
Птл 50 тиристор чем заменить
Рассмотрим краткую технологию точечной сварки. Нагрев деталей для сварки осуществляется за счет подачи мощного, но кратковременного ,в пределах 0,01…0,1 сек, импульса сварочного тока. Этот импульс обеспечивает расплавление металла и образование общего жидкого ядра. Прижатие деталей в момент импульса обеспечивает образование вокруг расплавленного ядра пояска, который препятствует выплеску расплава из зоны сварки. Поэтому дополнительных мер для защиты свариваемого места не требуется.
Поиск данных по Вашему запросу:
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам.
Содержание:
- Споттер своими руками: как быстро и легко сделать прибор для точечной сварки
ТИРИСТОР ПТЛ-50 circuit - Форум автомаляров , ремонт кузова , автоэмаль , полировка и покраска кузова
- Точечная сварка
- Реле времени для споттера своими руками
- Тиристор птл 50 – — — 50
- Споттер для кузовного ремонта своими руками из сварочного аппарата
- Тиристор.
Оптовые и розничные цены. Каталог
- Собираем своими руками споттер в домашних условиях
- чем заменить тиристор птл-50
 Оптовые и розничные цены. Каталог
Оптовые и розничные цены. КаталогПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Тиристор, диодный модуль и их охлаждение, в наличии – HEATSINK KL-285 P120 SEMIKRON (Аналог)
Споттер своими руками: как быстро и легко сделать прибор для точечной сварки
Споттер — если говорить просто, это небольшой сварочный аппарат для выравнивания вмятин на металле. Часто используется на СТО, когда нужно подрихтовать машину без демонтажа элементов корпуса автомобиля.
Особенно удобно работать прибором в тех местах, к которым подобраться сложно. Во время работы прибор выдаёт разряд, металл нагревается, в точке касания и происходит сварка. Однако стоимость подобного оборудования сравнима с ценой полноценных сварочных аппаратов. Если вы хотите использовать агрегат для небольших объёмов работ, то проще собрать прибор из подручных средств. В этом обзоре от редакции HouseChief мы дадим вам все необходимые знания и рекомендации для того, чтобы вы смогли собрать споттер своими руками.
Во время работы прибор выдаёт разряд, металл нагревается, в точке касания и происходит сварка. Однако стоимость подобного оборудования сравнима с ценой полноценных сварочных аппаратов. Если вы хотите использовать агрегат для небольших объёмов работ, то проще собрать прибор из подручных средств. В этом обзоре от редакции HouseChief мы дадим вам все необходимые знания и рекомендации для того, чтобы вы смогли собрать споттер своими руками.
Действие споттера основано на таком физическом явлении, как токовое сопротивление. При этом применение привычных сварочных материалов плавящихся электродов, сварочных проволок и других не требуется. Нагрев и остывание происходят настолько быстро, что металл не успевает окислиться и вступить в реакцию. Сварка от такого оборудования не оставляет глубоких следов и после выравнивания легко удаляется болгаркой.
Готовые образцы споттеров состоят из следующих элементов:. Принцип действия агрегата таков: через блок управления на споттер поступает ток, который, доходя до электрода, приводит в действие обратный молоток. Он выполняет роль обратного отбойника. При этом, как уже говорилось ранее, снимать крыло или дверь нет необходимости.
Он выполняет роль обратного отбойника. При этом, как уже говорилось ранее, снимать крыло или дверь нет необходимости.
Устройство можно целиком собрать самостоятельно, а также изготовить из аккумулятора или сварочного аппарата. Для того чтобы собрать споттер для рихтовки авто своими руками, необходимо разобраться в существующих схемах.
Сначала поговорим о блоке питания. Блок питания состоит из трансформатора и диодного моста. Диоды помогают зарядить ёмкости С1. После нажатия кнопки, в нашем случае она помечена S3, конденсатор открывает тиристор V9. Тиристор расположен в диагонали моста, от которого питается первичная обмотка трансформатора Т2. Когда тиристор открыт, происходит процесс сварки, а после того, как ёмкость исчерпает свой заряд, тиристор закрывается.
После отпуска кнопки S3 конденсатор C1 снова начинает заряжаться. Длительность импульса регулируется переменным резистором R1. Трансформатор обязательно должен быть мощным.
Можно составить другую схему, в которой вместо ПТЛ 50, питающего обмотку трансформатора, использовать симистор. Управляется симистор оптопарой, а диодный мост заменить на стабилизатор по микросхеме LM Как стабилизатор можно использовать любой блок питания , который даст хотя бы 10 Вольт.
Управляется симистор оптопарой, а диодный мост заменить на стабилизатор по микросхеме LM Как стабилизатор можно использовать любой блок питания , который даст хотя бы 10 Вольт.
Переменный резистор RP1 устанавливается в цепи провода микросхемы, и им можно корректировать напряжение для зарядки конденсатора. Этой манипуляцией регулируется продолжительность импульса для сварки. В случае короткой длительности сварки следует увеличить ёмкость С4. Существует несколько вариантов, как сделать споттер для кузовного ремонта из отслуживших своё старых агрегатов. Рассмотрим подробно разные варианты сборки.
Для того чтобы обеспечить споттеру источник тока, нам будет необходим трансформатор примерно на А, а также рабочий инструмент, которым непосредственно будет осуществляется правка. Если такого трансформатора нет, его придётся перематывать самостоятельно. Кроме трансформатора и обратного молотка как его сделать, мы покажем чуть ниже , потребуется блок управления в нём находится тиристор В , диодный мост, контрактор В , а также реле на 30 А.
Самая большая сложность в адаптации трансформатора для сварки заключается в повышении показателя выходной силы тока до Ампер. С этой целью экспериментируют с шиной, устанавливаемой вместо вторичной обмотки.
Перемотка трансформатора — самый трудоёмкий этап. Обычно для этих целей выбирают медный или алюминиевый провод. К сведению! Чтобы обезопасить свой споттер от внезапного выхода из строя, а себя — от удара током, первичную и вторичную обмотку трансформатора изолируют друг от друга. Обычно для этих целей берут лакоткань или несколько слоёв бумаги, пропитанной парафином. Длина выходящих концов вторичной обмотки трансформатора должна предусматривать возможность её подсоединения к выходным клеммам , а первичной — для подключения к электрической цепи аппарата.
Трансформатор, который вы изготовили, желательно пропитать шеллаком. Схемы могут быть использованы самые простые и более сложные. Мы их приводили выше. Обычно в блок управления заводятся провода на пусковую кнопку и переключатели быстрого старта, которые выводится на корпус.
Кто-то берёт корпус от ПК, это удобно, так как в нём уже имеется возможность установить микросхемы и кулеры, другие делают коробки из металлических плит или даже деревянных блоков. Габариты корпуса выбираются произвольно, всё зависит от размера и количества трансформаторов и дополнительных деталей. В основании корпуса используется плита из диэлектрического материала, на которую крепятся все рабочие элементы.
Основным критерием выбора становится не эстетичность конструкции, а возможность беспрепятственного доступа ко всем элементам. Очень часто встречаются корпусы из старых микроволновок , сварочных аппаратов, аккумуляторов, системных блоков. Для массы следует использовать кабель, длина которого не превышает 1,5 м, для рабочего — не более 2,5 м. Если пренебречь этими требованиями и использовать кабели большей длины, то это приведёт к значительным потерям силы сварочного тока.
Его тоже можно сделать своими руками. Обычно используют медные прутки круглого сечения, бронзовые или медные трубки, которые очень удобно соединять с токоподводящим кабелем. Со стороны рабочей части электрода необходимо сделать прорезь, куда будет вставляться шайба для приварки. Если для изготовления электрода вы используете трубку, то её рабочий конец необходимо расплющить, и уже потом делать на нём соответствующую прорезь.
Крепление компонентов зависит от того, будет ли это стационарный прибор или переносной. При выборе второго варианта комплектующие распределяются равномерно и монтируются при помощи крепёжных элементов. С внешней стороны корпуса устанавливаются ручки для транспортировки. Сварочный пистолет — основной рабочий орган споттера. Если вы планируете достаточно активно использовать прибор, то лучше купить готовый образец. Но для работ небольшого объёма вполне подойдёт самодельное устройство. В качестве основы используют монтажный клеевой пистолет или рабочую часть полуавтоматического сварочного аппарата.
Мы приведём самый простой способ сборки ручки для споттера своими руками. Причём пистолет должен иметь такую конструкцию, которая позволяла бы поменять электрод без разборки. Чтобы подключить пистолет к устройству, используют комбинацию из сварочного кабеля с необходимым показателем сечения и 5-жильным контрольным кабелем. Подключение последнего осуществляется в соответствии со схемой. Если вы планируете большой объём работ, то вам пригодятся схемы и чертежи пуллера для споттера, своими руками их сделать очень просто.
В этом случае на электрод одевается тяжёлая болванка. Она и будет обратным молотком. Чаще всего для её изготовления используются металлические пруты. На конец электрода нужно приварить острый наконечник, которым и производится контакт с поверхностью кузова при рихтовке авто. Предлагаем вам короткую инструкцию, как сделать обратный молоток. Для изготовления споттера используются старые сварочные аппараты, аккумуляторы и даже отслужившие своё микроволновые печи.
Остаётся только подготовить трансформатор для создания нужной силы тока и сделать пистолет. О том, как модифицировать трансформатор, мы подробно говорили выше. Подробное видео, как сделать споттер из полуавтомата своими руками, смотрите здесь:.
Схема и процедура сборки споттера из микроволновки своими руками практически не отличается от предыдущих. Единственное — необходимо добиться импульсного режима работы. Для этого понадобится конденсатор большой ёмкости с системой управления. В противном случае вместо контактной сварки будет отверстие в металле. Первый этап — освобождаем самое ценное для нас, это трансформатор, разбираем его по сварочному шву. Для этого можно воспользоваться болгаркой или ножовкой.
Важно не повредить первичную обмотку, потому как она потребуется нам в дальнейшем. После намотки кабеля нужно произвести склейку сердечника трансформатора и основания. Для этого пользуемся обычной 2-компонентной эпоксидной смолой.
После того как смола застынет, можно проверить работоспособность сварки с помощью специального оборудования. Для исправления незначительных повреждений кузова можно изготовить устройство на основе аккумулятора. Такой аппарат удобен, так как не нужно искать возможность подключиться к розетке.
Для исправления незначительных повреждений кузова можно изготовить устройство на основе аккумулятора. Такой аппарат удобен, так как не нужно искать возможность подключиться к розетке.
Для изготовления потребуются следующие комплектующие:. Порядок подключения: плюсовой провод аккумулятора накинуть на втягивающее реле. Одним проводом кнопка пистолета закрепляется на втягивающем реле там, где уже установлен плюсовой кабель аккумулятора.
Второй провод присоединить к контакту реле, чтобы оно срабатывало.
ТИРИСТОР ПТЛ-50 circuit
Споттер — если говорить просто, это небольшой сварочный аппарат для выравнивания вмятин на металле. Часто используется на СТО, когда нужно подрихтовать машину без демонтажа элементов корпуса автомобиля. Особенно удобно работать прибором в тех местах, к которым подобраться сложно. Во время работы прибор выдаёт разряд, металл нагревается, в точке касания и происходит сварка.
Если с поисками тиристора типа ТПЛ возникнут сложности, то можно будет такой, что заменять в нем электрод можно будет без разборки. .. 12 В. Тиристор, рекомендуемый на схеме (ПТЛ), в настоящее время найти.
.. 12 В. Тиристор, рекомендуемый на схеме (ПТЛ), в настоящее время найти.
Форум автомаляров , ремонт кузова , автоэмаль , полировка и покраска кузова
Точечная контактная сварка относится к разряду контактных сварок. Рассмотрим краткую технологию точечной сварки. Нагрев деталей для сварки осуществляется за счет подачи мощного, но кратковременного ,в пределах 0,01…0,1 сек, импульса сварочного тока. Этот импульс обеспечивает расплавление металла и образование общего жидкого ядра. Прижатие деталей в момент импульса обеспечивает образование вокруг расплавленного ядра пояска, который препятствует выплеску расплава из зоны сварки. Поэтому дополнительных мер для защиты свариваемого места не требуется. Для получения качественного сварочного шва поверхности должны быть зачищены от толстых оксидных пленок ржавчины. Для сварки очень тонких листов металла , 1…1,5 мм применяется конденсаторная сварка — конденсаторы заряжаются непрерывно небольшим током, потребляя незначительную мощность, но в момент сварки разряжаются через свариваемые детали. Точечная сварка имеет свои достоинства — это высокая экономичность, механическую прочность швов и возможность автоматизации сварочных процессов и недостатки — отсутствие герметичности сварочных швов.
Точечная сварка имеет свои достоинства — это высокая экономичность, механическую прочность швов и возможность автоматизации сварочных процессов и недостатки — отсутствие герметичности сварочных швов.
Точечная сварка
Всем добрый день! Мне срочно понадобился точечный сварочный аппарат и решил вспомнить молодость. Нашёл схему популярную в инете, вроде собрал , только вот тиристор который там указан ПТЛ , таких уже даже ни кто не помнит. Посоветовали Т
Содержание: Схема для сборки самодельного споттера Корпус самодельного споттера и остальные комплектующие Рабочий пистолет споттера Инопуллер обратный молоток для самодельного споттера Делаем споттер из сварочного аппарата Функциональность споттеров серийных моделей Характеристики споттеров, выпускаемых серийно Методы работы со споттером.
Реле времени для споттера своими руками
By Сергей , December 25, in Автоматика. Сразу прошу прощения за новую тему я видел что такая тема уже есть. Но она зачашла и решил начать все поновому. Меня тут напугали что комплектующих на неё несобрать. Но я несогласин так как диоды ДБ я уже нашел. А вот главная проблема что диодов ДА нету и чем их заменить не знаю.
Меня тут напугали что комплектующих на неё несобрать. Но я несогласин так как диоды ДБ я уже нашел. А вот главная проблема что диодов ДА нету и чем их заменить не знаю.
Тиристор птл 50 – — — 50
Библиотека участок проект Идеи типы домов модель дизайн и архитектура в 3ds max внешние коммуникации Водоснабжение Канализация Электроснабжение Подъездные пути фундамент грунт ленточный столбчатый плита гидроизоляция Коробчатый Монолитный Свайный Винтовой фундамент Работа над ошибками стены кирпичные из природного камня блочные монолит деревянные комбинированные каркасно-кирпичные каркасно-монолитные монолитно-кирпичные из соломы Мирман М. Библиотека Технологии Справочник Место. Разновидности и классификация сварки. Сваркой называют процесс получения неразъемного соединения деталей за счет образования межатомных связей в сварном шве. Такие связи возникают при воздействии местного или общего нагрева свариваемых деталей, либо под воздействием пластической деформации, либо того и другого вместе. Сварка чаще всего применяется для соединения металлов и их сплавов, для соединения термопластов и даже в медицине. Но сварка живых тканей выходит за рамки данной статьи. Современное развитие сварочных технологий таково, что позволяет выполнять сварочные работы не только в условиях производства, а также на открытом воздухе и даже под водой.
Сварка чаще всего применяется для соединения металлов и их сплавов, для соединения термопластов и даже в медицине. Но сварка живых тканей выходит за рамки данной статьи. Современное развитие сварочных технологий таково, что позволяет выполнять сварочные работы не только в условиях производства, а также на открытом воздухе и даже под водой.
Тиристор. Возможна модель ПТЛ или иные версии. . Один транзистор можно заменить цепью из пары аналогичных, что только повысит.
Споттер для кузовного ремонта своими руками из сварочного аппарата
Споттеры активно используются в СТО и частных мастерских. Благодаря этому оборудованию можно быстро вернуть кузову машины нужную форму, причем последующая обработка проблемного участка зачистка, шпаклевка, покраска минимальна. Споттеры стоят не дешево, поэтому некоторые пытаются их собрать самостоятельно. Выполнение этой задачи можно ускорить если под рукой есть поломанный или неиспользуемый сварочный агрегат.
Тиристор. Оптовые и розничные цены.
 Каталог
КаталогВИДЕО ПО ТЕМЕ: Где взять трансформатор для зарядного устройства?
Переносный малогабаритный электросварочный аппарат с выносным сварочным пистолетом предназначен для приваривания листовой нержавеющей и обычной стали толщиной 0, Он может найти применение во многих отраслях народного хозяйства, например, при изготовлении термопар, для приваривания к металлоконструкциям тензометрических датчиков, предварительно наклеенных на стальную фольгу, и во многих других случаях. Переносной сварочный аппарат для точечной сварки Внешний вид сварочного аппарата показан на 3-й с. Масса силового блока аппарата – около 8 кг, габаритыхХ мм. Как видно из принципиальной электрической схемы, аппарат состоит из двух основных узлов: электронного реле на тринисторе V9 и мощного сварочного трансформатора Т2.
Тиристор силовой Т — штыревой мощный тиристор общего назначения. Преобразовывает и регулирует постоянный и переменный ток до 50 ампер частотой до Гц в цепях с напряжением вольт 14 кл.
Преобразовывает и регулирует постоянный и переменный ток до 50 ампер частотой до Гц в цепях с напряжением вольт 14 кл.
Собираем своими руками споттер в домашних условиях
Это оборудование, которое относится к одному из видов сварочных аппаратов и по смыслу полностью отвечает своему наименованию. Споттер — аппарат для односторонней точечной сварки, действующий по принципу токового сопротивления. Работа системы споттера заключается в выделении определенного количества тепловой энергии в зоне соприкосновения со свариваемым материалом во время прохождения тока. Купить споттер. Найден совершенно простой способ сократить расход топлива! Не верите? Автомеханик с летним стажем тоже не верил, пока не попробовал.
чем заменить тиристор птл-50
Войти через uID. Например: TDA Мы рады вас видеть.
Мощный тиристорный преобразователь 12В в 220В (500Вт)
Портал QRZ.RU существует только за счет рекламы, поэтому мы были бы Вам благодарны если Вы внесете сайт в список исключений. Мы стараемся размещать только релевантную рекламу, которая будет интересна не только рекламодателям, но и нашим читателям. Отключив Adblock, вы поможете не только нам, но и себе. Спасибо.
Мы стараемся размещать только релевантную рекламу, которая будет интересна не только рекламодателям, но и нашим читателям. Отключив Adblock, вы поможете не только нам, но и себе. Спасибо.
Как добавить наш сайт в исключения AdBlock
QRZ.RU > Каталог схем и документации > Схемы наших читателей > Источники питания > Мощный тиристорный преобразователь 12В в 220В (500Вт)
class=”small”>
Описываемое устройство предназначено для преобразования постоянного напряжения 12 В в переменное от 200 до 500 В и может отдать в нагрузку мощность до 500 Вт. Схема преобразователя представлена на рис. 4.40. Частота выходного переменного напряжения определяется частотой импульсов автогенератора, выполненного на транзисторах VT1 и VT2. Этими импульсами через трансформатор Т1 управляются тиристорные ключи VD1 и VD2, которые попеременно подключают к источнику постоянного напряжения то одну, то другую половины первичной обмотки трансформатора Т2.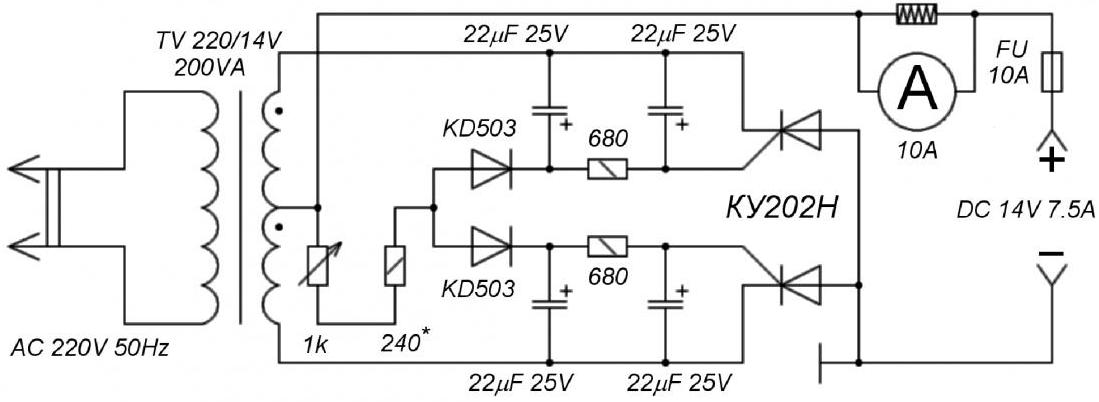 К выводам 4-5 трансформатора Т2 подключается нагрузка. Качество работы преобразователя напряжения во многом зависит от правильного подбора емкости конденсатора С4. Конденсатор подобран правильно, если при колебаниях питающего напряжения в пределах ±10% обеспечено четкое попеременное закрывание ключей.
К выводам 4-5 трансформатора Т2 подключается нагрузка. Качество работы преобразователя напряжения во многом зависит от правильного подбора емкости конденсатора С4. Конденсатор подобран правильно, если при колебаниях питающего напряжения в пределах ±10% обеспечено четкое попеременное закрывание ключей.
Применение разделительных конденсаторов С2 и СЗ повышает стабильность работы преобразователя. Резистор R3 предохраняет Источник питания от короткого замыкания в моменты переключения ключей. Частота выходного напряжения устройства при указанных данных равна 200 Гц.
Если предусмотреть возможность изменения частоты автогенератора (например, вместо автогенератора собрать регулируемый по частоте мультивибратор с усилителем мощности), то на выходе преобразователя можно получить напряжение с частотой 50….400 Гц, что позволит использовать его для плавного регулирования скорости вращения синхронных электродвигателей мощностью до 500 Вт.
Изменяя соответствующим образом число витков вторичной обмотки трансформатора Т2, можно получить на выходе преобразователя напряжения различной величины Трансформатор Т1 намотан на сердечнике Ш 16×10 и имеет обмотки: I — 2×40 витков ПЭВ-2-0,8, II – 2×10 витков ПЭВ-2-0,2 и III – 2×20 витков ПЭВ-2-0,2. Трансформатор Т2 намотан на сердечнике 11150×60 и имеет обмотки: I — 2×40 витков ПЭВ-2-3,0 и II — 800 витков ПЭВ-2-0,92. При таких данных выходное напряжение преобразователя составляет 400 В. Описание преобразователя приводится в [71].
Трансформатор Т2 намотан на сердечнике 11150×60 и имеет обмотки: I — 2×40 витков ПЭВ-2-3,0 и II — 800 витков ПЭВ-2-0,92. При таких данных выходное напряжение преобразователя составляет 400 В. Описание преобразователя приводится в [71].
Примечание редактора
Лавинные тиристоры ПТЛ-100 относятся к достаточно редким приборам, но в данной схеме допускается применение и более распространенных типов мощных тиристоров. Эти тиристоры также должны быть рассчитаны на коммутацию токов не менее 100 А.
В качестве замены можно предложить такие тиристоры на ток 100 А: Т151-100 или более старый Т100 (оба этих тиристора не относятся к классу лавинных), а вот из лавинных тиристоров доступны только более мощные. Это ТЛ171-250, ТЛ171-320 или ТЛ2-160, ТЛ2-200, ТЛ2-250. Есть еще высокочастотные тиристоры, в том числе и на 100 А, например, ТБ161-100, ТЧ100, ТЧИ100. Все эти мощные тиристоры, невзирая на их название, могут работать на частотах до 500 Гц.
ТИРИСТОРЫ серии ST103SP – БЫСТРЫЕ ДИСКРЕТНЫЕ – VISHAY – Каталоги в формате PDF | Техническая документация
Добавить в избранное
{{requestButtons}}
Выдержки из каталога
Серия ST103SP Vishay High Power Products Тиристоры инверторного класса (шпильки), 105 А ХАРАКТЕРИСТИКИ • Полностью диффузионная конструкция • Центральный усилительный затвор • Гарантированное высокое значение dV/dt • Гарантированное высокое значение dI/dt • Способность выдерживать высокие импульсные токи • Низкий тепловой импеданс • Высокая скорость работы TO-209AC (TO-94) • Компрессионное соединение • Без содержания свинца (Pb) • Разработано и сертифицировано для промышленного уровня ТИПИЧНЫЕ ПРИМЕНЕНИЯ ОБЗОР ПРОДУКТА IT(AV) • Преобразователи • Индукционный нагрев • Все типы преобразователей с принудительной коммутацией ОСНОВНЫЕ НОМИНАЛЬНЫЕ ПАРАМЕТРЫ И ХАРАКТЕРИСТИКИ УСЛОВИЯ ЭЛЕКТРИЧЕСКИЕ ХАРАКТЕРИСТИКИ НОМИНАЛЬНОЕ НАПРЯЖЕНИЕ КОД НАПРЯЖЕНИЯ VDRM/VRRM, МАКСИМАЛЬНОЕ ПОВТОРЯЮЩЕЕСЯ ПИКОВОЕ НАПРЯЖЕНИЕ V VRSM, МАКСИМАЛЬНОЕ НЕПОВТОРЯЮЩЕЕСЯ ПИКОВОЕ НАПРЯЖЕНИЕ V НОМЕР ТИПА Номер документа: 94365 Редакция: 29 апреля 2008 г. технические вопросы, обращайтесь: [email protected]
технические вопросы, обращайтесь: [email protected]
Серия ST103SP Vishay High Power Products Тиристоры инверторного класса (шпильки), 105 А НАГРУЗКА ПО ТОКУ ITM Напряжение восстановления Vr Напряжение перед включением Vd Нарастание тока в открытом состоянии dI/dt Температура корпуса Эквивалентные значения для RC-цепи ВКЛ. ПАРАМЕТР ПРОВОДИМОСТИ Максимальный средний ток в открытом состоянии при температуре корпуса УСЛОВИЯ ИСПЫТАНИЙ Проводимость 180°, полусинусоида Максимальный пик, один полупериод, неповторяющийся импульсный ток Максимальное среднеквадратичное значение тока в открытом состоянии Без повторной подачи напряжения 100 % VRRM Повторная подача напряжения Без повторной подачи напряжения 2530 Синусоидальная полуволна, начальная TJ = TJ максимум Максимальный пик…
Тиристоры инверторного класса серии ST103SP (шпильки), 105 A Vishay High Power Products ПАРАМЕТРЫ ПЕРЕКЛЮЧЕНИЯ TJ = максимальное значение TJ, VDRM = номинальное значение VDRM, ITM = 2 x dI/dt TJ = 25 °C, VDM = номинальное значение VDRM, ITM = 50 А пост. тока, tp = 1 мкс Резистивная нагрузка, стробирующий импульс: 10 В, источник 5 Ом TJ = TJ максимум, ITM = 100 А, коммутация dI/dt = 10 А/мкс VR = 50 В, tp = 200 мкс, dВ /dt: См. таблицу в коде устройства Типичное время задержки Максимальное время выключения Максимальная единовременная скорость нарастания тока включения минимум максимум УСЛОВИЯ ИСПЫТАНИЙ БЛОКИРУЮЩИЙ ПАРАМЕТР УСЛОВИЯ ИСПЫТАНИЙ Максимальная критическая скорость нарастания напряжения в выключенном состоянии TJ =…
тока, tp = 1 мкс Резистивная нагрузка, стробирующий импульс: 10 В, источник 5 Ом TJ = TJ максимум, ITM = 100 А, коммутация dI/dt = 10 А/мкс VR = 50 В, tp = 200 мкс, dВ /dt: См. таблицу в коде устройства Типичное время задержки Максимальное время выключения Максимальная единовременная скорость нарастания тока включения минимум максимум УСЛОВИЯ ИСПЫТАНИЙ БЛОКИРУЮЩИЙ ПАРАМЕТР УСЛОВИЯ ИСПЫТАНИЙ Максимальная критическая скорость нарастания напряжения в выключенном состоянии TJ =…
Серия ST103SP Vishay High Power Products Тиристоры инверторного класса (с шипами), 105 А ΔRthJC ПРОВОДИМОСТЬ УГОЛ ПРОВОДИМОСТИ СИНУСОИДАЛЬНАЯ ПРОВОДИМОСТЬ ПРЯМОУГОЛЬНАЯ ПРОВОДИМОСТЬ УСЛОВИЯ ИСПЫТАНИЙ Примечание • В приведенной выше таблице показано приращение теплового сопротивления RthJC, когда устройства работают при углах проводимости, отличных от максимального постоянного тока Допустимая температура корпуса (°C) Максимально допустимая температура корпуса (°C) Средний ток во включенном состоянии (A) Угол проводимости Максимальная средняя потеря мощности во включенном состоянии (Вт) Рис. 2. Характеристики номинального тока Средний ток во включенном состоянии (A) Рис. 1 – Характеристики текущих номиналов…
2. Характеристики номинального тока Средний ток во включенном состоянии (A) Рис. 1 – Характеристики текущих номиналов…
Угол проводимости Vishay High Power Products Максимальные средние потери мощности во включенном состоянии (Вт) Максимальные средние потери мощности во включенном состоянии (Вт) Тиристоры инверторного класса (исполнение со шпильками), 105 А Средний ток в открытом состоянии (А) Максимально допустимая температура окружающей среды (°C) При любых условиях номинальной нагрузки и при номинальном VRRM, приложенном после перенапряжения Пиковая половина Синусоидальная волна Ток в открытом состоянии (A) Мгновенный ток в открытом состоянии (A) Циклические импульсы тока (N) Рис. 5 — Максимальный неповторяющийся импульсный ток Пиковый полусинусоидальный ток во включенном состоянии (A) Рис. 7 — Во включенном состоянии…
Серия ST103SP Vishay High Power Products Тиристоры инверторного класса Qrr — Максимальный заряд обратного восстановления (мкКл) dI/dt — Скорость падения тока в открытом состоянии (А/мкс) Рис. 9 — Характеристики обратного восстановления заряда Irr — Максимальное обратное восстановление Ток (А) dI/dt – Скорость падения прямого тока (А/мкс) Рис. 10 – Характеристики обратного тока восстановления 10000 Цепь снаббера Rs = 22 Ом Cs = 0,15 мкФ VD = 80 % VDRM Серия ST103S Синусоидальный импульс TC = 60 °C Пиковый ток в открытом состоянии (A) Пиковый ток в открытом состоянии (A) Серия ST103S Синусоидальный импульс TC = 85 °C Цепь демпфера Rs = 22 Ом Cs = 0,15 мкФ VD = 80 %…
9 — Характеристики обратного восстановления заряда Irr — Максимальное обратное восстановление Ток (А) dI/dt – Скорость падения прямого тока (А/мкс) Рис. 10 – Характеристики обратного тока восстановления 10000 Цепь снаббера Rs = 22 Ом Cs = 0,15 мкФ VD = 80 % VDRM Серия ST103S Синусоидальный импульс TC = 60 °C Пиковый ток в открытом состоянии (A) Пиковый ток в открытом состоянии (A) Серия ST103S Синусоидальный импульс TC = 85 °C Цепь демпфера Rs = 22 Ом Cs = 0,15 мкФ VD = 80 %…
Тиристоры инверторного класса серии ST103SP (с шипами), 105 А 10 000 Цепь демпфера Rs = 22 Ом Cs = 0,15 мкФ VD = 80 % VDRM Пиковый ток в открытом состоянии (А) Пиковый ток в открытом состоянии (А) Vishay High Power Продукты Серия ST103S Трапециевидный импульс TC = 60 °C dI/dt = 100 A/мкс Серия ST103S Трапециевидный импульс TC = 85 °C dI/dt = 100 A/мкс Снабберная цепь Rs = 22 Ом Cs = 0,15 мкФ VD = 80 % VDRM Базовая ширина импульса (мкс) Рис. 13 – Частотные характеристики Пиковый ток в открытом состоянии (А) Пиковый ток в открытом состоянии (А) Серия ST103S Синусоидальный импульс Серия ST103S Прямоугольный импульс dI/dt = 50 А/мкс Рис. 14 – Максимальный ток в открытом состоянии Состояние…
14 – Максимальный ток в открытом состоянии Состояние…
Серия ST103SP Vishay High Power Products Тиристоры инверторного класса (с шипами), 105 A ТАБЛИЦА ИНФОРМАЦИИ ДЛЯ ЗАКАЗА Код устройства Номер основной детали S = шпилька с компрессионным соединением Код напряжения x 100 = VRRM (см. таблицу номинальных напряжений) Повторно примененный код dV/dt (для (условия испытания tq) 0 = Клеммы с проушиной (выводы затвора и вспомогательного катода) Доступны комбинации dV/dt – tq 1 = Быстроразъемные клеммы (выводы затвора и вспомогательного катода) 10 dV/dt (В/мкс) 20 50 100 200 400 CN DN EN FN* 10 CM DM EM FM HM 12 CL DL EL FL* HL tq (мкс) 15 18 CP DP EP FP HP CK DK EK FK HK 20 HJ 25 * Стандартный номер детали. Все остальные типы…
Габаритные размеры Vishay Semiconductors TO-209AC (TO-94) для серий ST083S и ST103S РАЗМЕРЫ в миллиметрах (дюймах) Керамический корпус Белый затвор Номер документа: 95003 Редакция: 30 сентября 2008 г. По техническим вопросам обращайтесь по адресу: indmodules@vishay. com
com
Заявление об ограничении ответственности www.vishay.com Заявление об отказе от ответственности ВСЕ ПРОДУКТЫ, СПЕЦИФИКАЦИИ ПРОДУКТА И ДАННЫЕ МОГУТ ИЗМЕНЯТЬСЯ БЕЗ УВЕДОМЛЕНИЯ ДЛЯ ПОВЫШЕНИЯ НАДЕЖНОСТИ, ФУНКЦИОНАЛЬНОСТИ ИЛИ КОНСТРУКЦИИ ИЛИ ИНЫМ ОБРАЗОМ. Vishay Intertechnology, Inc., ее аффилированные лица, агенты и сотрудники, а также все лица, действующие от ее или их имени (совместно именуемые «Vishay»), отказываются от какой-либо ответственности за любые ошибки, неточности или неполноту, содержащуюся в любом листе данных или в любом иное раскрытие информации, относящейся к какому-либо продукту. Vishay не дает никаких гарантий, заявлений или гарантий относительно пригодности продуктов для любого…
Все каталоги и технические брошюры VISHAY
VS-E5Th2506THN3
8 страниц
VS-E5TX1506THN3
8 страниц
VS-E5Th4006THN3
8 страниц
VS-E5TX3006THN3
8 страниц
VS-E5Ph4006LHN3
6 страниц
VS-E5PX3006LHN3
6 страниц
VS-E5PH6006LHN3
6 страниц
VS-E5PX6006LHN3
6 страниц
ВС-Э5ПХ7506ЛХН3
6 страниц
VS-E5PX7506LHN3
6 страниц
VCNL36825T
16 страниц
VS-E5Th2506-M3
7 страниц
VS-E5TX1506-M3
7 страниц
VS-E5Th4006-M3
7 страниц
VS-E5TX3006-M3
7 страниц
VS-E5Ph4006L-N3
8 страниц
VS-E5PX3006L-N3
7 страниц
VS-E5PH6006L-N3
7 страниц
VS-E5PX6006L-N3
7 страниц
VS-E5PH7506L-N3
7 страниц
VS-E5PX7506L-N3
7 страниц
VS-C04ET07T-M3
5 страниц
VS-C06ET07T-M3
5 страниц
VS-C08ET07T-M3
5 страниц
VS-C10ET07T-M3
5 страниц
VS-C12ET07T-M3
5 страниц
VS-C16CP07L-M3
5 страниц
VS-C16ET07T-M3
5 страниц
VS-C20CP07L-M3
5 страниц
VS-C20ET07T-M3
5 страниц
VS-C40CP07L-M3
5 страниц
P11H
7 страниц
IHTH-1500MZ-5A
4 страницы
IHTH-1500TZ-5A
4 страницы
MFU AT SERIES
8 страниц
T24
7 страниц
CRHA
4 страницы
IHXL-1500VZ-5A
5 страниц
VJ.
 …32 Отделка свинцового подшипника MLCC
…32 Отделка свинцового подшипника MLCC21 страница
промышленные проволочные резисторы
7 страниц
Первые в отрасли выключатели нагрузки, рассчитанные на сопротивление во включенном состоянии при напряжении 1,2 В
2 Страницы
Силовые модули
32 страницы
Чистый штамп
29 страниц
Выпрямители TMBS®
2 страницы
Серия NTCAFLEX05 РЕЗИСТОРЫ НЕЛИНЕЙНЫЕ ДЛЯ АВТОМОБИЛЬНЫХ ТЕМПЕРАТУРНЫХ ДАТЧИКОВ
5 страниц
Серия PTL — Pt-датчики РЕЗИСТОРЫ, НЕЛИНЕЙНЫЕ — ПЛАТИНОВЫЕ ДАТЧИКИ-RTD
6 страниц
ГЕНЕРАТОРЫ XOSM-531
3 страницы
Инфракрасная сенсорная панель TIP с контроллером
4 страницы
IHLP2525EZ-01 ИНДУКТОРЫ
4 Страницы
ГИБРИДЫ И ПОДЛОЖКИ HP – MT
2 страницы
Предохранители HCTF серии CP
5 страниц
XT49S КРИСТАЛЛЫ
3 страницы
ДАТЧИКИ МОДЕЛЬ 21P – ПОЛОЖЕНИЕ: УГЛОВОЕ И ЛИНЕРНОЕ
2 страницы
CHP, HCHP РЕЗИСТОРЫ, ЛИНЕЙНЫЕ – АВТОМОБИЛЬНЫЕ
9 страниц
IDC-2512 ИНДУКТОРЫ – СИЛОВЫЕ ИНДУКТОРЫ
2 страницы
139 CLL КОНДЕНСАТОРЫ – АЛЮМИНИЕВЫЕ – ДЛЯ ПОВЕРХНОСТНОГО МОНТАЖА
8 страниц
VOM1271 ТВЕРДОТЕЛЬНЫЕ РЕЛЕ
7 Стр.

МОП-транзисторы Si5904DC
9 страниц
МОДУЛИ серии 130-160МТ..КПбФ
8 страниц
DG406, DG407 АНАЛОГОВЫЕ КОММУТАТОРЫ И МУЛЬТИПЛЕКСОРЫ
16 страниц
ДИОДЫ BAS170WS – ДИОДЫ ШОТТКИ ДЛЯ МАЛОГО СИГНАЛА
3 страницы
Инфракрасные излучатели: 940 нм, высокоскоростной, мощный
2 страницы
10ТИРИСТОРЫ СЕРИИ RIA – ДИСКРЕТНЫЕ РЕГУЛИРОВКИ ФАЗ
9 страниц
Микросхема антенны
6 страниц
2381 691/ВЛАЖНОСТЬ-SENS-E
2 страницы
Резисторы, нелинейные – Платиновые датчики-RTD
6 страниц
Датчики положения: угловые и линейные
3 страницы
Сети и массивы — R/C сети
3 страницы
Резисторы, линейные – Датчик тока
3 страницы
Катушки индуктивности – силовые катушки индуктивности
2 страницы
Конденсаторы – керамические
7 страниц
Конденсаторы радиальные
5 страниц
Тиристоры – обратное/прямое напряжение от 600 до 1000 В
7 страниц
Силовые ИС — изолированные источники питания постоянного тока — ШИМ-контроллеры
8 страниц
Оптопары/изоляторы – фототранзисторный выход
7 страниц
МОП-транзисторы — напряжение сток-исток 650 В и выше
8 страниц
Модули – Модули, IGBT – постоянный ток коллектора 100 А и выше
5 страниц
Диоды – Малосигнальные диоды Шоттки BAS170WS-V
3 страницы
Архивные каталоги
Тепловая модель RC для 2N7002K
3 страницы
Интегрированное устройство с конденсатором/варистором
2 страницы
Дорожная карта продукта MLCC
4 страницы
Сильноточные конденсаторы Брошюра Vishay ESTA
14 страниц
Руководство по выбору низковольтных аналоговых переключателей
32 страницы
Сравнить
Удалить все
Сравнить до 10 товаров
Точечная сварка в домашней мастерской
Разновидности и классификация сварки
Сварка – это процесс получения неразъемного соединения деталей за счет образования межатомных связей в сварном шве. Такие связи возникают под влиянием местного или общего нагрева свариваемых деталей, либо под влиянием пластической деформации, либо того и другого.
Такие связи возникают под влиянием местного или общего нагрева свариваемых деталей, либо под влиянием пластической деформации, либо того и другого.
Сварку чаще всего применяют для соединения металлов и их сплавов, для соединения термопластов и даже в медицине. Но сварка живых тканей выходит за рамки этой статьи. Поэтому кратко рассмотрим только те виды сварки, применяемые в технологии .
Современное развитие сварочной техники таково, что позволяет производить сварку не только в производственных условиях, но и на открытом воздухе и даже под водой. В последние годы сварка в качестве эксперимента уже проводилась в космосе.
Для производства сварочных работ используются различные виды энергии. Прежде всего, это электрическая дуга или пламя газовой горелки. Более экзотическими источниками являются ультразвук, лазерное излучение, электронный луч, а также сварка трением.
Все сварочные работы связаны с повышенной пожароопасностью, загазованностью вредными газами, ультрафиолетовым излучением, да и просто риском поражения электрическим током. Поэтому проведение сварочных работ требует строгого соблюдения техники безопасности.
Поэтому проведение сварочных работ требует строгого соблюдения техники безопасности.
Все способы сварки в зависимости от вида энергии и технологии ее использования подразделяются на три основных класса: термический класс, термомеханический класс и механический класс.
Сварка термического класса осуществляется плавлением за счет использования тепловой энергии. Это в основном широко известно дуговая сварка и газовая сварка . Сварка термомеханического класса выполняется с использованием тепловой энергии и механического давления. Для сварки механического класса используется энергия давления и трения. Все разбивки сварки на классы выполняются по ГОСТ 19521-74.
Точечная сварка
Точечная сварка относится к категории так называемой контактной сварки. Помимо нее сюда же относится стыковая и шовная сварка. В условиях домашней мастерской последние два вида реализовать практически невозможно, так как техника слишком сложна для повторения в кустарных условиях. Поэтому дальше только точечная сварка .
Поэтому дальше только точечная сварка .
По приведенной выше классификации точечная сварка относится к термомеханическому классу. Процесс сварки состоит из нескольких этапов. Сначала свариваемые детали, предварительно совмещенные в нужном положении, помещаются между электродами сварочного аппарата и прижимаются друг к другу. Затем их нагревают до состояния пластичности и последующей совместной пластической деформации. При использовании автоматического оборудования в промышленных условиях достигается частота сварки 600 точек в минуту.
Технология кратковременной точечной сварки
Нагрев деталей осуществляется подачей кратковременного импульса сварочного тока. Длительность импульса варьируется в пределах 0,01…0,1 сек в зависимости от условий сварки. Этот кратковременный импульс обеспечивает расплавление металла в зоне электродов и образование общего жидкого ядра для обеих частей. После снятия импульса тока компоненты некоторое время выдерживают под давлением для охлаждения и кристаллизации расплавленного ядра.
Прижатие деталей в момент сварочного импульса обеспечивает формирование вокруг расплавленного ядра уплотнительной ленты, препятствующей выплескиванию расплава из зоны сварки. Поэтому дополнительных мер по защите места сварки не требуется.
Сила сжатия электродов должна сниматься с некоторой задержкой после окончания сварочного импульса, что обеспечивает условия для лучшей кристаллизации расплавленного металла. В ряде случаев на завершающем этапе рекомендуется увеличить усилие прижима деталей, что обеспечивает проковку металла и устранение неоднородностей внутри сварного шва.
Следует отметить, что для получения качественного сварного шва свариваемые поверхности должны быть предварительно подготовлены, в частности, очищены от толстых оксидных пленок или просто ржавчины. Для сварки тонких листов достаточно, до 1…1,5 мм, так называемой конденсаторной сварки .
Конденсаторы постоянно заряжаются достаточно малым током, потребляя ничтожную мощность. В момент сварки конденсаторы разряжаются через свариваемые детали, обеспечивая необходимый режим сварки.
В момент сварки конденсаторы разряжаются через свариваемые детали, обеспечивая необходимый режим сварки.
Применяются для сварки миниатюрных и сверхминиатюрных деталей в приборостроении, электронной и радиотехнической промышленности. При этом возможна сварка как черных, так и цветных металлов, и даже в различных сочетаниях.
Преимущества и недостатки точечной сварки
Как и все в мире, точечная сварка имеет свои преимущества и недостатки. В первую очередь к преимуществам можно отнести высокую экономичность, механическую прочность точечных сварных швов и возможность автоматизации сварочных процессов. Недостатком является недостаточная герметичность сварных швов.
Самодельные конструкции аппаратов точечной сварки
В условиях домашней мастерской точечная сварка может быть просто необходима, поэтому разработано множество устройств, пригодных для самостоятельного изготовления в домашних условиях. Краткое описание некоторых из них будет дано ниже.
Одна из первых конструкций аппарата для точечной сварки описана в журнале РАДИО N 12, 1978 г. с. 47-48. Принципиальная схема аппарата представлена на рисунке 1.
Рисунок 1. Схема аппарата точечной сварки
Такой аппарат не отличается повышенной мощностью, с его помощью можно сваривать листовой металл толщиной до 0,2 мм или стальную проволоку диаметром до 0,3 мм. При таких параметрах вполне возможна сварка термопар, а также приварка тонких деталей из фольги к массивным стальным подложкам.
Одно из возможных применений – приварка тонких листов фольги с предварительно приклеенными тензорезисторами к испытуемым деталям. В связи с тем, что свариваемые детали имеют небольшие размеры, усилие прижима при сварке невелико, поэтому сварочный электрод выполнен в виде пистолета. Зажим деталей осуществляется вручную.
Схема сварочного аппарата довольно проста. Его основное назначение – создание сварочного импульса необходимой длительности, что обеспечивает различные режимы сварки.
Основным узлом аппарата является сварочный трансформатор Т2. К его вторичной обмотке (по схеме верхнего конца) присоединяется сварочный электрод с помощью многожильного гибкого кабеля, а к нижнему концу – более массивная свариваемая часть. Соединение должно быть достаточно надежным.
Сварочный трансформатор подключается к сети через выпрямительный мост V5…V8. Тиристор V9входит в другую диагональ этого моста; при его размыкании сетевое напряжение через выпрямительный мост подается на первичную обмотку трансформатора Т2. Управление тиристором осуществляется с помощью кнопки S3 «Импульс», расположенной на рукоятке сварочного пистолета.
При подключении к сети от вспомогательного источника сразу заряжается конденсатор С1. Вспомогательный источник состоит из трансформатора Т1 и выпрямительного моста V1…V4. Если теперь нажать кнопку S3 «Импульс», то конденсатор С1 через его замкнутый контакт и резистор R1 разрядится через участок управляющего электрода — катода тиристора V9, что приведет к открытию последнего.
Открывшийся тиристор закроет диагональ моста V5…V9 (постоянный ток), что приведет к включению сварочного трансформатора Т1. Тиристор будет открыт до тех пор, пока не разрядится конденсатор С1. Время разряда конденсатора, а значит и время импульса сварочного тока, можно регулировать переменным резистором R1.
Для подготовки следующего сварочного импульса кнопку «Импульс» нужно кратковременно отпустить, чтобы конденсатор С1 зарядился. Следующий импульс будет сгенерирован повторным нажатием кнопки: весь процесс будет повторяться, как описано выше.
В качестве трансформатора Т1 подойдет любой маломощный (5…10Вт) с выходным напряжением на III обмотке около 15В. Обмотка II используется для подсветки, ее напряжение 5…6В. При указанных на схеме номиналах С1 и R1 максимальная длительность сварочного импульса составляет около 0,1 сек, что обеспечивает сварочный ток 300…500 А, что вполне достаточно для сварки упомянутых выше малогабаритных деталей.
Трансформатор Т2 изготовлен на железе Ш50. Толщина набора 70 мм, первичная обмотка намотана проводом ПЭВ-2 0,8 и содержит 300 витков. Вторичная обмотка намотана сразу в два провода и содержит 10 витков. Провод вторичной обмотки многожильный диаметром 4 мм. Также можно использовать покрышку сечением не менее 20 кв.мм.
Толщина набора 70 мм, первичная обмотка намотана проводом ПЭВ-2 0,8 и содержит 300 витков. Вторичная обмотка намотана сразу в два провода и содержит 10 витков. Провод вторичной обмотки многожильный диаметром 4 мм. Также можно использовать покрышку сечением не менее 20 кв.мм.
Вполне можно заменить тиристор ПТЛ-50 на КУ202 с буквами К, Л, М, Н. Причем конденсатор С1 придется увеличить до 2000 мкФ. Вот только надежность устройства при такой замене может несколько снизиться.
Более мощный аппарат точечной сварки
Описанный выше аппарат можно назвать аппаратом микросварки . Схема более мощного аппарата показана на рисунке 2.
Рисунок 2. Принципиальная схема аппарата точечной сварки
При ближайшем рассмотрении нетрудно заметить, что он конструктивно очень похож на предыдущий и содержит те же компоненты, а именно: сварочный трансформатор, полупроводниковый тиристорный ключ и устройство задержки времени, обеспечивающее необходимую длительность сварочного импульса.
Данная схема позволяет сваривать листовой металл толщиной до 1 мм, а также проволоку диаметром до 4 мм. Это увеличение мощности по сравнению с предыдущей схемой достигается за счет применения более мощного сварочного трансформатора.
Общая схема аппарата показана на рисунке 2а. Первичная обмотка сварочного трансформатора Т2 подключается к сети через бесконтактный тиристорный контактор типа МТТ4К. Постоянный ток такого пускателя 80 А, обратное напряжение 800 В. Его внутреннее устройство показано на рисунке 2в.
Схема модуля достаточно проста и содержит два тиристора, включенных встречно-параллельно, два диода и резистор. Контакты 1 и 3 переключают нагрузку, а контакты 4 и 5 замкнуты. В нашем случае они замыкаются с помощью контактной группы реле К1. Для защиты от внештатных ситуаций в цепи имеется автоматический выключатель АВ1.
Реле времени в сборе на трансформаторе Тр1, диодном мосту КЦ402, электролитических конденсаторах С1…С6, реле К1 и коммутирующих переключателях и кнопках. В показанном на схеме положении при включении автомата АВ1 начинают заряжаться конденсаторы С1…С6.
В показанном на схеме положении при включении автомата АВ1 начинают заряжаться конденсаторы С1…С6.
Конденсаторы подключаются к диодному мосту с помощью переключателя П2К с независимой фиксацией, что позволяет подключать разное количество конденсаторов и тем самым управлять временной задержкой. Резистор R1 установлен в цепи заряда конденсаторов, его назначение – ограничение зарядного тока конденсаторов в начальный момент заряда. Это позволяет увеличить срок службы конденсаторов. Зарядка конденсаторов осуществляется через нормально замкнутый контакт на кнопке КН1.
При нажатии на кнопку КН1 замыкается нормально – разомкнутый контакт, соединяющий реле К1 с времязадающими конденсаторами. Нормально – замкнутый контакт в это время, естественно, размыкается, что препятствует подключению реле К1 напрямую к выпрямительному мосту.
Реле срабатывает, замыкает своими контактами управляющие контакты тиристорного реле, которое включает сварочный трансформатор. После разрядки конденсаторов реле выключится, сварочный импульс прекратится. Для подготовки к следующему импульсу кнопку КН1 нужно отпустить.
Для подготовки к следующему импульсу кнопку КН1 нужно отпустить.
Для точного подбора длительности импульса используется переменный резистор R2. В качестве реле К1 подходит геркон типа РЭС42, РЭС43 или им подобные с напряжением срабатывания 15…20 В. При этом чем меньше ток срабатывания реле, тем больше выдержка времени. Ток между контактами 4 и 5 тиристорного пускателя не превышает 100 мА, поэтому подойдет любое слаботочное реле.
Конденсаторы С1 и С2 по 47 мкФ, С3, С4 по 100 мкФ, С5 и С6 по 470 мкФ. Рабочее напряжение конденсаторов не менее 50 В. Трансформатор Тр2 подойдет любой мощностью не более 20 Вт при вторичном напряжении 20…25 В. Выпрямительный мост можно собрать из отдельных диодов, для например, широко распространенные 1N4007 или 1N5408.
Сварочный трансформатор изготовлен на магнитопроводе из сгоревшего ЛАТРА на 2,5 А. После снятия старой обмотки утюг покрывают не менее чем тремя слоями лака. На концах магнитопровода перед намоткой лакоткани установлены кольца из тонкого электротехнического картона, загнутые по внешнему и внутреннему краям кольца. Это предотвращает разрушение лаковой ткани при намотке и последующей эксплуатации.
Это предотвращает разрушение лаковой ткани при намотке и последующей эксплуатации.
Первичная обмотка выполняется проводом диаметром 1,5 мм, лучше всего, если провод будет с тканевой изоляцией, что улучшает условия пропитки обмотки лаком. Для пропитки можно использовать лак КС521 или подобный. Количество витков показано на рисунке 2b. С помощью отводов можно произвести грубую регулировку сварочного тока. Между первичной и вторичной обмотками наматывают слой хлопчатобумажной ленты, после чего катушку пропитывают лаком.
Вторичная обмотка выполнена из многожильного провода в силиконовой изоляции диаметром 20 мм и содержит 4…7 витков. Площадь провода не менее 300 кв.мм. На концах провода устанавливаются наконечники, которые следует припаять для лучшего контакта. Можно выполнить вторичную обмотку пучком из нескольких более тонких проводов. Общая площадь должна быть не ниже указанной, а все провода должны быть намотаны одновременно. Такая конструкция трансформатора обеспечивает сварочный ток до 1500 А.
