
Самодельный намоточный станок с укладчиком
В работе радиолюбителей и электриков полезны устройства для наматывания медного провода диаметром 1,5 мм на специальную электрическую катушку. В промышленных условиях данный процесс требует скорости и точности. Домашние мастера могут воспроизвести такую технологию. Для этого понадобится самодельный намоточный станок. Для него характерны такие признаки:
- простота создания и эксплуатации;
- возможность использования разных трансформаторов;
- наличие дополнительных функций: подсчет количества проволочных мотков.
Метод работы намоточного станка
Станок для намотки – востребованное оборудование, с помощью которого наматывают трансформаторные однослойные и многослойные катушки цилиндрического типа и всевозможные дроссели. Намоточное устройство равномерно распределяет проволоку обмотки с определенным уровнем натяжения. Оно бывает ручным и автоматическим, и работает по такому принципу:
Как работает станок для намотки
- Вращение рукоятки задает намотку проводки или кабеля на каркас катушки.
 Она служит основанием изделия и надевается на специальный вал.
Она служит основанием изделия и надевается на специальный вал. - Проволока перемещается горизонтально благодаря направляющему элементу укладчика.
- Количество витков определяют специальные счетчики. В самодельных конструкциях эту роль может выполнять велосипедный спидометр или магнитно-герконовый датчик.
 Она служит основанием изделия и надевается на специальный вал.
Она служит основанием изделия и надевается на специальный вал.Ручной прибор для укладки провода довольно примитивный, поэтому редко применяются на производстве.
Намоточный станок на механическом приводе позволяет выполнять сложную обмотку:
- рядовую;
- тороидальную;
- перекрестную.
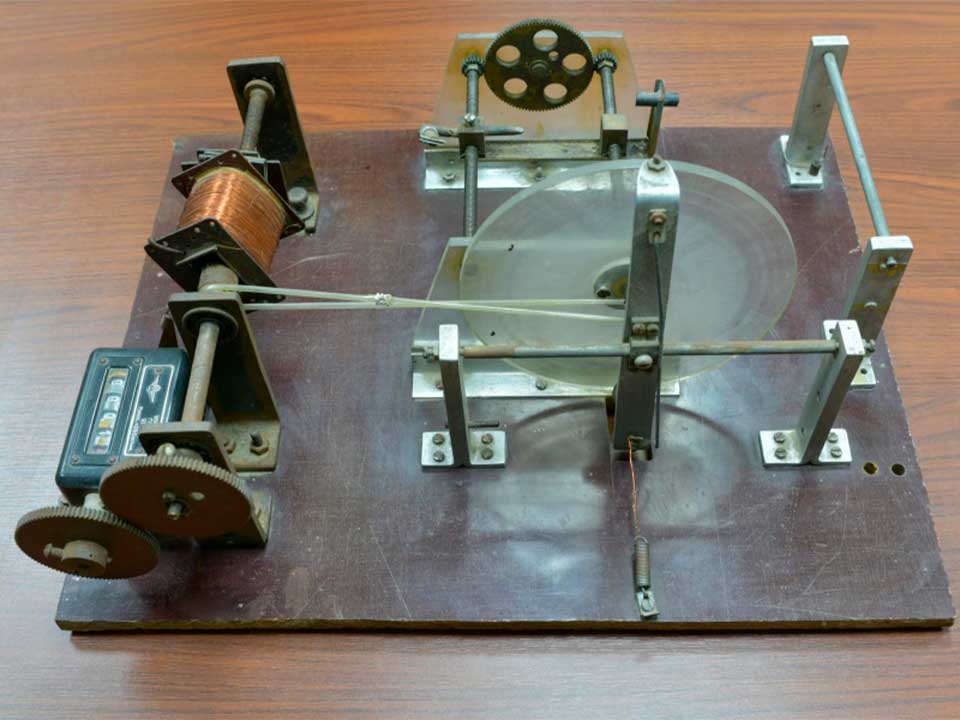
Ручной намоточный станок с механическим счетчиком оборотов
Он функционирует с помощью электрического двигателя, который задает движение промежуточного вала с использованием ременной передачи и трехступенчатых шкивов. Большую роль при этом играет фрикционная муфта сцепления. Благодаря ей станок работает плавно, без толчков и обрывов проволоки. Шпиндель с закрепленной оправой, на которую надета катушка, производит запуск счетчика. Намоточный станок настраивается с помощью винта под любую ширину катушечного каркаса.
Намоточный станок настраивается с помощью винта под любую ширину катушечного каркаса.
Современные модели оснащены цифровым оборудованием. Они работают посредством специально заданной программы, которая хранит информацию в запоминающем устройстве. Значение длины и диаметра провода позволяет точно определить точку пересечения линий.
Современные намоточные станки оснащены специальными счетчиками
Инструменты для намотки трансформатора
Прежде всего следует подумать о том, чтобы облегчить себе работу с помощью различных приспособлений. При заводском производстве трансформаторов они изготавливаются, разумеется, при помощи особых станков, а не вручную.
Едва ли любителю имеет смысл думать о станке, но простые устройства для облегчения работы наверняка себя оправдают.
Простейший вариант – две стойки, прикрепленные к деревянной доске, и металлический прут между ними, с одной стороны изогнутый в форме рукоятки. Внешне что-то вроде вертела. Прут продет сквозь отверстия в стойках, толщиной обычно не более 1 см.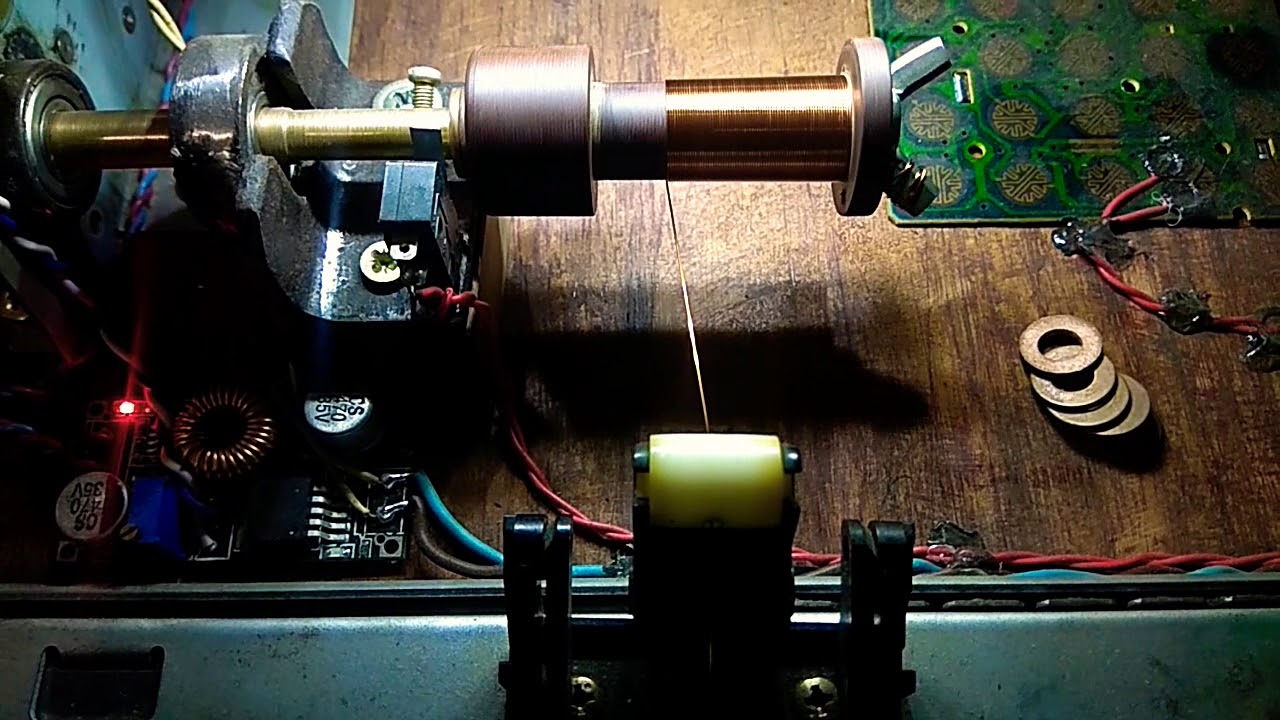 Ось «вертела» должна быть продета сквозь каркас будущего трансформатора (на его изготовлении мы не останавливаемся, так как его тип и особенности зависят от предполагаемой функции прибора). Обычно для этого используют деревянную колодку с отверстием для оси и по размерам подходящей к каркасу.
Ось «вертела» должна быть продета сквозь каркас будущего трансформатора (на его изготовлении мы не останавливаемся, так как его тип и особенности зависят от предполагаемой функции прибора). Обычно для этого используют деревянную колодку с отверстием для оси и по размерам подходящей к каркасу.
Схема станка для намотки трансформаторов.
При наличии ручной дрели задача упрощается. Дрель надежно крепится параллельно столу (можно просто зажать в тиски) таким образом, чтобы рукоять ее могла крутиться свободно. В патрон дрели вставляется металлический прут с насаженной на него колодкой, на которой закреплен каркас трансформатора. В идеале прут должен быть с резьбой, тогда колодку можно легко зафиксировать, просто зажав ее с двух сторон гайками. В некоторых случаях удается вовсе обойтись без колодки, зажимая каркас либо самими гайками, либо деревянными дощечками или текстолитовыми пластинками.
Можно использовать в качестве механизма для намотки телефонный индуктор, станок для текстильных шпулей, устройство для перемотки кинопленки и другие подобные механизмы. Ключевой момент – «мягкий», без рывков, ход процесса.
Ключевой момент – «мягкий», без рывков, ход процесса.
Кроме того, вам понадобится и приспособление для размотки (особенно в том случае, если вы используете в качестве источника провода старый трансформатор). Ход его тоже должен быть равномерным, чтобы не усложнять процесс наматывания нового трансформатора, а также не повреждать изоляцию провода. Обычно разматывающее устройство изготавливается по аналогии с наматывающим, но ручка для вращения необязательна.
Полезным может оказаться и дополнительное устройство для счета числа витков. Можно обойтись устным счетом, когда считается каждый виток (или пара витков), а каждая сотня отмечается на бумаге. Если используется станок с шестеренчатой передачей, не следует забывать о коэффициенте передачи.
Однако можно применить и какой-нибудь прибор. Подойдут водяной счетчик, электросчетчик, спидометр для велосипеда. Счетчик соединяют со станком для намотки с помощью гибкого валика (резиновая трубка с достаточно толстыми стенками) или шестеренок.
Механизм намоточного станка
Станок для намотки классифицируют по группам:
- рядовой;
- универсальной;
- тороидальной намотки.
Каждое изделие имеет индивидуальную конструкцию.
Намоточный станок, выполняющий рядовую укладку проволоки, состоит из таких элементов:
- Механизм намотки имеет вид сварной рамы, которая оборудована двигателем, зубчато-ременной передачей, передней и задней бабкой.
- Механизм раскладки позволяет перемещать длинномерный материал вдоль оси намотки. Это сварная конструкция, по которой двигается каретка с направляющими роликами для провода.
- Модели устройств отличаются друг от друга габаритами и функциональными возможностями.
Стандартная модель прибора для укладки провода несколькими перегибами за один оборот предполагает наличие таких элементов:
Составляющие станка
- Основной каркас, состоящий из деревянных или металлических стоек, которые занимают вертикальное положение.

- Между опорами расположены две горизонтальные оси: одна предназначена для пластин, другая – для катушки.
- Сменные шестерни, посылающие на катушку вращение.
- Рукоятка, которая вращает катушечную ось. Для ее фиксации используют цанговый зажим.
- Фиксаторы: гайки, винты.
Намотка проволоки на тороидальные сердечники осуществляется посредством специализированного оборудования кольцевого типа:
- Приспособление имеет вид челнока, работающего по принципу швейной иглы.
- Шпуля представляет собой механизм двух пересекающихся колец с вынимающимся сектором, на который устанавливают тороидальный каркас.
- Вращение шпули задает электродвигатель.
Необходимые материалы и комплектация для изготовления
Чтобы собственноручно сделать станок для намотки проволоки на круглый каркас, понадобится несколько деталей.
Станина из листового материала, скрепленного сварочным методом. Оптимальная толщина основания – 15 мм, боковых частей – 6 мм. Устойчивость конструкции обеспечивается ее тяжестью:
Устойчивость конструкции обеспечивается ее тяжестью:
Схема станины станка
- Боковые части прикладывают друг к другу, одновременно просверливают в них отверстия.
- Подготовленные элементы приваривают к основанию.
- В высоко расположенные пробоины монтируют втулки, в нижние – подшипники, которые можно взять из использованного дисковода.
- Крепежные детали с внешней стороны боковин надежно фиксируют крышками.
Важные составляющие конструкции станка – валы:
- Верхний вал диаметром 12 мм держит каркас катушки. Его роль может исполнять аналогичная конструктивная деталь вышедшего из строя матричного принтера.
- На средний вал такого же диаметра опирается устройство подачи длинномерного материала. Перед вводом в эксплуатацию его желательно отполировать.
- Нижний вал является подающим элементом. Его размеры зависят от шага резьбы.
Самодельный намоточный станок — схема устройства
Втулка укладчика диаметром и длиной по 20 мм. Ее внутренняя резьба совпадает с резьбой нижнего вала.
Ее внутренняя резьба совпадает с резьбой нижнего вала.
Шкивы – трехступенчатые, выточенные из стали, общей толщиной не более 20 мм. В противном случае придется увеличить хвостовики верхнего и нижнего валов. Каждый блок содержит три канавки с разным диаметром, в зависимости от сечения проволоки. Их ширина определяется пассиками. Такая комбинация обеспечивает большое разнообразие шагов намотки провода.
↑ Итого
Уже опробовал станок в намотке проводом 0,315 (мотал выходной трансформатор для гитарного усилителя на каркасе от ОСМ-0,16). Качеством намотки и работой доволен.
Надеюсь, моя статья поможет кому-то. С развитием автоматизации думаю о добавлении двигателя на основную ось и об обновлении программки для управлением вторым шаговым двигателем. Автоматизация — двигатель лени!
Устройство укладчика проволоки
Укладка и намотка проволоки осуществляются за счет трех пластин, скрепленных между собой винтами диаметром 20 мм. В верхней части делают небольшое отверстие 6 мм, куда вставляют винт регулировки натяжения:
- В верхнюю и нижнюю часть внутренней пластины монтируют фторопластовую и стальную втулки диаметром и длиной по 20 мм.

- Между наружными элементами вклеивают кожаный желобок толщиной до 2-х мм, необходимый для выравнивания и натягивания проволоки катушки.
- Вверху укладчика монтируют специальный стержень с резьбой или мини-струбцину, которая скрепляет внешние пластины и регулирует натяжение. Расстояние крепления зависит от диаметра провода.
- Для удобства работы конструкцию дополнительно оснащают откидным кронштейном для катушки.
↑ Алгоритм работы моей программы
Опишу алгоритм работы программы, каким я для себя видел. Включаем контроллер и на семисегментном индикаторе горят «0,00» нули. С помощью кнопок «+1» и «-1» выставляем значение диаметра провода (например 0,31) и жмём кнопку «СТАРТ».
Контроллер, исходя из выше изложенной константы «А = 0,02», делает пересчёт сколько импульсов ему нужно подавать на драйвер шагового двигателя для его перемещения на расстояние 0,31 мм. Т.е. 0,31/0,02 = 15,5 импульсов. Так как число импульсов должно быть целое число контроллер выдаёт 16 импульсов (или 15). Погрешность есть, куда без неё.
Погрешность есть, куда без неё.
Жмём кнопку «СТАРТ», на самом первом индикаторе загорается маленький квадратик и программа переходит в следующий этап работы, где контроллер ждёт сигнала от датчика, который будет на оси с катушкой, для разрешения выдать пачку импульсов для шагового двигателя. Вот он получает импульс и МК выдаёт пачку импульсов. Каретка проводоукладчика перемещается и ждёт следующего разрешающего импульса.
Изготовление счетчика витков
Для определения количества намотанных витков на станке необходим специальный счётчик. В самодельном станке устройство делают так:
Счетчик для намоточного станка — схема
- К верхнему валу крепят электромагнит.
- Герметизированный контакт располагают на одной из боковин.
- Выведенные контакты геркона соединяют с калькулятором в том месте, где находится кнопка «=».
- Катушку с проводом размещают отдельно – на другом валу с рычагами, которые поднимают устройство вверх и складывают его внутрь станка.
Благодаря этим элементам, оборудование становится компактным и не занимает много места.
Принцип работы на станке
Трудиться на сконструированном станке несложно. Технологический процесс требует выполнения определенных действий:
- Верхний вал подготавливают к работе: снимают шкив, задают нужную длину каркаса катушки, устанавливают правый и левый диски.
- В отверстие верхнего вала вставляют крепежное изделие, центрируют и зажимают каркас специальной гайкой.
- На подающий вал монтируют нужный шкив для первичной обмотки.
- Напротив каркаса катушки устанавливается укладчик.
- Пассик одевают на шкивы кольцом или восьмеркой, в зависимости от вида укладки.
- Металлический провод заводят под дополнительный вал, укладывают в желобок, закрепляют.
- Натяжение проволоки регулируют при помощи зажимов, расположенных вверху укладчика.
- Провод должен плотно наматываться на основу катушки.
- На калькуляторе фиксируют числовое значение «1+1».

- Каждый оборот вала прибавляет заданный счет.
- Если витки нужно отмотать назад, на вычислительном устройстве нажимают «–1».
- Когда провод достигнет противоположной части каркаса, с помощью цангового зажима меняют положение пассика.
Под разную толщину металлического провода соотносят шкив с шагом намотки.
Намотка тороидального трансформатора своими руками
Намотка трансформатора своими руками — задача несложная, если к ней подготовиться заранее. Люди, которые изготавливают различную радиоаппаратуру или силовые инструменты, имеют потребность в трансформаторах для конкретных нужд. Поскольку далеко не всегда предоставляется возможность приобрести определенные изделия, то мастера зачастую наматывают тороидальные трансформаторы самостоятельно. Те, кто в первый раз пытаются провести обмотку, сталкиваются с трудностями: не могут определить правильность расчетов, подобрать соответствующие детали и технологию. Необходимо понимать, что разные типы наматываются по-разному.
- Подготовка к проведению намотки
- Необходимые материалы
- Как ускорить рабочий процесс
Также кардинально отличаются тороидальные устройства. Расчет тороидального трансформатора и его намотка будут особыми. Так как радиолюбители и мастера создают детали под силовое оборудование, но не всегда обладают достаточными знаниями и опытом для их изготовления, то этот материал поможет данной категории людей разобраться с нюансами.
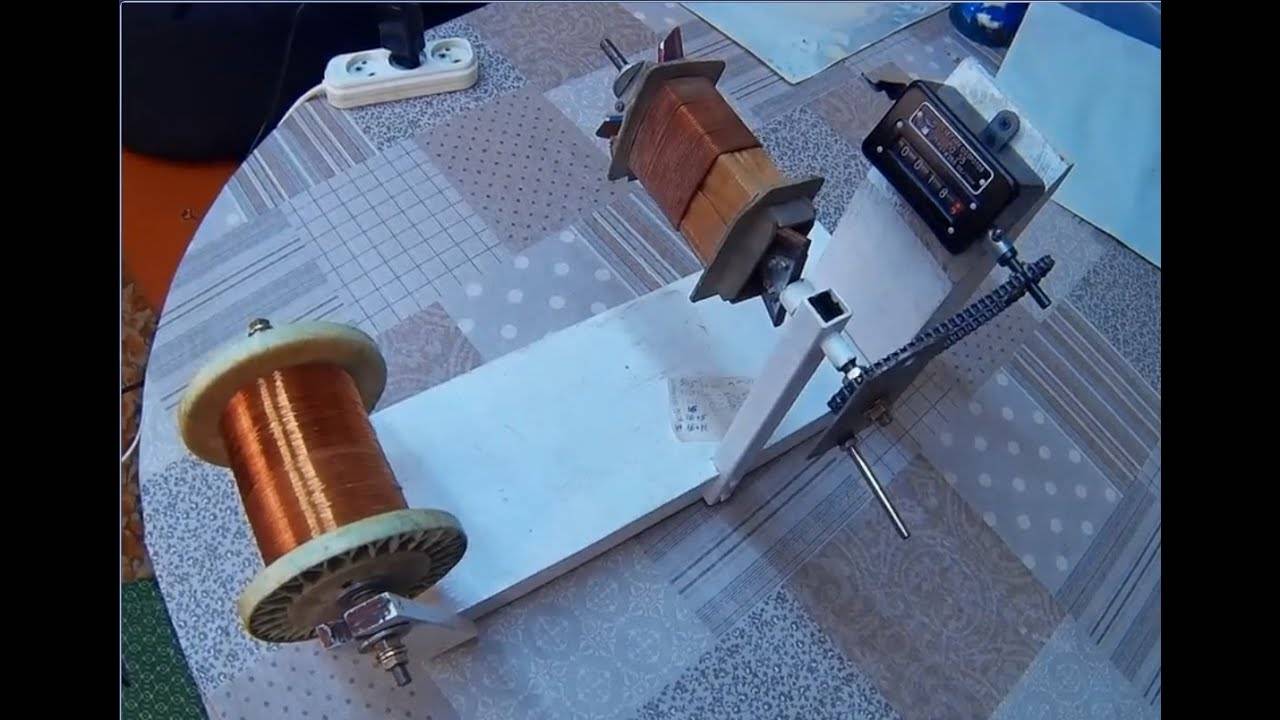
Намоточный станок
Главная › Новости
Опубликовано: 03.09.2018
Намоточный станок с автоукладчиком | Намоточный станок ЧПУ своими руками
Устройства для наматывания медного провода часто используются в работе электриков и радиолюбителей. В качестве основы для провода используют специальную катушку. При проведении работы в промышленности процесс требует точности и скорости. В домашних мастерских намоточный станок также может применяться для проведения рассматриваемой работы.
В домашних мастерских намоточный станок также может применяться для проведения рассматриваемой работы.
Самодельный намоточный станок m63
Намоточный станок
Метод работы намоточного станка
На сегодняшний день намоточный станок считается весьма востребованным оборудованием, при его применении проводится создание однослойных и многослойных катушек трансформаторного типа. За счет подобного механизма можно равномерно распределить проволоку на подготовленные барабаны. Выделяют ручные и автоматические варианты исполнения станков, оба работают по схожему признаку:
Основное вращение может передаваться от установленного электрического привода или механической рукоятки. В случае рукоятки она крепится на вал, который также используется для крепления барабана.
Укладка проволоки упрощается за счет специального направляющего элемента. Именно он также обеспечивает равномерность распределения мотков.
Специальный счетчик может определять количество витков, которые укладываются на барабан. При изготовлении самодельных конструкций в качестве счетчика может использоваться велосипедный спидометр.
Именно он также обеспечивает равномерность распределения мотков.
Специальный счетчик может определять количество витков, которые укладываются на барабан. При изготовлении самодельных конструкций в качестве счетчика может использоваться велосипедный спидометр.
Устройство намоточного станка
Применение специального механизма позволяет проводить рядовую и тороидальную, перекрестную укладку проволоки. Электрический вариант исполнения характеризуется высокой эффективностью, вращение передается от электрического двигателя через ременную передачу и шкивы. Фрикционная муфта делает работу более плавной, что исключает вероятность обрыва.
Современные варианты исполнения оснащены цифровым оборудованием. Установленные блоки памяти могут не только считать количество витков, но и запоминать эту информацию.
Механизм намоточного станка
Рассматривая ручной намоточный станок нужно учитывать, что в продаже есть несколько различных вариантов конструкции: рядовой, тороидальный и универсальный. Все варианты исполнения характеризуются определенными особенностями, которые нужно учитывать.
Все варианты исполнения характеризуются определенными особенностями, которые нужно учитывать.
Схема сборки намоточного станка
Намоточный станок, который проводит рядовую укладку проволоки, состоит из следующих элементов:
В основе конструкции лежит сварная рама, которая имеет посадочные места и отверстия для фиксации других основных элементов. Подобный станок обладает механизмом, за счет которого длинномерный материал распределяется по всей длине барабана равномерно. Распределение проводится за счет каретки с направляющими роликами, которая и переводится вдоль барабана. Модели намоточных станков могут отличаться друг от друга размерами и функциональными возможностями.
Встречаются и стандартные механизмы, предназначенные для укладки проволоки. Среди их особенностей можно отметить следующие моменты:
Основная часть конструкции представлена каркасом, который изготавливается из металла и дерева. Она расположена вертикально.
Если наматывать нужно на тороидальные сердечники, то используется механизм кольцевого типа. Он имеет следующие особенности:
Конструкция напоминает челнок, который работает по принципу швейной иглы. Намоточное устройство подобного типа имеет шпулю. Она представлена сочетанием двух пересекающихся колец со съемным сектором. Для того чтобы шпуля вращалась устанавливают электрический двигатель.
При учете особенностей подобных механизмов можно создать самодельный намоточный станок. Он не будет существенно уступать покупным, при этом обойдется недорого.
Необходимые материалы и комплектация для изготовления
Основным элементом практически любой конструкции можно назвать каркас.
Самодельный намоточный станок не должен выдерживать большую нагрузку. Поэтому в отдельных элемента просверливаются отверстия, после чего привариваются к основанию. В ранее созданных отверстиях монтируют втулки, в нижних располагают подшипники. С внешней стороны конструкции крепежные элементы прикрываются крышками. Верхний вал должен иметь диаметр 12 мм. Он предназначен для фиксации катушки. Средний предназначен для распределения нити по барабану. Перед тем как использовать механизм этот элемент полируется. Нижний вал предназначается для подачи длинномерного материала. Его размер может варьировать в большом диапазоне.
Намоточное устройство может изготавливаться самостоятельно. Рекомендуется использовать трехступенчатые шкивы, которые вытачиваются из закаленной стали.
Устройство укладчика проволоки
Процесс распределения длинномерного материала осуществляется за счет трех пластин, которые соединяются между собой. В верхней части создаваемой конструкции просверливается отверстие 6 мм. Он служит для установки винта:
В верхней части создаваемой конструкции просверливается отверстие 6 мм. Он служит для установки винта:
В пластины монтируются втулки, диаметр и длина которых 20 мм. Наружные элементы соединяются при вклеивании желоба из кожи. Они требуются для выравнивания и натягивания катушки. Сверху крепится стержень из стали, на котором есть витки резьбы. Он предназначен для скрепления пластин. Упростить процесс можно при установке откидного кронштейна.
Устройство укладчика проволоки
Самодельный намоточный станок характеризуется высокой эффективностью. Намоточное устройство изготовить достаточно просто даже при использовании простых материалов и инструментов.
Изготовление счетчика витков
На верхний бал крепится обычный электрический магнит. К одной из сторон подводится изолированный провод.
Отводимые контакты подсоединяются к специальному калькулятору.
Катушка с проводом размещается отдельно.
К одной из сторон подводится изолированный провод.
Отводимые контакты подсоединяются к специальному калькулятору.
Катушка с проводом размещается отдельно.
За счет подобно расположения основных элементов счетчик получается компактным и весьма эффективным в применении. Станок для намотки с самодельным устройством подсчета витков дает небольшую погрешность, что стоит учитывать.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Усилитель AA8V 6146B — детали конструкции пластины и 10-метровой катушки резервуара
Усилитель AA8V 6146B — детали конструкции пластины и катушки резервуара 10 м Детали конструкции плиты и 10-метрового резервуараНажмите на изображение для просмотра в увеличенном виде.
Нажмите здесь, чтобы получить подробную вид.
| 6146 Усилитель — главная страница и Фотографии экстерьера | Пластина и 10-метровая катушка с резервуаром Детали конструкции |
| Фото салона готового усилителя | Строительство ввода Катушки L1 и L2 |
| Усилитель Принципиальные схемы и описания цепей | Клетка высокого напряжения Строительство |
| Источник питания Принципиальные схемы и описания цепей | 6146B Силовая труба луча и Спецификации |
| Фото строительства | Типичный Условия эксплуатации |
Детали катушки бака пластины:
Основной индуктор:
При сборке радиолюбительского оборудования некоторые из самых сложных
детали, которые нужно найти или изготовить, – это катушки индуктивности. Часто невозможно купить
правильный проводник новый или хотя бы найти его на барахолке хамфеста. Как результат,
строителю часто приходится изготавливать индуктор с нуля.
Часто невозможно купить
правильный проводник новый или хотя бы найти его на барахолке хамфеста. Как результат,
строителю часто приходится изготавливать индуктор с нуля.
Первоначальные планы усилителя предусматривали 18 витков провода № 16, 2 дюйма в диаметром, с шагом 10 витков на дюйм и резьбой на 1 1/8, 5 1/8 и 11 1/8 витков от торца пластины для основного индуктора. Согласно оригиналу планы, кусок катушки B & W # 3907-1 заполнит счет. Строитель нужно было только купить катушку, обрезать ее по длине и нарезать ее в нужном месте. места. Ах, это были старые добрые времена….. Однако сейчас очень Трудно найти акции черно-белых катушек, а если и найдутся, то очень дорогие. Решение – изготовить индуктор самостоятельно с нуля.
Где взять материалы:
К счастью для нас, формы для катушек легко доступны в хозяйственном магазине в
форма водопроводной трубы ABS и муфт. Они идеально подходят для использования в качестве катушки
формы. Для змеевика основного бака была найдена белая муфта ABS с наружной
диаметром 2″.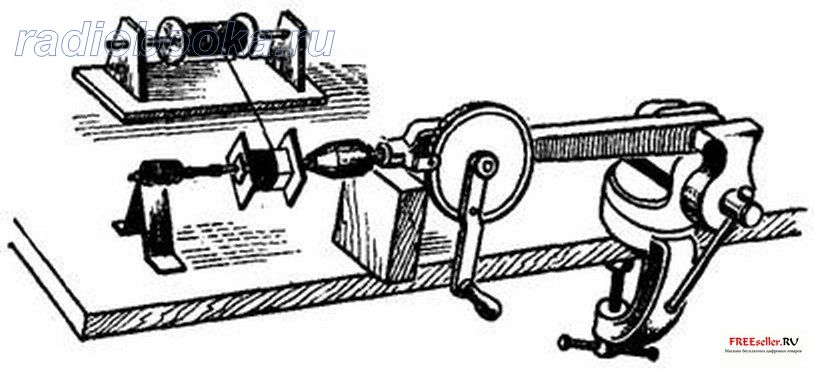
В качестве провода используйте неизолированный медный провод №16. Если вы не можете найти неизолированный провод №16, просто купите прочный #16 MTW (провод для станка) и снимите изоляцию.
| Отшлифовать углубления на рулоне Форма: Хитрость в намотке катушки заключается в том, чтобы витки оставались на месте. Мое решение должен был использовать инструмент Dremel для шлифовки небольших углублений в форме катушки каждый раз. 1/10″ с одной стороны формы. С другой стороны формы натрите идентичный набор углублений, но | Отшлифуйте углубления на форме катушки с помощью Инструмент Dremel, помогающий удерживать витки на месте.  |
| Установите крепежные винты и намотайте катушку: Затем установите пару крепежных винтов № 6 или № 8 на форму катушки, как показано на рисунке. фото справа. Они должны быть установлены так, чтобы поместилось 18 витков провода. между ними. Убедитесь, что у вас достаточно провода для 18 витков, затем закрепите один конец провода к одному из винтов на форме катушки. Другой конец проволоки привяжите к прочному поддержка как верстак или дверная ручка. Натяните провод как можно туже и затем намотайте проволоку на форму, убедившись, что проволока сидит в отступы, которые вы сделали в форме. Закончите, завязав провод на другом машинный винт. | Установите крепежные винты на каркас катушки и намотайте катушку. |
| Приклейте витки на место: Как только витки будут плотно намотаны, вы можете отрегулировать их, чтобы выровнять расстояние.  Затем нанесите каплю эпоксидного клея вдоль одной стороны катушки, чтобы закрепить витки.
место. Капельку клея можно увидеть на фото справа. Затем нанесите каплю эпоксидного клея вдоль одной стороны катушки, чтобы закрепить витки.
место. Капельку клея можно увидеть на фото справа. | Приклейте повороты эпоксидным клеем |
| Изготовление катушки 10 м: Катушка длиной 10 м состоит из 4 1/4 витков провода №14 диаметром 1 3/16 дюйма. Длина 5/8 дюйма. Если вы не можете найти оголенный провод №14, просто купите сплошной провод №14. МТЗ (провод станка) и снимите изоляцию. Возможно, вам придется охотиться найти что-то диаметром 1 3/16 дюйма, чтобы служить временным форма. Один из вариантов — найти столяра с токарным станком, который может выточить дюбель. до нужного размера. Намотайте витки близко друг к другу, а затем раздвиньте их пока катушка не станет нужной длины. Не забудьте оставить концы длинными, чтобы вы могли подключить их в цепь. Важное примечание: катушка 10 м является частью индуктивности на всех полосы, поэтому вы должны включить 10-метровую катушку, даже если вы не планируете работать на 10 м | Сделайте 10-метровую катушку, даже если не планируете оперировать 10м.  |
| Определите правильное расположение крана для каждого
Группа: Вы можете использовать мои точки отвода катушки, если хотите, но лучше всего способ найти правильный отвод для каждой полосы экспериментальным путем. После установки основной катушки и 10-метровой катушки, как видно справа, и
остальная часть передатчика завершена, используйте провод с небольшим крокодилом
зажим, чтобы закрепить на катушке приблизительное местонахождение крана. (Убедитесь, что
клипса аллигатор не замыкает на соседние витки! Измельчите зажим аллигатора
при необходимости.) Используйте мои точки касания в качестве начального
отправные точки. Включите передатчик в фиктивную нагрузку и ваттметр на
нужный диапазон и отрегулируйте настройки и регуляторы нагрузки для максимального выхода. Начинать
с как можно меньшим драйвом (расстраивайте входную цепь, если необходимо, чтобы
уменьшите драйв) до тех пор, пока вы не сможете резонировать цепь, затем вы можете увеличить
привод и выходная мощность. | Нажмите на изображение для просмотра в увеличенном виде. Нажмите здесь, чтобы получить подробную вид. Использовать мои точки доступа или, что еще лучше, экспериментально определить правильное расположение кранов. |
| Припаяйте выводы к катушке Как только вы будете уверены в правильном положении отводов, вы можете припаять их. место. Сначала используйте инструмент Dremel, чтобы выточить небольшую плоскую поверхность на проволоке катушки в Желаемое местоположение.  Затем залудить плоскость припоем. (Будьте осторожны, чтобы не перегреть
катушка!). Используйте плоскогубцы, чтобы сгладить конец проволоки для ответвлений, и
тогда и это олово. Затем вы можете прижать провод к плоскому пятну.
на катушку и припаяйте ее на место. Еще раз, будьте осторожны, чтобы не перегреть
катушка. Затем залудить плоскость припоем. (Будьте осторожны, чтобы не перегреть
катушка!). Используйте плоскогубцы, чтобы сгладить конец проволоки для ответвлений, и
тогда и это олово. Затем вы можете прижать провод к плоскому пятну.
на катушку и припаяйте ее на место. Еще раз, будьте осторожны, чтобы не перегреть
катушка. | Нажмите на изображение для просмотра в увеличенном виде. Припаяйте краны на место. |
| Крупный план готового змеевика: На этом виде готового змеевика вы можете видеть, как крепятся винты. прикреплен к катушке и как катушка установлена на керамической стойке изоляторы на задней стороне передней панели. Переключатель диапазонов можно увидеть на слева вверху на картинке. Хотя у переключателя диапазонов достаточно положений для всех радиолюбителей от 160-10 м осталось несколько позиций не подключен. Так как усилитель планировалось использовать только на 80, 40, 30, 20 и 15 м, к катушке были выполнены только те подключения.  Отвод 80 м
крепежный винт на передней части катушки, затем 40, 30 и 20 м
отводы, которые припаяны к правой стороне катушки. Отвод 15м припаян
к левой стороне катушки, к задней части. Отвод 80 м
крепежный винт на передней части катушки, затем 40, 30 и 20 м
отводы, которые припаяны к правой стороне катушки. Отвод 15м припаян
к левой стороне катушки, к задней части. | Нажмите на изображение для просмотра в увеличенном виде. Нажмите здесь, чтобы получить подробную вид. Крупный план готового змеевика |
| Адреса My Tap: На этой фотографии четко видно, где находятся отводы для каждой полосы, как я экспериментально определил их. Мои точки касания были следующими: 80м – вся катушка (т.е. левый конец на фото) 40 м – 7 1/8 оборота от левого конца 30 м – 10 1/8 оборота с левого конца 20 м – 13 1/8 оборота с левого конца 15 м – 1 1/2 оборота из справа конец | Нажмите на изображение для просмотра в увеличенном виде. Нажмите здесь, чтобы получить подробную вид.  Крупный план завершенного бакового контура, показывая расположение моих кранов |
 Пробуйте разные места касания, пока не найдете то, которое
дает наибольший выход. (Правильный отвод должен быть определен с помощью передатчика.
работает на полную мощность).
Пробуйте разные места касания, пока не найдете то, которое
дает наибольший выход. (Правильный отвод должен быть определен с помощью передатчика.
работает на полную мощность). Назад к доктору Грегу Латте Электротехника и радиолюбительские страницы
Вопросы, комментарии и электронная почта
Если у вас есть вопросы или комментарии, вы можете отправить электронное письмо доктору Грегу Латте по адресу [email protected]
Эта страница постоянно обновляется. Пожалуйста, заходите почаще.
Спасибо, что заглянули!
Секция экспериментатора: Намоточная машина для дросселей с разнесенными витками, декабрь 1931 г. QST
Декабрь 1931 QST Стол содержания Восковая ностальгия и изучение истории ранней электроники. См. статьи
от QST , опубликовано с декабря 1915 г. по настоящее время (посетите ARRL
для информации). |
 Настоящим признаются все авторские права.
Настоящим признаются все авторские права.Есть еще много людей, которые накручивают собственные катушки, будь то для радиолюбительской установки или для работы в лаборатории. Я знаю, что намотал много катушек на сверло или деревянный дюбель. Эта простая катушка намоточная машина, появившаяся в 1931 году в журнале QST, была бы удобной. дополнение к любому набору трюков, особенно если вы наматываете однослойные катушки, которые имеют фиксированное расстояние между обмотками. Домашние магазины, такие как Lowes и Home Depot продает небольшие куски дуба, которые идеально подходят для такого рода проектов. Немного морилки и слой лака придали бы ей настоящий винтажный вид. Используй свой паяльник, чтобы выжечь ваше имя на основе.
Намоточный станок для дросселей с разнесенными витками
Автор: WH Heathcote, ZT6X
Дроссели с объемной обмоткой легко изготавливаются при наличии токарно-винторезного станка, но эти
дорогие предметы редко являются частью оборудования радиолюбителя. Следующее описание
машины для намотки разнесенных дросселей, я надеюсь, поможет радиолюбителям, не
в собственности токарные станки. Большая часть материала будет найдена в мусорном ящике
средняя ветчина, но даже если все материалы придется покупать, стоимость будет
незначительный. Поскольку расстояние между обмотками уменьшает распределенную мощность дросселя
и, что более важно, повышает напряжение пробоя на концах витков, где напряжение
за оборот всегда самое высокое в передатчике любой мощности, время, затрачиваемое на создание
машина того стоит.
Следующее описание
машины для намотки разнесенных дросселей, я надеюсь, поможет радиолюбителям, не
в собственности токарные станки. Большая часть материала будет найдена в мусорном ящике
средняя ветчина, но даже если все материалы придется покупать, стоимость будет
незначительный. Поскольку расстояние между обмотками уменьшает распределенную мощность дросселя
и, что более важно, повышает напряжение пробоя на концах витков, где напряжение
за оборот всегда самое высокое в передатчике любой мощности, время, затрачиваемое на создание
машина того стоит.
На рис. 1 видно, что поперечное движение дросселя форма вдоль горизонтального стержня получается при повороте рукоятки по часовой стрелке направление. Гайка припаяна к круглой пластине, через которую продет резьбовой зазор стержневые винты перемещают форму дросселя, число оборотов на дюйм зависит по количеству витков на дюйм на дистанционном стержне.
Рис. 1
Кусок дерева размерами примерно 16 x 4 x 1 дюйм отлично подойдет в качестве плинтуса. и к нему привинчены два деревянных бруска для подшипников; это 2 3/4″
(в высоту) на 3 “х 1/2”. Один фиксируется примерно в полудюйме от края доски.
а другой на расстоянии 8 дюймов от первого. Еще один деревянный брусок 2 1/22 дюйма.
высотой, также 3 дюйма x 1/2 дюйма, установлен на расстоянии 4 дюймов от второго блока, и
к этому последнему блоку крепится круглая пластина. Главный вал представляет собой кусок стержня
12 дюймов в длину с резьбой полдюйма на одном конце и 1 1/2 дюйма на другом. Цель
втулки (см. рис. 1) для того, чтобы можно было вставить чок и
снимается с минимальными усилиями. Если главный вал высвобождается из гнезда
на котором припаян распорный стержень, необходимо только открутить барашковые гайки
на воротнике и главном валу можно мгновенно снять, тем самым освободив
удушающая форма. Рукав имеет длину 4 дюйма и достаточный диаметр, чтобы позволить
вал свободно проходит. Воротник длиной около 3/8 дюйма припаивается поверх
конец втулки, ближайший к коническому диску.
и к нему привинчены два деревянных бруска для подшипников; это 2 3/4″
(в высоту) на 3 “х 1/2”. Один фиксируется примерно в полудюйме от края доски.
а другой на расстоянии 8 дюймов от первого. Еще один деревянный брусок 2 1/22 дюйма.
высотой, также 3 дюйма x 1/2 дюйма, установлен на расстоянии 4 дюймов от второго блока, и
к этому последнему блоку крепится круглая пластина. Главный вал представляет собой кусок стержня
12 дюймов в длину с резьбой полдюйма на одном конце и 1 1/2 дюйма на другом. Цель
втулки (см. рис. 1) для того, чтобы можно было вставить чок и
снимается с минимальными усилиями. Если главный вал высвобождается из гнезда
на котором припаян распорный стержень, необходимо только открутить барашковые гайки
на воротнике и главном валу можно мгновенно снять, тем самым освободив
удушающая форма. Рукав имеет длину 4 дюйма и достаточный диаметр, чтобы позволить
вал свободно проходит. Воротник длиной около 3/8 дюйма припаивается поверх
конец втулки, ближайший к коническому диску. Без этого хомута трубка скорее всего
врезаться в конический диск, если он сделан из твердой резины или другого мягкого материала,
особенно если для гильзы используется тонкая трубка.
Без этого хомута трубка скорее всего
врезаться в конический диск, если он сделан из твердой резины или другого мягкого материала,
особенно если для гильзы используется тонкая трубка.
Рис. 2
Оба подшипника имеют длину 1/2 дюйма. № 1 может быть деталью, аналогичной используемой. для рукава. №2 должен быть достаточно большим в диаметре, чтобы втулка пройти через. Подшипники припаяны к латунным «седлам» и привинчены к их соответствующие подшипниковые узлы.
Распорные стержни имеют длину четыре дюйма. Ассортимент удилищ с различными
шаг резьбы позволяет выбирать различные расстояния между витками. Один конец
каждого стержня припаивается к гнезду (которое можно сделать из старой перемычки)
как показано на рис. 2. Необходимо следить за тем, чтобы оставалось достаточно места,
после припайки стержней к гнездам, чтобы коренной подшипник вала плотно прикрутился
в розетке. Простой способ убедиться в этом — привинтить кусок дерева наполовину. гнездо, поместите его вертикально в тиски и после центрирования распорного стержня в
гнездо запустить припой в окружающую полость.
гнездо, поместите его вертикально в тиски и после центрирования распорного стержня в
гнездо запустить припой в окружающую полость.
Круглая пластина представляет собой диск из латуни калибра 10 диаметром 3 дюйма. большего диаметра, чем распорные стержни, просверливаются на полдюйма от центра. В центре просверлено отверстие, позволяющее удерживать пластину на месте с помощью маленького болта и барашковой гайки на деревянном блоке плинтуса. Гайки под пайку соответствующие калибрам распорных стержней над отверстиями, уже просверленными для эта цель.
Ручка очень проста и не нуждается в описании. Гайка припаяна
сторона, ближайшая к рукаву. Тот, что показан на внешней стороне, действует как контргайка.
Воротник имеет толщину около 1/4 дюйма с просверленными отверстиями и резьбой на противоположных сторонах.
для крылышек. Направляющая (рис. 2) может быть изготовлена из дерева или твердой резины.
Напильником через каждые 1/8 дюйма или 1/4 дюйма вдоль верхней части делаются насечки для удерживания проволоки. устойчивый, когда намотчик работает. Конические диски могут быть изготовлены из жести, твердой
резина или дерево.
устойчивый, когда намотчик работает. Конические диски могут быть изготовлены из жести, твердой
резина или дерево.
Машина, описанная выше, производит только обмотку длиной 3 дюйма. Два дросселя можно было мотать и ставить последовательно, если надо было наматывать дроссель на форму больше двух дюймов в диаметре. Трубка из твердой резины или волокна, нарезанная на 4-дюймовые длины используются писателем как удушающие формы. После вала образуются диски и дроссель были помещены в положение, барашковые гайки на кольце затянуты и на при повороте рукоятки давление на втулку центрируется и затягивает форму, после которой может быть установлена контргайка на конце стержня с рукояткой.
При намотке дросселей, скажем, 100 витков, для уменьшения
рекомендуется использовать дистанционный стержень примерно с 50 витками на дюйм и после намотки
25 витков снимаем провод до следующей прорези в верхней части направляющей. Одинаковый
процедура выполняется после каждых 25 витков намотки, в результате получается разнесенный дроссель
с дополнительными промежутками между секциями.
Радиолюбителям напрашивается ряд улучшений; на самом деле я сделал сам несколько, но для большей ясности я показал и описал машина изначально построена.
УЛУЧШЕННАЯ ФИЛЬТРАЦИЯ
Многие любители не осознают, что использование схем настроенных фильтров для источников питания, так как величина индуктивности и мощность, необходимая для данной степени фильтрации, намного меньше требуемой в более распространенных схемах фильтров. Вот интересная информация от Франклин Оффнер, W8AJZ-W9FTO:
“Несколько дней назад я работал с W3AH, измеряя напряжение пульсаций от различных комбинации конденсатор-дроссель. Напряжение пульсаций измерялось однома. выпрямительный тип вольтметр последовательно с 2-мкфд. конденсатор. Наши результаты, хотя и только указание того, что можно сделать, заставили меня поверить, что радиолюбители могут делать гораздо лучше, чем просто нагромождение микрофарад и генри в одно- или многосекционных фильтрах.
Рис. 3
3
“Мы пробовали различные комбинации из следующих компонентов: конденсатор на 1 мкФ, конденсатор на 2 мкФ. конденсатор, двойной дроссель RCA 30-Генри 80-мил и пара Stromberg-Carlson Дроссели 4 Генри на 250 мил (43 цента каждый) использовались просто потому, что они были доступны. С наилучшая комбинация дросселей в схеме грубой силы с использованием 1 мкфд. на на входе и 2 на выходе, пульсации были около 6 вольт, от 550-вольтового (каждый сторона) трансформатор, двухполупериодный, при нагрузке 100 мил. Затем схема рис. 3 была наткнулся, и выходное напряжение пульсаций от этой комбинации составило всего 0,8 вольта.
Очевидно, два дросселя 4-Генри и 1-мкФд. конденсатор был последовательно резонансным,
поскольку добавление или вычитание из емкости или индуктивности вызывало большое
увеличение выходной пульсации. Вероятно, что, изменяя значения конденсатора
а дроссель в последовательной резонансной части давал бы лучшую фильтрацию и
также более тщательной регулировкой индуктивности дросселя «А», возможно,
используя один с переменным воздушным зазором, чтобы заставить комбинацию резонировать точно в
120 циклов. Очевидно, что дроссель, используемый в точке «А», может иметь низкую пропускную способность по току.
так как он не несет постоянного тока. Этот момент является большим преимуществом этой схемы перед одной
с использованием настроенных ловушек последовательно с выходом, то есть дроссели не несут постоянного тока.
и, следовательно, их индуктивность не зависит от потребляемой нагрузки.
Очевидно, что дроссель, используемый в точке «А», может иметь низкую пропускную способность по току.
так как он не несет постоянного тока. Этот момент является большим преимуществом этой схемы перед одной
с использованием настроенных ловушек последовательно с выходом, то есть дроссели не несут постоянного тока.
и, следовательно, их индуктивность не зависит от потребляемой нагрузки.
Рис. 4
“Мы намерены продолжить работу над этой схемой и будем признательны за известие от кто-нибудь еще попробует.”
Переключение фидера
В Октябрьском отделе экспериментаторов были показаны две схемы коммутации фидера конденсаторы с последовательного на параллельный, в одном из которых, рис. 7, соединение было к сожалению опущен. Правый питатель должен быть подключен к правому переключатель лезвия; если этого не сделать, диаграмма не будет работать при переключении выключателя. в «параллельное» положение.
Было получено несколько писем от читателей, поймавших эту ошибку, с Клемом
Вулфорд, W8ENH, и Роберт А.
