
Расчет трансформатора для сварочного полуавтомата, сварочного аппарата.
В этой статье попытаюсь вам рассказать, как рассчитать трансформатор для сварочного аппарата.
На самом деле ни чего сложного здесь нет. Этот расчет относится как к простым (П и Ш образным) так и к тороидальным трансформаторам.
Для начала определим габаритную мощность будущего сварочного трансформатора:
Где: Sc - площадь сечения сердечника см.кв. So - площадь сечения окна см.кв. f - рабочая частота трансформатора Гц. (50). J - плотность тока в проводе обмоток A/кв.мм (1.7..5). ɳ - КПД трансформатора (0,95). B - магнитная индукция (1..1,7). Km - коэффициент заполнения окна сердечника медью (0,25..0,4). Kc - коэффициент заполнения сечения сердечника сталью (0,96).
Подставляя нужные значения упрощаем формулу, она будет иметь вид:
P габаритн = 1.9*Sc*So для торов (ОЛ).
P габаритн = 1. 7*Sc*So для ПЛ,ШЛ.
7*Sc*So для ПЛ,ШЛ.
Например у нас ОЛ сердечник (тор).
Площадь сердечника Sс = 45 см.кв.
Площадь окна сердечника So = 80 см.кв.
Формула для тора (ОЛ):
P габаритн = 1.9*Sc*So
Где: P габаритн - габаритная мощность трансформатора в ваттах. Sc - площадь сердечника трансформатора в см.кв. So - площадь окна сердечника в см.кв.
P = 1.9*45*80 = 6840 ватт.
Далее нужно рассчитать количество витков для первичной и вторичной обмотки. Для этого сначала рассчитаем необходимое количество витков на 1 вольт.
Для этого используем формулу:
K = 50/S
Где: K - количество витков на вольт. S - площадь сердечника в см.кв. Вместо 50 в формулу подставляем нужный коэффициент: для ОЛ (тор) = 35, для ПЛ,ШЛ = 40, для П и Ш = 50.
Так как у нас ОЛ сердечник (тор), примем коэффициент равный 35.
К = 35/45 = 0.77 витка на 1 вольт.
Далее рассчитываем сколько нужно витков для первичной и вторичной обмоток.
Здесь у нас два пути расчета:
- если нам нужен трансформатор с единой первичной обмоткой, то есть мы не собираемся регулировать ток по первичной обмотке ступенями.
- если мы собираемся регулировать ток по первичной обмотке и нам нужно рассчитать ступени регулирования.
Регулировка ступенями по вторичной обмотке трансформатора экономически не выгодна, требует дорогостоящих коммутирующих элементов, также требует увеличение длины провода вторичной обмотки, тем самым утяжеляя конструкцию и поэтому здесь не рассматривается.
1. Рассчитаем количество витков для первичной и вторичной обмотки в варианте без регулирования по первичной обмотке ступенями.
Рассчитаем количество витков первичной обмотки по формуле:
W1 = U1*K
Где: W1 - количество витков первичной обмотки.U1 - напряжение первичной обмотки в вольтах. K - количество витков на вольт.

W1 = 220*0.77 = 170 витков.
Далее..
Примем максимальное напряжение вторичной обмотки равным U2 = 35 вольт
Рассчитаем количество витков вторичной обмотки по формуле:
W2 = U2*K
Где: W2 - количество витков вторичной обмотки. U2 - напряжение вторичной обмотки в вольтах. K - количество витков на вольт.
W2=35*0.77=27 витков
Далее рассчитываем площадь сечения провода первичной и вторичной обмоток. Для этого нам нужно знать, какой максимальный ток течет в данной обмотке.
Для этого мы воспользуемся формулой:
Для первичной обмотки.
I первич_max = P габаритн/U первич
Где: I первич_max - максимальный ток первичной обмотки. P габаритн - габаритная мощность трансформатора. U первич - напряжение сети.
I первич_max = 6840/220 = 31 А
Для вторичной обмотки:
Сразу хочу сказать, что я не теоретик, но попытаюсь объяснить формирование величины сварочного тока в трансформаторе, как понимаю это я.
Напряжение дуги для сварки проволокой в среде углекислого газа равно:
Uд = 14+0.05*Iсв
Где: Uд - напряжение дуги. Iсв - ток сварки.
Выводим формулу тока вторички при конкретном напряжении дуги:
Iсв = (Uд – 14)/0.05
Далее рассчитаем для полуавтомата.
1. Принимаем напряжение дуги 25 вольт, получаем требуемую мощность трансформатора:
Iвторич = (25-14)/0.05 = 220 ампер
220*25 = 5500 вт.… Но у нас габаритная мощность трансформатора больше.
Считаем дальше..
2. Принимаем напряжение дуги равным 26 вольт, получаем требуемую мощность трансформатора:
Iвторич = (26-14)/0.05 = 240 ампер
240*26 = 6240 вт… Почти рядом.
Считаем дальше..
3. Принимаем напряжение дуги равным 27 вольт, получаем требуемую мощность трансформатора:
Iвторич = (27-14)/0.05 = 260 ампер.
260*27 = 7020вт. .. Требуемая габаритная мощность выше чем имеющаяся, это говорит о том, что при данном напряжении дуги не будет тока 260 ампер, так как не хватает габаритной мощности трансформатора.
.. Требуемая габаритная мощность выше чем имеющаяся, это говорит о том, что при данном напряжении дуги не будет тока 260 ампер, так как не хватает габаритной мощности трансформатора.
Из выше перечислительных расчетов, можно сделать вывод, что при напряжении дуги в 26 вольт обеспечивается максимальный ток в 240 ампер при данной габаритной мощности трансформатора и именно этот ток вторички мы примем за максимальный:
Iвторич max = 240 ампер.
Для расчета максимального сварочного тока для сварки электродом, рассчитываем так же, только по другой формуле..
Uд = 20+0.04*Iсв
Где: Uд - напряжение дуги. Iсв - ток сварки.
Выводим формулу тока вторички при конкретном напряжении дуги:
Iсв = (Uд – 20)/0.04 (считать не будем, я думаю понятно).
Далее…
Из справочных материалов нам известно, что плотность тока в меди равна 5 ампер на мм.кв, в алюминии 2 ампера на мм.![]() кв.
кв.
Исходя из этих данных можно рассчитать площадь сечения обмоток трансформатора.
Сечения проводов для продолжительной работы трансформатора ПН = 80% и выше:
Для меди:
S первич медь = 31/5 = 6.2 мм.кв
S вторичн медь = 250/5 = 50 мм.кв.
Для алюминия:
S первич алюмин = 31/2 = 16 мм.кв.
S вторичн алюмин = 250/2 = 125 мм.кв.
Итак мы имеем трансформатор с габаритной мощностью 6840 ватт. Сетевое напряжение 220 вольт. Напряжение вторичной обмотки 35 вольт.
Первичная обмотка содержит 170 витков провода площадью 6.2 мм.кв из меди или 16 мм.кв. из алюминия.
Вторичная обмотка содержит 27 витков провода площадью 50 мм.кв. из меди или 125 мм.кв. из алюминия.
Для ПН = 40% сечения первички и вторички можно уменьшить в 2 раза.
Для ПН = 20% сечения первички и вторички можно уменьшить в 3 раза.
Например ПН = 20% – это значит, что если взять за 100% 1 час работы трансформатора под нагрузкой, то 12 минут варим 48 минут отдыхаем, иначе трансформатор перегреется и перегорит (этот режим больше всего годится для не больших домашних дел). Я думаю тут понятно.
Я думаю тут понятно.
ПН – продолжительность нагрузки.
ПВ – продолжительность включения.
ПР – продолжительность работы.
Все эти термины одно и тоже, измеряются в процентах.
2. Рассчитаем количество витков для первичной и вторичной обмотки в варианте с регулированием ступенями по первичной обмотке.
Например, нам нужен трансформатор с регулированием сварочного тока 16 ступенями например используемого в этой схеме сварочного полуавтомата.
Выбираем номинальное напряжение вторичной обмотки.
Uномин = Uмакс – Uмакс*10/100
Где: Uномин - напряжение номинальной обмотки (на это напряжение будем рассчитывать вторичку). Uмакс - максимальное напряжение вторички для конкретного типа расчета.
Рассчитываем, Uмакс = 35 вольт
Uномин = 35 – 35*10/100 = 32 вольт.
Рассчитаем количество витков для вторичной обмотки номинальным напряжением 32 вольт, тип сердечника ОЛ (тор).
K = 35/S
К = 35/45 = 0.77 витка на 1 вольт.
W2 =U2*K = 32*0.77 = 25 витков
Теперь рассчитаем ступени первичной обмотки.
W1_ст = (220*W2)/Uст2
<strong>Где: Uст2 - нужное выходное напряжение на вторичной обмотке. W2 - количество витков вторички. W1_ст - количество витков первичной обмотки.</strong>
Как мы рассчитали ранее количество витков обмотки W2 = 25 витков.
Рассчитаем количество витков первички для напряжения на вторичке равное 35 вольт. W1_ст1 = (220*25)/35 = 157 витков.. Форсированный режим Далее рассчитываем на 34 вольт (шаг 1 вольт на вторичке) W1_ст2 = (220*25)/34 = 161 виток.. Форсированный режим Далее рассчитываем на 33 вольт W1_ст3 = (220*25)/33 = 166 витков.. Форсированный режим Далее рассчитываем на 32 вольт W1_ст4 = (220*25)/32 = 172 витка.. Номинальная обмотка Далее рассчитываем на 31 вольт W1_ст5 = (220*25)/31 = 177 витков.. Пассивный режим Далее рассчитываем на 30 вольт .. W1_ст6 = (220*25)/30 = 183 витка.. Пассивный режим Далее рассчитываем на 29 вольт W1_ст7 = (220*25)/29 = 190 витков.. Пассивный режим Далее рассчитываем на 28 вольт W1_ст8 = (220*25)/28 = 196 витков.. Пассивный режим Далее рассчитываем на 27 вольт W1_ст9 = (220*25)/27 = 204 витка.. Пассивный режим Далее рассчитываем на 26 вольт W1_ст10 = (220*25)/26 = 211 витков.. Пассивный режим Далее рассчитываем на 25 вольт W1_ст11 = (220*25)/25 = 220 витков.. Пассивный режим Далее рассчитываем на 24 вольт W1_ст12 = (220*25)/24 = 229 витков.. Пассивный режим Далее рассчитываем на 23 вольт W1_ст13 = (220*25)/23 = 239 витков.. Пассивный режим Далее рассчитываем на 22 вольт W1_ст14 = (220*25)/22 = 250 витков.. Пассивный режим Далее рассчитываем на 21 вольт W1_ст15 = (220*25)/21 = 261 виток.. Пассивный режим И последняя ступень на 20 вольт W1_ст16 = (220*25)/20 = 275 витков.. Пассивный режим
Мотаем первичную обмотку трансформатора до 157 витка, делаем отвод, он будет соответствовать 35 вольтам на вторичке.![]()
Далее мотаем 4 витка до 161 витка и делаем отвод, он будет соответствовать напряжению на вторичке 34 вольт.
Далее мотаем 5 витков и делаем отвод на 166 витке, он будет соответствовать напряжению на вторичке 33 вольт и т.д. согласно выше приведенному расчету.
Заканчиваем намотку первичной обмотки на 275 витке, он будет соответствовать напряжению на вторичке 20 вольт.
В итоге у нас получился трансформатор габаритной мощностью в 6840 ватт, первичной обмоткой с 16 ступенями регулирования.
Сечение обмоток такие же, как в первом варианте расчета.
На данном этапе мы заканчиваем расчет трансформатора.
Как сделать трансформатор смотрите здесь Делаем тороидальный сварочный трансформатор
Таким образом было рассчитано много трансформаторов и они прекрасно работают в сварочных полуавтоматах и сварочных аппаратах.
Не нужно бояться форсированного режима работы трансформатора (это такой режим, когда к обмотке трансформатора рассчитанного например на 190 вольт приложено напряжение 220 вольт), трансформатор прекрасно работает в таком режиме.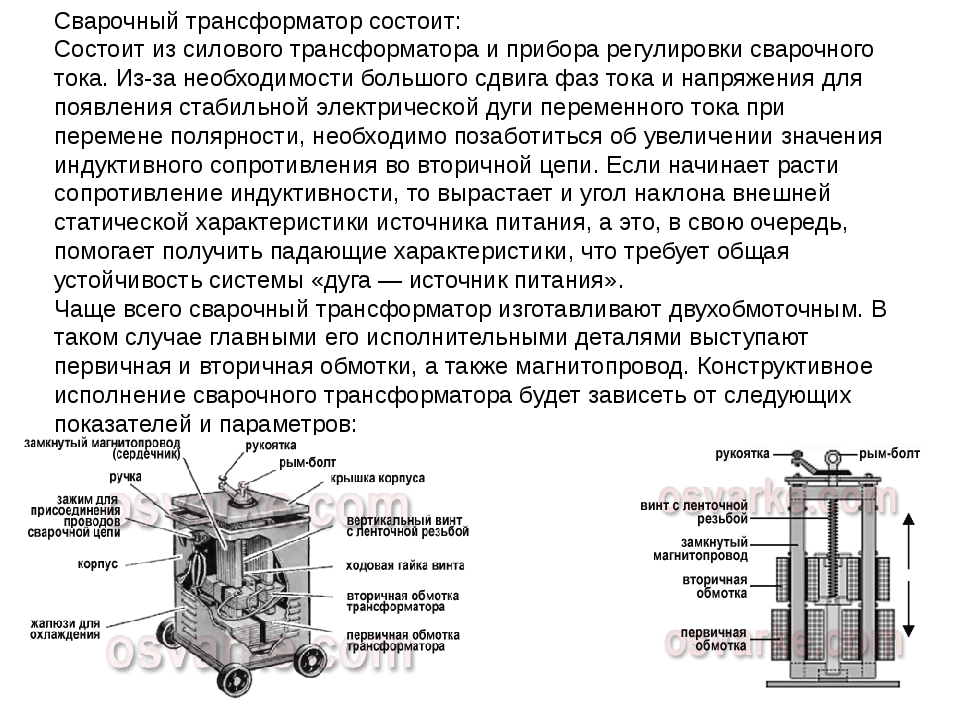 Имея маломощный трансформатор, можно вытянуть из него все возможности используя форсированный режим для комфортного процесса сварки с помощью сварочного полуавтомата.
Имея маломощный трансформатор, можно вытянуть из него все возможности используя форсированный режим для комфортного процесса сварки с помощью сварочного полуавтомата.
Ссылка для статьи на сайте Расчет трансформатора для сварочного полуавтомата, сварочного аппарата.
Ответ на комментарий.
Как наматывать на П-образный сердечник:
Первичная обмотка.
Вариант 1. Мотаем две одинаковые обмотки (клоны) в одну сторону и соединяем их начала. Концы этих обмоток используем для подключения к сети 220 вольт.
Вариант 2. Мотаем две одинаковые обмотки (клоны) в одну сторону, делаем отводы. Замыкая эти отводы, регулируем сварочный ток. Начало этих обмоток используем для подключения к сети 220 вольт.
Вторичная обмотка.
Мотаем две одинаковые обмотки в одну сторону и соединяем их концы. Начала этих обмоток используем для сварки.
Расчет площади сердечника и площади окна сердечника Sc и So.
По этим формулам, можно рассчитать требуемые величины.
Если возникнут вопросы, задавайте их в комментариях.
Автор замысловатых расчетов: Admin Svapka.Ru
Расчет тороидального трансформатора для сварочного полуавтомата
Подбор правильных параметров техники при сварке является очень важным делом. Расчет трансформатора для сварочного полуавтомата имеет ярко выраженную специфику. Здесь могут использоваться как типовые схемы, так и другие варианты, которые подходят по параметрам. Для промышленных трансформаторов можно применять стандартные методики расчета, так как серийно выпускающиеся модели имеют одинаковые параметры, такие как напряжение сварочного трансформатора, тогда как для самодельных изделий такие методы не будут являться действительными. Это касается не только параметров изделия, но и материалов, которые применяются при создании трансформатора. Во втором случае получается намного больше погрешностей, что также следует учитывать. Стандартные методы расчета основаны на методике, которая может определить самое оптимальное значение геометрических и обмоточных параметров трансформатора. Но у данных методик имеются свои недостатки, так как если имеется какой-либо выход за стандартные параметры, то все расчеты могут оказаться недействительными из-за особенностей конструкции и используемых материалов. С учетом современного разнообразия техники, которую можно встретить на рынке для промышленного и частного использования, расчет сварочного трансформатора может оказаться весьма затруднительным.
Во втором случае получается намного больше погрешностей, что также следует учитывать. Стандартные методы расчета основаны на методике, которая может определить самое оптимальное значение геометрических и обмоточных параметров трансформатора. Но у данных методик имеются свои недостатки, так как если имеется какой-либо выход за стандартные параметры, то все расчеты могут оказаться недействительными из-за особенностей конструкции и используемых материалов. С учетом современного разнообразия техники, которую можно встретить на рынке для промышленного и частного использования, расчет сварочного трансформатора может оказаться весьма затруднительным.
Трансформатор для сварочного полуавтомата
Ведь не зря, одним из первых дел при расчете является определение количества и вид используемого железа. Таким образом, нужно определить значение наружного и внутреннего диаметра сердечника. Как правило, минимальное значение внутреннего диаметра составляет от 12 см. В некоторых случаях это значение может быть меньше, если обмотка выйдет очень плотной. Проблема здесь может возникнуть при размещении вторичной обмотки, так как в ином случае она может и не поместиться, если диаметр будет меньше предложенного значения. Минимальные рекомендуемые значения имеются и при выборе площади сердечника.
Проблема здесь может возникнуть при размещении вторичной обмотки, так как в ином случае она может и не поместиться, если диаметр будет меньше предложенного значения. Минимальные рекомендуемые значения имеются и при выборе площади сердечника.
Сварочный трансформатор для сварки полуавтоматом
Стоит отметить, что подавляющее большинство бытовых сварочных аппаратов, куда можно отнести и некоторые модели полуавтоматов, имеют достаточно простую структуру. Они состоят в большинстве случаев из источников переменного тока, что делает их боле дешевыми. Также становится легче ремонт и обслуживание сварочных трансформаторов, если с ними что-то случится. Сама система полуавтомата практически не влияет на принцип действия трансформатора, так как относится к удобству подачи электрода или проволоки. В самых простых моделях используется однофазный трансформатор, который разработан специально для сварки.
На чем базируется расчет сварочного трансформатора
Основными положениями, на которых состоит расчет трансформатора для сварочного полуавтомата сварочного аппарата, являются те, на которых основан принцип его действия. Главным элементом системы является понижающий трансформатор. Этот элемент позволяет изменить стандартное сетевое напряжение 220 В, на пониженное, которое требует холостой ход сварочного трансформатора – 60 В. Ток может регулироваться исходя из вольтамперных характеристик самой системы. Средние характеристики тока для электрода в 3 мм составляет 120 А. Именно в этом случае и оказывается важным расчет сварочного аппарата, ведь когда стержень начинает плавиться при определенном значении силы тока, то он еще и нагревает проволоку обмотки и сердечник трансформатора при определенных значениях. Таким образом, для вычисления оптимальной мощности трансформатора следует узнать рабочее значение, которое можно определить по рабочей силе тока. Для этого применяют формулу U2 = 20+0,04*I2. Здесь:
Главным элементом системы является понижающий трансформатор. Этот элемент позволяет изменить стандартное сетевое напряжение 220 В, на пониженное, которое требует холостой ход сварочного трансформатора – 60 В. Ток может регулироваться исходя из вольтамперных характеристик самой системы. Средние характеристики тока для электрода в 3 мм составляет 120 А. Именно в этом случае и оказывается важным расчет сварочного аппарата, ведь когда стержень начинает плавиться при определенном значении силы тока, то он еще и нагревает проволоку обмотки и сердечник трансформатора при определенных значениях. Таким образом, для вычисления оптимальной мощности трансформатора следует узнать рабочее значение, которое можно определить по рабочей силе тока. Для этого применяют формулу U2 = 20+0,04*I2. Здесь:
- U2 – напряжение, которое имеется на вторичной обмотке;
- I2 – максимальный сварочный ток, который может выдать аппарат.
После этого можно перейти к сердечнику. Это центральная часть как простого сварочного аппарата, так и полуавтоматического. Состоит он из металлических пластин. Эти пластины в совокупности могут выдержать определенную нагрузку параметров тока. Данный параметр называется «габаритная мощность». Здесь имеется прямая зависимость от того, какие размеры занимает сердечник. Вычислить габаритную мощность можно зная такие параметры как напряжение холостого хода сварочного трансформатора. Рассчитать все это можно при помощи формулы Uхх = U2S. В данном случае S является площадью сечения вторичной обмотки. Чтобы узнать зависимость площади от диаметра используемого проводника, то следует использовать формулу S = πd2/4.
Это центральная часть как простого сварочного аппарата, так и полуавтоматического. Состоит он из металлических пластин. Эти пластины в совокупности могут выдержать определенную нагрузку параметров тока. Данный параметр называется «габаритная мощность». Здесь имеется прямая зависимость от того, какие размеры занимает сердечник. Вычислить габаритную мощность можно зная такие параметры как напряжение холостого хода сварочного трансформатора. Рассчитать все это можно при помощи формулы Uхх = U2S. В данном случае S является площадью сечения вторичной обмотки. Чтобы узнать зависимость площади от диаметра используемого проводника, то следует использовать формулу S = πd2/4.
Также можно просто воспользоваться уже имеющимися готовыми таблицами:
Допустимые нагрузки по току для медных проводов | |||||
Площадь сечения медной жилы, мм2 | Общий диаметр провода с обмоткой, мм | Максимальный ток, А | Площадь сечения медной жилы, мм2 | Общий диаметр провода с обмоткой,мм | Максимальный ток, А |
0. | 0.78 | 11 | 35 | 6,7 | 170 |
1,0 | 1,13 | 17 | 70 | 9.5 | 270 |
2,5 | 1,8 | 30 | 120 | 12,4 | 385 |
6.0 | 2,8 | 50 | 185 | 15,4 | 510 |
16 | 4,5 | 100 | 300 | 19,5 | 695 |
 5
5
Допустимые нагрузки по току для алюминиевых проводов | |||||
Площадь сечения алюминиевой жилы, мм2 | Общий диаметр провода с обмоткой, мм | Максимальный ток, А | Площадь сечения алюминиевой жилы, мм2 | Общий диаметр провода с обмоткой, мм | Максимальный ток, А |
2 | 1,6 | 21 | 35 | 6,7 | 130 |
3 | 1,95 | 27 | 70 | 9. | 210 |
5 | 2,52 | 36 | 120 | 12,4 | 295 |
8 | 3,19 | 46 | 185 | 15,4 | 390 |
 5
5Далее следует определение такого параметра ка габаритная мощность сердечника. Pгаб = UххI2cos*(φ)/η.Чтобы знать, как рассчитать сварочный трансформатор, требуется использовать ряд формул.Методика расчета с использованием формул
- Здесь φ– является углом смещения фаз между током и напряжением;
- η – коэффициентом полезного действия системы.
При этом следует найти допустимую мощность, с которой бы смог справиться аппарат во время длительной эксплуатации (значение ПР). Данный расчет происходит по следующей формуле Pдл = U2I2 (ПР/100)0.5 * 0.001. В общем, продолжительность беспрерывной эксплуатации и сила тока не связаны между собой. Большее значение на данный параметр оказывает продолжительность дугового режима. Силу одного витка, которая исчисляется в вольтах, можно определить по формуле E=Pдл0.095+0.55.
Большее значение на данный параметр оказывает продолжительность дугового режима. Силу одного витка, которая исчисляется в вольтах, можно определить по формуле E=Pдл0.095+0.55.
После этого можно рассчитать наиболее подходящее количество витков для одной обмотки, отдельно для обмоток. Для обоих случаев используются две формулы:
- Для первой обмотки N1= U1/E, здесь U1 – входящее напряжение сети;
- Для второй обмотки N2= U2/E. здесь U2 – входящее напряжение сети.
Исходя из этого, сила тока регулируется изменением расстояния между обмотками, так как с его увеличением теряется и мощность на выходе.
Расчет тороидального трансформатора
Тор является замкнутой поверхностью, в виде которой и выполнен трансформатор тороид. Преимуществом такой формы является высокий коэффициент полезного действия в нем имеется прокладка меж обмоточной изоляции, а меж слоевая отсутствует, так как это невозможно сделать из-за особенностей конструкции. Это делает сборку сердечника более сложной. Чтобы определить габаритную мощность, следует узнать площадь сечения и площадь окна.
Это делает сборку сердечника более сложной. Чтобы определить габаритную мощность, следует узнать площадь сечения и площадь окна.
Самодельный тороидальный сварочный трансформатор
Площадь окна определяется по формуле Sокна = 3.14*(d2/4). Здесь d является внутренним диаметром тора.
Площадь сечения определяется по формуле Sсеч=h*((D-d)/2). Здесь D является внешним диаметром тора.
Для расчета габаритной мощности применяется самый простой способ умножения полученных результатов, используя формулу Pгаб[Вт] = Sокна[кв.см] * Sсеч[кв.см]. Это предоставляет самые основные параметры расчета, на которых будут основывать все дальнейшие действия. Таким образом, это лишь начало, так как дальше придется использовать дополнительные значения. В дальнейшем, при вычислениях можно ориентироваться на таблицу.
Pгаб | ω1 | ω2 | ∆ (А/мм2) | Η-10 |
менее 10 | 41 | 38 | 4. | 8 |
10…30 | 36 | 32 | 4 | 9 |
30…50 | 33.3 | 29 | 3.5 | 9,2 |
50…120 | 32 | 28 | 3 | 9,5 |
 5
5Как проверить сварочный трансформатор за 10 шагов
Проблемы с работой сварочного аппарата часто связаны со сварочным трансформатором. Вы можете выяснить, является ли трансформатор источником проблемы, выполнив серию быстрых тестов на трансформаторе. P вам не придется платить кому-то еще за диагностику проблем с вашим сварочным аппаратом.
Как проверить сварочный трансформатор? Проверка сварочного трансформатора состоит из 10 шагов. Вот они:
- Выполните визуальный осмотр
- Выясните схему подключения
- Получите мультиметр
- Убедитесь, что питание отключено
- Дважды проверьте питание
- Проверьте входное напряжение
- Проверка выходного напряжения
- Проверка целостности первичных обмоток
- Проверка целостности вторичных обмоток
- Устранение неполадок, связанных с производительностью сварочного аппарата
Вы сможете с легкостью выполнить эти 10 шагов по тестированию сварочного трансформатора, как только поймете, как выполнять каждый шаг. Ниже вы найдете подробное руководство по устранению неполадок со сварочными трансформаторами.
Ниже вы найдете подробное руководство по устранению неполадок со сварочными трансформаторами.
Содержание
1. Выполните визуальный осмотр трансформатора
Начните с получения руководства пользователя для вашего сварочного аппарата. Информация в этом документе может быть весьма подробной, в чем вы можете убедиться, если посмотрите руководство пользователя для одной конкретной модели сварочного аппарата MIG производства Hobart.
В глубине руководства по эксплуатации находится схема деталей в разрезе, показывающая многочисленные детали, включенные в сборку машины. Это поможет вам найти трансформатор для визуального осмотра. Он также покажет вам, где должны быть расположены различные части сварочного аппарата в случае, если вам нужно снять другие части, чтобы получить доступ к трансформатору.
Я настоятельно рекомендую делать хорошие фотографии, когда вы разбираете сварочный аппарат, чтобы получить доступ к трансформатору. Это поможет вам снова собрать сварочный аппарат. Фотографии также являются отличным способом показать что-то необычное производителю или ремонтнику без необходимости физически показывать им сварщика.
Это поможет вам снова собрать сварочный аппарат. Фотографии также являются отличным способом показать что-то необычное производителю или ремонтнику без необходимости физически показывать им сварщика.
Получив доступ к трансформатору, обратите внимание на следующие признаки возможной проблемы с трансформатором:
- Признаки перегрева: деформации или оплавление внешней части трансформатора или частей вокруг него
- Не утруждайте себя проверкой трансформатора при наличии явных признаков перегрева
- Ослабленные соединения: ослабленных соединений могут привести к тому, что ваш трансформатор выйдет из строя.
- Вздутие: трансформатор необходимо заменить, если выявляется, что какая-либо его часть выпирает, это еще один признак повреждения от перегрева
2. Разберитесь со схемой подключения сварщик требует, чтобы вы понимали, как был собран трансформатор.
 Схема подключения должна быть указана в руководстве по эксплуатации. Большинство руководств по эксплуатации сварочных аппаратов содержат сложную электрическую схему.
Схема подключения должна быть указана в руководстве по эксплуатации. Большинство руководств по эксплуатации сварочных аппаратов содержат сложную электрическую схему.В общем, трансформаторы, используемые в сварочных работах, имеют следующую конструктивную схему:
- Первичные ответвители и вторичные ответвители расположены во вторичных обмотках
- Вторичная обмотка подключена к розетке или выключателю тока
- Одна сторона вторичной обмотки соединена со сварочным стержнем, а другая – со сварными деталями
- Отводы первичной и вторичной обмотки служат для снижения напряжения в системе
- Переключатели ответвлений (входят не во все сварочные аппараты)
- Они позволяют сварщику регулировать напряжение поворотом крана
Как только вы получите общее представление о схеме подключения сварочного трансформатора, вы можно приступить к выполнению тестов, чтобы определить, как работает трансформатор, при этом используя недорогое оборудование.
3. Приобретите мультиметр
Первый шаг к проверке сварочного трансформатора — приобретение мультиметра, такого как цифровой мультиметр Etekcity. Недорогой мультиметр, такой как тот, который производит Etekcity, предоставит вам следующие возможности:
- Измерение переменного/постоянного напряжения от источника постоянного тока
- Сопротивление
- Диод
- Непрерывность цепи метр, указанный выше, может использовать только для измерения постоянного тока. Если вам нужно измерить эти параметры в системе с переменным током, вам понадобится мультиметр, такой как этот цифровой мультиметр Etekcity для переменного тока.
Цифровой мультиметр с клещами Meterek является более универсальным вариантом. Он может точно измерять как переменное, так и постоянное напряжение и ток. Он также включает в себя специальный режим для проверки непрерывности, среди других функций режима.
Проверка непрерывности является важным этапом процедуры проверки сварочных трансформаторов, о чем будет сказано далее в этой статье.

Связанное чтение: В чем разница между сваркой на переменном и постоянном токе >> Переменный и постоянный ток
4. Убедитесь, что питание отключено
Перед подключением мультиметра или выполнением любых испытаний убедитесь, что система отключается от всех источников питания. Для таких машин, как сварочные аппараты, требуются «понижающие» трансформаторы, поскольку они требуют преобразования более высокого напряжения, поступающего в систему, в более низкое напряжение.
Именно по этой причине те, кто пытается сделать свои собственные элементарные аппараты для дуговой сварки в домашних условиях, будут тянуть трансформаторы от микроволновок для своих сварщиков. Трансформаторы предъявляют высокие требования к безопасности. Работа с системой, которая не была полностью отключена от источника питания, сопряжена с высоким риском поражения электрическим током.
По этой причине перед испытанием необходимо снять трансформатор и прокачать конденсаторы.
 Термин «прокачка конденсаторов» просто относится к действию, позволяющему разрядить конденсаторы.
Термин «прокачка конденсаторов» просто относится к действию, позволяющему разрядить конденсаторы.Пока в трансформаторе есть стоковые резисторы, этот процесс не требует дальнейшего вмешательства перед переходом к следующему шагу.
Связанная статья: Средства индивидуальной защиты для сварщиков – СИЗ | Перечень и требования
Однако, если трансформатор не имеет стоковых резисторов, , может потребоваться короткое замыкание конденсаторов. По всей вероятности, трансформатор в вашем сварочном аппарате, вероятно, имеет резисторы стока, а это означает, что вы можете позволить резисторам самостоятельно отводить мощность от конденсаторов.
5. Двойная проверка, чтобы убедиться, что на трансформатор не подается питание
Рекомендуется дважды проверить, что на трансформатор не подается питание, с помощью мультиметра. Для начала убедитесь, что мультиметр или омметр установлен на самое низкое значение по шкале напряжения.
 Вы сделаете это, перемещая ручку, расположенную в центре мультиметра.
Вы сделаете это, перемещая ручку, расположенную в центре мультиметра.Если вы не знаете, что делать, рекомендуем вам прочитать руководство по эксплуатации вашего мультиметра или посмотреть это полезное видео.
Как пользоваться мультиметром для начинающих – как измерять напряжение, сопротивление, целостность цепи и силу тока >> Посмотрите видео ниже показание 0. Если на экране мультиметра отображается любое значение, отличное от 0, регулируйте центральную ручку в секции напряжения до тех пор, пока на экране дисплея не появится показание 0.
6. Проверьте входное напряжение трансформатора
Первый тест, который вам нужно выполнить, это проверить входное напряжение трансформатора. Сварочные трансформаторы имеют первичную и вторичную катушки, как описано в книге «Принципы и применение сварки» .
Понижающий трансформатор, используемый при сварке, имеет больше витков проволоки в первичной обмотке, чем во вторичной обмотке.

Это позволяет сварщику получать ток высокого напряжения с малой силой тока и преобразовывать его в ток низкого напряжения с большой силой тока для целей сварки.
Стороны входа и выхода трансформатора должны быть маркированы снаружи трансформатора. Если это не так, то вам необходимо свериться со схемой подключения, включенной в руководство пользователя сварочного аппарата.
Затем возьмите мультиметр и убедитесь, что он настроен на контрольное напряжение. Подсоедините по одному щупу мультиметра к каждой стороне клеммы входного напряжения и запишите значение напряжения, как показано на экране дисплея.
Убедитесь, что вы повторяете этот тест несколько раз, чтобы получить точные результаты. Странные показания могут быть результатом неправильного использования мультиметра.
После того, как вы определили, что у вас есть точные показания и стабильные результаты, вы можете сравнить показания напряжения с заявленным входным напряжением, указанным в разделе технических характеристик руководства пользователя.

Если входное напряжение не соответствует указанному входному напряжению, перейдите к проверке источника напряжения перед устранением неисправности трансформатора.
7. Проверьте выходное напряжение
Вам также необходимо проверить выходное напряжение трансформатора. Клеммы, на которые подается выходное напряжение, должны быть отмечены на трансформаторе.
Если вы не можете определить, на какую клемму подается выходное напряжение, посмотрите электрическую схему в руководстве пользователя сварочного аппарата.
По крайней мере, выходное напряжение должно быть меньше, чем входное напряжение понижающего трансформатора, типа трансформатора, обычно используемого при сварке. Если выходное напряжение больше или равно входному напряжению понижающего трансформатора, проблема может заключаться во вторичной обмотке.
Для измерения выходного напряжения сварочного трансформатора, убедитесь, что центральная ручка мультиметра настроена на считывание напряжения.
 Разместите по одному проводу на каждом конце выходной клеммы. Проверьте напряжение несколько раз, чтобы убедиться, что показания точны и непротиворечивы.
Разместите по одному проводу на каждом конце выходной клеммы. Проверьте напряжение несколько раз, чтобы убедиться, что показания точны и непротиворечивы.Показания выходного напряжения должны быть как минимум в пределах разумного диапазона значения, указанного в разделе технических характеристик руководства пользователя для вашего сварочного аппарата.
Более дешевые мультиметры не обязательно являются самыми точными, но они вполне подходят для этих целей и обязательно дадут вам знать, попадает ли полученное вами значение в ожидаемый диапазон.
Если вы получите неожиданное значение, вам необходимо устранить неполадки со сварочным трансформатором. Если входное напряжение в норме, но выходное напряжение слишком низкое или высокое, , то, скорее всего, проблема во вторичных обмотках, как упоминалось ранее.
Это может быть ремонт, который вы можете сделать самостоятельно. Вы можете подумать о поиске электрика или компании по ремонту сварочных аппаратов, которые могут починить вторичную обмотку по цене, которая ниже, чем стоимость полной замены трансформатора.

Прежде чем продолжить чтение, вот статья , которую мы написали: Если ваш сварщик продолжает отключать выключатель, прочтите это руководство
8. Выполните проверку целостности первичных обмоток
Начните с перемещения ручки на мультиметре, чтобы считать сопротивление. Ручку нужно будет переместить в секцию омметра вашего мультиметра, чтобы вы могли начать измерение сопротивления.
Для начала соедините отдельные выводы мультиметра вместе. Мультиметр должен показывать непрерывность.
Непрерывность обычно отображается на мультиметре звуковым сигналом непрерывности. Многие мультиметры не имеют специального режима непрерывности , в отличие от этого универсального мультиметра .
К счастью, вы все еще можете измерять непрерывность на мультиметрах без специального режима проверки целостности цепи. В таких системах показания сопротивления должны быть близки к нулю.
Снимите проводку со стороны входа трансформатора.
 Затем прикоснитесь положительным и отрицательным выводами мультиметра к противоположным входным клеммам.
Затем прикоснитесь положительным и отрицательным выводами мультиметра к противоположным входным клеммам. Значение сопротивления должно быть близко к 0 , что указывает на непрерывность. Если это не так, проверьте проводку несколько раз, чтобы убедиться, что проблема заключается в ложных показаниях мультиметра.
Если показания сопротивления по-прежнему выходят за пределы ожидаемого диапазона значений, вероятно, у вас неисправен трансформатор.
Эта проблема, скорее всего, указывает на необходимость полной замены трансформатора. По всей вероятности, не существует такого ремонта, который мог бы исправить сварочный трансформатор, который просто не работает вообще.
Как работают сварочные трансформаторы. Разборка и объяснение >> Посмотрите видео ниже
9.
 Проведите проверку целостности вторичных обмоток
Проведите проверку целостности вторичных обмотокВам также потребуется выполнить проверку целостности вторичных обмоток трансформатора. Отсоедините выходные провода от трансформатора. Убедитесь, что мультиметр настроен на считывание сопротивления.
Чтобы быть точным, сначала коснитесь 2 выводов мультиметра вместе, считывая сопротивление, чтобы убедиться, что мультиметр способен проверить непрерывность. Мультиметр издаст звуковой сигнал и/или покажет значение сопротивления, близкое к 0.
Затем подключите каждый провод к каждой выходной клемме. Мультиметр должен показывать непрерывность.
Если мультиметр не показывает целостность цепи, то следует проверить вторичную цепь на наличие короткого замыкания на массу, которое часто возникает из-за оголенного провода. В этом случае потребуется полная замена трансформатора.
10. Устранение неполадок, вызванных трансформатором
Проблемы с работой сварочного аппарата часто связаны с трансформатором.
 Операторы часто инстинктивно не думают, что это может быть причиной того, что их сварочный аппарат не работает должным образом.
Операторы часто инстинктивно не думают, что это может быть причиной того, что их сварочный аппарат не работает должным образом.В руководстве по эксплуатации этого трансформатора для дуговой сварки указано, что разомкнутая цепь трансформатора является одной из потенциальных причин того, что сварщик вообще не сможет выполнять сварку. Вы также можете заметить, что при первом запуске сварочный аппарат работает нормально, но вскоре после этого перестает работать.
Если ваш сварочный аппарат работает от постоянного тока, то такая нерегулярная работа сварочного аппарата может быть результатом плохих внутренних соединений.
Часть вашей процедуры поиска и устранения неисправностей должна включать выполнение серии тестов трансформатора, чтобы убедиться, что неисправный трансформатор не является причиной проблем с производительностью.
Зачем все еще использовать сварочные аппараты на основе трансформаторов?
Большие дебаты в области сварочных ям противопоставляют инверторных сварщиков трансформаторным сварщикам.
 На протяжении большей части истории промышленности трансформаторные сварочные аппараты были нормой. Однако в конце 19Инженеры-программисты 80-х годов начали разрабатывать сварочные аппараты на основе инверторов.
На протяжении большей части истории промышленности трансформаторные сварочные аппараты были нормой. Однако в конце 19Инженеры-программисты 80-х годов начали разрабатывать сварочные аппараты на основе инверторов.Сварочные инверторы используют технологию на основе кремния. Это компьютеризированные сварочные аппараты, которые могут легко регулировать силу тока без использования неуклюжих трансформаторов и выпрямителей, используемых в традиционных сварочных аппаратах.
Связанное чтение: Каковы преимущества инверторного сварочного аппарата?
Сварщики трансформаторов по-прежнему сохраняют свои достоинства. Во-первых, их намного легче ремонтировать. Подумайте, насколько проще ремонтировать старый автомобиль, чем ремонтировать современные автомобили с более сложными компьютерными системами.
По этой причине многим операторам удобнее использовать трансформаторные сварочные аппараты.
Сварочные аппараты-трансформеры также существуют гораздо дольше.
 Это означает, что на совершенствование характеристик трансформаторных сварочных аппаратов было потрачено больше времени, чем на инверторные сварочные аппараты. Справедливости ради следует отметить, что за последние годы инверторы немного отстали.
Это означает, что на совершенствование характеристик трансформаторных сварочных аппаратов было потрачено больше времени, чем на инверторные сварочные аппараты. Справедливости ради следует отметить, что за последние годы инверторы немного отстали.Сварочные аппараты с инвертором по-прежнему дороже, чем сварочные аппараты с трансформатором , хотя средняя стоимость инверторов с годами снизилась. Если вы в основном свариваете литейную сталь в своем домашнем цеху, то вы обнаружите, что трансформатор по-прежнему вполне соответствует вашим требованиям.
Сварочные аппараты-трансформеры — действительно лучший вариант для сварщика-сделай сам, если принять во внимание цену.
Инверторы также обходятся дороже в ремонте после истечения срока гарантии, говорится в этой статье, опубликованной в The Fabricator . Инверторы — это дорогостоящее оборудование, которое нужно ремонтировать, особенно если вы сталкиваетесь с постоянными проблемами с компьютерной системой.

Трансформаторы менее затратны в ремонте или замене, потому что вы можете получить запасные части из отходов.
Сколько Ом должен считывать трансформатор?
Показания вашего омметра не должны иметь существенных различий между результатом его проверки и сопротивлением, указанным в паспорте трансформатора.
Сопротивление переменному току удерживается в проводах, намотанных вокруг его сердечника. Вы измеряете это, касаясь омметром красного и черного контактов на противоположных концах проводки трансформатора.
Если есть существенная разница между техническими данными вашего трансформатора, вам следует рассмотреть возможность немедленной замены трансформатора.
Любое показание бесконечного сопротивления или OL может быть измерено как неисправность трансформатора и должно быть заменено.
Какая сторона трансформатора имеет более высокое сопротивление?
Какая сторона трансформатора имеет большее сопротивление? Входная сторона трансформатора (или первичная сторона) обычно имеет более высокое значение, поскольку в этой точке подключается основное электропитание.
 Выходная (или вторичная) сторона — это место, где электрический ток отправляется на нагрузку.
Выходная (или вторичная) сторона — это место, где электрический ток отправляется на нагрузку. Напряжение на первичной обмотке понижающего трансформатора всегда больше, чем на вторичной обмотке, поэтому она имеет большее сопротивление, чем вторичная обмотка.
Значит, сторона с большим сопротивлением должна быть основной. Другие способы найти первичный источник:
- Используйте мультиметр в непрерывном режиме, , и вы можете проверить первичный, а затем вторичный провод, чтобы увидеть более высокое значение мультиметра.
- Если ваш трансформатор представляет собой трансформатор с центральным отводом, вы обнаружите, что первичная обмотка обычно имеет два провода, а вторичная обмотка — три провода.
- Если ваш трансформатор имеет маркировку, отображается первичное напряжение в верхней части трансформатора, а меньшее вторичное напряжение отображается в нижней части дисплея.
Как размагнитить сердечник трансформатора?
Как размагнитить сердечник трансформатора? Для размагничивания катушки трансформатора необходимо подать постоянный ток, причем его величина должна быть уменьшена за счет смены полярности направленного тока несколько раз.

Размагничивание имеет решающее значение для трансформатора, так как сердечник может иметь остаточную намагниченность после отключения от источника питания или остаточную намагниченность после измерения сопротивления обмотки.
Если ваш трансформатор не размагничен должным образом, это может вызвать высокие пусковые токи при повторном включении сердечника. Этот остаточный магнетизм может привести к повреждению катушек или снижению зажимного усилия.
Эти механические удары, вызванные перегрузкой по току, могут привести к ослаблению обмотки и механическому отказу.
Инверторные сварочные аппараты лучше, чем трансформаторные?
Обе машины имеют свои преимущества и недостатки в зависимости от таких факторов, как пространство, эффективность и долговечность.
Инверторы обычно используют меньше ампер для достижения того же напряжения, что и трансформатор, поэтому они более эффективны и производят более стабильную дугу. Трансформаторы имеют более высокие рабочие циклы и могут выполнять более тяжелые операции, чем инверторы.

Они также имеют более длительный послужной список долговечности, поскольку технология существует значительно дольше.
Инверторы занимают меньше места, чем трансформатор, поэтому подходят сварщикам, работающим в ограниченном пространстве. У инверторов больше рабочих частей, поэтому ремонт не так прост, как у более простого по конструкции трансформатора.
Первоначальная стоимость инвертора выше, чем у трансформатора, но благодаря сравнительно низкому потреблению электроэнергии (около 10%) ваш инвертор с течением времени экономит деньги.
Инверторы более универсальны с точки зрения материалов, чем трансформаторы с возможностью программирования GMAW и GTAW.
Однако, если ваши потребности просты и вы сосредоточены на низкоуглеродистой стали, трансформатор — это все, что вам нужно для прочной и надежной машины, которая прослужит вам долгое время.
Какой трансформатор используется при дуговой сварке?
Какой трансформатор используется в дуговой сварке? Чаще всего дуговые сварщики выбирают преобразователи на основе IGBT или MOSFET, работающие от сети в постоянный или синтезированный переменный ток, такие как Dekopro Arc Welder.

Хотя для дуговой сварки доступно пять источников питания, большинство современных сварщиков не выбирают трансформаторы сетевой частоты.
Несмотря на то, что простые системы с первичным отводом могут быть достаточно надежными для сварки MIG, перепады подачи могут быть проблематичными. Тиристорные регуляторы позволяют плавно регулировать мощность и могут использоваться для большинства целей сварки.
Связанное чтение: Что такое арочная сварка?
Инверторные источники питания обладают наибольшими преимуществами с точки зрения эффективности и производительности.
Они преобразуют сетевой переменный ток (50 Гц) в высокочастотный переменный ток перед выпрямлением в постоянный ток, подходящий для сварки.
Вот некоторые из моих любимых инструментов и оборудования
Спасибо за чтение этой статьи. Я надеюсь, что это поможет вам найти самую последнюю и точную информацию для вашего сварочного проекта.
 Вот некоторые инструменты, которые я использую ежедневно, и надеюсь, что вы также найдете их полезными.
Вот некоторые инструменты, которые я использую ежедневно, и надеюсь, что вы также найдете их полезными.Есть партнерские ссылки, поэтому, если вы решите использовать любую из них, я получу небольшую комиссию. Но, честно говоря, это именно те инструменты, которые я использую и рекомендую всем, даже своей семье. ( NO CRAP )
Чтобы увидеть все мои самые актуальные рекомендации, проверьте этот ресурс , который я сделал для вас!
Рекомендуем прочитать:
Как сварить с помощью генератора?
Что такое многопроцессорный сварочный аппарат и когда вы его используете?
Портативный сварочный аппарат Руководство покупателя: 5 вещей, на которые стоит обратить внимание 003
Сварочный аппарат – обычное дело в фабрики и мастерские, используемые для сварки металлических деталей. С помощью этого простого калькулятора вы можете рассчитать потребляемую мощность вашего сварочного аппарата.
Потребляемая мощность сварочного аппарата может быть рассчитана путем умножения мощности сварочного аппарата на часы работы.

Например, сварочный аппарат, обеспечивающий выходной ток 160 А при напряжении 24 В с общим КПД 0,89, имеет номинальную мощность 4,3 кВт. При использовании в течение получаса мощность, потребляемая сварочным аппаратом, составит 2,15 кВтч.
Содержание
Расчет потребляемой сварочной мощности:
Номинальную мощность любого сварочного аппарата можно легко рассчитать, зная выходное напряжение и выходной ток, который он выдает.
Ватт — это мощность, с которой устройство потребляет мощность, а киловатт-час или единица измерения — это фактическая потребляемая мощность устройства. Например, переменный ток мощностью 1 кВт имеет номинальную мощность 1 кВт, что означает, что он будет потреблять мощность со скоростью 1 кВт, следовательно, если переменный ток включен в течение двух часов, он будет потреблять 2 кВтч или единицу электроэнергии . Узнайте больше о ваттах и кВтч
Например, если у вас есть сварочный аппарат, обеспечивающий выходной ток 160 А при напряжении 24 В, а общий КПД аппарата составляет 0,89.
 тогда номинальная мощность сварочного аппарата составляет 4,314 кВт.
тогда номинальная мощность сварочного аппарата составляет 4,314 кВт.Следовательно, номинальная выходная мощность сварочного аппарата составляет 4,314 кВт.
Мы можем использовать эти знания для расчета мощности, потребляемой сварочным аппаратом в час.
Чтобы рассчитать потребляемую мощность вашего сварочного аппарата, необходимо умножить мощность сварочного аппарата на часы работы.
Например, если мы используем тот же сварочный утюг для 1 часа сварки, то потребляемая мощность будет 4,314 кВт X 1 час, 4,314 кВтч.
Для расчета потребляемой мощности сварочного аппарата используйте приведенный ниже калькулятор.
Калькулятор энергопотребления сварочного аппарата:
Как интерпретировать результат:
После расчета энергопотребления вашего сварочного аппарата в течение часа вы можете подумать, что энергопотребление слишком велико, но на самом деле мы редко соблюдаем сварочный аппарат на таком долгое время.

При максимальном уровне сварка выполняется в течение 5-10 минут за один отрезок, а затем есть некоторое время ожидания, прежде чем мы возобновим работу. Следовательно, каждый 1 час использования нашего сварочного аппарата 30 % времени уходит на смену сварочных стержней, зажим заготовки или выполнение какой-либо другой регулировки.
Советы по снижению энергопотребления сварочного железа:
Рассмотрите возможность перехода на инверторную технологию — Портативные и легкие инверторные источники сварочного тока обеспечивают возможность точного зажигания дуги и расширенные средства управления мощностью, которые позволяют сварщикам точно настраивать мощность сварки. до желаемых параметров.
Технология, лежащая в основе этих аппаратов, предоставляет производителям источник питания, который может выполнять высоко- и низкоамперную сварку порошковой проволокой, сварку электродом, сварку TIG и MIG, не говоря уже о дуговой строжке и даже сварке под флюсом CV.

