
Кабель для сварочного аппарата: сечение, маркировка, требования
Часто сварщикам приходится сталкиваться с ситуацией, когда кабель, идущий в комплекте к приобретенному оборудованию, слишком короткий и имеет алюминиевый сердечник, который быстро греется. Чтобы подобрать оптимальный кабель для сварочного аппарата, нужно ориентироваться в предложениях такой продукции на рынке и обратить пристальное внимание на некоторые нюансы. Только так специалист сможет выбрать надежный кабель, который будет хорошо работать при любой температуре воздуха и без проблем перенесет максимально допустимые нагрузки.
Марки сварочного кабеля и их характеристики
Прежде всего, следует понимать, что сварочный кабель испытывает нагрузки не только от инвертора, но и со стороны внешних условий. Трение о поверхность (в том числе асфальт, бетон и и.п.), высокие и низкие температуры, падение предметов – это привычные и неотвратимые неблагоприятные факторы. Поэтому при выборе кабеля необходимо учитывать рабочие параметры оборудования и условия его эксплуатации.
Гибкий сварочный кабель КГ
Одна из наиболее распространенных марок кабеля. Расшифровывается очень просто – кабель гибкий. Хорошо показал себя в работе с постоянным током до 1000В или переменным до 600В и частотой до 400 Гц. Провод предназначен для коммутации сварочного оборудования к сети 220 или 380 вольт, подключения к массе или держателю.
Сварочный провод КОГ1
От предыдущего аналога данный кабель отличается меньшим диаметром жил. Из-за этого он получился более гибким и характеризуется меньшим радиусом поворота. Такая особенность востребована для работы в труднодоступных местах или в случаях, когда нужно поднести электрод под непривычным – слишком острым или, наоборот, развернутым углом. Также гибкий кабель практичен во время работ на высоте, при потолочной сварке, когда шнур специалист наматывает на руку, чтобы облегчить его удержание. Проводка рассчитана для работы от сети 220 воль с частотой тока 50 Гц.
КГН
Буква «Н» в аббревиатуре несет информацию о том, что изоляционная оболочка кабеля негорючая. Она изготовлена из специального материала с повышенными показателями жаропрочности и выдерживает температуру свыше 200 градусов по Цельсию. Это проводник можно использовать даже в условиях возгорания, когда срочно требуется выполнить электросварочные работы.
Выдерживая экстремальные температурные условия, кабель востребован бригадами МЧС, пожарной охраны, ремонтниками на морских судах и т.п. В промышленности и быту провод востребован при работе на больших объектах, когда сварщику приходится прокладывать магистраль энергоснабжения через только что проваренные участки металла. Изоляция, соприкасаясь с горячим металлом, не плавится.
Сварочный кабель КГ-ХЛ
Индекс «ХЛ» информирует о том, что кабель отлично переносит холод. В его составе есть специальный каучук, снижающий вероятность растрескивания изоляции на морозе при изгибе. Он остается достаточно гибким даже при температуре в -60 градусов Цельсия.
КПЭС
В кабеле место центральной жилы установлена спиралеобразная трубка. Такая конструкция способна пропускать внутри проволоку, которая замкнет цепь и инициирует электрическую дугу. Проволока может быть как цельной, так и полой с флюсом внутри. Предназначен кабель для полуавтоматической сварки, а его цена зависит от диаметра. Из-за особенностей устройства, в частности, из-за полой конструкции кабель служит недолго – примерно 1,5 года. Может работать при температурах до -10 градусов Цельсия и рассчитан на прохождение переменного или постоянного электрического тока напряжением 42/48 вольт.
Читайте также: Ручная электродуговая сварка
КВС
Маркировка обозначает, что в изоляции присутствует полихлорвинил. Благодаря этому оболочка более вынослива к истиранию и отлично подходит для работ, требующих мобильности сварщика. Перемещаясь по площадке, он может смело тащить кабель по основанию, даже если оно из бетона. Кабель рассчитан на передачу электропотока напряжением 127-220В и работу в широком температурном режиме: от 40 градусов мороза до 40 градусов тепла. Недостаток такого кабеля – очень слабая гибкость. Он не подходит для проводника к электродержателю. Чаще всего он востребован в качестве проводника от электрической сети до сварочного аппарата.
Перемещаясь по площадке, он может смело тащить кабель по основанию, даже если оно из бетона. Кабель рассчитан на передачу электропотока напряжением 127-220В и работу в широком температурном режиме: от 40 градусов мороза до 40 градусов тепла. Недостаток такого кабеля – очень слабая гибкость. Он не подходит для проводника к электродержателю. Чаще всего он востребован в качестве проводника от электрической сети до сварочного аппарата.
КГТ
Читайте также: Сравнение инверторных сварочных аппаратов
Как выбрать кабель для сварки
Настало время переходить к практическим советам по выбору оптимального варианта кабеля. Он полностью должен соответствовать сварочному аппарату, с которым будет взаимодействовать. Помимо этого, есть ряд иных параметров, которые необходимо учитывать при выборе.
Помимо этого, есть ряд иных параметров, которые необходимо учитывать при выборе.
Какой должна быть жила
Сварочный кабель может быть одножильным. К примеру, он маркируется 1х16. Значение первой цифры – одна неразделенная жила. Благодаря такой устройству, проводник меньше греется и быстрее передает напряжение от источника питания к держателю. Другой пример – 11х30 – это многожильный кабель, где в маркировке первая цифра обозначает количество изолированных жил. Такой вариант будет оптимальным для промышленных установок, напряжение которых 500В и больше.
Жила изготавливается из меди или алюминия. В торговой сети чаще встречаются именно алюминиевое исполнение, поскольку такие продукты значительно дешевле. Когда сварочный аппарат используется редко, то этого вполне достаточно. Для профессионального использования нужен медный кабель: его удельное сопротивление меньше в 5-7 раз по сравнению с алюминиевым аналогом. Помимо снижения потерь тока медь обладает и другими достоинствами: она меньше греется и лучше гнется.
При выборе стоит особое внимание уделять китайским медным проводникам. Поскольку, как показывает практика, содержание меди в них не больше 70%. Убедиться в этом можно по срезу кабеля – жилы с примесями выглядят тусклыми. Для бытовых нужд такой кабель подойдет, но вот для профессионального применения он слабоват.
Читайте также: Прямая и обратная полярность сварочного инвертора
Сечение кабеля для сварочного инвертора
Металлический сердечник кабели внутри содержит большое число тонких жил. Их может быть от нескольких десятков до 1000 штук. Площадь сечения должна соответствовать мощности сварочного аппарата и силы тока электрической дуги. К примеру кабель, имеющий жилу сечением 6 квадратных миллиметров рассчитан на нагрузку не более 11кВт и силу тока до 100А. Однако, это не значит, что он будет оптимальным вариантом для инвертера с такими показателями мощности и производительности. Никогда не стоит рассчитывать на максимальные показатели, а лучше делить их пополам. Другими словами, такой кабель подойдет для подключения сварочного аппарата с потребляемой мощностью до 5 кВт.
Другими словами, такой кабель подойдет для подключения сварочного аппарата с потребляемой мощностью до 5 кВт.
В случае возрастания силы тока нужно увеличивать и сечение кабеля. В противном случае фактическая производительность оборудования будет меньше его возможностей. Это подобно попытке быстро заправить авто через узкую воронку: она не пропустит топлива больше, чем может. Чтобы облегчить выбор ниже приведена таблица соответствия сечения кабеля мощности сварочного аппарата.
Если планируется использовать электрод диаметром 2 мм при силе тока 80А, то вполне можно использовать кабель сечением 6 мм кв. Но для электрода чуть толще (например, «троечка») этого уже будет недостаточно. По этой причине оборудование нужно комплектовать кабелем, исходя из максимальных значений его мощности. Например, для бытовых аппаратов, не используемых в коммерческих целях или на производстве, достаточно кабеля сечением 16 мм. А вот для мастерской уже потребуется более мощный проводник с сечением 25-50 мм. Эксплуатация кабеля с меньшим сечением будет провоцировать его быстрый нагрев м перерасход энергии.
Эксплуатация кабеля с меньшим сечением будет провоцировать его быстрый нагрев м перерасход энергии.
Требования к гибкости кабеля
В изготовлении оболочки производители руководствуются требованиями ГОСТа 23286-78. Слой изоляции не может быть меньше 1,1-1,2 мм, чтобы обеспечить достаточный уровень защищенности токовода от оголения. Производится обмотка из резины, в которую подмешиваются специальные добавки. Желательно, чтобы готовый продукт был в достаточной степени мягким и гибким. В то же время важно обеспечить хорошую сопротивляемость изоляции на истирание. Класс изолирующего слоя маркируется буквами и свидетельствует о его способности выдерживать высокие температуры. К примеру, F соответствует 150, а Н — 180 градусам Цельсия.
Длина сварочного кабеля
От этого показателя зависит возможность перемещения сварщика по рабочей площадке.
Но не стоит думать, что очень длинный кабель является самым мудрым решением. Нельзя удлинять кабель по своему усмотрению. Увеличение длины ведет к росту сопротивления, а значит – к снижению силы тока. Для расчета максимальной длины проводки применяется формула:
макс. свар. ток / 100 = коэффициент
Рассмотрим пример. Аппарат имеет показатель 160, тогда коэффициент будет равен 1,6. На него следует разделить сечение существующего кабеля. Предположим, что используется проводка сечением 25 кв. см. Тогда: 25/1,6=15 метров. Получается, что длина кабеля не может быть большей, чем 15 метров.
Если кабель слишком короткий, а показатели оборудования допускают использовать более длинный, то можно не покапать новый, а нарастить существующий. Добавку прикрепляют с помощью опрессовки, обеспечивающей хороший плотный контакт. Не допускается скручивание двух частей проводки, так как это приводит к увеличению сопротивления магистрали. В любом случае, согласно положениям техники пожарной безопасности длина сварочного кабеля не должна превышать 30-40 метров.
Читайте также: Как пользоваться сварочным аппаратом
Кабель для сварочного аппарата – обзор марок, сравнение, советы при покупке
Часто встречаются ситуации, когда необходимо заменить старый сварочный кабель на новый, либо вместе с инвертором шел слишком короткий или некачественный сварочный кабель. Например, владельцы сварочного аппарата Ресанта обращают внимание, что в комплекте часто идут омедненные кабели.
Например, владельцы сварочного аппарата Ресанта обращают внимание, что в комплекте часто идут омедненные кабели.
Выбор марки кабеля для сварочного аппарата
Наиболее популярный кабель для сварки – силовой кабель марки КГ, расшифровывается как К – кабель Г- гибкий.
Силовой кабель КОГ1 второй по популярности сварочный кабель, его используют в случае, когда необходимо проводить сварочные работы в труднодоступных местах. КОГ расшифровывается как кабель особой гибкости.
Также вам может встретиться предложение купить сварочный кабель марки КРПТ, расшифровывается как кабель резиновый переносного типа. Однако стоит знать, что данная марка снята с производства и сегодня ближайшим аналогом является кабель КГ
Марки КГН и КГ-ХЛ внешне ничем не отличаются от кабеля КГ. Однако оболочка у КГН выполнена из масло-бензостойкой резины на основе бутадиеновых каучуков, что защищает кабель от попадания искр, масел, бензина.
КГ-ХЛ для сварки вам понадобиться только для проведения работ в экстремальных условиях при температурах ниже -40 С. Кабель КГ-ХЛ рассчитан на эксплуатацию от – 60 до + 60 градусов.
Помимо широко распространенных сварочных кабелей КГ и КОГ существуют и другие марки кабелей для электросварочного оборудования, такие как КПЭС, КВС.
Марка КПЭС относится к полому типу кабелей, то есть в таком кабеле нет жил, вместо них используется круглая металлическая трубка. КПЭС предназначен для подачи электродов в место сварки и для подачи тока 42В/48В переменного/постоянного напряжения, кабель используется для дуговой сварки автоматического и полуавтоматического типа, в том числе под флюсом. Работать с таким кабелем можно при температуре не ниже – 10 С. Кабель имеет достаточно короткий срок службы в зависимости от диаметра канала, например, с диаметром канала более 3 мм срок службы составляет не менее 3-х месяцев, более 6мм – не менее 1,5 года. Производитель кабеля – ТД «Укркабель». Помимо сварочных работ применяется для подключения электропечей.
Помимо сварочных работ применяется для подключения электропечей.
Марка КВС расшифровывается как кабель с ПВХ изоляцией сварочный. Применяется для подключения держака сварочного аппарата к источнику питания до 127/220В переменного/постоянного напряжения. Рабочие температуры КВС от минус 40 до плюс 40 градусов. Так как в КВС используется изоляция из поливинилхлорида, то он не обладает такой гибкостью как кабель КГ.
|
Купить кабель для сварочного аппарата вы можете в нашем каталоге! |
Разница между сварочным кабелем КГ и КОГ1
Визуально конструкция сварочного одножильного кабеля КГ и КОГ1 похожа и разницы между ними казалось бы нет:
-
Многопроволочная медная жила, т.е. состоящая из отдельных проволочек.
-
Синтетическая плёнка по жиле (визуально похоже на полиэтилен, целлофан).

-
Резиновая изоляция
-
Резиновая оболочка
В кабеле КОГ1 возможно наложение общей изоляционно-защитной оболочки с большей толщиной (не менее 2-3 мм)
Тем не менее отличия между сварочными кабелями КГ и КОГ1 есть и весьма существенны:
-
Класс гибкости
Сварочный кабель КГ имеет 5-ый класс гибкости, а КОГ1 – 6-ой. Что это значит? Это значит, что диаметр проволочек 6-го класса тоньше 5-го класса. Например, у КГ 1х16 диаметр проволочек жилы составляет 0,41 мм в соответствие с ГОСТ 22483-77, а у КОГ1 1х16 – 0,21мм, поэтому КОГ1 1х16 гибче и мягче. В связи с этим у КОГ1 минимальный радиус изгиба меньше, это значит, что его можно больше согнуть под нужным вам углом.
ВАЖНО! Кабель КОГ1 более гибкий по сравнению с кабелем КГ -
Вес кабеля
Вес 1 м кабеля КОГ 1х16 составляет 240 г, вес КГ 1х16 – 310 г.
 Чем длиннее вы выберете сварочный кабель, тем он более тяжелый. С учетом, что длина сварочного кабеля может достигать 40 м ,то разница составит несколько килограммов.
Чем длиннее вы выберете сварочный кабель, тем он более тяжелый. С учетом, что длина сварочного кабеля может достигать 40 м ,то разница составит несколько килограммов.
-
Разные параметры напряжения
Кабель КГ рассчитан до 660 В при напряжении переменного тока (до 400 Гц) вольт, а КОГ – до 220 вольт и 50 Гц.
Рекомендации при покупке сварочного кабеля.
1. Кабель должен иметь медную многопроволочную жилу. На рынке может попасться китайский кабель КГ, в жиле которого содержание меди будет не больше 60-70%, цвет такой меди заметно тусклее. Вывод, покупайте КГ у проверенных поставщиков у которых ест сертификаты на продукцию.
ВАЖНО! От качества меди зависит передача тока по кабелю и в итоге качество сварки.
2. Кабель должен быть достаточно гибким с классом гибкости жил не ниже 4, так как в процессе работы со сварочным аппаратом приходиться менять положение и место, а кабель при этом должен не бояться изгибов и не создавать дополнительных помех.
Кабель должен быть достаточно гибким с классом гибкости жил не ниже 4, так как в процессе работы со сварочным аппаратом приходиться менять положение и место, а кабель при этом должен не бояться изгибов и не создавать дополнительных помех.
3. Сечение кабеля должно быть подобрано исходя из параметров максимального тока сварочного аппарата.
ВАЖНО! Неправильно подобранное сечение кабеля ведет к перегреву кабеля.
4. Обращайте внимание на изоляцию кабеля, она должна быть достаточной толщины. Например, для кабеля КГ 1х16 толщина изоляции составляет не менее 1,1-1,2 мм с учетом допускаемых отклонений согласно ГОСТ 23286-78. Изоляции чаще всего выполнена из резины, в руках кабель должен легко гнуться.
Кабель питания сварочного аппарата
Для питания сварочного аппарата также необходимо использовать кабели и провода для подвижного монтажа, так как инвертор в процессе работы все же приходится перемещать. В качестве таких марок подойдет тот же кабель КГ или ПВС. Эти же марки подходят в качестве удлинителя для сварочного аппарата. Рекомендуемое сечение не меньше 2,5 мм2 при длине не больше 20 м. В любом случае сечение питающего кабель для сварочного аппарата необходимо подбирать в зависимости от номинала автомата источника, чтобы защитить кабель от перегрузки. Также необходимо учитывать потери напряжения, если кабель достаточно длинный (больше 20м).
В качестве таких марок подойдет тот же кабель КГ или ПВС. Эти же марки подходят в качестве удлинителя для сварочного аппарата. Рекомендуемое сечение не меньше 2,5 мм2 при длине не больше 20 м. В любом случае сечение питающего кабель для сварочного аппарата необходимо подбирать в зависимости от номинала автомата источника, чтобы защитить кабель от перегрузки. Также необходимо учитывать потери напряжения, если кабель достаточно длинный (больше 20м).
Кабель для заземления сварочного аппарата
Сварочные аппараты, запитанные через гибкие кабели или имеющие стационарное подключение к питанию как правило имеют отдельный провод заземления. Для стационарного сварочного оборудования обычно заземляющий кабель одним концом крепится корпусу аппарата, а другим к металлическому стержню в земле. Благодаря этому создается равенство потенциалов, и даже если корпус аппарата будет под напряжением, удара током при соприкосновении не произойдет.
В качестве кабеля для заземления сварочного аппарата используют кабель с медными жилами сечением не менее 6 мм2.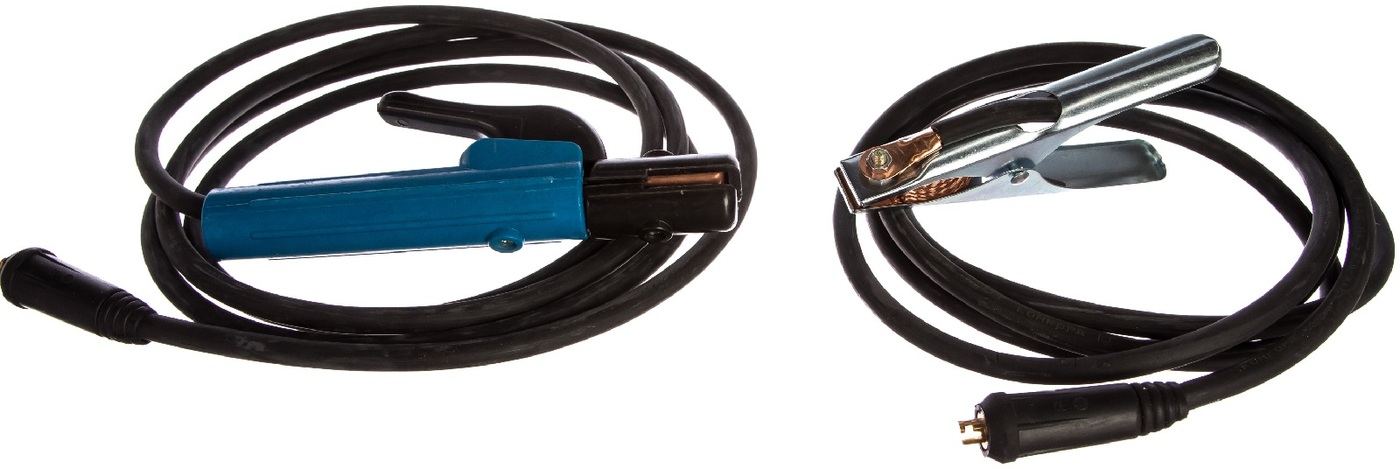 В качестве заземляющего кабеля можно использовать марки ПВ6-3, ПУГВ и другие.
В качестве заземляющего кабеля можно использовать марки ПВ6-3, ПУГВ и другие.
Сечение сварочных кабелей для инверторов и аппаратов
Сварочные кабели применяются для соединения оборудования с электрической сетью, а также с электрододержателем и клеммами массы. Поскольку провода выполняют такую важную функцию, как передача значительных величин тока, то к ним предъявляются строгие требования и высокие нормы безопасности.
Требования к кабелям
Главные требования и нормы, предъявляемые к проводникам:
- эксплуатация проводов осуществляется в различных условиях, поэтому они должны обладать устойчивостью к ударам, разрывам и агрессивным химическим средам;
- хранение шнуров осуществляется в смотанном виде, поэтому провод должен выдерживать многократные сматывания и разматывания;
- сечение кабеля для сварочного аппарата должно выдерживать токовую нагрузку оборудования. Поэтому очень важно правильно подбирать сечение провода.
 Именно данной теме будет посвящена наша статья.
Именно данной теме будет посвящена наша статья.
Виды и маркировка
Российские и зарубежные производители предлагают достаточно широкий выбор кабелей, отличающихся между собой техническими характеристиками. К основным типам проводников относят следующие:
- одножильные провода применяются для оснащения переносных агрегатов, жила выполнена из меди или ее сплавов; самая популярная марка, сечение которой варьируется в значительных величинах – КГ, часто используется исполнителями КОГ;
- провода с двумя жилами и более имеют более широкое применение, они используются не только для различных видов сварки: дуговая, импульсная, автоматическая, но и для резки; более подробная информация представлена здесь.
Маркировка проводов для сварки осуществляется посредством сочетания буквенных и числовых обозначений: КС – кабель сварочный, цифры обозначают количество жил.
Кроме этого, производители выпускают проводники для применения в особых климатических условиях: кабели с обозначением Т – тропический, устойчивы к температурам до +50°С; КХ – подразумевает стойкость к холоду, к температурам до -60°С. Проводники без подобных обозначений предназначены для умеренных температур окружающей среды.
Проводники без подобных обозначений предназначены для умеренных температур окружающей среды.
Сечение
Для безопасного выполнения работ, а также для исключения возможности поломки оборудования, следует правильно выбирать сечение кабеля для сварки.
Важно! К неисправности оснащения может привести проводник со слишком маленьким сечением. Если сечение будет меньше необходимой величины, то ток по жилам не пойдет и агрегат отключится или перегорит.
Очень важно правильно соотнести два параметра: сечение и токи сварочного кабеля, так как они тесно связаны. Таким образом, каждому исполнителю важно знать, какое сечение сварочного кабеля следует выбирать при работе с различными токовыми нагрузками.
Выбор сечения
Расчет сечения сварочного кабеля по току является наиболее простым и быстрым способом подобрать оптимальный вариант проводника.
Многие исполнители располагают сварочным оборудованием инверторного типа. Его многочисленные технические достоинства и доступная стоимость делают данное оснащение популярным. Поэтому следует определить сечение сварочного кабеля для инвертора.
Его многочисленные технические достоинства и доступная стоимость делают данное оснащение популярным. Поэтому следует определить сечение сварочного кабеля для инвертора.
Для проведения работы в домашних условиях исполнители используют агрегаты, максимальная величина тока которых составляет порядка 180-200 А. Рассмотрим далее более подробно сварочный кабель для инвертора, какое сечение необходимо для определенных величин тока.
- Сечение кабеля для инверторного сварочного аппарата, выдающего максимальный ток в 80-100 А, должно составлять 6 мм2.
- Для аппаратов с выдаваемым максимальным током в 120 А предназначен провод с сечением в 10 мм2.
- Сварочный кабель сечение 16 мм2 предназначен для инверторов, которые поддерживают максимальный ток до 180 А.
- Востребован у сварщиков сварочный кабель на 200 Ампер, сечение составляет 25 мм2.

- Сварочный кабель сечение 35 мм2 выдерживает ток в 289 А, поэтому, чаще всего, он используется для оснащения трансформаторов. Однако, производителями предлагаются инверторы, которые способны выдавать ток до 300 А. В подобных случаях следует применять сварочный кабель сечение 50 мм2.
Для выполнения работ на профессиональном уровне в большинстве случаев используются уже упоминаемые ранее трансформаторы. Очень важным фактором является определенность в том, какое сечение кабеля нужно для сварочного аппарата подобного типа.
Оборудование трансформаторного типа способно выдавать ток до 500 А. Поэтому для данного оснащения следует использовать провода с сечением в 70 и 95 мм2. Первый способен проводить до 437 А, второй – до 522 А.
Сварочные выпрямители выдают ток, величина которого может достигать 600 А. Поэтому исполнителям с оснащением такого типа следует обратить внимание на провода с сечением в 120 мм2.
Поэтому исполнителям с оснащением такого типа следует обратить внимание на провода с сечением в 120 мм2.
Таблица сечений сварочного кабеля и токовых нагрузок для проводов позволяет узнать оптимальный вариант проводника для оснащения всего необходимого оборудования: инверторы, трансформаторы, выпрямители, держак, клеммы массы.
Определив два важных параметра: максимальная величина тока и сечение провода, можно рассчитать другую важную характеристику – длина кабеля. Более подробная информация здесь.
Данная статья поможет любому исполнителю определить, какого сечения должен быть сварочный кабель при определенных величинах тока.
Cварочные провода для инвертора
Удаление сварщика от места расположения сварочного аппарата определяется длиною сварочных проводов. А это возможность неограниченного перемещения до необходимой точки сваривания, плюс удобство проведения самого сварочного процесса. Но сварочные провода выбираются не только по этому критерию, очень важно правильно подобрать их сечение по мощности инвертора, а также учесть некоторые характеристики самого провода. А именно:
А именно:
- Высокую гибкость кабеля, которая позволяет изменять его положение в пространстве за счет того, что изменяется место нахождения самого сварщика.
- Прочность изоляции, потому что сварочные операции могут проводиться в разных условиях, где на сам кабель будут воздействовать механические нагрузки, влажность, технические материалы, разные температуры и так далее.
Исходя из этого, к проводам для сварки предъявляются особые требования.
Основные требования
Любой, даже самый маломощный инвертор, выдает ток достаточной величины, чтобы покалечить человека. Поэтому к электробезопасности проводов для сварочного инвертора предъявляются очень жесткие требования. О некоторых уже упоминалось выше, но разберемся в них более подробно.
Изоляция сварочного провода, или как ее называют – оплетка, изготавливается из прочного полимерного состава. Именно этот полимерный слой создает условия, при которых кабель может спокойно подвергаться ударным нагрузкам, негативному воздействию влаги и химически агрессивных материалов. При этом полимер прекрасно работает на растяжение, так что разрывов в теле изоляции никогда не произойдет. А это могло бы случиться, ведь в процессе проведения сварочной операции провод изгибается в разных направлениях, к тому же достаточно интенсивно. Плюс – хранится сварочный кабель в смотанном состоянии, поэтому оплетка должна выдерживать многократное сматывание и разматывание.
При этом полимер прекрасно работает на растяжение, так что разрывов в теле изоляции никогда не произойдет. А это могло бы случиться, ведь в процессе проведения сварочной операции провод изгибается в разных направлениях, к тому же достаточно интенсивно. Плюс – хранится сварочный кабель в смотанном состоянии, поэтому оплетка должна выдерживать многократное сматывание и разматывание.
Некоторые модели сварочных кабелей покрываются резиновой оболочкой. Это более надежный вариант, потому что кроме резины внутри размещается полимерная прослойка, которая разграничивает металлические медные жилы от резины. При нагреве не происходит слипания металла с резиновым шлангом. А это намного продлевает срок эксплуатации проводов.
Что касается сечения провода, то, как уже было сказано выше, этот показатель зависит от силы тока, который подается на электрод. Для инверторов, выдающих максимальный ток величиною 180 ампер, подойдет кабель сечением 16 мм², для аппаратов с силой тока 100 ампер можно использовать кабель сечением 7 мм². Для тока 220 ампер подходит марка КГ 25 с сечением 25 мм², у которого внешний диаметр равен 15 мм. Сечение провода КГ 35 равно 35 мм², и этот кабель выдерживает ток силой 270 ампер. Чаще всего его используют для подключения сварочных трансформаторов.
Для тока 220 ампер подходит марка КГ 25 с сечением 25 мм², у которого внешний диаметр равен 15 мм. Сечение провода КГ 35 равно 35 мм², и этот кабель выдерживает ток силой 270 ампер. Чаще всего его используют для подключения сварочных трансформаторов.
Очень важно правильно соотнести два параметра: сечение и ток. К примеру, если сечение провода будет недостаточным, то есть не будет соответствовать номинальному значению тока, то электроэнергия просто не будет проходить дальше предохранителей аппарата, где она будет конденсироваться, то есть, скапливаться. В таком случае предохранитель просто отключится.
Если сечение провода большое, больше требуемой силы тока, то вероятность появления короткого замыкания в самом аппарате резко увеличивается. Это часто приводит к выходу из строя самого инвертора.
Классификация сварочных проводов
В настоящее время производители кабельной продукции предлагают три вида сварочных проводов, которые отличаются друг от друга токоведущей медной жилой. А точнее, их количеством в одной оплетке.
А точнее, их количеством в одной оплетке.
- Одножильные провода. По сути, это медная проволока монолитного вида в единственном числе с соответствующим сечением. Обычно такие кабели входят в комплект переносных сварочных аппаратов. То есть, это класс сварочных проводов для инверторов.
- Двужильные. Такие сварочные провода состоят из двух изолированных друг от друга жил, выполняющих функции катода и анода. Изготавливают жилы из чистой меди или ее сплавов.
- Трехжильные. Данная разновидность используется для сварки автоматического сварного оборудования, которое применяется для сварки труб большого диаметра.
Кроме данного разделения проводов для сварочного аппарата, есть еще один тип классификации, в которой две группы.
- Так называемые септические кабели для сварки. Их используют в условиях, где температура не должна превышать 50С.
- Устойчивые к низким температурным режимам. Такие кабельные изделия сверху обрабатываются полимером, который легко противостоит минусовым температурам окружающего воздуха.
 Именно этот полимер защищает основную изоляцию от растрескивания на морозе.
Именно этот полимер защищает основную изоляцию от растрескивания на морозе.
Чтобы не ошибиться в выборе сварочного провода для инвертора, нужно покупать сам аппарат, в комплект которого входит и кабель. Все дело в том, что производители сварочного оборудования подгоняют характеристики кабеля под характеристики инвертора. Если будет требоваться замена устаревшего или пришедшего в негодность провода на новый, то лучше приобретать его точно такой же марки, что и старый.
Современные сварочные кабели
О кабеле КГ уже упоминалось. Он с недавних пор стал использоваться в качестве сварочного, хотя основное его предназначение – системы освещения. Его основное отличие – это многожильная гибкая конструкция. Но, чтобы сделать кабель КГ сварочным, от производителей потребовалось использовать более надежную изоляцию, потому что токи, проходящие по проводу при сварке, значительно выше по номиналу, чем в системах освещения. Хотя сама медная жила с такими нагрузками справляется легко.
Так вот в качестве изоляции в КГ кабеле используется резина из эластичного каучука. В некоторых моделях устанавливается двойная изоляция, так сказать, шланг в шланге. Производители в настоящее время предлагают модели, которые можно использовать при высоких и при низких температурах.
Первая маркируется, как КГ-Т. Основная особенность оплеток данного провода не только выдерживать высокие температурные условия эксплуатации (до +85С), но и возможность противостоять образованию плесени на поверхности и внутри кабеля. А плесень быстро расправляется с медными проводами, заполняя собой пространство между жилками.
Вторая позиция маркируется, как КГ-ХЛ. В состав изоляционной оплетки входит слой холодостойкой резины, которая и противостоит низким температурам (до -60С), поэтому сварочные провода этой марки рекомендуется использовать в регионах Крайнего Севера.
Необходимо обозначить еще один современный вид сварочного кабеля, который позволяет заменить остальные марки и КГ в том числе. Это гибкий вариант под маркой КОГ1. У него скрученная медная жила и изоляция из резинового шланга, изготовленного из смеси натурального и бутадиенового каучука. Таким проводом можно варить при любых условиях, то есть, при максимальной температуре +50С, при минимальной -50С. Шланг может полностью погружаться в воду, может эксплуатироваться под солнцем. Он не горит и не рвется. Его можно подключать к инверторам, автоматам и полуавтоматам.
Это гибкий вариант под маркой КОГ1. У него скрученная медная жила и изоляция из резинового шланга, изготовленного из смеси натурального и бутадиенового каучука. Таким проводом можно варить при любых условиях, то есть, при максимальной температуре +50С, при минимальной -50С. Шланг может полностью погружаться в воду, может эксплуатироваться под солнцем. Он не горит и не рвется. Его можно подключать к инверторам, автоматам и полуавтоматам.
Подводя итог, необходимо отметить, что какой бы сварочный провод не выбирался, надо обязательно учитывать те параметры, которые определяют режим сварки. Именно от этого будет зависеть качественная и долгосрочная его эксплуатация.
Поделись с друзьями
1
0
0
0
Сварочные провода и наборы для ММА
Сварочные инверторы – самый современный и удобный вид сварочных аппаратов на данный момент. Их работа построена на основе инновационных инверторных технологий, которые позволили добиться идеального соотношения веса, размера и мощности аппарата, максимальной простоты эксплуатации и высокого качества сварки.
Их работа построена на основе инновационных инверторных технологий, которые позволили добиться идеального соотношения веса, размера и мощности аппарата, максимальной простоты эксплуатации и высокого качества сварки.
Инверторные аппараты для сварки ММА одинаково популярны и среди новичков-любителей, и среди профессиональных сварщиков высокой квалификации. Профессионалы ценят инверторные аппараты за высокое качество сварного шва, стабильную работу в любых условиях, возможность работы с разными металлами и сплавами. Мастера с небольшим опытом работы также предпочитают осваивать основы сварки именно с инверторами. «Умные» инверторы отличаются простым управлением, обеспечивают легкий процесс работы без разбрызгивания металла со стабильным горением дуги и постоянным током. Инверторы для ММА сварки компактные, легкие, мобильные и исключительно простые в использовании.
Сварочные провода – обязательный элемент оборудования для сварки в режиме ММА. Это изолированные гибкие кабели из сплетенных токопроводящих жил в шланговой резиновой оболочке. Сварочный провод предназначен для подачи сварочного тока от источника к электродержателю.
Это изолированные гибкие кабели из сплетенных токопроводящих жил в шланговой резиновой оболочке. Сварочный провод предназначен для подачи сварочного тока от источника к электродержателю.
Сечение и длина кабеля
Длина и сечение кабеля для ММА сварки подбирается исходя из параметров сварочного тока. Только правильно подобранный кабель способен обеспечить качественную и продуктивную работу оборудования.
Если вам нужно купить сварочные провода для ММА сварки, обращайте внимание на такие характеристики, как длина и сечение провода. Эти параметры тесно связаны между собой и являются самыми важными при выборе кабеля. Длина кабеля напрямую зависит от его сечения.
Длина и сечение сварочных проводов рассчитаны на максимальный ток сварочного аппарата. Увеличение длины чревато потерей тока и перегревом провода. Поэтому превышать рекомендуемые нормы не стоит. Чем длиннее сварочный провод, тем больше должно быть его сечение. Увеличение провода на 1 метр требует увеличения сечения в полтора раза.
Увеличение провода на 1 метр требует увеличения сечения в полтора раза.
Стандартные рекомендации: для сварочного тока 80-100 А подходят кабели с сечением 6 мм; для 100-199 А – 16 мм; для 200-240 А – 25 мм; для 200-289 А – 35 мм; 290-362 А – 50 мм. Инверторы ММА бытового класса обычно имеют показатели максимального тока 100-200 А.
Комплекты сварочных проводов для ММА
В интернет-магазине Greenloft.ru вы можете купить комплект сварочных проводов для сварки ММА, который включает кабели с электродержателем и зажимом массы. Представленные у нас наборы для ММА подходят для большинства сварочных инверторов. Зажимы оснащены удобными рычагами для быстрой смены электродов и надежного закрепления заготовки. Сами кабели отличаются износоустойчивостью и длительным сроком службы.
Если вам нужно купить сварочные провода для ММА в г. Екатеринбург, воспользуйтесь услугами Grеenloft.ru. В нашем ассортименте представлены комплекты сварочных проводов разной длины с разным сечением.![]() Выбирайте подходящий набор, делайте выгодную покупку в Greenloft.ru.
Выбирайте подходящий набор, делайте выгодную покупку в Greenloft.ru.
какую марку, длину и сечение провода выбрать
Главная и единственная функция сварочного кабеля – бесперебойно и без потерь доставить электроэнергию до места сварки, где она преобразуется в тепло, что приведет к расплавлению металла и последующей сварке.
Кабель состоит из двух проводников, на одних концах которых смонтированы держатель электрода или зажим массы, на других клеммы или штекеры, как на бытовых сварочных инверторах.
Требования
Сварочный кабель должен пропускать рабочий ток сварки с наименьшими потерями. Из доступных материалов максимальная проводимость у меди. Чтобы сам провод не грелся, то есть на нем не происходило заметного падения напряжения, он должен быть достаточно толстым (большого сечения).
Свариваемые конструкции имеют сложную форму, и сваркой приходится заниматься в различных положениях. Электрод должен свободно доставать до любых мест свариваемой конструкции. Поэтому сварочный провод должен иметь максимальную гибкость и не мешать производству работ.
Поэтому сварочный провод должен иметь максимальную гибкость и не мешать производству работ.
Так как вокруг свариваемых деталей часто бывают металлические токопроводящие конструкции, то провод должен иметь надежную изоляцию. Кроме этого, изоляция должна позволять варить в сложных природных и производственных условиях.
Она должна выдерживать воздействие жары, холода, пролитого масла или другого смазочного материала. Проводник и изоляция должны быть невосприимчивы к ударам, рывкам и химически агрессивным средам.
Так как в процессе работы сварочный провод много раз приходиться сматывать и заматывать, то он должен выдерживать и это. Таким требованиям отвечает многожильный медный провод большого сечения в мягкой маслостойкой резиновой оболочке.
Характеристики
На сегодняшний день не производят универсальный сварочный кабель, который мог бы работать во всех климатических и производственных условиях. Но выпускают довольно большую линейку проводов, которые отвечают главным условиям сварочного кабеля: минимальное сопротивление и гибкость.
Но выпускают довольно большую линейку проводов, которые отвечают главным условиям сварочного кабеля: минимальное сопротивление и гибкость.
У отечественных производителей марка КГ означает, что гибкий кабель сделан из меди. Он предназначен для соединения силовых элементов нестационарного оборудования, может использоваться в качестве сварочного кабеля. Кроме этого имеется специальный сварочный кабель КС. По техническим характеристикам они практически идентичны.
Если на проводе присутствует маркировка КГ 1х16, это означает гибкий силовой одножильный кабель сечением 16 мм2. Допустимый рабочий ток 189 А.
Первая цифра обозначает количество жил, две или три последующие – сечение провода. Буквы ХЛ сообщают о том, что кабель можно использовать при низких рабочих температурах до -60 ⁰C. Дополнительное покрытие предотвращает появление трещин на холоде.
Буква Т говорит о способности провода работать в условиях повышенной влажности и температуры до + 85 ⁰C. Кроме этого буква Т говорит, что провод обладает антисептическими свойствами, не боится грибка и плесени, что характерно для тропического климата.
Аббревиатура КОГ сообщает о том, что жилы сварочного проводника особо гибкие и позволяют использовать его в любых самых неудобных и труднодоступных местах без причинения вреда рабочим качествам.
Такой кабель обеспечивает максимальный комфорт для сварщика. В сварочном кабеле КС буква П означает полимерное покрытие, ВЧ – напряжение высокой частоты. Выбор такого кабеля для инвертора будет идеальным решением.
При проведении сварочных работ в зонах повышенной пожарной опасности необходимо использовать соответствующий сварочный кабель.
Маркировка КГН означает негорючесть. Весь кабель КГ независимо от климатического исполнения полностью герметичный, может использоваться под водой. Единственное, что нужно сделать, это обеспечить герметичность в местах соединения проводника с аппаратом и держателем электрода.
Типы используемых проводников
Основными типами кабелей, применяемым в сварочных устройствах являются:
- одножильные проводники с медной токоведущей жилой, выполненной из множества тонких проволочек, применяются в основном для инвертора;
- двужильные проводники, представляющие собой анод и катод, которые обеспечивают применение высокочастотного тока для импульсной сварки и переменный ток для резки металла;
- трехжильные проводники используются в аппаратах автоматической сварки, применяемых при монтаже трубопроводов и других изделий, где требуется ровный и высококачественный шов.

Для сварочного аппарата в комплекте идут кабели, рассчитанные на рабочие токи устройства. Если их нет, то необходимо выбрать соответствующие сварочные провода.
Обращая внимание на максимальный рабочий ток аппарата. Он указывается в инструкции по эксплуатации прибора. Если в документации указан рабочий ток в пределах 160-189 А, то сварочный провод согласно требованиям ГОСТ должен иметь сечение 16 мм2.
При токах 240-250 А необходим проводник сечением 25 мм2. При использовании полупрофессиональных устройств на 350-362 А требуется проводник сечением 50 мм2.
В профессиональных сварочных аппаратах при максимальных рабочих токах 437 А или 522 А требуются подключить проводники сечением 70 мм2 и 95 мм2 соответственно.
Допустимо ли удлинять
С длинным проводом удобнее работать, но он повышает сопротивление проводника и соответственно на нем происходит дополнительное падение напряжения.
Для обеспечения требуемого тока аппарат приходится переводить в режим максимальных нагрузок, что вызывает быстрый износ устройства. Удлинить кабель, в том числе обратный провод, можно, но с заменой более толстым с большим сечением.
Удлинить кабель, в том числе обратный провод, можно, но с заменой более толстым с большим сечением.
Тогда потери на проводнике не изменятся, но увеличится масса кабеля. Так как удельное сопротивление постоянно для конкретного металла, то увеличив длину проводника вдвое, потребуется увеличить площадь сечения тоже вдвое.
При этом необходимо правильно подсоединять штекеры и клеммы к кабелю. Они должны соединяться методом опрессовки или пайки с последующей изоляцией.
Четкого однозначного запрета на удлинение от производителей нет. Особые требования по обеспечению тока предъявляют к держателям электродов. Однако многие специалисты не рекомендуют удлинять кабель, заявляя, что аппарат может выйти из строя, а производитель при этом снимет гарантию.
Сварочный кабель: марки, как выбрать, характеристики
Нередко кабели, поставляемые вместе со сварочными аппаратами, короткие и имеют алюминиевый сердечник, который быстро перегревается. Чтобы укомплектовать свой инвертор надежными шнурами для электрододержателя и зажима массы, нужно разобраться, какие марки сварочного провода бывают, и на что обращать внимание при выборе. Так, Вы сможете подобрать кабель для сварочного аппарата, которым будет комфортно работать при любой температуре воздуха, а сама электрическая магистраль сможет выдерживать оказываемые нагрузки.
Так, Вы сможете подобрать кабель для сварочного аппарата, которым будет комфортно работать при любой температуре воздуха, а сама электрическая магистраль сможет выдерживать оказываемые нагрузки.
Читайте также:
Марки сварочного кабеля и их характеристики
Поскольку сварочный кабель испытывает повышенные нагрузки как со стороны аппарата, так и от внешних факторов (строительные условия, трение о землю или бетон, нагрев, мороз), то от правильности выбора зависит срок его службы и эффективность. Сперва вникнем, какие существуют сварочные кабели и в чем их отличия.
КГ
Это самый распространенный тип кабеля, который расшифровывается как «кабель гибкий». Он подходит для эксплуатации с постоянным током до 1000 Вт или с переменным до 600 В и частотой не выше 400 Гц. Провод используется для подключения инвертора к сети 220 или 380 В, а также присоединения держателя электродов и зажима массы.
Cварочный кабель КГ.
КОГ1
В отличие от предыдущего кабеля, здесь используется более тонкий диаметр жил, поэтому шнур получается особо гибким. В результате радиус поворота у него меньше. Это особенно пригодится при сварке в труднодоступных местах, когда сварщику требуется завести руку с держателем под непривычным углом. Еще это практично во время работы на высоте, где принято наматывать кабель на руку (чтобы легче удерживать) — тогда петли не будут сильно выпирать по сторонам. В отличие от КГ, он рассчитан на пропуск 220 В с частотой 50 Гц.
Сварочный кабель КОГ1.
КГН
Такой сварочный кабель с добавлением в маркировку буквы «Н» означает, что материал негорючий. Изоляционная оболочка выполнена из жаростойкого покрытия, выдерживающего температуру свыше 200 градусов. Этот провод пригодится, если приходится вести электросварку/резку буквально в условиях возгорания (нужды МЧС, ремонтные бригады на кораблях и т. д.). В бытовой и промышленной областях это практично, когда собираемая конструкция большая, и сварщику нужно перемещаться по только что сваренным участкам для продолжения работы. Тогда кабель, соприкасающийся с нагретым металлом, не будет плавиться.
КГ-ХЛ
Индекс этого товара содержит буквы «ХЛ», подразумевающие разрешенную эксплуатацию на холоде. Для этого в состав добавлен специальный каучук. Он сохраняет гибкость при температуре до -60 градусов, поэтому особенно подойдет для работы в условиях крайнего Севера. Если Вам часто приходится вести сварку зимой на улице, то обратите внимание на продукцию с маркировкой КГ-ХЛ.
Сварочный кабель КГ-ХЛ.
КПЭС
Это тип кабеля, где вместо жилы применяется спиралевидная трубка. Он рассчитан на пропуск внутри себя проволоки, для замыкания цепи и возбуждения электрической дуги. Проволока может быть как цельной, так и трубчатой, с флюсом внутри. Применяется кабель для сварки полуавтоматом. Цена кабеля зависит от внутреннего диаметра. Но полая конструкция содействует сокращению срока службы до 1.5 года. Такая электромагистраль способна передавать напряжение 42/48 В независимо от типа тока (переменный или постоянный). Применять низковольтную линию получится при температуре до -10 градусов.
Сварочный кабель КПЭС.
КВС
Кабель с обозначением КВС подразумевает наличие в изоляции полихлорвинила. Такая оболочка более устойчива к истиранию и подходит в случаях, когда сварщику требуется часто перемещаться, волоча кабель по полу. Изоляция поможет сохранить сердечник от оголения. Кабель выдерживает стабильную передачу напряжения 127-220 В. Температурный диапазон составляет -40…+40 градусов. Но ПВХ не имеет такой гибкости как каучук, поэтому для электродержателя он не подходит. Чаще всего провод ПВХ используют для подключения сварочного аппарат к розетке.
Сварочный кабель КВС.
КГТ
Этот тип кабеля выдерживает температуру воздуха до +85 градусов, поэтому оптимален для эксплуатации в жаркой среде. Покрытие активно сопротивляется грибкам и плесени, и кабель подойдет для работы во влажных теплых условиях.
Как выбрать сварочный кабель
Разобравшись в маркировке товаров, перейдем к практичным советам по выбору. Сварочный кабель должен соответствовать аппарату, с которым он будет взаимодействовать. Существуют и другие параметры, подбираемые исходя из предстоящих задач по сварке.
Существуют и другие параметры, подбираемые исходя из предстоящих задач по сварке.
Какой должна быть жила сварочного кабеля
Сварочный кабель, присоединяемый от аппарата к держателю и массе, может быть одножильным (например, 1х16). Первая цифра означает, что в разрезе у него сердечник общий, не разделенный на две или три изолированные линии под единой оболочкой. Такое исполнение уменьшает нагрев и содействует ускоренной передаче напряжения от источника к держателю.
Одножильный сварочный кабель.
Многожильные кабеля обозначаются 11х30, где первая цифра указывает на наличие 11 раздельных жил. Такое исполнение применяется на промышленных установках, использующих напряжение 500 А и выше.
Многожильный сварочный кабель.
Сама жила бывает алюминиевой или медной. В магазинах чаще всего комплектуют сварочные аппараты алюминиевыми кабелями, поскольку они дешевле. Этого достаточно для начинающего сварщика или редкого использования инвертора.
Алюминиевый сварочный кабель.
Профессионалы же всегда устанавливают медные кабели, поскольку у них удельное сопротивление в 7 раз меньше, чем у алюминия. В результате потери тока сокращаются. Еще медь лучше гнется и меньше греется.
Медный сварочный кабель.
Китайский дешевый кабель может называться медным, но содержать Cu не более 70%. Это легко заметить по тусклому цвету жилы в разрезе. Для бытовых нужд товар подойдет, а вот для производства лучше от него отказаться.
Сечение сварочного кабеля
Внутри металлического сердечника находятся тонкие проводки, которых может быть от 30 до 1000. Их общее сечение выбирается по мощности аппарата и используемого тока. Например, кабель сечением 1х6 мм² рассчитан на максимальную нагрузку в 11 кВт с силой тока 80-100 А. Но никогда нельзя использовать расчетные значения по максимуму. Оптимально всегда делить их на 2. В итоге, такой провод подойдет для источника питания с потребляемой мощностью 5 кВт. При возрастании силы тока (А), необходимо увеличивать и сечение кабеля, иначе это все-равно, что пытаться заправлять автомобиль на АЗС через соломинку — суженный проход будет снижать производительность.
Чтобы не было потерь сварочного тока, сечение выбирают исходя из выдаваемой мощности аппарата по этой таблице.
| Сила тока, А | Сечение кабеля, мм² |
|---|---|
| 80-100 | 1х6 |
| 120-150 | 1х10 |
| 150-180 | 1х16 |
| 200-250 | 1х25 |
| 250-300 | 1х50 |
| 330-400 | 1х100 или 11х50 |
| 500-600 | 1х120, 11х95 |
| 600 | 1х185 и выше |
Если Вы варите «двоечкой» на токе 80 А, то вполне можете обходиться тонким кабелем 1х6 мм². Но это не позволит применить электрод «тройку». Поэтому аппараты требуется комплектовать исходя из возможной максимальной силы сварочного тока. Для бытового инвертора на даче достаточно минимального показателя 1х16 мм². В мастерскую необходимо 1. 25 или 1х50 мм². Работа кабелем с меньшим сечением приводит к его перегреву и расплавлению.
25 или 1х50 мм². Работа кабелем с меньшим сечением приводит к его перегреву и расплавлению.
Требования к гибкости кабеля
Для сварки требуется кабель с гибкостью не ниже 4-го класса. Более жесткие провода будут выкручивать руки сварщику, их труднее сматывать для транспортировки, неудобно манипулировать держателем при ведении шва в потолочном или вертикальном положении.
Шнур с обозначением КГ относится к 5-му классу гибкости. У него диаметр «волоска» составляет 0.41 мм. Товары с маркировкой КОГ относятся к 6-му классу. Повышенная гибкость достигается за счет диаметра «волоска» 0.21 мм.
Изоляция кабеля
Оболочка кабеля изготавливается согласно ГОСТ 23286-78. Изоляция не должна быть тоньше 1.1-1.2 мм, чтобы надежно защищать токоведущую часть от оголения. Выпускают наружную обмотку из резины с добавлением различных компонентов. На ощупь она должна быть мягкой и гибкой. Класс изоляции обозначается буквами и указывает на максимальную температуру нагрева, которую способна выдержать оболочка.
Например: индекс F подразумевает 150 градусов, а Н — 180.
Длина сварочного кабеля и можно ли его увеличивать
Длина сварочного кабеля влияет на удобство перемещения сварщика, когда работы ведутся вдоль длинной конструкции (например забора) или на высоте. Тогда аппарат можно реже переставлять, и передвигаться только с держателем в руке. Для стационарной деятельности достаточно 2 метров на массу и 3 метра на держатель. Для цеха лучше купить на электрододержатель 5 метров.
Но удлинять кабеля по своему произволу нельзя. Увеличение длины повышает сопротивление, а значит сила тока будет снижаться.
Максимальная длина рассчитывается по формуле:
Максимальный сварочный ток деленный на 100 = множитель.
Например, аппарат с показателем 160 А:100=1.6.
Сечение существующего кабеля нужно разделить на полученный множитель. Имеем кабель 1х25 мм². Если 25 разделить на 1.6, то получим 15 метров. Это максимальная длина, которую требуется разбить на массу и держатель, например 10 и 5 м. Если использовать кабель 20 м, то сила тока из аппарата 160 А понизится до 120 А. Каждое увеличение длины добавляет и вес, что сказывается на удобстве транспортировки.
Если 25 разделить на 1.6, то получим 15 метров. Это максимальная длина, которую требуется разбить на массу и держатель, например 10 и 5 м. Если использовать кабель 20 м, то сила тока из аппарата 160 А понизится до 120 А. Каждое увеличение длины добавляет и вес, что сказывается на удобстве транспортировки.
Чтобы дорастить кабель, применяют медную опрессовку. Это обеспечивает плотный контакт и отсутствие перегрева. Скрутки не допускаются, поскольку создают дополнительное сопротивление.
Пример соединения кабеля опрессовкой.
Применяя эти советы получится выбрать сварочный кабель, точно соответствующий мощности аппарата и предстоящим задачам.
Если вы заметили ошибку, не рабочее видео или ссылку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Что такое сварочная проволока и как выбрать то, что вам нужно
Для соединения металлических деталей друг с другом (сварка) требуется сварочная проволока. Его нужно поджечь, чтобы соединить металлические детали. При сварке проволока становится мягкой из-за ударов молотком или сжатия под воздействием тепла.
Его нужно поджечь, чтобы соединить металлические детали. При сварке проволока становится мягкой из-за ударов молотком или сжатия под воздействием тепла.
Сварочная проволока бывает разных видов. Какой тип провода вам нужен, зависит от типа работы, которую вы должны выполнять. Кроме того, для каждого вида сварочных работ требуется сварочная проволока определенного типа. Сварочная проволока бывает трех видов.Это:
- Металлопорошковая проволока для композитных материалов GMAW
- Порошковая сварочная проволока в защитном газе (FCAW)
- Проволока для дуговой сварки металлов в твердом газе (GMAW)
Еще одним важным элементом сварочной проволоки при выборе является диаметр и химический состав. Выбор правильной сварочной проволоки очень важен, потому что использование неправильной проволоки приведет к ее возгоранию. Возгорание проволоки означает, что проволока «выгорает» до контактных концов ваших деталей. Кроме того, вам также следует выбирать правильных поставщиков сварочной проволоки, чтобы иметь гарантию того, что покупаемый вами продукт является законным и качественным.
Сплошной провод GMAW
Этот тип проволоки предназначен для сварки металлов в среде инертного газа. Это лучшая проволока для работы с металлическими листами, поскольку с ее помощью можно получить гладкие и чистые сварные швы. Однако следует предостеречь: защитный газ нельзя подвергать воздействию ветра, так как это может привести к нежелательному получению конечного продукта. Результат сварки зависит от химического состава этой проволоки и от того, какой защитный газ вы собираетесь использовать.
Сплошная проволока для GMAWтакже может использоваться для «струйной обработки листа», сварки в нестабильном положении и других функций после сварки.
Металлопорошковая проволока
Эта проволока, как и сплошная сварка GMAW, дает чистые сварные швы или требует минимальной очистки или вообще не требует ее. Он имеет почти такую же производительность, что и сплошной провод GMAW. Раньше это называлось порошковой проволокой, и это композитный электрод GMAW.
Порошковая проволока может использоваться для высокопрочных и низколегированных материалов. При использовании низколегированных материалов его металлические компоненты могут смешиваться с основным компонентом для достижения желаемых результатов. Как было сказано выше, перед покраской основного металла может потребоваться небольшая очистка.
Проволока FCAW (с защитой от газа)
Эта проволока состоит из флюсов и раскислителей. Этими ингредиентами можно управлять, чтобы обеспечить хорошее качество механических свойств наплавленного металла. Он доступен для сварки в нерабочем и неуправляемом положении.
Из трех типов проволоки проволока FCAW может выдерживать более жесткие условия из-за ее флюса, обеспечивающего дополнительную защиту от атмосферных воздействий. Он также может «осаждать больше фунтов» по сравнению с твердосплавной проволокой GMAW или порошковой проволокой, за исключением тандемной GMAW (в сварочной ванне используются две цельные проволоки).Он используется в высокопрочных и низколегированных изделиях. Обратной стороной этой проволоки является очистка от шлака, оставшегося на сварном шве. Вы должны удалить это перед покраской.
Выбрать тип сварочной проволоки легко, если вы знаете основы и свои требования. Также легко узнать, каких поставщиков сварочной проволоки искать, если вы сузили круг своих задач. Не забывайте следить за стабильностью, производительностью, производительностью и результатами при подборе сварочной проволоки, подходящей для ваших нужд.
Лучшая сварочная проволока MIG 2021
Сварочная проволока MIG играет огромную роль как в качестве, так и в простоте сварки.
Неправильная проволока вызывает проблемы с подачей, заклинивает пистолет и наносит ущерб вашим настройкам.
Если не удается сделать хорошие сварные швы, 10 фунтов проволоки низкого качества – пустая трата денег. Не позволяйте этому случиться с вами. Плохой провод в конечном итоге стоит дороже, чем хороший провод.
Мы отсортировали рынок и нашли лучшие провода MIG, чтобы избавить вас от неприятностей.
Чтобы сохранить равенство, мы рассмотрели проволоку из мягкой стали ER70S-6, которая на сегодняшний день является наиболее распространенной в отрасли.
Это все 10-фунтовые роллы. Доступны 2-фунтовые пушки. Все эти провода имеют размер 0,030. Цены аналогичны для проволоки размером 0,035.
Быстрое сравнение
| Продукт | |||
|---|---|---|---|
| Изображение | Продукт | Подробности | |
INEFIL ER70S-6 | Медное покрытие.030 провод Сделано в Италии с использованием новейших технологий Низкое разбрызгивание | ||
Линкольн SuperArc L-56 | Медное покрытие.030 провод Высшее качество Проволока подает надежно и горит постоянно | ||
YESWELDER ER70S-6 | Проволока из углеродистой стали калибра.030 “& .035” Отлично подходит для строительных работ Хорошие отзывы пользователей | ||
Хобарт ER5356 | Алюминиевый провод калибра.030 и 0,035 ” Для сварки недрагоценных металлов серии 5000 Отличная производительность | ||
Харрис E70S6E5 | Медное покрытие.030 провод Проволока сварочная общего назначения для низкоуглеродистой стали. Подает плавно |
Лучшая сварочная проволока MIG с отзывами
Вот список некоторых из лучших проводов MIG, которые мы нашли:
1.INEFIL ER70S-6 .030 Проволока MIG
- Медное покрытие для облегчения подачи
- Проволока премиум-класса из высококачественной стали
- Управление процессами высоких технологий
- Раскислители марганца и кремния для грязной стали
- Сделано в Италии с 1950
Плюсы
- Известен низким уровнем разбрызгивания
- Отлично подходит для одно- или многопроходной сварки
- Проволока хорошо разматывается, не перекрещиваясь
- Постоянный диаметр
- Пользователи любят его бус и проникновение
Минусы
- Иногда сложно найти на складе
- Не соответствует стандартам US MilSpec
Обзор
Пользователи могут сказать много хорошего об INEFIL ER70S-6.Профессиональные сварщики хвалят отличную подачу, хорошее смачивание и превосходный внешний вид валика, что значительно снижает трудозатраты на то, чтобы сделать его красивым после завершения сварки. Сварщики хвалили эту проволоку за ее легкое покрытие из меди, которое защищает проволоку от ржавчины, смазывает подачу и не отслаивается, как более толстое покрытие.
Единственный недостаток проволоки Lincoln заключается в том, что проволока Inefil производится в Европе по стандартам ЕС, а это означает, что если вы выполняете работу по государственному контракту, она не будет соответствовать стандартам Buy America.Однако это очень качественный провод, и если вам не нужно демонстрировать военный или другой сертификат безопасности или доказывать, что он произведен в Северной Америке, он, вероятно, будет работать так же, как любой другой провод на рынке, возможно, лучше.
Inefil оценивает этот провод как смесь 80% аргона и 20% CO2, но американский представитель Inefil говорит, что он также отлично работает с 75% AR / 25% CO2, что позволяет немного сэкономить на газовых баллонах.
2.Сварочная проволока Lincoln SuperArc L-56 .030 MIG
- Медное покрытие для лучшего качества корма
- Постоянный диаметр по всей катушке
- Высокое содержание марганца и кремния
- Работает с прокатной окалиной от средней до тяжелой
- Соответствует военным и судостроительным стандартам
Плюсы
- Проволока премиум-класса Lincoln
- Химический контроль качества, а не термические пробы
- Соответствует стандартам США, превосходя классы ЕС
- Работы по методам короткого замыкания и распыления
- Превосходная смачиваемость
Минусы
- Дороже конкурентов
Обзор
Мы выбрали Lincoln SuperArc в качестве профессионального выбора, потому что это наиболее часто используемая проволока в сварочной промышленности для критически важных приложений.Когда работа должна соответствовать военным стандартам или требованиям судостроительного реестра Ллойда, Lincoln SuperArc – лучший выбор. Гоночные команды NASCAR, Formula 1 и NHRA используют проволоку Lincoln для изготовления каркасов безопасности, а также производители американских горок и аттракционов.
Чем отличается этот провод? Дело не в том, что оно на самом деле лучшего качества. Разница заключается в уровне мониторинга процесса, обеспечивающем его соответствие чрезвычайно строгим стандартам, подобным этим.
Для таких задач, как установка стиральных машин или петель для ворот, нет ничего страшного, если ваша проволока не соответствует стандартам Buy America или не соответствует стандартам Lloyd’s Registry по прочности на разрыв.
Однако, если вы выполняете сварку дышла прицепа, компонентов подвески или строите каркас безопасности, вам может быть полезно знать, что этот провод сертифицирован и проверен для приложений, в которых безопасность является главным приоритетом.
Многие профессионалы также считают, что эта проволока обеспечивает лучшую подачу проволоки и позволяет им максимально использовать свои с трудом заработанные навыки.
3.YESWELDER ER70S-6 .035 Сварочная проволока MIG для низкоуглеродистой стали
- Медное покрытие хорошо питается
- Высокое содержание марганца и кремния
- Создан для работы на 100% CO2
- Хорошо подходит для стали с легкой ржавчиной или окалиной.
- Доступен в формате.030 “и .035”
Плюсы
- Пользователи хвалят качество кормов
- Хороший контроль брызг
- Сварка хорошо с хорошим проваром
- Стабильное качество благодаря катушке
Минусы
- Гонконг не соответствует требованиям правительства ЕС / США
Обзор
Боулдер, Колорадо, YesWelder завоевывает популярность среди американских сварщиков благодаря сварочным аппаратам и оборудованию из Гонконга.Первоначально компания была поставщиком продукции сторонних производителей, но в 2018 году она была продана и начала напрямую закупать свои шлемы и сварочные аппараты из Гонконга. Недавно компания YesWelder начала предлагать расходные материалы и получила хорошие отзывы от сварщиков из США за качество своей сварочной проволоки MIG.
Эта проволока имеет репутацию хорошо подающей. Тонкое медное покрытие защищает проволоку от ржавчины и способствует плавной подаче через гильзу горелки. Пользователи часто отмечают стабильное качество всей катушки, сварку, а также более дорогие американские бренды.
Если вам не нужно соответствовать военным, правительственным, гоночным или морским требованиям для сертифицированных процессов, проволока YesWelder, вероятно, подойдет для всего, что вам нужно сделать со сварочным аппаратом MIG.
Мы не обнаружили сообщений о проблемах с разбрызгиванием, раздавливании проволоки или несоответствии диаметра по длине катушки. Пользователи сообщают о большом проваре и хорошей прочности сварных швов, а также о хорошем качестве материала. Yeswelder имеет хорошие оценки покупателей за обслуживание клиентов.
4. Hobart ER5356 .030 Алюминиевый провод MIG
- Отличная коррозионная стойкость для соленой воды
- 30-дневная гарантия
- Высокая прочность на сдвиг
- Сплав 5356 для алюминия серии 5000
- Использует 100% аргон в качестве защитного газа
Плюсы
- Пользователи сообщают, что хорошо кормит
- Чистая и прочная сварка
- Хорошее смачивающее действие
- Меньшая склонность к растрескиванию сварных швов
- Блестящая поверхность требует меньшего количества очистки
Минусы
- Алюминий принимает тефлоновую футеровку и газ аргон
Обзор
Мы решили, что было бы целесообразно включить по крайней мере один вариант алюминиевой проволоки для тех, кто хочет сваривать алюминий, но находит недостаточную информацию.
Это чуть ли не лучший алюминиевый провод. Когда дело доходит до сварки алюминия, большинство профессионалов предпочитают проволоку Хобарта. Алюминиевая проволока Hobart широко используется в морской сварке, поскольку она очень устойчива к коррозии в соленой воде.
Данная проволока изготовлена из сплава 5356, наиболее универсального для сварки алюминия серии 5000. Что-то с меньшим содержанием кремния может обеспечить лучшее смачивание для более красивых бусинок, но 5356 имеет отличную прочность на сдвиг для таких предметов, как бамперы грузовиков и ящики для инструментов.
Если вы работаете с 6015, используйте проволоку 4043 для получения отличных результатов на высокопрочных изделиях, таких как рули мотоциклов, вышки для лыжных лодок и тому подобное.
Вы не хотите химически загрязнять алюминиевое оборудование медным покрытием из стальной проволоки, поэтому вам нужно заменить футеровку в проводе резака и использовать пистолет для катушки, чтобы сократить расстояние между электродами. Замените наконечник резака и экран, чтобы очистить предметы. Используйте отдельные зажимы, щетки и другие инструменты.
5.Harris E70S6E5 .030 Сварочная проволока MIG
- Медное покрытие для хорошего питания
- Разработан для работы на 100% CO2
- Марганец и кремний облегчают загрязнение стали
- 11 фунтов по цене 10 фунтов
- Предназначен для снижения разбрызгивания
Плюсы
- Пользователи говорят, что он сваривает, как громкие имена
- Harris принадлежит Lincoln Electric
- Покупатели сообщают, что подает бесперебойно
- Дополнительный фунт по отличной цене
Минусы
- Сделано в Китае, не соответствует стандартам правительства США или ЕС
Обзор
Harris – это бренд Lincoln Electric, предполагающий, что качество должно быть хорошим, потому что Lincoln имеет репутацию лидера в отрасли, о которой следует беспокоиться.
Однако, если вам нужно соответствовать правительственным или военным стандартам США или Европы, он не подходит, потому что произведен в Китае. То же самое и при сварке на морских судах, инспектируемых Регистром Ллойда.
Нельзя сказать, что сам провод низкого качества, просто он не сертифицирован на соответствие определенным законодательно установленным стандартам контроля. Это одна из причин, по которой он дешевле, чем тщательно проверенные провода в дорогих ценах.
Пользователи сообщают о хороших результатах как при сварке, так и при подаче этой проволоки.Многие сварщики очень довольны его низким уровнем разбрызгивания, особенно при более низких настройках тока со 100% CO2 по сравнению со смесью 75% аргона / 25% CO2.
Этот провод действительно соответствует стандартам AWS для количества раскисляющих соединений кремния и марганца ER70S-6. Пользователи сообщают об отличных результатах при таких загрязнениях, как легкая ржавчина или умеренная прокатная окалина.
Это хорошая недорогая альтернатива для ремонта таких вещей, как заборы, кронштейны двигателя и механизмы.
Какой провод вам нужен?
Многие производители упускают из виду эффективность, которую они могут получить, изменив провод или процесс.Фактически, когда вы спрашиваете производителей, почему они используют тот или иной электрод, некоторые отвечают: «Так всегда здесь делали», хотя другой способ может привести к значительному улучшению.
Многие электроды в защитном газе – каждый с различными механическими свойствами, характеристиками дуги и предполагаемым применением – доступны практически для любого сварочного проекта. В зависимости от ваших требований к качеству, производительности и стоимости вы можете выбрать одну из трех различных проволок для дуговой сварки в защитном газе для вашего применения:
- Проволока для дуговой сварки в твердом газе (GMAW)
- Composite GMAW (с металлической сердцевиной) Проволока
- Проволока для дуговой сварки в среде защитного газа (FCAW)
Сплошная проволока GMAW
Для GMAW требуется сплошной проволочный электрод или композитный электрод с металлической сердцевиной.Сплошные проволочные электроды обычно называют электродами GMAW. Механические свойства и прочность наплавленного металла зависят, во-первых, от химического состава проволоки и, во-вторых, от типа используемого защитного газа (см. Рисунок 1 ). Защитный газ необходим для защиты сварного шва от атмосферы. Производители часто предпочитают GMAW, потому что наплавленный металл не содержит шлака и требует минимальной очистки или не требует ее вообще, что повышает эффективность.
| Рисунок 1 |
Грязная сталь. Существует множество классификаций проволоки GMAW, каждая с различным уровнем раскислителей. Сильно раскисленная проволока может переносить поверхностные загрязнения от легких до средних. Для этих приложений ищите провод ER70S-6, который имеет более высокий уровень кремния и марганца, чем ER70S-3. Вы также можете выбрать промежуточный электрод ER70S-4 для приложений, требующих большего количества раскислителей, чем ER70S-3, но меньше, чем ER70S-6.
Не забудьте выбирать проволоку для GMAW от надежного производителя, чтобы обеспечить постоянный химический состав, диаметр и возможность подачи от партии к партии или от катушки к катушке.Некоторые импортированные провода GMAW имеют маркировку ER70S-6, но фактически соответствуют европейской классификации SG2. Многие европейские провода, обозначенные как ER70S-6, не соответствуют химическому составу ER70S-6, требуемому Американским сварочным обществом (AWS), и поэтому могут не подходить для вашего приложения.
Скорость передвижения. На листе, подвергнутом струйной очистке, цельный провод GMAW работает хорошо. На листе с толстой прокатной окалиной проволока GMAW не работает так же хорошо, как порошковая проволока или порошковая проволока. Сплошная проволока GMAW не так быстро раскисляет прокатную окалину, что отрицательно влияет на форму валика и скорость перемещения.
Сварка вне положения. Сплошная проволока GMAW может использоваться для сварки в нерабочем положении с использованием процедуры короткой дуги на тонких материалах, что обеспечивает низкие скорости наплавки. В качестве альтернативы импульсная сварка с распылением с этими электродами может повысить производительность наплавки, но при этом обеспечить возможность работы в нестандартном положении.
Механические свойства. Обычно прочность наплавленного металла сплошного электрода GMAW ограничивается прочностью самого электрода.Если у вас высокопрочный низколегированный основной материал, может быть сложно найти прочную стальную проволоку GMAW, которая будет соответствовать требованиям к основному материалу. Для этих применений может быть более подходящим электрод с металлической или порошковой сердцевиной.
Операции после сварки. Для определенных режимов переноса металла сплошной проволокой GMAW, таких как короткая дуга и шаровидная сварка, могут возникать брызги, которые требуют очистки после сварки. Во время GMAW могут образовываться островки кремния, которые, возможно, потребуется удалить перед окраской или покрытием.Однако GMAW сплошной проволокой обычно представляет собой чистый процесс, требующий минимальных операций после сварки.
Порошковая проволока
Порошковая проволока – это трубчатые электроды с металлическими компонентами в сердечнике. Подобно сплошной проволоке для GMAW, порошковая проволока обеспечивает бесшлаковую сварку, которая практически не требует очистки. Рабочие характеристики также аналогичны характеристикам сплошного провода GMAW. Ранее классифицированная как порошковая проволока, теперь порошковая проволока классифицируется как композитный электрод GMAW.
Грязная сталь. Порошковая проволока из-за металлических компонентов лучше справляется с прокатной окалиной и поверхностными загрязнениями, чем проволока GMAW. Эти компоненты помогают электроду с металлической сердцевиной раскислять окалину лучше, чем сплошная проволока, поэтому этот тип проволоки является лучшим выбором, если вы не хотите подвергать материал пескоструйной обработке перед сваркой.
Депонирование. Из-за трубчатой структуры проволоки с металлическим сердечником плотность тока в проволоке с металлическим сердечником выше при заданной силе тока, чем у сплошной проволоки того же диаметра.Это может привести к более высокой скорости осаждения при заданной силе тока. В некоторых автоматизированных приложениях порошковая проволока большого диаметра может соответствовать или превосходить характеристики порошковой проволоки с защитным газом. Однако порошковая проволока большого диаметра может не подходить для полуавтоматической сварки из-за высоких значений силы тока и тепла, излучаемого дугой.
Скорость передвижения. Порошковая проволока с металлическим сердечником должна быть вашим первым выбором, если скорость движения является вашей главной заботой. На листе с прокатной окалиной порошковая проволока может обеспечить улучшенное смачивание и более плоскую форму валика, а также повысить производительность за счет более низкого уровня разбрызгивания (меньшая очистка после сварки) и более высокой скорости движения.
Сварка вне положения. Несмотря на то, что в режиме короткой дуги можно использовать проволоку с металлической сердцевиной вне позиции при низких значениях тока, порошковая проволока обычно не используется для сварки в нерабочем положении, за исключением положения вертикально вниз. Как и в случае сплошной проволоки для GMAW, импульсная сварка может улучшить скорость наплавки в нестандартном положении при использовании порошковой проволоки.
Механические свойства. Электроды с металлическим сердечником доступны для высокопрочных низколегированных материалов.В сердечник можно добавлять низколегированные металлические компоненты для достижения желаемых механических свойств. Эта способность добавлять компоненты может облегчить получение желаемых механических свойств с помощью электродов с металлическим сердечником, чем с помощью сплошных проволок сопоставимой прочности.
Операции после сварки. Возможно, вам потребуется выполнить некоторую очистку после сварки, чтобы удалить островки кремния, осевшие на электродах с металлическим сердечником, перед окраской или покрытием основного металла. Однако время очистки может быть сокращено в целом, поскольку порошковая проволока обычно производит небольшое количество брызг.
Проволока FCAW с газовой защитой
Эти трубчатые электроды содержат в сердечнике флюсирующие агенты, а также раскислители, обеспечивающие дополнительную защиту от атмосферы. Ингредиенты флюса могут быть разработаны для улучшения механических свойств наплавленного металла. Электроды FCAW доступны как для сварки в исходном, так и в исходном положении.
Грязная сталь. Проволока FCAW является наиболее устойчивой из трех типов проволоки для сварки загрязненного основного металла. Поскольку он имеет флюс и используется с защитным газом, он предлагает дополнительный слой защиты от атмосферного воздействия.
Депонирование. Для приложений с большим наплавлением проволока FCAW большого диаметра с защитным газом часто может наносить больше фунтов в час, чем сплошная проволока GMAW или проволока с металлическим сердечником.
Исключением из этого правила является тандемная сварка GMAW, при которой в одной сварочной ванне используются две сплошные проволоки. Тандемная сварка GMAW дает преимущества, аналогичные автоматической сварке металлической сердцевиной, часто превышая скорость наплавки проволоки FCAW в защитных газах.
Сварка вне положения. Чтобы получить высокую производительность наплавки при сварке вне положения, выберите малый диаметр – 0.Диаметр от 035 до 116 дюймов – газозащитный провод FCAW. Такие провода, как AWS E71T-1 или E71T-12, обеспечивают высокую скорость наплавки при использовании вне позиции. Шлак от этих продуктов предназначен для поддержки лужи при сварке вертикально вверх или над головой.
Механические свойства. Поскольку в их сердечники добавлены шлакообразующие вещества и другие компоненты, электроды FCAW могут достигать хороших механических свойств. Электроды FCAW можно использовать во многих высокопрочных и низколегированных материалах.
Операции после сварки.Проволока FCAW требует наиболее трудоемкой очистки из-за шлака, который она оставляет на сварном шве. Вам нужно будет удалить шлак между проходами в многопроходных приложениях и перед окраской или покрытием.
Ищите единообразие
Теперь, когда вы знаете все о проволоке, важно помнить, что не все электроды одинаковы. Выбирайте проволоку с одинаковым химическим составом, диаметром, возможностью подачи и характеристиками дуги. Вариации проволоки могут привести к снижению производительности, увеличению эксплуатационных расходов и нестабильности сварных швов.
Например, несоответствующий диаметр проволоки может вызвать проблемы с подачей и может потребовать повторяющихся процедурных регулировок внутри катушки или между катушками. Непостоянная подача приводит к вибрации проволоки, сокращению срока службы расходных деталей пистолета, плохому запуску и обратному выгоранию проволоки в контактном наконечнике.
Стабильность имеет решающее значение для повышения производительности производственной линии.
Лиза Байал – менеджер по продукции GMAW и дуговой сварке, а Дуг Кребс – менеджер по продукции с порошковой проволокой в Lincoln Electric Co., 22801 St. Clair Ave., Cleveland, OH 44117, 216-481-8100, факс 216-486-1751, www.lincolnelectric.com.
Сварочные электроды, сварочная проволока – EWM AG
Типы проволочных электродов
Электроды для сварки MIG / MAG нелегированных и мелкозернистых сталей стандартизированы в DIN EN 440. Стандарт классифицирует 11 типов сварочной проволоки в соответствии с их химическим анализом. Однако он также содержит типы сварочной проволоки, которые распространены только в других европейских странах.Для нелегированных сталей в Германии в сколько-нибудь значительной степени используются только марки G2Si1, G3Si1 и G4Si1. Они содержат возрастающие количества кремния и марганца в указанном выше порядке, в среднем от 0,65 до 0,9% кремния и от 1,10 до 1,75% марганца. Для мелкозернистых сталей также используются марки G4Mo, G3Ni1 и G3Ni2. Электроды с порошковой проволокой для сварки этих сталей содержатся в стандарте DIN EN 758. В зависимости от состава присадки различают типы рутила, основные типы и типы металлического порошка.В дополнение к порошковой проволоке для сварки MIG / MAG, DIN EN 758 также стандартизирует самозащитную порошковую проволоку, которая сваривается без дополнительного добавления защитного газа. Их часто используют для наплавки швов. Проволочные электроды для сварки жаропрочных сталей стандартизированы в DIN EN 12070, проволочные электроды для этих сталей стандартизированы в DIN EN 12071. Проволочные электроды варьируются от единственной версии из молибденового сплава до проволоки с 1, 2,5, 5 и 9. % хрома до проволочного электрода с 12% хрома.Молибден, ванадий и вольфрам входят в состав других элементов сплава. Электроды бывают порошковыми с содержанием хрома до 5%. Проволочные электроды для сварки нержавеющих и жаропрочных сталей стандартизированы DIN EN 12072; Электроды из флюсовой проволоки для этих сталей стандартизированы в DIN EN 12073. Стандарты классифицируют добавки для мартенситных / ферритно-хромистых сталей, ферритных / аустенитных сталей и полностью аустенитных высококоррозийных сталей, а также специальных типов и жаростойких типов.
Материалы для сварки MIG / MAG
Стали нелегированные и низколегированные
Нелегированные и низколегированные стали сваривают в смеси газов M1, M2, M3 или с использованием чистого диоксида углерода. Однако из-за меньшего разбрызгивания, особенно в верхнем диапазоне мощности, в Германии преобладают смешанные газы. Эти стали обычно легко сваривать с использованием процесса MAG. Высокоуглеродистые марки, такие как E 360, с содержанием прим. 0,45% C являются исключением из этого правила. Из-за высокой проникающей способности процесса плавления металл сварного шва поглощает относительно большее количество углерода за счет разбавления, что создает более высокий риск образования горячих трещин.Это можно исправить всеми мерами, которые уменьшают проникновение плавления и, следовательно, разбавление. Это включает в себя низкую силу тока и сварку металлов шва, движущихся вперед – Осторожно: риск дефектов плавления. Поры в нелегированных и низколегированных сталях образуются в основном за счет азота. Это может быть связано с разбавлением при сварке сталей с высоким содержанием азота, например азотирование сталей. Однако азот обычно абсорбируется из воздуха в результате неполного использования колпака защитного газа. Надежная защита от этого гарантируется, если задано правильное количество защитного газа и турбулентность в потоке защитного газа, e.грамм. из-за разбрызгивания в сопле защитного газа или нестабильности процесса. Двуокись углерода в качестве защитного газа менее чувствительна к этому типу порообразования, чем смешанные газы. В случае смешанных газов чувствительность снижается по мере увеличения содержания CO2.
Стали высоколегированные и сплавы на никелевой основе
В принципе, эта группа материалов также хорошо сваривается с использованием процесса MIG / MAG. В качестве защитных газов для высоколегированных сталей используются смеси аргон / кислород с 1-5% кислорода (M1.1) или аргона с содержанием CO2 до 2,5% (M1.2). Существенным недостатком при сварке коррозионно-стойких сталей является оксидная пленка, которая остается на шве и рядом с ним после сварки. Эти корки необходимо удалить щеткой, травлением или струйной очисткой перед использованием компонента в работе, поскольку они ухудшают коррозионную стойкость металла. Объем работ по очистке сварных швов MAG больше, чем при сварке MMA, где шлаковое покрытие предотвращает проникновение кислорода в поверхность сварного шва при более высоких температурах.Таким образом, часть экономических преимуществ частично механизированной сварки может быть потеряна из-за объема необходимых работ по очистке. Смешанные газы, содержащие CO2, в этом отношении более предпочтительны, чем газы, содержащие O2. В результате они все чаще используются. Однако содержание диоксида углерода в защитном газе не должно быть слишком высоким, поскольку газ, разлагающийся в дуге, вызывает карбонизацию металла шва, что, в свою очередь, снижает коррозионную стойкость. Таким образом, допустимое содержание CO2 ограничено макс.5%. При сварке коррозионно-стойких сталей следует избегать перегрева, так как это может привести к охрупчиванию и снижению коррозионной стойкости из-за отложений карбида хрома. Поэтому необходимо проверить подвод тепла, и может потребоваться дать заготовке остыть, включая перерывы на охлаждение во время работы. Для материалов из всех групп аустенитных сталей «холодная» сварка также является вариантом, позволяющим избежать тепловых трещин. Поскольку аустенитные стали не становятся хрупкими под воздействием водорода, несколько процентов водорода также можно добавить в аргон для повышения производительности (увеличения скорости сварки).Однако содержание h3 не должно превышать 7% из-за риска порообразования. Однако дуплексные стали с двухфазной структурой аустенита и феррита более склонны к образованию водородных трещин. Сплавы на основе никеля обычно сваривают методом MIG с использованием аргона. В случае чистого никеля и некоторых сплавов низкие уровни добавок водорода могут снизить поверхностное натяжение и, таким образом, улучшить формирование шва.
Алюминий и алюминиевые сплавы
Алюминиевые материалы обычно свариваются методом MIG.В качестве защитного газа обычно используется аргон. Поскольку алюминий имеет высокий уровень теплопроводности, добавление гелия здесь особенно полезно. Как упоминалось ранее, гелий улучшает теплопроводность и удержание тепла в атмосфере защитного газа. Это дает более глубокое и широкое проплавление. Если это более глубокое проплавление не требуется, например при сварке более тонких листов сварка может выполняться быстрее с той же формой проплавления. Более толстые секции алюминия необходимо предварительно нагревать из-за высокой теплопроводности материала.Это не только обеспечивает достаточное проплавление, но также снижает тенденцию к образованию пор, поскольку у металла сварного шва больше времени для выпуска газа во время процесса охрупчивания. При использовании защитных газов, содержащих гелий – стандартные уровни содержания 25 или 50% – предварительный нагрев может быть уменьшен или может не потребоваться вовсе в случае меньшей толщины стенки. Это частично компенсирует более высокую стоимость газов, содержащих гелий. При сварке MIG трудностей с удалением тугоплавкого оксида на ванне нет, так как положительный полюс находится на электроде (катодная очистка).Тем не менее, рекомендуется удалять оксидные пленки непосредственно перед сваркой с помощью соскабливания или чистки щеткой, поскольку они гигроскопичны и поэтому переносят водород в металл шва. Водород – единственная причина образования пор при сварке алюминиевых материалов. В расплавленном состоянии алюминий имеет относительно высокий уровень растворимости для водорода, однако в твердом состоянии этот газ плохо растворяется в металле. Если поры не должны образовываться, то водород, поглощенный во время сварки, должен покинуть металл шва до того, как начнется процесс охрупчивания.Это не всегда возможно, особенно при более толстом поперечном сечении. В случае большей толщины стенок полностью беспористые швы не могут быть получены с использованием алюминиевых материалов. О положительном эффекте предварительного нагрева уже упоминалось. При содержании Si около 1% или Mg около 2% сплавы AlMg и AlSi склонны к тепловым трещинам во время сварки. Избегайте этого диапазона сплавов при выборе сварочных материалов. Проволочные электроды с содержанием сплава на один градус выше обычно лучше, чем электроды того же типа.
Прочие материалы
Помимо ранее упомянутых материалов, только медь и медные сплавы в значительной степени свариваются методом MIG. Из-за своей высокой теплопроводности чистая медь требует относительно высокого уровня предварительного нагрева, чтобы избежать отсутствия плавления. Наплавленный металл для бронзовой проволоки, например изготовленные из алюминиевой бронзы или оловянной бронзы, обладают хорошими скользящими свойствами. Поэтому он используется для наплавки поверхностей скольжения. В таких сварных швах на черных металлах глубина проплавления должна быть низкой за счет принятия соответствующих мер, поскольку железо имеет низкий уровень растворимости в меди.Он входит в металл шва в виде маленьких шариков и снижает эксплуатационные свойства. Пайка MIG имеет аналогичные условия. Например, этот процесс используется для соединения оцинкованных панелей в автомобилестроении. В качестве расходных материалов используются проволочные электроды из кремния или оловянной бронзы. Уровень испарения цинка снижается из-за низкой температуры плавления этих бронз. Создается меньше пор, а защита, обеспечиваемая цинковым покрытием, сохраняется вплоть до шва и на обратной стороне панелей.Здесь также по возможности не должно происходить проникновения плавления в стальной материал, но соединение должно осуществляться исключительно за счет сил диффузии и адгезии, как при пайке. Это достигается за счет регулировки параметров сварки и использования специального положения горелки, чтобы дуга горела только в расплавленной сварочной ванне.
Цех проволочных электродов МИГ / МАГ
Скачать справочник по сварочным материалам
Сварочная проволока – Mig-проволока, порошковая проволока
Сварочная проволока : доступен в широком диапазоне размеров и типов, вид сварочного материала, используемый в качестве токопроводящей проволоки или присадочного металла.
- Материалы: проволока из мягкой стали , нержавеющая сталь, алюминиевый сплав, серебро и т. Д.
- Диаметр проволоки: 0,5 – 2,0 мм.
- Удлинение: ≥ 22%.
- Сварочный ток: 80 – 250А, 120 – 300А, 160 – 400А, 190 – 450А.
Характеристики:
- Хорошая износостойкость, отличная термостойкость, устойчивость к низким температурам.
- Высокая прочность, защита от коррозии.
- Малая сварочная деформация.
- Хорошая адаптируемость, простота реализации. Непрерывная автоматическая сварка.
Сварочная проволока широко используется в нефтедобыче, электронике и машиностроении.
Типы: Сварочная проволока для нержавеющей стали, сварочная проволока с флюсовой сердцевиной, сварочная проволока MIG, сварочная проволока TIG, алюминиевая сварочная проволока, медная сварочная проволока, серебряная сварочная проволока, сварочная проволока CO 2 .
Заявки:
- Используется как присадочный материал и токопроводящая проволока.
- Используется в нефтяной, электронной, машиностроительной, горнодобывающей промышленности и т. Д.
Упаковка:
- Обычно в бухтах для реализации механизации и автоматизации.
- Мешки пластиковые, мешки тканые; картонные коробки, поддоны.
Хранение:
- Держите его сухим.
- Беречь от коррозионных веществ.
- Храните по классификациям.
- Положите на деревянные поддоны.
- Не подвергайте его прямому воздействию воздуха.
- После вскрытия использовать в течение одной недели.
Сварочная проволока из нержавеющей стали
Проволока для сварки нержавеющей стали также называется проволокой для сварки нержавеющей стали.
- Типы: порошковая проволока для нержавеющей стали, сплошная проволока для нержавеющей стали.
- Характеристики: мало брызг, хорошая стабильность дуги, коррозионная стойкость.
Сварочная проволока из нержавеющей стали имеет мало брызг и хорошую стабильность дуги.
Серебряная сварочная проволока
- Характеристики: низкая температура плавления, низкая плотность.
- Применение:
Используется в точных инструментах, таких как устройства кондиционирования воздуха, электронные изделия. Обычно используется в аэрокосмической, электронной, машиностроительной областях.
Серебряная сварочная проволока широко используется для сварки точных инструментов.
Медная сварочная проволока
Медная сварочная проволока также называется сварочной проволокой с медным покрытием.
- Характеристики: высокая эффективность сварки, хорошие механические свойства, антикоррозионные, износостойкие.
- Заявка:
- Используется при сварке меди или медных сплавов.
- Используется в производстве сосудов высокого давления, водогрейных котлов и сельскохозяйственного оборудования.
Медная сварочная проволока обладает высокой эффективностью сварки и хорошими механическими свойствами.
Алюминиевая сварочная проволока
- Содержание алюминия: ≥99.5%.
- Основные типы:
- S301, ER1100
- S331, ER5183
- S5356, ER5356
- S311, ER4043
- Характеристики: отличная коррозионная стойкость, высокая теплопроводность, хорошая электропроводность.
- Применение: Алюминиевая сварочная проволока в основном используется для пайки алюминия, сплавов Al-Mn, Al-Si-Mg.
Алюминиевая сварочная проволока имеет высокую теплопроводность и хорошую электропроводность.
Провод MIG
Проволока MIG , также называемая сварочной проволокой MIG, в качестве защитной среды используется инертный газ или газ, богатый аргоном.
- Диаметр проволоки: обычно 0,6 мм, 0,8 мм, 1,0 мм.
- Типы: нержавеющая проволока MIG, алюминиевая проволока MIG, медная проволока MIG.
- Характеристики:
- Стабильное и надежное качество сварки.
- Превосходное формование швов.
- Подходит для сварки цветных металлов, таких как алюминий, медь, титан.
- Подходит для сварки нержавеющей, жаропрочной и низколегированной стали.
широко применяется при сварке цветных металлов и нержавеющей стали.
Сварочная проволока для сварки MIG из нержавеющей стали– это разновидность сварочной проволоки MIG.
Сварочная проволокаTIG предназначена для сварки тугоплавких активных металлов и цветных металлов.
Проволока для сварки TIG
Проволока для сварки TIG , также называемая сварочной проволокой для сварки TIG, представляет собой разновидность сварочной проволоки.
- Техника: Дуговая сварка неметаллов в инертном газе.
- Характеристики: лучшая герметичность после сварки, хорошая гибкость и регулируемость.
- Заявка:
- Используется при сварке нержавеющей стали.
- Используется при сварке некоторых легко окисляемых цветных металлов, таких как алюминий, алюминиевый сплав, магний, магниевый сплав.
- Используется для сварки тугоплавких активных металлов, таких как молибден, ниобий, цирконий.
Порошковая проволока
Порошковая проволокапозволяет сваривать многие виды металлов, например углеродистую и легированную сталь.
- Диаметр проволоки: 1,0 – 1,6 мм.
- Сварочный ток: 80 – 250, 120 – 300, 160 – 400, 190 – 450 А.
- Техника: в основном сварка MAG.
Характеристики:
- Сварочные характеристики и эффективность лучше, чем у сплошной сварочной проволоки.
- Подходит для сварки различных видов стали.
- Состав сплава можно регулировать.
- Подходит для быстрой сварки вертикально вверх, плоской сварки, сварки поверх гальванизированной стали или сварки трудно свариваемых сталей.
- Доступен в различных материалах и размерах.
Заявка:
- Применяется при сварке углеродистой стали, низколегированной стали.
- Применяется для сварки жаропрочной, высокопрочной стали.
- Используется для сварки высокопрочной закаленной и отпущенной стали, нержавеющей стали и другой износостойкой стали с твердой поверхностью.
CO
2 Сварочная проволокаCO 2 Проволока отличается высокой производительностью и хорошей формовкой швов.
CO 2 Сварочная проволока , также называемая CO 2 Проволока , разновидность сварочной проволоки в среде защитного газа, в процессе сварки используется диоксид углерода в качестве защитного газа.
- Диаметр проволоки: 0.5 – 2,0 мм. обычно 0,8 мм, 1,2 мм, 1,6 мм.
- Характеристики:
- Высокая эффективность производства.
- Хорошая формовка швов.
- Дешево, экономично.
- Прост в эксплуатации, подходит для работы в помещении.
- Провода разного диаметра соответствуют разному току и напряжению.
- Доступны разные типы для различных приложений.
- Применение: широко используется в автоматической сварке и сварке по всему периметру.
Запрос на наш продукт
При обращении к нам просьба предоставить подробные требования.
Это поможет нам дать вам верное предложение.
Как выбрать сварочную проволоку для стали – Baker’s Gas & Welding Supplies, Inc.
Выбор правильного типа сварочной проволоки для стали важен для внешнего вида и прочности создаваемых сварных швов. Выбор некоторых вариантов сварочной проволоки зависит от типа сварочного аппарата, используемого сварщиком, или от метода сварки, который вы будете использовать.Имейте в виду, что выбранный вами тип проволоки будет составлять большую часть создаваемого сварного шва. Сварочную проволоку можно найти там, где вы покупаете сварочные материалы, или в Интернете.
Первое, что вам следует сделать при выборе сварочной проволоки, – это выбрать порошковую проволоку , если вы не собираетесь использовать защитный газ во время сварки. Этот тип проволоки, как правило, изготовлен из серебристой стали снаружи с внутренним сердечником из флюса, который будет гореть и защищать зону сварки, а также помогает предотвратить загрязнение.Сварочная проволока с флюсовым сердечником обычно обеспечивает более глубокое проплавление шва, чем сплошная проволока. При выборе сварочной проволоки следует также руководствоваться типом защитного газа , который вы будете использовать. Например, если вы используете газ аргон, газ течет из горелки MIG во время сварки, что обычно обеспечивает тот же тип защиты, что и проволока с флюсовым сердечником. Газ аргон обеспечивает такой же защитный экран, который создается проволокой с сердечником. При сварке с использованием защитного газа на открытом воздухе следует принимать соответствующие меры предосторожности, потому что даже самый легкий ветерок может вызвать улетучивание газа из области сварного шва, что может нарушить качество сварного шва.
Вы также должны принять во внимание тип материала, который вы будете сваривать . Если вы собираетесь сваривать тонкие металлы, достаточно будет проволоки размером 0,030 дюйма. Однако, если вы собираетесь работать с очень тонкой сталью, такой как автомобильный листовой металл, вы можете пойти тоньше и использовать проволоку толщиной 0,024 дюйма. Наименьший размер сварочной проволоки с флюсовым сердечником составляет 0,030 дюйма. Не забывайте, что размер наконечника сварочного пистолета также должен соответствовать размеру используемой проволоки.Если вам нужно заменить наконечник сварочного пистолета, все, что вам нужно сделать, это отвинтить его с помощью плоскогубцев или руками, установить / установить наконечник подходящего размера и затянуть. Этого же метода следует придерживаться, если вы собираетесь использовать сварочную проволоку большей толщины. Если вам необходимо сваривать более толстые стали, вам понадобится сварочная проволока диаметром от 0,035 до 0,045 дюйма. Если свариваемая сталь имеет толщину 3/16 дюйма или больше, вам может потребоваться несколько проходов, чтобы сварной шов прошел достаточно глубоко. Выполнение нескольких проходов на более толстой стали также обеспечит получение хорошего и прочного сварного шва.
5 лучших сварочных проволок для MIG 2021 года – Обзоры и лучшие выборы
0Последнее обновление: 4 мая 2021 г.
Существуют различные виды проволоки для сварки MIG для различных целей, но основные характеристики качественной сварочной проволоки обеспечивают прочный и надежный сварной шов независимо от металла или положения сварки.
Мы написали обзоры пяти лучших вариантов сварочной проволоки MIG для низкоуглеродистой стали, которые мы нашли в Интернете.Расходные материалы в целом дороги из-за того, как быстро они расходуются, поэтому покупка через Интернет – хороший способ снизить расходы.
Благодаря множеству различных вариантов в Интернете, мы надеемся, что эти пять обзоров дадут вам представление о том, что вам нужно, чтобы найти правильный провод MIG для вашего следующего проекта.
Краткий обзор наших любимых выборов 2021 года
5 лучших проволок для сварки MIG
1. INEFIL ER70S-6, проволока для сварки MIG 0,030 дюйма – лучший результат
В качестве нашего лучшего выбора мы выбрали проволоку INEFIL ER70S-6 MIG из-за ее выдающихся универсальных характеристик при сварке стали.Он подает исключительно хорошо, поэтому вы не столкнетесь с застреванием проволоки или нестабильной скоростью подачи.
При сварке ванна течет лучше, чем у большинства других MIG-проволок; это обеспечивает предсказуемое качество сварки и аккуратный вид валика после затвердевания. Было несколько случаев, когда рулон имел перекрестную намотку, что не давало такой хорошей подачи, но в 95 процентах случаев они были превосходными.
Это наш любимый провод MIG. Он доступен по цене и сваривает не хуже, если не лучше, чем дорогостоящая проволока.
Плюсы
- С малым разбрызгиванием
- Хорошо питается
- Цена от низкой до средней
- Хорошо течет
- Эффективная сварка загрязненной стали
Минусы
- Иногда попадает перекрестная обмотка
2. Сварочная проволока Lincoln L-56 MIG
Это был близкий вызов между двумя нашими главными проводами, но мы пришли к выводу, что это лучший провод, занявший второе место, хотя Lincoln известен большинству сварщиков как отличный.Проволока Lincoln ER70S-6 имеет превосходный вид сварного шва и неизменно гладкая, что позволяет работать при достаточном нагреве.
Мы очень высоко оцениваем эту проволоку, так как она соответствует высочайшим стандартам и при хорошей работе дает минимальное количество брызг. Однако у него не такой широкий диапазон размеров проволоки и катушек, и он стоит дороже, чем проволока INEFIL ER70S-6. Однако на это можно не обращать внимания. Если катушка именно такого размера, которая вам нужна, и вы цените красивый внешний вид бусинок, мы настоятельно рекомендуем ее.
Плюсы
- С малым разбрызгиванием
- Хорошо питается
- Низкая цена
- Хорошо течет
- Превосходный внешний вид сварного шва
Минусы
- Катушки размером менее 12,5 фунтов
3. Двухвалковая сварочная проволока HYW – лучшее соотношение цены и качества
Стандарт провода HYW PRODUCTS ER70S-6 не совсем соответствует кабелю Lincoln ER70S-6 или INEFIL ER70S-6, но он не сильно отстает и стоит значительно меньше за один метр провода.Он производит минимальное количество брызг и очень хорошо течет при достаточном нагреве, поэтому требуется меньше отделочных работ, чтобы он выглядел хорошо. Профиль сварного шва также легко сделать однородным благодаря этой текучести.
Эта проволока хорошо поддается подаче, так как она тщательно намотана, что делает ее подачу предсказуемой и улучшает качество сварки. Из всех проводов, найденных в Интернете, мы считаем, что это лучшая покупка за ваши деньги из-за стандарта провода и его цены, которая значительно ниже, чем у большинства других устройств такого размера.
Плюсы
- С малым разбрызгиванием
- Хорошо питается
- Низкая цена
- Хорошо течет
Минусы
- Придется купить две 10-фунтовые катушки
4. Hobart h405406-R22 Сварочная проволока MIG
Хобарт пользуется доверием в производстве отличных сварщиков и шлемов. Его 10-фунтовый провод ER70S-6 хорош, но он не соответствует тому же стандарту, что и три других варианта, которые мы рассмотрели, а также другие продукты Hobart.Эта проволока имеет приятную низкую цену и эффективно сваривает загрязненную сталь, что делает ее пригодной для сварки в сельском хозяйстве и на стройплощадках.
Что нам не нравится, так это то, что упаковка Хобарта не соответствует нашим стандартам качества. Поврежденные катушки с большей вероятностью появятся из Хобарта, чем из других брендов, что может слишком затянуть процесс покупки. Брызги этого провода хуже, чем у других проводов ER70S-6, но по сравнению с другими вариантами проводов, это желательный выбор и занимает четвертое место.
Плюсы
- Низкая цена
- Хорошо питается
- Хорошо течет
- Эффективная сварка загрязненной стали
Минусы
- Плохая упаковка
- Средние брызги
5. Сварочная проволока для сварки MIG Harris E70S6F9 ER70S-6
Наш последний любимый провод MIG – это провод Harris E70S6F9 MIG. По качеству продукция аналогична проводам Lincoln и Inefil; однако это дороже, и Харрис не очень хорошо разбирается в упаковке продуктов.Катушки часто оказываются сломанными или внутрь может попасть влага, которая может вызвать коррозию проволоки.
Помимо проблем с транспортировкой, этот материал неплохо сваривает ржавую сталь, а сварочная ванна хорошо течет на жаре. Если катушки оказываются целыми, они хорошо пропускают проволоку через ролики и кажутся намотанными плотно и аккуратно, поэтому нет проблем с ослабленной или перекрещивающейся проволокой.
Мы рекомендуем этот провод от Harris Product Group, но компании необходимо улучшить стандарты доставки.В остальном это хороший провод, даже если он дороже других в нашем списке.
Плюсы
- Сварка ржавой стали
- Хорошо питается
- Хорошо течет
Минусы
- Средняя цена
- Плохая упаковка
Справочник покупателя
Покупка расходных материалов – задача одновременно простая и сложная. Они стоят намного дешевле, чем большие электрические инструменты, такие как сварочные аппараты и производственное оборудование, а это означает, что выбор не столь значим.Однако расходные материалы приобретаются гораздо чаще и существенно влияют на результаты вашего проекта.
В следующем списке показано, в чем разница между проводами и как они могут иметь большое влияние на общий проект, для которого они используются.
Брызги
Брызги – это термин, используемый для описания маленьких капель расплавленного металла, которые разбрызгиваются из сварного шва во время процесса плавления. Это большая проблема при сварке, и ее можно решить, выполнив несколько простых действий.Один из шагов – использование проволоки с низким уровнем разбрызгивания. Некоторые провода производят гораздо больше брызг, чем другие, и поэтому вам нужно выбрать более чистый провод.
Корм
Проволока подается по-разному через роликовые системы и из сопла горелки в зависимости от ее качества. Проволока плохо подается из-за неровностей сварочной проволоки и дефектов ее покрытия или поверхности. Он также меняется в зависимости от катушки с проволокой. Если он был намотан правильно и с достаточным давлением, он плавно распустится.
Если проволока плохо подается, сварка будет нестандартной или непредсказуемой. Лучше всего максимально контролировать подачу проволоки и поддерживать ее постоянство, чтобы уложить гладкий валик.
Поток
Когда вы укладываете валик под капотом, сварочная ванна, которую вы толкаете, может изменять текучесть в зависимости от используемой проволоки. Вся проволока MIG плавится и, в конечном итоге, проталкивается вдоль стыка, который вы заполняете, но проволока с хорошей текучестью означает, что процесс протекает плавно и получается красивый сварной шов.
Высокая текучесть может способствовать удалению из металла загрязнений, таких как грязь и поверхностные покрытия, а также помогает контролировать сварной шов для создания аккуратного произведения искусства. Проволока с недостаточной текучестью неприятна для сварки.
Размеры
Размер вашей проволоки MIG имеет решающее значение как для катушки, так и для самой проволоки. Некоторые сварочные аппараты не могут работать с катушками определенных размеров, потому что у них слишком большой или маленький шпиндель. Другие машины не обрабатывают проволоку определенного диаметра.Перед покупкой провода убедитесь, что вы знаете о возможностях своего устройства.
Несмотря на то, что вам нужна проволока для сварки MIG, подходящая для вашего аппарата, тип выполняемой вами сварки также определяет, какую проволоку выбрать. Проволока разного диаметра предназначена для сварки различных материалов, стыков и положений. Если вы выполняете различные сварочные работы, покупка среднего размера, например 0,030 дюйма или 0,035 дюйма, даст вам широкий выбор для большинства ваших проектов.
Чем толще свариваемая секция или чем больше материала вы хотите вставить в стык, тем больший диаметр вам следует использовать.Что касается размера шпинделя, если в ваш сварочный аппарат подходит проволока большего размера, это хороший вариант купить ее вместо шпинделя меньшего размера. Чем больше провода вы купите сразу, тем дешевле он будет стоить.
Цена
Цена – важный аспект покупки расходных материалов, поскольку она напрямую влияет на то, сколько денег вы тратите или зарабатываете на проекте.
Чем больше вы заплатите за расходные материалы, тем больше сложится общая стоимость вашего проекта. Их также покупают гораздо чаще, чем самих сварщиков, поэтому покупка расходных материалов, которые стоят дороже, чем необходимо, в долгосрочной перспективе принесет значительный финансовый эффект.Помните, что не вся дорогая сварочная проволока лучше недорогой. Узнайте из подобных обзоров о фактическом качестве и характеристиках сварочной проволоки для вашей конкретной работы.
Покупка проволоки через Интернет – это всегда хороший способ снизить расходы, так как цена обычно намного ниже, чем в магазине.
Примечание: вы также можете увидеть нашу разбивку 5 лучших проволок с сердечником из флюса 2020 года здесь.
Вывод:
Спасибо, что прочитали эти обзоры нашей любимой сварочной проволоки MIG.Нашим лучшим выбором является INEFIL ER70S-6 .030 дюймов на 10-фунтовой катушке из углеродистой стали Mig Solid Welding Wire. Это довольно неизвестный бренд, но его проволока соответствует стандартам Lincoln и Miller по качеству проволоки и характеристикам подачи и при нагревании. Он также находится в гораздо более низком ценовом диапазоне.
Удобно найти очень экономичные варианты, которые мы нашли в HYW PRODUCTS 2 Rolls ER70S-6 .023 ″ .030 ″ .035 ″ 10-LB Spool MIG-сварочная проволока для низкоуглеродистой стали (2 рулона по 0,030 ″). Его цена такая же, как и у других 10-фунтовых рулонов, но вы получаете две катушки по цене одной.Этот провод считается лучшей покупкой за ваши деньги.
Надеемся, вы нашли то, что искали. Обязательно поделитесь с нами своими мыслями ниже в разделе комментариев.
