
Большая Энциклопедия Нефти и Газа, статья, страница 1
Сеткография
Cтраница 1
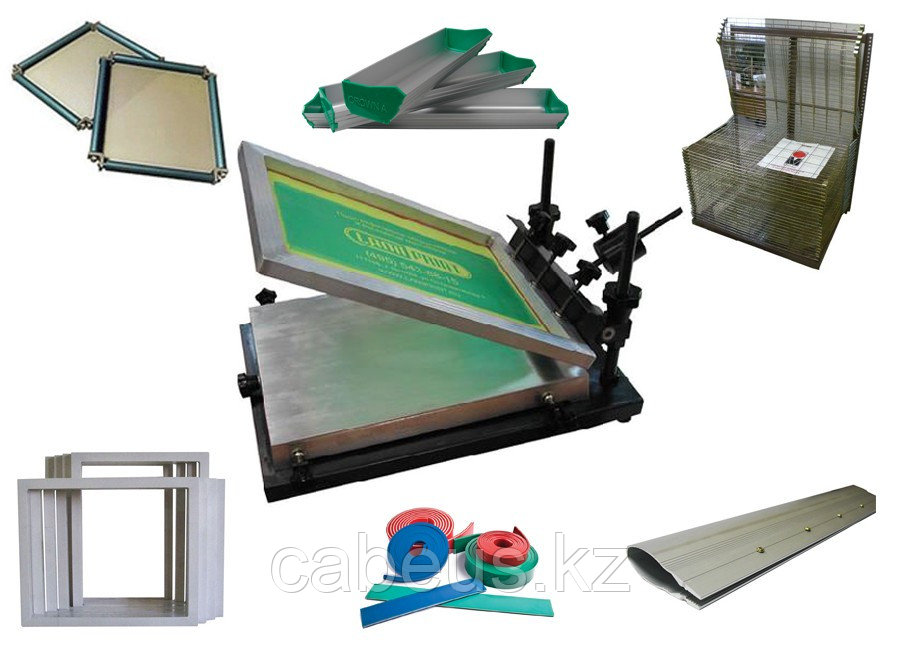
Сеткография относится к методам трафаретной печати и применяется для получения рисунков схемы на партиях плат одинаковых рисунков при минимальном количестве в партии 30 – 40 шт. Трафарет в виде металлической или капроновой сетки с мелкими ячейками ( № 38 – 52) натянут в жесткой рамке, рисунок схемы на трафарете получают способом фотопечати, используя жидкий фоторезист типа фотосет. Защитная краска с помощью ракеля из полиуретана продавливается через открытые ячейки сетки на подложенную под сетку плату и создает на ней рисунок схемы, негативной по отношению к трафарету. [1]
Сеткография применима для производства дешевых печатных плат, не требующих высокой степени разрешения. В большинстве случаев это трафаретная печать, заключающаяся в нанесении на фольгу резиста через трафарет, соответствующий заданной схеме.
Сеткография может быть применена при обоих вариантах наращивания. Обычно затраты на изготовление сеточного трафарета делают этот способ непрактичным при изготовлении менее 15 плат. [4]
Метод сеткографии хорошо освоен в практике производства печатных плат для нанесения защитной маски. [6]
Нанесение сеткографией изображения отверстий ( отверстия не покрыты) и защита фольги с обратной стороны. [7]
Метод печати через трафарет ( сеткография) [46] также заимствован из полиграфии и получил широкое распространение для нанесения защитных рисунков. Он позволяет применять самые разнообразные краски и составы на основе полимерных смол с высокими защитными свойствами. В настоящее время для этого метода создано высокопроизводительное автоматическое оборудование, позволяющее выполнять процесс печати и на заготовках больших габаритов.
Сравнение фоторезистов и резистов для сеткографии приведено в гл. Настоящий раздел касается свойств и процессов работы с фоторезистами. [9]
Получение рисунка печатной схемы способом сеткографии осуществляется на сеткографических станках-автоматах с загрузочными бункерными устройствами. Состав красящих растворов в зависимости от требований, предъявляемых к ПП, выбирают в соответствии с отраслевыми стандартами. Обычно красящие растворы составляют на основе офсетных красок, печатных и литопонных белил и олифы.
Лаки на масляной основе не имеют требуемой для сеткографии вязкости, полностью высыхают и выделяют масла, которые препятствуют травлению. Химическая стойкость к травильным растворам у этих лаков низкая. [11]
Характер зависимостей толщины и ширины линий в процессах сеткографии очень сложны и меняются для каждого вида пасты, сетки и параметра технологического процесса. [12]
Требуемый рисунок отпечатывается с позитива с применением резистов для сеткографии или фоторезистов. Медь в электролите типа разбавленной h3SO4 является анодом, и площади, не защищенные резистом, травятся, как и при обычном травлении. [13]
[13]
Типовой ТП изготовления надписей и шкал трафаретным печатанием ( сеткографией) содержит следующие основные операции: контроль материала, нарезка заготовок, обезжиривание, нанесение изображения на заготовку через сетчатый трафарет, сушка, лакировка и сушка, контроль. [14]
Общетиповая оценка технологичности ПП ставит второе условие: предпочтительно использование
Страницы: 1 2 3 4
Технология производства ЭВМ | Сеткография
Сеткографический метод (трафаретная печать) заключается в нанесении рисунка схемы на поверхность фольги продавливанием защитной краски резиновой лопаткой (ракелем) через сеточный трафарет (рис.
Рис. 3.17. Принцип трафаретной печати: 1 – рама; 2 – фиксатор подкладки; 3 – диэлектрик; 4 – основа; 5 – трафаретная краска; 6 – трафарет; 7 – напечатанный рисунок; 8 – ракель
Сеточные трафареты – это рама из алюминиевого сплава, на которую натянута эластичная сетка из шелковых, капроновых или лавсановых ниток. Наиболее точными и долговечными являются металлические сетки из нержавеющей стали или фосфористой бронзы с размерами ячеек 40–50 мкм. Металлическая сетка выдерживает большое количество отпечатков и используется в серийном производстве. Ее недостатком в сравнении с неметаллическими сетками является малая эластичность и склонность к окислению.
Для изготовления сеточного трафарета на поверхность рамы наносят клей и на него накладывают нарезанную сетку, в пневматических устройствах сетка равномерно натягивается, приклеивается к раме и обезжиривается. На сетку накладывают подкладку из полиэтиленовой пленки, на которую методом полива, наносят фоторезист.
Краска для защитного слоя должна быть кислотостойкой, иметь хорошую адгезию с платой, минимальное время сушки и сметаноподобную консистенцию. Краску на плату можно наносить вручную в случае малосерийного производства. Разработаны и автоматизированы устройства. нанесения краски на поверхность платы с помощью сеточных трафаретов. Получение рисунка схемы методом офсетной печати на 60% дешевле, чем фотопечатью.
Рассмотрим выполнение чертежа печатной платы и ее сборочный чертеж для фрагмента блока индикации фазометра. Принципиальная электрическая схема (рис. 3.18) выполняет функцию подсчета и индикации количества импульсов, которые подаются на ее вход. Блок выполнен в виде схемы со статической индикацией и запоминанием. На микросхемах DD1–DD4 собран трехразрядный десятичный счетчик. Перед началом каждого измерения выполняется установка счетчиков в нулевое состояние короткими импульсами (подаются на вход «R») После подсчета импульсов результат с выходов счетчика записывается в регистры дешифраторов D4-DD6.
Рис. 3.18. Блок индикации. Схема электрическая принципиальная
Способ изготовления двухсторонних печатных плат методом сеткографии
О П И С А Н и Е (11)777886
ИЗОБРЕТЕНИЯ
Союз Советских
Социалистических
– .Республик
К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ (61) Дополнительное к авт. свид-ву (22) Заявлено 05.01.78 (21) 2565526/28-12 с присоединением заявки № (23) Приоритет (51) М. Кл.
Н 05К 3/12
Государственный комитет
СССР (43) Опубликовано 07. 11.80. Бюллетень № 41 (53) УДК 655.1/.3 (088.8) ло делам изобретений и открытий (45) Дата опубликования описания 07.11.80 (72) Авторы изобретения
11.80. Бюллетень № 41 (53) УДК 655.1/.3 (088.8) ло делам изобретений и открытий (45) Дата опубликования описания 07.11.80 (72) Авторы изобретения
Н. И. Пашинский, В. С. Жаков и Т. Я. Ковтун (71) Заявитель (54) СПОСОБ ИЗГОТОВЛЕНИЯ ДВУСТОРОННИХ
ПЕЧАТНЫХ ПЛАТ МЕТОДОМ СЕТКОГРАФИИ
Изобретение относится к технологии производства печатных плат, а более конкретно, к изготовлению двусторонних печатных плат методом сеткографии.
Известен способ изготовления двусторонних печатных плат методом сеткографии, включающий настройку трафарета по контрольной заготовке, замену контрольной заготовки на рабочую, нанесение рисунка на обе стороны рабочей заготовки и сушку оттисков (1).Известный способ осуществляют следующим образом.
Между сетчатым трафаретом и контрольной заготовкой закрепляют, неподвижно относительно трафарета, прозрачную технологическую плиту, наносят на нее рисунок через сетчатый трафарет, совмещают полученный рисунок с рисунком на контрольной заготовке, после чего удаляют технологическую пленку.
Существующий способ изготовления печатных плат имеет ряд существенных недостатков: необходимо применение для каждой из сторон двусторонней печатной платы отдельного трафарета; трудоемок процесс подбора двух абсолютно равнонатянутых сеток трафаретов; необходимо применение специальной технологической пленки; сложны манипуляции, обеспечивающие совмещение рисунка на технологическОй пленке и контрольной заготовке.
Целью изобретения является повышение производительности труда и точности сов5 мещения рисунков лица и оборота.
Указанная цель достигается тем, что используют трафарет с симметрично расположенными рисунками обеих сторон печатной платы, причем настройку трафаре10 та осуществляют путем совмещения оси симметрии трафарета с осью симметрии контрольной заготовки, а нанесение рисунка на оборотную сторону заготовки производят с одного трафарета после нанесения
15 рисунка на лицевую сторону и поворота ее относительно оси симметрии, кроме того, крепежные отверстия заготовки располагают на одинаковом расстоянии относительно оси ее симметрии, а контрольная заго20 товка выполнена из оргстекла, Для нанесения изображения использовали сетчатый трафарет, на котором изображения сторон печатной платы были расположены симметрично относительно нане25 сенной на сетчатый трафарет оси ООь как это показано на фиг. 1, где позицией 1 обозначен трафарет, позицией 2 — изображение одной стороны печатной платы и позицией 3 — изображение другой сторо30 ны печатной платы.
1, где позицией 1 обозначен трафарет, позицией 2 — изображение одной стороны печатной платы и позицией 3 — изображение другой сторо30 ны печатной платы.
777886
Для точности настройки трафарета и непрерывного процесса наката обеих сторон печатной платы изготовлялась из оргстекла контрольная заготовка 4 (фиг, 2) .
Контрольная заготовка закреплялась с помощью базовых крепежных отверстий
5 — 8 на столе станка сеткографической печати УСПП-1, причем ось симметрии О О 1 определялась по базовым отверстиям.
Ось симметрии 001 трафарета 1 совмещалась с осью симметрии О О контрольной заготовки 4, и после получения точного совмещения контрольная заготовка заменялась на рабочую заготовку 9, идентичную контрольной, на которую через сетчатый трафарет наносился первый оттиск изображений двух сторон печатной платы (фиг. 3).
После высыхания краски СТ3. 8 в течение
10 — 20 мин при 80 — 90 С рабочая заготовка поворачивалась на 180, закреплялась с помощью базовых крепежных отверстий и на ее обратную сторону наносился второй оттиск рисунков двух изображений печатной платы (фиг. 4).
4).
При использовании принципа симметрии изображений достигалось очное совмещение рисунков двух сторон печатной платы, которое проверялось с помощью сверления переходных монтажных отверстий.
При изготовлении печатных плат трафарет располагался таким образом, что направление движения ракеля происходило вдоль оси симметрии, что способствовало точности совмещения при непрерывном процессе накатки.
Использование данного способа изготовлипгя двусторонних печатных плат методом сеткографии обеспечивает по сравнению с существующими способами следующие преимущества: а) использование одного сетчатого трафарета для полного технологического цикла йолучения изображений на обеих сторонах печатных плат; б) повышение точности совмещения изображений двухсторонней печатной платы; в) непрерывность процесса накатки изображений без дополнительной настройки
5 трафарета; г) исключение контроля усилия натяжения сеток двух трафаретов.
Способ обеспечивает повышение производительности труда при изготовлении
10 двухсторонних печатных плат, улучшает качество продукции.
Формула изобретения
1. Способ изготовления двусторонних печатных плат методом сеткографии, включающий настройку трафарета по контрольной заготовке, замену контрольной заготовки на рабочую, нанесение рисунка на обе стороны рабочей заготовки и сушку оттисков, отличающийся тем, что, с целью повышения производительности труда и точности совмещения рисунков лица и оборота, используют трафарет с симметрично расположенными рисунками обеих сторон печатной платы, причем настройку трафарета осуществляют путем совмещения оси симметрии трафарета с осью симметрии контрольной заготовки, а нанесение рисунка на оборотную сторону заготовки
З0 производят с одного трафарета после нанесения рисунка на лицевую сторону и поворота ее относительно оси симметрии.
2. Способ по п. 1, отличающийся тем, что крепежные отверстия заготовки располагают на одинаковом расстоянии относительно оси ее симметрии.
3. Способ по п. 1, отличающийся тем, что контрольная заготовка выполнена из оргстекла.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР
Мю 437257, кл. В 41М 3 08, 1974 (прото45 тип) .
777886
Составитель И. Николаева
Техред И. Заболотнова Корректор Л. Корогод
Редактор О. Иванова
Заказ 224/3 Изд. № 573 Тираж 889 Подписное
НПО «Поиск» Государственного комитета СССР по делам изобретений и открытий
113035, Москва, 5К-35, Раушская наб., д. 4/5
Типография, пр, Сапунова, 2
Основы технологии изготовления рисунка печатных плат
К печатным платам предъявляется ряд требований по точности расположения проводящего рисунка, по величине сопротивления изоляции диэлектрика, механической прочности и др. (ГОСТ 23752-79). Одним из основных требований является обеспечение, способности к пайке, достигаемое соответствующим выбором гальванического покрытия и технологией металлизации, поэтому в производстве печатных плат особое внимание уделяется химико-гальваническим процессам.
Фотопечать – это способ нанесения изображения рисунка печатных проводников на материал основания покрытый светочувствительным слоем (фоторезистом), экспонированным через фотошаблон с требуемым изображением. Фотошаблон рисунка ПП – это позитивное или негативное изображение требуемого рисунка в масштабе 1:1 на стеклянном фотопластике или пленочном материале полученное путем фотографирования с оригиналов рисунка ПП. Оригинал рисунка ПП – это изображение технологического слоя выполненного в увеличенном масштабе в позитивном изображении. Для получения оригинала рисунка ПП применяют вычерчивание, наклеивание ленты, эмали с помощью кардиотока. При фотоспособе очищенную и обезжиренную фольгу покрывают фоторезистом, в устройство с вакуумным режимом устанавливают заготовку и фотошаблон, через который засвечивается в течение 12-15 минут специальными лампами дневного света, затем рисунки проявляют, фиксируют, многократно промывают, сушат, контролируют его качество.Двухсторонние ПП экспонируются одновременно с двух сторон.![]() После нанесения рисунка незащищенные участки травят в водном растворе хлорного железа с добавками соляной кислоты. Скорость травления фольги 6 минут.
После нанесения рисунка незащищенные участки травят в водном растворе хлорного железа с добавками соляной кислоты. Скорость травления фольги 6 минут.
Трафаретная печать – рисунок схемы на поверхности медной фольги получают путем продавливания защитной пленки резиновым ракилем через сетчатый трафарет. Отпечатанную плату сушат. Сетки из капроновых или лавсановых нитей. Защитная краска должна быть с хорошей адгезией, высокой кислостойкостью, минимальным временем сушки.
Резание по эмали – для плат высокой точности. Эмаль наносят на стекло, сушат, кардинотографическим резцом по эмали прорезают контуры с точностью ±0,05 мм. Надрезанную эмаль убирают. Недостаток – необходимость масштаба фотографии.
Сеткографический метод получения рисунка ПП основан на применении специальных кислотостойких быстросохнущих красок, которые после продавливания через трафарет закрепляются на поверхности заготовки в результате испарения растворителя. Основными видами специальных трафаретных красок являются следующие: защитные щелочесмываемые; защитные гальваностойкие, смываемые органическим растворителем (хлористым метиленом). Для получения маркированных знаков используются трафаретные пентафталевые краски. Качество наносимого защитного слоя определяется вязкостью используемых трафаретных красок. Ее оптимальная величина устанавливается исходя из температуры, номера сетки, характера изображения, наличия орошения формы и др. При оптимальном значении вязкости краска не должна самопроизвольно растекаться ни по печатной форме, ни по заготовке, должна легко и равномерно растекаться под воздействием ракеля и продавливаться сквозь отверстия печатающих элементов формы. Ракель обычно изготавливают из листовой маслобензостойкой резины толщиной около 8 мм и высотой не менее 25 мм. Тщательно отполированная поверхность ракеля обеспечивает высокое качество. Заготовка в станках трафаретной печати устанавливается с технологическим зазором 2-3 мм.
Основными видами специальных трафаретных красок являются следующие: защитные щелочесмываемые; защитные гальваностойкие, смываемые органическим растворителем (хлористым метиленом). Для получения маркированных знаков используются трафаретные пентафталевые краски. Качество наносимого защитного слоя определяется вязкостью используемых трафаретных красок. Ее оптимальная величина устанавливается исходя из температуры, номера сетки, характера изображения, наличия орошения формы и др. При оптимальном значении вязкости краска не должна самопроизвольно растекаться ни по печатной форме, ни по заготовке, должна легко и равномерно растекаться под воздействием ракеля и продавливаться сквозь отверстия печатающих элементов формы. Ракель обычно изготавливают из листовой маслобензостойкой резины толщиной около 8 мм и высотой не менее 25 мм. Тщательно отполированная поверхность ракеля обеспечивает высокое качество. Заготовка в станках трафаретной печати устанавливается с технологическим зазором 2-3 мм. Увеличение зазора приводит к повышению четкости рисунка, но одновременно повышается износ сетки. Постепенный отрыв сетки от заготовки в процессе нанесения рисунка уменьшает и его искажение, и износ сетки. Нанесение защитной краски через сетчатый трафарет осуществляется автоматическим оборудованием, которое включает загрузочное устройство, машину для рихтовки плат, сеткографический станок, сушильную печь, накопитель готовых изделий. Загрузка ПП в станок происходит посредством ленточного конвейера. Подведенная заготовка фиксируется в рабочей зоне на штифтах с точностью ±25 мкм и закрепляется при помощи вакуумной системы. Краскодозирующим устройством краска подается в зону обработки, а ракель продавливает ее через ячейки трафарета. В системе управления ракелем регулируется угол наклона, скорость движения, давление и диапазон хода. Время, затрачиваемое на один цикл печатания, составляет 5-7 с. Смена трафарета и настройка станка на новый тип плат производится по контрольному шаблону. В станках для одновременного нанесения рисунка на две стороны заготовки ПП устанавливается вертикально.
Увеличение зазора приводит к повышению четкости рисунка, но одновременно повышается износ сетки. Постепенный отрыв сетки от заготовки в процессе нанесения рисунка уменьшает и его искажение, и износ сетки. Нанесение защитной краски через сетчатый трафарет осуществляется автоматическим оборудованием, которое включает загрузочное устройство, машину для рихтовки плат, сеткографический станок, сушильную печь, накопитель готовых изделий. Загрузка ПП в станок происходит посредством ленточного конвейера. Подведенная заготовка фиксируется в рабочей зоне на штифтах с точностью ±25 мкм и закрепляется при помощи вакуумной системы. Краскодозирующим устройством краска подается в зону обработки, а ракель продавливает ее через ячейки трафарета. В системе управления ракелем регулируется угол наклона, скорость движения, давление и диапазон хода. Время, затрачиваемое на один цикл печатания, составляет 5-7 с. Смена трафарета и настройка станка на новый тип плат производится по контрольному шаблону. В станках для одновременного нанесения рисунка на две стороны заготовки ПП устанавливается вертикально. Закрепление краски на заготовке осуществляется сушкой. Краски с органическими растворителями сушат в туннельных конвейерных печах горячим воздухом при температуре 150-180 °С или под действием ИК-излучения. Краски мгновенной сушки, содержащие мономерно – полимерные композиции и фотоинициатор, закрепляются под воздействием ультрафиолетовых лучей. Однако они имеют небольшой срок хранения и высокую стоимость.Срок хранения отпечатанных плат в условиях производства составляет 3-5 суток. При больших сроках хранения становится затруднительным удаление краски. Снимают трафаретную краску 3-5%-ным раствором горячей (40-60°С) щелочи в течение 10-20 с. Аналогично промываются сетчатые трафареты после работы.
Закрепление краски на заготовке осуществляется сушкой. Краски с органическими растворителями сушат в туннельных конвейерных печах горячим воздухом при температуре 150-180 °С или под действием ИК-излучения. Краски мгновенной сушки, содержащие мономерно – полимерные композиции и фотоинициатор, закрепляются под воздействием ультрафиолетовых лучей. Однако они имеют небольшой срок хранения и высокую стоимость.Срок хранения отпечатанных плат в условиях производства составляет 3-5 суток. При больших сроках хранения становится затруднительным удаление краски. Снимают трафаретную краску 3-5%-ным раствором горячей (40-60°С) щелочи в течение 10-20 с. Аналогично промываются сетчатые трафареты после работы.
Требования к проекту печатной платы
Топология печатной платы должна быть представлена в формате Gerber RS-274X и файл сверловки в формате Excellon.
Важно! При выдаче Gerber-файла и файла сверловки проверьте, что максимальные координаты по X и Y не превышают 1430 мм (56300 mils).
Настоятельно рекомендуем использовать наши ssf-файлы (ssf-файл для PCAD-4.5, ssf-файл для PCAD-8.5), т.к. только в них прописаны правильные площадки и инструменты сверления!
Представление в ином формате возможно по отдельному согласованию сроков и стоимости изготовления.
По умолчанию используются только сквозные переходные отверстия. По предварительному согласованию допускаются МПП со слепыми и глухими переходными отверстиями (согласуются технологические возможности, цена и сроки изготовления).
Диаметры номинальных отверстий должны выбираться из следующего ряда (мм): от 0.3 до 4.5 с шагом 0.1, плюс дополнительные – 0.25, 0.35, 0.85 и 0.95. Отверстия диаметром более 4.5 мм выполняются фрезеровкой.
Не входящие в этот ряд диаметры свёрл должны округляться вверх до ближайшего значения из ряда.
Реально после металлизации в соответствии с ГОСТ Р 53429-2009 Табл. 2 допуск на отклонения диаметров металлизированных отверстий с оплавлением составляет:
- до 1 мм включительно минус 0.
 13 мм;
13 мм; - свыше 1 мм плюс 0.05 – минус 0.18 мм.
Важно! Просверлить на Вашей плате все сверла от минимального до максимального с шагом 0.1 мм не реально из-за технологических ограничений оборудования. Поэтому, рекомендуется оптимизировать используемые Вами свёрла: оптимально значение – не более 7…9 типов свёрл.
Если Вы используете в PCAD4.5 – PCAD8.5 наши площадки, помните, что в площадках указаны диаметры сверл, то есть диаметры отверстий до их металлизации.
Зенковку отверстий мы не делаем!
Отверстия могут быть как металлизированными, так и неметаллизированными в соответствии с заданием заказчика.
- По умолчанию для ДПП и МПП, если в задании не оговорено иное, отверстия, имеющие на наружных слоях плат площадки с шириной медного ободка 0.25 мм и более, выполняются металлизированными.
- По умолчанию отдельно стоящие отверстия (без трасс и полигонов), имеющие площадку, сравнимую с диаметром сверла, выполняются неметаллизированными.
 Под это определение попадают одиночные отверстия, для которых диаметр площадки равен диаметру сверла, меньше диаметра сверла, или чуть больше диаметра сверла.
Под это определение попадают одиночные отверстия, для которых диаметр площадки равен диаметру сверла, меньше диаметра сверла, или чуть больше диаметра сверла. - Отверстия в полигонах меди ДПП и МПП считаются металлизированными и должны иметь с другой стороны платы площадку или полигон. Если требуется сделать эти отверстия неметаллизированными, необходимо сделать вырезы в полигонах вокруг этих отверстий шириной не менее 0.3 мм (на внутренних слоях МПП – шириной не менее 0.4 мм).
Для исключения недоразумений рекомендуем четко оговаривать в задании, какие отверстия металлизировать, а какие нет.
Полигоны должны быть векторными с шириной линии заливки не менее 0.2 мм. Категорически не рекомендуется использовать в слоях топологии растровые полигоны. Если Вы используете в проекте сплошную заливку полигонами всех свободных площадей платы, не используйте без необходимости минимальные зазоры между площадками и окружающей эти площадки землей (медью), особенно во внутренних слоях многослойных печатных плат.
Важно! До выдачи в гербер, в проектах формата PCAD-200x, полигоны обязательно должны быть залиты (Poured), в противном случае они не выдаются в выходной гербер. Мы не занимается поиском и заливкой полигонов.
Текст и символы. Ширина линий и зазоры между элементами текста и символов, выполняемых на слоях топологии, должна быть не менее 0.2 мм для класса сложности А и не менее 0.12 мм для класса сложности B основного рисунка топологии печатной платы. При несоблюдении этих требований символы будут удалены для исключения необоснованного забракования плат. Не рекомендуется использовать шрифты TrueType, лучше применять Stroke (шрифты, выполненные линией заданной ширины). Если вы используете специфические шрифты (которых у нас может не оказаться), то настоятельно рекомендуется присылать заказ в Gerber-формате, иначе претензии по несоответствию начертаний букв и символов не принимаются.
Если внутренние слои МПП имеют большое различие по площади меди (один слой полигоны земли или питания, а другой – сигнальные трассы), то для исключения коробления печатной платы Изготовитель может добавить элементы на внутренних слоях для обеспечения выравнивания меди. Дополнительный элемент должен быть единообразным и отделён от элементов топологии не менее, чем на 1,0 мм. (Рекомендуемый образ элементов – круги 1,0 мм с расстоянием между ними 1,0 мм).
Дополнительный элемент должен быть единообразным и отделён от элементов топологии не менее, чем на 1,0 мм. (Рекомендуемый образ элементов – круги 1,0 мм с расстоянием между ними 1,0 мм).
Во внутренних слоях, выполняемых по негативной технологии, размеры элементов термоплощадок (разность радиусов наружного и внутреннего кругов и ширина проводящих полосок между кругами) должны быть не менее 0.3 мм, оптимальное значение – 0.4 мм.
Изготовитель может сделать каплевидное подключение к площадкам во внутренних сигнальных слоях МПП.
Изготовитель вправе удалять неподключенные площадки на внутренних слоях
Изготовитель может изменять ширину проводников и высоту диэлектрика на 25 % без письменного одобрения, если в документации заказчика, ТЗ особо не оговорены допуски и минимально допустимые параметры рисунка и конструктива печатной платы. Любые изменения более чем на 25 % не могут быть сделаны без письменного разрешения от Заказчика.
Для надписей в слоях топологии высота символов текста должна быть не менее 1.![]() 7 мм. При меньшей высоте символов при минимальной ширине линии 0.2 мм символы могут быть нечитаемы.
7 мм. При меньшей высоте символов при минимальной ширине линии 0.2 мм символы могут быть нечитаемы.
Многослойные печатные платы и платы повышенной сложности проходят 100 % электроконтроль. Закачик может заказать электроконтроль двухслойных плат с плотным рисунком топологии, но не подпадающие под категорию “повышенной сложности”. Платы толщиной менее 1.0 мм электроконтроль не проходят из-за недостаточной жёсткости. Такие платы контролируются только оптическим тестером (AOI).
Односторонние печатные платы. Как привило, топология односторонних печатных плат рисуются на слое BOTTOM, т.е. на нижнем слое и видится как бы “на просвет”. Если вы рисуете топологию на слое TOP, на верхнем, т.е. видится “как есть”, обязательно отразите эту особенность в бланке заказа.
Полезный совет. На слое топологии односторонней печатной платы сделайте какую-нибудь надпись, например, цифру “1” или “2”, которая должна читаться правильно. Это поможет нам сориентироваться, и своевременно предупредить ошибки идентификации слоя.
Это поможет нам сориентироваться, и своевременно предупредить ошибки идентификации слоя.
Паяльная маска должна быть изображена негативным способом (т.е. всё, что изображено в слоях маски, будет открыто от неё, а все остальное поле платы, соответственно, будет закрыто маской). Как правило все современные САПР при выдаче Gerber автоматически генерируют паяльную маску на сквозные и планарные площадки, необходимо лишь в параметрах указать зазор между площадкой и маской – 0.1 мм.
При выдаче gerber-файла обращайте внимание на закрыты или открыты должны быть переходные отверстия.
Важно! Если вы прислали Gerber, то пункт бланка заказа о закрытых/открытых переходных игнорируется, и переходные отверстия делаются такими, как в присланном файле.
Важно! Для заказов в PCAD-4.5, PCAD-8.5 обязательно должны быть указаны слои, в которых находится паяльная маска. По-умолчанию, SLDMSK – для верхнего и нижнего слоя одновременно, MSKGTP – маска на верхний слой, MSKGBT – маска на нижний слой.
Минимальная ширина линий должна быть не менее 0.15 мм. Высота символов текста маркировки должна быть не менее 1.3 мм; при меньшей высоте символы становятся нечитаемы и будут удалены изготовителем при обработке файла.
Маркировка должна быть счищена с любых объектов пайки. Недопустимо использование флешей в слоях маркировки.
Следует учитывать, что элементы маркировки, попадающие на площадки открытые от маски и покрытые финишным покрытием (ПОС-61, иммерсионное золото и д.р.) наноситься не будут. Изготовитель самостоятельно делает прорезку маркировки по открытым от паяльной маски элементам топологии и за нечитаемость прорезанного текста ответственности не несёт.
Не рекомендуется использовать шрифты TrueType, лучше применять Stroke (шрифты, выполненные линией заданной ширины).
Важно! Для заказов в PCAD-4.5, PCAD-8.5 обязательно должны быть указаны слои, в которых находится маркировка. По-умолчанию, SLKSCR, SLKTOP, REFDES, REFDTP – маркировка на верхний слой, SLKBOT, REFDBT – маркировка на нижний слой.
По-умолчанию, SLKSCR, SLKTOP, REFDES, REFDTP – маркировка на верхний слой, SLKBOT, REFDBT – маркировка на нижний слой.
Печатная плата должна быть спроектирована таким образом, чтобы покрываемый разъём был вынесен за край платы (гальваническое покрытие областей внутри платы не производится). На границе покрываемой области не должны находиться площадки, переходные отверстия, маркировка.
Не принимаются для гальванического покрытия платы, в которых разъём находится внутри общего габарита платы, или какие-либо области платы находятся на одном уровне с выступающим наружу краем покрываемого разъёма.
Контур платы должен быть нарисован (линиями и/или дугами) в отдельном слое. Физический край платы должен проходить по центру линии контура.
Вырезы и/или окна должны быть нарисованы (линиями и/или дугами) в слое контура. На наличие вырезов/окон должно быть указано в тексте заказа.
Требуемый допуск на обработку контура для плат размером 25 х 25 мм и более должен быть не точнее квалитета h22 ГОСТ25347-82.
Требуемый минимальный радиус закругления в вырезах и окнах должен быть не менее 0.75 мм (по умолчанию 1.25 мм для фрезы диаметром 2.5 мм).
Металлизированные пазы выполняются методом слотового сверления. Для этого используются специальные слотовые свёрла – 0.8, 1.0, 1.2, 1.5 мм. Пазы свыше 2.0 мм выполняются обычными свёрлами, т.е. от 2.0 до 4.5 с шагом 0.1. Для обозначения металлизированного паза достаточно в слое контура платы нарисовать линию соответствующей длинны и ширины. Например, линией 1.0х2.5 мм, для соответствующего паза.
Важно! Наличие металлизированных пазов обязательно должно быть отражено в бланке заказа.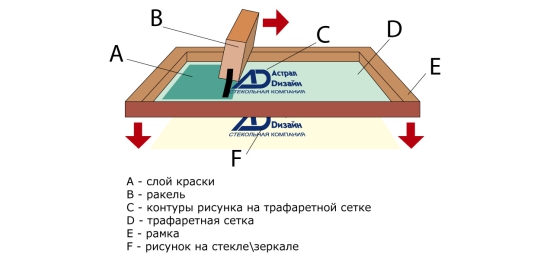
Если не оговорено в задании, то изготовитель печатных плат может самостоятельно выбрать целесообразный метод обработки контура.
В зависимости от метода обработки между контуром и печатными проводниками, металлическими поверхностями и т. д. следует выдерживать различные расстояния:
Метод обработки | Минимальное расстояние |
Фрезерование; | 0,5 мм |
Распиливание (дисковая фреза) | 0,6 мм |
Скрайбирование | 0,8 мм |
Это распространяется также на вырезы, прорези и отверстия большего диаметра, расположенные внутри печатной платы.
Платы с металлизированными торцами и с металлизированным полуотверстиями по краю платы изготоавиваются по предварительному согласованию.
При заказе печатных плат с металлизированными торцами необходимо принять во внимание, что для следующих операций изготовления и/или сборки печатной платы на её контуре требуется наличие перемычек шириной 1-2 мм, предназначенных для удержания платы в заготовке, и эти выступы не смогут быть металлизированы. Если заказчик не указал допустимые места расположения перемычек, производитель устанавливает их самостоятельно, исходя и технологической целесообразности.
Если заказчик не указал допустимые места расположения перемычек, производитель устанавливает их самостоятельно, исходя и технологической целесообразности.
Платы размером менее 25 х 25 мм отдаются заказчику в виде групповых блоков без разделения на отдельные платы. Платы заказчика, если не оговорено иное, в блоке собираются с расстоянием между платами 2.3 мм и соединяются друг с другом перемычками (по умолчанию 4 перемычки размером 0.8 – 1.25 мм на плату). С введением скрайбера такие платы могут быть отданы неразделенным скрайбированным блоком (блоками), при этом платы устанавливаются вплотную друг к другу.
19 Односторонние печатные платы – СтудИзба
Лекция №18. Технологические процессы изготовления ПП. Часть 1.
Односторонние печатные платы отличаются простотой и низкой стоимостью производства, изготавливаются по 1, 2 и 3 классу точности. Технологическое отграничение ширины проводников в таких платах составляет 0,25 мм, отверстий – 0,8 мм. Основными технологическими процессами изготовления таких плат являются химический негативный метод (табл. 2.5) и химический позитивный метод (табл. 2.6).
Основными технологическими процессами изготовления таких плат являются химический негативный метод (табл. 2.5) и химический позитивный метод (табл. 2.6).
Химический негативный метод заключается в том, что на медную фольгу, приклеенную к диэлектрику, наносят позитивный рисунок схемы проводников. Последующим травлением удаляется металл с незащищенных участков и на диэлектрике получается требуемая электрическая схема. Наиболее распространенными вариантами этого метода являются фотохимический и сеточно-химический (фотопечать и трафаретная печать).
Основными этапами получения проводников являются подготовки поверхности, нанесение слоя фоторезиста, экспонирование, проявление схемы, травление фольги, удаление фоторезиста.
1) Подготовка поверхности фольги выполняют вращающимися латунными или капроновыми щетками. В результате получаем шероховатость поверхности 2,5-1,25 мкм. Кроме этого проводят химическую очистку в щелочных растворах с промывкой в деионизированной воде.
2) Нанесение слоя фоторезиста осуществляют на поверхность фольги и производят его сушку в течение 15-20 мин. при температуре 65°С.
3) Экспонирование осуществляют с помощью фотошаблона с негативным изображением схемы в вакуумной светокопировальной раме для засвечивания.
4) Проявление схемы состоит в вымывании растворимых участков фоторезиста находившихся под темными местами негатива. Для негативных фоторезистов проявителем являются спиртовые смеси. Время проявления 2-3 мин. Полученный защитный слой можно подвергать химическому дублению в растворе ангидрида и тепловому дублению (в термостате при температуре 60°С в течение 40-60 мин.).
5) Травление представляет собой процесс удаления слоя металла для получения нужного рисунка схемы. Процесс травления включает в себя предварительную очистку, собственно травление, очистку после травления и удаление фоторезиста.
Механическая обработка платы заключается в штамповании или фрезеровании по контуру и получении отверстий. Для удаления пыли и грязи плату обдувают сжатым воздухом.
Для удаления пыли и грязи плату обдувают сжатым воздухом.
Таблица 2.5. Основные операции химического негативного метода.
№ | Основные этапы ТП | Возможные способы получения | Эскиз этапа |
1 | Входной контроль | ||
2 | Раскрой материала | ||
3 | Получение заготовок и фиксирующих (базовых) отверстий | Штамповка | |
4 | Подготовка поверхности заготовки | Механический способ | |
5 | Получение защитного рельефа | 1. 2. Офсетная печать Подготовительные этапы: Изготовление трафаретов | |
6 | Сушка | 1. Ультрафиолетовая сушка 2. Термическая сушка | |
7 | Травление меди с пробельных мест | ||
8 | Удаление защитного рельефа | ||
9 | Получение монтажных отверстий | 1. Штамповка 2. Сверление | |
10 | Нанесение защитной паяльной маски | Сеткография Подготовительный этап Изготовление трафаретов | |
11 | Сушка | 1. 2. Термическая | |
12 | Лужение | ||
13 | Отмывка от флюса | ||
14 | Маркировка | 1. Сеткография 2. Каплеструйный метод Подготовительный этап Изготовление трафаретов | |
15 | Контроль электрических параметров | ||
16 | Вырубка по контуру и получение крепежных отверстий | Штамповка |
 Сеткография (СГ)
Сеткография (СГ) Ультрафиолетовая
УльтрафиолетоваяТаблица 2.6. Основные операции химического позитивного метода.
№ | Основные этапы ТП | Возможные способы получения | Эскиз этапа |
1 | Входной контроль диэлектрика | ||
2 | Раскрой материала | ||
3 | Получение заготовок и фиксирующих (базовых) отверстий | Штамповка | |
4 | Подготовка поверхности заготовки | Механический способ | |
5 | Получение защитного рельефа на пробельных участках | 1. 2. Офсетная печать Подготовительные этапы: Изготовление трафаретов | |
6 | Нанесение металлорезиста на проводники | ||
7 | Удаление защитного рельефа | ||
8 | Травление меди | ||
9 | Получение монтажных отверстий | 1. Штамповка 2. Сверление | |
10 | Вырубка по контуру и получение крепежных отверстий | Штамповка |
 Сеткография (СГ)
Сеткография (СГ)В случае использования нефольгированного жесткого основания схему техпроцесса изготовления ОПП можно представить в виде табл. 2.7
2.7
Таблица 2.7. Основные операции изготовления ОПП на жестком
нефольгированном основании
№ | Основные этапы ТП | Возможные способы получения | Эскиз этапа |
1 | Входной контроль | ||
2 | Раскрой материала | ||
3 | Получение заготовок и фиксирующих (базовых) отверстий | Штамповка | |
4 | Подготовка поверхности заготовки | Химический способ | |
5 | Получение рисунка схемы | Сеткография активирующими пастами Подготовительные этапы: Изготовление трафаретов | |
6 | Металлизация рисунка схемы | Метод замещения активирующих паст | |
7 | Толстослойное химическое меднение | ||
8 | Получение монтажных отверстий | 1. 2. Сверление | |
9 | Нанесение защитной паяльной маски | Сеткография Подготовительный этап Изготовление трафаретов | |
10 | Сушка | 1. Ультрафиолетовая 2. Термическая | |
11 | Лужение | ||
12 | Отмывка от флюса | ||
13 | Маркировка | 1. Сеткография 2. Каплеструйный метод Подготовительный этап Изготовление трафаретов | |
14 | Контроль электрических параметров | ||
15 | Вырубка по контуру и получение крепежных отверстий | Штамповка |
 Штамповка
ШтамповкаХимические методы при сравнительно простом техпроцессе обеспечивают высокую прочность сцепления проводников с основанием (2 МПа), равномерную толщину проводников и их высокую электропроводность. Время химического воздействия на плату в процессе изготовления составляет примерно 25 мин. Недостатком химических методов является низкая прочность в местах установки выводов ЭРЭ, т.к. отверстия не металлизируются.
Время химического воздействия на плату в процессе изготовления составляет примерно 25 мин. Недостатком химических методов является низкая прочность в местах установки выводов ЭРЭ, т.к. отверстия не металлизируются.
Двусторонние печатные платы по 1, 2 и 3 классу точности изготавливают в мелкосерийном, серийном и крупносерийном производстве, 4 и 5 класса точности – в серийном, прецизионные – в мелкосерийном производстве. Максимальные габариты ДПП 500х600 мм, минимальный диаметр отверстий – 0,4 мм. Для производства обычных ДПП применяют материалы с толщиной фольги от 18 до 50 мкм, а для прецизионных – 5 мкм или нефольгированные диэлектрики. В таблице 2.8. приведены основные этапы технологического процесса изготовления ДПП на фольгированном основании комбинированным позитивным методом.
Комбинированный позитивный метод применяется также при изготовлении наружных слоев многослойных ПП методом металлизации сквозных отверстий, попарного прессования, послойного наращивания и др.
Проводящий рисунок получают субстрактивным методом, а металлизацию отверстий осуществляют электрохимическим методом. Поверхность обеих сторон платы и отверстия подвергают химическому и предварительному гальваническому меднению для получения слоя меди толщиной 5-7 мкм.
После подготовки металлизированных поверхностей на них создается негативное изображение схемы. Это изображение может быть получено с помощью сеткографической краски или сухого пленочного фоторезиста.
На наружные поверхности, незащищенные резистивной маской, и в отверстия осаждается слой меди, толщиной 25 мкм. Гальваническое осаждение меди выполняется на заготовке платы, имеющей сплошной слой фольги, которая защищает поверхность диэлектрика и обеспечивает электрический контакт всех элементов схемы. Металлизированные поверхности покрываются защитным слоем сплава “олово-свинец”, толщиной 10 мкм. Покрытие этим сплавом хорошо защищает медь от травления и после нанесения этого покрытия участки медной фольги, покрытые ранее фоторезистом, удаляются травлением. После травления на плате остается требуемый рисунок схемы. Изображение проявляют под душем при температуре 40-50°С. Процесс проявления ускоряется при наложении ультразвуковых колебаний. Набухание пленки является диффузионным процессом внедрения низкомолекулярного раствора в высокомолекулярный слой светочувствительной эмульсии. Диффузия в ультразвуковом поле сильно ускоряется за счет акустических микропотоков. Кавитационные пузырьки проникают в образовавшиеся поры и отрывают копировальный слой от поверхности платы. Удаление продуктов растворения осуществляется акустическим способом, что ускоряет процесс проявления во много раз, при этом плата меньше находится в растворе.
После травления на плате остается требуемый рисунок схемы. Изображение проявляют под душем при температуре 40-50°С. Процесс проявления ускоряется при наложении ультразвуковых колебаний. Набухание пленки является диффузионным процессом внедрения низкомолекулярного раствора в высокомолекулярный слой светочувствительной эмульсии. Диффузия в ультразвуковом поле сильно ускоряется за счет акустических микропотоков. Кавитационные пузырьки проникают в образовавшиеся поры и отрывают копировальный слой от поверхности платы. Удаление продуктов растворения осуществляется акустическим способом, что ускоряет процесс проявления во много раз, при этом плата меньше находится в растворе.
Печатные платы – Завод ЭЛЕКТРОКОННЕКТ
Что представляет из себя печатная плата?
Печатная плата или плата, представляет собой пластину или панель состоящее из одного или двух проводящих рисунков, расположенных на поверхности диэлектрического основания, или из системы проводящих рисунков, расположенных в объеме и на поверхности диэлектрического основания, соединенных между собой в соответствии с принципиальной электрической схемой, предназначенное для электрического соединения и механического крепления устанавливаемых на нем изделий электронной техники, квантовой электроники и электротехнических изделий – пассивных и активных электронных компонентов.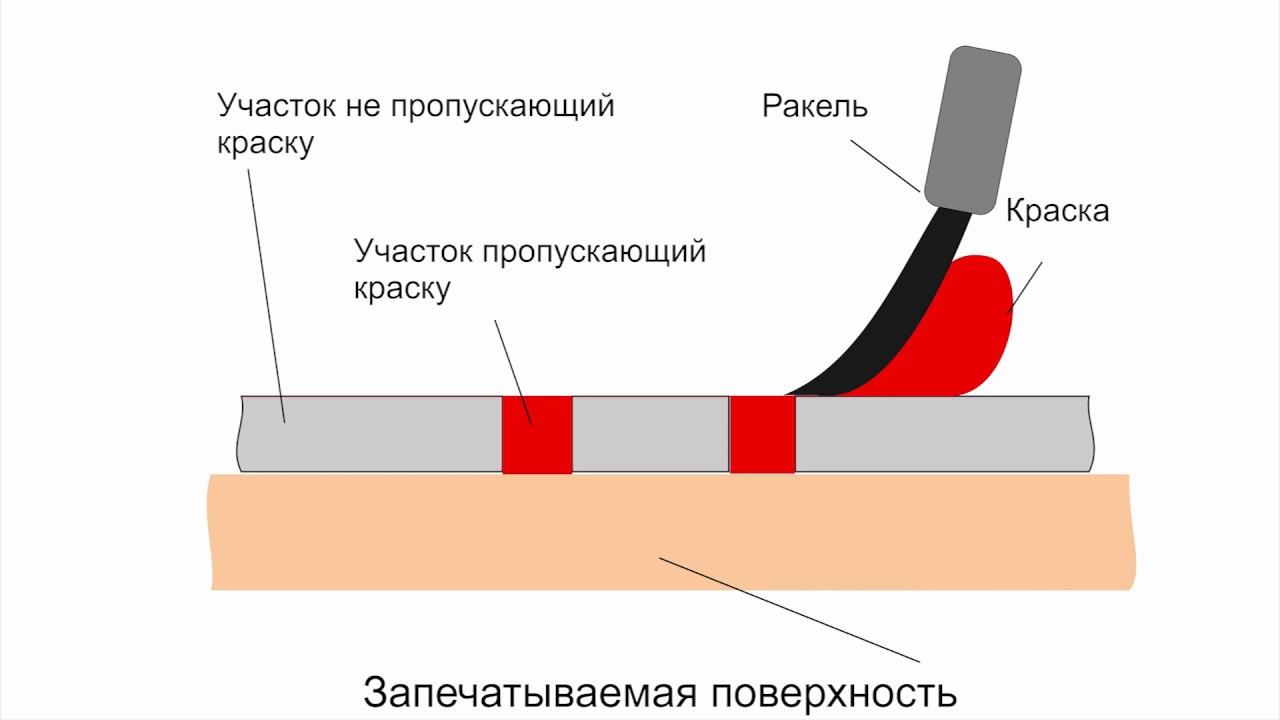
Самый простой печатной платой является плата, которая содержит медные проводники на одной из сторон печатной платы и связывает элементы проводящего рисунка только на одной из ее поверхностей. Такие платы известны как однослойные печатной платы или односторонние печатные платы (сокращенно – ОПП). На сегодняшний день, самые популярные в производстве и наиболее распространенные печатные платы, которые содержат два слоя, то есть, содержащие проводящий рисунок с обеих сторон платы – двухсторонни (двухслойные) печатные платы (сокращённо ДПП). Для соединения проводников между слоями используются сквозные монтажные и переходные металлизированные отверстия. Тем не менее, в зависимости от физической сложности конструкции печатной платы, когда разводка проводников на двусторонней плате становится слишком сложной, на производстве заказывается многослойные печатные платы (сокращённо МПП), где проводящий рисунок формируется не только на двух внешних сторонах платы, но и во внутренних слоях диэлектрика.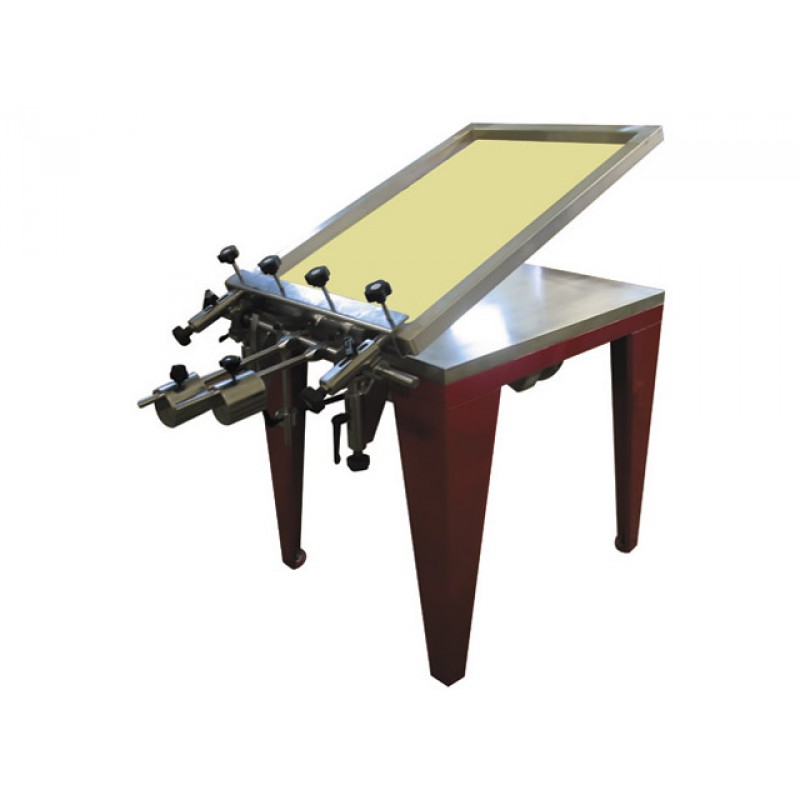 В зависимости от сложности, многослойные печатные платы могут быть изготовлены из 4,6, ….24 или более слоев.
В зависимости от сложности, многослойные печатные платы могут быть изготовлены из 4,6, ….24 или более слоев.
Для монтажа электронных компонентов на печатные платы, необходима технологическая операция – пайка, применяемая для получения неразъёмного соединения деталей из различных металлов путём введения между контактами деталей расплавленного металла – припоя, имеющего более низкую температуру плавления, чем материалы соединяемых деталей. Спаиваемые контакты деталей, а также припой и флюс вводятся в соприкосновение и подвергаются нагреву с температурой выше температуры плавления припоя, но ниже температуры плавления спаиваемых деталей. В результате, припой переходит в жидкое состояние и смачивает поверхности деталей. После этого нагрев прекращается, и припой переходит в твёрдую фазу, образуя соединение. Этот процесс можно сделать вручную или с помощью специализированной техники. Перед пайкой, компоненты размещаются на печатной плате выводами компонентов в сквозные отверстия платы и припаиваются к контактным площадкам и/или металлизированной внутренней поверхности отверстия – т. н. технология монтажа в отверстия (THT Through Hole Technology – технология монтажа в отверстия или др. словами – штыревой монтаж или DIP-монтаж).
н. технология монтажа в отверстия (THT Through Hole Technology – технология монтажа в отверстия или др. словами – штыревой монтаж или DIP-монтаж).
Так же, все большее распространение, в особенности, в массовом и крупносерийном производстве, получила более прогрессивная технология поверхностного монтажа – также называемая ТМП (технология монтажа на поверхность) или SMT (surface mount technology) или SMD-технология (от surface mount device – прибор, монтируемый на поверхность). Основным ее отличием от «традиционной» технологии монтажа в отверстия является то, что компоненты монтируются и паяются на контактные площадки (англ. land), являющиеся частью проводящего рисунка на поверхности печатной платы. В технологии поверхностного монтажа, как правило, применяются два метода пайки: пайка оплавлением припойной пасты и пайка волной. Основное преимущество метода пайки волной – возможность одновременной пайки компонентов, монтируемых как на поверхность платы, так и в отверстия. При этом пайка волной является самым производительным методом пайки при монтаже в отверстия. Пайка оплавлением основана на применении специального технологического материала – паяльной пасты. Она содержит три основных составляющих: припой, флюс (активаторы) и органические наполнители. Паяльная паста наносится на контактные площадки либо с помощью дозатора, либо через трафарет, затем устанавливаются электронные компоненты выводами на паяльную пасту и далее, процесс оплавления припоя, содержащегося в паяльной пасте, выполняется в специальных печах путем нагрева печатной платы с компонентами.
Пайка оплавлением основана на применении специального технологического материала – паяльной пасты. Она содержит три основных составляющих: припой, флюс (активаторы) и органические наполнители. Паяльная паста наносится на контактные площадки либо с помощью дозатора, либо через трафарет, затем устанавливаются электронные компоненты выводами на паяльную пасту и далее, процесс оплавления припоя, содержащегося в паяльной пасте, выполняется в специальных печах путем нагрева печатной платы с компонентами.
Для избежания и/или предотвращения случайного короткого замыкания проводников из разных цепей в процессе пайки, производители печатных плат применяют защитную паяльную маску (англ. solder mask; она же «зеленка») – слой прочного полимерного материала, предназначенного для защиты проводников от попадания припоя и флюса при пайке, а также от перегрева. Паяльная маска закрывает проводники и оставляет открытыми контактные площадки и ножевые разъемы. Наиболее распространенные цвета паяльной маски, используемые в печатных платах – зеленый, затем красный и синий.
Следует иметь в виду, что паяльная маска не защищает плату от влаги в процессе эксплуатации платы и для влагозащиты используются специальные органические покрытия. В наиболее популярных программах систем автоматизированного проектирования печатных плат и электронных приборов (сокращённо САПР – CAM350, P-CAD, Protel DXP, SPECCTRA, OrCAD, Allegro , Expedition PCB, Genesis), как правило, существуют правила, связанные с паяльной маской. Эти правила определяют расстояние/отступ, которое необходимо соблюсти, между краем паяемой площадки и границей паяльной маски. Эта концепция иллюстрируется на рисунке 2 (а).
Рис 2. Расстояние от площадки до маски (а) и маркировка (b)
Шелкография или маркировка.
Маркировка (англ. Silkscreen, legend) является процессом, в котором производитель наносит информацию о электронных компонентах и которая способствует облегчить процесс сборки, проверки и ремонта. Как правило, маркировка наносится для обозначения контрольных точек, а также положения, ориентации и номинала электронных компонентов.
Также она может быть использована для любых целей конструктора печатных плат, например, указать название компании, инструкцию по настройке (это широко используется в старых материнских платах персональных компьютеров) и др. Маркировку можно наносить на обе стороны платы и ее, как правило, наносят методом сеткографии(шелкография) специальной краской (с термическим или УФ отверждением) белого, желтого или черного цвета. На рисунке 2 (b) показаны обозначение и область расположения компонентов, выполненные маркировкой белого цвета.
Структура слоев в САПР
Как уже отмечалось в начале этой статьи, печатные платы могут быть сделаны из нескольких слоев. Когда печатная плата разработана с помощью САПР, часто можно увидеть в структуре печатной платы несколько слоев, которые не соответствуют необходимым слоям с разводкой из проводящего материала (меди). Например, слои с маркировкой и паяльной маской являются непроводящими слоями. Наличие проводящих и непроводящих слоев может привести к путанице, так как производители используют термин слой, когда они имеют в виду только токопроводящие слои. С этого момента, мы будем использовать термин «слои» без «САПР», только когда речь идет о проводящих слоях. Если мы используем термин «слои САПР» мы имеем в виду все виды слоев, то есть проводящие и непроводящие слои.
С этого момента, мы будем использовать термин «слои» без «САПР», только когда речь идет о проводящих слоях. Если мы используем термин «слои САПР» мы имеем в виду все виды слоев, то есть проводящие и непроводящие слои.
Структура слоев в САПР:
1 – Top silkscreen – верхний слой маркировки (непроводящий)
2 – Top soldermask – верхний слой паяльной маски (непроводящий)
3 – Top paste mask – верхний слой паяльной пасты (непроводящий)
4 – Top Layer 1 – первый/верхний слой (проводящий)
5 – Substrate – базовый диэлектрик (непроводящий)
6 – Int Layer 2 – второй/внутренний слой (проводящий)
…
n – Bottom Layer n – нижний слой(проводящие)
n-1 – Substrate – базовый диэлектрик (непроводящий)
n +1 – Bottom paste mask – Нижний слой паяльной пасты (непроводящий)
n +2 – Bottom soldermask Нижний слой паяльной маски (непроводящий)
n +3 – Bottom silkscreen Нижний слой маркировки (непроводящий)
На рисунке 3. показаны три различных структур слоев. Оранжевый цвет подчеркивает проводящие слои в каждой структуре. Высота структуры или толщина печатной платы может варьироваться в зависимости от назначения, однако наиболее часто используется толщина 1,5мм.
показаны три различных структур слоев. Оранжевый цвет подчеркивает проводящие слои в каждой структуре. Высота структуры или толщина печатной платы может варьироваться в зависимости от назначения, однако наиболее часто используется толщина 1,5мм.
Типы корпусов электронных компонентов
Сегодня на рынке присутствует большое разнообразие типов корпусов электронных компонентов. Обычно, для одного пассивного или активного элемента существует несколько типов корпусов. Например, вы можете найти одну и ту же микросхему и в корпусе QFP (от англ. Quad Flat Package — семейство корпусов микросхем, имеющих планарные выводы, расположенные по всем четырём сторонам) и в корпусе LCC (от англ. Leadless Chip Carrier – представляет собой низкопрофильный квадратный керамический корпус с расположенными на его нижней части контактами).
В основном существует 3 больших семейств электронных корпусов:
Thru-Hole – корпуса для монтажа в отверстия, которые имеют контакты, предназначенные для сквозной установки через монтажные отверстие в печатной плате. Такие компоненты паяются на противоположной стороне платы, где был вставлен компонент. Как правило, эти компоненты смонтированы только на одной стороне печатной платы.
Такие компоненты паяются на противоположной стороне платы, где был вставлен компонент. Как правило, эти компоненты смонтированы только на одной стороне печатной платы.
SMD / SMT – корпуса для поверхностного монтажа, которые паяются на одну сторону платы, где помещен компонент. Преимущество этого вида компоновки корпуса является то, что он может быть установлен на обе стороны печатной платы и кроме того, эти компоненты меньше чем корпуса для монтажа в отверстия и позволяют проектировать платы меньших габаритов и с более плотной разводкой проводников на печатных платах.
BGA (Ball Grid Array- массив шариков) -тип корпуса поверхностно-монтируемых интегральных микросхем). BGA выводы представляют собой, шарики из припоя, нанесённые на контактные площадки с обратной стороны микросхемы. Микросхему располагают на печатной плате и нагревают с помощью паяльной станции или инфракрасного источника, так что шарики начинают плавиться. Поверхностное натяжение заставляет расплавленный припой зафиксировать микросхему ровно над тем местом, где она должна находиться на плате. У BGA длина проводника очень мала, и определяется расстоянием между платой и микросхемой, таким образом, применение BGA позволяет увеличить диапазон рабочих частот и увеличить скорость обработки информации. Так же технология BGA имеет лучший тепловой контакт между микросхемой и платой, что в большинстве случаев избавляет от установки теплоотводов, поскольку тепло уходит от кристалла на плату более эффективно. Чаще всего BGA используется в компьютерных мобильных процессорах, чипсетах и современных графических процессорах.
У BGA длина проводника очень мала, и определяется расстоянием между платой и микросхемой, таким образом, применение BGA позволяет увеличить диапазон рабочих частот и увеличить скорость обработки информации. Так же технология BGA имеет лучший тепловой контакт между микросхемой и платой, что в большинстве случаев избавляет от установки теплоотводов, поскольку тепло уходит от кристалла на плату более эффективно. Чаще всего BGA используется в компьютерных мобильных процессорах, чипсетах и современных графических процессорах.
Контактная площадка печатной платы (англ. land)
Контактная площадка печатной платы – часть проводящего рисунка печатной платы, используемая для электрического подсоединения устанавливаемых изделий электронной техники. Контактная площадка печатной платы представляет собой открытые от паяльной маски части медного проводника, куда и припаиваются выводы компонентов. Есть два типа площадок – контактные площадки монтажных отверстий для монтажа в отверстия и планарные площадки для поверхностного монтажа – SMD площадки. Иногда, SMD площадки с переходным отверстием очень похожи на площадки для монтажа в отверстия. На рисунке 4 представлены контактные площадки для 4х разных электронных компонентов. Восемь для IC1 и две для R1 SMD площадки, соответственно, а так же три площадки с отверстиями для Q1 и PW электронных компонентов.
Иногда, SMD площадки с переходным отверстием очень похожи на площадки для монтажа в отверстия. На рисунке 4 представлены контактные площадки для 4х разных электронных компонентов. Восемь для IC1 и две для R1 SMD площадки, соответственно, а так же три площадки с отверстиями для Q1 и PW электронных компонентов.
Медные проводники
Медные проводники используется для подключения двух точек на печатной плате -например, для подключения между двумя SMD площадками (рисунок 5.), или для подключения SMD площадки к площадке монтажного отверстия или для соединения двух переходных отверстия. Проводники могут иметь разную, рассчитанную ширину в зависимости от токов, протекающих через них. Так же, на высоких частотах, необходимо рассчитывать ширину проводников и зазоры между ними, так как сопротивление, емкость и индуктивность системы проводников зависит от их длинны, ширины и их взаимного расположения.
Сквозные металлизированные переходные отверстие печатной платы
Когда надо соединить компонент, который находится на верхнем слое печатной платы с компонентом, который находится на нижнем слое, применяются сквозные металлизированные переходные отверстия, которые соединяют элементы проводящего рисунка на разных слоях печатной платы. Эти отверстия, позволяют току проходить сквозь печатную плату. На рисунке 6 показаны два проводника, которые начинаются на площадках компонентов на верхнем слое и заканчивается на площадках другого компонента на нижнем слое. Для каждого проводника установлено свое переходное отверстие, проводящее ток из верхнего слоя на нижний слой.
Рисунок 6. Соединение двух микросхем через проводники и переходные металлизированные отверстия на разных сторонах печатной платыНа рисунке 7 более детально дано представление о поперечном сечении 4-слойных печатных плат.
 Рисунок 7. Проводник из верхнего слоя, проходящий через печатную плату и продолжающий свой путь на нижнем слое.Здесь цветами обозначены следующие слои:зеленый – Верхняя и нижняя паяльная маска красный – Верхний проводящий слой фиолетовый – Второй слой – обычно этот слой используется в качестве питания или земли (то есть Vcc и Gnd) желтый -Третий слой – так же может использоваться в качестве питания или земли синий – Нижний проводящий слой На модели печатной платы, на рисунке 7 показан проводник (красный), который принадлежит к верхнему проводящему слою , и который проходит сквозь плату с помощью сквозного переходного отверстия, а затем продолжает свой путь по нижнему слою(синий).
Рисунок 7. Проводник из верхнего слоя, проходящий через печатную плату и продолжающий свой путь на нижнем слое.Здесь цветами обозначены следующие слои:зеленый – Верхняя и нижняя паяльная маска красный – Верхний проводящий слой фиолетовый – Второй слой – обычно этот слой используется в качестве питания или земли (то есть Vcc и Gnd) желтый -Третий слой – так же может использоваться в качестве питания или земли синий – Нижний проводящий слой На модели печатной платы, на рисунке 7 показан проводник (красный), который принадлежит к верхнему проводящему слою , и который проходит сквозь плату с помощью сквозного переходного отверстия, а затем продолжает свой путь по нижнему слою(синий).«Глухое» металлизированное отверстие печатной платы
В HDI (High Density Interconnect – высокая плотность соединений) печатных платах, необходимо использовать более чем два слоя, как это показано на рисунке 7. Как правило, в многослойных конструкциях печатной платы, на которых устанавливаются много интегральных микросхем, используются отдельные слои для питания и земли (Vcc или GND), и таким образом, наружные сигнальные слои освобождаются от шин питания, что облегчает разводку сигнальных проводников. Также бывают случаи, что сигнальные проводники должны переходить от внешнего слоя (сверху или снизу) по наименьшему пути, что бы обеспечить необходимое волновое сопротивление, требования по гальванической развязке и заканчивая требованиями на устойчивость к электростатическому разряду. Для таких видов соединений используются глухие металлизированные отверстие (Blind via — «глухие» или «слепые»). Имеются в виду отверстия, соединяющие наружный слой с одним или несколькими внутренними, что позволяет сделать подключение минимальным по высоте. Глухое отверстие начинается на внешнем слое и заканчивается на внутреннем слое, поэтому оно имеет префикс «глухое».
Также бывают случаи, что сигнальные проводники должны переходить от внешнего слоя (сверху или снизу) по наименьшему пути, что бы обеспечить необходимое волновое сопротивление, требования по гальванической развязке и заканчивая требованиями на устойчивость к электростатическому разряду. Для таких видов соединений используются глухие металлизированные отверстие (Blind via — «глухие» или «слепые»). Имеются в виду отверстия, соединяющие наружный слой с одним или несколькими внутренними, что позволяет сделать подключение минимальным по высоте. Глухое отверстие начинается на внешнем слое и заканчивается на внутреннем слое, поэтому оно имеет префикс «глухое».
Чтобы узнать, какое отверстие присутствует на плате, вы можете поместить печатную плату над источником света и посмотреть – если вы видите свет, идущий от источника через отверстие, то это переходное отверстие, в противном случае глухое.
Глухие переходные отверстия полезно использовать в конструкции платы, когда вы ограничены в размерах и имеете слишком мало места для размещения компонентов и разводки сигнальных проводников. Вы можете разместить электронные компоненты с обеих сторон и максимально увеличить пространство под разводку и другие компоненты. Если переходы сделаны через сквозные отверстие, а не глухие, понадобиться дополнительное пространство для отверстий т.к. отверстие занимает место с обеих сторон. В то же время глухие отверстия могут находиться под корпусом микросхемы – например для разводки больших и сложных BGA компонентов.
Вы можете разместить электронные компоненты с обеих сторон и максимально увеличить пространство под разводку и другие компоненты. Если переходы сделаны через сквозные отверстие, а не глухие, понадобиться дополнительное пространство для отверстий т.к. отверстие занимает место с обеих сторон. В то же время глухие отверстия могут находиться под корпусом микросхемы – например для разводки больших и сложных BGA компонентов.
На рисунке 8 показаны три отверстия, которые являются частью четырехслойной печатной платы. Если смотреть слева направо, то первое мы увидим сквозное отверстие через все слои. Второе отверстие начинается в верхнем слое и заканчивается на втором внутреннем слое – глухое переходное отверстия L1-L2. Наконец, третье отверстие, начинается в нижнем слое и заканчивается в третьем слое, поэтому мы говорим, что это глухое переходное отверстия L3-L4.
Основным недостатком этого типа отверстия, является более высокая цена изготовления печатной платы с глухими отверстиями, по сравнению с альтернативными сквозными отверстиями.
Рис 8. Сравнение переходного сквозного отверстие и глухих переходных отверстий.
Скрытые переходные отверстия
Англ. Buried via — «скрытые», «погребенные», «встроенные». Эти переходные отверстия похожи на глухие, с той разницей, что они начинаются и заканчиваются на внутренних слоях. Если мы посмотрим на рисунок 9 слева направо, мы увидим, что первое отверстие сквозное через все слои. Второе представляет собой глухое переходное отверстия L1-L2, а последнее является, скрытое переходное отверстие L2-L3, которое начинается на втором слое и заканчивается на третьем слое.
Рисунок 9. Сравнение переходного сквозного отверстие, глухого отверстия и скрытого отверстия.
Технология изготовления глухих и скрытых переходных отверстий
Технология изготовления таких отверстий может быть различной, в зависимости от той конструкции, которую заложил разработчик, и в зависимости от возможностей завода-изготовителя. Мы будем выделять два основных вида:
Мы будем выделять два основных вида:
- Отверстие сверлится в двусторонней заготовке ДПП, металлизируется, травиться и затем эта заготовка, по сути готовая двухслойная печатная плата, прессуется через препрег в составе многослойной заготовки печатной платы. Если эта заготовка находиться сверху «пирога» МПП, то мы получаем глухие отверстия, если в середине, то – скрытые переходные отверстия.
- Отверстие сверлится в спрессованной заготовке МПП, глубина сверления контролируется, что бы точно попасть в площадки внутренних слоев, и затем происходит металлизация отверстия. Таким образом мы получаем только глухие отверстия.
В сложных конструкциях МПП могут применяться комбинации вышеперечисленных видов отверстий – рисунок 10.
Рисунок 10. Пример типовой комбинации видов переходных отверстий.
Заметим, что применение глухих отверстий иногда может привести к удешевлению проекта в целом, за счет экономии на общем количестве слоев, лучшей трассируемости, уменьшения размера печатной платы, а также возможности применить компоненты с более мелким шагом. Однако в каждом конкретном случае решение об их применении следует принимать индивидуально и обоснованно. Однако не следует злоупотреблять сложностью и многообразием видов глухих и скрытых отверстий. Опыт показывает, что при выборе между добавлением в проект еще одного вида несквозных отверстий и добавлением еще одной пары слоев правильнее будет добавить пару слоев. В любом случае, конструкция МПП должна быть спроектирована с учетом того, как именно она будет реализована в производстве.
Однако в каждом конкретном случае решение об их применении следует принимать индивидуально и обоснованно. Однако не следует злоупотреблять сложностью и многообразием видов глухих и скрытых отверстий. Опыт показывает, что при выборе между добавлением в проект еще одного вида несквозных отверстий и добавлением еще одной пары слоев правильнее будет добавить пару слоев. В любом случае, конструкция МПП должна быть спроектирована с учетом того, как именно она будет реализована в производстве.
Финишные металлические защитные покрытия
Получение правильных и надежных паяных соединений в электронном оборудовании зависит от многих конструктивных и технологических факторов, включая должный уровень паяемости соединяемых элементов, таких как компоненты и печатные проводники. Для сохранения паяемости печатных плат до монтажа электронных компонентов, обеспечения плоскостности покрытия и для надежного монтажа паяных соединений необходимо защищать медную поверхность контактных площадок печатной платы от окисления, так называемым финишным металлическим защитным покрытием. При взгляде на разные печатные платы, можно заметить, что контактные площадки почти не когда не имеют цвет меди, зачастую и в основном это серебристые цвета, блестящий золотой или матовый серый. Эти цвета и определяют типы финишных металлических защитных покрытий.
При взгляде на разные печатные платы, можно заметить, что контактные площадки почти не когда не имеют цвет меди, зачастую и в основном это серебристые цвета, блестящий золотой или матовый серый. Эти цвета и определяют типы финишных металлических защитных покрытий.
Наиболее распространенным методом защиты паяемых поверхностей печатных плат является покрытие медных контактных площадок слоем серебристого сплава олово-свинеца (ПОС-63) – HASL. Большинство изготавливаемых печатных плат защищены методом HASL.
– Горячее лужение HASL – процесс горячего облуживания платы, методом погружения на ограниченное время в ванну с расплавленным припоем и при быстрой выемке обдувкой струей горячего воздуха, убирающей излишки припоя и выравнивающей покрытие. Это покрытие доминирует в течение нескольких последних лет, несмотря на его серьезные технические ограничения. Платы, выпущенные таким способом, хотя и хорошо сохраняют паяемость в течение всего периода хранения, непригодны для некоторых применений. Высокоинтегрированные элементы, используемые в SMT технологиях монтажа, требуют идеальной планарности (плоскостности) контактных площадок печатных плат. Традиционные покрытия HASL не соответствуют требованиям планарности. Технологии нанесения покрытий, соответствующие требованиям планарности, это наносимое химическими методами покрытия:
Высокоинтегрированные элементы, используемые в SMT технологиях монтажа, требуют идеальной планарности (плоскостности) контактных площадок печатных плат. Традиционные покрытия HASL не соответствуют требованиям планарности. Технологии нанесения покрытий, соответствующие требованиям планарности, это наносимое химическими методами покрытия:
– иммерсионное золочение (Electroless Nickel / Immersion Gold – ENIG), представляющее собой тонкую золотую пленку, наносимую поверх подслоя никеля. Функция золота — обеспечивать хорошую паяемость и защищать никель от окисления, а сам никель служит барьером, предотвращающим взаимную диффузию золота и меди. Это покрытие гарантирует превосходную планарность контактных площадок без повреждения печатных плат, обеспечивает достаточную прочность паяных соединений, выполненных припоями на основе олова. Их главный недостаток – высокая себестоимость производства.
– иммерсионное олово (Immersion Tin – ISn) – серое матовое химическое покрытие, обеспечивающее высокую плоскостность печатных площадок платы и совместимое со всеми способами пайки, нежели ENIG. Процесс нанесения иммерсионного олова, схож с процессом нанесения иммерсионного золота. Иммерсионное олово обеспечивает хорошую паяемость после длительного хранения, которое обеспечивается введением подслоя органометалла в качестве барьера между медью контактных площадок и непосредственно оловом. Однако, платы, покрытые иммерсионным оловом, требуют осторожного обращения, должны хранится в вакуумной упаковке в шкафах сухого хранения и платы с этим покрытием не пригодны для производства клавиатур/сенсорных панелей.
Процесс нанесения иммерсионного олова, схож с процессом нанесения иммерсионного золота. Иммерсионное олово обеспечивает хорошую паяемость после длительного хранения, которое обеспечивается введением подслоя органометалла в качестве барьера между медью контактных площадок и непосредственно оловом. Однако, платы, покрытые иммерсионным оловом, требуют осторожного обращения, должны хранится в вакуумной упаковке в шкафах сухого хранения и платы с этим покрытием не пригодны для производства клавиатур/сенсорных панелей.
При эксплуатации компьютеров, устройств с ножевыми разъемами, контакты ножевых разъемов, подвергаются трению при эксплуатации платы, поэтому, концевые контакты, гальваническим способом покрывают более толстым и более жестким слоем золота.
– Гальваническое золочение ножевых разъёмов (Gold Fingers) – покрытие семейства Ni/Au, толщина покрытия: 5 -6 Ni; 1,5 – 3 мкм Au. Покрытие наносится электрохимическим осаждением (гальваника) и используется в основном для нанесения на концевые контакты и ламели. Толстое, золотое покрытие имеет высокую механическую прочность, стойкость к истиранию и неблагоприятному воздействию окружающей среды. Незаменимо там, где важно обеспечить надежный и долговечный электрический контакт.
Толстое, золотое покрытие имеет высокую механическую прочность, стойкость к истиранию и неблагоприятному воздействию окружающей среды. Незаменимо там, где важно обеспечить надежный и долговечный электрический контакт.
Рисунок 11. Примеры металлических защитных покрытий – олово-свинец, иммерсионное золочение, иммерсионное олово, гальваническое золочение ножевых разъёмов.
(c) pselectro.ru
Что такое трафаретная печать и как она работает?
На прошлой неделе мы рассказывали вам о печати DTG. Ничего страшного, это просто позволяет нам действовать как супер-ниндзя, которые могут напечатать любой дизайн, который вы пожелаете, на футболке менее чем за час . Это что? Думаешь, мы волшебники? Ну, может, и так. Может, да. Потому что это еще не все, что мы делаем. Вы сейчас думаете про себя: «Это невозможно, футболок за час, уже очень достойны восхищения, что еще они могут сделать?» Как насчет маленькой штуки под названием трафаретная печать ? Черт, да, мы тоже так делаем.
Что такое трафаретная печать?
Трафаретная печать , также известная как Silk Screening , представляет собой крутой метод печати графики на футболке с использованием толстых чернил, которые лежат поверх рубашки, а не впитываются в рубашку . Трафаретная печать – это то, что использует большинство компаний, и в свое время это был единственный основной способ создать большое количество футболок на заказ . OneHourTees предлагает трафаретную печать , а также один час DTG-печать , потому что в некоторых случаях лучше использовать трафаретную печать вместо DTG.
При использовании более толстых чернил трафаретная печать лучше подходит для графики с использованием чернил только одного или двух цветов. Вместо DTG трафаретная печать заставит эти цвета бросаться в глаза, как домкрат в коробке. Толстые чернила будут мягкими на ощупь, если к ним прикоснуться, и они сделают действительно потрясающий вид. Если вы никуда не торопитесь и у вас минимальные цвета для футболки, мы рекомендуем трафаретную печать. Он выглядит великолепно и часто более доступен в больших количествах.
Как это работает?
Так как же работает трафаретная печать? Ну, это точно не DTG.Вместо этого тонкая сетка плотно натягивается на раму (изначально ширма была сделана из шелка, но сегодня в основном из полиэстера). Негатив с рисунком печатается на экране, чтобы прикрепить его к рубашке. После правильной настройки чернила катятся по экрану, и только области, на которых был напечатан рисунок, пропускают чернила. Затем чернила застывают на футболке и откладываются для высыхания.
Будем честны с вами, все намного сложнее. При изготовлении рубашек используется множество отдельных химикатов, красок и техник, но в этом суть.Хотя это может быть не так быстро, как печать DTG, в результате получается толстый и жирный дизайн.
Нет, серьезно, как это работает?
Хорошо, не говорите, что мы вас не предупреждали. Есть причина, по которой шелкография работает лучше всего, когда ее проводят профессиональные производители футболок, такие как 1 Hour Tees. Опыт, ноу-хау и правильное оборудование – все вместе создает идеальную футболку.
Вот подробный обзор того, как мы используем трафаретную печать на футболках. канала Cue Discovery Channel “Как это сделано?” оптимистично звучащая в индустриальном стиле музыка, и давайте погрузимся в чудесный мир шелкографических футболок.
Экран
Как только вы будете довольны макетом вашей рубашки (рубашек), пора начинать. Попробуйте мысленно представить себе экран на сетчатой двери дома. Мы используем что-то подобное (но гораздо более качественное). По сути, это экран с кучей крошечных дырочек.
Берем ширму (она закреплена в деревянной рамке) и начинаем ее готовить. Затем он покрывается слоем эмульсии, предотвращающей проникновение чернил. Конечный результат – двухцветный цвет (зеленый и цвет экрана, который обычно является оттенком желтого).Цвета на экране не имеют значения и не повлияют на окончательный процесс печати.
Мы также занимаемся некоторыми закулисными делами, чтобы подготовиться к тиражу. Эта общая настройка для шелкографии намного дольше, чем печать DTG, поскольку нам приходится делать все вручную вручную.
Цвет
Вот где происходит волшебство. Мы берем свои собственные цвета и начинаем смешивать и сочетать, пока не получим точные цвета, которые вы указали. Мы используем только качественные чернила, рассчитанные на долгий срок службы.Чернила, которые мы используем, также очень толстые, а это значит, что дизайн будет выглядеть действительно хорошо.
На самом деле этого больше нет. Мы просто следуем инструкциям по смешиванию цветов и за несколько минут создали именно тот цвет, который вы указали.
Пресса
Пресс – это то место, где рубашка шелкотрафаретируется. Представьте себе 12 -оружного металлического зверя из мифической сказки о викингах. Он вращается, и в нем много металлических деталей. На каждой руке есть место для деревянной шелковой ширмы (которую мы разработали для ваших рубашек).
Футболка натянута на гладильную доску. Все выстроено в линию с чертовыми лазерами, поэтому дизайн на всех ваших рубашках расположен в одном и том же месте.
Затем экраны опускаются на футболку. Мы наливаем на него специальную смесь чернил, а затем с помощью резинового ракеля очень быстро перемещаем чернила с одного конца трафарета на другой. Когда чернила перемещаются по экрану, футболка впитывает чернила на лицевой стороне и начинает проявляться рисунок.
В зависимости от того, какие цвета вы хотите, нам, возможно, придется смешивать цвета (больше волшебства), и футболка может пройти два или более шелковых растрирования с использованием разных цветов (и другой руки 12-руками металлического зверя. Конечный результат футболка точно такого же дизайна и того же цвета, что и вы.
Сухой
Затем мы сушим наши рубашки в сушилке. Это больше похоже на устройство с конвейерной лентой, которое настроено на точную температуру, чтобы рубашки высыхали за один проход и цвета не растекались.
Как только футболка выходит на другом конце, мы проверяем ее, чтобы убедиться, что она выглядит точно так же, как макет, который мы отправили вам ранее.
Конечный продукт
В отличие от DTG-печати, шелкография полностью выполняется вручную. Этот тип печати предназначен для художественных работ, которые содержат только 1-2 цвета или в огромных количествах.
Вы можете сказать, что на футболке была нанесена трафаретная печать, если провести рукой по чернилам. Это вызовет чувство возвышения. Это связано с тем, что чернила попали на переднюю часть футболки.
В связи с тем, что шелкография – это очень индивидуальная работа, на создание вашего заказа у нас уйдет 10 рабочих дней.
Закажите футболки с шелкографией сегодня!
Мы рекомендуем трафаретную печать для простых логотипов компаний, названий команд и футболок с текстом. Кроме того, трафаретная печать очень хорошо работает как со светлыми, так и с темными футболками . Часто DTG труднее справляется с темными рубашками, но трафаретная печать , если используются правильные чернила, будет выделяться по сравнению с любой другой техникой персонализации футболок.
Извините, но чего вы, черт возьми, ждете? Мы только что рассказали вам, что такое трафаретная печать, так что перейдите на нашу страницу цитат и попросите нас создать утешение. Мы рассмотрим этот процесс более подробно и даже поможем вам с дизайном, если он вам нужен. Вы будете счастливы, что зашли на OneHourTees.com
, так как у вас есть лучшие дизайнеры и варианты футболок.Что такое трафаретная печать? Пошаговое руководство по шелкографии
Смоются ли краски для трафаретной печати?
Если одежда была правильно напечатана трафаретной печатью обученным профессионалом с использованием термообработанных смываемых чернил, то рисунок не должен вымываться.Чтобы обеспечить стойкость цвета, принтер должен убедиться, что чернила установлены в соответствии с рекомендациями производителя. Правильная температура и время сушки зависят от типа чернил и используемой ткани, поэтому принтеру необходимо строго следовать инструкциям, если он хочет создать долговечный, моющийся предмет.
В чем разница между трафаретной печатью и цифровой печатью?
Для цифровой печати «Прямая печать на одежду» (DTG) используется специализированный тканевый принтер – немного похожий на струйный компьютерный принтер – для переноса изображения непосредственно на ткань.Он отличается от трафаретной печати тем, что цифровой принтер используется для переноса дизайна непосредственно на ткань. Поскольку трафарета нет, можно применять несколько цветов одновременно, а не в отдельных слоях, что означает, что этот метод часто используется для печати сложных или очень красочных рисунков.
В отличие от трафаретной печати, здесь требуется очень мало настроек, а это означает, что цифровая печать является более экономичным вариантом для печати небольших партий одежды или отдельных предметов.А поскольку в нем используется компьютеризированное изображение, а не трафарет, он отлично подходит для создания фотографических или высокодетализированных дизайнов. Однако, поскольку цвета печатаются с использованием цветных точек в стиле CMYK, а не сплошных блоков чернил, это не обеспечивает такой же интенсивности цвета, как при трафаретной печати. Вы также не можете создавать текстурированные эффекты на цифровом принтере.
В чем разница между шелкотрафаретной печатью и теплопередачей?
Печать с теплопередачей – это название, данное любому типу печати, в которой используется тепло для прикрепления рисунка к ткани.Дизайн печатается на материале, покрытом термореактивным клеем, который называется трансферной или сублимационной бумагой. Когда термопресс прикладывают к копирующей бумаге, клей реагирует на тепло и прилипает к поверхности ткани под ней, создавая печатный текстиль.
Печать с теплопередачей проста и экономична, поэтому она отлично подходит для небольших партий персонализированной печати. Его также можно использовать для передачи подробных фотографических дизайнов, чего не может сделать трафаретная печать. Цифровая трансфертная печать также может использоваться для получения отличных результатов на таких предметах, как сумки, шляпы или обувь, которые могут быть сложными для трафаретной печати из-за их неудобной формы.
Также возможно объединить процесс теплопередачи с цифровыми методами, чтобы получить лучшее из обоих миров. При цифровой печати с теплопередачей дизайн создается с помощью компьютерного программного обеспечения и печатается на белой копировальной бумаге. Затем дизайн вырезается с помощью плоттера, который следует цифровому контуру для получения точных результатов. Готовый перевод помещается в желаемое место на одежде или аксессуаре, а затем подвергается термообработке, чтобы привязать его к ткани.
Если у печати с теплопередачей есть обратная сторона, так это то, что качество может сильно варьироваться в зависимости от используемых материалов, а некоторые принтеры, использующие некачественные материалы и некачественные технологии, в последние годы приобрели плохую репутацию.Но до тех пор, пока используется хороший переносной материал и дизайн применяется с осторожностью, полученная в результате одежда будет высококачественной и долговечной. Вся наша одежда с цифровой печатью создается с использованием мягких на ощупь материалов премиум-класса, наносимых с помощью современных принтеров и плоттеров, поэтому мы уверены, что предлагаем одни из лучших цифровых принтеров на рынке.
Процесс трафаретной печати, как работает трафаретная печать
Все, что вы всегда хотели знать о трафаретной печати, но боялись спросить
Но на самом деле… что такое скринпринт? Для нас трафарет, несомненно, является видом искусства (примечание: клянусь, хипстерский подтекст здесь непреднамерен). Внимание к деталям, которое входит в процесс трафаретной печати, имеет решающее значение – и, поскольку мы понимаем важность этого, мы знаем, как предоставлять продукцию высочайшего качества. В процессе трафаретной печати есть множество движущихся частей, которые должны идеально сочетаться друг с другом для достижения наилучшего конечного результата – поверьте, мы кое-что знаем!
Шелкография есть…
- Не точная наука
- Лучшее для ярких дизайнов
- оптом
- С ручным управлением
Как работает трафаретная печать?
Чернила + трафарет (сетка-трафарет) = трафаретная печать! К счастью, сам процесс трафаретной печати имеет очень мало ограничений в отношении того, на каких поверхностях можно печатать. С этим процессом легко оставаться в тренде, учитывая все доступные типы чернил, которые могут изменять «внешний вид» окончательного отпечатка.Опытные печатники (введите Threadbird!) Понимают взаимосвязь между различными чернилами, материалами рубашек и цветами рубашек – с этими знаниями мы можем помочь добиться желаемого результата.
Шелкотрафарет – технически говоря
Один экран (сетчатый трафарет) используется для каждого печатаемого цвета – трафареты должны быть выровнены (или зарегистрированы) и напечатаны на тестовых листах, чтобы убедиться, что все цвета совпадают правильно. Затем чернила проталкиваются через экраны по одному цвету на одежду.Наконец, каждая деталь проходит через большую сушилку для отверждения чернил.
Преимущества
Больше, чем просто рубашки. Многие думают, что печать экрана ограничивается рубашки только – это не могло быть более фальшивым! Вот краткое описание того, что можно распечатать на экране: сумки / кошельки, куртки, коврики для мыши, флажки, баннеры знаки, банданы и многое другое.
Добивайтесь нестандартных результатов. Вы можете получить желаемые результаты, манипулируя процессом трафаретной печати – мы стремимся сопровождать наших клиентов на протяжении всего процесса заказа, чтобы гарантировать, что ваши ожидания оправдаются! Нужен блеклый принт на конкретной рубашке? Мы вас прикрыли.Вам нужно подобрать цвет чернил к конкретному цвету, который вы задумали? Очень просто.
Изучите различные варианты. Думаете, вы ограничились простой старой хлопковой рубашкой для трафаретной печати? Подумай еще раз! Существует множество отличных синтетических тканей, которые отлично подходят для трафаретной печати – полиэстер, шелк, вискоза и другие.
Что такое трафаретная печать? Процесс объяснил
Трафаретная печать, один из самых популярных методов создания шелка с элегантным рисунком, представляет собой традиционный высокоточный процесс печати, используемый многими продавцами и производителями по всему миру.
Трафаретная печать используется уже более 100 лет как в коммерческой индустрии для печати изображений и рисунков на одежде и аксессуарах, так и в художественном секторе для воплощения творческих замыслов в жизнь.
Этот традиционный метод печати по-прежнему остается одним из самых популярных на сегодняшний день, и существует множество веских причин, по которым трафаретная печать часто более выгодна, чем альтернативные процедуры, такие как цифровая печать. В этой статье вы узнаете все, что вам нужно знать о трафаретной печати и почему мы продолжаем предлагать ее в качестве одной из наших основных услуг здесь, в Biddle Sawyer Silks.
Что такое шелкография?
Трафаретная печать – это, по сути, процесс переноса рисунка на простой кусок шелка с использованием искусственных трафаретов и чернил. Это медленный и кропотливый процесс, требующий высокого уровня навыков, но потрясающий результат непревзойден.
Шелк с красивым рисунком можно найти повсюду, от домашней мебели до одежды, которую носят высококлассные подиумные модели, но все эти шелка изначально были простой тканью, а затем были преобразованы с помощью печати.
Почему используется трафаретная печать?
Трафаретная печать популярна благодаря высокому качеству внешнего вида, которое она обычно создает в готовой продукции. Толстый слой нанесенных чернил ложится поверх ткани, а не впитывается в материал, и, как правило, обеспечивает резкую гладкую поверхность.
Натуральные ткани – идеальный кандидат для трафаретной печати, так как они, как правило, впитывают чернила намного лучше, чем искусственные ткани, поэтому трафаретная печать идеально подходит для шелка.Несмотря на технологические достижения, означающие, что теперь мы можем печатать намного быстрее и эффективнее с помощью цифровой печати, трафаретная печать по-прежнему занимает свое место благодаря предлагаемым ею результатам.
Пошаговый процесс трафаретной печати
Трафаретная печать может выполняться разными способами, но основная техника остается неизменной. Длительный процесс включает в себя различные шаги для достижения желаемых результатов. Ниже приводится общая схема метода трафаретной печати.
1. Создание дизайна
Прежде всего, рисунок, который будет напечатан на ткани, печатается на прозрачной ацетатной пленке, которая будет использоваться для создания трафарета, или трафарета.
2. Подготовка экрана
Метод получил свое название от использования экрана для печати дизайна. Здесь нет подхода «один размер для всех», и выбор правильного сетчатого экрана включает оценку сложности дизайна, который будет напечатан, и материала, на котором будет печататься.
После выбора сетчатого экрана его покрывают слоем светореактивной эмульсии.
3. Экспонирование эмульсии
Прозрачная ацетатная пленка, удерживающая дизайн, затем осторожно помещается на сетчатый экран с эмульсионным покрытием. Его помещают под очень яркий свет, который заставляет светореактивную эмульсию затвердевать и развиваться. Это важный шаг в создании отпечатка дизайна, так как любые области экрана, которые покрыты дизайном, останутся в жидкой форме.
Этот шаг становится более сложным, если в дизайне задействовано несколько цветов, поскольку для каждого отдельного цвета должны использоваться отдельные экраны. Вот почему высокоточный процесс требует высококвалифицированных принтеров, поскольку каждый трафарет должен быть тщательно разработан для каждого цвета, а затем точно выровнен, чтобы гарантировать, что окончательный дизайн точно соответствует оригиналу.
4. Создание трафарета
Экран должен находиться на свету в течение определенного времени, прежде чем эмульсия затвердеет на любых участках, не охваченных дизайном.Чтобы оставить четкий отпечаток дизайна на экране, любую эмульсию, оставшуюся в жидкой форме, необходимо тщательно смыть.
Как только трафарет окажется в положении, в котором остается только затвердевшая эмульсия, он будет тщательно высушен, и принтер сможет внести любые необходимые исправления вручную, чтобы гарантировать максимальную точность отпечатка. Это будет означать, что у принтера остался готовый трафарет для печати.
5. Подготовка к печати
Шелк для печати ложится плашмя на печатный станок (мы используем автоматический ротационный карусельный принтер) , и трафарет осторожно помещается сверху в желаемом положении, готовый к печати.
6. Печать
Вот когда наконец оживает печатный дизайн! Трафарет опускают на печатную доску над куском шелка. Толстый слой чернил желаемого цвета наносится на верхнюю часть экрана, а ракель (резиновое лезвие, прикрепленное к длинной металлической ручке) используется для протягивания чернил по всей длине экрана, покрывая все трафарет.
Это работает так: чернила проталкиваются через открытые участки трафарета и переходят на шелк под ним, оставляя рисунок чернил в желаемом дизайне.Это можно повторить столько раз, сколько необходимо, используя один и тот же трафарет, если нужно создать несколько продуктов.
Когда заказ будет выполнен и трафарет больше не понадобится, трафарет будет промыт специальной жидкостью для удаления затвердевшей эмульсии, после чего сетка будет готова к повторному использованию для изготовления новых трафаретов.
7. Контроль качества и отделка
Наконец, чернила затвердевают, пропуская шелк через специальную сушилку, чтобы получить гладкую, стойкую к окраске поверхность.Конечный продукт будет проверен и тщательно промыт, чтобы удалить все следы остатков эмульсии и убедиться, что он готов к использованию.
Трафаретная печать v цифровая печать
Основное различие между методами трафаретной печати и цифровой печати состоит в том, что трафаретная печать требует изготовления печати, в отличие от прямого копирования дизайна, как при цифровой печати.
В отличие от цифровой печати, трафаретная печать выполняется полностью вручную от начала до конца и требует обширной процедуры настройки перед каждой печатью.В связи с этим трафаретная печать обычно резервируется для крупных оптовых заказов, чтобы обеспечить рентабельность. Для меньших объемов заказа, как правило, предпочтительным методом является цифровая печать.
Цифровая печать переносит дизайн на шелк с помощью специального принтера для ткани, который работает аналогично стандартной струйной печати. Благодаря применяемой технологии оптимизации цифровая печать, как правило, более эффективна, чем трафаретная печать, при работе со сложными, детализированными рисунками, включающими несколько цветов.Хотя трафаретная печать позволяет использовать более одного цвета, существует ограничение на количество используемых цветов.
Использование компьютеризированных изображений вместо необходимости создавать отдельные трафареты в этом случае означает, что цифровая печать лучше для воспроизведения большего количества фотографических дизайнов.
Подробнее: Цифровая шелкография – объяснение процесса
Преимущества трафаретной печати
Трафаретная печать является предпочтительным методом для многих производителей и дизайнеров по ряду причин, включая следующие…
Яркие результаты
Несмотря на ограничения использования нескольких цветов в одном дизайне с трафаретной печатью, цветной вывод, который дает этот метод, является одним из его основных преимуществ.
Нанесение толстого слоя краски непосредственно на ткань при трафаретной печати обычно дает гораздо более интенсивные и яркие результаты, чем цветные точки в стиле CMYK, используемые в цифровой печати. Следовательно, если требуется, чтобы отпечаток был особенно жирным и ярким, трафаретная печать будет лучшим выбором для достижения желаемых результатов.
Текстурированные эффекты
Аналогичным образом, если для печатного дизайна требуется эффект рельефной текстурированности, это может предложить только трафаретная печать.Нанесенные толстые слои чернил позволяют дизайну добиться трехмерного внешнего вида.
Большие партии
Как мы упоминали ранее, трафаретная печать обычно предназначена только для больших партий из-за высоких затрат на установку.
Однако это также может работать в его пользу как преимущество – поскольку после создания трафарета его можно использовать снова и снова для сотен или даже тысяч одинаковых отпечатков. Это означает, что длительное время настройки применяется только при первоначальном создании экрана, а повторные проекты, как правило, выполняются быстрее и эффективнее в будущем.
Шелк с трафаретной печатью в Biddle Sawyer Silks
Здесь, в Biddle Sawyer Silks, мы занимаемся трафаретной печатью более 50 лет, и этот метод укоренился в нашем наследии. Все проекты трафаретной печати выполняются на нашем заводе в Маклсфилде, которым управляет наша дочерняя компания Adamley Textiles.
Мы освоили весь процесс от начала до конца и производим в среднем 60 000 метров шелка ежегодно в нашем производственном цехе, который полностью оборудован 6 печатными столами.Осуществляя кустарный производственный процесс, мы производим все наши цвета и красители на собственном предприятии, что также означает, что мы можем предложить краситель, точно соответствующий цвету любого представленного клиентом дизайна.
Поскольку трафаретная печать требует высоких затрат на установку, мы можем предложить эту услугу только клиентам, заказывающим большие объемы (минимальный заказ 200 м / цвет). Узнайте больше о нашей услуге трафаретной печати здесь.
Хотите узнать, как работает наш процесс заказа? Ознакомьтесь с нашей страницей заказа .
Чтобы узнать больше о наших услугах трафаретной печати и о том, как с нами работать, свяжитесь с нами.
Все, что вам нужно знать о трафаретной печати
Каковы различные этапы трафаретной печати?
Существует множество различных методов трафаретной печати, но все они используют схожую базовую технику.
Вот краткий обзор этапов трафаретной печати.
# 1 Создание дизайна – дизайн печатается на прозрачной ацетатной пленке, которая затем используется для создания трафарета.
# 2 Подготовлен трафарет – принтер должен будет выбрать правильный тип сетчатого экрана, соответствующий стилистике дизайна и фактуре используемых тканей. Этот сетчатый экран затем покрывается светореактивной эмульсией, которая в конечном итоге затвердевает по мере проявления под ярким светом.
# 3 Эмульсия экспонируется – лист ацетата с рисунком затем помещается на сетку, покрытую эмульсией, и освещается ярким светом.Этот свет сделает эмульсию более твердой, так что любые части экрана, покрытые дизайном, останутся в жидком состоянии.
Если в дизайне используется более одного цвета, то для каждого цвета необходимо использовать новый экран. Каждый экран необходимо будет точно выровнять вручную.
# 4 Эмульсия смывается, и создается трафарет. – как только истечет правильный период времени, все области экрана, которые не покрыты дизайном, будут повреждены.Не затвердевшую эмульсию необходимо смыть. Это приведет к четкому отпечатку рисунка на экране для прохождения чернил.
# 5 Экран высушен, и сделаны ретуши – после завершения шага 4 экран полностью высохнет, и принтеру потребуется внести какие-либо исправления или доработки. Теперь трафарет полностью подготовлен и готов к использованию.
# 6 Предмет, подготовленный для печати – затем экран будет помещен на печатную машину.Затем элемент помещается на печатную доску под экраном.
# 7 Краска и ракель – затем трафарет опускается на печатную доску с добавлением чернил сверху. Ракель используется для протягивания чернил по всей длине экрана. Этот процесс проталкивает чернила через все открытые участки трафарета, в результате чего дизайн отпечатывается на продукте.
Если заказ направлен на несколько позиций, этот процесс повторяется. После завершения эмульсия удаляется с помощью промывочной жидкости.Затем сетку можно повторно использовать для создания нового трафарета.
# 8 Сушка, проверка и окончательная обработка – На заключительном этапе печатная одежда или продукт проходит через сушилку. Это закрепит чернила и обеспечит гладкую поверхность. Конечный продукт проверяется на качество и промывается, чтобы удалить остатки.
Что такое трафаретная печать? | Far’n’Beyond
История трафаретной печати
Трафаретная печать произошла от древнего искусства трафаретной печати, имевшего место в конце 1800-х годов, и со временем, с модификациями, этот метод превратился в отрасль.
В 19 веке это оставалось простым процессом, в котором использовались ткани, такие как органди, натянутые на деревянные рамы, в качестве средства удержания трафаретов на месте во время печати. Только в двадцатом веке этот процесс стал механизированным, как правило, для печати плоских плакатов или упаковки и тканей.
Изначально, хотя это не был хорошо известный процесс, трафаретная печать ликвидировала разрыв между производством с ручной подачей и автоматической печатью, которая была намного дороже. Она быстро перешла от ручного к массовому производству, особенно в США, и тем самым открыла совершенно новую область возможностей печати и трансформировала рекламную индустрию.
Сегодня это очень сложный процесс, в котором используются современные ткани и чернила в сочетании с компьютерными технологиями. Часто трафаретная печать используется вместо других процессов, например офсетной литографии. В качестве метода печати он может печатать изображение практически на любой поверхности, например, на бумаге, карточке, дереве, стекле, пластике, коже или любой ткани. IPhone, солнечные батареи и водородные топливные элементы – все это продукты для трафаретной печати, и без этого процесса печати они бы не существовали.
Производство
Трафаретная печать – это метод, который включает использование тканого сетчатого трафарета для поддержки трафарета, блокирующего чернила, для получения желаемого изображения.
Трафарет для трафаретной печати формирует открытые области сетки, которые переносят чернила или другие материалы для печати, продавливая сетку как изображение с острыми краями на подложку (элемент, на который будет нанесено изображение).
Ракель перемещается по трафарету, заставляя чернила через отверстия сетки смачивать субстрат во время движения ракеля. Когда экран отскакивает от носителя, чернила остаются. В основном это процесс использования трафарета на основе сетки для нанесения чернил на подложку, будь то футболки, плакаты, наклейки, винил, дерево или другие материалы.
Трафаретная печать также иногда называется шелкографией. За один раз печатается один цвет, поэтому можно использовать несколько экранов для создания разноцветного изображения или дизайна.
Когда и где используется трафаретная печать?
Трафаретная печать чаще всего ассоциируется с футболками, шнурками, воздушными шарами, сумками и товарами, однако этот процесс также используется при нанесении латекса на рекламные печатные скретч-карты или для процесса декоративной печати, называемого точечным УФ-излучением.
Затем прозрачное покрытие подвергается воздействию ламп ультрафиолетового излучения для процесса сушки с использованием того же процесса, что и ракели и сетки.
В первую очередь используется для улучшения логотипов или изображения определенного текста. Точечный УФ-фильтр – отличный способ вывести печать на новый уровень.
Автор: Гэвин Эллис, менеджер по печати и студии Far’n’Beyond
Процесс трафаретной печати | Продажа, экраны, печать и др.
Процесс трафаретной печати остается загадкой для многих новых трафаретных принтеров.Хотя общий процесс достаточно прост, необходимо изучить множество деталей.
Прежде чем вы окунетесь и потратите тысячи на новое оборудование для трафаретной печати, потратьте некоторое время, чтобы узнать о процессе. Трафаретная печать ориентирована на процесс – это означает, что если что-то пойдет не так, вам, возможно, придется начать все сначала с первого шага.
Если вы хотите изготавливать рубашки для быстрой печати за наличные, понимание того, что есть процесс , которого вы должны придерживаться, поможет вам усерднее работать – с более стабильными результатами для ваших клиентов.
СодержаниеЧто такое трафаретная печать?
Трафаретная печать – широко используемая техника печати с тысячами приложений. Используя сетчатый экран и трафаретное изображение, трафаретные принтеры наносят чернила на все, от футболок до электроники.
A (не слишком) краткая история
Современная трафаретная печать начинается в начале 1900-х годов. Есть свидетельства того, что методы шелкографии использовались в Китае во времена династии Сун сотни лет назад, хотя эта техника использовалась для документации, искусства и гобеленов больше, чем для одежды.Торговля шелком была ограничивающим фактором для распространения трафаретной печати, поскольку шелк пользовался большим спросом для одежды, а не для использования в промышленных и художественных целях.
Благодаря достижениям в химии в 1900-х годах первые трафаретные принтеры изготавливали закаленные трафареты со светочувствительными эмульсиями. Затем они продавливали чернила через этот трафарет для различных целей, от плакатов до легкой промышленности. Второй крупный технологический прорыв означал, что трафаретные принтеры больше не ограничивались шелком: нейлоновая сетка была разработана Du Pont Chemical в 1939 году.Нейлоновая сетка становится стандартом для сетчатых трафаретов, используемых в трафаретной печати в течение нескольких коротких десятилетий.
По слухам, трафаретная печать на футболках была начата солдатами армии и флота США. Футболка с круглым вырезом была разработана как обычное нижнее белье для солдат во время Второй мировой войны, и вооруженные силы использовали трафаретную печать для печати на одежде и материалах (вспомните обычную рубашку «АРМИЯ»). Некоторые солдаты, как сообщается, научились трафаретной печати на основе своего опыта службы в вооруженных силах, а затем использовали трафаретную печать для открытия своего дела.
Энди Уорхол популяризировал трафаретную печать как средство поп-арта в 1960-х годах. Его знаменитые отпечатки банок с супом, Мэрилин Монро и других знаковых изображений повысили популярность трафаретной печати как средства массовой информации художника. В последующие десятилетия последовало быстрое развитие материального и научного направлений, и к 1970-м годам появился устойчивый рынок многоцветной трафаретной печати. Быстро развивалась глобальная торговля хлопком, чернилами и другим сырьем, используемым для трафаретной печати.
На протяжении 1980-х и 1990-х годов футболки с трафаретной печатью стали обычным потребительским товаром.Миллионы и миллионы футболок печатаются и продаются, а также разрабатываются надежные методы многоцветной трафаретной печати. К 2000-м годам передовая технология трафаретной печати стала обычным явлением в цехах трафаретной печати любого размера. Отрасль достигла миллиардов продаж, при этом потребительские товары поддерживали рост на протяжении многих рецессий.
К 2021 году трафаретная печать превратилась в обширный комплекс услуг. Магазины трафаретной печати делают гораздо больше, чем просто футболки с принтом. Трафаретные принтеры обычно балуются множеством техник декорирования, осваивают вышивку и DTG-печать наряду с трафаретной печатью или передают работу на аутсорсинг надежной сети контрактных принтеров по всему миру.На самом высоком уровне цеха трафаретной печати на самом деле являются технологическими компаниями: они освоили программное обеспечение, оборудование и веб-сервисы, чтобы предоставить своим клиентам беспроблемный и индивидуальный онлайн-опыт.
Хронология трафаретной печати
- 960-1279 нашей эры
- Китайские мастера развивают шелкографию
- Шелкография известна в Азии, но игнорируется в Европе
- 1910-е годы
- Разработаны трафареты с фотоизображениями (светочувствительные эмульсии)
- 1939 г.
- Du Pont изобрела нейлон, строительный блок для современной сетки нитей
- 1940 г.
- 1950-х годов
- Послевоенный бум позволяет создать надежную цепочку поставок материалов для современной одежды и топлива для потребительского спроса
- 1960
- 1962
- 1970-е годы
- Mark Coudray и другие технические принтеры для трафаретной печати разрабатывают мощные методы печати реалистичных цветов, включая культовые принты Coudray Nocona
- Развитие индустрии ранней трафаретной печати
- Футболки с трафаретной печатью стали обычным явлением
- 1980-е годы
- Дэйв Гарднер и Джон Вайс разрабатывают современную имитацию процесса трафаретной печати
- Основание компании SanMar (крупного оптовика трафаретной печати)
- Машины для трафаретной печати стали обычным явлением в типографиях
- 1990-е годы
- Имитация процесса трафаретной печати становится обычным явлением, а цветные футболки и рисунки становятся стандартом
- Футболки с трафаретной печатью становятся массовым рынком
- Программное обеспечение для компьютерной печати, такое как Adobe и Corel, становится стандартом
- Появляется цифровая печать
- 2000-х годов
- Ryonet, созданный Райаном Муром (оптовик и лидер отрасли)
- Снижение стоимости доступа к трафаретной печати, формы предпринимательского рынка в США
- Усовершенствованное программное обеспечение для разделения и обработки изображений позволяет быстро и легко выполнять красочные и фотореалистичные трафаретные отпечатки даже для начинающих принтеров.
- 2010-е годы
- Цифровая печать захватывает все большую долю рынка
- Рынки цифровой трафаретной печати, такие как баллончик с чернилами на заказ по размеру и масштабу
- 2020-х годов
- Электронная торговля в Интернете становится стандартом
- Автоматизация перехода с веб-сайта на печать становится возможной даже для малых предприятий
Каковы плюсы и минусы трафаретной печати? Мы объясним.
Плюсы
У трафаретной печати есть много плюсов, но выделяются четыре основных плюса: это предпринимательский подход, он отлично подходит для печати в больших количествах, его можно делать дома и его очень легко продавать в Интернете. Вы можете решительно заняться трафаретной печатью и создать свой собственный небольшой бизнес всего за несколько месяцев.
Предпринимательский
Трафаретная печать – отрасль с высоким уровнем предпринимательской активности. Это означает, что ни одна компания не имеет мертвой хватки на рынке, несмотря на то, что на нем есть несколько крупных игроков.
Тысячи предпринимателей используют трафаретную печать для создания брендов, продвижения компаний и зарабатывания денег на стороне. Этот предпринимательский рынок означает, что вокруг трафаретной печати существует процветающая и творческая культура.
Поскольку трафаретная печать – это просто печать чего-то на футболке (или вообще любого другого предмета), существует практически безграничное количество применений. Люди всегда будут хотеть нестандартную одежду, кружки, товары и многое другое.
Доступно для больших партий
Трафаретная печать – идеальный способ массового производства практически любого типа печатной одежды или товаров.
Когда трафаретный принтер начинает работать, он обычно может печатать 100+ единиц в час вручную на ручном прессе и 300-700 в час, если у них есть автоматический трафаретный печатный станок.
Это означает, что трафаретная печать является доступным способом производства больших партий футболок и другой одежды с индивидуальным дизайном.
Достаточно просто, чтобы сделать дома
Трафаретные принтеры известны тем, что заводятся в гараже дома. Это актуально и сегодня!
Это потому, что базовая настройка трафаретной печати достижима с очень небольшими инвестициями, пространством и опытом.
Было бы разумно представить, что вы можете провести на YouTube всего один уик-энд и изучить основы трафаретной печати.
Легко продать в Интернете
Интернет-магазины просты в создании и навигации, и люди этого ожидают.
Футболки и другие товары идеально подходят для интернет-магазинов: они хорошо доставляются, доступны по цене и служат долго.
Это делает трафаретную печать идеальным партнером для всех, кто хочет что-то продать в Интернете.
Минусы
Однако трафаретная печать – непростая задача. Если вы хотите напечатать только несколько рубашек, это дорого. Это переполненный рынок, поэтому здесь очень много конкуренции. Этот процесс также сложен с множеством переменных, которые вам придется освоить. И это может иметь негативное воздействие на окружающую среду.
Дорого в небольших количествах
Хотя трафаретную печать можно выполнить дома, это не означает, что печать на одной или двух рубашках рентабельна.
Одинарную рубашку с нестандартным принтом из типографии, вероятно, практически невозможно себе позволить.Цены на трафаретную печать не имеют смысла, если кто-то не закажет определенное количество или больше.
Почему? Потому что процесс такой интенсивный! Прочтите, чтобы узнать почему.
Высокая конкурентоспособность
Имеется лотов цехов трафаретной печати. Старая поговорка в бизнесе гласит, что всегда есть кто-то, кто может сделать это дешевле или быстрее.
Это означает, что конкуренция очень велика. Не только по ценам, но и по сервису!
Сложный процесс
Трафаретная печать непростая. Как вы скоро узнаете, существует множество переменных трафаретной печати, которыми вам придется научиться управлять.
Вредно для окружающей среды?
Вредна ли трафаретная печать для окружающей среды? Кажется, что текстильная промышленность несет ответственность за большое количество отходов и загрязнений.
В процессе трафаретной печати также используется много энергии, воды и химикатов. От эмульсии до чернил большинству типографий может быть сложно количественно оценить их воздействие на окружающую среду.
Вы решаете, перевешивают ли выгоды любой риск.
Что можно делать с трафаретной печатью?Трафаретная печать чрезвычайно универсальна. От футболок (вероятно, наиболее распространенное применение) до таких вещей, как электронные схемы, трафаретная печать – это многогранная отрасль, от гаражей до высокотехнологичных приложений.
Футболки
Практически у всех на планете есть футболка с трафаретной печатью.
Они являются одними из самых распространенных потребительских товаров и существуют практически для всех типов групп, которые вы можете себе представить.
Трафаретная печать на футболках – огромная отрасль, приносящая миллиарды долларов продаж ежегодно и в которой работают миллионы людей по всему миру.
Кофты и флис
Толстовки, свитшоты и другая одежда из флиса пользуются огромной популярностью.
Трафаретная печать значительно увеличивает стоимость чистых изделий, а высококачественная флисовая одежда представляет собой серьезную премию.
Шляпы
Да, на головных уборах можно печатать трафаретом. Несмотря на то, что трафаретная печать более распространена, вы можете печатать прямо на шляпах.
Большинство украшенных головных уборов вышиты, но вы все равно увидите множество шляп с трафаретной печатью, если присмотритесь.
Плакаты
Трафаретная печать на «плоской бумаге» – давняя традиция. В то время как цифровая печать затмила трафаретную печать таких вещей, как рекламные щиты, рынок плакатов пользуется значительным вниманием коллекционеров.
Плакаты для всего, от государственных учреждений до концертов, широко собираются, хотя все меньше и меньше типографий предлагают эту услугу.
Электроника
Трафаретная печать используется для печати всего, от сложных схем до самих схем.
Да, вы правильно прочитали, вы можете печатать на экране схемы! Это работает путем буквальной печати проводящих материалов на компьютерных микросхемах.
Поскольку трафаретная печать может поддерживать чрезвычайно высокое разрешение, она часто идеальна для очень небольших приложений.Машины, используемые для такого рода приложений, являются узкоспециализированными.
Скейтборды
Скейтборды с трафаретной печатью все еще остаются популярным товаром.
В то время как многие доски имеют цифровую печать, другие печатаются «старомодным» способом с использованием специального экрана и процесса, разработанного специально для кривизны скейтборда и его деревянной поверхности.
… и более
Трафаретная печать этими категориями не ограничивается. Вы, наверное, видели трафаретную печать:
- Кружки
- Ящики
- Сумки
- Знаков
- Упаковка
- Наклейки
- Брелки
- Номерной знак
- Окна
и практически все, что вы можете себе представить, увидев чернила!
Техника трафаретной печати
В трафаретной печати слишком много переменных, и мы не можем их здесь описать!
От чернил до сравнения хлопка с полиэстером,
Программа для трафаретной печатиДля аналогового процесса трафаретная печать требует удивительного количества программного обеспечения.
Управление магазином
Printavo – это универсальное решение для управления наиболее важными частями бизнеса трафаретной печати. Printavo адаптирован для индустрии трафаретной печати – от планирования до выставления счетов для интернет-магазинов – независимо от того, работает ли в вашем магазине 100 сотрудников или всего один.
Щелкните здесь, чтобы попробовать Printavo бесплатно.
Арт
.Adobe Illustrator и Corel Draw – два флагмана отрасли для создания потрясающих дизайнов трафаретной печати.
Вам нужно иметь четкое представление о векторных и растровых изображениях, чтобы действительно делать впечатляющие отпечатки.
Другое ПО
Здесь мы подробно писали о программном обеспечении для трафаретной печати, перечисляя и объясняя более 30 программ, которые обрабатывают все, от налогов до произведений искусства (и разницы между вектором и растром!).
Как работает процесс трафаретной печати?Трафаретная печать – это процессов, работ.Есть три различных этапа трафаретной печати, и очень важно понимать целостный характер процесса.
Если вы допустили ошибку на одном этапе при трафаретной печати, скорее всего, вам придется начинать все сначала.
Допечатная подготовка
Прежде чем футболка будет напечатана трафаретной печатью, за кулисами выполняется много административной работы.
Обычно клиент заказывает футболки на заказ (как розничный продавец или от имени группы) и должен согласовать несколько аспектов заказа с принтером для трафаретной печати через отдел продаж типографии.В новой модели типографии клиенты могут заказывать по отдельности или оптом через веб-сайт типографии.
Процесс допечатной подготовки включает в себя все, что происходит до того, как чернила коснутся рубашки. По нашему опыту работы с тысячами типографий, большая часть времени и энергии в бизнесе трафаретной печати тратится на допечатную подготовку!
Пресс
Это фактическая фаза, когда трафаретный принтер печатает одежду или товары.
Хотя кажется, что большая часть нашего внимания, поскольку трафаретные принтеры часто сосредоточены на этой части трафаретной печати, это неизменно лишь часть того, что значит быть трафаретным принтером.
Послепечатная обработка
Многие принтеры трафаретной печати не справляются со съемкой. После того, как продукт напечатан, его нужно отправить или доставить – это простой шаг, которым можно пренебречь.
Но есть и другие действия, которые происходят после того, как работа сделана. Все, начиная с документирования работы, заканчивая маркетингом, получением отзыва от клиента и последующим ремаркетингом для клиента, чтобы он был мотивирован вернуться.
В области послепечатной обработки ломаются многие предприятия трафаретной печати: они компетентные полиграфисты, но забывают, что работа не заканчивается, когда рубашка отправлена.
Подготовка – ключ к трафаретной печати
Самая важная часть процесса трафаретной печати – это подготовка .
Вы снова и снова будете слышать от профессионалов отрасли: отличная печать начинается с отличного процесса допечатной подготовки!
Допечатная подготовка и организация – ключ к успешному развитию трафаретной печати.
Типичный процесс допечатной подготовки не начинается, когда принтер для трафаретной печати приходит в их магазин и начинает наносить чернила на трафарет.
Мы собираемся уделить много времени деталям и краям в процессе допечатной подготовки. Невозможно переоценить важность всего этого раздела для вашего успеха. Чем более плавным, быстрым и легким будет процесс допечатной подготовки, тем лучше станет ваш бизнес.
Шаг 1. ПродажиИтак, трафаретная печать начинается не с чернил или рубашек. Нет, процесс трафаретной печати начинается с продаж .
Мы много писали о продажах трафаретной печати.В каждом магазине есть свои методы увеличения продаж, и каждый продавец обычно имеет свой собственный уникальный стиль достижения продаж.
Но что значит сделать продажи частью вашего процесса трафаретной печати?
Вы должны продать прибыльных заказов , которые ваш магазин может распечатать вовремя и в соответствии с ожиданиями покупателя. Установление цен на трафаретную печать не так важно, как вы думаете. Более важно предоставить вашим клиентам много = .Подробнее об этом чуть позже.
Если вы продаете задание трафаретной печати, которое на самом деле не умеете печатать, что делать?
Может быть, вам удастся найти контрактный принтер, чтобы взять его на себя, но если вы новичок или у вас нет контрактных подключений к принтеру, вам нужно принять во внимание возможности вашего магазина , когда вы продаете . Другими словами, не продавайте работы, которые на самом деле нельзя напечатать, если вы не знаете хороший принтер, который вам поможет!
Как правило, вы должны продавать заказы на трафаретную печать, которые составляют:
- Больше, чем 24 штуки (так что напечатайте потратите время!)
- Легче печатать с меньшим количеством цветов (поэтому качество высокое и низкие затраты)
- Легко уложиться в сроки (так что вы не ждете рубашек с отсроченным заказом)
Большинство типографий выбирают от двух до пяти ниш, на которых они извлекают выгоду, и именно так они приносят реальную пользу своим клиентам.
Например, некоторые полиграфические магазины специализируются исключительно на печати высокодетализированных изображений автомобилей для автолюбителей и автосалонов. Они обеспечивают ценность, зная, какие автомобили нужно показывать, каких людей нужно продавать, и как правильно печатать эти сложные изображения.
Некоторые печатают только заметную продукцию для государственных учреждений. Они представляют ценность, понимая, какие чернила лучше всего подходят для высокотемпературной печати, и они даже понимают юридические требования, которым их одежда может соответствовать.Они хорошо знают местный департамент транспорта!
И еще другие трафаретные принтеры предназначены исключительно для продажи товаров групп для музыкальных туров. Они знают, на какие группы нацеливаться, какие продукты предлагать и какие вещи действительно работают, когда вы продаете товары.
Дело в том, что вы должны занять свою нишу, чтобы увеличить продажи и упростить процесс. Промышленный эксперт Марк Кудрей сказал нам на PrintHustlers Conf: «Богатство находится в нишах!»
Примечание: мы много писали о том, как увеличить продажи трафаретной печати.
Шаг 2. Утверждение цитаты и иллюстраций
Одной из самых сложных частей процесса трафаретной печати является процесс утверждения предложений и иллюстраций.
Вы когда-нибудь думали об этом? Ваш клиент должен подтвердить – подробно! – каждая часть проекта, над которым вы с ними работаете. В конце концов, это полностью индивидуальный проект!
Что еще более важно, мы обнаружили, что типографии обычно имеют невыполненные заказы на долларов на долларов, которые застряли.Это просто цитаты, которые никогда не получали одобрения!
Вы продали работу, согласовали количество, но вам все еще нужно получить зеленый свет от вашего клиента, что каждая деталь верна. Так что прибейте этот процесс в качестве трафаретного принтера, и вы заработаете больше денег и быстрее.
Без полного одобрения вы играете в азартную игру со своим бизнесом: что, если клиент хочет изменения, что-то написано с ошибкой или он хочет больше рубашек в последнюю минуту?
Процесс утверждения должен дать вам времени , чтобы правильно спланировать работу! Вы должны учитывать утверждения во время выполнения заказа: если клиент хочет что-то в течение 5 дней, достаточно ли этого времени, чтобы распечатать заказ…и пройти согласование на цитаты, искусство и многое другое?
Мы рекомендуем вам внедрить какую-либо хорошо задокументированную систему, которая поможет вам отслеживать и систематизировать утверждения ваших расценок и иллюстраций. \
Примечание. Программное обеспечение для управления трафаретной печатью Printavo имеет мощную автоматизированную систему, позволяющую отслеживать ваши расценки и утверждения произведений искусства.
Шаг 3. Выбор подходящей одежды и чернил
После того, как заказчик принял ваше предложение и иллюстрацию, вы должны решить загадку: как на самом деле воплотить в жизнь этот дизайн и печать?
В трафаретной печати существует практически неограниченное количество комбинаций одежды, красок и процессов печати.
Надеюсь, вы не планируете использовать розовые чернила на черной рубашке без использования нижнего белья – вы ведь знаете, что такое нижнее белье, верно?
Вы печатаете пластизоль на хлопке, делая это очень легко или просто? Или вы собираетесь использовать чернила на водной основе вместе со сливным основанием, чтобы принт выглядел как футболка? Может быть, вы пытаетесь придумать, как добиться более мягкой трафаретной печати?
Вы должны понимать краску для трафаретной печати и то, как она взаимодействует с тканями, чтобы прибить этот шаг.
Или сделайте это просто и просто предложите своим клиентам ограниченные возможности. Хорошо, лучше, лучше – это простой и классический способ организовать качество товаров, которые вы предлагаете.
Шаг 4: Заказ футболок и одежды оптомСтранный факт: многие люди считают самые доступные футболки массового производства (толстые, плотные хлопковые футболки) рубашками «высочайшего качества».
Скорее всего, у вас нет нужной одежды под рукой, если только вы не держите под рукой много инвентаря.Большинство принтеров для трафаретной печати в США не хранят больших запасов (хотя магазин, изображенный выше, является очевидным исключением – они печатают тысячи рубашек в день).
Итак, если вы похожи на большинство экранных принтеров, вы будете заказывать одежду через оптовика.
Основными поставщиками одежды в США являются:
Каждый оптовый торговец одеждой специализируется в разных областях: SanMar предлагает эксклюзивные линии, такие как Nike, Carhartt и другие, alphabroder имеет действительно гигантский ассортимент, S&S Activewear известен своей скоростью и стабильностью, а TSC Apparel предлагает одни из лучших спортивных товаров.
«SanMar был основан моим отцом, декоратором. SanMar начал свою деятельность, потому что он получил большой заказ на трафаретную печать для Seattle Supersonics и был вынужден заказать для этого кучу футболок». – Джереми Лотт из SanMar
Здорово иметь рабочие отношения с этими оптовиками. Они поддерживают вас и знают, как важно поддерживать тесную связь с трафаретными принтерами.
Вы можете быстро научиться заказывать футболки у оптовых продавцов: они стремятся к бизнесу!
Примечание: каждый из перечисленных здесь оптовых торговцев интегрирован непосредственно в Printavo, что делает процесс расценок и продаж очень простым процессом.Просто введите название товара, который вы ищете, и вы получите быстрый доступ к информации о ценах и многом другом.
Обязательно заранее планируйте свои оптовые поставки: получение определенных товаров может занять 3-5 рабочих дней.
Шаг 5: Прием и внутренняя коммуникация о заказеВы продали заказ, получили товар и так близки к печати, что можете его попробовать.
Но не спешите со следующим шагом: он очень важен!
Прием заказов – это часть вашего процесса продаж, да, это сведения, которые вы получаете от клиента, чтобы получить конкретную информацию о нем и о том, что ему нужно.
Но этот шаг – это также процесс, который вы используете для получения одежды и “этапных” заказов, когда они поступают в ваш магазин.
Большинство магазинов используют комбинацию тележек на колесиках или мусорных ведер, чтобы контролировать поток футболок. Лучше всего иметь четкую систему получения, которая гарантирует, что ваша команда не потеряет одежду, не поместит предметы или иным образом не нарушит бесперебойный поток заказа через ваш магазин.
Этот же процесс является неотъемлемой частью процесса внутренней коммуникации в вашем магазине.Мы думаем, что Printavo невероятно гладко справляется с этим процессом, поэтому мы хотим поделиться им.
После утверждения предложения заказ переводится в пользовательский статус задания в Printavo, который называется ЗАКАЗ ВСТУПЛЕНИЯ – ПОЛУЧЕНИЕ ТОВАРА.
Каждый в магазине всегда может видеть, в каком статусе находятся вакансии, поэтому любой, кто посещает эту работу, знает, что с ней происходит. Для изменения статуса также можно отправить уведомление по тексту или по электронной почте.
Обычно заказ обрабатывается приемным отделом.
После того, как товары будут учтены и готовы к печати, они изменят статус задания на ТОВАР ГОТОВ – ПОДГОТОВЬТЕ ЭКРАНЫ. Затем следующий отдел – экранная комната – берет на себя управление работой.
Шаг 6: Изготовление трафаретов для трафаретной печатиКогда все в вашем магазине узнают о заказе, а ваш покупатель подтвердил предложение и иллюстрацию … пора сделать (или, точнее, изображение ) ваши экраны.
Если есть один технический навык, который нужно освоить в качестве трафаретного принтера, это все, что нужно для создания великолепных экранов.
От эмульсии до экспонирования, если вы хотите стать отличным трафаретным принтером, вы хотите иметь самое лучшее понимание основ создания экранов.
Вот основной процесс изготовления трафаретов для трафаретной печати:
- Убедитесь, что ваши экраны чистые и на них нет эмульсии, чернил, мусора и слез. Хорошие чистые экраны просто необходимы.Используйте качественный очиститель экрана для очистки экранов каждый раз при печати. В идеале вы должны использовать устройство для измерения натяжения, чтобы гарантировать правильное натяжение ваших сеток каждый раз, когда они восстанавливаются.
- Покройте свои экраны эмульсией. Нанесите тонкий равномерный слой эмульсии на обе стороны трафарета с помощью лопатки для нанесения покрытия.
- Что такое «эмульсия» для трафаретной печати? Это светочувствительное химическое вещество , которое затвердевает под воздействием света.
- Дайте экрану высохнуть. Эмульсия высыхает через некоторое время. Мы рекомендуем использовать чистую от пыли зону, такую как шкаф или контейнер, и держать ее подальше от любых грязных мест в вашем магазине, включая кабину для мытья посуды.
- Изображение на экране. Как правило, трафаретные принтеры используют прозрачные пленки, напечатанные на струйном принтере Epson, для изображения своих экранов. Вы выравниваете прозрачные пленки, а затем освещаете экраны ярким светом (блок экспонирования).
- Что означает «визуализация»? При этом вся эмульсия затвердеет, кроме эмульсии, скрытой от света чернилами на прозрачной пленке. Думайте об этом, как о создании «трафарета», через который проходят ваши чернила.
- Вымойте экран. Вы используете воду для смывания эмульсии, которая не затвердела под воздействием экспонирующего устройства. Как правило, в настоящее время магазины также проверяют, получили ли они высококачественное трафаретное изображение – все края, детали и важные функции сохраняются. Затем экран снова сушат или протирают.
- Настройте экраны (зарегистрируйте экраны). Экраны для одноцветных заданий просто выравниваются по валику трафаретной печатной машины. Экраны для нескольких цветных заданий должны быть правильно зарегистрированы – это означает, что все экраны точно выровнены друг с другом. Сколько времени нужно для регистрации экранов? Регистрация может быть трудоемким и сложным процессом, занимающим от 10 минут до часа или более для сложной работы трафаретной печати. Большинство магазинов устанавливают свои экраны для каждой работы, в то время как оператор печатной машины отвечает за установку и разборку своих собственных экранов.
- Печать. Наконец-то! Экраны можно использовать и повторно использовать до тех пор, пока эмульсия не разрушается или экран не выходит из строя – в некоторых магазинах даже есть экраны для наиболее распространенных дизайнов и логотипов.
- Очистите и утилизируйте сетки. Экраны используются и повторно используются, поэтому использованный экран проходит простой процесс, чтобы «вернуть» его. Чернила удаляются, экран пропитывается химическим веществом, помогающим удалить затвердевшую эмульсию, затем используется мойка высокого давления для удаления всей эмульсии с экрана.Многие магазины используют дополнительные химические вещества (например, обезжиривающие и обеззараживающие вещества), чтобы сохранить свои экраны в первозданном виде.
Процесс экрана, если вы не заметили, представляет собой цикл. Экраны проходят через этот процесс снова и снова, пока не износятся, не потеряют напряжение или не сломаются.
Но независимо от того, как вы изображаете свои экраны (или точный процесс, который использует ваш магазин для изготовления экранов), ваши экраны являются единственной наиболее важной рабочей деталью, связанной с качеством. Хорошие типографии знают, как делать отличные экраны, точка.
Интересуетесь передовыми технологиями трафаретной печати? Ознакомьтесь с нашим руководством по машинам CTS и DTS для трафаретной печати.
Шаг 7: Печать на печатной машине … где происходит действиеНесмотря на то, что печатать футболки – это увлекательно, фактическое время печати – это лишь часть вашего бизнеса. Подготовка – это все в трафаретной печати.
Нет ничего необычного в том, что администрация (читай: прием заказа, утверждение расценок, согласование и исправления искусства) и подготовка (допечатная подготовка) к заказу трафаретной печати занимают больше времени, чем фактическая печать.Подумайте об этом: для согласования заказа на 250 штук может потребоваться 5 часов, а на печать – всего час или два.
Трафаретная печать – это гораздо больше, чем просто перетаскивание ракеля по экрану: это процесс , и фактическая печать – лишь небольшая часть этого процесса. Неправильно сделав хоть одну часть процесса трафаретной печати, вам, вероятно, придется начинать заново с первого шага.
Не так много предприятий имеют такой ресурсоемкий продукт – так что относитесь к процессу трафаретной печати с уважением!
Большинство трафаретных принтеров при печати следуют следующему процессу:
- Оператор пресса разносит футболки и расходные материалы. Они могут получать или не получать футболки, которые они напечатают. Как правило, они используют распечатанное рабочее задание или планшет на печатной машине для подтверждения деталей работы. Чернила, ракель, спрей, угольники и другие инструменты извлекаются по мере необходимости. Это может подпадать, а может и не подпадать под процесс допечатной подготовки – в большом автоматизированном цехе оператору печатной машины обычно передают все необходимое для печати работы, и он никогда не покидает печатную машину. В небольшом цехе оператор пресса может выполнять много работы!
- Футболки напечатаны – оператор печатной машины загружает, распечатывает и выгружает футболки.Загрузите футболки на валик, каждый раз следя за тем, чтобы они были по центру. Используйте спрей, чтобы валик оставался липким, чтобы рубашка не двигалась во время печати. Вы (надеюсь) проводите ракелем по чернилам, а не толкаете его. Выгрузите футболки и немедленно отправьте их через сушилку для отверждения.
- Чернила на футболках высохли. В зависимости от типа чернил, которые вы используете, вам придется отвердить чернила. Краски на водной основе отверждаются примерно в 3 раза дольше, чем традиционные пластизолевые краски! Большинству пластизольных красок необходимо достичь внутренней температуры в течение определенного периода времени – обязательно внимательно прочтите информацию о любых чернилах, которые вы используете.Если вы не закрепите чернила должным образом, отпечатки вымоются, и ваши клиенты будут недовольны.
Мы тщательно подготовили наш заказ, проделали тяжелую работу по его печати, и теперь мы должны сделать три важных вещи, которые должен сделать каждый бизнес трафаретной печати:
- Обеспечьте качество через процесс обеспечения качества. В большинстве крупных магазинов есть люди, которые проверяют каждую футболку после того, как она напечатана и закреплена.Эту роль часто называют «ловцом». Этот человек снова первая линия защиты от брака и опечаток – так что они очень важны!
- Тара и отправка. Независимо от того, отправляете ли вы товар в пакетах, отправляете напрямую через полимеров, позволяете клиентам забирать товар или доставляете напрямую – вы должны обеспечить точную доставку каждого продукта каждому покупателю. Всегда добавляйте открытку, наклейку или другие сувениры с благодарностью к каждому продаваемому продукту – это увеличивает удержание и повышает вероятность того, что покупатель положительно упомянет вас в социальных сетях.
- Проследите и получите обзор. Плохие отзывы в Google, Yelp и социальных сетях убьют ваш бизнес! Вы должны серьезно подумать о создании способа получения отзывов. Всегда запрашивайте отзывы – будь то электронное письмо, телефонный звонок, открытка или сообщение в социальных сетях. Вы можете ОСТАНОВИТЬ плохие отзывы, попросив людей связаться с вами, если возникнут проблемы с их заказом.
Самый важный и важный вывод, который мы можем вам предложить, заключается в следующем: трафаретная печать – это процесс.
Когда вы создаете продукт, реальный продукт любой трафаретной печати – это на самом деле ее процесс. Каждая работа индивидуальна, уникальна и полностью отличается, поэтому неизменными остаются процессы, лежащие в основе каждой работы.
Хорошая подготовка важна для хорошей трафаретной печати.
Нет успешной мастерской трафаретной печати, которая игнорировала бы этот процесс и оставила его на волю случая во всем мире.
Трафаретная печать и мышление, ориентированное на процесс, неразрывно связаны, как хлеб с маслом.
Трехэтапный процесс, на котором вы должны сосредоточиться, включает операций допечатной подготовки (на которые вы должны и будете тратить большую часть своего рабочего времени), печать на печатной машине (часто это лишь часть времени, необходимого для получения дохода. в вашем бизнесе), и, наконец, пост-продакшн (для построения и поддержания отношений с клиентами, получения отзывов и поддержания хорошей репутации вашего бизнеса).
Наша цель – каждый день становиться лучше всего на 1%. Что вы можете сделать сегодня, чтобы изучить, улучшить или развить свой процесс?
Нужна помощь в процессе трафаретной печати? Не ищите ничего, кроме команды по работе с клиентами Printavo.Профессионалы отрасли, которые могут помочь вам открыть для себя новые возможности повышения эффективности и проложить путь к экологически безопасному процессу в вашем магазине – когда они вам понадобятся. Присоединяйтесь к программному обеспечению для управления трафаретной печатью Printavo и получите доступ к этому невероятному ресурсу без каких-либо дополнительных затрат.
.