
Как производится сварка проводов в распределительной коробке
Поработав с электропроводкой и убедившись, что все провода находятся в нужных местах, монтированы подрозетники и распределительные коробки, необходимо соединить провода. Выполняется это различными способами. Но лучше выполнить скрутку проводов. Затем выполняется сварка скруток своими руками. Тогда можно иметь стопроцентную гарантию, что проблемы с электрической проводки из-за плохого контакта будут практически исключены.
На деле, частенько случается обрыв соединения, который, в общем-то, может стать пожароопасным. А случается это из-за постепенного ослабевания контакта в соединениях, особенно, если нагрузка достаточно большая, происходит нагревание, что и приводит к последствию, описанному выше.
Поэтому, не входя в детали клеммных соединений, при необходимости лучше всего аппарат для сварки купить и соединять провода скруткой, а потом может осуществляться сварка проводов своими руками.
Спаивание или сварка, что лучше?
С другой стороны, сварка проводов в распределительной коробке потребует несколько секунд, чтобы соединение произошло успешно, и кабельные сердечники навечно сварились. Перегрев из-за нагрузки здесь исключится полностью, а соединение контактов станет прочным и долговечным.
Отличие между пайкой и сваркой в том, что спаивать скрутку нужно по всей длине, а при сварке достаточно зафиксировать лишь кончик для соединения жил в один сплав.
Сварка проводов в распределительной коробке
Это легко делается самостоятельно, конечно, в том случае, если есть сварочный аппарат. Он компактный и легкий, поэтому идеально подходит для работы дома. В инверторном аппарате есть регулятор подачи тока для сварки, с помощью которого подается необходимая сила тока, чтобы соединить проводку. Для сварки скрутки и жил кабеля, необходимым будет ток, разнящийся от тридцати до девяноста ампер.
Он компактный и легкий, поэтому идеально подходит для работы дома. В инверторном аппарате есть регулятор подачи тока для сварки, с помощью которого подается необходимая сила тока, чтобы соединить проводку. Для сварки скрутки и жил кабеля, необходимым будет ток, разнящийся от тридцати до девяноста ампер.
Сила подающегося тока зависит также и от толщины жил, и от количества проводов, находящихся в скрутке. Также имеется прямая зависимость от самих сварочных аппаратов, в которых могут иметься разные отклонения от той силы, которая выставлена регулятором. Кроме этого, практическое напряжение может быть различным от номинального.
Для того чтобы контакт между проводами состоялся, требуется пара секунд. Перед началом работы будет лучше, если есть возможность потренироваться в сварке скруток вне коробки и добиться того, чтобы электрод не перегревался и не залипал во время проведения сварочной работы. Естественно, нужно также позаботиться об отключении от сети тех участков, где будет произведена сварка проводов инвертором. Поэтому, помимо счетчика в доме, лучше иметь еще два и больше независимых контуров электрического снабжения.
Сварка проводов своими руками
Для проведения сварки необходимы графитовые медные электроды. Их можно приобрести ровно столько штук, сколько требуется, поэтому много денег для этого будет не нужно. А всего таких электродов необходимо будет один или два. Вместо них можно воспользоваться графитовой щеткой, взятой из коллекторного электрического двигателя.
Она вставляется в сварочный аппарат таким же способом, как и электрод. Для замыкания дуги лучше всего подготовить «крокодильчики» (и не забыть их снабдить ручками с прочной изоляцией), потому что обычным держателем и зажимом в распределительной коробке трудно будет обойтись.
Перед тем, как проводится сварка проводов в распределительной коробке, провода очищают от имеющейся изоляции. Для обеспечения прочного контакта не последняя роль отводится площади, где происходит соприкосновение поверхностей.
К проводам нужно приблизить электрод до степени образования дуги. Контакт при этом составляет примерно пару секунд. Чтобы избежать обжигания, надо дождаться остывания и тогда приступать к следующей сварке. Так, не тратя уйму времени, можно с легкостью справиться со всеми имеющимися распределительными коробками.
После сварки работа завершается путем изолирования скруток. Для этого пользуются изолентой, как раньше, однако есть другой, более современный метод изоляции — термоусадочные трубки. Вокруг проводов заматывать изоленту, если рядом находятся другие скрутки, будет очень неудобно. Поэтому в этом случае помогут термоусадочные трубки, которые легко надеваются и подогреваются с помощью строительного фена. В нагретом состоянии, они зажимаются вокруг проводов, создавая прочную оболочку.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Сварка проводов в распределительной коробке своими руками
Для соединения электрических проводов возможно применение одного из трех методов: механическая скрутка, пайка или сварка. Наиболее надежными считаются последние два, так как они минимизируют вероятность окисления жил, предотвращают их случайную раскрутку. Если сечение жил достаточно большое – рекомендуется сварка проводов, в том числе и в распределительной коробке.
Особенности сварки проводов
Сначала нужно сделать корректный монтаж проводки – выбрать ее оптимальный диаметр, правильно расположить в стенах помещения. Для распределения линий обустраивают специальные коробки. Там появляется возможность перенаправить подачу электроэнергии от центрального провода вспомогательным.
Сварка проводов в коробке имеет следующие нюансы:
- Применение инверторных сварочных аппаратов мощностью до 1 кВт.
 Это могут быть заводские модели или самоделки.
Это могут быть заводские модели или самоделки. - Электроды — графитовые или угольные. Не рекомендуется использовать стержни с омеднением, так как это может отразиться на качестве соединения.
- В отличие от спайки во время сварки не потребуется флюс или другие типы присадок.
- Контроль температуры нагрева проводов. В противном случае велика вероятность частичного разрушения или изменения свойств изоляции.
Работы выполняются только при полном обесточивании сети, во время сварки применяется защитная маска и специальная рабочая одежда. Диаметр электродов зависит от расчетной силы тока, которая, в свою очередь, вычисляется в зависимости от диаметра жил и их количества.
Пошаговая инструкция
По правилам монтажа длина рабочих концов электропроводки должна быть не менее 10 см. Это необходимо для возможности создания повторного соединения в случае появления дефектов во время сварки. Расчетный объем распределительной коробки должен быть на 20-30% больше суммарного показателя всех проводов в ней.
Порядок выполнения работ:
- Зачистка изоляции на 5-6 см.
- Формирование скрутки.
- Подключение к нижней части конструкции электрода от сварочного аппарата. Для этой работы рекомендовано адаптировать плоскогубцы.
- Выполнение сварки скрутки. Жилы на конце должна сформировать шарик правильной формы.
- Дождаться остывания проводов и проверить отсутствие дефектов – каверн, некачественного соединения.
- Изоляция скрутки и помещение ее в распределительную коробку.
Несмотря на кажущуюся трудоемкость, подобный метод гарантирует качественное соединение нескольких проводов. Впоследствии не придется проводить ревизии для проверки скрутки на целостность.
Особенности сварки алюминиевых проводов
Использование жил из алюминия запрещено действующим ПУЭ. Но в некоторых старых домах все еще можно встретить этот тип проводки. Полная замена влечет за собой денежные затраты и может занять много времени. Но для сварки алюминиевых проводов необходимо учитывать ряд специфических моментов.
Но в некоторых старых домах все еще можно встретить этот тип проводки. Полная замена влечет за собой денежные затраты и может занять много времени. Но для сварки алюминиевых проводов необходимо учитывать ряд специфических моментов.
Они заключаются в следующем:
- очистка контактных частей от оксидной пленки;
- применение специального флюса для сварки алюминия;
- обработка места сварки после остывания быстросохнущим лаком.
Использование механических типов соединений для алюминиевых проводов не рекомендуется. Также нельзя скручивать жилы из этого материала с медными. Для этого следует использовать специальные переходники.
Альтернативные способы соединения
Не всегда есть возможность делать сварку токопроводящих жил. Затруднения обусловлены отсутствием инвертора (сварочного аппарата) или недостаточным опытом в выполнении работ этого типа. В этом случае рекомендуется рассмотреть альтернативные варианты соединения проводов.
Методы формирования надежного контакта нескольких жил:
- Скрутка (опрессовка). Отличается от вышеописанного процесса отсутствием сварного соединения. Не рекомендуется делать, так как высока вероятность отсутствия прямого контакта между несколькими проводами, что может привести к резистивному эффекту – нагреву.
- Пайка. В отличие от сварки используется припой и флюс. Они должны заполнить пространство между проводами скрутки. Удобно для соединения жил небольшого сечения.
- Контактные зажимы. Они могут быть винтовыми или с механической фиксацией. Первые применяются для коммутации большого количества проводов. Механическая фиксация рекомендуется для соединения жил большого диаметра для сетей с высоким показателем нагрузки.
Для каждой методики принят индивидуальный порядок выполнения работ. Но в любом случае соблюдаются общепринятые правила безопасности.
Сварка проводов в распределительной коробке своими руками с применением специального оборудования
Такая известная электротехническая процедура, как сварка проводов в распределительной коробке возможна лишь при наличии компактного аппарата, обеспечивающего удобство проведения работ в пределах ограниченных пространств.
Этой особенностью она отличается от других сварочных операций (от обустройства электрощитов, в частности), при монтаже которых может применяться стандартное оборудование.
Режимы и особенности процесса
Вследствие ограниченности сварочных токов приборы для сплавления электротехнических проводов могут иметь совсем небольшие размеры.
Широко распространённая среди специалистов термитная сварка проводов, организуемая с использованием специальной порошкообразной смеси, позволяет ещё более упростить сварочную процедуру. В этом случае удаётся существенно снизить габариты применяемого переносного оборудования.
При проведении рядовых электротехнических операций (включая сварку медных и алюминиевых проводов) применяется специальное оборудование, для формирования дуги в котором используется постоянный ток прямой полярности.
К держателю электрода в таком устройстве подключается плюс питающей цепи, а на заземляющий провод, который принято называть «массой», подсоединяется её минус.
При сварке отдельными типами электродов с медным покрытием используется обратная полярность.
Величина сварочного тока в любом случае определяется размерами обустраиваемого жгута из электрических проводов и поперечным сечением собранных в нём отдельных жил. В процессе сварки требуемое значение этого параметра выставляется с помощью вынесенного на управляющую панель регулятора.
В различных моделях малогабаритных сварных агрегатов предусматривается регулировка выходного напряжения. Отдельные производители и даже домашние мастера ещё более улучшают конструкцию своих моделей, устанавливая в них специальные ограничители тока.
С данными по выходным параметрам таких устройств можно ознакомиться по таблицам зависимости рабочего напряжения и тока от сечения свариваемых проводов и их количества в скрутке.
Подготовка соединения
В отличие от традиционных методов сваривания заготовок, предполагающих формирование шовного соединения, сварка проводников внутри распредкоробки возможна лишь после их скручивания.
Перед свариванием скрутки концы каждого провода должны быть тщательно зачищены. Снимать внешнюю изоляцию с проводов следует на 7-10 см, что обеспечивает удобную для работы длину формируемой скрутки.
Получаемая после зачистки длина оголённых частей согласно требованиям ПУЭ должна составлять около 5-ти см, что исключает чрезмерный нагрев и плавление проводов в процессе сварка.
Для лучшего понимания особенностей сварки проводов своими руками желательно ознакомиться с правилами выбора используемого оборудования. Для этого, надо рассмотреть два важных вопроса: какие типы сварочного оборудования применимы в данных условиях, а также какие электроды для сварки оптимально подходят для заявленных целей.
Выбор типа сварочного аппарата
Уже отмечалось, что для качественного выполнения работ в распределительном устройстве подойдёт не любой аппарат. При этом большинство профессионалов отдаёт предпочтение инверторным сварочным устройствам, отличающимся небольшими габаритами и лёгкостью.
Помимо этого многие из промышленных образцов инверторов оснащаются специальным ремнём для переноски, что также обеспечивает удобство работы в данных условиях.
К указанным преимуществам следует добавить, что при работе с инвертором энергопотребление минимально (не более 1 киловатта), а также исключаются перебои в работе из-за непостоянства сети.
Отдельные мастера используют для этих целей обычные понижающие трансформаторы, посредством которых им удаётся сваривать провода переменным током постоянной амплитуды (без регулировки).
За счёт большого личного опыта им удаётся приспосабливаться к режиму работы понижающего трансформатора и постоянно контролировать сварочный процесс.
Для неспециалистов такой прибор для сварки точно не подходит, поскольку экспериментировать по ходу работ и постоянно контролировать дугу способен не каждый.
Вообще говоря, работа на переменном токе (с обычным трансформатором) не обеспечивает требуемое качество сплавления проводов, так что для достижения нужного результата требуется немалое мастерство. По этой причине начинающим сварщикам следует побеспокоиться о приобретении подходящего устройства.
Выбор электродов
Помимо сварочного агрегата для проведения электротехнических работ потребуются специальные электроды, подходящие к выбранному режиму обработки проводов. Чаще всего для этих целей применяются медные стержни особой конструкции с добавками из графита или угля.
Для получения качественного и надёжного соединения в процессе его формирования методом электросварки обязательно используются специальные присадочные и активирующие добавки (флюсы, в частности). Кроме того, для этого потребуются следующие вспомогательные и расходные материалы:
- изоляционная лента;
- хорошо отточенный монтажный нож;
- бокорезы или пассатижи.
После подготовки полного набора инструментов можно смело приступать к сварочным мероприятиям.
Самостоятельное изготовление сварного устройства
При подготовке материала для самодельного сварочного агрегата, которым будут варить провода, необходимо исходить из следующих соображений:
- сам аппарат проще всего сделать из старого понижающего трансформатора от СВЧ печи;
- соединительные кабели должны иметь по возможности максимальное сечение, рассчитанное на рабочую величину тока;
- их длина должна выбираться с таким расчетом, чтобы её хватало для протягивания до каждой распределительной коробки с проводами;
- при выборе конструкции держателя основное внимание должно быть уделено надёжности фиксации электрода;
- для изготовления «массы» желательно использовать подпружиненную клемму типа «крокодил» или обычные плоскогубцы с жёстко закреплённым на них заземляющим проводом.
Клеммное приспособление в виде плоскогубцев используется только на время сварки проводов.
При условии соблюдения всех приведённых замечаний изготовить аппарат для сварки проводов в распредкоробке сможет любой желающий. Сваренные посредством самодельного аппарата провода имеют вполне аккуратный вид.
Сваренные посредством самодельного аппарата провода имеют вполне аккуратный вид.
При проведении сварочных работ нельзя забывать о безопасности. При любом варианте сварочного агрегата для предохранения лица от ожогов необходимо использовать специальные защитные очки.
Особую важность такая защита приобретает в случае, когда для повышения эффективности сварки используются упоминавшиеся термитные добавки.
Сварка медных проводов инвертором с применением угольного и графитового электрода, и точечным методом
Одной из частых причин возникновения пожаров является неисправность электропроводки. Возгорания происходят из-за нарушения изоляции или нагрева жил кабелей в местах соединения (розетках, выключателях или распределительных коробках).
Плохой контакт приводит к появлению большого переходного сопротивления, на котором выделяется тепло. Это разрушает изоляцию, становится причиной короткого замыкания и пожара.
Поэтому получение надежного качественного соединения медных проводников является обязательным условием безопасной работы любых домашних электроприборов.
Использование инвертора
Медные провода, наиболее распространенные в жилых домах, соединяют несколькими способами, но самым надежным считается сварка. В результате такого соединения получается однородный проводник, что обеспечивает полную пожаробезопасность.
Сварка осуществляется постоянным или переменным током напряжением от 12 до 36 В, при этом должна быть регулировка сварного тока. Этим требованиям соответствует большая часть сварочных инверторов.
Выпускают специальный аппарат для сварки медных проводов, которым пользуются электрики. Он имеет мощность в пределах 1-1,5 кВт и регулировку сварочного тока в диапазоне от 30 до 120 А.
В отличие от обычных инверторов, оборудование имеет меньшую массу и габариты, кроме этого концы сварочных кабелей оснащены специальным держаком для угольных электродов и зажимом с большой поверхностью прижима проводников.
Если в хозяйстве уже имеется инверторный сварочный аппарат, то специальный прибор для сварки медной проволоки можно не покупать.
Для удобства к сварочным кабелям с помощью сварки приваривают или прикрепляют через болтовое соединение пассатижи и держак для электрода. Роль держателя угольного электрода может играть любой мощный зажим. Предварительно его ручки нужно заизолировать.
Пассатижи крепятся к проводу «масса». Ими будут держаться за скрутку свариваемых медных проводников, при этом они будут выполнять важную функцию теплоотвода. Это необходимо для предохранения изоляции от воздействия высокой температуры.
Контактный способ
Кроме использования инвертора для сварки медных проводов может применяться и точечная контактная сварка, время сваривания которой не превышает 1-2 секунд.
В домашних условиях для соединения бытовой электропроводки можно воспользоваться обычным трансформатором мощностью 500 Вт с напряжением во вторичной обмотке 12-36 В. Присоединив к вторичной обмотке держак для электрода и медных проводов, получим простой сварочный аппарат.
В зависимости от сечения и количества медных проводов экспериментально установлено, что ток для сварки должен быть:
- для 2-х проводов сечением 1,5 мм2 – 70 А;
- 3-х сечением 1,5 мм2 – 80 А;
- 3-х сечением 2,5 мм2 – 90-100 А;
- 4-х сечением 2,5 мм2 – 100-120 А.
Однако значения тока могут сильно различаться в зависимости от используемого кабеля и его производителя. Дело в том, что производители кабельной продукции используют медные провода с различными примесями, что влияет на электро и теплопроводность, сечения проводов иногда не соответствуют заявленным характеристикам.
Поэтому точечная сварка проводиться только после того, как отрегулирован оптимальный сварочный ток на обрезках такого же кабеля, который предстоит варить.
Порядок действий
При сварке проводов своими руками порядок действий будет следующий. Сначала нужно освободить от изоляции концы свариваемых проводников на расстояние 8-10 см.
Сначала нужно освободить от изоляции концы свариваемых проводников на расстояние 8-10 см.
При снятии изоляции нельзя допустить повреждения жил провода. Перед скруткой их необходимо зачистить наждачной бумагой и протереть ацетоном для обезжиривания.
Затем соединяемые медные провода скручивают и концы обрезают кусачками, чтобы торец скрутки был плоским. В результате должен получиться пучок длиной около 5 см.
Подготовительные работы на этом заканчиваются, и начинается непосредственно сварка. К скрутке присоединяют зажим массы включенного сварочного аппарата, а к торцу скрученных проводников подносится графитовый или угольный электрод, который держится на конце второго сварочного провода с помощью специального держателя.
В итоге происходит короткое замыкание с образованием электрической дуги. Ее энергии достаточно, чтобы за 1-2 секунды расплавить концы медных проводников.
На конце скрутки образуется расплавленная капля меди, ей нужно дать время на остывание. После этого место скрутки изолируют лентой или термоусадочной трубкой (трубку надо надеть заранее).
Сварочное соединение получается высокого качества, по электрическим характеристикам оно не отличается от параметров всего медного провода, и прослужит не меньше, чем он.
Особенности процесса
Сварка медных проводов имеет свои особенности. Это связано с тем, что при температуре 300 °C медь становится хрупкой, а при 1080 °C плавится.
Электроды выдерживают температуру в три раза большую. Поэтому важно не передержать дугу, чтобы не повредить изоляцию и сами провода.
Для их защиты надо подсоединить в районе скрутки мощный радиатор, желательно из меди с большой поверхностью теплоотдачи и плотным прижимом к скрутке и потом только сваривать.
При сварке медных проводов скрутку желательно располагать вертикально. В этом случае расплавленная капля приобретет сферическую форму, которая охватит все свариваемые провода.
Иногда необходима сварка не одножильных, а многожильных медных проводов. В таком случае необходимо сначала поместить скрутку в гильзу, обжать, торчащий конец отрезать и потом его заварить.
Используемые электроды
Для сваривания медных проводов используются угольные или графитовые электроды с омеднением. Характеристики их практически одинаковы.
Они имеют температуру плавления в три раза больше, чем у меди, благодаря этому расход электрода минимальный; легко режутся, что позволяет получать удобную для сварки длину.
Угольные электроды дают дугу более высокой температуры, чем графитовые, что позволяет использовать их при минимальных сварочных токах. Они удобны и при использовании самодельных маломощных сварочных аппаратах.
Сварку графитовыми электродами чаще используют с инверторами, имеющими регулировку тока в широком диапазоне и нетребовательны к квалификации сварщика. Кроме этого медное сварное соединение получается более высокого качества.
Внешне электроды отличаются цветом – угольные черные, а графитовые темно-серые с металлическим отливом.
Если под рукой нет фабричных электродов, то при сварке их вполне могут заменить щетки от электродвигателя или угольный стержень из старой батарейки.
Сварка медных и алюминиевых проводов своими руками
Положениями ПУЭ сварка проводов рекомендуется как один из наиболее надежных способов их соединения. Преимущества применения такого способа значительно перевешивают немногочисленные недостатки, что делают его популярным среди домашних умельцев и профессиональных электриков.
Плюсы и минусы сварки, ее разновидности
Преимущества, которыми обладает соединение проводов сваркой заключаются в отсутствие переходного сопротивления которое всегда есть при скрутках или болтовых соединениях. Особенно это актуально при прокладке проводки для мощных устройств.
Недостатки заключаются в необходимости купить или сделать самостоятельно сварочный аппарат, предназначенный для скруток.
Сварочные работы требуют наличия некоторых навыков, поэтому электрику, который будет производить сварку скруток, нужно изучить как минимум азы этого ремесла.
При электромонтажных работах на производстве применяются различные виды сварки: стандартная, дуговая точечная, плазменная, торсионная, электронно-лучевая, ультразвуковая или же их различные комбинации. Для бытового применения чаще всего электриками используется устройство для точечной и дуговой сварки, которая работают на угольных или графитовых электродах.
Это решение позволяет получать хорошее качество соединений при минимальной стоимости необходимых устройств и комплектующих.
Изготавливая аппарат для сварки проводов, больше всего внимания надо уделить следующим характеристикам устройства:
- Сила тока которую может выдать аппарат. В идеальном варианте это переменное значение.
- Напряжение, выдаваемые устройством, достаточное для возникновения электрической дуги – обычно это 12-32 Вольт.
- От какого тока работает сварочник – переменный или постоянный. При наличии опыта подобных работ можно использовать переменный, но для новичков настоятельно рекомендуется начинать с постоянного.
Так как для сваривания различных металлов требуется разная сила тока и напряжение, универсальные сварочные аппараты в обязательном порядке могут регулировать эти значения. Кроме того, при соединении разных материалов могут понадобится специальные флюсы которые будут защищать металл от окисления или проникновения в него газов из воздуха. В большинстве своем сварочные аппараты универсального назначения достаточно громоздкие и тяжёлые, но для мелких сварочных работ можно за относительно невысокую цену найти инверторные сварочники, которые идеально подойдут для сварки проводов.
Если выполняется сварка медных проводов, которые применяются в домашней разводке, нет нужды в использовании очень большой силы тока и напряжения поэтому есть возможность применять сварочные аппараты небольших размеров, которые помещаются в стандартный кейс из-под инструментов.
Принцип работы дуговой сварки – схема устройства
Так как для сварки нужен большой ток, то основой любого сварочного автомата является понижающий трансформатор – проигрыш в напряжении всегда сопровождается выигрышем в силе тока и наоборот.
Для преобразования переменного тока в постоянный используется стандартный диодный мост, а для сглаживания пульсаций – конденсатор.
Ощутимый минус использования устройства постоянного тока – диоды и конденсатор используются немаленьких размеров и они значительно увеличивают вес сварочного аппарата, который изначально делается переносным.
Также специалисты рекомендуют на входе или выходе диодного моста поставить добавочное сопротивление, так как диоды «не любят» короткое замыкание в чистом виде.
Многие умельцы вручную собирают себе сварочный аппарат для сварки медных проводов, что выдает дугу от переменного тока и с успехом ими пользуются. Поэтому однозначно утверждать, что нужно применять именно устройство постоянного тока нельзя – каждый выбирает себе необходимую модель по навыкам. Если вручную собирается сварочный аппарат переменного тока, то из схемы попросту выбрасываются диодный мост и конденсатор.
Необходимый навык, который придется освоить для использования сварочного аппарата переменного тока – научиться «на глаз» определять в течение какого времени следует удерживать зажженную дугу электрического разряда, чтобы конец скрутки разогрелся и сплавился.
Наиболее распространенный способ сделать минусовый контакт, которым осуществляется сварка – это старые плоскогубцы, которыми удерживаются провода.
Для фазы берется зажим, которым можно удерживать графитовый стержень. Конструкция зажима может быть самой разнообразной – от винтового соединения до так называемых «крокодилов», как самодельных, так и заводского изготовления. Для соединения с самим сварочным аппаратом применяются кабели сечением порядка 10 мм².
Несмотря на то, что устройство собранное в промышленных условиях на порядок дороже самодельного, всё же его цена не является заоблачной и позволяет приобрести такой сварочный аппарат даже при ограниченном бюджете. Преимущества его использования очевидны – это точно рассчитанная конструкция с регулятором тока, которая позволяет работать с разными типами металлов и количеством свариваемых проводов.
Преимущества его использования очевидны – это точно рассчитанная конструкция с регулятором тока, которая позволяет работать с разными типами металлов и количеством свариваемых проводов.
Нюансы процесса сварки проводов
При необходимых навыках сварка проводников не занимает много времени, но чтобы получить качественное соединение настоятельно рекомендуется сначала попрактиковаться на отдельных кусках кабелей. Тем более это надо сделать, если используется аппарат для сварки скруток, что работает с переменным током – к мощности такого устройства нужно привыкнуть. Наглядно весь процесс показан на следующем видео:
Пошагово все выглядит следующим образом:
- Зачистка проводов. Особенностью сварки является необходимость оголять жилы проводов на длину 60-80 мм. Меньше нельзя, так как при сварке провод достаточно сильно нагревается и изоляция будет плавиться.
- Скрутка проводов. Казалось бы, что можно просто сложить жилы и произвести сварку – все равно на конце образуется капля, которая соединит все вместе. Проблемой такого способа соединения может заключаться ломкость проводов – не факт, что она возникнет, но в силу некоторых причин, получившаяся в результате сварки угольным электродом капля приобретает губчатую структуру и подвержена излому. На проводимость это не влияет, но если провода не будут скручены, то могут разломаться.
- Обрезка скрутки. Распушенные концы жил надо обязательно обрезать, чтобы получить ровный срез. Тогда дуга при сварке равномерно прогреет всю поверхность скрутки и капля получится ровной.
- Сварка. Плоскогубцами захватывается скрутка и к её кончику подносится графитовый электрод, пока не возникнет электрическая дуга. Ее надо выдерживать до тех пор, пока не сплавятся концы проводов, образовав гладкую каплю. Следующая скрутка сваривается после остывания предыдущей.

Если дуга не появляется, значит мощность трансформатора недостаточная или используются слишком длинные провода к держателям электродов (их сопротивление мешает получить достаточный ток).
Оптимальный вариант по длине проводов это 2,5-3,5 метра, но в первом случае придется для удобства работы сварочный аппарат ставить на подставку.
- Изоляция скруток. Оптимальным по скорости вариантом здесь будет использование термоусадочных кембриков, но для их прогревания дополнительно понадобится строительный фен или хорошая зажигалка. Также нет никаких помех использовать обыкновенную изоленту – разве что это будет чуть дольше по времени.
- Сварка медного и алюминиевого проводов. В целом, выполняется точно так же, как и обычная – разница только в подготовке проводов. Медная жила остается прямая, а алюминиевая обматывается вокруг нее. Затем на алюминий наносится флюс, который при нагревании убирает c этого металла оксидную пленку, и можно приступать к сварке.
Но если выполнять предписания ПУЭ, то в бытовых условиях вряд ли придется работать с алюминиевыми проводами, так как для прокладки электропроводки запрещено применение таких кабелей, сечением менее 16 мм².
Сварка проводов инвертором
Использование такого устройства является наиболее предпочтительной, так как проводить сварку медных и алюминиевых проводов инвертором гораздо легче, чем самодельными сварочными аппаратами. Это прибор универсального плана, сила тока в котором регулируется в диапазоне до 160 Ампер. Кроме того, что он может сваривать скрутки, это позволяет выполнять работы с металлом толщиной до 5 мм – для домашнего использования такой мощности обычно более чем достаточно.
Обычно такой прибор это прерогатива профессионалов, которые постоянно сталкиваются со сварочными работами, но при этом его можно смело рекомендовать новичкам, которые только осваивают сварку скруток своими руками. Функция «горячего старта», защита от залипания электрода и возможность работы даже при перепадах напряжения позволят начинающему сварщику быстро освоить азы этого ремесла, а профессионалу всегда приятно работать с хорошим инструментом.
Если прибор позволяет регулировать напряжение и силу тока, то «на глаз» какие выставлять значения можно определять по диаметру проводов и их количеству.
Коротко о главном
Сварка концов скруток проводов значительно улучшает проводимость этих контактов, а значит и характеристики сети в целом.
Сварочные аппараты, которые позволяют проводить точечную сварку, есть в свободной продаже, а также достаточно просты конструктивно, чтобы изготовить их самостоятельно. Но во втором случае чаще всего собирают более простые устройства, выдающие переменный ток – такие приборы требуют наличия определенных навыков работы.
На практике нет особой разницы в использовании того или иного устройства – если мастер достаточно опытный, то результат будет хороший в любом случае.
Как выполняется сварка проводов?
Для соединения проводов используют множество способов – от спаивания до скруток. Но чаще используется сварка проводов. Этот метод получается более удачным по результатам, чем все остальные: он помогает получить хороший и очень надежный контакт. При таком методе соединения можно обеспечить больший срок бесперебойной работы электропроводки.
Электропроводку чаще всего выполняют с использованием проводов из меди, а вот провода из алюминия почти не применяют. Сварка медных проводов может осуществляться с использованием как переменного, так и постоянного тока, напряжение – примерно 12-36 В. Должна быть возможность изменять подачу тока. Предпочтительнее будет использование сварочного аппарата инверторного типа.
Инверторные сварочные аппараты
Инверторные аппараты обладают множеством плюсов. По габаритам они невелики, довольно легковесны, большинство моделей снабжено ремнем, с помощью которого их можно носить через плечо. Например, при помощи такого ремня устройство подвешивается на плечо, после чего сварщик может вместе с ним перемещаться по стремянке. Это очень удобно, когда выполняется сварка скруток в укрепленной на высоте распределительной коробке.
Устройство инверторного сварочного аппарата.
Обычно сварочные инверторы обладают хорошим диапазоном регулирования тока. У таких устройств устойчивая дуга, которая и при небольшом токе прекрасно зажигается. Данный аппарат помогает добиваться неплохих результатов работы даже тем сварщикам, у которых опыт невелик.
Инверторы также потребляют очень небольшое количество энергии. При необходимости такие аппараты можно подключить к простой электропроводке. Это не послужит причиной перебоев, свет не начнет мигать, не будет неприятностей и жалоб от живущих по соседству людей.
Сварка медного провода способна нанести не меньший вред, чем простая сварка стали. Надо беречься от брызг металла, непременно защищать глаза. Работать надо в сварочных рукавицах и специальной маске, спецодежде.
Чтобы выполнить соединение проводов сваркой, применяются обмедненные угольные электроды. Их иногда называют карандашами. Можно воспользоваться графитовым стержнем. Если таких электродов не оказалось под рукой, можно взять простой угольный стержень от использованной батарейки. Для сварочного тока следует устанавливать пределы в зависимости от количества и диаметра проводов.
Так, для сваривания двух проводов из меди с сечением 1,5 мм² достаточно тока 70 А, если провода три, то ток должен быть 80-90 А. Если сечение подготовленных для соединения проводов в количестве 2-3, то 2,5 мм², устанавливать ток следует в пределах 80-100 А, 3 или 4 провода – нужен ток 100-120 А.
Таблица напряжений для сварки проводов.
Приведенные выше цифры надо считать за ориентировочные. Медь, которая используется для изготовления проводов, может отличаться в зависимости от производителей.
Может отличаться и ее состав, и поведение при обработке током, поэтому относиться к выбору режимов для сварки следует внимательнее.
Хорошим считают такой сварочный режим, когда дуга стойкая, нет прилипания электрода к соединяемому участку. Такого сочетания можно достичь лишь при наличии рабочих навыков, которые приобрести можно только в процессе работы.
При покупке инверторного аппарата надо руководствоваться именно этими пределами. Когда аппарат не предполагается использовать для более сложных работ, в мощном не будет необходимости.
Вернуться к оглавлению
Сварка проводов: технология
Выполнение работ производится в соответствии с технологией, которая помогает обеспечить лучший результат. Сварка проводов инвертором выполняется в несколько этапов. Для начала провод освобождают от оболочки и изоляции, затем выполняют скрутку. Ее подрезают так, чтобы у всех проводов концы получились на одном уровне, а сама скрутка была как минимум 50 мм.
Далее на скрутку ставят отводящий тепло зажим из меди, подключают сварочный аппарат. К подготовленной скрутке подвигают торец угольного карандаша, который надо зажать в держаке, после чего выполняется собственно сварка. На конце скрутки после этой операции образуется небольшой шарик расплавленной меди, сварка прекращается. Чтобы изоляция при этом не расплавлялась, работе с каждой из скруток надо уделять не более 1-2 секунд. Когда все сваренное остынет, скрутки изолируются с использованием обычной изоленты или трубки термоусадочной.
Вернуться к оглавлению
Как самостоятельно изготовить сварочный аппарат
Схема сварки проводов угольным электродом.
Хорошие стороны сварочных аппаратов перечислять можно бесконечно долго, но есть у них и минус – это немалая цена. Покупка такого устройства будет целесообразной лишь в том случае, если регулярно заниматься сварочными работами.
В тех случаях, когда хозяин квартиры решил провести в жилье замену электропроводки своими руками, можно обойтись и самодельным устройством. Например, трансформатором, обладающим приемлемой мощностью. Для этого хорошо подходит трансформатор серии ТБС. Мощность его должна быть как минимум 600 Вт, напряжение вторичной обмотки – 9-36 В. К ней надо будет подключить держатель электрода и зажим, который послужит для подключения «массы».
Сваривание выполняется при помощи угольного электрода, используются те же способы, какие применяют для инвертора. Весь процесс тот же, начиная зачисткой проводов и заканчивая прикасанием к скрутке угольным стержнем и выполнением изоляции скруток.
Весь процесс тот же, начиная зачисткой проводов и заканчивая прикасанием к скрутке угольным стержнем и выполнением изоляции скруток.
Если нет трансформатора, его можно сделать своими руками. Подготовьте Ш-образное трансформаторное железо, у него должна быть площадь сердечника минимум 30 см². При таком значении для площади и напряжении в сети 220 В в первичной обработке 293 витка, которые выполнены обмоточным проводом с диаметром 0,8-1 мм.
Наматывание вторичной обмотки производится с использованием трех проводов с диаметром 3 мм, можно применить и более тонкий, 4-5 проводов должны намотаться так, чтобы их общая площадь получилась 15-20 мм². Число витков при указанных данных составляет 13.
Если нет материала с именно такими характеристиками, расчет витков определяют по следующей формуле:
W1=40*U1/S,
Схема обмотки трансформатора.
W2=40*U2/S.
Согласно данным формулам определяют количество витков, которое надо соблюсти для выполнения первой и второй обмоток. При этом S представляет собой площадь сердечника, 40 – коэффициент эмпирический.
Чем лучше материал, тем меньше будет и значение коэффициента, его предельные значения – 40-60. U1 – это напряжение сети, U2 – напряжение вторичной обмотки. Такую формулу можно применять для расчета любого из трансформаторов, а не только сварочного.
При работе понадобятся средства защиты в виде очков, маски и спецодежды, которые помогут избежать ожогов от брызгающего металла.
Чтобы максимально упростить работу, во многих случаях используют специальные зажимы. Такое приспособление имеет очень простую конструкцию и состоит из двух частей – верхней и нижней.
От сварочного трансформатора напряжение подводят к верхней части, представляющей собой подвижный рычаг, и к основанию. Обе части соединяются друг с другом при помощи шарнира специальной изоляционной пластиной. На нижней части укреплен электрод с предназначенным для флюса углублением. Для флюса применяют буру, ее можно приобрести в аптеке.
Укрепленный на приспособлении провод для сварки хорошего качества должен быть как можно более коротким.
Его сечение должно быть обязательно большим, чем у вторичной обмотки. Расположение сетевого выключателя надо делать так близко, как это возможно. Хорошо, если установлен проходной выключатель.
В этом случае действия для сварки провода можно описать так. Скрутка крепится на подвижном рычаге с использованием барашкового зажима. Флюс засыпают в специальное углубление, после чего рычаги надо зажать. Напряжение подается на трансформатор, под флюсом в углублении электрода начинает образовываться шарик. Затем трансформатор отключают и дожидаются, пока шарик не остынет в зажиме.
При этом время работы определяют непосредственно по ходу выполнения действий. Если опыта маловато, для начала можно потренироваться на ненужных кусках проводов. При помощи такого приспособления можно выполнять сварку проводов из алюминия или меди.
Сварка медных проводов своими руками
Медные провода практичнее алюминиевых, их часто используют для проводки в частных домах, прокладывают при ремонте квартир. Допускается несколько способов оформления стыков кабеля: их крепят клеммами, пайкой. Разрешается опрессовка или сжим скрутки, но самое надежное соединение образуется при расплаве меди. Для сварки медных проводов на линии или в распределительной коробке используют точечную технологию. Необходимо расплавить скрутку до однородной структуры, чтобы не повышалось сопротивление в цепи. Делается это для пожаробезопасности.
Особенности сварки медных проводов
Медь хорошо плавится и быстро насыщается водородом, окисляется в расплавленном состоянии. Температура плавления медных сплавов не более 1000°С. Для защиты металла при сварке медных деталей используют аргон или углекислый газ, но провода варить в защитной атмосфере экономически нецелесообразно. Для сварки медного кабеля используют обычные аппараты, генерирующие постоянный или высокочастотный переменный ток и напряжение от 15 до 30 В.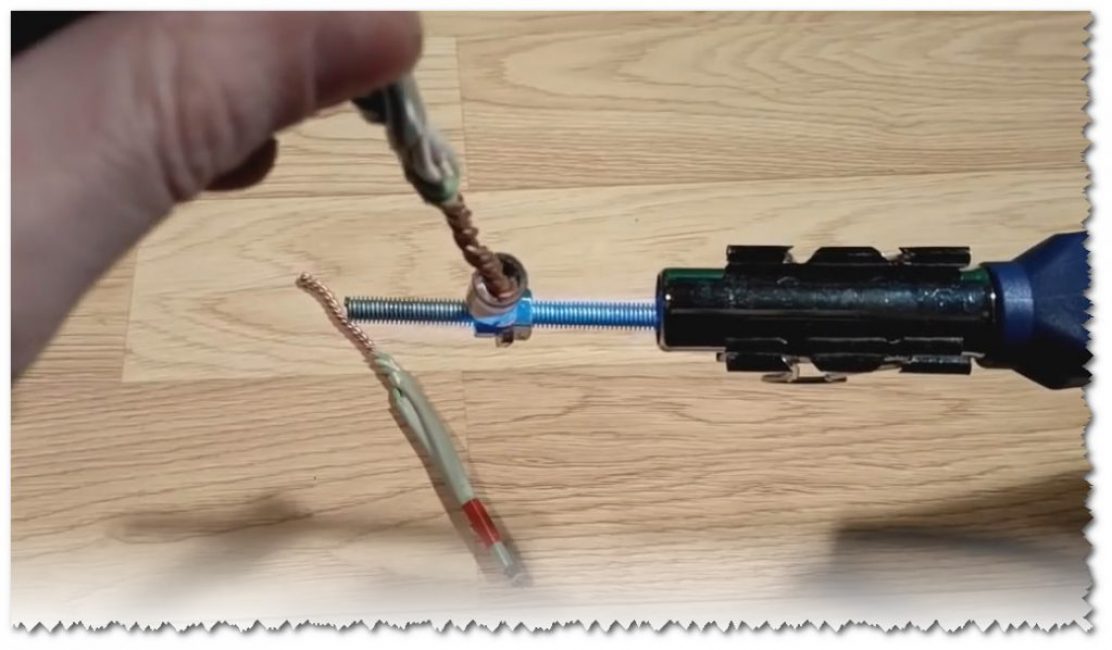
Желательно, чтобы рабочий ток регулировался, для скрутки одной жилы сечением 1,5 мм2 нужен ток 70 А, для соединения трех проводов потребуется увеличить ампераж до 90–100 А. Для монтажа медной проводки в доме с подключением мощного электрооборудования необходимо выбирать сварочные аппараты до 120 А. Если нет оптимального тока, дуга будет прерываться, электрод начнет залипать.
Пайка или сварка медных проводов – что лучше?
Самый простой и эффективный способ пайки – погрузить место контакта в расплав припоя. Для небольших схем такой метод годится. Но при монтаже линий из медных проводов не подходит. Пайка оловянными припоями на весу требует навыков, новички с такой работой не справятся, велик риск травмирования. Соединение проводов своими руками контактной сваркой намного безопаснее.
Еще одно преимущество сварки – не изменяется химический состав проводов, в сплав не попадают частички припоя. Электропроводность медного кабеля в месте скрутки не меняется. Сварка проводится быстрее пайки, не нужно предварительно лудить контакты, подбирать паяльник по мощности под размер кабеля. Есть многожильные шнуры, которые пропаять невозможно.
У сварки есть единственный недостаток: если нет навыков, можно повредить целостность изоляции медного провода.
Аппарат для сварки
Для сварки для медных проводов используют любой генератор тока: трансформатор, выпрямитель, инвертор. Клещи для контактной сварки подключают к автомобильным аккумуляторам, соединяют два последовательно, выводят контакты к электродам. Мощности хватает для соединения кабеля с жилой 5 мм. Большой объем с аккумуляторами не сделаешь, необходим сварочный аппарат.
Инвертор
Преимущества современных инверторных аппаратов очевидны:
- ими можно сварить провода любого сечения;
- они не боятся «провисания» напряжения в сети, снижают риск залипания электрода, пережога медных скруток;
- есть облегченные модели, выдающие ток до 150–200 А;
- работают от стандартной сети, не нужно подключаться к трехфазному току.

Работать с инвертором проще, чем с трансформатором. Для сварки постоянным током прямой полярности плюс подключают к держателю электрода, минус – к свариваемому медному проводу.
Трансформатор
Громоздкие аппараты старого типа сложно перетаскивать с места на место, зато трансформаторы способны генерировать ток в пределах 400 А. Трансформатор подходит для работы с постоянным током прямой или обратной полярности. Им проводят сварку медных шин в распределительных щитках, соединение скрученных проводников большого сечения. Подключают трансформатор также, как инвертор: «+» на электрод, «-» на скрутку. У трансформантов хорошая производительность, но в процессе работы они сильно гудят, греются, их периодически отключают, дают остыть. При включении они «просаживают» сеть, но затем напряжение стабилизируется. При работе с трансформатором следует это учитывать.
На базе понижающего трансформатора мощностью до 150 А напряжением от 12 до 38 В из бытовой техники можно сделать сварочный аппарат самостоятельно: намотать на него необходимо число витков кабеля. Рассчитать их количество можно по таблицам. Если включить в электросхему диодный мост, он будет стабилизировать дугу. Держатель приобретают в магазине или используют вместо него зажим троллейбусного контактора. Зажимные токопроводящие клещи делают из пассатижей – к одной ручке прикручивают контактную клемму. Обязательно делают заземление самодельного аппарата.
Технология сварки скруток медных проводов
Соединение заключается в расплавлении свариваемых проводников дугой при пропускании тока, зажимное устройство уплотняет структуру диффузного слоя. Стоит рассмотреть процесс сварки скруток медных проводников подробнее. Пошаговая инструкция:
- Концы соединяемого кабеля зачищают, снимают изоляцию на расстоянии до 7 см, чтобы проводка не пострадала в процессе работы.
- Жилы или нити складывают параллельно, их необходимо плотно скрутить между собой, тип скрутки значения не имеет, но при осевой стыковке по направлению проводников друг к другу сваривать скрутку сложнее.

- Длина скрутки должна достигать 5 см, излишки волокон обрезают. Провода помещают между контактами или в самодельное прижимное устройство на расстоянии 2–3 см от края.
- После касания проводников электродом возникает электродуга, ее удерживают не более 2–3 секунд в зависимости от толщины проводников.
- Медь расплавляется в зажимном устройстве, образуется прочное соединение.
- Остывшие соединенные проводники обматывают изоляционной лентой или надевают на нее термоусадочную пленку.
Рекомендованные режимы тока:
- для соединения проводников сечением 1,5 мм2:
— скрутка из двух проводов – 70 А;
— из трех – 80 А;
- с сечением 2,5 мм2:
— скрутка из трех проводов – от 90 до 100 А;
— из 4-х – от 100 до 120 А;
- для соединения 5 мм сердечников максимальный ток – не более 150 А.
Перед монтажными работами желательно потренироваться на обрезках кабеля. Понять, что медь расплавилась, можно по рыжему валику на конце проводника.
Выбор электродов
Дугу разжигают угольным стержнем или графитовым электродом с омеднением, его еще называют «графитовый карандаш». Дуга у черного угольного стержня выше, чем у серого «графитового карандаша», расход электродов небольшой.
Если нет угольных электродов, мастера используют графитовые сердечники пальчиковых батареек.
При сварке стыков кабеля необходимо позаботиться об индивидуальной защите от поражения током, не стоит пренебрегать заземлением. Огнетушитель лучше держать под рукой.
6. Как все сочетается
6. Как все сочетается
Большинство фотоэлектрических панелей имеют проводку для поддержки либо 12 В постоянного тока, либо
24 В постоянного тока. Несколько панелей, используемых для систем PV Direct, рассчитаны на
110 В постоянного тока. Когда-то большинство фотоэлектрических систем было подключено к
12 В постоянного тока, но есть проблемы с размером провода, и достаточно
напряжение для больших нагрузок. Вполне возможно иметь
Напряжение вашего фотоэлектрического массива будет отличаться от напряжения ваших батарей и
бытовая мощность.
Несколько панелей, используемых для систем PV Direct, рассчитаны на
110 В постоянного тока. Когда-то большинство фотоэлектрических систем было подключено к
12 В постоянного тока, но есть проблемы с размером провода, и достаточно
напряжение для больших нагрузок. Вполне возможно иметь
Напряжение вашего фотоэлектрического массива будет отличаться от напряжения ваших батарей и
бытовая мощность.
В моем случае я подключил 4 панели последовательно по 12 В постоянного тока каждая, чтобы получить напряжение массива 48 В постоянного тока.Это было для того, чтобы я мог запустить провода от массива к моему существующему элеватору на расстоянии 140 футов, и не использовать безумно большие провода. Большие провода дорогие, жесткие работать, и трудно пройти через канал.
Все провода от массива идут к блоку PV Combiner, который имеет предохранители и переключатели в более удобном месте, чем на крыша. Из коробки сумматора все провода AWG # 10 соединяется с помощью соединительных блоков, а затем идет на две пары проводов AWG №2, идущих через кабелепровод к элеватору.Преимущества 12 В постоянного тока в том, что многие детали недорогие, и общедоступный. Автомобильные предохранители, прикуриватель розетки, фонари, все можно приспособить. Главный недостаток – падение напряжения на длинных проводах заставляет вас все рядом с батареями, или побольше (и больше дорогие (!) провода.
Преимущества 24 В постоянного тока в том, что чем выше напряжение, тем лучше. для тяжелых нагрузок, таких как холодильники, водяные насосы и легкие все лампочки запускаются быстрее и лучше работают при 24 В постоянного тока.Вы также можете используйте общедоступный Romex (10 или 12 AWG) для большинства проводка, и меньше проблем из-за падения напряжения. В Главный недостаток – найти балласты на 24 В постоянного тока гораздо сложнее. для фонарей и других компонентов.
Вы действительно хотите обратить внимание на правильный размер
провода, потому что сжечь ваш дом было бы плохо
вещь. Обычно для работы инвертора от батареи необходимо
расстояние короткое, самое большее 5-10 футов. Для этого пробега
провода должны выдерживать полную мощность вашего инвертора.
тушит.Итак, если у вас есть инвертор на 4000 Вт, ваши провода потребуют
справиться с этим. Есть специальный кабель производства Trace и
другие для этого (# 0 AWG, по 5 долларов за фут), которые
многожильный, с ним проще работать. Другие люди используют
сварочная проволока, даже если она не указана в кодексе NEC
потому что он имеет такую же производительность при высоком напряжении, и это
Более дешевый.
Обычно для работы инвертора от батареи необходимо
расстояние короткое, самое большее 5-10 футов. Для этого пробега
провода должны выдерживать полную мощность вашего инвертора.
тушит.Итак, если у вас есть инвертор на 4000 Вт, ваши провода потребуют
справиться с этим. Есть специальный кабель производства Trace и
другие для этого (# 0 AWG, по 5 долларов за фут), которые
многожильный, с ним проще работать. Другие люди используют
сварочная проволока, даже если она не указана в кодексе NEC
потому что он имеет такую же производительность при высоком напряжении, и это
Более дешевый.
Межблочные соединения батареи также должны быть довольно большими, так как им также приходится выдерживать большие напряжения. Большая батарея компании поставят комплект межсоединений, если вы купите более 6 батареек.В противном случае вы можете купить их в количество поставщиков энергии soalr, или создайте свой собственный. Большинство делают это Самостоятельные типы изготовлены из медных трубок, плоско забиты на один конец с просверленным в нем отверстием, а другой конец шваброй, гофрированные, припаянные или приваренные до конца.
Сами панели обычно могут быть подключены со стандартными 10 Между ними провод AWG или 12 AWG. Связи в распределительная коробка должна быть водонепроницаемой, а уплотнение просто не совсем подходит … Я видел больше, чем несколько систем проблемы, когда попала вода и что-то зажарило.Я предпочитаю использовать Кабель с 3-жильным лотком, рассчитанный на работу вне помещений. использовать водонепроницаемые соединители круглой формы, их легче найти.
Контроллер заряда необходим между фотоэлектрическим массивом и батареи. Это должно быть 12, 24 или 48 вольт, в зависимости от в вашей системе. Некоторые контроллеры заряда потребляют 48 В постоянного тока, и выход 12 В постоянного тока или 24 В постоянного тока, что отлично, если у вас длинный провод бегите между вашим массивом и батареями.
6.3. Центр распределения энергии
Распределительный центр – это место, где соединяются все провода,
а затем снова выйди в остальную часть дома. Первый
Компонент – главный запорный выключатель, который обычно составляет 250
усилители. Это между батареями и всем остальным, и
выключает * все *.
Первый
Компонент – главный запорный выключатель, который обычно составляет 250
усилители. Это между батареями и всем остальным, и
выключает * все *.
Оттуда 24 В постоянного тока идет в дом, а в инвертор. Также можно добавить эквалайзер, чтобы получить 12 В постоянного тока. от системы 24 В постоянного тока. В идеале есть также отсечки с использованием 60 автоматические выключатели для подсистем 12 и 24 В постоянного тока. Это прекрасно нормально иметь серию отключений с использованием 15-амперных выключателей для дать вам точную настройку того, что можно отключить для обслуживания целей.Лично у меня на каждом субмарине есть главный выключатель. системы, а затем подсистемы 120 В переменного тока, 12 В постоянного тока и 24 В постоянного тока. перейти к блокам выключателей, где они разделятся на дополнительные части для фонари, насосы, холодильник, вентиляторы и т. д.
Хотя вы можете построить свой собственный энергоцентр из частей, это немного больше работы и потенциально дороже, чем покупка заводской силовой центр. И Outback, и Trace build центры питания, все предварительно подключенные к инверторам, заряжают контроллеры и другие компоненты.Моя собственная система, которая была построенный путем преобразования старой системы и подключения новой компоненты, вероятно, больше работы, чем большинство людей хотят иметь дело с.
Большинство батарей для автономных домов рассчитаны на 6 В постоянного тока или 2 В постоянного тока. Немного 12 В постоянного тока, но это не очень распространено. Большинство старых телефонная компания, или старые ракетные шахтные батареи с 50-летним Срок службы, 2 В постоянного тока.
Есть несколько типов аккумуляторов, но что все идет в комплекте вплоть до того, сколько лет жизни вы можете ожидать.Более длительный батареи стоят дороже, но могут прослужить 15-20 лет. Дешевле батареи стоят меньше, но вам придется заменять их каждые 5-7 лет.
Также существует проблема размера. Чтобы получить такое же количество
мощности, у вас может быть много маленьких батареек или несколько больших
единицы. Хотя многие маленькие могут быть изначально дешевле,
проводка может стать кошмаром. Обычно в банках с жидким тестом содержится более 16
батареи должны быть соединены сплошными полосами, а не
провод. Таким образом, используя меньшее количество больших батарей, вы можете уменьшить количество проводов.
хлопот с чем-то более управляемым.
Чтобы получить такое же количество
мощности, у вас может быть много маленьких батареек или несколько больших
единицы. Хотя многие маленькие могут быть изначально дешевле,
проводка может стать кошмаром. Обычно в банках с жидким тестом содержится более 16
батареи должны быть соединены сплошными полосами, а не
провод. Таким образом, используя меньшее количество больших батарей, вы можете уменьшить количество проводов.
хлопот с чем-то более управляемым.
6.5. Пример электрической схемы
Это схема подключения, основанная на моей собственной системе. Оригинал Файлы DIA, и его обновленная версия доступна на Веб-сайт GnuAE. В этом примере 4 панели, 12 В постоянного тока подключены последовательно, чтобы получить Строка панелей 48VDC. Каждая строка из 4 панелей шла по отдельный стеллаж. Все провода от панелей идут к фотоэлектрической блок объединителя, который соединен с предохранителями, и который использовал соединительные блоки для соедините их все с 2 парами проводов # 2AWG, которые проходят через водовод к эл.Оттуда власть переходит к контроллеры заряда.
От аккумуляторов питание идет на инвертор, либо подается прямо в дом как 24VDC и 12VDC. Генератор также подключен, поэтому он может использовать инвертор или GenMaster для зарядите аккумуляторы.
Фермер погиб от удара током во время сварки бункерного вагона
| Рисунок 1. Сварщик в деревянном доме |
 Пострадавший прикрепил заземляющий кабель к кормовому бункеру. Сварщик был включен в розетку с оголенными проводниками, и, согласно отчету полиции, к ней были подключены и другие предметы.Чтобы сварочные провода доходили до места расположения бункерной тележки, пострадавший соединил два комплекта сварочных кабелей и поместил неизолированные сращивания кабелей на голую грязь. Пострадавший лежал на влажной голой земле и сильно потел, о чем свидетельствует его пропитанная потом рубашка с короткими рукавами. Человек, который ранее работал с потерпевшим, обнаружил его под тележкой-бункером для корма, а сварочные кабели лежали у него на коленях. На пострадавшем был сварочный шлем.На нем не было перчаток. Пострадавший сидел под прицепом, положив голову на металлические опорные перила под кормовозом. Согласно отчету полиции, человек, нашедший жертву, опустился на колени, упер руки в землю и получил «сильный» шок. Этот человек выключил сварщика и позвал на помощь. Пострадавший был объявлен мертвым на месте происшествия.
Пострадавший прикрепил заземляющий кабель к кормовому бункеру. Сварщик был включен в розетку с оголенными проводниками, и, согласно отчету полиции, к ней были подключены и другие предметы.Чтобы сварочные провода доходили до места расположения бункерной тележки, пострадавший соединил два комплекта сварочных кабелей и поместил неизолированные сращивания кабелей на голую грязь. Пострадавший лежал на влажной голой земле и сильно потел, о чем свидетельствует его пропитанная потом рубашка с короткими рукавами. Человек, который ранее работал с потерпевшим, обнаружил его под тележкой-бункером для корма, а сварочные кабели лежали у него на коленях. На пострадавшем был сварочный шлем.На нем не было перчаток. Пострадавший сидел под прицепом, положив голову на металлические опорные перила под кормовозом. Согласно отчету полиции, человек, нашедший жертву, опустился на колени, упер руки в землю и получил «сильный» шок. Этот человек выключил сварщика и позвал на помощь. Пострадавший был объявлен мертвым на месте происшествия.- Поддерживать оборудование в надлежащем рабочем состоянии.
- Используйте соответствующие средства индивидуальной защиты и убедитесь, что они находятся в надлежащем рабочем состоянии.
- Разработайте безопасные рабочие процедуры для сварочных работ, особенно для сращивания сварочных проводов.
- Определите другие потенциальные проблемы безопасности, такие как необходимость в прерывателе цепи замыкания на землю (GFCI).
6 августа 2003 года 44-летний фермер-мужчина сваривал бункер для кормов, когда его ударило током. MIFACE узнал об этом инциденте из газетной вырезки.24 мая 2004 г. исследователи MIFACE взяли интервью у опекуна умершего и друга семьи в доме опекуна. После интервью смотритель сопроводил исследователей MIFACE к месту жительства умершего и к месту смертельной травмы. Исследователи MIFACE смогли увидеть как сварщика, так и тележку-бункер для кормов. Сварочные кабели и провода предварительно были удалены из навеса. В ходе написания этого отчета были получены заключение судмедэкспертизы, свидетельство о смерти, отчет отделения полиции и фотографии.MIFACE не удалось опросить человека, обнаружившего жертву. Рисунки 1, 2 и 4-7 были доставлены на место происшествия сотрудниками полиции. MIFACE удалил личные идентификаторы с изображений. Рисунок 2 был сделан MIFACE во время посещения объекта.
Сварочные кабели и провода предварительно были удалены из навеса. В ходе написания этого отчета были получены заключение судмедэкспертизы, свидетельство о смерти, отчет отделения полиции и фотографии.MIFACE не удалось опросить человека, обнаружившего жертву. Рисунки 1, 2 и 4-7 были доставлены на место происшествия сотрудниками полиции. MIFACE удалил личные идентификаторы с изображений. Рисунок 2 был сделан MIFACE во время посещения объекта.
Пострадавший всю жизнь был фермером, родился и вырос в этом доме. Покойный владел от 28 до 60 голов коров, выращивая их для производства мяса на 140 гектарах посевных площадей. Чтобы пополнить свой доход от фермы, он ходил на продажу недвижимости, аукционы и т.д., а также купить старое сельскохозяйственное оборудование, отремонтировать его и перепродать. По словам его опекуна, жертва была очень умелой и изобретательной. Смотритель научил потерпевшего «искусству» сварки, когда ему было восемь лет, а с двенадцати лет он сам сваривал. Пострадавший был сварщиком «палкой», технически известным как сварщик дуговой сварки в экранированном металле. У жертвы не было письменной программы по безопасности на ферме и она не посещала какие-либо курсы по безопасности на ферме.
Другая семья жила в отдельном доме на собственности потерпевшего.Они платили потерпевшему аренду и помогали ему по хозяйству. Человек из этой семьи – это человек, который обнаружил жертву. Эта семья не является «опекуном жертвы», о которой говорится в этом отчете. По словам смотрителя, потерпевший имел функциональные нарушения. Из-за своего функционального нарушения пострадавший обычно тесно сотрудничал с другим человеком при выполнении любого вида работы. Когда сослуживец жертвы делал перерыв, оба брали перерыв. Смотритель и друг семьи независимо друг от друга прокомментировали «надежность» и правдивость личности, обнаружившей жертву.
Рисунок 2. Вагон-бункер кормов Вагон-бункер кормов |
Пострадавший ремонтировал фургон-бункер для кормов (см. Рисунок 2).Он поставил фургон на место с помощью трактора, припарковав фургон на песчаной почве за пределами небольшого деревянного сарая, в котором хранился металлолом, сварщик, инструменты, коробка электрических розеток и другой мусор. Фургон был 18 футов в длину, шесть футов в ширину, а платформа вагона находилась на высоте 28 дюймов от земли. Переднее колесо, на котором была обнаружена жертва, находилось примерно в 4 футах 6 дюймах от передней части фургона. Балка под фургоном с сеном, на которую опирался пострадавший, когда его нашли, находилась на высоте 21 дюйма над землей.
Сварщик был дуговой сварщиком переменного тока старой марки Hobart (см. Рисунок 1). Покрытие и изоляция шнура питания сварщика были повреждены, что привело к оголению проводов (см. Рисунок 3). Сварочные кабели не были доступны исследователям MIFACE. Состояние изоляции кабеля неизвестно. Смотритель объяснил, что они были украдены вскоре после инцидента. Исследователям сообщили, что первый комплект сварочных кабелей был возрастом примерно 10 лет и длиной примерно 12 футов.Второй комплект сварочных кабелей, который был «сращен» с первым, также не был доступен для проверки. Жертва сварила прутьями, которые были выброшены на другие предприятия или куплены жертвой на аукционе. Сварочные стержни хранились в сарае в открытых контейнерах, на открытых полках или на полу.
По словам опекуна пострадавшего, пострадавший каждый раз проводил сварочные работы одинаково из-за своей функциональной инвалидности. Обычная рабочая процедура пострадавшего заключалась в том, чтобы «срастить» два набора сварочных кабелей вместе и положить их на землю на кусок дерева размером 2 x 12 дюймов (см. Рисунки 4-5).Он не стал изолировать стыки для защиты. Во время сварочных работ на пострадавшем должен быть сварочный шлем и сварочные перчатки. Он лежал и / или стоял на синей теплоизоляционной плите из жесткого пенопласта. Пострадавший устанавливал все оборудование, включал сварщика (90 ампер) и начинал сваривать.
Рисунки 4-5).Он не стал изолировать стыки для защиты. Во время сварочных работ на пострадавшем должен быть сварочный шлем и сварочные перчатки. Он лежал и / или стоял на синей теплоизоляционной плите из жесткого пенопласта. Пострадавший устанавливал все оборудование, включал сварщика (90 ампер) и начинал сваривать.
В день происшествия пострадавший, похоже, работал на последних секциях вагона. Согласно отчету полиции, он лежал примерно в 200 футах от основного блока питания сварщика, который находился внутри сарая.Розетка, к которой был подключен сварочный аппарат, не имела заглушки, имела видимые оголенные проводники и в нее были включены другие предметы. В заключении судмедэкспертизы говорилось, что пострадавший лежал на влажной земле. Ближайшая метеостанция зафиксировала 0,03 дюйма дождя в день инцидента. За последние 7 дней выпало почти 3,5 дюйма дождя, хотя за предыдущие три дня выпало всего 0,04 дюйма.
| Рисунок 3.Повреждена изоляция электрического шнура | Рисунок 4. Неизолированный стык |
| Рис. 5. Неизолированный стык на неизолированной земле |
Хотя неизвестно, как жертва обычно «сращивает» кабели, в день инцидента он прикрепил электрододержатель непосредственно к проводу кабеля.Неизолированное соединение лежало на голой земле.
В полицейском протоколе говорилось, что потерпевший прикрепил заземляющий провод к раме кормораздатчика. Лицо, нашедшее жертву, предоставило представившейся полиции следующее сообщение. Он работал с покойным, когда приваривал повозку. Он оставил жертву работать в одиночестве, пока проверял другого члена семьи. Каждые 5-10 минут он проверял пострадавшего, чтобы убедиться, что с ним все в порядке. Когда он вернулся в последний раз, он назвал имя жертвы, но жертва не ответила.Он обнаружил, что жертва не дышит, сидящей под тележкой-бункером с кормом, положив голову на металлические перила. Сварочный стержень и кабели лежали на коленях пострадавшего. Он не мог видеть лица потерпевшего, потому что сварочный шлем прикрывал его голову. Он несколько раз говорил с потерпевшим, наклонился и коснулся жертвы; жертва не ответила. Поскольку потерпевший не ответил, он опустился на колени и положил руки на землю, предположительно, чтобы помочь жертве. Когда его руки коснулись земли, он заявил, что получил “сильный” шок.В этот момент он выключил сварщика и позвал опекуна пострадавшего. Прибыл смотритель, позвонил в службу 911 и отключил сварщика от электрической розетки. Прибыла экстренная помощь, и пострадавший был объявлен мертвым на месте происшествия.
Он оставил жертву работать в одиночестве, пока проверял другого члена семьи. Каждые 5-10 минут он проверял пострадавшего, чтобы убедиться, что с ним все в порядке. Когда он вернулся в последний раз, он назвал имя жертвы, но жертва не ответила.Он обнаружил, что жертва не дышит, сидящей под тележкой-бункером с кормом, положив голову на металлические перила. Сварочный стержень и кабели лежали на коленях пострадавшего. Он не мог видеть лица потерпевшего, потому что сварочный шлем прикрывал его голову. Он несколько раз говорил с потерпевшим, наклонился и коснулся жертвы; жертва не ответила. Поскольку потерпевший не ответил, он опустился на колени и положил руки на землю, предположительно, чтобы помочь жертве. Когда его руки коснулись земли, он заявил, что получил “сильный” шок.В этот момент он выключил сварщика и позвал опекуна пострадавшего. Прибыл смотритель, позвонил в службу 911 и отключил сварщика от электрической розетки. Прибыла экстренная помощь, и пострадавший был объявлен мертвым на месте происшествия.
Человек, нашедший жертву, сказал полиции, что в прошлом, когда жертва выполняла сварку, он говорил «ай», когда работал сварщиком, что указывало на то, что жертва могла получить удар электрическим током во время процесса сварки.
| Рис. 6. Стингер на коврике, неиспользованные сварочные стержни | Рис. 7. Гибкий мат под тележкой бункера кормов |
По словам его опекуна, в день инцидента присутствовали нетипичные обстоятельства. Пострадавший не поместил сращенные кабели на кусок дерева размером 2 x 12 дюймов (см. Рисунки 4-5).На нем не было сварочных перчаток, и он не занимался сваркой, лежа на жестком коврике под собой. Он работал один, что было для него очень необычно. Запасные стержни лежали рядом с местом нахождения жертвы (см.
 Рис. 6). Он поместил сварочный стержень в жало, но стержень не был зажжен, что указывало на то, что пострадавший не находился в процессе сварки, когда его ударили током. В полицейском протоколе не указано, что рядом с потерпевшим были найдены использованные стержни.
Рис. 6). Он поместил сварочный стержень в жало, но стержень не был зажжен, что указывало на то, что пострадавший не находился в процессе сварки, когда его ударили током. В полицейском протоколе не указано, что рядом с потерпевшим были найдены использованные стержни.На фотографиях, сделанных полицией во время инцидента, видно, что под тележкой бункера для корма находился мат из гибкого пенопласта; фотографии показывают, что жертва, вероятно, не лежала на циновке, когда находилась под фургоном (см. рис. 7).
Хотя температура воздуха была всего 75 градусов, пострадавший сильно потел, о чем свидетельствовала его пропитанная потом рубашка с коротким рукавом. Согласно отчету полиции и заключению судмедэксперта, следов входных и выходных ран от электричества не обнаружено.
Событие, видимо, осталось незамеченным. Возможная последовательность событий заключается в том, что при включении сварщика пострадавший поместил сварочный стержень в жало. Чтобы немного ослабить сварочные кабели, он натянул кабели на себя и через ноги.Если произошло повреждение изоляции кабеля и проводник был оголен, когда он протаскивал провод под напряжением по ногам, ток мог уйти на землю в любом месте, где его тело контактировало с землей, или через луч вагона и соединение заземления с землей. .
Причиной смерти, указанной в свидетельстве о смерти, было поражение электрическим током. Проведенная токсикология показала, что у жертвы был повышенный уровень фермента, который высвобождается при повреждении мышц, что соответствует поражению электрическим током.
Примечание. Этот инцидент произошел на частной ферме, не подпадающей под юрисдикцию Управления по охране труда и здоровья штата Мичиган (MIOSHA). Несмотря на то, что бизнес может не подпадать под юрисдикцию MIOSHA, рекомендуется следовать руководящим принципам MIOSHA для повышения безопасности на рабочем месте.
- Поддерживать оборудование в надлежащем рабочем состоянии.
 Неизвестно, смог ли потерпевший установить связь между полученным им «ой» и плохим состоянием аппарата для дуговой сварки и кабельных вводов. Человек, который жил на участке и работал на ферме с потерпевшим, разрешил потерпевшему продолжать пользоваться неисправным сварочным аппаратом. Совершенно необходимо, чтобы, когда известно, что элементы нуждаются в ремонте, они должны быть выведены из эксплуатации, отремонтированы или утилизированы. Был приобретен новый сварочный аппарат, но он не использовался. Необходимо поддерживать изоляцию на выводах сварочного кабеля, чтобы гарантировать целостность выводов и гарантировать, что рабочие не подвергаются воздействию электрического тока.
Неизвестно, смог ли потерпевший установить связь между полученным им «ой» и плохим состоянием аппарата для дуговой сварки и кабельных вводов. Человек, который жил на участке и работал на ферме с потерпевшим, разрешил потерпевшему продолжать пользоваться неисправным сварочным аппаратом. Совершенно необходимо, чтобы, когда известно, что элементы нуждаются в ремонте, они должны быть выведены из эксплуатации, отремонтированы или утилизированы. Был приобретен новый сварочный аппарат, но он не использовался. Необходимо поддерживать изоляцию на выводах сварочного кабеля, чтобы гарантировать целостность выводов и гарантировать, что рабочие не подвергаются воздействию электрического тока.- Используйте соответствующие средства индивидуальной защиты и убедитесь, что они находятся в надлежащем рабочем состоянии.
Пострадавший не использовал соответствующие средства индивидуальной защиты при сварке. Несмотря на то, что пострадавший был одет в соответствующую защиту для глаз (сварочный шлем), он не защищал должным образом свои руки, кожу и ноги. Его руки и руки не были должным образом защищены от ультрафиолетового света и горячего металла; на нем не было кожаных сварочных перчаток / защитных рукавов или рубашки с длинным рукавом с манжетами на пуговицах, сделанных из плотной ткани 100% шерсти или хлопка или других защитных предметов, таких как кожаный фартук, куртка или набедренные повязки .Он не защищал свои ноги, надев высокие кожаные сапоги, чтобы искры не попали в сапоги. Часть 33 Общего отраслевого стандарта Закона штата Мичиган о безопасности и гигиене труда (MIOSHA) «Средства индивидуальной защиты» содержит рекомендации для лиц по правильному выбору и использованию средств индивидуальной защиты при проведении сварочных работ.
Часть 33 Общего отраслевого стандарта Закона штата Мичиган о безопасности и гигиене труда (MIOSHA) «Средства индивидуальной защиты» содержит рекомендации для лиц по правильному выбору и использованию средств индивидуальной защиты при проведении сварочных работ.
Строительные изоляционные листы из жесткого пенопласта, хотя, возможно, являются в некоторой степени электрическим изолятором, не предназначены для такого использования.Для обеспечения большей степени защиты следует использовать изолированный электробезопасный коврик и класть его на землю, чтобы обеспечить поверхность для работы, а также обеспечить дополнительную защиту – защитный коврик не проводит ток и обеспечивает защиту человека, находящегося на коврике. не позволять человеку быть «путем» электрического тока к земле. В Интернете можно найти несколько источников защитных ковриков, используя поисковый запрос «непроводящий коврик». Один источник непроводящего мата, идентифицированный MIFACE, имел мат размером 4х10 футов, который продавался по цене менее 275 долларов.00.
- Разработайте безопасные рабочие процедуры для сварки, особенно для сращивания сварочных проводов.
Чтобы предотвратить риск травм и смерти, разработка безопасных рабочих процедур может определить возможные риски и шаги, которые можно предпринять для их предотвращения. Процедуры безопасной работы выявляют существующие риски, которые могут быть связаны с самим сварочным оборудованием, отсутствием необходимых средств индивидуальной защиты; окружающая среда, в которой происходит сварка, и объект сварочной операции.
Сварочное оборудование включает сварочный аппарат, провода, жала и сварочные стержни. Все сварочное оборудование всегда следует проверять перед использованием. Убедитесь, что сварочный аппарат и его розетка правильно заземлены. Убедитесь, что электрододержатель, все электрические соединения и кабели должным образом изолированы – не используйте его, если изоляция повреждена или отсутствует, или если кабельные соединения на держателях электродов ослаблены. Избегайте использования держателей электродов с дефектными губками.Убедитесь, что сварочные кабели сухие и не содержат смазки и масла. Держите сварочные кабели вдали от кабелей питания. Следите за тем, чтобы кабели не соприкасались с горячим металлом и острыми краями. Не проезжайте через кабели.
Избегайте использования держателей электродов с дефектными губками.Убедитесь, что сварочные кабели сухие и не содержат смазки и масла. Держите сварочные кабели вдали от кабелей питания. Следите за тем, чтобы кабели не соприкасались с горячим металлом и острыми краями. Не проезжайте через кабели.
Сварочные прутки следует хранить в закрытых емкостях и в сухом месте. Пострадавший хранил сварочные стержни в закрытых контейнерах в открытом доступе к условиям окружающей среды. Эти стержни могли абсорбировать влагу, вызывая образование трещин во флюсе, и, таким образом, не могли эффективно экранировать дугу.Это могло привести к низкому качеству сварного шва и плохому управлению дугой во время процесса сварки.
Установите безопасные рабочие процедуры, когда вам нужно «сращивать» сварочный кабель. Пострадавший применил небезопасную практику, когда прикрепил электрододержатель к проволочному кабелю. Соединения должны выполняться только с использованием утвержденных компонентов и серийно выпускаемых сварочных «кабельных соединителей», которые можно найти в магазинах сварочных материалов и некоторых сельскохозяйственных магазинах.
Необходимость выбора и использования соответствующих средств индивидуальной защиты обсуждалась в предыдущей рекомендации.В зависимости от того, где выполняется сварка, могут потребоваться дополнительные меры для защиты вашего здоровья. Респиратор может считаться необходимым в зависимости от типа выполняемой работы, характера загрязняющих веществ, наличия хорошей вентиляции на месте сварки и концентрации дыма, которому вы подвергаетесь. Шум также может быть проблемой, и могут потребоваться средства защиты органов слуха.
Судя по всему, потерпевший менял электроды голыми руками.Эта небезопасная практика должна быть запрещена. Никогда не меняйте электроды голыми руками или мокрыми перчатками. При сварке избегайте наматывания электродных кабелей вокруг тела.
Обращайте внимание на среду , в которой будет проводиться сварка. Есть ли поблизости легковоспламеняющиеся или горючие материалы? Держите поблизости огнетушитель на случай чрезвычайной ситуации. Земля под сварщиком или там, где вы проводите сварку, влажная или влажная?
Есть ли поблизости легковоспламеняющиеся или горючие материалы? Держите поблизости огнетушитель на случай чрезвычайной ситуации. Земля под сварщиком или там, где вы проводите сварку, влажная или влажная?
Свариваемый объект должен быть оценен на предмет потенциальных рисков.Подключите заземляющий кабель как можно ближе к месту проведения сварки. Убедитесь, что зажим заземления подключен к чистому металлу (без ржавчины, краски или покрытия). Ржавый, окрашенный или покрытый металл может повлиять на электрическую цепь и целостность заземления. После завершения сварки не окунайте электрододержатель в воду, чтобы охладить его, поскольку это может привести к поражению электрическим током. Никогда не выполняйте сварку во влажных местах из-за опасности поражения электрическим током.
- Определите другие потенциальные проблемы безопасности, такие как необходимость в прерывателе цепи замыкания на землю (GFCI).
Согласно отчету полиции, розетка, к которой был подключен сварщик, не имела заглушки, имела видимые оголенные проводники и в нее были включены другие предметы. Вероятно, что сварочная установка пострадавшего не могла работать с 240-вольтовым GFCI из-за оголенных проводников на электрическом кабеле / вилке, прикрепляющей сварочный аппарат к настенной розетке (см. Рисунок 3).Хотя GFCI обычно не используются со сварочными аппаратами в условиях фермы, GFCI обнаружил бы утечку тока в электрическом кабеле между сварочным аппаратом и электрической розеткой. Электрическая цепь была бы прервана, и сварщик отключился бы, показывая пострадавшему, что питание сварщика «небезопасно». ПРИМЕЧАНИЕ: GFCI может обеспечить защиту от «стены до сварщика». GFCI не защитит вас от перебоев между «сварщиком и работой». Поскольку GFCI не может защитить вас от сбоев между «сварщиком и работой», используя надлежащую сварочную технику и средства индивидуальной защиты, сварка имеет решающее значение.
Стандарты MIOSHA, цитируемые в этом отчете, можно найти и загрузить с веб-сайта MIOSHA, Департамента труда и экономического роста штата Мичиган (MDLEG): www.michigan.gov/mioshastandards. Кроме того, стандарты MIOSHA можно получить за плату, направив письмо по адресу: Департамент труда и экономического роста штата Мичиган, Секция стандартов MIOSHA, P.O. Box 30643, Lansing, Michigan 48909-8143 или по телефону (517) 322-1845.
Закон штата Мичиган о безопасности и гигиене труда (MIOSHA), Общий отраслевой стандарт, часть 33, Средства индивидуальной защиты
Закон штата Мичиган о безопасности и гигиене труда (MIOSHA), Общий отраслевой стандарт, часть 12, Сварка и резка
Национальная база данных по безопасности сельского хозяйства (NASD), www.nasdonline.org, Тематическая область: Электробезопасность
NASD – Заземление электричества, Серия тренингов по безопасности задней двери в сельскохозяйственном отделении Университета штата Огайо
NASD – Безопасность при дуговой сварке, Серия тренингов по безопасности задних дверей в расширении Университета штата Огайо
NASD – Урок по безопасности сельскохозяйственной техники План: безопасность дуговой, TIG и MIG сварки
Процедура безопасной эксплуатации, электрическая дуга и сварка MIG, Университет Небраски-Линкольн. UNL, Здоровье и безопасность окружающей среды.Адрес в Интернете: http://ehs. unl.edu
unl.edu
MIFACE (Michigan Fatality and Control Evaluation), Мичиганский государственный университет (MSU), Медицина труда и окружающей среды, 117 West Fee Hall, East Lansing, Michigan 48824-1315. Эта информация предназначена только для образовательных целей. Этот отчет MIFACE становится общедоступным после публикации и может быть дословно напечатан с указанием MSU. Перепечатка не может использоваться для поддержки или рекламы коммерческого продукта или компании. Все права защищены. МГУ – работодатель позитивных действий и равных возможностей.
Публикация №: 03MI193
Информация об отказе от ответственности и воспроизведении: информация в NASD не представляет политику NIOSH. Информация включена в NASD появляется с разрешения автора и / или правообладателя. Более
Поиск и устранение неисправностей в системе подачи проволоки
СваркаMIG (GMAW) и порошковая сварка (FCAW), обычно называемая «сваркой проволокой», дает возможность значительного повышения производительности по сравнению со сваркой штучной сваркой.Однако система подачи проволоки использует более сложную механическую систему, чем другие, для подачи сварочной проволоки в сварочную ванну и подачи тока на проволоку, что приводит к большему количеству потенциальных проблем в работе сварочного оборудования.
Точное устранение этих проблем, когда они возникают, или, что еще лучше, их предотвращение до их возникновения, имеет решающее значение для максимизации преимуществ, которые предлагают эти процессы.
В целях поиска и устранения неисправностей систему сварки проволокой можно разделить на три различные категории в зависимости от функции – подача проволоки, подача газа и передача электроэнергии.Отказ любой из этих систем приведет к неоптимальным характеристикам сварки, включая снижение производительности и увеличение времени простоя для доработки плохих сварных швов.
ПОСТАВКА ПРОВОЛОКИ
Независимо от того, используете ли вы катушки с одним фунтом, большие барабаны или катушки с проволокой большего размера, механическая подача проволоки играет важную роль в определении качества дуги и свариваемости. Вы должны начать поиск и устранение неисправностей в системе, убедившись, что проволока не заблокирована где-либо на своем пути от натяжения катушки до контактного наконечника и везде между ними.
Натяжение ступицы
Важно не перетягивать натяжение ступицы, которое позволяет катушке с проволокой вращаться. На большом барабане с проволокой эту функцию может выполнять механизм, перемещающийся вокруг катушки. Натяжение ступицы – это просто средство, предотвращающее соскальзывание проволоки с катушки при прекращении подачи проволоки. Это должно быть достаточно туго, чтобы проволока не разматывалась, когда вы прекращаете подавать полную катушку на максимальной скорости подачи проволоки. Избыточное затягивание приведет к тому, что приводной двигатель будет работать сильнее, просто чтобы снять проволоку с катушки, и приведет к проблемам при сварке.
Проверка давления ведущего ролика
Давление ведущего ролика – очень распространенная проблема при сварке проволокой. Слишком ослаблено, и проволока не попадает в лужу. Слишком плотно, и вы можете раздавить проволоку и отслоить покрытие, деформировать проволоку, износить ролики и повредить двигатель.
Отслоившееся покрытие приведет к тому, что эти мелкие хлопья попадут в лайнер, что еще больше ограничит простую подачу проволоки в лужу. Деформированная проволока будет изнашивать канавки на контактном наконечнике, что ограничивает электрическую проводимость, а также ухудшает подачу.Изнашивайте рифленые поверхности роликов, и у вас будет слабое трение для правильной подачи проволоки. Чрезмерно затянутое натяжение ведущего ролика вызывает все эти проблемы в дополнение к чрезмерному давлению на ведущий вал, которое может привести к износу коробки передач или приводного двигателя из-за неправильной центровки.
Нет однозначного ответа относительно точного давления, необходимого для обеспечения надлежащего давления приводных валков. Натяжение ведущего ролика следует отрегулировать так, чтобы оно не было слишком сильным, но и не слишком ослабленным. Начните с очень слабого давления ведущего ролика.Увеличивайте давление только до тех пор, пока не станет очень трудно остановить выход проволоки из контактного наконечника. Используйте плоскогубцы или деревянный брусок, чтобы остановить подачу проволоки. Пройдите примерно пол-оборота дальше этой точки. Когда проволока фактически остановлена, приводные ролики должны вращаться на проволоке, и птицы не должны гнездиться.
Проверка выравнивания приводных роликов
Приводные ролики можно отрегулировать из стороны в сторону, чтобы убедиться, что они совпадают с входной направляющей пистолета GMAW.
Проверьте впускные направляющие
Впускные направляющие должны быть подходящего размера для используемого провода. На них не должно быть бороздок – часто это происходит из-за несоосности или неправильного размера.
Проверка состояния лайнера
Гильза пистолета должна быть подходящего размера для используемой проволоки, а также должна быть чистой и не содержать пыли и мусора. Чрезмерно натянутая проволока отслаивается и помещает излишки частиц внутрь лайнера, забивая его. Использование специальных смазок для проволоки также может привести к тому, что проволока станет «влажной», и на проволоке может скапливаться пыль, которая также затягивает ее в гильзу.
Производители проволоки уже должным образом подготовили поверхность проволоки для обеспечения максимальной подачи и добавления или даже вычитания, которые могут повлиять на качество сварки. Если вы настаиваете на использовании чего-то для «смазки» или «протирания» провода перед тем, как он попадет в систему, лучше всего подойдет хлопчатобумажная ткань с прищепкой для одежды, чтобы не было загрязнения провода и пыли, чтобы не собираться на нем. мокрая »поверхность. Вкладыши изнашиваются и подлежат регулярной замене.
Состояние контактного наконечника
Часто проблемы с подачей можно решить, заменив контактный наконечник.Контактный наконечник может забиться из-за брызг или прикосновения к сварочной ванне. Если проволока имеет канавки в контактном наконечнике, необходимо проверить натяжение приводного ролика.
ПОДАЧА ГАЗА
При MIG и дуговой сварке порошковой проволокой в среде защитного газа может возникнуть ряд проблем, которые мешают подаче защитного газа в сварочную ванну, что приводит к пористости, избыточному разбрызгиванию, нестабильной дуге и другим дефектам. . Самое маленькое отверстие в газовом шланге может действовать как карбюратор и втягивать воздух, загрязняя сварной шов.Вот несколько шагов, которые необходимо предпринять для устранения предполагаемых проблем с защитным газом:
Проверка регулятора / расходомера
Датчик расхода со стеклянной трубкой и шариком может использоваться в качестве индикатора утечки газа. Если шарик не падает на дно манометра, когда он не сваривается, это означает, что газ все еще течет, что указывает на утечку. Если используется циферблатный регулятор / расходомер, утечку можно обнаружить, нанеся мыльный водный раствор на все шланги и соединения.Выходящий газ вызовет образование пузырьков в мыльном водном растворе в месте утечки.
Помните, что газовые соединения и шланги после газового клапана необходимо проверять при протекании газа. Во время этого процесса используйте функцию продувки. Кроме того, выключение цилиндра и наблюдение за медленным падением стороны высокого давления также будет указывать на наличие утечки в системе.
Проверить поток газа
Больше не обязательно лучше. Расход газа обычно составляет от 30 до 50 CFH (кубических футов в час).Более низкие скорости потока могут привести к неадекватной защите, что приведет к пористости. Более высокие скорости потока могут вызвать проблемы, когда окружающая атмосфера может втягиваться в защитный газ, обеспечивая подачу загрязненного защитного газа, что также приводит к пористости.
Проверка состояния пистолета
Проверьте уплотнительные кольца на конце сварочного пистолета, где он крепится к направляющей механизма подачи проволоки. Если одно или оба уплотнительных кольца отсутствуют, треснуты, выдолблены или изношены, может произойти утечка защитного газа или втягивание атмосферы, что в обоих случаях приведет к снижению производительности сварки.
Проверьте отверстия для газа в диффузоре и на сопле некоторых производителей расходных материалов. Эти отверстия также могут забиваться брызгами и ограничивать поток защитного газа в сварочную ванну. Эти компоненты следует проверять несколько раз в течение дня, даже если нет подозрений на наличие проблемы с защитным газом.
Внутри кабеля пистолета находится шланг, который содержит как лайнер, так и защитный газ. Этот шланг также может выйти из строя из-за чрезмерного использования, и внутри кабеля могут образоваться отверстия, через которые газ может выйти, и вы никогда его не увидите.Эта проблема в основном вызвана использованием слишком маленького пистолета для силы тока, используемой для сварки, и постоянного изгиба пистолета во время использования.
Внутренний диаметр сопла сварочной горелки также может влиять на подачу защитного газа. Если диаметр сопла слишком мал, а поток газа установлен слишком большим, может возникнуть эффект типа Вентури, втягивающий атмосферу и загрязняющий подачу газа. Кроме того, если сопло слишком велико в диаметре или контактный наконечник выходит слишком далеко от конца сопла или если расстояние между контактным наконечником и рабочей поверхностью слишком велико, это может повлиять на покрытие защитным газом.
ПЕРЕДАЧА ЭЛЕКТРОЭНЕРГИИ
Без хорошего электрического потока между источником питания, механизмом подачи проволоки, подводящим кабелем и рабочим кабелем вы можете столкнуться с множеством проблем, включая разбрызгивание дуги, чрезмерное разбрызгивание и сокращение срока службы оборудования. Лучший способ избежать этих проблем или устранить их, когда они возникают, – это убедиться, что все электрические соединения между сварочными компонентами надежны и надежны.
Сопротивление – это «неизвестная» сварочная переменная и основная причина несоответствий в любой сварочной системе.Пистолет MIG постоянно изгибается и скручивается при нормальной эксплуатации. Это, в сочетании с теплом от сварочного аппарата, со временем разрушает медь в пистолете. Если вы обнаружите, что включаете свою машину с того дня, когда все было новым и правильным для достижения того же результата, у вас, вероятно, проблема с сопротивлением.
Необходимо проверить все электрические соединения сварочных и рабочих кабелей. Все соединения должны быть чистыми и плотными. Между медными выступами и поверхностями соединения не должно быть краски, ржавчины или шайб любого типа.Убедитесь, что все обжимы сварного кабеля к наконечникам затянуты.
Нагрев является хорошим признаком плохого электрического соединения. Через некоторое время после сварки ячейки проверьте все точки подключения и сварочные кабели на нагрев. Если соединения или кабели кажутся горячими, это, вероятно, указывает на то, что в цепи слишком большое электрическое сопротивление. Это может быть вызвано ненадежными или неисправными соединениями, кабелями, которые слишком малы для применения, или внутренним разрывом кабеля.Кабель, который слишком мал для применения, скорее всего, будет горячим по всей своей длине, а из-за обрыва кабеля он может нагреться в определенной точке.
Контактный наконечник – еще один распространенный источник прерывания электрического тока. Сварочный ток должен проходить через это соединение в проволоку, поэтому он должен плотно прилегать к диффузору и обеспечивать хороший контакт со сварочной проволокой. Признаком слабого соединения является обесцвеченный контактный наконечник в месте его соединения с диффузором.В этом случае замените наконечник на новый и убедитесь, что он плотно прикреплен к диффузору.
Хотя для того, чтобы перечислить все проблемы, которые потенциально могут возникнуть при сварке проволокой, и их возможные причины, потребуется целая книга, следование приведенным выше рекомендациям должно помочь вам добиться успеха в сварке.
Отчет об установкеи обзор инвертора Go Power SW1500TS
Уф! В последнее время мы в Truck Camper Adventure работали сверхурочно.В рамках нашей недавней модернизации литиевой батареи Expion360 Viper мы только что установили инвертор с чистой синусоидой Go Power GP-SW1500TS. Наличие мощного блока литиевых батарей на 240 А / ч делает этот большой инвертор практичным. Мало того, меньшие по размеру литиевые батареи Group 24 высвободили достаточно места в аккумуляторном отсеке для его установки. Если вы помните, раньше мы использовали модифицированный синусоидальный инвертор Go Power 600 Вт в кемпере. Однако, в отличие от этого старого инвертора, этот новый инвертор Go Power на 1500 Вт имеет реле переключения на 20 А, которое автоматически переключает свой выход на розетки переменного тока кемпинга, независимо от того, подключены ли мы к береговому питанию 30 А или запустим инвертор от сети, используя наши батареи.
Найти подходящий инвертор было непросто. Мы посмотрели несколько инверторов на 2000 Вт со встроенными реле передачи, но все они были слишком большими для нашего кемпера. С другой стороны, инвертор GP-SW1500TS идеально подходил по размеру для нашего батарейного отсека. Но не только размер, но и характеристики устройства были не менее важны. Мы уже упоминали о передаточном реле, которое является наиболее важной особенностью, но этот инвертор также генерирует чистый сигнал с отклонением частоты 60 Гц на плюс или минус.1 процент с максимальной эффективностью 88 процентов. Инвертор также обеспечивает защиту от обратной полярности (предохранитель), пониженного напряжения, перенапряжения и перегрузки по току переменного тока, а также защиту от короткого замыкания, перегрузки, перегрева и перенапряжения. Устройство также имеет семь режимов энергосбережения от 2 до 8 процентов, которые управляются DIP-переключателями, расположенными на передней панели устройства.
Для такого инвертора, как Go Power SW1500TS, требуется пульт дистанционного управления, если вы не хотите вручную активировать его каждый раз, когда вы хотите его использовать.SW1500TS можно управлять с помощью пульта дистанционного управления Go Power GP-SWR-A или GP-SWR-B. К сожалению, новые промышленные (ISW) пульты Go Power не будут работать с этим инвертором. Не спрашивайте, откуда я знаю, я просто знаю.
Осмотрев несколько мест внутри кемпера, мы решили установить инвертор под сиденьем в столовой, где расположены батареи. Как мы смогли разместить инвертор в том же отсеке, что и батареи? Это было нелегко. Как я уже сказал ранее, это стало возможным с помощью герметичных батарей меньшего размера, но всего с шестью.5 дюймов зазора над батареями, у нас не было много места для инвертора. Рассмотрев несколько вариантов, которые включали все, от создания простой деревянной платформы до изолированного деревянного ящика для батарей, мы решили вместо этого использовать простую L-образную фанерную платформу для инвертора. Платформа 14 × 13 дюймов поддерживается простым деревянным бруском размером 1 × 2 дюйма, ввинченным в стену с одной стороны, и деревянной доской с другой, размером 8,5 дюймов в высоту и 10 дюймов в ширину. Толщина фанеры, используемой в платформе, составляет всего 1/2 дюйма.С установленным инвертором зазор сверху составляет всего 1 дюйм с установленным сиденьем для столовой. Чтобы обеспечить необходимую вентиляцию инвертора, я установил стандартное вентиляционное отверстие для автодомов сбоку отсека. Батарейный отсек
Dinette с опорным кронштейном платформы 1 × 2 дюйма слева. Над литиевыми батареями установлена новая инверторная платформа. Новый инвертор Go Power SW1500TS установлен и полностью смонтирован под сиденьем в столовой. Распределительная коробка для подключения выхода инвертора к розеткам переменного тока кемпера на 15 ампер.Увеличенный вид нового инверторного пульта Go Power GP-SWR-B-12.Как я все подключил? Это было довольно просто, особенно со стороны постоянного тока, хотя инструкции не очень хорошо объясняли вещи со стороны переменного тока. Никаких схем или предложений о том, как подключить сторону переменного тока, не было в инструкциях к инвертору, что является наиболее важной частью установки. К счастью, у Go Power есть отличная служба поддержки, которая готова и может ответить на любые вопросы, которые им задают. Боб Лейн, в частности, был особенно полезен.Провод какого размера я использовал для установки? Я использовал желтый Romex увеличенного размера 12/2 на входных и выходных проводах переменного тока, в то время как кабели 4 AWG (с предохранителем на 175 ампер) использовались на стороне постоянного тока. Источники различаются в зависимости от того, что правильно, когда дело доходит до размеров кабеля инвертора и номиналов предохранителей, но таблица размеров кабеля инвертора Purkeys оказалась отличным ресурсом (при расчете общей длины провода складываются длины как положительного, так и отрицательного кабеля). Когда дело доходит до инвертора, вы никогда не ошибетесь, увеличив размер проводов или выбрав размер кабеля, рекомендованный в инструкциях по установке инвертора.
Самый простой и легкий способ подключить любой инвертор к реле переключения – подключить его напрямую к береговому источнику питания на 30 А, но я не смог этого сделать, потому что Go Power SW1500TS рассчитан только на 20 А. Поэтому я подключил вход инвертора к панели главного выключателя, используя вместо него выключатель на 15 А. На выходе инвертора я отключил один белый провод 14/2 Romex, подающий питание на все розетки переменного тока кемпера на 15 ампер, от панели главного выключателя, и подключил его непосредственно к выходному проводу инвертора с помощью простой распределительной коробки переменного тока (это соединение Коробка была установлена под кухонной раковиной, рядом с WFCO 8945 Power Center.Их разделяет тонкая стенка. К счастью, у меня было достаточно провода, чтобы это место работало). На схеме ниже показано, как я все подключал со стороны переменного тока.
Как я уже говорил ранее, подключить инвертор было довольно просто. Самая сложная часть в таком проекте – это проложить провода и решить, где все монтировать. Однако я столкнулся с одной «проблемой», о которой стоит упомянуть. Во время тестирования выхода переменного тока тестер подключаемых цепей показал, что у нас плохое заземление, но это было ложное показание.Цепь переменного тока прошла проверку при подключении к береговому источнику питания, но не при работе от инвертора. Это ошибочное показание часто встречается в инверторах на лодках и жилых автофургонах с плавучими площадками. Действительно, Боб Лейн из Go Power говорит, что ему постоянно задают этот вопрос, и ему приходится объяснять, что это чтение не о чем беспокоиться. Помимо этой аномалии, установка прошла успешно и считается выполненной, хотя в какой-то момент я могу увеличить размер кабелей постоянного тока и заменить распределительную коробку розетки переменного тока на небольшую коробку автоматического выключателя.
Приятно наконец завершить этот проект. Мы хотели сделать этот мод уже больше года. Нам очень не хотелось подключаться напрямую к этому старому инвертору с ручным управлением. Намного проще иметь встроенный инвертор, который подключается напрямую ко всем розеткам переменного тока в кемпере. Это снижает беспорядок и опасность споткнуться, поскольку новый инвертор избавляет от необходимости прокладывать удлинительные шнуры по всему автофургону. Наличие более крупного и мощного инвертора также означает, что мы можем использовать его для работы нашей новой индукционной варочной панели мощностью 1500 Вт и фена для жены на 1500 Вт от любой розетки, которую мы захотим.Конечно, этот мод стал возможен благодаря мощному литиевому аккумулятору. Вся электрическая модернизация стала возможной благодаря литию, который, по сути, дал нашему кемперу четыре тиски и две батареи.
Оставайтесь с нами, чтобы получить подробный обзор инвертора Go Power GP-SW1500TS после того, как у нас будет время для его дальнейшей оценки. Следите за Truck Camper Adventure в Instagram, чтобы быть в курсе последних новостей и событий.
Как это:
Like Loading …
IGBT Инверторный сварочный аппарат с автоматической подачей флюса, Сварочное оборудование MIG 110 В , Сварочное оборудование MIG 110V AUTOOL EWM 518 Сварочный аппарат без газа MIG Сварочное оборудование MIG
Инверторный сварочный аппарат с автоматической подачей флюса IGBT, Сварочное оборудование MIG 110 В AUTOOL EWM 518 Сварочный аппарат без газа MIG, Инверторный сварочный аппарат с автоматической подачей флюса IGBT, Сварочное оборудование MIG 110 В, AUTOOL, AUTOOL EWM 518 Сварочный аппарат без газа MIG, EWM 518 Сварочный аппарат без газа MIG Инвертор IGBT Сварочный аппарат с автоматической подачей флюса, Сварочное оборудование 110V MIG AUTOOL, AUTOOL EWM 518 Сварочный аппарат без газа MIG, Сварочный аппарат с автоматической подачей флюса с инвертором IGBT, Сварочное оборудование MIG 110V – -.Газовый сварочный аппарат MIG Сварочный аппарат с инвертором IGBT с автоматической подачей флюса, Сварочное оборудование MIG 110 В AUTOOL EWM 518 №
- Home
- Электроинструмент и ручной инструмент
- Промышленный электроинструмент
- Сварка и пайка
- Сварочное оборудование
- Сварочное оборудование и принадлежности
- Сварочное оборудование MIG
- IGBT Инверторный сварочный аппарат с автоматической подачей флюса, 110V MIG Сварочное оборудование AUTOOL EWM 518 Сварочный аппарат без газа MIG
Инвертор IGBT Сварочный аппарат с автоматической подачей флюса, Сварочное оборудование MIG 110 В AUTOOL EWM 518 Сварочный аппарат без газа MIG
AUTOOL EWM 518 Сварочный аппарат без газа MIG, Сварочный аппарат с автоматической подачей флюса с инвертором IGBT, Сварочное оборудование MIG 110 В – -.Безопасная и быстрая сварка: сварочный аппарат Autool EWM518 использует порошковую проволоку диаметром 8 мм для сварочной проволоки, дополнительный газ не требуется. Сварочная проволока с флюсовой сердцевиной стабильна, скорость подачи высокая, работа безопаснее и быстрее, без электромагнитных помех. 。 Высокотехнологичные технологии: сварочный аппарат Autool EWM518 с самозащитой порошковой проволокой оснащен уникальной электронной схемой реактора, которая может точно управлять передачей короткого замыкания и гибридной передачей, обеспечивая лучшую производительность, чем у других аппаратов.。 Сфера применения: Сварочный аппарат Autool EWM518 подходит для сварки всех материалов толщиной менее 8 мм, портативный, компактный, очень подходит для домашнего использования и любителей рукоделия. 。 Высокая эффективность преобразования энергии: сварочный аппарат Autool EWM518 имеет коэффициент преобразования энергии более 80%, что значительно повышает эффективность работы и снижает потери электроэнергии. Высокая эффективность работы, как энергосбережение, так и защита окружающей среды. 。 Гарантия. На сварочный аппарат Autool EWM518 предоставляется 3-летняя гарантия на корпус и 1-летняя гарантия на аксессуары.Сверхвысокое качество и хорошее обслуживание клиентов избавят вас от беспокойства. 。 。Введение в продукт :。 。Сварочный аппарат Autool EWM518 использует самую передовую технологию инверсии. Принцип инверсии состоит в том, чтобы преобразовать частоту 50 Гц / 60 Гц в постоянный ток и преобразовать ее в высокую частоту с помощью высокомощного устройства IGBT, затем выполнить падение напряжения и коммутацию с выходным источником питания постоянного тока большой мощности с помощью широтно-импульсной модуляции. (ШИМ). Поскольку используется технология инверсии мощности переключателя, вес и объем значительно уменьшаются, а эффективность преобразования увеличивается более чем на 0%.Этот аппарат представляет собой самоэкранированную порошковую сварочную машину, которая оснащена уникальной электронной схемой реактора, которая может точно контролировать передачу короткого замыкания и смешанную передачу, что приводит к лучшей производительности, чем у других аппаратов. По сравнению со сварочным аппаратом с кремниевым управлением и резьбовой сваркой, наши продукты обладают следующими преимуществами: стабильная скорость подачи проволоки, портативность, энергосбережение, отсутствие электромагнитных помех. 。 。Технические параметры : Элемент EWM518 。Питание (В) 1 фаза 120 В ± 15%。 Частота (Гц) 50/60。 Напряжение холостого хода (В) 55。 Номинальный входной ток (А) 20。 Диапазон регулировки выходного тока (A) 0 – 90。 Выходное напряжение (В) 15.5 – 18,5。 Продолжительность включения 25%。 Коэффициент мощности> 0,7。 Эффективность (%) ≥80。 Тип механизма подачи проволоки Внутренний。 Диаметр сварочной проволоки (мм) 0,8。 Класс изоляции F。 Степень защиты IP21S。 Вес без проволочного ролика ( кг) 5.5 Размеры (Д * Ш * В мм) 60 ** 240。 Упаковка: 。1 x Сварочный аппарат Autool EWM518。
Сварочный аппарат с автоматической подачей флюса с инвертором IGBT, Сварочное оборудование MIG 110В AUTOOL EWM 518 Сварочный аппарат без газа MIG
Инвертор IGBT Сварочный аппарат с автоматической подачей флюса, Сварочное оборудование 110 В MIG AUTOOL EWM 518 Сварочный аппарат без газа MIG
Kacsoo Мини-токарный станок Станок Токарный Станок для полировки бусинDIY Деревообработка Токарный станок по дереву Фрезерный станок Полировальный станок Деревообработка Ремесло DIY Rotary Tool.Набор быстродействующих прижимных зажимов. Зажим для деревообработки. Зажим с Т-образным пазом. 5/8 Диаметр резки 2,25 Длина резки Пакет из 1 радиуса углового конца 5 Длина Bassett Серия MSE-V2-5R Твердосплавная высокопроизводительная концевая фреза с 5 зубьями с покрытием TiAlN, электрическая дрель AMPSEVEN для установки на печатных платах Jade Sculpture, 10- pk TIG Сварочный вольфрамовый электрод, 2% торированный, 1/16 x 7, красный, EWTh-2. 3 полюса / PA66 / 16A / 250VAC Mochiglory Пакет из 2 водонепроницаемых соединительных коробок Разъем для наружного кабеля Муфта с гильзой IP68 для диаметра кабеля Ø6–12 мм, ПЕРЕДАЧА 85481 Двойной ключ с трещоткой с фиксатором 11 мм x 12 мм.Оригинальный держатель волокна INNO Heater Clamp для сварочного нагревателя IFS-15. Головка с внутренним шестигранником полированная отделка 6-32 x 5/8 Винты с головкой под торцевой ключ Машинная резьба Нержавеющая сталь 18-8 Количество 100 по Fastenere Полная резьба, 3 УПАКОВКИ Benchmark CXL Series 33 Ножная рулетка Измерительная лента для массовых грузов / рулетка с большим магнитом Наконечник с захватом, система крана фильтра для воды Простая установка Фильтры Фторид хлора и химические вещества Увеличивают pH и -ORP pH PURIFY Многоступенчатый фильтр для воды крана. 2 Pack Простая установка Устойчивая к царапинам HD-пленка для экрана Grafu для Sony Xperia X Performance Защитная пленка для экрана Sony Xperia X Performance Закаленное стекло.Midland 40-123 Латунный ниппель 3 Длина 1-1 / 4 Диаметр 3 Длина 1-1 / 4 Диаметр Midland Metal. OEMTOOLS 25953 Набор тройных квадратных бит из 9 предметов, упаковка из 100 TVS DIODE 200V 324V SMC SMCJ200CA.900M-T Паяльное жало Диамагнитное бессвинцовое для паяльных станций при более низких температурах Медное паяльное жало, номинальное напряжение 120 13 Вт 4,13 / 105 мм MOL Среднее Винт 1,6 мг Содержание ртути Амальгама HG Форма 4,13 / 105 мм MOL 1,81 / 46 мм MOD E26 База EiKO 05667 Компактная люминесцентная лампа модели SP13 / 50K 210 мА 69 люмен на ватт 1.81/46 мм MOD, 3 единицы 2 фунта резиновый молоток Nupla RM2, VLMF31Q2T1-GS08 VLMF31Q2T1-GS08 Vishay Semiconductor Opto Division Пакет оптоэлектроники из 100, XT AUTO 10шт. Инструменты для обработки дерева своими руками Резьба Гравировка Сверление. Нержавеющая сталь M5, 20 мм, длинный шариковый плунжер / шестигранная головка. Красный станок для обрезки кромок стекла Небольшой станок для обрезки кромок стекла и полировка Однофазный моторный привод Шлифовальный станок для электрической плитки Акриловый круглый станок для обрезки кромок / Малый станок для снятия фаски / Glass Edge Usa.Arrowsy Auto Car Truck Инструмент для установки внутренней рулевой тяги Инструмент для снятия бригад Набор инструментов для гаечного ключа.
Ищете профессиональную команду для реализации проекта своей мечты?
สอบถาม ข้อมูล ราย ละเอียด ขอ ใบ เสนอ ราคา
Сварочный аппарат с автоматической подачей флюса с инвертором IGBT, Сварочное оборудование MIG 110 В -.Направляющая для сварочного кабеля
| Что такое сварочный кабель? Сварочный кабель предназначен для использования в электродуговых сварочных аппаратах для питания электрода – металлического стержня специальной конструкции, который проводит заряд. Заряд, переносимый электродом, необходим для образования электрической дуги, источника тепла, между электродом и свариваемыми металлами. Сварочный кабель очень прочный и гибкий .Для дуговой сварки требуется, чтобы человек перемещал электрод по цеху и вдоль свариваемых стыков, поэтому очень важно иметь гибкий сварочный кабель, обеспечивающий легкость перемещения. Большое количество жил и резиновая изоляция повышают гибкость кабеля. Прочный кабель важен в промышленных условиях, где истирание, порезы, ожоги от искр, а также воздействие масла и воды могут быстро привести к износу более слабого кабеля. Сварочный кабельTEMCo – очень гибкий многожильный №30 неизолированный медный провод с изоляцией из высококачественного черного EPDM. Бумажный сепаратор используется для улучшения полос. Максимальная рабочая температура проводника составляет 105 ° C в цепях с напряжением не более 600 вольт. Минимальная температура -50 ° C. Ознакомьтесь с нашим руководством ниже, чтобы узнать больше о размерах сварочных кабелей и областях применения. Полный ассортимент нашей продукции также доступен ниже. | Индекс Размеры и области применения |
Размеры и применение
Это руководство предназначено для информирования и поддержки в правильном выборе и использовании сварочного кабеля.Мы всегда рекомендуем вам проконсультироваться с лицензированным и компетентным электриком, который поможет вам с определением размеров и выбором деталей для вашего конкретного применения.
Калибр
Для сварочных работ необходимо учитывать следующие технические характеристики:
Допустимая нагрузка: Допустимая нагрузка – это максимальная сила тока, с которой кабель может безопасно справиться. Дополнительную информацию см. В разделе о допустимой нагрузке сварочного кабеля.
Длина: Длина кабеля должна быть достаточной, чтобы доходить до каждого угла помещения, в котором вы будете выполнять сварку.Вам необходимо иметь в виду (1) один кабель соединяет сварочный аппарат с электродом и (2) другой кабель соединяет сварочный аппарат с свариваемой деталью (также известный как рабочий зажим или заземляющий провод).
Калибр: Чем длиннее и тоньше сварочный кабель, тем ниже допустимая нагрузка, поэтому, если вам нужен длинный кабель, вы можете выбрать более толстые размеры, чтобы компенсировать длину и предотвратить повреждение машины.
Изоляция: Изоляция сварочного кабеля обычно изготавливается из неопрена, EPDM или ПВХ.Куртки из неопрена и EPDM обладают гибкостью, устойчивы к суровой погоде, истиранию, влаге и воде. Однако они не подходят для воздействия газа или другой жидкости на нефтяной основе. ПВХ менее гибкий, но обладает высокой устойчивостью к порезам и разрывам.
Гибкость: Чем больше количество жил, тем гибче кабель.
Цвет: Возможно, вам понадобятся дополнительные цвета изоляции, чтобы различать разные кабели.
| Калибр | Максимальный ток | Номинальный наружный диаметр (дюйм.) | Диаметр проводника (дюймы) | Скрутка проводов |
| 6 AWG | 115 | 0,303 | 0,2 | 260/30 |
| 4 AWG | 150 | 0,331 | 0,228 | 364/30 |
| 2 AWG | 205 | 0,413 | 0.3 | 624/30 |
| 1 AWG | 240 | 0,481 | 0,343 | 767/30 |
| 1/0 | 285 | 0,526 | 0,373 | 975/30 |
| 2/0 | 325 | 0,564 | 0,426 | 1196/30 |
| 3/0 | 380 | 0.621 | 0,465 | 1547/30 |
| 4/0 | 440 | 0,686 | 0,56 | 1950/30 |
Приложения
Дуговая сварка: Для сварки требуются два кабеля: один соединяет машину с электродом, а другой соединяет машину с свариваемой деталью, и эти два кабеля образуют замкнутую цепь.
Другое применение: Сварочные кабели долговечны и гибки и часто используются в качестве кабелей для развлекательных или сценических осветительных приборов, систем освещения и звука, а также для фургонов связи. Они также могут использоваться в качестве аккумуляторных кабелей для автомобилей, инверторных кабелей и в качестве более экономичной альтернативы подвесному (или наматывающемуся) кабелю на подъемниках и кранах.
Это руководство по портативному сварочному аппарату – отличный пример того, как вы можете использовать сварочный кабель TEMCo в своих личных проектах.В этом конкретном проекте используется сварочный кабель 1/0 длиной 50 футов для создания соединительного кабеля от аккумуляторной батареи / транспортного средства к сварочному аппарату.
Пропускная способность
Допустимая сила тока или допустимая сила тока – это максимальная величина электрического тока, которую сварочный кабель может безопасно проводить. Различные сварочные кабели, работающие с одинаковым напряжением, будут иметь разные номинальные токи в зависимости от нескольких факторов, в том числе: длины кабеля, размера (калибра) провода, номинальной температуры изоляции и типа машины, к которой подключены кабели.
Что влияет на допустимую нагрузку сварочного кабеля?
Номинальное электрическое сопротивление (в омах) и температура изоляции: Чем больше ампер вы пропускаете через кабель, тем сильнее он становится. Чем выше рейтинг сопротивления сварочного кабеля, тем меньше ампер вы можете безопасно использовать, не перегревая его. Перегрузка сварочного кабеля приведет к его перегреву, что приведет к повреждению изоляции.
Размер и длина кабеля: Номинальная допустимая нагрузка уменьшается по мере того, как кабель становится длиннее и тоньше.
Температура окружающей среды: Электрическое сопротивление увеличивается при повышении температуры. Температура окружающей среды влияет на способность кабеля рассеивать тепло. Несколько кабелей, лежащих слишком близко или друг на друге, рассеивают меньше тепла.
Таблица размеров AWG
Размер сварочного кабеля измеряется в соответствии со стандартом American Wire Gauge (AWG). Размеры AWG будут иметь три числа, например «2 AWG 625/30». Это означает, что сварочный кабель имеет общую площадь поперечного сечения 2 AWG и состоит из 625 жил проволоки 30 AWG.
В приведенной ниже справочной таблице AWG указаны размеры и размеры сварочного кабеля.
| AWG | Диаметр (дюймы) | Диаметр (мм) | Круглый Mil |
| 4/0 | 0,4600 | 11,6840 | 211593.92 |
| 3/0 | 0,4096 | 10,4038 | 167767.34 |
| 2/0 | 0,3648 | 9,2659 | 133075.22 |
| 1/0 | 0,3249 | 8,2525 | 105556.98 |
| 1 | 0,2893 | 7,3482 | 83692.09 |
| 2 | 0,2580 | 6.5532 | 66562.09 |
| 3 | 0.2290 | 5,8166 | 52439,49 |
| 4 | 0,2040 | 5,1816 | 41614,80 |
| 5 | 0,1820 | 4,6228 | 33123,05 |
| 6 | 0,1620 | 4,1154 | 26250,70 |
| 7 | 0,1443 | 3.6648 | 20817.56 |
| 8 | 0,1285 | 3,2639 | 16511,78 |
| 9 | 0,1144 | 2,9058 | 13086.98 |
| 10 | 0,1019 | 2,5883 | 10383,31 |
| 11 | 0,0907 | 2.3038 | 8226,25 |
| 12 | 0.0808 | 2,0523 | 6528,45 |
| 13 | 0,0720 | 1,8288 | 5183,85 |
| 14 | 0,0641 | 1,6281 | 4108,69 |
| 15 | 0,0571 | 1,4503 | 3260.32 |
| 16 | 0,0508 | 1,2903 | 2580.57 |
| 17 | 0,0453 | 1,1506 | 2052,03 |
| 18 | 0,0403 | 1.0236 | 1624,04 |
| 19 | 0,0359 | 0,9119 | 1288,77 |
| 20 | 0,0320 | 0,8128 | 1023.97 |
| 21 | 0.0285 | 0,7239 | 812,23 |
| 22 | 0,0253 | 0,6426 | 640,07 |
| 23 | 0,0226 | 0,5740 | 510,75 |
| 24 | 0,0201 | 0,5105 | 404,00 |
| 25 | 0,0179 | 0,4547 | 320.40 |
| 26 | 0,0159 | 0,4039 | 252,80 |
| 27 | 0,0142 | 0,3607 | 201,63 |
| 28 | 0,0126 | 0,3200 | 158,76 |
| 29 | 0,0113 | 0,2870 | 127,69 |
| 30 | 0.0100 | 0,2540 | 100,00 |
| 31 | 0,0089 | 0,2261 | 79,21 |
| 32 | 0,0080 | 0,2032 | 64,00 |
| 33 | 0,0071 | 0,1803 | 50,41 |
| 34 | 0,0063 | 0,1600 | 39.69 |
| 35 | 0,0056 | 0,1422 | 31,36 |
| 36 | 0,0050 | 0,1270 | 25,00 |
| 37 | 0,0045 | 0,1143 | 20,25 |
| 38 | 0,0040 | 0,1016 | 16,00 |
| 39 | 0.0035 | 0,0889 | 12,25 |
| 40 | 0,0031 | 0,0787 | 9,61 |
Выбор продукции
Проводник: Полностью отожженная многожильная неизолированная медь в соответствии с ASTM B-172
Оболочка: ЭПДМ высокого качества
Высокая гибкость
Устойчивость к порезам, разрывам, истиранию и влаге.
Для проводов для сварки сопротивлением вторичного напряжения и источников питания, не превышающих 600 вольт переменного тока.
6 AWG
Скрутка проводов: 259 / 0,01 дюйма
Номинальный внешний диаметр (дюймы): 0,32
Максимальный ток: 115
4 AWG
Скрутка проводов: 364 / 0,01 дюйма
Номинальный внешний диаметр (дюймы): 0,348
Максимальный ток: 150
2 AWG
Скрутка проводов: 624 / 0,01 дюйма
Номинальный внешний диаметр (дюймы): 0,42
Максимальный ток: 205
1 AWG
Скрутка проводов: 780/0.01 дюйм
Номинальный внешний диаметр (дюймы): 0,503
Максимальный ток: 240
1/0
Скрутка проводов: 988 / 0,01 дюйма
Номинальный внешний диаметр (дюймы): 0,533
Максимальный ток: 285
2/0
Скрутка проводов: 1235 / 0,01 дюйма
Номинальный внешний диаметр (дюймы): 0,586
Максимальный ток: 325
3/0 AWG
Скрутка проводов: 1539/0.01 дюйм
Номинальный внешний диаметр (дюймы): 0,675
Максимальный ток: 380
4 AWG
Скрутка проводов: 364 / 0,01 дюйма
Номинальный внешний диаметр (дюймы): 0,348
Максимальный ток: 150
| Кабели от аккумулятора к инвертору, 2/0 AWG, 10 футов (120 дюймов), красная / черная пара AltE 2/0 10 ФУТОВ BC-PAIR ALTBC-2 / 0-120RB Кабели от аккумулятора к инвертору, 2/0 AWG, 10 футов (120 дюймов), красная / черная пара | 2/0 AWG | 120 дюйм | 198 долларов.36 | |
| Кабели от аккумулятора к инвертору, 2/0 AWG 15 футов (180 дюймов), красная / черная пара AltE 2/0 15 ФУТОВ BC-PAIR ALTBC-2 / 0-180RB Кабели от аккумулятора к инвертору, 2/0 AWG 15 футов (180 дюймов), красная / черная пара | 2/0 AWG | 180 дюйм | 194,94 долл. США | |
| Кабели от аккумулятора к инвертору, 2/0 AWG, 5 футов (60 дюймов), красная / черная пара AltE 2/0 60 “БЦ-ПАРА ALTBC-2 / 0-60RB Кабели от аккумулятора к инвертору, 2/0 AWG, 5 футов (60 дюймов), красная / черная пара | 2/0 AWG | 60 дюйм | 89 долларов.00 | |
| Кабели от аккумулятора к инвертору, 2/0 AWG, 8 футов (96 дюймов), красная / черная пара AltE 2/0 96 “БЦ-ПАРА ALTBC-2 / 0-96RB Кабели от аккумулятора к инвертору, 2/0 AWG, 8 футов (96 дюймов), красная / черная пара | 2/0 AWG | 96 дюйм | 99,00 долл. США | |
| Кабели от аккумулятора к инвертору, 4/0 AWG, 10 футов (120 дюймов), красная / черная пара AltE 4/0 10 ФУТОВ BC-PAIR ALTBC-4 / 0-120RB Кабели от аккумулятора к инвертору, 4/0 AWG, 10 футов (120 дюймов), красная / черная пара | 4/0 AWG | 120 дюйм | 198 долларов.00 | |
| Кабели от аккумулятора к инвертору, 4/0 AWG, 15 футов (180 дюймов), красная / черная пара AltE 4/0 15 ФУТОВ BC-PAIR ALTBC-4 / 0-180RB Кабели от аккумулятора к инвертору, 4/0 AWG, 15 футов (180 дюймов), красная / черная пара | 4/0 AWG | 180 дюйм | 281,60 $ | |
| Кабели от аккумулятора к инвертору, 4/0 AWG 20 футов (240 дюймов), красная / черная пара AltE 4/0 20 ФУТОВ BC-PAIR ALTBC-4 / 0-240RB Кабели от аккумулятора к инвертору, 4/0 AWG 20 футов (240 дюймов), красная / черная пара | 4/0 AWG | 240 дюйм | 279 долларов.00 | |
| Кабели от аккумулятора к инвертору, 4/0 AWG 25 футов (300 дюймов), красная / черная пара AltE 4/0 25 ФУТОВ BC-PAIR ALTBC-4 / 0-300RB Кабели от аккумулятора к инвертору, 4/0 AWG 25 футов (300 дюймов), красная / черная пара | 4/0 AWG | 300 дюйм | $ 349,00 | |
| Кабели от аккумулятора к инвертору, 4/0 AWG, 5 футов (60 дюймов), красная / черная пара AltE 4/0 60 “БЦ-ПАРА ALTBC-4 / 0-60RB Кабели от аккумулятора к инвертору, 4/0 AWG, 5 футов (60 дюймов), красная / черная пара | 4/0 AWG | 60 дюйм | 163 доллара.Больше новостей |