сварочный аппарат, холодная пайка и тонкие провода
Спайка проводов – это обязательный комплекс мероприятий, задача которых – установить электропроводку в помещении. Качественное соединение жил пайкой, соединение проводов в распределительном щитке, правильная скрутка – это факторы, от которых зависит долговечность и работоспособность электрической проводки.
Содержание
- Преимущества и недостатки пайки электропроводки
- Что нужно для пайки электропроводки
- Как правильно запаять провода
- Как паять медные и алюминиевые провода
- Рекомендации, меры предосторожности
Чтобы правильно спаять провода, нужно ознакомиться с достоинствами и недостатками метода. Несмотря на существующие аналоги, этот способ считается самым распространенным и востребованным, особенно в электронике.
Достоинства:
- Надежность. Важный параметр – наличие и величина переходного сопротивления.
 Чем оно ниже, тем лучше. У пайки этот параметр чрезвычайно мал. По надежности пайка уступает сварке только в одном случае — если работы приходилось выполнять в экстремальных условиях, например, в среде с запредельно высокой или низкой температурой, воздействии агрессивных сред. Если речь идет о квартирной проводке или загородном доме, подобные факторы исключены.
Чем оно ниже, тем лучше. У пайки этот параметр чрезвычайно мал. По надежности пайка уступает сварке только в одном случае — если работы приходилось выполнять в экстремальных условиях, например, в среде с запредельно высокой или низкой температурой, воздействии агрессивных сред. Если речь идет о квартирной проводке или загородном доме, подобные факторы исключены. - Соединение не нуждается в обслуживании.
- Универсальность использования. С помощью пайки удается соединять одножильные и многожильные провода с разными площадями сечения, в любых комбинациях. Такая универсальность позволяет решить много нестандартных и трудновыполнимых задач. К тому же использование флюсов обеспечивает надежное соединение медных и алюминиевых жил.
- Низкая стоимость соединения. Для проведения работ понадобится паяльник, припой и флюс. Стоимость мала, а расход экономичный.
 Чем оно ниже, тем лучше. У пайки этот параметр чрезвычайно мал. По надежности пайка уступает сварке только в одном случае — если работы приходилось выполнять в экстремальных условиях, например, в среде с запредельно высокой или низкой температурой, воздействии агрессивных сред. Если речь идет о квартирной проводке или загородном доме, подобные факторы исключены.
Чем оно ниже, тем лучше. У пайки этот параметр чрезвычайно мал. По надежности пайка уступает сварке только в одном случае — если работы приходилось выполнять в экстремальных условиях, например, в среде с запредельно высокой или низкой температурой, воздействии агрессивных сред. Если речь идет о квартирной проводке или загородном доме, подобные факторы исключены.Недостатки:
- Низкая технологичность. Для проведения работ требуется выполнить много подготовительных мероприятий, отсюда следует высокая трудоемкость.

- Потребность в квалификации исполнителя.
При пайке изменения в материях происходят на молекулярном уровне, поэтому предварительно спаиваемые детали подвергаются основательной подготовке.
Что нужно для пайки электропроводки
Паяльник электрическийПеред тем как запаять провод, готовят рабочий инструмент и расходные материалы. Для выполнения работы потребуется следующий список инструментов:
- Обычный бытовой паяльник, мощность которого колеблется в пределах 40-100 Вт. В качестве аналога используют сварочный аппарат, на котором есть возможность управлять температурой жала, что упрощает процесс пайки.
- Мелкий напильник для зачистки жала паяльника.
- Нож для удаления изоляционного слоя.
- Пассатижи для скрутки.
- Канифоль, предназначенная для лужения поверхности.
- Припой для спайки разных материалов, в качестве аналога используют бескислотные флюсы.
Пайка алюминиевых и медных проводов несколько отличается видами используемых припоев.
| Медь | Алюминий |
Используются составы из олова и свинца. Маркировка следующая:
|
|
Как правильно запаять провода
Пример универсальной заточки жала паяльника и правильного обслуживания его рабочей областиПроцесс пайки может несколько отличаться в зависимости от используемых материалов. Разные способы предусматривают применение разных паяльных составов и флюсов. Чаще всего пайка проводов проводится при соединении медных проводов с площадью сечения до 6 мм.кв.
При выполнении работ соблюдают следующий алгоритм:
- С проводов снимается изоляционный слой приблизительной протяженностью 5-6 см.
- Разогревают рабочий инструмент и им покрывают поверхность слоем канифоли или флюса.
 Первый плохо работает на окисленных поверхностях, при глубоком проникновении в скрутку важно предварительно тщательно обрабатывать материалы.
Первый плохо работает на окисленных поверхностях, при глубоком проникновении в скрутку важно предварительно тщательно обрабатывать материалы. - Прогревая провод с помощью разогретого инструмента с припоем на жале, важно достичь равномерного распределения припоя по всей обрабатываемой поверхности.
- При пайке скрутки специалисты должны заполнить припоем все неровности.
- По окончании выполнения работы все скрутки тщательно изолируют при помощи специальных насадок, изоленты и термоусадочной трубки.
Зачистка проводов от изоляцииЕсли требуется работать с алюминием, важно учитывать его высокую скорость окисления при контакте с кислородом. Образующаяся пленка не позволяет создать надежное сцепление металла с припоем.
Окись удаляется механическим способом, далее поверхность обслуживается. Алгоритм соединения алюминиевых жил зависит от разновидности используемого флюса и площади сечения. Для нагревания, как правило, используют газовую горелку.
Порядок пайки жил площадью 4-10 мм.кв:
- На концах жил длиной 5-6 см удаляется изоляционный слой.
- Для получения металлического блеска жилы зачищают надфилем, наждачной бумагой или ножом.
Лужение многожильных проводов
- Соединяют жилы друг с другом внахлест способом двойной скрутки, в месте касания посередине делается желобок.
- Место соединения прогревают до температуры, которая близится к температуре плавления спайки.
- Аналогичным способом обрабатывается каждая сторона скрутки, все полости заполняются оловом.
- По окончании работ место соединения очищают с помощью бензина.
- Очищенная поверхность покрывается асфальтовым лаком и тщательно изолируется.
Работы не отличаются быстротой, однако высокое качество и долговечность соединений стоит потраченного времени и сил.
Как паять медные и алюминиевые провода
Пайка проводов методом скруткиМедный провод тщательно зачищают, потом погружают в канифоль. Специалист расплавляет несколько капель припоя и для лужения провод погружают в расплавленную массу. Процедура выполняется осторожными и равномерными движениями.
Специалист расплавляет несколько капель припоя и для лужения провод погружают в расплавленную массу. Процедура выполняется осторожными и равномерными движениями.
Припой для пайки должен прикрывать поверхность провода минимально, насколько это возможно. Излишки удаляют раскаленным паяльником. В ходе выполнения работ красный оттенок медного провода должен измениться на серебристый.
Если работа предстоит с многожильными паяльниками, каждая проволока должна быть раскручена и лишь после лудится. Далее все возвращается в исходное положение.
Алюминиевый провод перед пайкой электрических проводов требуется зачистить, после чего равномерно распределить по его поверхности ранее подготовленный флюс. Далее провод из алюминия тщательно натирается небольшим куском тиноля и прогревается пламенем газовой горелки. Такие манипуляции позволят эффективно избавиться от оксидной пленки.
Чтобы увеличить показатель качества соединения однопроволочных проводов, используется скрутка из залуженных проводов небольших размеров. Все образующиеся полости заполняются тинолем.
Все образующиеся полости заполняются тинолем.
Следующий этап – соединение медных и алюминиевых проводов. Для этого восстанавливают изоляционный слой. Для сухих помещений можно использовать только хлопчатобумажную изоленту.
Рекомендации, меры предосторожности
Профессиональный паяльник DANIU 110V/220V 60W с регулировкой температуры и набором инструментовСледует ознакомиться с рекомендациями, которые позволят качественно выполнять поставленные задачи:
- При выборе паяльника нужно обращать внимание на модели, оснащенные дополнительно конусами, иглами и комплектом сменных наконечников.
- Прежде чем приступать к выполнению пайки, нужно особое внимание уделить зачистке жала. Если наконечник слишком загрязнен, всю грязь удаляют с помощью паяльника. Вспомогательно можно использовать куски дерева или картон.
- При изменении длины паяльника также изменяется температура нагревания инструмента.
- Во время нагревания рабочего элемента не рекомендуется паяльник оставлять «сухим».
 Нужно жало регулярно опускать в канифоль.
Нужно жало регулярно опускать в канифоль.
Важно соблюдать меры предосторожности. Работать нужно в средствах индивидуальной защиты: специальная одежда (спецовка), очки и перчатки. Нельзя оставлять открытые участки тела, в противном случае могут образоваться сильные ожоги.
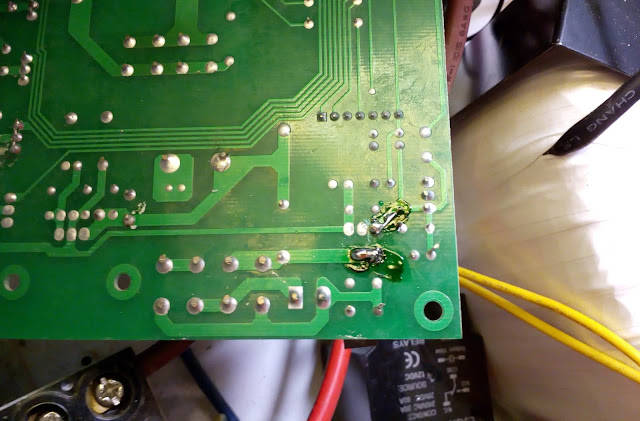
Холодные соединения при пайке волной припоя
Похоже, речь идет об апертурном поддоне или рамке для селективной пайки. Это удобная штука для пайки волной припоя плат, имеющих компоненты для поверхностного монтажа, предварительно оплавленные на нижней стороне. Но всегда есть оговорки…
В любом случае, пайка волной припоя — сложный комбинированный процесс. Нужно правильно применить флюс, предварительный нагрев. Затем грамотно погрузить плату в волну припоя, и сделать это так, чтобы не осталось перемычек и других дефектов. А теперь все вышеперечисленное нужно перенести не на всю плату, а только на отдельные апертурные окна, с нижней стороны платы и правильно рассчитать объем припоя.
Затем грамотно погрузить плату в волну припоя, и сделать это так, чтобы не осталось перемычек и других дефектов. А теперь все вышеперечисленное нужно перенести не на всю плату, а только на отдельные апертурные окна, с нижней стороны платы и правильно рассчитать объем припоя.
Нужно заставить флюс двигаться вверх к апертуре, а затем в отверстия платы. Затем провести предварительный нагрев, чтобы активировать флюс по всей поверхности платы и заставить жидкий припой течь туда, куда нужно для заполнения отверстий. Судя по описанию проблемы, ее причина в недостаточном или непраильном предварительном прогреве.
Не отрегулирована скорость подачи, температура предварительного нагрева, конфигурация нагревателей в установке, чтобы обеспечить достаточный нагрев в отверстиях поддона, а затем на выводах и стенках отверстия. Нанесение жидкого припоя — это легкая часть процесса, работа с флюсом и предварительным нагревом — более сложная и проблемная.
Похоже, что предварительный нагрев просто недостаточен.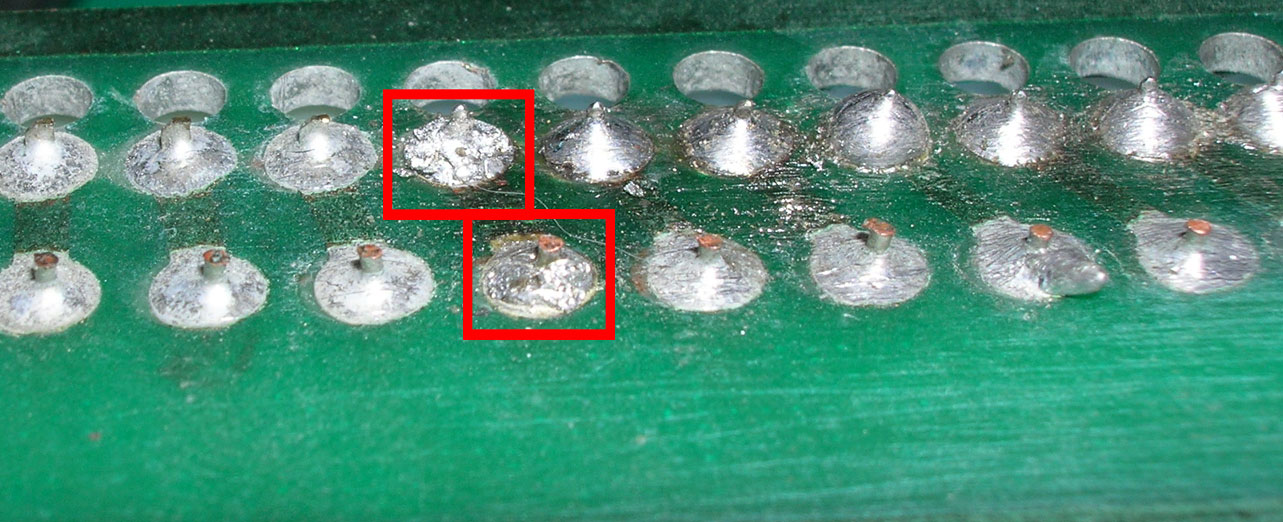 Апертурная рамка для этого относительно маленького отверстия не пропускает достаточно тепла в плату и не доводит выводы компнентов и стенки отверстий до температуры смачивания. Таким образом, жидкий припой проталкивается туда, но на самом деле не прилипает. Он быстро охлаждается недогретыми стенками отверстий, обеспечивая холодный припой. Так и получается холодная пайка.
Апертурная рамка для этого относительно маленького отверстия не пропускает достаточно тепла в плату и не доводит выводы компнентов и стенки отверстий до температуры смачивания. Таким образом, жидкий припой проталкивается туда, но на самом деле не прилипает. Он быстро охлаждается недогретыми стенками отверстий, обеспечивая холодный припой. Так и получается холодная пайка.
Казалось бы, расплавленный припой подается в отверстия, и как после этого отверстия могут оставаться холодными? Но дело не в припое, а во флюсе, которые либо смачивает, либо нет стенки отверстий. Покрытие флюсом зависит от диаметра и геометрии отверстий, от методики подачи флюса, сама апертурная рамка может рассеивать тепло. Все это вместе или по отдельности, или в комбинации друг с другом влияет на качество соединений, особенно когда речь идет о селективной пайке.
Возвращаясь к предварительному нагреву. Можно попробовать настроить установку так, чтобы дать больше предварительного нагрева верхней стороне платы, направить туда больше тепла. Хотя правильнее было бы провести комплексный анализ проблемы, разместив термопары не просто на верхней и нижней сторонах платы, но и в самих отверстиях, для которых наблюдаются холодные соединения. Для того, чтобы убедиться, что тепло доходит до середины отверстия. Если нет, то расплавленный припой не будет прилипать из-за недостатка смачивания поверхности стенок.
Хотя правильнее было бы провести комплексный анализ проблемы, разместив термопары не просто на верхней и нижней сторонах платы, но и в самих отверстиях, для которых наблюдаются холодные соединения. Для того, чтобы убедиться, что тепло доходит до середины отверстия. Если нет, то расплавленный припой не будет прилипать из-за недостатка смачивания поверхности стенок.
Комментарии
Рекомендую сделать профиль разных температурных зон, таким образом мне удалось исправить подобные проблемы. Также ознакомьтесь с IPC-7530, Руководство по температурному профилированию.
Roger, Camtronics
Еще одна вещь, на которую следует обратить внимание, — это температура припоя. При пайке волной припоя количество образующегося шлака экспоненциально увеличивается с ростом температуры электролизера. Благодаря относительно небольшой площади открытого расплавленного припоя и среде, инертной к азоту на сопле, окалина не является проблемой в большинстве машин для селективной пайки.
Mitch Holtzer, Alpha Assembly Solutions
По материалам с портала www.circuitinsight.com. Еще статьи по теме монтажа и изготовления печатных плат:
- Проблема с минимальным заполнением отверстий при пайке волной припоя
- Образование пустот в паяных соединениях
- Замена SMT компонентов с недостаточным заполнением
Что такое холодная пайка?
- Дом
- Технические статьи
- Что такое холодная пайка?
Издатель: Каталог печатных плат
https://www.pcbdirectory. com/
https://cdn.pcbdirectory.com/images/img-sprite-pcb.png
300
61
com/
https://cdn.pcbdirectory.com/images/img-sprite-pcb.png
300
61
Припой
2 ответа
Вы можете ответить на этот вопрос?
Ответ
A Холодная пайка возникает, когда припой не может полностью расплавиться для образования надлежащего соединения. Холодная пайка или неправильно сформированное соединение могут стать причиной проблем с надежностью электронного узла. Холодная пайка увеличивает электрическое сопротивление паяных соединений и, следовательно, снижает надежность паяных соединений.
Существует ряд факторов, которые могут вызвать холодную пайку. К ним относятся:
К ним относятся:
- Неправильное плавление или оплавление или смачивание припоя в местах соединения
- Возмущения, такие как вибрации во время охлаждения припоя
- Слишком высокая температура процесса вызывает преждевременное разрушение флюса
- Слишком низкая температура процесса при паяное соединение – может привести к неполному смачиванию
- Несоответствие геометрии компонентов
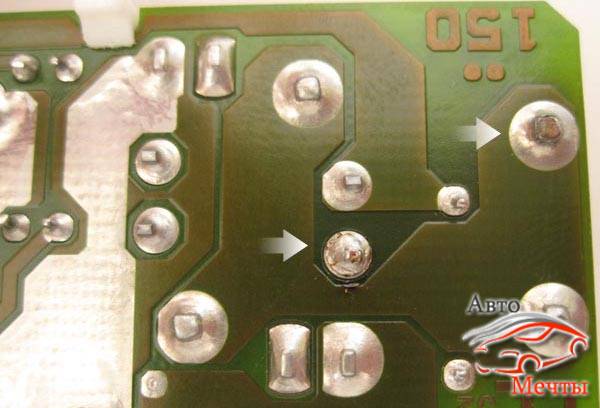
Холодные паяные соединения можно обнаружить визуально или с помощью увеличительного стекла. Прежде всего, соединение холодной пайки может выглядеть тусклым, беловатым, выпуклым или деформированным, что сильно отличается от нормального паяного соединения.
Еще один способ обнаружить холодную пайку — использовать мультиметр. Так как одним из эффектов холодной пайки является увеличение сопротивления. Для этого можно использовать мультиметр — его можно использовать для проверки увеличения электрического сопротивления или проверки непрерывности цепи.
Однако при бессвинцовой пайке обнаружение соединений холодной пайки усложняется. Так что лучше всего стараться избегать возникновения этих соединений холодной пайки.
Вот несколько вещей, которые вы можете сделать, чтобы избежать соединений холодной пайки:
- Используйте соответствующий профиль оплавления в соответствии со спецификацией производителя припоя
- Пиковая температура должна быть установлена как минимум на 15°C выше плавления припоя более 45 секунд.
- Постарайтесь определить любые источники вибрации, которые могут вызвать неравномерное распределение припоя
- Используйте паяльную пасту хорошего качества – необходимо провести анализ сплава на наличие загрязнений
- Голосовать против
- Отметить
- Комментарии 0
Соединения холодной пайки можно обнаружить визуально или с помощью увеличительного стекла. Соединение холодной пайки обычно выглядит тусклым, беловатым, выпуклым или деформированным, что сильно отличается от нормального паяного соединения.
Так соединение холодной пайки отличается от обычного соединения пайки.
На рис. 1 показано правильно спаянное соединение, блестящее, яркое и вогнутое по форме.
Рис. 2 . Показывает соединение холодной пайки, которое выглядит тусклым, беловатым, выпуклым и имеет деформированную форму.
- Голосовать против
- Отметить
- Комментарии 0
детали вопроса ../ сообщество больше-1
Соединение холодной пайкой – Полное руководство по пайке
28 февраля 2021 г., Опубликовано Absolute Electronics Services , В печатных платах, с отключенными комментариями о соединении холодной пайкой – полное руководство по пайке
Холодная пайка — распространенная проблема среди электроники. Хотя это не так распространено среди самых известных брендов, оно довольно распространено среди паршивых и негарантированных брендов электроники.
Запросить бесплатное предложение сейчасили Whatsapp для быстрого запроса
Холодная пайкаПрежде чем мы продолжим объяснять, что такое холодная пайка , мы рассмотрим, что такое пайка. В процессе пайки электроника на печатной плате соединяется с помощью проводящего сплава, который расплавляется и вставляется между двумя разъемами.
Процесс осуществляется с помощью сплава свинца и олова, который доступен в необработанном виде в виде проволоки или стержня. Сплав нагревается с помощью паяльника, который представляет собой инструмент, похожий на ручку, который также можно использовать для подачи расплавленного сплава. Паяльник имеет точность, похожую на перо, что позволяет электрикам соединять самые маленькие электрические разъемы.
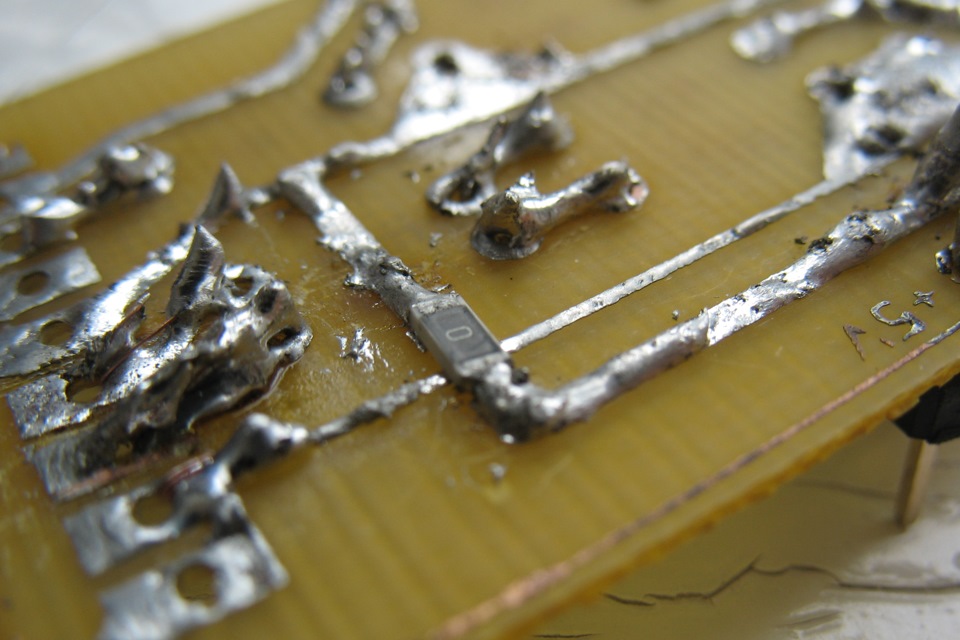
Холодная пайка означает использование не полностью расплавленных припоев для изготовления соединений. Обычно они комковатые и имеют шероховатую поверхность. Такие холодные припои долго не работают. В шишках со временем появляются трещины, которые могут по иронии судьбы разъединить электрические соединения, несмотря на их объемный размер.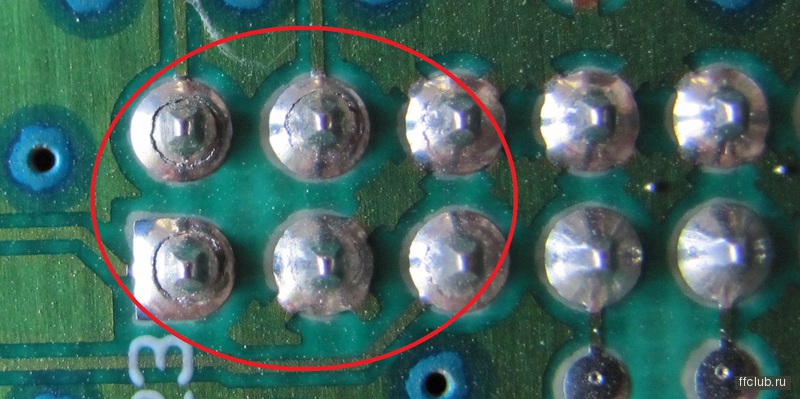
Холодная пайка — обычное дело для малоизвестной электроники или электроники других производителей. Это также наблюдается в относительно новых технологических итерациях, таких как гибкие печатные платы. Использование нестандартных материалов для пайки, таких как паяльник или проволока, является еще одной распространенной причиной образования соединений холодной пайки.
Обнаружение и испытание соединений холодной пайкиБольшинство проектов в области электроники и электротехники поручается внештатным электрикам. Такие электрики берутся и за объемные работы.
Кроме того, показатели качества у некоторых менее известных брендов тоже не такие строгие; следовательно, холодная пайка является обычной проблемой для такой электроники.
Естественно, соблюдение строгих сроков без заботы о последствиях со стороны клиента не оставляет электронщикам иного выбора, кроме как выполнять свою работу без особой аккуратности.
Часто такие попытки наверстать упущенное в работе могут привести ко многим проблемам.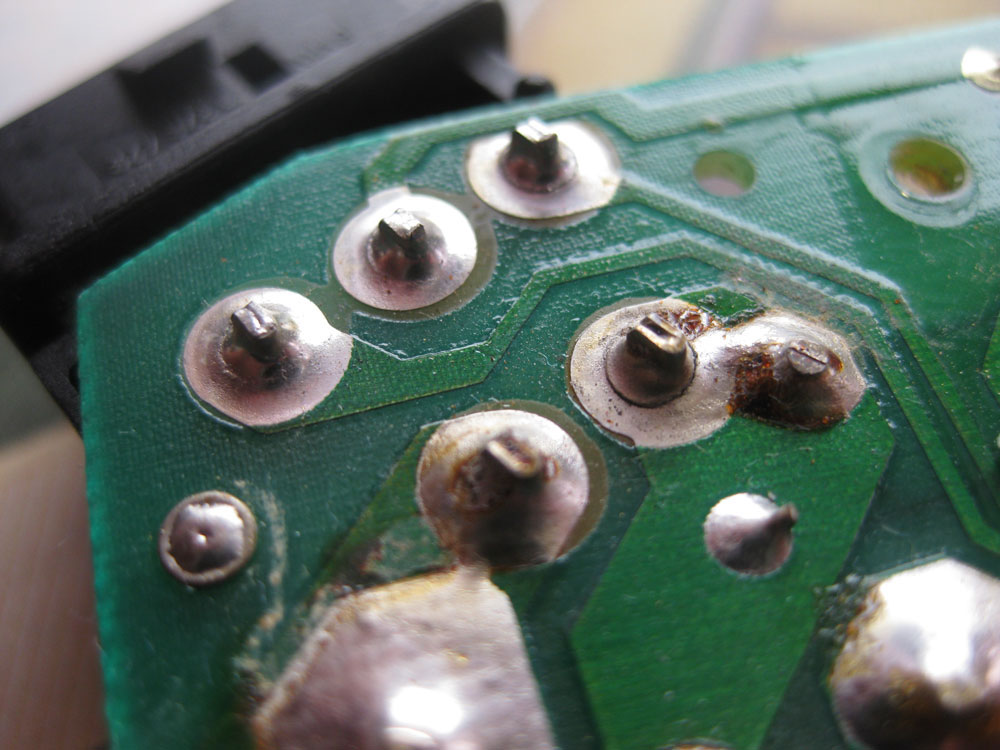 Многие печатные платы плохо припаяны, что приводит к отказу компонентов. В худшем случае это может даже привести к выходу из строя печатной платы.
Многие печатные платы плохо припаяны, что приводит к отказу компонентов. В худшем случае это может даже привести к выходу из строя печатной платы.
Когда остается только один вариант, это может привести к неадекватному склеиванию и также может привести к переделке. Следовательно, холодная пайка является распространенной практикой, поскольку она обеспечивает удобство.
Такая практика, разумеется, может привести к потере бизнеса; клиенты не будут отдавать свои потребности в исправлении компонентов на аутсорсинг. Кроме того, это также может привести к потере заработной платы; количество бракованных изделий также приведет к вычету выплат.
Таким образом, совершенно необходимо убедиться, что вы выполняете ловкий процесс тестирования, даже если вы делаете соединения холодной пайки.
Запросить бесплатное предложение сейчас или WhatsApp для быстрого запроса
Ниже приведены некоторые стандартные тесты для проверки проводимости соединений холодной пайки
1- Визуальные тесты для проверки функционирования соединений холодной пайки9 Это это самый простой и практичный способ проверки работоспособности соединения холодной пайки.
 Простой визуальный осмотр может помочь кому-то узнать, является ли паяное соединение холодным или нет. Кусковая, неровная или просто негеометрическая или посторонне нанесенная пайка считается холодной пайкой.
Простой визуальный осмотр может помочь кому-то узнать, является ли паяное соединение холодным или нет. Кусковая, неровная или просто негеометрическая или посторонне нанесенная пайка считается холодной пайкой.Визуальный осмотр соединений холодной пайки может показаться очень простым; однако, возможно, придется использовать визуальные средства, такие как увеличительное стекло и фонарик, чтобы проверить, хорошо ли соединения соединяют оба края или нет.
Если вы видите свет, проходящий через стыки, это указывает на некачественное паяное соединение. Еще одна вещь, на которую стоит обратить внимание, это грубые блоки паяных соединений; такие соединения указывают на недостаточный нагрев припоя. Это может легко привести к растрескиванию и отсоединению после того, как печатная плата нагреется во время ее использования в электронном элементе.
Кроме того, неплотно прилегающие соединения хотя бы частично отсоединяются от основания, когда вы наклоняете печатную плату. Еще одна вещь, встречающаяся довольно редко, — проверить, не перетекает ли сустав на другой, расположенный рядом с ним.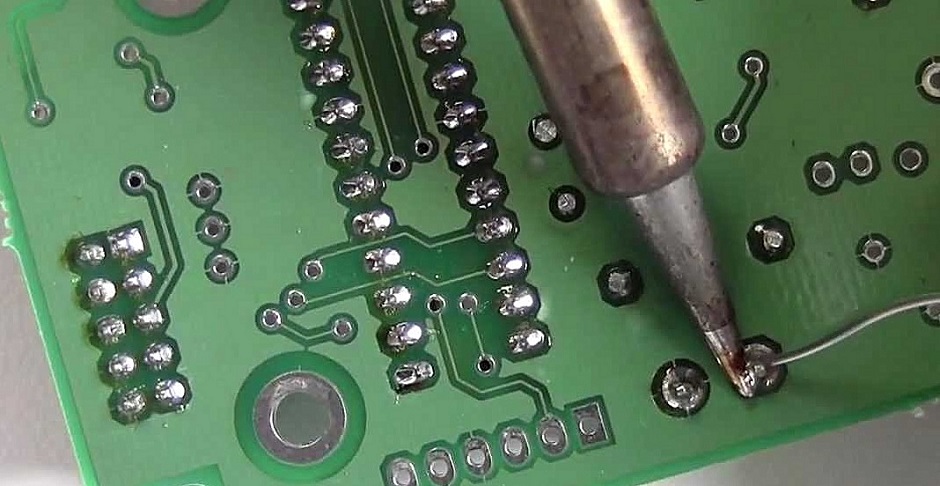 Это неизбежно создаст короткие замыкания и приведет к выходу из строя печатной платы.
Это неизбежно создаст короткие замыкания и приведет к выходу из строя печатной платы.
Этот метод можно использовать для проверки работоспособности холодных соединений двумя способами, как указано ниже.
- 2a- Проверка мультиметром с сопротивлением
В этом методе можно использовать мультиметр, переключив его на сопротивление 1000 Ом. Вы можете начать с проверки мультиметра, соединив две клеммы. Вы должны искать показание «0 Ом», чтобы подтвердить, что он работает.
Позже подключите одну клемму к одному разъему, а другую клемму к другому разъему. Здесь тоже показание должно быть «нулевым»; все, что больше, чем это, означает неудачный холодный стык.
- 2b- Проверка целостности цепи мультиметром
В этом тесте вы должны переключить мультиметр в режим непрерывности. Еще раз протестируйте устройство, соединив две клеммы; успешный тест непрерывности даст звуковой сигнал.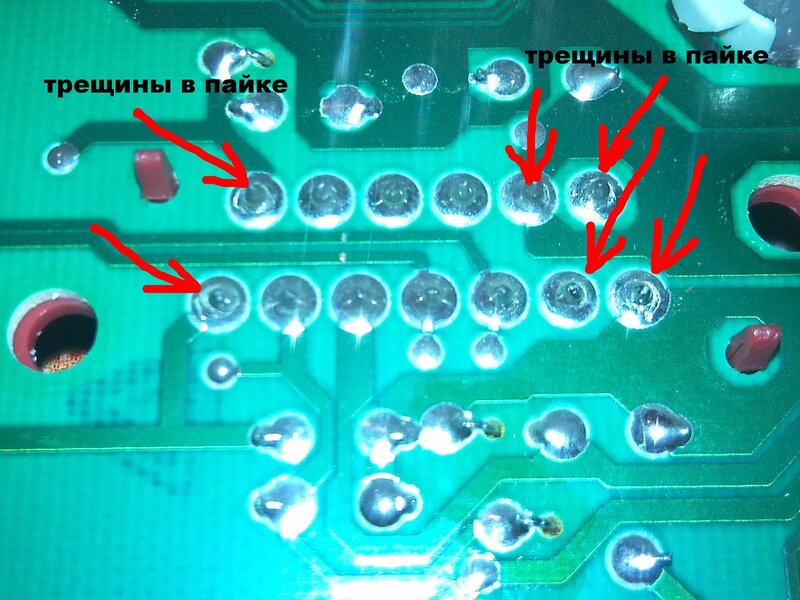 Теперь подключите две клеммы мультиметра к двум концам соединения холодной пайки ; звуковой сигнал укажет на его работу, а отсутствие звука означает переделку.
Теперь подключите две клеммы мультиметра к двум концам соединения холодной пайки ; звуковой сигнал укажет на его работу, а отсутствие звука означает переделку.
С помощью этих двух основных методов проверки вы можете быть уверены, что паяные соединения будут работать, несмотря на холодную пайку.
Ремонт соединений холодной пайкиПосле того, как вы установили, что так много холодных соединений имеют проблемы с проводимостью электричества, есть два способа решения этих проблем. Ниже приведены распространенные типы проблем, связанных с холодной пайкой, и способы их решения.
- Распределенные соединения холодной пайки
Это распространенный тип соединения холодной пайки, который происходит, если печатная плата или паяльник двигаются во время приклеивания расплавленного припоя.
Распределенное соединение холодной пайки выглядит вогнутым и имеет наклонный штифт. Он также выглядит матовым и кристаллическим. Некоторые люди отличают распределённую пайку от холодной пайки, так как металл перед пайкой хорошо прогревается.
Некоторые люди отличают распределённую пайку от холодной пайки, так как металл перед пайкой хорошо прогревается.
- Решение распределенных соединений холодной пайки
Во-первых, чтобы избежать этой проблемы, вам необходимо надежно закрепить на земле некачающийся стол. В качестве альтернативы вы можете использовать настенные паяльные тиски; он будет работать в ограниченном пространстве и обеспечит очень надежную структуру.
Как указано выше, найти соединение холодной пайки очень просто. Помимо спешки соответствующего нагрева, это также может быть вызвано грязным жалом паяльника. Еще одна распространенная причина – недостаточный нагрев паяльника.
- Решение проблемы холодной пайки
Единственный способ решить проблему — очистить жало паяльника перед его использованием. Также храните устройство в герметичной коробке, не пропускающей частицы пыли.
Кроме того, вы должны следить за тем, чтобы паяльник хорошо нагревался, чтобы можно было нагреть припой.
Выбор припоя SN96, который представляет собой бессвинцовый припой, может быть целесообразным, поскольку он имеет более низкую температуру плавления и время пластического перехода.
- Ключевые вопросы, связанные с холодной пайкой
Как указано выше, проверка сопротивления соединений холодной пайки является правильным способом проверки их проводимости. Стоит упомянуть причину стойкости при холодной пайке.
Если сопротивление слишком высокое, то это может означать неполное сгорание сплава. Это может привести к немедленному выходу из строя электроники или в долгосрочной перспективе сказаться на ее жизни.
Незавершенные цепи и перегретые цепи и, как следствие, повышенное энергопотребление являются распространенными проблемами, связанными с повышенным сопротивлением при холодной пайке.
Ключевые приемы пайки, которые вам необходимо практиковать Как мы уже говорили, холодная пайка — это не то, чего мы желаем; в конце концов, это дороже, чем горячая пайка, так как мы используем больше сплава, чем требуется. Вот некоторые приемлемые методы, которые мы можем принять во внимание.
Вот некоторые приемлемые методы, которые мы можем принять во внимание.
- Инвестируйте в правильные продукты:- Выбор правильного набора предметов для пайки, а именно железа и сплава, является лучшим способом обеспечить ровные и проводящие паяные соединения.
- Используйте как можно меньшее, но достаточное количество припоя
- Храните паяльник и проволоку или стержень в защищенном от пыли и влаги месте, желательно в герметичной коробке
- Дайте паяльнику достаточно нагреться: – Это сделает паяные соединения менее грубыми и неровными, а также менее частыми в использовании
- Если у вас обычно возникают проблемы с холодной пайкой, используйте бессвинцовую проволоку или стержень для пайки
- Подберите паяльник, который быстро нагревает проволоку или стержень
- Работа на устойчивом рабочем столе во время пайки
Запросить бесплатное предложение Nowor Whatsapp для быстрого запроса
Заключение: Пайка – это способ выполнения электрических соединений.