
Автоматизированный завод. Промышленные роботы на производстве
Содержание:- Введение
- Автоматизированные линии производства
- Универсальные роботы-манипуляторы
- Роботы-сварщики
- Роботы-сборщики
- Роботы-резчики
- Роботы-маляры
- Гибочные роботы
- Роботы-грузчики
- Роботы-упаковщики
- Роботы-сортировщики
- Роботы для работы с опасными веществами
- Программное обеспечение для промышленной автоматики
- Заключение
Введение:
Экономика многих стран развивается в первую очередь за счет промышленности. Промышленные предприятия, такие как металлургические комбинаты, машиностроительные заводы, нефтеперерабатывающие концерны и фабрики легкой промышленности приносят ежегодно более 40 % прибыльности государств. И так как большинство индустриальных предприятий нашей страны приватизировано, речь идет об очень прибыльном бизнесе.
В промышленном бизнесе качество и производительность – это визитная карточка при работе с поставщиками и клиентами. Чем выше требования к качеству выпускаемой продукции, тем актуальнее становится внедрение современных технологий.
Предприятия внедряют роботизированные системы в производство в первую очередь для увеличения прибыли за счет сокращения рабочей силы. В Японии, Китае и США почти все промышленные заводы оснащены «по последнему слову техники». На них работает минимум работников, что обеспечивает низкую себестоимость выпускаемой продукции. В России и Украине применение роботизированных устройств пока ограничено. Устаревшее оборудование на предприятиях приводит к снижению эффективности и количества производства. И к тому же наносит вред окружающей среде. Для увеличения производства и качества продукции, компаниям необходимо позаботится об обновлении оборудования.
В наше время автоматизированные устройства для работы на заводах представлены в широком ассортименте. Роботы успешно используются в металлургии, машиностроении, легкой и пищевой промышленности. Они способны заменить человека в тяжелых и опасных условиях труда. Предоставляют скорость, точность, качество, а также высокую окупаемость. Это достижимо путем того, что роботам не нужно платить зарплату, оплачивать отпуск и обеспечивать соцпакетом.
Роботы успешно используются в металлургии, машиностроении, легкой и пищевой промышленности. Они способны заменить человека в тяжелых и опасных условиях труда. Предоставляют скорость, точность, качество, а также высокую окупаемость. Это достижимо путем того, что роботам не нужно платить зарплату, оплачивать отпуск и обеспечивать соцпакетом.
Мы предлагаем вам узнать полезную информацию об автоматизированных системах и промышленных роботах, а также о выгодном применении этих устройств на промышленных предприятиях.
Автоматизированные линии производства:
Предприятия массового и мелкосерийного производства нуждаються в установлении автоматизированных линий производства. Эти механизмы представляют собой машины непрерывного режима работы в виде взаимосвязанных станков. Автоматические линии производятся во многих странах мира, в том числе в России и Украине и поставляются по цене от $10 000. Современные отечественные производственные линии заводов Днепропетровска, Донецка и Запорожья служат на комплексно-автоматизированных цехах по изготовлению различной продукции, включая функции обработки, контроля и сборки.
Механизмы управляються компьютером и позволяют осуществлять обработку деталей по динамичной технологии. В соответствии с требованием оптимальной загрузки станков частично изменяется порядок и маршрут обработки деталей. Компьютер планирует запуск и выпуск деталей, выполняет плановые, диспетчерские расчеты и рассчитывает режимы обработки в соответствии с избранным алгоритмом.
К производственным линиям относятся автоматические машины непрерывного литья заготовок (МНЛЗ). Современные машины непрерывного литья заготовок представляют собой целый комплекс сложного оборудования: механического, гидравлического, систем охлаждения и смазки, а также электроприводов с автоматизированной системой управления технологическим процессом. Установка данного устройства обеспечивает значительное сокращение потери металла, улучшение условий труда, постоянство условий производства и повышение производительности комбината.
Мартеновские печи и кислородные конвертеры уже давно не актуальные при производстве стали на металлургических комбинатах. Серьезные капитальные вложения на внедрение новейших технологий (печи-ковши, электропечи, электрометаллургические мини-заводы и непрерывное литье стали) на заводах Украины и России, будут гарантировать производительность в 1 млн. 320 тыс. тонн высококачественной стальной заготовки в год.
Серьезные капитальные вложения на внедрение новейших технологий (печи-ковши, электропечи, электрометаллургические мини-заводы и непрерывное литье стали) на заводах Украины и России, будут гарантировать производительность в 1 млн. 320 тыс. тонн высококачественной стальной заготовки в год.
Универсальные роботы-манипуляторы:
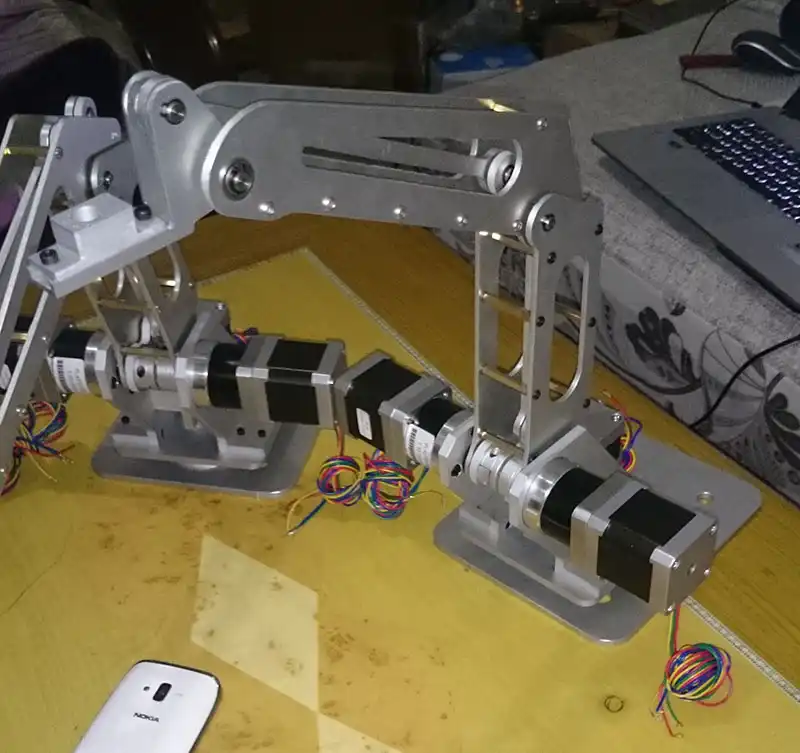
Манипуляторы на заводах используются уже с середины 20-го века. Эти устройства представляют собой автоматизированный механизм, оборудованный специальным отличительным инструментом – так называемой «рукой» манипулятора. Эта «рука» и служит основным действующим органом в различных целях. Если это робот для сварки, рука-манипулятор выполняет сварочные операции, если робот-укладчик, рука служит для укладки и упаковки продукции. Естественно, принцип действия манипулятора зависит от его программирования и оснащения.
Разнообразие роботов-манипуляторов стремительно набирает обороты. На сегодняшний день существует 30 видов манипуляторов. Компании-производители промышленной робототехники представляют свои изобретения, начиная от универсальных манипуляторов до формовщиков готовой продукции. Эти устройства намного доступней, чем кажется, и сегодня даже среднестатистическое предприятие в год может позволить прибрести себе пару подобных механизмов по цене в среднем 2500 долларов за штуку.
Эти устройства намного доступней, чем кажется, и сегодня даже среднестатистическое предприятие в год может позволить прибрести себе пару подобных механизмов по цене в среднем 2500 долларов за штуку.
Начните с универсальных роботов-манипуляторов. Универсальные промышленные роботы – это высокотехнологичные устройства, служащие для решения задач, связанных с автоматизацией производства. Применяются в основном в машиностроении и металлургии для сварки, резки, обслуживания станков, покраски, полировки, наплавки, механической обработки, распределения клея и наполнителей, плазменного напыления, перемещения грузов и паллетирования.
Компании ABB, Kawasaki и FANUC поставляют универсальных промышленных роботов по цене от 2000 до 4000 долларов в зависимости от функциональности устройства. Данные аппараты способны увеличить скорость и качество обработки деталей, но основными недостатками данных устройств являются неполноценное взаимодействие всех компонентов и невозможность проведения точнейших операций.
На современных машиностроительных и металлургических заводах широкого применения обретают «узкоспециальные» роботы-манипуляторы. Самыми распространенными являются роботы для сварки. Производства, изготавливающие ограниченное количество продукции, могут извлечь выгоду из внедрения автоматизации систем сварки. Этот процесс позволяет сократить количество квалифицированных сварщиков, так как робот работает в 8 раз эффективней человека.
Роботы-сварщики:
Сварочные манипуляторы представляют собой комплекс передовых технологий и комплектующих деталей, запрограммированных на выполнение дуговой и точечной сварки объектов. Манипуляторы служат для сварки ёмкостей, кранов, балок и цистерн. Устройства производят сварку стыковых и угловых швов, сварку прямолинейных и кольцевых швов и другие работы, требующие крайней точности. Преимущества автоматизированной сварки очевидны: манипуляторы обеспечивают высокое качество сварки и идентичность готовой продукции; снижают брак при обработке деталей; увеличивают скорость производства.
При выборе поставщиков сварочного оборудования стоит принимать во внимание, какие компании производители могут дать гарантии качества своих устройств. Самыми квалифицированными специалистами в области автоматизированной сварки являются компании KUKA и Kawasaki. Они поставляют манипуляторы для сварки по цене в среднем $2300 и по отзывам промышленников, которые уже внедрили роботов данных компаний, устройства действительно надежны, эффективны и легки в эксплуатации.
Роботы-сборщики:
Далее рассмотрим манипуляторы для автоматической сборки деталей. Как показывают экономические исследования Московского государственного университета, до 25% всего производственного времени уходит на сборочные операции. Сборочные роботы-манипуляторы в основном представляют собой 6-ти осевые устройства с 6-тью степенями свободы, которые приводятся в действие за счет системы сервоприводов.
Сборочные роботы компаний iRobot и MOTOMAN являются одними из лучших механизмов для автоматизированной сборки. Они доступны на рынке промышленной автоматики по цене в среднем от 2000 долларов. Роботы предлагают высококачественную сборку продукции, поднимая производительность труда на 10-20% и снижая брак на 30-40%. Наибольший эффект от использования сборочных роботов достигается при полной автоматизации всей линии производства.
Роботы-резчики:
Предприятия металлургической промышленности также зачастую используют манипуляторы для резки металла – самостоятельные антропоморфные механизмы. Современные роботы для резки выпускаются с системой отслеживания текущего положения заготовки. По конструкции манипулятор для резки металла – один из самых сложных механизмов. Важным элементом робота является датчик контакта головки инструмента с металлической поверхностью. Бортовой компьютер обеспечивает точность позиционирования до 0,05 мм, чего достаточно для обработки даже небольших деталей, а так же заготовок, требующих особо точной резки. При выборе данных устройств, стоит учесть, что манипулятор должен обладать большой степенью подвижности, что обуславливает наличие большого количества осей и приводов. Такие машины могут предложить компании Daihen и Kawasaki стоимостью по ~ $1300 за шт. Наряду с невысокой стоимостью данные устройства обеспечивают стабильное и точное выполнение резки металла.
Современные роботы для резки выпускаются с системой отслеживания текущего положения заготовки. По конструкции манипулятор для резки металла – один из самых сложных механизмов. Важным элементом робота является датчик контакта головки инструмента с металлической поверхностью. Бортовой компьютер обеспечивает точность позиционирования до 0,05 мм, чего достаточно для обработки даже небольших деталей, а так же заготовок, требующих особо точной резки. При выборе данных устройств, стоит учесть, что манипулятор должен обладать большой степенью подвижности, что обуславливает наличие большого количества осей и приводов. Такие машины могут предложить компании Daihen и Kawasaki стоимостью по ~ $1300 за шт. Наряду с невысокой стоимостью данные устройства обеспечивают стабильное и точное выполнение резки металла.
Роботы-маляры:
Важным элементом машиностроительных предприятий является окрасочное оборудование. Робототехника успела добиться существенных достижений в области данных устройств. Например, компании Adept и Triton поставляют роботов-манипуляторов для окраски по цене от 2500 долларов. Данные машины оснащены специальными пульверизаторами для окраски деталей и обладают повышенной гибкостью для защиты шлангов при подачи в рабочую зону красящего вещества от механических воздействий, скручивания и излома, загрязнения и запыления, что просто невозможно для выполнения людьми вручную.
Например, компании Adept и Triton поставляют роботов-манипуляторов для окраски по цене от 2500 долларов. Данные машины оснащены специальными пульверизаторами для окраски деталей и обладают повышенной гибкостью для защиты шлангов при подачи в рабочую зону красящего вещества от механических воздействий, скручивания и излома, загрязнения и запыления, что просто невозможно для выполнения людьми вручную.
Гибочные роботы:
Новаторством на предприятиях тяжелой промышленности является применение гибочных роботов. Робот для гибки – это простой автоматизированный станок, как правило, с гидравлическим или электрическим приводом.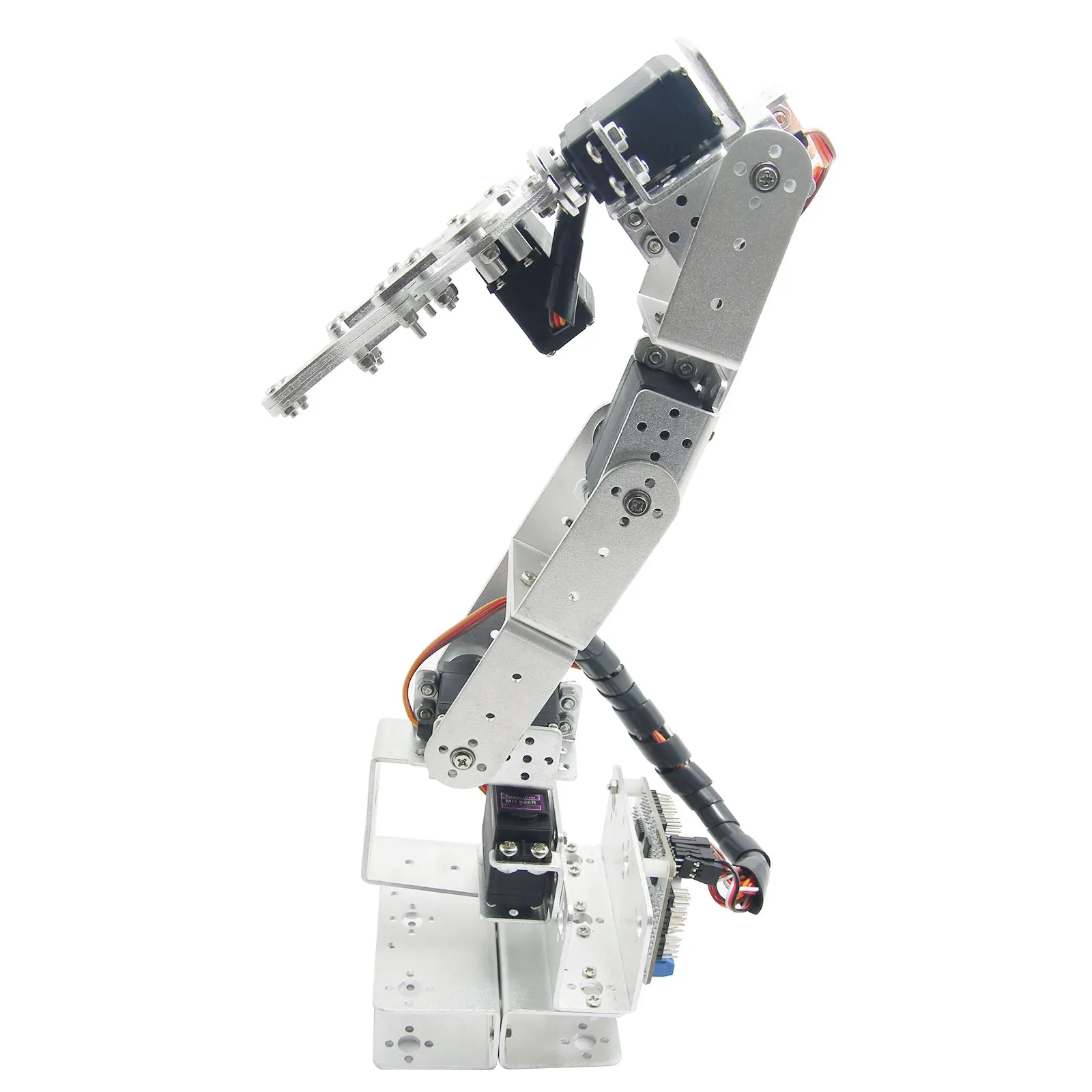 В качестве захватывающего приспособления устройства может использоваться как обычный манипулятор, так и пневматические присоски. Основным поставщиком гибочных манипуляторов является компания ROBOMAC, которая предоставляет современные устройства по цене $3165. Устройства способны осуществлять загрузку объекта в гибочную головку, подачу, поворот объекта и выгрузку после гибки. Как правило, результатом становится гибкая система, не требующая никаких дополнительных устройств для работы.
В качестве захватывающего приспособления устройства может использоваться как обычный манипулятор, так и пневматические присоски. Основным поставщиком гибочных манипуляторов является компания ROBOMAC, которая предоставляет современные устройства по цене $3165. Устройства способны осуществлять загрузку объекта в гибочную головку, подачу, поворот объекта и выгрузку после гибки. Как правило, результатом становится гибкая система, не требующая никаких дополнительных устройств для работы.
Роботы-грузчики:
В тяжелой и легкой промышленности не обойтись без грузоподъемных средств. Компании ABB, KUKA, FANUC и Epson предоставляют решения в области подъема тяжелых грузов весом больше тонны и транспортировку их от комбината до склада. Мощнейшие системы выполняют приёмку и отправку груза с невероятной скоростью и эффективностью. Стоимость данных «подъемников» зависит от количества и скорости подъема груза и колеблется между 1900 и 4000 долларов США.
Роботы-упаковщики:
Необходимость в сокращении времени внутрипроизводственной логистики, вредная для здоровья среда, тяжелый человеческий труд вызывает потребность в автоматизации процессов паллетирования. Скорость и точность работы роботов-паллетайзеров, несравнимы с человеческим трудом, а эффективность и универсальность значительно выше, чем у стандартной машины для паллетирования. Стоимость данных роботов достаточно высока. К примеру, арендовать на четыре месяца паллетайзер от OKURA стоит $80 000.
Скорость и точность работы роботов-паллетайзеров, несравнимы с человеческим трудом, а эффективность и универсальность значительно выше, чем у стандартной машины для паллетирования. Стоимость данных роботов достаточно высока. К примеру, арендовать на четыре месяца паллетайзер от OKURA стоит $80 000.
Предприятия легкой и пищевой промышленности заинтересованы в быстрой и качественной упаковке продукции с конвейера. Компании KOMATEC, Packmore и Epson предлагают выгодные решения для автоматизированной упаковки готовых изделий. Машины оснащены гибкой рукой-манипулятором, которая позволяет им с ловкостью и осторожностью упаковывать даже самые хрупкие предметы, не разбивая их в отличии от людей-упаковщиков. К примеру, робот-упаковщик от KOMATEC по цене $3700, действует таким образом: просматривает движение конвейера, определив изделие, получает сигнал на электронный блок управления, а тот, в свою очередь, подает команду механической руке взять изделие. Как видим, все движения робота совершаются по программе. Это способствует качественному и быстрому процессу упаковки объектов.
Это способствует качественному и быстрому процессу упаковки объектов.
Роботы-сортировщики:
Далее рассмотрим подобных робоупаковщикам манипуляторов-сортировщиков. Эти устройства также оснащены рабочим инструментом и рядом датчиков определения продукции для точной её сортировки. К основным производителям «сортировщиков» относятся MOTOMAN и LEGO. Приобрести их устройства стало как никогда выгодно – от 2800 долларов.
Стоить отметить, что разнообразие манипуляторов не ограничивается вышеперечисленными устройствами. Компании-производители активно занимаются разработкой и внедрением роботизированных систем для наплавки, формовки, полировки и механической обработки продукции, которые с каждым днем становятся всё доступнее для промышленных предприятий.
Роботы для работы с опасными веществами:
Если вы являетесь владельцем химического завода или нефтеперерабатывающего предприятия, вам следует позаботиться о фильтрации рабочего помещения. Современные устройства фильтрации представляют собой различные газо- и пылеулавливатели, а также аппараты для работы с радиоактивными веществами. Газоулавливатели особенно хорошо представлены в ассортименте компании Блиц по цене 700 долларов.
Работа с радиоактивными веществами крайне опасна для человека, поэтому ученые активно работают над разработкой роботов для службы на химических предприятиях. Газо- и пылеулавливатели используются для утилизации опасных для здоровья человека веществ, газов и пыли и способствуют очищению воздуха. Установка одного такого устройства, например пылеулавливателя компании Torit, стоит около 3200 долларов. На крупном предприятии достаточно установить по одному пылеулавливателю в каждом цеху, и чистый воздух и безопасная среда труда гарантированы.
Нефтеперерабатывающие предприятия зачастую нуждаются в качественной проверке трубопроводов на коррозию. Эта проверка очень важна, так как из-за неисправности труб опасные ядовитые вещества могут попадать в окружающую среду и наносить пагубный на неё вред. Проверка трубопроводов изнутри людьми возможна, но лучше переложить этот процесс на роботов. Для проверки трубопроводов на коррозию служит «крошечный робопатруль». Лаборатории и компании робототехники, к примеру, SoCalGas, занимаются разработкой миниатюрных роботов, оснащенных камерами и датчиками, которые самостоятельно перемещаются по трубам и передают видеосъемку в режиме реального времени. На данный момент пока неизвестно, когда роботы будут доступны для продажи и по какой цене, но исследователи уверяют, что стоимость этих удивительных устройств не будет заоблачной.
Программное обеспечение для промышленной автоматики:
Программное обеспечение, как правило, для промышленных роботов пишется с ноля и разрабатывается отдельно для каждого робота. Принцип действия робота зависит от его запрограммированного интеллекта. Ведущие производители промышленной робототехники KUKA, FANUC, MOTOMAN и АВВ уделяют данному вопросу особое внимание и вкладывают приличные средства в разработку программного обеспечения для своих устройств.
Принцип действия робота зависит от его запрограммированного интеллекта. Ведущие производители промышленной робототехники KUKA, FANUC, MOTOMAN и АВВ уделяют данному вопросу особое внимание и вкладывают приличные средства в разработку программного обеспечения для своих устройств.
Высокоинтеллектуальные роботы способны выполнять все свои движения в соответствии с требующейся манипуляционной операцией. При этом в память устройства управления записывается программа с необходимыми координатами и технологической информацией. Отличительными особенностями промышленных машин, наделенных высокими интеллектуальными способностями, являются:
- отсутствие электропривода
- высокая точность позиционирования детали за счет расположения органов управления
- самостоятельно обслуживаемые механизмы и детали.

На данный момент полностью автоматизированные, наделенные искусственным интеллектом машины – дорогостоящее удовольствие. К примеру, компания MOTOMAN сдает свои высокоинтеллектуальные манипуляторы в аренду на месяц за 280 000 долларов.
Заключение:
Таким образом, мы видим, как стремительно роботы развиваются в промышленной сфере. Передовые технологии всё больше освобождают человека от выполнения сложной и рутинной работы. Внедрение робототехники на заводах способно экономить энергоресурсы, снизить уровень загрязнения окружающей среды, уменьшить затраты на рабочую силу и увеличить эффективность производственного процесса. Использование роботизированных технологий предоставляет предприятиям уникальную возможность осуществить эволюционный скачок и оторваться от конкурентов. Ведь окупаемость затрат на роботов уже доказана на практике. Так что, позаботьтесь о своем будущем и о будущем своей страны уже сейчас.
Краны-манипуляторы Ferrari установка и монтаж КМУ
В нашей компании вы можете купить кран манипулятор, как новый, так контрактный не эксплуатировавшися в России или установить манипулятор (КМУ), имеющийся у вас, на любое шасси по вашему желанию.

ГК Автоконструкция является дилером и Авторизованным монтажно-сервисным Центром ведущих брендов имеет сертификат Таможенного Союза на монтаж любых моделей манипуляторов с грузовым моментом до 50 тм., аккредитацию Ростехнадзора на установку, настройку и ремонт приборов безопасности.
Компании присвоен международный идентификационный код изготовителя транспортного средства (WMI) — FR4.
Продажа и монтаж Кранов-манипуляторов Ferrari
Монтаж кранов манипуляторов Ferrari
Компания F.lli Ferrari производит четыре различных серии кранов-манипуляторов: 300, 500, 700 и 900. Чтобы удовлетворить конкретные нужды различных рынков, новые модели имеют многосегментные гидравлические удлинители и гуськи. Кроме того, каждый кран-манипулятор является «сплавом» традиционных для компании F.lli Ferrari характеристик – например, все краны имеют литое стальное основание – и существует тенденция к увеличению практичности, обеспечению повышенного уровня технологии и выводу на рынок кранов, которые, кроме прочего, являются стильными и престижными.
Краны-манипуляторы Ferrari
Преимущества кранов манипуляторов (КМУ) Ferrari- Литое основание. Оно дает значительное преимущество благодаря возможности увеличить толщину стали или чугуна в местах максимальной нагрузки. Большинство КМУ Феррари имеет литые основания: средние/большие краны используют стальные основания, приваренные к структуре крана, а остальные краны снабжены чугунными основаниями.
- Большой модельный ряд. Грузовой момент кранов Феррари лежит в диапазоне от 0,93 до 74 т.м. Из 4-х серий мы всегда подберем Вам кран, наиболее подходящий для решения ваших конкретных задач.
- Срок службы Феррари КМУ – более 10 лет. Наши краны для долгой надежной работы.
- Легкая и прочная конструкция. Литое основание ferrari КМУ и шестигранное сечение стрелы дает возможность достичь легкости без потери прочности.
- Поворотные аутригеры идут в качестве стандартного оборудования, упрощая доступ к элементам базового шасси. Это очень удобно в транспортном положении КМУ Феррари
- Гидравлическая система безопасности максимально проста и надежна, без электроники.
 Она не откажет зимой, при низких температурах.
Она не откажет зимой, при низких температурах. - Модульная конструкция позволяет легко адаптировать кран к вашей специфике в любой момент после пуска в эксплуатацию.
- Унификация компонентов конструкции. Многие запчасти унифицированы. Поэтому ассортимент запчастей на складе не так велик и многие запчасти подходят к кранам разных серий, что упрощает ремонт и поиск запасных частей для кранов Феррари.
- Простота в обслуживании и ремонте. Кран манипулятор легко обслуживать и просто ремонтировать. Для этого не требуется особое оборудование или спецключи. Простая конструкция дает легкий доступ ко всем узлам и запчастям.
- Большой выбор кранов с дистанционным управлением. Небольшая цена дистанционного решения позволяет работать с максимальным комфортом.
Все эти Особенности КМУ Феррари в совокупности подтверждают наш первоначальный тезис о том, что купить Феррари кран – это мудрое и осознанное решение.
Продажа, установка кранов манипуляторов Ferrari
Наши краны серии 500 могут быть оборудованы радиоуправлением. Почти каждая модель может использовать инновационное «одноручное» радиоуправление, связанное с управляющим клапаном Bosch Rexroth, давая пользователю возможность добавлять такое дополнительное оборудование для КМУ, как лебедка, ковш или ворот. Эта система RDC, маленькая и компактная, настроенная компанией Hetronic для F.lli Ferrari, является модулем управления по радио, позволяющим управлять каждым отдельным движением крана одной рукой, за исключением опорной ноги, которой в целях безопасности следует управлять двумя руками. Для максимально простой работы и экономичности радоуправление питается от двух стандартных батареек АА. Краны серии 500 (модели 515, 523, 530, 540, 541, 550, 551, 561, 571, 581) имеют максимальную нагрузочную способность от 1,4 до 7,9 тм и горизонтальную досягаемость от 4,55 до 13,75 м. Модели Ferrari 561, Ferrari 571 и Ferrari 581 также доступны в версиях с гуськом.
Почти каждая модель может использовать инновационное «одноручное» радиоуправление, связанное с управляющим клапаном Bosch Rexroth, давая пользователю возможность добавлять такое дополнительное оборудование для КМУ, как лебедка, ковш или ворот. Эта система RDC, маленькая и компактная, настроенная компанией Hetronic для F.lli Ferrari, является модулем управления по радио, позволяющим управлять каждым отдельным движением крана одной рукой, за исключением опорной ноги, которой в целях безопасности следует управлять двумя руками. Для максимально простой работы и экономичности радоуправление питается от двух стандартных батареек АА. Краны серии 500 (модели 515, 523, 530, 540, 541, 550, 551, 561, 571, 581) имеют максимальную нагрузочную способность от 1,4 до 7,9 тм и горизонтальную досягаемость от 4,55 до 13,75 м. Модели Ferrari 561, Ferrari 571 и Ferrari 581 также доступны в версиях с гуськом.
500 серия кранов манипуляторов Ferrari
Кран манипулятор Ferrari 561
Установка кранов манипуляторов Ferrari
Кран манипулятор Ferrari 561
Стандартное исполнение
- Высокопрочная специальная сталь
- Пескоструйная обработка поверхности
- Литое основание
- Шестигранное сечение стрелы
- Гидравлический вылет до 10,45 м (12,05 м с механическим удлинителем)
- Фланцевые клапана
- Двустороннее управление
- Самосмазывающиеся подшипники
- Фитинги SAEJIC 1514I
- Поворотный крюк
- Монтажный комплект
- Поворотные аутригеры
- Подушки скольжения в телескопических стрелах
Установка КМУ FERRARI
Дополнительные опции
- Механические удлинители стрелы
- Сверхширокие аутригеры (4500)
- Дополнительные задние аутригеры
- Дополнительные гидравлические функции на стреле
- Гидравлическая лебедка
- Радиоуправление
- Поворотные аутригеры
- Применение со специальным оборудованием
- Система контроля нагрузки крюка RLC
Монтаж КМУ FERRARI
Диаграмма грузоподъемности при максимальном вылете стрелы КМУ Ferrari 561
Цена КМУ может меняться в зависимости от комплектации
Система контроля ECM4
Система контроля ECM4 позволяет контролировать работу крана на всех стадиях его работы. Данное устройство обеспечивает безопасную работу крана, а так же позволяет контролировать работу таких дополнительных устройств, как: лебедка, гусек, ротаторы или грейфер. Дисплей помогает следить за уровнем цилиндров и рабочим статусом крана. Предупредительный сигнал сообщит о необходимом ТО или о возможных ошибках системы. В случае неполадок системы, на дисплее появится код ошибки для скорейшего ее устранения на сервисе.
Данное устройство обеспечивает безопасную работу крана, а так же позволяет контролировать работу таких дополнительных устройств, как: лебедка, гусек, ротаторы или грейфер. Дисплей помогает следить за уровнем цилиндров и рабочим статусом крана. Предупредительный сигнал сообщит о необходимом ТО или о возможных ошибках системы. В случае неполадок системы, на дисплее появится код ошибки для скорейшего ее устранения на сервисе.
Система ECM4 записывает все действия крана, а также ТО и прочие обновления, установленные в сервисе, что позволяет пользователю отследить все операции, проведенные с манипулятором.
Система «Single Hand» легкий пульт управления
- дистанционный контроль скорости
- радио контроль всех функций крана
- контроль работы стабилизаторов
- управление тросом (опц)
- работа на 2х аккумуляторных батарейках
Система Multifunctional Radio Control
При помощи радиоуправления у Вас есть возможность с максимальной точностью контролировать как загрузку, так и разгрузку. Данное устройство сокращает время работы, а так же обеспечивает дополнительную безопасность. Все пульты радиоуправления защищены от внешних радио-магнитных сигналов.
Данное устройство сокращает время работы, а так же обеспечивает дополнительную безопасность. Все пульты радиоуправления защищены от внешних радио-магнитных сигналов.
Система RED POWER
Система Red power позволяет работать с грузами на большой высоте, сохраняя при этом первоначальную мощность стрелы.
- быстрая и точная работа с громоздкими грузами вблизи от стрелы
- сохранение грузоподъемности при вертикальном поднятии стрелы
- сохранение эффективности работы на большой высоте
- четкость исполнения на всех версиях с гуськом
Система SDV
Система клапанов плавного опускания (Smooth Descent Valve) за счет использования специального уравновешивающего клапана уменьшает колебания стрелы и обеспечивает прекрасное управление движениями.
Система PB — Power Boost
Система Power Boost позволяет кранам марки Ferrari поднимать более тяжелые грузы на максимальных вылетах стрелы. Благодаря фиксированной системе впрыска масла, появляется возможность регулировать давление и мощность подъема крана. Система подключается автоматически и абсолютно не влияет на скорость работы крана.
Благодаря фиксированной системе впрыска масла, появляется возможность регулировать давление и мощность подъема крана. Система подключается автоматически и абсолютно не влияет на скорость работы крана.
Гидравлическая версия:
В обычных установках масло впрыскивается в регулирующий клапан, при включении системы Power boost часть масла возвращается в резервуар ,а остальная часть попадает в регулирующий клапан.
Электронная версия:
На установках, оборудованных системой радио контроля и Power boost впрыск масла регулируется пультом управления. Данная функция не влияет на скорость работы крана и обеспечивает максимально точное выполнение работы и абсолютную безопасность.
Система EQS
Система EQS обеспечивает безопасную работу крана благодаря уравновешивающему клапану, который обеспечивает быструю работу выдвижных секций. Специальный клапан гидропривода повторно пропускает масло через выдвижные секции ,что увеличивает скорость выдвижных секций на 50%.
Система OFP
Нашими техническими специалистами была разработана система безопасности оператора крана, благодаря которой поворот стрелы отграничен в зоне местонахождения оператора. Благодаря вмонтированным сенсорам контролируется участок работы между стрелой и основанием, работа стрелы и угол поворота.
Метки: Краны-манипуляторы Ferrari, Монтаж КМУ FERRARI, Установка КМУ FERRARI
Принцип работы | ROBOMATIC Промышленные роботы и автоматизация производства
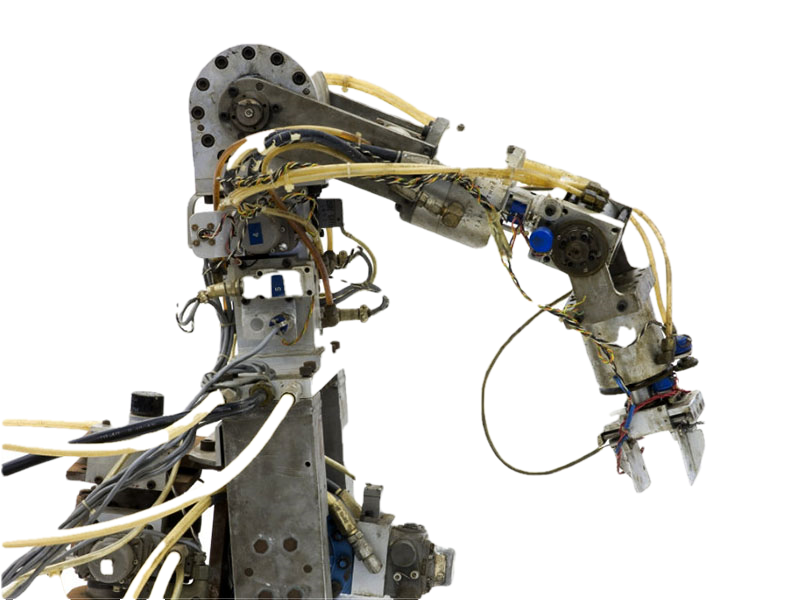
В стандартной конфигурации промышленного робота обязательно присутствуют механическая часть (рука) и система управления этой механической частью (контроллер), которая в свою очередь получает сигналы от сенсорной части. Механическая часть робота делится на манипуляционную систему с захватным устройством или технологическим инструментом (запястье) и систему перемещения (плечо и суставы руки).
Манипулятор включает в себя подвижные звенья двух типов:
- звенья, обеспечивающие поступательные движения
- звенья, обеспечивающие вращательные перемещения
Сочетание и взаимное расположение звеньев определяет степень подвижности, а также область действия манипуляционной системы робота.
Для обеспечения движения в звеньях могут использоваться электрические, гидравлические или пневматические приводы.
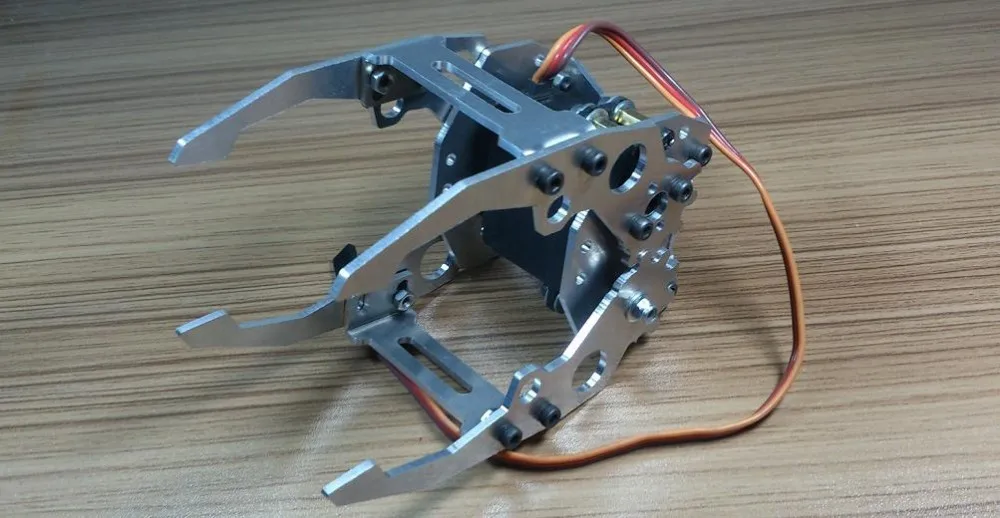
Частью манипуляторов (хотя и необязательной) являются захватные устройства. Наиболее универсальные захватные устройства аналогичны руке человека — захват осуществляется при помощи механических «пальцев». Для захвата плоских предметов используются захватные устройства с пневматическими присосками. Для захвата же множества однотипных деталей (что обычно и происходит при применении роботов в промышленности) применяют специализированные конструкции с множеством захватных приспособлений.
Вместо захватных устройств манипулятор может быть оснащен рабочим инструментом. Это может быть сварочная горелка или клещи, лазерная головка, пульверизатор и т. д.
Система управления манипулятором, как правило, включает в себя несколько уровней:
- Программное управление — управление роботом осуществляется при помощи предварительно написанной управляющей программы, аналогично станкам с ЧПУ.

- Адаптивное управление — роботы с адаптивной системой управления оснащены сенсорной частью. Сигналы, передаваемые датчиками, анализируются, и в зависимости от результатов измерений принимается решение о дальнейших действиях.
- Управление, основанное на методах искусственного интеллекта – может включать в себя алгоритмы технического зрения, алгоритмы поиска и т.п.
- Управление человеком (например, дистанционное управление при помощи специального пульта).
Современные роботы функционируют на основе принципов обратной связи, подчинённого управления и иерархичности системы управления роботом. Иерархия системы управления роботом подразумевает деление системы управления на горизонтальные слои, управляющие общим поведением робота, расчётом необходимой траектории движения манипулятора, поведением отдельных его приводов, и слои, непосредственно осуществляющие управление двигателями приводов.
Современный робот оснащён не только обратными связями по положению, скорости и ускорениям звеньев. При захвате деталей робот должен знать, удачно ли он захватил деталь. Если деталь хрупкая или её поверхность имеет высокую степень чистоты, строятся сложные системы с обратной связью по усилию, позволяющие роботу схватывать деталь, не повреждая её поверхность и не разрушая её.
При захвате деталей робот должен знать, удачно ли он захватил деталь. Если деталь хрупкая или её поверхность имеет высокую степень чистоты, строятся сложные системы с обратной связью по усилию, позволяющие роботу схватывать деталь, не повреждая её поверхность и не разрушая её.
В процессе работы робот также может взаимодействовать и обмениваться сигналами с другим оборудованием и средствами автоматизации: сенсорными системами, системами технического зрения, программируемыми контроллерами, транспортными системами, оборудованием для сварки и резки и др.
Как вы можете использовать роботов в своей работе
Робототехника. Если бы вы попытались подобрать самое модное слово в управлении складом, распределительным центром и цепочкой поставок за последние несколько лет, это было бы оно.
И не зря: технологии автоматизации складов за последние годы сделали огромный шаг вперед, обещая полностью изменить способ выполнения заказов и погрузочно-разгрузочные работы в отрасли. Робототехника уже играет неотъемлемую роль в этом сдвиге и будет продолжать делать это только по мере того, как технологии становятся все более и более сложными, помогая операциям всех видов решать общие проблемы, такие как:
Робототехника уже играет неотъемлемую роль в этом сдвиге и будет продолжать делать это только по мере того, как технологии становятся все более и более сложными, помогая операциям всех видов решать общие проблемы, такие как:
Загрузить наше руководство по автономным мобильным роботам (AMR)
При этом часто возникает некоторая путаница в том, что именно мы имеем в виду, когда говорим слово «робототехника» применительно к управлению складом и выполнению заказов.
Часто, когда люди слышат термин «роботы», они думают о чрезвычайно высокотехнологичных машинах, таких как гуманоидные боты, создаваемые в Японии. Но правда в том, что фраза «робототехника» включает в себя гораздо больше, чем эти реалистичные творения, особенно когда речь идет о мирах выполнения заказов, обработки материалов, распределения и логистики цепочки поставок. Все уровни робототехники подпадают под этот широкий термин.
Ниже мы обсудим некоторые из наиболее распространенных типов складской робототехники, которые вы можете использовать в своей работе, в том числе:
- Автоматизированные системы хранения и поиска (AS / RS)
- Технология доставки товаров человеку ( G2P)
- Автоматизированные управляемые транспортные средства (AGV)
- Автоматизированные управляемые тележки (AGC)
- Автономные мобильные роботы (AMR)
- Шарнирно-сочлененные роботы-манипуляторы
1.
 Автоматизированные системы хранения и поиска (AS / RS) и технология передачи товаров человеку (G2P)
Автоматизированные системы хранения и поиска (AS / RS) и технология передачи товаров человеку (G2P)Автоматизированные системы хранения и поиска (AS / RS) – это семейство автоматизированных складских технологий, которые помогают автоматизировать процесс инвентаризации, товары для использования, а затем эффективно возвращать их на хранение, когда они больше не нужны. AS / RS обычно сочетается с программным обеспечением для выполнения складских операций (WES), которое управляет различными процессами, происходящими в рамках операции.
AS / RS бывает разных типов, каждый из которых лучше подходит для выполнения определенных задач и обработки определенных типов товаров.В основном они работают либо как подъемные краны, поднимающие товары между проходами с продуктом, либо как челноки, которые перемещаются по фиксированной дороге между стеллажной конструкцией. Когда товары больше не нужны, они возвращаются в их слот.
Технология доставки товаров физическому лицу (G2P) аналогична технологии AS / RS и часто считается ее подкатегорией. Отличие G2P заключается в его применении (хотя существуют разные типы технологий доставки товаров человеку), но принцип тот же: автоматизированная система хранения доставляет артикулы на стационарную станцию комплектования, где оператор заполняет отдельные заказы.
Отличие G2P заключается в его применении (хотя существуют разные типы технологий доставки товаров человеку), но принцип тот же: автоматизированная система хранения доставляет артикулы на стационарную станцию комплектования, где оператор заполняет отдельные заказы.
И AS / RS, и технология доставки товаров человеку работают над повышением эффективности, позволяя выполнять малоквалифицированные задачи на машинах, чтобы ваши рабочие могли выполнять более сложные задачи, которые не могут быть выполнены с помощью автоматизации, позволяя им добавлять больше ценность для вашей операции.
2. Автоматизированные управляемые транспортные средства (AGV) и автоматизированные управляемые тележки (AGC)
AGV и AGC – это две технологии, которые часто объединяются под общим термином «робототехника», и легко понять, почему.Оба они используются для автоматического перемещения инвентаря, расходных материалов и материалов из одного места в другое на вашем предприятии, что позволяет упростить процесс пополнения запасов, а также высвобождает работников для выполнения более важных задач.
Как именно AGV и AGC перемещаются по складу, зависит от конкретной используемой модели. Некоторые следуют магнитным полосам или дорожкам, которые физически проложены на маршрутах вокруг объекта. Другие могут сочетать эти треки с другими передовыми технологиями, такими как LiDAR, камера зрения, инфракрасные и другие датчики, чтобы ориентироваться в полуавтономном режиме, что позволяет им избегать препятствий на своем заранее определенном маршруте.
Хотя AGV и AGC во многом схожи, они все же имеют ряд различий. Самым большим из этих различий является тот факт, что AGV, как правило, выдерживают гораздо большие нагрузки, чем их аналоги с тележкой меньшего размера.
В конечном итоге AGV и AGC используются для завершения работы, которая обычно выполнялась бы оператором вилочного погрузчика (или группой операторов) на вашем предприятии, перемещая продукцию и материалы из одного места в другое. Хотя это очень важно для вашей работы, это относительно низкоквалифицированная работа. Используя AGV и AGC для этой перевозки, ваши сотрудники могут выполнять задачи, которые повышают ценность вашей работы.
Используя AGV и AGC для этой перевозки, ваши сотрудники могут выполнять задачи, которые повышают ценность вашей работы.
3. Автономные мобильные роботы (AMR)
Автономные мобильные роботы (AMR) во многом похожи на AGV и AGC:
- Они могут перемещаться по объекту или складу без вмешательства человека
- Они могут использоваться для транспортировки инвентаря или материалов из одного места в другое.
- Они могут облегчить стратегию комплектации.
- И т.д. что придает им разные свойства.
AGV и AGC обычно работают, следуя заранее заданному маршруту между местоположениями. Эти маршруты устанавливаются путем прокладки каких-то физических направляющих: магнитных полос, проводов, датчиков, встроенных в пол, и т. Д. Они могут быть объединены с такими технологиями, как LiDAR, инфракрасный порт и камеры, которые позволяют автомобилю определять препятствия и избегать аварий, но эти элементы не используются в качестве основной навигации.

С другой стороны, автономные мобильные роботы не полагаются на такие жесткие заранее заданные маршруты.Вместо того, чтобы следовать за магнитными полосами или проводами, AMR полагаются на множество сложных бортовых датчиков, компьютеров и карт, которые позволяют им понимать и интерпретировать окружающую их среду. Это дает им большую гибкость для создания собственных маршрутов между точками на складе или на объекте, выявляя и избегая препятствий и изменяя маршрут при необходимости. Конечным результатом является робот, который гораздо лучше справляется с динамической средой, предлагаемой большинством операций по выполнению заказов.
Кроме того, AMR бывают разных видов, что позволяет им выполнять ряд функций при выполнении заказов.
4. Роботизированные манипуляторы с шарнирно-сочлененной рамой
Шарнирно-сочлененные манипуляторы – еще один пример робототехники, которая проникла в области распределения и производства. По сути, эти инструменты представляют собой многосуставные конечности, которые можно использовать для подъема, перемещения, поворота и других манипуляций с рядом товаров на складе или в распределительном центре.

В этом качестве шарнирный робот-манипулятор может использоваться для выполнения ряда функций в рамках операции, в том числе:
- Прием / хранение: По мере поступления продукта на ваше предприятие можно использовать шарнирный манипулятор. разгрузка продукта на поддоны и перемещение его на стеллажи.
- Производство: Когда товары производятся на собственном предприятии, шарнирно-сочлененные манипуляторы могут перемещать тяжелые изделия намного легче, чем рабочие, и могут использоваться в средах, которые в противном случае могут быть вредными для человека-оператора.
- Сбор / упаковка: Для операций, связанных с нехваткой рабочей силы, можно даже использовать шарнирно-сочлененные манипуляторы меньшего размера для сбора и упаковки, которые обычно выполнялись бы рабочими.
- Отгрузка: Эти машины также можно использовать для укладки больших заказов на поддоны в наиболее эффективном кубе.
Использование технологий для раскрытия потенциала вашей деятельности
В зависимости от операции, робототехника может играть очень важную роль в сокращении затрат на рабочую силу и сокращении воздействия нехватки рабочей силы, влияя на все, от приема до хранения до комплектации, сортировки и упаковки.От AS / RS и G2P до AGV и AGC до автономных мобильных роботов и шарнирных манипуляторов – обязательно найдется какой-то тип робота, который вы сможете использовать в своей работе.
При этом, какой именно уровень робототехники имеет смысл для вашей собственной работы, будет во многом зависеть от специфики вашего бизнеса и отрасли. Квалифицированный системный интегратор может помочь вам определить, какие решения наиболее подходят для вас.
Типы и использование автономных мобильных роботов (AMR)
Последние несколько десятилетий принесли колоссальные изменения в мир выполнения заказов и обработки материалов.От роста затрат на рабочую силу до сокращения числа квалифицированных рабочих и повышения давления на следующий день, в тот же день и двухчасовой доставки – сегодняшние операции по выполнению заказов сталкиваются с множеством новых проблем, которые необходимо преодолеть.

Освоение новых технологий, процессов и процедур всегда было важной частью головоломки для дистрибьюторских операций, которые должны регулярно модернизироваться и адаптироваться, чтобы оставаться конкурентоспособными и прибыльными в этой новой реальности. Но с учетом того, что доступные технологии расширяются так же быстро, как сейчас, может быть трудно точно определить, какие решения автоматизации наиболее подходят для ваших нужд.
Загрузите наше руководство по автономным мобильным роботам (AMR)Сфера складской робототехники, особенно, может многое предложить, когда речь идет о технологиях автоматизации, которые можно использовать для повышения производительности и эффективности. Хотя некоторые типы складских роботов, такие как AGV, AS / RS и другие, существуют уже много лет, многие менеджеры складов задаются вопросом о новом игроке на рынке: автономных мобильных роботах, также известных как AMR.
Что такое автономные мобильные роботы (AMR)?
В общих чертах, автономный мобильный робот (AMR) – это любой робот, который может понимать свое окружение и перемещаться в нем без непосредственного наблюдения оператора или по фиксированному заранее определенному пути.
 У AMR есть набор сложных датчиков, которые позволяют им понимать и интерпретировать окружающую среду, что помогает им выполнять свою задачу наиболее эффективным способом и по возможному пути, перемещаясь вокруг фиксированных препятствий (здания, стойки, рабочие станции и т. Д.) и различные препятствия (например, люди, погрузчики и мусор).
У AMR есть набор сложных датчиков, которые позволяют им понимать и интерпретировать окружающую среду, что помогает им выполнять свою задачу наиболее эффективным способом и по возможному пути, перемещаясь вокруг фиксированных препятствий (здания, стойки, рабочие станции и т. Д.) и различные препятствия (например, люди, погрузчики и мусор).Несмотря на то, что AMR во многом схожи с автоматическими управляемыми транспортными средствами (AGV), они отличаются по ряду важных аспектов. Самым большим из этих различий является гибкость: AGV должны следовать гораздо более жестким, заранее заданным маршрутам, чем AMR. Автономные мобильные роботы находят наиболее эффективный маршрут для достижения каждой задачи и предназначены для совместной работы с операторами, такими как операции по отбору и сортировке, в то время как AGV обычно этого не делают.
В среде склада и распределительного центра эти сложные технологии интегрированы с системами управления складом, что позволяет AMR повышать гибкость для создания собственных маршрутов между точками на складе или объекте.
 Конечным результатом является робот, который гораздо лучше может работать с людьми в динамической среде, предлагаемой большинством операций по выполнению заказов.
Конечным результатом является робот, который гораздо лучше может работать с людьми в динамической среде, предлагаемой большинством операций по выполнению заказов.Автономные мобильные роботы делают процессы и рабочие процессы более эффективными и производительными.Обычно это достигается путем выполнения задач, не связанных с добавленной стоимостью, таких как транспортировка, сбор и отправка продукта, чтобы освободить рабочих для выполнения других задач, которые повышают ценность продукта / операции, например, сбора, проверки или упаковки. Заказ.
Типы автономных мобильных роботов
Несмотря на то, что они все еще относительно молодая технология, AMR уже разделились на несколько различных разновидностей, каждая из которых лучше подходит для выполнения определенного типа действий.
По этой причине, когда имеют место дискуссии об AMR, они, как правило, сосредотачиваются на приложении, для которого предназначена технология, а не на конкретном названии или модели.
Как правило, AMR можно разделить на три (3) широких сегмента:
- AMR, которые перемещают запасы в пределах объекта
- AMR, которые помогают в процессе отбора
- AMR, которые представляют собой гибкое решение для сортировки
Ниже мы обсудите различные типы AMR, доступные для выполнения каждого из этих действий, чтобы помочь вам лучше понять, какой тип может помочь улучшить вашу работу.
AMR, которые переносят инвентарь и продукт
Транспортировка инвентаря и продукта из одного места в другое на предприятии, как правило, является задачей с низким уровнем квалификации, которая мало или совсем не добавляет ценности продукту или операции. Таким образом, это часто является одной из первых задач, которые нужно автоматизировать, когда операция решает, что это оправдано. Автоматизация транспортировки продукции означает, что работники могут оставаться на своей основной работе, чтобы выполнять другие, более ценные задачи, в то время как работа доставляется к ним и забирается с них с помощью AMR.

Раньше, когда компания хотела автоматизировать транспортировку продукции на предприятии, основными доступными опциями были вилочные погрузчики, конвейеры и грузовые автомобили. Хотя эти варианты эффективны, они обычно требуют трудозатрат, занимают площадь и требуют больших капиталовложений.
Сегодня существует ряд AMR, специально разработанных для восполнения пробелов в эффективности функциональных возможностей. Вместо того, чтобы работать только с большими и тяжелыми грузами, они предназначены для подъема и выгрузки отдельных ящиков, сумок и предметов.
Как именно работают эти системы, будет зависеть от конкретной модели AMR.
AMR, которые помогают в комплектовании
Комплектование заказов – одна из самых дорогостоящих задач, выполняемых в рамках операции – не потому, что она требует высокого уровня подготовки или навыков (это возможно), а потому, что она требует очень много времени. Фактически, физическая прогулка с места на место в пределах объекта может составлять до 75% времени, связанного со сбором.

Когда дело доходит до дополнения операции подбора с помощью AMR, в вашем распоряжении множество различных вариантов.К наиболее распространенным относятся:
- AMR, используемые при комплектации заказов
- AMR, которые действуют как гибкое решение для сортировки
- AMR, повышающие видимость запасов
Мы рассмотрим каждый из этих вариантов ниже.
1. AMR, используемые при комплектовании заказов
Существует множество разновидностей AMR, разработанных специально для сокращения времени в пути, связанного с комплектованием. Это достигается за счет сокращения времени в пути сборщика за счет доставки продукта к сборщику. AMR можно использовать для повышения производительности операций комплектования несколькими способами.
AMR, используемые при традиционном комплектовании
Мы определяем традиционный комплектование как хранение артикулов в стационарной, прямой зоне комплектования на стеллажах или стеллажах определенного типа, где комплектовщики перемещаются из места хранения в место хранения, собирая артикулы и помещая их в отдельные контейнеры для заказа.
 на конвейере, тележках или вручную.
на конвейере, тележках или вручную.При зональном комплектовании AMR перемещает сумку / корзину для заказа на стеллажи или стеллажи в пределах зоны. Сборщик, работающий в этой зоне, затем может выбрать инвентарь из окружающих локаций для выполнения заказа.Для управления сборщиком можно использовать расширенное зрение, RF, списки выбора бумаги или подсветку. Как только заказ будет выполнен, AMR заберет сумку и доставит ее в следующую зону для дальнейшей комплектации или на упаковочную станцию для окончательной отгрузки. Этот процесс повторяется с несколькими AMR, которые работают и транспортируются во многие зоны. Конечным результатом является то, что рабочий может тратить больше времени на сбор заказов и меньше тратить время на прогулки и поиск.
AMR, используемые при отборе товаров к человеку
Отбор товаров к человеку включает хранение нескольких артикулов в секциях стеллажей, стеллажей или ящиков.AMR предназначены для извлечения определенного SKU, найденного на полке.
 Бот маневрирует под стеллажом и отрывает его от земли. Затем AMR перемещается по кратчайшему пути к назначенной станции отбора.
Бот маневрирует под стеллажом и отрывает его от земли. Затем AMR перемещается по кратчайшему пути к назначенной станции отбора.Станции комплектования спроектированы таким образом, чтобы иметь очередь AMR со стеллажами на них, готовыми к комплектованию. AMR перемещается в нужное положение, и световой индикатор отборщика указывает оператору выбрать правильный подбор и количество. Затем оператору предлагается разместить правильный артикул и количество в операционные заказы, которые у него есть на своей станции.По мере того, как они помещают артикул в надлежащие открытые заказы, AMR уходит, и появляется новый. Это гарантирует, что следующий пикировщик всегда ждет оператора.
Системы WMS / WES управляют всем процессом выполнения заказа. Он отслеживает местоположение и количество каждого сохраненного артикула, чтобы координировать и оптимизировать задачи AMR. Это исключает ненужные затраты времени оператора на ходьбу, поиск и задержку, повышая производительность до 450%.
С помощью этого типа системы можно повысить производительность, настроив упаковочные станции для определенных типов заказов:
- Однострочные заказы: Доставьте количество ящиков с одним артикулом на станцию и выполните несколько заказов за один раз.
- Заказы VAS: Заказы, которые медленно собираются и / или упаковываются, требуют подарочных карт или особого обращения, например, хрупких товаров.
- Отдельные станции электронной торговли и розничной / оптовой торговли: Эти заказы имеют разные профили, которые влияют на производительность. Наличие отдельных станций для каждого типа заказа повысит общую производительность и точность.
Кроме того, для операций, связанных со стратегией «комплектование с тележкой», AMR могут быть невероятно полезны при транспортировке тележек из одного места в другое на предприятии.Например, они могут перемещать тележки между зонами или доставлять полные тележки для упаковки, обработки и отправки. Автоматизация этой транспортировки может сократить общее время цикла заказа, позволяя сборщикам оставаться в своей зоне, сокращая время в пути и повышая эффективность.
AMR, которые упрощают комплектование другими способами
Помимо разновидностей, рассмотренных выше, существуют другие способы использования AMR для облегчения процесса комплектования.
Например, их можно использовать для пополнения SKU в реальном времени.AMR можно использовать не только для переноса контейнеров для пополнения в зону прямого захвата, но и для автоматического складирования контейнеров на стеллаже, стеллаже или стеллаже для картонных коробок. Хост-система знает, когда в хранилище SKU заканчивается, и может создать и доставить требуемый запас для пополнения.
В операции выполнения, в которой используется конвейер для транспортировки контейнеров с заказами посредством комплектования, упаковки и отгрузки, все еще могут быть продукты или заказы, которые не подходят для конвейерной системы.Продукт может быть хрупким, или контейнер слишком велик, чтобы попасть на конвейерную систему, или в ходе операции 80% мест сбора может обслуживаться конвейерной системой, а 20% (самые медленно движущиеся SKU) хранятся и отбираются в автономной зоне. В этих ситуациях AMR можно использовать как гибкий конвейер для транспортировки заказов через комплектование, а затем доставлять выполненные заказы непосредственно на указанную станцию или зону упаковки или отгрузки. Если есть заказы на комплектование ящиков, в которых выполняются заказы с раздельными ящиками, AMR можно использовать для обработки поддонов или картонных коробок и устранения связанных с этим трудозатрат.
2. AMR для гибкой сортировки
Автономные мобильные роботы также могут играть важную роль в сортировке. Различные модели оснащены различными технологиями обращения. От конвейерных роликов до наклонных лотков и систем с поперечными лентами, AMR оснащены широким спектром решений для сортировки, включая:
- Высокоскоростная сортировка посылок
- Выполнение заказов электронной торговли
- Обработка возвратов
- Краткосрочная сортировка
Высокоскоростная сортировка AMR легко достигается за счет использования парка моделей AMR с наклонным лотком TiltSort-Bot.Эти боты работают на антресолях с лотками для размещения или заказа позиций. Либо люди, либо роботизированные руки вводят элемент в верхнюю часть TiltSort-Bot. Камера индукционной станции над ботом считывает штрих-код и взлетает по кратчайшему пути к месту назначения. Как только он достигает своего положения желоба, он останавливается параллельно ему и наклоняет предмет с бота и вниз по желобу. Предметы или посылки собираются в мешки, гейлорды или контейнеры. После завершения либо оператор, либо AMR отправляет выполненный заказ на отгрузку.Другой AMR приносит пустой контейнер, чтобы возобновить процесс сортировки.
Сортировка по этажам для электронной торговли, возврата, комплектации и выполнения заказов может быть выполнена с помощью сортировщика HighTilt-Bot AMR. Эти устройства имеют высоту 42 дюйма и оснащены откидным верхом лотка. Эта система работает непосредственно на полу и может быть расширена или уплотнена в зависимости от повседневных потребностей.
На приведенном выше рисунке индукционные станции расположены по бокам. Предметы или посылки доставляются на каждую станцию.Оператор просто помещает товар штрих-кодом вверх на бота. Камера выше считывает штрих-код, и AMR перемещается по кратчайшему пути к месту назначения заказа. Пунктом назначения может быть гей-лорд, сумка или палета. AMR останавливается, когда он параллелен положению, и наклоняет элемент в место хранения. Когда позиция заполнена или завершена, приходит AMR передачи и перемещает ее к станциям упаковки, расположенным в передней части зоны. Другой перенос AMR доставляет пустой гейлорд, контейнер или поддон в открытую позицию для возобновления этой позиции.
Консолидация и сортировка возвратов с использованием рабочих станций размещения. В этом приложении AMR переносят на рабочую станцию открытый гейлорд, мусорное ведро или поддон. Они выстраиваются в очередь. Когда один завершен и уходит, другой AMR перемещается в позицию. Оператор получает указание положить в корзину нужный товар и нужное количество. Этот процесс повторяется до завершения.
AMR затем заберет завершенный заказ на буферное хранилище, отгрузку или место подбора для выполнения заказа.Это приложение обладает огромной гибкостью при разработке и внедрении. Это приложение избавляет операторов от траты времени на прогулки и поиск и чрезвычайно гибко подходит для различных бизнес-требований.
Эти роботы используют широкий спектр технологий для ввода и разгрузки инвентаря. Общие методы индукции включают: роботизированные манипуляторы, ручное размещение, конвейер, стеллажи и многое другое. Аналогичным образом, AMR могут выгружаться в лотки, стеллажи, стеллажи, конвейеры, рабочие станции и многое другое.
Это позволяет AMR получать продукт, сортировать его и транспортировать туда, где он должен быть. Эти AMR могут использоваться для транспортировки с конвейера на конвейер, перекрытия пробелов и расширения существующей транспортировки.
Поскольку AMR нелинейны, их можно использовать для упорядочивания продуктов в операциях комплектования и отгрузки. Товар может выходить из комплектации в определенном порядке, который не идеален для укладки заказа на поддоны. AMR могут принимать продукт в любом порядке и доставлять его на станцию укладки на поддоны, так что самый тяжелый продукт находится внизу, а хрупкий или самый легкий – вверху.
Этот же метод может применяться к прицепам с напольной загрузкой, которые разгружаются в обратном порядке. AMR можно использовать для сортировки контейнеров заказов, так что последняя остановка загружается первой, а первая остановка загружается последней.
AMR, которые увеличивают видимость запасов
Точная и ясная видимость запасов – знание того, где находится продукт в вашем распределительном центре, складе и всей цепочке поставок – критически важна для современного выполнения заказов. Но для особо крупных и сложных операций перемещение и сверка запасов может быть сложным и трудоемким процессом для координации.Парк AMR, непосредственно интегрированных с системой, позволяет автоматизировать процесс, что значительно сокращает время и затраты, необходимые для обеспечения максимальной производительности и точности заказов.
Ни одна система инвентаризации не является идеальной, потому что происходят события, которые не регистрируют правильное количество продукта, полученного, размещенного, пополненного или отобранного. Система управляет каждой из этих задач и имеет встроенные процессы проверки для выявления нарушений и аномалий инвентаризации. Он также управляет подсчетом циклов, чтобы выявить нарушения до того, как они станут эксплуатационной проблемой.
Итог
Имеет ли смысл использовать автономные мобильные роботы (AMR) или другой тип автоматизации для выполнения ваших заказов, будет во многом зависеть от специфики вашего бизнеса. Опытный и проверенный системный интегратор может помочь вам определить наилучший путь развития вашего бизнеса. У них есть навыки и опыт, чтобы помочь вам проанализировать вашу деятельность и дать рекомендации, которые подходят для вашего бизнеса и деятельности.
В отличие от большинства обычного погрузочно-разгрузочного оборудования и систем, AMR поддаются проверке концепции (POC).Модульность, масштабируемость и гибкость AMR позволяют проектировать и внедрять POC-системы с минимальными затратами. После завершения POC практически вся система может быть перемещена и интегрирована в полную систему. Экономия времени и ресурсов при снижении рисков. Чтобы разобраться в этом процессе, позвоните или напишите консультанту Conveyco по электронной почте.
Глоссарий терминов по робототехнике | Определения и примеры робототехники
Термины, определения и примеры робототехники
Функция графического 3D-дисплея
Функция трехмерного графического отображения (далее именуемая функцией трехмерного отображения) заключается в том, что трехмерная модель робота отображается в окне подвесного программирования, и может быть подтверждено текущее значение робота.Используя многооконную функцию, позиция обучения задания, отображаемая в содержании задания, также может быть подтверждена в окне 3D-дисплея. Когда функция функциональной безопасности активна, также может отображаться диапазон функциональной безопасности.Абсолютные данные (данные ABSO)
Абсолютные данные (данные ABSO) – это поправочный коэффициент для данных, который устанавливает указанное нулевое значение, когда робот находится в заданном исходном положении (положение калибровки).Точность
Точность – это измерение отклонения между командной характеристикой и достигнутой характеристикой (R15.05-2), или точность, с которой может быть достигнуто вычисленное или вычисленное положение робота. Точность обычно хуже, чем повторяемость руки. Точность не является постоянной по всему рабочему пространству из-за влияния кинематики звена.Активный совместимый робот
Активно совместимый робот – это робот, в котором изменение движения во время выполнения задачи инициируется системой управления. Модификация индуцированного движения незначительна, но достаточна для облегчения выполнения желаемой задачи.Фактическая позиция
Положение или расположение точки управления инструментом. Обратите внимание, что это не будет точно таким же, как позиция запроса, из-за множества невыявленных ошибок, таких как отклонение линии связи, нерегулярность передачи, допуски в длине линии связи и т. Д.Привод
Силовой механизм, используемый для движения или поддержания положения робота (например, двигатель, который преобразует электрическую энергию, чтобы вызвать движение робота) (R15.07). Привод реагирует на сигнал, полученный от системы управления.Плечо
Взаимосвязанный набор звеньев и механических соединений, включающий робот-манипулятор, который поддерживает и / или перемещает запястье и руку или рабочий орган в пространстве. Сама рука не имеет рабочего органа.
См. Манипулятор, Рабочий орган и Запястье.Шарнирно-сочлененный манипулятор
Манипулятор с рукой, которая разделена на секции (звенья) одним или несколькими суставами.Каждое из сочленений представляет собой степень свободы в системе манипулятора и допускает поступательное и вращательное движение.Шарнирное соединение
Описывает сочлененное устройство, например сочлененный манипулятор. Шарниры обеспечивают вращение вокруг вертикальной оси и подъем из горизонтальной плоскости. Это позволяет роботу достигать ограниченного пространства.Сборочный робот
Робот, специально разработанный для соединения, подгонки или иным способом сборки различных деталей или компонентов в готовые изделия.В основном используется для захвата деталей и соединения или подгонки их друг к другу, например, при производстве на сборочных линиях.Функция автоматического измерения
Для оптимального движения робота необходимо указать массовые характеристики рабочего органа. Эти свойства могут быть получены из CAD-модели инструмента. Функция автоматического измерения является альтернативой модели САПР и использует саму руку робота для измерения свойств инструмента. С помощью этой функции пользователь может регистрировать нагрузку на инструмент, положение центра тяжести инструмента и момент инерции в центре тяжести.Автоматический режим
См. Режим воспроизведения.Ось
Направление, используемое для задания движения робота в линейном или вращательном режиме. (ISO 8373)Вмешательство оси
Область пересечения осей – это функция, которая определяет текущее положение каждой оси и выводит сигнал в зависимости от того, находится ли текущее положение в пределах заранее определенного диапазона.База
Устойчивая платформа, к которой крепится промышленный робот-манипулятор.Базовая система координат
Базовая система координат (иногда называемая мировой системой координат) определяет общую опорную точку для ячейки или приложения. Это полезно при использовании нескольких роботов или устройств, поскольку позиции, определенные в базовых координатах, будут одинаковыми для всех роботов и устройств. (см. рисунок справа)Базовая ссылка
Стационарная базовая конструкция манипулятора робота, поддерживающая первый сустав.Приработка
Burn-In – это процедура тестирования робота, при которой все компоненты робота работают непрерывно в течение длительного периода времени.Это делается для проверки движения и программирования движения робота на ранних этапах, чтобы избежать сбоев в работе после развертывания.Компьютерное проектирование (CAD)
Компьютерное проектирование (САПР). Приложения компьютерной графики, предназначенные для проектирования объектов (или частей), которые должны быть изготовлены. Компьютер используется в качестве инструмента для разработки схем и создания чертежей, которые позволяют точно производить объект. Система CAD позволяет создавать трехмерные чертежи основных фигур, точно определять размеры и размещение компонентов, создавать линии заданной длины, ширины или угла, а также удовлетворять различные геометрические формы.Эта система также позволяет проектировщику испытывать моделируемую деталь при различных напряжениях, нагрузках и т. Д.Карусель
Вращающаяся платформа, которая доставляет объекты роботу и служит системой очереди объектов. Эта карусель доставляет объекты или детали на станцию загрузки / выгрузки робота.Декартовы координаты
Декартовы координаты – это тип системы координат, которая определяет положение точки в двухмерном пространстве с помощью пары числовых чисел, которые дополнительно определяют расстояние до фиксированных осей, перпендикулярных друг другу.Проще говоря, график XY представляет собой двумерную декартову систему координат. Когда точка задана в трехмерном пространстве (график XYZ), она составляет трехмерную декартову систему координат. Положение TCP робота указывается в декартовой системе координат.Декартов манипулятор
Декартов манипулятор – это манипулятор с призматическими шарнирами, который позволяет перемещаться по одной или нескольким из трех осей в системе координат X, Y, Z.Декартова топология
Топология, в которой повсюду используются призматические соединения, обычно расположенные перпендикулярно друг другу.Робот с декартовыми координатами
Робот с декартовыми координатами – это робот, чьи степени свободы манипулятора определяются декартовыми координатами. Это описывает движения восток-запад, север-юг и вверх-вниз, а также вращательные движения для изменения ориентации.Категория 3 (Cat3)
Категория 3 (категория 3) означает, что элементы системы управления, связанные с безопасностью, будут спроектированы таким образом, чтобы:Одиночные неисправности не препятствуют правильной работе функции безопасности.
Одиночные неисправности будут обнаружены при следующем запросе функции безопасности или до него.
Когда происходит единичный отказ, безопасное состояние должно поддерживаться до тех пор, пока обнаруженный отказ не будет исправлен.
Обнаружены все разумно предсказуемые неисправности.
Центробежная сила
Когда тело вращается вокруг оси, отличной от оси, расположенной в центре его масс, оно оказывает на ось направленную наружу радиальную силу, называемую центробежной силой, которая удерживает его от движения по прямой тангенциальной линии.Чтобы компенсировать эту силу, робот должен приложить противоположный крутящий момент в суставе вращения.Тип кругового перемещения
Расчетный путь, который выполняет робот, имеет круглую форму.Зажим
Конечный эффектор, который служит пневматической рукой, которая контролирует захват и отпускание объекта. Тактильные датчики и датчики силы обратной связи используются для управления силой, приложенной зажимом к объекту. См. “Концевой эффектор”.Зажим
Максимально допустимая сила, действующая на область тела в результате столкновения робота, когда период контакта приводит к пластической деформации мягких тканей человека.Сила зажима
При контакте может привести к зажатию части (ей) тела.Замкнутый
Управление осуществляется роботом-манипулятором посредством обратной связи. Когда манипулятор находится в действии, его датчики постоянно передают информацию контроллеру робота, который используется для дальнейшего направления манипулятора в рамках данной задачи. Многие датчики используются для передачи информации о размещении манипулятора, скорости, крутящем моменте, приложенных силах, а также о размещении целевого движущегося объекта и т. Д.См. Обратную связь.Коллаборативный робот
Термин, используемый для описания роботизированной системы, предназначенной для работы в одном или нескольких из четырех совместных режимов.Интерпретатор команд
Модуль или набор модулей, определяющий значение полученной команды. Команда разбивается на части (разбирается) и обрабатывается.
Командная позиция
Конечная точка движения робота, которую пытается достичь контроллер.Соответствие
Смещение манипулятора в ответ на силу или крутящий момент. Высокая податливость означает, что манипулятор немного перемещается при нагрузке. Это называется пористым или упругим. При стрессе низкая комплаенс будет жесткой системой.Робот, соответствующий требованиям
Робот, который выполняет задачи по отношению к внешним силам, изменяя свои движения таким образом, чтобы эти силы сводились к минимуму. Указанное или разрешенное движение достигается за счет поперечной (горизонтальной), осевой (вертикальной) или вращательной податливости.Конфигурация
Расположение ссылок, созданное определенным набором совместных позиций на роботе. Обратите внимание, что может быть несколько конфигураций, приводящих к одному и тому же положению конечной точки.Контактный датчик
Устройство, которое обнаруживает присутствие объекта или измеряет величину приложенной силы или крутящего момента, приложенного к объекту при физическом контакте с ним. Контактное зондирование можно использовать для определения местоположения, идентичности и ориентации деталей.Непрерывный путь
Описывает процесс, при котором робот контролирует весь пройденный путь, в отличие от метода обхода от точки к точке. Это используется, когда траектория рабочего органа наиболее важна для обеспечения плавного движения, например, при окраске распылением и т. Д. См. «От точки к точке».Алгоритм управления
Монитор, используемый для обнаружения отклонений траектории, в котором датчики обнаруживают такие отклонения, и приложения крутящего момента вычисляются для приводов.Команда управления
Команда, подаваемая роботу с помощью устройства ввода от человека к машине. См. Кулон (Обучение). Эта команда принимается системой контроллера робота и интерпретируется. Затем соответствующая команда подается на исполнительные механизмы робота, которые позволяют ему реагировать на начальную команду. Часто команда должна интерпретироваться с использованием логических единиц и определенных алгоритмов. См. «Устройство ввода и цикл команд».Устройство управления
Любая часть управляющего оборудования, обеспечивающая средства для вмешательства человека в управление роботом или роботизированной системой, например кнопка аварийного останова, кнопка запуска или селекторный переключатель.(R15.06)Режим управления
Средства, с помощью которых инструкции передаются роботу.Управляемость
Свойство системы, с помощью которого входной сигнал может переводить систему из начального состояния в желаемое состояние по предсказуемому пути в течение заранее определенного периода времени.Контроллер
Устройство обработки информации, входными данными которого являются как желаемое, так и измеренное положение, скорость или другие соответствующие переменные в процессе, а выходными данными являются управляющие сигналы для управляющего двигателя или исполнительного механизма.(R15.02)Контроллерная система
Механизм управления роботом обычно представляет собой компьютер определенного типа, который используется для хранения данных (как робота, так и рабочей среды), а также хранения и выполнения программ, управляющих роботом. Система Контроллера содержит программы, данные, алгоритмы; логический анализ и различные другие операции обработки, которые позволяют ему выполнять. См. Робот.Система координат или рамка
Система координат (или рамка) определяет исходное положение и ориентацию, с которой можно измерить положение робота.Все положения робота определены со ссылкой на систему координат. Роботы Yaskawa используют следующие системы координат:Центральный процессор (ЦП)
Центральный процессор (ЦП) – это основная печатная плата и процессор системы контроллера.Кубическая зона помех
Эта область представляет собой прямоугольный параллелепипед, который параллелен базовой координате, координате робота или координате пользователя. Контроллер YRC1000 определяет, находится ли текущее положение TCP манипулятора внутри или за пределами этой области, и выводит это состояние в качестве сигнала.Цикл
Однократное выполнение полного набора движений и функций, содержащихся в программе робота. (R15.05-2)Циклическая система координат
Система координат, которая определяет положение любой точки с точки зрения углового размера, радиального размера и высоты от базовой плоскости. Эти три измерения определяют точку на цилиндре.Цикло-привод
Торговая марка устройства понижения скорости, которое преобразует низкий крутящий момент на высокой скорости в высокий крутящий момент на низкой скорости, обычно используемое на большой (большей) оси.Цилиндрическая топология
Топология, в которой плечо следует радиусом горизонтального круга с призматическим шарниром для подъема или опускания круга. Не популярен в промышленности.Выключатель аварийного отключения
Устаревший срок. См. Включение устройства.степеней свободы
Количество независимых направлений или суставов робота (R15.07), которые позволили бы роботу перемещать свой конечный эффектор через требуемую последовательность движений.Для произвольного позиционирования необходимо 6 степеней свободы: 3 для положения (влево-вправо, вперед-назад и вверх-вниз) и 3 для ориентации (рыскание, тангаж и крен).Прямой привод
Совместное срабатывание, в том числе без элементов трансмиссии (т. Е. Тяга привинчена к выходу двигателя).Время простоя
Период времени, в течение которого робот или производственная линия останавливаются из-за неисправности или отказа. См. Время безотказной работы.Привод
Редуктор скорости (зубчатый) для преобразования низкого крутящего момента на высокой скорости в высокий крутящий момент на низкой скорости.См. Разделы Harmonic Drive, Cyclo Drive и Rotary Vector Drive).Прямая доставка
Метод подвода предмета к рабочему месту под действием силы тяжести. Обычно желоб или контейнер размещают таким образом, чтобы по окончании работы над деталью она упала или упала в желоб или на конвейер с небольшой транспортировкой робота или вообще без нее.Динамика
Изучение движения, сил, вызывающих движение, и сил, обусловленных движением. Динамика манипулятора робота очень сложна, поскольку является результатом кинематического поведения всех масс внутри конструкции руки.Кинематика манипулятора робота сложна сама по себе.Аварийный останов
Работа схемы с использованием аппаратных компонентов, которая перекрывает все другие органы управления роботом, снимает мощность привода с исполнительных механизмов робота и вызывает остановку всех движущихся частей. (R15.06)Переключатель включения
См. Включение устройства.Разрешающее устройство
Устройство с ручным управлением, которое при постоянном включении разрешает движение.Освобождение устройства должно остановить движение робота и связанное с ним оборудование, которое может представлять опасность. (R15.06)Кодировщик
Устройство обратной связи в руке робота-манипулятора, которое предоставляет контроллеру данные о текущем положении (и ориентации руки). Луч света проходит через вращающийся кодовый диск, который содержит точный узор из непрозрачных и прозрачных сегментов на своей поверхности. Свет, который проходит через диск, попадает в фотодетекторы, которые преобразуют световой рисунок в электрические сигналы.См. Раздел «Обратная связь, управление с обратной связью» и «Датчик обратной связи».EOAT
См. Захват или Концевой эффектор.Рабочий орган
Вспомогательное устройство или инструмент, специально предназначенные для крепления к запястью робота или монтажной пластине для инструмента, чтобы робот мог выполнять свою задачу. (Примеры могут включать: захват, пистолет для точечной сварки, пистолет для дуговой сварки, распылительный пистолет или любые другие инструменты.) (R15.06)Конечная точка
Номинальное управляемое положение, которого манипулятор будет пытаться достичь в конце пути движения.Конец дистального звена.Ошибка
Разница между фактическим ответом робота и отданной командой.Расширяемость
Возможность добавлять в систему ресурсы, такие как память, жесткий диск большего размера, новая карта ввода-вывода и т. Д.Предел внешней силы
Пороговое значение, при котором робот перемещается или сохраняет свое положение, даже при приложении внешних сил (при условии, что силы не превышают пределов, которые могут вызвать ошибку).Обратная связь
Возврат информации от манипулятора или датчика к процессору робота для обеспечения самокорректирующегося управления манипулятором.
См. Раздел «Управление обратной связью» и «Датчик обратной связи».Управление с обратной связью
Тип управления системой, получаемый, когда информация от манипулятора или датчика возвращается контроллеру робота для получения желаемого эффекта робота. См. Раздел «Обратная связь, управление с обратной связью» и «Датчик обратной связи».Датчик обратной связи
Механизм, через который информация от сенсорных устройств возвращается в блок управления роботом. Информация используется в последующем направлении движения робота. См. Управление с обратной связью и управление с обратной связью.Гибкость
Способность робота выполнять самые разные задачи.Силовая обратная связь
Метод обнаружения, использующий электрические сигналы для управления рабочим органом робота во время работы рабочего органа.Информация поступает от датчиков силы рабочего органа к блоку управления роботом во время выполнения конкретной задачи, чтобы обеспечить улучшенную работу рабочего органа.
См. Раздел «Обратная связь», «Датчик обратной связи» и «Датчик силы».Датчик силы
.
Датчик, способный измерять силы и крутящий момент, прилагаемые роботом и его запястьем. Такие датчики обычно содержат тензодатчики. Датчик предоставляет информацию, необходимую для обратной связи по силе. См. Force FeedbackРешение для прямой кинематики
Расчет, необходимый для определения положения конечной точки с учетом положений суставов.Для большинства топологий роботов это проще, чем найти решение с обратной кинематикой.
Передняя кинематика
Вычислительные процедуры, определяющие, где находится рабочий орган робота в пространстве. В процедурах используются математические алгоритмы вместе с совместными датчиками для определения его местоположения.Рамка
Система координат, используемая для определения положения и ориентации объекта в пространстве, а также положения робота в его модели.Блок функциональной безопасности (FSU)
Блок функциональной безопасности (FSU) – это компонент контроллера робота Yaskawa, который обеспечивает программируемые функции безопасности, которые обеспечивают совместную работу робота. Поскольку эти функции безопасности являются программируемыми, FSU позволяет минимизировать площадь, занимаемую расположенным поблизости оборудованием, а также зоны, доступные для человека. FSU состоит из двух параллельных центральных процессоров (ЦП), работающих одновременно, что обеспечивает двухканальную проверку.Кроме того, FSU получает позицию робота от своих энкодеров независимо от системы управления движением робота. Основываясь на этой обратной связи, FSU контролирует положение, скорость и положение манипулятора и инструмента.Портал
Регулируемый подъемный механизм, который перемещается по фиксированной платформе или гусенице, поднятому или на уровне земли по осям X, Y, Z.Портальный робот
Робот с тремя степенями свободы по системе координат X, Y и Z.Обычно состоит из намоточной системы (используемой как кран), которая при намотке или размотке обеспечивает движение вверх и вниз по оси Z. Катушка может скользить слева направо по валу, который обеспечивает движение по оси Z. Катушка и вал могут двигаться вперед и назад по направляющим, которые обеспечивают движение по оси Y. Обычно используется, чтобы расположить концевой эффектор над желаемым объектом и поднять его.Самотечная загрузка
Сила, прилагаемая вниз, из-за веса манипулятора робота и / или нагрузки на конце руки.Сила создает ошибку в отношении точности положения концевого эффектора. Компенсирующая сила может быть вычислена и применена, чтобы вернуть руку в желаемое положение.Захват
Концевой эффектор, предназначенный для захвата и удержания (ISO 8373), а также «захватывания» или захвата объекта. Он прикреплен к последнему звену руки. Он может удерживать объект, используя несколько различных методов, таких как: приложение давления между своими «пальцами», или может использовать намагничивание или вакуум для удержания объекта и т. Д.См. “Концевой эффектор”.Ручная
Зажим или захват, используемый в качестве рабочего органа для захвата предметов. См. Концевой эффектор, Захват.Ручное управление
Совместная функция, позволяющая оператору вручную направлять робота в желаемое положение. Эта задача может быть решена за счет использования дополнительного внешнего оборудования, установленного непосредственно на роботе, или робота, специально разработанного для поддержки этой функции. Оба решения потребуют использования элементов функциональной безопасности.Оценка риска должна использоваться, чтобы определить, необходимы ли какие-либо дополнительные меры безопасности для снижения рисков в роботизированной системе.Гармонический привод
Компактный легкий редуктор, который преобразует низкий крутящий момент на высокой скорости в высокий крутящий момент на низкой скорости. Обычно находится на малой (меньшей) оси.Ремень
Обычно несколько проводов, связанных вместе для подачи питания и / или передачи сигналов к / от устройств. Например, двигатели робота подключены к контроллеру через жгут проводов.Опасное движение
Непреднамеренное / неожиданное движение робота, которое может привести к травме.Удерживать
Остановка всех движений робота во время его последовательности, при которой на роботе сохраняется некоторая мощность. Например, выполнение программы останавливается, однако питание серводвигателей остается включенным, если требуется перезапуск.Исходное положение
Известное и фиксированное положение на основной оси координат манипулятора, где он останавливается, или в указанном нулевом положении для каждой оси.Это положение уникально для каждой модели манипулятора. На роботах Motoman® есть индикаторные метки, которые показывают исходное положение для соответствующей оси.МЭК
Международная электротехническая комиссияИндуктивный датчик
Класс датчиков приближения, который имеет половину ферритового сердечника, катушка которого является частью цепи генератора. Когда металлический объект входит в это поле, в какой-то момент объект поглощает достаточно энергии из поля, чтобы заставить осциллятор перестать колебаться.Это означает, что объект присутствует в определенной близости. См. Датчик приближения.Промышленный робот
Перепрограммируемый многофункциональный манипулятор, предназначенный для перемещения материалов, деталей, инструментов или специализированных устройств посредством переменных запрограммированных движений для выполнения множества задач (R15.06). Основные компоненты: одна или несколько рук, которые могут двигаться в нескольких направлениях, манипулятор и компьютерный контроллер, который дает подробные инструкции по перемещению.ИНФОРМ
Язык программирования роботов для роботов Yaskawa. Язык ИНФОРМ позволяет пользователю робота: инструктировать робота использовать его основные возможности для выполнения определенного набора ожиданий, а также описывать роботу через определение параметров и условий, какие ожидания возникают в определенных ситуациях или сценариях. Проще говоря, язык программирования INFORM позволяет пользователю указывать роботу, что делать, когда это делать, где это делать и как это делать.Устройства ввода
Разнообразие устройств, позволяющих взаимодействовать между человеком и машиной. Это позволяет человеку программировать, управлять и моделировать робота. К таким устройствам относятся пульт для программирования, компьютерные клавиатуры, мышь, джойстики, кнопки, панель оператора, тумба оператора и т. Д.Инструкция
Строка программного кода, вызывающая действие системного контроллера. См. Командное положение.Цикл команд
Время, которое требуется циклу системы контроллера робота для декодирования команды или инструкции перед ее выполнением.Программисты-роботы должны очень внимательно анализировать цикл команд, чтобы обеспечить быструю и правильную реакцию на изменяющиеся команды.Интегрировать
Чтобы объединить разные подсистемы, такие как роботы и другие устройства автоматизации, или, по крайней мере, разные версии подсистем в одной оболочке управления.Интегратор
Компания, предоставляющая услуги с добавленной стоимостью, результатом которых является создание решений автоматизации путем объединения робота и другого оборудования автоматизации и управления для создания решения автоматизации для конечных пользователей.Интеллектуальный робот
Робот, который можно запрограммировать на выбор производительности в зависимости от сенсорных входов с минимальной или нулевой помощью со стороны человека. См. Робот.Зона помех
Зона помех – это функция, которая предотвращает помехи между несколькими манипуляторами или манипулятором и периферийным устройством. Области можно настроить до 64 областей. Три типа методов использования каждой области интерференции: кубическая интерференция, вне кубической области и осевая интерференция.Интерполяция
Метод создания путей к конечным точкам. Как правило, для задания движения определяется несколько узловых точек, прежде чем все промежуточные положения между ними вычисляются с помощью математической интерполяции. Таким образом, используемый алгоритм интерполяции существенно влияет на качество движения.ISO
Международная организация по стандартизацииISO 10218-1 Роботы и роботизированные устройства – Требования безопасности для промышленных роботов – Часть 1: Роботы
Специализированная спецификация безопасности робота, которая касается требований производителя, функциональности, требуемых характеристик безопасности, опасностей, защитных мер и документации для самого робота.ISO 10218-2 Роботы и роботизированные устройства – Требования безопасности для промышленных роботов – Часть 2: Роботизированные системы и интеграция
Сопутствующий документ ISO 10218-1. Эта спецификация безопасности представляет собой руководство как для конечных пользователей, так и для интеграторов роботов в части безопасного проектирования, установки и ввода в эксплуатацию робототехнических систем, а также рекомендуемых процедур, мер безопасности и информации, необходимой для использования.ISO TS 15066 (ANSI RIA 15.606): Роботы и роботизированные устройства – Коллаборативные роботы
Предоставляет подробные инструкции, отсутствующие в ISO 10218, части 1 или 2, по безопасному использованию промышленных роботов, работающих совместно.Матрица Якоби
Матрица Якоби связывает скорости изменения совместных значений со скоростью изменения координат конечных точек. По сути, это набор алгоритмов вычислений, которые обрабатываются для управления позиционированием робота.РАБОТА
JOB – это название Yaskawa программы для роботов, созданной с использованием языка программирования роботов INFORM компании Yaskawa. Обычно задание состоит из инструкций, которые сообщают контроллеру робота, что делать, и данных, которые программа использует во время работы.Шарнир
Часть системы манипулятора, которая обеспечивает вращение и / или поступательную степень свободы звена рабочего органа.Совместное интерполированное движение
Метод координации движения суставов, при котором все суставы достигают желаемого места одновременно. Этот метод сервоуправления обеспечивает предсказуемый путь независимо от скорости и обеспечивает самое быстрое время цикла захвата и размещения для конкретного движения.Тип шарнира
Тип совместного движения, также известный как двухточечное движение, представляет собой метод интерполяции траектории, который управляет движением робота, перемещая каждое соединение непосредственно в заданное положение, так что все оси достигают этого положения одновременно. Хотя путь предсказуем, он не будет линейным.Совместное пространство
а. Совместное пространство (или Совместные координаты) – это просто метод определения положения робота с точки зрения значения каждой оси, а не положения TCP.Например, исходное положение робота часто определяется в Joint Space, поскольку каждая ось находится под углом 0 градусов.
б. Набор совместных позиций.Соединения
Части манипулятора робота, которые действительно сгибаются или двигаются.Кинематика
Связь между движением конечной точки робота и движением суставов. Для декартова робота это набор простых линейных функций (линейные дорожки, которые могут быть расположены в направлениях X, Y, Z), для вращающейся топологии (шарниры, которые вращаются), однако кинематика намного сложнее, включая сложные комбинации тригонометрии. функции.Кинематика руки обычно делится на прямое и обратное решения.Захват ковша
Конечный эффектор, который действует как совок. Он обычно используется для сбора жидкости, переноса ее в форму и заливки жидкости в форму. Обычно используется для работы с расплавленным металлом в опасных условиях. См. “Концевой эффектор”.Лазер
Акроним от «Усиление света за счет вынужденного излучения». Устройство, которое производит когерентный монохроматический луч света, который является чрезвычайно узким и сфокусированным, но все же находится в пределах видимого светового спектра.Обычно он используется в качестве бесконтактного датчика для роботов. Роботизированные приложения включают: определение расстояния, определение точного местоположения, картографирование поверхности, сканирование штрих-кода, резку, сварку и т. Д.Линейное движение с интерполяцией
Это метод интерполяции траектории, который управляет движением робота, перемещая каждое соединение скоординированным движением, так что все оси достигают позиции одновременно. Путь контрольной точки инструмента (TCP) предсказуем и будет линейным.Линейный тип движения
Это метод интерполяции траектории, который управляет движением робота, перемещая каждое соединение скоординированным движением, так что все оси достигают позиции одновременно. Путь контрольной точки инструмента (TCP) предсказуем и будет линейным.Ссылка
Жесткая часть манипулятора, соединяющая соседние суставы.звеньев
Статический материал, который соединяет суставы руки вместе.Тем самым образуется кинематическая цепочка. В человеческом теле звеньями являются кости.Время цикла нагрузки
Термин технологического процесса производственной или сборочной линии, который описывает полное время, необходимое для выгрузки последней заготовки и загрузки следующей.Магнитные извещатели
Датчики роботов, которые могут определять присутствие ферромагнитного материала. Твердотельные детекторы с соответствующим усилением и обработкой могут обнаруживать металлический объект с высокой степенью точности.См. Датчик.Манипулятор
.
Машина или роботизированный механизм, который обычно состоит из серии сегментов (соединенных или скользящих друг относительно друга) с целью захвата и / или перемещения объектов (частей или инструментов), обычно с несколькими степенями свободы. Управление манипулятором может осуществляться оператором, программируемым электронным контроллером или любой логической системой (например, кулачковым устройством, проводным и т. Д.) (ISO 8373)
См. Руку, запястье и рабочий органРучной режим
См. Режим обучения.Погрузочно-разгрузочные работы
Процесс, с помощью которого промышленный робот-манипулятор переносит материалы из одного места в другое.Робот для обработки материалов
Робот, спроектированный и запрограммированный таким образом, что он может обрабатывать, резать, формировать или изменять форму, функцию или свойства материалов, с которыми он работает, в период между моментом первого захвата материалов и моментом их выпуска в производственный процесс.Функция сдвига зеркала
С помощью функции зеркального сдвига задание преобразуется в задание, в котором траектория симметрична пути исходного задания.Это преобразование может быть выполнено для указанной координаты из координат X-Y, X-Z или Y-Z координат робота и координат пользователя. Функция зеркального смещения подразделяется на следующие три: функция импульсного зеркального смещения, функция зеркального смещения координат робота и функция зеркального смещения пользовательских координат. (см. рисунок справа)Переключатель режима
В соответствии со стандартами безопасности промышленный робот имеет три различных режима работы. Это обучение (также называемое ручным), воспроизведение (также называемое автоматическим) и дистанционное управление.Переключение между этими режимами осуществляется с помощью переключателя с ключом на подвесном пульте обучения и называется переключателем режима.Модульность
Свойство гибкости встроено в робота и систему управления путем сборки отдельных узлов, которые могут быть легко соединены или скомпонованы с другими частями или узлами.Модуль
Автономный компонент пакета. Этот компонент может содержать подкомпоненты, известные как подмодули.Ось движения
Линия, определяющая ось движения линейного или поворотного сегмента манипулятора.Двигатель
См. Серводвигатель.Отключение звука
При тестировании программы робота отключение любых устройств защиты от присутствия во время полного цикла робота или его части.Программирование в автономном режиме
Метод программирования, при котором целевая программа определяется на устройствах или компьютерах отдельно от робота для последующего ввода информации для программирования роботу. (ISO 8373) б.Средство программирования робота во время его работы. Это становится важным при производстве и производстве сборочных линий из-за сохранения высокой производительности, пока робот программируется для других задач.Оператор
Лицо, уполномоченное запускать, контролировать и останавливать запланированную продуктивную работу робота или роботизированной системы. Оператор также может взаимодействовать с роботом для производственных целей. (R15.06)Оптический кодировщик
Датчик обнаружения, который измеряет линейное или вращательное движение, обнаруживая движение маркировки мимо фиксированного луча света.Его можно использовать для подсчета оборотов, идентификации деталей и т. Д.Оптические датчики приближения
Датчики роботов, которые измеряют видимый или невидимый свет, отраженный от объекта, для определения расстояния. Лазеры используются для большей точности.Ориентация
Угол, образованный большой осью объекта относительно базовой оси. Он должен быть определен относительно трехмерной системы координат. Угловое положение объекта относительно системы отсчета робота.См. Roll, Pitch и Yaw.Паллетирование
Организованный процесс штабелирования пакетов (т. Е. Ящиков, пакетов, контейнеров и т. Д.) На поддоне.Функция PAM – регулировка положения вручную
Регулировка положения вручную позволяет регулировать положение с помощью простых операций, наблюдая за движением манипулятора и не останавливая манипулятор. Позиции можно регулировать как в режиме обучения, так и в режиме воспроизведения.Функция параллельного смещения
Параллельный сдвиг относится к смещению объекта из фиксированного положения таким образом, что все точки внутри объекта перемещаются на равное расстояние.В модели для параллельного смещения, показанной ниже, значение смещения может быть определено как расстояние L (трехмерное координатное смещение). Функция параллельного смещения имеет отношение к фактической работе манипулятора, поскольку ее можно использовать для уменьшения объема работы, связанной с обучением, путем смещения обученного пути (или положения). В примере на рисунке ниже обученная позиция A сдвигается с шагом на расстояние L (на самом деле это трехмерное смещение XYZ, которое может распознать робот).Путь
Непрерывное геометрическое место позиций (или точек в трехмерном пространстве), пересекаемое центральной точкой инструмента и описываемое в указанной системе координат. (R15.05-2)Полезная нагрузка – максимум
Максимальная масса, которой робот может манипулировать при указанной скорости, ускорении / замедлении, расположении (смещении) центра тяжести и воспроизводимости при непрерывной работе в указанном рабочем пространстве. Максимальная полезная нагрузка указана в килограммах.(R15.05-2)Кулон [Обучающий кулон]
Переносное устройство ввода, связанное с системой управления, с помощью которой можно программировать или перемещать робота. (ISO 8373) Это позволяет человеку-оператору занять наиболее удобное положение для наблюдения, контроля и записи желаемых движений в памяти робота.Кулон обучающий
Отображение и запись положения и ориентации системы робота и / или манипулятора по мере того, как робот вручную поэтапно перемещается от начального состояния по пути к конечному целевому состоянию.Положение и ориентация каждой критической точки (суставы, база робота и т. Д.) Записываются и сохраняются в базе данных для каждой обученной позиции, через которую проходит робот на пути к своей конечной цели. Теперь робот может повторить путь самостоятельно, следуя пути, сохраненному в базе данных.Уровень эффективности d (PLd)
Уровень эффективности (PL) ISO «d» означает, что средняя вероятность опасного отказа в час связанных с безопасностью частей системы управления находится в пределах от ≥ 10-7 до <10-6.Кроме того, учитываются и другие факторы, такие как правильная установка, техническое обслуживание и защита от факторов окружающей среды. Это минимальный уровень эффективности, указанный в ISO 10218-2, раздел 5.2.2, если оценка риска не позволит использовать более низкое значение.Уровень эффективности e (PLe)
Уровень эффективности ISO (PL) «e» означает, что средняя вероятность опасного отказа в час связанных с безопасностью частей системы управления находится в пределах от ≥ 10-8 до <10-7.Кроме того, учитываются и другие факторы, такие как правильная установка, техническое обслуживание и защита от факторов окружающей среды.Цикл подбора и размещения
Время, необходимое манипулятору, чтобы поднять объект и поместить его в желаемое место, а затем вернуться в исходное положение. Это включает время во время фаз ускорения и замедления конкретной задачи. Движение робота контролируется из одной точки в пространстве в другую в системе движения «точка-точка» (PTP).Каждая точка запрограммирована в управляющую память робота, а затем воспроизводится во время рабочего цикла.Задача по подбору и размещению
Повторяющаяся задача переноса детали, состоящая из действия подбора, за которым следует действие по размещению.Точки защемления
Точка защемления – это любая точка, в которой человек или часть тела человека могут быть зажаты между движущимися частями машины, или между движущейся и неподвижной частями машины, или между материалом и любой частью машины. .Точка защемления не обязательно должна приводить к травме конечности или части тела, хотя может привести к травме – она должна только защемить или ущипнуть человека, чтобы он не смог вырваться или вынуть защемленную часть из точки защемления.Шаг
Вращение рабочего органа в вертикальной плоскости вокруг конца руки робота-манипулятора.
См. Roll and Yaw.Режим воспроизведения
После того, как робот запрограммирован в режиме обучения, контроллер робота можно переключить в режим воспроизведения для выполнения программы робота.В режиме воспроизведения воспроизводится программа робота. Это режим, в котором роботы используются в производстве.Воспроизведение
Воспроизведение – это операция, при которой воспроизводится обученное задание. Эта функция используется, чтобы решить, где возобновить воспроизведение при запуске операции после приостановки воспроизведения и перемещения курсора или выбора других заданий. 0: запускает операцию, когда курсор находится в задании, отображаемом в данный момент. 1: Появится окно продолжения воспроизведения.Выберите «ДА», и воспроизведение возобновится в том месте, где находился курсор, когда воспроизведение было приостановлено. Если выбрано «НЕТ», воспроизведение возобновляется с того места, где находится курсор в задании, отображаемом в данный момент. Режимы Включите пульт программирования: PLAY – задание запускается кнопкой [СТАРТ] на пульте программирования, а задание REMOTE запускается периферийным устройством (внешний пусковой вход).Точка-точка
Движение манипулятора, в котором задано ограниченное количество точек на прогнозируемой траектории движения.Манипулятор перемещается от точки к точке, а не по непрерывной плавной траектории.Поза
Альтернативный термин для конфигурации робота, который описывает линейное и угловое положение. Линейное положение включает азимут, высоту и дальность до объекта. Угловое положение включает в себя крен, тангаж и рыскание объекта. См. Roll, Pitch и Yaw.Позиция
Определение местоположения объекта в трехмерном пространстве, обычно определяемое трехмерной системой координат с использованием координат X, Y и Z.Уровень позиции
Уровень положения – это степень приближения манипулятора к обученному положению. Уровень положения может быть добавлен для перемещения команд MOVJ (совместная интерполяция) и MOVL (линейная интерполяция). Если уровень положения не установлен, точность зависит от скорости работы. Установка соответствующего уровня перемещает манипулятор по траектории, подходящей для окружающих условий и обрабатываемой детали. (см. рисунок справа)Переменные положения
Переменные положения используются в программе робота (JOB) для определения местоположения в трехмерном пространстве, обычно определяемого трехмерной системой координат с использованием координат X, Y и Z.Поскольку это переменная, значение может меняться в зависимости от условий или информации, переданной в задание.Ограничение мощности и усилия (PFL)
Совместная функция, которая позволяет оператору и роботу работать в непосредственной близости друг от друга, гарантируя, что робот замедлится и остановится до возникновения ситуации контакта. Для безопасной реализации этой функции необходимо использовать функциональную безопасность и дополнительное оборудование для обнаружения. Оценка риска должна использоваться для определения того, необходимы ли какие-либо дополнительные меры безопасности для снижения рисков в роботизированной системе.Устройство защиты от присутствия
Устройство, разработанное, сконструированное и установленное для создания сенсорного поля для обнаружения вторжения в такое поле людьми, роботами или объектами. См. Датчик.Программируемый логический контроллер (ПЛК)
Твердотельная система управления, которая имеет программируемую пользователем память для хранения инструкций для реализации определенных функций, таких как: логика управления вводом-выводом, синхронизация, счетная арифметика и обработка данных.ПЛК состоит из центрального процессора, интерфейса ввода / вывода, памяти и устройства программирования, в котором обычно используются эквивалентные символы реле. ПЛК специально разработан как промышленная система управления, которая может выполнять функции, эквивалентные релейной панели или проводной твердотельной логической системе управления, и может быть интегрирована в систему управления роботом.Программируемый робот
Функция, позволяющая проинструктировать робота выполнить последовательность шагов, а затем выполнять эту последовательность повторяющимся образом.Затем его можно перепрограммировать для выполнения другой последовательности шагов, если это необходимо.Датчик приближения
Бесконтактное сенсорное устройство, используемое для определения, когда объекты находятся на небольшом расстоянии, и оно может определять расстояние до объекта. Несколько типов включают: радиочастотный, магнитный мост, ультразвуковой и фотоэлектрический. Обычно используется для: высокоскоростного счета, обнаружения металлических предметов, контроля уровня, считывания кодовых меток и концевых выключателей. См. Индуктивный датчик.Координаты импульса
Роботы Yaskawa определяют положение осей шарниров робота в градусах для поворотных шарниров.Импульс – это еще один способ указать положение сустава робота, и он используется при подсчете импульсов энкодера двигателя робота.Обеспечение качества (ОК)
Описывает методы, политику и процедуры, необходимые для проведения тестирования обеспечения качества во время проектирования, производства и доставки этапов создания, перепрограммирования или обслуживания роботов.Досягаемость: Объем пространства (конверт), которого может достичь рабочий орган робота, по крайней мере, в одной ориентации.
Квазистатический зажим
Тип контакта между человеком и частью робототехнической системы, при котором часть тела может быть зажата между подвижной частью роботизированной системы и другой неподвижной или подвижной частью роботизированной ячейкиВылет
Объем пространства (оболочки), которого может достичь рабочий орган робота хотя бы в одной ориентации.Система реального времени
Компьютерная система, в которой компьютер должен выполнять свои задачи в рамках временных ограничений некоторого процесса одновременно с системой, которой он помогает. Компьютер обрабатывает системные данные (входные данные) от датчиков с целью мониторинга и вычисления параметров (выходов) управления системой, необходимых для правильной работы системы или процесса. От компьютера требуется, чтобы он выполнял свою работу достаточно быстро, чтобы не отставать от оператора, взаимодействующего с ним через оконечное устройство (например, экран или клавиатуру).Оператор, взаимодействующий с компьютером, имеет возможность доступа, поиска и хранения через систему управления базами данных. Доступ к системе позволяет оператору вмешиваться и изменять работу системы.Робот для воспроизведения записи
Манипулятор, для которого критические точки вдоль желаемых траекторий сохраняются последовательно путем записи фактических значений кодеров положения суставов робота, когда он перемещается под операционным управлением. Для выполнения задачи эти точки воспроизводятся в сервосистеме робота.См. Сервосистема.Робот с прямоугольными координатами
Робот, рука манипулятора которого движется линейными движениями по набору декартовых или прямоугольных осей в направлениях X, Y и Z. Форма рабочего конверта образует прямоугольную фигуру. См. Рабочий конверт.Надежность
Вероятность или процент времени, в течение которого устройство будет работать без сбоев в течение определенного периода времени или объема использования (R15.02). Также называется: время безотказной работы робота или среднее время наработки на отказ (MTBF).Восстановленное
Для обновления или модификации роботов в соответствии с пересмотренными спецификациями производителя. (R15.06)Удаленный режим
Удаленный режим – это тип режима воспроизведения, в котором автоматическое выполнение программы робота инициируется с внешнего устройства (а не с обучающего пульта). В этом режиме использование обучающего пульта отключено.Повторяемость
Мера того, насколько близко рука может повторно занять заданное положение.Например: после того, как манипулятор вручную помещен в определенное место, и это местоположение определено роботом, повторяемость определяет, насколько точно манипулятор может вернуться в это точное местоположение. Степень разрешения в системе управления роботом определяет повторяемость. В общем, воспроизводимость руки никогда не может быть лучше, чем ее разрешение. См. «Обучение и точность».Разрешение
Количество шарнирного движения робота, необходимое для изменения положения на один счет.Хотя разрешение каждого датчика совместной обратной связи обычно является постоянным, разрешение конечной точки в мировых координатах не является постоянным для поворотных рычагов из-за нелинейности кинематики рычага.Поворотный шарнир
Суставы робота, способные совершать вращательные движения.Оценка рисков
Процесс оценки предполагаемого использования машины или системы на предмет прогнозируемых опасностей и последующего определения уровня риска, связанного с идентифицированными задачами.Снижение рисков
Вторичный шаг в процессе оценки риска, который включает снижение уровня риска для идентифицированных задач путем применения мер по снижению риска с целью устранения или смягчения опасностей.Робот
Перепрограммируемый многофункциональный манипулятор, предназначенный для перемещения материала, деталей, инструментов или определенных устройств посредством переменных запрограммированных движений для выполнения множества задач. Общие элементы, из которых состоит робот: контроллер, манипулятор и рабочий орган.См. Манипулятор, Контроллер и Рабочий орган.Система координат робота
Система координат робота определяется в базовой оси робота, а точки в системе координат робота будут относиться к базе робота. Обратите внимание, что по умолчанию базовая система координат и система координат робота одинаковы. (см. рисунок справа)Робот-интегратор
См. Интегратор.Язык программирования роботов
Интерфейс между человеком-пользователем и роботом, который связывает человеческие команды с роботом.Робот, контролирующий пределы диапазона
Следит за тем, чтобы рука манипулятора или его инструмент находились в обозначенной зоне безопасностиМоделирование роботов
Метод имитации и прогнозирования поведения и работы роботизированной системы на основе модели (например, компьютерной графики) физической системы. (R15.07)Рулон
Вращение концевого эффектора робота в плоскости, перпендикулярной концу руки манипулятора.См. Pitch and Yaw.Поворотный шарнир
Сустав, который скручивается, качается или изгибается вокруг оси.Поворотный векторный привод (RV)
Торговая марка устройства понижения скорости, которое преобразует низкий крутящий момент на высокой скорости в высокий крутящий момент на низкой скорости, обычно используемое на большой (большей) оси. См. Cyclo Drive и Harmonic Drive.Вращательное движение
Сустав, который скручивается, качается или изгибается вокруг оси. Примером этого является локоть человеческой руки.Гарантия
Барьерное ограждение, устройство или защитная процедура, предназначенные для защиты персонала. (R15.06)Уровень полноты безопасности
Уровень полноты безопасности (SIL) – это метод IEC для определения уровня производительности системы безопасности. SIL 2 соответствует уровню эффективности ISO «d», а SIL 3 соответствует уровню эффективности ISO «e». ISO 10218 допускает использование того и другого.Логическая цепь безопасности
Логическая схема безопасности контролирует критически важные для безопасности внешние устройства, такие как световые завесы и генерируемые сигналы FSU.Логическая схема безопасности программируется через интуитивно понятный пользовательский интерфейс, поддерживаемый подвесным пультом программирования Yaskawa. Это позволяет настроить логические операции, такие как остановка манипулятора или выдача сигнала, если сервоприводы включены.Остановка с контролем безопасности
Совместная функция, разработанная для обеспечения безопасного взаимодействия человека и робота. Только когда движение робота прекратится, безопасность человека войдет в рабочее пространство для совместной работы. Сервоприводы могут оставаться под напряжением в соответствии с остановкой категории 2 в соответствии с ISO 10218-1: 2011, 5.4. Оценка риска должна использоваться, чтобы определить, необходимы ли какие-либо дополнительные меры безопасности для снижения рисков в роботизированной системе.Робот SCARA
Цилиндрический робот, имеющий два параллельных шарнирных соединения (горизонтально шарнирно сочлененных) и обеспечивающий податливость в одной выбранной плоскости. (ISO 8373) Примечание: SCARA является производным от селективно совместимой руки для роботизированной сборкиВторая исходная позиция
Помимо «исходного положения» манипулятора, второе исходное положение можно настроить как контрольную точку для абсолютных данных.Начальное значение второго исходного положения – это исходное положение (где все оси находятся на импульсе 0). Вторую исходную позицию можно изменить.Режим безопасности
Уровни режимов оператора на контроллерах роботов Yaskawa включают в себя: режим работы, режим редактирования, режим управления, режим безопасности и режим одноразового управления.Датчик
Инструменты, используемые в качестве устройств ввода для роботов, которые позволяют ему определять аспекты, касающиеся окружающей среды робота, а также собственное позиционирование робота.Датчики реагируют на физические стимулы (такие как тепло, свет, звук, давление, магнетизм и движение) и передают результирующий сигнал или данные для измерения, управления или того и другого. (R15.06)Сенсорная обратная связь
Переменные данные, измеряемые датчиками и передаваемые на контроллер в замкнутой системе. Если контроллер получает обратную связь, выходящую за пределы допустимого диапазона, значит, произошла ошибка. Контроллер отправляет роботу сигнал об ошибке.Робот вносит необходимые корректировки в соответствии с сигналом ошибки.Сервоуправление
Процесс, с помощью которого система управления роботом проверяет, соответствует ли достигнутая поза робота позе, заданной при планировании движения, с требуемыми характеристиками и критериями безопасности. (ISO 8373)Серводвигатель
Электроэнергетический механизм, используемый для движения или поддержания положения робота (например, двигатель, который преобразует электрическую энергию в движение робота) (R15.07). Двигатель реагирует на сигнал, полученный от системы управления, и часто включает энкодер для обеспечения обратной связи с контуром управления.Сервопривод
Электроэнергетический механизм переменного тока, управляемый с помощью логики для преобразования энергии источника питания в форме синусоидальной волны в квадратную форму с широтно-импульсной модуляцией (ШИМ), подаваемую на двигатели для управления двигателем: скорость, направление, ускорение, замедление. и контроль торможения.Робот с сервоприводом
Управление роботом с помощью сервосистемы с замкнутым контуром, в которой положение оси робота измеряется устройствами обратной связи и сохраняется в памяти контроллера.См. Система с обратной связью и Сервосистема.Сервосистема
.
Система, в которой контроллер выдает команды двигателям, двигатели приводят в движение рычаг, а датчик энкодера измеряет вращательные движения двигателя и сигнализирует о величине движения обратно контроллеру. Этот процесс повторяется много раз в секунду, пока рука не переместится в требуемую точку. См. Сервоуправляемый роботФункция обнаружения удара
Обнаружение удара – это функция, поддерживаемая контроллером робота Yaskawa, которая снижает влияние столкновения робота путем остановки манипулятора без какого-либо внешнего датчика, когда инструмент или манипулятор сталкиваются с периферийным устройством.Плечо
Первую или вторую ось робота иногда называют осью плеча, поскольку она чем-то напоминает человеческое плечо. Это часто используется при описании гуманоидных систем или систем с двумя руками, таких как Yaskawa Motoman® SDA10D.SIL
.
См. Уровень полноты безопасностиМоделирование
Графическая компьютерная программа, представляющая робота и окружающую его среду, которая имитирует поведение робота во время имитации запуска робота.Это используется для определения поведения робота в определенных ситуациях, прежде чем фактически дать команду роботу выполнить такие задачи. Рассматриваются следующие элементы моделирования: 3D-моделирование окружающей среды, эмуляция кинематики, эмуляция планирования пути и моделирование датчиков. См. Сенсор, Прямая кинематика и Робот.Сингулярность
Конфигурация, в которой два шарнира манипулятора робота становятся коаксиальными (выровненными по общей оси). В особой конфигурации плавное следование по траектории обычно невозможно, и робот может потерять управление.Термин происходит от поведения матрицы Якоби, которая становится сингулярной (т. Е. Не имеет обратной) в этих конфигурациях.SLURBT
SLURBT – это термины, которые Yaskawa Motoman использует для описания каждой оси робота для удобства. Определение каждого значения следующее:S – качели или вертлюги
L – нижний рычаг
U – Верхняя рука
R – повернуть на
B – Колено
Т – ТвистФункция настройки мягкого ограничения
Функция настройки Softlimit – это функция для установки диапазона ограничения перемещения оси движения манипулятора в программном обеспечении.Контроль скорости и разделения
Совместная функция, которая позволяет оператору и роботу работать в непосредственной близости друг от друга, гарантируя, что робот замедлится и остановится до возникновения ситуации контакта. Для безопасной реализации этой функции необходимо использовать функциональную безопасность и дополнительное оборудование для обнаружения. Оценка риска должна использоваться, чтобы определить, необходимы ли какие-либо дополнительные меры безопасности для снижения рисков в роботизированной системе.Сплайн
Гладкая непрерывная функция, используемая для аппроксимации набора функций, которые однозначно определены на наборе подинтервалов. Аппроксимирующая функция и набор аппроксимируемых функций пересекаются в достаточном количестве точек, чтобы обеспечить высокую степень точности приближения. Назначение плавной функции – позволить роботу-манипулятору выполнить задачу без рывков.Spline Motion Type
Расчетный путь, который выполняет робот, который может иметь параболическую форму.Сплайновое движение может также создавать кривую произвольной формы со смесью круглых и параболических форм.Системный интегратор
См. Интегратор.Обучение
Чтобы запрограммировать руку манипулятора, вручную направляя ее через серию движений и записывая положение в памяти контроллера робота для воспроизведения.Блокировка обучения
Пока установлена блокировка обучения, режим работы привязан к режиму обучения, и машины не могут воспроизводиться ни с помощью [СТАРТ], ни с внешнего входа.В целях безопасности всегда устанавливайте переключатель режима в положение «ОБУЧЕНИЕ» перед началом обучения.Режим обучения
Режим контроллера робота, в котором робот-манипулятор программируется путем ручного управления им через серию движений и записи положения в память контроллера робота для воспроизведения. Промышленные роботы, у которых нет активной функции ограничения мощности и усилия, требуют использования трехпозиционного переключателя включения в режиме обучения.Подвеска Teach
Портативный блок управления, который используется оператором для удаленного управления роботом при выполнении его задач.Движения записываются системой управления роботом для последующего воспроизведения. Современные промышленные роботы поставляются с подвесками для программирования, которые не только позволяют обучать роботов, но также поддерживают полнофункциональное программирование роботов и безопасный пользовательский интерфейс.Окно обучения
Окно обучения – это экран пользовательского интерфейса на пульте программирования. Это окно содержит окно СОДЕРЖАНИЕ ЗАДАНИЯ, в котором проводится обучение. Окно СОДЕРЖАНИЕ ЗАДАНИЯ содержит следующие элементы: номера строк, курсор, инструкции, дополнительные элементы, комментарии и т. Д.Поперечная балка
Система обнаружения объектов, используемая в системе датчиков изображения робота. Точно сфокусированный луч света закреплен на одном конце, а детектор – на другом. Когда луч света прерывается, объект ощущается.Функция измерения времени
Функция измерения времени измеряет время выполнения указанного раздела в задании или время вывода указанного сигнала.Инструмент
Термин, используемый в широком смысле для определения рабочего устройства, установленного на конце манипулятора робота, такого как рука, захват, сварочная горелка, отвертка и т. Д.См. «Рука», «Захват» и «Рабочий орган».Инструмент и рука Помехи
В системе с одним контроллером и несколькими манипуляторами можно использовать функцию проверки вмешательства инструмента и рычага для обнаружения возможных помех и предотвращения столкновения во время работы. Можно проверить следующие три шаблона:Плечо против руки
Рычаг против инструмента
Инструмент против инструмента
Интерференция проверяется с помощью цилиндра, который немного больше, чем рычаг или инструмент.На обоих концах цилиндра помещается сфера. Если цилиндр и сферы одного манипулятора во время движения контактируют с цилиндрами другого манипулятора, манипуляторы останавливаются из-за обнаружения помех.
Центр инструмента (TCP)
Центральная точка инструмента (TCP) определяет вершину текущего инструмента, как определено относительно фланца инструмента. Например, для сварочного робота TCP обычно определяется на кончике сварочного пистолета. После определения и настройки TCP движение робота будет определено относительно этого кадра (т.е., вращение в направлении Rx вызовет вращение вокруг оси X, и позиции будут обучаться в этом кадре.Контрольная точка инструмента
.
См. Центр инструментаКоординаты инструмента
Когда инструмент, прикрепленный к роботу, перемещается, его система координат инструмента движется вместе с фиксированной системой координат, например мировыми координатами. Как правило, координаты инструмента не совпадают с мировыми координатами XYZ.Рама для инструментов
Система координат, прикрепленная к рабочему органу робота (относительно базовой рамы).Датчик касания
Чувствительное устройство, которое иногда используется с рукой или захватом робота, которое определяет физический контакт с объектом, тем самым давая роботу искусственное ощущение осязания. Датчики реагируют на контактные силы, возникающие между ними и твердыми предметами.Построение траектории (расчет)
Вычисление функций движения, которые позволяют плавно контролировать движение суставов.Преобразователь
Устройство, преобразующее энергию из одной формы в другую.Обычно это устройство, преобразующее входной сигнал в выходной сигнал другой формы. Его также можно рассматривать как устройство, которое преобразует статические сигналы, обнаруженные в окружающей среде (например, давление), в электрический сигнал, который отправляется в систему управления роботом.
Время работы
Период времени, в течение которого робот или производственная линия работают или готовы к работе, в отличие от времени простоя.Настройка координат пользователя
Координаты пользователя определяются тремя точками, которые были обучены манипулятору с помощью осевых операций.Этими тремя определяющими точками являются ORG, XX и XY, как показано на диаграмме ниже. Эти три точки позиционных данных регистрируются в пользовательском файле координат. ORG – это исходное положение, а XX – точка на оси X. XY – это точка со стороны оси Y от пользовательских координат, которые были обучены, а направления осей Y и Z определяются точкой XY.Пользовательская система координат
».
Пользовательская система координат – это любая контрольная точка, которую пользователь определил для своего приложения.Он часто прикрепляется к объекту, например к поддону, и позволяет пользователю обучать точкам относительно этого объекта. Например, набор положений может быть обучен относительно пользовательской системы координат, прикрепленной к поддону, а затем легко перенесен в другую пользовательскую систему координат на другом поддоне. Это позволяет эффективно повторно использовать позиции. См. Также «Настройка координат пользователяРучной вакуумный стакан
Рабочий орган для манипулятора робота, который используется для захвата предметов легкой и средней тяжести с помощью всасывания для манипуляций.К таким предметам может относиться стекло, пластик; и т. д. Обычно используется из-за его достоинств, заключающихся в уменьшении скольжения предмета, когда он находится в пределах досягаемости вакуумной чашки. См. “Концевой эффектор”.Система визуального контроля
Система управления, в которой траектория робота изменяется в ответ на ввод от системы технического зрения.Датчик технического зрения
Датчик, который определяет форму, местоположение, ориентацию или размеры объекта с помощью визуальной обратной связи, например, телекамеры.Рабочий пакет
Набор всех точек, до которых манипулятор может добраться без вторжения. Иногда форма рабочего пространства и положение самого манипулятора могут ограничивать рабочий диапазон.Рабочий конверт (космос)
Объем пространства, в котором робот может выполнять поставленные задачи.Работа в исходном положении
Исходное рабочее положение является ориентиром для операций с манипулятором.Это предотвращает взаимодействие с периферийным устройством, гарантируя, что манипулятор всегда находится в пределах установленного диапазона в качестве предварительного условия для таких операций, как запуск линии. Манипулятор можно переместить в заданное рабочее исходное положение с помощью пульта управления или ввода сигнала с внешнего устройства. Когда манипулятор находится в непосредственной близости от исходного рабочего положения, включается сигнал рабочего исходного положения.Заготовка
Любая деталь, которая обрабатывается, совершенствуется или изготавливается до того, как она станет готовым продуктом.Рабочее пространство
Объем пространства, в котором робот может выполнять поставленные задачи.Мировые координаты
Справочная система координат, в которой рычаг манипулятора движется линейными движениями по набору декартовых или прямоугольных осей в направлениях X, Y и Z. Форма рабочего конверта образует прямоугольную фигуру. См. Прямоугольные координаты.Мировая модель
Трехмерное представление рабочей среды робота, включая объекты, их положение и ориентацию в этой среде, которое хранится в памяти робота.Поскольку объекты обнаруживаются в окружающей среде, система контроллера робота постоянно обновляет модель мира. Роботы используют эту модель мира, чтобы определять свои действия для выполнения поставленных задач.Запястье
Набор поворотных соединений между манипулятором и рабочим органом робота, которые позволяют ориентировать рабочий орган по отношению к обрабатываемой детали. В большинстве случаев запястье может иметь степени свободы, которые позволяют ему захватывать объект с ориентацией по крену, тангажу и рысканью.См. Раздел «Рука», «Рабочий орган», «Крен», «Шаг», «Рыскание» и «Деталь».Запястье [вторичная ось]
Набор взаимосвязанных звеньев и механических соединений между рычагом и рабочим органом, который поддерживает, позиционирует и ориентирует рабочий орган. (ISO 8373)Рыскание
Обзор промышленного робота-манипулятора
Вращение рабочего органа в горизонтальной плоскости вокруг конца руки манипулятора. Боковое движение по оси. Смотрите Roll and Pitch.– Intel
Что такое промышленный робот-манипулятор?
Промышленные роботы-манипуляторы – от производства до автомобилестроения и сельского хозяйства – являются одним из наиболее распространенных типов роботов, используемых сегодня.
Роботизированные манипуляторы, также известные как шарнирно-сочлененные роботизированные манипуляторы, быстры, надежны и точны и могут быть запрограммированы на выполнение бесконечного количества задач в различных средах. Они используются на заводах для автоматизации выполнения повторяющихся задач, таких как нанесение краски на оборудование или детали; на складах для сбора, отбора или сортировки товаров с распределительных конвейеров для выполнения заказов потребителей; или на поле фермы, чтобы собрать и положить спелые фрукты на лотки для хранения. По мере развития робототехнических технологий и увеличения количества взаимосвязей между промышленными средами возможности роботизированных манипуляторов расширяются, позволяя создавать новые сценарии использования и модели бизнес-операций.
Раньше роботизированная рука требовала обучения для выполнения узко определенных задач, таких как выбор одного типа объекта в точном месте с определенной ориентацией. Роботы не могли идентифицировать конкретный тип объекта среди многих, определять местоположение объекта с некоторым допуском (площадь, а не точное положение) или регулировать захват на основе ориентации объекта.
Сегодня, благодаря таким устройствам, как камеры глубины Intel® RealSense ™ с высоким разрешением, мощные процессоры и графические процессоры, а также технологиям искусственного интеллекта, таким как Intel® Distribution of OpenVINO ™ toolkit, роботизированные манипуляторы дополняются чувствительностью и интеллектом для выполнения новых задач. .Эти умные роботы с расширенным зрением могут обнаруживать объекты в своем окружении, распознавать их по типам и соответственно манипулировать ими. Эти возможности позволяют роботам работать точнее и стабильнее, а также безопаснее и быстрее, чем раньше. Они также расширяют круг задач, которые могут выполнять роботы.
Благодаря этим достижениям в области машинного зрения, искусственного интеллекта и сетевых технологий, роботизированные руки теперь могут видеть, анализировать и реагировать на окружающую среду, передавая ценные данные и идеи обратно в системы управления производственными объектами и бизнесом.Одной из областей, в которой эта трансформация выгодна, является техническое обслуживание оборудования (включая роботов). Робот может вычислять данные на границе или передавать их на сервер или в облако для удаленного мониторинга. Этот процесс позволяет проводить профилактическое обслуживание, что, в свою очередь, помогает снизить затраты на техническое обслуживание и повысить время безотказной работы машины.
(PDF) Автоматизированная система отбора роботов для электронной коммерции Приложение Fulfillment Warehouse
На рис. 11 показан увеличенный вид датчика Kinect, который
установлен на концевом эффекторе робота, который иллюстрирует последовательности захвата роботов
.Захват робота имеет два пальца
, каждый из которых представляет собой четырехзвенный рычажный механизм.
Пальцы приводятся в действие двумя серводвигателями
, регулируемыми положением и усилием. Это простой робот-захват, способный
захватывать различные предметы с диапазоном размеров от 150
мм до 20 мм.
Эксперименты демонстрируют использование предложенной автономной роботизированной системы
. Эти
результатов могли быть достигнуты только благодаря отказоустойчивости
возможностей системы в течение всего процесса, который
обрабатывается подмодулем планирования задач.
Рис. 11 Захват робота крупным планом
Последовательность комплектации
VII. Выводы
В данной статье представлена автономная роботизированная система захвата и размещения
. Он создан для выполнения утомительной задачи по отбору
товаров на складах электронной коммерции. Предлагаемая роботизированная система
включает легкий робот-манипулятор
, стереокамеры и другие устройства, объединенные
с соответствующими программными модулями.Программный комплекс
построен по модульному принципу. Кратко описывается логическая работа программных модулей
. Система
сначала тестируется в среде моделирования с использованием реальных данных датчика
3D. Экспериментальные испытания проводятся на прототипе
предлагаемой робототехнической системы. Результаты испытаний
показывают, что предлагаемая роботизированная система должна быть гибкой и надежной
, достаточно для выбора различных продуктов правильной формы
.Эта способность подбирать
правильной формы представляет собой первый шаг к более широкой цели – поднять
более широкого разнообразия предметов, которые можно увидеть на складах электронной коммерции
. В дальнейшей работе будут разработаны алгоритмы расширенного восприятия
; Контроль импеданса будет
, который будет использоваться для выбора объектов разного размера и веса.
Также будут построены новые универсальные захваты для улучшения возможностей захвата
.
Благодарности
Эта работа была частично поддержана Сингапурским агентством
по науке, технологиям и исследованиям (A * STAR)
в рамках исследовательского проекта промышленной робототехники № 1225100008.
Список литературы
[1] Gong Y. Winands E.M.M. И Костер М. de, Система сбора и сортировки в режиме реального времени
в системе распределения электронной коммерции
Центры, Progress in Material Handling Research, стр. 161-174,
, январь 2010 г.
[2] Джеффри Б.Г. Максимальная производительность в электронной коммерции
Операции складирования и распределения, Viewpoint,
Inbound Logistics, Thomas Publishing Company, 2015
[3] Технический документ по выполнению электронной коммерции, Автоматизация – ключ в
E-Commerce Fulfillment, Swisslog white paper,
http://www.swisslog.com, 2015.
[4] Д’Андреа, Р. Гость Редакция: Могут ли дроны доставить? IEEE
Транзакции по науке и технике автоматизации, 11.3,
pp. 647-648, июнь 2014.
[5] Джек С. Google тестирует поставки дронов в ходе испытаний Project Wing,
http://www.bbc.com/news/technology-28964260, 2014.
[6] Донна Т. Познакомьтесь с самым загруженным сотрудником Amazon – роботом Kiva,
www.cnet.com, 2015.
[7] Д’Андреа Р. Гостевая редакция: Революция на складе:
A ретроспектива систем KIVA и грандиозных задач
впереди, IEEE Transactions on Automation Science и
Engineering, стр.638-639, Vol.9, No. 4, 2012.
[8] Guizzo E. Три инженера, сотни роботов, один склад
», IEEE Spectrum, Vol. 45 No. 7, pp.26-34, 2008.
[9] Hägele M. Nilsson K. Pires J.N. Industrial Robotics, в
Справочник по робототехникеSpringer, Siciliano B., Khatib O.
(ред.). Springer, pp.963-986, 2008.
[10] Saxena A. Wong L. Quigley M. Ng . A. Y. Система
на основе Vision для захвата новых объектов в загроможденных средах
, Robotics Research, Vol.66, pp. 337-348, 2011.
[11] Харада К. Цухи Т. Нагата К. Яманобе Н. Онда Х.
Проверка планировщика размещения объектов для роботов
задач по перемещению, Робототехника и автономность Systems,
Vol.62, No. 10, pp.1463-1477, October 2014.
[12] Леонард С. Чан А. Крофт Э. и Литтл Дж. Дж. Робастное движение
Поколениедля роботизированного сбора мусора с визуальным контролем , in
Proceedings of ASME 2007 International Mechanical
Engineering Congress and Exposition Сиэтл, Вашингтон,
США, стр.651-658, 2007.
[13] Дианков Р. и Каффнер Дж. Openrave: Архитектура планирования
для автономной робототехники, CMU, Институт робототехники, Tech. Rep.
CMU-RI-TR-08-34, 79, июль 2008 г.
[14] Fuchs S. Haddadin S. Keller M. Parusel S. Kolb A. и Suppa
M. Совместная сборка мусорных контейнеров с Time-of-Flight Camera,
и DLR Lightweight Robot III с контролем импеданса, в материалах
Proceedings of the 2010 IEEE / RSJ International Conference
on Intelligent Robots and Systems, стр.4862-4867, Тайбэй,
, октябрь 2010 г.
[15] Остергаард, Э. Легкий робот для всех, IEEE
Журнал робототехники и автоматизации, Том 19, № 4, стр. 17-18,
Декабрь 2012.
[16] Куигли М. Герки Б. Конли К. Фауст Дж. Фут Т. Лейбс, Дж.
Бергер Э. Уилер Р. Эндрю И Нг, ROS: операционная система робота с открытым исходным кодом
, in Proceedings of the ICRA
shops on open source software, Vol.3, No. 3.2, pp. 5,
2009.
[17] Эдвардс С. и Льюис К. ROS-Industrial – Применение операционной системы для роботов (ROS)
в промышленных приложениях, в
Proceedings of the Международная конференция IEEE по робототехнике и автоматизации
, семинар ECHORD. 2012.
[18] Юань Q.-L. Чен И-М., Лембоно Т. С. Автоматическая калибровка
робота-манипулятора, в материалах 2014 IFTOMM
Азиатская конференция по механизмам и машиноведениям,
9–10 июля 2014 г., Paper No.RM2-3, Тяньцзинь, Китай.
[19] Читта С. Сукан Л. Казинс С. Мовельт! IEEE robotics &
automation magazine, vol.19, no1, pp.18-19, 2012.
[20] Ge J. Chi Z. and Li Q. Сборка мелких деталей с двойной рукой
робот и интеллектуальная камера, в материалах Международного симпозиума по робототехнике
; стр. 1–6, июнь 2014 г.
Роботы на рабочем месте: угроза или возможность для полноценной работы?
Роботы и преследуют цель
Угроза?
Если роботы берут на себя многие задачи, являющиеся частью работы, или если роботы берут на себя самые сложные задачи, работники могут почувствовать, что они служат меньшей цели.Рассмотрим, например, рентгенолога, в чью работу входит интерпретация медицинских изображений. В последние годы наблюдается всплеск разработки систем с искусственным интеллектом, способных правильно классифицировать определенную область на медицинском изображении, например, как доброкачественную или злокачественную опухоль. В настоящее время эти системы, в которых используются методы машинного обучения, имеют показатели точности, сопоставимые, а часто и более высокие, чем у врачей-людей (Esteva et al., 2017; Senders et al. 2018; Wang et al., 2016).Мы можем представить себе, что врач может почувствовать, что он или она вносит меньший вклад в постановку правильного диагноза и тем самым помогает пациенту, если врач начнет работать с такой диагностической машиной. Если машинное обучение действительно лучше справляется с интерпретацией медицинских изображений, чем рентгенолог, прошедший годы обучения, это чувство может показаться оправданным. Таким образом, в более общем плане, если роботы уменьшают вклад рабочих в достойное дело, они могут потерять цель.
Возможность?
Однако такое снижение целеустремленности в работе не является неизбежным.Если люди понимают, что работают в команде с роботами, они могут сосредоточиться на достижении лучших результатов вместе с роботами. Это может особенно относиться к профессии врача. Исследователи выступают за то, чтобы сосредоточиться на том, как врачи и роботы могут лучше всего сотрудничать, вместо того, чтобы определять, какой из двух превосходит другой (Senders et al. 2018). Одно исследование показывает, что сочетание диагноза патолога-человека с классификацией ИИ может привести к сокращению количества ошибок на 85% по сравнению с патологом без аппарата.Интересно, что некоторые исследователи предполагают, что это может быть связано с тем, что патолог-человек Footnote 8 и ИИ совершают различные виды ошибок (Wang et al., 2016).
В более общем плане, придерживаясь того же примера, несколько авторов объясняют, что профессия радиолога состоит не только из интерпретации медицинских изображений, например, взаимодействия с пациентами и передачи результатов другим врачам. Фактически, при поддержке роботов-помощников радиологи могут быть освобождены от рутинных и трудоемких задач, оставляя им больше времени для пациентов.Следовательно, если радиолог понимает цель своей работы по обеспечению хорошего ухода за пациентом, робототехника помогает преследовать это достойное дело и, следовательно, повышает значимость.
Подобные соображения применимы ко многим профессиям. Если роботы помогают или помогают с задачами (вместо того, чтобы полностью брать на себя задачи), или если они берут на себя некоторые скучные или утомительные задачи (а не самые сложные и сложные), работники по-прежнему могут обоснованно чувствовать, что у них есть четкая цель. возможно, отчасти благодаря способности сосредоточиться на более значимых задачах.Таким образом, мы делаем вывод, что роботы не обязательно угрожают цели в нашей работе и вполне могут помочь нам еще больше сосредоточиться на достижении целей в нашей работе.
Роботы и социальные отношения
Угроза?
Можно с уверенностью предположить, что роботы могут существенно изменить социальную динамику на работе, и, следовательно, они могут повлиять на этот аспект значимости работы. Во-первых, если роботы заменят многих или большинство членов команды, количество и разнообразие социальных взаимодействий уменьшится, и рабочие потеряют часть соответствующих преимуществ значимости.Если многие люди начнут работать вместе с роботом, а не с одним или несколькими непосредственными коллегами-людьми, они будут меньше консультироваться друг с другом, будут меньше зависеть друг от друга и будут иметь меньшее чувство общей свободы воли и целеустремленности. Чувство изоляции приводит к переживанию бессмысленности (Madden and Bailey, 2016). Конечно, до появления роботов рабочие, возможно, уже работали в основном в одиночку. Возможно, Нисса Скотт, из нашего примера во введении, уже сама складывала бункеры до того, как появился робот.Но вполне вероятно, что внедрение роботов снизит социальное взаимодействие между коллегами.
Возможность?
Один из способов противодействовать этому нежелательному потенциальному эффекту – спроектировать роботов таким образом, чтобы их воспринимали как членов команды. Рассмотрим для примера случай с военным роботом «Бумер». Бумер был военным роботом, предназначенным для поиска и взрыва взрывчатки, который не был похож ни на человека, ни на животное (скорее, на небольшой танк или газонокосилку).Команда солдат, работающих с Бумером, очень привязалась к роботу и воспринимала Бумер как «личность». Когда Бумер был уничтожен на поле боя, солдаты даже хотели похоронить его и наградить его военными наградами (Carpenter, 2016; Garber, 2013). Этот случай помогает проиллюстрировать, что вполне возможно, что сотрудники-роботы – особенно если они обладают более развитыми способностями к социальному взаимодействию – могут дать многим людям-работникам чувство принадлежности, которое способствует переживанию осмысленности (Carpenter, 2016). Сноска 9
В качестве примера другой возможности рассмотрим работу учителя математики. Ей приходится давать много индивидуальных отзывов об одних и тех же ошибках снова и снова, и часто ей приходится моделировать правильное выступление перед классом. Представьте себе, что она могла бы объединиться с каким-то действительно сложным ИИ, который будет давать ученикам индивидуальную обратную связь и индивидуальные объемы и типы практики в отношении определенных математических навыков, пока ученики не достигнут мастерства.Затем этот учитель мог бы уделять значительно больше времени своей роли наставника, давая индивидуальную обратную связь по процессу обучения, обращая внимание на усилия, мотивацию и отношение ученика. У нее наверняка улучшатся отношения со своими учениками. Подобные примеры можно было бы разработать для других контекстов, таких как здравоохранение, учитывая, что повышение эффективности действительно будет потрачено на большее количество времени для социального взаимодействия с коллегами и пациентами или клиентами.
Роботы и упражнения и саморазвитие
Угроза?
Очевидно, что если роботы берут на себя одну или несколько сложных задач от людей, некоторые человеческие навыки могут устареть.Тогда развитие и применение этих навыков больше не будет значимым для работников-людей, а их работа будет в меньшей степени способствовать самореализации. Например, если методы машинного обучения станут систематически лучше, чем люди-радиологи, почти во всех аспектах интерпретации медицинских изображений, может показаться, что необходимость в интенсивном обучении людей-радиологов исчезнет. Или, если системы «автопосадки» в самолетах очень безопасны и в целом работают очень хорошо (Mindell 2015), пилотам может быть трудно заставить себя достичь и поддерживать уровни навыков посадки, сравнимые с предыдущими временами в авиации.Опасности дескиллинга из-за использования технологий автоматизации реальны и установлены исследованиями, а также применимы к роботизации. Вместе с такой уменьшенной потребностью в отработке навыков, как следствие, вероятно, пострадает рабочий рост и саморазвитие в целом.
Возможность?
Однако роботы могут также иметь противоположный эффект, повышая потребность рабочих в поддержании своих навыков и, более того, требуя от них приобретения новых и дополнительных сложных навыков.Вернемся к нашему примеру, приведенному выше, чтобы иметь возможность наблюдать за производительностью методов машинного обучения, радиологи должны сами овладеть соответствующими навыками интерпретации, так же как Нисса Скотт нуждалась в приобретении новых навыков для совместной работы со складом. роботы в ее работе. Если радиологи иногда могут обнаружить ошибку в технологии роботов, это может быть весьма удовлетворительным и достаточно мотивирующим для участия в длительной программе обучения. Более того, мы можем интерпретировать способность обнаруживать ошибки в работе роботов как новый и, вероятно, очень сложный навык.Наконец, поскольку выводы, сделанные на основе медицинских изображений, должны быть объяснены пациентам, кажется, что радиологи не могут обойтись без собственного понимания этих изображений.
Что касается авиации, Дэвид Минделл провел обширное этнографическое исследование занятий пилотов. Удивительно, но высокий уровень производительности систем автопосадки для некоторых пилотов выступает в качестве модели и цели, мотивируя их повышать свой собственный уровень квалификации (Mindell 2015, p. 88).Кроме того, пилоты всегда должны иметь возможность действовать в случае неисправности автоматики или других проблем. Кроме того, система автоземления «может быть сложной в эксплуатации» (стр. 87). Итак, здесь мы снова видим, что человек должен поддерживать все традиционные навыки и приобретать новые сложные навыки для наблюдения и управления робототехникой. В заключение, внедрение роботов на рабочем месте влияет на развитие навыков человека разными способами, и общее влияние необходимо оценивать в индивидуальном порядке.
Роботы и самооценка и признание
Угроза?
Похоже, вполне вероятно, что если роботы выполняют самые сложные задачи, а люди просто должны управлять роботами или контролировать их, рабочие-люди могут чувствовать меньшую самооценку и иметь более низкую самооценку. Поскольку, как мы видели в 3.4 выше, именно упражнение в сложных навыках и достижение достижений связаны с обретением чувства собственного достоинства. Более того, работники могут частично потерять признание, которое они получали ранее.Кроме того, вполне возможно, что при сотрудничестве с роботом будет легче получить квалификацию для работы, чем раньше. Например, в долгосрочной перспективе хирургические роботы могут сделать профессию хирурга более доступной, например, для людей, не обладающих определенными физическими способностями, необходимыми для управления хирургическими инструментами. Это может снизить социальное признание хирургов, получаемое в настоящее время, а также снизить самооценку некоторых из них. Кстати, роботы на рабочем месте могут нивелировать различия между «хорошими» и «лучшими» исполнителями, что может повлиять на самооценку и признание обоих.
Возможность?
Однако для некоторых профессий, скорее всего, люди, объединенные с роботами, разовьют более высокий уровень самооценки и получат еще большее признание. Возьмем снова учителя математики, который работает с программным обеспечением для обучения искусственному интеллекту. Родителям будет очевидно, что учитель по-прежнему имеет все свои предыдущие математические знания и навыки, но теперь, кроме того, знает, как успешно использовать образовательный ИИ, и значительно развивает свои коучинговые навыки.Предположим, кроме того, что в своей коучинговой роли ей удается повысить мотивацию учеников и их навыки саморефлексии, что приведет к меньшим родительским трудностям и лучшим результатам. Скорее всего, вырастет общественное признание этой учительницы и ее самооценка. Принимая во внимание, что сотрудничество с роботами часто требует дополнительных навыков и профессионального развития, самооценка и социальное признание работников часто повышаются.
Роботы и автономность
Угроза?
Некоторые роботизированные приложения на рабочем месте могут требовать работы в соответствии с очень строгим протоколом, который оставляет мало места для человеческого творчества, суждений и принятия решений.По тем же причинам возможности рабочих заниматься созданием рабочих мест могут быть серьезно ограничены. Их задачи и рабочая среда могут быть настолько жестко структурированы роботами, что остается мало возможностей для реструктуризации таким образом, чтобы сделать работу более значимой. Если бы роботы оказали такое влияние, автономия работников была бы подорвана, а, следовательно, и значимость рабочих мест.
Кстати, о том, как люди взаимодействуют с роботами, вероятно, будет тщательно отслеживаться.Сотрудничество человека и робота может генерировать много данных (Cascio and Montealegre, 2016), отчасти для того, чтобы иметь возможность определить ответственность в случае, если что-то пойдет не так, и чтобы уметь извлекать уроки из таких аварий. Мониторинг и сбор данных порождают различные проблемы этического надзора и конфиденциальности, которые угрожают автономии работников (Lanzing, 2016) и, следовательно, их значимости. Что касается этого этического беспокойства, режимы наблюдения и хранения данных должны разрабатываться в тесном сотрудничестве с людьми.Если это так и работники дадут информированное согласие, их автономия может быть соблюдена и сохранена, а соответствующая угроза значимости со стороны роботов устранена или смягчена.
Другая угроза автономии связана с пониманием работы работником. Роботы включают в себя искусственный интеллект, который часто включает машинное обучение и искусственные нейронные сети. Для большинства людей эти методы искусственного интеллекта трудно понять за пределами поверхностного уровня, и поэтому их трудно контролировать и объяснять другим, когда это необходимо.Это явление обычно называют непрозрачностью систем с искусственным интеллектом (Burrell, 2016). Непрозрачность искусственного интеллекта роботов может вызвать чувство отчужденности и уменьшение автономии человека. Итак, у нас есть еще один способ, которым роботы могут негативно повлиять на значимость работы. Более того, это глубокая и фундаментальная проблема, которую нелегко решить. Тем не менее, проводятся исследования для разработки программ, которые «объясняют» процесс принятия решений ИИ (Mittelstadt et al., 2016). Будем надеяться, что такие программы станут доступны в будущем, чтобы предотвратить отчуждение и снижение значимости на работе.
Возможность?
Рабочее место может быть спроектировано таким образом, чтобы люди и роботы могли объединяться, оставляя место для автономных действий человека. Например, Минделл объясняет, что пилоты все еще должны решить, когда использовать «автопосадку» и другие технологии автоматизации в кабине (2015 , Гл.3). А Нисса Скотт, сотрудница склада Amazon с момента нашего знакомства, определенно использует свои способности к пониманию, суждению и принятию решений больше для наблюдения за роботами, чем когда она складывала пластиковые контейнеры.Ее ответственность и автономия возросли после роботизации рабочего места.
Более того, как показывают некоторые из наших примеров, роботы могут помочь работникам лучше достичь своих целей в работе и принести больше пользы. Это повышает значимость их работы как за счет целенаправленности, так и за счет самооценки и признания. Однако реализация целей в жизни также способствует тому, чтобы быть независимой личностью (Oshana 2006). Таким образом, это еще один путь, с помощью которого роботизация может улучшить значимую работу.
Наше обсуждение автономии выявляет повторяющееся явление: роботизация рабочего места может иметь совершенно противоположные последствия для значимости работы, во многом в зависимости от конкретных способов ее выполнения. Наша сводная таблица в следующем разделе ясно показывает это. Тем не менее, наше исследование, в первую очередь, задумано как общий анализ возможного воздействия (я) роботизации на каждый из аспектов значимой работы. Мы не хотим сказать, что всегда можно будет повысить значимость во всех измерениях.Иногда может случиться так, что именно самые важные задачи наиболее подходят для роботизации из-за того, что технологически выполнимо и что дает наилучшую окупаемость инвестиций. В таких случаях работодатели, стремящиеся предложить своим сотрудникам значимую работу, должны дважды подумать, прежде чем роботизировать наиболее значимые задачи рассматриваемой работы. Во всех случаях способы внедрения роботов на рабочем месте должны быть тщательно продуманы и отслежены с учетом того, какое влияние (я) это может оказать на значимость работы.Наш анализ в этой статье может служить инструментом для этого.
Автоматизация, робототехника и завод будущего
На одном заводе Fanuc в Ошино, Япония, промышленные роботы производят промышленных роботов, которыми руководит персонал из четырех рабочих в смену. На заводе Philips по производству электробритв в Нидерландах численность роботов превышает девять рабочих более чем в 14 к 1. В 2013 году производитель фотоаппаратов Canon начал отказываться от человеческого труда на нескольких своих заводах.
Будьте в курсе ваших любимых темЭта производственная концепция «без света», при которой производственная деятельность и материальные потоки обрабатываются полностью автоматически, становится все более распространенным атрибутом современного производства. Частично новая волна автоматизации будет вызвана теми же вещами, которые впервые принесли робототехнику и автоматизацию на рабочие места: освободить рабочих от грязных, унылых или опасных работ; улучшить качество за счет устранения ошибок и уменьшения вариативности; и сократить производственные затраты за счет замены все более дорогих людей все более дешевыми машинами.Однако самые передовые системы автоматизации сегодня обладают дополнительными возможностями, позволяющими использовать их в средах, которые до сих пор не подходили для автоматизации, и позволяют использовать совершенно новые источники ценности в производстве.
Падение цен на роботов
По мере роста производства роботов затраты снизились. За последние 30 лет средняя цена роботов упала вдвое в реальном выражении и даже больше по сравнению с затратами на рабочую силу (Иллюстрация 1). Поскольку спрос со стороны стран с развивающейся экономикой стимулирует смещение производства роботов в регионы с более низкой стоимостью, они, вероятно, станут еще дешевле.
Приложение 1
Мы стремимся предоставить людям с ограниченными возможностями равный доступ к нашему сайту. Если вам нужна информация об этом контенте, мы будем рады работать с вами. Напишите нам по адресу: [email protected]Доступный талант
Люди, обладающие навыками, необходимыми для проектирования, установки, эксплуатации и обслуживания роботизированных производственных систем, также становятся все более доступными.Когда-то инженеры-робототехники были редкими и дорогими специалистами. Сегодня эти предметы широко преподаются в школах и колледжах по всему миру либо на специальных курсах, либо как часть более общего образования по производственным технологиям или инженерному проектированию для производства. Доступность программного обеспечения, такого как пакеты моделирования и автономные системы программирования, которые могут тестировать роботизированные приложения, сократила время и риски на проектирование. Это также упростило и удешевило программирование роботов.
Простота интеграции
Благодаря достижениям в области вычислительной мощности, методов разработки программного обеспечения и сетевых технологий сборка, установка и обслуживание роботов стали более быстрыми и менее дорогостоящими, чем раньше. Например, если раньше датчики и исполнительные механизмы должны были быть индивидуально подключены к контроллерам роботов с помощью специальной проводки через клеммные колодки, разъемы и распределительные коробки, теперь они используют технологии plug-and-play, в которых компоненты могут быть подключены с помощью более простой сетевой проводки.Компоненты автоматически идентифицируются для системы управления, что значительно сокращает время настройки. Эти датчики и исполнительные механизмы также могут контролировать себя и сообщать о своем состоянии системе управления, чтобы помочь контролировать процесс и собирать данные для технического обслуживания, а также для постоянного улучшения и устранения неисправностей. Другие стандарты и сетевые технологии также упрощают подключение роботов к более широким производственным системам.
Новые возможности
Роботы тоже становятся умнее.В то время как ранние роботы слепо следовали одному и тому же пути, а в более поздних итерациях для определения ориентации деталей и материалов использовались лазеры или системы технического зрения, роботы последних поколений могут интегрировать информацию от нескольких датчиков и адаптировать свои движения в режиме реального времени. Это позволяет им, например, использовать обратную связь по усилию, чтобы имитировать навыки мастера в шлифовании, удалении заусенцев или полировке. Они также могут использовать более мощные компьютерные технологии и анализ в стиле больших данных. Например, они могут использовать спектральный анализ для проверки качества сварного шва в процессе его изготовления, что значительно сокращает количество требуемых послепроизводственных проверок.
Роботы берут на себя новые роли
Сегодня эти факторы помогают ускорить внедрение роботов в тех областях, в которых они уже сегодня преуспевают: повторяющиеся массовые производственные операции. По мере того, как стоимость и сложность автоматизации задач с помощью роботов снижается, вполне вероятно, что те компании, которые уже используют роботов, будут использовать их еще больше. Однако в ближайшие пять-десять лет мы ожидаем более фундаментальных изменений в задачах, для решения которых роботы станут технически и экономически жизнеспособными (Иллюстрация 2).Вот несколько примеров.
Приложение 2
Мы стремимся предоставить людям с ограниченными возможностями равный доступ к нашему сайту. Если вам нужна информация об этом контенте, мы будем рады работать с вами. Напишите нам по адресу: [email protected]Мелкосерийное производство
Присущая устройству гибкость, которую можно быстро и легко программировать, значительно сокращает количество раз, которое робот должен повторять заданное задание, чтобы оправдать затраты на его покупку и ввод в эксплуатацию.Это снизит порог объема и сделает роботов экономичным выбором для нишевых задач, где годовые объемы измеряются десятками или сотнями, а не тысячами или сотнями тысяч. Это также сделает их жизнеспособными для компаний, работающих с небольшими партиями и значительным разнообразием продукции. Например, продукты с гибкими гусеницами, которые сейчас используются в аэрокосмической отрасли, могут «ползать» по фюзеляжу, используя зрение для управления своей работой. Снижение затрат, обеспечиваемое такой автоматизацией небольшого объема, принесет пользу многим организациям различного типа: небольшие компании смогут впервые получить доступ к робототехнике, а более крупные могут расширить ассортимент своих продуктов.
Хотите узнать больше о нашей операционной практике?Новые технологии, вероятно, еще больше упростят программирование роботов. Хотя уже принято обучать роботов, проводя их через серию движений, например, быстрое совершенствование технологии распознавания голоса означает, что вскоре станет возможным давать им устные инструкции.
Задачи с высокой степенью вариативности
Достижения в области искусственного интеллекта и сенсорных технологий позволят роботам справляться с гораздо большей степенью изменчивости задач.Способность адаптировать свои действия в ответ на изменения в окружающей среде создаст возможности для автоматизации в таких областях, как переработка сельскохозяйственной продукции, где существует значительная вариативность по частям. В Японии испытания уже продемонстрировали, что роботы могут сократить время, необходимое для сбора урожая клубники, до 40 процентов, используя систему стереоскопического изображения для определения местоположения фруктов и оценки их спелости.
Эти же возможности будут способствовать повышению качества во всех секторах.Роботы смогут компенсировать потенциальные проблемы с качеством во время производства. Примеры здесь включают изменение силы, используемой для сборки двух частей, в зависимости от разницы в размерах между ними, или выбор и комбинирование различных размеров. компоненты для достижения правильных окончательных размеров.
Данные, генерируемые роботами, и передовые методы анализа, позволяющие их лучше использовать, также будут полезны для понимания основных движущих сил качества. Если требования к крутящему моменту, превышающие нормальные, во время сборки, оказываются связаны с преждевременным выходом продукта из строя в полевых условиях, например, в производственных процессах. может быть адаптирован для обнаружения и исправления таких проблем во время производства.
Комплексные задачи
В то время как современные роботы общего назначения могут управлять своим движением с точностью до 0,10 миллиметра, некоторые текущие конфигурации роботов имеют повторяемую точность 0,02 миллиметра. Будущие поколения, вероятно, предложат еще более высокий уровень точности. Такие возможности позволят им участвовать во все более сложных задачах, таких как заправка игл или сборка сложных электронных устройств. Роботы также становятся более скоординированными, благодаря наличию контроллеров, которые могут одновременно управлять десятками осей, что позволяет нескольким роботам работать вместе над одной и той же задачей.
Наконец, передовые сенсорные технологии и мощность компьютера, необходимая для анализа данных с этих сенсоров, позволят роботам выполнять такие задачи, как огранка драгоценных камней, которые ранее требовали высококвалифицированных мастеров. Те же технологии могут даже допускать действия, которые сегодня невозможно выполнить вообще: например, регулировка толщины или состава покрытий в реальном времени при их нанесении для компенсации отклонений в нижележащем материале или «покраска» электроники. схемы на поверхности конструкций.
Работаем вместе с людьми
Компании также будут иметь гораздо больше свободы решать, какие задачи автоматизировать с помощью роботов, а какие выполнять вручную. Усовершенствованные системы безопасности означают, что роботы могут занять новые позиции рядом со своими коллегами-людьми. Если датчики указывают на риск столкновения с оператором, робот автоматически замедлится или изменит свой путь, чтобы избежать столкновения. Эта технология позволяет использовать роботов для выполнения индивидуальных задач на сборочных линиях, которые в противном случае выполнялись бы вручную. А удаление защитных ограждений и блокировок означает снижение затрат – благо для небольших компаний.Возможность размещать роботов и людей рядом и перераспределять задачи между ними также способствует повышению производительности, поскольку позволяет компаниям перебалансировать производственные линии при колебаниях спроса.
Роботы, которые могут безопасно работать в непосредственной близости от людей, также проложат путь для приложений вдали от жестко контролируемой среды производственного цеха. Интернет-магазины и логистические компании уже внедряют роботизированную автоматизацию на своих складах. Однако представьте себе преимущества производительности, доступные курьеру по доставке посылок, если бы бортовой робот мог предварительно отсортировать посылки в транспортном средстве доставки между доставками.
Гибкие производственные системы
Системы автоматизации становятся все более гибкими и интеллектуальными, автоматически адаптируя свое поведение для максимального увеличения производительности или минимизации затрат на единицу продукции. Экспертные системы, используемые на линиях розлива и упаковки напитков, могут автоматически регулировать скорость всей производственной линии в зависимости от того, какая деятельность является критическим ограничением для данной партии. В автомобильном производстве экспертные системы могут автоматически вносить незначительные изменения в скорость линии, чтобы улучшить общий баланс отдельных линий и максимизировать эффективность всей производственной системы.
В то время как подавляющее большинство роботов, используемых сегодня, по-прежнему работают в высокоскоростных крупносерийных производственных приложениях, самые передовые системы могут вносить корректировки на лету, беспрепятственно переключаясь между типами продуктов без необходимости останавливать линию для изменения программ или перенастроить инструменты. Многие текущие и новые производственные технологии, от резки с числовым программным управлением (ЧПУ) до трехмерной печати, позволяют регулировать геометрию компонентов без необходимости смены инструмента, что позволяет производить партии размером до одного.Например, один производитель промышленных компонентов использует связь в реальном времени с помощью меток радиочастотной идентификации (RFID) для настройки формы компонентов в соответствии с требованиями различных моделей.
Замена стационарных конвейерных систем на автоматизированные управляемые транспортные средства (AGV) даже позволяет предприятиям плавно переконфигурировать поток продуктов и компонентов между различными рабочими станциями, позволяя выполнять производственные последовательности с совершенно разными этапами процесса в полностью автоматизированном режиме.Такая гибкость дает множество преимуществ: сокращение времени выполнения заказа и более тесная связь между спросом и предложением, ускорение вывода на рынок новых продуктов и упрощение производства продуктов с индивидуальными требованиями.
Принятие правильных решений по автоматизации
Имея такой огромный технологический потенциал, как компании выбирают лучшую стратегию автоматизации? Может быть слишком легко увлечься автоматизацией ради нее самой, но результатом такого подхода почти всегда являются проекты, которые стоят слишком дорого, требуют слишком много времени для реализации и не соответствуют поставленным бизнес-целям.
Успешная стратегия автоматизации требует хороших решений на нескольких уровнях. Компании должны выбрать, какие действия следует автоматизировать, какой уровень автоматизации использовать (от простых контроллеров с программируемой логикой до сложных роботов, управляемых датчиками и интеллектуальными адаптивными алгоритмами) и какие технологии следует принять. На каждом из этих уровней компании должны обеспечить соответствие своих планов следующим критериям.
Великая переделка: производство для современностиЭтот сборник из 21 статьи дает практические советы руководителям производства, которые хотят быть на шаг впереди сегодняшних сбоев.
Стратегия автоматизации должна согласовываться со стратегией бизнеса и операций. Как мы уже отмечали выше, автоматизация позволяет достичь четырех основных целей: повышение безопасности труда, снижение затрат, повышение качества и повышение гибкости. При правильном выполнении автоматизация может обеспечить улучшения во всех этих областях, но баланс преимуществ может варьироваться в зависимости от различных технологий и подходов. Правильный баланс для любой организации будет зависеть от ее общей операционной стратегии и бизнес-целей.
Программы автоматизации должны начинаться с четкой формулировки проблемы. Также важно указать причины, по которым автоматизация является правильным решением. Каждый проект должен иметь возможность определять, где и как автоматизация может предлагать улучшения, и показывать, как эти улучшения связаны с общей стратегией компании.
Автоматизация должна показывать четкую окупаемость инвестиций. Компаниям, особенно крупным, следует позаботиться о том, чтобы не переоценивать, не усложнять и не перерасходовать свои инвестиции в автоматизацию.Выбор правильного уровня сложности для удовлетворения текущих и прогнозируемых будущих потребностей требует глубокого понимания процессов и производственных систем организации.
Платформа и интеграция
Компании сталкиваются с растущим давлением, требующим максимальной отдачи от своих капитальных вложений и сокращения времени, необходимого для перевода новых продуктов от проектирования до полномасштабного производства. Системы автоматизации зданий, подходящие только для одной линейки продуктов, противоречат обеим этим целям, требуя повторяющихся, длительных и дорогостоящих циклов проектирования оборудования, закупок и ввода в эксплуатацию.Лучшим подходом является использование производственных систем, ячеек, линий и фабрик, которые можно легко модифицировать и адаптировать.
Подобно тому, как стратегии платформенности и модульности упростили и снизили стоимость управления сложными портфелями продуктов, платформенный подход будет приобретать все большее значение для производителей, стремящихся максимизировать гибкость и экономию на масштабе в своих стратегиях автоматизации.
Технологические платформы, такие как манипулятор, оснащенный сварочным пистолетом, источником питания и управляющей электроникой, можно стандартизировать, применять и повторно использовать в различных приложениях, что упрощает программирование, обслуживание и поддержку продукта.
Системы автоматизациитакже должны быть хорошо интегрированы в другие системы организации. Эта интеграция начинается с обмена данными между машинами в производственном цехе, что упрощается благодаря современным промышленным сетевым технологиям. Но это также должно распространяться на более широкую организацию. Прямая интеграция с системами автоматизированного проектирования, комплексного компьютерного проектирования и планирования ресурсов предприятия ускорит разработку и развертывание новых производственных конфигураций и позволит гибким системам почти в реальном времени реагировать на изменения спроса или доступности материалов.Данные о переменных процесса и производственных характеристиках, протекающих в обратном направлении, будут регистрироваться в целях обеспечения качества и использоваться для информирования о улучшениях конструкции и будущих поколениях продукции.
Интеграция также выйдет за пределы завода. Компаниям потребуется не просто тесное сотрудничество и беспрепятственный обмен информацией с клиентами и поставщиками; им также необходимо будет наладить такие отношения с производителями технологического оборудования, которые будут все больше владеть ноу-хау и интеллектуальной собственностью, необходимыми для обеспечения оптимальной работы систем автоматизации.Технология, необходимая для такой интеграции, становится все более доступной благодаря доступности открытых архитектур и сетевых протоколов, но потребуются изменения в культуре, процессах управления и мышлении, чтобы сбалансировать затраты, выгоды и риски.
