LTRlM2EtOWRiOC05MTlkODBmZjYzNmUiLCJwb3ciOiJ2MiJ9.LTBjMsJZOWuMtnt0B5YXS_qau9uJ0vjdwNy8HKAZtsw” data-advtracking-product-id=”562160″ data-tg-chain=”{"view_type": "preview"}”>  eyJwcm9kdWN0SWQiOjY4MTg4NzQyLCJjYXRlZ29yeUlkIjoxNDI3MTYsImNvbXBhbnlJZCI6OTQ4MDMsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjY2NTIyNjEzLjc0NDYwOTQsInBhZ2VJZCI6ImQxNmUxYWFhLTk0M2EtNDMwZi1iZGIwLTk1NDY2Yzc1YWFlZiIsInBvdyI6InYyIn0.HB1wU6phwa6eHzx-tOZm9akFnygYfLJaRTOeFn0xjXk” data-advtracking-product-id=”68188742″ data-tg-chain=”{"view_type": "preview"}”>
eyJwcm9kdWN0SWQiOjY4MTg4NzQyLCJjYXRlZ29yeUlkIjoxNDI3MTYsImNvbXBhbnlJZCI6OTQ4MDMsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjY2NTIyNjEzLjc0NDYwOTQsInBhZ2VJZCI6ImQxNmUxYWFhLTk0M2EtNDMwZi1iZGIwLTk1NDY2Yzc1YWFlZiIsInBvdyI6InYyIn0.HB1wU6phwa6eHzx-tOZm9akFnygYfLJaRTOeFn0xjXk” data-advtracking-product-id=”68188742″ data-tg-chain=”{"view_type": "preview"}”> eyJwcm9kdWN0SWQiOjQ5NjU2OCwiY2F0ZWdvcnlJZCI6MTQyNzE2LCJjb21wYW55SWQiOjk0ODAzLCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY2NjUyMjYxMy43NDYwMzUzLCJwYWdlSWQiOiI2MTVhMjY4Ni02ODYzLTQ2ZjgtOGNjMy04NDk1MjA2YTVlMTEiLCJwb3ciOiJ2MiJ9.SWzRrCcCIr99htf-l2CrFe2gHUeG_4btUK-k5K5JIlg” data-advtracking-product-id=”496568″ data-tg-chain=”{"view_type": "preview"}”>
eyJwcm9kdWN0SWQiOjQ5NjU2OCwiY2F0ZWdvcnlJZCI6MTQyNzE2LCJjb21wYW55SWQiOjk0ODAzLCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY2NjUyMjYxMy43NDYwMzUzLCJwYWdlSWQiOiI2MTVhMjY4Ni02ODYzLTQ2ZjgtOGNjMy04NDk1MjA2YTVlMTEiLCJwb3ciOiJ2MiJ9.SWzRrCcCIr99htf-l2CrFe2gHUeG_4btUK-k5K5JIlg” data-advtracking-product-id=”496568″ data-tg-chain=”{"view_type": "preview"}”> ПДГ-215, ПДГ-216: 850 грн.
ПДГ-215, ПДГ-216: 850 грн.
 ПДГ-215, ПДГ-216
ПДГ-215, ПДГ-216

 0180
0180
 Впускной клапан для воды
Впускной клапан для воды
 Он управляет панелью управления и циклами стирки, а также запускает различные электронные компоненты, которые необходимы для того, чтобы ваша стиральная машина выполняла свою работу. PCB также отвечает за уровень воды, дозировку моющего средства и другие функции, которыми может обладать стиральная машина.
Он управляет панелью управления и циклами стирки, а также запускает различные электронные компоненты, которые необходимы для того, чтобы ваша стиральная машина выполняла свою работу. PCB также отвечает за уровень воды, дозировку моющего средства и другие функции, которыми может обладать стиральная машина. Если вы начинаете слышать громкий стук, вода не сливается должным образом или вода вытекает на пол, у вас могут быть проблемы. Узнайте, что делать, если ваша стиральная машина трясется или качается. Кроме того, если вы начинаете видеть коды ошибок, сталкиваетесь с чрезмерно влажными или сухими нагрузками, это также может быть признаком того, что вашей машине может потребоваться ремонт.
Если вы начинаете слышать громкий стук, вода не сливается должным образом или вода вытекает на пол, у вас могут быть проблемы. Узнайте, что делать, если ваша стиральная машина трясется или качается. Кроме того, если вы начинаете видеть коды ошибок, сталкиваетесь с чрезмерно влажными или сухими нагрузками, это также может быть признаком того, что вашей машине может потребоваться ремонт.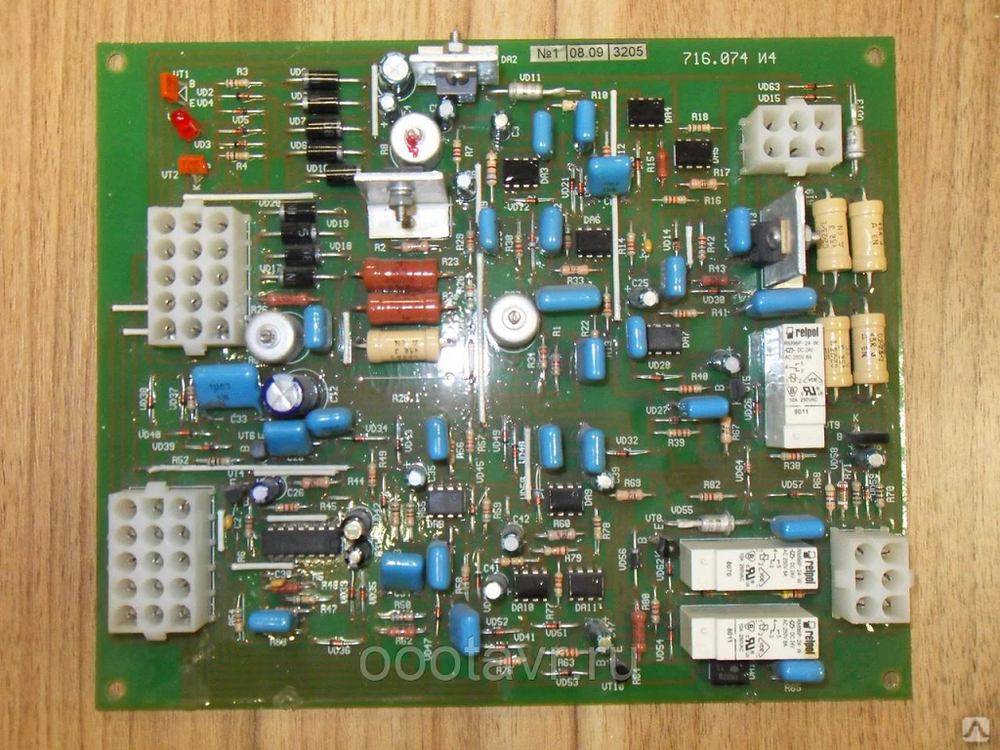
 Узнайте больше о том, как починить стиральную машину. Владельцы Whirlpool могут запланировать визит в сервисный центр для ремонта техники.
Узнайте больше о том, как починить стиральную машину. Владельцы Whirlpool могут запланировать визит в сервисный центр для ремонта техники. Top Load Washers”>
Top Load Washers”>