
виды, характеристики, применение, какие лучше
Технический прогресс за последние столетия не смог пройти мимо сварочного производства. На смену громоздкому и не удобному агрегату пришел современный инверторный сварочный аппарат.
Внедрение электронных систем в устройство, позволило максимально облегчить работу в сварочном деле. Теперь стало намного легче использовать сварку в быту.
Наличие электроники позволило включить в аппарат те функции, которые невозможно применить для старых моделей трансформаторах. Конечно, факт использования электронных элементов указывает на факт использование транзисторов.
Содержание статьиПоказать
Транзистор – что это и какие бывают
В этой статье мы постараемся максимально развернуто ответить на все эти вопросы. Подробнее опишем их отличия, какому лучше отдать своё предпочтение.
В каждой электронной конструкции используется транзистор. Он может быть и детской игрушке, и в системе наземного воздушного наблюдения. Это чудо техники используется при производстве вычислительной техники, аудио- и видео аппаратуры.
То есть к их помощи прибегать в построении любой микросхемы. Роль транзистора в инверторе – это усиление и управления электрическим током. Изобретение транзистора в 1948 году спровоцировало мощный толчок в эволюции науки и техники.
Конечно, это повлекло радикальные изменения в развитии электроники.
Транзистор играет большую роль в комплектации малогабаритных сварочных аппаратов. Важным достоинством оных считается способность безупречно работать при низком напряжении, а также при высоком значении тока.

Он используется для генерирования, усиления, коммутации и преобразования электрических сигналов. Современный инвертор имеет вес не более 5 кг.
И это благодаря внедрению компактной схемы, которую собрали при помощи транзисторов. Это повлекло уменьшение габаритов всего сварочного аппарата.
Прибор с такими размерами, очень сильно упрощает сварочную работу в малодоступных местах. Если сравнивать привычный для нас сварочный аппарат, которым пользовались раньше и инвертор, то можно с уверенностью сказать, что современный прибор намного проще в изучении и применении.
Огромная важность просматривается в количестве дополнительных функций, которые были внедрены в устройство. Именно этот факт позволяет начинающему сварщику без колебаний приступить к работе без риска.
Транзистор – это полупроводниковый прибор, главный составляющий современного сварочного инвертора.
В связи с тем, что инвертор надёжно обустроился в нашей повседневной жизни, будет полезно получить максимум информации о его электронном наполнении.
Эти знания понадобятся для понимания начинки сварочного оборудования которое вы используете. Бесспорно, большую роль играет наличие многих дополнительных функций. Это позволяет менее сварщику без колебаний приступить к работе.
И так как инвертор надёжно обустроился в нашей повседневной жизни, будет полезно получить побольше информации о его электронном наполнении. Эти знания понадобятся для понимания функций оборудования которое вы используете.
В настоящий время самыми есть два вида транзисторов, которые используются в сварочных инверторах: IGBT и MOSFET. Именно они сыграли роль в уменьшении габаритов, а так также способствовали расширению дополнительных возможностей аппарата.
Биполярный транзистор IGBT
Предлагаю обратить внимание на биполярный транзистор с изолированным затвором – это IGBT. Фактически это два транзистора на одной подложке. IGBT позволяет получить высокую силу тока на выходе, при минимальном нагреве.
Он способен усиливать и генерировать электрические колебания. Модели IGBT стали применять в сварочных инверторах, где была потребность в работе при самых высоких напряжениях.
Модели IGBT стали применять в сварочных инверторах, где была потребность в работе при самых высоких напряжениях.
В результате стало понятно, что производство сварочных аппаратов возможно вывести на более высокий уровень исключительно с помощью IGBT.
Очень часто для бесперебойной работы мощных выключателей в транзистор IGBT вживляют специальные микросхемы.
Какой лучше?
Чуть выше мы упоминали ещё об одном транзисторе MOSFET. Очень часто между специалистов сварочного дела возникает спор какой транзистор лучше. Как мы можем прокомментировать данную ситуацию?
Между этими двумя видами существует достаточно много различий. Правда с первого взгляда их не просто определить. MOSFET,- это полевой транзистор. IGBT – это биполярный.
Самое главное – это предельная мощность, которую должен выдерживать транзистор. У MOSFET эти показатели ниже, а у IGBT мощность выше. Естественно этот фактор влияет и на разницу стоимости прибора.
Интересно что в характеристиках мы видим много конкретных различий, но в действительности на практике такой разницы не ощущается. Использование транспорта MOSFET, а не IGBT на процесс работы никак не влияет.
Использование транспорта MOSFET, а не IGBT на процесс работы никак не влияет.
Кроме того, IGBT инвертор будет намного дороже в обслуживании. В случае поломки для этого аппарата очень не просто найти хорошего мастера и расходники. Эти факторы ощутимо влияют на стоимость IGBT.
Поэтому для бытовой сварки рекомендуем хороший и бюджетный в обслуживании инвертор MOSFET.
Вся ценность и превосходство IGBT появляются в аппарате, который предназначен для высоковольтных подключений. Но это уже профессиональные сварочные работы. И вот здесь огромная мощность играет первую роль.
В других случаях, для любительской сварки разницы между MOSFET и IGBT нет никакой. Вид транзистора не играет никакой роли для новичков. Но вот для квалифицированного професионала все -таки IGBT инвертор.
Хоть они дороже в обслуживании, но зато позволяют использовать больше мощности.
Подведем итог
В завершение нашей статьи хочется порекомендовать новичка в сварочном деле не волновать о выборе транзисторов. MOSFET сравнительно дешевле в ремонте и для вас будет привести его в рабочее состояние намного легче.
А если вы мастер сварочного дела, то конечно для работы вам будет нужно IGBT инвертор. Разумеется, их обслуживание будет дороже, но зато есть возможность использовать больше мощности.
В любом случае, какой бы прибор вы не выберите, современный и компактный инвертор будет помогать вам при выполнении любых сварочных работ.
Дополнительные функции помогут даже абсолютному новичку почувствовать себя мастером сварочных работ.![]() Конечно, инверторный сварочный прибор намного сложнее чем классический трансформатор.
Конечно, инверторный сварочный прибор намного сложнее чем классический трансформатор.
Но вот только вряд ли вы захотите отказаться от многочисленных функций в современном аппарате, от их стабильности и надёжности. А вы как считаете? Интересно ваше мнение. Делитесь ниже в комментариях. Удачи вам в вашем деле.
Транзисторы для сварочных инверторов: какие используются?
Сварочная технология прочно и уверенно вошла в нашу жизнь, и без качественного соединения поверхности металлических изделий невозможно представить себе нашу жизнь. Обилие сварочных технологий позволяет на первое место выдвинуть инверторную технологию, где можно добиться высокого качества сварных швов и соединений. Силовые транзисторы для сварочных инверторов по праву называют сердцем прибора. Правильный выбор устройства зависит от эффективного расчёта мощности и прочих технических характеристик сварочного прибора.
Что такое инвертор, и правильный выбор основных узлов и компонентов
Чтобы понять, какие транзисторы используются в сварочных инверторах, необходимо знать строение и принцип работы инверторного оборудования. Инвертор в широком понимании, это универсальный источник постоянного тока, который обеспечивает процесс зажигания дуги и поддержания оптимального режима работы. Сварка осуществляется при помощи подачи значительной силы тока на прибор, за счёт внедрённого в конструкции высокочастотного трансформатора. В данном случае можно использовать уменьшенный вариант трансформатора, и увеличить стабильность и эффективный режим регулировки силы тока, который обеспечивается за счёт внедрения IGBT транзистора для сварочного инвертора.
Инвертор в широком понимании, это универсальный источник постоянного тока, который обеспечивает процесс зажигания дуги и поддержания оптимального режима работы. Сварка осуществляется при помощи подачи значительной силы тока на прибор, за счёт внедрённого в конструкции высокочастотного трансформатора. В данном случае можно использовать уменьшенный вариант трансформатора, и увеличить стабильность и эффективный режим регулировки силы тока, который обеспечивается за счёт внедрения IGBT транзистора для сварочного инвертора.
IGBT транзисторы для сварочного инвертора
На сегодняшний день, рынок сварочного оборудования представлен различными вариантами техники, которые имеют уникальные свойства и принцип работы, который определяет в конечном итоге, почему горят транзисторы в сварочном инверторе. В настоящее время варианты сварочного инвертора представлены следующими агрегатами:
- Сварка ручного типа с плавящимися электродами, серийный ряд manual metal arc, ММА. Ручная сварочная аппаратура, работающая в среде защитных газов tungsten inert gas, TIG.
 Полуавтоматическая технология сварки с использованием инертных газов, типовое исполнение- metal inertgas, MIG. Сварочные приборы на основе работы активных газов типа metal active gas, MAG.
Полуавтоматическая технология сварки с использованием инертных газов, типовое исполнение- metal inertgas, MIG. Сварочные приборы на основе работы активных газов типа metal active gas, MAG. - Сварочные агрегаты с инверторным принципом функционирования – трансформаторные приборы, а также полностью инверторное оборудование.
- Агрегаты с постоянным режимом выходного тока подачи, например для сварки металлов стали, а также с переменным режимом работы, например для пайки алюминия, или чугуна.
Как видно, для каждого типа оборудования предъявляются свои условия эксплуатации и, следовательно, необходимо выбирать импортные и отечественные марки транзисторов для сварочных инверторов, и иногда в соответствующей комбинации.
«Обратите внимание!Чаще всего в работе используются инверторные установки, которые работают по принципу ММА.»
Такие типы устройства неприхотливы и отлично зарекомендовали себя как в частном домашнем хозяйстве, так и на производственном участке.
Технические компоненты
Общая структура работы такого устройства простая, и включает в себя основной источник тока, опциональный элемент выпрямителя для выходного тока, общий блок управления.
Качественный источник тока может быть полностью реализован на базе трансформаторной технологии или исключительно на базе инверторной системы, где силовые транзисторы для сварочных инверторов играют важную роль качественной работоспособности устройства.
Для трансформаторных установок допускается самостоятельное ручное регулирование работы прибора, но среди недостатков выделяется грубый режим регулировки, низкий уровень качества сварного шва. Инверторные установки, наоборот, имея самый простой сварочный инвертор на одном транзисторе обеспечивают высокое качество образования шва, которые сочетаются с силовыми полупроводниковыми элементами.
Транзисторы для инверторов
Основными техническими компонентами, обеспечивающие высокое качество сварочных работ, является наличие IGBT-транзисторов, а также универсальных быстродействующих диодов. В этом случае возникает резонный вопрос, как проверить IGBT транзистор сварочного инвертора. Укажем основные данные транзисторных компонентов для сварки версии IGBT
В этом случае возникает резонный вопрос, как проверить IGBT транзистор сварочного инвертора. Укажем основные данные транзисторных компонентов для сварки версии IGBT
Тип | Характеристика |
V | Сверхнизкая энергия осуществления выключения, работа до 600 В, частота до 1200 кГц |
НВ | Малое напряжение насыщенного принципа воздействия. Низкая энергия выключения. Напряжение до 650 Вольт, частота до 50 кГц |
Н | Низкий эффект режима выключения. Напряжение подачи – до 1200 вольт, частота до 35 кГц. |
М | Низкое напряжение режима насыщения, напряжение сети до 1200 Вольт, частотный параметр – до 20 кГц |
W | Режим малого прямого падения напряжения, и минимальный режим эффекта восстановления работоспособности. |
Особенности работы транзисторных узлов
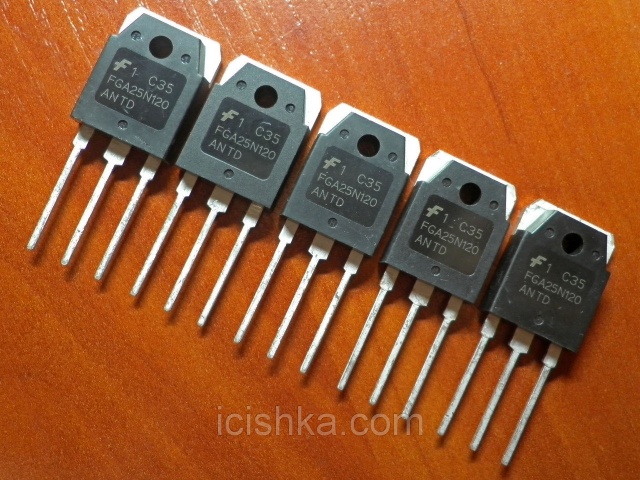
Наиболее частая схема применения внутри инверторов используется по технологии push-pull, мостовой принцип функционирования, полумостовой вариант рабочего инвертора, полумостовой комплексный несимметричный вариант исполнения инверторного прибора или косой полумост. Несмотря на достаточное обилие топологий, замена транзистора FGh50N60 в сварочном инверторе по общим требованиям является стандартным, куда включается следующее:
Несмотря на достаточное обилие топологий, замена транзистора FGh50N60 в сварочном инверторе по общим требованиям является стандартным, куда включается следующее:
- Высокий режим напряжения. Для эффективной замены транзисторов в сварочных инверторах, общие данные сети напряжения должны быть выше 600 Вольт.
- Большие параметры коммутационных токов. Среднее значение показателя должен быть не менее десятков ампер, а максимальные параметры могут показывать отметку за сотни Амперов.
- Режим высокой частоты переключения. В зависимости от габаритов трансформатора внутри прибора, можно увеличить частоту прибора, а также индуктивность для модели выходного фильтра.
- Для режима минимизации потерь на включение и выключение агрегата, можно узнать, как проверить транзисторы сварочного инвертора, при помощи малого значения подачи энергии на режим включения (Евкл), а также на режим выключения (Евыкл). В данном случае будут минимизированы все потери.
- Для минимизации возможных потерь, используем низкое значение для напряжения режима насыщения, или Uкэ нас.
- Жесткий эффект коммутации, должен быть стойкий для транзисторов для сварочных инверторов Ресанта. Инверторное оборудование в данном случае работает только с индуктивным режимом нагрузки.
- Параметры короткого замыкания. Аппарат должен иметь режим стойкости для данного параметра, эти сведения являются исключительно критичными для мостовых и полумостовых вариантов инверторной техники.
Как рассчитать потерю мощности на IGBT?
Рекомендуем для детального расчёта правильного выбора транзисторных систем использовать ниже приведённую схему.
| Параметры | Значения |
| Суммарные потери | Pd = Pконд + Pперекл |
| Кондуктивные потери | Pконд = Uкэ нас (rms) × Iк × D, где D – коэффициент заполнения |
| Потери на переключение | Pперекл = Eперекл × f, где f – частота переключений, Eперекл = (Eвкл + Eвыкл) — суммарные потери на переключения (приводится в параметрах IGBT) |
| Максимальная мощность, ограничиваемая перегревом кристалла | Pd = (Tj – Tc)/Rth-jc, где Tc – температура корпуса, Tj – температура кристалла, Rth-jc – тепловое сопротивление «кристалл-корпус» (приводится в параметрах IGBT) |
Все эти данные помогут вам правильно рассчитать нужный тип транзистора для инверторного сварочного аппарата.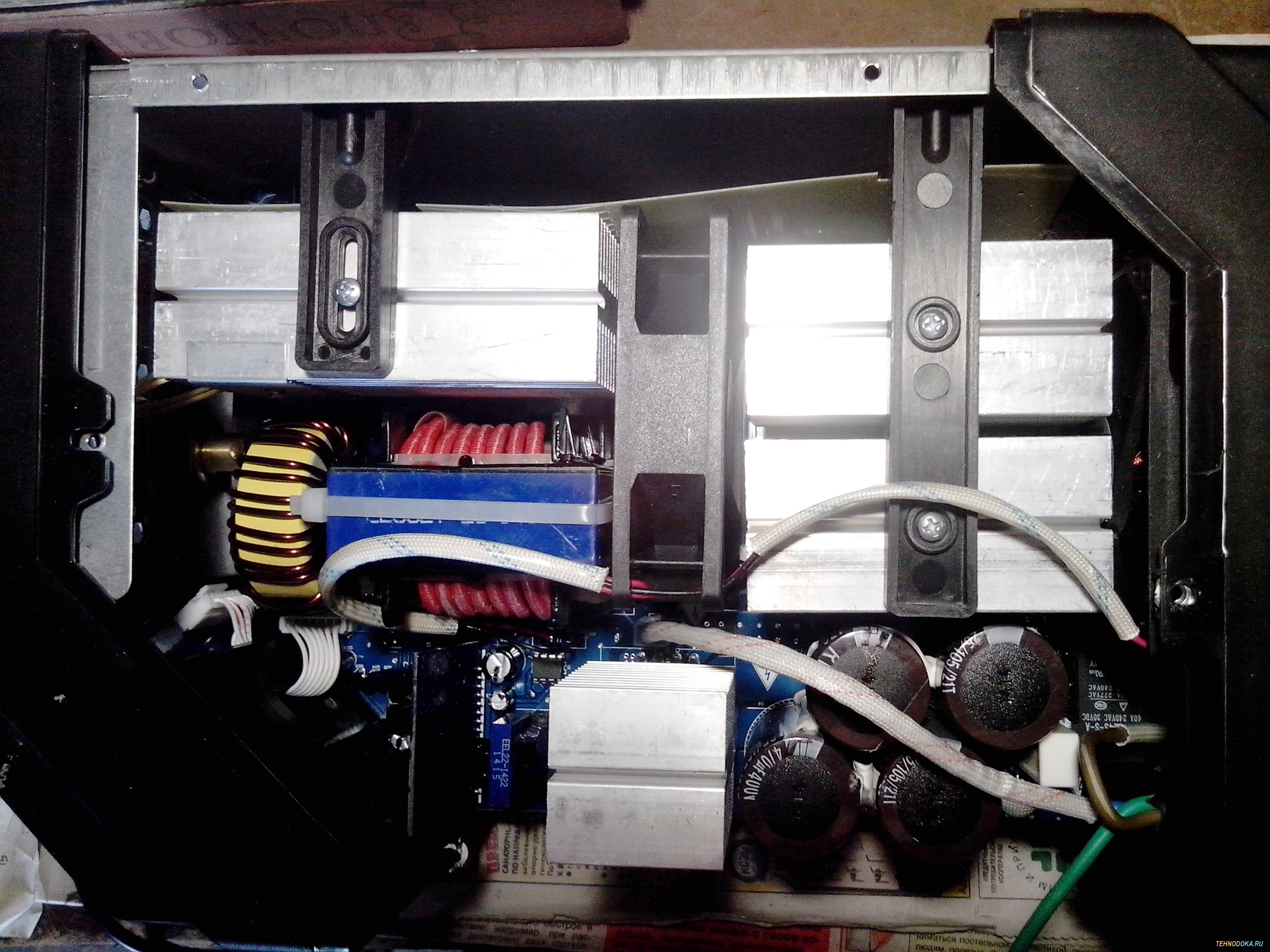 При выборе транзистора учитываем обязательно параметр для высокого порога возможного напряжения работы устройства.
При выборе транзистора учитываем обязательно параметр для высокого порога возможного напряжения работы устройства.
Видео: подбор сварочных транзисторов для инвертора
техническая оценка состояния и ремонт, советы специалистов
Самым популярным методом соединения является сварка. Существует несколько её разновидностей. Одним из популярных является сварка инверторным способом. Сварочный инвертор является надёжным оборудованием, но, тем не менее нередко возникают ситуации, когда он выходит из строя.Причины, по которым это происходит, могут быть самыми разными. Если оборудование, которое используется для сварочных работ, перешло в нерабочее состояние, то перед владельцем возникает задача с его ремонтом.
Общие сведения об инверторах
Под инвертором следует понимать источник постоянного тока, благодаря которому обеспечивается зажигание и поддержание электрической дуги. А, как все знают, именно её посредством выполняется сварка металлов.
А, как все знают, именно её посредством выполняется сварка металлов.В основу работы этого оборудования заложено следующее: сварка производится посредством сварочного тока значительной силы, который возникает посредством высокочастотного трансформатора.
Это даёт возможность для уменьшения размеров трансформатора, а также позволяет повысить стабильность и улучшить возможность регулировки выходного тока.
Ряд этапов включает процесс получения тока нужной силы для выполнения сварочных работ:
- Первичное выпрямление электрического тока, полученного из сети.
- Осуществление трансформации первичного постоянного тока в электрический высокой частоты.
- Повышение силы тока с одновременным уменьшением величины напряжения в трансформаторе.
- Вторичное выпрямление электрического тока выходной силы.
Процесс выпрямления тока осуществляется посредством диодных мостов определённой мощности. Для изменения частоты используются мощные транзисторы.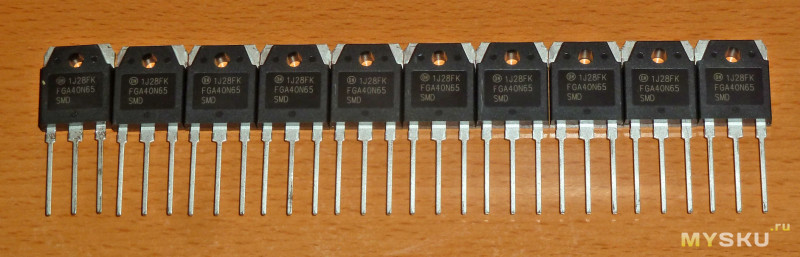 Высокочастотным трансформатором обеспечивается необходимая сила выходного тока.
Высокочастотным трансформатором обеспечивается необходимая сила выходного тока.
Конструкция инверторов
Несколько основных блоков имеет в составе своей конструкции инверторное оборудование, предназначенное для выполнения сварочных работ. Стабилизация выходного сигнала обеспечивается благодаря блоку питания.На многообмоточном дросселе и наличии управления, осуществляемого при помощи транзисторов, а также накоплении в конденсаторе энергии основана схема управления блоком. Помимо этого, диоды используются в системе управления дросселем. Отдельно от других блоков располагается блок питания. В большинстве моделей сварочных инверторов от других блоков он отделён, как правило, перегородкой из металла.
Если говорить об основном элементе сварочного инверторного оборудования, то таковым является силовой блок. Его посредством обеспечивается процесс преобразования первичного тока, поступающего от блока питания, до выходного сварочного тока, который можно использовать для ведения сварочных работ.
Диодный мост, на который осуществляется подача электрического тока силой не более 40А, представляет собой первичный выпрямитель. Величина подаваемого напряжения варьируется в диапазоне от 200 до 250В с частотой 50 Гц.
Своим видом инверторный преобразователь представляет силовой транзистор, у которого такой показатель, как мощность составляет менее 8 кВт. Рабочее напряжение находится на уровне 400В. С преобразователя выходит сигнал, у которого частота составляет 100 кГц.
В оснащении высокочастотного трансформатора имеются ленточные обмотки, благодаря чему обеспечивается увеличение тока до величины 200–250А, а во вторичной обмотке величина напряжения не превышает 40В.
На базе мощных диодов, у которых рабочая сила тока не менее 250А, собирается вторичный выпрямитель. Рабочее напряжение у него может доходить до 100В. Конструкцией предусматривается наличие элементов, обеспечивающих его обязательное охлаждение:
- Радиаторы.

- Вентиляторы.
Чтобы обеспечить стабилизацию выходного сигнала дроссель устанавливается на выходную плату.
Блоки управления
Задающий генератор или широко импульсный модулятор используется в качестве основы для блока управления. Если на основе генератора собрана схема, то в качестве него используется микросхема.Кроме неё, резонансный дроссель размещается на плато, а помимо них ещё и конденсаторы. Их устанавливают в количестве 6 или 10 штук. Трансформатором обеспечивается схема управления каскадного типа.
В большинство моделей инверторов схема защиты собрана на плато силового блока для обеспечения надёжной защиты соответствующего элемента. Для эффективной защиты от перегрузок при использовании оборудования в нём используется схема на базе микросхемы 561 ЛА 7.
Снабберы применяются в системе защиты выпрямителей и преобразователей на основе резисторов и конденсаторов К78–2.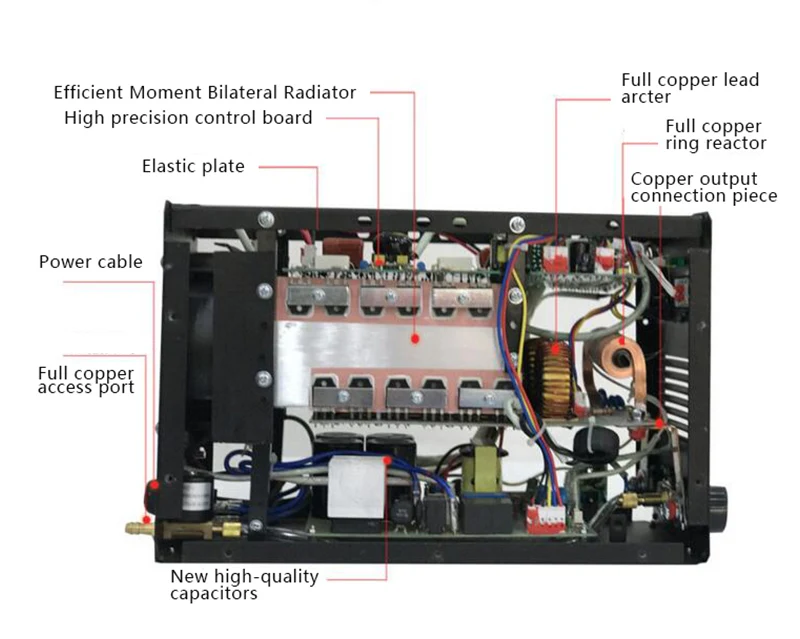 Установка термовыключателя позволяет обеспечить надёжную тепловую защиту элементов силового блока.
Установка термовыключателя позволяет обеспечить надёжную тепловую защиту элементов силового блока.
Основные причины неисправности сварочных инверторов
Даже самый современный надёжный сварочный инвертор при продолжительной эксплуатации выходит из строя. Причины поломок могут быть самыми разными. Чаще всего это связано с короткими замыканиями в электрических схемах. Они возникают из-за попадания туда влаги.
В некоторых случаях неисправным аппарат становится из-за попыток сварщика производить работы, на которые это оборудование не рассчитано.
Например, некоторые специалисты используют сварочный инвертор небольших габаритов для операций по резке железнодорожного рельса. Решение такой задачи с помощью этого оборудования, конечно же, приведёт к серьёзным перегрузкам и как следствие, к выходу оборудования из строя.
Основные виды неисправностей
Существует довольно много неисправностей, которые приводят к неработоспособности сварочного инвертора.
Прежде всего, это случаи, когда при наличии необходимого входного напряжения электрический ток на выходе инвертора отсутствует. Возникновение такой неисправности связано с перегоранием предохранителей. В некоторых случаях она может возникать по причине нарушения целостности электроцепи, которая может появиться в любой зоне инвертора.
Другим видом неисправности является недостижение сварочным током нужных значений даже при максимальных установках. Основной причиной возникновения такой неисправности сварочного инвертора может быть недостаточная величина входного напряжения. Также причиной подобной неполадки могут быть потери, возникшие в контактных зажимах.
Если при выполнении работ с использованием сварочного инвертора часто происходит самопроизвольное отключение оборудования, то это говорит о наличии короткого замыкания в электрической цепи.
Также это может указывать на сильный перегрев элементов силового блока.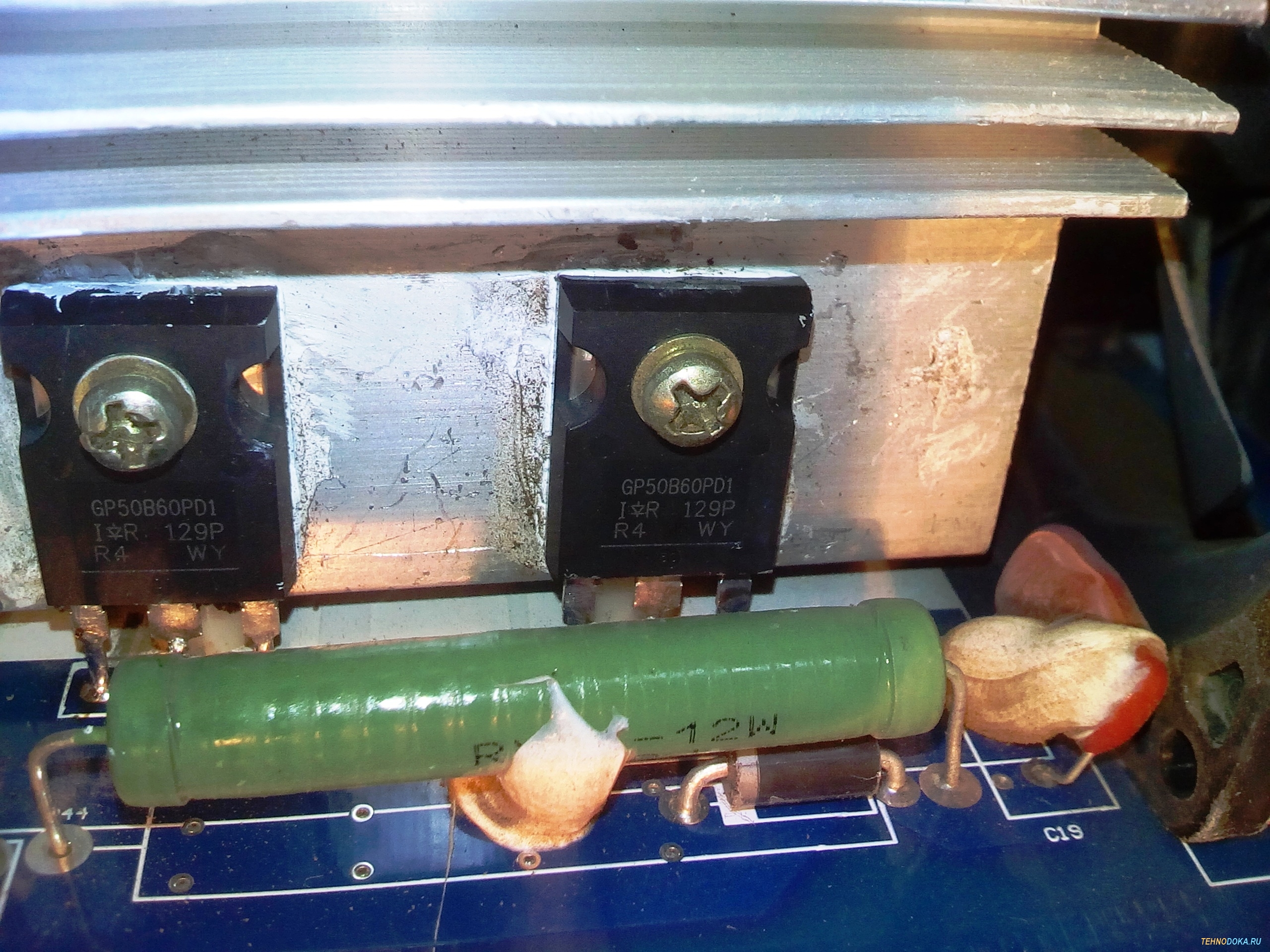 При этом в нормальном режиме может работать система защиты, благодаря которой обеспечивается аварийное отключение.
При этом в нормальном режиме может работать система защиты, благодаря которой обеспечивается аварийное отключение.
Порядок проведения ремонта сварочного инверторного оборудования
Вне зависимости от неисправности, с которой столкнулся специалист, использующий сварочный инвертор, ремонт необходимо начинать с внешнего осмотра агрегата. Он поможет определить наличие на корпусе механических повреждений или следов от короткого замыкания в виде прожогов или почернения. После этого необходимо проверить, насколько надёжно закреплены в клеммах электрокабели.
Вне зависимости от результатов проведённой проверки следует выполнить подтягивание зажимов кабеля при помощи отвёртки или ключа. Также нелишним будет выполнить проверку целостности предохранителей, используя для этого тестер.
Если после проведённых манипуляций неисправность не устранена, то необходимо снять крышку корпуса инверторного оборудования. После этого нужно тщательно осмотреть внутренности агрегатов с целью выявления обрывов электрических цепей.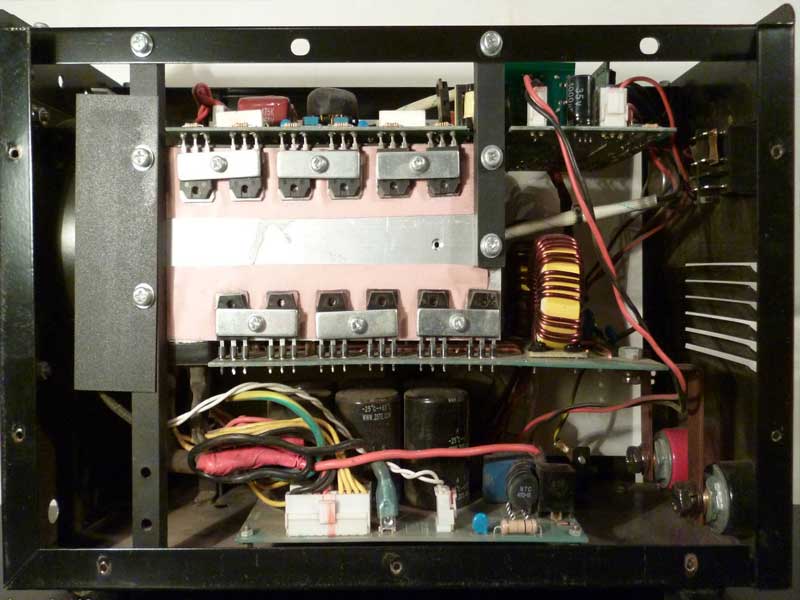 В процессе осмотра необходимо искать следы воздействия короткого замыкания.
В процессе осмотра необходимо искать следы воздействия короткого замыкания.
Чтобы быстрее найти причину неисправности, можно выполнить измерение величины выходного напряжения, а также силы входного тока. Для выполнения измерительных работ необходимо использовать тестер или мультиметр.
Если явная неисправность сварочного оборудования отсутствует, то в этом случае выполняется поблочный контроль целостности электрической цепи. Выполнение проверки начинается с блока питания, постепенно переходя к осмотру других блоков.
Ремонт силового блока инверторного оборудования
Для качественного устранения неисправностей нужно основательно подготовиться к ремонту, при проведении которого в обязательном порядке должен использоваться определённый набор инструментов.Выполняя проверку и ремонт сварочных инверторов, у специалистов часто возникает необходимость в использовании специальных инструментов и измерительных приборов:
- плоскогубцы;
- паяльники 40 Вт;
- отвёртка;
- гаечный и торцовый ключ;
- нож;
- кусачки;
- амперметр на 50 и 250А;
- вольтметры на 50В в 250В;
- осциллограф.

Выполнив проверку силового блока и блока управления сварочного инвертора, необходимо в первую очередь проверить основные их элементы. Если говорить о неисправностях силового блока, то наиболее распространённым является выход из строя силового транзистора. Поэтому поиск неисправности в этом блоке следует начинать именно с него.
Технология работ
Определить то, что транзистор неисправен, можно по следам повреждения на его поверхности. Если визуальный осмотр не помог определить состояние транзистора, то следует выполнить проверку его состояния при помощи мультиметра. Если транзистор вышел из строя, то его необходимо заменить новым. Установка нового прибора на плато выполняется с использованием термопасты КПТ-8.Если в сварочном инверторе оказался неисправен транзистор, то его неработоспособное состояние сопровождается выходом из строя одного из его драйверов. Следует выполнить проверку этих транзисторов управления, используя в качестве прибора для оценки работоспособности омметр. Обнаружив неисправные детали, их необходимо отпаять, а потом заменить новыми.
Следует выполнить проверку этих транзисторов управления, используя в качестве прибора для оценки работоспособности омметр. Обнаружив неисправные детали, их необходимо отпаять, а потом заменить новыми.
В современных моделях сварочных инверторов диодные мосты выпрямителей являются наиболее надёжными из деталей инвертора в сравнении с транзисторами. Но их проверку также следует провести.
Для того чтобы точно определить причину неисправности, необходимо снять диодный мост с плато, а потом проверить его состояние в условиях подсоединения всех диодов между собой. При показаниях сопротивления после проверки близких к нулю необходимо искать конкретный диод, который находится в нерабочем состоянии. Обнаружив его, этот неисправный элемент придётся заменить новым.
Выполнение ремонта блока управления связано, прежде всего, с выполнением проверки параметров деталей, которые выдают сигналы сложных видов. Это может приводить к проблемам в диагностике неисправностей с использованием осциллографов. В таких случаях выполнение ремонта блоков следует доверить специалистам.
В таких случаях выполнение ремонта блоков следует доверить специалистам.
Если при возникновении перегрева элементов силового блока отключения сварочного инвертора не происходит, то в термовыключателях следует искать причины неисправности. Для того чтобы определить их, необходимо выполнить проверку надёжности крепления деталей, на которых они контролируют температуру. Если при проверке выясняется, что один из термовыключателей не срабатывает, то необходимо выполнить замену неисправного новым.
Специалисты-сварщики часто, выполняя сварочные работы, в качестве основного оборудования используют сварочные инверторы. При продолжительной эксплуатации даже самое современное оборудование может выходить из строя. В этом случае необходимо качественно выполнить ремонт.
Устранить небольшие неисправности можно своими силами. Для этого нужно лишь иметь представление об основах электротехники и иметь в своём распоряжении специальный инструмент для поиска неисправностей. Правильная диагностика причины выхода из строя сварочного инвертора поможет затратить минимум времени на выполнение ремонта и быстрее вернуть ему рабочее состояние.
Правильная диагностика причины выхода из строя сварочного инвертора поможет затратить минимум времени на выполнение ремонта и быстрее вернуть ему рабочее состояние.
Транзисторы для сварочных инверторов
Сварка представляет собой наиболее популярный способ соединения, который может существовать в нескольких вариантах. Самой востребованной технологией считают сварку инверторным методом. Несмотря на высокое качество сварочного инвертора, бывает, что вследствие тех или иных причин, он приходит в неисправное состояние. Это может потребовать от его хозяина проведения ремонтных мероприятий.Краткая информация об инверторах для сварки
Инвертор служит источником постоянного тока, который способствует зажиганию и поддержке электрической дуги, обеспечивающей сварочный процесс.
Процесс сварки осуществляется благодаря сварочному току значительной силы, возникающему вследствие работы трансформатора высокой частоты.
Этот факт дает возможность уменьшить размер самого трансформатора, повышает стабильность и точную регулировку выходного тока.
Сварочные мероприятия производят при наличии тока необходимой величины, который получают в несколько этапов:
• Изначально выпрямляют ток, полученный из сети;
• Повышают силу тока и в то же время уменьшают показатель напряжения в самом трансформаторе;
• Вторично выпрямляют ток выходной величины.
Выпрямление тока происходит благодаря диодным мостам заданной мощности. Специальные транзисторы помогают правильно изменять частоту тока, обеспечивая высокочастотные трансформаторы необходимой силой тока на выходе.
Строение
Инверторы для проведения сварочных мероприятий представляют несколько блоков. Непосредственно блок питания отвечает за стабильность сигнала на выходе.
Многообмоточный дроссель, управление, производимое благодаря транзисторам, а также, концентрация энергии в самом конденсаторе являются основополагающими факторами в схеме управления блоком. Как правило, в управлении дросселем участвуют диоды. Отдельным элементом стоит блок питания, разделенный с другими комплектующими металлической перегородкой.
Основной элемент в сварочном инверторном оборудовании представляет силовой блок. Он преобразует первичный ток, поступающий из блока питания, в выходной ток, который непосредственно используют для сварки.
Электрический ток величиной не больше 40А поступает на диодный мост, который служит первичным выпрямителем. При этом напряжение колеблется в пределах 200-250В и заданной частотой в 50 Гц.
Сам инверторный преобразователь имеет вид силового транзистора с мощностью меньше 8 кВт, при этом напряжение составляет 400 В. Сам же сигнал, который получается на выходе из преобразователя имеет частоту 100 кГц.
Увеличение показателей силы тока до показателей в 200-250А происходит за счет ленточных обмоток, которыми оснащен трансформатор высокой частоты. При вторичной обмотке показатели напряжения не более 40В.
Вторичный выпрямитель составляется из диодов с силой тока выше 250А. Его охлаждение происходит за счет наличия определенных элементов, а именно:
• Вентиляторов;
Для обеспечения стабильного сигнала на выходе дроссель монтируется на выходной плате.
Блоки управления
Как правило, основа самого блока управления представлена задающим генератором (иначе, широкоимпульсным модулятором). При наличии схемы на основе самого генератора, может использоваться микросхема.
На плато также сконцентрированы 6-10 штук конденсаторов и рабочий резонансный дроссель. Благодаря трансформатору осуществляется каскадный тип управления.
Большая часть инверторов имеет схему защиты, которую располагают на плато в силовом блоке. Отличную защиту от излишних перегрузок обеспечивает схема, которая основана на базе непосредственно микросхемы типа 561 ЛА 7.
Резисторы и заданные конденсаторы К78-2 служат основой для снабберов, которые используют в защитной системе преобразователей и выпрямителей. Наличие термовыключателя обеспечивает качественную защиту всех составляющих в силовом блоке.
Этиология поломок инверторов для сварки
Продолжительная эксплуатация даже качественного инвертора может привести к неисправностям. Поломки могут возникнуть вследствие разнообразных причин. Например, ввиду коротких замыканий в электросхемах, возникающих вследствие попадания влаги.
Иногда к неисправностям могут привести попытки сварщика произвести работы, недопустимые на данном оборудовании.
Неисправности и их варианты
Перегорание самих предохранителей может привести к ситуации, когда выходного тока на инверторе нет, в то время как на входе имеется должное напряжение. К поломке может привести и нарушение общей целостности электроцепи, которое может образоваться в любом участке инвертора.
Еще один вариант неисправностей представляют маленькие показатели сварочного тока, несмотря на самые высокие установки. Такая ситуация может возникнуть из-за недостаточной величины напряжения на входе или вследствие потерь в самих контактных зажимах.
Частые самостоятельные выключения сварочного инвертора могут свидетельствовать о коротком замыкании в электросети.
К такому же эффекту может привести перегревание составляющих силового блока. В этой ситуации может срабатывать система защиты, которая приводит к аварийному отключению.
Проведение ремонтных мероприятий и их порядок
При обнаружении любой поломки, прежде всего, следует приступать к внешнему осмотру оборудования, при котором профессионал может обнаружить различные повреждения или же прожоги вследствие короткого замыкания. Затем проверяют надежность закрепления электрокабелей в клеммах.
Независимо от результатов осмотра необходимо подтянуть зажимы кабеля, для чего пользуются ключом или отверткой. Желательно проверить целостность абсолютно всех предохранителей с помощью специального тестера.
При отсутствии эффекта от предыдущих действий нужно снять крышку от корпуса инвертора и осмотреть внутреннее содержание оборудования в поисках возможного обрыва электроцепей или следов короткого замыкания.
Для ускорения выявления причины поломки следует измерить показатели напряжения на выходе и силу входного тока с помощью мультиметра или тестера.
При отсутствии визуального повреждения оборудования следует выполнить поблочный контроль целостности электроцепи. Первым в такой ситуации осматривают блок питания, а затем, другие блоки.
Силовой блок и его ремонт
Качественный ремонт неисправностей возможен только при наличии определенного набора инструментов и измерительных приборов, а именно:
• Паяльников 40В;
• Ножей;
• Плоскогубцев;
• Кусачек;
• Амперметров на 50 и 250А;
• Осциллографа;
• Вольтметров на 50В и 250В;
• Паяльников 40В;
• Гаечного и торцового ключей.
При тестировании блока управления и силового блока следует уделить особое внимание их элементам. Типичной поломкой силового блока является поломка силового транзистора, а значит, поиски проблем целесообразно начинать с его осмотра.
Технология рабочего процесса
Наличие механических повреждений на поверхности транзистора может свидетельствовать о возможных его повреждениях. Отсутствие таковых ведет за собой тестирование с помощью мультиметра. Неисправность транзистора устраняется путем его замены на новый прибор. Для чего применяется термопаста КПТ-8, которая нужна для установки его на плато.
В случае выхода из рабочего состояния транзистора, причину нужно искать в поломке драйвера. Оценивают работу данных транзисторов управления, используя омметр. При обнаружении нерабочих деталей их отпаивают и заменяют новыми.
Наиболее надежными в устройстве сварочных инверторов считаются диодные мосты выпрямителей, однако, полностью исключить такую ситуацию невозможно.
При поиске неисправностей в диодном мосте его необходимо снять с плато и протестировать его работоспособность, присоединив все диоды между собой. Если показатели сопротивления близки к нулю, то нужно искать определенный неисправный диод. Его обнаружение ведет за собой замену на новый элемент.
При выявлении поломок в блоке управления необходимо проконтролировать параметры деталей, выдающие различные сложные сигналы. В данном случае могут возникнуть проблемы в диагностике с помощью осциллографа, что потребует участия опытного специалиста.
Причина отсутствия автоматического отключения инвертора при сильном перегреве деталей в силовом блоке может заключаться в неисправности термовыключателей. Для устранения проблем, прежде всего, следует проверить качество их прикрепления к деталям, на которых они осуществляют контроль температуры. В случае неработоспособности одного из термовыключателей его нужно заменить на новый.
Сварочные инверторы служат основным оборудованием у профессиональных сварщиков. Однако, выйти из строя может даже ультрасовременное оборудование, которое будет нуждаться в качественно проведенном ремонте.
Самостоятельное устранение небольших неполадок возможно при наличии элементарных знаний об электротехнике и наличии необходимого инструментария, которое нужно для правильного обнаружения поломок. Точная диагностика причин неисправностей поможет сократить время на их устранение до минимума.
Силовые транзисторы для сварочных инверторов
Транзисторы для сварочных инверторов
Время чтения: 6 минут
За последние 100 лет технология сварки претерпела значительные изменения. Классические сварочные аппараты были усовершенствованы, а в продаже появились совершенно новые устройства. Наибольший вклад в развитие домашней и любительской сварки внесло изобретение инверторного сварочного аппарата. Его электронная «начинка» позволяет внедрить функции, которые недоступны классическому трансформатору или выпрямителю.
А если в сварочном аппарате применяется электроника, значит, используются и транзисторы. В этой статье мы подробно расскажем, что такое транзистор, какие транзисторы используются в сварочных инверторах и чем отличаются транзисторы IGBT в сварочном аппарате от транзисторов MOSFET.
Общая информация
Транзисторы — что это такое? Наверняка каждый, кто хоть раз сталкивался с ремонтом или банальной разборкой радиоэлектроники, слышал этот термин. Говоря простыми словами, транзистор — это электронная деталь с выводами, изготовленная из полупроводникового материала. Основная функция транзистора — это усиление или генерирование электрических сигналов, поступающих извне. Также с помощью транзисторов выполняется коммутация.
На данный момент транзисторы есть в любом электронном приборе и являются один из важнейших компонентов. В середине прошлого века сразу несколько ученых получили Нобелевскую премию за изобретение транзистора. И с тех пор это небольшое приспособление кардинально изменило мир электроники.
Транзисторы очень маленькие и компактные. Они экономичны, их производство стоит недорого. Несмотря на свой скромный размер, транзистор устойчив к механическому воздействию и долговечен. Также транзисторы способны исправно работать при низком напряжении и при высоких значениях тока. Именно благодаря этим достоинствам к концу 20-го века транзисторы стали неотъемлемой частью каждого электронного прибора. В том числе, у инверторных сварочных аппаратов.
С помощью транзисторов удалось собрать компактную схему и внедрить ее в инвертор. Таким образом, существенно снизились размеры и вес сварочного аппарата. На данный момент производители предлагают инверторы весом до 5 кг, которые можно положить в рюкзак и взять с собой на выездные работы. Также такие аппараты незаменимы при сварке на высоте или в труднодоступных местах.
В сравнении с обычным трансформатором, который использовался раньше для сварки, инверторы намного проще в освоении. А наличие дополнительных функций (например, функции горячего старта или антизалипания) помогает новичкам как можно скорее приступить к работе. И все это заслуга транзисторов.
Транзисторы в инверторах
Транзистор — это один из главных компонентов современного сварочного инвертора. Без него инвертор в принципе не будет так называться. И, поскольку сварочные инверторы уже прочно вошли в нашу жизнь, то нелишним будет узнать немного больше об их электронной «начинке». Эта информация будет полезна не столько мастерам по ремонту сварочных аппаратов, сколько самим сварщикам. Для лучшего понимая сути используемого вами оборудования.
Итак, на данный момент чаще всего в сварочных инверторах применяются транзисторы двух типов: IGBT и MOSFET. Именно благодаря им удается добиться достойного качества работ, внедрения новых функций и уменьшению габаритов аппарата.
Подробнее про IGBT
Мы решили заострить ваше внимание на IGBT транзисторах, поскольку они считаются самыми технологичными. IGBT представляет собой стандартный биполярный транзистор с изолированным затвором. Усиливает и генерирует электрические колебания. Часто применяется в инверторе. От полевого транзистора отличается тем, что генерирует силовой канал, а не управляет им. Представляет собой 2 транзистора на подложке.
Именно благодаря IGBT транзисторам удалось развить производство современных сварочных инверторов. Поскольку именно данный тип транзисторов способен работать при высоком напряжении. Очень скоро производителям стало ясно, что применение IGBT транзисторов способно вывести производство инверторов на новый уровень. Удалось значительно уменьшить размеры аппаратов и увеличить их производительность. Порой стандартный IGBT транзистор способен заменить даже тиристор.
Иногда в IGBT инверторы внедряют специальные микросхемы, которые усиливают управляющий электрический сигнал и ускоряют зарядку затворов. Это необходимо для исправного функционирования мощных переключателей.
IGBT или MOSFET?
Выше мы уже упомянули, что помимо транзисторов типа IGBT существуют еще и транзисторы MOSFET. И многие сварщики любят спорить на форумах, какие транзисторы лучше, а какие хуже. Что мы думаем по этому поводу? Сейчас узнаете.
IGBT — это биполярные транзисторы. А MOSFET — полевые. И отличий у них больше, чем многим кажется на первый взгляд. Основное отличие — максимальная мощность, которую способен выдержать транзистор. У IGBT этот показатель выше, поэтому стоят они дороже, чем MOSFET. А это значит, что управляющая схема тоже стоит дороже.
Транзисторы для сварочных инверторов
Сварка представляет собой наиболее популярный способ соединения, который может существовать в нескольких вариантах. Самой востребованной технологией считают сварку инверторным методом. Несмотря на высокое качество сварочного инвертора, бывает, что вследствие тех или иных причин, он приходит в неисправное состояние. Это может потребовать от его хозяина проведения ремонтных мероприятий.
Краткая информация об инверторах для сварки
Инвертор служит источником постоянного тока, который способствует зажиганию и поддержке электрической дуги, обеспечивающей сварочный процесс.
Процесс сварки осуществляется благодаря сварочному току значительной силы, возникающему вследствие работы трансформатора высокой частоты.
Этот факт дает возможность уменьшить размер самого трансформатора, повышает стабильность и точную регулировку выходного тока.
Сварочные мероприятия производят при наличии тока необходимой величины, который получают в несколько этапов:
• Изначально выпрямляют ток, полученный из сети;
• Осуществляют трансформацию первичного тока постоянной величины в высокочастотный ток;
• Повышают силу тока и в то же время уменьшают показатель напряжения в самом трансформаторе;
• Вторично выпрямляют ток выходной величины.
Выпрямление тока происходит благодаря диодным мостам заданной мощности. Специальные транзисторы помогают правильно изменять частоту тока, обеспечивая высокочастотные трансформаторы необходимой силой тока на выходе.
Инверторы для проведения сварочных мероприятий представляют несколько блоков. Непосредственно блок питания отвечает за стабильность сигнала на выходе.
Многообмоточный дроссель, управление, производимое благодаря транзисторам, а также, концентрация энергии в самом конденсаторе являются основополагающими факторами в схеме управления блоком. Как правило, в управлении дросселем участвуют диоды. Отдельным элементом стоит блок питания, разделенный с другими комплектующими металлической перегородкой.
Основной элемент в сварочном инверторном оборудовании представляет силовой блок. Он преобразует первичный ток, поступающий из блока питания, в выходной ток, который непосредственно используют для сварки.
Электрический ток величиной не больше 40А поступает на диодный мост, который служит первичным выпрямителем. При этом напряжение колеблется в пределах 200-250В и заданной частотой в 50 Гц.
Сам инверторный преобразователь имеет вид силового транзистора с мощностью меньше 8 кВт, при этом напряжение составляет 400 В. Сам же сигнал, который получается на выходе из преобразователя имеет частоту 100 кГц.
Увеличение показателей силы тока до показателей в 200-250А происходит за счет ленточных обмоток, которыми оснащен трансформатор высокой частоты. При вторичной обмотке показатели напряжения не более 40В.
Вторичный выпрямитель составляется из диодов с силой тока выше 250А. Его охлаждение происходит за счет наличия определенных элементов, а именно:
• Вентиляторов;
• нескольких радиаторов.
Для обеспечения стабильного сигнала на выходе дроссель монтируется на выходной плате.
Блоки управления
Как правило, основа самого блока управления представлена задающим генератором (иначе, широкоимпульсным модулятором). При наличии схемы на основе самого генератора, может использоваться микросхема.
На плато также сконцентрированы 6-10 штук конденсаторов и рабочий резонансный дроссель. Благодаря трансформатору осуществляется каскадный тип управления.
Большая часть инверторов имеет схему защиты, которую располагают на плато в силовом блоке. Отличную защиту от излишних перегрузок обеспечивает схема, которая основана на базе непосредственно микросхемы типа 561 ЛА 7.
Резисторы и заданные конденсаторы К78-2 служат основой для снабберов, которые используют в защитной системе преобразователей и выпрямителей. Наличие термовыключателя обеспечивает качественную защиту всех составляющих в силовом блоке.
Продолжительная эксплуатация даже качественного инвертора может привести к неисправностям. Поломки могут возникнуть вследствие разнообразных причин. Например, ввиду коротких замыканий в электросхемах, возникающих вследствие попадания влаги.
Иногда к неисправностям могут привести попытки сварщика произвести работы, недопустимые на данном оборудовании.
Неисправности и их варианты
Перегорание самих предохранителей может привести к ситуации, когда выходного тока на инверторе нет, в то время как на входе имеется должное напряжение. К поломке может привести и нарушение общей целостности электроцепи, которое может образоваться в любом участке инвертора.
Еще один вариант неисправностей представляют маленькие показатели сварочного тока, несмотря на самые высокие установки. Такая ситуация может возникнуть из-за недостаточной величины напряжения на входе или вследствие потерь в самих контактных зажимах.
Частые самостоятельные выключения сварочного инвертора могут свидетельствовать о коротком замыкании в электросети.
К такому же эффекту может привести перегревание составляющих силового блока. В этой ситуации может срабатывать система защиты, которая приводит к аварийному отключению.
Проведение ремонтных мероприятий и их порядок
При обнаружении любой поломки, прежде всего, следует приступать к внешнему осмотру оборудования, при котором профессионал может обнаружить различные повреждения или же прожоги вследствие короткого замыкания. Затем проверяют надежность закрепления электрокабелей в клеммах.
Независимо от результатов осмотра необходимо подтянуть зажимы кабеля, для чего пользуются ключом или отверткой. Желательно проверить целостность абсолютно всех предохранителей с помощью специального тестера.
При отсутствии эффекта от предыдущих действий нужно снять крышку от корпуса инвертора и осмотреть внутреннее содержание оборудования в поисках возможного обрыва электроцепей или следов короткого замыкания.
Для ускорения выявления причины поломки следует измерить показатели напряжения на выходе и силу входного тока с помощью мультиметра или тестера.
При отсутствии визуального повреждения оборудования следует выполнить поблочный контроль целостности электроцепи. Первым в такой ситуации осматривают блок питания, а затем, другие блоки.
Силовой блок и его ремонт
Качественный ремонт неисправностей возможен только при наличии определенного набора инструментов и измерительных приборов, а именно:
• Паяльников 40В;
• Ножей;
• Плоскогубцев;
• Кусачек;
• Амперметров на 50 и 250А;
• Осциллографа;
• Вольтметров на 50В и 250В;
• Паяльников 40В;
• Гаечного и торцового ключей.
При тестировании блока управления и силового блока следует уделить особое внимание их элементам. Типичной поломкой силового блока является поломка силового транзистора, а значит, поиски проблем целесообразно начинать с его осмотра.
Технология рабочего процесса
Наличие механических повреждений на поверхности транзистора может свидетельствовать о возможных его повреждениях. Отсутствие таковых ведет за собой тестирование с помощью мультиметра. Неисправность транзистора устраняется путем его замены на новый прибор. Для чего применяется термопаста КПТ-8, которая нужна для установки его на плато.
В случае выхода из рабочего состояния транзистора, причину нужно искать в поломке драйвера. Оценивают работу данных транзисторов управления, используя омметр. При обнаружении нерабочих деталей их отпаивают и заменяют новыми.
Наиболее надежными в устройстве сварочных инверторов считаются диодные мосты выпрямителей, однако, полностью исключить такую ситуацию невозможно.
При поиске неисправностей в диодном мосте его необходимо снять с плато и протестировать его работоспособность, присоединив все диоды между собой. Если показатели сопротивления близки к нулю, то нужно искать определенный неисправный диод. Его обнаружение ведет за собой замену на новый элемент.
При выявлении поломок в блоке управления необходимо проконтролировать параметры деталей, выдающие различные сложные сигналы. В данном случае могут возникнуть проблемы в диагностике с помощью осциллографа, что потребует участия опытного специалиста.
Причина отсутствия автоматического отключения инвертора при сильном перегреве деталей в силовом блоке может заключаться в неисправности термовыключателей. Для устранения проблем, прежде всего, следует проверить качество их прикрепления к деталям, на которых они осуществляют контроль температуры. В случае неработоспособности одного из термовыключателей его нужно заменить на новый.
Сварочные инверторы служат основным оборудованием у профессиональных сварщиков. Однако, выйти из строя может даже ультрасовременное оборудование, которое будет нуждаться в качественно проведенном ремонте.
Самостоятельное устранение небольших неполадок возможно при наличии элементарных знаний об электротехнике и наличии необходимого инструментария, которое нужно для правильного обнаружения поломок. Точная диагностика причин неисправностей поможет сократить время на их устранение до минимума.
Подбор транзисторов для сварочных инверторов — какие бывают, их отличия и характеристики
Технический прогресс за последние столетия не смог пройти мимо сварочного производства. На смену громоздкому и не удобному агрегату пришел современный инверторный сварочный аппарат.
Внедрение электронных систем в устройство, позволило максимально облегчить работу в сварочном деле. Теперь стало намного легче использовать сварку в быту.
Наличие электроники позволило включить в аппарат те функции, которые невозможно применить для старых моделей трансформаторах. Конечно, факт использования электронных элементов указывает на факт использование транзисторов.
Транзистор — что это и какие бывают
В этой статье мы постараемся максимально развернуто ответить на все эти вопросы. Подробнее опишем их отличия, какому лучше отдать своё предпочтение.
В каждой электронной конструкции используется транзистор. Он может быть и детской игрушке, и в системе наземного воздушного наблюдения. Это чудо техники используется при производстве вычислительной техники, аудио- и видео аппаратуры.
То есть к их помощи прибегать в построении любой микросхемы. Роль транзистора в инверторе — это усиление и управления электрическим током. Изобретение транзистора в 1948 году спровоцировало мощный толчок в эволюции науки и техники.
Конечно, это повлекло радикальные изменения в развитии электроники.
Транзистор играет большую роль в комплектации малогабаритных сварочных аппаратов. Важным достоинством оных считается способность безупречно работать при низком напряжении, а также при высоком значении тока.
Он используется для генерирования, усиления, коммутации и преобразования электрических сигналов. Современный инвертор имеет вес не более 5 кг.
И это благодаря внедрению компактной схемы, которую собрали при помощи транзисторов. Это повлекло уменьшение габаритов всего сварочного аппарата.
Прибор с такими размерами, очень сильно упрощает сварочную работу в малодоступных местах. Если сравнивать привычный для нас сварочный аппарат, которым пользовались раньше и инвертор, то можно с уверенностью сказать, что современный прибор намного проще в изучении и применении.
Огромная важность просматривается в количестве дополнительных функций, которые были внедрены в устройство. Именно этот факт позволяет начинающему сварщику без колебаний приступить к работе без риска.
Транзистор — это полупроводниковый прибор, главный составляющий современного сварочного инвертора.
В связи с тем, что инвертор надёжно обустроился в нашей повседневной жизни, будет полезно получить максимум информации о его электронном наполнении.
Эти знания понадобятся для понимания начинки сварочного оборудования которое вы используете. Бесспорно, большую роль играет наличие многих дополнительных функций. Это позволяет менее сварщику без колебаний приступить к работе.
И так как инвертор надёжно обустроился в нашей повседневной жизни, будет полезно получить побольше информации о его электронном наполнении. Эти знания понадобятся для понимания функций оборудования которое вы используете.
В настоящий время самыми есть два вида транзисторов, которые используются в сварочных инверторах: IGBT и MOSFET. Именно они сыграли роль в уменьшении габаритов, а так также способствовали расширению дополнительных возможностей аппарата.
Биполярный транзистор IGBT
Предлагаю обратить внимание на биполярный транзистор с изолированным затвором — это IGBT. Фактически это два транзистора на одной подложке. IGBT позволяет получить высокую силу тока на выходе, при минимальном нагреве.
Он способен усиливать и генерировать электрические колебания. Модели IGBT стали применять в сварочных инверторах, где была потребность в работе при самых высоких напряжениях.
В результате стало понятно, что производство сварочных аппаратов возможно вывести на более высокий уровень исключительно с помощью IGBT.
Очень часто для бесперебойной работы мощных выключателей в транзистор IGBT вживляют специальные микросхемы.
Какой лучше?
Чуть выше мы упоминали ещё об одном транзисторе MOSFET. Очень часто между специалистов сварочного дела возникает спор какой транзистор лучше. Как мы можем прокомментировать данную ситуацию?
Между этими двумя видами существует достаточно много различий. Правда с первого взгляда их не просто определить. MOSFET,- это полевой транзистор. IGBT — это биполярный.
Самое главное — это предельная мощность, которую должен выдерживать транзистор. У MOSFET эти показатели ниже, а у IGBT мощность выше. Естественно этот фактор влияет и на разницу стоимости прибора.
Интересно что в характеристиках мы видим много конкретных различий, но в действительности на практике такой разницы не ощущается. Использование транспорта MOSFET, а не IGBT на процесс работы никак не влияет.
Кроме того, IGBT инвертор будет намного дороже в обслуживании. В случае поломки для этого аппарата очень не просто найти хорошего мастера и расходники. Эти факторы ощутимо влияют на стоимость IGBT.
Поэтому для бытовой сварки рекомендуем хороший и бюджетный в обслуживании инвертор MOSFET.
Вся ценность и превосходство IGBT появляются в аппарате, который предназначен для высоковольтных подключений. Но это уже профессиональные сварочные работы. И вот здесь огромная мощность играет первую роль.
В других случаях, для любительской сварки разницы между MOSFET и IGBT нет никакой. Вид транзистора не играет никакой роли для новичков. Но вот для квалифицированного професионала все -таки IGBT инвертор.
Хоть они дороже в обслуживании, но зато позволяют использовать больше мощности.
Подведем итог
В завершение нашей статьи хочется порекомендовать новичка в сварочном деле не волновать о выборе транзисторов. MOSFET сравнительно дешевле в ремонте и для вас будет привести его в рабочее состояние намного легче.
А если вы мастер сварочного дела, то конечно для работы вам будет нужно IGBT инвертор. Разумеется, их обслуживание будет дороже, но зато есть возможность использовать больше мощности.
В любом случае, какой бы прибор вы не выберите, современный и компактный инвертор будет помогать вам при выполнении любых сварочных работ.
Дополнительные функции помогут даже абсолютному новичку почувствовать себя мастером сварочных работ. Конечно, инверторный сварочный прибор намного сложнее чем классический трансформатор.
Но вот только вряд ли вы захотите отказаться от многочисленных функций в современном аппарате, от их стабильности и надёжности. А вы как считаете? Интересно ваше мнение. Делитесь ниже в комментариях. Удачи вам в вашем деле.
Применение igbt транзисторов в инверторе
Применение высоковольтных мощных полупроводников позволило создавать компактные производительные сварочные инверторы. Последним словом в этой области после MOSFET инверторов стали сварочные аппараты на IGBT транзисторах.
Полевые полупроводники
Используемые в инверторах полупроводники по MOSFET технологии – это полевые силовые транзисторы с изолированным затвором. Управление полупроводником осуществляется напряжением, в отличие от биполярных транзисторов, управляемых током. Канал ключа имеет высокую проводимость 1 мОм. В закрытом виде у них огромное входное сопротивление.
Изначально полевые полупроводники использовались и до сих пор применяются как ключи. В схемах импульсных источников питания применяются полевики с индуцированным затвором. В таком исполнении при нулевом напряжении на затвор-исток канал закрыт.
Для открытия ключа требуется подать потенциал определенной полярности. Для управления ключом не требуется силовых источников. Данные полупроводники часто используются в источниках питания и инверторах.
Биполярный прибор
IGBT – это биполярный транзистор с изолированным затвором, применяемый в инверторе. Фактически он состоит из двух транзисторов на одной подложке. Биполярный прибор образует силовой канал, а полевой является каналом управления.
Соединение полупроводников двух видов позволяет совместить в одном устройстве преимущества полевых и биполярных приборов. Комбинированный прибор может, как биполярный, работать с высокими потенциалами, проводимость канала обратно пропорциональна току, а не его квадрату, как в полевом транзисторе.
При этом IGBT транзистор имеет экономичное управление полевого прибора. Силовые электроды называются, как в биполярном, а управляющий получил название затвора, как в МОП приборе.
IGBT транзисторы для сварочных инверторов и силовых приводов, где приходится работать при высоких напряжениях, стали использовать, как только отладили технологию их производства. Они сократили габариты, увеличили производительность и мощность инверторов. Иногда они заменяют даже тиристоры.
В IGBT инверторе для обеспечения работы мощных переключателей применяются драйверы – микросхемы, усиливающие управляющий сигнал и ускоряющие быструю зарядку затвора.
Некоторые модели IGBT транзисторов работают с напряжением от 100 В до 10 кВ и токами от 20 до 1200 А. Поэтому их больше применяют в силовых электроприводах, сварочных аппаратах.
Полевые транзисторы больше применяют в импульсных источниках и однофазных сварочных инверторах. При токовых параметрах 400-500 В и 30-40 А они имеют лучшие рабочие характеристики. Но так как IGBT приборы могут применяться в более тяжелых условиях, их все чаще применяют в сварочных инверторах.
Применение в сварке
Простой сварочный инвертор представляет собой импульсный источник питания. В однофазном инверторном источнике питания переменный ток напряжением 220 В и частотой 50 или 60 Гц выпрямляется с помощью мощных диодов, схема включения мостовая.
Затем инвертор преобразует постоянное напряжение в переменное, но уже высокой частоты (от 30 кГц до 120 кГц). Проходя через понижающий высокочастотный трансформатор (преобразователь), напряжение понижается до нескольких десятков вольт. Потом этот ток преобразуется обратно в постоянный.
Все преобразования необходимы для уменьшения габаритов сварочного аппарата. Традиционная схема сварочного инвертора получалась надежной, но имела очень большие габариты и вес. Кроме этого, характеристики сварочного тока с традиционным источником питания были значительно хуже, чем у инвертора.
Передача электроэнергии на высокой частоте позволяет использовать малогабаритные трансформаторы. Для получения высокой частоты постоянный ток преобразуется с помощью высоковольтных, мощных силовых транзисторов в переменный частотой 50-80 кГц.
Для работы мощных транзисторов напряжение 220 В выпрямляется, проходя через мостовую схему и фильтр из конденсаторов, который уменьшает пульсации. На управляющий электрод полупроводника подается переменный сигнал с генератора прямоугольных импульсов, который открывает/закрывает электронные ключи.
Выходы силовых транзисторов подключаются к первичной обмотке понижающего трансформатора. Благодаря тому, что они работают на большой частоте, их габариты уменьшаются в несколько раз.
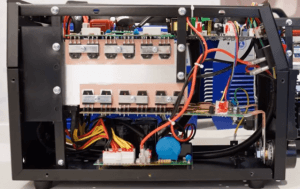
Силовой инверторный блок
Переменное напряжение 220 В – это некоторое усредненное значение, которое показывает, что оно имеет такую же энергию, как и постоянный ток в 220 В. Фактически амплитуда равна 310 В. Из-за этого в фильтрах используются емкости на 400 В.
Мостовая выпрямительная сборка монтируется на радиатор. Требуется охлаждение диодов, поскольку через них протекают большие токи. Для защиты диодов от перегрева на радиаторе имеется предохранитель, при достижении критической температуры он отключает мост от сети.
В качестве фильтра используются электролитические конденсаторы, емкостью от 470 мкФ и рабочим напряжением 400 В. После фильтра напряжение поступает на инвертор.
Во время переключения ключей происходят броски импульсного тока вызывающие высокочастотные помехи. Чтобы они не проникали в сеть и не портили ее качество, сеть защищают фильтром электромагнитной совместимости. Он представляет собой набор конденсаторов и дросселя.
Сам инвертор собирается по мостовой схеме. В качестве ключевых элементов применяются IGBT транзисторы на напряжения от 600 В и токи соответствующие данному инвертору.
Они тоже с помощью специальной термопасты монтируются на радиаторы. При переключениях этих транзисторов возникают броски напряжения. Чтобы их погасить применяются RC фильтры.
Полученный на выходе электронных ключей переменный ток поступает на первичную обмотку высокочастотного понижающего трансформатора. На выходе вторичной обмотки получается переменный ток напряжением 50-60 В.
Под нагрузкой, когда идет сварка, он может выдавать ток до нескольких сотен ампер. Вторичная обмотка обычно выполняется ленточным проводом для уменьшения габаритов.
На выходе трансформатора стоит еще один мощный диодный мост. С него уже снимается необходимый сварочный ток. Здесь используются быстродействующие силовые диоды, другие использовать нельзя, потому что они сильно греются и выходят из строя. Для защиты от импульсных бросков напряжения используются дополнительные RC цепи.
Мягкий пуск
Для питания блока управления инвертора применяется стабилизатор на микросхеме с радиатором. Напряжение питания поступает с главного выпрямителя через резистивный делитель.
При включении сварочного инвертора конденсаторы начинают заряжаться. Токи достигают таких больших величин, что могут сжечь диоды. Чтобы этого не произошло, используется схема ограничения заряда.
В момент пуска ток проходит через мощный резистор, который ограничивает пусковой ток. После зарядки конденсаторов резистор с помощью реле отключается, шунтируется.
Блок управления и драйвер
Управление инвертором осуществляет микросхема широтно-импульсного модулятора. Она подает высокочастотный сигнал на управляющий электрод биполярного транзистора с изолированным затвором. Для защиты силовых транзисторов от перегрузок дополнительно устанавливаются стабилитроны между затвором и эмиттером.
Для контроля напряжения сети и выходного тока используется операционный усилитель, на нем происходит суммирование значений контролируемых параметров. При превышении или понижении от допустимых значений срабатывает компаратор, который отключает аппарат.
Для ручной регулировки сварочного тока предусмотрен переменный резистор, регулировочная ручка которого выводится на панель управления.
Сварочное оборудование на IGBT транзисторах имеет наилучшие характеристики по надежности. По сравнению с полевыми ключами биполярные транзисторы с изолированными затворами имеют преимущество больше 1000 В и 200 А.
При использовании в бытовых приборах и сварочных инверторах для домашнего пользования первое место до недавнего времени оставалось за сварочным оборудованием с MOSFET полупроводниками. Эта технология давно используется и хорошо отработана. Но у нее нет перспектив роста, в отличие от оборудования на IGBT транзисторах.
Новые модели уже ничем не уступают устройствам с полевыми приборами и на малых напряжениях. Только по цене первенство остается за аппаратами с полевыми транзисторами с индуцированным затвором.
Транзисторы для сварочных инверторов: техническое описание
Самым популярным методом соединения является сварка. Существует несколько её разновидностей. Одним из популярных является сварка инверторным способом. Сварочный инвертор является надёжным оборудованием, но, тем не менее нередко возникают ситуации, когда он выходит из строя.
Причины, по которым это происходит, могут быть самыми разными. Если оборудование, которое используется для сварочных работ, перешло в нерабочее состояние, то перед владельцем возникает задача с его ремонтом.
Общие сведения об инверторах
Под инвертором следует понимать источник постоянного тока, благодаря которому обеспечивается зажигание и поддержание электрической дуги. А, как все знают, именно её посредством выполняется сварка металлов.
В основу работы этого оборудования заложено следующее: сварка производится посредством сварочного тока значительной силы, который возникает посредством высокочастотного трансформатора.
Это даёт возможность для уменьшения размеров трансформатора, а также позволяет повысить стабильность и улучшить возможность регулировки выходного тока.
Ряд этапов включает процесс получения тока нужной силы для выполнения сварочных работ:
- Первичное выпрямление электрического тока, полученного из сети.
- Осуществление трансформации первичного постоянного тока в электрический высокой частоты.
- Повышение силы тока с одновременным уменьшением величины напряжения в трансформаторе.
- Вторичное выпрямление электрического тока выходной силы.
Процесс выпрямления тока осуществляется посредством диодных мостов определённой мощности. Для изменения частоты используются мощные транзисторы. Высокочастотным трансформатором обеспечивается необходимая сила выходного тока.
Конструкция инверторов
Несколько основных блоков имеет в составе своей конструкции инверторное оборудование, предназначенное для выполнения сварочных работ. Стабилизация выходного сигнала обеспечивается благодаря блоку питания.
На многообмоточном дросселе и наличии управления, осуществляемого при помощи транзисторов, а также накоплении в конденсаторе энергии основана схема управления блоком. Помимо этого, диоды используются в системе управления дросселем. Отдельно от других блоков располагается блок питания. В большинстве моделей сварочных инверторов от других блоков он отделён, как правило, перегородкой из металла.
Если говорить об основном элементе сварочного инверторного оборудования, то таковым является силовой блок. Его посредством обеспечивается процесс преобразования первичного тока, поступающего от блока питания, до выходного сварочного тока, который можно использовать для ведения сварочных работ.
Диодный мост, на который осуществляется подача электрического тока силой не более 40А, представляет собой первичный выпрямитель. Величина подаваемого напряжения варьируется в диапазоне от 200 до 250В с частотой 50 Гц.
Своим видом инверторный преобразователь представляет силовой транзистор, у которого такой показатель, как мощность составляет менее 8 кВт. Рабочее напряжение находится на уровне 400В. С преобразователя выходит сигнал, у которого частота составляет 100 кГц.
В оснащении высокочастотного трансформатора имеются ленточные обмотки, благодаря чему обеспечивается увеличение тока до величины 200–250А, а во вторичной обмотке величина напряжения не превышает 40В.
На базе мощных диодов, у которых рабочая сила тока не менее 250А, собирается вторичный выпрямитель. Рабочее напряжение у него может доходить до 100В. Конструкцией предусматривается наличие элементов, обеспечивающих его обязательное охлаждение:
Чтобы обеспечить стабилизацию выходного сигнала дроссель устанавливается на выходную плату.
Блоки управления
Задающий генератор или широко импульсный модулятор используется в качестве основы для блока управления. Если на основе генератора собрана схема, то в качестве него используется микросхема.
Кроме неё, резонансный дроссель размещается на плато, а помимо них ещё и конденсаторы. Их устанавливают в количестве 6 или 10 штук. Трансформатором обеспечивается схема управления каскадного типа.
В большинство моделей инверторов схема защиты собрана на плато силового блока для обеспечения надёжной защиты соответствующего элемента. Для эффективной защиты от перегрузок при использовании оборудования в нём используется схема на базе микросхемы 561 ЛА 7.
Снабберы применяются в системе защиты выпрямителей и преобразователей на основе резисторов и конденсаторов К78–2. Установка термовыключателя позволяет обеспечить надёжную тепловую защиту элементов силового блока.
Основные причины неисправности сварочных инверторов
Даже самый современный надёжный сварочный инвертор при продолжительной эксплуатации выходит из строя. Причины поломок могут быть самыми разными. Чаще всего это связано с короткими замыканиями в электрических схемах. Они возникают из-за попадания туда влаги.
В некоторых случаях неисправным аппарат становится из-за попыток сварщика производить работы, на которые это оборудование не рассчитано.
Например, некоторые специалисты используют сварочный инвертор небольших габаритов для операций по резке железнодорожного рельса. Решение такой задачи с помощью этого оборудования, конечно же, приведёт к серьёзным перегрузкам и как следствие, к выходу оборудования из строя.
Основные виды неисправностей
Существует довольно много неисправностей, которые приводят к неработоспособности сварочного инвертора.
Прежде всего, это случаи, когда при наличии необходимого входного напряжения электрический ток на выходе инвертора отсутствует. Возникновение такой неисправности связано с перегоранием предохранителей. В некоторых случаях она может возникать по причине нарушения целостности электроцепи, которая может появиться в любой зоне инвертора.
Другим видом неисправности является недостижение сварочным током нужных значений даже при максимальных установках. Основной причиной возникновения такой неисправности сварочного инвертора может быть недостаточная величина входного напряжения. Также причиной подобной неполадки могут быть потери, возникшие в контактных зажимах.
Если при выполнении работ с использованием сварочного инвертора часто происходит самопроизвольное отключение оборудования, то это говорит о наличии короткого замыкания в электрической цепи.
Также это может указывать на сильный перегрев элементов силового блока. При этом в нормальном режиме может работать система защиты, благодаря которой обеспечивается аварийное отключение.
Порядок проведения ремонта сварочного инверторного оборудования
Вне зависимости от неисправности, с которой столкнулся специалист, использующий сварочный инвертор, ремонт необходимо начинать с внешнего осмотра агрегата. Он поможет определить наличие на корпусе механических повреждений или следов от короткого замыкания в виде прожогов или почернения. После этого необходимо проверить, насколько надёжно закреплены в клеммах электрокабели.
Вне зависимости от результатов проведённой проверки следует выполнить подтягивание зажимов кабеля при помощи отвёртки или ключа. Также нелишним будет выполнить проверку целостности предохранителей, используя для этого тестер.
Если после проведённых манипуляций неисправность не устранена, то необходимо снять крышку корпуса инверторного оборудования. После этого нужно тщательно осмотреть внутренности агрегатов с целью выявления обрывов электрических цепей. В процессе осмотра необходимо искать следы воздействия короткого замыкания.
Чтобы быстрее найти причину неисправности, можно выполнить измерение величины выходного напряжения, а также силы входного тока. Для выполнения измерительных работ необходимо использовать тестер или мультиметр.
Если явная неисправность сварочного оборудования отсутствует, то в этом случае выполняется поблочный контроль целостности электрической цепи. Выполнение проверки начинается с блока питания, постепенно переходя к осмотру других блоков.
Ремонт силового блока инверторного оборудования
Для качественного устранения неисправностей нужно основательно подготовиться к ремонту, при проведении которого в обязательном порядке должен использоваться определённый набор инструментов.
Выполняя проверку и ремонт сварочных инверторов, у специалистов часто возникает необходимость в использовании специальных инструментов и измерительных приборов:
- плоскогубцы;
- паяльники 40 Вт;
- отвёртка;
- гаечный и торцовый ключ;
- нож;
- кусачки;
- амперметр на 50 и 250А;
- вольтметры на 50В в 250В;
- осциллограф.
Выполнив проверку силового блока и блока управления сварочного инвертора, необходимо в первую очередь проверить основные их элементы. Если говорить о неисправностях силового блока, то наиболее распространённым является выход из строя силового транзистора. Поэтому поиск неисправности в этом блоке следует начинать именно с него.
Технология работ
Определить то, что транзистор неисправен, можно по следам повреждения на его поверхности. Если визуальный осмотр не помог определить состояние транзистора, то следует выполнить проверку его состояния при помощи мультиметра. Если транзистор вышел из строя, то его необходимо заменить новым. Установка нового прибора на плато выполняется с использованием термопасты КПТ-8.
Если в сварочном инверторе оказался неисправен транзистор, то его неработоспособное состояние сопровождается выходом из строя одного из его драйверов. Следует выполнить проверку этих транзисторов управления, используя в качестве прибора для оценки работоспособности омметр. Обнаружив неисправные детали, их необходимо отпаять, а потом заменить новыми.
В современных моделях сварочных инверторов диодные мосты выпрямителей являются наиболее надёжными из деталей инвертора в сравнении с транзисторами. Но их проверку также следует провести.
Для того чтобы точно определить причину неисправности, необходимо снять диодный мост с плато, а потом проверить его состояние в условиях подсоединения всех диодов между собой. При показаниях сопротивления после проверки близких к нулю необходимо искать конкретный диод, который находится в нерабочем состоянии. Обнаружив его, этот неисправный элемент придётся заменить новым.
Выполнение ремонта блока управления связано, прежде всего, с выполнением проверки параметров деталей, которые выдают сигналы сложных видов. Это может приводить к проблемам в диагностике неисправностей с использованием осциллографов. В таких случаях выполнение ремонта блоков следует доверить специалистам.
Если при возникновении перегрева элементов силового блока отключения сварочного инвертора не происходит, то в термовыключателях следует искать причины неисправности. Для того чтобы определить их, необходимо выполнить проверку надёжности крепления деталей, на которых они контролируют температуру. Если при проверке выясняется, что один из термовыключателей не срабатывает, то необходимо выполнить замену неисправного новым.
Специалисты-сварщики часто, выполняя сварочные работы, в качестве основного оборудования используют сварочные инверторы. При продолжительной эксплуатации даже самое современное оборудование может выходить из строя. В этом случае необходимо качественно выполнить ремонт.
Устранить небольшие неисправности можно своими силами. Для этого нужно лишь иметь представление об основах электротехники и иметь в своём распоряжении специальный инструмент для поиска неисправностей. Правильная диагностика причины выхода из строя сварочного инвертора поможет затратить минимум времени на выполнение ремонта и быстрее вернуть ему рабочее состояние.
Какие транзисторы используются в сварочных инверторах?
Транзисторы для сварочных инверторов
Время чтения: 6 минут
За последние 100 лет технология сварки претерпела значительные изменения. Классические сварочные аппараты были усовершенствованы, а в продаже появились совершенно новые устройства. Наибольший вклад в развитие домашней и любительской сварки внесло изобретение инверторного сварочного аппарата. Его электронная «начинка» позволяет внедрить функции, которые недоступны классическому трансформатору или выпрямителю.
А если в сварочном аппарате применяется электроника, значит, используются и транзисторы. В этой статье мы подробно расскажем, что такое транзистор, какие транзисторы используются в сварочных инверторах и чем отличаются транзисторы IGBT в сварочном аппарате от транзисторов MOSFET.
Общая информация
Транзисторы — что это такое? Наверняка каждый, кто хоть раз сталкивался с ремонтом или банальной разборкой радиоэлектроники, слышал этот термин. Говоря простыми словами, транзистор — это электронная деталь с выводами, изготовленная из полупроводникового материала. Основная функция транзистора — это усиление или генерирование электрических сигналов, поступающих извне. Также с помощью транзисторов выполняется коммутация.
На данный момент транзисторы есть в любом электронном приборе и являются один из важнейших компонентов. В середине прошлого века сразу несколько ученых получили Нобелевскую премию за изобретение транзистора. И с тех пор это небольшое приспособление кардинально изменило мир электроники.
Транзисторы очень маленькие и компактные. Они экономичны, их производство стоит недорого. Несмотря на свой скромный размер, транзистор устойчив к механическому воздействию и долговечен. Также транзисторы способны исправно работать при низком напряжении и при высоких значениях тока. Именно благодаря этим достоинствам к концу 20-го века транзисторы стали неотъемлемой частью каждого электронного прибора. В том числе, у инверторных сварочных аппаратов.
С помощью транзисторов удалось собрать компактную схему и внедрить ее в инвертор. Таким образом, существенно снизились размеры и вес сварочного аппарата. На данный момент производители предлагают инверторы весом до 5 кг, которые можно положить в рюкзак и взять с собой на выездные работы. Также такие аппараты незаменимы при сварке на высоте или в труднодоступных местах.
В сравнении с обычным трансформатором, который использовался раньше для сварки, инверторы намного проще в освоении. А наличие дополнительных функций (например, функции горячего старта или антизалипания) помогает новичкам как можно скорее приступить к работе. И все это заслуга транзисторов.
Транзисторы в инверторах
Транзистор — это один из главных компонентов современного сварочного инвертора. Без него инвертор в принципе не будет так называться. И, поскольку сварочные инверторы уже прочно вошли в нашу жизнь, то нелишним будет узнать немного больше об их электронной «начинке». Эта информация будет полезна не столько мастерам по ремонту сварочных аппаратов, сколько самим сварщикам. Для лучшего понимая сути используемого вами оборудования.
Итак, на данный момент чаще всего в сварочных инверторах применяются транзисторы двух типов: IGBT и MOSFET. Именно благодаря им удается добиться достойного качества работ, внедрения новых функций и уменьшению габаритов аппарата.
Подробнее про IGBT
Мы решили заострить ваше внимание на IGBT транзисторах, поскольку они считаются самыми технологичными. IGBT представляет собой стандартный биполярный транзистор с изолированным затвором. Усиливает и генерирует электрические колебания. Часто применяется в инверторе. От полевого транзистора отличается тем, что генерирует силовой канал, а не управляет им. Представляет собой 2 транзистора на подложке.
Именно благодаря IGBT транзисторам удалось развить производство современных сварочных инверторов. Поскольку именно данный тип транзисторов способен работать при высоком напряжении. Очень скоро производителям стало ясно, что применение IGBT транзисторов способно вывести производство инверторов на новый уровень. Удалось значительно уменьшить размеры аппаратов и увеличить их производительность. Порой стандартный IGBT транзистор способен заменить даже тиристор.
Иногда в IGBT инверторы внедряют специальные микросхемы, которые усиливают управляющий электрический сигнал и ускоряют зарядку затворов. Это необходимо для исправного функционирования мощных переключателей.
IGBT или MOSFET?
Выше мы уже упомянули, что помимо транзисторов типа IGBT существуют еще и транзисторы MOSFET. И многие сварщики любят спорить на форумах, какие транзисторы лучше, а какие хуже. Что мы думаем по этому поводу? Сейчас узнаете.
IGBT — это биполярные транзисторы. А MOSFET — полевые. И отличий у них больше, чем многим кажется на первый взгляд. Основное отличие — максимальная мощность, которую способен выдержать транзистор. У IGBT этот показатель выше, поэтому стоят они дороже, чем MOSFET. А это значит, что управляющая схема тоже стоит дороже.
Транзисторы для сварочных инверторов
Сварка представляет собой наиболее популярный способ соединения, который может существовать в нескольких вариантах. Самой востребованной технологией считают сварку инверторным методом. Несмотря на высокое качество сварочного инвертора, бывает, что вследствие тех или иных причин, он приходит в неисправное состояние. Это может потребовать от его хозяина проведения ремонтных мероприятий.
Краткая информация об инверторах для сварки
Инвертор служит источником постоянного тока, который способствует зажиганию и поддержке электрической дуги, обеспечивающей сварочный процесс.
Процесс сварки осуществляется благодаря сварочному току значительной силы, возникающему вследствие работы трансформатора высокой частоты.
Этот факт дает возможность уменьшить размер самого трансформатора, повышает стабильность и точную регулировку выходного тока.
Сварочные мероприятия производят при наличии тока необходимой величины, который получают в несколько этапов:
• Изначально выпрямляют ток, полученный из сети;
• Осуществляют трансформацию первичного тока постоянной величины в высокочастотный ток;
• Повышают силу тока и в то же время уменьшают показатель напряжения в самом трансформаторе;
• Вторично выпрямляют ток выходной величины.
Выпрямление тока происходит благодаря диодным мостам заданной мощности. Специальные транзисторы помогают правильно изменять частоту тока, обеспечивая высокочастотные трансформаторы необходимой силой тока на выходе.
Инверторы для проведения сварочных мероприятий представляют несколько блоков. Непосредственно блок питания отвечает за стабильность сигнала на выходе.
Многообмоточный дроссель, управление, производимое благодаря транзисторам, а также, концентрация энергии в самом конденсаторе являются основополагающими факторами в схеме управления блоком. Как правило, в управлении дросселем участвуют диоды. Отдельным элементом стоит блок питания, разделенный с другими комплектующими металлической перегородкой.
Основной элемент в сварочном инверторном оборудовании представляет силовой блок. Он преобразует первичный ток, поступающий из блока питания, в выходной ток, который непосредственно используют для сварки.
Электрический ток величиной не больше 40А поступает на диодный мост, который служит первичным выпрямителем. При этом напряжение колеблется в пределах 200-250В и заданной частотой в 50 Гц.
Сам инверторный преобразователь имеет вид силового транзистора с мощностью меньше 8 кВт, при этом напряжение составляет 400 В. Сам же сигнал, который получается на выходе из преобразователя имеет частоту 100 кГц.
Увеличение показателей силы тока до показателей в 200-250А происходит за счет ленточных обмоток, которыми оснащен трансформатор высокой частоты. При вторичной обмотке показатели напряжения не более 40В.
Вторичный выпрямитель составляется из диодов с силой тока выше 250А. Его охлаждение происходит за счет наличия определенных элементов, а именно:
• Вентиляторов;
• нескольких радиаторов.
Для обеспечения стабильного сигнала на выходе дроссель монтируется на выходной плате.
Блоки управления
Как правило, основа самого блока управления представлена задающим генератором (иначе, широкоимпульсным модулятором). При наличии схемы на основе самого генератора, может использоваться микросхема.
На плато также сконцентрированы 6-10 штук конденсаторов и рабочий резонансный дроссель. Благодаря трансформатору осуществляется каскадный тип управления.
Большая часть инверторов имеет схему защиты, которую располагают на плато в силовом блоке. Отличную защиту от излишних перегрузок обеспечивает схема, которая основана на базе непосредственно микросхемы типа 561 ЛА 7.
Резисторы и заданные конденсаторы К78-2 служат основой для снабберов, которые используют в защитной системе преобразователей и выпрямителей. Наличие термовыключателя обеспечивает качественную защиту всех составляющих в силовом блоке.
Продолжительная эксплуатация даже качественного инвертора может привести к неисправностям. Поломки могут возникнуть вследствие разнообразных причин. Например, ввиду коротких замыканий в электросхемах, возникающих вследствие попадания влаги.
Иногда к неисправностям могут привести попытки сварщика произвести работы, недопустимые на данном оборудовании.
Неисправности и их варианты
Перегорание самих предохранителей может привести к ситуации, когда выходного тока на инверторе нет, в то время как на входе имеется должное напряжение. К поломке может привести и нарушение общей целостности электроцепи, которое может образоваться в любом участке инвертора.
Еще один вариант неисправностей представляют маленькие показатели сварочного тока, несмотря на самые высокие установки. Такая ситуация может возникнуть из-за недостаточной величины напряжения на входе или вследствие потерь в самих контактных зажимах.
Частые самостоятельные выключения сварочного инвертора могут свидетельствовать о коротком замыкании в электросети.
К такому же эффекту может привести перегревание составляющих силового блока. В этой ситуации может срабатывать система защиты, которая приводит к аварийному отключению.
Проведение ремонтных мероприятий и их порядок
При обнаружении любой поломки, прежде всего, следует приступать к внешнему осмотру оборудования, при котором профессионал может обнаружить различные повреждения или же прожоги вследствие короткого замыкания. Затем проверяют надежность закрепления электрокабелей в клеммах.
Независимо от результатов осмотра необходимо подтянуть зажимы кабеля, для чего пользуются ключом или отверткой. Желательно проверить целостность абсолютно всех предохранителей с помощью специального тестера.
При отсутствии эффекта от предыдущих действий нужно снять крышку от корпуса инвертора и осмотреть внутреннее содержание оборудования в поисках возможного обрыва электроцепей или следов короткого замыкания.
Для ускорения выявления причины поломки следует измерить показатели напряжения на выходе и силу входного тока с помощью мультиметра или тестера.
При отсутствии визуального повреждения оборудования следует выполнить поблочный контроль целостности электроцепи. Первым в такой ситуации осматривают блок питания, а затем, другие блоки.
Силовой блок и его ремонт
Качественный ремонт неисправностей возможен только при наличии определенного набора инструментов и измерительных приборов, а именно:
• Паяльников 40В;
• Ножей;
• Плоскогубцев;
• Кусачек;
• Амперметров на 50 и 250А;
• Осциллографа;
• Вольтметров на 50В и 250В;
• Паяльников 40В;
• Гаечного и торцового ключей.
При тестировании блока управления и силового блока следует уделить особое внимание их элементам. Типичной поломкой силового блока является поломка силового транзистора, а значит, поиски проблем целесообразно начинать с его осмотра.
Технология рабочего процесса
Наличие механических повреждений на поверхности транзистора может свидетельствовать о возможных его повреждениях. Отсутствие таковых ведет за собой тестирование с помощью мультиметра. Неисправность транзистора устраняется путем его замены на новый прибор. Для чего применяется термопаста КПТ-8, которая нужна для установки его на плато.
В случае выхода из рабочего состояния транзистора, причину нужно искать в поломке драйвера. Оценивают работу данных транзисторов управления, используя омметр. При обнаружении нерабочих деталей их отпаивают и заменяют новыми.
Наиболее надежными в устройстве сварочных инверторов считаются диодные мосты выпрямителей, однако, полностью исключить такую ситуацию невозможно.
При поиске неисправностей в диодном мосте его необходимо снять с плато и протестировать его работоспособность, присоединив все диоды между собой. Если показатели сопротивления близки к нулю, то нужно искать определенный неисправный диод. Его обнаружение ведет за собой замену на новый элемент.
При выявлении поломок в блоке управления необходимо проконтролировать параметры деталей, выдающие различные сложные сигналы. В данном случае могут возникнуть проблемы в диагностике с помощью осциллографа, что потребует участия опытного специалиста.
Причина отсутствия автоматического отключения инвертора при сильном перегреве деталей в силовом блоке может заключаться в неисправности термовыключателей. Для устранения проблем, прежде всего, следует проверить качество их прикрепления к деталям, на которых они осуществляют контроль температуры. В случае неработоспособности одного из термовыключателей его нужно заменить на новый.
Сварочные инверторы служат основным оборудованием у профессиональных сварщиков. Однако, выйти из строя может даже ультрасовременное оборудование, которое будет нуждаться в качественно проведенном ремонте.
Самостоятельное устранение небольших неполадок возможно при наличии элементарных знаний об электротехнике и наличии необходимого инструментария, которое нужно для правильного обнаружения поломок. Точная диагностика причин неисправностей поможет сократить время на их устранение до минимума.
Подбор транзисторов для сварочных инверторов — какие бывают, их отличия и характеристики
Технический прогресс за последние столетия не смог пройти мимо сварочного производства. На смену громоздкому и не удобному агрегату пришел современный инверторный сварочный аппарат.
Внедрение электронных систем в устройство, позволило максимально облегчить работу в сварочном деле. Теперь стало намного легче использовать сварку в быту.
Наличие электроники позволило включить в аппарат те функции, которые невозможно применить для старых моделей трансформаторах. Конечно, факт использования электронных элементов указывает на факт использование транзисторов.
Транзистор — что это и какие бывают
В этой статье мы постараемся максимально развернуто ответить на все эти вопросы. Подробнее опишем их отличия, какому лучше отдать своё предпочтение.
В каждой электронной конструкции используется транзистор. Он может быть и детской игрушке, и в системе наземного воздушного наблюдения. Это чудо техники используется при производстве вычислительной техники, аудио- и видео аппаратуры.
То есть к их помощи прибегать в построении любой микросхемы. Роль транзистора в инверторе — это усиление и управления электрическим током. Изобретение транзистора в 1948 году спровоцировало мощный толчок в эволюции науки и техники.
Конечно, это повлекло радикальные изменения в развитии электроники.
Транзистор играет большую роль в комплектации малогабаритных сварочных аппаратов. Важным достоинством оных считается способность безупречно работать при низком напряжении, а также при высоком значении тока.
Он используется для генерирования, усиления, коммутации и преобразования электрических сигналов. Современный инвертор имеет вес не более 5 кг.
И это благодаря внедрению компактной схемы, которую собрали при помощи транзисторов. Это повлекло уменьшение габаритов всего сварочного аппарата.
Прибор с такими размерами, очень сильно упрощает сварочную работу в малодоступных местах. Если сравнивать привычный для нас сварочный аппарат, которым пользовались раньше и инвертор, то можно с уверенностью сказать, что современный прибор намного проще в изучении и применении.
Огромная важность просматривается в количестве дополнительных функций, которые были внедрены в устройство. Именно этот факт позволяет начинающему сварщику без колебаний приступить к работе без риска.
Транзистор — это полупроводниковый прибор, главный составляющий современного сварочного инвертора.
В связи с тем, что инвертор надёжно обустроился в нашей повседневной жизни, будет полезно получить максимум информации о его электронном наполнении.
Эти знания понадобятся для понимания начинки сварочного оборудования которое вы используете. Бесспорно, большую роль играет наличие многих дополнительных функций. Это позволяет менее сварщику без колебаний приступить к работе.
И так как инвертор надёжно обустроился в нашей повседневной жизни, будет полезно получить побольше информации о его электронном наполнении. Эти знания понадобятся для понимания функций оборудования которое вы используете.
В настоящий время самыми есть два вида транзисторов, которые используются в сварочных инверторах: IGBT и MOSFET. Именно они сыграли роль в уменьшении габаритов, а так также способствовали расширению дополнительных возможностей аппарата.
Биполярный транзистор IGBT
Предлагаю обратить внимание на биполярный транзистор с изолированным затвором — это IGBT. Фактически это два транзистора на одной подложке. IGBT позволяет получить высокую силу тока на выходе, при минимальном нагреве.
Он способен усиливать и генерировать электрические колебания. Модели IGBT стали применять в сварочных инверторах, где была потребность в работе при самых высоких напряжениях.
В результате стало понятно, что производство сварочных аппаратов возможно вывести на более высокий уровень исключительно с помощью IGBT.
Очень часто для бесперебойной работы мощных выключателей в транзистор IGBT вживляют специальные микросхемы.
Какой лучше?
Чуть выше мы упоминали ещё об одном транзисторе MOSFET. Очень часто между специалистов сварочного дела возникает спор какой транзистор лучше. Как мы можем прокомментировать данную ситуацию?
Между этими двумя видами существует достаточно много различий. Правда с первого взгляда их не просто определить. MOSFET,- это полевой транзистор. IGBT — это биполярный.
Самое главное — это предельная мощность, которую должен выдерживать транзистор. У MOSFET эти показатели ниже, а у IGBT мощность выше. Естественно этот фактор влияет и на разницу стоимости прибора.
Интересно что в характеристиках мы видим много конкретных различий, но в действительности на практике такой разницы не ощущается. Использование транспорта MOSFET, а не IGBT на процесс работы никак не влияет.
Кроме того, IGBT инвертор будет намного дороже в обслуживании. В случае поломки для этого аппарата очень не просто найти хорошего мастера и расходники. Эти факторы ощутимо влияют на стоимость IGBT.
Поэтому для бытовой сварки рекомендуем хороший и бюджетный в обслуживании инвертор MOSFET.
Вся ценность и превосходство IGBT появляются в аппарате, который предназначен для высоковольтных подключений. Но это уже профессиональные сварочные работы. И вот здесь огромная мощность играет первую роль.
В других случаях, для любительской сварки разницы между MOSFET и IGBT нет никакой. Вид транзистора не играет никакой роли для новичков. Но вот для квалифицированного професионала все -таки IGBT инвертор.
Хоть они дороже в обслуживании, но зато позволяют использовать больше мощности.
Подведем итог
В завершение нашей статьи хочется порекомендовать новичка в сварочном деле не волновать о выборе транзисторов. MOSFET сравнительно дешевле в ремонте и для вас будет привести его в рабочее состояние намного легче.
А если вы мастер сварочного дела, то конечно для работы вам будет нужно IGBT инвертор. Разумеется, их обслуживание будет дороже, но зато есть возможность использовать больше мощности.
В любом случае, какой бы прибор вы не выберите, современный и компактный инвертор будет помогать вам при выполнении любых сварочных работ.
Дополнительные функции помогут даже абсолютному новичку почувствовать себя мастером сварочных работ. Конечно, инверторный сварочный прибор намного сложнее чем классический трансформатор.
Но вот только вряд ли вы захотите отказаться от многочисленных функций в современном аппарате, от их стабильности и надёжности. А вы как считаете? Интересно ваше мнение. Делитесь ниже в комментариях. Удачи вам в вашем деле.
Транзисторы для сварочных инверторов: техническое описание
Самым популярным методом соединения является сварка. Существует несколько её разновидностей. Одним из популярных является сварка инверторным способом. Сварочный инвертор является надёжным оборудованием, но, тем не менее нередко возникают ситуации, когда он выходит из строя.
Причины, по которым это происходит, могут быть самыми разными. Если оборудование, которое используется для сварочных работ, перешло в нерабочее состояние, то перед владельцем возникает задача с его ремонтом.
Общие сведения об инверторах
Под инвертором следует понимать источник постоянного тока, благодаря которому обеспечивается зажигание и поддержание электрической дуги. А, как все знают, именно её посредством выполняется сварка металлов.
В основу работы этого оборудования заложено следующее: сварка производится посредством сварочного тока значительной силы, который возникает посредством высокочастотного трансформатора.
Это даёт возможность для уменьшения размеров трансформатора, а также позволяет повысить стабильность и улучшить возможность регулировки выходного тока.
Ряд этапов включает процесс получения тока нужной силы для выполнения сварочных работ:
- Первичное выпрямление электрического тока, полученного из сети.
- Осуществление трансформации первичного постоянного тока в электрический высокой частоты.
- Повышение силы тока с одновременным уменьшением величины напряжения в трансформаторе.
- Вторичное выпрямление электрического тока выходной силы.
Процесс выпрямления тока осуществляется посредством диодных мостов определённой мощности. Для изменения частоты используются мощные транзисторы. Высокочастотным трансформатором обеспечивается необходимая сила выходного тока.
Конструкция инверторов
Несколько основных блоков имеет в составе своей конструкции инверторное оборудование, предназначенное для выполнения сварочных работ. Стабилизация выходного сигнала обеспечивается благодаря блоку питания.
На многообмоточном дросселе и наличии управления, осуществляемого при помощи транзисторов, а также накоплении в конденсаторе энергии основана схема управления блоком. Помимо этого, диоды используются в системе управления дросселем. Отдельно от других блоков располагается блок питания. В большинстве моделей сварочных инверторов от других блоков он отделён, как правило, перегородкой из металла.
Если говорить об основном элементе сварочного инверторного оборудования, то таковым является силовой блок. Его посредством обеспечивается процесс преобразования первичного тока, поступающего от блока питания, до выходного сварочного тока, который можно использовать для ведения сварочных работ.
Диодный мост, на который осуществляется подача электрического тока силой не более 40А, представляет собой первичный выпрямитель. Величина подаваемого напряжения варьируется в диапазоне от 200 до 250В с частотой 50 Гц.
Своим видом инверторный преобразователь представляет силовой транзистор, у которого такой показатель, как мощность составляет менее 8 кВт. Рабочее напряжение находится на уровне 400В. С преобразователя выходит сигнал, у которого частота составляет 100 кГц.
В оснащении высокочастотного трансформатора имеются ленточные обмотки, благодаря чему обеспечивается увеличение тока до величины 200–250А, а во вторичной обмотке величина напряжения не превышает 40В.
На базе мощных диодов, у которых рабочая сила тока не менее 250А, собирается вторичный выпрямитель. Рабочее напряжение у него может доходить до 100В. Конструкцией предусматривается наличие элементов, обеспечивающих его обязательное охлаждение:
Чтобы обеспечить стабилизацию выходного сигнала дроссель устанавливается на выходную плату.
Блоки управления
Задающий генератор или широко импульсный модулятор используется в качестве основы для блока управления. Если на основе генератора собрана схема, то в качестве него используется микросхема.
Кроме неё, резонансный дроссель размещается на плато, а помимо них ещё и конденсаторы. Их устанавливают в количестве 6 или 10 штук. Трансформатором обеспечивается схема управления каскадного типа.
В большинство моделей инверторов схема защиты собрана на плато силового блока для обеспечения надёжной защиты соответствующего элемента. Для эффективной защиты от перегрузок при использовании оборудования в нём используется схема на базе микросхемы 561 ЛА 7.
Снабберы применяются в системе защиты выпрямителей и преобразователей на основе резисторов и конденсаторов К78–2. Установка термовыключателя позволяет обеспечить надёжную тепловую защиту элементов силового блока.
Основные причины неисправности сварочных инверторов
Даже самый современный надёжный сварочный инвертор при продолжительной эксплуатации выходит из строя. Причины поломок могут быть самыми разными. Чаще всего это связано с короткими замыканиями в электрических схемах. Они возникают из-за попадания туда влаги.
В некоторых случаях неисправным аппарат становится из-за попыток сварщика производить работы, на которые это оборудование не рассчитано.
Например, некоторые специалисты используют сварочный инвертор небольших габаритов для операций по резке железнодорожного рельса. Решение такой задачи с помощью этого оборудования, конечно же, приведёт к серьёзным перегрузкам и как следствие, к выходу оборудования из строя.
Основные виды неисправностей
Существует довольно много неисправностей, которые приводят к неработоспособности сварочного инвертора.
Прежде всего, это случаи, когда при наличии необходимого входного напряжения электрический ток на выходе инвертора отсутствует. Возникновение такой неисправности связано с перегоранием предохранителей. В некоторых случаях она может возникать по причине нарушения целостности электроцепи, которая может появиться в любой зоне инвертора.
Другим видом неисправности является недостижение сварочным током нужных значений даже при максимальных установках. Основной причиной возникновения такой неисправности сварочного инвертора может быть недостаточная величина входного напряжения. Также причиной подобной неполадки могут быть потери, возникшие в контактных зажимах.
Если при выполнении работ с использованием сварочного инвертора часто происходит самопроизвольное отключение оборудования, то это говорит о наличии короткого замыкания в электрической цепи.
Также это может указывать на сильный перегрев элементов силового блока. При этом в нормальном режиме может работать система защиты, благодаря которой обеспечивается аварийное отключение.
Порядок проведения ремонта сварочного инверторного оборудования
Вне зависимости от неисправности, с которой столкнулся специалист, использующий сварочный инвертор, ремонт необходимо начинать с внешнего осмотра агрегата. Он поможет определить наличие на корпусе механических повреждений или следов от короткого замыкания в виде прожогов или почернения. После этого необходимо проверить, насколько надёжно закреплены в клеммах электрокабели.
Вне зависимости от результатов проведённой проверки следует выполнить подтягивание зажимов кабеля при помощи отвёртки или ключа. Также нелишним будет выполнить проверку целостности предохранителей, используя для этого тестер.
Если после проведённых манипуляций неисправность не устранена, то необходимо снять крышку корпуса инверторного оборудования. После этого нужно тщательно осмотреть внутренности агрегатов с целью выявления обрывов электрических цепей. В процессе осмотра необходимо искать следы воздействия короткого замыкания.
Чтобы быстрее найти причину неисправности, можно выполнить измерение величины выходного напряжения, а также силы входного тока. Для выполнения измерительных работ необходимо использовать тестер или мультиметр.
Если явная неисправность сварочного оборудования отсутствует, то в этом случае выполняется поблочный контроль целостности электрической цепи. Выполнение проверки начинается с блока питания, постепенно переходя к осмотру других блоков.
Ремонт силового блока инверторного оборудования
Для качественного устранения неисправностей нужно основательно подготовиться к ремонту, при проведении которого в обязательном порядке должен использоваться определённый набор инструментов.
Выполняя проверку и ремонт сварочных инверторов, у специалистов часто возникает необходимость в использовании специальных инструментов и измерительных приборов:
- плоскогубцы;
- паяльники 40 Вт;
- отвёртка;
- гаечный и торцовый ключ;
- нож;
- кусачки;
- амперметр на 50 и 250А;
- вольтметры на 50В в 250В;
- осциллограф.
Выполнив проверку силового блока и блока управления сварочного инвертора, необходимо в первую очередь проверить основные их элементы. Если говорить о неисправностях силового блока, то наиболее распространённым является выход из строя силового транзистора. Поэтому поиск неисправности в этом блоке следует начинать именно с него.
Технология работ
Определить то, что транзистор неисправен, можно по следам повреждения на его поверхности. Если визуальный осмотр не помог определить состояние транзистора, то следует выполнить проверку его состояния при помощи мультиметра. Если транзистор вышел из строя, то его необходимо заменить новым. Установка нового прибора на плато выполняется с использованием термопасты КПТ-8.
Если в сварочном инверторе оказался неисправен транзистор, то его неработоспособное состояние сопровождается выходом из строя одного из его драйверов. Следует выполнить проверку этих транзисторов управления, используя в качестве прибора для оценки работоспособности омметр. Обнаружив неисправные детали, их необходимо отпаять, а потом заменить новыми.
В современных моделях сварочных инверторов диодные мосты выпрямителей являются наиболее надёжными из деталей инвертора в сравнении с транзисторами. Но их проверку также следует провести.
Для того чтобы точно определить причину неисправности, необходимо снять диодный мост с плато, а потом проверить его состояние в условиях подсоединения всех диодов между собой. При показаниях сопротивления после проверки близких к нулю необходимо искать конкретный диод, который находится в нерабочем состоянии. Обнаружив его, этот неисправный элемент придётся заменить новым.
Выполнение ремонта блока управления связано, прежде всего, с выполнением проверки параметров деталей, которые выдают сигналы сложных видов. Это может приводить к проблемам в диагностике неисправностей с использованием осциллографов. В таких случаях выполнение ремонта блоков следует доверить специалистам.
Если при возникновении перегрева элементов силового блока отключения сварочного инвертора не происходит, то в термовыключателях следует искать причины неисправности. Для того чтобы определить их, необходимо выполнить проверку надёжности крепления деталей, на которых они контролируют температуру. Если при проверке выясняется, что один из термовыключателей не срабатывает, то необходимо выполнить замену неисправного новым.
Специалисты-сварщики часто, выполняя сварочные работы, в качестве основного оборудования используют сварочные инверторы. При продолжительной эксплуатации даже самое современное оборудование может выходить из строя. В этом случае необходимо качественно выполнить ремонт.
Устранить небольшие неисправности можно своими силами. Для этого нужно лишь иметь представление об основах электротехники и иметь в своём распоряжении специальный инструмент для поиска неисправностей. Правильная диагностика причины выхода из строя сварочного инвертора поможет затратить минимум времени на выполнение ремонта и быстрее вернуть ему рабочее состояние.
Транзисторы для сварочных инверторов
Сварочная технология прочно и уверенно вошла в нашу жизнь, и без качественного соединения поверхности металлических изделий невозможно представить себе нашу жизнь. Обилие сварочных технологий позволяет на первое место выдвинуть инверторную технологию, где можно добиться высокого качества сварных швов и соединений. Силовые транзисторы для сварочных инверторов по праву называют сердцем прибора. Правильный выбор устройства зависит от эффективного расчёта мощности и прочих технических характеристик сварочного прибора.
Что такое инвертор, и правильный выбор основных узлов и компонентов
Чтобы понять, какие транзисторы используются в сварочных инверторах, необходимо знать строение и принцип работы инверторного оборудования. Инвертор в широком понимании, это универсальный источник постоянного тока, который обеспечивает процесс зажигания дуги и поддержания оптимального режима работы. Сварка осуществляется при помощи подачи значительной силы тока на прибор, за счёт внедрённого в конструкции высокочастотного трансформатора. В данном случае можно использовать уменьшенный вариант трансформатора, и увеличить стабильность и эффективный режим регулировки силы тока, который обеспечивается за счёт внедрения IGBT транзистора для сварочного инвертора.
IGBT транзисторы для сварочного инвертора
На сегодняшний день, рынок сварочного оборудования представлен различными вариантами техники, которые имеют уникальные свойства и принцип работы, который определяет в конечном итоге, почему горят транзисторы в сварочном инверторе. В настоящее время варианты сварочного инвертора представлены следующими агрегатами:
- Сварка ручного типа с плавящимися электродами, серийный ряд manual metal arc, ММА. Ручная сварочная аппаратура, работающая в среде защитных газов tungsten inert gas, TIG. Полуавтоматическая технология сварки с использованием инертных газов, типовое исполнение- metal inertgas, MIG. Сварочные приборы на основе работы активных газов типа metal active gas, MAG.
- Сварочные агрегаты с инверторным принципом функционирования – трансформаторные приборы, а также полностью инверторное оборудование.
- Агрегаты с постоянным режимом выходного тока подачи, например для сварки металлов стали, а также с переменным режимом работы, например для пайки алюминия, или чугуна.
Как видно, для каждого типа оборудования предъявляются свои условия эксплуатации и, следовательно, необходимо выбирать импортные и отечественные марки транзисторов для сварочных инверторов, и иногда в соответствующей комбинации.
«Обратите внимание!Чаще всего в работе используются инверторные установки, которые работают по принципу ММА.»
Такие типы устройства неприхотливы и отлично зарекомендовали себя как в частном домашнем хозяйстве, так и на производственном участке.
Технические компоненты
Общая структура работы такого устройства простая, и включает в себя основной источник тока, опциональный элемент выпрямителя для выходного тока, общий блок управления.
Качественный источник тока может быть полностью реализован на базе трансформаторной технологии или исключительно на базе инверторной системы, где силовые транзисторы для сварочных инверторов играют важную роль качественной работоспособности устройства.
Для трансформаторных установок допускается самостоятельное ручное регулирование работы прибора, но среди недостатков выделяется грубый режим регулировки, низкий уровень качества сварного шва. Инверторные установки, наоборот, имея самый простой сварочный инвертор на одном транзисторе обеспечивают высокое качество образования шва, которые сочетаются с силовыми полупроводниковыми элементами.
Транзисторы для инверторов
Основными техническими компонентами, обеспечивающие высокое качество сварочных работ, является наличие IGBT-транзисторов, а также универсальных быстродействующих диодов. В этом случае возникает резонный вопрос, как проверить IGBT транзистор сварочного инвертора. Укажем основные данные транзисторных компонентов для сварки версии IGBT
Сверхнизкая энергия осуществления выключения, работа до 600 В, частота до 1200 кГц
Малое напряжение насыщенного принципа воздействия. Низкая энергия выключения. Напряжение до 650 Вольт, частота до 50 кГц
Низкий эффект режима выключения. Напряжение подачи – до 1200 вольт, частота до 35 кГц.
Низкое напряжение режима насыщения, напряжение сети до 1200 Вольт, частотный параметр – до 20 кГц
Режим малого прямого падения напряжения, и минимальный режим эффекта восстановления работоспособности.
Особенности работы транзисторных узлов
Наиболее частая схема применения внутри инверторов используется по технологии push-pull, мостовой принцип функционирования, полумостовой вариант рабочего инвертора, полумостовой комплексный несимметричный вариант исполнения инверторного прибора или косой полумост. Несмотря на достаточное обилие топологий, замена транзистора FGh50N60 в сварочном инверторе по общим требованиям является стандартным, куда включается следующее:
- Высокий режим напряжения. Для эффективной замены транзисторов в сварочных инверторах, общие данные сети напряжения должны быть выше 600 Вольт.
- Большие параметры коммутационных токов. Среднее значение показателя должен быть не менее десятков ампер, а максимальные параметры могут показывать отметку за сотни Амперов.
- Режим высокой частоты переключения. В зависимости от габаритов трансформатора внутри прибора, можно увеличить частоту прибора, а также индуктивность для модели выходного фильтра.
- Для режима минимизации потерь на включение и выключение агрегата, можно узнать, как проверить транзисторы сварочного инвертора, при помощи малого значения подачи энергии на режим включения (Евкл), а также на режим выключения (Евыкл). В данном случае будут минимизированы все потери.
- Для минимизации возможных потерь, используем низкое значение для напряжения режима насыщения, или Uкэ нас.
- Жесткий эффект коммутации, должен быть стойкий для транзисторов для сварочных инверторов Ресанта. Инверторное оборудование в данном случае работает только с индуктивным режимом нагрузки.
- Параметры короткого замыкания. Аппарат должен иметь режим стойкости для данного параметра, эти сведения являются исключительно критичными для мостовых и полумостовых вариантов инверторной техники.
Как рассчитать потерю мощности на IGBT?
Рекомендуем для детального расчёта правильного выбора транзисторных систем использовать ниже приведённую схему.
Силовые MOSFET и AGBT транзисторы в сварочных инверторах, Краснодар, Белецкий А. И.
Первая часть статьи. Лабиринты цепей сварочных инверторов.
Прибор для проверки и подбора полевых с N каналом и IGBT транзисторов.
С самого начала этой темы скажу, что без визуального представления работы транзисторов, никакие книги не дадут понимания. Нужно своими глазами, по измерительному прибору, увидеть работу и поведение разных типов транзисторов. Только тогда можно правильно сориентироваться в этой массе полупроводниковых приборов, имеющихся на рынке. После этого вы будете смотреть на мир другими глазами. Прибор лучше стрелочный. Он более наглядно дает представление о различии транзисторов, по углу отклонения стрелки, особенно разных типов. Схема одного из таких приборов для проверки и подбора силовых MOSFET и AGBT транзисторов приведена по ссылке в верху.
А теперь о самих транзисторах. Начну с шока для могих. Транзисторы MOSFET можно заменять на AGBT и на оборот. Имеется в виду все, на все. В некоторых случаях даже с явным улучшением параметров. При замене надо подкорректировать снабберные цепочки.
В схему смело можно ставить любые силовые транзисторы, расчитанные для применения в сварочных инверторах, часто с коррекцией снабберных цепей.
Чтобы видеть, как корректировать снабберные элементы, необходим предложенный прибор. По шкале прибора смотрим разность угла отклонения стрелки, в процентном соотношении, и на столько корректируем снабберы. Например. В AGBT транзисторах FGH60N60, стрелка, при измерении емкости транзистора, отклонилась на 60 делений, а в AGBT транзисторах FGh50N60 на 40 делений. Значит, при установке последних, нужно уменьшить конденсаторы на 30%. А при максимальном рбочем токе 20-30 А., если транзисторы стоят парами, ток что 80А, что 120А на результат не повлияет. Зато FGh50N60 гораздо быстрее, у них заметно меньшие потери на коммутационные процессы. Здесь главное теплоотвод. Вместо термо резины лучше поставить тонкие слюдяные прокладки на термопасту с обеих сторон. Часто бывают плохие резьбы в прижимных болтах. Обязательно, при обкручивании болта, засверлить и перерезать резьбу большего диаметра и хорошо прижать транзисторы к радиатору. Выдуть всю пыль и очистить радиаторы и вентилятор до блеска.
Отдельным параграфом нужно выделить подбор идентичных транзисторов по параметрам. Пять минут непосильного труда, добавляет не меньше 20% мощности инвертора. А с таким качеством транзисторов как в Харьковском Космодроме, то и все 40%. Часто бывает, что из 10 транзисторов можно подобрать только пару, а нужно минимум четыре. Сильно плавают емкости и напряжения открытия. Как раз самые важные параметры.
Теперь о целесообразности замены MOSFET транзисторов на AGBT и на оборот.
AGBT транзисторы более высоковольтные, при напряжении насыщения около 2 Вольт. Это единственное их преимущество перед полевыми.
Недостатки.
AGBT транзисторы имеют напряжение насыщения эмиттер – коллекторного перехода, минимум 2 Вольта. Это значит.
1. Они не могут коммутировать напряжения меньше 2 Вольт.
2. Очень не эффективны при коммутации малых напряжений. Например, при коммутации напряжения уровнем 4 Вольта, КПД = 50%
3. При параллельном соединении, потери увеличиваются в два раза. Например. При коммутационном токе 40А рассеиваемая мощность от паразитного напряжения насыщения будет = 80Ватт на каждый транзистор. Поэтому, IGBT транзисторы логино применять при больших токах. Чем больше коммутирующий ток, тем выгоднее эти транзисторы.
При коммутационном токе 20А рассеиваемая мощность от паразитного напряжения насыщения, будет = 40Ватт на каждый транзистор.
MOSFET транзисторы. Это полевые транзисторы с изолированным затвором. Чем они выделяются.
1. Приемлемо малым сопротивлением открытого перехода (около 0,2 Ом), правда, это при допустимых напряжениях СИ до 500В. Свыше 500В параметры стремительно ухудшаются. Этот участок напряжений для AGBT приборов.
2. Могут коммутировать очень малые напряжения. Чем меньше напряжение коммутации, тем меньше потери транзистора.
3. У большинства полевиков заметно лучше скоростные характеристики и меньшие коммутационные потери.
4. При параллельном соединении общее сопротивление открытого перехода уменьшается в два раза. Как и при параллельном соединении резисторов. Например. При коммутационном токе 40А падение напряжения на сопротивлении 0,2 Ом, будет равно 8В. 8В*40=320Ватт. Но, при параллельном соединении двух транзисторов, на них будет выделяться уже только 160Ватт.
При коммутационном токе 20А падение напряжения на сопротивлении 0,2 Ом, будет равно 4В. 4В*20=80Ватт. Но, при параллельном соединении двух транзисторов, на них будет выделяться уже только 40Ватт. А при AGBT варианте, при параллельном их соединении, будет 80Ватт.
Вот так, при достаточно серьезных рабочих токах (это, при напряжении 150В и токе 20А, мощность будет 3КВт) на ровном месте, MOSFET транзисторы в разы опережают AGBT.
Вывод. В случаях, когда инверторные сварки не используются для резки металла, особенно для электродов диаметром 3мм, AGBT транзисторы можно менять на MOSFETы. Также, такую замену, можно делать, если параллельно соединены три и более транзистора. И на оборот. Если большие токи и тяжелые сварочные режимы, напряженние питания скачет выше 220В, ставим IGBT.
Ну и последний нюанс. После таких замен и коррекций соответствующих цепей, при первом запуске, нужно подавать питающее напряжение с нуля. Плавно, с медленным нарастанием и постоянным контролем осциллографом амплитуды и формы напряжений на затворах и коллекторах (стоках).
При появлении малейших искажений сигнала, нужно все выключать проверять и пересчитывать, иначе будет бах. Часто бывает, что кроме силовых элементов вылетают и задающие. При этом, стают не понятны причины искажений формы сигналов, что влечет эти изменения – замена силовых транзисторов, или выход из строя задающих элементов.
Удачи в ремонте.
С ув. Белецкий А. И. 06.01.2014г. Кубань Краснодар.
Качественный сварочный аппарат для транзисторов Для электронных проектов
Alibaba.com предлагает большой выбор. Сварочный аппарат для транзисторов на выбор в соответствии с вашими потребностями. Аппарат для сварки транзисторов являются жизненно важными частями практически любого типа электронных компонентов. Их можно использовать для создания материнских плат, калькуляторов, радиоприемников, телевизоров и многого другого. Выбрав правильный. Сварочный аппарат для транзисторов , вы можете быть уверены, что продукт, который вы создаете, будет качественным и хорошо работать.Ключевые факторы выбора продуктов включают предполагаемое применение, материал и тип, среди других факторов. Аппарат для сварки транзисторовизготовлен из полупроводниковых материалов и обычно имеет не менее трех клемм, которые можно использовать для подключения их к внешней цепи. Эти устройства работают как усилители или переключатели в большинстве электрических цепей. Сварочный аппарат для транзисторов включает два типа областей, которые возникают в результате включения примесей в процессе легирования.В качестве усилителей. Сварочный аппарат для транзисторов преобразует низкий входной ток в большую выходную энергию, и они направляют небольшой ток для управления огромными приложениями, работающими как переключатели.
Изучите прилагаемые таблицы данных вашего. Сварочный аппарат для транзисторов для определения ножек основания, эмиттера и коллектора для безопасного и надежного соединения. Файл. Аппарат для сварки транзисторов на Alibaba.com использует кремний в качестве первичной полупроводниковой подложки, благодаря их превосходным свойствам и желаемым значениям 0.Напряжение перехода 6 В. Основные параметры для. Аппарат для сварки транзисторов для любого проекта включает в себя рабочие токи, рассеиваемую мощность и напряжение источника.
Откройте для себя удивительно доступный. Сварочный аппарат для транзисторов на Alibaba.com для всех ваших потребностей и предпочтений. Доступны различные материалы и стили для безопасной и удобной установки и эксплуатации. Некоторые аккредитованные продавцы также предлагают послепродажное обслуживание и техническую поддержку. Сварка транзисторов igbt
– купить сварка транзисторов igbt с бесплатной доставкой на AliExpress
Отличные новости !!! Вы попали в нужное место для сварки igbt-транзисторов.К настоящему времени вы уже знаете, что все, что вы ищете, вы обязательно найдете на AliExpress. У нас буквально есть тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене. Каждый день вы найдете новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, так как эта лучшая сварка транзисторов igbt в кратчайшие сроки станет одним из самых востребованных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что приобрели сварку igbt-транзистора на AliExpress.Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще не уверены в сварке igbt-транзисторов и думаете о выборе аналогичного продукта, AliExpress – отличное место для сравнения цен и продавцов. Мы поможем вам решить, стоит ли доплачивать за высококлассную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь.И, если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе. Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца.Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово – просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет.Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны – и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести сварочный транзистор igbt по самой выгодной цене.
Мы всегда в курсе последних технологий, новейших тенденций и самых обсуждаемых лейблов.На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните самый лучший шоппинг прямо здесь.
Что такое инверторный сварочный аппарат? Об инверторной технике и сварке
Как работает инверторная технология (в сварочных машинах)?Проще говоря, инвертор – это электронная система регулирования напряжения.В случае инверторного сварочного аппарата он преобразует источник переменного тока в более низкое выходное напряжение – например, с источника 240 В переменного тока на выход 20 В постоянного тока.
В устройствах на основе инвертораиспользуется ряд электронных компонентов для преобразования мощности – в отличие от обычных устройств на основе трансформатора, которые в основном зависят от одного большого трансформатора для регулирования напряжения.
Инвертор работает путем увеличения частоты первичного источника питания с 50 Гц до 20 000 – 100 000 Гц.Это достигается за счет использования электронных переключателей, которые очень быстро включают и выключают питание (до 1 миллионной секунды). За счет такого управления источником питания до того, как он попадет в трансформатор, можно очень значительно уменьшить размер трансформатора.
Каковы преимущества использования инверторных сварочных аппаратов?
Инверторные продукты имеют много преимуществ по сравнению с обычными трансформаторными устройствами:
- Вес и размер : Это наиболее значительное и впечатляющее преимущество инверторного сварочного аппарата по сравнению с обычными машинами.Например, инвертор весом менее 5 кг, меньше чемодана и его можно удобно перекинуть через плечо, может иметь выходную мощность, сравнимую с мощностью 50-килограммовой машины на базе трансформатора.
- Эффективность : Качественные инверторные аппараты, такие как серия инверторных сварочных аппаратов Weldforce, будут иметь рейтинг эффективности около 80-90%, в то время как обычные сварочные аппараты имеют значительно более низкий КПД, около 50%. Это связано с тем, что более крупные трансформаторы в обычных машинах имеют большее сопротивление и, следовательно, теряют значительное количество мощности (или энергии) из-за рассеивания тепла.
- Использование мощности генератора : Быть очень эффективным означает, что использование энергии генератора гораздо более целесообразно для инверторных сварочных аппаратов, которые могут работать на небольших портативных генераторных установках – что часто невозможно с традиционными трансформаторными машинами. Следует отметить, что существуют риски, связанные с использованием энергии генератора – для получения дополнительной информации прочитайте нашу статью об использовании генератора с инверторными сварочными аппаратами.
- Рабочий цикл : Обычно гораздо более высокие рабочие циклы достигаются с инверторными машинами, опять же из-за разницы в размерах трансформатора.Хотя более мелкие компоненты в инверторной машине быстро нагреваются, их можно охладить намного проще и быстрее. Однако в обычных сварочных аппаратах с «трансформатором» компоненты намного крупнее и, следовательно, имеют тенденцию накапливать тепло, и им требуется больше времени для охлаждения.
- Выход постоянного тока : Многие обычные аппараты для ручной дуговой сварки с трансформатором имеют выход только переменного тока, что означает, что они ограничены в типах электродов, которыми они могут сваривать. Однако в инверторных машинах ток намного легче преобразовать в постоянный ток, что означает, что они могут сваривать широкий спектр различных сварочных электродов.Это также означает, что некоторые инверторы MMA (стержневые) также подходят для сварки TIG на постоянном токе, что невозможно с обычными аппаратами переменного тока.
- Характеристики : Производительность качественных инверторных сварочных аппаратов существенно выше, чем у обычных сварочных аппаратов. Это особенно заметно при ручной дуговой сварке, когда операторы обнаруживают, что сварка намного проще и им не нужно «бороться» с дугой. В основном это связано с тем, что инверторные машины имеют более высокое напряжение холостого хода и включают такие функции, как горячий запуск, защита от прилипания и Arc-Force.Ярким примером этого является сварка тонких материалов: с использованием обычного сварочного аппарата для стержневой сварки это, как известно, сложно, если не невозможно, но с инверторными аппаратами, такими как серия Weldforce, которые имеют бесконечную регулировку силы тока и очень стабильную дугу, мощность можно очень сильно уменьшить. низкий, чтобы можно было сваривать, скажем, лист толщиной 1,6 мм или сечение трубы с относительной легкостью и контролем.
- Функции : Электроника инверторных машин значительно упрощает возможность включения дополнительных функций (таких как режим TIG) и повышения управляемости существующих функций.
Что такое инверторная технология IGBT?
Аббревиатура IGBT означает «биполярные транзисторы с изолированным затвором». Это высокоскоростные переключающие устройства, используемые во всех сварочных аппаратах Weldclass Inverter, которые упрощают регулировку напряжения.
В некоторых инверторных машинах используется более старая технология / транзисторы MOSFET. Технология IGBT предлагает значительные преимущества по сравнению с MOSFET – возможно, наиболее важным преимуществом является то, что IGBT менее уязвимы к колебаниям мощности сети и генератора, что делает их намного более надежными и менее подверженными повреждению или отказу.
БТИЗ
Еще статьи по инверторным сварочным аппаратам;
Что такое рабочий цикл и как он рассчитывается?
Использование генераторов для питания инверторных сварочных аппаратов
Все артикулы сварочных аппаратов
Несмотря на то, что были приняты все меры, Weldclass не несет ответственности за любые неточности, ошибки или упущения в этой информации или ссылках и приложениях. Любые комментарии, предложения и рекомендации носят только общий характер и не могут применяться к определенным приложениям.Пользователь и / или оператор несут исключительную ответственность за выбор соответствующего продукта для их предполагаемого назначения и за обеспечение того, чтобы выбранный продукт мог правильно и безопасно работать в предполагаемом приложении. E. & O.E.
Цепь сварочного инвертораSMPS | Проекты самодельных схем
Если вы ищете вариант замены обычного сварочного трансформатора, сварочный инвертор – лучший выбор.Сварочный инвертор удобен и работает от постоянного тока. Текущий контроль поддерживается с помощью потенциометра.
Автор: Dhrubajyoti Biswas
Использование топологии с двумя переключателями
При разработке сварочного инвертора я применил прямой инвертор с топологией с двумя переключателями. Здесь входное линейное напряжение проходит через фильтр электромагнитных помех, а затем сглаживается с большой емкостью.
Однако, поскольку импульс тока включения имеет тенденцию быть высоким, необходимо наличие схемы плавного пуска.Поскольку переключение включено и конденсаторы первичного фильтра заряжаются через резисторы, мощность дополнительно обнуляется путем включения реле.
В момент переключения мощности транзисторы IGBT используются и затем используются через управляющий трансформатор прямого затвора TR2 с последующим формированием схемы с помощью регуляторов IC 7812.
Использование микросхемы UC3844 для управления ШИМ
В этом сценарии используется схема управления UC3844, которая очень похожа на UC3842 с ограничением ширины импульса до 50% и рабочей частотой до 42 кГц.
Цепь управления получает питание от вспомогательного источника питания 17 В. Из-за больших токов в обратной связи по току используется трансформатор Tr3.
Напряжение регистра считывания 4R7 / 2W более или менее равно выходному току. Выходной ток можно дополнительно контролировать с помощью потенциометра P1. Его функция заключается в измерении пороговой точки обратной связи, а пороговое напряжение на выводе 3 UC3844 составляет 1 В.
Одним из важных аспектов силовых полупроводников является то, что они нуждаются в охлаждении, и большая часть выделяемого тепла отводится через выходные диоды.
Верхний диод, состоящий из 2x DSEI60-06A, должен выдерживать ток в среднем 50 А и потери до 80 Вт.
Нижний диод, т.е. STTh300L06TV1, также должен иметь средний ток 100А и потери до 120Вт. С другой стороны, общие максимальные потери вторичного выпрямителя составляют 140 Вт. Выходной дроссель L1 дополнительно подключен к отрицательной шине.
Это хороший сценарий, поскольку радиатор закрыт от высокочастотного напряжения. Другой вариант – использовать диоды FES16JT или MUR1560.
Однако важно учитывать, что максимальный ток нижнего диода в два раза больше тока верхнего диода.
Расчет потерь IGBT
На самом деле расчет потерь IGBT – сложная процедура, поскольку, помимо потерь на проводимость, еще одним фактором являются потери при переключении.
Также каждый транзистор теряет около 50 Вт. Выпрямительный мост также теряет мощность до 30 Вт и размещается на том же радиаторе, что и IGBT, вместе с диодом сброса UG5JT.
Также есть возможность заменить UG5JT на FES16JT или MUR1560. Потеря мощности диодов сброса также зависит от конструкции Tr1, хотя потери меньше по сравнению с потерей мощности от IGBT. Выпрямительный мост также приводит к потере мощности около 30 Вт.
Кроме того, при подготовке системы важно не забывать масштабировать максимальный коэффициент нагрузки сварочного инвертора. После этого на основе измерения вы можете быть готовы выбрать правильный размер калибра обмотки, радиатора и т. Д.
Еще один хороший вариант – добавить вентилятор, так как он будет контролировать нагрев.
Принципиальная схема
Детали обмотки трансформатора
Коммутационный трансформатор Tr1 имеет два ферритовых EE сердечника, и оба они имеют центральную секцию колонны 16×20 мм.
Таким образом, общее сечение составляет 16×40 мм. Следует соблюдать осторожность, чтобы не оставлять воздушных зазоров в области сердечника.
Хорошим вариантом было бы использовать 20-витковую первичную обмотку, намотав на нее 14 проводов из 0.Диаметр 5 мм.
Вторичная обмотка с другой стороны имеет шесть медных полос 36×0,55 мм. Трансформатор прямого привода Tr2, который разработан с низкой паразитной индуктивностью, следует трехсторонней схеме намотки с тремя витыми изолированными проводами диаметром 0,3 мм и обмотками по 14 витков.
Сердечник изготовлен из стали h32 с диаметром средней колонны 16мм и не оставляет зазоров.
Трансформатор тока Tr3 изготовлен из дросселей для подавления электромагнитных помех. В то время как первичный имеет только 1 ход, вторичный получает ранение за 75 ходов из 0.Проволока 4 мм.
Важным моментом является соблюдение полярности обмоток. В то время как L1 имеет ферритовый сердечник EE, средний столбец имеет поперечное сечение 16×20 мм с 11 витками медной полосы 36×0,5 мм.
Кроме того, общий воздушный зазор и магнитная цепь установлены на 10 мм, а его индуктивность составляет 12 мкГн cca.
Обратная связь по напряжению на самом деле не мешает сварке, но определенно влияет на потребление и потерю тепла в режиме ожидания. Использование обратной связи по напряжению очень важно из-за высокого напряжения около 1000 В.
Кроме того, ШИМ-контроллер работает с максимальным рабочим циклом, что увеличивает расход энергии, а также увеличивает количество нагревательных компонентов.
Постоянный ток 310 В может быть извлечен из сети 220 В после выпрямления через мостовую сеть и фильтрации через пару электролитических конденсаторов 10 мкФ / 400 В.
Источник питания 12 В можно получить от готового блока адаптера 12 В или собрать дома с помощью информации, предоставленной здесь :
Цепь для сварки алюминия
Этот запрос был отправлен мне одним из преданных читателей этого блога Mr.Хосе. Вот подробности требования:
Мой сварочный аппарат Fronius-TP1400 полностью работоспособен, и я не заинтересован в изменении его конфигурации. Эта устарелая машина является первым поколением инверторных машин.
Это основное устройство для сварки покрытым электродом (сварка MMA) или вольфрамовой дугой (сварка TIG). Переключатель позволяет выбор.
Это устройство выдает только постоянный ток, что очень удобно для сварки большого количества металлов.
Есть несколько металлов, таких как алюминий, которые из-за быстрой коррозии при контакте с окружающей средой необходимо использовать пульсирующий переменный ток (прямоугольная волна от 100 до 300 Гц), что способствует устранению коррозии в циклах с обратной полярностью и поверните плавку в циклы прямой полярности.
Существует мнение, что алюминий не окисляется, но это неверно, что происходит так, что в нулевой момент, когда он вступает в контакт с воздухом, образуется тонкий слой окисления, который с этого момента сохраняет его от следующих последующих окисление.Этот тонкий слой усложняет сварку, поэтому используется переменный ток.
Мое желание – сделать устройство, которое будет подключено между выводами моего сварочного аппарата постоянного тока и горелки, чтобы получить переменный ток в горелке.
Вот где у меня возникли трудности, когда я собирал преобразователь постоянного тока в переменный. Увлекаюсь электроникой, но не специалист.
Итак, я прекрасно понимаю теорию, я смотрю на микросхему HIP4080 или аналогичную таблицу данных, чтобы увидеть, что ее можно применить в моем проекте.
Но моя большая трудность в том, что я не делаю необходимого расчета значений компонентов. Может быть, есть какая-то схема, которую можно применить или адаптировать, я не нашел ее в Интернете и не знаю, где искать, поэтому прошу вашей помощи.
Конструкция
Чтобы гарантировать, что сварочный процесс может устранить окисленную поверхность алюминия и обеспечить эффективное сварное соединение, существующий сварочный стержень и алюминиевая пластина могут быть объединены со ступенью привода полного моста. , как показано ниже:
Rt, Ct можно вычислить методом проб и ошибок, чтобы получить колебания МОП-транзисторов на любой частоте от 100 до 500 Гц.Чтобы узнать точную формулу, вы можете обратиться к этой статье.
Th Вход 15 В может быть запитан от любого адаптера переменного тока 12 В или 15 В постоянного тока.
Каковы основные конструкции источников питания для оборудования для дуговой сварки?
Часто задаваемые вопросы
Основными функциями источника питания являются выработка тепла, достаточного для расплавления соединения, а также для создания стабильной дуги и переноса металла. Поскольку сварочные процессы требуют высокого тока (50–300 А) при относительно низком напряжении (10–50 В), питание от сети высокого напряжения (230 или 400 В) необходимо уменьшить с помощью трансформатора.Чтобы получить постоянный ток, выход трансформатора должен быть дополнительно выпрямлен (рис. 1).
Существует пять типов источников питания: трансформатор переменного тока; Выпрямитель постоянного тока; Преобразователь переменного / постоянного тока, выпрямитель, генератор постоянного тока и инвертор.
Тип управления, например Первичный реактор с отводом с насыщением, тиристор и инвертор – важный фактор при выборе источника питания. Простой станок для нарезания резьбы с первичной резьбой может быть идеальным и надежным выбором для многих сварочных работ MIG (GMA), но у него есть свои ограничения. Если шагов недостаточно, настройка оптимальных условий может оказаться невозможной, и колебания подачи повлияют на выход.Тиристорное управление позволяет бесступенчато регулировать выход, не зависит от колебаний напряжения питания и может управляться дистанционно. Тиристорные источники питания могут использоваться для большинства сварочных процессов, т.е. могут иметь либо плоскую (MIG [GMA]), либо падающую (MMA [SMA] и TIG [GTA]) выходную характеристику.
Инверторные источники питанияобладают всеми преимуществами тиристорного управления, но с дополнительной производительностью, экономией веса и эффективностью. Транзисторы используются для преобразования переменного тока сети (50 Гц) в переменный ток высокой частоты (> 500 Гц) перед преобразованием в напряжение, подходящее для сварки, а затем выпрямление в постоянный ток.Таким образом, инвертор, по сути, представляет собой силовой блок, которым можно управлять, часто с помощью программного обеспечения, для получения статических и динамических характеристик, необходимых для выбранного процесса сварки. Следовательно, большинство инверторов предлагают возможность работы с несколькими процессами. Кроме того, отклик современных инверторов открывает возможности высокочастотного импульса, необходимого для импульсной MIG (GMA), и динамической обратной связи для управления переносом металла, как в MIG с переносом погружением.
Инверторпротив сварочного аппарата трансформатора: что лучше для ваших нужд?
0Последнее обновление: 20 мая 2021 г.
Электросварочные аппараты эксплуатируются более 100 лет.Как и любая другая технология, сварочные аппараты в настоящее время значительно усовершенствованы, чем в предыдущие десятилетия.
Однако есть что сказать и о надёжности старого образца. Когда речь идет о трансформаторных или инверторных сварочных аппаратах, у многих профессионалов в области сварки есть выбор.
Однако ваши предпочтения должны зависеть от того, какой из них лучше подходит для выполняемой работы. Чтобы помочь вам, мы собрали всю важную информацию о сварщиках, чтобы вы могли лучше понять, как они работают, и, наконец, выберите ту, которая вам больше всего подходит.Вот подробное описание инверторных и трансформаторных сварочных аппаратов. Читать дальше!
Инверторный сварочный аппарат Обзор
Кредит: Рижка Назар, Shutterstock
Как это работает?
Инверторный сварочный аппарат преобразует переменный ток в выходное напряжение с более низким допустимым напряжением. Например, от источника питания 240 В переменного тока до выходного напряжения 20 В постоянного тока. В инверторных устройствах для преобразования мощности используется пара электронных компонентов.
Напротив, традиционные трансформаторные приборы в основном полагаются на один большой трансформатор для регулирования напряжения.Инвертор работает за счет увеличения частоты первичного источника питания с 50 Гц до 20 000 – 100 000 Гц.
Это делается с помощью электронных кнопок, которые быстро включают и выключают питание (до одной миллионной секунды). Используя этот способ управления источником питания до того, как он попадет в трансформатор, можно значительно уменьшить размер трансформатора.
Примечательные особенности
Повышенная эффективностьС помощью инверторного сварочного аппарата вы можете отрегулировать профиль сварного шва в соответствии с требуемой толщиной.Инверторные сварочные аппараты улучшают внешний вид сварного шва и в то же время поддерживают качество сварки.
Механизм инверторного сварочного аппарата очень эффективен и остается холодным даже при продолжительной работе. Обычно они используют минимальное количество фильтрующего металла. Они эффективно снижают тепловложение и обеспечивают превосходную производительность.
Эффективность и энергосбережениеИнверторные сварочные аппараты не только энергоэффективны, но также обеспечивают безнапорное и бесплатное подключение.Эти инверторные сварочные аппараты являются прекрасной заменой обычным сварочным аппаратам, когда дело доходит до выработки тепла и потребления энергии.
Инверторный сварочный аппарат имеет выходную мощность до 93% по сравнению с обычными сварочными аппаратами. Уровень производства обычных сварщиков составляет 60%. Инвертор значительно уменьшает трансформатор, габариты реактора и вес сварщика.
Сравнимые потери мощности (в основном, потребление энергии в проводнике и потери в магнитном сердечнике) также значительно уменьшены.
Холодильная установкаЭти превосходно сделанные инверторные сварочные аппараты имеют внутренний охлаждающий вентилятор. Он снижает рабочее тепло и предотвращает выработку дополнительного тепла. С помощью охлаждающих вентиляторов машины не только перестают перегреваться, но и приводят к увеличению срока службы устройств.
Кредит: Сергей Храмов, Shutterstock
Выходное напряжение и текущая стабильностьМногие традиционные сварочные аппараты используют переменный ток (AC), и, следовательно, эти аппараты не обеспечивают непрерывный ток и выходную мощность.
В таком случае дуги этих машин нуждаются в нескольких повторных зажиганиях, примерно от 100 до 120 раз в секунду. В отличие от обычных сварочных аппаратов, инверторный сварочный аппарат быстро выделяет тепло.
Эти машины могут поддерживать постоянный ток. Он останавливает нестабильность напряжения и температуры, поскольку эти машины имеют защиту от помех. По сути, сварочные аппараты обладают защитой от помех и имеют более низкую вероятность изменений температуры и колебаний напряжения.
Поскольку направление тока и напряжение часто меняются, традиционные инверторные сварочные аппараты используют переменный ток. Дуга может быть погашена и зажжена до 120 раз в секунду. Дуга непостоянна и горит постоянно. Это приводит к продолжительному нагреву. А его прочность снижает сварной шов.
Методы IGBTЭти инверторные сварочные аппараты могут быстро собирать электроэнергию, используя любое устройство тока затвора. Это возможно благодаря технологии биполярных транзисторов с изолированным затвором.Переключатель инверторного сварочного аппарата также работает быстро и потребляет меньше энергии для выполнения заключительной операции.
Компактная и легкая модель
Благодаря минимальной конструкции инверторный сварочный аппарат можно использовать практически везде. По сравнению с другими традиционными сварочными аппаратами эти сварочные аппараты компактны. Вы можете разместить их в любом компактном пространстве благодаря компактной конструкции устройства.
Конструкция достаточно компактна, так что вы можете полностью хранить ее в ограниченном пространстве.Вес и размер трансформатора будут значительно уменьшены, поскольку частота инверторного сварочного аппарата намного выше рабочей частоты.
Аналогичным образом, значительное увеличение размера, веса реактора и рабочей частоты будут значительно сведены к минимуму.
Плюсы
- Низкое энергопотребление.
- Обеспечивает превосходный контроль электрической дуги.
- Поставляется с охлаждающим вентилятором для защиты деталей от нагрева.
- Это портативный.
Минусы
- Они менее долговечны по сравнению с обычными трансформаторными сварочными аппаратами.
- Дорогой ремонт.
Обзор сварщика трансформаторов
Кредит: Владимир Ненезич, Shutterstock
Как это работает?
Сварочные аппараты с трансформатором – более традиционный вариант сварки. Эти высокопроизводительные устройства являются «рабочей лошадкой» в отрасли и требуют питания от сети.В основном они используются для промышленной сварки прутков. Они бывают размерами от 250 А до 600 А при 415 В.
Сварщик трансформатора позволяет сварщику выбирать выходной ток, перемещая обмотку ближе или дальше от вторичной обмотки. Он также может перемещать магнитный шунт внутри и из сердечника трансформатора, используя последовательный реактор насыщения с изменяемым подходом последовательно с выходом вторичного тока, или просто позволяя сварщику выбирать выходное напряжение, нажимая на вторичную обмотку трансформатор.
Эти приборы трансформаторного типа обычно самые экономичные.
Отличительные особенности
Особенностью трансформаторного сварочного аппарата является то, что на электрод подается переменный ток. Это означает, что преобразование активировано. Из-за этого увеличивается разбрызгивание металла, что, в свою очередь, сказывается на качестве шва.
КПД трансформатора составляет около 80%, так как большая часть энергии используется для нагрева «железа» прибора. Устройства разделены на домашние, производящие ток до 200 ампер, профессиональные и полупрофессиональные, до 300 ампер, и еще один, превышающий 300 ампер.
Когда дело доходит до использования прибора в домашних условиях, используется однофазный электрический ток 220 вольт. Однако в большинстве экспертных устройств часто используется трехфазный ток 380 В.
НадежностьБольшинство людей спорят о надежности сварщика. В течение почти столетия трансформаторные сварочные аппараты подвергались комплексным исследованиям и разработкам для создания надежных и прочных аппаратов, в то время как инверторным сварочным аппаратам уделялось такое же внимание только 30 лет.
Сварочные аппараты с трансформатором более надежны по сравнению с лучшими инверторными сварочными аппаратами. Однако за последние годы разрыв значительно сократился. Те дни в 1990-х годах, когда отказы инверторов вызывали кошмары, ушли в прошлое.
Кредит: kofana12, Shutterstock
. Возможные ограниченияОбщая тенденция состоит в том, что трансформаторные сварочные аппараты более просты, но надежны, в то время как инверторные сварочные аппараты могут объединять множество различных процедур с меньшей надежностью.
Другое соображение – это то, как устройство будет ограничивать вас в среднесрочной и долгосрочной перспективе. Если за этими устройствами правильно ухаживать, они могут прослужить значительное количество времени. Если у вас есть трансформаторный сварочный аппарат, он будет крупнее и менее многофункциональным по сравнению с инверторным сварочным аппаратом.
Хотите приобрести дополнительное оборудование, чтобы иметь такую же производительность, как у инверторного сварочного аппарата? Или вам нужна надежность сварочного аппарата на базе трансформатора, но вам также нужно что-то, что вы можете носить с собой в качестве резервного, которое обеспечивается инверторным сварочным аппаратом?
Время простояНекоторые области применения могут привести к преждевременному разрушению инверторных сварочных аппаратов, например, из-за дополнительных загрязняющих веществ в воздухе и высокой влажности.Производители пытались создать продукты, более устойчивые к сбоям из-за экологических проблем.
Однако они всегда более склонны к неудачам. Если ваша машина выйдет из строя, вы не сможете использовать ее, пока она не будет отремонтирована. Но как это повлияет на вашу повседневную деятельность? Если вы просто любитель, это не помешает осуществлению важных проектов и не повлияет на ваш доход.
Хотя ваша машина имеет решающее значение для бесперебойной работы вашего бизнеса, вам необходимо учитывать влияние простоев, которые могут у вас возникнуть.Если окружающая среда, в которой вы находитесь, способствует преждевременному выходу из строя и находится вне вашего контроля, стоит иметь более надежное устройство, которое проще по сравнению с универсальным устройством, которое не работает.
В таком случае лучше всего подойдет трансформаторный сварочный аппарат, поскольку он прочен, надежен и редко выходит из строя.
Область применения
Сварочные аппараты для трансформаторов – это неприхотливое оборудование, которое используется практически во всех сферах человеческой деятельности, где необходимы сварочные соединения для железных металлов.
Приборы используются для следующих целей:
- Ремонт и прокладка трубопроводов.
- Сварка водопроводных трубопроводов.
- Устройство металлических конструкций на стройплощадке.
- Соединение листовых материалов, два в стык и внахлест.
Плюсы
- Начальная стоимость невысока.
- Идеально для ремонта фермы.
- Сварщик не требует обслуживания.
- Текущие расходы также относительно низкие.
- Высокая надежность.
Минусы
- Зажигать дугу сложно.
- Чувствителен к снижению напряжения в сети.
Что вам подходит?
Хотя инверторные сварочные аппараты имеют преимущества перед трансформаторными сварочными аппаратами, не все из этих преимуществ могут быть вам полезны. Окончательный выбор в конечном итоге сводится к предпочтениям пользователя.
Мы предоставили вам все необходимое, чтобы помочь вам учесть ваши требования и выяснить, что вам подходит. Кроме того, мы составили список различий между инверторными и трансформаторными сварочными аппаратами с учетом таких факторов, как долговечность, вес, стоимость и т. Д.
Давайте нырнем!
ПостоянствоПо сути, трансформаторы имеют более высокие рабочие циклы. Следовательно, теоретически они могут решать более сложные задачи, чем инверторные сварочные аппараты.На данный момент инверторы новые в магазинах и, следовательно, их долговечность сомнительна.
Сейчас мы знаем о долговечности трансформаторных сварочных аппаратов, поскольку они используются достаточно долго, чтобы анализировать и повышать их долговечность. Тем не менее, инверторная технология невероятно увлекательна, поскольку вы можете вложить много энергии в небольшой легкий корпус.
ЗатратыМежду сварщиками инверторов и трансформаторов ведутся давние дебаты о ценах.Многие трансформаторные сварочные аппараты экономичны, когда речь идет о начальных затратах.
Но в конечном итоге инверторный сварочный аппарат сэкономит вам много денег. Все это сводится к затратам с течением времени. Начнем с того, что инверторные сварочные аппараты потребляют меньше энергии. Хотя точная стоимость обычно завышена, многие профессионалы сходятся во мнении, что вы можете сэкономить около 10% на счетах за электроэнергию.
Инверторные сварочные аппаратытакже потребляют меньше расходных материалов и сварочного газа благодаря повышенной стабильности дуги.Со временем не будет безумием сказать, что сварочные аппараты окупятся сами за себя.
МассаПо сравнению с трансформаторными сварочными аппаратами, инверторные сварочные аппараты легче. Они даже вдвое меньше нескольких трансформаторных машин. Если вы выполняете неподвижные работы на большой площади, большой и здоровенный сварочный аппарат для трансформатора не будет проблемой.
Однако, если вы собираетесь перемещать сварщика или помещение ограничено, лучше всего подойдет инверторный сварочный аппарат.
Стабильность и эффективностьЗа последние 50 лет сварочные аппараты для трансформаторов прошли долгий путь. Используя сварочный аппарат премиум-класса, вы можете достичь привлекательного уровня эффективности, сохраняя при этом относительно стабильную дугу.
Однако по сравнению с инверторными сварочными аппаратами это ничто. Большинство инверторных сварочных аппаратов вдвое эффективнее трансформаторных сварочных аппаратов. Например, по сравнению с трансформаторным сварочным аппаратом, инверторный сварочный аппарат использует половину ампер для получения аналогичного количества вольт.
Из-за этого большинство инверторных сварочных аппаратов могут работать от обычной домашней розетки, и поэтому вам не нужно покупать генератор или большую розетку на 220 В.
Долгое время в инверторных сварочных аппаратах использовался DC (постоянный ток). Хотя у них была более стабильная дуга, чем у обычных сварочных аппаратов с трансформатором постоянного тока, для сварщиков на переменном токе был доступен только один вариант.
В настоящее время инверторные сварочные аппараты могут использовать как постоянный, так и переменный ток. А поскольку инверторные сварочные аппараты более эффективны, они могут генерировать более стабильную дугу.По этой причине инверторные сварочные аппараты являются лучшим выбором с точки зрения эффективности и стабильности.
Качество сварных швовРаз уж мы обсуждаем сварочные аппараты, давайте перейдем к сути сварки и остановимся на дуге и сварных швах. Если вы из тех сварщиков, которые работают с гладкой сталью весь день, каждый день, вам не нужно искать машину для сварки трансформаторов.
Однако мы живем в мире, который требует совершенства сварки в любом положении и на каждом материале.Сварщики с инвертором начинают сиять в этом требовательном мире. Поскольку инверторные сварочные аппараты можно запрограммировать на выполнение чего угодно, теперь мы видим, что улучшенная импульсная сварка MIG работает аналогично высококвалифицированной сварке TIG.
Программное обеспечение и усовершенствованная электроника открывают мир, который коренным образом изменил возможности сварочного аппарата. Иногда даже средний сварщик выглядит неплохо.
Когда дело доходит до качества сварки и инноваций, инверторный сварочный аппарат – лучший выбор. Тем не менее, для стали все еще можно упростить.
Рабочий циклКак правило, инверторные сварочные аппараты могут достигать гораздо более высоких рабочих циклов в результате размера трансформатора. Хотя более мелкие детали инверторного сварочного аппарата быстро нагреваются, их можно охладить намного быстрее и проще.
Однако в традиционных сварочных аппаратах с трансформатором детали намного крупнее и, следовательно, имеют тенденцию сохранять тепло и долго остывать.
Использование мощности генератора«Эффективность» означает, что использование мощности генератора более возможно с помощью инверторных сварочных аппаратов, которые могут работать на портативных генераторах меньшего размера.Это невозможно с обычными сварочными аппаратами для трансформаторов.
Однако следует учитывать, что использование энергии от генератора чревато опасностями.
ФункциональностьПо сравнению с традиционными трансформаторными сварочными аппаратами, качественные инверторные сварочные аппараты значительно превосходят их по своим характеристикам. Это особенно заметно при ручной сварке (MMA), при которой операторы считают, что сварка проще, и им не нужно «бороться» с дугой.
В основном это связано с тем, что инверторные сварочные аппараты могут иметь более высокое напряжение холостого хода и интегрировать такие функции, как Anti-Stick, Arc Force и Hot Start.Основным примером этого является сварка тонких материалов: с использованием традиционного аппарата для ручной сварки это печально известно сложно, если не непрактично.
Однако с инверторными сварочными аппаратами, которые имеют неограниченную регулировку силы тока и стабильную дугу, мощность может быть значительно снижена, так что, например, лист металла толщиной 1,6 мм или секции труб можно сваривать значительно проще и контролируемым образом.
Кредит: Супавит Сретбхакди, Shutterstock
Что такое технология IGBT?
Буквы IGBT обозначают «Биполярные транзисторы с изолированным затвором».Это высокоскоростные переключающие устройства, используемые во всех сварочных аппаратах без сварки, которые упрощают регулировку напряжения.
В некоторых инверторных сварочных аппаратах используется более старая технология MOSFET или транзисторы. Технология IGBT обеспечивает значительные преимущества по сравнению с MOSFET. Возможно, решающим преимуществом является то, что IGBT менее подвержены колебаниям мощности генератора и питающей сети, что делает их более надежными и менее уязвимыми для отказов или повреждений.
Когда использовать инверторный сварочный аппарат Когда использовать трансформаторный сварочный аппарат Внутри в регулируемой среде В пыльной и грязной среде Его можно использовать на многих типах основного металла Вы можете использовать его изо дня в день на одном и том же металле
Заключение
За последние 15 лет инверторные сварочные аппараты претерпели стремительные преобразования.Они постоянно улучшают как функциональность, так и стоимость. Однако это не означает, что мы должны зарывать трансформаторные сварочные аппараты, поскольку они также играют решающую роль в отрасли.
В конечном итоге все сводится к индивидуальному взвешенному решению, зависящему от множества факторов.
Изображение предоставлено: (L) Mehaniq, Shutterstock | (R) Алан Сау, Shutterstock
Источники питания на базе инвертора
Мир меняется. Это не удивительно для тех, кто хоть отдаленно осознает свое окружение.Тем не менее, есть соблазн взглянуть на давно устоявшиеся технологии, такие как сварка, и поверить в то, что в последнее время технологические разработки практически не развиваются. Однако человек, придерживавшийся этой точки зрения, ошибался. Фактически, конструкция и возможности источников питания для сварки изменились и продолжают быстро меняться. Одна из технологий, способствующих этому изменению, – разработка и популяризация источников питания на основе инверторной технологии. Эта технология особенно хорошо подходит для сварки алюминиевых сплавов, особенно тонких алюминиевых сплавов. Что нового?
Раньше источники питания для сварки основывались на трансформаторах. Блок питания потреблял 60 Гц, 230, 460 или 575 вольт. Металлический трансформатор изменил его с относительно высокого входного напряжения на ток 60 Гц при более низком напряжении. Этот низковольтный ток затем выпрямлялся каким-то выпрямительным мостом для получения сварочного выхода постоянного тока (DC). Управление этим выходом обычно осуществлялось какими-нибудь относительно медленными магнитными усилителями.
Сварочные аппараты TIG на трансформаторе обычно тяжелые и большие. Трансформаторы относительно неэффективны, работая на частоте 50 или 60 Гц. В трансформаторе выделяется много тепла, и трансформатор должен быть относительно большим и тяжелым. Значительная часть затрат на электроэнергию идет на нагрев трансформатора и окружающего воздуха. Большинство таких источников питания для сварки весят около 400 фунтов и имеют форму 32-дюймового куба. Кроме того, если используется 60 Гц, управляющие сигналы ограничиваются выдачей не более 120 в секунду, поэтому невозможно подавать импульс сварочного тока быстрее, чем это.
В источниках питания с инверторным управлением используется такая же входящая мощность 60 Гц. Однако вместо того, чтобы напрямую подаваться на трансформатор, он сначала выпрямляется до 60 Гц постоянного тока. Затем он подается в инверторную секцию источника питания, где он включается и выключается твердотельными переключателями на частотах до 20000 Гц. Этот импульсный постоянный ток высокого напряжения и высокой частоты затем подается на главный силовой трансформатор, где он преобразуется в постоянный ток низкого напряжения 20000 Гц, пригодный для сварки.Наконец, он проходит через схему фильтрации и выпрямления. Управление выходом осуществляется полупроводниковыми элементами управления, которые модулируют скорость переключения переключающих транзисторов.
Какие преимущества предлагает эта новая конструкция с инверторным управлением? Во-первых, главный силовой трансформатор, который работает на 20 000 Гц, намного более эффективен, чем трансформаторы 60 Гц, а это значит, что он может быть намного меньше. Помните, что машины на основе трансформаторов обычно весят более 400 фунтов и имеют размер 32 дюйма.На прилагаемой фотографии показана линейка инверторных источников питания Lincoln для дуговой сварки вольфрамовым электродом (GTAW). Машина в центре, V205, весит 33 фунта, имеет ширину 9 дюймов, глубину 19 дюймов и высоту 15 дюймов. Две другие машины представляют собой инверторы только постоянного тока, они еще легче и меньше. Таким образом, машины на базе инвертора имеют огромное преимущество в весе и портативности.
Еще одно преимущество инверторных блоков питания – стоимость электроэнергии.Инверторное оборудование намного эффективнее трансформаторного. Например, потребляемый ток при 205 ампер для Lincoln V205 составляет 29 ампер при однофазном питании 230 вольт. Ток, потребляемый старым трансформаторным сварочным аппаратом, обычно составляет от 50 до 60 ампер при однофазной сети 230 В при сварке на аналогичных токах. Хотя экономия затрат при переходе на инверторы часто преувеличивается, при нормальных обстоятельствах можно с уверенностью сказать, что годовая экономия электроэнергии составляет примерно 10% от закупочной цены источника питания.
Другое существенное преимущество инверторных источников питания состоит в том, что за счет столь тонкого «измельчения» входящего переменного тока мы получаем очень стабильный постоянный ток без типичных пульсаций 60 Гц. Это приводит к более плавной и стабильной сварочной дуге на постоянном токе.
До сих пор мы обсуждали только инверторы постоянного тока. В течение нескольких лет это было все, что было доступно. Инверторов, которые питали выход переменного тока, просто не существовало. Тогда кому-то пришла в голову идея упаковать два инвертора в один корпус.Путем их работы с разной полярностью и попеременного включения и выключения на выходе генерировался псевдо-переменный ток. Некоторые инверторы все еще генерируют переменный ток таким образом. Сегодня существуют и более сложные методы генерации переменного тока, но для целей этой статьи проще представить себе генерацию переменного тока с помощью двух инверторов с противоположной полярностью.
Способность генерировать переменный ток – вот что действительно делает инвертор блестящим для сварки алюминия с использованием GTAW. Тот факт, что напряжение дуги никогда не достигает нуля, означает, что дуга переменного тока намного более стабильна, чем раньше.Большинству инверторных источников питания GTAW не требуется, чтобы высокая частота была постоянно включена для стабильности. Фактически, Lincoln V205 не имеет возможности использовать постоянную высокую частоту. Он автоматически погаснет, как только возникнет дуга. Устранение постоянных высоких частот резко снижает количество радиочастотных помех, генерируемых источником питания.
Во-вторых, тот факт, что мы можем посылать управляющие сигналы на частоте 20 килогерц, означает, что мы можем изменять частоту выходного сигнала при сварке переменным током.Старые машины имели выход переменного тока только 60 Гц. V205 может выдавать переменный ток с частотой 20 и 150 Гц. Более высокие частоты могут быть полезны при сварке тонких материалов. По мере увеличения частоты конус дуги и сварной шов становятся более узкими, что приводит к более глубокому проплавлению.
Много лет назад было понято, что при GTAW проплавление сварного шва происходит за счет отрицательной части цикла переменного тока электрода. Во время той части цикла, когда электрод положительный, проплавление уменьшается, и в вольфрамовый электрод уходит больше тепла.Однако во время положительной части цикла электрода дуга фактически удаляет оксиды с поверхности алюминия, облегчая сварку. По этой причине, хотя большинство других материалов сваривают GTA на постоянном токе, алюминий обычно сваривают на переменном токе. Очень первые источники питания GTAW обеспечивали простой выходной сигнал синусоидальной волны, в котором генерировалось равное количество положительного и отрицательного электрода. Однако это было неэффективно. Нам не нужно было столько положительного электрода, чтобы получить адекватную очистку.Более поздние источники питания позволили нам изменять соотношение отрицательного и положительного электрода. Было обнаружено, что приблизительно 65% отрицательного электрода и 35% положительного электрода обеспечивают адекватную очистку дуги и хорошее проплавление. Однако большая часть энергии дуги все еще шла на нагрев вольфрамового электрода, поэтому требовались вольфрамовые электроды большого диаметра.
Источники питания инвертора обеспечивают адекватную очистку дуги с 15% положительного электрода. Уменьшение количества положительного электрода делает процесс более эффективным, увеличивает проплавление сварного шва и снижает количество тепла, поступающего в вольфрамовый электрод, что означает, что можно использовать заостренные электроды меньшего диаметра.Это дополнительно концентрирует и сужает сварной шов.
Наконец, новые инверторные блоки питания программируются. Это значительно упрощает изменение характеристик источника питания. На прилагаемой фотографии показан еще один блок питания Lincoln – Invertec® V350 Pro. Этот источник питания в первую очередь разработан как инверторный аппарат для газовой дуговой сварки (GMAW). Он содержит большое количество различных программ для установившегося режима, импульсного GMAW и нетрадиционных алгоритмов управления для GMAW.Большое количество импульсных программ GMAW, в которых параметры импульса оптимизированы для конкретных присадочных материалов и размеров проволоки. Однако благодаря программному обеспечению он также готов к использованию в качестве источника питания для дуговой сварки в защитном металлическом корпусе или дуговой сварки вольфрамовым электродом в среде защитного газа. Его также можно перепрограммировать в полевых условиях за короткое время. Вместе со всем этим, блок питания весит 79 фунтов и может выдавать до 425 ампер.
Будущее уже здесь.
.