
Сварочный аппарат из блока питания компьютера своими руками
В результате покупки нового компьютера, без дела могут остаться старые блоки питания, которые можно использовать для создания домашней мастерской. Затратив определённые усилия, можно собрать сварочный аппарат из блоков питания компьютеров своими руками. Такое оборудование будет полезно при выполнении непрофессиональных задач по соединению металлов в домашних условиях.
Финансовые вложения не будут ощутимыми, а затраты времени на переделку источника питания вполне себя оправдают появлением в арсенале нового вида оборудования. Мы расскажем о том, как сделать эту работу своими руками.
Необходимые детали и оборудование
Сварочные инверторные аппараты являются сложными электронными устройствами, которые самостоятельно собрать без определённой квалификации и наличия необходимого оборудования не представляется возможным. Поэтому придётся дорогую аппаратуру взять в аренду на время отладки и сборки агрегата.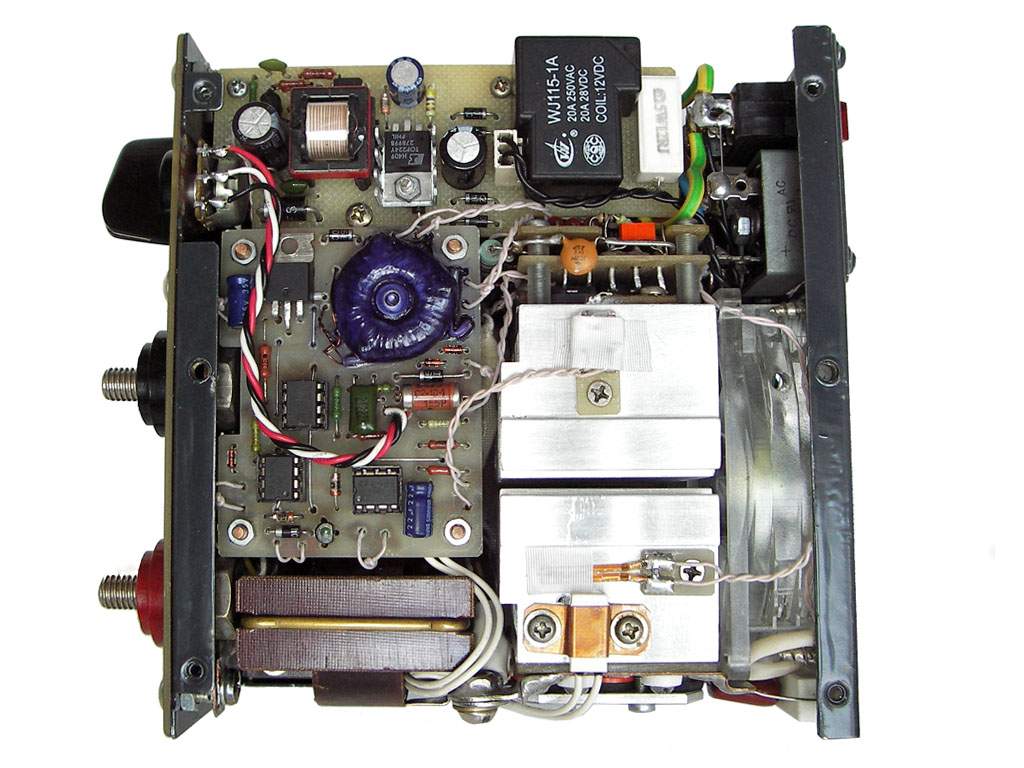
Начинать создавать сварочный аппарат из компьютерного блока питания следует с подбора подходящей и простой электрической схемы, чтобы подборку полупроводниковых и иных компонентов не пересчитывать заново. Инверторные агрегаты небольшой мощности потребляют от сети ток не более 15 А.
Сетевой кабель можно сохранить, а вентилятор нужно заменить на более мощный, который обеспечит хорошее охлаждение радиаторов силовых элементов. Кроме того, понадобится следующие инструменты и оборудование:
- фольгированный текстолит для плат или его заменители;
- провода необходимого сечения и длины;
- полупроводниковые элементы, сопротивления и конденсаторы нужного номинала, согласно выбранной схеме;
- трансформатор с подходящими характеристиками, который, возможно, придётся адаптировать к нужным параметрам;
- радиаторы для силовых элементов;
- паяльник с припоем и канифолью или флюсом;
- отвёртки, пассатижи, крепёж, дрель и изолирующий материал;
- мультиметр, осциллограф.

Крайне важно проводить монтаж в строгом соответствии с выбранной схемой с соблюдением полярности и проверкой отсутствия утечек.
Последовательность сборки инвертора
При подготовке к окончательной сборке инвертора необходимо позаботиться о наличии термодатчика, рассчитанного на срабатывание при нагреве от 70 до 75оС. Кроме того, нужно позаботиться о гнёздах для силового кабеля и держателе электродов с проводами сечением от 35 мм2, для эффективной подачи тока сварочной дуги.
Затем, подготовив все необходимые элементы, начинаем монтаж в следующей последовательности:
- располагаем вентилятор и охлаждающие радиаторы так, чтобы обеспечить максимально эффективный воздушный поток, осуществляем надёжный крепёж;
- надёжно крепим трансформатор и плату конденсаторов;
- устанавливаем плату схемы управления и сопутствующие детали;
- монтируем устройство антизалипания и горячего старта;
- проверяем на замыкание контакты, через которые питаются компоненты схем;
- осуществляем окончательную распайку и монтаж предохранителей и термоэлементов;
- проводим заключительную настройку с помощью мультиметра и осциллографа, учитывая расчетные параметры;
- выставляем необходимый ток сварки и проводим пробную работу.

Самостоятельный монтаж является весьма ответственной работой, поэтому очень важно соблюдать правила техники безопасности, как при монтаже, так и в процессе проверки собранного инвертора.
Заключение
Собрать инверторный аппарат своими руками из блока питания компьютера можно при использовании дополнительных компонентов, которые можно найти в продаже или использовать бывшие в употреблении детали. При этом нужно убедиться в их работоспособности и в соответствии с номинальным значениям. Опытным людям задача вполне по силам, а при возникновении затруднений лучше обратиться за советом к профессионалам.
как сделать и настроить своими руками
В настоящее время не только профессионалы, но сварщики-любители, работают с инверторной сваркой используя современную аппаратуру. Инвертор используют очень часто, он есть практически у каждого.
Варить хочется, но денег на покупку оборудование нет? Сборка собственными руками инвертора поможет с решением этой проблемы.
Как собрать сварочный аппарат с материалов которые есть под руками, мы уже расписывали на этом сайте. Сегодня речь пойдет о сборке сварочного инвертора с блока питания от компьютера. Необходимые схемы предоставлены в статье.
Содержание статьиПоказать
Самодельный аппарат. Зачем он?
Есть ли необходимость сборки своими руками сварочного инвертора из компьютерного блока питания, если любой строительный магазин может предложить цену до 50 долларов, избавить вас от мучений? – этот вопрос ставил сам себе каждый умелец.
Это справедливо. В то же время все не так очевидно, как могло показаться.
Цена в 50 долларов – приключение при покупке инверторных аппаратов. Они не подходят даже для временного применения, не говоря уже о постоянном использовании. Какое решение проблемы, спросите вы.
Стоимость качественных аппаратов начинается от 100 долларов. Тогда об экономии не ведется речь. Для большинства граждан нашей страны эта сумма равна половине зарплаты, если не большей ее части.
По этому некоторые обсуждают сборку самодельных сварочных инверторов из компьютерного блока питания. Себестоимость которых естественно ниже, чем заводских аналогов. Каждый лично может выбрать, какие функции ему нужны и из чего будет собирать.
Если вам не нужен горячий старт или форсаж дуги, нет смысла платить больше.
Качество составляющих – это второй фактор для обращения внимания. Заводы в большинстве своем, собирают варианты далеко не из качественных запчастей, которые в свою очередь при сервисном ремонте стоят дороже.
На чем можно сэкономить, с каких частей собирать оборудование вы выбираете сами.
Также важно мнение сварщиков об аппарате. Не всем нравятся современные технологии. Некоторые считают их слишком «навороченными» и сложными. Переплата за бренд, дополнительные функции их не интересует.
Нужно только функциональное оборудование для использования в быту. Тогда, целесообразно сварочный инвертор из компьютерного блока питания сделать самому. Можно собрать не только дешевый и простой инвертор, но такой, что заводские аппараты позавидуют вашему.
Все что нужно только вам, никаких лишних запчастей.
Или все же купить в магазине?
Самодельный инвертор
Естественно, можно привести факты, почему собирать сварочный инвертор своими руками из чего попало не стоит. Необходимо не только запастись терпением и свободным временем.
Очень важно иметь знания электротехники, понимать, различать принципы действий электроприборов, разбираться в схемах. Всегда можно изучить данные вопросы, если вам не хватает знаний.
Достаточно выделить несколько недель для чтения специфической литературы. В интернете много видеороликов, которые помогут вам быстрее закончить с обучением, представят простые, наглядные примеры и помогут собрать действительно качественный сварочной инвертор из компьютерного блока питания.
Инвертор с блока питания
Своими руками можно собрать многое
Технические характеристики
Резонансный – именно такой сварочной инвертор из компьютерного блока питания у вас буде возможность собрать следую инструкциям данной статьи. Диапазон сварочных токов – 5-120 Ампер. Напряжение 90В. При использовании электродов диаметром 2 мм перерыва работы нет.
Однако во время работы с электродами диаметром 3 мм требуют не менее 2 минут отдыха после 10 минут беспрерывной работы. Эти цифры могут изменяться учитывая температуру, окружающеюсреду.
Вес не более двух килограмм, так что перенос будет без труда. Падающая характеристика. Регулировка силы тока происходит плавно.
С личного опыта могу сказать, что для гаражных, дачных работ сварочной инвертор из компьютерного блока питания подходит отлично.
Детали, которые необходимы
Для сборки инвертора своими руками нужно много деталей
Начнем с теории. Сразу заметим, что компьютерный блок не лучшее что подойдет для сварочного аппарата. Блок питания кардинально отличается от инвертора. Блок можно настроить на работу инвертора.
Готовое оборудование будет собрать непросто, его работоспособность будет намного ниже. Потому из всего БП мы используем только корпус. Кое-что можно купить на радио рынках, а некоторые детали снять со старого персонального компьютера.
Итак, к деталям. Необходим силовой трансформатор, который будет состоять из трех сердечников Е42. Их можно извлечь из старых мониторов. Лучше устанавливать их в вертикальном положении.
Дроссель также необходим. Собрать его можно с помощью двух кернов, предварительно найдя их в том же старом мониторе. Оставшиеся сердечники – тип 2000НМ, ферритовые.
Оставшиеся сердечники – тип 2000НМ, ферритовые.
Диоды и транзисторы берем так же с монитора. Есть вероятность, что в процессе сборки появиться потребность паре транзисторов. Можете приобрести их, ведь цена будет незаметна для вашего кармана.
Еще купите диодный мост и пару электролитов. Дополнительно нужен шим-контроллер SG3524, реле источника бесперебойного питания и трансформатор питания управления.
Особенности сборки
Процесс пайки своими руками
Выходные провода стоит продеть сквозь ферритовые трубочки, это поможет сгладить синусоидальное выпрямленное напряжение. Взять эти трубки можно с кассового аппарата бренда Samsung.
Там они используются как фильтры. Сглаживание пройдет без проблем только, при индуктивности не более 5mkH.
Силовая часть будет очень редко испытывать перегрузки. А исключительно благодаря небольшому напряжению холостого хода, максимальная длина дуги не более 4 мм.
Чтобы дуга горела устойчиво и поджигалась без существенных проблем, вольт добавку можно пустить на обмотку.
В первичной обмотке ток максимальный только во время резонанса. Поэтому к вторичной обмотке нужно подключать трансформаторы тока. Плавный пуск оборудования и предусмотреть анти залипания, можно использовав полевой транзистор IRF510.
Вход микросхемы Shutdown разрывается при коротком замыкании используя термодатчики, тумблер включения или транзистор.
«Инвертор – это просто» – книга в которой подробно описан принцип работы. Там же можно изучить детальную настройку самодельных инверторов. Книга доступна в интернете. Советуем к ознакомлению.
Вместо заключения
Когда вы поняли, что компьютерный блок не лучшее что подойдет для сварочного аппарата. Блок питания кардинально отличается от инвертора. Блок можно настроить на работу инвертора.
Готовое оборудование будет собрать непросто, и его работоспособность будет намного ниже. Потому из всего БП мы используем только корпус. Кое-что можно купить на радио рынках, а некоторые детали снять со старого персонального компьютера.
Мы рассказали, ка сделать сварочный инвертор своими руками, который справится с электродами диаметром до 3мм, и предоставит вам ток до 120 Ампер.
Этот аппарат будет надежнее и в разы дешевле нежели заводской аналог. Для гаража и дачи отличный вариант. Удачи в исполнении работ!
Сварочный аппарат из компьютерного блока питания — дешевое решение для электрика
Очень часто для сварочных работ необходим инвертор, благодаря которому можно получить качественные швы и не рисковать, работая с газосваркой. Но приобретение такого устройства связано со значительными расходами, поэтому можно попробовать сделать сварочный аппарат из компьютерного блока питания. Для этого нужны не только запчасти, провода и паяльник. Но и навыки в электротехнике, без которых можно сжечь электропроводку или получить удар электрическим током.
Основные составные элементы конструкции сварочного аппарата.{reklama1}
Выполнять работы по сборке, монтажу и последующему тестированию можно только при наличии опыта перемотки трансформаторов, сборки схем и создания электрических приборов своими руками.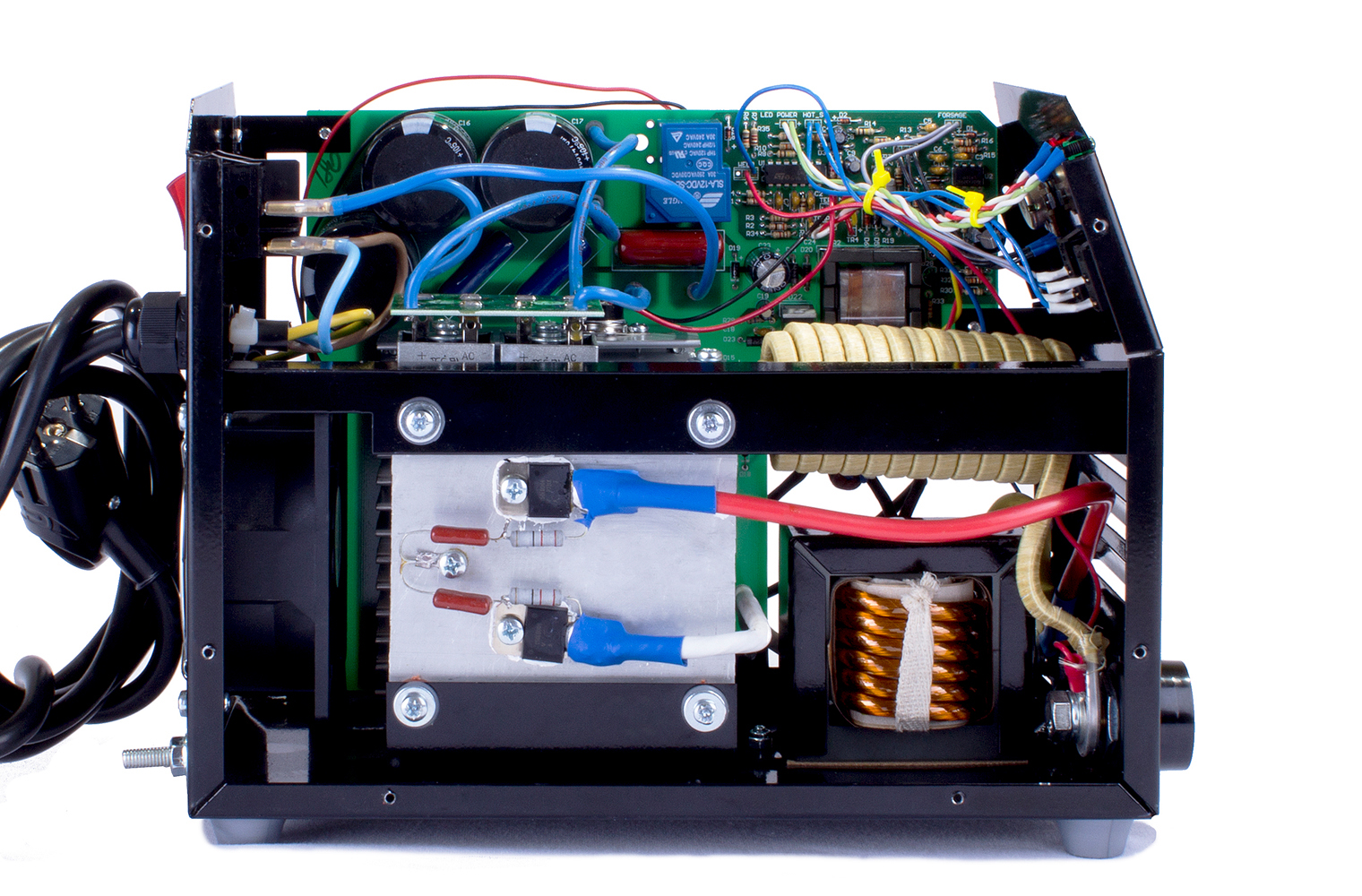 Если такие знания отсутствуют, то лучше всего приобрести готовый инвертор, и не подвергать ни себя, ни окружающих опасности.
Если такие знания отсутствуют, то лучше всего приобрести готовый инвертор, и не подвергать ни себя, ни окружающих опасности.
Основные инструменты для монтажа
Классификация сварочных трансформаторов.Если же опыт и знания в сфере электротехники есть, то можно изучить несколько вариантов, как сделать сварочный аппарат из компьютерного блока. Основные инструменты, которые будут необходимы для всех видов сборки:
- паяльник или паяльная станция;
- тестер;
- мультиметр;
- изоляционная лента электротехническая;
- припой;
- отвертки с различными наконечниками;
- плоскогубцы;
- шурупы;
- шуруповерт или дрель;
- крокодилы;
- провода необходимого сечения.
Для воссоздания схемы сварочного аппарата потребуются все указанные в схеме запасные части, гетинакс и растворы для перенесения печатной платы на заготовку.
Чтобы облегчить себе работу, можно приобрести держатель для электродов и кабели для сварки в магазине. Можно выполнить и самостоятельно, выбрав провода соответствующего сечения и припаяв к ним крокодилы, не забывая соблюдать полярность.
Можно выполнить и самостоятельно, выбрав провода соответствующего сечения и припаяв к ним крокодилы, не забывая соблюдать полярность.
Если в наличии есть нерабочий компьютерный системный блок, то из него нужно достать основной элемент питания и подготовить его к демонтажу. Иногда для создания мощного сварочного аппарата используют даже сам системный блок, установив на него колеса внизу и увеличив количество вентиляционных отверстий. Плюс компьютерных корпусов в том, что они легкие, легко охлаждаются и уже имеют вентиляцию.
Для сварочного аппарата понадобится разборка блока питания.
Основное, что можно использоваться из него — это вентилятор, сам корпус и часть запчастей. Но все зависит от того, в каких режимах работает охлаждение. Вентилятор нужно обязательно проверить на работоспособность, протестировать в нескольких режимах. Желательно установить еще один такой же или более мощный, чтобы сварочный аппарат не перегревался. Для контроля за температурой инвертора нужно установить термопару.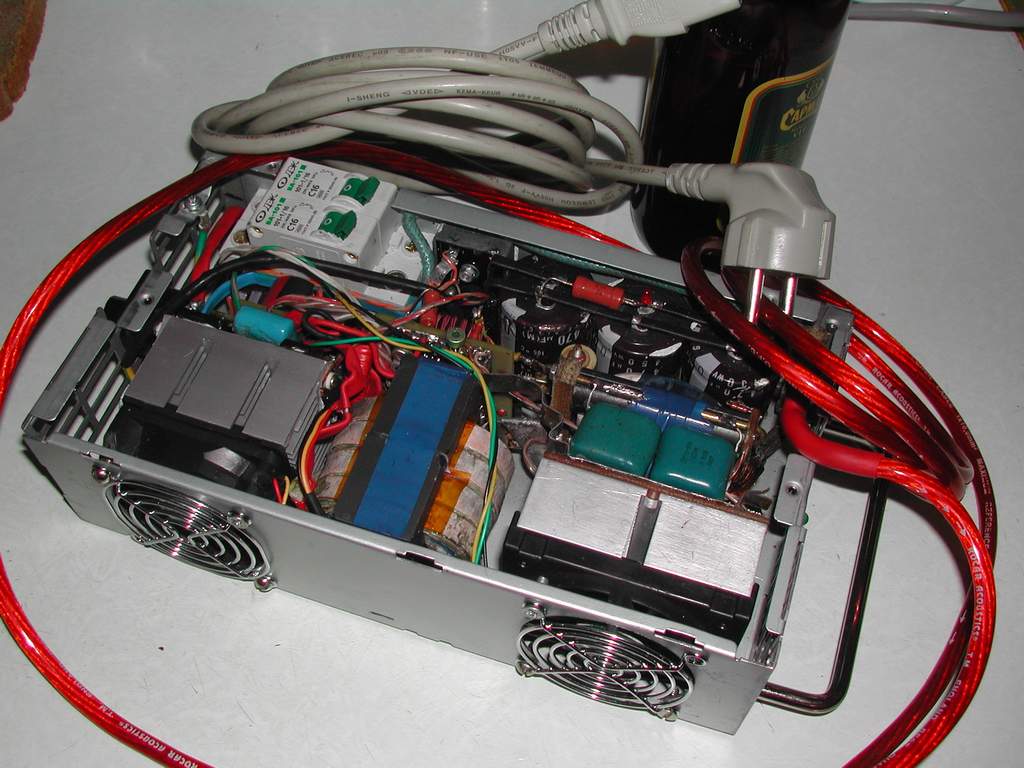
Но сначала нужно позаботиться о ручке, которая позволит сделать сварочный аппарат из компьютерного блока питания удобным для использования. Для этого нужно вынуть все запчасти из блока питания и на верхнем торце закрепить выбранную по размерам и удобству ручку. Нужно просверлить отверстия в блоке питания и закрепить с помощью шурупов, которые должны быть правильно выбраны по длине (слишком длинные будут задевать внутреннюю схему, что недопустимо).
Сварочный аппарат должен иметь очень хорошее охлаждение, поэтому в корпусе блока питания нужно просверлить несколько дополнительных отверстий.
От качества вентиляции будет зависеть продолжительность работы самодельного инвертора.
Вернуться к оглавлению
Выбор трансформатора для сварочного аппарата
Схема трансформатора для сварочного аппарата.Для схемы, которая позволит выполнить сварочный аппарат из компьютерного блока питания, понадобятся 3 трансформатора. Их можно приобрести, ориентируясь на названия — Е20, Кх20х10х5 и ETD 59.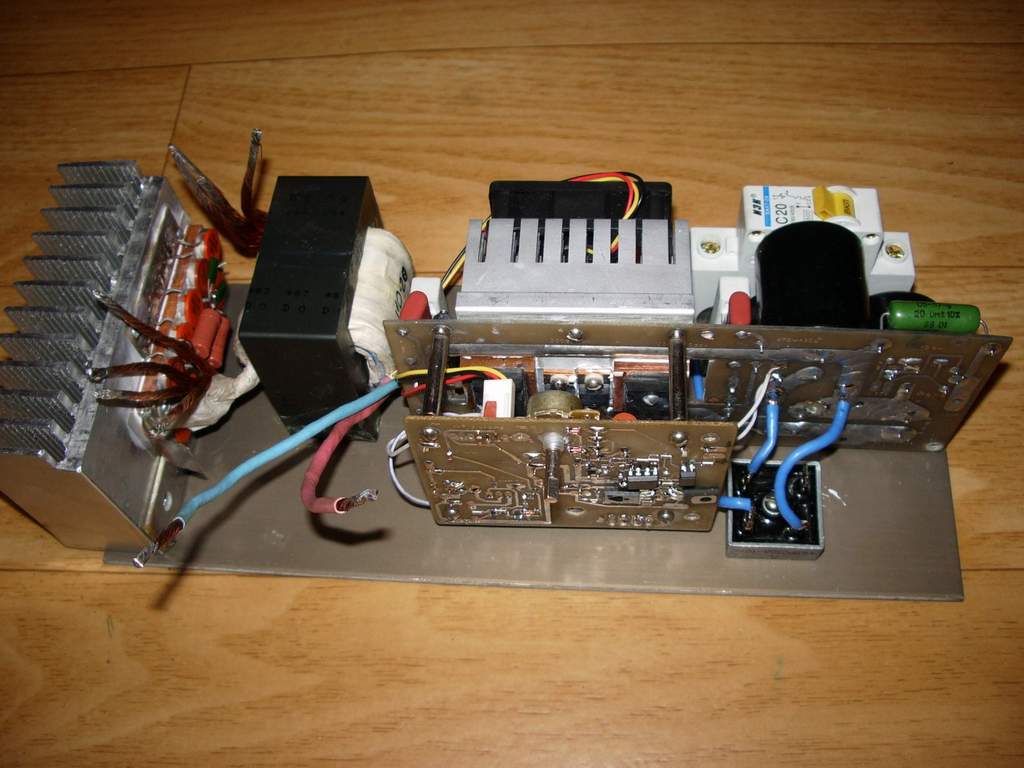 Но проще их будет намотать самостоятельно, ориентируясь на количество витков и другую информацию, которая указана в схеме. Необходим также трансформатор тока К17х6х5.
Но проще их будет намотать самостоятельно, ориентируясь на количество витков и другую информацию, которая указана в схеме. Необходим также трансформатор тока К17х6х5.
По поводу изготовления трансформаторов — нужен только эмаль-провод, причем новый ф1,5 или ф2. Без намотки на гетинаксовые катушки с обжимом деревянными колодками и пропиткой эпоксидной смолой никак не обойтись.
Чтобы собрать аппарат из компьютерного блока питания, можно использовать трансформатор от микроволновой печи. Так как на вторичной обмотке напряжение порядка 2 кВ, то нужно уменьшить количество витков. Для этого нужно произвести дополнительный расчет, который можно сделать с помощью специального онлайн-калькулятора электрика или же найти книгу по электротехнике с соответствующим разделом. Но ради такой экономии придется вносить изменения в существующую схему.
Вернуться к оглавлению
Рекомендации по установке других частей схемы
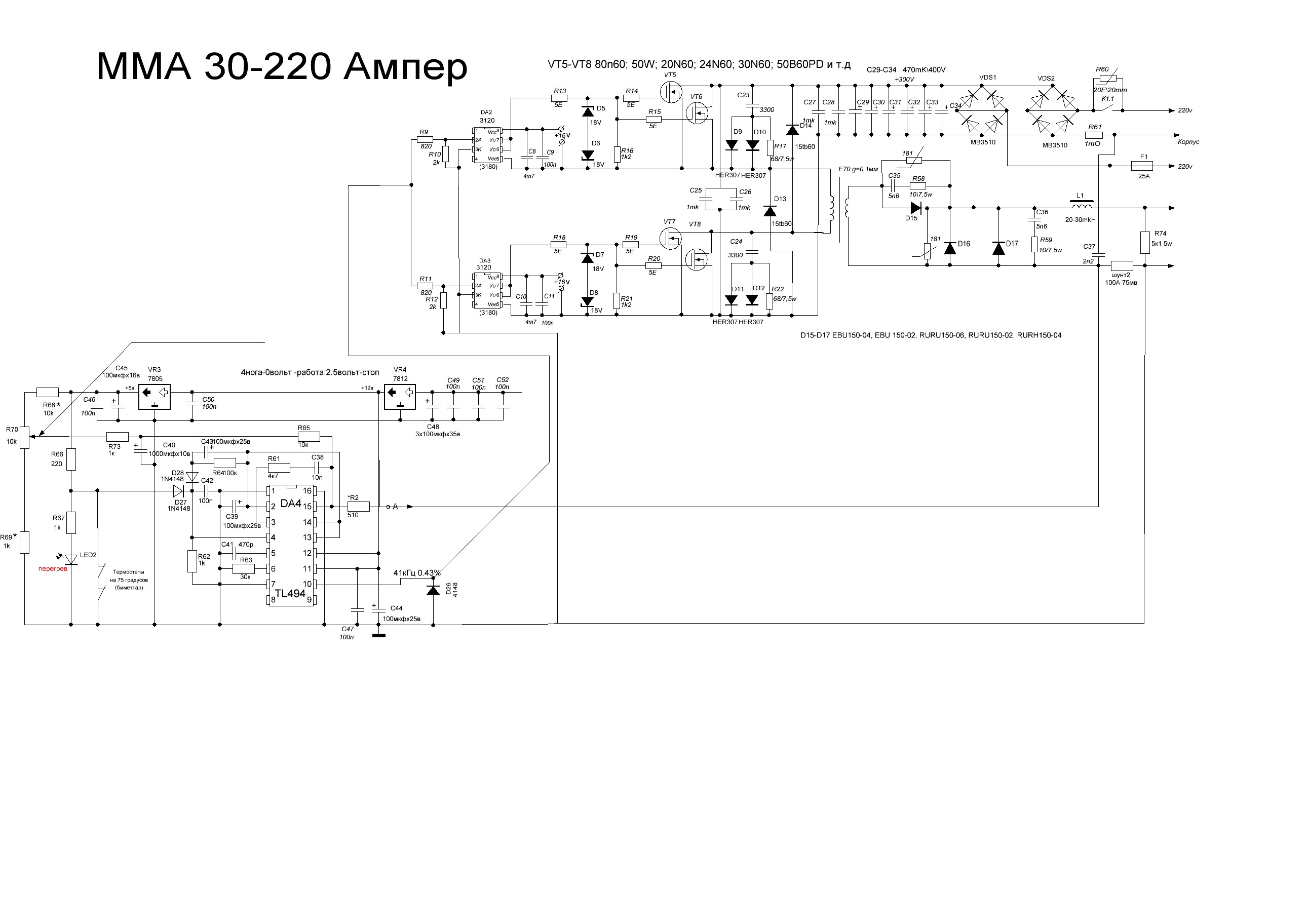
Схема подключения серии P С токовым трансформатором.В связи с тем, что эта схема уже неоднократно использовалась для сборки сварочника, ставшего заменой инвертору, есть некоторые замечания к ней. Рекомендуется замена диодов 15тб60 на 25тв60, а 150ebu02 диоды лучше всего ставить по 2.
Рекомендуется замена диодов 15тб60 на 25тв60, а 150ebu02 диоды лучше всего ставить по 2.
Чтобы сэкономить на радиаторе, можно взять PIV и распилить его на 3 части. Обязательно использование конвертера — однотактного прямоходового квазимостового. Или проще — «косого моста», без которого нельзя собрать ни один инвертор. На этой запчасти лучше не экономить и приобрести хорошего качества, а не б/у.
Ключи для транзисторов irg4pc50ud и irg4bac50w, а также печатные платы генератора и процессора необходимо предварительно скачать в интернете, чтобы легко воссоздать схему.
При работе нужно обязательно пользоваться мультиметром и тестером, чтобы схема могла быть собрана быстро и без ошибок. Нельзя сразу же после сборки без предварительного тестирования подключать к сети, чтобы не пожечь основные составляющие.
https://moyakovka.ru/youtu.be/DdKhWxEGy_U
{reklama2}
На радиаторы установка транзисторов и выходных диодов должна осуществляться без дополнительных прокладок. Выставлять защиту от перегрева нужно на температуре 70°С, что осуществляется за счет термопары.
Выставлять защиту от перегрева нужно на температуре 70°С, что осуществляется за счет термопары.
Вернуться к оглавлению
Установка спаянной микросхемы в корпус
После того как были изготовлены все необходимые части и смонтированы в единое целое, нужно поместить их в корпус и сделать правильную разводку. Тумблер включения/выключения блока питания используется в качестве выключателя будущего аппарата. На передней панели нужно предусмотреть регулятор силы тока и контактодержатели для подключения сварочных проводов. Корпус нужно тщательно и прочно закрепить. В итоге должно получиться изделие примерно такого внешнего вида.
Такое изготовление сварочного аппарата позволит значительно сэкономить, но потребует больших затрат сил. Зато после удачной сборки первого инвертора можно будет вносить изменения в схему, изобретать собственные модели (более мощные или более легкие) и делать такие устройства на заказ знакомым. А это может стать отличным видом дополнительного заработка.
Как сделать сварочный инвертор из компьютерного блока питания своими руками?
Сварочный инвертор из компьютерного блока питания своими руками становится все более популярным как среди профессионалов, так и среди сварщиков-любителей. Преимущества таких аппаратов в том, что они удобные и легкие.
Устройство сварочного инвертора.
Применение инверторного источника питания позволяет качественно улучшить характеристики сварочной дуги, уменьшить размер силового трансформатора и тем самым облегчить вес прибора, дает возможность сделать более плавными регулировки и уменьшить разбрызгивание при сварке. Минусом сварочного аппарата инверторного типа является существенно большая цена, чем у трансформаторного аналога.
Чтобы не переплачивать в магазинах большие суммы денег за сварку, можно изготовить сварочный инвертор своими руками. Для этого необходим рабочий компьютерный блок питания, несколько электроизмерительных приборов, инструменты, базовые знания и практические навыки в электротехнических работах. Также нелишним будет обзавестись соответствующей литературой.
Если нет уверенности в своих силах, то стоит обратиться за готовым сварочным аппаратом в магазин, иначе при малейшей ошибке в процессе сборки есть риск получить электроудар или спалить всю электропроводку. Но если есть опыт собирать схемы, перематывать трансформаторы и создавать электроприборы своими руками, можно смело приступать к выполнению сборки.
Принцип работы инверторной сварки
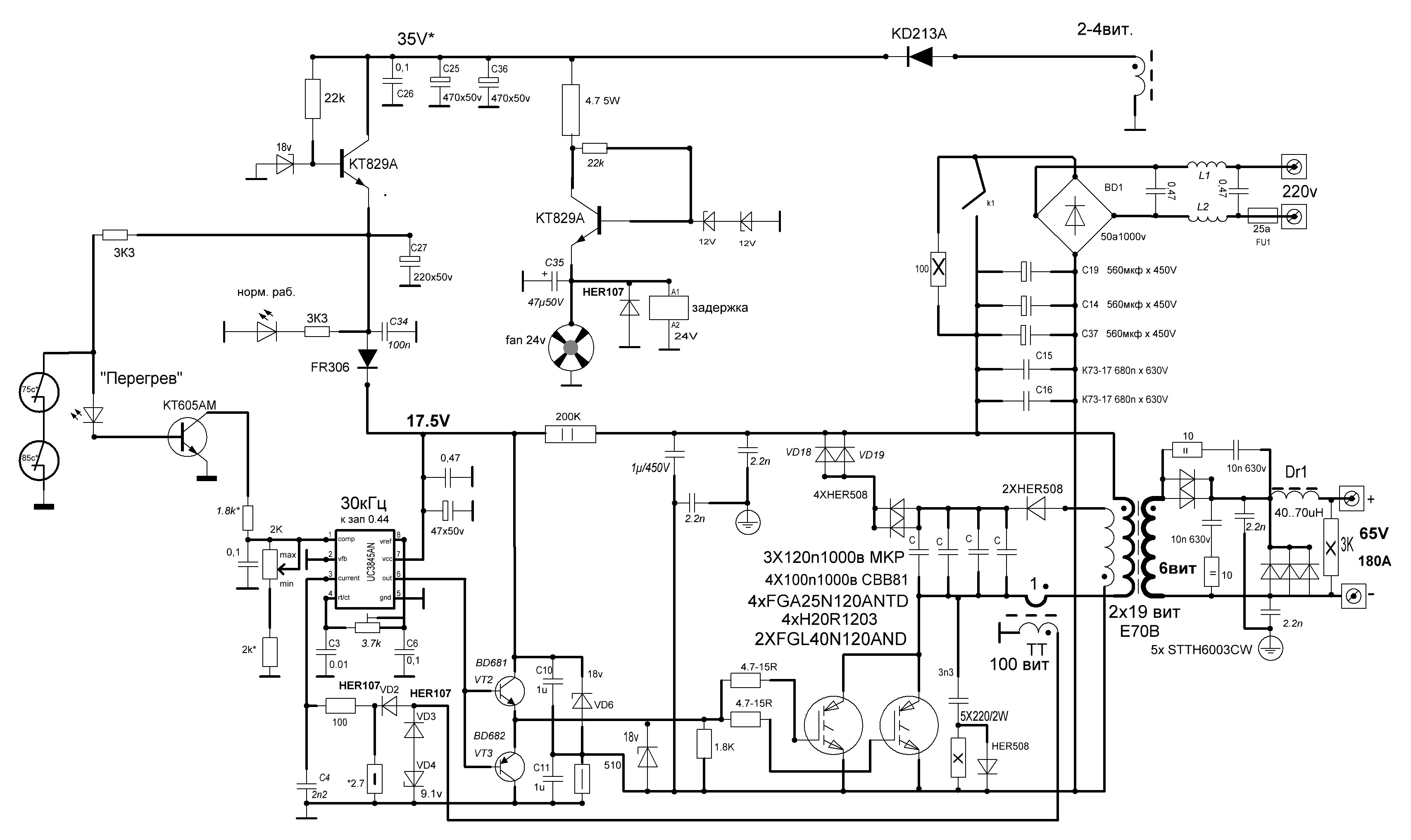
Принципиальная схема инвертора.
Сварочный инвертор состоит из понижающего напряжение сети силового трансформатора, дросселей-стабилизаторов, уменьшающих пульсацию тока, и блока электросхем. Для схем можно применять транзисторы MOSFET или IGBT.
Принцип действия инвертора заключается в следующем: переменный ток от сети направляется на выпрямитель, после чего в силовом модуле происходит преобразование постоянного тока в переменный с повышением частоты. Далее ток поступает на высокочастотный трансформатор, а на выходе из него получается ток сварочной дуги.
Вернуться к оглавлению
Инструменты, необходимые для изготовления инвертора
Чтобы собрать сварочный инвертор из блока питания своими руками, понадобятся следующие инструменты:
Схема обратной связи по напряжению TL494 в компьютерном блоке питания.
- паяльник;
- отвертки с разными наконечниками;
- плоскогубцы;
- кусачки;
- дрель или шуруповерт;
- крокодилы;
- провода необходимого сечения;
- тестер;
- мультиметр;
- расходные материалы (провода, припой для пайки, изолента, шурупы и другие).
Чтобы создать сварочный аппарат из компьютерного блока питания, необходимы материалы для создания печатной платы, гетинакс, запасные элементы.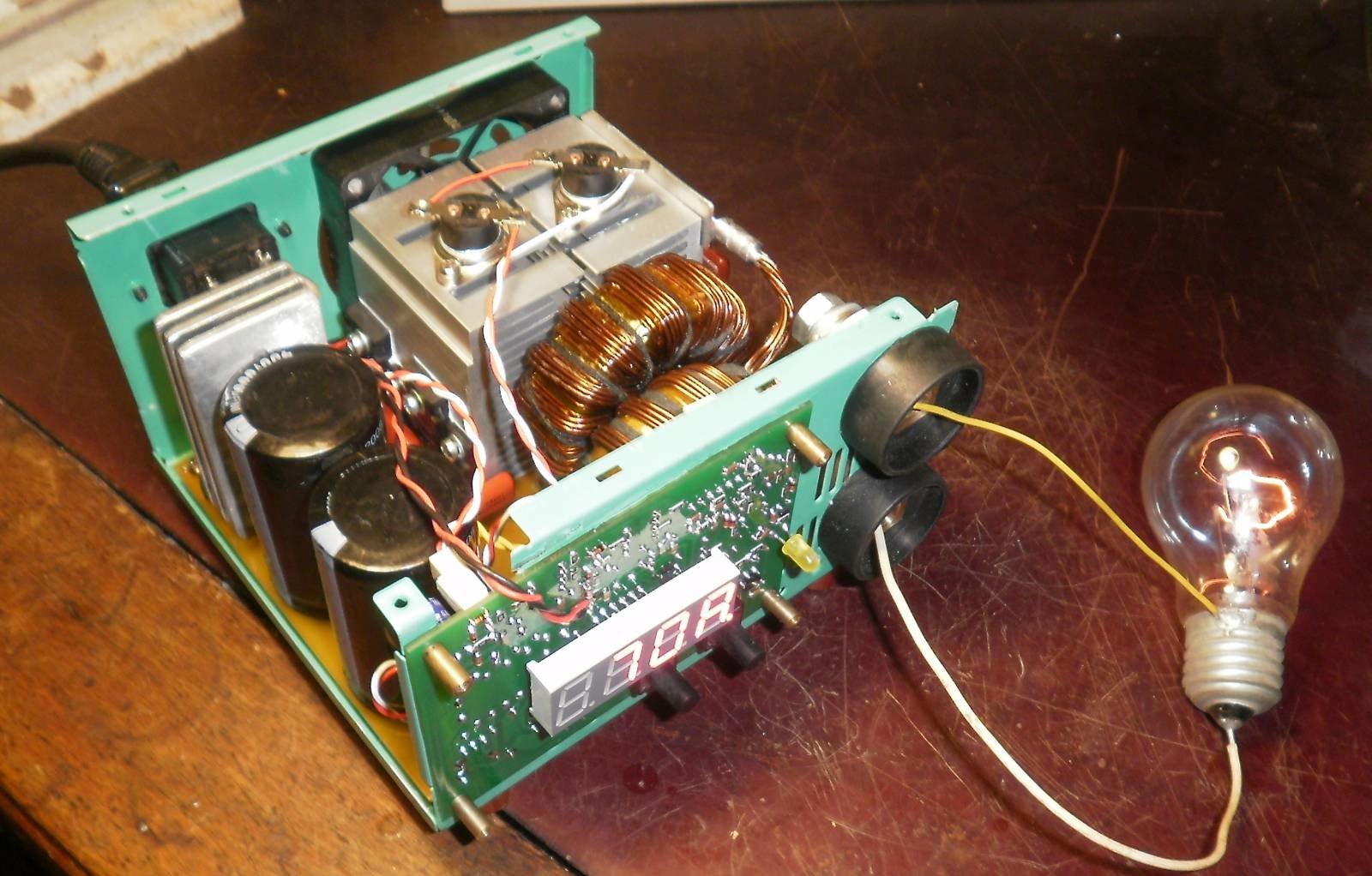 Чтобы уменьшить количество работы, стоит обратиться в магазин за готовыми держателями для электродов. Однако можно сделать их и самостоятельно, припаяв крокодилы к проводам необходимого диаметра. При этой работе важно соблюдать полярность.
Чтобы уменьшить количество работы, стоит обратиться в магазин за готовыми держателями для электродов. Однако можно сделать их и самостоятельно, припаяв крокодилы к проводам необходимого диаметра. При этой работе важно соблюдать полярность.
Вернуться к оглавлению
Порядок сборки сварочного аппарата
В первую очередь, чтобы создать сварочный аппарат из компьютерного блока питания, необходимо достать источник питания из корпуса компьютера и выполнить его разборку. Основные элементы, которые можно из него использовать, это несколько запчастей, вентилятор и стандартные пластины корпуса. Тут важно учесть режим работы охлаждения. От этого зависит, какие элементы для обеспечения необходимой вентиляции нужно добавить.
Схема трансформатора с первичной и вторичной обмоткой.
Работу стандартного вентилятора, который будет охлаждать будущий сварочный аппарат из компьютерного блока, необходимо протестировать в нескольких режимах. Такая проверка позволит убедиться в работоспособности элемента. Чтобы сварочный аппарат в ходе работы не перегревался, можно поставить дополнительный, более мощный источник охлаждения.
Чтобы сварочный аппарат в ходе работы не перегревался, можно поставить дополнительный, более мощный источник охлаждения.
Для контроля необходимой температуры следует установить термопару. Оптимальная температура для работы сварочного аппарата не должна превышать 72-75°С.
Но в первую очередь следует установить на сварочный аппарат из компьютерного блока питания необходимого размера ручку для переноски и удобства работы. Ручка устанавливается на верхней панели блока при помощи шурупов.
Важно выбрать шурупы оптимальные по длине, иначе слишком большие могут задеть внутреннюю схему, что недопустимо. На этом этапе работы следует побеспокоиться о хорошей вентиляции аппарата. Размещение элементов внутри блока питания весьма плотное, потому в нем следует заранее устроить большое число сквозных отверстий. Выполняются они дрелью или шуруповертом.
Далее, чтобы создать схему инвертора, можно использовать несколько трансформаторов. Обычно выбирают 3 трансформатора типа ETD59, E20 и Kх20х10х5. Найти их можно практически в любом магазине радиоэлектроники. А если есть уже опыт создания трансформаторов самим, то проще выполнить их своими руками, ориентируясь на количество витков и рабочие характеристики трансформаторов. Найти подобную информацию в интернете не составит никакого труда. Может понадобиться трансформатор тока K17х6х5.
Найти их можно практически в любом магазине радиоэлектроники. А если есть уже опыт создания трансформаторов самим, то проще выполнить их своими руками, ориентируясь на количество витков и рабочие характеристики трансформаторов. Найти подобную информацию в интернете не составит никакого труда. Может понадобиться трансформатор тока K17х6х5.
Способы подключения сварочного инвертора.
Выполнять самодельные трансформаторы лучше всего из гетинаксовых катушек, обмоткой послужит эмаль-провод, сечением 1.5 или 2 мм. Можно использовать медную жесть 0.3х40 мм, предварительно обернув ее прочной бумагой. Подойдет термобумага от кассового аппарата (0.05 мм), она прочна и не так рвется. Обжимку следует делать из деревянных колодок, после чего всю конструкцию нужно залить «эпоксидкой» или покрыть лаком.
Создавая сварочный аппарат из компьютерного блока, можно использовать трансформатор из микроволновой печи или старых мониторов, не забывая изменять количество витков обмотки. При этой работе нелишним будет пользоваться электротехнической литературой.
В качестве радиатора можно использовать PIV, предварительно распиленный на 3 части, или другие радиаторы от старых компьютеров. Приобрести их можно в специализированных магазинах, занимающихся разборкой и модернизацией компьютеров. Такие варианты позволят приятно сэкономить время и силы на поисках подходящего охлаждения.
Чтобы создать аппарат из компьютерного блока питания, обязательно следует использовать однотактный прямоходовой квазимистый мост, или «косой мост». Этот элемент является одним из основных в работе сварочного аппарата, поэтому на нем лучше не экономить, а приобрести новый в магазине.
Печатные платы можно скачать в интернете. Это значительно облегчит воссоздание схемы. В процессе создания платы понадобятся конденсаторы, 12-14 штук, 0.15 мк, 630 вольт. Они необходимы для блокировки резонансных выбросов тока от трансформатора. Также, чтобы изготовить такой аппарат из компьютерного блока питания, понадобятся конденсаторы С15 или С16 с маркой К78-2 или СВВ-81. Транзисторы и выходные диоды следует устанавливать на радиаторы, не используя дополнительные прокладки.
Транзисторы и выходные диоды следует устанавливать на радиаторы, не используя дополнительные прокладки.
В процессе работы необходимо постоянно использовать тестер и мультиметр во избежание ошибок и для более быстрой сборки схемы.
Электрическая схема сварочного полуавтомата.
После изготовления всех необходимых частей следует разместить их в корпусе с последующей их разводкой. Температуру на термопаре стоит выставить в 70°С: это защитит всю конструкцию от перегрева. После сборки сварочный аппарат из компьютерного блока необходимо предварительно протестировать. Иначе при допущенной в ходе сборки ошибке можно сжечь все основные элементы, а то и получить удар током.
На лицевой стороне следует установить два контактодержателя и несколько регуляторов силы тока. Выключателем аппарата в такой конструкции будет стандартный тумблер компьютерного блока. Корпус готового аппарата после сборки требуется дополнительно укрепить.
Вернуться к оглавлению
Преимущества сварочного аппарата из компьютерного блока питания
Сварочный аппарат, изготовленный своими руками, будет небольшим и легким. Он отлично подойдет для проведения домашней сварки, на нем удобно варить электродами двойкой или тройкой, не испытывая проблем с «мигающим светом» и не опасаясь при этом за электропроводку. Питанием для такого сварочного аппарата может быть любая домашняя розетка, а при работе такой прибор практически не будет искрить.
Он отлично подойдет для проведения домашней сварки, на нем удобно варить электродами двойкой или тройкой, не испытывая проблем с «мигающим светом» и не опасаясь при этом за электропроводку. Питанием для такого сварочного аппарата может быть любая домашняя розетка, а при работе такой прибор практически не будет искрить.
Изготавливая сварочный инвертор своими руками, можно ощутимо сэкономить на приобретении нового аппарата, однако такой подход потребует значительных затрат как сил, так и времени. После сборки готового образца можно пробовать внести свои изменения в сварочный аппарат из компьютерного блока и его схему, сделать облегченные модели большей мощности. А изготавливая подобные устройства для знакомых под заказ, можно обеспечить себе неплохой дополнительный доход.
Делаем сварочный инвертор из компьютерного блока питания
В настоящее время не только профессионалы, но сварщики-любители, работают с инверторной сваркой используя современную аппаратуру. Инвертор используют очень часто, он есть практически у каждого.
Инвертор используют очень часто, он есть практически у каждого.
Варить хочется, но денег на покупку оборудование нет? Сборка собственными руками инвертора поможет с решением этой проблемы.
Как собрать сварочный аппарат с материалов которые есть под руками, мы уже расписывали на этом сайте. Сегодня речь пойдет о сборке сварочного инвертора с блока питания от компьютера. Необходимые схемы предоставлены в статье.
Блок: 1/5 | Кол-во символов: 545
Источник: https://prosvarku.info/apparaty/svarochnyj-inventor-iz-kompyuternogo-bloka-pitaniya
Самодельный аппарат. Зачем он?
Есть ли необходимость сборки своими руками сварочного инвертора из компьютерного блока питания, если любой строительный магазин может предложить цену до 50 долларов, избавить вас от мучений? – этот вопрос ставил сам себе каждый умелец.
Это справедливо. В то же время все не так очевидно, как могло показаться.
Цена в 50 долларов – приключение при покупке инверторных аппаратов. Они не подходят даже для временного применения, не говоря уже о постоянном использовании. Какое решение проблемы, спросите вы.
Стоимость качественных аппаратов начинается от 100 долларов. Тогда об экономии не ведется речь. Для большинства граждан нашей страны эта сумма равна половине зарплаты, если не большей ее части.
По этому некоторые обсуждают сборку самодельных сварочных инверторов из компьютерного блока питания. Себестоимость которых естественно ниже, чем заводских аналогов. Каждый лично может выбрать, какие функции ему нужны и из чего будет собирать.
Если вам не нужен горячий старт или форсаж дуги, нет смысла платить больше.
Качество составляющих – это второй фактор для обращения внимания. Заводы в большинстве своем, собирают варианты далеко не из качественных запчастей, которые в свою очередь при сервисном ремонте стоят дороже.
На чем можно сэкономить, с каких частей собирать оборудование вы выбираете сами.
Также важно мнение сварщиков об аппарате. Не всем нравятся современные технологии. Некоторые считают их слишком «навороченными» и сложными. Переплата за бренд, дополнительные функции их не интересует.
Нужно только функциональное оборудование для использования в быту. Тогда, целесообразно сварочный инвертор из компьютерного блока питания сделать самому. Можно собрать не только дешевый и простой инвертор, но такой, что заводские аппараты позавидуют вашему.
Все что нужно только вам, никаких лишних запчастей.
Блок: 2/5 | Кол-во символов: 1850
Источник: https://prosvarku.info/apparaty/svarochnyj-inventor-iz-kompyuternogo-bloka-pitaniya
Основные инструменты для монтажа
Классификация сварочных трансформаторов.
Если же опыт и знания в сфере электротехники есть, то можно изучить несколько вариантов, как сделать сварочный аппарат из компьютерного блока. Основные инструменты, которые будут необходимы для всех видов сборки:
Основные инструменты, которые будут необходимы для всех видов сборки:
- паяльник или паяльная станция;
- тестер;
- мультиметр;
- изоляционная лента электротехническая;
- припой;
- отвертки с различными наконечниками;
- плоскогубцы;
- шурупы;
- шуруповерт или дрель;
- крокодилы;
- провода необходимого сечения.
Для воссоздания схемы сварочного аппарата потребуются все указанные в схеме запасные части, гетинакс и растворы для перенесения печатной платы на заготовку.
Чтобы облегчить себе работу, можно приобрести держатель для электродов и кабели для сварки в магазине. Можно выполнить и самостоятельно, выбрав провода соответствующего сечения и припаяв к ним крокодилы, не забывая соблюдать полярность.
Схема сварочного инвертора.
Если в наличии есть нерабочий компьютерный системный блок, то из него нужно достать основной элемент питания и подготовить его к демонтажу. Иногда для создания мощного сварочного аппарата используют даже сам системный блок, установив на него колеса внизу и увеличив количество вентиляционных отверстий. Плюс компьютерных корпусов в том, что они легкие, легко охлаждаются и уже имеют вентиляцию.
Плюс компьютерных корпусов в том, что они легкие, легко охлаждаются и уже имеют вентиляцию.
Для сварочного аппарата понадобится разборка блока питания.
Основное, что можно использоваться из него — это вентилятор, сам корпус и часть запчастей. Но все зависит от того, в каких режимах работает охлаждение. Вентилятор нужно обязательно проверить на работоспособность, протестировать в нескольких режимах. Желательно установить еще один такой же или более мощный, чтобы сварочный аппарат не перегревался. Для контроля за температурой инвертора нужно установить термопару.
Но сначала нужно позаботиться о ручке, которая позволит сделать сварочный аппарат из компьютерного блока питания удобным для использования. Для этого нужно вынуть все запчасти из блока питания и на верхнем торце закрепить выбранную по размерам и удобству ручку. Нужно просверлить отверстия в блоке питания и закрепить с помощью шурупов, которые должны быть правильно выбраны по длине (слишком длинные будут задевать внутреннюю схему, что недопустимо).
Сварочный аппарат должен иметь очень хорошее охлаждение, поэтому в корпусе блока питания нужно просверлить несколько дополнительных отверстий.
От качества вентиляции будет зависеть продолжительность работы самодельного инвертора.
Блок: 2/5 | Кол-во символов: 2484
Источник: https://moyakovka.ru/instrumenty/svarochnyi-apparat-iz-kompyuternogo-bloka-pitaniya.html
Или все же купить в магазине?
Самодельный инвертор
Естественно, можно привести факты, почему собирать сварочный инвертор своими руками из чего попало не стоит. Необходимо не только запастись терпением и свободным временем.
Очень важно иметь знания электротехники, понимать, различать принципы действий электроприборов, разбираться в схемах. Всегда можно изучить данные вопросы, если вам не хватает знаний.
Достаточно выделить несколько недель для чтения специфической литературы. В интернете много видеороликов, которые помогут вам быстрее закончить с обучением, представят простые, наглядные примеры и помогут собрать действительно качественный сварочной инвертор из компьютерного блока питания.
Блок: 3/5 | Кол-во символов: 697
Источник: https://prosvarku.info/apparaty/svarochnyj-inventor-iz-kompyuternogo-bloka-pitaniya
Выбор трансформатора для сварочного аппарата
Схема трансформатора для сварочного аппарата.
Для схемы, которая позволит выполнить сварочный аппарат из компьютерного блока питания, понадобятся 3 трансформатора. Их можно приобрести, ориентируясь на названия — Е20, Кх20х10х5 и ETD 59. Но проще их будет намотать самостоятельно, ориентируясь на количество витков и другую информацию, которая указана в схеме. Необходим также трансформатор тока К17х6х5.
По поводу изготовления трансформаторов — нужен только эмаль-провод, причем новый ф1,5 или ф2. Без намотки на гетинаксовые катушки с обжимом деревянными колодками и пропиткой эпоксидной смолой никак не обойтись.
Чтобы собрать аппарат из компьютерного блока питания, можно использовать трансформатор от микроволновой печи. Так как на вторичной обмотке напряжение порядка 2 кВ, то нужно уменьшить количество витков. Для этого нужно произвести дополнительный расчет, который можно сделать с помощью специального онлайн-калькулятора электрика или же найти книгу по электротехнике с соответствующим разделом. Но ради такой экономии придется вносить изменения в существующую схему.
Для этого нужно произвести дополнительный расчет, который можно сделать с помощью специального онлайн-калькулятора электрика или же найти книгу по электротехнике с соответствующим разделом. Но ради такой экономии придется вносить изменения в существующую схему.
Блок: 3/5 | Кол-во символов: 1126
Источник: https://moyakovka.ru/instrumenty/svarochnyi-apparat-iz-kompyuternogo-bloka-pitaniya.html
Блок питания инвертора
Плату, где располагается блок питания инвертора, собирают отдельно от силового элемента аппарата. Кроме этого, их требуется разделить между собой листом металла, который закреплен к корпусу жестко.
Основным элементом блока питания является трансформатор, который можно изготовить самостоятельно. С его помощью напряжение, которое поступает из сети, будет преобразовываться до величины безопасной для жизни, а затем повышать силу тока для выполнения сварки.
Материалом для сердечника может быть железо размеров 7х7 или 8х8. При этом можно брать как стандартные пластины или отрезать требуемый кусок металла от имеющегося листа. Обмотка выполняется медным проводом марки ПЭВ, так как именно этот материал максимально обеспечивает требуемые характеристики (малое сечение при достаточной ширине).
Обмотка выполняется медным проводом марки ПЭВ, так как именно этот материал максимально обеспечивает требуемые характеристики (малое сечение при достаточной ширине).
Использование другого материала в качестве обмотки может существенно повлиять на характеристики трансформатора, например, увеличить нагрев данной детали.
Сборку трансформатора, состоящего из 2-х обмоток, начинают создания первичной обмотки. Для этого проволоку сечением 0,3 мм обматывают 100 раз на сердечник. При этом важно чтобы обмотка занимала всю ширину сердечника. Эта особенность позволит улучшить работу инвертора при перепадах сетевого напряжения в процессе дальнейшей работы.
При этом каждый виток должен плотно прилегать к предыдущему, при этом нахлеста лучше избегать. После того как все 100 витков выполнены, необходимо уложить слой специальной изолирующей бумаги или ткани из стекловолокон. Следует учесть, что бумага будет темнеть в процессе эксплуатации.
Далее выполняют вторичную обмотку. Для этого необходимо взять медный провод сечением 1 мм и сделать 15 оборотов, стараясь распределить их по всей ширине, на равном расстоянии друг от друга. После покрытия их лаком и просушки, наматывают 2 слой медным проводом сечением 0,2 мм, делая также 15 оборотов.
После покрытия их лаком и просушки, наматывают 2 слой медным проводом сечением 0,2 мм, делая также 15 оборотов.
Их тоже необходимо распределить, как и в предыдущем случае и изолировать. Последним слоем для вторичной обмотки будет ПЭВ сечением 0,35 мм, витков при этом будет 20. Последний слой также необходимо изолировать.
Блок питания инверторного сварочного аппарата
Блок: 3/10 | Кол-во символов: 2136
Источник: https://housetronic.ru/electro/invertor-svarochnyj.html
Корпус
Далее приступают к изготовлению корпуса. Его размер должен быть соизмерим с габаритами трансформатора и плюс 70% на размещение остальных деталей инвертора. Сам корпус может быть выполнен из листовой стали толщиной 0,5-1 мм.
Для соединения углов можно использовать болты или при помощи специальных гибочных станков изогнуть лист до нужных размеров. Если на корпусе расположить ручку для крепления инвертора на ремне или для простоты переноса, то это в значительной степени облегчит эксплуатацию прибора в дальнейшем.
Кроме этого, конструкция корпуса должна предусматривать достаточно простой доступ ко всем деталям, расположенным внутри него. На нем необходимо проделать несколько технологических отверстий для переключателей, кнопки питания, световой сигнализации о работоспособности, а также кабельные разъемы.
Схема генератора сварочного инвертора
Блок: 4/10 | Кол-во символов: 853
Источник: https://housetronic.ru/electro/invertor-svarochnyj.html
Рекомендации по установке других частей схемы
Схема подключения серии P С токовым трансформатором.
В связи с тем, что эта схема уже неоднократно использовалась для сборки сварочника, ставшего заменой инвертору, есть некоторые замечания к ней. Рекомендуется замена диодов 15тб60 на 25тв60, а 150ebu02 диоды лучше всего ставить по 2.
Чтобы сэкономить на радиаторе, можно взять PIV и распилить его на 3 части. Обязательно использование конвертера — однотактного прямоходового квазимостового. Или проще — «косого моста», без которого нельзя собрать ни один инвертор. На этой запчасти лучше не экономить и приобрести хорошего качества, а не б/у.
На этой запчасти лучше не экономить и приобрести хорошего качества, а не б/у.
Ключи для транзисторов irg4pc50ud и irg4bac50w, а также печатные платы генератора и процессора необходимо предварительно скачать в интернете, чтобы легко воссоздать схему.
При работе нужно обязательно пользоваться мультиметром и тестером, чтобы схема могла быть собрана быстро и без ошибок. Нельзя сразу же после сборки без предварительного тестирования подключать к сети, чтобы не пожечь основные составляющие.
На радиаторы установка транзисторов и выходных диодов должна осуществляться без дополнительных прокладок. Выставлять защиту от перегрева нужно на температуре 70°С, что осуществляется за счет термопары.
Блок: 4/5 | Кол-во символов: 1261
Источник: https://moyakovka.ru/instrumenty/svarochnyi-apparat-iz-kompyuternogo-bloka-pitaniya.html
Заключение
Собрать инверторный аппарат своими руками из блока питания компьютера можно при использовании дополнительных компонентов, которые можно найти в продаже или использовать бывшие в употреблении детали.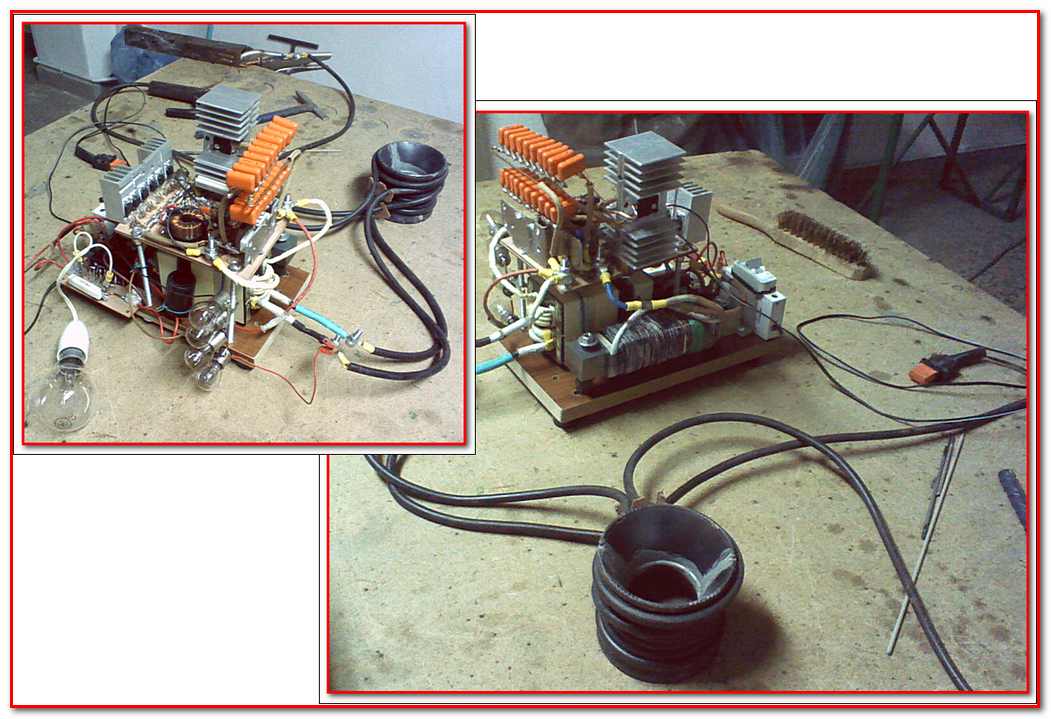 При этом нужно убедиться в их работоспособности и в соответствии с номинальным значениям. Опытным людям задача вполне по силам, а при возникновении затруднений лучше обратиться за советом к профессионалам.
При этом нужно убедиться в их работоспособности и в соответствии с номинальным значениям. Опытным людям задача вполне по силам, а при возникновении затруднений лучше обратиться за советом к профессионалам.
Блок: 4/4 | Кол-во символов: 417
Источник: https://electrod.biz/apparat/svarochnyiy-invertor-iz-bloka-pitaniya.html
Силовая часть и инверторный блок
Силовым блоком для инвертора служит трансформатор, особенностью которого является наличие 2 сердечников, которые располагают рядом с маленьким зазором, прокладывая лист бумаги. Этот трансформатор собирается аналогично предыдущему. Важной деталью является то, что изоляционный слой между витками провода необходимо усилить, что позволит не допустить пробоя напряжения. Кроме этого, между слоями проводов укладывают прокладки, выполненные из фторопласта.
К силовой части можно отнести конденсаторы, которые соединены согласно схеме. Они предназначены для уменьшения резонанса трансформаторов, а также призваны минимизировать и компенсировать потери тока в транзисторах.
Они предназначены для уменьшения резонанса трансформаторов, а также призваны минимизировать и компенсировать потери тока в транзисторах.
Инверторный блок аппарата служит для преобразования тока, у которого на выходе повышается частота. Для этого в инвертор используют транзисторы или диоды. Если решено использовать диоды в этом блоке, то их необходимо собрать в косой мост по специальной схеме. Выводы из него идут к транзисторам, которые предназначены для возврата переменного тока с большей частотой. Диодный мост и транзисторы должны быть разделены перегородкой.
Фото блока питания самодельного сварочного инвертора
Блок: 5/10 | Кол-во символов: 1179
Источник: https://housetronic.ru/electro/invertor-svarochnyj.html
Установка спаянной микросхемы в корпус
После того как были изготовлены все необходимые части и смонтированы в единое целое, нужно поместить их в корпус и сделать правильную разводку. Тумблер включения/выключения блока питания используется в качестве выключателя будущего аппарата. На передней панели нужно предусмотреть регулятор силы тока и контактодержатели для подключения сварочных проводов. Корпус нужно тщательно и прочно закрепить. В итоге должно получиться изделие примерно такого внешнего вида.
На передней панели нужно предусмотреть регулятор силы тока и контактодержатели для подключения сварочных проводов. Корпус нужно тщательно и прочно закрепить. В итоге должно получиться изделие примерно такого внешнего вида.
Такое изготовление сварочного аппарата позволит значительно сэкономить, но потребует больших затрат сил. Зато после удачной сборки первого инвертора можно будет вносить изменения в схему, изобретать собственные модели (более мощные или более легкие) и делать такие устройства на заказ знакомым. А это может стать отличным видом дополнительного заработка.
Блок: 5/5 | Кол-во символов: 859
Источник: https://moyakovka.ru/instrumenty/svarochnyi-apparat-iz-kompyuternogo-bloka-pitaniya.html
Система охлаждения
Так как все элементы агрегата подвержены нагреву, то необходимо организовать систему охлаждения, которая обеспечит бесперебойную надежную работу. Для этого можно использовать кулеры от компьютеров, а также выполнить несколько дополнительных отверстий в корпусе для легкого доступа воздуха внутрь аппарата. Однако таких отверстий не должно быть слишком много, чтобы избежать попадания лишней пыли в корпус.
Однако таких отверстий не должно быть слишком много, чтобы избежать попадания лишней пыли в корпус.
Кулеры должны располагаться таким образом, чтобы они могли работать на вывод воздуха из корпуса аппарата. Элементы охлаждения нуждаются в профилактике, например, замене термопасты, поэтому доступ к ним должен быть простой.
Есть несколько деталей в инверторе, которые требуют обязательного охлаждения. Это трансформаторы. Для их охлаждения разумно монтировать 2 вентилятора. Кроме этого, в дополнительном охлаждении нуждается диодный мост. Он устанавливается на радиаторе.
Установка такого элемента, как термодатчик, и дальнейшее его соединение со светодиодом на корпусе, позволит подавать сигнал при достижении недопустимой температуры и отключать инвертор от питания для охлаждения.
Трансформаторный сварочный аппарат своими руками
Блок: 6/10 | Кол-во символов: 1152
Источник: https://housetronic.ru/electro/invertor-svarochnyj.html
Проверка работы
Чтобы проверить аппарат необходимо использовать для этого осциллограф. Инвертор подключают к сети в 220 В, а затем по прибору проверяются, насколько выходные параметры соответствуют требуемым. Например, напряжение должно быть в пределах 500-550 В. При абсолютно правильной сборке и правильно подобранных деталях, это значение не должно переходить порог в 350 В.
Инвертор подключают к сети в 220 В, а затем по прибору проверяются, насколько выходные параметры соответствуют требуемым. Например, напряжение должно быть в пределах 500-550 В. При абсолютно правильной сборке и правильно подобранных деталях, это значение не должно переходить порог в 350 В.
После таких замеров и приемлемых показателей осциллографа, можно приступать к выполнению сварочного шва. После того, как первый электрод полностью выгорит, необходимо провести замеры температуры на трансформаторе. Если он кипит, то схема нуждается в доработке, аппарат необходимо отключить и внести изменения. Только после того, как приняты меры по устранению данного недочета, можно повторно выполнить запуск с таким же замером температуры после окончания работы.
Пример компоновки передней панели инвертора
Блок: 8/10 | Кол-во символов: 884
Источник: https://housetronic.ru/electro/invertor-svarochnyj.html
Правила эксплуатации
Сварочный инвертор можно применять как для сваривания деталей выполненных из черного металла, так и вести работы с цветным. Он полезен как в частном доме, на даче, так и в гараже.
Он полезен как в частном доме, на даче, так и в гараже.
При его эксплуатации необходимо следить за качеством напряжения и частоты в сети.
Для продолжительного использования данного агрегата необходимо периодически проверять работоспособность отдельных его чистке, выполнять профилактические мероприятия по очистке его от пыли и грязи.
Блок: 9/10 | Кол-во символов: 476
Источник: https://housetronic.ru/electro/invertor-svarochnyj.html
Блиц-советы
При самостоятельном изготовлении инвертора необходимо:
- иметь схемы всех элементов аппарата;
- правильно подбирать комплектующие;
- выдерживать все необходимые зазоры и тщательно изолировать элементы;
- соблюдать правила техники безопасности.
Блок: 10/10 | Кол-во символов: 242
Источник: https://housetronic.ru/electro/invertor-svarochnyj. html
html
Количество использованных доноров: 4
Информация по каждому донору:
- https://prosvarku.info/apparaty/svarochnyj-inventor-iz-kompyuternogo-bloka-pitaniya: использовано 3 блоков из 5, кол-во символов 3092 (16%)
- https://housetronic.ru/electro/invertor-svarochnyj.html: использовано 8 блоков из 10, кол-во символов 8541 (45%)
- https://electrod.biz/apparat/svarochnyiy-invertor-iz-bloka-pitaniya.html: использовано 2 блоков из 4, кол-во символов 1823 (10%)
- https://moyakovka.ru/instrumenty/svarochnyi-apparat-iz-kompyuternogo-bloka-pitaniya.html: использовано 4 блоков из 5, кол-во символов 5730 (30%)
Сварочный инвертор из компьютерного блока питания своими руками
Время чтения: 6 минут
Инверторная сварка с применением современного аппарата – обычное дело как для профессионалов, так и для сварщиков-любителей. Инвертор есть у каждого второго дачника, и активно им используется. Но что делать, если нет средств на покупку полноценного аппарата, а варить хочется? В таких ситуациях спасает самостоятельная сборка аппарата.
Но что делать, если нет средств на покупку полноценного аппарата, а варить хочется? В таких ситуациях спасает самостоятельная сборка аппарата.
На нашем сайте мы уже рассказывали, как можно собрать сварочный аппарат своими руками из подручных материалов. Сегодня мы расскажем, как сделать сварочный аппарат из компьютерного БП (блок питания). В статье приведены все необходимые схемы.
Содержание статьи
Зачем собирать самодельный аппарат?
Многие умельцы могут задаться вопросом: «А стоит ли вообще собирать аппарат своими руками из блока питания компьютера, если в магазине можно без проблем купить дешевый инвертор ценой в 50 долларов и не мучиться?». Справедливо. Но не все так очевидно, как кажется на первый взгляд.
Покупной инверторный сварочный агрегат ценой в 50$ — это то еще приключение. Эти аппараты не подходят даже для нерегулярного применения, что уж говорить о постоянной сварке. Скажем, на протяжении всего дачного сезона (а это период с апреля по ноябрь!). Как решить эту проблему? Купить аппарат хотя бы за 100 долларов. Но в таком случае об экономии и речь не идет. Для многих соотечественников 100$ — это половина зарплаты, если не больше.
Как решить эту проблему? Купить аппарат хотя бы за 100 долларов. Но в таком случае об экономии и речь не идет. Для многих соотечественников 100$ — это половина зарплаты, если не больше.
Читайте также: Что такое сварочный инвертор с функцией пуско-зарядного устройства?
Именно в подобной ситуации стоит задуматься о сборке самодельного аппарата. Его себестоимость существенно ниже, чем у заводских аппаратов. При этом вы сами выбираете, из чего он будет собран и какими функциями будет обладать. Нет смысла переплачивать за форсаж дуги или горячий старт, если они вам не нужны.
Второй фактор, на который нужно обратить особое внимание — это качество компонентов, из которых собран инвертор. Заводской бюджетный аппарат обычно собирают из не самых качественных запчастей, которые к тому же могут стоит недешево при сервисном ремонте. У самодельного инвертора нет этих проблем. Вы сами выбираете, из чего собирать аппарат и на чем можно сэкономить, а на чем не стоит.

Также учтите, что не всем сварщика в принципе нравятся современные сварочные аппараты. Они кажутся им слишком сложными и «навороченными». Им не нужны дополнительные функции и переплата за бренд. Они хотят получить просто функциональное устройство для дома. В таком случае целесообразнее сделать инвертор самому. Он будет именно таким, как вам нужно. Ничего лишнего. По такой системе можно собрать как простой и дешевый инвертор, так и аппарат покруче заводского.
Может все же купить аппарат в магазине?
Конечно, существует целый ряд причин, почему не стоит собирать сварочный инвертор своими руками из подручных средств. Нужно не просто выделить свободное время и иметь терпение. Важно обладать знаниями в области электротехники, разбираться в схемах и понимать принцип действия электроприборов. Но мы считаем, что даже если у вас нет необходимых знаний, их всегда можно приобрести. Достаточно потратить неделю-другую на изучение специальной литературы. К тому же, сейчас в интернете полно обучающих видеороликов, где все наглядно и просто.
Самодельный инвертор из БП
Технические характеристики
Аппарат, который вы можете собрать по данной в статье инструкции, относится к разряду резонансных. Максимальный сварочный ток – 120 Ампер, минимальный – 5 Ампер. Напряжение – 90В. При сварке электродами диаметром 2 мм аппарат работает без необходимости в перерыве, а при работе со стержнями 3 мм требуются 2 минуты отдыха при 10-ти минутном сварочном цикле. Но учтите, что эти цифры могут меняться в зависимости от температуры и влажности окружающей среды.
Вес аппарата не превышает 2 килограмм, так что вы сможете без трудностей переносить его. Предусмотрена плавная регулировка силы тока и падающая характеристика. Состоит из 4 плат (основная, плата конденсаторов, плата питания и блок управления). По нашему опыту может сказать, что этот аппарат отлично подходит для несложных дачных и гаражных работ.
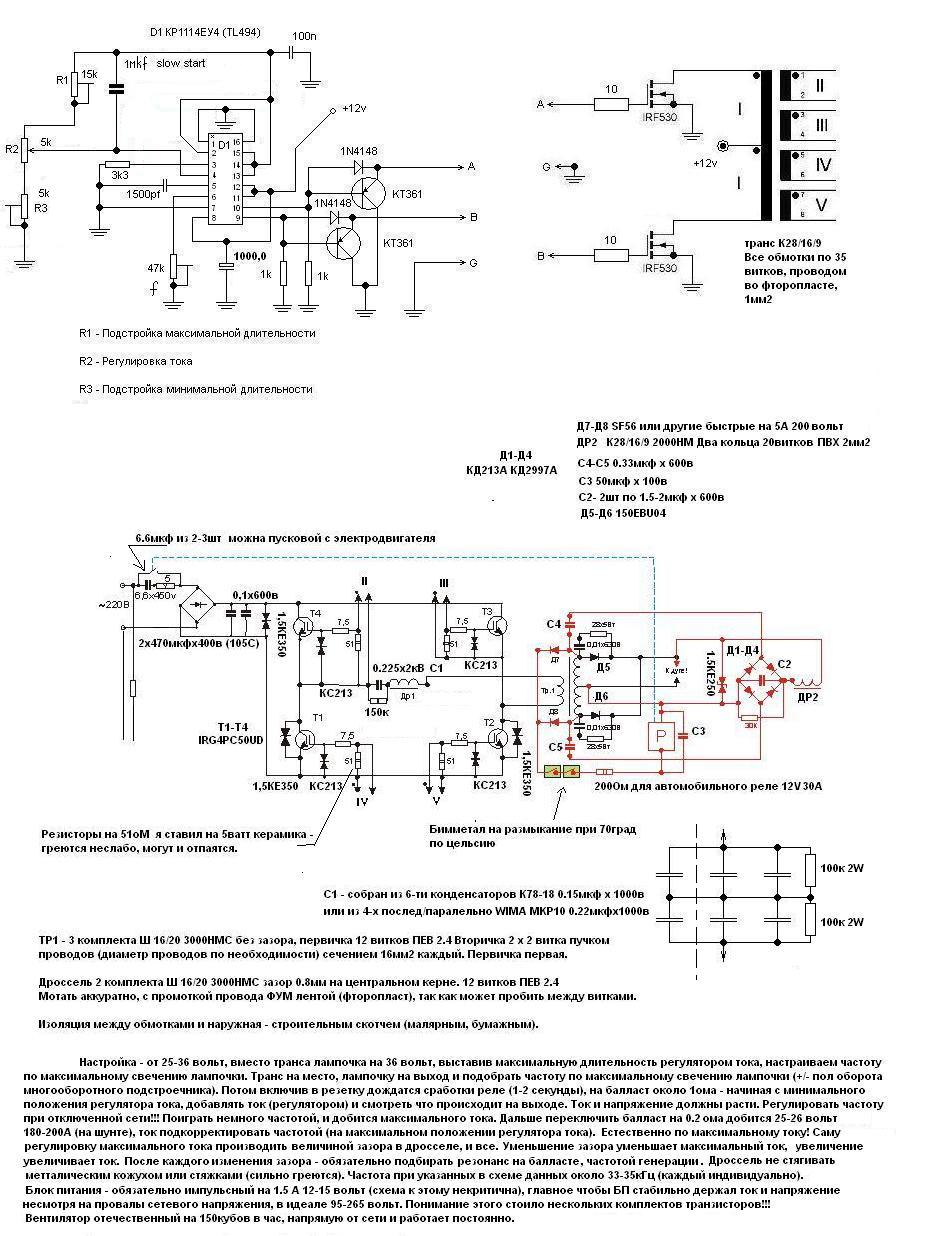
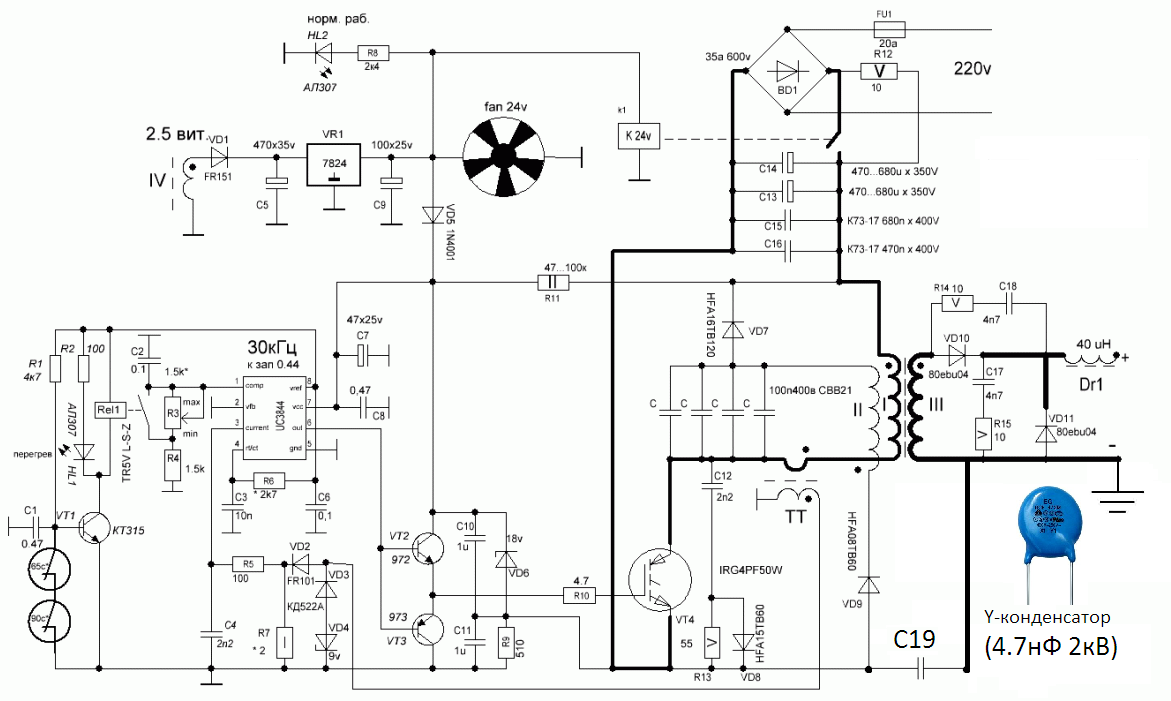
Схема самодельного инвертораНеобходимые детали
Для начала немного теории. Сразу скажем, что делать сварочный аппарат из компьютерного блока питания – это не лучшая идея. Инвертор и БП – это два кардинально отличающихся между собой устройства. БП, конечно, можно перестроить под работу в качестве инвертора, но это очень непросто и готовый аппарат не будет отличаться большой работоспособностью.
Инвертор и БП – это два кардинально отличающихся между собой устройства. БП, конечно, можно перестроить под работу в качестве инвертора, но это очень непросто и готовый аппарат не будет отличаться большой работоспособностью.
Поэтому мы рекомендуем использовать только сам корпус от блока питания. Некоторые детали можно отыскать на радиорынке, а остальное взять из старого ПК.
Перейдем к самим деталям. Нам нужен силовой трансформатор, который можно собрать из трех сердечников типа Е42. Рекомендуем установить их вертикально. Сердечники Е42 можно достать из старого монитора.
Также нам необходим дроссель. Его можно собрать из двух кернов, которые так же можно найти в старом компьютерном мониторе. Остальные сердечники ферритовые, типа 2000 НМ. Силовые транзисторы и диоды можно взять из того же монитора. Возможно, в процессе вам придется докупить пару транзисторов, но стоят они очень недорого. Также купите два электролита и диодный мост.
Дополнительно вам понадобится трансформатор питания управления, шим-контроллер типа SG3524 и реле от ненужного источника бесперебойного питания, который есть в каждом компьютере.
Особенности сборки
На выходные провода необходимо продеть ферритовые трубочки, чтобы сгладить форму синусоидального выпрямленного напряжения. Такие трубочки можно найти в кассовом аппарате бренда Самсунг. Там они применяются в качестве фильтров. В данном случае волны без проблем сглаживаются, если индуктивность не превышает 5 mkH.
Силовая часть такого инвертора редко перегружается, а длина дуги не превышает 4 мм благодаря низкому напряжению холостого хода (без вольтдобавки). На обмотку можно пустить вольтдобавку, чтобы дуга поджигалась без проблем и горела устойчиво.
Трансформаторы тока необходимо включать только во вторичную обмотку, поскольку в первичке ток максимальный и протекает он лишь в момент резонанса. включены во вторичке так как в первичной обмотке максимальный ток.
Дополнительно на полевом транзисторе типа IRF510 можно сделать палный пуск аппарата и предусмотреть функцию антизалипания. Вход микросхемы «Shutdown» необходимо разорвать с помощью транзистора (при коротком замыкании), термодатчика или тумблера включения.
Принцип работы и детальная настройка этого самодельного инвертора очень подробно рассказываются в книге «Инвертор – это просто», которую несложно найти в интернете. Ознакомьтесь с ней самостоятельно.
Вместо заключения
Теперь вы знаете, что самодельный сварочный инвертор из компьютерного блока питания своими руками – это не самая хорошая идея. Мы рекомендуем использовать только корпус от блока питания, а остальные запчасти взять от деталей монитора или от другого инвертора. Блок питания и инвертор – это два кардинально разных устройства. И при большом желании вы, конечно, можете сделать инвертор именно из БП, но в этом нет особого смысла. Т.к., его работоспособность будет под большим вопросом.
В этой статье мы рассказали, как можно своими руками сделать полноценный сварочный инвертор, который выдаст до 120 Ампер сварочного тока и справится даже с электродами диаметром 3 мм. Такой аппарат будет в разы дешевле и надежнее заводского инвертора со схожими техническими характеристиками.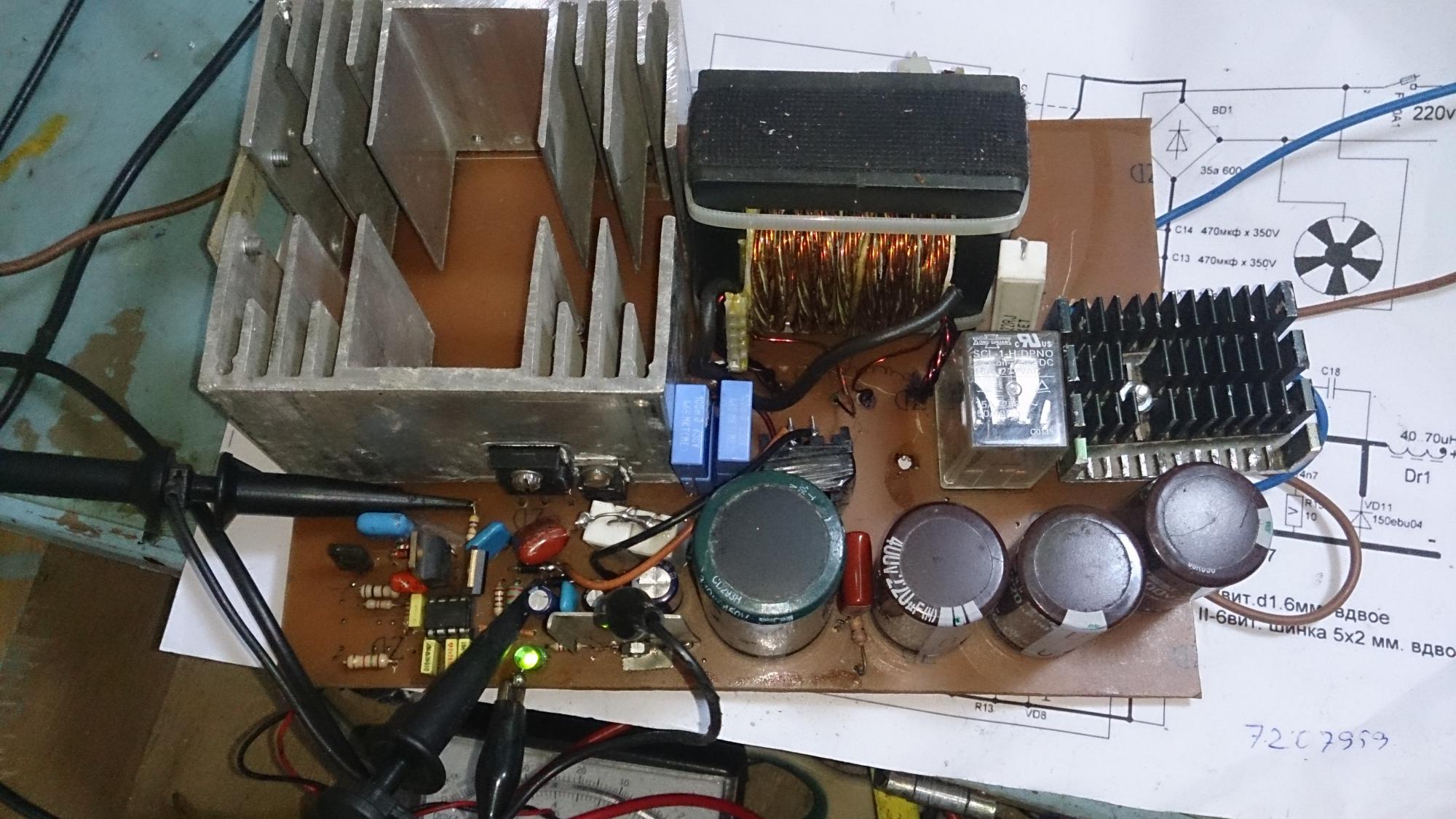 Мы считаем, что это отличный вариант для дачи или гаража. За инструкцию благодарим Валерия А. Желаем удачи в работе!
Мы считаем, что это отличный вариант для дачи или гаража. За инструкцию благодарим Валерия А. Желаем удачи в работе!
Простой аппарат для контактной сварки
Это инструкция (руководство) о том, как сделать из испорченной микроволновой печи дешёвый удобный и портативный аппарат для точечной сварки металла.
Пожалуйста, обратите внимание на то, что это опасно, об этом свидетельствует надпись изображённая на трансформаторе: «ОПАСНО, ВЫСОКОЕ НАПРЯЖЕНИЕ», примите все возможные меры предосторожности, выполняя следующие инструкции:
Материалы
Мизерная стоимость этой точечной сварки может быть вообще уменьшена до нуля, если вы найдёте следующие комплектующие, не прибегая к покупке:
1. Очень старая микроволновая печь – можно найти на свалке.
2. Деревянная доска.
3. Т-образные кронштейны.
4. Винты.
5. Кабель диаметром 1см с твердым сердечником, подойдёт и многожильный, но убедитесь, что каждая нить имеет диаметр минимум 1 мм.
6.
 Прочие деревообрабатывающие инструменты и электрические соединители.
Прочие деревообрабатывающие инструменты и электрические соединители.7. 3-х контактные разъёмы (по желанию).
8. Металлическая перемычка для крепления длинной минимум 15см (по желанию).
9. Разъём от блока питания ПК (по желанию).
10. Клеммник (внутренний диаметр 1 см).
Вынимаем трансформатор из микроволновки
Этот шаг описывает как достать трансформатор из микроволновой печи
1. Разберите микроволновую печь, не касаясь никаких элементов на печатных платах.
2. Найдите высоковольтный конденсатор, он должен быть прикреплён к конденсатору и выглядеть как магазин от пистолета с 2 проводами, выходящими из одного конца.
3. Выполните короткое замыкание конденсатора при помощи отвёртки. ВНИМАНИЕ: СМОТРЕТЬ НА ЭТО НЕ НУЖНО, ИСКРА ОЧЕНЬ ЯРКАЯ, МОЖЕТЕ ПОВРЕДИТЬ ЗРЕНИЕ.
4. Снимите трансформатор.
Строение аппарата контактной сварки
Вся эта конструкция изготовлена из одной деревянной доски и единственная модификация, которую в неё необходимо внести состоит в разрезании доски до определённой длины, таким образом, чтобы все части имели одинаковую высоту.
Как видно из рисунка, две средние части образуют основание, на которое крепится трансформатор, между ними находится разъем питания блока питания.
На передней панели расположены две длинные части, соединенные T-образными кронштейнами (не затягивайте верхние винты, это должно быть гибкое соединение).
На переднем конце не хватает двух электродов, прикрепите их внизу длинной детали, длинную деталь прикрепите к короткой для дополнительной стабильности и поддержки.
Электроды
Любой, кто имеет опыт в сварке, знает, что при экстремальных температурах электроды расплавляются очень быстро, я ломал голову над решением этой проблемы и понял, что заземляющий штырь 3-контактных штепселей можно использовать в качестве электродов, они широко доступны и стоят копейки, а затем разработал способ прикрепления их к сварочному оборудованию и стратегию по замене (чтобы их можно было заменить так же легко, как сверло у дрели). Ниже приведен пример создания собственных электродов для этого агрегата:
1.
 Разделите 2 3х-контактных штепселя и извлеките штыри заземления (самый длинный штифт).
Разделите 2 3х-контактных штепселя и извлеките штыри заземления (самый длинный штифт).2. Разделите две части клеммной колодки и соберите металлические детали.
3. Закрутите штифт заземления в кусок медного лома и поместите его в металлический штифт клеммной колодки, затяните металлический штифт до упора.
4. Вкрутите металлический штифт клеммной колодки в деревянную доску со свободным концом, направленным к трансформатору, они будут прикреплены к концам кабеля диаметром 1 см.
Электрические модификации аппарата
Секрет успешной точечной сварки заключается в контроле за прохождением большого количества тока через точку сварки и выработке необходимой температуры, чего довольно трудно добиться из-за сопротивления материалов.
Однако вторичная обмотка микроволнового трансформатора имеет противоположное предназначение, она способствует значительному увеличению напряжения электросети за счет уменьшения тока, поэтому его необходимо модифицировать, если вы хотите, чтобы работал сварочный аппарат.
 Как это сделать описано ниже:
Как это сделать описано ниже:1. Снимите вторичную обмотку микроволнового трансформатора (это обмотка, которая не подключена к сети, имеет провод меньшего диаметра и больше извилин), для этого я использовал угловую шлифовальную машину с отсекающим лезвием, чтобы разрезать через весь кусок. Хоть первичные обмотки и не могут быть повреждены при точечной сварке, я бы советовал соблюдать осторожность.
2. Используя кабель диаметром 1 см, сделайте как можно больше петель через пространство, где раньше были вторичные обмотки (в моем случае это 3), затем удлините остальную часть кабеля до передней части, на которой находятся электроды, и присоедините их, предварительно завинтив готовый трансформатор на опорную плиту конструкционного каркаса.
3. Некоторые из вас могут заметить разъем питания PSU под трансформатором, я взял его из испорченного блока питания компьютера.
Другие детали
Обратите внимание на то, как я усилил конструкцию, закрепив среднюю доску металлической перемычкой.
 Трансформатор от микроволновки невероятно тяжёлый.
Трансформатор от микроволновки невероятно тяжёлый.Провода коричневого и синего цвета, которые прикреплены к первичной катушке, подключены к разъему питания, упомянутому выше.
Можно сделать еще некоторые улучшения: полностью закрыть трансформатор (создать внешнюю защитного кожуха) и добавить внутрь систему охлаждения для обеспечения безопасности и продления время эксплуатации, так как он нагревается во время использования, однако я предпочитаю суровый вариант, как сейчас.
Original article in English
A Мини точечный сварочный аппарат из лома
Недавно я увидел в сети несколько конструкций для точечных сварочных аппаратов, сделанных из старых трансформаторов для микроволновых печей, начиная от опасно выглядящих приспособлений и заканчивая действительно довольно профессиональными устройствами. Так что я решил попробовать один и надеялся, что смогу произвести что-нибудь из последней категории. Хотя это не строго механическая обработка, я надеюсь, что это окажется интересным.
Сначала несколько слов о безопасности.
Некоторые части этого устройства работают при сетевом напряжении, 240 В в Великобритании, поэтому они должны быть должным образом изолированы и заземлены, а кабели должны быть рассчитаны на сетевые характеристики.
СВЧ трансформаторы в том виде, в каком они есть, очень опасны, и не следует пытаться использовать один из них в неизмененном виде. Вторичная обмотка работает от 3000 Вольт и может производить достаточно тока, чтобы убить вас. К ним также подключен большой высоковольтный конденсатор, у большинства из них есть защитные разрядные резисторы, но они могут выйти из строя, поэтому рекомендуется разрядить его с помощью хорошо изолированной отвертки.
На выходе аппарата очень низкое напряжение (около 2 вольт), поэтому он не опасен с точки зрения удара, но сила тока составляет многие сотни ампер, поэтому он может вызвать очень неприятные ожоги, как и любое сварочное оборудование.
Это экспериментальные вещи, и я не могу дать никаких гарантий относительно производительности или даже того, будет ли она вообще работать, если кто-то решит ее построить (но мой сделал). Как говорится, ваш пробег может отличаться.
Как говорится, ваш пробег может отличаться.
Они не предназначены для длительного использования и могут легко перегреться. Примерно после 5-10 сварных швов он станет довольно горячим, и ему нужно дать остыть в течение нескольких минут.
Получив немного осторожности в начале сборки.
Первым делом нужно достать старую микроволновую печь.Мне повезло с этим, так как друг заменял старый механический (A Toshiba ER669) на что-то более современное, что означало, что он действительно работал, если очень старый. А вот дохлый будет работать, если трансформатор в порядке.
Сняв крышку и убедившись, что конденсатор разряжен, как указано выше, я приступил к его демонтажу. Будучи механическим, он превратился в пещеру Аладдина с шестеренками, звездочками, двигателями, переключателями и множеством других вещей.
Также был получен требуемый трансформатор. Материал корпуса и внутренняя оболочка были из нержавеющей стали, как раз подходящей толщины для частей мини-форсунки, которые я рассматриваю для следующего проекта (причина, по которой мне понадобилась точечная сварка).
Изменение трансформатора
Первым делом снимите вторичную обмотку трансформатора. Это более тонкая из двух обмоток, и она имеет пару витков толстой проволоки сверху. Он также будет хорошо изолирован, поэтому его будет легко определить, какой именно.
Лучший способ сделать это – отпилить одну сторону обмотки и вытолкнуть ее из сердечника с помощью плоского пробойника. Следует проявлять особую осторожность, чтобы при этом не повредить первичную обмотку. Защитная полоса сверху предотвратит случайное повреждение ножовкой.Для его удаления требуется немало грубой силы. Не удаляйте магнитный шунт между двумя обмотками, я объясню почему позже.
Если изоляция жилы должна исчезнуть вместе с обмоткой, нет проблем. Изолента является хорошей заменой, поскольку мы говорим только о низких напряжениях. (мой не повезло).
У меня нет фотографий этого жаль, но поискав «самодельный точечный сварщик», вы найдете примеры этого метода.
Теперь у вас должен быть трансформатор с неповрежденной первичной обмоткой и отверстием на месте вторичной обмотки.
Теперь вам нужно узнать, сколько витков вам нужно на вторичной обмотке. Для этого я использовал вольтметр переменного тока. Осторожно подключите трансформатор к щупу с вилкой на конце и изолируйте клеммы на трансформаторе. Намотайте около 4 витков изолированного провода вокруг вторичной обмотки, включите трансформатор и измерьте напряжение на концах этой временной вторичной обмотки. отрегулируйте количество оборотов, пока не получите около 2 вольт. Этот бит необходимо выполнять с большой осторожностью, поскольку первичная обмотка трансформатора находится под напряжением сети, а концы вторичной обмотки не должны соприкасаться, так как обмотка сгорит очень быстро.Как только вы узнаете, сколько витков вам нужно, вы можете удалить эту временную обмотку.
Затем вам понадобится толстый провод для вторичной обмотки и несколько клеммных наконечников для нее. Я использовал две обмотки сварочного кабеля Sq Extraflex диаметром 16 мм. каждый по 3 витка. Намотайте их во второстепенные отверстия в том же направлении.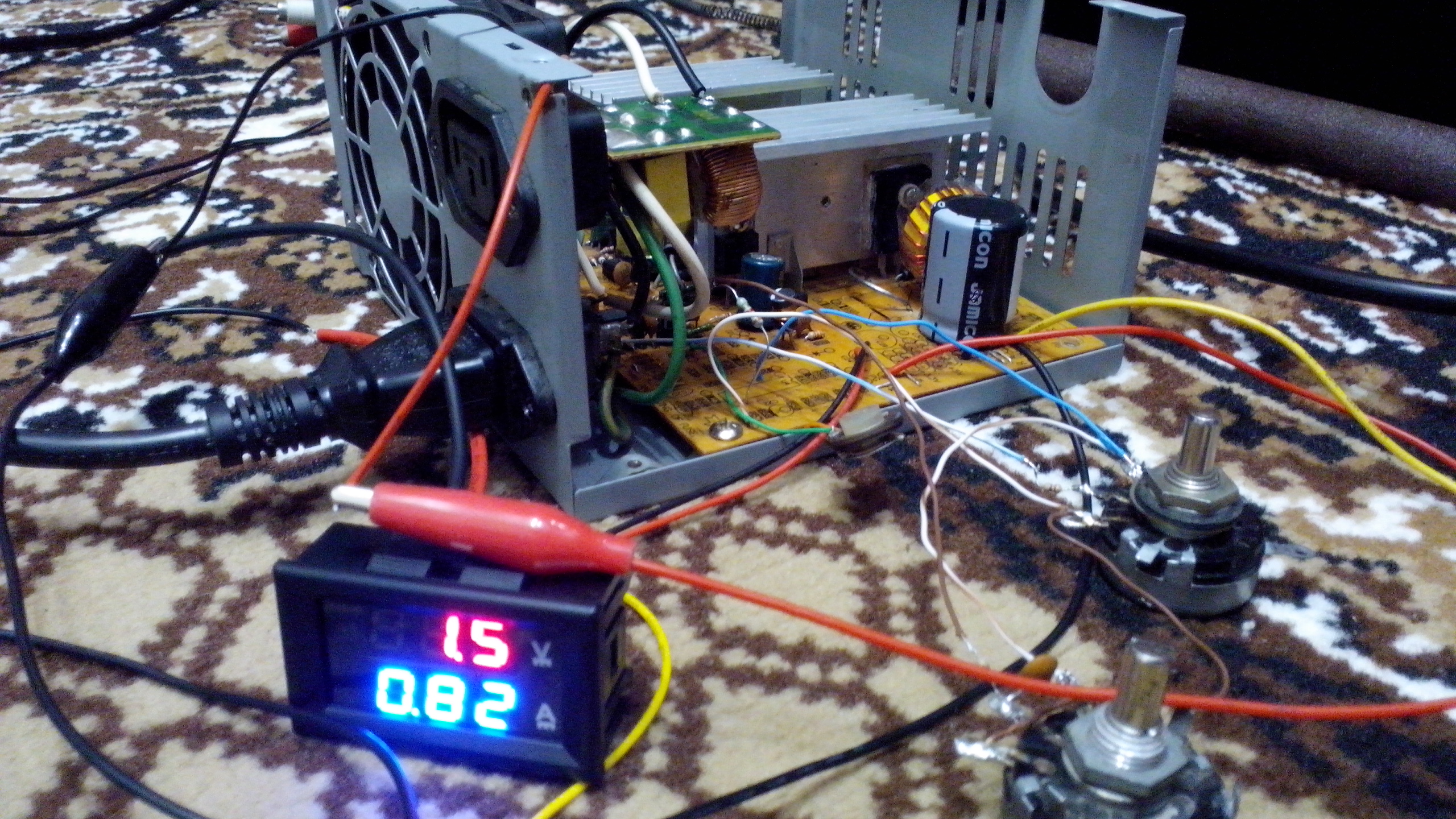 (требуется немного усилий, чтобы вдавить их.) Оставьте концы достаточно длинными, чтобы дотянуться до сварочных головок, и аккуратно привяжите их кабелем на месте. ваш трансформатор теперь должен выглядеть так.
(требуется немного усилий, чтобы вдавить их.) Оставьте концы достаточно длинными, чтобы дотянуться до сварочных головок, и аккуратно привяжите их кабелем на месте. ваш трансформатор теперь должен выглядеть так.
Поскольку я использую две обмотки параллельно, чтобы поддерживать ток, важно, чтобы они были «в фазе» друг с другом, иначе они просто нейтрализуют друг друга и перегорят.
Для этого снимите немного изоляции с одного конца обеих обмоток и скрепите их вместе, убедившись, что они ничего не касаются. В моем случае я зажал два внутренних нижних конца вместе (см. Фото).
Включите трансформатор, как и прежде, предварительно убедившись, что концы вторичной обмотки ничего не касаются, и измерьте напряжение между двумя соединенными концами, и на каждом из свободных концов оба должны быть около 2 вольт. Наконец, проверьте, что между свободными концами должно быть ноль. Если вы получаете 4 В, это означает, что одна обмотка не в фазе и ее необходимо поменять местами.
Это опять же нужно делать с осторожностью, так как трансформатор теперь может выдавать полный сварочный ток и может вызвать вспышку и / или сжечь обмотку.
Для подключения кабелей к сварочным головкам потребуется несколько наконечников для пайки, но я оставил это до изготовления головок.
Далее сварочные головки (немного настоящих токарных и примитивных столярных изделий).
С уважением, Mark
Общий источник питания – обзор
5.2.2 Отказ по общей причине (CCF)
В то время как простые модели резервирования предполагают, что отказы являются как случайными, так и независимыми, при моделировании отказов по общей причине (CCF) учитываются отказы которые связаны из-за некоторой зависимости и поэтому происходят одновременно или, по крайней мере, в пределах достаточно короткого интервала, чтобы их можно было воспринимать как одновременные.
Два примера:
- (a)
Наличие водяного пара в газе, вызывающее заклинивание двух клапанов из-за обледенения.
 В этом случае интервал между двумя отказами может составлять порядка дней. Однако, если интервал между контрольными испытаниями для этого неактивного отказа составляет два месяца, то эти два отказа будут, по сути, одновременными.
В этом случае интервал между двумя отказами может составлять порядка дней. Однако, если интервал между контрольными испытаниями для этого неактивного отказа составляет два месяца, то эти два отказа будут, по сути, одновременными.- (b)
Выпрямительные диоды с недостаточным номиналом на идентичных сдвоенных печатных платах выходят из строя одновременно из-за переходного процесса напряжения.
Обычно причины возникают по следующим причинам:
- (a)
Требования: неполные или противоречивые
- (b)
Конструкция: стандартные источники питания, программное обеспечение, ЭМС, шум
- (c)
Производство: недостатки компонентов партии
- (d)
Техническое обслуживание / операции: проблемы, связанные с деятельностью человека или испытательного оборудования
- (e)
Окружающая среда: температурные циклы, электрические помехи и т.
 Д.
Д.
Защита от CCF включает в себя конструктивные и эксплуатационные особенности, которые формируют критерии оценки, приведенные в Приложении 3.
CCF часто доминируют в ненадежности резервных систем в силу нейтрализации функции случайного совпадающего отказа резервированной защиты. Рассмотрим дублированную систему на рисунке 5.2. Интенсивность отказов резервного элемента (другими словами, совпадающие отказы) можно рассчитать по формуле, приведенной в таблице 5.1, а именно 2λ 2 MDT.Типичные показатели частоты отказов 10 на миллион часов (10 −5 за час) и время простоя 24 часа приводят к частоте отказов 2 × 10 −10 × 24 = 0,0048 на миллион часов. Однако, если только один отказ из 20 имеет такую природу, что влияет на оба канала и, таким образом, нарушает избыточность, необходимо добавить последовательный элемент, показанный как λ 2 на рисунке 5.3, частота отказов которого составляет 5% × 10 −5 = 0,5 на миллион часов, что на два порядка чаще. 5%, используемые в этом примере, известны как коэффициент БЕТА.Эффект состоит в том, чтобы заглушить избыточную часть прогноза, и поэтому важно включить CCF в модели надежности. Эта чувствительность отказа системы к CCF делает акцент на достоверности оценки CCF и, таким образом, оправдывает усилия по улучшению моделей.
5%, используемые в этом примере, известны как коэффициент БЕТА.Эффект состоит в том, чтобы заглушить избыточную часть прогноза, и поэтому важно включить CCF в модели надежности. Эта чувствительность отказа системы к CCF делает акцент на достоверности оценки CCF и, таким образом, оправдывает усилия по улучшению моделей.
Рисунок 5.3. Блок-схема надежности, показывающая CCF.
На рисунке 5.3 (λ 1 ) – это частота отказов одного резервного блока, а (λ 2 ) – это скорость CCF, такая, что (λ 2 ) = β (λ 1 ) для Модель BETA, которая предполагает, что фиксированная доля отказов возникает по общей причине.Вклад в BETA разделен на группы по конструктивным и эксплуатационным характеристикам, которые, как считается, влияют на степень CCF. Таким образом, множитель БЕТА складывается путем сложения вкладов каждого из ряда факторов в каждой группе. Эта модель частичного бета-тестирования (как она известна) включает в себя следующие группы факторов, которые представляют защиту от CCF:
- –
Сходство (Разнесение между резервными блоками снижает CCF)
- –
Разделение (физическое расстояние и барьеры уменьшают CCF)
- –
Сложность (более простое оборудование менее подвержено CCF)
- –
Анализ (FMEA и анализ полевых данных помогут снизить CCF)
- –
Процедуры (контроль модификаций и мероприятий по техническому обслуживанию может снизить CCF)
- –
Обучение (разработчики и специалисты по техническому обслуживанию могут помочь уменьшить CCF, понимая основные причины) CCF, e.
 g., защита дублированных приборов от атмосферных воздействий)
g., защита дублированных приборов от атмосферных воздействий)- –
Испытания (Экологические испытания могут удалить особенности конструкции, подверженные CCF, например, испытание на электромагнитное излучение)
Предполагается, что модель частичного BETA состоит из количество частичных βs, каждое из которых обусловлено различными группами причин CCF. Затем β оценивается путем анализа и оценки каждого из факторов (например, разнообразия, разделения).
Модель BETAPLUS была разработана на основе метода частичного бета-тестирования, потому что:
- –
Она объективна и обеспечивает максимальную прослеживаемость при оценке BETA.Другими словами, выбор результатов контрольного списка при оценке дизайна может быть записан и пересмотрен.
- –
Любой пользователь модели может разработать контрольные списки для дальнейшего учета любых значимых причинных факторов отказа, которые могут быть восприняты.
- –
Можно откалибровать модель по фактической частоте отказов, хотя и с очень ограниченными данными.
- –
Существует достоверная взаимосвязь между контрольными списками и анализируемыми функциями системы.Таким образом, этот метод, вероятно, будет приемлемым для неспециалистов.
- –
Метод аддитивной оценки позволяет отдельно взвешивать частичные составляющие β.
- –
Метод β подтверждает прямую связь между (λ 2 ) и (λ 1 ), как показано на рисунке 5.3.
- –
Он допускает предполагаемую «нелинейность» между значением β и оценкой в диапазоне β.
Модель BETAPLUS включает следующие усовершенствования:
(a) Категории факторов
Принимая во внимание, что существующие методы полагаются на единственное субъективное суждение о количестве баллов в каждой категории, метод BETAPLUS предоставляет ответы на вопросы, связанные с конкретным дизайном и операциями. в каждой категории.
в каждой категории.
(b) Подсчет баллов
Максимальный балл по каждому вопросу был взвешен путем калибровки результатов оценок с известными полевыми оперативными данными.
(c) Учет охвата диагностикой
Поскольку CCF не является одновременным, увеличение частоты автотестов или контрольных проверок снизит β, поскольку сбои могут произойти не в один и тот же момент.
(d) Разделение контрольных списков в соответствии с эффектом диагностики
Два столбца используются для оценок контрольного списка. Столбец (A) содержит баллы для тех характеристик защиты от CCF, которые воспринимаются как улучшенные за счет увеличения частоты диагностики.Столбец (B), однако, содержит баллы для тех функций, которые, как считается, не улучшаются за счет повышения частоты диагностики. В некоторых случаях оценка была разделена между двумя столбцами, где считается, что затронуты некоторые, но не все аспекты функции (см. Приложение 3).
(e) Создание модели
Модель позволяет изменять оценку в зависимости от частоты и охвата диагностического теста. Баллы в столбце (A) изменяются путем умножения на коэффициент (C), полученный из соображений, связанных с диагностикой.Этот балл (C) основан на частоте диагностики и охвате. (C) находится в диапазоне 1–3. Коэффициент «S», используемый для получения BETA, затем оценивается из RAW SCORE:
Баллы в столбце (A) изменяются путем умножения на коэффициент (C), полученный из соображений, связанных с диагностикой.Этот балл (C) основан на частоте диагностики и охвате. (C) находится в диапазоне 1–3. Коэффициент «S», используемый для получения BETA, затем оценивается из RAW SCORE:
S = RAWSCORE = (∑A × C) + ∑B
(f) Нелинейность
В настоящее время нет данных CCF для обоснования отступая от предположения, что по мере уменьшения (т. е. улучшения) БЕТА последовательных улучшений становится пропорционально труднее достичь. Таким образом, предполагается, что отношение коэффициента BETA к RAW SCORE [(ΣA × C) + ΣB] является экспоненциальным, и эта нелинейность отражается в уравнении, которое переводит исходную оценку в коэффициент BETA.
(g) Тип оборудования
Оценка была разработана отдельно для программируемого и непрограммируемого оборудования, чтобы отразить несколько разные критерии, применимые к каждому типу оборудования.
(h) Калибровка
Модель откалибрована по полевым данным.
Критерии оценки были разработаны для охвата каждой из категорий (т.е. разделение, разнообразие, сложность, оценка, процедуры, компетентность, экологический контроль и экологический тест).Вопросы были собраны так, чтобы отразить вероятные особенности, защищающие от CCF. Затем оценки были скорректированы с учетом относительного вклада в CCF в каждой области, как показано в данных автора. Значения оценок были взвешены для калибровки модели по данным.
При ответе на каждый вопрос (в Приложении 3) может быть выставлен балл меньше максимального 100%. Например, в первом вопросе, если суждение таково, что только 50% кабелей разделены, тогда 50% максимальных оценок (15 и 52) могут быть введены в каждый из столбцов (A) и (B) (7). .5 и 26).
Контрольные списки представлены в двух формах (перечислены в Приложении 3), поскольку вопросы, применимые к программируемому оборудованию, будут немного отличаться от вопросов, необходимых для непрограммируемых элементов (например, полевых устройств и контрольно-измерительных приборов).
Заголовки (расширенные баллами в Приложении 3):
- (1)
Разделение / сегрегация
- (2)
Разнообразие
- (3)
Сложность / Дизайн / Применение / Зрелость / Опыт
- (4)
Оценка / анализ и обратная связь данных
- (5)
Процедуры / интерфейс человека
- (6)
Компетентность / Обучение / Культура безопасности
- (7)
Контроль окружающей среды
- (8)
Экологические испытания
Оценка фактора интервала диагностики (C)
Чтобы установить оценку (C), необходимо учитывать влияние частоты диагностики.Охват диагностикой, выраженный в процентах, представляет собой оценку доли отказов, которые будут обнаружены контрольным или автоматическим тестом. Это можно оценить путем суждения или, более формально, путем применения FMEA на уровне компонентов, чтобы решить, будет ли каждый сбой обнаружен диагностикой.
Экспоненциальная модель используется для отражения возрастающих трудностей в дальнейшем сокращении БЕТА по мере увеличения оценки. Это отражено в следующем уравнении, которое разработано в Smith D J, 2000, «Развитие использования данных о частоте отказов»:
ß = 0.3exp (−3,4S / 2624)
Однако базовая модель BETA применяется к простому резервированию «один из двух». Другими словами, с парой избыточных элементов «главным событием» является отказ обоих элементов. Однако по мере увеличения числа систем, за которые проголосовали (другими словами, N> 2), доля отказов по общей причине меняется, и значение β необходимо изменять. Причину этого можно понять, подумав о двух крайних случаях:
1 из 6
В этом случае для работы требуется только один из шести элементов, и можно допустить до пяти сбоев.Таким образом, в случае отказа по общей причине необходимо, чтобы еще пять отказов были спровоцированы общей причиной. Это менее вероятно, чем случай «один из двух», и β будет меньше (см. Таблицы ниже).
5 из 6.
В этом случае для работы требуются пять из шести элементов, и можно допустить только один отказ. Таким образом, в случае отказа по общей причине есть пять элементов, к которым могут относиться отказы по общей причине. Это более вероятно, чем случай «один из двух», и β будет больше (см. Таблицы ниже).
Эта область вызывает много споров. Эмпирических данных нет, и модели являются предметом предположений, основанных на мнениях различных авторов. Между различными предложениями нет большого соответствия. Таким образом, это очень противоречивая и неопределенная область. Первоначальные предложения были взяты из статьи SINTEF (в 2006 г.), которые были факторами MooN, которые изначально использовались в пакете Technis BETAPLUS версии 3.0. Документ SINTEF был пересмотрен (в 2010 г.) и снова в 2013 г. Рекомендации IEC 61508 (2010 г.) аналогичны, но не идентичны (Таблица 5.10). Значения SINTEF (2013) показаны в Таблице 5.11. Компромисс BETAPLUS (теперь версия 4.0) показан в Приложении 3.
Таблица 5.10. Коэффициент BETA (MooN) IEC 61508.
| M = 1 | M = 2 | M = 3 | M = 4 | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| N = 2 | 1 | N = 3 | 0,5 | 1,5 | |||||||||
| N = 4 | 0,3 | 0.6 | 1,75 | ||||||||||
| N = 5 | 0,2 | 0,4 | 0,8 | 2 |
Таблица 5.11. Фактор BETA (MooN) SINTEF (2013).
| M = 1 | M = 2 | M = 3 | M = 4 | |
|---|---|---|---|---|
| N = 2 | 1 | |||
| 2 | ||||
| N = 4 | 0.3 | 1,1 | 2,8 | |
| N = 5 | 0,2 | 0,8 | 1,6 | 3,6 |
| Используйте преобразователь постоянного тока, чтобы получить
что 24 В постоянного тока Просто непрактично извлекать 24 Вольт напрямую
от БП ATX. Вы не можете использовать две линии 12 В последовательно, потому что они
имеют точки соприкосновения (и на самом деле они тоже из общего источника).Ты
можно попробовать -12 и +12, но мощности очень мало, и вы
по-прежнему нужно беспокоиться о заземлении устройства 24 В, так как этот источник
24V должно быть плавающим. Но что вы можете сделать, и это очень легко, – это использовать DC / DC.
конвертер. Этот небольшой модуль очень полезен для этой цели и поможет вам
до 50 Вт (или выше для коротких всплесков). Так что даже если вы не можете получить 24 В
от ATX, вы можете “обмануть”, включив другой преобразователь постоянного тока,
ПСТ-ДКБП-24В. Лучшим источником питания для компьютера является шина +12 В. PST-DCBP повысит 5 В или даже 3,3 В до +24 В, но эффективность будет ниже, поэтому, чтобы контролировать нагрев, вам придется ограничить мощность до 10-20 Вт. В Шина +12 В также содержит большую часть мощности в более крупном форм-факторе блока питания ATX. А если вам нужно другое напряжение, вы можете отрегулировать потенциометр на широкий выбор напряжений, например 15 В, 19 В или 21 В. Отвод энергии от компьютер использует один из запасных разъемов жесткого диска, желтый провод + 12В, а черный провод, конечно же, масса.
| |||||
kWeld – Аппарат для точечной сварки нового уровня
Если вы хотите сделать свои собственные аккумуляторные блоки из литий-ионных круглых элементов, то вам придется решить проблему подключения отдельных элементов.Пайка приводит к ним – не вариант, потому что длительное нагревание выводов батареи имеет тенденцию к повреждению внутренней структуры элемента.Я столкнулся именно с этой проблемой и узнал, что наиболее распространенный метод соединения ячеек – это приваривание к ним никелевых или никелированных стальных полос с помощью устройств для контактной точечной сварки.
Принцип их работы заключается в пропускании электрического тока через металлическую полосу и язычок батареи. Поскольку металлы обладают электрическим сопротивлением, этот ток заставляет материал плавиться.Расплавленный металл должен занимать небольшую площадь, чтобы не повредить аккумулятор. Это достигается за счет использования сильного тока, позволяющего получать очень короткие импульсы.
Поскольку это сложная задача, профессиональные сварщики начинают с нескольких тысяч долларов. Есть и более дешевые модели от китайской компании, но я отказался от этого варианта … Так как я инженер-электронщик с большим опытом работы в силовой электронике, я решил разработать собственный сварочный аппарат. Он должен быть доступным для домашних мастеров, более мощным и надежным, чем аналогичные конструкции, и простым в использовании.
И мне не нравился тот факт, что, казалось бы, все сварщики точечной сварки использовали заранее заданную длину импульса для установки интенсивности сварки. Протекающий ток обычно нельзя регулировать, вместо этого он зависит от электрического сопротивления самого пятна сварного шва. И это зависит от множества факторов, таких как загрязнение, коррозия и механическое усилие, при котором металлы сталкиваются друг с другом. В результате изменяется количество энергии (= тепла), которое уходит в сварной шов, что приводит к противоречивым результатам.Чтобы смягчить этот эффект, современные сварщики используют два или более импульса, чтобы смягчить металлы и сжечь любые загрязнения.
Но есть гораздо более простой способ получить однородные сварные швы: если количество энергии, сбрасываемой в точку сварного шва, остается постоянным, то каждый раз плавится одно и то же количество металла. Это то, что делает kWeld . Нет необходимости экспериментировать с временными интервалами или количеством чистящих импульсов. Вы просто набираете желаемое количество энергии и начинаете работать.Аппарат автоматически регулирует длительность импульса для достижения одинакового результата для каждого сварного шва.
На этом изображении показан результат сварки полос никеля толщиной 0,15 мм с ячейками 18650 (источник: форум eevblog, пользователь romantao):
При правильном источнике питания установка мощностью кВт может сваривать полосы из чистого никеля толщиной до Толщина 0,3 мм. Но он также достаточно маневренный, чтобы сваривать тонкие медные проволоки при низких энергиях. На следующем рисунке показана тонкая медная жила, приваренная к стальному стержню диаметром 2 мм:
Система kWeld доступна в виде комплекта для самостоятельной сборки в моем магазине: https: // www.keenlab.de/index.php/product-category/kspot-welder-kit/ Руководства по сборке и эксплуатации доступны для загрузки здесь:
https://www.keenlab.de/wp-content/uploads/2018/07 /kWeld-assembly-manual-r5.0.pdf
https://www.keenlab.de/wp-content/uploads/2018/07/kWeld-operation-manual-r3.0.pdf
Системное микропрограммное обеспечение можно обновлять, что позволяет использовать новые функции или улучшения.
Последнюю версию прошивки можно скачать здесь:
https: //www.keenlab.de / wp-content / uploads / 2019/01 / 1_kweld_release_r2_9.zip
Этот инструмент https://www.keenlab.de/index.php/product/kweld-firmware-update-tool/ требуется для подключения kWeld к компьютеру.
Необходимый источник питания для сварщика не входит в комплект. В идеале он должен иметь выходное напряжение от 5 до 15 В постоянного тока и обеспечивать ток не менее 1500 А при коротком замыкании в течение нескольких десятков миллисекунд. Поскольку этого довольно сложно достичь, в следующем списке приведены некоторые рекомендации:
- Turnigy nano-tech 3S / 5000mAh / 130C Литий-полимерный аккумулятор (ссылка).Я испытал один из них под нагрузкой в течение нескольких полных циклов разряда, и после этого он не показал видимых вздутий. Измеренный ток 1300-1500 ампер.
- Литий-полимерный аккумулятор Turnigy Graphene 3S / 6000mAh / 65C (ссылка). Они не показывают вздутие после нескольких циклов полной разрядки, но у меня пока нет данных об их сроке службы. Текущий уровень сопоставим с моделью нанотехнологий.
- Ultracell UXL65-12 (ссылка). Согласно обратной связи от пользователя, ток, сообщаемый полем kWeld , составляет приблизительно 1000A при тестировании с 0.Никелевые полосы 15 мм.
- Bosch SMT 31-100 (ссылка). Согласно обратной связи от пользователя, сварочный ток, сообщаемый полем кВт , составляет около 1400 А.
ВНИМАНИЕ: Литий-полимерные батареи потенциально опасны. Если они внутренне выйдут из строя, они могут самовоспламеняться. Поэтому настоятельно рекомендуется постоянно контролировать их во время использования, а также во время зарядки и хранить их в пожаробезопасном контейнере, когда они не используются.
Вы имеете дело с очень высоким уровнем энергии при использовании этой системы, что может привести к травмам или возгоранию при неправильном обращении. Примите соответствующие меры безопасности и используйте эту систему с осторожностью. Никогда не оставляйте его без присмотра во время работы.
Этот продукт содержит мелкие детали, хранить в недоступном для детей месте!
Эта система создает значительные магнитные поля, не используйте ее с кардиостимулятором!
Характеристики оборудования (новые функции выделены полужирным шрифтом , ):- Входное напряжение для сварки: 4 В – 30 В постоянного тока, позволяет использовать ультраконденсаторы
- Чрезвычайно прочный переключатель питания на основе полевых МОП-транзисторов и конструкция механической шины тока
- Плавкая защита от перенапряжения внутреннего источника питания
- Максимальный ток переключения: 2000A
- Внутреннее сопротивление переключателя питания: 120 мкОм
- аппаратный сторожевой таймер длительности импульса: 250 мс
- Блокировка минимального напряжения для силовых транзисторов
- Измерение входного и выходного напряжения, тока переключения и напряжения питания логики
- Питание логики напрямую от основного источника питания – нет необходимости в отдельном вспомогательном источнике питания
- Винтовой зажим для внешнего триггерного переключателя
- Конденсатор задержки питания логики при срабатывании импульса Пользовательский интерфейс
- через ЖК-дисплей, кодировщик циферблата / и зуммер
Программные функции (новые функции выделены полужирным шрифтом , ):
- Алгоритм центрального управления сваркой использует метод измерения Джоуля вместо простого таймера, что устраняет необходимость в двухимпульсном обжиге и обеспечивает более стабильные сварные швы – количество энергии наплавка в точке сварного шва всегда остается постоянной
- Способность обнаруживать неудачный сварной шов и акустическая обратная связь с пользователем
- Процедура калибровки для компенсации потерь в выводе электродов
- Ручной режим, запускается внешним переключателем
- Автоматический режим, сопровождается звуковым сигналом и запускается с регулируемой задержкой , как только система обнаруживает, что оба электрода находятся в устойчивом контакте со сварочным материалом
- Звуковой сигнал о завершении процесса сварки
- Цифровая обратная связь от выполненного сварного шва, помогающая пользователю достичь наилучших результатов: количество импульсов, количество вложенной энергии, требуемое время импульса для этой энергии, измеренный ток, измеренное омическое сопротивление сварного пятна
- Простой и интуитивно понятный пользовательский интерфейс – просто отрегулируйте желаемую энергию сварки до 500 Дж с помощью поворотной ручки; точный контроль с помощью энкодера
- Меню конфигурации, доступные с помощью кнопки набора номера
- Контроль перегрузки по току прерывает импульс при срабатывании, защищая выключатель питания
- Контроль батареи с регулируемым сигнальным напряжением
- Предохранитель для мониторинга состояния
- Интерфейс обновления прошивки
https: // бесконечная сфера.com / forum / viewtopic.php? f = 14 & t = 89039
http://www.eevblog.com/forum/projects/guesses-on-what-i-am-attempting-here/
, а также эти видеоролики, в которых обсуждается эволюция этой системы:
https://youtu.be/Ceos88VO6p4
https://youtu.be/fWXphoDE_H8
https://youtu.be/JR3GJYScquc
https://youtu.be/9-CQd02EDIs
https : //youtu.be/rQnODV4VQjU
Использование генераторов для питания инверторных сварочных аппаратов
Могу ли я использовать сварочный аппарат с генератором? Генератор какого размера мне нужен для работы инверторного сварочного аппарата?
Мы отвечаем на все эти и многие другие вопросы! Вот что мы рассмотрим в этой статье;
- Мощность генератора и сеть
- Почему мощность генератора потенциально опасна?
- Почему инверторные сварщики уязвимы?
- Защита входного напряжения
- Рекомендации по использованию генератора с инверторными сварочными аппаратами
- Могу ли я использовать небольшой генератор для работы сварочного аппарата?
- Советы по покупке подходящего генератора
1.Мощность генератора и сеть
По сравнению с сетью, мощность генератора может быть характерно «грязной» и, следовательно, может повредить чувствительные электронные компоненты внутри инверторных сварочных аппаратов. Это особенно характерно для небольших генераторных установок, которые часто выбираются для работы с подобными электроинструментами и сварочными аппаратами из-за их портативности и доступности.
В то же время возможность использовать мощность генератора дает много преимуществ операторам, желающим использовать свои инверторные сварочные аппараты в полевых условиях или на объекте, где невозможно или трудно получить доступ к электросети.
Поэтому неудивительно, что один из первых вопросов, который операторы задают перед тем, как подумать о покупке инверторного сварочного аппарата, – это «безопасно ли работать без генератора?». Правдивый ответ – не всегда «да». Конечно, подключите практически любой инверторный сварочный аппарат к генератору, и он, скорее всего, будет работать до определенного уровня. Но не все машины имеют защиту, необходимую для предотвращения повреждений от «грязного» или непредсказуемого источника питания генератора в долгосрочной перспективе.
2.Почему мощность генератора потенциально опасна?Электропитание переменного тока (от сети) работает по схеме, называемой синусоидальной волной. Когда дело доходит до работы оборудования с чувствительной электроникой (например, инверторных машин и компьютеров), источник питания с идеально чистой синусоидой является самым безопасным, однако в действительности этого практически невозможно достичь.
Совершенно “чистая” однофазная синусоида переменного тока 240 В будет выглядеть примерно так:
Электропитание от сети (обычно) относительно близко к идеальной синусоидальной мощности и поэтому редко вызывает какие-либо проблемы.
С другой стороны, источник питания от портативного генератора, для сравнения, обычно «грязный». Пики, впадины и частота цикла не будут согласованы, даже если средняя выходная мощность все еще может показывать 240 В на простом измерительном устройстве, таком как мультиметр. Мощность генератора также может характеризоваться «скачками» напряжения (повышением напряжения) и «скачками» напряжения (очень внезапными пиками чрезмерного напряжения).
В генераторе скачки и скачки напряжения могут возникать по ряду причин, в том числе:
- Качество генератора: Все портативные генераторы обычно вырабатывают непостоянную мощность по сравнению с идеальной мощностью синусоидальной волны.Эта степень отклонения от идеальной мощности синусоидальной волны измеряется в процентах, называемых «полным гармоническим искажением» или THD. Приемлемым показателем THD портативного генератора обычно считается 6% или меньше. В последние годы рынок столкнулся с большим количеством импорта дешевых генераторов низкого качества с недопустимо высокими значениями THD (более 6%). Хотя эти более дешевые генераторы могут без проблем работать с базовыми электроинструментами, они не подходят для работы с инверторными машинами, поскольку напряжение может колебаться и резко возрастать до неприемлемо высокого уровня.
- Запуск и останов: При запуске и остановке генератора двигатель явно не работает плавно и с постоянной скоростью, и поэтому выходная мощность генератора, скорее всего, будет колебаться в зависимости от частоты вращения двигателя.
- Прерывание подачи топлива: Подобно запуску и останову, если в генераторе заканчивается топливо, или если есть «икота» в подаче топлива, двигатель обычно ускоряется и замедляется очень скачкообразно, снова вызывая мощность колебания.
- Нагрузка по сравнению с размером генератора: Генератор, размер которого недостаточен и / или перегружен, будет очень усердно работать, чтобы поддерживать достаточный ток. Затем, когда нагрузка снимается (например, когда сварка прекращается), двигатель обычно набирает обороты, пока регулятор не вернет двигатель на холостой ход. Такое завышение частоты вращения генератора, скорее всего, увеличит выходное напряжение, иногда до опасного уровня.
- Дополнительные нагрузки: Использование других устройств (например, шлифовального станка, отрезной пилы и т. Д.) На том же генераторе и в то же время, что и сварочный аппарат, может вызвать перегрузку и, следовательно, колебания мощности, если размер генератора не достаточно.
- Отсутствие обслуживания: Плохо обслуживаемый генератор будет вести себя так же, как и генератор низкого качества.
Чтобы значительно уменьшить размер трансформатора и достичь многих преимуществ, которые дает нам инвертор (уменьшенный размер / вес и т. Д.), Входная мощность должна быть «обработана» до того, как поступит в трансформатор – в других случаях слова вместо того, чтобы сразу проходить через трансформатор, они сначала проходят через чувствительные электронные компоненты.
Основными компонентами, вызывающими озабоченность, являются конденсаторы. Конденсаторы – это устройства, которые постоянно заряжают и разряжают напряжение. В инверторном сварочном аппарате конденсаторы заряжаются примерно в 1,4 раза по сравнению со стандартным входным напряжением. Таким образом, в случае источника питания 240 В они будут заряжаться примерно при 335 В. То же самое произойдет в случае скачка или скачка напряжения. Таким образом, при скачке напряжения 280 В они будут заряжаться примерно при 395 В, что соответствует увеличению напряжения на 155 В. Именно это значительное колебание рабочего напряжения может повредить или разрушить электронные компоненты инверторного сварочного аппарата.
4. Защита входного напряжения – Улучшенная технология от WeldclassВ Weldclass мы понимаем, что многим операторам (особенно в сельской местности, в строительстве и в сфере обслуживания) необходимо отключать сварщика от генератора.
АппаратыWeldforce от Weldclass специально разработаны с учетом использования генератора и обладают высоким уровнем защиты от колебаний напряжения. Для вашего спокойствия гарантия Weldforce включает / распространяется на использование аппаратов Weldforce с источником питания от генератора (при условии, что оператор соблюдает инструкции, содержащиеся в руководстве по эксплуатации – см. Пункт 5 ниже).
В инверторные сварочные аппараты Weldforce включены следующие функции для обеспечения оптимальной защиты от колебаний напряжения питания:
- Устройство измерения напряжения: Это устройство контролирует входное напряжение машины, и если напряжение поднимается выше (или ниже) определенного уровня, машина автоматически отключает подачу напряжения к уязвимым компонентам. Эти высокие и низкие параметры на аппаратах Weldforce установлены на уровне 240 В +/- 15% (200–280 В).
- Высоковольтные конденсаторы: Инверторы Weldforce содержат конденсаторы с высокими рабочими характеристиками, которые обеспечивают более высокую устойчивость машин к колебаниям входного напряжения и снижают риск повреждения конденсатора и других компонентов.
- Технология IGBT: инверторы Weldforce используют только новейшую инверторную технологию IGBT, в отличие от более традиционной технологии MOSFET. БТИЗ менее уязвимы к колебаниям мощности сети и генератора.
- Превышение установленных требований к компонентам и нагрузочным испытаниям при 440 В: Ключевые компоненты машин Weldforce имеют завышенные характеристики для обеспечения гарантированной надежности, и каждая машина проходит строгие испытания во время производства при «перегрузке» 440 В.
- Технология PFC: Кроме того, машины WF-205MST и WF-255MST MIG / Stick / TIG оснащены технологией PFC (или коррекции коэффициента мощности).Проще говоря, PFC автоматически компенсирует любые колебания входного напряжения, чтобы подавать очень стабильную и «чистую» мощность на инвертор. Это значительно снижает риск повреждения из-за грязного питания. Это также значительно увеличивает эффективность, позволяя этим машинам обеспечивать более высокую производительность и рабочий цикл.
Благодаря этому, когда инверторы Weldforce используются с генераторами, риск повреждения из-за некачественного питания значительно снижается.
5. Рекомендации по использованию генератора с инверторными сварочными аппаратами:Следуя этим рекомендациям, оператор минимизирует риск повреждения скачками напряжения и поможет сварочному аппарату работать на полную мощность.
а. Размер генератора:
Определение точного размера генератора, необходимого для безопасной работы сварочного аппарата, не всегда является простым процессом. Некоторые из факторов, которые следует учитывать: номинальные токи, потребляемые сварщиком, номинальная мощность генератора и то, является ли это истинным рейтингом (к сожалению, некоторые генераторы завышены), будет ли генератор использоваться или не будет использоваться для одновременно запускать другое силовое оборудование и т. д.
Для получения информации о рекомендуемых размерах генераторов для работы определенных аппаратов Weldclass Weldforce см. Руководство по эксплуатации или информацию о продукте на этом веб-сайте.
Ниже приводится практическое руководство по минимальному размеру генератора *;
Инвертор | Рекомендуемый | Рекомендуемый размер генератора |
до 160A | 7кВА | 8 + кВА |
180–200A | 8кВА | 10 + кВА |
250A | 13кВА | 15 + кВА |
* Обратите внимание, что если предполагается, что генератор будет использоваться для запуска дополнительного оборудования одновременно со сварщиком, размер генератора следует соответственно увеличить.Эти цифры являются приблизительными и не должны заменять рекомендации производителя.
** «Минимальный» размер – это наименьший размер, который мы предлагаем для сведения к минимуму риска скачков напряжения и т. Д., Однако этого может быть недостаточно для достижения полной мощности сварочного аппарата.
*** «Идеальный» размер дополнительно минимизирует риск проблем с электропитанием и обеспечит более высокую производительность сварочного аппарата.
См. Дальнейшие комментарии по размеру генераторов в пункте 6 ниже ↓.
г. Качество генератора :Как мы уже упоминали (пункт 2a выше ↑), генератор хорошего качества, подходящий для работы с инвертором, должен иметь низкий выходной коэффициент нелинейных искажений (THD).Все уважаемые поставщики или производители портативных генераторов смогут указать, какие значения THD указаны для их продуктов.
Генераторыс низким показателем THD (6% или меньше) будут иметь «относительно» чистую мощность и, таким образом, будут подходить для работы инверторных сварочных аппаратов.
Генератор с высоким коэффициентом нелинейных искажений (более 6%), вероятно, будет устройством низкого качества, и его следует использовать для работы инверторных сварочных аппаратов. См. Также «Советы по приобретению подходящих генераторов» – пункт 6 ниже ↓.
г. Что можно и чего нельзя делать при использовании генераторов с инверторными сварочными аппаратами:- Запуск и останов : Всегда отсоединяйте шнур питания сварщика от генератора. перед запуском или остановкой двигателя на генераторе.
- Подача топлива : Всегда проверяйте, чтобы двигатель генератора имел безопасную подачу топлива и что топливопровод был в хорошем состоянии. В двигателе не должно закончиться топливо, пока сварочный аппарат подключен к генератору.
- Техническое обслуживание : Всегда поддерживайте генератор в хорошем состоянии. Не используйте генератор, который нуждается в ремонте или замене.
- Удлинительные провода питания : Не используйте кабели питания низкого качества, нуждающиеся в ремонте или замене. Всегда используйте кабели для тяжелых условий эксплуатации – см. Таблицу ниже.
Рекомендуемое руководство по размеру кабеля удлинителя, используемого с инверторными сварочными аппаратами *:
Сварочный аппарат | Блок питания | Рекомендуемый минимальный размер кабеля |
до 200 А | 240 В 10 А / 15 А | Длина до 10 м: 2,0 мм 2 Длина более 10 м: 2,5 мм 2 |
250A | 240 В 15 А | 2.5 мм 2 |
240 В 20/25/32 А | 4,0 мм 2 |
* Эти цифры являются приблизительными и не заменяют рекомендации производителя.
6. Могу ли я использовать небольшой генератор для работы сварочного аппарата?
Как показано в таблице 5a выше ↑, рекомендуемый минимальный размер генератора составляет не менее 7 кВА (для сварочных аппаратов до 160 А).Нам часто задают вопросы вроде «Почему я не могу использовать свой генератор 5 кВА для работы этого сварочного аппарата?».
Мы также иногда видим, что другие поставщики сварочного оборудования предлагают питать их машины от генераторов мощностью от 4 до 5 кВА.
Конечно, сварщик действительно может работать на каком-то уровне, но вот почему использование небольших генераторов меньшего размера НЕ является хорошей идеей ;
- Как объяснено в пункте 2d выше, генератору придется работать намного тяжелее, и это значительно увеличит вероятность серьезных скачков мощности, которые могут повредить сварочный аппарат или вызвать его частое отключение.
- Мощность сварочного аппарата будет значительно снижена, возможно, до такой степени, что от аппарата будет мало пользы … или он станет очень неприятным для оператора.
- Часто генератор будет использоваться в какой-то момент для одновременной работы с другим оборудованием (например, с электроинструментом), и это еще больше усугубит указанные выше проблемы.
Хотя генератор большего размера изначально будет стоить дороже, генератор правильного размера (или большего размера) позволит вам выполнить работу правильно с первого раза… и значительно снизит риск дорогостоящего повреждения сварщика. И кто когда-нибудь сожалеет о том, что выступил «слишком много»?
Вот еще один способ взглянуть на это; допустим, вы покупаете автомобиль для буксировки прицепа. Вы бы купили автомобиль, у которого только достаточно мощности, и который должен постоянно работать на скоростях, близких к «красной линии», чтобы выполнять свою работу? Возможно нет! Точно так же покупка генератора, который имеет большую мощность / выходную мощность, чем то, что вам действительно нужно, имеет большой смысл.
См. Дальнейшие комментарии в пункте 5а выше ↑.
7. Советы по приобретению генератора, подходящего для работы сварочных аппаратовКачество генератора : Как мы уже упоминали, генератор хорошего качества, подходящий для работы с инвертором, должен иметь низкий выходной коэффициент нелинейных искажений (см. 2a и 5b выше ↑) не более 6%. Все уважаемые поставщики или производители портативных генераторов смогут указать, какие значения THD указаны для их продуктов.
Heavy Duty / Частое использование : Если предполагается использовать генератор очень часто / постоянно / каждый день (например, для мобильных сварочных работ), мы настоятельно рекомендуем пользователю рассмотреть возможность приобретения генератора с щеточным генератором. со сложным регулированием или технологией автоматического регулирования напряжения (AVR).
Хотя генераторы этого типа обычно более дорогие, чем стандартные генераторы (с генераторами переменного тока «без щеток»), их регулировка напряжения и выходная мощность намного лучше и «чище». Это означает, что они с гораздо меньшей вероятностью вызовут проблемы с электропитанием, которые приведут к отключению сварочного аппарата или его повреждению.
Есть вопросы?
Оставьте комментарий внизу этой страницы ↓ или нажмите здесь, чтобы отправить нам запрос.
Еще статьи по инверторным сварочным аппаратам;
Что такое инверторный сварочный аппарат и как он работает?
Что такое рабочий цикл и как он рассчитывается?
Все артикулы сварочных аппаратов
Несмотря на то, что были приняты все меры, Weldclass не несет ответственности за любые неточности, ошибки или упущения в этой информации, ссылках и приложениях.Любые комментарии, предложения и рекомендации носят только общий характер и не могут применяться к определенным приложениям. Пользователь и / или оператор несут исключительную ответственность за выбор соответствующего продукта для их предполагаемого назначения и за обеспечение того, чтобы выбранный продукт мог правильно и безопасно работать в предполагаемом применении. E. & O.E.
Сварочный словарь
MTE = Miller Technology Exclusive
Выберите первую букву искомого термина: A C D E F G H I K L M O P R S T V W
А
Accu-Pulse ® (MTE) : Процесс сварки MIG, который обеспечивает точное управление дугой даже при прихваточных швах и в узких углах.Обеспечивает оптимальный и точный контроль образования луж.
Accu-Rated ™ Power (MTE) : Стандарт для измерения мощности генератора с приводом от двигателя. Гарантии сдачи всей обещанной мощности.
Active Arc Stabilizer ™ (MTE) : Улучшает зажигание дуги и обеспечивает более мягкую дугу во всех диапазонах, с меньшей турбулентностью лужи и меньшим разбрызгиванием.
Adaptive Hot Start ™ (MTE) : Автоматически увеличивает выходную силу тока в начале сварного шва, если этого требует запуск.Помогает исключить прилипание электрода при зажигании дуги.
Advanced Active Field Control Technology ™ (MTE) : Простой и надежный запатентованный способ точного управления мощностью сварного шва генератора двигателя.
Воздушно-угольная дуговая резка (CAC-A) : Процесс резки, при котором металлы плавятся под действием тепла дуги с использованием угольного электрода. Расплавленный металл отталкивается от разреза струей нагнетаемого воздуха.
Переменный ток (AC) : Электрический ток, который меняет свое направление через равные промежутки времени, например 60 циклов переменного тока (AC) или 60 герц.
Aluminium Pulse Hot Start ™ (MTE) : Автоматически обеспечивает большую мощность дуги для Millermatic® 350P, чтобы исключить «холодный запуск», свойственный алюминиевому запуску.
Сила тока : Измерение количества электричества, проходящего через заданную точку в проводнике в секунду. Ток – это еще одно название силы тока.
Arc : Физический зазор между концом электрода и основным металлом.Физический зазор вызывает нагревание из-за сопротивления току и дуговым лучам.
Arc-Drive (MTE) : Автоматически улучшает сварку палкой, особенно труб, фокусируя дугу и предотвращая выход электрода.
Auto-Crater ™ (MTE) : Позволяет дуге TIG на аппаратах серии Trailblazer® исчезнуть кратер, давая время для добавления наполнителя без потери защитного газа. Устраняет необходимость в дистанционном управлении на конце дуги.
Auto-Line ™ (MTE) : Позволяет использовать любое первичное входное напряжение в диапазоне, одно- или трехфазном, 50 или 60 Гц. Также регулирует скачки напряжения во всем диапазоне.
Auto-Link® (MTE) : Схема внутреннего источника питания инвертора, которая автоматически подключает источник питания к приложенному первичному напряжению (230 В или 460 В), без необходимости вручную связывать клеммы первичного напряжения.
Автоматический запуск на холостом ходу (MTE) : Двигатель сразу же запускает холостой ход при запуске, продлевая срок службы двигателя и снижая расход топлива и уровень шума.
Автоматическая сварка : Использует оборудование, которое выполняет сварку без постоянной регулировки органов управления сварщиком или оператором. Оборудование контролирует выравнивание суставов с помощью автоматического датчика.
Auto-Refire ™ (MTE) : Автоматически управляет вспомогательной дугой при резке металлической сетки или нескольких металлических частей без ручного повторного запуска.
Auto Remote Sense ™ (MTE) : Автоматически переключает машину с панели на дистанционное управление при подключенном дистанционном управлении.Доступно для Dimension ™ NT 450, XMT® 350, Trailblazer® Series и PRO 300. Устраняет путаницу и необходимость в переключателе панели / дистанционного управления.
Auto-Stop ™ (MTE) : Позволяет останавливать дугу TIG без потери защитного газа на серии Trailblazer®.
Axcess ™ File Management (MTE) : Программное обеспечение, которое превращает стандартный карманный компьютер Palm в карту данных и удаленный брелок для всех систем Axcess. Позволяет отправлять по электронной почте, хранить и передавать программы сварки.
К
Сварочный аппарат с постоянным током (CC) : Эти сварочные аппараты имеют ограниченный максимальный ток короткого замыкания. У них отрицательная кривая вольт-амперной характеристики, и их часто называют «спадающими».
Устройство подачи проволоки с постоянной скоростью: Устройство подачи работает от 240 или 120 В переменного тока от источника сварочного тока.
Сварочный аппарат с постоянным напряжением (CV) и постоянным потенциалом (CP): Этот тип выходного сигнала сварочного аппарата поддерживает относительно стабильное постоянное напряжение независимо от выходной силы тока.Это приводит к относительно ровной кривой вольт-амперной характеристики.
Cool-On-Demand ™ (MTE) : Встроенный охладитель работает только при необходимости на Syncrowave® 250 DX и 350 LX.
Ток: Другое название силы тока. Количество электричества, проходящего через точку в проводнике каждую секунду.
Д
Дефект: Один или несколько дефектов сплошности, которые вызывают сбой при испытании сварного шва.
Dig: Также называется Arc Control.Предоставляет источнику питания переменную дополнительную силу тока в условиях низкого напряжения (короткая длина дуги) во время сварки. Помогает избежать «залипания» стержневых электродов при короткой длине дуги.
Постоянный ток (DC): Протекает в одном направлении и не меняет его направление на противоположное, как переменный ток.
Отрицательный электрод постоянного тока (DCEN): Направление тока, протекающего через сварочную цепь, когда вывод электрода подсоединен к отрицательной клемме, а рабочий провод подсоединен к положительной клемме сварочного аппарата постоянного тока.Также называется постоянным током прямой полярности (DCSP).
Положительный электрод постоянного тока (DCEP): Направление тока, протекающего через сварочную цепь, когда провод электрода подключен к положительной клемме, а рабочий провод подключен к отрицательной клемме сварочного аппарата постоянного тока. Также называется постоянным током обратной полярности (DCRP).
Dual Power Option ™ (MTE) : Дает возможность приводу двигателя PipePro® 304 использовать входную одно- или трехфазную электрическую мощность 230 В, что исключает износ двигателя, шум и выбросы, а также расходы на топливо. .
Рабочий цикл: Количество минут из 10-минутного периода времени, в течение которого аппарат дуговой сварки может работать с максимальной номинальной мощностью. Примером может служить 60-процентный рабочий цикл при 300 ампер. Это означает, что при 300 А сварочный аппарат можно использовать в течение шести минут, а затем дать ему остыть при работающем двигателе вентилятора в течение четырех минут.
E
Engine Save Start ™ (MTE): Двигатель работает на холостом ходу через три – четыре секунды после запуска на Trailblazer® 275 DC и 302.Увеличивает срок службы двигателя и снижает расход топлива.
Факс
Fan-On-Demand ™ (MTE) : Внутренняя система охлаждения источника питания, которая работает только при необходимости, сохраняя внутренние компоненты в чистоте.
Контактный наконечник FasTip ™ (MTE) : Запатентованный однооборотный наконечник для быстрой замены – никаких инструментов!
Стационарная автоматизация: Автоматическая сварочная система с электронным управлением для простых, прямых или круглых швов.
Гибкая автоматизация: Автоматизированная роботизированная сварочная система для сложных форм и применений, где сварочные пути требуют изменения угла наклона горелки.
Дуговая сварка порошковой проволокой (FCAW): Процесс дуговой сварки, при котором плавятся и соединяются металлы путем их нагрева дугой между непрерывной плавящейся электродной проволокой и изделием. Экранирование обеспечивается флюсом, содержащимся в сердечнике электрода. Дополнительная защита может быть обеспечена или не обеспечена от поступающего извне газа или газовой смеси.
г
Газовая дуговая сварка металла (GMAW): См. Сварка MIG.
Газовая дуговая сварка вольфрамом (GTAW): См. Сварка TIG.
Заземление: Безопасное соединение рамы сварочного аппарата с землей. См. Раздел «Подключение детали», чтобы узнать разницу между рабочим соединением и заземлением.
Провод заземления: При подключении сварочного аппарата к объекту см. Предпочтительный термин «Вывод заготовки».
Gun-On-Demand ™ (MTE) : Позволяет использовать либо стандартный пистолет, либо пистолет Spoolmatic® на Millermatic® 210, 251 и 350 без переключения переключателя. Автомат определяет, какой пистолет вы используете, когда вы нажимаете на спусковой крючок.
H
Гц: Гц часто называют «циклами в секунду». В Соединенных Штатах частота или изменение направления переменного тока обычно составляет 60 герц.
Высокая частота: Охватывает весь частотный спектр выше 50 000 Гц.Используется при сварке TIG для зажигания и стабилизации дуги.
Hot Start ™ (MTE) : Используется на некоторых станках с ручным приводом (SMAW), чтобы облегчить запуск электродов, которые трудно запускать. Используется только для зажигания дуги.
Я
Инвертор: Источник питания, который увеличивает частоту поступающей первичной мощности, что позволяет уменьшить размер машины и улучшить электрические характеристики сварки, такие как более быстрое время отклика и больший контроль при импульсной сварке.
К
кВА (киловольт-ампер): киловольт-ампер. Сумма вольт, умноженная на ампер, деленная на 1000, потребляемая источником сварочного тока от первичной мощности, предоставляемой коммунальной компанией.
кВт (Киловатт): Первичная кВт – это фактическая мощность, используемая источником питания при достижении номинальной выходной мощности. Вторичный кВт – это фактическая выходная мощность источника сварочного тока. Киловатты находятся путем деления вольт на ампер на 1000 и учета любого коэффициента мощности.
л
Lift-Arc ™ (MTE) : Эта функция позволяет зажигать дугу TIG без высокой частоты. Зажигает дугу при любой силе тока, не загрязняя сварной шов вольфрамом.
Low OCV Stick ™ (MTE) : Уменьшает OCV на некоторых моделях Maxstar® и Dynasty®, когда источник питания не используется, устраняя необходимость в дополнительных редукторах напряжения.
LVC ™ (компенсация линейного напряжения) (MTE): Сохраняет выходную мощность источника питания постоянной, независимо от незначительных колебаний входной мощности.
м
Микропроцессор: Одна или несколько интегральных схем, которые можно запрограммировать с помощью сохраненных инструкций для выполнения множества функций.
Сварка MIG (GMAW или газовая дуговая сварка металла): Также называется сваркой сплошной проволокой. Процесс дуговой сварки, при котором металлы соединяются путем их нагрева дугой. Дуга возникает между непрерывно подаваемым присадочным (расходуемым) электродом и заготовкой. Газ или газовые смеси, подаваемые извне, обеспечивают защиту.
Существует четыре основных режима переноса металла:
Перенос короткого замыкания: Получил свое название от сварочной проволоки, фактически «замыкающей» (касаясь) основного металла много раз в секунду. Образуются брызги, но перенос можно использовать во всех положениях сварки и на металле любой толщины.
Globular Transfer: Названо в честь «шариков» сварочного металла, перемещающихся по дуге под действием силы тяжести. Капли на дуге обычно больше диаметра электрода.Это не дает очень гладкого внешнего вида сварного шва, и могут возникать брызги. Обычно ограничивается плоскими и горизонтальными положениями сварки и не используется для тонких металлов.
Распыление: Названо в честь «распыления» крошечных капель расплава поперек дуги, обычно меньше диаметра проволоки. Использует относительно высокие значения напряжения и силы тока, и дуга постоянно горит после того, как дуга образовалась. Очень мало брызг, если они вообще есть. Обычно используется для сварки толстых металлов в плоских или горизонтальных положениях сварки.
Импульсный перенос распылением: Для этого варианта распыления сварочный аппарат «пульсирует» выходной сигнал между высокими пиковыми токами и низкими фоновыми токами. Сварочная ванна немного остывает во время фонового цикла, что немного отличается от режима распылительного переноса. Это позволяет выполнять сварку во всех положениях как на тонких, так и на толстых металлах.
Дополнительную информацию о сварке MIG см. В разделе «Технические советы MIG».
MVP ™ (Multi-Voltage Plug) (MTE) : Позволяет подключать Millermatic® DVI ™ или Passport ™ к розеткам на 115 или 230 В без инструментов – просто выберите вилку, которая подходит к розетке.
О
Напряжение холостого хода (OCV): Как следует из названия, в цепи нет тока, потому что цепь разомкнута. Однако на цепь воздействует напряжение, так что, когда цепь замыкается, ток сразу же течет.
п
Совместимость с ОС Palm ™: Заменяет необходимость в картах данных и подвесках дистанционного управления на моделях Axcess.
Плазменная дуговая резка: Процесс дуговой резки, при котором металл разрезается за счет использования суженной дуги для расплавления небольшого участка детали.Этот процесс может разрезать все металлы, проводящие электричество. Дополнительные сведения о плазменной резке см. В разделе «Советы по плазменной резке».
фунтов на квадратный дюйм (psi): Измерение, равное массе или весу, приложенному к одному квадратному дюйму площади поверхности.
Энергоэффективность: Насколько хорошо электрическая машина использует поступающую электроэнергию.
Коррекция коэффициента мощности: Обычно используется в однофазных источниках питания постоянного тока для снижения величины первичного тока, требуемого энергокомпанией во время сварки.
Первичная мощность: Часто называется входным линейным напряжением и силой тока, доступными сварочному аппарату от основной линии электропередачи в цехе. Первичная входная мощность, часто выражаемая в ваттах или киловаттах (кВт), является переменным током и может быть однофазной или трехфазной.
Pulsed MIG (MIG-P): Модифицированный процесс переноса распылением, при котором не образуются брызги, поскольку проволока не касается сварочной ванны. Области применения, наиболее подходящие для импульсной сварки MIG, – это те области, которые в настоящее время используют метод передачи короткого замыкания для сварки стали калибра 14 (1.8 мм) и выше.
Pulsed TIG (TIG-P): Модифицированный процесс TIG, подходящий для сварки более тонких материалов.
Импульсный: Последовательность и управление величиной тока, частотой и продолжительностью сварочной дуги.
R
Номинальная нагрузка: Сила тока и напряжение, на которые рассчитан источник питания в течение определенного периода рабочего цикла. Например, 300 ампер, 32 вольта нагрузки, при рабочем цикле 60 процентов.
Регулируемое напыление металла (RMD®) (MTE) : Точно управляемая технология передачи короткого замыкания, доступная в качестве опции для моделей Axcess®. Для уменьшения разбрызгивания, снижения тепловложения до 20 процентов или заполнения зазоров.
Контактная точечная сварка (RSW): Процесс, в котором два металлических куска соединяются путем пропускания тока между электродами, расположенными на противоположных сторонах свариваемых деталей. В этом процессе нет дуги. Для получения дополнительной информации о контактной точечной сварке см. Технические советы по контактной точечной сварке.
RMS (среднеквадратичное значение): «Эффективные» значения измеренного переменного напряжения или силы тока. Среднеквадратичное значение равно 0,707 максимального или пикового значения.
S
Сварочный полуавтомат: Оборудование контролирует только подачу электродной проволоки. Движение сварочной горелки контролируется вручную.
SharpArc® (MTE) : Оптимизирует размер и форму дугового конуса, ширину и внешний вид валика, а также текучесть лужи. Доступно для Millermatic® 350 / 350P.
Дуговая сварка экранированного металла: См. Сварка палкой.
Защитный газ: Защитный газ, используемый для предотвращения атмосферного загрязнения сварочной ванны.
Однофазная цепь: Электрическая цепь, производящая только один переменный цикл в течение 360 градусов.
Умный топливный бак (MTE) : Конструкция бака сводит к минимуму вероятность обратного потока топлива.
Брызги: Частицы металла, вылетающие из сварочной дуги.Эти частицы не становятся частью готового сварного шва.
Точечная сварка: Обычно выполняется на материалах, имеющих конструкцию соединения внахлест. Может относиться к точечной сварке сопротивлением, MIG или TIG. Точечная сварка сопротивлением выполняется электродами с обеих сторон стыка, а точечная сварка сваркой методом TIG и MIG выполняется только с одной стороны.
Squarewave ™: Выход переменного тока источника питания с возможностью быстрого переключения между положительной и отрицательной полупериодами переменного тока.
Сварка палкой (SMAW или дуговая сварка защищенного металла): Процесс дуговой сварки, при котором плавятся и соединяются металлы путем их нагрева дугой между покрытым металлическим электродом и изделием. Защитный газ получают из внешнего покрытия электрода, часто называемого флюсом. Присадочный металл в основном получают из сердечника электрода. Для получения дополнительной информации о сварке штангой см. Технические советы по Stick.
Дуговая сварка под флюсом (SAW): Процесс, при котором металлы соединяются дугой или дугами между неизолированным металлическим электродом или электродами и изделием.Экранирование обеспечивается гранулированным легкоплавким материалом, который обычно подается на работу из бункера для флюса.
Sun Vision ™ (MTE): Позволяет легко считывать показания цифровых счетчиков при прямом солнечном свете или в тени на Trailblazer® 275 DC и 302.
SureStart ™ (MTE): Обеспечивает постоянное зажигание дуги Axcess® за счет точного управления уровнями мощности для определенных комбинаций проволоки и газа.
Syncro Start ™ (MTE) : Позволяет выбрать индивидуальный запуск дуги на Syncrowave® 200, 250 DX и 350 LX
Т
Трехфазная цепь: Электрическая цепь, дающая три цикла в пределах временного интервала 360 градусов, при этом циклы разнесены на 120 электрических градусов.
Сварка TIG (GTAW или газовая вольфрамовая дуга): Этот процесс сварки, который часто называют сваркой TIG (вольфрамовый инертный газ), соединяет металлы путем их нагрева вольфрамовым электродом, который не должен становиться частью завершенного сварного шва. Иногда используется присадочный металл, а для защиты используются инертный газ аргон или смеси инертных газов. Для получения дополнительной информации о сварке TIG см. Технические советы по TIG.
Tip Saver Short Circuit Protection ™ (MTE) : Отключает выход, когда контактный наконечник MIG замыкается на рабочий элемент на Millermatic® 135 и 175.Увеличивает срок службы контактного наконечника и защищает машину.
Сброс триггера: Обеспечивает быстрый сброс на пистолете, а не на станке.
Горелка: Устройство, используемое в процессе TIG (GTAW) для управления положением электрода, передачи тока на дугу и направления потока защитного газа.
Torch Detection ™ (MTE) : Syncrowave® 250 DX и 350 LX определяют, имеет ли горелка TIG водяное или воздушное охлаждение.
Touch Start: Процедура зажигания дуги низкого напряжения и малой силы тока для сварки TIG (GTAW).Вольфрам касается заготовки; когда вольфрам поднимается из заготовки, возникает дуга.
Технология Tri-Cor ™ (MTE) : Конструкция стабилизатора Bobcat ™ 250, которая обеспечивает более гладкие сварные швы и снижает разбрызгивание с электродами E7018 без снижения производительности с электродами E6010.
Вольфрам: Редкий металлический элемент с чрезвычайно высокой температурой плавления (3410 ° Цельсия). Используется при производстве электродов TIG.
В
Напряжение: Давление или сила, толкающая электроны через проводник.Напряжение не течет, но вызывает ток или силу тока. Напряжение иногда называют электродвижущей силой (ЭДС) или разностью потенциалов.
Устройство подачи проволоки с измерением напряжения: Устройство подачи работает от напряжения дуги, генерируемого источником сварочного тока.
Кривая вольт-ампер: График, показывающий выходные характеристики источника сварочного тока. Показывает возможности напряжения и силы тока конкретной машины.
Вт
Управление файлами WaveWriter ™ (MTE) : Включает все функции управления файлами Axcess ™, а также простую графическую программу формирования сигналов для наиболее требовательных приложений импульсной сварки MIG.
Сварка на холостом ходу (MTE) : Позволяет PipePro ™ 304 автоматически выполнять сварку при более тихой и низкой скорости вращения при меньшем расходе топлива. Когда требуется большая мощность, станок переходит на высокую скорость без изменения дуги.
Металл сварного шва: Электрод и основной металл, расплавленный во время сварки. Это формирует сварной валик.
Перенос сварного шва: Метод, при котором металл переносится из проволоки в расплавленную лужу.
Wet-Stacking: Несгоревшее топливо и моторное масло собираются в выхлопной трубе дизельного двигателя, причем выхлопная труба покрыта черным липким маслянистым веществом.Это состояние вызвано тем, что двигатель работает со слишком малой нагрузкой в течение продолжительных периодов времени. При раннем обнаружении это не вызывает непоправимого ущерба и может быть уменьшено, если приложить дополнительную нагрузку. В случае игнорирования возможно необратимое повреждение стенок цилиндров и поршневых колец. Благодаря более строгим нормам выбросов и более качественному топливу двигатели в последние годы менее подвержены складированию в мокром состоянии.
Wind Tunnel Technology ™ (MTE) : Внутренний воздушный поток на многих инверторах Miller, который защищает электрические компоненты и печатные платы от загрязнения, значительно повышая надежность.
Скорость подачи проволоки: Выражается в дюймах / мин или мм / с и относится к скорости и количеству присадочного металла, подаваемого в сварной шов. Как правило, чем выше скорость подачи проволоки, тем выше сила тока.
Присоединение заготовки: Средство для крепления кабеля массы (рабочего кабеля) к заготовке (металл, на который нужно приваривать). Кроме того, точка, в которой установлено это соединение. Один тип рабочего соединения осуществляется с помощью регулируемого зажима.
Свинец детали: Проводник или электрический проводник между аппаратом для дуговой сварки и изделием.
Высококачественные аппараты для точечной сварки на переменном токе
AIT предлагает полную линейку высококачественных аппаратов для точечной сварки на переменном токе
Высококачественные источники питания переменного тока, трансформаторы и аксессуары
Более низкие цены на оборудование и электроды, чем у других производителей
Более короткое время выполнения заказа, особенно на электроды
Бесплатные пробные сварные швы и беспрецедентная поддержка клиентов
Щелкните здесь, чтобы увидеть подходящие сварочные головки.
Как мы можем вам помочь
Advanced Integrated Technologies (AIT) – поставщик оборудования для контактной сварки и технической поддержки для аппаратов точечной сварки Nippon Avionics (Avio) и принадлежностей, а также аппаратов для точечной сварки Sunstone.Мы можем оценить образцы вашей продукции, предоставить бесплатные контрольные сварные швы и точно указать, какое оборудование лучше всего подходит для вашей области применения. Затем мы можем предоставить вам необходимое оборудование по экономичной цене и помочь с любыми техническими проблемами, с которыми вы столкнетесь при настройке сварочного процесса. Отправьте контактную форму или позвоните нам сегодня, чтобы запросить помощь с вашим следующим проектом.Сварочные аппараты AVIO
Эти аппараты для точечной сварки переменного тока наиболее подходят для сварки толстых листов и медных многожильных кабелей, так как они могут регулировать время сварки в более широком диапазоне, чем другие сварочные аппараты с накоплением энергии .На нижний пиковый ток в меньшей степени влияет грязь или пятна на заготовке. Они очень подходят для интеграции с автоматизацией. Компания AIT производит все собственные электроды для использования в этих и других сварочных аппаратах, которые мы предоставляем нашим клиентам. Мы можем предоставить индивидуальные электроды и решения для ваших сварочных работ.
Подходящие сварочные головки и другие аксессуары доступны для всех сварщиков, представленных ниже. Лучше всего связаться с нами и подробно описать вашу сварочную систему, а также позволить нашему техническому специалисту поработать с вами для определения наилучшего источника питания, сварочной головки и электродов для ваших конкретных задач.
| Источники питания для однофазной точечной сварки переменным током AVIO | |||
| Характеристики | NRW-5A | NRW-25A | |
| Система управления | синхронизированный | ||
| Диапазон регулирования температуры | 40–100% | ||
| Время сварки | 0.5-99 циклов | ||
| Сжатие, время удержания | 0-99 циклов | ||
| Функция сварки | предварительный нагрев, наклон вверх, время охлаждения, функция переключения каналов | ||
| Номинальная мощность | 3 кВА (50% нагрузки) | 6 кВА (50% нагрузки) | |
| 9,5 кВА (нагрузка 5%) | 19кВА (5% нагрузки) | ||
| Источник питания | 200 В переменного тока +/- 10% 50/60 Гц (дополнительно 100-120 В переменного тока) | ||
| Сварочные источники переменного тока | |
| NRW-5A | NRW-25A |
Сварочные трансформаторы переменного тока
NT-5A
| Сварочные трансформаторы AVIO | |||
| Характеристики | NT-5A | ||
| Первичное входное напряжение | 200 В | ||
| Номинальная входная мощность (рабочий цикл 50%) | 3 кВА | ||
| Вторичный ток короткого замыкания | 5000A | ||
| Напряжение холостого хода вторичной обмотки | 1.1, 1.8, 2, 5 (В) | ||
Сварочные трансформаторы переменного тока
NT-8A
| Сварочные трансформаторы AVIO | |||
| Характеристики | NT-8A | ||
| Первичное входное напряжение | 200 В | ||
| Номинальная входная мощность (рабочий цикл 50%) | 6 кВА | ||
| Вторичный ток короткого замыкания | 11000A | ||
| Напряжение холостого хода вторичной обмотки | 1.8, 3, 5 (В) | ||
Сварочные трансформаторы переменного тока
НТ-5М
| Сварочные трансформаторы AVIO | |||
| Характеристики | НТ-5М | ||
| Первичное входное напряжение | 200 В | ||
| Номинальная входная мощность (рабочий цикл 50%) | 2.8 кВА | ||
| Вторичный ток короткого замыкания | 2400A | ||
| Напряжение холостого хода вторичной обмотки | 6, 6.5, 7, 7.5 (В) | ||
| Понижающие трансформаторы AVIO | ||
| Характеристики | СТ-100 | СТ-200 |
| Первичное входное напряжение | 115 В / 230 В | 220 В / 230 В |
| Номинальная входная мощность | 1 кВА | 6 кВА |
| Напряжение холостого хода вторичной обмотки | 100 В | 200 В |
Сварочные аппараты Sunstone
В этих аппаратах для точечной сварки на переменном токе используется внутренний трансформатор, обеспечивающий достаточную мощность для многих применений, что делает их идеальными для контактной точечной сварки и шовной сварки.Оба этих сварочных аппарата также используют микропроцессор, который позволяет легко настраивать и программировать сложные последовательности сварки, такие как связывание различных графиков сварки в рамках одной работы. Любой из этих аппаратов для точечной сварки на переменном токе может выполнять сварку толщиной до 0,1 дюйма.
Расширенные режимы:
- Двойная импульсная сварка
- Многоимпульсная сварка
- Точечная сварка с роликовым швом
- Сварка швов
- Temper Function
Функция сварки швов в этих аппаратах для сварки на переменном токе делает их очень популярными.Внутренний микроконтроллер позволяет выполнять сложные последовательности сварки швов.
Щелкните здесь, чтобы увидеть подходящие сварочные головки.Сварочные аппараты переменного тока 1,5 кВА и 2,5 кВА
Особенности:
- Простой и удобный интерфейс
- 110 В, однофазный
- Внутренний трансформатор переменного тока
- 4-строчный символьный дисплей
- Ножная педаль
- Режимы одиночного импульса, двойного импульса, нескольких импульсов, стыка и скользящей точки
- До 180 сварок в минуту
- Диапазон длительности импульса, исключая режим шовной сварки (16.От 67 мс до 1,65 с)
- Сохранение до 100 программируемых расписаний
- Размер: 13,25 дюйма x 10 дюймов x 5,5 дюйма – 32 фунта
- Возможные области применения: пайка, сборка аккумуляторного блока, контактная сварка швом, контактная пайка и общая контактная сварка.
| Характеристики каждого блока питания Sunstone | Аппарат для точечной сварки переменного тока 1,5 кВА | 2.Аппарат для точечной сварки переменного тока 5 кВА |
| Внутренний номинал трансформатора | 1,5 кВА | 2,5 кВА |
| Рабочий цикл сварки | 50% | 50% |
| Общее количество сохраняемых расписаний | 100 | 100 |
| Максимальная внутренняя рабочая температура | 75 ° С | 75 ° С |
| Номинал предохранителя | 20A | 20A |
| Требования к источникам питания | 110-120 В переменного тока 50-60 Гц | 110-120 В переменного тока 50-60 Гц |
| Масса | 31 фунт (14 кг) | 32 фунта (14 кг) |
| Размеры корпуса (Д x Ш x В без клемм, с ножками) | 13.25 дюймов x 10 дюймов x 5,5 дюймов | 13,25 дюйма x 10 дюймов x 5,5 дюйма |
| Минимальная длина импульса | 16,67 мс | 16,67 мс |
| Максимальная длина импульса (исключая сварку в шовном режиме) | 1,65 сек | 1,65 сек |
| Максимальное количество сварных швов в минуту | 180 | 180 |
2.Сварочные аппараты для контактной точечной сварки переменным током 2 кВА и 5 кВА
| Характеристики каждого блока питания Sunstone | Сварщик для точечной сварки переменного тока, 2,2 кВА | Аппарат для точечной сварки переменного тока 5 кВА |
| Первичное напряжение | 110/220/240 | 240 |
Max Weld.Больше новостей |