
Контактная сварка своими руками
У многих домашних мастеров возникают проблемы с проведением сварочных работ. Основной причиной является отсутствие практических навыков работы со сваркой, а также отсутствие сварочного аппарата. Наилучшим выходом из положения может стать контактная сварка своими руками, которую вполне возможно изготовить и освоить самостоятельно, без каких-либо особых теоретических знаний и навыков. С помощью контактной сварки можно соединять между собой стальные трубы, медные и алюминиевые провода, а также другие элементы и конструкции.
Содержание
Самодельная точечная контактная сварка
Прежде чем приступать к непосредственному изготовлению аппарата, необходимо заранее уточнить, как можно самому сконструировать и собрать контактную сварку. Такая сварка может применяться не только в домашних условиях, но и в небольших мастерских.
Принцип действия устройства довольно простой. При использовании контактной сварки создаются сварные соединения деталей. Соприкасающиеся элементы в точке касания нагреваются электрическим током, проходящим через них. Одновременно к зоне соединения прикладывается сжимающее усилие. Параметры контактной сварки зависят от теплопроводности материала, размеров деталей, мощности сварочного оборудования. Напряжение в силовой сварочной цепи должно быть низким – от 1 до 10 вольт, время сварки составляет от 0,01 до 3-4 секунд. Работы проводятся при высоком токе сварочного импульса – от 1000А и более. Зона расплавления металла должна быть очень маленькой, а сжимающее усилие в точке сварки достигать значения 10-100 кг.
Соприкасающиеся элементы в точке касания нагреваются электрическим током, проходящим через них. Одновременно к зоне соединения прикладывается сжимающее усилие. Параметры контактной сварки зависят от теплопроводности материала, размеров деталей, мощности сварочного оборудования. Напряжение в силовой сварочной цепи должно быть низким – от 1 до 10 вольт, время сварки составляет от 0,01 до 3-4 секунд. Работы проводятся при высоком токе сварочного импульса – от 1000А и более. Зона расплавления металла должна быть очень маленькой, а сжимающее усилие в точке сварки достигать значения 10-100 кг.
Соблюдение установленных параметров и технических условий является залогом высокого качества сварных соединений. Наиболее простой конструкцией считается сварочный аппарат с переменным сварочным током, сила которого не регулируется. В основе управления соединением деталей лежит изменяющаяся продолжительность поступающего электрического импульса. Для этой цели можно использовать простейшее реле времени, или вообще обойтись без него, регулируя подачу обычным выключателем.
В целом изготовить самому контактную точечную сварку достаточно легко. Основной узел – трансформатор – можно взять от старой микроволновой печи, телевизора, инвертора и других устройств. У выбранного трансформатора обмотки перематываются под необходимое рабочее напряжение и выходной сварочный ток.
Все виды электрических соединений должны выполняться качественно и обеспечивать хороший контакт. Используемые провода должны иметь сечение, соответствующее протекающему по ним току. Особое внимание следует обратить на силовую часть, расположенную между электродами клещей и трансформатором. В случае плохого контакта в этих местах возможны большие потери энергии, а также возникновение неисправностей, вплоть до искрения.
Аппарат контактной сварки своими руками
Большинство сварочных операций, выполняемых в домашних условиях, предполагают работу с листовым металлом, толщиной не более 1 мм. Диаметр прутков и проволоки не превышает 4 мм. Поэтому контактная сварка своими руками, схема которой будет рассмотрена ниже, должна быть рассчитана именно на эти параметры. Сварочные аппараты работают от сети переменного тока, напряжением 220 вольт, частотой 50 Гц. Выходное напряжение, образующееся на концах контактно-сварочного механизма, составляет 4-7 вольт. Максимальное значение импульсного сварочного тока – до 1500 ампер.
Сварочные аппараты работают от сети переменного тока, напряжением 220 вольт, частотой 50 Гц. Выходное напряжение, образующееся на концах контактно-сварочного механизма, составляет 4-7 вольт. Максимальное значение импульсного сварочного тока – до 1500 ампер.
На принципиальной электрической схеме представлены основные части устройства. В состав аппарата входит силовая часть, цепь управления и автоматический выключатель (АВ1), с помощью которого включается питание и обеспечивается защита при аварийных ситуациях.
Все элементы схемы представлены на рисунке 1. Сюда же входит сварочный трансформатор Т2 включенный в цепь с бесконтактным тиристорным однофазным пускателем МТТ4К. С помощью этого пускателя первичная обмотка трансформатора подключается к питающей цепи.
Схема обмоток сварки с указанием количества витков отображается на рисунке 2. В первичной обмотке имеется шесть выводов, которые можно переключать и регулировать выходной сварочный ток во вторичной обмотке ступенчатым способом. Самый первый вывод всегда подключен к сети, а остальные пять применяются для регулировочных процессов. После выбора нужного режима, к сети подключается только один из них.
Самый первый вывод всегда подключен к сети, а остальные пять применяются для регулировочных процессов. После выбора нужного режима, к сети подключается только один из них.
Пускатель МТТ4К изображен отдельно на рисунке 3. Данный модуль выполнен в виде тиристорного ключа. Когда его контакты № 4 и 5 замыкаются, происходит коммутация нагрузки через контакты № 1 и 3, включаемые в разрыв цепи первичной обмотки трансформатора Т2. Максимальная нагрузка пускателя, на которую он рассчитан, составляет 800 вольт, а сила тока – до 80 ампер.
В состав схемы управления входит блок питания, сама цепь управления и реле К1. Для блока питания может применяться любой трансформатор с мощностью не выше 20 ватт. Он работает от сети 220В и выдает на вторичной обмотке значение напряжения от 20 до 25В. Функцию выпрямителя выполняет диодный мост, например, КЦ402 или другой элемент с такими же параметрами. Для создания выпрямителя можно использовать и отдельные диоды.
С помощью реле К1 выполняется замыкание контактов № 4 и 5 в ключе МТТ4К во время подачи напряжения от управляющей цепи на обмотку его катушки. Поскольку коммутируемый ток, протекающий через контакты ключа № 4 и 5, довольно слабый, не более 100 мА, то вместо реле К1 можно воспользоваться любым слаботочным реле, которое срабатывает при напряжении 15-20В.
Поскольку коммутируемый ток, протекающий через контакты ключа № 4 и 5, довольно слабый, не более 100 мА, то вместо реле К1 можно воспользоваться любым слаботочным реле, которое срабатывает при напряжении 15-20В.
Устройство и работа цепи управления
В сварочном аппарате цепь управления служит своеобразным реле времени. При включении К1 на заданный временной промежуток, задается, таким образом, время, в течение которого электрический импульс будет воздействовать на свариваемые детали. В состав цепи управления входят электролитические конденсаторы С1-С6, с напряжением заряда не менее 50 вольт, переключатели П2К с независимой фиксацией, а также кнопки КН1 и два резистора R1 и R2.
Емкость конденсаторов составляет: для С1 и С2 – 47 мкФ, С3 и С4 – 100 мкФ, С5 и С6 – 470 мкФ. Контакты кнопки КН1 должны быть: один – нормально-замкнутый, другой – нормально-разомкнутый. Когда включается автоматический выключатель АВ1 начинается зарядка конденсаторов, подключенных через П2К к блоку питания и цепи управления. С помощью резистора R1 выполняется ограничение начального зарядного тока, в связи с чем срок эксплуатации емкостей существенно увеличивается.
С помощью резистора R1 выполняется ограничение начального зарядного тока, в связи с чем срок эксплуатации емкостей существенно увеличивается.
Зарядный ток в этот момент протекает через нормально-замкнутый контакт кнопки КН1. После нажатия на эту кнопку, происходит размыкание нормально-замкнутой контактной группы, после чего цепь управления отключается от блока питания. Далее замыкается нормально-разомкнутая контактная группа, в результате чего заряженные емкости подключаются к реле К1. В этот момент происходит разрядка конденсаторов и под действием тока срабатывает подключенное реле.
Поскольку нормально-замкнутые контакты находятся в разомкнутом состоянии, реле не может быть запитано напрямую от блока питания. От времени разряда конденсаторов зависит продолжительность замкнутого состояния контактов 4 и 5 в ключе МТТ4К и, соответственно, продолжительность сварочного импульса. После полной разрядки конденсаторов реле К1 отключается, и сварочный процесс прекращается. Для подготовки сварки к следующему циклу, кнопку КН1 нужно отпустить. Сама разрядка конденсаторов осуществляется через переменный резистор R2, с помощью которого более точно регулируется продолжительность сварочного импульса.
Сама разрядка конденсаторов осуществляется через переменный резистор R2, с помощью которого более точно регулируется продолжительность сварочного импульса.
Трансформатор для контактной сварки своими руками
Основной силовой частью контактной сварки является трансформатор. За основу берется готовое трансформаторное устройство, используемое в различных приборах и оборудовании и рассчитанное на 2,5 А. Старая обмотка удаляется, а на торцах магнитопровода устанавливаются кольца, материалом для которых служит тонкий электрокартон.
Готовые кольца подгибаются по границам внутренней и внешней кромки, после чего поверх колец магнитопровод обматывается лакотканью в три слоя и более. Первичная обмотка изготавливается из проводов, диаметром 1,5 мм. Лучше всего использовать провода с тканевой изоляцией, чтобы обмотка более качественно пропиталась лаком. Для вторичной обмотки потребуется многожильный провод диаметром 20 мм в кремнийорганической изоляции.
Количество витков рассчитывается в зависимости от запланированной мощности сварочного аппарата.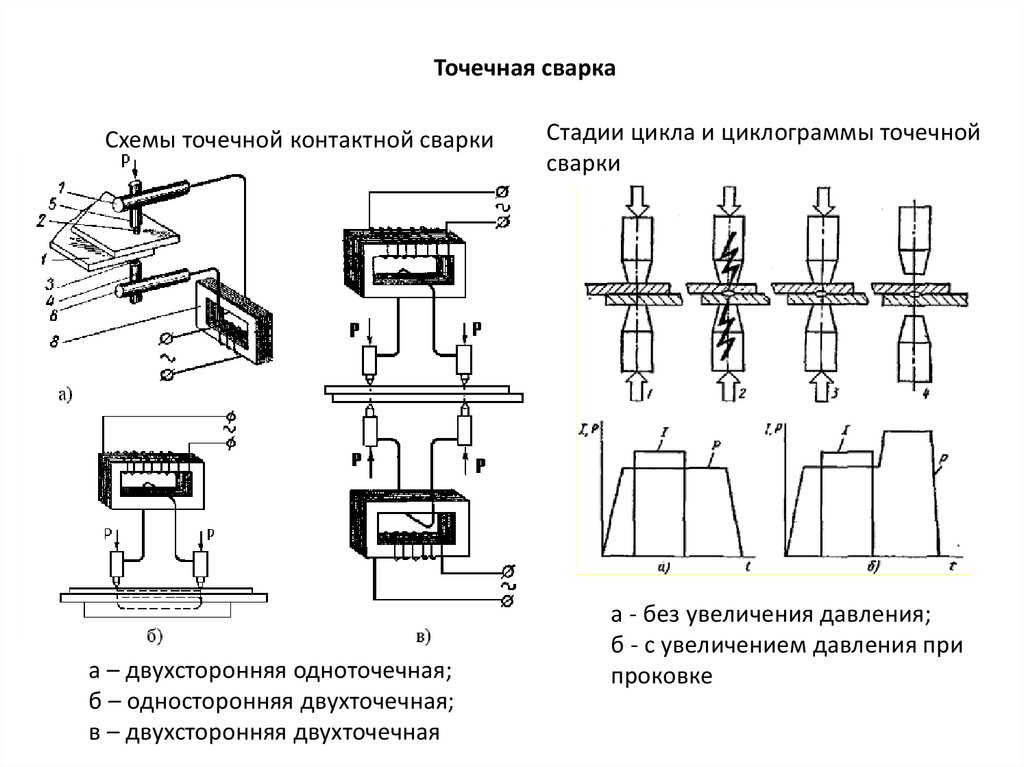 Первичная обмотка делается с промежуточными выводами, а после наматывания пропитывается лаком. Поверх нее наматывается один слой хлопчатобумажной ленты, который также пропитывается лаком. После этого сверху укладывается вторичная обмотка, для пропитки которой также потребуется лак.
Первичная обмотка делается с промежуточными выводами, а после наматывания пропитывается лаком. Поверх нее наматывается один слой хлопчатобумажной ленты, который также пропитывается лаком. После этого сверху укладывается вторичная обмотка, для пропитки которой также потребуется лак.
Изготовление и установка клещей
В большинстве случаев ручная контактная сварка оснащается специальными клещами. Они могут монтироваться стационарно, непосредственно в корпус устройства или делаться выносными, аналогично конструкции ножниц. Первый вариант обеспечивает более надежную изоляцию, хороший контакт во всей цепи, от трансформатора до самих электродов. Стационарные клещи изготавливаются и подключаются к аппарату значительно проще, чем выносные.
Однако без увеличения длины подвижного рычага прижимное усилие будет незначительным. Длинные ручки существенно легче сделать на выносной конструкции. Кроме того, выносные клещи более удобные, поскольку ими можно работать на определенном расстоянии от сварки. Усилие таких клещей развивается в соответствии с длиной ручек. Особое внимание следует обратить на качество изоляции в точке подвижного соединения. Обычно для этих целей используются текстолитовые втулки и шайбы.
Усилие таких клещей развивается в соответствии с длиной ручек. Особое внимание следует обратить на качество изоляции в точке подвижного соединения. Обычно для этих целей используются текстолитовые втулки и шайбы.
При изготовлении клещей необходимо заранее рассчитать вылет их электродов. Этот вылет является расстоянием от корпуса аппарата или точки подвижного соединения до электродов. От него полностью зависит основная техническая характеристика, которой будет обладать самодельная контактная сварка: максимальное расстояние от кромки металлического листа до места сваривания. Для изготовления электродов клещей используется медь в прутках или бериллиевая бронза. Многие мастера пользуются жалами от мощных паяльников. Так или иначе, диаметр электродов не должен быть меньше чем у проводов, подводящим ток.
Точечная сварка своими руками: схемы, принцип
Аппараты для точечной сварки не так часто используются в быту, как дуговые, но иногда без них невозможно обойтись. Учитывая, что стоимость такого оборудования начинается от $450-$470, рентабельность его покупки вызывает сомнения.
Учитывая, что стоимость такого оборудования начинается от $450-$470, рентабельность его покупки вызывает сомнения.
Выход из такой ситуации – контактная точечная сварка своими руками. Но, прежде чем рассказать, как самостоятельно сделать такое устройство, давайте рассмотрим, что представляет собой точечная сварка и технологию ее работы.
Кратко о точечной сварке
Данный тип сварки относится к контактным (термомеханическим). Заметим, что к такой категории также относят шовную и стыковую сварку, но их реализовать в домашних условиях не представляется возможным, поскольку для этой цели понадобится сложное оборудование.
Сварочный процесс включает в себя следующие этапы:
- детали совмещают в необходимом положении;
- закрепляют их между электродами аппарата, которые прижимают детали;
- производится нагрев, в результате которого за счет пластического деформирования детали прочно соединяются между собой.

Производственный аппарат точечной сварки (такой как показан на фото) способен в течение минуты совершить до 600 операций.
Оборудование для машинной точечной сваркиТехнология процесса
Чтобы нагреть детали до необходимой температуры, на них подается кратковременный импульс элетротока большой силы. Как правило, импульс длится в от 0,01 до 0,1 секунды (время подбирается исходя из характеристик металла, из которого изготовлены детали).
При импульсе металл расплавляется, и между деталями образовывается общее жидкое ядро, пока оно не застынет, свариваемые поверхности необходимо удерживать под давлением. Благодаря этому, остывая, расплавленное ядро кристаллизируется. Рисунок, иллюстрирующий процесс сварки, показан ниже.
Иллюстрация процесса точечной сваркиОбозначения:
- A – электроды;
- B – свариваемые детали;
- С – ядро сварки.
Давление на детали необходимо для того, чтобы при импульсе по периметру ядра расплавленного метала образовался уплотняющий пояс, не позволяющий вытекать расплаву за пределы зоны, где происходит сварка.
Чтобы обеспечить лучшие условия для кристаллизации расплава, давление на детали снимается постепенно. Если необходимо «проковать» место сварки с целью устранить неоднородности внутри шва, усиливают давление (делают это на финальной стадии).
Обратим внимание, что для обеспечения надежного соединения, а также качества шва, предварительно необходимо обработать поверхности деталей в местах, где будет происходить сварка. Это делается для удаления оксидной пленки или коррозии.
Когда требуется обеспечить надежное соединение деталей толщиной от 1 до 1,5 мм, применяют конденсаторную сварку. Принцип ее действия следующий:
- блок конденсаторов заряжают электротоком небольшой силы;
- разряд конденсаторов производится через соединяемые детали (силы импульса достаточно для обеспечения необходимого режима сварки).
Такой тип сварки применяется в тех сферах промышленности, где необходимо соединить миниатюрные и сверхминиатюрные компоненты (радиотехника, электроника и т.
Говоря о технологии точечной сварки следует отметить, что с ее помощью можно соединять между собой разнородные металлы.
Примеры самодельных конструкций
В интернете есть много примеров создания аппаратов, производящих точечную сварку. Приведем несколько наиболее удачных конструкций. Ниже показана схема простого устройства для точечной сварки.
Пример принципиальной схемы аппаратаДля реализации нам понадобятся следующие радиодетали:
- R – переменное сопротивление номиналом 100 Ом;
- С – конденсатор, рассчитанный на напряжение не менее 25 В с емкостью 1000 мкФ;
- VD1 – тиристор КУ202, буквенный индекс может быть К, Л, М или Н, можно также использовать ПТЛ-50, но в этом случае емкость «С» необходимо понизить до 1000 мкФ;
- VD2-VD5 – диоды Д232А, зарубежный аналог – S4M;
- VD6-VD9 – диоды Д226Б, их можно заменить зарубежным аналогом 1N4007;
- F – плавкий предохранитель на 5 А.
Необходимо сделать отступление, чтобы рассказать, как изготовить трансформатор TR1. Он изготавливается на базе железа Ш40, с толщиной набора 70 мм. Для первичной обмотки потребуется провод ПЭВ2 Ø0,8 мм. Количество витков в обмотке – 300.
Он изготавливается на базе железа Ш40, с толщиной набора 70 мм. Для первичной обмотки потребуется провод ПЭВ2 Ø0,8 мм. Количество витков в обмотке – 300.
Чтобы сделать вторичную обмотку, понадобится медный многожильный провод Ø4 мм. Его допускается заменить шиной, при условии, что ее сечение будет как минимум 20 мм2. Количество витков вторичной обмотки – 10.
Видео: контактная сварка своими руками
https://www.youtube.com/watch?v=823bgTOHrnc
Что касается TR2, то для него подойдет любой из маломощных трансформаторов (от 5 до 10 Вт). При этом на обмотке II, используемой для подключения лампы подсветки «H», должно быть выходное напряжение в пределах 5-6 В, а обмотки III – 15 В.
Мощность изготовленного аппарата будет относительно не высокая, в пределах от 300 до 500 А, максимальное время импульса до 0,1 сек (при условии, что номиналы «R» и «С» будут такими же, как на приведенной схеме). Этого вполне достаточно для сварки стальной проволоки Ø0,3 мм или листового металла, если его толщина не превышает 0,2 мм.
Приведем схему более мощного аппарата, у которого сварочный электроток импульса будет в пределах от 1,5 кА до 2 кА.
Схема аппарата с силой импульса до 2 кАПеречислим используемые в схеме компоненты:
- номиналы сопротивлений: R1-1.0 кОм, R2-4.7 кОм, R3-1.1 кОм;
- емкости в схеме: С1-1.0 мкФ, С2-0,25 мкФ. Причем, С1 должен быть рассчитан под напряжение не менее 630 В;
- VD1-VD4 диоды – диоды Д226Б, допускается замена на зарубежный аналог 1N4007, вместо диодов можно поставить диодный мост, например, КЦ405А;
- тиристор VD6 – КУ202Н, его необходимо поместить на радиатор, площадью не менее 8 см2;
- VD6 – Д237Б;
- F – плавкий предохранитель на 10 А;
- К1 – это любой магнитный пускатель, у которого имеется три пары рабочих контактов, а обмотка рассчитана на ~220 В, например, можно установить ПМЕ071 МВУХЛЗ AC3.
Теперь расскажем, как сделать трансформатор ТR1. За основу взят автотрансформатор ЛАТР-9, такой, как показан на фотографии.
Обмотка в этом автотрансформаторе насчитывает 266 витков, сделана она медным проводом Ø1,0 мм, ее мы будем использовать в качестве первичной. Аккуратно разбираем конструкцию, чтобы не повредить обмотку. Вал и прикрепленный к нему передвижной роликовый контакт демонтируем.
Дале нам необходимо изолировать контактную дорожку, с этой целью очищаем ее от пыли, обезжириваем и покрываем лаком. Когда он просохнет дополнительно, изолируем всю обмотку, используя лакоткань.
В качестве вторичной обмотки используем медный провод с площадью сечения как минимум 80 мм2. Важно, чтобы изоляция этого провода была термостойкой. Когда все условия соблюдены, делаем им обмотку из трех витков.
Настройка собранного устройства сводится к градированию шкалы переменного резистора, регулирующего время импульса.
Рекомендуем перед тем как приступать к сварке, установить опытным путем оптимальное время для импульса. Если длительность будет излишней, детали будут прожжены, а если меньше необходимой – прочность соединения будет ненадежной.
Как уже писалось выше, аппарат способен выдать сварочный электроток силой до 2000 А, что позволяет сваривать стальной провод Ø3 мм или листовую сталь, толщина которой не превышает 1,1 мм.
8 Схемы сварочного манипулятора «сделай сам», которые можно собрать самостоятельно
Последнее обновление
Вы работаете над сварочным проектом «сделай сам» в ближайшие несколько дней? Если да, то эти чертежи сварочного позиционера DIY будут вам полезны!
Сварочный манипулятор предотвращает контакт пламени с горючими материалами. Кроме того, он обеспечивает безопасность и эффективность операций резки, сварки и нагрева.
Изготовление сварочного позиционера не так сложно, как может показаться. Вам нужно только иметь план, следовать инструкциям и не торопиться, чтобы сделать это.
Если вы ищете вдохновение для создания сварочных позиционеров своими руками, вы обратились по адресу. Вот восемь чертежей сварочных позиционеров DIY, которые вы можете собрать самостоятельно. Это придаст вам уверенности в том, что вы сможете самостоятельно заняться своим следующим сварочным проектом.
Вот восемь чертежей сварочных позиционеров DIY, которые вы можете собрать самостоятельно. Это придаст вам уверенности в том, что вы сможете самостоятельно заняться своим следующим сварочным проектом.
8 лучших самодельных сварочных позиционеров Чертежи
1. Самодельный токарный сварочный позиционер CertiFlat
См. инструкции здесь
| Необходимые материалы: | Стандартная и червячная передача, ремень, инвертор шпинделя, контроллер двигателя и угловая шлифовальная машина. |
| Необходимые инструменты: | Дрель, зажим, отвертка и болторез. |
| Уровень сложности: | Умеренный |
Хотите сваривать в любом направлении, но не хотите тратиться на полноценный станок с ЧПУ? Если да, то CertiFlat DIY Turning Welding Positioner — отличный вариант. 9№ 0005
Это универсальный сварочный позиционер для токарной сварки своими руками, который работает без проблем и позволяет выполнять сварку в любом удобном для вас положении.
Идеально подходит для любителей металлообработки. Кроме того, если вам нужно простое в использовании устройство позиционирования сварщика, которое не сломит банк, это лучший выбор.
Предназначен для работы с любым сварочным аппаратом или сварочным аппаратом. Вы можете собрать его всего за несколько минут. Этот сварочный позиционер, сделанный своими руками, также изготовлен из высококачественных материалов, что обеспечивает долговечность и долгий срок службы.
2. Самодельный поворотный сварочный позиционер
См. инструкции здесь
| Необходимые материалы: | Серводвигатель, двигатель постоянного тока, алюминиевый лист, стальная пластина и энкодер. |
| Необходимые инструменты: | Рулетка, отвертка, плоскогубцы, дрель и сверла, гаечный ключ. |
| Уровень сложности: | Легкий |
С помощью вращающегося сварочного позиционера DIY вы можете легко использовать процессы сварки TIG или MIG. Существует три различных способа регулировки угла заготовки во время операций механической обработки. Кроме того, есть два разных способа наклона головки шпинделя. В одном используются шарикоподшипники, а в другом — линейные подшипники с пружинами против люфта между ними.
Существует три различных способа регулировки угла заготовки во время операций механической обработки. Кроме того, есть два разных способа наклона головки шпинделя. В одном используются шарикоподшипники, а в другом — линейные подшипники с пружинами против люфта между ними.
В этом сварочном позиционере используется поворотный стол. Здесь труба зажимается и поворачивается на соответствующий угол. Кроме того, это идеальный сварочный позиционер для изготовления сварных труб. Он позволяет выполнять качественные сварные швы без деформации и перегрева металла.
Все его компоненты изготовлены из стальных листов, уголков и фитингов. Таким образом, они достаточно сильны, чтобы справиться с тяжелым оборудованием.
3. Самодельный шаровой шарнир для тисков/сварочного позиционера
См. инструкции здесь
| Необходимые материалы: | Сцепной шар, болты, шайбы, гайки, проникающее масло, пара захватов и токарный станок. |
| Необходимые инструменты: | Дрели, шлифовальный станок, гаечный ключ, портативная ленточная пила, горелка, кернер и ножовка. |
| Уровень сложности: | Легкий |
Если вы хотите собрать сварочный позиционер своими руками, это отличное место для начала. Вы можете использовать этот шаровой вертлюг, чтобы проверить, является ли ваша заготовка ровной и ровной. Это устройство является обязательным для любого сварщика-любителя, которому необходимо проникнуть в труднодоступные места и сварить неправильные формы.
Сварочный позиционер с шаровым шарниром позволяет поворачивать заготовку, что упрощает ее выравнивание со сварочным аппаратом. Вы можете использовать эту установку для небольших кусков металла, которые нуждаются в сварке или пайке.
Вы также можете использовать его в других проектах «сделай сам», например, в деревообработке, где вам нужно держать вещи ровно и ровно.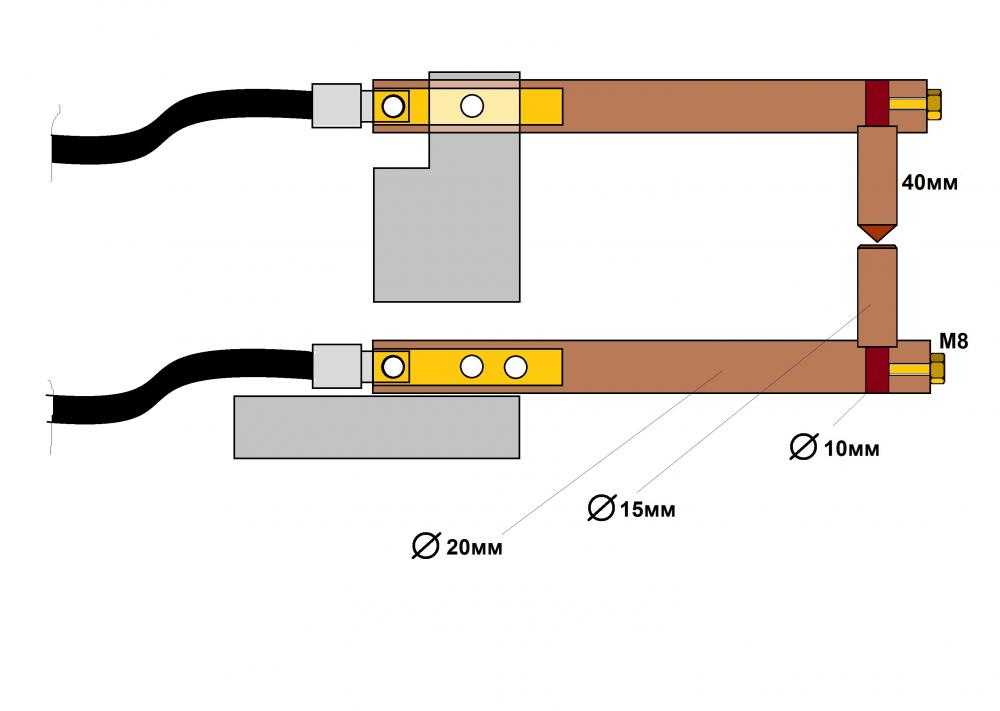
Основным преимуществом этого сварочного позиционера, сделанного своими руками, является то, что его можно использовать в любом положении. Так что не беспокойтесь о том, чтобы найти для него отличное место. Он также дешев и прост в сборке. Идеально подходит для тех, кто не боится испачкать руки!
4. Сварочный позиционер своими руками
См. инструкции здесь
| Необходимые материалы: | Болты, гайки, толстая стальная пластина для основания, блок-держатель, две пары зажимов и крюки. |
| Необходимые инструменты: | Крестообразная отвертка, гаечный ключ, электрическая дрель, рулетка и плоскогубцы. |
| Уровень сложности: | Новичок |
Хотите собрать простой сварочный позиционер своими руками? Если да, то это отличное место для начала! Этот сварочный позиционер будет надежно удерживать заготовку во время сварки. Это также позволяет вам вносить коррективы по мере необходимости во время процесса.
Это также позволяет вам вносить коррективы по мере необходимости во время процесса.
Вы можете использовать его с любым сварочным аппаратом, включая сварочные аппараты TIG и MIG. В нем используются зажимы вместо дорогих моторов или гидравлики. Таким образом, это более доступно, чем многие другие варианты!
Также имеет регулируемые губки. Они позволяют зажимать что угодно, от небольших кусков металла толщиной до двух дюймов. Он также поставляется с регулируемой головной бабкой. Таким образом, вы можете перемещать его по мере необходимости, не перемещая все это вручную каждый раз.
Вы можете собрать этот позиционер, используя лишь некоторые основные инструменты и расходные материалы.
5. Сборка сварочного позиционера
См. инструкции здесь
| Необходимые материалы: | Зажимы, алюминиевые рамы, шарикоподшипники и набор для сборки сварочного позиционера. |
| Необходимые инструменты: | Уплотнительная лента, разводной ключ, отвертка, острогубцы, наждачная бумага и дрель. |
| Уровень сложности: | Расширенный |
Этот сварочный позиционер немного сложнее в сборке, чем другие, но его также легко собрать. Единственная проблема заключается в том, чтобы все компоненты хорошо стыковались друг с другом. Но если внимательно следовать инструкциям, это не должно вызвать затруднений.
Этот сварочный позиционер поможет вам установить правильный угол и высоту сварного шва. Это делает ваш готовый продукт более профессиональным. Он позволяет регулировать высоту сварочного стола, что дает вам больший контроль над процессом сварки. При необходимости вы можете настроить параметры и сваривать под любым углом.
6. Сборка самодельного сварочного позиционера
См. инструкции здесь
| Необходимые материалы: | Квадратная труба, стальная пластина, болты, гайки, металлические скобы, шайбы и алюминиевый уголок. |
| Необходимые инструменты: | Аккумуляторная дрель, набор шестигранных ключей, отвертка, разводной ключ, плоскогубцы и ленточная пила. |
| Уровень сложности: | Легкий |
Вы ищете простой способ улучшить сварные швы без больших затрат? Если это так, покупка компонентов и сборка вашего сварочного позиционера может быть тем, что вам нужно!
Самодельный сварочный позиционер — это небольшое устройство, которое можно собрать дома. Он дает вам больший контроль над вашим сварочным проектом, поскольку он предназначен для удержания вашей заготовки на месте во время работы над ней. Кроме того, это дает вам некоторую гибкость при размещении сварных швов.
Это может быть полезно во многих ситуациях. Например, вы можете заниматься ремонтом кузова автомобиля или аналогичным проектом, где угол сварки имеет решающее значение. Имея под рукой самодельный сварочный позиционер, вы всегда будете делать все правильно.
Самодельный сварочный позиционер для небольших проектов. Собрать можно за час. Он имеет телескопическую конструкцию, позволяющую регулировать высоту, что упрощает его использование на различных материалах.
7. Самодельный поворотный сварочный позиционер
См. инструкции здесь
| Необходимые материалы: | Зажимы, пластина из алюминиевого сплава, стальной стержень, стальные трубы и двигатель. |
| Необходимые инструменты: | Тиски, торцевой ключ, отвертка, измерительная лента и ленточная пила. |
| Уровень сложности: | Умеренный |
Этот самодельный поворотный сварочный позиционер состоит из мотор-редуктора, алюминиевой пластины и нескольких гаек и болтов. Основание изготавливается из любого материала, если он достаточно прочный, чтобы выдержать вес вашего проекта. Для этой цели можно использовать дерево или металл.
Этот позиционер позволяет вращать заготовку во время сварки. Кроме того, вы можете сваривать в любом направлении. Это облегчает сварку длинных кусков металла.
Вы также можете использовать самодельный вращающийся сварочный позиционер для создания сварного соединения под определенным углом. Если вы когда-либо пробовали сваривать что-то подобное раньше, вы знаете, насколько это сложно.
Дополнительным преимуществом является то, что процедура сварки становится намного чище, так как нет контакта между пламенем и свариваемой деталью.
8. Самодельный поворотный сварочный позиционер Arduino
См. инструкции здесь
| Необходимые материалы: | Двигатель постоянного тока с энкодером, серводвигателем, Arduino Uno, батарейным блоком и держателем батареи. |
| Необходимые инструменты: | Ручная дрель, паяльник и припой, инструмент для зачистки проводов и изолента. Другими инструментами являются отвертка, острогубцы, диагональные кусачки, маленькие тиски и наждачная бумага. Другими инструментами являются отвертка, острогубцы, диагональные кусачки, маленькие тиски и наждачная бумага. |
| Уровень сложности: | Расширенный |
Самодельный поворотный сварочный манипулятор Arduino — это самодельный проект, который вы можете использовать для вращательной сварки. Позиционер использует Arduino Uno и несколько датчиков для контроля угла сварки. Поворачивайте ручку, пока не получите желаемый угол при использовании этого сварочного позиционера. Затем вы можете сохранить его для дальнейшего использования.
Этот ротационный сварочный аппарат является одним из самых полезных инструментов для домашних мастеров-любителей и всех, кто хочет изготавливать свои металлические детали. Обычно он используется для металлообработки, но вы можете использовать его и для многих других задач, где требуется точное позиционирование.
Устройство включает в себя поворотное основание с серводвигателем, который приводит в движение ось вращения. Кроме того, к оси вращения прикреплен энкодер, который дает обратную связь о положении оси.
Кроме того, к оси вращения прикреплен энкодер, который дает обратную связь о положении оси.
Преимущества использования сварочных позиционеров
Сварочный позиционер является важным инструментом любого сварщика. Он необходим везде, где вы используете ацетиленовую или газовую горелку во время резки, сварки и нагрева. Это предотвращает контакт пламени с горючими материалами.
Это также помогает получить лучший сварной шов под правильным углом и в нужном положении. Это гарантирует, что процесс сварки будет максимально безопасным.
Вот некоторые преимущества использования сварочного позиционера:
Снижает утомляемость
Сварка — тяжелая работа. Это может вызвать серьезное физическое напряжение, если у вас нет подходящего оборудования. Сварочный позиционер позволяет вам стоять во время работы. Таким образом, вы можете избежать усталости и травм, вызванных слишком долгим сидением или лежанием на одном месте.
Облегчает получение правильного угла
Забудьте о самостоятельном получении правильного угла и используйте вместо этого сварочный позиционер! Этот инструмент имеет регулируемые ручки. Они позволяют легко перемещать их на место. Таким образом, ваш угол каждый раз идеально совпадает со сварным швом. Кроме того, эти рычаги также подпружинены. Они автоматически вернутся в исходное положение при отпускании.
Они позволяют легко перемещать их на место. Таким образом, ваш угол каждый раз идеально совпадает со сварным швом. Кроме того, эти рычаги также подпружинены. Они автоматически вернутся в исходное положение при отпускании.
Он обеспечивает вашу безопасность
Использование сварочного позиционера поможет защитить себя и других при выполнении сварочных работ. Это особенно полезно, когда вам нужно удерживать куски металла на месте во время их сварки.
Вам не нужно будет наклоняться над деталью или держать ее одной рукой, а другой рукой приваривать. Это может привести к серьезным травмам, если что-то пойдет не так во время процесса. Эти устройства позволят вам оставаться в вертикальном положении и не подвергаться опасности, продолжая выполнять свою работу.
Предотвращает деформацию
Основное назначение сварочных позиционеров — выравнивание обрабатываемого материала. Вам не нужно беспокоиться о том, что он упадет или деформируется, когда вы начнете сварку.
Без сварочного манипулятора вам пришлось бы создавать приспособление для каждого проекта. Это может занять много времени и быть сложной задачей.
Улучшает качество сварных швов
Сварочные позиционеры используются для улучшения качества сварных швов и повышения их согласованности. Это гарантирует, что сварочная проволока находится в правильном положении на протяжении всего процесса; таким образом, вы можете легко добиться лучшей геометрии сварного шва.
Заключение
Сварочные манипуляторы — это дорогие профессиональные инструменты, которые опытные сварщики используют для получения чистого и здорового сварного шва. К счастью, вам не нужно часами просиживать за компьютером, просматривая тысячи страниц в поисках подходящего сварочного позиционера. Мы сделали это за вас и разработали эти восемь чертежей сварочных манипуляторов, которые легко собрать.
Вам нужны только основные инструменты и расходные материалы. Имея это и небольшой опыт, вы за короткое время получите самодельный сварочный позиционер. Конечно, эти сварочные позиционеры не такие мощные, как большие машины, но они справятся со своей задачей. Получите план сварочного позиционера своими руками прямо сейчас и начните строить!
Авторы избранных изображений: JulianFGuevara, Shutterstock
- 8 лучших чертежей сварочных позиционеров для самостоятельной сборки
- 1. Самодельный токарный сварочный позиционер CertiFlat
- 2. Самодельный вращающийся сварочный позиционер
- 3. Самодельный шаровой шарнир для тисков/сварочного позиционера
- 4. Сварочный позиционер DIY
- 5. Сварочный позиционер сборный
- 6. Самодельный сварочный позиционер сборочный
7 9.3907
- 8. Самодельный поворотный сварочный позиционер Arduino
- Преимущества использования сварочных позиционеров
- Снижает утомляемость
- Облегчает получение правильного угла
- Обеспечивает безопасность
- Предотвращает деформацию
- Улучшает качество сварного шва
- Заключение
Как собрать сварочный стол (сделай сам)
Обновлено: 14 декабря 2021 г.
Признайтесь: вы всегда хотели научиться сварке. Этот простой проект научит вас, как это сделать.
Следующий проект›
Сварка пугает многих людей, даже некоторых из нас, заядлых домашних мастеров. И это обидно, потому что сварка открывает целый новый мир домашнего ремонта и крутых проектов. Мы попросили профессионального сварщика продемонстрировать некоторые основные приемы, соорудив сварочный стол. Она проведет вас через каждый шаг и даст полезные советы.
Эксперты DIY из журнала The Family Handyman Magazine
Видео: Как собрать сварочный стол
Руководство по сварке своими руками
Металлический сварочный стол — идеальный проект для начала, потому что вы можете построить все свои будущие сварочные работы проекты на нем. Материалы будут стоить около 160 долларов, и это один из лучших дизайнов сварочных столов, которые мы видели!
Материалы будут стоить около 160 долларов, и это один из лучших дизайнов сварочных столов, которые мы видели!
Этот стол был изготовлен с использованием Lincoln 210MP. Этот аппарат может работать как аппарат для сварки MIG (металл в среде инертного газа/подача проволоки), аппарат для сварки TIG (вольфрам в среде инертного газа) и аппарат для сварки электродом, но мы использовали функцию подачи проволоки для сварки в среде инертного газа (MIG).
Список материалов
- 1-1/4″ x 1-1/4″ x 1/8″ x 10’ уголок (3)
- Листовой металл 32″ x 20″ x 1/8″ (2)
- Круглая трубка 1-1/2″ x 1/8″ x 4″ (1)
- Ролик 4″ x 130 фунтов с тормозом (4)
- Нецинковые или оцинкованные гайки 7/16″, подходят для роликов (4)
Список для резки
Weld Smart — Stay Safe
- Наденьте толстые кожаные перчатки.
- Наденьте сварочную шапку под каску. (Да, мы знаем, что наш эксперт их не носил.)
- Носите рубашку с длинными рукавами и штаны из хлопка или кожи.
 (Они также защитят вас от дуговых лучей, которые могут обжечь вашу кожу, как солнечные лучи.)
(Они также защитят вас от дуговых лучей, которые могут обжечь вашу кожу, как солнечные лучи.) - При резке используйте средства защиты органов слуха и защитные очки.
- При сварке надевайте сварочную маску, чтобы защитить лицо от искр и глаза от вспышки сварщика (солнечный ожог глаз).
- Держите летящие искры подальше от легковоспламеняющихся или взрывоопасных материалов.
- Не прикасайтесь к электроду (проводу) голой кожей и держите себя и свою одежду сухими.
- Снимите незакрепленные украшения.
- Всегда поддерживайте надлежащее заземление.
- Всегда выполняйте сварку в проветриваемом помещении, даже если вы используете вытяжку дыма.
- Сваривать только голый металл. Вдыхание паров цинка и других гальванических покрытий может быть чрезвычайно опасным для вашего здоровья.
Покупка металла
Домашние центры и хозяйственные магазины предлагают небольшой ассортимент листового металла и обычной стали.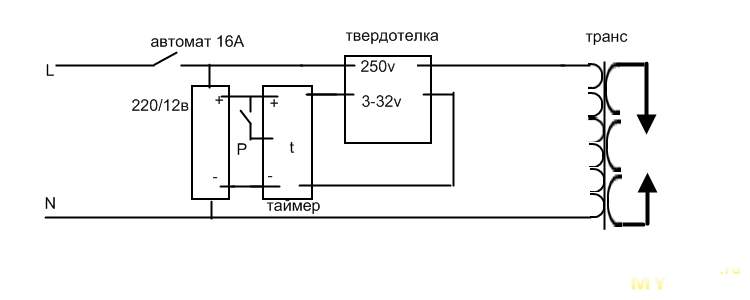 Выбор и цены хороши для небольших сварочных работ, но для более крупных проектов, таких как этот стол, покупайте у поставщика металла. Поставщики металла взимают до 50 процентов меньше, и большинство из них сможет разрезать ваш листовой металл до точных размеров.
Выбор и цены хороши для небольших сварочных работ, но для более крупных проектов, таких как этот стол, покупайте у поставщика металла. Поставщики металла взимают до 50 процентов меньше, и большинство из них сможет разрезать ваш листовой металл до точных размеров.
Сварка своими руками: сначала потренируйтесь
Каждый тип сварочного аппарата отличается, поэтому прочтите руководство по эксплуатации. Достижение хорошего сварного шва сводится к сочетанию правильного напряжения с правильной скоростью подачи проволоки, а это требует практики. Отрегулируйте настройки сварочного аппарата, потренировавшись на том же материале, с которым планируете работать.
Провод должен выступать примерно на 1/2 дюйма. от пистолета, и пистолет должен быть около 3/8 дюйма. от поверхности, прежде чем нажать на спусковой крючок. Когда вы работаете на горизонтальных поверхностях с помощью сварочных аппаратов с подачей проволоки, вам нужно сдвинуть горелку вперед. Газ создает свободную от локализации среду, что улучшает процесс сварки. Если вы вытащите пистолет, он может опередить газ.
Если вы вытащите пистолет, он может опередить газ.
Скорость, с которой вы двигаете пушку, также влияет на то, насколько нагреется металл и сколько проволоки вы уложите. Одним из популярных методов сварки является небольшое перемещение наконечника вперед и назад во время движения. Называемый «взбиванием», он помогает контролировать вашу скорость, создает хорошее проникновение и приводит к более узкой бусине, чем если бы вы делали крошечные круги во время движения.
В процессе сварки не должно быть щелчков или хлопков. Если сварочный аппарат отрегулирован правильно, вы должны услышать постоянное жужжание или шипение, как при жарке бекона. Все это может показаться сложным, но всего за несколько минут вы будете создавать сплошные сварные швы.
Резка металла отрезной пилой
Такие четырнадцатидюймовые пилы для резки металла, оснащенные абразивным диском, стоят от 100 до 200 долларов. Эти пилы также могут резать кирпич и брусчатку. Большая пила для резки металла с твердосплавными зубьями режет металл как масло и с меньшим количеством заусенцев, но обойдется вам более чем в 250 долларов. Никогда не надевайте полотно с твердосплавными зубьями на абразивную пилу, потому что эта пила работает со скоростью, вдвое превышающей скорость вращения, что может привести к поломке полотна или даже к худшему. Торцовочные пилы, предназначенные для резки дерева, также вращаются слишком быстро для дисков для резки металла, а поскольку их двигатели не герметизированы, металлическая стружка и стружка могут повредить двигатель.
Никогда не надевайте полотно с твердосплавными зубьями на абразивную пилу, потому что эта пила работает со скоростью, вдвое превышающей скорость вращения, что может привести к поломке полотна или даже к худшему. Торцовочные пилы, предназначенные для резки дерева, также вращаются слишком быстро для дисков для резки металла, а поскольку их двигатели не герметизированы, металлическая стружка и стружка могут повредить двигатель.
Отшлифовать кромки
Сгладить шероховатые кромки угловой шлифовальной машиной. Также важно стереть краску или ржавчину. Сварочные аппараты с подачей проволоки лучше всего работают с чистым металлом.
Оставить зазор
Металл из проволоки добавляется к сварному шву и немного набухает. Если вы свариваете стыковое соединение, которое должно выглядеть хорошо, оставьте небольшой зазор, по крайней мере, толщиной проволоки, чтобы свести к минимуму налипание. Шлифование под прямым углом к соприкасающимся поверхностям также создаст место для проволоки и снизит профиль валика. Это не было решающим шагом в этом проекте, потому что эти сварные швы находятся в нижней части полок и их не будет видно.
Это не было решающим шагом в этом проекте, потому что эти сварные швы находятся в нижней части полок и их не будет видно.
Заземление металла
Заготовки необходимо заземлить, чтобы замкнуть цепь и создать дугу. Если ваше рабочее место представляет собой металлический стол, заземляющий зажим можно прикрепить к столу, но если это деревянный стол, зажим необходимо прикрепить непосредственно к заготовке. Примечание. Вы можете построить стол на земле, чтобы избежать ожогов на столешнице верстака. Мы не возражали против оценок.
Сначала прикрепите
Выровняйте распорки полок на поверхности стола и зажмите их вместе. Прикрепите каждый угол скобы к столу и друг к другу перед сваркой всего соединения. Это позволит вам внести коррективы, если что-то пойдет не так.
Рассеять тепло
Слишком долгая сварка в какой-либо одной области создает избыточное тепло, которое расширит металл настолько, что весь объект может деформироваться при остывании. Приварите несколько дюймов с одной стороны, поверните узел, приварите несколько дюймов с другой стороны и так далее. Нет необходимости заваривать весь стык между поверхностью стола/полки и распорками. Примечание. Вытяжные устройства стоят от 1200 долларов, но в них нет необходимости, если вы свариваете в хорошо проветриваемом помещении.
Приварите несколько дюймов с одной стороны, поверните узел, приварите несколько дюймов с другой стороны и так далее. Нет необходимости заваривать весь стык между поверхностью стола/полки и распорками. Примечание. Вытяжные устройства стоят от 1200 долларов, но в них нет необходимости, если вы свариваете в хорошо проветриваемом помещении.
Придайте квадратную форму, закрепите, прихватите, а затем приварите
Выполните ту же процедуру, что и при сборке стола и полки: перед сваркой всех соединений убедитесь, что все правильно установлено и подходит друг к другу. Беритесь за одну ногу за раз. Подровняйте ножку к полке по горизонтали и вертикали, прежде чем прибить ее на место, а затем подровняйте, зажмите и прикрепите ножку к столешнице. Выполните ту же процедуру для остальных трех ножек. Имеются магниты, помогающие удерживать детали на месте, но обрамляющий угольник и С-образные зажимы также подойдут.
Защита резьбы от брызг
Приобретайте ролики с резьбовыми стержнями (болтами), чтобы их можно было заменить в случае повреждения.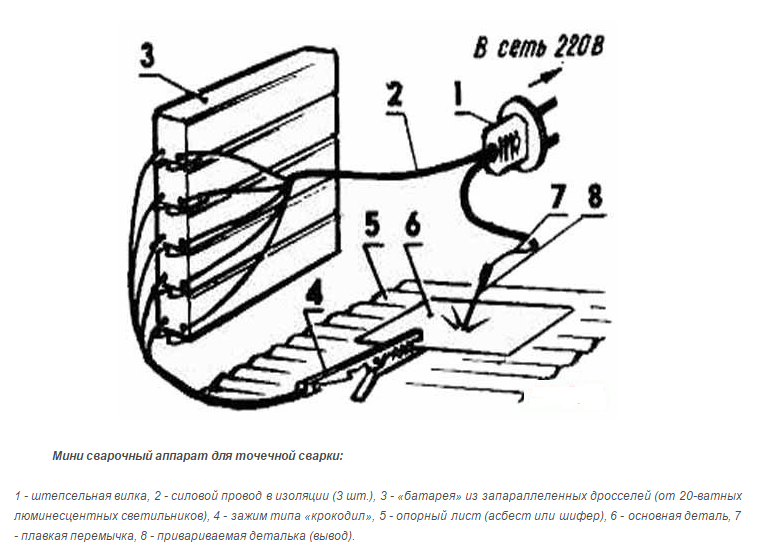 Приварите гайку на место, пока она прикреплена к ролику. Таким образом, ролик идеально совпадет с нижней частью ноги. Всякий раз, когда вы свариваете рядом с гайками и болтами, всегда защищайте резьбу лентой.
Приварите гайку на место, пока она прикреплена к ролику. Таким образом, ролик идеально совпадет с нижней частью ноги. Всякий раз, когда вы свариваете рядом с гайками и болтами, всегда защищайте резьбу лентой.
Accessorize
Вы всегда будете искать безопасное место для установки сварочной горелки, поэтому держатель горелки является обязательным аксессуаром на каждом сварочном столе. Простая труба прекрасно работает. Вы также можете добавить коробку в конце для хранения ручных инструментов.
Сварка «вертикально вниз»
Лучше всего сваривать сверху вниз, поэтому по возможности старайтесь, чтобы поверхность сварки находилась в вертикальном положении. Процесс дугового разряда превращает металл в жидкость, а гравитация тянет его вниз, в результате чего валик становится более гладким.
Отшлифуйте острые края
Отшлифуйте острые края стола и любые некрасивые бусины, которые вы хотите сгладить. Очистите поверхность металла перед покраской.
