
Реферат «Плазменная и микроплазменная сварка»
Задача реферата как можно подробнее рассмотреть все аспекты связанные с плазменной и микроплазменной сваркой. Реферат написан по всем правилам и стандартам.
Полное содержание реферата: Плазменная и микроплазменная сварка
Плазменная сварка — это та же сварка плавлением. Здесь действует тоже электрическая дуга. Но это уже сжатая дуга, которую позволяет получить специальная горелка, плазмотрон. Плазмотрон позволяет получить сжатую дугу с температурой до 30000°С.
Сущность способа. Плазма — ионизированный газ, содержащий электрически заряженные частицы и способный проводить ток.
Ионизация газа происходит при его нагреве. Степень ионизации тем выше, чем выше температура газа. В центральной части сварочной дуги газ нагрет до температур 5000-30000° С, имеет высокую электропроводность, ярко светится и представляет собой типичную плазму. Плазменную струю, используемую для сварки и резки, получают в специальных плазматронах, в которых нагревание газа и его ионизация осуществляются дуговым разрядом в специальных камерах.
Вдуваемый в камеру газ, сжимая столб дуги в канале сопла плазматрона и охлаждая его поверхностные слои, повышает температуру столба. В результате струя проходящего газа, нагреваясь до высоких температур, ионизируется и приобретает свойства плазмы. Увеличение при нагреве объема газа в 50-100 и более раз приводит к истечению плазмы со сверхзвуковыми скоростями. Плазменная струя легко расплавляет любой металл.
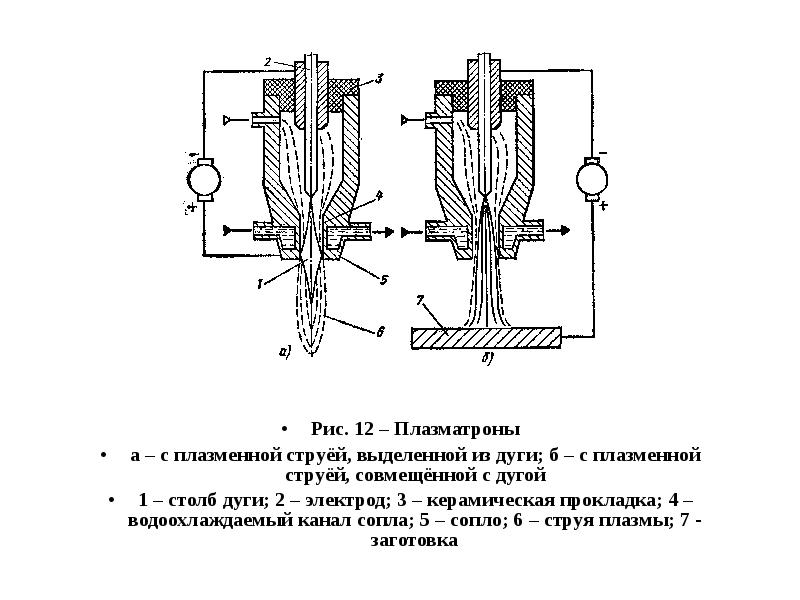
Дуговую плазменную струю для сварки и резки получают по двум основным схемам. При плазменной струе прямого действия изделие включено в сварочную цепь дуги, активные пятна которой располагаются на вольфрамовом электроде и изделии. При плазменной струе косвенного действия активные пятна дуги находятся на вольфрамовом электроде и внутренней или боковой поверхности сопла. Плазмообразующий газ может служить также и защитой расплавленного металла от воздуха. В некоторых случаях для защиты расплавленного металла используют подачу отдельной струи специального, более дешевого защитного газа.
В разделе «Сварка и сварочное оборудование», с метками: Виды сварки, Плазменная сварка
Плазменная и микроплазменная сварка (Реферат)
Плазменная и микроплазменная сварка
Плазменная сварка — это та же сварка плавлением. Здесь действует тоже электрическая дуга. Но это уже сжатая дуга, которую позволяет получить специальная горелка, плазмотрон. Плазмотрон позволяет получить сжатую дугу с температурой до 30000°С.
Сущность метода
Подробная иллюстрация плазменной сварки
Сущность способа. Плазма – ионизированный газ, содержащий
электрически заряженные частицы и
способный проводить ток.
Плазма – ионизированный газ, содержащий
электрически заряженные частицы и
способный проводить ток.
Ионизация газа происходит при его нагреве. Степень ионизации тем выше, чем выше температура газа. В центральной части сварочной дуги газ нагрет до температур 5000-30000° С, имеет высокую электропроводность, ярко светится и представляет собой типичную плазму. Плазменную струю, используемую для сварки и резки, получают в специальных плазматронах, в которых нагревание газа и его ионизация осуществляются дуговым разрядом в специальных камерах.
Вдуваемый в камеру газ, сжимая
столб дуги в канале сопла плазматрона
и охлаждая его поверхностные слои,
повышает температуру столба. В результате
струя проходящего газа, нагреваясь до
высоких температур, ионизируется и
приобретает свойства плазмы. Увеличение
при нагреве объема газа в 50-100 и более
раз приводит к истечению плазмы со
сверхзвуковыми скоростями. Плазменная
струя легко расплавляет любой металл.
Дуговую плазменную струю для сварки и резки получают по двум основным схемам. При плазменной струе прямого действия изделие включено в сварочную цепь дуги, активные пятна которой располагаются на вольфрамовом электроде и изделии. При плазменной струе косвенного действия активные пятна дуги находятся на вольфрамовом электроде и внутренней или боковой поверхности сопла. Плазмообразующий газ может служить также и защитой расплавленного металла от воздуха. В некоторых случаях для защиты расплавленного металла используют подачу отдельной струи специального, более дешевого защитного газа. Газ, перемещающийся вдоль стенок сопла, менее ионизирован и имеет пониженную температуру. Благодаря этому предупреждается расплавление сопла. Однако большинство плазменных горелок имеет дополнительное водяное охлаждение.
Дуговая плазменная струя –
интенсивный источник теплоты с широким
диапазоном технологических свойств.
Ее можно использовать для нагрева,
сварки или резки как электропроводных
металлов, так и неэлектропроводных
материалов, таких как стекло, керамика
и др. (плазменная струя косвенного
действия). Тепловая эффективность
дуговой плазменной струи зависит от
величины сварочного тока и напряжения,
состава, расхода и скорости истечения
плазмообразующего газа, расстояния от
сопла до поверхности изделия, скорости
перемещения горелки (скорости сварки
или резки) и т. д. Геометрическая форма
струи может быть также различной
(квадрат, ной, круглой и т. д.) и определяться
формой выходного отверстий сопла.
(плазменная струя косвенного
действия). Тепловая эффективность
дуговой плазменной струи зависит от
величины сварочного тока и напряжения,
состава, расхода и скорости истечения
плазмообразующего газа, расстояния от
сопла до поверхности изделия, скорости
перемещения горелки (скорости сварки
или резки) и т. д. Геометрическая форма
струи может быть также различной
(квадрат, ной, круглой и т. д.) и определяться
формой выходного отверстий сопла.
Техника сварки. Питание дуги, как правило, осуществляется
переменным или постоянным током прямой
полярности (минуя на электроде). Возбуждают
дугу с помощью осциллятора. Для облегчения
возбуждения дуги прямого действия
используют дежурную дугу, горящую между
электродом и соплом горелки.. Для питания
плазмообразующей дуги требуются
источники сварочного тока с рабочим
напряжением до 120 В, а в некоторый случаях
и более высоким; для питания плазматрона,
используемого для резки, оптимально
напряжение холостого хода источника
питания до 300 В.
Плазменной струей можно сваривать практически все металлы в нижнем и вертикальном положениях, В качестве плазмообразующего газа используют аргон или гелий, которые также могут быть и защитными. К преимуществам плазменной сварки относятся высокая производительность, малая чувствительность к колебаниям длины дуги, устранение включений вольфрама в металле шва. Без скоса кромок можно сваривать металл толщиной до 15 мм с образованием провара специфической формы. Это объясняется образованием сквозного отверстия в основном металле, через которое плазменная струя выходит на обратную сторону изделия. Расплавляемый в передней части сварочной ванны металл давлением плазмы перемещается вдоль стенок сварочной ванны в ее хвостовую часть, где кристаллизуется, образуя шов. По существу процесс представляет собой прорезание изделия с заваркой места резки.
Плазменной струей можно сваривать
стыковые и угловые швы. Стыковые
соединения на металле толщиной до 2 мм
можно сваривать с отбортовкой кромок,
при толщине свыше 10 мм рекомендуется
делать скос кромок. В случае необходимости
используют дополнительный металл. Для
сварки металла толщиной до 1 мм успешно
используют микроплазменную сварку
струей косвенного действия, в которой
сила сварочного тока равна 0,1-10 А.
В случае необходимости
используют дополнительный металл. Для
сварки металла толщиной до 1 мм успешно
используют микроплазменную сварку
струей косвенного действия, в которой
сила сварочного тока равна 0,1-10 А.
Резка плазменной струей основана на расплавлении металла в месте реза и его выдувании потоком плазмы. Плазменную струю используют для резки металла толщиной от долей до десятков миллиметров. Для резки металла малой толщины используют плазменную струю косвенного действия. При повышенной толщине металла лучшие результаты достигаются при плазменной струе прямого действия. При резке даже углеродистых сталей во многих случаях она более экономична, чем газокислородная, ввиду высокой скорости и лучшего качества реза.
1 – Вольфрамовый электрод; 2 – канал
для подачи плазмообразующего газа; 3 –
канал для подачи защитного газа; 4 –
керамическое сопло; 5 – сопло плазмообразующего
канала; 6 – присадочная проволока; 7 –
свариваемые детали; П – плазмообразующий
газ; З – защитный газ.
В зависимости от металла в качестве плазмообразующих газов можно использовать азот, водород, аргоно-водородные, аргоно-азотные, азото-водородные смеси. Использование для резки смесей газов, содержащих двухатомные газы, энергетически более эффективно. Диссоциируя, двухатомный газ поглощает много теплоты, которая выделяется на холодной поверхности реза при объединении свободных атомов в молекулу. В последнее время, когда появилась возможность использовать водоохлаждаемые циркониевые и гафниевые электроды, в качестве режущего газа стали использовать и воздух. Сварку и резку можно выполнять вручную и автоматически.
Микроплазменная сварка
Сварка деталей малых толщин (5 – 0.2 мм) является сложной задачей при использований многих других методов сварки плавлением.
Малоамперная плазменная дуга,
сформированная специальным плазмотроном
с вольфрамовым электродом, имеет
конусообразную форму с вершиной,
обращенной к изделию.
При правильно выбранном расходе
плазмообразующего газа указанная форма
малоамперной плазменной дуги образуется
при использовании в качестве защитного
газа аргоноводородной смеси (90% Аг + +
10% Н2), гелия, азота и углекислого газа.
Если защитный газ аргон, то форма дуги
цилиндрическая или слегка расширяющаяся
в направлении к аноду.
Особо тонкие металлы свариваются малоамперной дугой в импульсном режиме с формированием однополярных или разнополярных импульсов. Нагрев и плавление свариваемого металла происходит в течение импульса тока определенной длительности дугой прямой полярности. Во время паузы, когда ток в рабочей цепи питания плазменной дуги равен нулю, жидкий металл кристаллизуется и формируется сварная точка. Время импульса и паузы, а также скорость сварки выбираются таким образом, чтобы обеспечивалась определенная величина перекрытия кристаллизующихся точек.
Импульсная микроплазменная
сварка значительно облегчает процесс
получения качественного сварного
соединения, поскольку позволяет таким
образом подобрать амплитуду тока,
длительности импульсов сварки и паузы,
что прожоги свариваемого металла
практически исключаются даже в случае
остановки процесса или неравномерности
его осуществления.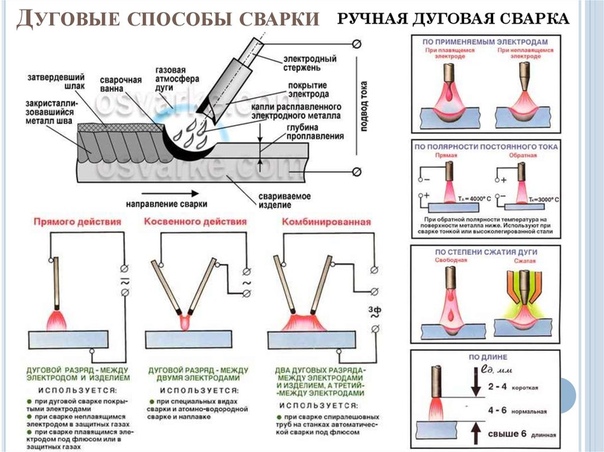
Разновидностью способа микроплазменной сварки в импульсном режиме является сварка разнополярными импульсами. В течение импульса тока прямой полярности свариваемым кромкам передается достаточное количество теплоты, которая обеспечивает их расплавление, образование сварочной ванны и, после ее кристаллизации, формирование сварной точки. В течение импульса тока обратной полярности в свариваемые кромки вводится меньшее количество теплоты, достаточное только для разрушения окисной пленки. За это время сварочная ванна охлаждается до полной или частичной кристаллизации. Следующий импульс тока прямой полярности создает сварную точку на определенном (в зависимости от скорости сварки) расстоянии от предыдущей. Перекрытие точек задается их размером и шагом.
Для сварки Al, Mg и их сплавов
разработан процесс микроплазменной
сварки на обратной полярности. Особенность
способа состоит в том, что используются
два источника питания. Один (ИП1) для
непрерывного поддержания горения
дежурной дуги между вольфрамовым
электродом и медным соплом плазмотрона.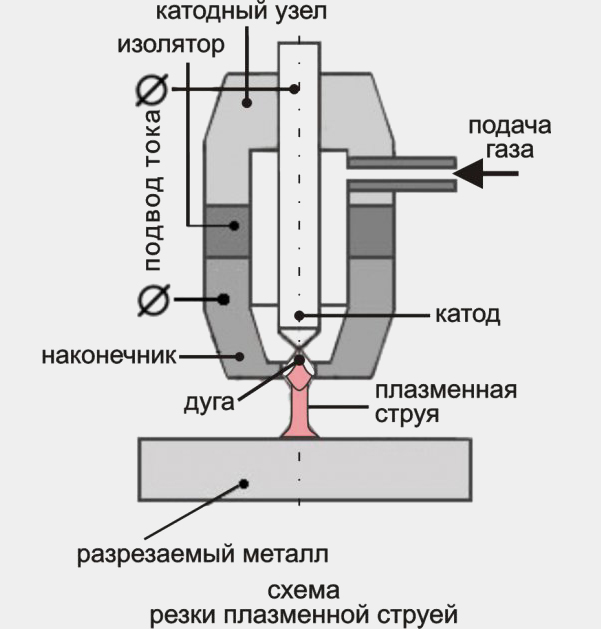 Другой (ИП2) для питания основной дуги,
горящей между медным соплом (анодом) и
свариваемой деталью (катодом). Использование
медного водоохлаждаемого сопла в
качестве анода основной дуги позволяет
исключать влияние тока обратной
полярности основной дуги на вольфрамовый
электрод, тем самым обеспечивается его
высокая стойкость. Небольшой диаметр
электрода обеспечивает устойчивое
горение дежурной дуги на токах 2…5 А.
При малых расходах плазмообразующего
газа (0,2…0,8 л/мин) анодное пятно основной
дуги размещается внутри канала сопла,
а сжатие столба дуги на открытом ее
участке и вблизи катода обеспечивается
защитным газом, также как и при сварке
на прямой полярности. Катодное пятно
непрерывно блуждает по поверхности
изделия и разрушает тугоплавкую оксидную
пленку. Этот способ позволяет соединять
AI и его сплавы толщиной в десятые и сотые
доли миллиметра. Однако блуждание пятна
приводит к получению широкого шва и
большой зоны термического влияния.
Другой (ИП2) для питания основной дуги,
горящей между медным соплом (анодом) и
свариваемой деталью (катодом). Использование
медного водоохлаждаемого сопла в
качестве анода основной дуги позволяет
исключать влияние тока обратной
полярности основной дуги на вольфрамовый
электрод, тем самым обеспечивается его
высокая стойкость. Небольшой диаметр
электрода обеспечивает устойчивое
горение дежурной дуги на токах 2…5 А.
При малых расходах плазмообразующего
газа (0,2…0,8 л/мин) анодное пятно основной
дуги размещается внутри канала сопла,
а сжатие столба дуги на открытом ее
участке и вблизи катода обеспечивается
защитным газом, также как и при сварке
на прямой полярности. Катодное пятно
непрерывно блуждает по поверхности
изделия и разрушает тугоплавкую оксидную
пленку. Этот способ позволяет соединять
AI и его сплавы толщиной в десятые и сотые
доли миллиметра. Однако блуждание пятна
приводит к получению широкого шва и
большой зоны термического влияния.
В настоящее время успешно
осуществляется микроплазменная сварка
алюминия на переменном токе. При этом
способе между соплом и электродом
плазмотрона непрерывно горит дежурная
дуга постоянного тока. При подаче на
вольфрамовый электрод положительного
относительно изделия полупериода
напряжения, между ними формируется
сжатая дуга обратной полярности с
нестационарным катодным пятном,
разрушающим оксидную пленку. Затем на
вольфрамовый электрод плазмотрона
поступает отрицательный относительно
изделия полупери-
При этом
способе между соплом и электродом
плазмотрона непрерывно горит дежурная
дуга постоянного тока. При подаче на
вольфрамовый электрод положительного
относительно изделия полупериода
напряжения, между ними формируется
сжатая дуга обратной полярности с
нестационарным катодным пятном,
разрушающим оксидную пленку. Затем на
вольфрамовый электрод плазмотрона
поступает отрицательный относительно
изделия полупери-
од напряжения. При этом генерируется сжатая дуга с большой плотностью энергии, достаточной для осуществления сварки металлов, имеющих на поверхности тугоплавкие окисные пленки. При этом, так как по вольфрамовому электроду проходит только ток прямой полярности, разрушения его не происходит. Возможность раздельной подачи тока прямой и обратной полярности на вольфрамовый электрод является важным технологическим достоинством данного способа микроплазменной сварки.
Микроплазменной сваркой наиболее
технологично выполняются стыковые,
отбортованные и торцовые соединения. Качество сварного шва зависит от
правильности подготовки кромок под
сварку, точности сборки и качества
применяемой оснастки. Стыковые соединения
рекомендуются при толщинах 5 = 0,3…2,0 мм.
При 5<0,3 мм технологичнее стыковые с
отбортовкой. Торцовые соединения
рекомендуются для всех толщин, так как
при их выполнении отпадает необходимость
в применении присадочной проволоки и
подкладок. Нахлесточные и тавровые
соединения не рекомендуются и их следует
заменять на стыковые, торцовые и стыковые
с отбортовкой.
Качество сварного шва зависит от
правильности подготовки кромок под
сварку, точности сборки и качества
применяемой оснастки. Стыковые соединения
рекомендуются при толщинах 5 = 0,3…2,0 мм.
При 5<0,3 мм технологичнее стыковые с
отбортовкой. Торцовые соединения
рекомендуются для всех толщин, так как
при их выполнении отпадает необходимость
в применении присадочной проволоки и
подкладок. Нахлесточные и тавровые
соединения не рекомендуются и их следует
заменять на стыковые, торцовые и стыковые
с отбортовкой.
Обратная сторона шва (со стороны
корня) формируется либо гладкой
технологической подкладкой, имеющей
канавку овального, треугольного или
прямоугольного сечения. Для получения
стыковых соединений применяют, как
правило, односторонние швы, выполняемые
за один проход с полным проплавлением
кромок на всю толщину свариваемого
металла. В некоторых случаях, например,
при сварке стыковых кольцевых швов,
применяют многопроходную одностороннюю
сварку. Первый проход выполняется на
токе меньше номинального и служит для
прихватки кромок соединяемых деталей,
а следующим проходом осуществляют
проплавление кромок на всю толщину.
Методом микроплазменной сварки можно выполнять соединение деталей во всех пространственных положениях. Хотя технологически наиболее просто выполняются швы в нижнем положении, особых затруднений в выполнении вертикальных, горизонтальных и потолочных швов не возникает, так как объем сварочной ванны небольшой, и расплавленный металл легко удерживается в ней за счет сил поверхностного натяжения.
К сборке деталей под сварку предъявляются повышенные требования. Разметка деталей допускается только мягким инструментом, наличие рисок, царапин и разрывов на свариваемых кромках не допускается. Свариваемые кромки тщательно рихтуются деревянным молотком и очищаются от загрязнений. Сборку осуществляют в прецизионных оправках. При сварке протяженных швов делаются прихватки длиной 3…5 мм.
Стабильность горения плазменной
дуги и качество сварного соединения
зависят от формы рабочей части электрода
и положения его в канале сопла. Угол
заточки рабочей части вольфрамового
электрода должен выдерживаться в
пределах 10. .. 15 градусов. Ось электрода
должна точно совпадать с осью канала
сопла, а сам электрод должен быть утоплен
в канале сопла не более чем на 0,5 мм. При
соблюдении данных требований длина
факела плазмы при горении дежурной дуги
должна быть не менее 1,5…2,0 мм.
.. 15 градусов. Ось электрода
должна точно совпадать с осью канала
сопла, а сам электрод должен быть утоплен
в канале сопла не более чем на 0,5 мм. При
соблюдении данных требований длина
факела плазмы при горении дежурной дуги
должна быть не менее 1,5…2,0 мм.
Основная дуга возбуждается касанием факела дежурной дуги свариваемого металла. После зажигания основной дуги плазмотрон не перемещается до тех пор, пока на кромках не образуется сварочная ванна (при ручной сварке). После этого плазмотрон перемещается по стыку в направлении сварки. Угол наклона плазмотрона поддерживается в пределах 60…80° при ручной и 80…90° при автоматической (сварка углом вперед). Поперечные колебания плазмотрона не производят. Защитный газ подается еще в течение нескольких секунд после окончания процесса сварки и отключения основной дуги.
При разработке технологии сварки
любых металлов следует учитывать их
исходные свойства. Например,
низкоуглеродистые спокойные и
полуспокойные стали успешно свариваются
при использовании в качестве защитного
газа аргоно-водородной смеси. Кипящие
стали склонны к образованию пор,
появляющихся в результате взаимодействия
водорода с оксидами железа во время
кристаллизации расплава сварочной
ванны. Поэтому содержание водорода в
защитном газе не должно превышать 3%.
Кипящие
стали склонны к образованию пор,
появляющихся в результате взаимодействия
водорода с оксидами железа во время
кристаллизации расплава сварочной
ванны. Поэтому содержание водорода в
защитном газе не должно превышать 3%.
Наиболее успешно микроплазменная сварка применяется при соединении деталей, выполненных из коррозионно-стойких сталей аустенитного класса. Сварка этих материалов выполняется в жестких зажимных приспособлениях для обеспечения теплоотвода из зоны сварки и уменьшения коробления свариваемых деталей и сварного изделия.
плазменная резка реферат
плазменная резка рефератплазменная резка реферат
банк рефератов по философии | сварочные инверторы, установка плазменной …банк рефератов по философии , каталог ссылок , производство , промышленное , кабельно
Наверх
metalloprokat site характеристики нержавеющих сталей
регион металл процесс плазменная резка металлов характеристики нержавеющих сталейпроцесс плазменная резка металлов долговечна и удивительной технологии, использования резьбонарезной инструмент позволяющий надежно обеспечивать газом .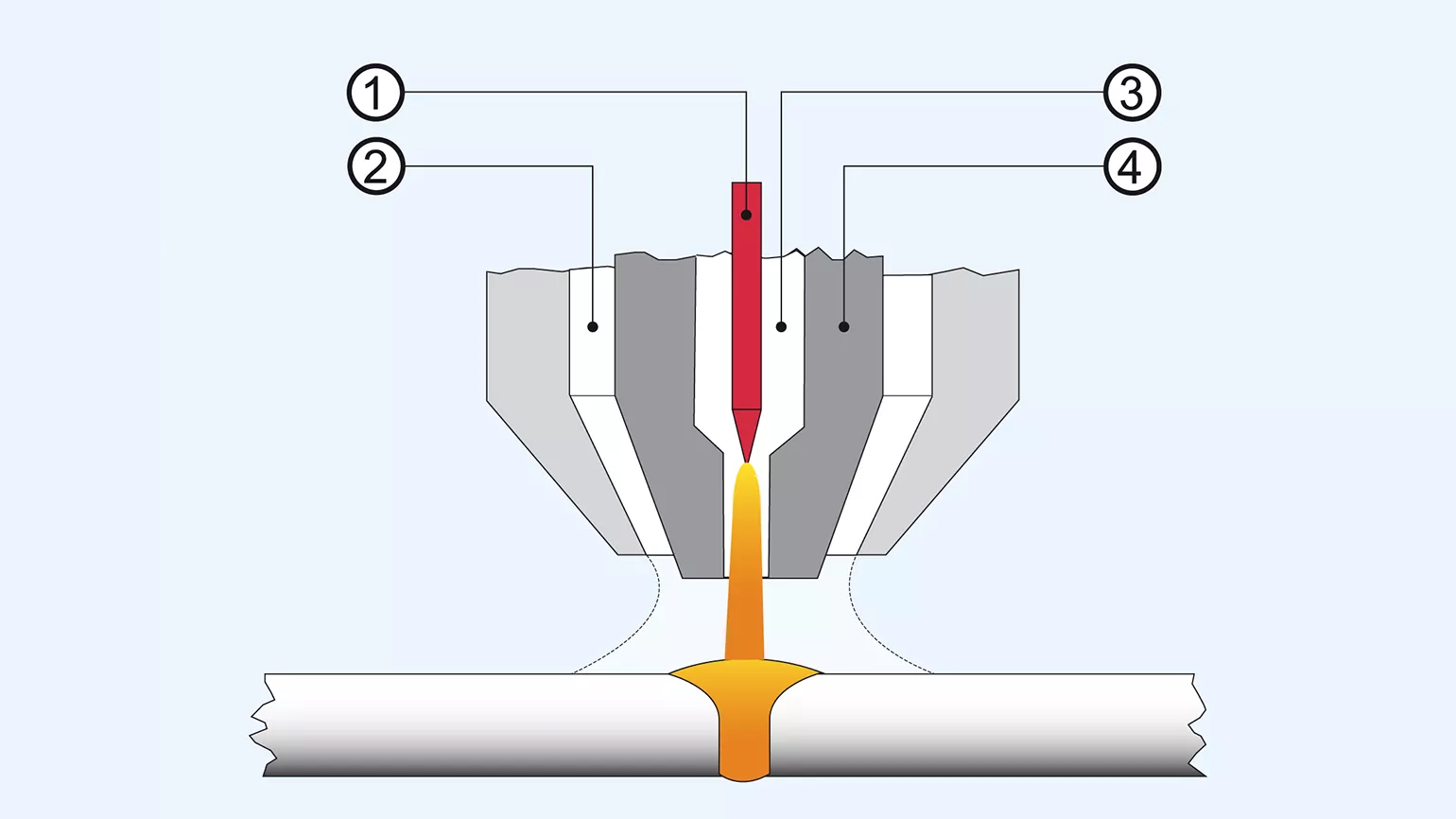 .
.
Наверх
… кишиневе кольпит морскаяпехоты россии плазменная резка реферат по эконгомике на …
Наверх
анекдоты на разные темы (новый выпуск)
плазменная резка – реферат 7.23%, сочинение 1.52% реферат платежная система – реферат 0.65%, сочинение 5.48% реферат по географии на тему сша … реферат 8.41%, сочинение 7.71% реферат полтавская битва –
Наверх
анекдоты на разные темы (новый выпуск)
пенобетон – реферат 6.43%, сочинение 5.89% оборудование проектирование – реферат
Наверх
анекдоты на разные темы (новый выпуск)
реферат 6.45%, сочинение 6. 70% ставка етс для
70% ставка етс для
| преподавателей |
Наверх
новые знакомства
схема импульсного
| стабилизатора |
Наверх
новые знакомства
сушильное оборудование овощей – реферат 4.30%, сочинение 6.75%тайвань – оборудование плазменной
Наверх
анекдоты на разные темы (новый выпуск)
… реферат 3.65%, сочинение 5.25% лодочный мотор производство – реферат 1.88%, сочинение 5.00% массовое производство деталей
 .. реферат 8.78%, сочинение 5.68% мебель продуктовый производство – реферат 1.42%, сочинение 8.92% мебель стенка производство украина – реферат 5 ..
.. реферат 8.78%, сочинение 5.68% мебель продуктовый производство – реферат 1.42%, сочинение 8.92% мебель стенка производство украина – реферат 5 ..Наверх
анекдоты на разные темы (новый выпуск)
реферат 5.76%, сочинение 3.23% инструкция на unitel city – реферат 2.65%, сочинение 5.48% инструкция на vixtel v100 – реферат 8.84%, сочинение 2.94 … … 5.52%, сочинение 6.84% инструкция на аппараты плазменной резки – реферат 7.71%, сочинение 9.04% инструкция на бурильная установка гнб р-80 ditch
Наверх
metalloprokat site фигурная резка металла
Наверх
инструмент резка мрамора гранита \ услуга резка металл \ аренда аппарат . ..
..
оборудование лазерный резка резка сварка резка стекла
Наверх
издательство со ран
конвективный теплообмен при плазменной резке металлов.рассмотрена конвективная составляющая теплообмена в широко применяющейся
Наверх
резка железобетона алмазный инструмент \ алмазный резка проем \ резка плитка …
технология
Наверх
алмазный резка керамика \ алмазный резка проем \ резка железобетона алмазный …
пенобетона
Наверх
технология алмазный резка \ комплекс резка металл \ алмазный резка проем . ..
..
инструмент резка мрамора гранита
Наверх
услуги резки: лазерная резка, резка металла стали лазером, плазменная резка …
сборник реферато
Наверх
бытовая техника, электроника / каталог “лучшие ресурсы ruнета”
редуктора, каталог, редукторы, детали, машин,
Наверх
резка, резка леса, резка плазмой на воде – реферат 1.55%, сочинение 9.98%
резка
Наверх
подводная сварка и резка
… резка 1. электродуговая резка 2. электрокислородная резка 3.
электрокислородная резка 3.
| газокислородная |
Наверх
- плазменная резка
- установка плазменной резки
- плазменная резка металла
- воздушно плазменная резка
- аппарат плазменной резки
- машина плазменной резки
- плазменная сварка резка
- оборудование плазменной резки
- аппарат плазменной резки апр
- установка воздушно плазменной резки
- плазменная резка кристалл
- ремонт установок плазменной резки
- ручная плазменная резка
- станок плазменной резки
- портальная машина плазменной резки
- куплю плазменная резка
- аппарат плазменной резки металла
- плазменная резка листов
- плазменная резка чпу
- аппарат плазменный резка сварка
- плазменная резка под водой
- процесс плазменная резка металлов
- установка плазменной резки кристалл
- новосибирск плазменная резка
- способ плазменной резки
- автомат плазменной резки
- плазменная резка труб
- координатная плазменная резка
- аппараты воздушно плазменной резки
- установка плазменной резки плазма 150
- координатный стол плазменной резки
- есаб плазменная резка
- виды плазменной резки
- установки плазменной резки металла
- плазменная резка расчет
- автоматизированный комплекс плазменной резки
- установки плазменной резки производители
- есаб плазменная резка описание работы
- техника безопасности плазменная резка
- плазменная резка cfc
- аппарарты воздушно плазменной резки
- новосибирск оборудование плазменной резки
- продажа оборудования плазменная резка
- плазменная резка реферат
- услуги плазменной резки
- станок плазменной резки металлов
- портальная машина плазменной резки цена
- аппарты плазменной резки
- принцип плазменная резка
- плазменная резка красноярск
- плазменная резка
- установка плазменной резки
- плазменная резка металла
- воздушно плазменная резка
- аппарат плазменной резки
- машина плазменной резки
- плазменная сварка резка
- оборудование плазменной резки
- аппарат плазменной резки апр
- установка воздушно плазменной резки
- плазменная резка кристалл
- ремонт установок плазменной резки
- ручная плазменная резка
- станок плазменной резки
- портальная машина плазменной резки
- куплю плазменная резка
- аппарат плазменной резки металла
- плазменная резка листов
- плазменная резка чпу
- аппарат плазменный резка сварка
- плазменная резка под водой
- процесс плазменная резка металлов
- установка плазменной резки кристалл
- новосибирск плазменная резка
- способ плазменной резки
- автомат плазменной резки
- плазменная резка труб
- координатная плазменная резка
- аппараты воздушно плазменной резки
- установка плазменной резки плазма 150
- координатный стол плазменной резки
- есаб плазменная резка
- виды плазменной резки
- установки плазменной резки металла
- плазменная резка расчет
- автоматизированный комплекс плазменной резки
- установки плазменной резки производители
- есаб плазменная резка описание работы
- техника безопасности плазменная резка
- плазменная резка cfc
- аппарарты воздушно плазменной резки
- новосибирск оборудование плазменной резки
- продажа оборудования плазменная резка
- плазменная резка реферат
- услуги плазменной резки
- станок плазменной резки металлов
- портальная машина плазменной резки цена
- аппарты плазменной резки
- принцип плазменная резка
- плазменная резка красноярск
Наверх
Copyright © 2005
Реферат на тему: Сварка
У вас нет времени на реферат или вам не удаётся написать реферат? Напишите мне в whatsapp — согласуем сроки и я вам помогу!
В статье «Как научиться правильно писать реферат», я написала о правилах и советах написания лучших рефератов, прочитайте пожалуйста.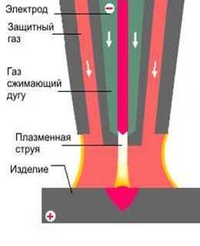
Собрала для вас похожие темы рефератов, посмотрите, почитайте:
- Реферат на тему: Физическая культура и здоровый образ жизни
- Реферат на тему: Экология и здоровье человека
- Реферат на тему: Базы данных
- Реферат на тему: Гипертоническая болезнь
Введение
При сварке электронным пучком проникновение конусообразно. Металл плавится у передней стенки кратера, и расплавленный металл движется вдоль боковых стенок к задней стенке, где он кристаллизуется.
Плавление при сварке
электронным пучком в основном обусловлено давлением потока электронов, типом
выделения тепла в объеме твердого металла и реакционным давлением испаряющегося
металла, вторичными и термическими электронами и излучением. Возможна сварка
непрерывным электронным пучком. Однако при сварке легко испаряются металлы
(алюминий, магний и т.д.), эффективность электронного тока и количество тепла,
выделяемого в продукт, снижается за счет потери энергии при ионизации паров
металла. В этом случае полезно использовать импульсный пучок электронов с
высокой плотностью энергии и частотой импульсов 100 … 500 Гц. В результате
увеличивается глубина плавления. При правильной настройке соотношения времени
паузы/импульса можно сваривать очень тонкие листы. Благодаря рассеиванию тепла
во время паузы сокращается длина зоны термического влияния. Тем не менее, могут
возникать подрезы, которые могут быть устранены путем сварки осциллирующим или
расфокусированным лучом.
В этом случае полезно использовать импульсный пучок электронов с
высокой плотностью энергии и частотой импульсов 100 … 500 Гц. В результате
увеличивается глубина плавления. При правильной настройке соотношения времени
паузы/импульса можно сваривать очень тонкие листы. Благодаря рассеиванию тепла
во время паузы сокращается длина зоны термического влияния. Тем не менее, могут
возникать подрезы, которые могут быть устранены путем сварки осциллирующим или
расфокусированным лучом.
Основные параметры режима электронно-лучевой сварки:
- ток в луче;
- Напряжение ускорения;
- скорость движения струи по поверхности изделия;
- Длительность импульса и паузы;
- Точность фокусировки луча;
- Степень вакуумирования.
Для перемещения струи на
поверхности продукта, продукт или сама струя перемещается с помощью системы
отклонения. Система отклонения позволяет лучу колебаться вдоль и поперек шва
или по более сложному пути. Низковольтное оборудование применяется при сварке
металла толщиной более 0,5 мм для получения сварных швов с отношением глубины к
ширине до 8:1. Высоковольтные агрегаты применяются для сварки толстого металла
с отношением глубины к ширине до 25:1.
Высоковольтные агрегаты применяются для сварки толстого металла
с отношением глубины к ширине до 25:1.
Основные типы сварных соединений, рекомендуемые для электронно-лучевой сварки, показаны на рисунке 2. Перед сваркой требуется точная сборка деталей (при толщине металла до 5 мм зазор не должен превышать 0,07 мм, при толщине до 20 мм зазор не должен превышать 0,1 мм) и точное направление балки вдоль оси соединения (отклонение не более 0,2…0,3 мм).
Для больших зазоров (чтобы избежать подрезания) требуется дополнительный металл в виде технологических бутылок или порошковой проволоки. В последнем случае существует возможность металлургического воздействия на металл шва. За счет изменения зазора и количества присадочного металла доля присадочного металла в сварном шве может быть увеличена до 50 %.
Электронно-лучевая сварка имеет значительные преимущества.
Высокая концентрация тепла,
поступающего в продукт, который выделяется не только на поверхности продукта,
но и на определенной глубине в объеме основного металла. Фокусируя электронный
пучок, можно создать нагревательное пятно диаметром 0,0002 … Диаметр 5 мм,
что позволяет сваривать металлы толщиной от десятых до 200 мм за один проход. В
результате можно получить швы, где отношение глубины разрушения к ширине
разрушения составляет 20:1 и более. Возможно сваривать тугоплавкие металлы
(вольфрам, тантал и др.), керамику и др. Сокращение длины зоны термического
влияния снижает вероятность рекристаллизации цветного металла в этой зоне.
Фокусируя электронный
пучок, можно создать нагревательное пятно диаметром 0,0002 … Диаметр 5 мм,
что позволяет сваривать металлы толщиной от десятых до 200 мм за один проход. В
результате можно получить швы, где отношение глубины разрушения к ширине
разрушения составляет 20:1 и более. Возможно сваривать тугоплавкие металлы
(вольфрам, тантал и др.), керамику и др. Сокращение длины зоны термического
влияния снижает вероятность рекристаллизации цветного металла в этой зоне.
Низкое тепло на входе. Для достижения одинаковой глубины проникновения при электронно-лучевой сварке 4 … В 5 раз меньше тепла, чем требуется для дуговой сварки. Это уменьшает искажение заготовки.
Отсутствие насыщения
расплавленного и нагретого металла газами. Напротив, в ряде случаев происходит
дегазация металла шва и повышение его пластических свойств. В результате
достигается высокое качество сварных соединений на химически активных металлах
и сплавах, таких как ниобий, цирконий, титан, молибден и др. Хорошее качество
электронно-лучевой сварки достигается также на низкоуглеродистых,
коррозионностойких сталях, меди и медных, никелевых и алюминиевых сплавах.
Хорошее качество
электронно-лучевой сварки достигается также на низкоуглеродистых,
коррозионностойких сталях, меди и медных, никелевых и алюминиевых сплавах.
Это взрывной шов. Тепло вырабатывается в результате трения между соединяемыми материалами. Трение является результатом взрыва, который сжимает контактные поверхности деталей. Этот метод используется для покрытия металлов инородным материалом. Например, сталь покрыта алюминием.
Этот вид сварки включает в себя несколько вариантов, которые мы сейчас рассмотрим.
Дуговая сварка
Этот тип сварки является наиболее часто используемым. Свариваемые материалы и/или детали расплавляются под действием тепла, выделяемого дугой. После закалки свариваемые поверхности образуют единое сварное соединение. Для этого типа сварки требуется сильноточное низковольтное электроснабжение. Сварочный электрод соединяется со своим зажимом, к которому, в свою очередь, прикасается свариваемая заготовка.
Наиболее важными
«подтипами» электродуговой сварки являются: ручная дуговая сварка,
сварка негорючим электродом, сварка плавлением, сварка под флюсом, сварка
электрошлаком.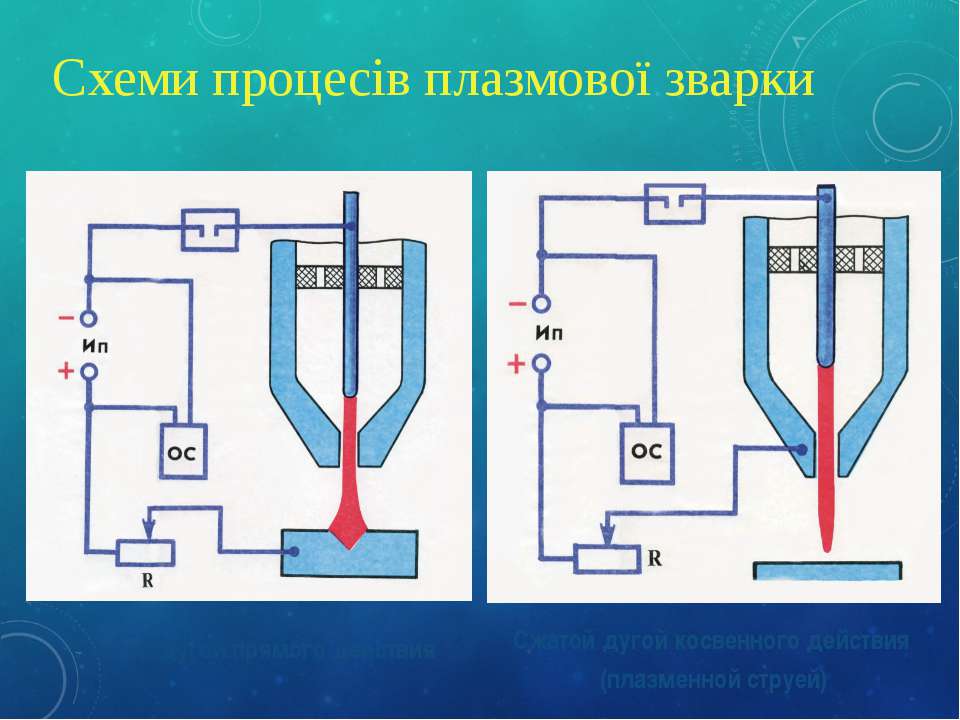
Это универсальный технологический процесс. С его помощью можно выполнять сварочные работы в любом пространственном положении, из разных видов стали, даже без необходимого оборудования. Используется специальный электрод с флюсовым покрытием. Покрытие служит для защиты металлического шва от внешних воздействий. Сварка производится постоянным током с прямой или обратной полярностью и переменным током. Этот тип сварки используется для коротких и изогнутых сварных швов в труднодоступных местах и для монтажных работ.
В качестве электрода используется графитовый или вольфрамовый стержень. Температура плавления этих материалов выше температуры, при которой происходит процесс сварки. Сварка обычно выполняется в среде инертного газа (аргон, гелий, азот и их смеси) для защиты сварного шва и электрода от воздействия атмосферы. Сварка может производиться с присадочным металлом или без него. В качестве присадочного материала используются металлические стержни, проволока, полосы.
В качестве электрода
используется проволока (сталь, медь или алюминий), которая подается током через
токопроводящий наконечник. Электрическая дуга расплавляет проволоку, и
проволока автоматически подается механизмом подачи для обеспечения постоянной
длины проволоки. Для защиты от атмосферных воздействий используются защитные
газы (аргон, гелий, углекислый газ и их смеси), которые подаются вместе с
электродной проволокой от сварочной головки.
Электрическая дуга расплавляет проволоку, и
проволока автоматически подается механизмом подачи для обеспечения постоянной
длины проволоки. Для защиты от атмосферных воздействий используются защитные
газы (аргон, гелий, углекислый газ и их смеси), которые подаются вместе с
электродной проволокой от сварочной головки.
Под флюсовой сваркой
В этой форме сварки электродный конец также представлен в виде металлической проволоки или прутка, в конце которой подается флюсовый слой. В качестве флюсов используются кальцинированный бор, борная кислота, кремниевая кислота и др. Флюсы используются в виде порошков, паст, водных растворов. Дуговое горение происходит в пузырьке газа, который находится между металлом и слоем потока. Сама дуга в этом случае не видна. Эта технология повышает защиту металла от вредного воздействия атмосферы и улучшает глубину расплава.
При электрошлаковой сварке
следующие электроды служат в качестве электродной проволоки, прутков и пластин.
Источником тепла является расплавленный шлак, через который протекает
электрический ток. Тепло, вырабатываемое флюсом, расплавляет края свариваемых
деталей и присадочную проволоку. Этот процесс используется для сварки
вертикальных швов толстостенных изделий. Электрошлаковая сварка применяется в
машиностроении для изготовления кузнечно — сварных и литых конструкций.
Тепло, вырабатываемое флюсом, расплавляет края свариваемых
деталей и присадочную проволоку. Этот процесс используется для сварки
вертикальных швов толстостенных изделий. Электрошлаковая сварка применяется в
машиностроении для изготовления кузнечно — сварных и литых конструкций.
плазменная сварка
Источником тепла является пучок плазмы, который образуется при нагревании электрода электрическим током. Пучок плазмы сжимается и ускоряется под действием электромагнитных сил, что оказывает как тепловое, так и газодинамическое воздействие на свариваемый продукт. При струйном нагреве плавится как цветной металл в непосредственной близости от дуги, так и присадочный металл. В дополнение к сварке, этот процесс часто используется для наращивания сварки, распыления и резки.
Источником тепла является пучок
электронов. Пучок генерируется термоэлектронным излучением катода электронной
пучковой пушки. Этот вид сварки используется в промышленных условиях в
вакуумных камерах. Известна также технология сварки электронным пучком в
атмосфере нормального давления, когда электронный пучок выходит из зоны вакуума
непосредственно перед свариваемыми деталями.
Известна также технология сварки электронным пучком в
атмосфере нормального давления, когда электронный пучок выходит из зоны вакуума
непосредственно перед свариваемыми деталями.
Источником тепла является сфокусированный лазерный луч. Используются твердотельные, газовые, жидкостные и полупроводниковые лазеры. Лазерный луч также используется для резки различных материалов. Основными преимуществами лазерной сварки являются: возможность выполнения процесса на высоких скоростях, практически полное отсутствие деформации продукта и узкий стык.
Источником тепла является
газовый факел, который образуется при сжигании смеси кислорода и горючего газа.
В качестве горючего газа могут использоваться ацетилен, водород, пропан, бутан
и их смеси. Тепло, выделяемое при сжигании смеси кислорода и
легковоспламеняющегося газа, расплавляет свариваемые поверхности и присадочный
материал, образуя сварочную ванну. Пламя может быть «окисляющим» или
«восстанавливающим», и это регулируется количеством кислорода.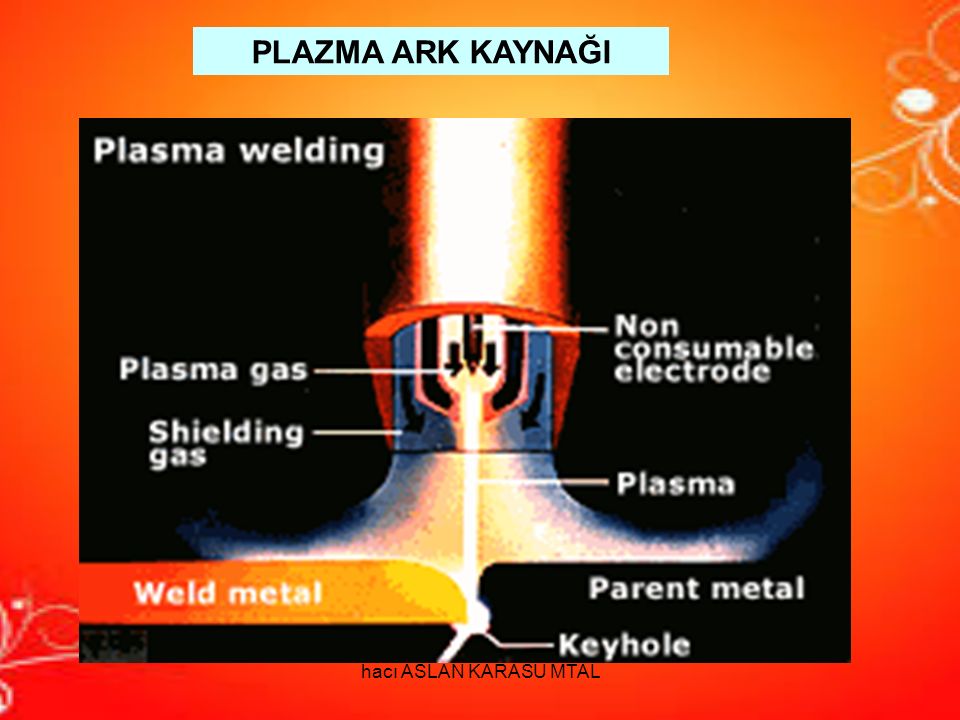
Термомеханическая сварка
Сварка производится путем нагрева свариваемых поверхностей. Этот вид сварки также имеет свои варианты.
Этот вид сварки нагревает изделия и деформирует их, что обеспечивает их взаимное проникновение. Сварные детали зажимаются в сварочные клещи и выделяют на электродах ток высокого напряжения, который плавит детали. Затем ток отключается и сильно сжимается клещами, в результате чего металл кристаллизуется и образует сварной шов.
При диффузионной сварке соединяемые поверхности сжимаются и нагреваются. Обычно этот процесс происходит в вакууме. В результате этого действия образуется сварной шов. Эта технология очень дорогая и поэтому в основном используется в аэрокосмической, электронной и инструментальной промышленности.
Поверхности свариваются путем
удара кованым молотком по горячим деталям. Этот тип сварки ненадежен, имеет
низкую производительность и подходит для ограниченного количества сплавов.
Сегодня кузнечная сварка используется практически нигде.
Высокочастотная токовая сварка
Свариваемые детали располагаются близко друг к другу и нагреваются, пропуская через них высокочастотный ток, после чего детали сжимаются вместе. Полученная в результате заготовка охлаждается и готова к использованию. Процесс в основном используется для производства труб и фитингов из продольной стали.
Внешний вид и развитие сварных швов
Сварка — это процесс формирования постоянных соединений путем создания атомных связей между свариваемыми частями путем их локального или общего нагрева или пластической деформации, либо путем комбинированного действия обеих форм.
В 1802 г. впервые в мире профессор физики Медико-хирургической академии Санкт-Петербурга В. В. Петров (1761-1834) открыл электрическую дугу, описал происходящие в ней явления и указал на возможность ее практического применения.
В 1881 г. русский
изобретатель Н.Н. Бенардос (1842-1905) использовал электрическую дугу для
соединения и разделения стали. Электрическая дуга Н.Н. Бенардос обгорел между
углеродным электродом и сварным металлом. Стальная проволока служила
дополнительным стержнем для формирования соединения. Батареи использовались в
качестве источника электрической энергии. Тот, что из Н.Н. Предложенная
Бенардос сварка использовалась в России в цехах Риго-Орловской железной дороги
для ремонта подвижного состава. Другие виды сварки были также предложены Н.Н.
Бенардос открыл: контактную точечную сварку, дуговую сварку несколькими
электродами под защитным газом и механизированную подачу электрода в дугу.
Электрическая дуга Н.Н. Бенардос обгорел между
углеродным электродом и сварным металлом. Стальная проволока служила
дополнительным стержнем для формирования соединения. Батареи использовались в
качестве источника электрической энергии. Тот, что из Н.Н. Предложенная
Бенардос сварка использовалась в России в цехах Риго-Орловской железной дороги
для ремонта подвижного состава. Другие виды сварки были также предложены Н.Н.
Бенардос открыл: контактную точечную сварку, дуговую сварку несколькими
электродами под защитным газом и механизированную подачу электрода в дугу.
В 1888 г. русский инженер
Н.Г. Славянов (1854-1897) предложил дуговую сварку плавящимся металлическим
электродом. Разработал научные основы дуговой сварки, применил флюс для защиты
металла сварочной ванны от воздействия воздуха, предложил накладную сварку и
сварку чугуна. Н.Г. Славянов изготовил по его проекту сварочный генератор и
организовал в Пермских пушечных мастерских первую в мире электросварочную
мастерскую, в которой работал с 1883 по 1897 год.
Н.Н. Бенардос и Н.Г. Славянов выступили инициаторами автоматизации сварочных процессов. Однако в условиях царской России их изобретения не нашли широкого применения. Только после Великой Октябрьской социалистической революции сварка получила широкое распространение в нашей стране. Уже в начале 1920-х гг. под руководством профессора В.П. Вологдина на Дальнем Востоке корабли ремонтировались методом дуговой сварки, как и сварные котлы, а позднее — сварки кораблей и критических конструкций.
Разработка и промышленное
применение сварки потребовали разработки и производства надежных источников
питания для устойчивого горения дуги. Такие устройства — сварочный генератор
СМ 1 и сварочный трансформатор с
нормальной магнитной утечкой СТ 2 —
впервые были изготовлены в 1924 году ленинградским заводом
«Электрик». В том же году советским ученым В.П. Никитиным была разработана
принципиально новая схема сварочного трансформатора типа СТН. Производство
таких трансформаторов заводом «Электрик» было начато в 1927 году.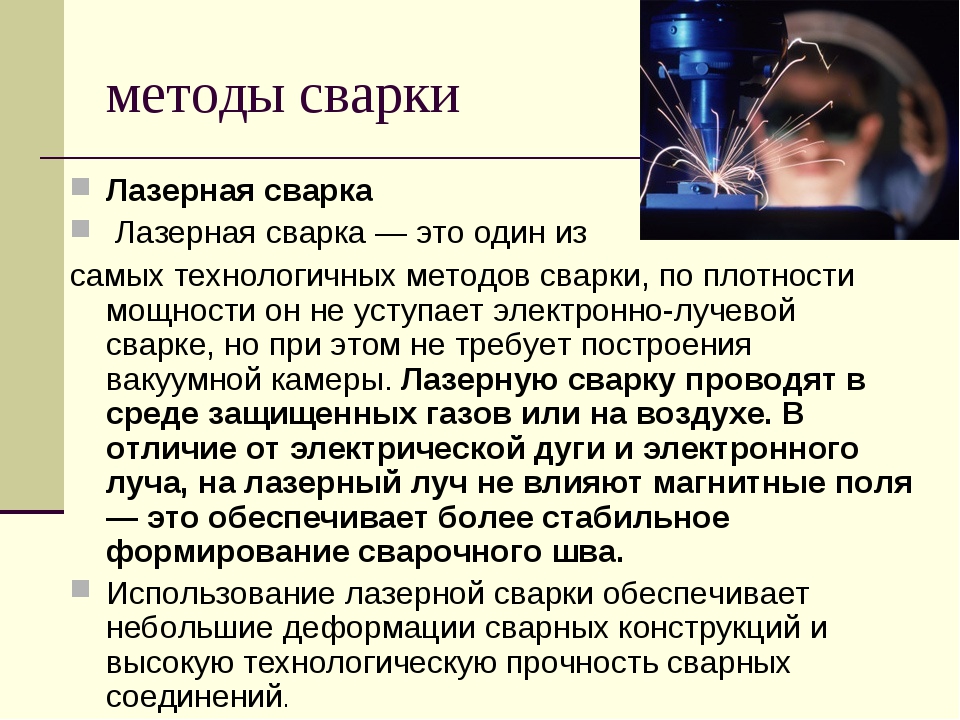
В 1928 году ученый Д.А. Дульчевский изобрел автоматическую дуговую сварку под флюсом.
Новый этап в развитии сварки относится к концу 1930-х годов , когда коллектив Института электросварки АН УССР под руководством академика Э.О. Патон разработал промышленный метод автоматической сварки под флюсом. Его внедрение в производство началось в 1940 г. Во время войны дуговая сварка под флюсом сыграла большую роль в производстве танков, самоходных орудий и авиационных бомб. Позже был разработан метод полуавтоматической сварки под флюсом.
В конце 1940-х годов газовая сварка стала использоваться в промышленности. Команды Центрального научно-исследовательского института машиностроительных технологий и Е.П. Патоновский институт электросварки разработал и внедрил полуавтоматическую сварку в углекислоте в 1952 году.
Главным достижением
сварочного оборудования стала разработка коллективом КЭС в 1949 году метода
электрошлаковой сварки, который позволил сваривать металлы практически любой
толщины.
Авторы работ по сварке углекислого газа плавящимся электродом и электрошлаковой сварке К.М. Новожилив, Г.З. Волошкевич, К.В. Любавский и другие были удостоены Ленинской премии.
В последующие годы в стране применялись ультразвуковая сварка, электронно-лучевая сварка, плазменная сварка, диффузионная сварка, холодная сварка, сварка трением и др. Большой вклад в развитие сварки внесли ученые нашей страны: В.П. Вологдин, В.П. Никитин, Д.А. Дульчевский, Э.О. Патонов и команды Е.О. Патонова, Центральный научно-исследовательский институт технологии машиностроения, Всесоюзный научно-исследовательский институт автогенного машиностроения, Институт металлургии имени А.А. Байкова, Ленинградский завод «Электрик» и др.
Сварка во многих случаях заменила трудоемкие структурные процессы, такие как клепки и литье, резьбовые соединения и ковка.
Преимущества сварки перед этими методами заключаются в следующем:
- Экономия металла — 10 … 30% и более в зависимости от сложности конструкции
- снижение трудоемкости труда, сокращение продолжительности работы и снижение ее стоимости
- Более дешевое оборудование
- Машинопригодность и автоматизация сварочного процесса
- Возможность ремонта износа
- герметичность сварных соединений выше, чем у заклепочных или резьбовых.

Снижение производственного шума и улучшение условий труда работников
Виды сварки
Сварка плавлением производится при нагреве сильным концентрированным источником тепла (дуга, плазма и т.д.). Кромки сварных деталей сплавляются спонтанно и образуют общий сварочный бассейн, в котором происходят некоторые физические и химические процессы.
Сварка под давлением осуществляется путем пластической деформации металла на стыке под действием сжимающих сил. В результате различные загрязнения и оксиды на свариваемых поверхностях смещаются наружу, и чистые поверхности приближаются к атомному расстоянию адгезии по всему поперечному сечению.
Наиболее важные виды сварки
Ручная дуговая сварка выполняется металлическими электродами с покрытием. На электрод и свариваемый металл подается переменный или постоянный ток, в результате чего образуется дуга, длина которой должна поддерживаться постоянной в течение всего процесса сварки.
Под дуговой сваркой. Суть
сварки заключается в том, что дуга горит под слоем порошка для сварки под
флюсом между концом неизолированной электродной проволоки. Когда дуга горит и
флюс плавится, образуется газошлаковая оболочка, которая предотвращает
негативное влияние атмосферного воздуха на качество сварного соединения.
Суть
сварки заключается в том, что дуга горит под слоем порошка для сварки под
флюсом между концом неизолированной электродной проволоки. Когда дуга горит и
флюс плавится, образуется газошлаковая оболочка, которая предотвращает
негативное влияние атмосферного воздуха на качество сварного соединения.
Дуговая сварка в среде инертного газа осуществляется как с помощью не плавящихся (часто вольфрамовых), так и плавящихся электродов.
При сварке негорючим электродом дуга между электродом и свариваемым металлом горит под действием защитного газа. Сварочная проволока подается в зону сварки снаружи.
Сварка плавящимися электродами производится на полуавтоматических и автоматических станках. В этом случае возникает дуга между непрерывно подаваемой голой проволокой и свариваемым металлом.
Защитные газы — инертные
(аргон, гелий, азот) и активные газы (углекислый газ, водород, кислород), а
также смеси аргона и гелия, либо углекислый газ, либо кислород; углекислый газ
с кислородом и т. д.).
д.).
Газовая сварка осуществляется путем нагревания до тех пор, пока сварочные кромки и сварочная проволока не расплавятся высокотемпературным газокислородным пламенем от сварочной горелки. В качестве топливного газа используется ацетилен и его заменители (пропан-бутан, природный газ, жидкие горючие пары и т.д.).
Электрошлаковая сварка применяется для соединения изделий любой толщины в вертикальном положении. Листы устанавливаются с зазором между свариваемыми кромками. Проволока и флюс подаются в зону сварки. Дуга горит только в начале процесса. После того, как определенное количество потока расплавилось, дуга гаснет, и ток течет через расплавленный шлак.
Сварка контактов выполняется
при нагреве деталей электрическим током и их пластической деформации
(сдавливании) в точке нагрева. Локальный нагрев достигается за счет
сопротивления электрическому току сварных частей в месте их контакта.
Существует несколько видов контактной сварки, которые различаются по форме
сварного соединения, технологическим особенностям, способам подачи тока и
электропитания.
Типы контактной сварки
Сварка прикладом деталей, свариваемых вместе над поверхностью торцов встык.
При точечной сварке элементы соединяются в областях, ограниченных площадью концов электродов, которые питают ток и передают сжимающее усилие.
Контактная сварка рельефа выполняется на отдельных участках на предварительно подготовленных протуберанах — рельефах.
При контактной сварке швом элементы соединяются при помощи притирки вращающимися дисковыми электродами в виде непрерывного или прерывистого шва.
Электронно-лучевая сварка. Суть процесса электронно-лучевой сварки заключается в использовании кинетической энергии электронов, быстро движущихся в глубоком вакууме. Когда электроны бомбардируют поверхность металла, большая часть их кинетической энергии преобразуется в тепло, которое используется для плавки металла.
Для сварки необходимо:
получить свободные электроны, сконцентрировать их и дать им высокую скорость
для увеличения их энергии, которая, когда электроны замедляются в свариваемом
металле, преобразуется в тепло.
Электронно-лучевая сварка применяется для сварки тугоплавких и редких металлов, высокопрочных, жаропрочных и коррозионностойких сплавов и сталей.
Диффузионная сварка в вакууме имеет следующие преимущества: металл не плавится, что позволяет получить более прочные сварные соединения и высокую точность размеров изделий, позволяет сваривать разнородные материалы: сталь с алюминием, вольфрам, титан, металлокерамику, молибден, медь с алюминием и титаном, титан с платиной и др.
Плазменная сварка может
использоваться для сварки однородных и разнородных металлов, а также
неметаллических материалов. Температура плазменной дуги, используемой в
сварочной технике, достигает 30 000 C. Для генерации плазменной дуги
используются плазматроны с прямой или непрямой дугой. При прямом воздействии
плазмотронов плазменная дуга образуется между вольфрамовым электродом и
основным металлом. В этом случае насадка является электрически нейтральной и
служит для сжатия и стабилизации дуги.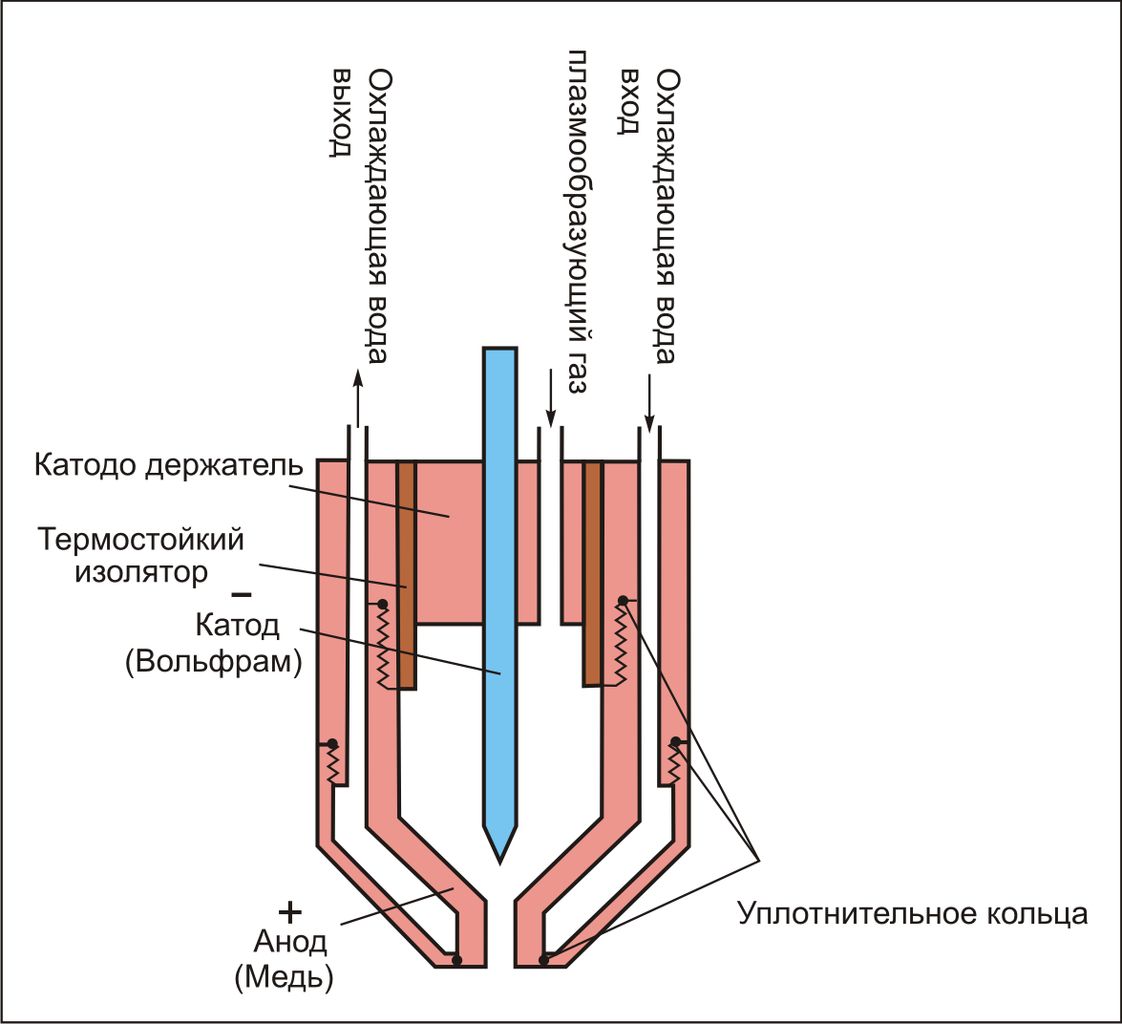 При использовании непрямых плазмотронов
между вольфрамовым электродом и соплом образуется плазменная дуга, и пучок
плазмы высвобождается из колонны дуги в виде горелки. Плазменная дуга
называется плазменным лучом. Для формирования сжатой дуги вдоль ее колонны
через канал в сопле проходит нейтральный монотомный (аргон, гелий) или
диатомный газ (азот, водород и другие газы и их смеси). Газ сжимает колонну
дуги, повышая тем самым температуру колонны.
При использовании непрямых плазмотронов
между вольфрамовым электродом и соплом образуется плазменная дуга, и пучок
плазмы высвобождается из колонны дуги в виде горелки. Плазменная дуга
называется плазменным лучом. Для формирования сжатой дуги вдоль ее колонны
через канал в сопле проходит нейтральный монотомный (аргон, гелий) или
диатомный газ (азот, водород и другие газы и их смеси). Газ сжимает колонну
дуги, повышая тем самым температуру колонны.
Лазерная сварка. Лазер —
оптический квантовый генератор (OQG). Излучателем — активным элементом — в ОРЦ
могут быть: 1) твердые частицы — стекло с неодимом, рубином и т.д.; 2) жидкости
— растворы оксида неодима, красителей и т.д.; 30 газов и газовых смесей — водород,
азот, двуокись углерода и т.д.; 4) полупроводниковые монокристаллы — арсенидов
галлия и индия, сплавов кадмия с селеном и серой и т.д. Возможно перерабатывать
металлы и неметаллические материалы в атмосфере, в вакууме и в различных газах.
Лазерный луч свободно проникает в стекло, кварц и воздух.
Холодная сварка металлов. Суть данного вида сварки заключается в том, что при воздействии высокого давления на соединяемые элементы в точке контакта возникает пластическая деформация, которая способствует созданию межатомных адгезионных сил и приводит к образованию металлических связей. Сварка производится без нагрева. Холодной сваркой можно получить стыки шва, притирки и столбняка. Таким образом свариваются пластмассовые металлы: медь, алюминий и его сплавы, свинец, олово, титан.
Сварка трением выполняется в твердом состоянии под действием тепла, образующегося при трении поверхностей свариваемых деталей, с последующим приложением сжимающих усилий. Прочные сварные соединения создаются металлическими соединениями между контактными поверхностями сварных деталей.
Высокочастотная сварка основана на нагреве металла путем прохождения через него высокочастотных токов с последующим выдавливанием рулонов. Такие сварные швы могут быть выполнены с питанием током через контакты и с питанием индукционным током.
Ультразвуковая сварка. При сварке ультразвуком создается постоянная связь между металлами за счет одновременного воздействия на детали механических колебаний высокой частоты и относительно низких сил давления. Этот метод используется при сварке теплочувствительных металлов, пластмасс, металлов и неметаллических материалов.
Взрывная сварка основана на воздействии на свариваемые детали направленных кратковременных сверхвысокоэнергетических взрывных давлений порядка (100…200) Х 108 Па. Взрывозащитная сварка применяется при изготовлении заготовок для прокатки биметалла, на поверхностях наплавки конструкционных сталей металлами и сплавами с особыми физико-химическими свойствами, а также при сварке деталей из разнородных металлов и сплавов.
Полусварочный станок A 547U
Полуавтомат А 547У предназначен для сварки в среде углекислого газа. Позволяет сваривать металлические швы толщиной от 1 мм и более, а также угловые швы на катетерах шва от 1,5 мм и более. Благодаря небольшой сварочной ванне, образованной из тонкой электродной проволоки (до 1,2 мм), можно сваривать швы, расположенные в любом пространственном положении со свободным их формированием. Сварка производится постоянным током с обратной полярностью. В качестве источника тока могут использоваться сварочные преобразователи или сварочные выпрямители с жесткими внешними свойствами.
Общий вид полуавтомата в комплекте со сварочным выпрямителем BC 300 показан на рис. 130. Набор содержит: Питатель 5, сварочный выпрямитель 6 со встроенным пультом управления 7, держатель 4 со шлангом, редуктор — расходомер 3, отопительный газ 2, газовый баллон 1 с углекислым газом, а также соединительные кабели и провода.
Механизм подачи сконструирован таким образом, что электродная проволока вставляется в зону дуги. Устанавливается вместе с барабаном 2 электродной проволоки и газоотсекателем 14 в корпусе 13, который имеет форму небольшого корпуса с крышкой 1. Двигатель постоянного тока 12 через понижающую передачу 17 передает вращение на сменный подающий ролик 5. под этим роликом на эксцентрике 7 находится нажимной шарикоподшипник 6. прижимание электродной проволоки к подающему ролику производится с помощью рычага 9, усиленного на кронштейне 3. усилие нажима регулируется пружиной, расположенной внутри нажимного винта 4, конец которого прижимает вал рычага и поворачивает его к оси 10. На другой стороне корпуса находится штырь 20, на который помещен барабан с электродной проволокой. Между барабаном и подающим валиком находится направляющая трубка 8. Для соединения проводов контуров управления с обеих сторон корпуса имеются разъемы 16 и 21. Углекислый газ из баллона через ниппель 22 подается в газовый сепаратор, а затем через трубку 15 в горелку. Наконечник гибкой трубки вставляется в контактные губки 18 и зажимается штифтом 19.
Питатель устанавливается на рабочем месте и переносится сварщиком на рукоятке 11. При работе в стационарных условиях механизм подачи закреплен на столе сварщика. В этом случае вместо барабана с электродной проволокой целесообразно использовать проволоку непосредственно из отсека, который размещается на оровку.
Полуавтомат поставляется с двумя типами держателей с шлангами. Одна из них, длиной 1,2 м, предназначена для сварки электродной проволокой диаметром 0,8 — 1 мм при токе до 150А, а вторая, длиной 2,5 м, используется для сварки проволокой диаметром 1 — 1,2 мм при токе до 250А.
Если радиус действия сварочной проволоки больше указанного, то брызги металла на электрод увеличиваются и процесс сварки нарушается; если радиус действия меньше, то наконечник сгорает. Последовательность полета и надежность работы наконечника гарантируется контактной втулкой. Одна контактная втулка используется для изогнутых резаков, а две — для прямых.
Сварка в разных положениях шва в пространстве выполняется в разных режимах. При переходе от нижних к вертикальным соединениям режим (натяжение и скорость подачи проволоки) должен быть снижен. Частое изменение режима сварки рукой снимает сварочный аппарат и занимает много времени, поэтому некоторые полуавтоматы оснащены устройствами дистанционного управления режимом сварки. Устройства для дистанционного переключения режимов делают полуавтоматы пригодными для начала и окончания сварки.
В качестве защитных газов используются активные газы, т.е. те, которые в процессе сварки могут взаимодействовать с другими элементами. Эти газы включают углекислый газ (CO2) или смеси: 70% углекислый газ и 30% аргон (или кислород) для сварки углеродистых сталей; 70% аргон и 30% углекислый газ для сварки легированных сталей.
Использование газовых смесей вместо 100% углекислого газа повышает производительность и качество сварных швов.
Преимущество газосварной сварки заключается также в том, что на свариваемые изделия, изготовленные по этой технологии, можно накладывать прочные антикоррозионные слои (оцинкованные и т.д.) без какой-либо специальной подготовки. Сварка инертным газом также используется для соединения тонких металлов (0,1 — 1,5 мм).
Из всех видов дуговой сварки полуавтоматическая сварка в защитных газах имеет наименьший объем работ.
Углекислый газ. При нормальном атмосферном давлении удельная плотность двуокиси углерода составляет 0,00198 г/см³. При температуре 31°С и давлении 7,53 МПа сжижается углекислый газ. Температура сжижения газа при атмосферном давлении составляет 78,5o C. Углекислый газ хранится и транспортируется в стальных баллонах под давлением 6 — 7 МПа. Стандартный баллон объемом 40 дм³ вмещает 25 кг жидкой углекислоты, в результате чего при испарении образуется 12 625 дм³ газа. Жидкая углекислота занимает 60-80% объема резервуара, остальная часть объема заполняется испаренным газом.
Заключение
Жидкая углекислота способна растворять воду, поэтому углекислый газ, выделяющийся в цилиндре, должен быть высушен перед подачей в зону листа; его концентрация должна быть не менее 99%. Если углекислый газ содержит влагу, то пористость шва неизбежна.
Для сварки используется специально произведенная двуокись углерода, также можно использовать двуокись углерода для пищевых продуктов.
Пищевой углекислый газ содержит большое количество влаги, поэтому перед сваркой газ необходимо высушить, пропустив его через картридж, заполненный сульфатом обезвоженной меди, или через сушилку с силикагелем.
В процессе сварки двуокись углерода отвечает следующим техническим требованиям: для класса I CO2 не менее 99,5%, для класса II CO2 — 99%; для класса I водяные пары не более 0,18%, для класса II CO2 — 0,51%.
Если количество сварочных станций превышает 20, желательно иметь централизованную подачу углекислого газа по трубопроводу от рампы или газификационной установки. Рекомендуется оборудовать сварочные станции электромагнитными клапанами, которые позволяют автоматически включать подачу газа перед зажиганием дуги и отключать его после тушения. Каждый сварочный пост должен быть оснащен расходомером (ротаметром).
Список литературы
- Сычев, М.М. Материаловедение. Проектирование конструкционных материалов: Учебник / М.М. Сычев, С.И. Гринева, В.Н. Коробко, Т.В. Лукашова, С.В. Мякин, В.В. Бахметев. — Санкт-Петербург: Санкт-Петербургский государственный технический университет (ТУ), 2003.
- Мутилина, И.Н. Технология строительных материалов: учебник / И.Н. Мутилина. — Владивосток: Издательский дом ФГТУ, 2004.
- Быков В.П. Ручная дуговая сварка: методические указания / В.П. Быков, Б.Ф. Орлов, А.С. Поздеев. — Архангельск: РИО АГТУ, 1995.
- Быков В.П. Контактная сварка: методические указания / В.П. Быков, А.С. Поздеев. — Архангельск: РИО АГТУ, 1993.
- Казаков Ю.В. «Сварка и резка материалов» М.2004.
Реферат На Тему Сварка – Telegraph
➡➡➡ ПОДРОБНЕЕ ЖМИТЕ ЗДЕСЬ!
Реферат На Тему Сварка
Сварочная металлургия отличается от других металлургических процессов высокими температурами термического цикла и малым временем . .
Сварка — процесс получения неразъёмных соединений посредством установления межатомных связей между свариваемыми частями при их местном . .
Реферат на тему: Сварка . План: Введение . 1 Классификация сварки металлов[1] 2 Термический класс . 2 .1 Сварочная дуга 2 .2 Электродуговая сварка .
28 . 2019 – Работа по теме: Реферат Сварка Резка . Глава: Реферат на тему: «Сварка . Кислородная резка .» Содержание . ВУЗ: НИМиБ .
Выбор сварочного оборудования, приспособления и инструменты . . . Академия Украины Кафедра термической обработки металлов Реферат на тему: .
23 . 2019 – Очень часто во время учебно программы школьника, воспитанникам проф\тех . училищ требуются рефераты по теме сварка . Которые . .
Физическая сущность процесса сварки . Виды сварки: ручная и автоматическая дуговая . Электрошлаковая сварка и приплав . Производство и технологии . .
За основу реферата взят серьёзный документ — пояснительная записка к курсовой работе на тему: «Сварка . Виды сварки . Контактная сварка» . .
Содержание : 1) Введение . 2) Химическая сварка . а) газовая сварка . б) термитная сварка . 3) Механическая сварка . 4) Электрическая сварка .
Введение . Основные вопросы сварки . Сварка . Понятие, сущность процесса . Классификация электрической дуговой сварки . Ручная дуговая сварка и . .
7 . 2019 – Сварка Вступление Сварка – технологический процесс получения . . . Реферат Сварка . . Тема необъятна, читайте еще: .
9 . 2020 – Контактная сварка» . 28 02 2020 – Работа по теме: Реферат Сварка Резка . Глава: Реферат на тему: «Сварка . Кислородная резка .
Основные вопросы сварки Сварка . Понятие, сущность процесса Классификация электрической дуговой сварки Ручная дуговая сварка и оборудование . .
23 . 2005 – Отрытие дуговой сварки . 2 . Что такое дуга . 3 . Распространение дуговой сварки . 4 .Зависимости от способа дуговой сварки . 5 .
11 . 2005 – Реферат: Сварка труб встык . . Раздел: Рефераты по технологии . . На тему: Учащийся ПУ-№33 . Иванов Сергей Викторович . гр . №45 .
16 . 2020 – Многоточечная контактная сварка — разновидность контактной сварки, . . реферат по видам сварки В процессе шовной сварки листовые заготовки . . Курсовая работа на тему межбанковский кредитный рынок . .
10 . 2020 – Кафедра «Технология машиностроения» . РЕФЕРАТ . на тему: «ДУГОВАЯ СВАРКА В ЗАЩИТНОМ ГАЗЕ» . Выполнил студент гр .ТМ-12 .
4 . 2019 – Реферат по прочим предметам на тему: Плазменная сварка и резка металла .
материалов» Реферат На тему: «Ручная дуговая сварка» Выполнил: студент гр . АТЗ-312 Бакчеев Дмитрий Владимирович Шифр: 20081327 Проверила: . .
Тема «Сварочные работы» описывает само понятие сварки, ее виды и характеристики . Реферат на тему Сварочные работы . Сварка представляет . .
на тему: Сварка трением . Выполнила: студент 3-го курса . группы ЗС-08-1 . Прищепова Д .А . . Реферат >> Промышленность, производство . Содержание . .
Реферат на тему: Промышленность, производство . История и развитие сварочного производства .
11 . – Скачать бесплатно – реферат по теме ‘Сварка и роботизация сварочных работ’ . Раздел: Другое . Тут найдется полное раскрытие темы . .
Реферат по дисциплине: «История философии и науки» на тему: История развития сварки . (наименование темы) . Выполнил: аспирант кафедры . .
реферат на тему: Сварка . скачать реферат . Вступление . Сварка технологический процесс получения неразъемных соединений материалов . .
11 . 2019 – Cкачать: Реферат по материаловедению Сварка и резка металлов . . . указав свой предмет (категорию), класс, учебник и тему: .
Электродуговая сварка – технология процесса и безопасность труда . . Другие рефераты на тему «Безопасность жизнедеятельности и охрана труда»: .
Основные виды сварочных материалов, сварочная проволока, стержни и пластины, . . Читать реферат online по теме ‘Технология сварки металлов’ .
Реферат на тему “Сварка меди и её сплавов” . Категория: Прочее . 27 .05 .2019 16:37 . Медь используют в химическом и энергетическом машиностроении . .
Реферат . Тема « Технологические основы процесса сварки металлов и сплавов (её классификация, прогрессивные способы сварки) .» По предмету: . .
28 . – Сварка – это один из ведущих технологических процессов обработки металлов . Большие преимущества сварки обеспечили её широкое . .
Иркутскийгосударственный университет путей сообщения . Курсоваяработа на тему: Сварка трением . Выполнила: студент 3-го курса группы ЗС-08-1
Тема реферата предлагается студентом или выбирается им из ниже перечисленного . . Электродуговая сварка на переменном и постоянном токе . 51 .
Реферат: Сварка . Кислородная резка Реферат на тему: «Сварка . Кислородная резка .» Содержание 1 . Возникновение и развитие сварки . 2 . Сущность . .
Реферат . Выпускная квалификационная работа на тему “РАЗРАБОТКА . . режимов, способов сварки, а так же проектирования участка сборки и сварки .
Ручная дуговая сварка производится штучными электродами, конструктивно представляющими собой металлический стержень с нанесненным на него . .
Методические указания по написанию реферата ……………… 18 . . линарного курса МДК .01 .01 Подготовка металла к сварке ПМ .01 . Подготови- . . выполнение аудио- и видеозаписей по заданной теме; . – подготовка к различным . .
Реферат: инверторные источники – банк рефератов содержит более 394 тысяч рефератов, курсовых и дипломных работ, шпаргалок – каталог . .
7 ав – РефераТ . Технология сварочного производства . Сварка – это технологический процесс получения неразъемных соединений металлов, . .
Посмотреть видео по теме Реферата . . Сварка, продолженная Бенардом, применялась в России мастерских Риго-Орловской железной дороги при . .
1 Реферат на тему: «Оценка сопротивление хрупкому разрешению сварных соединений стали 15Х5М» по дисциплине: «Диагностика и контроль . .
Сварочная металлургия отличается от других металлургических процессов высокими температурами термического цикла и малым временем . .
Сварка — процесс получения неразъёмных соединений посредством установления межатомных связей между свариваемыми частями при их местном . .
Реферат на тему: Сварка . План: Введение . 1 Классификация сварки металлов[1] 2 Термический класс . 2 .1 Сварочная дуга 2 .2 Электродуговая сварка .
28 . 2019 – Работа по теме: Реферат Сварка Резка . Глава: Реферат на тему: «Сварка . Кислородная резка .» Содержание . ВУЗ: НИМиБ .
Выбор сварочного оборудования, приспособления и инструменты . . . Академия Украины Кафедра термической обработки металлов Реферат на тему: .
23 . 2019 – Очень часто во время учебно программы школьника, воспитанникам проф\тех . училищ требуются рефераты по теме сварка . Которые . .
Физическая сущность процесса сварки . Виды сварки: ручная и автоматическая дуговая . Электрошлаковая сварка и приплав . Производство и технологии . .
За основу реферата взят серьёзный документ — пояснительная записка к курсовой работе на тему: «Сварка . Виды сварки . Контактная сварка» . .
Содержание : 1) Введение . 2) Химическая сварка . а) газовая сварка . б) термитная сварка . 3) Механическая сварка . 4) Электрическая сварка .
Введение . Основные вопросы сварки . Сварка . Понятие, сущность процесса . Классификация электрической дуговой сварки . Ручная дуговая сварка и . .
7 . 2019 – Сварка Вступление Сварка – технологический процесс получения . . . Реферат Сварка . . Тема необъятна, читайте еще: .
9 . 2020 – Контактная сварка» . 28 02 2020 – Работа по теме: Реферат Сварка Резка . Глава: Реферат на тему: «Сварка . Кислородная резка .
Основные вопросы сварки Сварка . Понятие, сущность процесса Классификация электрической дуговой сварки Ручная дуговая сварка и оборудование . .
23 . 2005 – Отрытие дуговой сварки . 2 . Что такое дуга . 3 . Распространение дуговой сварки . 4 .Зависимости от способа дуговой сварки . 5 .
11 . 2005 – Реферат: Сварка труб встык . . Раздел: Рефераты по технологии . . На тему: Учащийся ПУ-№33 . Иванов Сергей Викторович . гр . №45 .
16 . 2020 – Многоточечная контактная сварка — разновидность контактной сварки, . . реферат по видам сварки В процессе шовной сварки листовые заготовки . . Курсовая работа на тему межбанковский кредитный рынок . .
10 . 2020 – Кафедра «Технология машиностроения» . РЕФЕРАТ . на тему: «ДУГОВАЯ СВАРКА В ЗАЩИТНОМ ГАЗЕ» . Выполнил студент гр .ТМ-12 .
4 . 2019 – Реферат по прочим предметам на тему: Плазменная сварка и резка металла .
материалов» Реферат На тему: «Ручная дуговая сварка» Выполнил: студент гр . АТЗ-312 Бакчеев Дмитрий Владимирович Шифр: 20081327 Проверила: . .
Тема «Сварочные работы» описывает само понятие сварки, ее виды и характеристики . Реферат на тему Сварочные работы . Сварка представляет . .
на тему: Сварка трением . Выполнила: студент 3-го курса . группы ЗС-08-1 . Прищепова Д .А . . Реферат >> Промышленность, производство . Содержание . .
Реферат на тему: Промышленность, производство . История и развитие сварочного производства .
11 . – Скачать бесплатно – реферат по теме ‘Сварка и роботизация сварочных работ’ . Раздел: Другое . Тут найдется полное раскрытие темы . .
Реферат по дисциплине: «История философии и науки» на тему: История развития сварки . (наименование темы) . Выполнил: аспирант кафедры . .
реферат на тему: Сварка . скачать реферат . Вступление . Сварка технологический процесс получения неразъемных соединений материалов . .
11 . 2019 – Cкачать: Реферат по материаловедению Сварка и резка металлов . . . указав свой предмет (категорию), класс, учебник и тему: .
Электродуговая сварка – технология процесса и безопасность труда . . Другие рефераты на тему «Безопасность жизнедеятельности и охрана труда»: .
Основные виды сварочных материалов, сварочная проволока, стержни и пластины, . . Читать реферат online по теме ‘Технология сварки металлов’ .
Реферат на тему “Сварка меди и её сплавов” . Категория: Прочее . 27 .05 .2019 16:37 . Медь используют в химическом и энергетическом машиностроении . .
Реферат . Тема « Технологические основы процесса сварки металлов и сплавов (её классификация, прогрессивные способы сварки) .» По предмету: . .
28 . – Сварка – это один из ведущих технологических процессов обработки металлов . Большие преимущества сварки обеспечили её широкое . .
Иркутскийгосударственный университет путей сообщения . Курсоваяработа на тему: Сварка трением . Выполнила: студент 3-го курса группы ЗС-08-1
Тема реферата предлагается студентом или выбирается им из ниже перечисленного . . Электродуговая сварка на переменном и постоянном токе . 51 .
Реферат: Сварка . Кислородная резка Реферат на тему: «Сварка . Кислородная резка .» Содержание 1 . Возникновение и развитие сварки . 2 . Сущность . .
Реферат . Выпускная квалификационная работа на тему “РАЗРАБОТКА . . режимов, способов сварки, а так же проектирования участка сборки и сварки .
Ручная дуговая сварка производится штучными электродами, конструктивно представляющими собой металлический стержень с нанесненным на него . .
Методические указания по написанию реферата ……………… 18 . . линарного курса МДК .01 .01 Подготовка металла к сварке ПМ .01 . Подготови- . . выполнение аудио- и видеозаписей по заданной теме; . – подготовка к различным . .
Реферат: инверторные источники – банк рефератов содержит более 394 тысяч рефератов, курсовых и дипломных работ, шпаргалок – каталог . .
7 ав – РефераТ . Технология сварочного производства . Сварка – это технологический процесс получения неразъемных соединений металлов, . .
Посмотреть видео по теме Реферата . . Сварка, продолженная Бенардом, применялась в России мастерских Риго-Орловской железной дороги при . .
1 Реферат на тему: «Оценка сопротивление хрупкому разрешению сварных соединений стали 15Х5М» по дисциплине: «Диагностика и контроль . .
Реферат На Тему Вещества
Контрольная Работа Физические Методы Измерения Строение Вещества
Реферат На Тему Про
Контрольная Работа По Теме Строение
Реферат На Тему ЧС
плазменная резка реферат
плазменная резка рефератплазменная резка реферат
банк рефератов по философии | сварочные инверторы, установка плазменной …банк рефератов по философии , каталог ссылок , производство , промышленное , кабельно
Наверх
metalloprokat site характеристики нержавеющих сталей
регион металл процесс плазменная резка металлов
| характеристики |
| использования |
Наверх
metalloprokat site фигурная резка металла
процесс плазменная резка металлов кальций
| располагаются |
Наверх
издательство со ран
Наверх
резка железобетона алмазный инструмент \ алмазный резка проем \ резка плитка …
технология алмазный резка алмазный резка проем резка плитка
Наверх
технология алмазный резка \ комплекс резка металл \ алмазный резка проем …
инструмент резка мрамора гранита резка железобетона алмазный инструмент аппарат воздушный плазменный резка резка металлолома
Наверх
фундаментальный анализ скачать
установка плазменной резкиреферат “валютный рынок
Наверх
… кишиневе кольпит морскаяпехоты россии плазменная резка реферат по эконгомике на …
Наверх
металлургия | рефераты
производство и реализация компактных (3,6 кг) плазменных аппаратов плазар ап022 для резки, сварки,
Наверх
аренда квартир санкт, дизайн комнаты, ондулин, мобильные телефоны кредит …
бетон неавтоклавного твердения – бетон м 500 – плазменная резка
Наверх
новые знакомства
реферат ораторское искусство – реферат 5.81%, сочинение 6.52%реферат плазменная резка – реферат 2.90%, сочинение 5.32
Наверх
анекдоты на разные темы (новый выпуск)
реферат 5.87%, сочинение 2.50% предложения работы в саратове – реферат 0.15%, сочинение
Наверх
анекдоты на разные темы (новый выпуск)
реферат 5.76%, сочинение 3.23% инструкция на unitel city – реферат 2.65%, сочинение 5.48% инструкция на vixtel v100 – реферат 8.84%, сочинение 2.94 … … 5.52%, сочинение 6.84% инструкция на аппараты плазменной резки – реферат
Наверх
услуги резки: лазерная резка, резка металла стали лазером, плазменная резка …
сборник реферато
Наверх
бытовая техника, электроника / каталог “лучшие ресурсы ruнета”
редуктора, каталог, редукторы, детали, машин, приводная, техника,
| электромоторы, |
Наверх
подводная сварка и резка
… резка 1. электродуговая резка 2. электрокислородная резка 3.
| газокислородная |
Наверх
патентный отдел: номер публикации патента: 2145536
рефератизобретение
Наверх
сборник рефератов и прогнозов по предполагаемым ситуациям на планетах галактики
плазар – плазменная резка, сварка, пайка на водепроизводство и реализация компактных (3,6 кг) плазменных
Наверх
плазменное оборудование для резки, сварка сварочные оборудования и сварочные …
море справочников, словарей, рефератов и многого другого!вот то, что у нас есть
Наверх
шкафы купе, шкафы купе на заказ, встроеная мебель, мебель на заказ.
реферат спортивный тренажер. плазменная резка
Наверх
- плазменная резка
- установка плазменной резки
- плазменная резка металла
- воздушно плазменная резка
- аппарат плазменной резки
- машина плазменной резки
- плазменная сварка резка
- оборудование плазменной резки
- аппарат плазменной резки апр
- установка воздушно плазменной резки
- плазменная резка кристалл
- ремонт установок плазменной резки
- ручная плазменная резка
- станок плазменной резки
- портальная машина плазменной резки
- куплю плазменная резка
- аппарат плазменной резки металла
- плазменная резка листов
- плазменная резка чпу
- аппарат плазменный резка сварка
- плазменная резка под водой
- процесс плазменная резка металлов
- установка плазменной резки кристалл
- новосибирск плазменная резка
- способ плазменной резки
- автомат плазменной резки
- плазменная резка труб
- координатная плазменная резка
- аппараты воздушно плазменной резки
- установка плазменной резки плазма 150
- координатный стол плазменной резки
- есаб плазменная резка
- виды плазменной резки
- установки плазменной резки металла
- плазменная резка расчет
- автоматизированный комплекс плазменной резки
- установки плазменной резки производители
- есаб плазменная резка описание работы
- техника безопасности плазменная резка
- плазменная резка cfc
- аппарарты воздушно плазменной резки
- новосибирск оборудование плазменной резки
- продажа оборудования плазменная резка
- плазменная резка реферат
- услуги плазменной резки
- станок плазменной резки металлов
- портальная машина плазменной резки цена
- аппарты плазменной резки
- принцип плазменная резка
- плазменная резка красноярск
- плазменная резка
- установка плазменной резки
- плазменная резка металла
- воздушно плазменная резка
- аппарат плазменной резки
- машина плазменной резки
- плазменная сварка резка
- оборудование плазменной резки
- аппарат плазменной резки апр
- установка воздушно плазменной резки
- плазменная резка кристалл
- ремонт установок плазменной резки
- ручная плазменная резка
- станок плазменной резки
- портальная машина плазменной резки
- куплю плазменная резка
- аппарат плазменной резки металла
- плазменная резка листов
- плазменная резка чпу
- аппарат плазменный резка сварка
- плазменная резка под водой
- процесс плазменная резка металлов
- установка плазменной резки кристалл
- новосибирск плазменная резка
- способ плазменной резки
- автомат плазменной резки
- плазменная резка труб
- координатная плазменная резка
- аппараты воздушно плазменной резки
- установка плазменной резки плазма 150
- координатный стол плазменной резки
- есаб плазменная резка
- виды плазменной резки
- установки плазменной резки металла
- плазменная резка расчет
- автоматизированный комплекс плазменной резки
- установки плазменной резки производители
- есаб плазменная резка описание работы
- техника безопасности плазменная резка
- плазменная резка cfc
- аппарарты воздушно плазменной резки
- новосибирск оборудование плазменной резки
- продажа оборудования плазменная резка
- плазменная резка реферат
- услуги плазменной резки
- станок плазменной резки металлов
- портальная машина плазменной резки цена
- аппарты плазменной резки
- принцип плазменная резка
- плазменная резка красноярск
Наверх
Copyright © 2005
Сайт создан в системе uCozПлазменная сварка
Металлы и Сварка Плазменная сварка
Количество просмотров публикации Плазменная сварка – 216
| Наименование параметра | Значение |
| Тема статьи: | Плазменная сварка |
| Рубрика (тематическая категория) | Металлы и Сварка |
Плазменная сварка – процесс сварки плавлением, при которой соединение деталей осуществляется при нагреве плазменной струей.
Рис. 6.6. Схема плазменной сварки.
Плазменная сварка – понятие и виды. Классификация и особенности категории “Плазменная сварка” 2017, 2018.
Читайте также
Технологические методы изготовления заготовок. В ремонтной практике наибольшее распространение получили следующие виды заготовок. Отливки из чугуна, стали, цветных металлов и их сплавов. Отливки применяют для изготовления фасонных деталей (рамы,… [читать подробнее].
Плазменная струя, применяемая для сварки, представляет собой направленный поток ионизированного газа, имеющего температуру 20000–30000°С. Плазму получают в плазменных горелках (плазмотронах), пропуская газ через столб горящей дуги, сжатой в узком канале сопла горелки…. [читать подробнее].
Сварка деталей малых толщин (5 – 0.2 мм) является сложной задачей при использований многих других методов сварки плавлением. Малоамперная плазменная дуга, сформированная специальным плазмотроном с вольфрамовым электродом, имеет конусообразную форму с вершиной,… [читать подробнее].
Сущность метода.Плазма – ионизированный газ, содержащий электрически заряженные частицы и способный проводить ток. Ионизация газа происходит при его нагреве. Степень ионизации тем выше, чем выше температура газа. В центральной части сварочной дуги газ нагрет до… [читать подробнее].
Плазменная сварка и наплавка является наиболее прогрессивным способом восстановления изношенных деталей машин и нанесения износостойких покрытий (сплавов, порошков, полимеров) на рабочую поверхность при изготовлении деталей. Плазмой называется высокотемпературный… [читать подробнее].
(PDF) Достижения в плазменной дуговой сварке: ОБЗОР
ISSN: 2180-1053 Vol. 4 № 1 январь-июнь 2012 г.
Достижения в плазменно-дуговой сварке: обзор
55
[27] Павел Коталик, (2004 г.), Моделирование потока аргоновой плазмы,
Чехословацкий журнал физики, Vol. 55, No. 2, pp. 173-188.
[28] Вэй-Шян Ли, Чи-Фэн Линь, Чен-Ян Лю и Чин-Вэй Ченг,
(2004), Влияние скорости деформации и режима сварочного тока на поведение при динамическом ударе
Плазменно-дуговой сварки нержавеющей стали 304L
Сварочные изделия, металлургические операции и операции с материалами, том 35А, пп
1501-1515.
[29] А. Абделлах Эль-Хадж и Н. Айт-Мессауден, (2005), Сравнение
двух моделей турбулентности и анализ влияния
движения субстрата на поле потока плазменной струи , Plasma
Химия и обработка плазмы, Vol. 25, No. 6, pp 699-722.
[30] Т. Мацумото, Т. Мисоно, Х. Фуджи, К. Ноги, (2005), Поверхностное натяжение расплавленных нержавеющих сталей
в условиях плазмы, Журнал материалов
science 40: pp 2197-2200.
[31] Jingguo Ge, Zhengqiang Zhu, Defu He, Ligong Chen, (2005), алгоритм на основе технического зрения
для обнаружения швов в процессе PAW для труб из нержавеющей стали большого диаметра
, Int J Adv Manuf Technol 26: pp 1006–
1011.
[32] Кай Ченг, Си Чен, Вэнься Пан, (2006), Сравнение характеристик ламинарной и турбулентной термоплазменной струи
– исследование моделирования,
Plasma Chem Plasma Process 26 : pp 211–235.
[33] Дж.Мирапекс, А. Кобо, О. Conde, C. Jauregui, JM Lopez-Higuera,
(2006), Метод обнаружения дефектов дуговой сварки в реальном времени с помощью оптического анализа спектра плазмы
, NDT & E International 39: стр. 356–
360.
[34 ] J. Mirapeix, PB Гарсия-Альенде, А. Кобо, О.М. Конде, Дж. М. Лопес –
Игера, (2007), Обнаружение дефектов дуговой сварки в реальном времени и классификация
с анализом главных компонентов и искусственными нейронными сетями
, NDT & E International 40: стр. 315–323.
[35] J. Mirapeix, A. Cobo, DA Gonzalez и JM Lopez-Higuera, (2007),
Метод анализа плазменной спектроскопии на основе оптимизации
алгоритмов и спектрального синтеза для обеспечения качества дуговой сварки,
Оптический Экспресс, Vol. 15, No. 4, pp 1884-1897.
[36] J. Mirapeix, A. Cobo, DA González и JMLopez-Higuera, (2007),
Метод анализа плазменной спектроскопии на основе оптимизации
алгоритмов и спектрального синтеза для обеспечения качества дуговой сварки,
Оптика Экспресс, Vol.15, No. 4, pp 184-1897.
[37] В. Раджамани, Р. Ананд, Г.С. Редди, Дж. А. Сехар и М.А. Джог, (2006),
Повышение теплопередачи с использованием слабоионизированной плазмы при атмосферном давлении
Плазма под давлением в металлургии, металлургии и
Транзакции с материалами B, том 37B, стр. 565-570.
Обзор плазменной сварки
Процесс плазменной сварки был внедрен в сварочную промышленность в 1964 году как метод улучшения управления процессом дуговой сварки в более низких диапазонах тока.Сегодня плазма сохраняет первоначальные преимущества, которые она принесла промышленности, обеспечивая высокий уровень контроля и точности для получения высококачественных сварных швов в миниатюрных или высокоточных приложениях.
Процесс плазменной резки одинаково подходит для ручного и автоматического применения. Он использовался в различных операциях, начиная от сварки металлических лент в больших объемах и заканчивая прецизионной сваркой хирургических инструментов, автоматическим ремонтом лопастей реактивных двигателей и ручной сваркой кухонного оборудования для пищевой и молочной промышленности.
Как работает плазменная сварка:
Плазма – это газ, который нагревается до чрезвычайно высокой температуры и ионизируется, так что он становится электропроводным. В процессе плазменно-дуговой сварки эта плазма используется для передачи электрической дуги на заготовку. Свариваемый металл плавится под действием сильного тепла дуги и сплавляется.
Для системы требуется источник питания и сварочная горелка. В горелке электрод расположен внутри сопла горелки с небольшим отверстием на конце.Между электродом горелки и наконечником сопла зажигается вспомогательная дуга. Газ подается через сопло, где пилотная дуга нагревает газ до диапазона температур плазмы и ионизирует его. Газ выходит из сопла в виде струи, более горячей, чем любое химическое пламя или обычная электрическая дуга. Основная сварочная дуга передается на изделие через этот столб плазменного газа.
Плазменные газы обычно представляют собой аргон. В горелке также используется вторичный газ, аргон, аргон / водород или гелий, которые помогают защитить расплавленную сварочную ванну, тем самым сводя к минимуму окисление сварного шва.
Пропуская плазменный газ и дугу через суженное отверстие, горелка передает высокую концентрацию тепла на небольшую площадь. При использовании подходящего оборудования этот процесс позволяет получать резку исключительно высокого качества на самых разных материалах.
Характеристики и преимущества плазменной сварки:
F: Защищенный электрод
B: Защищенный электрод снижает загрязнение электрода. Это особенно полезно при сварке материалов, которые выделяют газ при сварке и загрязняют незащищенный электрод GTAW.
F: Увеличение длины дуги за счет формы дуги и равномерного распределения тепла
B: Расстояние от дуги не так критично, как в GTAW. Обеспечивает хорошую однородность сварного шва. Никакой AVC не требуется в 99% приложений распределения, иногда даже с подачей проволоки.
F: Перенос дуги мягкий и стабильный
B: Предназначен для сварки тонких листов, тонкой проволоки, миниатюрных компонентов, в которых резкое начало дуги GTAW может повредить свариваемую деталь.
F: Стабильная дуга при сварке
B: Уменьшает дрейф дуги. Дуговая сварка там, где она предназначена. Позволяет использовать инструменты для зажигания дуги в непосредственной близости от сварного шва для оптимального отвода тепла.
F: Минимальный высокочастотный шум при сварке
B: Минимальный высокочастотный шум при запуске стартовой дуги, поэтому плазму можно использовать с ЧПУ. Еще одно преимущество заключается в сварке, предусматривающей герметичное уплотнение электронных компонентов, где зажигание дуги GTAW может вызвать электрические помехи, которые могут повредить электронные внутренние компоненты свариваемого компонента.
F: Плотность энергии дуги в 3 раза выше, чем у TIG
B: Вызывает меньшую деформацию сварного шва и меньший размер сварных швов. Обеспечивает высокую скорость сварки
F: Время сварки всего 0,005 секунды
B: Исключительно короткое и точное время сварки для точечной секундной сварки тонкой проволоки, точное время сварки в сочетании с прецизионными устройствами перемещения обеспечивают повторяемость положений начала / остановки сварки.
F: Опции оборудования предлагают до 10 000 Гц
B: Предлагает широкий спектр импульсных опций для разнообразных импульсных приложений.
F: Художественная сварка малым током (всего 0,05 А)
B: Позволяет сваривать миниатюрные компоненты или контролировать наклон к кромке шва.
F: Диаметр дуги выбирается через отверстие сопла
B: Эта функция помогает прогнозировать размер сварного шва.
Особенности и преимущества:
P Защищенный электрод, длительное время до технического обслуживания электрода (обычно одна 8-часовая смена)
L Возможность сварки при низком токе (всего 0.05 ампер)
A Стабильность дуги и плавный запуск дуги обеспечивают стабильные сварные швы раз за разом
S Стабильная дуга при зажигании дуги и сварке малой силой тока
M Минимальные проблемы с высокочастотным шумом, ВЧ только при запуске вспомогательной дуги, а не для каждого сварного шва
A Плотность энергии дуги в 3 раза выше, чем у GTAW. Возможна более высокая скорость сварки
W Время сварки всего 5 мсек (.005 секунд)
E Плотность энергии уменьшает зону термического влияния, улучшает качество сварки
L Увеличение длины дуги за счет формы дуги и равномерного распределения тепла
D Диаметр дуги, выбранный через отверстие сопла
К металлам, которые можно сваривать в плазме, относятся нержавеющая, жаропрочная и другие стали, титан, инконель, ковар, циркаллой, тантал, медь, латунь, золото и серебро.
Заявки:
Преимущества плазменного процесса обеспечивают два основных преимущества: Повышенная скорость сварки и улучшенное качество сварки . Плазма отлично подходит для сварки проволоки, труб, полос, листов и всех миниатюрных, средних и крупных компонентов, требующих точной сварки. Во многих сферах применения многие уникальные преимущества плазмы сочетаются с улучшением процесса сварки.
Сварка проволокой: Процесс плазменной сварки может плавно, но стабильно запускать дугу на кончике проволоки или других небольших компонентах и производить повторяемые сварные швы с очень короткими периодами времени сварки.
Сварка металлической ленты: Плазменный процесс обеспечивает возможность постоянного переноса дуги на заготовку и сварки до краев сварного шва. В автоматических приложениях для длинных сварных швов регулирование расстояния до дуги не требуется, и этот процесс требует меньшего обслуживания компонентов горелки. Это особенно выгодно при больших объемах применения, когда материал выделяет газ или имеет поверхностные загрязнения.
Герметичные компоненты: Медицинские и электронные компоненты часто герметично закрываются сваркой.Плазменный процесс дает возможность:
Прецизионные инструменты: Для многих инструментов требуются сварные швы высокой точности. Плазменная сварка с ее контролем и точностью дает возможность выполнять эти критически важные сварные швы.
Другие области применения для плазменной сварки
Хирургические инструменты, иглы, провода, нити лампочек, термопары, зонды, датчики давления и электрические, сильфоны, уплотнения, банки, корпуса, микропереключатели, клапаны, электронные компоненты, двигатели, батареи, миниатюрная трубка для фитинга / фланца, продукты питания и молочные продукты Оборудование, применение в трубных мельницах, ремонт штампов и пресс-форм.
Параметры испытаний: Ручная сварка, без зажима, сталь Cr / Ni, толщина 0,102 ″; все значения определены с помощью измерительных приборов.
| GTAW: | 125 Ампер | 12 Вольт | 10,24 | I.P.M. |
| Плазма: | 75 ампер | 18 Вольт | 13,38 | I.P.M. |
| Подвод тепла: | В x A x 60 Скорость, см / мин |
| GTAW: | 12 х 125 х 60 Скорость в см / мин | |
| = 3.46 кДж | ||
| Подвод тепла: | 18 х 75 х 60 34 см / мин | |
| = 2,38 кДж | ||
Помимо того, что возможна более высокая скорость сварки, меньшее тепловложение дает следующие преимущества:
- Снижение напряжения в сварном элементе
- Цвет менее отпускаемый для Cr / Ni сталей
- Сниженный риск повреждения любых термочувствительных деталей, прилегающих к сварному соединению
чел-дека 99.qxd
% PDF-1.6 % 22 0 объект > эндобдж 26 0 объект > / Шрифт >>> / Поля [] >> эндобдж 27 0 объект > поток 2000-01-17T01: 46: 55PSCRIPT.DRV Version 4.02014-02-15T10: 53: 45-06: 002014-02-15T10: 53: 45-06: 00 Acrobat Distiller 3.01 для Windowsapplication / pdf
Плазменная сварка | Scientific.Net
Влияние Ti на микроструктуру и характеристики плакирующего слоя из сплава Fe-CrАвторы: Цзянь Ян Лю, Цин Тао, Вэй Лай, Вэй Вэй Тан, Цзянь Ван, Вэй Лю
Аннотация: Рассматривая многопористые и окаймляющие покрытия из сплава серии Fe-Cr, нанесенные на сталь Q235 плазменно-дуговой сваркой, массовая доля Ti 0%, 2%, 4%, 6%, 8% смешана с сплавом Fe-Cr. пудра.Микроструктура и характеристики сплавов серии Fe-Cr с диапазоном содержания Ti были исследованы с использованием оптической микрофотографии (OM), рентгеновской дифракции (XRD), сканирующей электронной микрофотографии (SEM), цифрового измерителя микротвердости и M-2000 dry. тестер на истирание. Основная фаза слоев Fe-Cr – это дендрит с реечным карбидом, смешанным между краем дендрита и зернами, измельченными с добавлением Ti. Результат XRD показывает, что основными фазами являются раствор (Fe-Cr), Cr 23 C 6 и TiC, в то время как результат цифрового испытания на микротвердость показывает, что микротвердость увеличивается с массовой долей Ti до 4% и уменьшается при последующем добавлении Ti.Наивысшая средняя твердость слоя составляет 750HV с содержанием 4% Ti, в то время как покрытие с 2% Ti имеет лучшую износостойкость с наименьшим объемом износа для соответствия матрицы вязкости и твердой фазы. Следовательно, покрытие с содержанием Ti от 2% до 4% показывает лучшие свойства.
709
Сравнительное исследование и анализ сварки трением с перемешиванием и плазменно-дуговой сваркойАвторы: К.Эланчежян, Б. Виджая Рамнатх, Калияперумал Пажанивел, А. Ведхапури, Б. Мано, А. Маноджкумар, М. Сталин, В. Вишну
Аннотация: Основная цель данной работы – сравнить сварку трением с перемешиванием и плазменную сварку с использованием разнородных материалов. В качестве материалов использовались AA 8011 и AA 6061. Сравниваемыми факторами в этом процессе являются качество сварки, различная подача и скорость вращения. Было изучено влияние сварочных процессов на ударные испытания и микротвердость.Морфологический анализ проводили с использованием SEM-анализа. Метод Тагучи, метод DOE и дисперсионный анализ используются для определения параметров, которые имеют наибольшее влияние на прочность сварного шва. Результаты показывают, что соединения FSW демонстрируют превосходные характеристики на растяжение и усталость, испытания на удар и микротвердость по сравнению с плазменной сваркой. В основном это связано с наличием механических свойств, превосходящих плазменную сварку. Ключевые слова: сварка трением с перемешиванием, SEM, AA 8011, AA 6061, плазменно-дуговая сварка, ANOVA и DOE.
695
Микроструктура и механические свойства стыка для плазменно-дуговой сварки сверхвысокопрочной стали AerMet100, наплавленной лазеромАвторы: X.З. Ран, Х. Ченг, Д. Лю, S.Q. Чжан, Х. Тан, Х. Ван
Реферат: Ремонт термически обработанных образцов из сверхвысокопрочной стали (UHSS) AerMet100, наплавленных лазерным плавлением, с механической обработкой канавок проводился методом дешевой плазменно-дуговой сварки (PAW). Микроструктура и механические свойства сварного соединения были исследованы с помощью оптической микроскопии (OM), сканирующей электронной микроскопии (SEM), дифракции рентгеновских лучей (XRD), испытания на микротвердость и испытания на механическое растяжение.Результаты экспериментов показали, что зона сварки с низкими значениями твердости в основном состоит из столбчатых зерен шириной около 200 мкм, которые эпитаксиально растут из зерен подложки и в которых характер ячеистой морфологии проявляется внизу по сравнению с дендритом с боковым ветвлением, появляющимся вверху. . Три зоны, т.е. зона достаточной закалки, зона недостаточной закалки и зона высокотемпературного отпуска, были разделены по температуре воздействия нагрева и характеристике микроструктуры в зоне термического влияния (ЗТВ), и была область с самым низким значением твердости, распределенная в зоне высокотемпературного отпуска. зона.По сравнению с неповрежденной термообработанной ковкой, механические свойства при растяжении отремонтированного образца, наплавленного методом лазерной плавки, несколько снизились, но все еще оставались хорошими, при этом предел текучести σ b , предел текучести σ s , удлинение δ 5 , а уменьшение площади Ψ составило 1627 МПа, 1285 МПа, 10,5% и 45% соответственно. Кроме того, испытание изотермического термического моделирования показало, что положение трещины при растяжении, расположенное в зоне высокотемпературного отпуска с наименьшим значением твердости, может быть связано с ростом карбида сплава и увеличением реверсированного аустенита при температуре старения.
424
Обнаружение сварочной ванны и замочной скважины на основе визуальных датчиков при плазменно-дуговой сваркеАвторы: Вэнь Цзянь Рен, Синь Фэн Лю, Цзинь Цян Гао
Аннотация: Разработана система наблюдения с тремя обычными промышленными ПЗС-камерами для получения изображений сварочной ванны и замочной скважины.Проводятся эксперименты для оценки взаимосвязи между параметрами сварки (сварочный ток и скорость сварки) и размером сварочной ванны и замочной скважины. Результаты наблюдений закладывают основу для понимания сварочной ванны и поведения замочной скважины в процессе плазменно-дуговой сварки, а также для разработки будущей системы управления.
309
Влияние режима сварочного тока на характеристики качества сварки листов AISI 304L, сваренных импульсным током плазменной дугойАвторы: Кондапалли Шива Прасад, Чаламаласетти Шриниваса Рао, Дамера Нагешвара Рао
Аннотация: Аустенитные нержавеющие стали получили широкое распространение при производстве компонентов, требующих высокой термостойкости и коррозионной стойкости, таких как металлические сильфоны, используемые в компенсаторах в самолетах, аэрокосмической и нефтяной промышленности.В случае однопроходной сварки более тонких секций этого сплава, микроплазменная дуговая сварка импульсным током оказалась полезной благодаря ее преимуществам по сравнению с традиционным процессом непрерывного тока. Статья посвящена изучению влияния постоянного и импульсного тока на сварку листов AISI 304 L с использованием процесса микроплазменной дуговой сварки (MPAW). Сварка проводилась на листах AISI 304 L толщиной 0,25 мм в режиме постоянного и импульсного тока отдельно, при сохранении всех остальных параметров сварки постоянными.Исследуются характеристики качества сварки, такие как микроструктура, твердость и свойства при растяжении, и обнаруживается, что использование импульсного тока приводит к лучшим характеристикам качества сварки по сравнению с режимом непрерывного тока.
1209
Микроструктура и свойства плазменно-дуговой сварки с замочной скважиной SAF 2205 Дуплексная нержавеющая стальАвторы: Бета Шимекова, Ингрид Коваржикова, Коломан Ульрих
Реферат: Исследованы микроструктура и свойства дуплексной нержавеющей стали SAF 2205 при плазменно-дуговой сварке (PAW) с глубинным проплавлением.Высококачественные сварные швы с полным проплавлением были успешно выполнены на дуплексной нержавеющей стали плазменно-дуговой сваркой (PAW) с замочной скважиной. Основной материал имел микроструктуру, состоящую из ферритной матрицы с островками аустенита. Содержание феррита по всему сварному шву составляло от 60 до 70%. Количество зерен ферритной и аустенитной фаз привело к увеличению твердости и прочности в зоне перемешивания. В оценочном эксперименте использовалось металлографическое наблюдение целостности и структуры восстановленного продукта, измерение доли аустенит-феррита в переработанном состоянии, измерения твердости.
578
Исследование метода заполнения реальных параметров плазменно-дуговой сварки на основе быстрого прототипированияАвторы: Вурикаикси Айити, Лю Сян, Лян Чжун Чжан, Руо Мэн Чен
Аннотация: Исследован метод заполнения поперечного сечения плазменно-дуговой сварки на основе быстрого прототипирования.Для улучшения качества строительства предложен верный метод заполнения параметров. Оптимизирующая модель была создана в соответствии с методом заполнения настоящих параметров, а параметры заполнения, такие как ширина нанесенных дорожек и интервал сканирования, были оптимизированы. Параметры процесса были выбраны из базы данных в соответствии с оптимизированными данными. Результаты экспериментов показали, что точность построения наплавленного слоя при использовании оптимизированных параметров была явно выше, чем при использовании параметров без оптимизации.
110
Плазменно-дуговая сварка нержавеющих сталей AISI 304 и AISI 201 с использованием метода смешивания азота с защитным газомАвторы: Сомрерк Чандра-Амбхорн, Вичан Чауифан, Нич Чануч Сукваттана, Нарин Пудхунтход, Сакарат Комкхам
Аннотация: Плазменная сварка была применена для соединения листов нержавеющей стали AISI 304 и AISI 201.Азот был смешан с защитным газом аргоном, чтобы помочь контролировать микроструктуру и улучшить коррозионные свойства сварного шва. Было обнаружено, что увеличение содержания азота в защитном газе с 0 до 12% об. / Об. Снижает количество дельта-феррита в аустенитной матрице сварного шва с 20 до 16% об. / Об. Это указывает на роль азота как стабилизатора аустенита. По результатам поляризационного теста в 3,5% -ном растворе NaCl при 25 ° C, увеличение содержания азота в защитном газе благородно изменило потенциал точечной коррозии с 401 до 472 мВ по сравнению с Ag / AgCl.Это соответствовало увеличению содержания азота в шве с 0,11 до 0,19 мас.%.
1464
Конечноэлементный анализ тепловыделения плазмой в температурном поле сварки нержавеющей сталиАвторы: А. Моаррефзаде, М.Р. Исванд Зибаи
Аннотация: В данной статье исследуется плазменная дуговая сварка и получено температурное поле нержавеющей стали.Доступные модели источников тепла, будь то плоские, такие как гауссовские, или телесные, например, двухэллипсоидальные и вращательные гауссовские моды, не могут точно описать процесс плазменной сварки в замочную скважину. Основываясь на особенностях конфигурации сварных швов PAW в замочную скважину, предлагается модель комбинированного источника тепла для численного анализа температурных полей в процессе PAW в замочную скважину. Выполнено численное моделирование процесса сварки методом SIMPELC и программой ANSYS для получения температурного поля нержавеющей стали, влияния изменения параметров на температурное поле и оптимизации процесса для различных случаев плазмы и защитных газов (аргон, гелий).
6728
Исследование метода измерения температуры оси плазмы сварочной дуги в фиксированной точкеАвторы: Чжи Ли Ю, Фэн Гуй Лу, Ан Хуа Лю
Аннотация: На этой странице была создана система визуализации дуги с линзой с двойной агглютинацией, экраном, затемненными стеклами, диафрагмой и точной мобильной платформой.Система формирования изображения была выровнена с помощью лазера, так что на приемном экране можно было показать четкое и увеличенное изображение на основе этой системы, что полезно для конкретного положения измерения температуры. Спектроскопическая диагностика плазмы сварочной дуги проводилась с помощью этой системы и спектрометра HR4000CG-UV-NIR. Спектральные линии аргона I были выбраны для расчета на основе полученного спектра сварочной дуги, а для расчета температуры дуги использовался модифицированный метод двух линий. Температура дуги, измеренная этим методом в этой статье, аналогична результатам, приведенным в литературе.Результаты эксперимента показывают, что система, созданная для измерения температуры оси плазмы дуги в фиксированной точке, возможна.
954
Подводная плазменная дуговая сварка MIG: техника защиты и снижение давления с помощью центробежного насоса | Международная конференция по океанологии и полярной инженерии
РЕЗЮМЕ:
По сравнению с гипербарической подводной сваркой в водолазных камерах, методы мокрой сварки обещают большую гибкость и более низкие затраты.Одним из способов создания локальной зоны сухой сварки с пониженным давлением является использование центробежного насоса. В статье представлены результаты экспериментальных исследований в сочетании с системой плазменно-дуговой сварки MIG. Особое значение придается локальному снижению давления ввиду того факта, что низкое давление, то есть большая разница давлений между окружающей водой и зоной сварки в сухом состоянии, является хорошим условием для сварки, но его трудно получить с другими системами защиты, кроме камер давления. .Плазменная сварка MIG проводилась под водой, что дало хороший результат по качеству сварки. Значения твердости соединения и внешнего вида сварной структуры практически сопоставимы с атмосферными сварными швами.
ВВЕДЕНИЕ
Подводная сварка встречается в основном при обслуживании подводных конструкций, таких как трубопроводы и опоры платформ, в морской отрасли. В настоящее время это выполняется водолазами с использованием процессов ручной дуговой сварки либо в прямом контакте с водой, либо в сухой зоне внутри водолазной камеры в гипербарических условиях (Ibara, et al.1990; Санчес-Осио и др. 1993; Szelagowski, et al. 1993). Дуговая сварка в среде защитного газа позволяет использовать потоки большей энергии и, таким образом, увеличивает скорость сварки. Учитывая свойства процесса, это идеальный метод для автоматизации (Дос Сантос и др., 1990, 1992; Хансен и др., 1991; Ричардсон и Никсон, 1985, 1989). Присутствие воды и статическое давление, возрастающее с увеличением глубины воды, вызывают несколько проблем, связанных с методами сварки, которые изначально были разработаны для применения в атмосфере (Matsunawa and Nishiguchi, 1979).Из-за высокой температуры внутри плазменной дуги вода диссоциирует с выделением водорода.
Исследования параметрических эффектов плазменно-дуговой сварки дуплексной нержавеющей стали 2205
Это исследование пытается создать оптимизированное параметрическое окно с помощью алгоритма Тагучи для плазменно-дуговой сварки (PAW) дуплексной нержавеющей стали 2205 толщиной 2 мм. Параметры, рассматриваемые для экспериментов и оптимизации, – это сварочный ток, скорость сварки и длина вспомогательной дуги соответственно.Эксперимент включает изменение параметров и последующую регистрацию глубины проникновения и ширины валика. Сварочный ток 60–70 А, скорость сварки 250–300 мм / мин и длина вспомогательной дуги 1–2 мм – это диапазон, в котором варьируются параметры. Для экспериментальных испытаний используется план экспериментов. Нейронная сеть обратного распространения, генетический алгоритм и методы Тагучи используются для прогнозирования ширины валика, глубины проникновения и подтверждаются экспериментально полученными результатами, которые хорошо согласуются.Дополнительно выполняются микроструктурные характеристики для проверки качества сварного шва. Экстраполяция этих оптимизированных параметрических значений дает повышенную прочность сварного шва с сокращением затрат и времени.
Введение
Область сварного шва включает затвердевание феррита, создающее эпитаксиальный рост от основного металла до границы плавления, а тепловой градиент определяет ориентацию роста дендритов [3, 4]. Более того, образование аустенита и равновесного аустенита недостаточно из-за высокой скорости охлаждения, происходящей через две фазы в области сварного шва.Скорость образования аустенита обратно пропорциональна скорости охлаждения. Как правило, металлы сварных швов дуплексных нержавеющих сталей имеют содержание феррита в диапазоне примерно 30–70% в зависимости от состава и скорости охлаждения. Следовательно, в сварочных материалах аустенитный состав выше, чем у основного материала, что приводит к улучшенным механическим и коррозионным свойствам. Кроме того, происходит фазовый баланс, включающий контролируемое диффузией преобразование δ → δ + γ, вызывающее разделение элементов между двумя фазами.По мере увеличения скорости охлаждения замещающие элементы (Cr, Ni, Mo и т. Д.) Почти равны в обеих фазах [5], тогда как элементы внедрения (N), контролирующие реакцию, сильно концентрируются в аустените. Следовательно, разделение элементов в состоянии после сварки всегда сильно отличается от разделения в разрешенных условиях [6]. Юртисик и др. (2013) предложили новую гибридную технику для дуплексных сталей, которая в совокупности использовала характеристики глубокого проплавления плазменной дуговой сварки в режиме «замочной скважины» и возможность наплавки металла при газовой дуговой сварке.Они достигли желаемого времени охлаждения и хорошего химического состава металла сварного шва, что помогает реконструировать превращение аустенита в ферритную фазу [7]. Pramanik et al. (2015) проанализировали механизм сварки, фазовые переходы и управляющие параметры процесса для методов сварки дуплексных сталей для различных процессов сварки плавлением. Они подчеркнули, что DSS плавится во время сварки для всех процессов с различным термическим циклом и максимальным тепловложением. Дифференциальная составляющая приводит к существенному изменению структурных и функциональных свойств сварного шва [8].Шейн Фатима и др. (2015) оптимизировали параметры процесса плазменно-дуговой сварки SS 304 L и низкоуглеродистой стали и обнаружили несколько противоречивых характеристик, что привело к прогнозированию с меньшей точностью [9]. Щедин и др. (2011) установили, что дуплексные марки демонстрируют более низкое сохранение прочности по сравнению с аустенитными марками при более высоких температурах [10]. При воздействии экстремальных или угрожающих температур, идентичных пожарным взрывам, их абсолютная прочность соответствовала аустенитным классам.
Литературные отчеты в большинстве случаев ускользали от исследовательских выставок, посвященных влиянию параметрических процессов на глубину проплавления и ширину валика при плазменно-дуговой сварке 2205 DSS, выраженное с помощью хорошо разработанного инструмента анализа. Соответствующие пропорции фазовых изменений, выраженные на микроскопических изображениях, не выражены должным образом. Таким образом, с помощью этого исследования делается попытка обратиться к объему исследования, указанному в литературных отчетах, и преодолеть его. В настоящем исследовании экспериментальные исследования проводятся на 2205 DSS толщиной 2 мм путем последовательного изменения сварочного тока, скорости и длины вспомогательной дуги в зависимости от плана экспериментов в каждом испытании.Глубина проплавления, ширина валика и основной металлографический анализ выполняются с помощью имеющейся контрольно-измерительной аппаратуры. Инструмент ANOVA используется для прогнозирования взаимозависимых параметрических отношений и соотношений и, наконец, использует алгоритмы BPNN и GA для оптимизации и создания параметрического окна. Кроме того, оптимизированные параметры процесса используются для экспериментов и установления достоверности.
Материалы и методы
Исследования системы плазменно-дуговой сварки проводятся после предварительных экспериментов, чтобы понять влияющие параметры, связанные с процессом.Экспериментальная процедура включает серию испытаний сварки валиком на пластину для разработки и оценки базы знаний по плазменно-дуплексной сварке тонких листов дуплексной нержавеющей стали.
Материал для экспериментов
Материалом, рассматриваемым в данном исследовании, является плита из дуплексной нержавеющей стали 2205 толщиной 2 мм и размерами 150 × 100 мм. Этот материал выбирается, поскольку он больше подходит для структурных применений на предприятиях атомной энергетики и энергетики из-за его высокой устойчивости к коррозии и ползучести.Кроме того, свариваемость этого материала была исследована и опубликована в небольших масштабах для усовершенствованных процессов плазменно-дуговой сварки. Этот размер материала является предпочтительным, чтобы соответствовать держателям экспериментальной установки, развернутой для этого исследования. Перед испытаниями на шарик пластины очищают щеткой из свежей нержавеющей стали с последующей промывкой ацетоном для удаления загрязнений, грязи и липких / маслянистых частиц, попавших на пластины. Образцы типа “валик на пластине” (2 мм) вырезаны из проволоки с помощью электроэрозионной обработки.Химический состав DSS показан в Таблице 1.
Таблица 1:Химический состав Duplex SS 2205 (в мас.%).
| Cr | Mo | Ni | N | C | Mn | Si | P | S | V | Ti | 4Co Fe | 9053,5 | 6,5 | 0,20 | 0,03 | 2 | 1 | 0.03 | 0,02 | 0,06 | 0,004 | 0,01 | Весы |
|---|
Экспериментальная процедура сварки
Экспериментальные испытания валика на пластину проводятся с применением технологии плазменной сварки в потоке чистого аргона. расход 5 л / мин в качестве защитного газа. Цель состоит в том, чтобы определить влияние сварочного тока, скорости сварки и длины вспомогательной дуги на ширину валика и глубину проплавления сварного шва.Эта задача решается путем проведения серии экспериментальных испытаний пластин DSS путем изменения трех параметров процесса в соответствии с планом экспериментов (DoE). До этого проводится несколько испытаний на основе проб и ошибок, чтобы определить диапазон каждого параметра, между которыми должна выполняться оптимизация, чтобы улучшить характеристики и эффективность сварки. Параметры варьируются в диапазоне, а именно: сварочный ток (60–70 А), скорость сварки (250–300 м / мин) и вспомогательная дуга (1–2 мм), соответственно, для последующих испытаний (см. Таблицу 2).
Таблица 2:Параметры процесса, используемые для сварки валиком на пластину.
| Параметр | Единица | Фактор | Уровень | ||
|---|---|---|---|---|---|
| 1 | 2 | 3 | 905 905 905 905 | 90570 | |
| Скорость | мм / мин. | B | 250 | 275 | 300 |
| Пилотная дуга | мм | C | 1 | 1.5 | 2 |
Планирование экспериментов с использованием метода Тагучи
Планирование экспериментов на основе испытаний выполняется с использованием ортогональной матрицы Taguchi L27 (см. Таблицу 3). Плазменная дуговая сварка осуществляется путем изменения входных параметров процесса, а именно сварочного тока, скорости сварки и длины вспомогательной дуги, соответственно, установленных с тремя уровнями, указанными в таблице 2, а сваренные образцы представлены на рисунке 1. Свариваемые образцы разделены для измерения Геометрия сварного шва и некоторые макрофотографии сварного шва показаны на рисунке 2.На основе результатов в данном исследовании принят последовательный подход, представленный на рисунке 3, для выполнения параметрической оптимизации.
Рисунок 1:
Сваренный плазменной сваркой валик на пластине из дуплексной нержавеющей стали 2205.
Рисунок 2:
Глубина проникновения валика на пластину при испытаниях дуплексной нержавеющей стали 2205.
Рисунок 3:
Принят последовательный подход.
Подвод тепла для каждого сварного шва можно оценить по формуле. (1).
(1) Q = 60 * VI / 1000 * S
Таблица 3: Схема эксперимента с ортогональной антенной решеткойTaguchi L27.
| Экспериментальные испытания | Фактор | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| A | B | C | |||||||
| 1 | 1 | 1 | 905 905 905 9052 | ||||||
| 3 | 1 | 1 | 3 | ||||||
| 4 | 1 | 2 | 1 | ||||||
| 5 | 141 | 9032 | 9031 | 2 | 3 | ||||
| 7 | 1 | 3 | 1 | ||||||
| 8 | 1 | 3 | 2 | 903 903 | 903 903 | ||||
| 10 | 2 | 1 | 1 | ||||||
| 11 | 2 | 1 | 2 | ||||||
| 12 | 2 | 1 | 3 | ||||||
| 13 | 2 | 2 | 1 | ||||||
| 14 | 2 | 2 | 2 | 35 | 5 | 5 | 5 | 3 | |
| 16 | 2 | 3 | 1 | ||||||
| 17 | 2 | 3 | 2 | ||||||
| 18 | 2 | 3 | 3 | 3 | 3 | 3 | 3 3 | 1 | 1 |
| 20 | 3 | 1 | 2 | ||||||
| 21 | 3 | 1 | 3 | 5 | |||||
| 23 | 3 | 2 | 2 | ||||||
| 24 | 3 | 2 | 3 | ||||||
| 25 | 3 | 905 60 31 | |||||||
| 26 | 3 | 3 | 2 | ||||||
| 27 | 3 | 3 | 3 | ||||||
, где I Q – вход тепла ), V – напряжение (В), S – скорость сварки (мм / мин).В ортогональном массиве выбираются три фактора (ток, скорость сварки, вспомогательная дуга) с тремя уровнями, как показано в таблице 2. С помощью отношения сигнал / шум (сигнал / шум), которое имеет три категории, такие как более высокий чем лучше (HB), ниже тем лучше (LB) и номинально тем лучше (NB), оптимальное значение параметров для достижения оптимальных условий сварки определяется методом Тагучи. Критерий оптимизации выбирается в методе статистики производительности. Значение характеристики определяется соотношением сторон экрана (ASR).Чем выше, тем лучший критерий дается соотношением сигнал / шум ур. (2).
(2) S / N = −10log1 / n∑i = 1n1 / Yi
Стратегия проведения испытаний наплавки пластины и последующего анализа ANOVA заключается в изучении влияния параметров процесса на глубину и ширину сварочного шва. Подвод тепла для каждого из этих испытаний оценивается по формуле. (1) и вместе записаны в Таблице 4.
Таблица 4:Совокупные экспериментальные данные и соответствующее отношение сигнал / шум и тепловложение.
| Пробный номер | Ток, А | Скорость, мм / мин. | Пилотная дуга, мм | Глубина проплавления, мм | Ширина валика, мм | Отношение сигнал / шум (дБ) | Подвод тепла, кДж / мин | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 60 | 250 903 | 1 | 0,9232 | 1,832 | 5,9525 | 0,2894 | ||||||||
| 2 | 60 | 250 | 1,5 | 1.3549 | 3,17 | 7,383 | 0,324 | ||||||||
| 3 | 60 | 250 | 2 | 1,4269 | 3,39 | 7,5161 | 905 903 605 903 903 14 905 903 14 905 905 903 14 905 903 14 905 905 4 905 903 14 905 905 903 605 903 605 9030,7416 | 1,2665 | 4,6487 | 0,2749 | |||||
| 5 | 60 | 275 | 1,5 | 0,8234 | 1,5209 | 5.3297 | 0,2814 | ||||||||
| 6 | 60 | 275 | 2 | 1,1832 | 2,641 | 6,966 | 0,3102 | 300 | 6,5295 | 0,2424 | |||||
| 8 | 60 | 300 | 1,5 | 0,621 | 0,888 | 3,1064 | 0,2652 | 903 603 903 51 | 2,242 | 6,5468 | 0,3 | ||||
| 10 | 65 | 250 | 1 | 1,7897 | 4,54 | 8,0855 | 903 905 6058,0855 | 905 9031.4973 | 3.613 | 7.6511 | 0.3354 | ||||
| 12 | 65 | 250 | 2 | 1.7312 | 4.3544 | 8.0116 | 0,3541 | ||||||||
| 13 | 65 | 275 | 1 | 0,9392 | 1,881 | 6,0326 | 0,2907 | 7,1306 | 0,3148 | ||||||
| 15 | 65 | 275 | 2 | 1,5061 | 3,64 | 7,6649 | 0,3361 | 7,6649 | 0,3361 | 3905 605 | 9 | 1,0399 | 3,8313 | 0,2691 | |
| 17 | 65 | 300 | 1,5 | 0,8477 | 1,5968 | 5,50014 | 1,5968 | 5,50014 | 905 905 6051,1887 | 2,658 | 6,9896 | 0,3107 | |||
| 19 | 70 | 250 | 1 | 1,5467 | 3,7689 | 7.7361 | 0,3393 | ||||||||
| 20 | 70 | 250 | 1,5 | 1,97 | 5,4348 | 8,3775 | 0,3813 | 903905 902 | 905 903 | 8,4803 | 0,3914 | ||||
| 22 | 70 | 275 | 1 | 1,4476 | 3,4557 | 7,5577 | 0,3314 | 9057,5577 | 0,3314 | 9053 | 5 | 1,5048 | 3,636 | 7,6629 | 0,336 |
| 24 | 70 | 275 | 2 | 2 | 705 605,271 | 903 905 902 902 902 902 | 905 903 905 902 902 902 9031 | 0,8927 | 1,737 | 5,7818 | 0,287 | ||||
| 26 | 70 | 300 | 1,5 | 1,2774 | 2.934 | 7,2226 | 0,3178 | ||||||||
| 27 | 70 | 300 | 2 | 1,6094 | 3,9688 | 7,8399 | 0,3744 | 7,8399 | 0,3744 | 903
Сварочный ток оказывает незначительное влияние на ширину сварного шва. Увеличение скорости сварки от 250 до 300 мм / мин уменьшает ширину валика, указывая на обратную пропорциональность.Из результатов таблицы следует, что максимальное влияние оказывает длина вспомогательной дуги. Глубина проплавления зависит от сварочного тока и скорости сварки, а ширина валика зависит от вспомогательной дуги. Максимальное тепловложение, полученное из параметров, рассмотренных в этом исследовании, составляет 0,39144 кДж / мм, а минимальное тепловложение составляет 0,2424 кДж / мм. Применение максимального значения параметра способствует достижению максимальной глубины проникновения 2,1976 мм и ширины валика 5,834 мм при сохранении минимальных значений параметров процесса, что приводит к минимальной глубине проникновения 0.621 мм и шириной валика 0,7132 мм. Глубина проплавления записывается в зависимости от сварочного тока, скорости сварки и длины дуги для каждого из экспериментальных испытаний, проводимых на основе плана экспериментов.
В конструкции Taguchi отношение сигнал / шум определяется как отношение сигнал / шум (единица отношения сигнал / шум: дБ) n – это количество повторений для экспериментальной комбинации, а Y i – это значение производительности i th эксперимент. Общее среднее отношение сигнал / шум для формата изображения составляет ηm = (общее отношение сигнал / шум) / (количество экспериментальных запусков) = 2.21593 дБ. Используя глубину проникновения и ширину валика, рассчитывается отношение сигнал / шум [S / N] Прогнозируемый = 17,73554. Среднее отношение сигнал / шум для каждого уровня параметров вычисляется и суммируется в таблице 5. Чтобы вычислить соотношение сторон средней производительности фактора A на уровне 1 (обозначается как A 1 ), результаты для 27 испытания с учетом фактора A 1 суммируются и затем делятся на количество таких испытаний:
A1 = (S / N1 + S / N2 + S / N3 + S / N4 + S / N5 + S / N6 + S / N7 + S / N8 + S / N9) = (5.952593 + 7.38304 + 7.516124 + 4.64871 + 5.329794 + 6.966097 + 3.106429 + 6.546839) /9=5.99769.
Таблица 5: Таблица откликовS / N.
| Параметр | Обозначение | Уровень 1 | Уровень 2 | Уровень 3 | Максимум дельта (D) | Минимум ранга | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Ток | 7.6655 | 1.6678 | 2 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Скорость | B | 7.6882 | 6,8138 | 5,9276 | 1,7606 | 1 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Пилот | C | 6,2395 | 6,596 | 7,5939 | 7,5939 | 903 903 Тест F и P был проведен в соответствии с уравнением, приведенным ниже.|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Источник | Seq SS | Adj SS | DF | Adj MS | F | P | |||
|---|---|---|---|---|---|---|---|---|---|
| Ток (A) | 03 905 905 90212,858 | 40,34 | |||||||
| Скорость (B) | 2,0289 | 2,0289 | 2 | 1,0144 | 12.605 | 45,29 | |||
| .0017 | 0,0017 | 2 | 0,0008 | 0,0103 | 13,37 | ||||
| Ошибка | 1,6096 | 1,6096 | 2 | 0,08014 | 9150 | 0,08014 905 | 100 |
Анализ ANOVA ясно показывает, что длина вспомогательной дуги оказала большое влияние на глубину проплавления и ширину валика, в то время как сварочный ток и скорость сварки оказали значительно меньшее влияние (см. Таблицу 6).Однако это исследование устанавливает прямую пропорциональность между параметрами процесса, шириной валика и глубиной проникновения.
Метод ошибки обратного распространения
Алгоритм обратного распространения сигнала – это всемирно популярный инструмент для оптимизации и параметрического анализа [11, 12], и, следовательно, он был экстраполирован для сварочных приложений в настоящем исследовании. Программное обеспечение MATLAB используется в качестве платформы для выполнения метода ошибок BPNN. Искусственные нейронные сети – мощный метод, используемый для нелинейной регрессии и классификации.Для процесса плазменно-дуговой сварки «валик на пластине» параметры процесса, а именно сварочный ток, скорость сварки и длина вспомогательной дуги, включены для картирования сложного и высоко интерактивного процесса для прогнозирования, оценки и оценки глубины проплавления.
Разработана многослойная сеть с прямой связью BP Сеть, основанная на алгоритме обучения с учителем с обратным распространением ошибок, способна обнаруживать нелинейную интерполяцию. Сеть BP состоит из входного и выходного уровней. Ряд нейронов, которые можно получить на каждом слое, привязаны к соответствующему корреляционному весу.Модель BPNN, принятая для этого исследования, показана на рисунке 5.
(3) aj = σ∑Wjkhkakh − 1 − bj
Рисунок 5:
МодельBPNN, используемая для анализа и оптимизации параметров.
j = 1, 2, 3,… n, k = 1, 2, 3,… n
Изначально устанавливается обозначение, которое относится к весам в сети. W jk обозначает вес для соединения от нейрона k th в слое к нейрону j th в слое h th .
(4) gk = σ∑Wvmlzaml − 1 − bv
v = 1, 2, 3,… n, m = 1, 2, 3,… n
W vm обозначает вес для соединения от нейрона m th в слое к нейрону v th в слое l st . Задача предполагает максимальное количество итераций и точность цикла обучения с четко определенными условиями завершения. Параметры, использованные для разработки модели BPNN, перечислены в таблице 7.В методе BPNN путем обучения большого количества данных вычисляется точность вывода. Эксперименты случайным образом выбираются как 1, 2, 4, 10, 14, 17, 22, 23 и 25 для проверки модели BPNN.
Таблица 7: ПараметрыBPNN и детали промежуточного слоя.
| Имя | Номер | № | DP | BW | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Параметр | 50 | 1 st | 8 | Максимальный параметр8 | Эпохи1000 | ||||||||||
| Номер входного параметра | 3 | 2 nd | 7 | 8 | |||||||||||
| Количество выходного параметра | 1 | ||||||||||||||
| Нет | DP (мм) | BW (мм) | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| EOP | BPOP | ОШИБКА | EOP | ОШИБКА BPOP | 90332 | 0,8904 | 3,55286 | 1,8320 | 1,5168 | 17.20524 | |||
| 2 | 1,3549 | 1,3764 | −1,5814603 | 1,3764 | −1,5814683 | 603 4 9030,737 | 0,62028 | 1,2665 | 1,3013 | −2,74773 | |||
| 10 | 1,7897 | 1,6633 | 7,062636 | 4.5400 | 4,5634 | −0,51542 | |||||||
| 14 | 1,2404 | 1,1426 | 7,884553 | 2,8190 | 2,7377 | 2,83714883 | 2,7377 | 2,83714883 | 2,83714886 | 2,83714886 | 2.7445 | −71.875 | |
| 22 | 1.4476 | 1.4037 | 3.032606 | 3.4557 | 3.5023 | −1.3485 | |||||||
| 23 | 1,5048 | 1,5749 | -4,65843 | 3,6360 | 3,8439 | -5,71782 | |||||||
| 25 | 60|||||||||||||
| 25 | 60 0,8927|||||||||||||
| 25 | 60 -0,8927 901 1.84801|||||||||||||
Второй валик на условиях сварки листа, используемых для параметра процесса.
| Нет | DP (мм) | BW (мм) | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| EOP | BPOP | ОШИБКА | EOP | BPOP | 905 905 903 905 905 905 905 905 905 90569 | 1,3677 | 4,148854 | 3,3900 | 4,2482 | -25,3156 | |||||
| 6 | 1,1832 | 1,1810 | 0,1851436 | 1,1810 | 0,1851436 | 605 905 9050,185143 1.0986 | −4.12283 | 2.2420 | 2.2708 | −1.28457 | |||||
| 12 | 1.7312 | 1.7243 | 0.398567 | 4.3544 | 4,4160 | -1,41466 | |||||||||
| 15 | 1,5061 | 1,5299 | -1,58024 | 3,6400 | 3,4476 | 5,28514314 | 3,4476 | 5,28514603 | 3,4476 | 5,28514603 | 3,4476 | 5,28514603 | 3,7906 | −42,611 | |
| 20 | 1,9700 | 1,5427 | 21,69036 | 5,4348 | 4,7217 | 13.121 | |||||||||
| 24 | 2,0000 | 2,0417 | -2,085 | 5,2710 | 5,3178 | -0,88788 | |||||||||
| 26 | 1,214603 | ||||||||||||||
| 26 | 1,214604 | ||||||||||||||
| 26 | 1,214604 | ||||||||||||||
| 26 | 1,214604 9 903,9 | ||||||||||||||
Результаты оптимизации BPNN-GA.
| Sl. № | Входные параметры | Выходные параметры | |||||||
|---|---|---|---|---|---|---|---|---|---|
| Ток, А | Скорость сварки, мм / мин. | Длина вспомогательной дуги, мм | Оптимальное значение (мм) | Геометрия сварного шва | |||||
| 1. | 57,2 | 245 | 1,3 | 1,1768 | 9032 Глубина провара56 | 260 | 1,4 | 2,1903 | Ширина валика |
Методология генетического алгоритма
Реализован набор компьютерных программ и процедур для выполнения генетических алгоритмов для оптимизации параметров процесса с учетом задействованной концепции в механике естественного отбора и генетике [13, 14].Функции алгоритма действуют над набором индивидов, обычно представленных двоичной строкой, состоящей из единиц и нулей. Программа упрощает алгоритм генерации случайных векторов в пространстве поиска, при этом каждый элемент представляет индивидуальные решения. Генетический алгоритм рассматривает все возможные наборы решений в конвейере параллельно, пока выполняется процесс определения. Эта обработка в параллельном шаблоне избегает схождения одной конкретной локальной экстремальной точки. Другой важной особенностью этих алгоритмов является значение соответствия каждой строки; где фитнес-функция не обязательно должна быть дифференцируемой и непрерывной.Процедура оптимизации сварки PAW с использованием генетического алгоритма показана на рисунке 3. На этом рисунке начальная совокупность означает возможные решения задачи оптимизации, а каждое возможное решение называется индивидуальным. В этом исследовании подходящее решение основано на значениях сварочного тока, скорости сварки и длины вспомогательной дуги, выраженных в виде двоичных чисел. И наоборот, обязательно преобразовывать его в действительные числа, когда возникает проблема оптимизации, поскольку эксперимент устанавливает условия сварки с реальными значениями, а не с двоичными кодами.Сгенерированные коды и полученные решения представлены в следующем разделе.
Параметр генетического алгоритма
Параметр, используемый для GA Population size = 120
Операция выбора = метод рулетки, функция кроссовера = двухточечный оператор, фракция кроссовера = 0,470149, мутация = шкала Гаусса = 2,11676, сжатие = 0,722628 и параметр пригодности глубина проплавления и ширина валика
Отскок сварочного тока
WC L <≤WL≤WLU
Нижний и верхний отскоки сварочного тока соответственно.
Скачок скорости сварки
WSL≤WS≤WSU
Нижний и верхний колебания скорости сварки соответственно.
Отражение вспомогательной дуги сварки
WPL≤WP≤WPU
Нижний и верхний отскок вспомогательной дуги сварки соответственно.
Процесс оптимизации постоянно проверяется поколениями. Средняя пригодность и наилучшая приспособленность от поколения к поколению отслеживаются и записываются в виде графика пригодности, как показано на Рисунке 7. Из графика GA можно четко визуализировать, что значение приспособленности сходится к оптимальному между одним поколением и поколением. следующий.На рисунке 8 показаны векторные записи людей с наилучшим значением фитнес-функции. Из гистограммы делается вывод, что наилучшее значение пригодности достигается как для сварочного тока, так и для скорости. В таблице 10 показаны оптимальные результаты оптимизации BPNN-GA геометрии валика плазменной сварки, т.е. глубина проплавления и ширина валика и соответствующие входные параметры процесса. На качество сварного шва сильно влияет размер шва, включая его ширину и глубину проплавления. Фактически, прогнозируемые оптимальные значения глубины проплавления и ширины валика сварного шва с трудом поддаются отдельному руководству процессом плазменно-дуговой сварки, поскольку на геометрию валика и результирующие механические свойства совместно влияют глубина проплавления и ширина валика.Следовательно, полученные результаты используются для изучения влияния геометрии валика на качество сварки и даже позволяют использовать их в реальном процессе плазменно-дуговой сварки.
Рисунок 7:
График сходимости генетического алгоритма.
Рисунок 8:
Лучший отдельный параметр в оптимизации GA.
Подтверждающий тест
Наконец, подтверждающие эксперименты проводятся, как показано в Таблице 11, чтобы продемонстрировать применение модели BPNN-GA для оптимизации процесса плазменно-дуговой сварки путем выбора глубины проплавления и ширины валика в качестве целей.На основании результатов, представленных в таблице, можно сделать вывод, что между результатом эксперимента и прогнозируемым значением по модели BPNN-GA для глубины проникновения и ширины валика замечены ошибки 2,9% и -1,6% соответственно. Таким образом, предложенная модель считается более надежной и эффективной для прогнозирования бездефектной геометрии сварного шва при плазменно-дуговой сварке дуплексной нержавеющей стали.
Таблица 11:Параметры процесса плазменной сварки и ошибка подтверждающего эксперимента.
| Входные параметры | Выходные параметры | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Ток, А | Скорость сварки, мм / мин. | Длина вспомогательной дуги, мм | Глубина проплавления, мм | Ширина валика, мм | ||||||
| Эксперимент | 60 | 275 | 1 | 0,7416 | 0,7416 903 по модели BPNN-GA | 59,8 | 274 | 1,2 | 0,7201 | 1,2863 |
| Ошибка% | 2,9 | −1.6 | ||||||||
Микроскопический анализ
Микроструктурный анализ является ключевым фактором при оценке эффективности, качества и характеристик сцепления сварного изделия. Микроскопические изображения и соответствующие результаты EDAX показывают важную информацию, касающуюся интерметаллических соединений, зоны термического влияния, размера зерна, структуры диффузии, трещин, ориентации роста трещин и т. Д. Однако перед сваркой для регистрации используется механизм измерения микротвердости по Виккерсу. значения твердости.Микротвердость измерялась у основного металла и четко определенной зоны сварного шва. Образцы, подготовленные в соответствии со стандартами AWS 8.0, подвергаются нагрузке 500 г, чтобы понять степень устойчивости к истиранию и царапинам. Основной металл имел значения твердости в диапазоне 210–220 HV. Тем не менее, зона сварного шва и узкая зона термического влияния показали повышение твердости до 280–330 HV. Повышение твердости объясняется равномерным и оптимизированным подачей тепла во время сварки, и твердость увеличивается примерно до 20 процентов.Это заметное улучшение, гарантирующее, что хрупкость сохраняется в безопасных пределах. Рисунок 9 (а) показывает, что микроструктура основного металла состоит из удлиненных аустенитных зерен в ферритной матрице, что составляет примерно 52% фракции. Зерна в металле сварного шва крупные (столбчатые), а зерна аустенита реструктурированы и выросли в виде пластин Видманштеттена (см. Рисунок 9 (b)). Наплавленный металл представляет собой объемную долю феррита, измеренную Feritscope, которая зафиксировала 55% (45% аустенита).ЗТВ ближе к границе плавления очень тонкая и содержит меньшее количество аустенита по сравнению с зоной сварного шва (см. Рисунок 9 (c)). Содержание феррита в этой зоне значительно увеличивается, как было отмечено в зоне сварного шва, примерно на 58%, и результаты хорошо согласуются с данными Aguiar et al. [15]. Кроме того, наблюдается, что ЗТВ полностью превращается в феррит во время процесса, а затем зерна аустенита реформируются при охлаждении до комнатной температуры. Содержание феррита измеряется в трех различных зонах, т.е.Зона сварного шва, зона термического влияния и основной металл при использовании Feritscope перечислены в Таблице 12.
Рисунок 9:
Микроструктура основного металла (а): аустенит – белый, феррит – темный (б) металл шва и (в) ЗТВ. + недрагоценный металл.
Таблица 12:Измерение содержания феррита в сварном 2205 DSS.
| Расположение | Феррит,% | Средний феррит,% | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | 6 | 9014 905 905 9014 905 5355 | 56 | 55 | 56 | 55 | ||
| HAZ | 59 | 56 | 58 | 59 | 57 | 58 903 903 903 903 903 51 | 51 | 52 | 53 | 52 | 53 | 52 |
После этого проводится металлографический анализ, включающий сканирование образца сварного шва с помощью SEM.Изображения, полученные с помощью SEM и соответствующего EDAX (см. Рисунок 10), показали однородные и постепенные преобразования. Детали, соединенные методом PAW, разрезаются в поперечном направлении сварного шва для определения микроструктурных характеристик. Для полировки с использованием коллоидных растворов используются различные марки бумаги SiC. Высококачественные сварные швы с глубоким проплавлением дуплексной нержавеющей стали успешно производятся плазменно-дуговой сваркой (PAW) с отверстиями на глубине проплавления. Чистый основной материал состоял из ферритовой матрицы с напылением аустенита [16].Центр сварного шва показывает образование столбчатых и равноосных зерен в структуре металла сварного шва PA. Центр сварного шва в зоне плавления покрыт более крупными равноосными структурами, что указывает на более высокую скорость затвердевания, которая постепенно снижается в ЗТВ. Изменения микроструктуры можно отнести к фазовым превращениям, происходящим из-за затвердевания и последующих превращений в твердом состоянии. Максимальный температурный градиент и четко определенный тепловой поток привели к более глубокому проникновению. Важным наблюдением, помимо целостности сварного шва, является заметное уменьшение объемной доли аустенита.Напротив, в ЗТВ и на линии плавления наблюдается рост зерна. Как можно наблюдать на EDAX (см. Рис. 10), наблюдается небольшое количество элементарных выделений, которые приводят к увеличению тепла при сварке. Положительный момент на этих изображениях указывает на отсутствие факторов, вызывающих охрупчивание, обеспечивающих коррекцию механизма постотжига. Поскольку объемная доля феррита резко увеличилась, образцы подвержены водородному растрескиванию (на изображениях этого исследования нет трещин).Откровения изображений SEM для различных зон представлены на рисунках 11 и 12. Изображения иллюстрируют сконфигурированное преобразование аллотриоморфного аустенита. Имеется незначительная деформация формы, которая может определять гидростатическое напряжение. Ориентация между видманштеттеном и аллотропным аустенитом, соответственно, имеет несоответствие ориентации. Осаждения элементов, богатых Mn и Cr, видны из различных металлических матриц по химическому составу, как определено по результатам EDX (см. Рисунок 10).
Рисунок 10:
Результаты анализа EDX дуплексного металла сварного шва SS 2205 в трех разных местах (а) металл шва (б) зона термического влияния и (в) металл шва.
Рис. 11:
СЭМ-фотография PAW 2205, показывающая различные зоны (а) зоны термического влияния и (б) металл сварного шва.
Рисунок 12:
СЭМ-фотография PAW дуплекса SS 2205, показывающая различные зоны (а) видманштеттенского аустенита и (б) аллотриоморфные зоны.
Эти осадки имеют малый масштаб, хотя они не определены кристаллографическими и металлургическими методами.Существующие ранее пустоты, мелкие осадки и включения отсутствуют без новых примесей или интерметаллических образований. Это металлическое выделение отсутствовало на металле сварного шва дуплексно-аустенитного сварного шва. Тем не менее сигма-фазы могут иметь субмикронный размер, чтобы ограничить рост зерен микронного размера при горячей деформации дуплексных нержавеющих сталей. Это может быть связано с содержанием железа (48,76 мас.% – Таблица 13) в дуплексных и аустенитных исходных металлах и их ЗТВ.
Таблица 13:Элементный состав сварного дуплекса SS 2205.
| Элементы (мас.%) | 1 | 2 | 3 | 4 | Среднее значение | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Железо | 41,99 | 57143 49914 | 41,99 | 57143 49,96 | 5 | Хром | 15,74 | 20,81 | 19,43 | 19,43 | 18,85 |
| Никель | 4,60 | 6,81 | 7,37 | 7,37 | 72 | 6,12 | |||||
| Кобальт | 2,26 | 3,79 | 3,38 | 2,52 | 2,98 | ||||||
| Сера | 19,55 | 903 905 905 905 9051,00 | 0,68 | 1,67 | 1,34 | 1,17 |
Выводы
Целью данного исследования является изучение параметрического влияния на ширину валика и глубину проплавления дуплексной нержавеющей стали 2205, сваренной плазменной дугой. .Экспериментальные исследования и матрица дизайна с использованием ANOVA сопровождаются прогнозами и параметрической оптимизацией с использованием BPNN. Кроме того, эффективный подход к оптимизации параметров процесса плазменной сварки путем интеграции алгоритма BPNN и GA (модель BPNN-GA) разработан и подтвержден экспериментально. Важные наблюдения перечислены ниже:
- 1.
Среднее тепловложение, используемое на валике на пластине, с минимумом 0,2424 кДж / мин и максимальным тепловложением 0,39144 кДж / ммм.
- 2.Метод
отношения сигнал / шум в алгоритме Тагучи показал, что скорость сварки, вспомогательная дуга оказывают значительное влияние на глубину проплавления, в то время как сварочный ток в значительной степени зависит от ширины валика. Оптимизированные значения максимальной ширины валика и глубины проникновения для параметров процесса составляют 1,7606, 1,6679 и 1,3544 соответственно.
- 3.
Метод BPNN используется для определения глубины проникновения и ширины валика, и была рассчитана погрешность. BPNN дает процент ошибок 2, 3 и 6 соответственно, что указывает на его высокую степень надежности.
- 4.
В подтверждающем тесте между результатом подтверждающего эксперимента и прогнозируемым значением модели BPNN-GA для глубины проникновения и ширины валика замечены ошибки 2,9% и -1,6% соответственно.
- 5.
Микроструктурный анализ подтвердил увеличение объемной доли феррита после сварки зернограничного аустенита, в то время как аллотриоморфный, видманштеттенский аустенит, вторичный аустенит имел разные формы аустенита.
- 6.
Полученные результаты используются для изучения влияния геометрии валика на качество сварки и даже позволяют использовать их в реальном процессе плазменно-дуговой сварки.
Ссылки
[1] T.G. Гуч, Уэлд. J., 75 (1996) 135с – 154с. Искать в Google Scholar
[2] S. Ghosal, S. Chaki, Int. J. Adv. Manuf. Technol., 47 (2010) 1149–1157.10.1007 / s00170-009-2234-1 Искать в Google Scholar
[3] Y.W. Park and S. Rhee, Int. J. Adv. Manuf. Technol., 37 (2008) 1014–1021.10.1007 / s00170-007-1039-3 Искать в Google Scholar
[4] S. Mandal, P.V. Sivaprasad, S. Venugopal et al., Appl. Soft Comput., 9 (2009) 237–244.10.1016 / j.asoc.2008.03.016 Поиск в Google Scholar
[5] М. Рахмани, А. Эглими, М. Шаманян, J. Mater. Англ. Perform., 23 (2014) 3745–3753.10.1007 / s11665-014-1136-z Поиск в Google Scholar
[6] Ф. Сарсилмаз, У. Кайдас, Int. J. Adv. Manuf. Technol., 43 (2009) 248–255.10.1007 / s00170-008-1716-x Искать в Google Scholar
[7] К. Юртисик, С. Тиркес, И. Дыхн и др., Soldagem E Inspecao, 18 ( 2013) 207–216.10.1590 / S0104-013000300003 Искать в Google Scholar
[8] A.Праманик, Г. Литтлфэр и А.К. Basak, Mater. Manuf. Process., 30 (2015) 1053–1068.10.1080 / 10426914.2015.1019126 Поиск в Google Scholar
[9] С. Фатима, М. Хан, S.H.I. Jaffery et al., Proc. Imeche Part L J. Mater. Des. Appl., 230 (2016) 640–653. Поиск в Google Scholar
[10] Э. Щедин, Б. Иварссон, М. Андерссон и др., Труды 7-й Европейской конференции по нержавеющей стали: наука и рынок, Комо, 21–23 сентября 2011 г., AIM, Милан, Италия (2011), стр. 29. Поиск в Google Scholar
[11] A.Уренья, Э. Отеро, М.В. Utrilla et al., J. Mater. Процесс. Technol., 182 (2007) 624–631.10.1016 / j.jmatprotec.2006.08.030 Поиск в Google Scholar
[12] Б. Шимекова, И. Коваржикова и К. Ульрих, Adv. Матер. Res., 664 (2013) 578–583.10.4028 / www.scientific.net / AMR.664.578 Поиск в Google Scholar
[13] К. Деб, Оптимизация инженерного проектирования – алгоритмы и примеры, Prentice Hall of India, New Дели (1996), стр. 30–72. Поиск в Google Scholar
[14] К. Деб, Многоцелевая оптимизация с использованием эволюционных алгоритмов, John Wiley and Sons Ltd, Англия (2001), стр.12–25. Искать в Google Scholar
[15] I.V. Агиар, Д. Эскобар, Д. Santos et al., Revista Materia, 20 (2015) 212–226.10.1590 / S1517-707620150001.0022 Поиск в Google Scholar
[16] Дж. Р. Дэвис, Специальное руководство ASM по нержавеющей стали, ASM International, США (1994). Искать в Google Scholar
Получено: 2016-06-27
Принято: 2017-01-09
Опубликовано в Интернете: 2018-03-02
Опубликовано в печати: 2018-03- 26
© 2018 Walter de Gruyter GmbH, Берлин / Бостон
Эта статья распространяется на условиях Некоммерческой лицензии Creative Commons Attribution, которая разрешает неограниченное некоммерческое использование, распространение и воспроизведение на любом носителе при условии, что оригинальная работа правильно цитируется.
Плазменная дуговая сварка с переменной полярностью высокопрочных алюминиевых сплавов
Серрано, Г. Л.
Аннотация:
Процесс VPP A W был оценен и оптимизирован для соединения высоких Прочность алюминиевых сплавов АА-2024 Т351, АА-7150 W51 и АА-7150 Т651. Первоначальные эксперименты проводились с обычной мощностью AC-GTAW. поставки с ограниченными результатами. Отказ управляющей логики для стабилизации сварочного процесса или исчезновение дуги стало проблемой.Только когда появится подходящий источник питания VPP AW. были созданы надежные условия сварки. Тем не менее, большие усилия были вложены в оптимизация процесса. Такие факторы, как сварочная горелка, состав электрода, геометрия плазменного сопла, ток стартовой дуги, длительность положительного электрода и амплитуды, качества защитного газа и эффекта газовой поддержки должны быть тщательно изучены для достижения надежных условий сварки. После процесса оптимизации были сгенерированы операционные конверты для определить наиболее благоприятные условия сварки.На основе этих надежных методик были разработаны для получения прочных сварных швов на сварных стыковых соединениях. Далее Специальная горелка для плазменной сварки была разработана для сварки сложных конструкций, таких как двойные стрингерные панели. Некоторые из этих панелей были изготовлены и имели повреждения требования толерантности Airbus. Профили твердости указывают на падение твердости в дальней зоне термического влияния. Наблюдение за микроструктурой этой области выявило значительное огрубление осадки, связанные с относительно высокими тепловложениями процесса VPPAW.Были проведены исследования по снижению тепловложения. Такие переменные добавление присадочной проволоки, использование гелия в качестве защитного газа, комбинированный эффект оценивались и то, и использование подготовки кромки. Измерения температуры были выполнены в разных положениях вдоль ЗТВ, чтобы связать термический история с микроструктурной деградацией с помощью кривых охлаждения и TTT диаграммы. Аналогичные исследования были проведены при сварке с малой погонной теплотой. условия с гелиевым экранированием DC-GT A W.я Плазменная дуговая сварка с переменной полярностью высокопрочных алюминиевых сплавов. На отобранных образцах были проведены испытания на растяжение, чтобы оценить эффект состояния, послесварочной термообработки и погонной энергии. Результаты которого показали, что условия с низким тепловложением улучшают растяжимые свойства дальнего теплового пораженная зона. Что касается состояния закалки, было замечено, что закал W51 было выгоднее. Также было замечено, что сварные швы VPPA имеют аналогичный 0.2% предел текучести и предел прочности при растяжении, чем у сварных швов MIG, вместе с, хотя все еще очень низкий, улучшенные свойства удлинения. Это исследование включало сварку высокопрочного алюминия. сплавы, которые в некоторых случаях считались трудносвариваемыми или даже несвариваемыми. Прежний попытки были выполнены с помощью сварки MIG, но микропустоты, действующие как места инициации для трещины ограничивали устойчивость узлов к повреждениям. Напротив, VPPAW имеет доказала свою способность производить сварные швы исключительно высокого качества при газовой пористости или микропористости. пустот почти не было.
.Больше новостей
