
Сварочный аппарат для контактной сварки конденсаторного типа
Приветствую всех читателей сайта «Вольт-Индекс», иногда делая те или иные проекты на основы литиевых аккумуляторов, многие читатели часто критикуют, что литиевые батарейки нельзя паять. Это конечно так, но если паять очень быстро и не нагревать чрезмерно – можно. Входе этой статьи мы постараемся сделать аппарат для контактной сварки конденсаторного типа.
На самом деле в интернете очень много вариантов построения таких аппаратов, но мы остановимся на самом простом и безотказном. Это бестрансформаторная или ударная контактная сварка, чтобы потом не путаться хочу сказать, что трансформатор на нашей схеме.
Все же есть, он предназначен для зарядки конденсатора. Но есть сварочные аппараты, где емкость конденсатора разряжается на месте сварки не напрямую, а через разделительный трансформатор.
Такие аппараты называют трансформаторными.
В отличие от обычных аппаратов контактной сварки, у которых процесс происходит нагреванием двух металлов, конденсаторная сварка не нагревает деталь из-за очень кратковременного процесса сварки. Это особенно хорошо для пайки аккумуляторов.
Это особенно хорошо для пайки аккумуляторов.
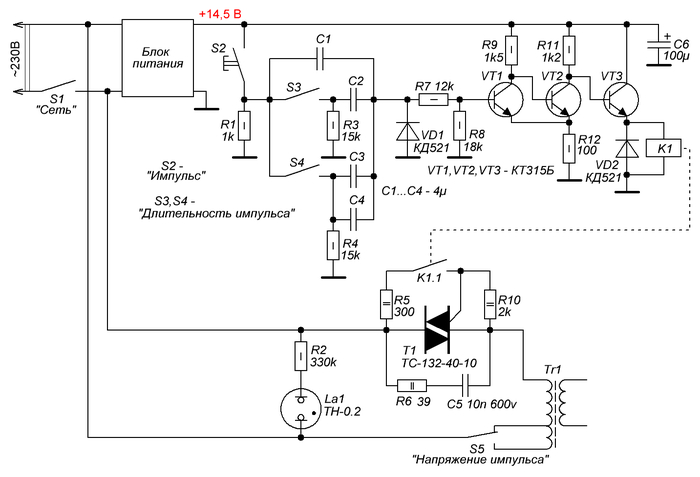
В схеме S3 подключается на массу. В архиве на схеме, все исправлено.
Принцип работы следующий.
Напряжение с сетевого трансформатора выпрямляется двухполупериодным выпрямлителем и заряжает электролитический конденсатор большой емкости. Целесообразно использовать батарею из параллельно соединенных конденсаторов одинакового напряжения и емкости.
Если честно, емкости могут отличаться, но важно чтобы конденсаторы имели одинаковое расчетное напряжение.
В момент сварки вся емкость конденсатора разряжается на определенной точке, к которой подключаются съемные контакты. Притом в качестве этих контактов иногда могут быть использованы сами детали, которые нужно сварить вместе.
Моментальный разряд емкости мощных конденсаторов вызывает огромный скачок тока, процесс очень кратковременный, но токи могут доходить до десятков тысяч ампер в зависимости от емкости и напряжения конденсаторной батареи.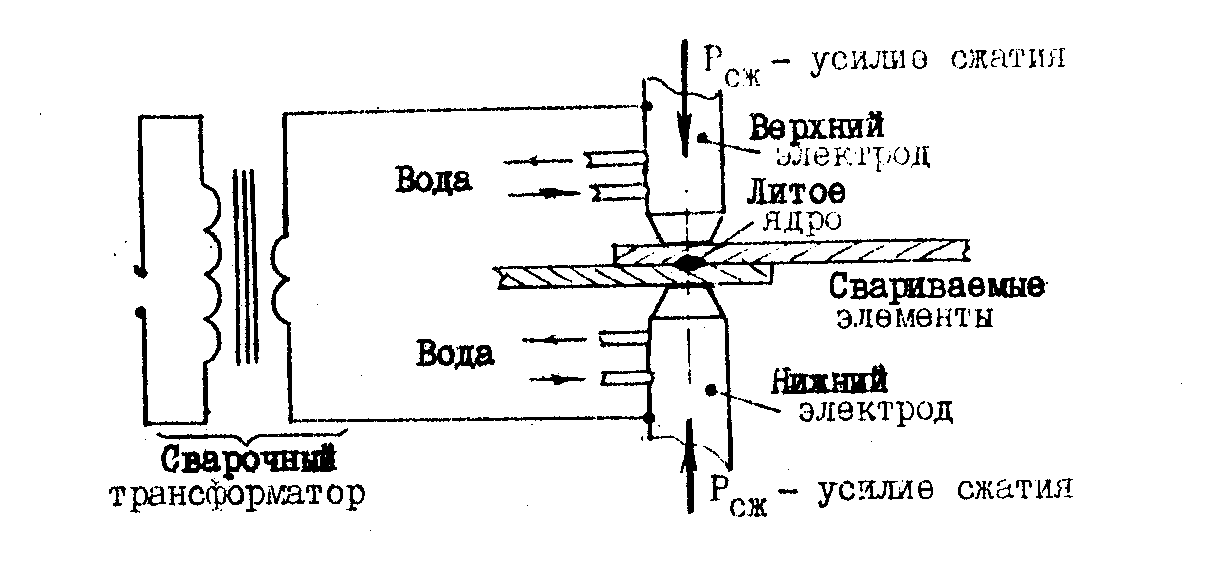 Кратковременный разряд такой емкости приводит к моментальному плавлению металла под электродами.
Кратковременный разряд такой емкости приводит к моментальному плавлению металла под электродами.
Давайте более подробно рассмотрим систему.
Напряжение было выбрано порядка 40 вольт. Такое напряжение полностью безопасно для человека, хотя все зависит от физиологии индивида. Для кого-то и 12 вольт максимум.
Но, во всяком случае, 40 вольт не смертельно. Поскольку аппарат планировался с питанием от сети нужно использовать понижающий трансформатор для зарядки конденсаторов.
В нашем случае был использован трансформатор, выдающий на вторичке около 30 вольт при токе в 1.5 ампера, что отлично подходит для наших целей.
После выпрямителей напряжение на конденсаторах будет порядка 40 вольт. Естественно из-за нестабилизированного источника это напряжение может отклоняться в ту или иную сторону в зависимости от напряжения в сети.
В принципе подойдет любой трансформатор мощностью свыше 50 ватт, которое обеспечивает на выходе нужное напряжение. От тока вторичной обмотки будет зависеть время зарядки конденсаторов.
От тока вторичной обмотки будет зависеть время зарядки конденсаторов.
Для ограничения тока заряда конденсатора использован 10 ваттный резистор проволочного типа с сопротивлением 10-15 Ом.
Если же не ограничивать ток заряда, то система будет потреблять колоссальные токи, в следствие чего может сгореть диодный мост.
В аппарате предусмотрен тиристорный замыкатель.
При нажатии слаботочной кнопки сработает мощный тиристор, который разрядит всю емкость конденсаторной батареи, то есть произойдет короткое замыкание. В нашем случает был взят тиристор Т 171-320.
Кратковременный ударный ток в нашей системе может доходить до 4 000 ампер.
Для того, чтобы этот «монстр» сработал нужно подать на управляющий электрод напряжение от 3.5 – 12 вольт. Указанное напряжение можно получить путем использования делителя напряжение на базе двух резисторов на 0.5 -1 ватт. Их подбором в средней точке нужно получить раннее указанное напряжение.
В качестве диодного выпрямителя был использован готовый мост на 10 Ампер, напряжение моста не менее 100 вольт, хотя такие мосты делают на 400 и более вольт.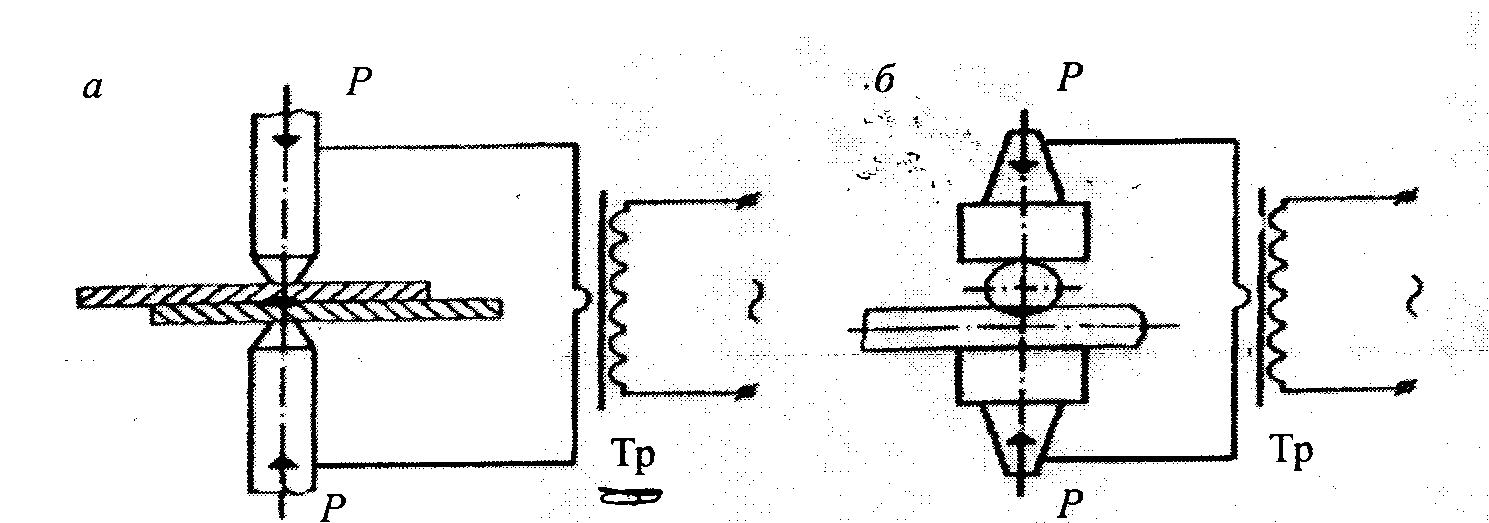 Мост в ходе работы не нагревается, но желательно посадить его на теплоотвод.
Мост в ходе работы не нагревается, но желательно посадить его на теплоотвод.
Цепочка из резистора, светодиода и стабилитрона представляет собой индикатор заряда конденсаторов и при достижении на них около 40 вольт светодиод загорается, что свидетельствует, о том, что аппарат готов к использованию.
Можно также использовать цифровой вольтметр.
При отсутствии стабилитронов на 40 вольт можно использовать несколько штук меньших номиналов.
Светодиод можно взять любой, а ограничительный резистор 0.25 ватт.
Конденсаторы были взяты с напряжением в 50 вольт – желательно на 63 либо 100 вольт. Общая емкость батареи составила 41 000 мкф.
Конечно можно увеличить емкость конденсатров лишь бы тиристор справился, а увеличение емкости даст возможность варить более крупные детали.
Конденсаторы были запаяны на общую плату, дорожки были дополнительно усилены. Также парралельно к конденсаторам был запаян 5 ваттный резистор на 1. 5 кОм. Для разряда последних после выключения прибора. Также была предусмотрена кнопка для экстренного разряда емкости. Здесь принцип тот же – разряд через резистор только в этом случае он низкоомный.
5 кОм. Для разряда последних после выключения прибора. Также была предусмотрена кнопка для экстренного разряда емкости. Здесь принцип тот же – разряд через резистор только в этом случае он низкоомный.
Для запуска тиристора можно использовать абсолютно любой низковольную кнопку.
В первичной цепи трансформатора можно внедрить простой диммер. Это позволит регулировать напряжение на конденсаторах и выбрать оптимальное напряжение для сварки деталей из определенных металлов.
Прикрепленные файлы: СКАЧАТЬ.
Автор: АКА КАСЬЯН
Трансформатор для контактной сварки своими руками
Среди множества видов сварочных процессов можно выделить точечную. Ее применяют при создании систем вентиляции и кондиционирования, для соединения тонкостенных корпусных деталей и множества других конструкций.
Точечная контактная сваркаВиды точечной сварки
К точечной относят один из видов контактной сварки, в ходе выполнения которой детали соединяют по отдельным точкам. Электроды, выполненные из разных материалов, сжимают заготовки и передают через себя электрический ток соответствующих характеристик. Расположение точек контакта, напрямую зависит от того как установлены электроды в машине, используемой для сварки. Опять же в зависимости от конструкции машины и электродов допустимо получение одной или нескольких точек сварки.
Электроды, выполненные из разных материалов, сжимают заготовки и передают через себя электрический ток соответствующих характеристик. Расположение точек контакта, напрямую зависит от того как установлены электроды в машине, используемой для сварки. Опять же в зависимости от конструкции машины и электродов допустимо получение одной или нескольких точек сварки.
Контактную сварку используют для работы с черными и цветными металлами. Это могут быть детали, обработанные на механическом оборудовании, они могут иметь одинаковую или разную толщину. В качестве заготовок могут быть использованы листы, полученные на прокатных станах или кузнечно — прессовом оборудовании.
Такой вид сварки наиболее эффективен для изготовления деталей в транспортном машиностроении, при производстве различного по классам станочного оборудования и пр.
Особенности и принцип точечной сварки для выбора трансформатора
Метод точечной сварки применяют и на производственных площадках, и в кустарных мастерских. На производстве эту технологию применяют для работы с листовыми заготовками из разных марок металла – черного, цветного, нержавеющего и пр. С помощью точечной сварки обрабатывают детали разной формы и размеров, кроме того, на оборудовании такой сварки изготавливают пересекающиеся стрежни.
На производстве эту технологию применяют для работы с листовыми заготовками из разных марок металла – черного, цветного, нержавеющего и пр. С помощью точечной сварки обрабатывают детали разной формы и размеров, кроме того, на оборудовании такой сварки изготавливают пересекающиеся стрежни.
В домашней мастерской такую технологию применяют для выполнения ремонта бытовой техники, в т.ч. автомобильной, электрической, например, для наращивания силового кабеля.
Надо отметить то, что способ точечной сварки включает в себя несколько последовательных операций, причем, эти операции одинаковы и для промышленного, и для бытового оборудования.
На первом этапе заготовки, выполненные из металла, соединяют между собой в заданном пространственном положении. Для их фиксации могут быть использованы обыкновенные строительные струбцины или друга технологическая оснастка.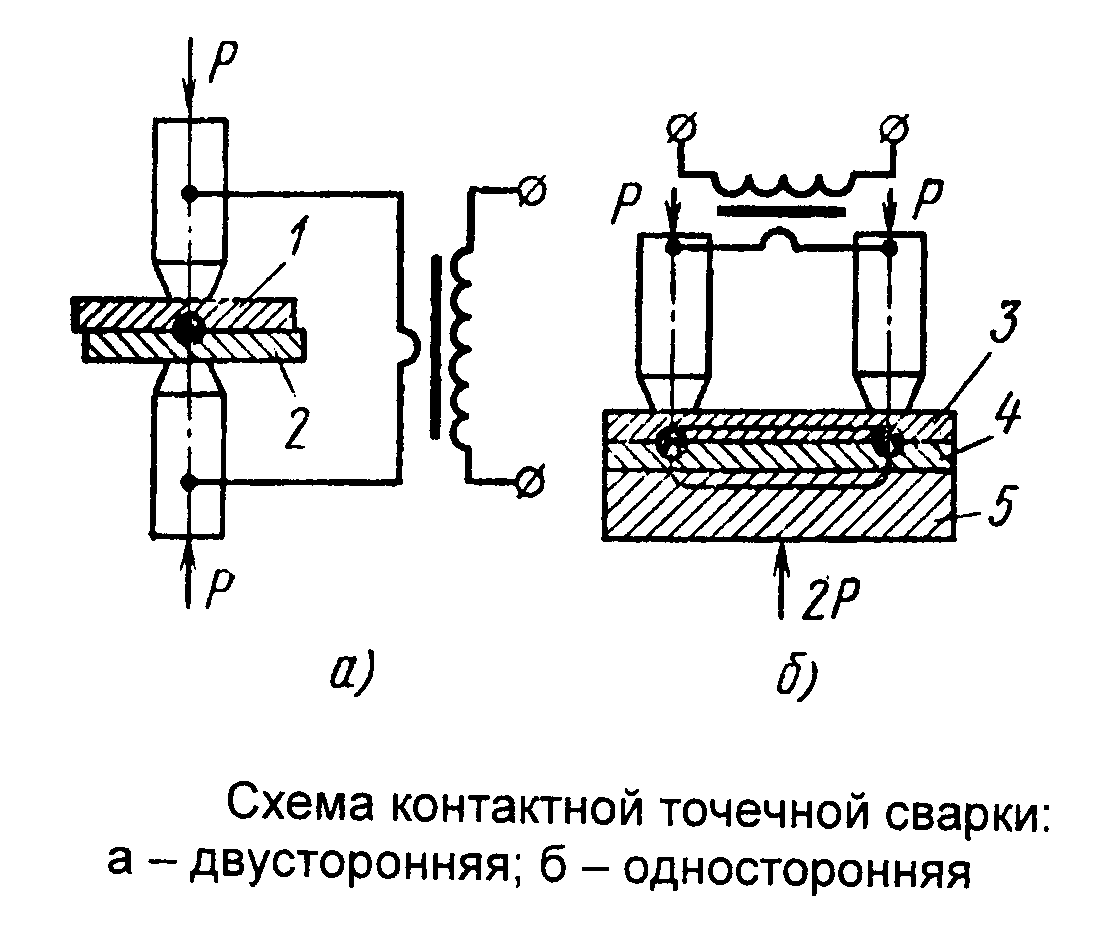
Затем, соединенные детали помещают в рабочую зону оборудования, в пространстве между электродами. После этого их приводят в движение, начинается сжимание заготовок и подача электрического тока с определенными характеристиками. Подаваемый ток, выполняет нагревание металла до определенной температуры, в результате, этого будет произведена необходимая деформация заготовок.
В промышленных условиях применяют автоматические установки точечной сварки, в условиях мастерской чаще применяют полуавтоматические сварочные аппараты. Некоторые виды оборудования позволяют получать до 600 сварных контактов в минуту.
Еще один способ точечной сварки — это лазерная. Ее применение обеспечивает высокое качество, получаемых швов.
Смысл сварки этого типа заключается в следующем:
После сильного нагрева заготовок происходит их оплавление и происходит образование однородной структуры (шва).
Главный параметр такого сварочного процесса – это импульсная характеристика тока.
Именно она обеспечивает требуемый нагрев. Кроме того, важную роль играет и сила, с которой заготовки прижимают друг с другом. Именно в результате этого происходит кристаллизация металлической структуры.
Импульсная сварка гарантирует максимальную прочность стыков, при практически полной автоматизации сварочного процесса. Но главный недостаток такой технологии это невозможность обеспечения 100% герметичности заготовок между собой.
Виды трансформаторов для сварки
Технические характеристики трансформаторов должны обеспечивать такие технические свойства, которые позволяют с минимальными потерями произвести нагрев, расплав и соединение обрабатываемых деталей.
Трансформатор, предназначенный для производства сварных работ, имеет простую конструкцию и именно поэтому, многие домашние мастера предпочитают его изготавливать самостоятельно.
В конструкцию входит несколько составных частей:
Сердечник для трансформатора
- Сердечник, состоящий из нескольких пластин, выполненных из стали.
 Для сборки магнитопровода применяют пластины, изготовленные из электротехнической стали. На нем устанавливают одну или несколько обмоток. Настройку напряжения выполняют с помощью винтовой пары, которая проходит через сердечник и обмотку.
Для сборки магнитопровода применяют пластины, изготовленные из электротехнической стали. На нем устанавливают одну или несколько обмоток. Настройку напряжения выполняют с помощью винтовой пары, которая проходит через сердечник и обмотку. - Металлический корпус предназначен для защиты устройства от каких-либо повреждений. Кроме того, в состав трансформатора входят устройства вентиляции, рукояти и колеса для транспортировки.
Номинальное рабочее напряжение составляет 220 или 380 вольт и это позволяет их использовать и на промышленных объектах, и домашнем хозяйстве. Технические характеристики трансформатора допускают производить работы с металлическими заготовками разной формы и размеров.
Трансформатор для контактной сварки, состоит из тех же узлов, что и для традиционной. Это оборудование работает в режиме коротких, но часто повторяющихся нагрузок. Это приводит к тому, что обмотки испытывают серьезные динамические нагрузки. Для их компенсации в трансформаторах для точечной сварки применяют сердечник броневого типа и дисковые обмотки.
Это приводит к тому, что обмотки испытывают серьезные динамические нагрузки. Для их компенсации в трансформаторах для точечной сварки применяют сердечник броневого типа и дисковые обмотки.
Трансформатор для контактной сварки ТВК-75
Трансформатор для контактной сварки ТВК-75 предназначается для работы в составе электросварного оборудования для точечной сварки, которые эксплуатируются в закрытых помещениях при соблюдении ряда условий. Магнитопровод в этом трансформаторе имеет ленточную конструкцию, и стянут в раму с помощью шпилек. Обмотки этого трансформатора дисковые. Для изготовления первой обмотки применяют теплостойкий кабель ПСД.
Трансформатор для контактной сварки ТВК-75
Вторая обмотка собрана из отдельных дисков и с помощью металлических деталей, выполненных из меди, они собраны в параллельную схему.
Для охлаждения вторичной обмотки используют проточную воду, которая перемещается по специально проложенным трубам. Обмотки залиты эпоксидной смолой.
Напряжение регулируется с помощью переключателей, которые установлены на сварочной машине. К основным параметрам трансформатора этой марки можно отнести следующее:
К основным параметрам трансформатора этой марки можно отнести следующее:
Охлаждение водой, аппарат изготовлен по классу изоляции F. За счет использования технологии Unicore трансформатор несет минимальные потери в магнитопроводе. Производитель выпускает трансформатор в климатическом исполнении УХЛ4.
Трансформатор для контактной сварки ТКС — 4500 Каскад
Трансформатор для контактной сварки ТКС — 4500 Каскад используют для сварки деталей из малоуглеродистых сталей совокупной толщиной до 4 мм.
Расчет трансформатора для сварки
Магнитопровод и обмотки отвечают за создание рабочих параметров устройства. То есть, зная, какие характеристики должны быть у трансформатора можно просчитать параметры обмоток, сердечника и сечения всех проводов.
Для выполнения расчетов необходимо взять следующие данные:
Сварочный трансформатор своими руками
- Напряжение на первой обмотке.
- Напряжение на второй обмотке.
- Сила тока на второй обмотке.
 Размер этого параметра определяется типом электродов и размерами заготовки.
Размер этого параметра определяется типом электродов и размерами заготовки. - Площадь сердечника. Этот параметр определяет надежность трансформатора в целом. Оптимальным размером можно считать от 45 до 55 кв. см.
- Размер площади окна сердечника. Оптимальным считают размер от 80 до 110 кв. см.
- Плотность тока внутри обмотки. Этот параметр отвечает за потери в обмотке. Для аппаратов, выполненных своими руками, эта характеристика составляет 2,5 – 3 А.
Самодельный аппарат из микроволновой печи
Для установки в домашней мастерской высокопроизводительного сварочного оборудования нет необходимости в приобретении дорогостоящего оборудования. Для этого достаточно использовать старую микроволновую печь. Точнее, ее трансформатор. Он в состоянии обеспечить напряжение необходимо для выполнения точечной сварки.
При извлечении трансформатора из корпуса микроволновой печи необходимо соблюдать аккуратность. Сначала надо снять все крепежные детали, и удалить вторичную обмотку. Кроме этого необходимо удалить шунты, встроенные в ограничители тока. Точечная сварка, изготовленная из микроволновой печи, обеспечивает мощность в 700 – 800 Вт и это позволяет выполнять сварку стальных листов толщиной до 1 мм.
Сначала надо снять все крепежные детали, и удалить вторичную обмотку. Кроме этого необходимо удалить шунты, встроенные в ограничители тока. Точечная сварка, изготовленная из микроволновой печи, обеспечивает мощность в 700 – 800 Вт и это позволяет выполнять сварку стальных листов толщиной до 1 мм.
Строение трансформатора
Как и для любого другого сварочного устройства для его работы потребуется электрод.
Создание электродов
Сварочное оборудование позволяет выполнять большое количество работ по неразъемному соединению деталей, выполненных из металла. Для выполнения этой операции применяют электроды. Те, которые применяют для точечной сварки, называют сварочные клещи. Их можно купить и в специализированном магазине, а можно изготовить своими силами.
Электрод для контактной сварки
Сварочные клещи состоят из:
- захвата, который несет токонесущие части;
- собственно электроды;
- сварочные кабели;
- механизм управления.
Для качественного сварного соединения необходимо, чтобы на выходе из аппарата было устойчивое пониженное напряжение и повышенная сила тока. Часто, для достижения необходимых параметров применяют аппараты с усиленной второй обмоткой.
Часто, для достижения необходимых параметров применяют аппараты с усиленной второй обмоткой.
Напряжение с обмотки поступает на сварочные клещи, в которые вставляют заготовки, подлежащие сварке.
Когда заготовки собраны между собой и помещены в рабочее пространство электроды сжимают. Это можно выполнить в ручном, а можно и в автоматическом режимах. Одновременно с этим на электроды подается ток надлежащей мощности. Он вызывает нагрев металла, его расплав и перемешивание. Так, выполняется контактная сварка. Диаметр пятна контакта определяет размер силы тока и время выдержки деталей между электродами.
Сварка цветных металлов точечной сваркой
В промышленности широко применяют точечную сварку цветных металлов. В качестве примера можно рассмотреть сварку алюминия. Важным моментом в точечной сварке является удаление с поверхности заготовок оксидной пленки.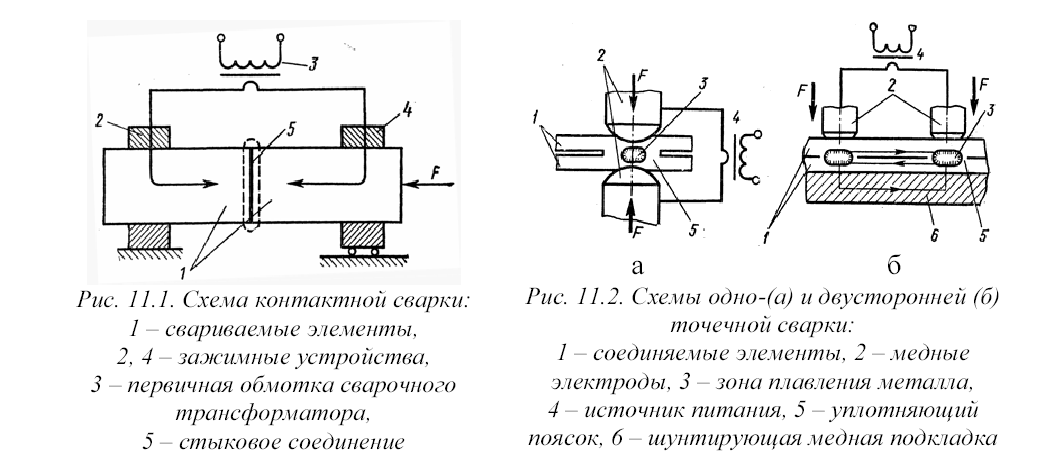 Как правило, ее удаляют с применением стальной щетки или абразивной шкурки нулевого размера. Другой, не менее распространенный способ удаления оксидной пленки – это химический.
Как правило, ее удаляют с применением стальной щетки или абразивной шкурки нулевого размера. Другой, не менее распространенный способ удаления оксидной пленки – это химический.
Для того применяют серную или хромовую кислоту. Но, такой способ применяют в условиях серийного производства.
Для сварки цветных металлов, в частности, алюминия необходимо использовать машины большой мощности. Так, для сварки двух листов дюраля толщиной в 0,5 мм потребует ток в 12 000 А.
Технология конденсаторной сварки
Одна из разновидностей контактной сварки – конденсаторная. Такой метод сварки известен с первой половины прошлого века. Сварка происходит за счет расплавления заготовок в тех местах, где происходит короткое замыкание тока, которое получают из энергии разряда конденсаторов. Время процесса сварки составляет от 1 до 3 миллисекунд.
Технология конденсаторной сварки
В основе такого сварочного аппарата находится конденсаторная емкость, заряжаемая от источника постоянного напряжения.
По достижении потребного количества энергии в емкости, электроды смыкают в месте сварки. Ток, протекающий между заготовками, вызывает необходимый нагрев поверхности и в результате металл плавится и образуется шов высокого качества.
К достоинствам конденсаторной сварки можно отнести:
Скорость, применение автоматизированного оборудования позволяет получать до 600 точек сварки в минуту. Точность позиционирования и соединения заготовок. Малое выделение тепла, отсутствие расходных материалов – проволоки или электродов.
На практике применяют два вида аппаратов такого типа сварки. Первые обеспечивают разряд из накопителей энергии на поверхности деталей, вторые получают разряд от второй обмотки трансформатора. Первый метод применяют при проведении ударно-конденсаторной сварки, второй применяют тогда, когда речь идет о необходимости получения качественного шва.
Такая сварка отличается экономичностью и поэтому ее часто применяют в условиях домашней мастерской. На рынке можно встретить устройства с мощностью в 100 – 400 Вт, которые часто применяют для работы в небольших мастерских по ремонту автомобильных кузовов.
Продолжительность нагрева и сила давления
Режимы сварки определяют следующими характеристиками – силой тока, длительностью нагрева, силой сжатия, размерами рабочего конца электрода.
Особенности выбора и использования электродов
Электроды для такой сварки должны иметь форму и размер, которые обеспечат его доступ к рабочему месту. Кроме того, электроды должны быть приспособлены для простой и надежной установки в сварочной машине и иметь высокую стойкость к износу. Самая простая конструкция электрода для точечной сварки – прямая. Их производят в соответствии с требованиями ГОСТ 14111-69.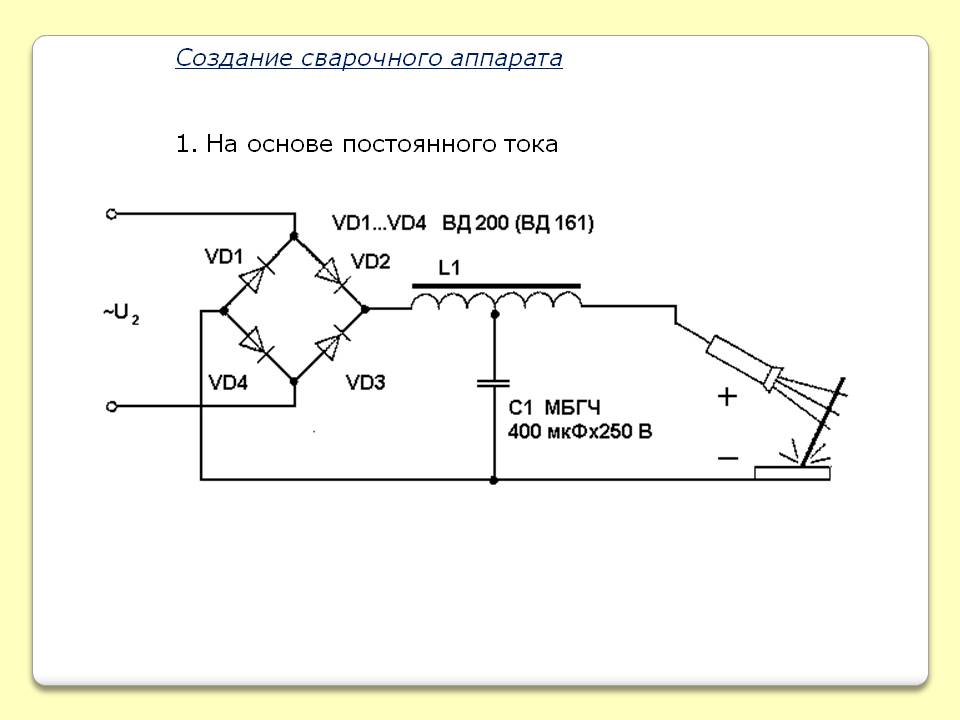 Для их производства применяют различные сплавы на основе меди.
Для их производства применяют различные сплавы на основе меди.
Электрод для конденсаторной сварки
Например, при сварке разных металлов электроды должны обладать низкой электропроводностью. Но если, из металла такого типа изготовить весь электрод, то он будет достаточно быстро нагреваться. В таком случае его необходимо выполнять из двух частей. Одну из меди, а другую из материала, который приспособлен для выполнения необходимой операции.
Точечная электросварка своими руками. Точечная сварка своими руками. Клещи для трансформатора
Самыми простыми в изготовлении являются сварочные аппараты контактной точечной сварки переменного тока с нерегулируемой силой тока. Управление процессом сварки осуществляется изменением продолжительности электрического импульса – с использованием реле времени или вручную с помощью выключателя.
Прежде чем рассматривать конструкции самодельных аппаратов для контактной точечной сварки, следует напомнить закон Ленца-Джоуля: при прохождении электрического тока по проводнику количество теплоты, выделяемое в проводнике, прямо пропорционально квадрату тока, сопротивлению проводника и времени, в течение которого электрический ток протекал по проводнику (Q=I 2 R t).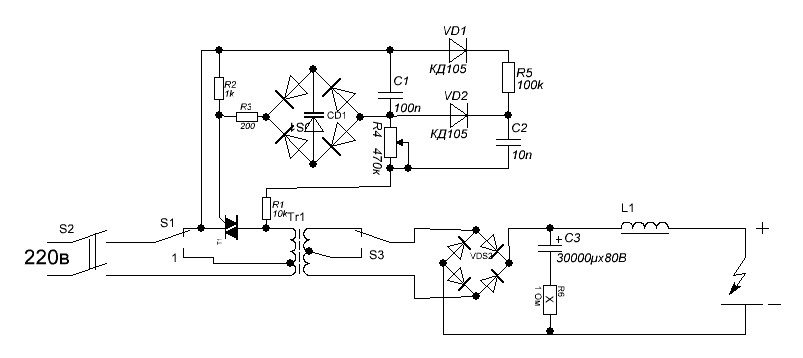 Это значит, что при токе 1000А на плохо выполненных соединениях и тонких проводах теряется примерно в 10000 раз больше энергии, чем при токе 10А. Поэтому нельзя пренебрегать качеством электрической цепи.
Это значит, что при токе 1000А на плохо выполненных соединениях и тонких проводах теряется примерно в 10000 раз больше энергии, чем при токе 10А. Поэтому нельзя пренебрегать качеством электрической цепи.
Трансформатор . Основная составляющая часть любого оборудования для контактной точечной сварки – силовой трансформатор с большим коэффициентом трансформации (для обеспечения большого сварочного тока). Такой трансформатор можно сделать из трансформатора от мощной микроволновой печки (мощность трансформатора должна быть около 1 кВт или выше) питающего магнетрон.
Эти трансформаторы отличаются своей доступностью и большой мощностью. Такого трансформатора хватит для аппарата точеной сварки, способного сваривать стальные листы толщиной 1 мм. Если потребуется более мощный аппарат точечной сварки, то можно использовать два (и более) трансформатора (как это организовать описано ниже).
В микроволновке, для работы магнетрона необходимо очень высокое напряжение (около 4000В). Поэтому трансформатор питающий магнетрон, не понижающий, а повышающий. У его первичной обмотки количество витков меньше, чем у вторичной, а толщина обмоточного провода больше.
Поэтому трансформатор питающий магнетрон, не понижающий, а повышающий. У его первичной обмотки количество витков меньше, чем у вторичной, а толщина обмоточного провода больше.
На выходе таких трансформаторов до 2000В (на магнетрон подается напряжение удвоенное удвоителем), поэтому не стоит проверять работоспособность трансформатора включая его в сеть и измеряя напряжение на выходе.
От такого трансформатора нужен магнитопровод и первичная обмотка (та, где меньше витков и провод толще). Вторичная обмотка срезается ножовкой или отрубается стамеской (если магнитопровод надежно сварен, а не склеен), выбивается стержнем или высверливается и выковыривается. Необходимость в высверливании возникает, когда обмотка набита в окно очень плотно и попытка её выбить может привести к разрушению магнитопровода.
При удалении вторичной обмотки нужно стараться не повредить первичную обмотку.
Кроме двух обмоток, в трансформатор могут быть вмонтированы шунты, ограничивающие ток, их тоже обязательно нужно убрать.
После извлечения из трансформатора ненужных элементов, наматывается новая вторичная обмотка. Для обеспечения большого тока, близкого к 1000А, необходим толстый медный провод, площадью сечения более 100 мм 2 (провод диаметром более 1 см). Это может быть либо один многожильный провод, либо пучок нескольких проводов небольшого диаметра. Если изоляция провода толстая и мешает сделать достаточное количество витков, то её можно снять, а провод обмотать тканевой изолентой. Длина провода должна быть наименьшей из возможной, чтобы не создавать дополнительного сопротивления.
Делается 2-3 витка. На выходе должно получиться около 2В, этого будет достаточно. Если удастся впихнуть в окна трансформатора больше витков, то выходное напряжение будет больше, следовательно будет дольше ток (в сравнении с меньшим количеством витков провода такого же диаметра) и мощность аппарата.
Если есть два одинаковых трансформатора, то их можно объединить в один, более мощный, источник тока.
Например, в случае недостаточно мощных трансформаторов, каждый из трансформаторов мощностью 0,5 кВт имеет входное напряжение 220В, выходное напряжение равно 2В при номинальном токе 250А (значение взято для примера, пусть кратковременный ток сварки будет 500А). Соединив одноименные выводы первичных и вторичных обмоток, получим устройство, в котором при том же значении напряжения (2В) номинальное значение выходного тока составит 500А (почти также удвоится и ток сварки, будут больше потери из-за сопротивлений).
При этом, показанные на схеме соединения в цепи вторичных обмоток должны быть на электродах, то есть в случае двух трансформаторов мощностью 0,5 кВт будет два одинаковых провода диаметром 1 см, концы которых соединены с электродами.
Если ошибиться в соединении выводов первичной или вторичной обмоток, то буде короткое замыкание.
Если есть два достаточно мощных трансформатора и нужно увеличить напряжение, а размеры окна магнитопровода не позволяют сделать нужное количество витков толстым проводом на одном трансформаторе, то вторичные обмотки двух трансформаторов соединяются последовательно (один провод протягивается через два трансформатора), с одинаковым количеством витков на каждом трансформаторе. Направление витков должно быть согласованно, чтобы не получилось противофазы и как следствие, напряжения на выходе близкого к нулю (сначала можно поэкспериментировать с тонкими проводами).
Обычно в трансформаторах одноименные выводы обмоток всегда обозначены. Если по каким-либо причинам они неизвестны, то их можно определить, поставив простой эксперимент, схема которого изображена ниже.
Здесь входное напряжение подается на последовательно соединенные первичные обмотки двух одинаковых трансформаторов, а на выходе, образованном последовательным соединением вторичных обмоток, включен вольтметр переменного напряжения. В зависимости от направления включения обмоток может быть два случая: вольтметр показывает какое-то напряжение или напряжение на выходе равно нулю. Первый случай свидетельствует о том, что и в первичной, и во вторичной цепях объединены между собой разноимённые выводы соответствующих обмоток. В самом деле, напряжение на каждой из первичных обмоток равно половине входного и трансформируется во вторичных обмотках с одинаковыми коэффициентами трансформации. При указанном включении вторичных обмоток напряжения на них суммируются и вольтметр дает удвоенное значение напряжения каждой из обмоток. Нулевое показание вольтметра свидетельствует о том, что равные по значению напряжения на последовательно включенных вторичных обмотках трансформаторов имеют противоположные знаки и, следовательно, какая-либо из пар обмоток объединена одноименными выводами. В этом случае, изменив, например, последовательность соединения выводов первичных обмоток так, как это показано на рисунке (б), получим на выходе удвоенное значение выходного напряжения каждой из вторичных обмоток и можно будет считать, что обмотки трансформатора соединены
В зависимости от направления включения обмоток может быть два случая: вольтметр показывает какое-то напряжение или напряжение на выходе равно нулю. Первый случай свидетельствует о том, что и в первичной, и во вторичной цепях объединены между собой разноимённые выводы соответствующих обмоток. В самом деле, напряжение на каждой из первичных обмоток равно половине входного и трансформируется во вторичных обмотках с одинаковыми коэффициентами трансформации. При указанном включении вторичных обмоток напряжения на них суммируются и вольтметр дает удвоенное значение напряжения каждой из обмоток. Нулевое показание вольтметра свидетельствует о том, что равные по значению напряжения на последовательно включенных вторичных обмотках трансформаторов имеют противоположные знаки и, следовательно, какая-либо из пар обмоток объединена одноименными выводами. В этом случае, изменив, например, последовательность соединения выводов первичных обмоток так, как это показано на рисунке (б), получим на выходе удвоенное значение выходного напряжения каждой из вторичных обмоток и можно будет считать, что обмотки трансформатора соединены 
Чтобы сделать своими руками более мощный аппарат точечной сварки можно соединить подобным же образом больше трансформаторов, если только это позволяет сделать сеть. Слишком мощный трансформатор будет вызывать большое падение напряжения в сети, приводить к срабатыванию предохранителей, миганию лампочек, жалобам соседей и т.п. Поэтому мощность самодельных аппаратов для точечной сварки ограничивают обычно значениями, которые обеспечивают силу сварочного тока в 1000-2000А. Нехватку силы тока компенсируют увеличением времени сварочного цикла.
Электроды . В качестве электродов используются стержни (прутки) из меди. Чем толще будет электрод тем лучше, желательно чтобы диаметр электрода не был меньше диаметра провода. Для аппаратов небольшой мощности подходят жала от мощных паяльников.
Электроды необходимо периодически подтачивать, т.к. они теряют форму. Со временем они стачиваются полностью и требуют замены.
Со временем они стачиваются полностью и требуют замены.
Как уже писалось, длина провода, идущего от трансформатора к электродам, должна быть минимальной. Также должно быть минимум соединений, т.к. на каждом соединении происходит потеря мощности. В идеале на оба конца провода надеваются медные наконечники, через которые провод соединяется с электродами.
Наконечники должны быть спаяны с проводом (жилы провода тоже должны быть спаяны). Дело в том, что со временем (возможно и при первом же запуске), в месте контактов происходит окисление меди приводящее к росту сопротивления и большой потере мощности, из-за чего аппарат может перестать сваривать. Плюс при обжиме наконечников площадь контакта меньше чем при пайке, что тоже увеличивает сопротивление контакта.
Из-за большого диаметра провода и наконечника для него, спаять их непросто, однако облегчить эту задачу могут продающиеся луженые наконечники под пайку.
Неспаянные соединения наконечников с электродами тоже создают дополнительное сопротивление и окисляются, но т. к. электроды должны быть съемными, неудобно каждый раз при замене отпаивать старые и припаивать новые. Тем более это соединение гораздо проще очистить от окислов, чем конец многожильного провода обжатого наконечником.
к. электроды должны быть съемными, неудобно каждый раз при замене отпаивать старые и припаивать новые. Тем более это соединение гораздо проще очистить от окислов, чем конец многожильного провода обжатого наконечником.
Органы управления . Единственными органами управления могут быть рычаг и выключатель.
Сила сжатия между электродами должна быть достаточной для обеспечения контакта свариваемых деталей меду электродами, и чем толще свариваемые листы, тем больше должна быть сила сжатия. На промышленных аппаратах эта сила измеряется десятками и сотнями килограмм, поэтому рычаг стоит делать подлиннее и покрепче, а основание аппарата помассивнее и с возможностью крепления струбцинами к столу.
Большое усилие прижима у самодельных аппаратов для точечной сварки можно создать не только рычажным, но и рычажно-винтовым зажимом (винтовая стяжка между рычагом и основанием). Возможны и другие способы, требующие различного оборудования.
Выключатель должен устанавливаться в цепь первичной обмотки, потому что в цепи вторичной обмотки очень большой ток и выключатель будет создавать дополнительное сопротивление, кроме того контакты в обычном выключателе могут намертво свариться.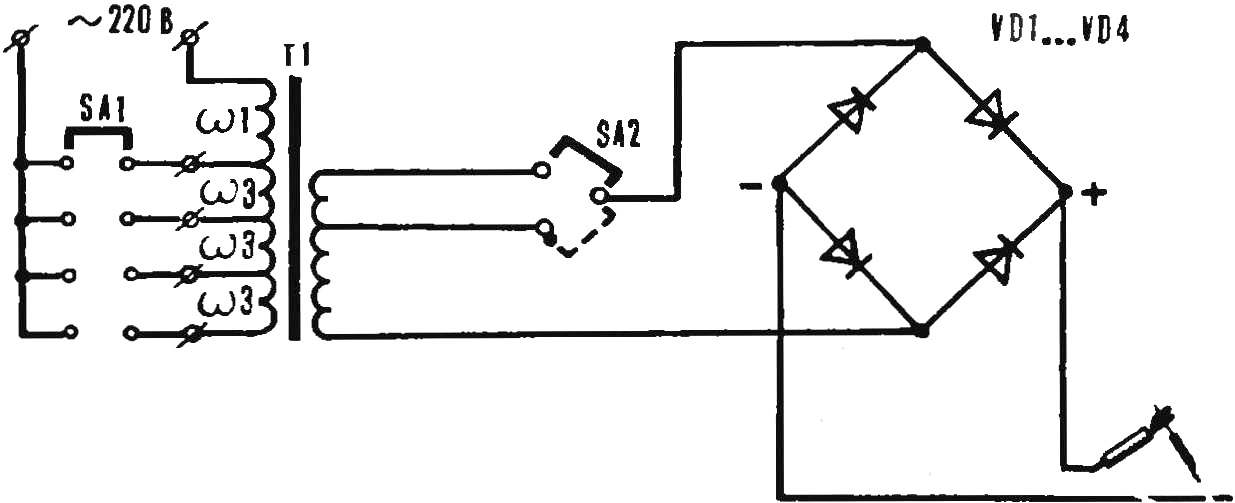
В случае рычажного прижимного механизма, выключатель следует монтировать на рычаге, тогда одной рукой можно давить на рычаг и включать ток. Вторая рука останется свободной для придерживания свариваемых деталей.
Эксплуатация . Включать и выключать сварочный ток необходимо только при сжатых электродах, в противном случае возникает интенсивное искрение, приводящее к подгоранию электродов.
Желательно использовать принудительное охлаждение аппарата с помощью вентилятора. При отсутствии последнего нужно постоянно контролировать температуру трансформатора, токопроводов, электродов и делать перерывы, чтобы не допустить их перегрева.
Качество сварки зависит от приобретенного опыта, который сводится в основном к выдерживанию необходимой продолжительности токового импульса на основании визуального наблюдения (по цвету) за сварной точкой. Подробнее про выполнение точечной сварки написано в статье Контактная точечная сварка .
Видео:
При использовании содержания данного сайта, нужно ставить активные ссылки на этот сайт, видимые пользователями и поисковыми роботами.
В быту используются аппараты дуговой сварки. Такие приспособления легко отыскать в свободной продаже, и они имеют относительно невысокую стоимость. Однако возникают ситуации, когда может понадобиться контактная сварка. Это устройство имеет достаточно высокую стоимость, а его покупка может быть нерентабельной. Чтобы сэкономить точечную сварку изготавливают своими руками.
Работает точечная сварка с помощью мощного кратковременного электрического импульса, подаваемого на электроды с инвертора. Детали нагреваются до температуры своего плавления, затем они соединяются между собой. На месте состыковки остается прочный сварной шов, возникший между двумя электродами. Особенность работы заключена в том, что место точечной сварки, ограничивается диаметром используемого электрода.
Перед объединением двух металлических частей, их плотно прижимают друг к другу. После контактной сварки, их требуется продержать под давлением.
Точечная сварка позволяет сваривать металл на небольших участках корпуса авто, при проведении кузовных работ, спаивать между собой провода и небольшие детали, ремонтировать электронику.
Как сделать точечную сварку своими руками из микроволновки
Мини-аппарат контактной сварки делают своими руками из некоторых запчастей микроволновки. Для самодельного агрегата потребуется извлечь следующие компоненты:
- Трансформатор.
- Выключатель.
- Сетевой шнур.
Извлечение трансформатора
Отделение трансформатора от микроволновки выполняется по следующему алгоритму:
- Разбирается СВЧ печь.
- Удаляются все крепления.
- Снимается трансформатор с посадочного места.
- Демонтируются детали микроволновки, необходимые для создания прибора для выполнения точечной сварки
Извлеченный трансформатор имеет мощность 700-800 Вт. Этого достаточно для обеспечения соединения металлических листов толщиной до 1 миллиметра. Для изготовления более мощного аппарата точечной сварки, проводят модернизацию этой детали.
На трансформаторе первичная и вторичная обмотки отличаются по толщине и количеству витков.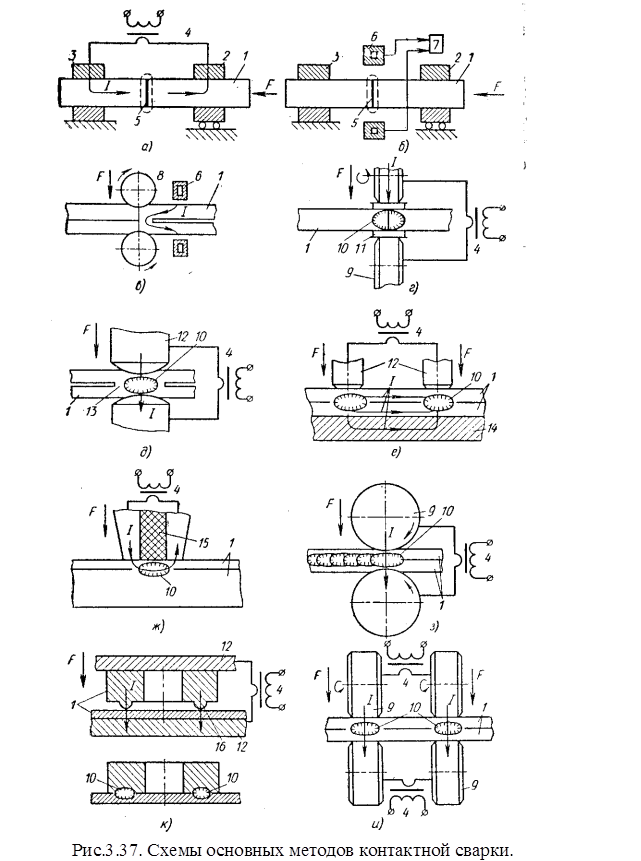 Вторичную обмотку с детали убирают с помощью зубила и молотка. При этом все операции проводятся аккуратно, в противном случае можно повредить магнитопровод. В этом случае, трансформатор будет испорчен.
Вторичную обмотку с детали убирают с помощью зубила и молотка. При этом все операции проводятся аккуратно, в противном случае можно повредить магнитопровод. В этом случае, трансформатор будет испорчен.
Вместо демонтированной обмотки используют провод, толщина которого не менее 1 см. Вокруг сердечника нужно намотать 2-3 оборота. Такая несложная модернизация позволяет увеличить напряжение тока на выходе до 1000 А.
Для точечного сварочного аппарата с повышенной мощностью используют два соединенных модернизированных трансформатора.
Модернизации трансформатора
При создании точечной сварки из микроволновки необходима модернизация сварочного трансформатора:
- При демонтаже вторичной обмотки, можно обнаружить ограничительные шунты. Их также снимают.
- Чем меньше будет создано витков новой вторичной обмотки, тем меньше будет сопротивление провода, и больше сила тока. Кабель не должен быть чрезмерно длинным.
- При намотке нового провода вторичной обмотки, могут возникнуть трудности из-за толстой изоляции.
 Следует позаботиться о замене стандартного прорезиненного изоляционного слоя на изоленту, имеющую тканевую основу. Такой провод должен обеспечивать выходное напряжение в 2В, а силу кратковременного тока в 800А.
Следует позаботиться о замене стандартного прорезиненного изоляционного слоя на изоленту, имеющую тканевую основу. Такой провод должен обеспечивать выходное напряжение в 2В, а силу кратковременного тока в 800А. - От правильного соединения двух трансформаторов, зависит работоспособность точечного аппарата. Элементы соединяют в цепь. Необходимо правильно соединить первичные и вторичные обмотки трансформаторов. Это можно сделать с помощью специальных маркировок. Если они отсутствуют, тогда предстоит сделать замеры при помощи вольтметра.
- Схема аппарата точечной сварки, используемого в домашних мастерских, подразумевает создание устройства мощностью не более 2000А. В противном случае, возникнет нагрузка на домашнюю сеть, что приведет к перебоям с электричеством. Также данная схема подразумевает проверку силы тока, и наличия коротких замыканий с помощью амперметра.
После создания электрической части, монтируют заземление и выключатель точечного сварочного аппарата.
Деталь берут с микроволновки. Далее изготавливают корпус, рычаги, держатели и электроды.
Создание электродов
Электроды для точечной сварки участвуют в подаче тока, выполняют прижимную функцию и отводят лишнее тепло. Для создания этих комплектующих, используют медь, этот материал устойчив к механическим и химическим воздействиям (основной металл имеет примеси в виде 0,7% хрома, и 0,4% цинка). Из различных роликов в интернете, можно получить подробную информацию о металлах, пригодных для создания электродов.
Клещи для свариваемых материалов, различаются в зависимости от типа обрабатываемого металла. Так, наконечники, выполненные из медных пластин, и имеющие плоскую рабочую поверхность, подойдут для соединения обычных сталей. Контактная сварка алюминия, меди, и высокоуглеродистых, легированных сталей, выполняется с помощью электродов со сферической рабочей поверхностью. Для осуществления соединения в труднодоступных местах, используют фигурные электроды.
Электроды должны иметь плотную фиксацию на держателе. Для этого посадочным частям придают форму конуса, а на некоторых – монтируют резьбу.
Диаметр электрода должен быть минимум в два раза больше толщины стыкуемых деталей.
Изготовление держателя
Оснащается рычагами управления. Их можно сделать из высокопрочного пластика или дерева. Для поднятия рычагов, используют обычную резинку, на концах деталей устанавливают крепления для электродов. Держатели не прикручивают к аппарату, а это связано с тем, что в некоторых случаях, для выполнения контактной сварки, нужно будет использовать каждый элемент по отдельности. Рычаги фиксируются с помощью отвертки или гвоздя.
Точечная сварка из аккумулятора
При создании, точечной сварки так же используют автомобильные аккумуляторные батареи. Такое приспособление применяют при спаивании батарей, и соединении мелких деталей при ремонте электроники. Конструкция контактного сварочного аппарата, состоит из источника питания, реле, специальной колодки и двух медных проводов. Рабочие концы проводов зачищают, они выступают в роли электродов.
Рабочие концы проводов зачищают, они выступают в роли электродов.
Ремонт электроники, проведение сложных кузовных работ, подразумевают использование точечной сварки. Сварочный шов получается прочным, а небольшая рабочая область позволяет проводить контактную сварку мелких деталей. Однако серийный аппарат контактной сварки стоит достаточно дорого. Рентабельно создать точечную сварку из микроволновки или . При соблюдении всех нюансов конструирования и техники безопасности, получится работоспособное устройство, способное скреплять листы металла толщиной до 5 миллиметров.
В радиолюбительской практике не часто применяется контактная сварка, но все же бывает. И когда такой случай настает, но нет ни желания, ни времени мастерить хороший и большой аппарат для точечной сварки. Да если и делать его, то потом он будет валяться без дела, так как следующее применение его может и не наступить.
Например, вам нужно соединить в цепь несколько аккумуляторных батарей. Соединяются они тонкой металлической лентой, без пайки припоем, так как аккумуляторы вообще не рекомендуют паять. Для таких целей я покажу вам как собрать простой аппарат для точечной контактной свари своими руками минут за 30.
Для таких целей я покажу вам как собрать простой аппарат для точечной контактной свари своими руками минут за 30.
- Нам понадобиться трансформатор переменного тока с напряжением вторичной обмотки 15-25 Вольт. Нагрузочная способность не имеет значения.
- Конденсаторы. Я взял 2200 мкФ – 4 штуки. Можно больше, в зависимости от мощности которую вам необходимо получить.
- Кнопка любая.
- Провода.
- Медная проволока.
- Диодная сборка для выпрямления. Можно так же использовать один диод, для полуволнового выпрямления.
Схема аппарата для контактной точечной сварки
Работа устройства очень проста. При нажатии на кнопку, которая установлена на сварочной вилке, происходит зарядка конденсаторов до 30 В. После этого на сварочной вилке появляется потенциал, так как конденсаторы подключены параллельно вилке. Для того чтобы сварить металлы соединяем их и прижимаем вилкой. При замыкании контактов происходит короткое замыкание, в результате чего проскакивают искры и металлы свариваются между собой.
Сборка аппарата для сварки
Припаиваем конденсаторы между собой.
Делаем сварочную вилку. Для этого берем два отрезка толстой медной проволоки. И припаиваем к проводам, изолируем места пайки изолентой.
Корпусом вилки будет служить алюминиевая трубка с пластиковой заглушкой, через которую будут торчать сварочные вывода. Чтобы вывода не проваливались, сажаем их на клей.
Также сажаем на клей заглушку.
Припаиваем провода к кнопке и прикладываем кнопку к вилке. Все обматываем изолентой.
То есть к сварочной вилке идут четыре провода: два для сварочных электродов и два для кнопки.
Собираем устройство, припаиваем вилку и кнопку.
Включаем, нажимаем кнопку зарядки. Происходит зарядка конденсаторов.
Измеряем напряжение на конденсаторах. Оно примерно равно 30 В, что вполне приемлемо.
Пробуем сваривать металлы. В принципе терпимо, учитывая то что я взял не совсем новые конденсаторы.
 Лента держится довольно неплохо.
Лента держится довольно неплохо.Но если вам нужно помощнее, то тогда можно доработать схему так.
Первое, что бросается в глаза, так это большее число конденсаторов, что существенно повышает мощность всего аппарата.
Далее, вместо кнопки – резистор сопротивлением 10-100 Ом. Я решил, что хватит с кнопкой баловаться – все заряжается само через 1-2 секунды. Плюс ко всему кнопка не залипает. Ведь ток мгновенного заряда также порядочный.
И третье это дроссель в цепи вилки, состоящий из 30-100 витков толстой проволоки на ферритовом сердечнике. Благодаря этому дросселю будет увеличено мгновенное время сварки, что повысит её качество, и будет продлена жизнь конденсаторов.
Конденсаторы, эксплуатирующийся в таком аппарате контактной сварки обречены на ранний выход из строя, так как такие перегрузки им не желательны. Но их с лихвой хватит на несколько сотен сварочных соединений.
Сморите видео сборки и испытаний
Прибор точечной контактной сварки может пригодиться при сборке изделий из тонкого стального листа от 0,1 до 4 мм, для работ с металлом на СТО при рихтовке вмятин, сварке небольших деталей в гараже.
Промышленные образцы устройств стоят не дешево, а вот собрать прибор контактной точечной сварки своими руками можно практически из подручных средств. Единственное, с чем придется повозиться, так это с поиском электрического трансформатора. В этом обзоре расскажем об устройстве и принципе действия прибора, схемах сборки аппарата, а также предложим несколько идей по созданию самодельного инструмента.
Читайте в статье:
Контактная точечная сварка – что это такое и где используется
Точечная контактная сварка относится к типу термомеханической сварки. Процесс работы на нем включает следующие этапы:
- Совмещают детали в необходимом положении.
- Прижимают их между электродами аппарата, последние выступают в качестве прижимного механизма.
- В точке стыковки клещей подается разряд, происходит нагрев, деформируясь под воздействием тока, делали прочно соединяются между собой.
Мастеров привлекает еще и то, что приборы такого плана можно собрать буквально из хлама, а процесс сварки максимально опрятен и автоматизирован.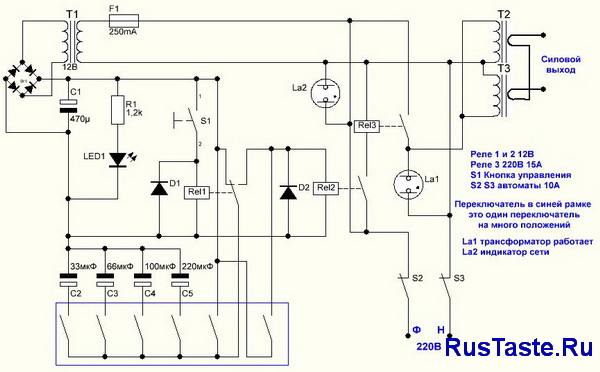 Очень часто такие аппараты можно встретить на СТО. Точечная сварка своими руками для сварки автомобиля позволяет выровнять вмятины без необходимости демонтажа элементов кузова, а также провести ремонт труднодоступных конструкций.
Очень часто такие аппараты можно встретить на СТО. Точечная сварка своими руками для сварки автомобиля позволяет выровнять вмятины без необходимости демонтажа элементов кузова, а также провести ремонт труднодоступных конструкций.
Точечная сварка своими руками для сварки автомобиля:
Некоторые промышленные образцы способны выполнять до 600 операций в минуту. Инструмент применяется при клепании металлических конструкций до 4 мм. Такой тип пайки используется при сварке арматур, плоских и угловых сеток, а также каркасов. Таким способом удобно соединять пересекающиеся стержни или стержни с плоскими элементами: листом, полосой, швеллером и другие конструкции.
Точечная сварка способна решить целый ряд сложных задач:
- Обеспечивает точечное и бережное соединения изделий без перегрева лишней поверхности.
- Способна соединить металлы разной конфигурации: черные и цветные.
- Прекрасно скрепляет профили на сгибах, а также пересекающиеся металлические заготовки, особенно в труднодоступных местах.
- Места сварки отличаются высокой прочностью и устойчивостью к дальнейшей деформации.
Принцип действия и устройство аппаратов точечной контактной сварки
После того, как металлические пластины, которые необходимо сварить, зажимаются электродами, на них подается кратковременный импульс электротока большой силы. Время импульса подбирается в зависимости от характеристик двух свариваемых металлов. Обычно разряд длится от 0,01 до 0,1 доли секунды.
Когда импульс проходит сквозь металл, детали расплавляются и между ними образуется общее жидкое ядро и пока оно не застынет, свариваемые поверхности необходимо удерживать под давлением.
Давление на детали снимается постепенно, если необходимо сковать листы на более глубокую толщину относительно друг друга на финальной стадии давление усиливается, это позволит достичь максимальной однородности металлов в месте сварки.
Важно! Чтобы повысить качество сварки важно предварительно обработать поверхности деталей для удаления оксидной пленки или коррозии.
Виды контактной сварки
Точечная сварка – один из самых популярных видов контактной сварки в домашних условиях. Однако, есть еще два типа сварки этой категории, которые используются чаще всего на заводах и в специализированных металлообрабатывающих цехах.
- Шовная контактная сварка. Принцип действия шовной контактной сварки не отличается от точечной. Привычные нам щипцы заменяют специальные медные ролики. Сварка в этом случае происходит точечно, но на определенном расстоянии, а сварочный шов напоминает дорожку из отдельных сваренных участков.
Шовная контактная сварка применяется для сварки швов, как на окружностях, так и на вытянутых крупногабаритных листах.
- Стыковая контактная сварка. Этот тип сварки отличается большей площадью одномоментной сварки. Электрический ток переменного импульса подается на свариваемые изделия, контактирующие в стыках. Таким образом, во время подачи импульса нагрев происходит по всей площади касания, еще её называют площадью сечения. Процесс этот полностью механизирован, поэтому для самостоятельной сборки в домашних условиях не подходит.
Схема машины стыковой контактной сварки
- Конденсаторная сварка. По такому же принципу работает и конденсаторная сварка. Ее применяют в тех сферах промышленности, где сплавляются миниатюрные детали толщиной от 0,5 – до 1,5 мм. Такой тип сварки используется в сфере электроники и приборостроения. Преимущество в том, что она практически не оставляет следов и не прожигает металл.
Самодельный аппарат конденсаторной сварки
Изготовление своими руками контактной сварки из микроволновки
Многие мастера задаются вопросом как из микроволновки сделать сварочный аппарат. На самом деле, самое сложное в этом процессе – разобрать и подготовить трансформатор.
Варианты самодельного сварочного аппарата точечной сварки из микроволновки:
Какие инструмент нужны для работы
Для работы нам потребуются следующие инструменты и комплектующие:
- Трансформатор, который мы демонтируем из микроволновки. В зависимости от мощности инструмента можно использовать два или три.
- Толстый медный провод.
- Электроды (медные или покрытые сплавом меди), которые мы будем использовать в будущем вместо зажимов.
- Рычаг для ручного зажима.
- Основание для сварочного аппарата.
- Кабели и обмоточные материалы.
- Набор отверток и болгарка для вскрытия трансформатора.
Важно! Для бытового использования подходит электролитическая медь и ее смеси с маркировкой ЭВ.
Как подготовить к работе силовую часть установки – трансформатор
Трансформатор – сердце прибора. Самый простой способ добыть его – вынуть из старой, но еще работающей, микроволновки. Минимальная мощность устройства должна на выходе составлять 1 кВт. Такая мощность будет достаточной, чтобы сваривать контактным способом листы до 1 мм.
Для нас ценность имеет не сам трансформатор, а его магнитопровод и первичная обмотка. Вторичную обмотку необходимо аккуратно демонтировать.
Извлечение из микроволновки и создание трансформатора контактной сварки
Для того, чтобы переделать его под наши нужды, необходимо болгаркой аккуратно вскрыть по сварочному шву корпус и добраться до магнитопровода.
Далее начинаем процедуру обмотки вторичной обмотки. Чаще всего для этих целей используется многожильный провод с сечением не менее 100 мм 2. Достаточно сделать 2-3 витка,так как напряжение в этом виде сварки не велико. Важно, чтобы изоляция этого провода была термостойкой.
Объединение трансформаторов для получения аппарата большей мощности
Однако, бывают случаи, что мощности одного трансформатора недостаточно и приходится соединять несколько приборов последовательно. В этом случае провод наматывается по очереди через каждую катушку, причем число витков на каждой из них должно быть одинаковым, иначе вы рискуете получить нулевое напряжение из-за возникшей противофазы.
Важно! Чем мощнее трансформатор, тем сильнее может быть скачок напряжения в электросети при тестовом включении прибора
Определение правильности последовательно присоединенных выводов
Для удобства работы одинаковые выводы провода обычно помечают. Но если этого нет, то их можно определить, последовательно соединив первичные обмотки двух трансформаторов. Далее вольтметром проверяем напряжение.
Если вольтметр показывает показания, равные по значению, но противоположные по знаку, то необходимо изменить последовательность присоединения вторичных обмоток трансформатора. При правильной сборке трансформаторов в цепь прибор дает удвоенное показание напряжение, полученное от двух вторичных обмоток.
Как и из чего сделать электроды для контактной сварки
Электроды для точечной сварки имеют разную форму и конфигурацию. Чем мельче размером обрабатываемая деталь, тем острее наконечник электрода.
По форме электроды могут быть прямые, изогнутые, с плоским наконечником или острым. Но чаще всего в практике используются электроды с конусовидными наконечниками. Для того, чтобы устройство не окислялось, электроды соединяют с рабочими проводами при помощи пайки. Однако, все равно в процессе работы они могут изнашиваться, поэтому их необходимо подтачивать (по аналогии с карандашом).
Электрод выполняет сразу несколько функций:
- Прижимает обрабатываемые детали.
- Проводит токовый разряд.
- Отводит излишнее тепло.
Для правильного изготовления электродов обратимся к ГОСТу (14111-90), в котором уже оговорены все возможные диаметры данных элементов (10, 13, 16, 20, 25, 32, 40 мм). Это допустимые и рабочие показатели, отступать от которых не рекомендуется.
Важно! Диаметр электрода должен быть больше или равен диаметру рабочего провода.
Из чего состоит и как работает цепь управления точечной контактной сварки
В сварочном аппарате очень важный параметр – время воздействия на металл. Для регулировки этого показателя используются следующие элементы:
- Электролитические конденсаторы С1-С6, с напряжением заряда не менее 50 вольт. Емкость конденсаторов составляет: для С1 и С2 – 47 мкФ, С3 и С4 – 100 мкФ, С5 и С6 – 470 мкФ.
- Переключатели П2К с независимой фиксацией.
- Кнопки (на схеме КН1) и резисторы (R1 и R2). Контакты кнопки КН1 должны быть: один – нормально-замкнутый, другой – нормально-разомкнутый.
Для установки выключателя следует выбрать первичную обмотку, точнее, ее цепь. Дело в том, что цепь вторичной обмотки отличается слишком большим током, что может стать причиной дополнительного сопротивления и сварки контактов.
Также необходимо создать достаточную силу сжатия, которая обеспечивается рычагом. Чем длиннее будет ручка, тем сильнее давление между электродами. Не забывайте, что включать оборудование необходимо при сведенных контактах, иначе произойдет искрение и их подгорание.
Совет! Прижимной рычаг можно оснастить прочным резиновым кольцом. Он облегчит нагрузочное усилие, а резинка зафиксирует его.
Следите за тем, чтобы оборудование для контактной сварки из микроволновки было надежно зафиксировано на столе, так как усилие может привести к его падению и выходу из строя. Для самодельного сварочного аппарата, сделанного своими руками из микроволновки, необходимо предусмотреть систему охлаждения. Для этих целей может быть использован вентилятор для ПК.
Статья
О процедуре сварки слышали даже дети. Однако не все знают, что существует много разновидностей сварочных процессов с применением различных энергоносителей, без которых невозможно обойтись. Существует один вид сварки, используемый чаще всего домашними мастерами – точечная сварка. Качество сварочного соединения будет зависеть от приобретенного опыта, который в основном состоит в выдерживании необходимой длительности токового импульса на основе визуального наблюдения за сварной точкой.
Процедура точечной сварки
Точечную сварку используют в промышленности и домашних условиях. В промышленности точечная сварка применяется при сваривании листовых заготовок из стали разных марок, цветных сплавов и металлов различных толщин, профильных заготовок (швеллеров, двутавров, уголков) и пересекающихся стержней. В быту самодельная точечная сварка незаменима при ремонте бытовой техники, разнообразных работах с кабелем, алюминием или починкой кухонной утвари.
Процесс точечной сварки состоит из нескольких этапов. В нужном положении совмещаются соединяемые детали, помещаются между электродами и прижимаются между собой. После этого детали нагревают до состояния пластичности и подвергают пластическому деформированию.
При применении автоматического оборудования в промышленных условиях частота сварки нередко достигает 600 точек в минуту. Для качественной точечной сварки в домашних условиях рекомендуется поддерживать на неизменном уровне скорость перемещения электродов и обеспечивать определенную величину давления и контакт соединяемых деталей.
Детали нагреваются благодаря прохождению сварочного тока в качестве кратковременного импульса, что отличается длительностью около – 0,01- 0,1 секунд, зависимо от условий сварки. Подобные импульсы отвечают за расплавление металла в области действия электродов и формирование общего жидкого ядра деталей, диаметр которого составляет 4 – 12 миллиметров.
После того, как импульс тока детали прекратит действие, детали будут удерживаться в течение некоторого времени, чтобы расплавленное ядро смогло остыть и кристаллизоваться. Как и любые технологические процессы, технология точечной сварки характеризуется достоинствами и недостатками.
К её преимуществам относят механическую прочность точечных швов и высокую экономичность, а также возможность автоматизации сварочной работы. Значительным недостатком служит невозможность обеспечения герметичности сварочного шва.
Режимы точечной сварки
Продолжительность нагрева изменяется от тысячных долей до нескольких десятков секунд и зависит от мощности аппарата и условий сварки. При сварке изделий из сталей, которые склонны к закалке и образованию трещин, к примеру, углеродистой стали, рекомендуется увеличить время нагрева, чтобы замедлить последующее охлаждение металла.
Сварку изделий из нержавеющих аустенитных сталей рекомендуется выполнять наоборот, с небольшой продолжительностью нагрева. Это принято делать для предотвращения риска нагрева наружной поверхности точек соединения до определенных температур структурных превращений, что влечет за собой нарушение антикоррозионных свойств наружного слоя металла.
Определенное давление между электродами обеспечивает надежный контакт деталей в местах соединения. Значение давления зависит от разновидности свариваемого металла и толщины деталей, что соединяются. Уровень давления после нагрева имеет большое значение, потому что его величина отвечает за обеспечение мелкозернистой структуры металла в месте сварки, а прочность точек соединения становится идентичной прочности базового металла.
С помощью прижима деталей во время прохождения сварочного импульса можно обеспечить формирование около расплавленного ядра уплотняющего пояска, который препятствует выплеску расплавленного материала из области сварки. Чтобы улучшить кристаллизацию расплавленного металла, рекомендуется разжимать электроды с небольшой задержкой после того, как прошел сварочный импульс.
Требования к электродам
Электроды, которые применяются для точечной сварки своими руками, должны гарантировать прочность в интервале рабочей температуры, высокую тепло- и электрическую проводность, а также легкость процесса механической обработки.
Соответствуют подобным требованиям специальные бронзы с включением кадмия или кобальта, холоднокатаная электролитическая медь, сплавы меди с содержанием хрома и сплавы на вольфрамовой основе.
Медь по значениям электрической и теплопроводности существенно превосходит бронзу и её сплавы, но по показателю износостойкости хуже в 5 — 7 раз. Поэтому для изготовления электродов самым лучшим сплавом выступает сплав вида ЭВ, который из себя представляет практически чистую медь, в составе которой присутствует около 0,7% хрома и близко 0,4% цинка.
Для уменьшения износа электродов, которые применяются при точечной сварке, рекомендуется практиковать их интенсивное охлаждение водой. Качество ручной точечной сварки зависит от выбора диаметра электродов. Диаметр точек соединения должен в 2-3 раза превышать толщину наиболее тонкого элемента соединения.
Самодельный сварочный аппарат
Для точечной сварки в домашних условиях необходимо изготовить специальный аппарат. Самодельные сварочники обладают самой разной конфигурацией — от небольших переносных моделей до достаточно габаритных аппаратов точечной сварки. В домашних условиях обычно принято использовать настольные версии, применяемые для сварки цветных и черных металлов.
Схемы сборки аппарата
Основная масса схем сборки аппарата – небольшие схемы точечной сварки, которые содержат минимальное количество нужных деталей. Правда, изготовленные таким способом аппараты не отличаются высокой мощностью, но два листа железа, толщина которых 0,2 миллиметра, или металлических провода, они смогут сварить.
Перед изготовлением аппарата для точечной сварки необходимо вспомнить закон Ленца-Джоуля: когда электрический ток проходит по проводнику, количество тепла, что выделяется в проводнике, является прямо пропорциональным сопротивлению проводника, квадрату тока и времени, на протяжении которого ток протекал по проводнику. Это значит, что если ток составлял 1000 Ампер, на плохо выполненном соединении и тонких проводах будет теряться больше энергии приблизительно в 10000 раз, чем при электрическом токе 10 Ампер. Поэтому качеством электрической цепи пренебрегать нельзя.
Основой всей работы подобного аппарата является создание электрического импульса, проваривающего 2 части металлической детали. Для этого вам понадобится небольшой трансформатор, подсоедините к его нижней обмотке свариваемую деталь, а к вторичной – электрод.
Нельзя соединять трансформатор с питанием напрямую, для этого применяется специальный выпрямительный мост с тиристором. Для создания необходимого импульса в аппарат нужно дополнительно установить ещё один источник, состоящий из еще одного выпрямительного моста и трансформатора. Электрический ток будет собираться в конденсаторе, который и служит сборником и создателем импульса.
Чтобы сработал самодельный аппарат точечной сварки, нажмите на рукоятке пистолета кнопку «импульса», которая отвечает за открытие цепи конденсатора-резистора, что спровоцирует их разряжение через электрод. Посмотрите видео о точечной сварке, чтобы понять, как это делается правильно.
Тиристор в этой цепи будет выступать в качестве катода, замыкающего выпрямительный мост трансформатора №1. Пока конденсатор не разрядится полностью, тиристор находится в открытом состоянии. После этого отпустите кнопку «импульс» отпустить, и конденсатор зарядится заново. И все будет повторяться по этой же схеме.
Если нужен более мощный аппарат точечной сварки, то вы сможете его изготовить своими руками с помощью все тех же деталей и узлов: тиристора полупроводникового, трансформатора сварочного и реле времени. Правда, понадобится для этого более мощный трансформатор. А определенные узлы должны иметь совершенно другие технические характеристики.
Основной агрегат
Самым простым в изготовлении является сварочный аппарат переменного тока с нерегулируемым показателем силы тока. Управление рабочим процессом осуществляется с помощью изменения длительности электрического импульса – с применением реле времени или с помощью выключателя вручную.
Основной составляющей частью любого оборудования для точечной сварки является силовой трансформатор, который обладает большим коэффициентом трансформации, помогающим обеспечить большой сварочный ток. Лучше всего для этого воспользоваться прибором серийного производства, к примеру, ОСМ — 1.
Оставьте первичную обмотку трансформатора без изменения, помните, что она должна содержать не менее 200 витков. Замените вторичную обмотку на более мощную, рекомендуется использовать провод ПВ З — 50 или ПЭВ 2/1,9.
Также подобный трансформатор вы сможете сделать из трансформатора от микроволновой печки. Такие трансформаторы характеризуются большой мощностью и доступностью. К тому же цена точечной сварки получится низкой. Одного трансформатора от микроволновки хватит для самодельного аппарата точеной сварки, что будет сваривать исключительно стальные листы, толщина которых составляет 1 миллиметр.
Если вам нужен более мощный аппарат, то вы можете использовать два трансформатора или больше. Если имеется два одинаковых трансформатора, можете их объединить в один источник тока для работы с толстыми металлами. Подобным образом можно соединять и больше, чем два трансформатора, если это позволяет сеть.
Но помните, что слишком мощный трансформатор вызывает значительное падение напряжения в сети, приводит к миганию лампочек, срабатыванию предохранителей и жалобам соседей. Поэтому мощность самодельного аппарата для точечной сварки обычно ограничивается значениями, обеспечивающими силу сварочного тока в пределах 1000-2000 Ампер. Нехватку силы тока можно компенсировать с помощью увеличения времени сварочного цикла.
Конструкция электродов
В качестве электродов принято использовать стержни из меди. Чем толще вы возьмете электрод, тем лучше. Хорошо, если диаметр электрода будет не меньше диаметра провода. Для самодельных не слишком мощных аппаратов подходят жала от паяльников большой мощности. Периодически рекомендуется подтачивать электроды, потому что они теряют свою форму. Электроды со временем полностью стачиваются и требуют замены.
Длина провода, который идет от трансформатора к электроду, должна быть минимальной. Помните, что должно быть минимальное количество соединений, потому что на каждом соединении осуществляется потеря мощности. На оба конца кабеля желательно надеть медные наконечники для соединения с электродами и установки точечной сварки.
Наконечники спаяйте с проводом, его жилы тоже спаяйте. Дело в том, что в месте контактов со временем, а может и при первом запуске, совершается окисление меди, которое приводит к росту сопротивления и большим потерям мощности, из-за чего ваш аппарат точечной сварки может и вовсе перестать сваривать.
Из-за большого диаметра наконечника для провода и самого провода их непросто спаять, однако эту задачу можно облегчить с помощью покупки луженных наконечников для пайки. Неспаянные соединения наконечников и электродов тоже создают сопротивление и окисляются, но так как нужны съемные электроды, то при замене каждый раз отпаивать старые наконечники и припаивать новые неудобно.
Сделайте нижний электрод неподвижным и изолируйте его от крепежных болтов и щечек шайбами и клейкой лентой. Чтобы закрепить электроды в держателях, можно использовать два болта или латунные шайбы. Держатели с электродами разведите пружиной в исходное положение. Самодельный сварочный аппарат для точечной сварки в сеть подключается при помощи автоматического выключателя, который рассчитан на ток не меньше 20 Ампер.
Органы управления
Единственные органы управления – выключатель и рычаг. Между электродами силы сжатия должно быть достаточно для обеспечения контакта деталей между электродами. Помните, что чем толще листы, которые вы свариваете, тем сила сжатия должна быть больше. Слишком большое усилие прижима у самодельных приборов можно создать зажимом – рычажным и рычажно-винтовым. Возможны и прочие методы, которые требуют разного оборудования.
Выключатель необходимо устанавливать в цепь первичной обмотки, так как в цепи вторичной обмотки присутствует большой ток, а выключатель дополнительно создает сопротивление. Выключатель в ситуации рычажного прижимного механизма необходимо монтировать на рычаге, чтобы можно было давить на рычаг одной рукой и включать ток. А второй рукой будете придерживать свариваемые детали.
Выключать и включать сварочный ток нужно исключительно при сжатых электродах, иначе возникнет интенсивное искрение, которое приводит к подгоранию электродов. Рекомендуется использовать процедуру принудительного охлаждения аппарата при помощи вентилятора. При отсутствии вентилятора необходимо постоянно осуществлять контроль температуры трансформатора, электродов, токопроводов и делать перерывы для предотвращения их перегрева.
Таким образом, сегодня покупка сварочного аппарата – небольшая проблема. В любом специализированном магазине вы сможете отыскать аппарат точечной сварки различной мощности от разных производителей. Однако не все аппараты отвечают требованиям, которые предъявляемым домашними мастерами. А чтобы собрать самостоятельно такой аппарат, достаточно всего лишь поинтересоваться, как сделать точечную сварку, приготовить схему аппарата, узлы и детали для сборки, а также паяльник.
Точечная сварка своими руками из микроволновки – схема, видео, фото
Точечная сварка, как известно, выполняется на специализированном оборудовании, однако подобное устройство можно не только найти в серийном исполнении, но и сделать своими руками: для этого пригодится трансформатор, извлеченный из старой микроволновки. Аппарат, полученный в итоге, даст вам возможность качественно выполнять точечную сварку при помощи переменного тока, сила которого не регулируется.
Самодельный аппарат для точечной сварки в сборе
Трансформатор выступает важнейшим элементом любого такого устройства для точечной сварки: его задача состоит в том, чтобы увеличить значение входного напряжения до требуемой величины. Чтобы эффективно справляться с этим, устройство должно обладать высоким коэффициентом трансформации. Такими трансформаторами оснащаются большие микроволновые печи, одну из которых вам и необходимо найти. Когда вы найдете такую модель микроволновки, надо будет очень аккуратно извлечь из нее трансформатор.
Схема работы точеной сварки и схема сварочного аппарата
Технологию сборки аппарата для точечной сварки более-менее детально можно увидеть на видео ниже. Пример данного самодельного устройства поможет нам проиллюстрировать процесс создания точечной сварки из микроволновой печи. Для более подробного ознакомления с деталями сборки читайте статью полностью.
Вынимаем трансформатор из микроволновой печи
Если в самодельном аппарате для точечной сварки задействован трансформатор, имеющий мощность 700–800 Вт, то с его помощью вы сможете соединять листы из металла, толщина которых доходит до 1 мм. Такой трансформатор входит в категорию устройств повышающего типа, для обеспечения питания магнетрона он способен вырабатывать напряжение, равное 4 кВ.
Магнетрон, которым оснащена любая микроволновка, требует для своей работы высокого напряжения. В связи с этим подключенный к нему трансформатор отличается меньшим количеством витков на своей первичной обмотке и большим – на вторичной. На последней создается напряжение порядка 2 кВ, увеличивающееся затем в два раза за счет использования специального удвоителя. Проверять работоспособность такого устройства путем измерения напряжения, подключенного к его первичной обмотке, нет никакого смысла.
Извлекаем трансформатор из микроволновой печи
Извлекать из микроволновки трансформатор следует аккуратно. Не следует брать в руки молоток и другие тяжелые предметы. С микроволновки откручивается ее основа, убираются все крепления, и трансформатор аккуратно снимается с места его установки. В извлеченном из СВЧ-печи устройстве вам понадобятся, во-первых, его магнитопровод, во-вторых, первичная обмотка, которая по сравнению со вторичной выполнена из более толстого провода и имеет меньше витков.
Вторичную обмотку из-за ее ненадобности вам придется демонтировать, для чего уже пригодятся молоток и зубило. Очень важно при этом не повредить и не помять первичную обмотку, поэтому действовать надо с максимальной аккуратностью. Если при демонтаже вторичной обмотки вы обнаружите в трансформаторе шунты, используемые для ограничения силы тока, их тоже надо удалить.
Вторичную обмотку можно срезать стамеской
Если магнитопровод трансформатора является не клееной, а сварной конструкцией, то удалять с него вторичную обмотку лучше при помощи стамески или обычной ножовки по металлу. Если же обмотка очень плотно набита в окно магнитопровода, то ее, разрезав провода, необходимо будет высверлить или выковырять. Делать это надо очень аккуратно, так как магнитопровод может разрушиться из-за таких манипуляций.
После выполнения демонтажных работ следует намотать новую вторичную обмотку. Для этого вам будет необходим провод диаметром не меньше 1 см. Если такого провода у вас в запасе нет, его придется купить. При этом совсем не обязательно приобретать цельный многожильный провод такого сечения, можно использовать и пучок из нескольких отдельных проводников, которые в сумме обеспечат требуемый диаметр. После монтажа новой вторичной обмотки ваш модернизированный трансформатор будет способен вырабатывать ток, сила которого составляет до 1000 А.
Старую обмотку можно спилить ножовкой по металлу
Если вы хотите сделать аппарат для точечной сварки более мощным, то технических возможностей одного трансформатора вам может не хватить. Здесь необходимо использовать два таких устройства (соответственно, разобрав две микроволновки).
Тонкости модернизации трансформатора от СВЧ-печи
Чтобы сделать вторичную обмотку, вам надо намотать на сердечник 2–3 витка, что обеспечит получение выходного напряжения порядка 2 В, а силы кратковременного сварочного тока – больше 800 А. Этого вполне достаточно для эффективной работы аппарата точечной сварки. Намотка такого количества витков может вызвать затруднения, если используемый провод имеет толстый слой изоляции. Решить эту проблему достаточно просто: необходимо снять с провода стандартную изоляцию и обмотать его изолентой, имеющей тканевую основу. Очень важно, чтобы провод, используемый для вторичной обмотки, имел минимально возможную длину, что позволит избежать необоснованного увеличения его сопротивления и, соответственно, уменьшения силы тока.
Новая вторичная обмотка заняла свое место
Если вам надо сваривать металлические листы толщиной до 5 мм, имейте в виду, что для этого потребуется аппарат для точечной сварки, обладающий большей мощностью. Чтобы сделать его своими руками, необходимо использовать соединенные в одну цепь два трансформатора. Соблюдать соответствующие правила при выполнении такого соединения надо обязательно. Если вы ошибетесь и неправильно подключите выводы первичных и вторичных обмоток двух трансформаторов, может возникнуть короткое замыкание. Правильность соединения обмоток, если на их одноименных выводах нет маркировки, проверяется при помощи вольтметра.
После правильного соединения одноименных выводов двух трансформаторов требуется замерить значение силы тока, который они совместно формируют. Как правило, самодельные трансформаторы, предназначенные для аппаратов точечной сварки, эксплуатировать которые планируется в домашних мастерских, ограничивают по силе тока – не более 2000 А. Превышение этого значения спровоцирует перебои в работе электрической сети не только в вашем доме, но и у ваших ближайших соседей. А это, естественно, приведет к конфликтам. Значение силы тока, выдаваемого соединенными трансформаторами, а также наличие короткого замыкания в их цепи проверяют при помощи амперметра.
Еще один пример сборки точечной сварки представлен на видео ниже:
Рекомендации при соединении двух трансформаторов
Каких результатов можно добиться, если в соответствии с правилами соединить два трансформатора, не отличающихся большой мощностью? Если взять два одинаковых устройства со следующими характеристиками: мощность – 0,5 кВт, входное напряжение – 220 В, выходное напряжение – 2 В, сила номинального тока – 250 А, – то, последовательно соединив их первичные и вторичные обмотки, на выходе вы получите удвоенную силу номинального тока, то есть 500 А.
Практически так же увеличится и кратковременный сварочный ток, но при его формировании будут наблюдаться значительные потери, что обусловлено большим сопротивлением такой электрической цепи. Оба конца вторичной обмотки – провода Ø 1 см – соединяются с электродами аппарата для точечной сварки.
Соединение 2-х трансформаторов по схеме №1
Если в вашем распоряжении имеются два мощных трансформатора, но и их выходного напряжения не хватает для самодельного аппарата, можно последовательно соединить их вторичные обмотки, которые должны иметь одинаковое количество витков. К такой мере прибегают, если просто домотать витки на вторичной обмотке невозможно из-за недостаточно большого размера окна на магнитопроводе.
При таком соединении надо следить, чтобы направление витков на вторичных обмотках соединяемых устройств было согласовано, иначе может получиться противофаза, и выходное напряжение у такого объединенного устройства будет близко к нулю. Чтобы экспериментальным путем определить правильность соединения, желательно использовать тонкие провода.
Соединяем два трансформатора по схеме №2
Как определить одноименные выводы трансформаторов
Если выводы обмоток соединяемых устройств не имеют маркировки, то необходимо определить среди них одноименные, чтобы их и соединить между собой. Решить такую задачу можно следующим способом: первичные и вторичные обмотки двух или более трансформаторов соединяют последовательно, на вход такого объединенного устройства подают напряжение, а к выходным выводам (выводы с последовательно соединенных вторичных обмоток) подключают вольтметр переменного напряжения.
В зависимости от направления подключения вольтметр может вести себя по-разному:
- показывать то или иное значение напряжения;
- не показывать вообще никакого напряжения в цепи.
Если вольтметр выдает какое-либо напряжение, значит, в цепи соединения и первичных, и вторичных обмоток присутствуют разноименные выводы. При соединении обмоток таким неправильным способом в них протекают следующие процессы: напряжение, поступающее на вход первичных обмоток двух соединенных трансформаторов, уменьшается на каждой из них вполовину; увеличение напряжения происходит на вторичных обмотках, каждая из которых обладает одинаковым коэффициентом трансформации. Вольтметр на выходе зарегистрирует суммарное напряжение, значение которого равно удвоенной величине входного.
Определяем выводы трансформаторов на данной схеме
Если вольтметр показывает значение «0», то это означает, что напряжения, выходящие с каждой из последовательно соединенных вторичных обмоток, равны по значению, но имеют разные знаки, таким образом, они компенсируют друг друга. Иными словами, хотя бы одна из пар обмоток, объединенных в цепь, соединена одноименными выводами. В таком случае правильного соединения элементов цепи добиваются путем изменения порядка подключения первичных или вторичных обмоток, ориентируясь на показания вольтметра.
Электроды для самодельной точечной сварки
Выбирая для аппарата точечной сварки, собранного своими руками из микроволновки, электроды, следует обращать внимание на то, чтобы их диаметр соответствовал диаметру провода, с которым они соединены. В качестве таких элементов можно использовать медные прутки, а для устройств небольшой мощности подойдут жала от профессиональных паяльников.
В процессе эксплуатации электроды для точечной сварки активно изнашиваются. Чтобы корректировать их геометрические параметры, их необходимо постоянно подтачивать. Естественно, что со временем такие элементы потребуют замены на новые.
Вариант изготовления электродов из толстой медной проволоки
Провода, которыми электроды связаны с аппаратом для точечной сварки, должны иметь минимальную длину, иначе в них будет теряться значительная мощность устройства. Потери мощности станут серьезными и в том случае, если в электрической цепи «электрод – устройство для точечной сварки» имеется много соединений. Если вы хотите увеличить эффективность использования своего самодельного оборудования, то лучше на провода, которыми соединяются электроды, напаять медные наконечники. Используя такие наконечники, вы избежите возникающих из-за увеличенного сопротивления обжимных или любых других соединений потерь мощности в местах контакта.
Провода, связывающие электроды с аппаратом для точечной сварки, имеют достаточно большой диаметр, поэтому облегчить их пайку помогут специальные наконечники, предварительно подвергнутые лужению. Поскольку электроды для такого устройства являются съемными, в местах их соединения с наконечниками пайку не выполняют. Конечно, в таких местах, постоянно подвергаемых окислению, также происходит потеря мощности, но очистить их значительно легче, чем обжатые наконечники.
Устанавливаем электроды на сварочный аппарат
Как уже было указано выше, электрод для контактной сварки можно сделать из медного прутка или жала от профессионального паяльника, если мощность устройства невысока. Провод от аппарата присоединяется к электроду с помощью медного наконечника, который соединен с ним при помощи пайки.
Установка нижнего электрода
Наконечник совмещают с электродом при помощи болтового соединения, которое должно быть очень надежным, чтобы увеличение сопротивления в месте ненадежного контакта не приводило к потере мощности аппарата для точечной сварки. Чтобы выполнить такое соединение, в электроде и наконечнике делают отверстия одинакового диаметра.
Болты и гайки, с помощью которых будут соединяться электроды и наконечники с проводами, лучше всего выбирать из меди или ее сплавов, отличающихся минимальным электрическим сопротивлением. Элементы таких соединений, значительно упрощающих обслуживание аппарата для контактной сварки, совсем несложно изготовить своими руками.
Органы управления самодельной точечной сваркой
Управление аппаратом точечной сварки (особенно сделанного из микроволновки своими руками) не отличается особенной сложностью. Для этого вполне достаточно двух элементов: рычага и выключателя. Сила сжатия между электродами, за которую отвечает рычаг, должна обеспечивать в точке выполнения сварки надежный контакт соединяемых деталей. Чтобы выполнить эти важные требования, рычажные механизмы таких аппаратов можно дополнить винтовыми элементами, которые обеспечивают еще более значительную силу сжатия. Естественно, такой элемент устройства для точечной сварки должен обладать очень высокой надежностью.
Конструкция рычагов незамысловата. Удобства добавит простая резинка, установленная над верхним рычагом
На серьезном производственном оборудовании, которое используется для соединения листов стали значительной толщины, устанавливают элементы сжатия, создающие давление от 50 до 1000 кг – в зависимости от необходимости. А на аппаратах точечной сварки, применяемых для нерегулярных и несложных работ в домашней мастерской, вполне достаточно того, чтобы такой механизм создавал давление до 30 кг. Для удобства и простоты работы на аппарате точечной сварки его прижимной рычаг делают более длинным, это также позволит увеличить силу сжатия до необходимого значения.
Для самодельного домашнего устройства вполне достаточно рычага, длина которого будет составлять 60 см. При помощи такого рычага можно увеличить прилагаемое усилие в 10 раз. Соответственно, если вы будете давить на рычаг с усилием 3 кг, то электроды и соединяемые детали будут сжиматься силой 30 кг. Чтобы такой рычаг при надавливании не сдвигал с места сам аппарат, основание оборудования необходимо надежно зафиксировать на поверхности рабочего стола при помощи струбцины.
Аппарат точечной сварки, сделанный своими руками, в работе
Выключатель, отвечающий в устройстве за подачу тока к сварочным электродам, подключают к цепи первичной обмотки трансформатора, сила тока в которой значительно меньше, чем во вторичной. Если подключить выключатель ко вторичной обмотке, то он создаст дополнительное сопротивление, а его контакты под воздействием сильного тока намертво приварятся.
Если в качестве прижимного механизма применяется рычаг, то выключатель лучше расположить прямо на нем, тогда вторая рука будет свободной (ее можно использовать для поддержки свариваемых деталей).
Особенности работы на самодельном оборудовании для точечной сварки заключаются в том, что подавать ток на электроды следует только тогда, когда они находятся в сжатом состоянии. В противном случае вы столкнетесь с интенсивным искрением электродов и, как следствие, с их активным подгоранием. Получить первоначальный опыт по работе на таком устройстве можно при помощи обучающего видео.
Электроды оборудования для точечной сварки активно нагреваются в процессе работы. Кроме того, интенсивному нагреву подвержены трансформатор и токопроводящие элементы такого устройства. Чтобы избежать слишком сильного нагрева, который может привести к выходу оборудования для точечной сварки из строя, следует предусмотреть простейшую систему охлаждения. Для этого часто используют обычный вентилятор. Можно также делать перерывы в работе, необходимые для охлаждения элементов аппарата.
Время выдержки электродов под током в сжатом состоянии в процессе выполнения сварки можно контролировать визуально, ориентируясь на цвет точки в месте соединения, либо использовать для этого специальное реле.
Очевидно, что изготовить аппарат для точечной сварки на основе трансформатора от микроволновки совсем несложно, внимательно изучив представленные видео и фото процесса сборки и учтя озвученные рекомендации.
Точечная сварка своими руками из микроволновки: как сделать, пошаговая инструкция
Аппарат для точечной сварки из микроволновки. Разбираем микроволновку, демонтируем нужные нам детали. Разбираем трансформатор. Алгоритм действий. Подготовка сердечника к обратной сборке. Приступаем к сборке понижающего трансформатора для аппарата точечной сварки. Выбираем кабель для вторичной обмотки трансформатора. Укладываем самодельную вторичную обмотку, приступаем к окончательной сборке понижающего трансформатора для точечной сварки, промежуточная проверка трансформатора перед началом сборки аппарата. Приступаем к изготовлению корпуса аппарата и контактных клещей. Изготовление контактных электродов, сборка коробки и коммутация. Коммутация концевого выключателя, полное подключение первичной обмотки, изготовление и крепёж клещей с контактными электродами, крепление контактных электродов к брускам, проверка готового аппарата на работоспособность.
Коротко о технологиях точечной контактной сварки
Технология контактной точечной сварки представляет собой особый метод соединения металлозаготовок в виде листов проката или приваривания разного рода штучных изделий к металлоконструкциям. К примеру, болтов, шайб, заклепок и т.п.
Наиболее широко контактное сваривание применяется на промышленных предприятиях автомобилестроения, самолетостроения и приборостроения, так как позволяет создавать надежные и долговечные сварные швы без дефектов, риска деформации поверхностей в процессе или после сварки.
Для выполнения бытовых операций с металлическими изделиями подойдет самостоятельно изготовленная точечная сварка из микроволновки. Она позволит без особенных трудностей выполнить соединение в единое целое нескольких отдельных металлических частей забора, труб, деталей авто, мотоцикла и т.п.
[box type=”fact”]Но при этом сварщику не потребуется тратиться на покупку специального сварного оборудования.[/box]
Точечная сварка, собранная своими руками в маленькой ремонтной мастерской, непременно должна отвечать определенным требованиям, предъявляемой к такому оборудованию.
Способ контактной сварки.
И, в том числе, нормам безопасности, нарушение которых может спровоцировать ряд негативных последствий для здоровья мастера: от маленьких ожогов на коже рук до серьезных повреждений тела человека. Тогда агрегат будет в полной мере справляться с возложенными на него функциями.
Суть работы самодельного аппарата для сварки аналогична функционированию споттера. Изготовленная модель из микроволновой печи питается от обычной сети в 220В.
Переделанный своими руками трансформатор занижает напряжение до безопасного значения ‒ 12В, а силу тока, наоборот, увеличивает до величины нагрева металла до температуры его плавления.
Ток после преобразования подается на конденсаторы для их зарядки. Когда электричество накопится в достаточном объеме, реле переведет напряжение к рабочим контактам.
Свариваемое изделие помещают между медными электродами, которые замыкаются и провоцируют появление мощного импульса временной длиной от 0,01 до 0,1 с. Точка в зоне контакта плавится под воздействием этого импульса, а после остывания можно заметить образование сварного шва.
Если мастер справился с задачей, не допустив нарушения технологии, то швы будут лишены каких либо дефектов: сколов, трещин, кратеров и т.п.
Далее снова происходит накопление электрического заряда на конденсаторе для следующего сварочного цикла. Такая схема контактной точечной сварки, собранной своими силами из микроволновой печи, передает обобщенную суть работы сварного аппарата при работе с металлическими конструкциями.
Но при наличии желания мастер может ее усовершенствовать, разработав различные вариации модели, исходя из актуальной мощности устройства.
Наличие самодельной точечной сварки предоставляет даже малоопытному сварщику широкий круг дополнительных возможностей:
- создание соединений деталей из листов металлопроката незначительной толщины;
- работа с легкоплавкими металлами;
- придание сварному шву аккуратного вида, надежности и высокой прочности.
[box type=”info”]Основное достоинство такой сварки мини размера ‒ возможность овладеть сварочным искусством без помощи высококвалифицированного мастера. При наличии базовых знаний о сварке умелец может самостоятельно изучить все тонкости работы с самодельным агрегатом.[/box]
Стоит лишь некоторое время потренироваться выполнять сварочные швы своими силами, чтобы добиться с помощью самодельного оборудования высокой производительности труда и низких затрат расходников.
Схема и этапы сборки точечной сварки своими руками из микроволновкиНе удивляет, когда домашние мастера оснащают гаражи, производственные участки малого бизнеса самодельным оборудованием для сварки на уровне профессионального. К таким агрегатам относится и установка точечной сварки своими руками из микроволновки.
П О П У Л Я Р Н О Е:- Симисторный регулятор мощности
Простой регулятор мощности для паяльника (лампы) на MAC97A
Простой регулятор мощности до 100Вт можно сделать всего из нескольких деталей. Его можно приспособить для регулирования температуры жала паяльника, яркости настольной лампы, скорости вентилятора и т.п. Регулятор на тиристоре получается по размерам сильно большой и конструктивно имеет недочеты и большую схему. Регулятор мощности на импортном малогабаритном симисторе mac97a (600В; 0,6А) можно коммутировать и более мощные нагрузки, простая схема, плавная регулировка, маленькие габариты.
Подробнее…
Ремонт холодильника Whirlpool своими руками
Некоторые неисправности холодильника Whirlpool ARC 4208 IX
В жизни любого Мастер-Винтика случаются иногда интересные истории, связанные с ремонтом бытовой техники.
У меня недавно произошёл такой случай: пригласил знакомый по случаю отказа холодильника, приезжавшие до этого на вызов холодильщики, как-то прохладно отнеслись к проблеме и ретировались.
Подробнее…
Самодельная солнечная батарея на крыше
Солнце — это бесплатная энергия. Чтоб ее научиться вырабатывать необходимы установленные на крыше солнечные коллекторы. Накопленную ими энергию можно использовать, например, для нагрева воды, необходимой для хозяйственных нужд.
Монтаж коллекторов на крыше обычно проводят специалисты, но эту работу можно выполнить и своими силами, купив комплект необходимого оборудования.
Подробнее…
Популярность: 8 588 просм.
Детали и суть процесса
Точечная сварка своими руками должна соответствовать определенным стандартам, чтобы быть способной выполнять свое предназначение. Суть происходящего процесса идентична тому, как работает споттер. Сделанный аппарат получает питание от обычной сети в 220V. Переделанный трансформатор занижает напряжение (V) до безопасного значения (12V), а силу тока (А) поднимает к величине способной нагревать металл до температуры плавления.
Преобразованный ток подается на конденсаторы для зарядки. После накопления электричества, реле переводит напряжение в сторону рабочих контактов. Свариваемое изделие помещается между двух медных электродов, замыкание которых приводит к прохождению мощного импульса, создающего расплавленную точку в зоне контакта. Временная длина импульса варьирует от 0,01 до 0,1 с. После остывания образуется точечное соединение. А конденсатор снова начинает заряжаться для следующего цикла. Подобная схема контактной сварки своими руками из микроволновки передает общую суть работы аппарата, но может иметь различные вариации, в зависимости от требуемой мощности устройства.
Чтобы создать точечную сварку из микроволновки своими руками, потребуются следующие детали:
- переделанный трансформатор;
- кнопка;
- клеммы;
- два световых диода;
- автомат на 20 А;
- реле РЭК 74;
- два медных прутка диаметром 5 мм;
- диодный мост и набор конденсаторов;
- вентилятор от ПК.
Необходимо
- Четыре новых или б/у силовых трансформаторов от СВЧ печи;
- Изолированный многожильный провод сечением не менее 50 мм2;
- Гильзы для обжимки проводов и пресс-клещи;
- Несложный слесарный и столярный инструмент;
- Многослойная фанера для корпуса аппарата;
- Мультиметр и дистанционный термометр;
- Разная мелочевка, крепеж, краска и прочее.
Схема самодельного устройства
Главный элемент сварочного аппарата – трансформатор, который вынимают из ненужной микроволновой печи. Бытовой прибор должен быть работоспособным. При изготовлении устройства для сварки толстых металлических листов в цепь включают 2 трансформатора, соединяемых обмоткой. Чтобы избежать возникновения ошибок, перед сборкой составляют чертеж, на который переносят все элементы конструкции. Можно воспользоваться готовыми схемами, позволяющими без труда собрать средство сварки из микроволновки своими руками.
Проверка электрической части
Нужно проверить электрику будущего сварочного аппарата.
ВНИМАНИЕ!
Все дальнейшие работы по электрическому монтажу вести ТОЛЬКО при обесточенном приборе!
Соединяем скрутками обмотки по схеме.
Сетевые, бывшие вторичные, в «параллель».
Выходные обмотки собираем последовательно.
При этом необходимо, чтобы выходы одной обмотки соединялись с входом последующей!
Подключаем сетевые обмотки к мощной розетке 220 В. Проверяем потребляемый агрегатом ток, при отсутствии нагрузки.
Около 11 А., многовато, но терпимо.
Измеряем напряжение на выходе объединенных силовых сварочных обмоток. Получилось напряжение 35 – 37 В. На каждом трансформаторе по 9 В.
После чего проверяем возможность зажигания дуги, и пробуем сварить пару стальных деталей.
Варит! Шов получается отличным.
В процессе сварки ток на входе 32 – 35 А, ток дуги 170 – 190 А.
Проверяем нагрев трансформаторов, он не превышает 80 0С. Допустимо.
Доступная точечная сварка из микроволновки своими рукамиРазнообразие методик сварки самодельным аппаратом подразумевает создание неразъёмного соединения. Условия процесса и свойства материалов различаются в технологическом подходе.
Итог действия – активизация связей молекул деталей посредством пластической деформации при термомеханическом воздействии, либо термоэлектрическом. Механическое действие применяется для создания физического контакта элементов без зазора.
Точечная сварка – скоростной метод сращивания без присадочных расходных материалов контактным способом. Конструктивная простота аппаратуры, компактность, дешевизна изготовления и эксплуатации выводят метод в лидеры по использованию.
Методика точечной сварки:
Принцип работы точечной сварки
- Совмещение объектов в заданном положении;
- Фиксация приложением давления извне;
- Подача тока;
- Мгновенный прогрев зоны приложения энергии;
- Локальная пластичность и деформация зоны нагрева;
- Сплавление элементов.
Самодельная ручная точечная сварка на основе трансформатора микроволновой печи применяется для соединения листов металла толщиной до 1 мм, сварки аккумуляторов, ремонтных работ.
Экономичность процедуры при прочности места контакта площадью до Ø10 мм обеспечит потребности малого бизнеса при минимуме затрат. При потреблении энергии в 0,8 кВт получаем 5–6-кратное увеличение мощности, 200-кратное возрастание силы тока. Режим работы — импульсный, предел длительности формирования сварочного ядра — 0,1 сек.
Сделать аппарат для точечной сварки недорогоУстаревшая, вышедшая из обращения модель микроволновой печи из-за поломки, с работоспособным трансформатором станет основой самодельного сварочного аппарата контактной сварки.
Аккуратно разбираем бытовой прибор – отдельные элементы, как подлежащий доработке и реконструкции трансформатор и кнопка включения, сетевой фильтр, кабель, пригодятся при сборке самодельного устройства.
Будьте внимательны: конденсатор под кожухом длительное время сохраняет заряд. Разрядите его. Достаточно закоротить контакты стержнем отвёртки.
Модернизированный трансформатор на выходе выдаёт результаты промышленных технических устройств:
Схема точечной сварки своими руками
- Ток кратковременного импульса – свыше 1000 А;
- Мощность – до 5 кВт.
Первичная обмотка трансформатора остаётся в неприкосновенности. Она выполнена из провода большего диаметра. Вторичная обмотка удаляется за ненадобностью. Понадобятся острая стамеска и киянка, либо ножовка по металлу. Чтобы не помять и не перерубить первичку, трансформатор желательно закрепить, а межобмоточное пространство заполнить гофрокартоном.
Металлические шунты для ограничения силы тока демонтируются. Сварной сердечник трансформатора с плотным заполнением обмотки затруднит демонтаж. Манипуляции по удалению проволоки облегчит сквозное высверливание. Избегайте касания сверлом внутренней поверхности сердечника. Операции по подготовке завершены.
Сборка трансформатораДля вторичной обмотки рекомендуется использовать кабель КГ 1х35. Проводник эксплуатируется при длительном номинальном напряжении 1000 В. Долговременная токовая нагрузка — 300 А. Допускается кратковременная импульсная нагрузка в 1200 А.
Трансформатор микроволновки для точечной сварки
Модернизация трансформатора рассчитана на эту величину. Приобретите 2 м кабеля с наложенной синтетической плёнкой на токопроводящие жилы. Внешняя изоляция из шланговой резины 2,2 мм станет помехой. Покрытия 1,2 мм достаточно.
Для облегчения скольжения при намотке кабеля, сердечник плотно обматываем 3 слоями скотча. При старании и хорошем натяжении уложите 2–3 витка. Рассчитайте примерно равную длину выводов. Метраж определён с запасом длины выводов и удобства протяжки при укладке.
Допустимо применение для самодельного трансформатора контактной сварки многожильного мягкого кабеля путём сложения в пучок нескольких медных проводников. Ориентируйтесь на суммарный диаметр токопроводящих жил, минимальный показатель Ø10 мм.
Уменьшение количества витков вторичной обмотки компенсируется увеличением сечения обмотки. Напряжение и сила тока изменяются в десятки раз. Ориентиры контроля показателей на выходе самодельного трансформатора:
- Напряжение холостого хода – 1,5–3 В;
- Сила тока импульса – не менее 800 А.
Внимание! Работа без заземления и защитного кожуха опасна.
Мощное самодельное устройствоДля создания точечной сварки из микроволновой печи повышенной мощности ставится дополнительный самодельный трансформатор. Одноимённые выводы вторичных обмоток соединяются последовательно в единую цепь.
Обязательное условие – идентичность самодельных трансформаторов по количеству витков первичной и вторичной обмоток. Несогласование направления намотки витков вторичных обмоток спровоцирует противофазу с падением выходного напряжения до нуля.
Проверка правильности соединения:
Схема трансформатора от микроволновки
- Проводится последовательное соединение обмоток трансформаторов;
- Подача напряжения и контроль вольтметром на выходе со вторичной обмотки;
- Повышение напряжения – ошибка сборки: спарены разноимённые выводы – на первичных напряжение падает, вторичные удваивают его;
- Отсутствие напряжения – только одна из пар соединена одноимёнными выводами, следует изменить порядок подключения;
- Соединение одноимённых выводов пары трансформаторов удваивает мощность без изменения напряжения.
Технические характеристики такого самодельного аппарата точечной сварки позволят проводить сварку стальных листов до 5 мм. Превышение силы тока импульса 2000 А потребует усиления электропроводки и подключения к промышленной сети.
Оснащение самодельного аппарата для сваркиПервое, что требуется для сварки – самодельные электроды из меди. Без точного подбора соответствия диаметру провода вторичной обмотки стержней из меди не сделать точечную сварку своими руками надёжной.
Самодельная установка контактной сварки
Мощность самодельного устройства обусловливает тип: жала паяльников для ручного контакта или рычажные сварочные клещи с давлением в центнер. Род деятельности влияет на ориентацию электродов. Для сварки аккумуляторов стержни устанавливают рядом, для сварки внахлёст – навстречу.
Протяжённость проводников минимизируют для сокращения потерь мощности. Негативное влияние оказывает и количество соединений. Пайка облуженных проводов к медным наконечникам снижает потери.
Обжимные соединения – очаги роста сопротивления. Электроды крепят на резьбе с тугой затяжкой. Болты, шайбы выполняют из сплавов меди. Удаление окислов проводят регулярно.
Концы электродов стачивают на конус, точку контакта оформляют сферой – площадь ядра сварки увеличивается в 2–3 раза относительно поверхности контакта самодельного устройства. Малый диаметр конца электрода повысит качество сварки, уменьшит усилие сдавливания.
Управление самодельной контактной сваркойОрганов управления сваркой 2: кнопка включения подачи электроэнергии на трансформатор, и рычаг сварочных клещей. Кнопка располагается на рычаге управления подвижным электродом.
Точечная сварка из микроволновки
Обеспечение сжатия достигается приближением электродов к оси рычага и его размером. Установите стационарное либо съёмное крепление самодельного аппарата, опоры неподвижного электрода. Гарантию достаточного контакта при сжатии даст рычаг из диэлектрика или обрезиненного металла длиной 0,6–1 м. Усилие сжатия — 30–100 кг.
Переключатель подачи тока самодельного устройства подключается к первичной обмотке трансформатора, находится под пальцем сварщика. Включение сварки во избежание подгорания электродов допускается при полном сжатии.
Визуальный контроль времени выдержки контакта определяется по цвету металла. При массовой сварке рекомендуется принудительное охлаждение трансформатора и электродов вентилятором, либо перерывы.
Электроды для самодельной точечной сварки
Выбирая для аппарата точечной сварки, собранного своими руками из микроволновки, электроды, следует обращать внимание на то, чтобы их диаметр соответствовал диаметру провода, с которым они соединены. В качестве таких элементов можно использовать медные прутки, а для устройств небольшой мощности подойдут жала от профессиональных паяльников.
В процессе эксплуатации электроды для точечной сварки активно изнашиваются. Чтобы корректировать их геометрические параметры, их необходимо постоянно подтачивать. Естественно, что со временем такие элементы потребуют замены на новые.
Вариант изготовления электродов из толстой медной проволоки
Провода, которыми электроды связаны с аппаратом для точечной сварки, должны иметь минимальную длину, иначе в них будет теряться значительная мощность устройства. Потери мощности станут серьезными и в том случае, если в электрической цепи «электрод – устройство для точечной сварки» имеется много соединений. Если вы хотите увеличить эффективность использования своего самодельного оборудования, то лучше на провода, которыми соединяются электроды, напаять медные наконечники. Используя такие наконечники, вы избежите возникающих из-за увеличенного сопротивления обжимных или любых других соединений потерь мощности в местах контакта.
Провода, связывающие электроды с аппаратом для точечной сварки, имеют достаточно большой диаметр, поэтому облегчить их пайку помогут специальные наконечники, предварительно подвергнутые лужению. Поскольку электроды для такого устройства являются съемными, в местах их соединения с наконечниками пайку не выполняют. Конечно, в таких местах, постоянно подвергаемых окислению, также происходит потеря мощности, но очистить их значительно легче, чем обжатые наконечники.
Сварочные клещи
Клещи для моей точечной сварки из микроволновки были изготовлен из профильной трубы на 15 мм, снизу нижней части установлена опора из куска профиля, чтобы аппарат не опрокидывался при сильном нажатии.
Ручка – кусок шестигранника на 12 мм и ручка от напильника. Крепление клещей – 2 уголка, купленные в магазине крепежа.
Кстати, электроды крепятся к клещам на уголках специально, чтобы можно было менять их угол наклона.
Использование двухрядных преобразователей
Сделать споттер своими руками с двухрядным преобразователем можно, только если предварительно найти для него генератор. Как правило, подбирается однофазная модель, у которой параметр выходного напряжения находится на уровне 4 В. За счет этого проводимость будет обеспечена довольно хорошая. Далее следует решить проблему с трансформатором. В данной ситуации лучше всего установить аналоговый его тип.
За счет этого номинальное напряжение в системе удастся понизить до 5 В. Чтобы сделать споттер своими руками, конденсаторы советуют подбирать с емкостью на уровне 12 пФ. Проводимость тока они обеспечат хорошую. Резисторов на плате должно быть предусмотрено три. Фильтры в данном случае используются только стрикционные. Параметр рабочей частоты они способны стабилизировать на уровне 45 Гц. Некоторые специалисты дополнительно у трансформаторов устанавливают двухпроводные модуляторы. Все это необходимо для того, чтобы сварка не прерывалась при резких скачках напряжения. В последнюю очередь при сборке споттера следует заниматься установкой блока питания.
Окончательная сборка аппарата
Монтируем все узлы и детали в корпусе. Производим соединение выводов обмоток, сетевых и выходных сварочных, металлическими гильзами соответствующих диаметров. Обжимаем гильзы пресс-клещами.
Изолируем места соединений термоусадочными трубками, нагревая их феном.
Закрываем крышку, аппарат готов.
Топ-3 лучших производителей
Если нет желания самому делать сварку, следует приобрести качественную заводскую модель хорошего бренда.
- Ideal – Германия.
- Pei-Point – Италия.
- CEA – Италия.
Изготовление и крепёж клещей с контактными электродами
Для начала просверлим по одному отверстию в торцах брусков – здесь будут крепиться контактные электроды. Для их фиксации используем толстые саморезы.
Сверлим отверстия в брусках под саморезыНижний брус крепим к платформе парой шурупов, а верхний делаем подвижным. Для этого прокладываем между ними рейки, сверлим в боковой стенке отверстие и прикручиваем верхний брусок клещей длинным винтом.
Рейки между брусками предназначены для ограничения расстояния по высотеКрепление контактных электродов к брускам
Для этих целей понадобятся специальные медные контакторы. Если их найти невозможно, то придётся приобретать. Но это будет единственной тратой средств на изготовление аппарата для контактной сварки. В них зажимаются отрезанные нами части прутка, а сами контакторы вместе с наконечниками вторичной обмотки фиксируются саморезами в отверстиях с торцов брусков, один сверху, второй снизу. Электроды при этом направлены друг на друга. Вот как это выглядит.
Итоговый результат – электроды закреплены на клещахНа верхнем бруске крепится и концевой выключатель.
Последний штрих: натягиваем резинку между корпусом и верхним бруском. Она будет поддерживать клещи в открытом положении.
Вот какой аппарат у нас получилсяОрганы управления самодельной точечной сваркой
Управление аппаратом точечной сварки (особенно сделанного из микроволновки своими руками) не отличается особенной сложностью. Для этого вполне достаточно двух элементов: рычага и выключателя. Сила сжатия между электродами, за которую отвечает рычаг, должна обеспечивать в точке выполнения сварки надежный контакт соединяемых деталей. Чтобы выполнить эти важные требования, рычажные механизмы таких аппаратов можно дополнить винтовыми элементами, которые обеспечивают еще более значительную силу сжатия. Естественно, такой элемент устройства для точечной сварки должен обладать очень высокой надежностью.
Конструкция рычагов незамысловата. Удобства добавит простая резинка, установленная над верхним рычагом
На серьезном производственном оборудовании, которое используется для соединения листов стали значительной толщины, устанавливают элементы сжатия, создающие давление от 50 до 1000 кг – в зависимости от необходимости. А на аппаратах точечной сварки, применяемых для нерегулярных и несложных работ в домашней мастерской, вполне достаточно того, чтобы такой механизм создавал давление до 30 кг. Для удобства и простоты работы на аппарате точечной сварки его прижимной рычаг делают более длинным, это также позволит увеличить силу сжатия до необходимого значения.
Для самодельного домашнего устройства вполне достаточно рычага, длина которого будет составлять 60 см. При помощи такого рычага можно увеличить прилагаемое усилие в 10 раз. Соответственно, если вы будете давить на рычаг с усилием 3 кг, то электроды и соединяемые детали будут сжиматься силой 30 кг. Чтобы такой рычаг при надавливании не сдвигал с места сам аппарат, основание оборудования необходимо надежно зафиксировать на поверхности рабочего стола при помощи струбцины.
Аппарат точечной сварки, сделанный своими руками, в работе
Выключатель, отвечающий в устройстве за подачу тока к сварочным электродам, подключают к цепи первичной обмотки трансформатора, сила тока в которой значительно меньше, чем во вторичной. Если подключить выключатель ко вторичной обмотке, то он создаст дополнительное сопротивление, а его контакты под воздействием сильного тока намертво приварятся.
Если в качестве прижимного механизма применяется рычаг, то выключатель лучше расположить прямо на нем, тогда вторая рука будет свободной (ее можно использовать для поддержки свариваемых деталей).
Особенности работы на самодельном оборудовании для точечной сварки заключаются в том, что подавать ток на электроды следует только тогда, когда они находятся в сжатом состоянии. В противном случае вы столкнетесь с интенсивным искрением электродов и, как следствие, с их активным подгоранием. Получить первоначальный опыт по работе на таком устройстве можно при помощи обучающего видео.
Электроды оборудования для точечной сварки активно нагреваются в процессе работы. Кроме того, интенсивному нагреву подвержены трансформатор и токопроводящие элементы такого устройства. Чтобы избежать слишком сильного нагрева, который может привести к выходу оборудования для точечной сварки из строя, следует предусмотреть простейшую систему охлаждения. Для этого часто используют обычный вентилятор. Можно также делать перерывы в работе, необходимые для охлаждения элементов аппарата.
Время выдержки электродов под током в сжатом состоянии в процессе выполнения сварки можно контролировать визуально, ориентируясь на цвет точки в месте соединения, либо использовать для этого специальное реле.
Очевидно, что изготовить аппарат для точечной сварки на основе трансформатора от микроволновки совсем несложно, внимательно изучив представленные видео и фото процесса сборки и учтя озвученные рекомендации.
Проверка готового аппарата на работоспособность
Теперь включаем аппарат для точечной сварки в сеть, при этом автомат должен быть отключён. Я взял для проверки две обычные шайбы. Переключаем вводной АВ в положение «вкл.» и сжимаем две шайбы между собой электродами. Осталось лишь нажать на кнопку концевого переключателя и результат станет виден практически мгновенно.
Первая проверка пройдена на отличноТеперь проверим прочность сварки. Несколько шайб были сварены подобным образом при удержании кнопки концевого выключателя не более трёх секунд. Полученное соединение удалось разорвать с очень большим трудом при помощи тисков и плоскогубцев. Результат впечатляет.
Прочность сварных соединений сомнений не вызываетСварочный аппарат из микроволновки своими руками: как сделать для контактной сварки, схема и инструкция
Интересуетесь, как сделать сварочный аппарат из микроволновки в домашних условиях на базе трансформатора устаревшей СВЧ печи без крупных вложений и специального оборудования по отработанной схеме? Подскажем. Самоделка в импульсном режиме даёт 5-кратное увеличение мощности, ампераж возрастает в 200 раз. Площадь взаимопроникновения до Ø 10 мм.
Источник трансформатора печь СВЧ
Контактная сварка из микроволновки без регулировки силы переменного тока с производственным аппаратом не сравнится, но в рамках бытовой надобности справится с работой не хуже.
Базовый элемент устройства трансформатор. Поиск и приобретение фабричного изделия необязательны, если есть бывшая в употреблении микроволновая печь большой мощности.
Принципиальная схема сборки в обоих случаях однотипна. Визуальный критерий выбора микроволновки для разборки – габариты. Мощность трансформатора жёстко увязана с объёмом.
Коэффициент трансформации в этом случае обеспечит увеличение входного напряжения достаточной величины:
- мощность в 1 кВт обеспечит сварку листов в 1 мм,
- 2 кВт – 1,8 мм.
Потребление напряжения холостого хода незначительно: в пределах 3 В, влияние на глубину и качество проплава не оказывает. Скоростное соединение деталей под давлением для устранения зазора термоэлектрическим методом относится к экономичным и безопасным.
Демонтаж трансформатора магнетрона без повреждений – полдела. Необходимо проверить целостность первичной обмотки, которая станет рабочим органом. Вторичная обмотка повышающая, выполнена из провода меньшего сечения, количество витков увеличено.
Разборка трансформатора
Извлечённый с места установки с помощью отвёртки трансформатор-донор для сварочного из микроволновки мощностью 0,8–1 кВт ценен магнитопроводом и первичной обмоткой. Демонтаж вторичной обмотки упрощается, если магнитопровод разделить на 2 части по сварному шву.
Но стоит учесть 2 момента:
- в большинстве случаев откроется первичная обмотка, которую из-за плотности посадки снять и установить повторно будет затруднительно,
- резка шва и восстановление целостности сердечника точные операции, лучше обойтись без упрощения, если нет уверенности.
Безопасное освобождение окна без разделения корпуса предусматривает следующие операции:
- Закрепление трансформатора в тисках либо прижатие к верстаку струбциной.
- Между обмотками установить деревянные прокладки, гофрокартон.
- Остро заточенной стамеской срубается наружная чисть вторичной обмотки. Рекомендации по спиливанию ножовкой менее удачны – придётся разрывать проволочки, потерявшие лаковый слой пропитки.
- Шунты для ограничения силы тока удаляются за ненадобностью.
- Плотно забитые провода в окнах высверливаются в несколько приёмов дрелью без касания сверлом стенок корпуса.
- Остатки удаляются плоскогубцами и выколоткой без излишних усилий.
Заключительные действия направлены на окончательную очистку проходов под внедрение проводника большого сечения. Пользуемся только ручным механическим инструментом, чтобы избежать травмирования поверхностей изоляторов.
Подбор кабеля на вторичку
Подбор материала ведётся на основе опыта самодельщиков, расчёты не понадобятся. Промер окон даст понятие о необходимом сечении проводника. Достаточно сделать 1,5–3 оборота, чтобы выходной ток достиг величины порядка 1000 А.
Многожильный кабель предпочтительнее пучка отдельных проводников. Мягкий провод в изоляции с высокими характеристиками синтетической плёночной изоляции и верхнего слоя толщиной 1,2 мм предпочтительнее провода в шланговой резине, который и протягивать трудно, и толщина защитного слоя в 2,2 мм отнимет много места.
Потребуется приобрести 2 м медножильного мягкого кабеля с показателем суммарного сечения жил не менее Ø 10 мм типа КГ 1х35 (ориентируйтесь на 70 мм2). Какие паспортные характеристики проводника понижающей обмотки важны при выборе:
- долговременная эксплуатация под напряжением до 1000 В,
- продолжительная нагрузка 300А,
- перенесение кратковременных импульсов до 1200 А,
Добавление новой обмотки
Ограничение пространства окон потребуют ухищрений. Облегчение скольжения обеспечивается наложением на внутренние поверхности сердечника 2 слоёв скотча. На углах дополнительные накладки. Нанесение продольных полос парафином на проводник увеличит скольжение.
Прокладки из текстолита, если не сохранилась оригинальная изоляция внутри сердечника, будут на пользу. Не забудьте посадить на клей!
Протяжённость кабеля учитывает метраж выводов, и дополнительное удлинение для удобства натяжения при протяжке и укладке по месту. Величина сечения компенсирует уменьшение количества витков.
Максимальное количество витков не превышает 3. Точность расчёта укладки и протяжки обеспечит равную длину выводов. Первый виток фиксируется встречными деревянными клиньями. В дальнейшем трение воспрепятствует скольжению и сдвигу. Натяжением устраняем слабину. Борьба за укорачивание провода – это увеличение тока за счёт снижения сопротивления проводника.
Манипуляции с изменением соотношения количества витков при начальной мощности трансформатора в 0,8 кВт меняют показатели напряжения и тока в десятки раз. Контрольные показатели катушки в сборе укладываются в рамки:
- разбег величин напряжения холостого хода – 1,5–3 В,
- импульсный ток min – 800 А.
На этом этапе заботимся об установке защитного кожуха и заземления.
Желание удвоить, утроить мощность осуществляется включением дополнительных сборочных единиц. Вариант с упрощением предусматривает последовательное соединение вторичных обмоток. Корректность соединения проверяется прозваниванием цепи во избежание короткого замыкания.
Точечная сварка своими руками из микроволновки с двумя трансформаторами подчиняется простым правилам сложения: ампераж на выходе при последовательном соединении суммируется. Импульсный сварочный ток так же складывается, но минусуются потери сопротивления электроцепи.
Требуется соблюдение следующих условий при объединении трансформаторов:
- количество витков вторичных обмоток уравнивается,
- во избежание противофазы с падением напряжения до нулевой отметки согласовывается направление витков.
Второй способ соединения мощности в единый блок представлен на фото ниже. Следуем тем же правилам последовательного соединения, но одним проводом. Трудоёмкость протяжки и укладки выше.
Трансформаторы с превышением силы тока в 2000 А предназначены к подключению в промышленную сеть. Бытовая сеть не рассчитана на такие нагрузки.
Определение правильности последовательного соединения трансформаторов
Выводы перемотанных сблокированных устройств точечной сварки из микроволновки могут оказаться без заводской маркировки. Тестирование правильности соединения проводится по шаблонной методе:
- Последовательно соединяются пары первичных и вторичных обмоток.
- На коллективный вход подаётся напряжение, на выходе устанавливается вольтметр переменного напряжения.
- Превышение показателя сети говорит об ошибке сборки – спарены разноимённые выводы: идёт обратный процесс, вторичные обмотки повышают, на первичках падение напряжения.
- Отсутствие напряжения – одно из парных соединений выполнено верно, другое – одноимёнными клеммами, Порядок подключения следует изменить.
- Параллельность соединения выразится в удвоении мощности при показателе напряжения, равным сетевому.
- Корректное подключение даст на выходе сумму расчётных 3–6 В.
Электроды
Подбор материала электродов ограничен медью и сплавами. Торговая сеть предлагает промышленные изделия из бронзы, латуни всевозможных конфигураций. Они предназначены для интенсивного использования, быстрой замены. Державки придётся искать или заказывать под посадочные места.
Самостоятельное изготовление из прутков, адаптация жал паяльников подчиняются требованиям целесообразности:
- Соответствие размера сечению провода понижающей обмотки.
- Форма наконечника выполняется с учётом того, что площадь ядра сварки увеличивается относительно поверхности контакта до 3 раз.
- Величина усилия сказывается на способе крепления, формировании оголовка: металлический рычаг клещевого типа развивает давление более 100 кг.
- Ориентация электродов завязана с родом деятельности: сварку внахлёст ведут встречными электродами, аккумуляторов – расположенными параллельно.
- Минимизация диаметра конца электрода допускает снижение усилия сдавливания при хорошем качестве соединения.
Таблица размерного ряда электродов для сварки внахлёст конструкционных сталей. В скобках указаны размеры для сварки сплавов алюминия и меди:
| Потребная глубина сварки | Размеры электродов | ||
| Ø тела электрода | Ø спущенного конуса | R сферы | |
| 0,5–0,8 | 12 (16) | 4 | 20 (35) |
| 1–1,2 | 14 (18) | 5 | 30 (50) |
| 1,5 | 16 (20) | 6 | 50 (75) |
| 2 | 20 (25) | 8 | 70 (100) |
| 3 | 24 (32) | 12 | 100 (150) |
Мастеру-самодельщику есть резон остановиться на резьбовом соединении. Жёсткой посадки в домашних условиях добиться сложно. Стяжка болт-гайка с фрезерованными лысками под ключ в этом случае лучший выход.
Альтернативой такому соединению выступает аналог с креплением наконечника к электроду винтовой парой. Этот вариант позволит сэкономить по крайней мере 2 соединительных узла. Величина отверстия превышает диаметр винта не более 0,5 мм. Трудоёмкость изготовления компенсируется надёжностью стяжки.
Концы электродов протачивают на конус. Точки контакта не заостряют, оформляют сферическую поверхность. Шаровый профиль менее поддаётся подгоранию при проскакивании искр разряда, вызванных недостаточным сжатием. Восстанавливается чистота и целостность рабочих зон округлыми движениями напильника.
При планировании активной эксплуатации устройства точечной сварки из микроволновки в качестве производственного оборудования по ремонту автомобилей, другом виде бизнеса, оправдан заказ дублирующих пар электродов. Срок жизни расходных электродов из красной меди короток.
Установка
Важнейшим пунктом выполнения инструкции по изготовлению, эксплуатации точечной сварки из микроволновки есть и будет сокращение протяжённости проводников и плотность соединений. Эти факторы – постоянный источник потерь мощности.
Если сокращение длины токонесущих составляющих выполняется на этапе изготовления, количество узлов соединений сокращается до минимума, то оставшиеся разборные контакты и неподготовленные достаточным образом долговременные соединения – источник постоянных потерь.
Обжимные соединения
То, что хорошо для линейных схем, в сварочном аппарате из микроволновки своими руками даёт осечку. Превратим обжим медного наконечника на проводе из очага роста сопротивления в подобие монолита в два дополнительных шага, благодаря чему наконечник и проводник становятся одним целым:
- лужение зачищенного конца кабеля тугоплавким припоем на полную глубину,
- пайка медью после обжима по кругу.
Сплачивание электрода с инвентарным наконечником ведётся резьбовой парой из сплава меди. Шайбы из этого же металла. Полнота отверстий электрода и наконечника относительно болта минимальна.
Резьба при длительном напряжении имеет свойство тянуться. Ослабляйте затяжку по окончании работы.
Нижний опорный электрод крепится неподвижно к основанию агрегата. Если основа металлическая, прокладка из диэлектрика обязательна. Подвижный верхний крепится на рычаге, обеспечивающем прилегании деталей без зазора за счёт физического усилия.
Возникает вопрос о соосности электродов. Ось и втулка рычага выполняются без люфта во избежание расхождения центров, иначе расплавления заготовок не произойдёт. При упрощении конструкции втулка подгоняется под размер стяжного болта.
Органы управления и контроля
Контрольный орган у сварочного аппарата из микроволновки один – светодиод, предупреждающий, что на сварочное устройство подаётся электроэнергия. Забота о безопасности – вопрос первостепенный. Управление осуществляется силовым рычагом и кнопкой периодического включения.
Длина плеча рычага определяет прилагаемое усилие. Для мощного агрегата применяют трубу прямоугольного сечения. Отношение расстояния ось-электрод к длине рычага показатель кратности увеличения давления.
Возвратный механизм в исходное положение – пружина или резина. Опорная платформа в этом случае усиливается. Принимаются меры воспрепятствования опрокидыванию: к верстаку конструкция крепится струбцинами, саморезами.
Микропереключатель монтируется на рукоять, чтобы высвободить вторую руку. Подключается прерыватель только к цепи первичной обмотки. В момент создания достаточного давления палец касается включателя – подаётся ток.
Пользователь визуально оценивает результат проплавления, ориентир – изменение цвета точки контакта. Ослабление нажатия на кнопку прерывает подачу энергии. Кратковременность включений не исключает перегрева агрегата.
Электроды, трансформатор, проводники работают в экстремальных условиях. Перерывы на охлаждение либо принудительное вентилирование – необходимость.
Загрузка…Конденсаторные машины для контактной сварки : однофазные, трехфазные
Темы: Контактная сварка, Сварочное оборудование, Схема сварочного …
Машины для контактной сварки подключаются к сети переменного тока частотой 50 Гц и напряжением 380 В. По специальному заказу изготовляют оборудование на номинальное напряжение сети 660 В, а оборудование с потребляемой мощностью до 50 кВ • А — на напряжение 220 В.
По характеру загрузки сети контактные машины подразделяются на однофазные и трехфазные. К однофазным относятся машины переменного тока промышленной частоты и конденсаторные, к трехфазным — машины постоянного тока (в том числе и с промежуточным звеном повышенной частоты), низкочастотные и конденсаторные.
Однофазные контактные машины характеризуются простотой конструкции и универсальностью. Однофазный характер нагрузки —главный их недостаток (вызывает перекос питающей сети). Однофазные машины переменного тока имеют низкий cos /, что приводит к потреблению ими большой реактивной мощности.
На рис. 1 приведены схемы однофазных контактных машин. В машинах переменного тока коммутация тока первичной обмотки сварочного трансформатора ТС и плавное регулирование сварочного тока 1СВ производятся спомощью контактора К, который состоит из двух включенных антипараллельно тиристоров. Меняя угол включения тиристоров, в каждом полупериоде тока производят плавное изменение амплитуды и длительности импульсов сварочного тока.
Для управления тиристорами контакторов используются регуляторы различных типов, построенных на основе интегральной схемотехники. В последнее время распространяются регуляторы, выполненные на базе микропроцессоров.
Конденсаторные машины контактной сварки имеют электрическую силовую схему, состоящую из двух частей: зарядной и разрядной, которые могут иметь многовариантное построение. Функцией зарядной части является обеспечение заряда накопительного конденсатора до необходимого напряжения с заданной точностью его уставки и за требуемое время. Разрядная часть обеспечивает выделение запасенной накопительным конденсатором энергии (полностью или частично) в зоне сварки.
Конденсаторные машины контактной сварки, выполняющие сварку изделий униполярными импульсами тока (рис. 1, б), имеют зарядную часть, состоящую из контактора К, повышающего трансформатора Т, токоограничительного элемента R и неуправляемого выпрямительного моста на диодах V. Регулировка и стабилизация напряжения на накопительном конденса торе СИ осуществляется контактором К.
В качестве токоограничительного элемента может быть включен резистор, в этом случае заряд накопительного конденсатора носит апериодический характер, либо дроссель, тогда процесс заряда колебательный. Возможно применение в качестве токоограничительного элемента конденсаторов. Часто зарядные цепи строятся с применением управляемых выпрямительных мостов на тиристорах. Тогда в этих цепях отсутствуют контакторы, и регулировка напряжения на накопительном конденсаторе осуществляется с помощью соответствующего подбора углов включения тиристоров моста.
Рис. 1. Схемы однофазных контактных машин:
а — переменного тока; б — конденсаторной
Разрядная часть силовой электрической схемы конденсаторных машин включает коммутатор К1 (как правило, быстродействующий тиристор типа ТБ) и понижающий сварочный трансформатор ГС, вторичная обмотка которого подключена к шинам сварочного контура машины.
Отдача энергии накопительным конденсатором СН сварочному контуру может производиться в режимах полного или частичного разрядов конденсатора. В случае полного разряда выключение коммутирующего тиристора происходит после окончания прохождения импульсов разрядного тока за счет приложения к нему обратного напряжения перезаряда накопительного конденсатора. При частичном разряде накопительного конденсатора для выключения коммутирующих тиристоров к ним присоединены дополнительные цепочки. Эти цепочки состоят, как правило, из последовательно включенных дросселя с конденсатором и тиристора. Они обеспечивают в требуемый момент времени протекания через коммутирующий тиристор обратного тока с амплитудой, превышающей амплитуду прямого разрядного тока, и время, необходимое для восстановления коммутирующим тиристором заданных свойств. Обычно это время составляет десятки микросекунд. С этой целью конденсатор дополнительной цепочки заряжают от источника напряжения и в нужный момент времени, включая тиристор этой цепочки, подключают положительную обкладку конденсатора к катоду коммутирующего тиристора.
На рис. 2 приведены схемы трехфазных машин контактной сварки. Использование для контактной сварки выпрямленного тока повышает технические характеристики оборудования и расширяет его технологические возможности. Сварочный контур большинства машин представляет собой электрическую цепь, индуктивное сопротивление которой на переменном токе промышленной частоты в несколько раз превышает ее активное сопротивление. Отношение это тем выше, чем больше вылет электродов и раствор сварочного контура. Так, в серийно выпускаемой машине переменного тока МТ-4019, имеющей вылет электродов 500 мм, индуктивное сопротивление сварочного контура составляет 260 мкОм.
Рис. 2. Схемы трехфазных контактных машин:
а — постоянного тока; б — низкочастотной; в —конденсаторной; г — с источником питания спромежуточным звеном повышенной частоты
В машине постоянного тока МТВ-4801, имеющей тот же вылет электродов и раствор, сопротивление сварочного контура постоянному току составляет 30 мкОм, а индуктивное практически отсутствует.
Подключение первичных обмоток сварочного трансформатора ТС к сети (рис. 2, а) в машинах постоянного тока производится через тиристорный контактор КТ, который выполняет функцию управления сварочным током. Выпрямление тока осуществляется во вторичном контуре машины диодами VI— У6.Отечественной промышленностью выпускаются диоды на максимальную среднюю силу тока /ср = 4 кА. В этом случае нецелесообразно применять мостовые схемы выпрямления напряжения с последовательным соединением диодов. Оптимальными для условий контактной сварки являются схемы выпрямителей с нулевым выводом, не имеющие последовательно соединенных диодов.
Практически все серийные машины переведены или переводятся на шестифазное двухполупериодное выпрямление. Шестифазные выпрямители по сравнению с трехфазными имеют лучшие энергетические показатели, а сварочный ток меньшую глубину пульсаций.
В оборудовании контактной сварки находят широкое применение источники тока с частотой, существенно меньшей промышленной частоты. В целом ряде случаев это позволяет получить наиболее благоприятные энергетические и технологические характеристики оборудования. Источник питания (рис. 2, б) представляет собой два трехфазных мостовых тиристорных выпрямителя ВИ, соединенных на выходе встречно параллельно и питающих поочередно первичную обмотку однофазного сварочного трансформатора ТС При включении любого выпрямителя на первичную обмотку трансформатора подается напряжение соответствующей полярности. У низкочастотных машин длительность включения тока ограничена возможностью насыщения магнитопровода трансформатора и обычно не превышает 0,5 с. Импульсы тока имеют плавное нарастание и замедленный спад. Если при сварке требуется длительность сварочного тока большая, чем допустимая длительность импульса тока одной полярности, то используют несколько импульсов изменяющейся полярности за счет поочередного включения выпрямителей, подающих на первичную обмотку трансформатора ТС импульсы напряжения различной полярности.
Существенной особенностью конденсаторных машин является низкая потребляемая из сети мощность (по сравнению с машинами с непосредственным потреблением энергии). Это связано с тем, что необходимая для сварки энергия накапливается в конденсаторах во время паузы между сварками. В точечных и рельефных машинах время заряда конденсаторов в 5 и более раз превышает время их разряда. Соответственно средняя мощность, выделяемая в зоне сварки при разряде конденсаторов, значительно больше средней мощности, потребляемой из сети при их заряде.
Трехфазные конденсаторные машины контактной сварки подключаются к сети через повышающий трансформатор (рис. 2, в). Схемы питания таких машин аналогичны схемам питания однофазных конденсаторных машин. Более перспективными являются конденсаторные машины с безтрансформаторной зарядной цепью. На этой схеме к сети подключен тиристорный выпрямитель В1 с емкостным фильтром СФ на выходе. К фильтру подключен тиристорный инвертор И с принудительной коммутацией тиристоров. Инвертор нагружен на LC-цепочку. Конденсатор С этой цепочки через неуправляемый выпрямитель В2 подключен к конденсаторной батарее, которая через коммутатор К подключена к первичной обмотке сварочного трансформатора ТС Импеданс цепи заряда конденсатора С имеет колебательный характер и амплитуду напряжения, превышающую амплитуду напряжения на емкостном фильтре СФ. Обычно добротность этой цепи выбирают такой, чтобы амплитуда напряжения на конденсаторе С не превышала 1000 В. Энергия, накапливаемая конденсатором С, через выпрямительный мост В2 передается конденсаторной батарее СК. Емкость конденсатора С выбирается намного меньше, чем емкость батареи СК. Постоянная времени цепи заряда конденсатора С не превышает 1 мс. Это позволяет быстро заряжать конденсаторную батарею небольшими дозами заряда. Применение подобных схем позволяет обеспечивать точность дозировки заряда конденсаторной батареи без применения систем управления со сложным алгоритмом работы, повышает темп работы силовой части конденсаторной машины, а следовательно, ее производительность. Исключение повышающего трансформатора снижает массу и габаритные размеры конденсаторных машин.
Перспективными являются источники с промежуточным звеном повышенной частоты (рис. 2, г). Неуправляемый выпрямитель В подключен к трехфазной сети. На его выходе включен емкостной фильтр СФ, к которому присоединен инвертор, обеспечивающий
питание сварочного трансформатора ТС напряжением с повышенной частотой. Вторичная обмотка сварочного трансформатора ТС через диоды VI и V2, образующие двухполупериодный выпрямитель с нулевой точкой, подключена к сварочному трансформатору.
Применение таких источников сварочного тока позволяет разработать подвесные маши ны для контактной сварки, имеющие целый ряд преимуществ перед машинами переменно го и постоянного тока; снижение массы и габаритных размеров сварочных трансформаторов в 5—10 раз по сравнению со сварочными трансформаторами частотой 50 Гц; высокоскоростное регулирование параметров сварочного тока.
Другие материалы относящиеся к тeмe ”
Конденсаторные машины для контактной сварки
:
Раздел Контактная электрическая сварка
- < Машины для контактной сварки: классификация
- Устройство машин контактной сварки >
Машины для контактной сварки – обзор
11.2 Контактная сварка
Контактная сварка – один из старейших видов техники сварки. Различные методы, как правило, бывают быстрыми, эффективными и экологически безопасными. Никаких присадочных материалов не требуется. К недостаткам можно отнести высокие капитальные затраты и несколько ограниченный диапазон применения. Каждый тип стойкой сварки обычно может использоваться только для одного типа сварки. Оборудование для контактной сварки также относительно дорогое.В результате доля общих затрат по отношению к стоимости оборудования намного выше, чем при дуговой сварке.
В процессе работы тепло создается за счет прохождения электрического тока через сопротивление, образованное контактом между двумя металлическими поверхностями. Плотность тока настолько высока, что образуется локальная лужа расплавленного металла, соединяющая две части. Сила тока часто находится в диапазоне 1 000–100 000 А, а напряжение – в диапазоне 1–30 В.
Для соединения сварочные аппараты сопротивлением должны пройти три основных этапа:
- 1.
Сжатие или сжатие деталей вместе с определенной механической силой и удержание их в правильном положении.
- 2.
Пропускание необходимого тока через заготовку.
- 3.
Регулировка времени сварки по мере необходимости.
В зависимости от расположения электродных рычагов существует два различных типа станков: станки с качающимся рычагом , в которых верхний рычаг поддерживается подшипником в раме, и направляющий рельс станки, в которых верхний электрод линейно управляется пневматическим цилиндром, как показано на рисунке 11.1.
Рисунок 11.1. Аппараты для контактной сварки поворотных рычагов и направляющих рельсов.
Важно, чтобы электродные рычаги могли быстро перемещаться, чтобы приспособиться к перемещению, поскольку заготовка размягчается под действием тепла и перемещается вместе: в противном случае существует риск разбрызгивания сварочного шва. Механическая или пневматическая пружина может поддерживать давление на электрод, когда материал «схлопывается», тем самым снижая риск разбрызгивания.
Размер машины и длина выступающих рычагов в первую очередь зависят от размера и формы свариваемых деталей.При сварке на переменном токе рычаги не должны быть длиннее, чем необходимо, учитывая электрическое реактивное сопротивление контура, окруженного рычагами, то есть площадь, ограниченную рычагами и рамой. (Это, конечно, применимо только при сварке на переменном токе.) Большая площадь окна позволяет сваривать более крупные предметы, но также увеличивает реактивное сопротивление. По этой причине рычаги на большинстве аппаратов для контактной сварки являются регулируемыми, хотя это не относится к сварке выступами.
Устройство РПН на сварочном трансформаторе обеспечивает базовое (или грубое) управление напряжением и током.Тогда точное управление обеспечивается тиристорным контактором, который управляет переключением сварочного тока.
Сварка постоянным током
Сварочные аппараты постоянным током с выпрямителем на вторичной стороне трансформатора более дороги, но невосприимчивы к индуктивному падению напряжения. Они также подходят для трехфазных источников питания, что обеспечивает более сбалансированную нагрузку на сеть и позволяет получать более высокие мощности. В настоящее время также принято обеспечивать питание постоянного тока с помощью среднечастотного инвертора.Принцип для этого тот же, что и для инверторов, используемых для дуговой сварки: см. Стр. 56. Это уменьшает размер трансформатора и обеспечивает более быстрое регулирование тока и, следовательно, лучшее управление процессом сварки. Также несколько снижается износ электродов. Сварка сопротивлением использует среднюю / высокую частоту около 1–4 кГц. Более высокая частота (10–20 кГц) может использоваться для дальнейшего снижения веса портативных пистолетов для точечной сварки. Поскольку сварочный аппарат постоянного тока не страдает от падения реактивного напряжения, общая потребляемая мощность от сети снижается.
Использование инверторной технологии в сочетании с интеллектуальной технологией в источнике питания позволяет точно контролировать сварочный ток и время в режиме реального времени, обеспечивая лучший общий результат.
Если блок давления управляется серводвигателями, а не пневматически, время цикла может быть сокращено, например в роботизированной сварке.
Таблица 11.1. Примеры применения ряда методов контактной сварки.
| Изделие | Метод сварки | |||
|---|---|---|---|---|
| Точечная | Выступ | Шов | Вспышка | |
| Мойки из нержавеющей стали | • | • | ||
| Проволочные сетки, хранение лотки и т. д. | • | |||
| Детали мебели, стулья, столы | • | |||
| Трубы, рукава, ниппели | • | |||
| Инструменты, сверла | • | |||
| Подкрылки | • | |||
| Верх и низ баков | • | |||
| Кузова автомобилей | • | |||
| Кожухи дифференциала | • | |||
| Глушители | • | • | ||
| Трубы и секции | • | |||
| Рельсы | • | |||
| Цепь | • | |||
| Несущие балки | • | |||
Обычно мы различаем пять различных типов контактной сварки:
- •
точечная сварка
- •
шовная сварка
- •
выступающая сварка
- •
контактная стыковая сварка
- •
оплавление
Точечная сварка
Точечная сварка – это самый известный метод контактной сварки.Применяется для соединения тонких листовых материалов (до 3 + 3 мм) внахлест, и широко применяется, например, в автомобильной промышленности. Типичный автомобиль может иметь до 5 000 сварных стыков.
Высокий ток в сочетании с коротким временем нагрева означает, что тепловая энергия используется эффективно: очень мало отводится к окружающему металлу. Таким образом, точечная сварка имеет несколько преимуществ по сравнению с другими методами сварки листового металла, например:
- •
Небольшая деформация детали, поскольку тепловая энергия более или менее ограничена непосредственной близостью сварного шва.
- •
Очень высокая производительность для механизированных процессов. Точечная сварка листа 1 + 1 мм, например, занимает 0,20 с.
- •
Легко автоматизировать, с высокой стабильностью, что делает метод пригодным для массового производства.
- •
Низкое энергопотребление и незначительное загрязнение, не требуются наполнители. Таким образом, этот метод оказывает меньшее воздействие на окружающую среду, чем сварка дугой.
- •
Требуется небольшая подготовка.
Два электрода сжимают два металлических листа со значительным усилием, пропуская через металл большой ток. Тепловая энергия вырабатывается, когда ток проходит через электрическое контактное сопротивление между двумя листами, как указано по формуле:
Q = I2⋅R⋅t
, где Q = количество тепловой энергии (Вт)
I = ток (А)
R = сопротивление сварного шва (Ом)
t = время сварки (с)
Общее сопротивление между электродами (см. рисунок 11.2) состоит из:
Рисунок 11.2. Принцип точечной сварки.
2r1 + 2r2 + r3
где r 1 = контактное сопротивление между каждым электродом и заготовкой
r 2 = сопротивление через металл каждой соединяемой детали
r 3 = контактное сопротивление между двумя металлическими частями.
Сопротивление контакта между электродами и заготовкой, и особенно сопротивление контакта между двумя соединяемыми металлическими частями, значительно выше, чем сопротивление проводящего пути через металл.Незначительные неровности поверхности металла означают, что ток концентрируется в нескольких точках контакта, в результате чего наибольший нагрев приходится на контактные поверхности. Изменение зажимного усилия может изменить контактное сопротивление и, следовательно, нагрев металла.
В начале сварки контактное сопротивление очень высокое. Первоначальное прохождение тока через поверхностные слои приводит к быстрому падению контактного сопротивления. Большая часть тепла, образующегося на контакте между электродами и заготовкой, отводится через электроды с водяным охлаждением.Однако это не относится к теплу, выделяемому в контактном сопротивлении между двумя листами заготовки. Температура здесь повышается до тех пор, пока не будет достигнута температура плавления металла, в то время как поверхности продолжают прижиматься друг к другу, так что в зоне контакта образуется сварочный шов.
Электроды должны быть из материала с высокой твердостью, низким электрическим сопротивлением и высокой теплопроводностью. Охлаждение имеет решающее значение для их срока службы. Износ и деформация увеличивают эффективный контактный размер электродов, что снижает плотность тока и, соответственно, прочность сварных швов.Срок службы электрода обычно составляет около 5 000–10 000 сварных швов: при сварке оцинкованной стали этот срок службы сокращается примерно до 500–2 000 сварных швов. Повязка наконечника с помощью специального инструмента восстанавливает форму наконечника электрода.
Процесс точечной сварки включает ряд параметров или переменных, которые можно регулировать для достижения оптимальных характеристик сварки. Были составлены таблицы оптимальных значений, но также необходимо оптимизировать процесс методом проб и ошибок.
Сварочный ток – это ток, протекающий через заготовку.Из всех параметров это имеет наибольшее влияние на прочность и качество сварного шва, поскольку количество выделяемого тепла пропорционально квадрату сварочного тока. Поэтому сварочный ток должен быть тщательно отрегулирован: слишком высокий ток приводит к сварке с плохой прочностью, со слишком большим углублением кратера, разбрызгиванием и некоторой деформацией. Это также означает, что электроды изношены без надобности. С другой стороны, слишком низкий ток также дает сварной шов ограниченной прочности, но на этот раз со слишком малой площадью сварного шва.
Время сжатия – это время, необходимое для создания зажимного усилия. Он меняется в зависимости от толщины металла и точности посадки, а также зависит от конструкции губок электрода.
Сила зажима – это сила, с которой электроды прижимают листы друг к другу (кН). Важно, чтобы это тщательно контролировалось, так как слишком низкое усилие зажима приводит к высокому контактному сопротивлению, сопровождающемуся разбрызгиванием, что приводит к плохой прочности сварного шва, в то время как слишком высокое усилие приводит к слишком маленькому сварному шву, опять же с плохой прочностью. , но сопровождается ненужным износом электродов и слишком большим углублением кратера.
Время сварки – это время, в течение которого ток течет через заготовку, и измеряется циклами, то есть время прохождения переменного тока через один цикл. В Европе частота сети составляет 50 Гц, что означает, что один цикл занимает 1/50 = 0,02 с.
Время удержания – это время от момента прерывания тока до момента, когда может быть снято зажимное усилие. Пластины должны удерживаться вместе до тех пор, пока сварочная ванна не затвердеет, чтобы можно было переместить соединение или электроды в следующее положение сварки.
Площадь электрода определяет размер области, через которую проходит сварочный ток, то есть плотность тока. Диаметр электрода (d) определяется в зависимости от толщины металла (t) по следующей формуле:
d = 5⋅t
Параметры сварки могут потребовать корректировки при сварке высокопрочных сталей, чтобы чтобы избежать риска образования микротрещин или пор.
Область на диаграмме (см. Рисунок 11.3), в которой может быть получен приемлемый точечный шов, называется полем допуска или выступом свариваемости.Слишком высокий ток приводит к разбрызгиванию, а слишком низкий ток или слишком короткое время сварки приводит к неадекватному сварному шву или даже к его отсутствию.
Рисунок 11.3. Участок смачиваемости, где можно получить приемлемую точечную сварку.
Шовная сварка
Шовная сварка используется так же, как точечная сварка, и действует по существу по тому же принципу. Разница в том, что используются два электрода в форме колеса, которые катят (и обычно подают) заготовку (см. Рисунок 11.4).
Рисунок 11.4. Принцип шовной сварки.
Два колеса должны быть одинакового размера, чтобы деталь не отклонялась в сторону одного из них. Фактический контактный профиль может быть спроектирован несколькими способами, чтобы соответствовать форме свариваемой детали. Ток может течь непрерывно во время сварки или периодически, создавая серию точек, которые расположены так близко друг к другу, что дает единый непрерывный сварной шов. Неизбежной проблемой шовной сварки является то, что часть тока «утекает» через завершенный шов.
Поскольку электродные ролики вращаются, их не нужно поднимать между каждой точкой, как при точечной сварке. Если сварной шов не обязательно должен быть непрерывным, можно использовать шовную сварку, чтобы расположить точки на одинаковом расстоянии друг от друга. Это означает, что шовную сварку можно выполнять быстрее, чем обычную точечную сварку.
Проекционная сварка
Как и в случае шовной и точечной сварки, выступающая сварка используется для соединения двух перекрывающихся листов относительно тонкого металла. Процесс включает в себя вдавливание ряда «ямок» на одной из пластин и одновременную сварку двух пластин вместе (см. Рисунок 11.5).
Рисунок 11.5. Принцип выступающей сварки.
Этот метод также можно использовать для приваривания металлического листа к концам стержней, стержней или труб или для приваривания гаек к листам. Проволочные сетки (то есть места пересечения проводов) также особенно подходят для сварки выступами.
Преимущество этого процесса по сравнению с точечной сваркой состоит в том, что электроды имеют меньший износ из-за большей площади контакта.
Стыковая контактная сварка
Стыковая контактная сварка используется для стыковой сварки стержней или проволоки, например.г. при сварке проволочных корзин, тележек для покупок или решетчатых решеток для использования в духовках. Стыковая сварка может применяться для сварки стали, меди, алюминия и его сплавов, а также золота, серебра и цинка.
Концы материала прижимаются друг к другу, и через них пропускается ток (см. Рисунок 11.6). Температура на контактном сопротивлении становится настолько высокой, что металл размягчается до пластического состояния, и две части могут быть соединены вместе. Максимальная площадь контакта обычно составляет около 150 мм 2 .Верхний предел определяется способностью сварочного аппарата обеспечивать равномерное распределение тепла по всем частям соединения. Нижний предел определяется практичностью обращения с материалом: для стальной проволоки наименьший размер обычно считается диаметром около 0,2 мм.
Рисунок 11.6. Стыковая контактная сварка.
Оплавление
Как и стыковая сварка, оплавление – это метод, при котором концы заготовки прижимаются друг к другу и свариваются.Он используется для сварки более толстых деталей, таких как тяжелые якорные цепи, рельсы и трубы. Этот процесс чаще всего используется для сварки стали, а также никелевых, алюминиевых и титановых сплавов.
Процесс начинается с предварительного нагрева компонентов. Это достигается путем перемещения частей вперед и назад, в контакт друг с другом и выхода из него несколько раз во время прохождения тока. Когда температура достаточно высока, процесс переходит к следующему этапу, известному как мигание .Детали медленно сводятся вместе и плотно прижимаются к контакту, что вызывает быстрое плавление и газификацию с впечатляющим выбросом расплавленного материала в виде дождя искр. Расплавленный металл двух поверхностей соединяется, и процесс продолжается с приложением давления ковки, так что расплавленный материал и любые захваченные оксиды или загрязнения выдавливаются из соединения в окружающее кольцо или высаживаются.
Уравнения и расчеты, относящиеся к контактной сварке
Это некоторые из основных расчетов, с которыми вам следует ознакомиться, если вы покупаете оборудование или изучаете процесс контактной сварки.
Расчет времени
Сварочные циклы
Первые аппараты для контактной сварки были привязаны к промышленной частоте источника питания машины. По этой причине в документации по контактной сварке вы по-прежнему будете часто встречать Weld Cycles . В Северной Америке частота сети составляет 60 Гц. Во многих других частях света рабочая частота составляет 50 Гц.
Карта мира, показывающая частоту в электросети общего пользования по странам. Не все окрашенные области имеют доступ к электросети.В Японии используются как 50 Гц, так и 60 Гц.
Однофазные машины переменного тока по-прежнему подсчитывают количество циклов сетевой частоты, чтобы контролировать время сварки. Инверторы (иногда называемые среднечастотными сварочными аппаратами постоянного тока [MFDC]) часто имеют частоту 1000 Гц, что упрощает расчет времени.
Время сварки (в миллисекундах) = количество циклов сварки / частота электросети
В Северной Америке при 60 Гц:
Время сварки (в миллисекундах) = количество циклов / 60
пример
15 циклов времени сварки
Время сварки (в миллисекундах) = 15/60 = 0.250 секунд (или 250 миллисекунд [мс])
В Англии и Европе, Китае и большинстве других мест в мире с частотой 50 Гц:
Время сварки (в миллисекундах) = количество циклов / 50
пример
15 циклов времени сварки
Время сварки (в миллисекундах) = 15 / 50 = 0,300 секунды (или 300 миллисекунд [мс])
Рабочий цикл
Рабочий циклиспользуется для математического снижения сварочного трансформатора. Сварщики сопротивлением очень редко работают при 100% рабочем цикле (что приравнивается к постоянному включению, как лампочка).Часто они включаются только на непродолжительное время. Если бы все аппараты для контактной сварки были рассчитаны на 100% -ный рабочий цикл, все они были бы огромными и очень дорогими. Таким образом, рабочий цикл можно использовать, чтобы сделать оборудование более подходящим для повседневной «нормальной» работы.
Следует проявлять осторожность при покупке сварщика, так как расчет рабочего цикла может быть изменен, чтобы заставить оборудование звучать более мощно, чем другое оборудование. См. Диаграммы ниже в разделе «КВА в зависимости от рабочего цикла». «50 кВА» – это не всегда сравнение яблок с яблоками.
В Северной Америке обычно принято оценивать сварочные трансформаторы на уровне 50%. На некотором импортном оборудовании вы увидите рейтинг рабочего цикла 20%. Можно найти трансформаторы с рейтингом от 4%. (Трансформатор с номиналом 0% означает, что вы никогда не сможете его использовать.)
Рабочий цикл = (время сварки) / (прошедшее время)
Прошедшее время часто рассчитывается с использованием 2 секунд, но также может быть рассчитано за одну минуту
пример (1 минута)
в среднем 4 сварных шва в минуту при времени сварки 15 циклов (250 мс) в Северной Америке
Рабочий цикл = (4 сварных шва X 0.250 с) / 60 с = 0,01667 = 1,67% рабочего цикла
пример (2 секунды)
в среднем 1 сварка за 2 секунды при времени сварки 15 циклов (250 мс) в Северной Америке
Рабочий цикл = (1 сварка X 0,250 секунды) / 2 секунды = 0,125 = рабочий цикл 12,5%
Трансформатор кВА
Расчет однофазного тока в кВА
S (кВА) = I (A) x V (RMS) / 1000
S (кВА) = полная мощность в кВА
I (A) = ток в амперах
В (RMS) = действующее напряжение
пример
I (A) = 153 A
В (RMS) = 460 В
S (кВА) = 70 кВА
Расчет трех (3) фазных ампер на кВА
S (кВА) = sqrt (3) x I (A) x V (RMS) / 1000
S (кВА) = полная мощность в кВА
I (A) = ток в амперах
В (RMS) = действующее напряжение
пример
I (A) = 153 A
В (RMS) = 460 В
S (кВА) = 122 кВА
кВА в зависимости от рабочего цикла
Px = Pmax X sqrt (Dc)
Px = кВА (x% нагрузки)
Pmax = кВА (нагрузка 100%)
Dc = рабочий цикл (пример: 30% = 0.30)
пример
Dc = 0,5
Pmax = 100 кВА
Px = 70,7 кВА
пример
Dc = 0,5
Px = 100 кВА
Pmax = 141,4 кВА
Передаточное число
Коэффициентвитков – это просто отношение входного напряжения / силы тока к выходному напряжению / силе тока.
Мощность трансформатора должна быть примерно такой же, как на входе, так и на выходе. Следовательно:
Мощность (вход) = Мощность (выход)
и
Мощность (Вт) = Вольт X Ампер
Вольт (вход) X Ампер (вход) = Вольт (выход) X Ампер (выход)
Вольт (вход) / Ампер (выход) = Вольт (выход) / Ампер (вход)
Сварка сопротивлением: машины и источники питания
В этой статье мы обсудим: – 1.Определение контактной сварки 2. Машины для контактной сварки 3. Электроснабжение 4. Электронное управление.
Определение контактной сварки:
По определению, контактная сварка – это процесс, при котором через две соприкасающиеся свариваемые металлические детали пропускают достаточно сильный электрический ток, который плавит металлы за счет сопротивления, которое они оказывают протеканию электрического тока.
Контактная сварка включает стыковую сварку, точечную сварку, сварку выступом, шовную сварку и сварку ударным током.Все они похожи по принципу резистивного нагрева, но различаются деталями применения.
При контактной сварке сильный ток (выше 100 А) при низком напряжении пропускается непосредственно через заготовку, и тепло выделяется сопротивлением протеканию тока, определяемым выражением 1 2 R / (где I – ток в амперах, R – сопротивление в омах и t – время или продолжительность протекания тока в секундах). Тепло, выделяемое в области контакта между свариваемыми деталями, переводит металл в пластичное состояние; затем детали прижимаются друг к другу, чтобы завершить сварку.В этом процессе предпочтительно два медных электрода включены в цепь с низким сопротивлением, и свариваемые металлы прижимаются между электродами.
Требуемое электрическое напряжение составляет от 4 до 12 В в зависимости от состава, площади, толщины и т. Д. Свариваемых металлических деталей. Мощность, подаваемая на сварку, обычно составляет от 60 до 180 Вт на каждый квадратный миллиметр площади. Переменный ток оказался наиболее подходящим для контактной сварки, поскольку он может обеспечить любую желаемую комбинацию тока и напряжения с помощью подходящего трансформатора.
Во избежание деформации поверхности нельзя допускать перегрева части металла, прилегающей к сварному шву или стыку.
Сопротивление протеканию тока состоит из:
(i) Сопротивление пути тока в работе
(ii) Сопротивление между контактными поверхностями свариваемых деталей и
(iii) Сопротивление между электродами и поверхностью свариваемых деталей.
Для повышения температуры между границами свариваемого изделия, а не на поверхности изделия, контактирующей с электродами, необходимо поддерживать минимальное сопротивление между электродами и поверхностью свариваемого тела.
Для получения хорошего сварного шва необходимо поддерживать постоянное контактное сопротивление, которое зависит от состояния поверхности.
Для сварки тонких материалов сопротивление пути тока в работе сохраняется минимальным. Для сварки толстых материалов с низкой проводимостью сопротивления пути тока имеют сравнительно большее значение, и контроль контактного сопротивления не требуется. Для сварки толстых материалов с высокой проводимостью могут использоваться либо электроды пониженного давления, либо электроды с высоким сопротивлением, температура плавления которых выше, чем у свариваемого металла.Для сварки двух разнородных металлов, имеющих разную проводимость, используются электроды с низкой проводимостью на стороне металла с высокой проводимостью и наоборот, чтобы предотвратить перегрев металла с низкой проводимостью и выработать тепло, достаточное для плавления стороны металла с высокой проводимостью.
Давление, которое необходимо приложить к сварному шву, также является важным фактором. При высоком давлении могут быть получены низкотемпературные пластичные сварные швы, а там, где давление снижается, сопротивление сварочному току должно увеличиваться.Существует предел, до которого можно увеличить сопротивление, после чего произойдет горение поверхности. Давление, необходимое для выполнения сварного шва, варьируется в пределах 2,5-5,5 кгс / мм 2 .
Величина тока регулируется либо изменением первичного напряжения сварочного трансформатора (с помощью автотрансформатора между источником питания и сварочным трансформатором), либо изменением первичных витков сварочного трансформатора. Альтернативный метод управления током сварки заключается в изменении величины и волны первичного, а также вторичного тока с помощью ламп Thyratron или Ignitron в первичной цепи.
При контактной сварке очень важно время, в течение которого течет ток. Обычно разрабатываются автоматические устройства, которые отключают подачу по истечении заданного времени после приложения давления (начала сварки). Давление может быть приложено вручную, с помощью давления воздуха, пружины или гидравлических средств. После отключения питания на электродах поддерживается давление до остывания сварного шва. В машинах, которые работают непрерывно, электроды охлаждаются водой, циркулирующей через полые электроды.
Электрическая схема для контактной сварки представлена на рис. 6.1. Машина, используемая для контактной сварки, содержит трансформатор, снабженный необходимыми отводами, зажимное устройство для удержания металлических деталей и механическое средство для принуждения деталей, подлежащих сварке, вместе для завершения сварки.
Контактная сварка имеет преимущество, заключающееся в выполнении большого объема работ на высоких скоростях, которые воспроизводятся с высоким качеством. Сварка сопротивлением выполняется очень быстро; однако у каждого процесса есть свой временной цикл.Операции контактной сварки выполняются автоматически. Хорошее качество сварных швов зависит не от навыков сварщика, а больше от правильной настройки и регулировки оборудования и соблюдения графиков сварки.
Контактная сварка применяется в основном в массовом производстве. Он легко адаптируется к тем компонентам, которые можно перемещать в машину, и они легкие. Операция очень быстрая и простая. Это единственный процесс, в котором можно контролировать нагрев и который допускает воздействие давления на сварной шов.Металлы среднего и высокого сопротивления, такие как сталь, нержавеющая сталь, монель и кремниевая бронза, легко свариваются. Однако в случае высокоуглеродистой стали требуется специальный механизм управления, а в случае материалов с низким электрическим сопротивлением используется специальное оборудование, обеспечивающее очень сильные импульсы тока (сварка с накоплением энергии).
Автомобильная промышленность является основным пользователем, за которым следует промышленность по производству бытовой техники. Он используется во многих отраслях промышленности, производящих различные изделия из металлов более тонкой толщины, а также для производства труб, насосно-компрессорных труб и конструктивных элементов меньшего размера.
При указании материала, предназначенного для сварки сопротивлением, необходимо учитывать состояние, в котором он будет поставляться в сварочный цех. Хотя небольшая ржавчина, прокатная окалина и т. Д. На материале не может в значительной степени повлиять на эффективность дуговой сварки, отсутствие чистоты будет фатальным для сварных соединений сопротивлением. Травление или дробеструйная обработка непосредственно перед операцией контактной сварки имеет важное значение для успеха этого последнего метода.
Материал толщиной до 5 мм, который будет использоваться при сварке сопротивлением, обычно приобретается в протравленном и слегка промасленном состоянии, и его следует бережно хранить, чтобы содержать в чистоте.Затем его можно использовать без удаления масляной пленки при условии, что масло чистое. Материал толщиной более 5 мм следует подвергнуть дробеструйной очистке перед отправкой в аппараты для контактной сварки.
Между дробеструйной очисткой и сваркой не должно быть длительных задержек, чтобы избежать новой коррозии, которая могла бы устранить преимущество, полученное первым. Пескоструйная очистка не рекомендуется, поскольку частицы кремнеземистого материала могут врастать в стальную поверхность и влиять на ее электрическое сопротивление.
Высокочастотная контактная сварка выполняется током от 400 до 450 кГц, который обычно подается с помощью генератора. Высокочастотный ток легко пробивает барьеры из оксидной пленки и создает тонкую зону термического влияния, поскольку он проходит по поверхности материала.
Однако контактная сварка также имеет некоторые ограничения и недостатки, перечисленные ниже:
(i) Первоначальная стоимость необходимого оборудования высока.
(ii) Для обслуживания оборудования и управления им требуются квалифицированные специалисты.
(iii) Для некоторых материалов требуется специальная подготовка поверхности.
(iv) Некоторые процессы контактной сварки ограничиваются соединениями внахлест. Соединение внахлест имеет внутреннее устройство между двумя металлическими деталями, которое вызывает концентрацию напряжений в приложениях, где присутствует усталость. Устройство также может вызвать проблемы при наличии коррозии.
Машины для контактной сварки :Аппарат для контактной сварки включает в себя трансформатор, подходящие электроды для подачи тока к сварному шву и устройство для регулирования механического давления, и, наконец, средства для регулирования продолжительности протекания сварочного тока.Механическое давление может создаваться посредством рычагов и муфты электродвигателем или сжатым воздухом. Величина требуемого давления зависит от типа работы и может варьироваться от нескольких кг для тонких листов или проволоки до тонны или более для тяжелых работ.
В старых типах сварочных аппаратов электроды приводились в действие, а электрическая цепь замыкалась нажатием педали. Таким образом, приложение давления и продолжительность протекания тока контролировались оператором, и для этого оператор должен быть опытным и квалифицированным.Современная практика заключается в пропускании сильных токов в течение более коротких промежутков времени (от 10 мс до 100 мс). Оборудование, используемое для этой цели, может быть с постоянным временем работы, с токовым приводом или с приводом от энергии.
Оборудование постоянного времени используется в высокоскоростном производстве, где работа имеет неизменно чистую поверхность. Оборудование постоянного времени может иметь механическое или электрическое управление. При механическом управлении, обеспечивающем до 300 сварных швов в минуту, используется кулачковый переключатель, включенный в первичную цепь сварочного трансформатора, приводимый в действие сварочным аппаратом.
Для большого количества сварных швов в минуту механическое устройство становится непригодным, поскольку оно не способно обеспечить постоянно точную синхронизацию из-за износа кулачка и рабочего механизма, искрения и подгорания контактов и нарушений, вызванных замыканием переключателя при различных моменты в цикле.
Альтернативная схема – управление синхронизацией с помощью управляемых сеткой игнитронов или тиратронов. Легче построить трубки для высокого напряжения и небольшого тока, чем для низкого напряжения и большого тока.Схема с использованием клапанов во вторичной цепи последовательного трансформатора показана на рис. 6.18. Когда трубки проводят, вторичная обмотка последовательного трансформатора почти закорачивается, и все напряжение питания поступает на первичную обмотку сварочного трансформатора.
Но когда трубки не проводят ток, первичная обмотка последовательного трансформатора создает высокое сопротивление в цепи сварочного трансформатора, и ток снижается до незначительного значения. Вспомогательные клапаны используются для управления синхронизацией отрицательного потенциала, приложенного к решеткам основных трубок.
Метод контроля с постоянным временем не дает стабильно хороших результатов, когда возможны отклонения в условиях выполнения последовательных сварных швов из-за колебаний напряжения питания или механического давления, износа электродов, неровностей поверхности и т. Д. используется управление, при котором к сварному шву подводится определенное количество энергии.
Метод постоянного времени контроля не оказался успешным, особенно при современной высокоскоростной сварке.Энергетическое управление, которое позволяет току течь до тех пор, пока заранее определенное количество энергии не будет подано на сварной шов, теоретически является идеальным методом. Однако аппаратура управления довольно сложна.
Источник питания для контактной сварки: Источник питанияпеременного тока используется для контактной сварки из-за простоты и удобства, с которыми требуемый высокий ток при низком напряжении может быть получен с помощью трансформатора. КВА, необходимая для контактной сварки, когда фактически выполняется сварка, колеблется от нескольких кВА до 1 МВА.Коэффициент мощности будет около 0,25 или 0,3 с запаздыванием. Коэффициент мощности низкий в основном из-за высокого отношения реактивного сопротивления к сопротивлению петли, образованной губками сварочного аппарата. Такие сильные прерывистые однофазные нагрузки могут вызвать серьезные проблемы с падением напряжения в питающей сети.
Такие проблемы можно до некоторой степени преодолеть, подключив параллельно сварочному трансформатору конденсаторы подходящей емкости, чтобы повысить коэффициент мощности. Но при таком расположении коэффициент мощности станет опережающим, когда сварочный ток не будет потребляться.Этой проблемы можно избежать, последовательно подключив конденсаторы к сварочному трансформатору, чтобы нейтрализовать падение реактивного сопротивления в цепи питания.
Электронное управление контактной сваркой :Поскольку необходимо учитывать несколько факторов, например, ток, давление, тепло, время, ручное управление не дает хороших результатов в случае контактной сварки. Для точного контроля этих факторов используются сварочные цепи с электронным управлением.
Здесь приведены некоторые электронные схемы управления:
и.Контактор Ignitron :
Теперь обсудим теорию использования подрядчика игнитрона в качестве подрядчика для управления сильными токами.
Простой линейный контактор, использующий два игнитрона, показан на рис. 6.19. Если переключатель S замкнут в момент, когда линия 1 положительна, ток будет проходить через первичную обмотку сварочного трансформатора, выпрямитель a, переключатель S, выпрямитель b, игнитрон I 2 и обратно в линию 2. Ток будет зажигают дугу в игнитроне I 2 , и трубка начинает токопроводить.Теперь напряжение на I 2 падает до низкого значения, вызывая падение напряжения в цепи игнитрона. Таким образом, игнитрон будет работать достаточно долго, чтобы зажег дугу. Точно так же в течение следующего полупериода линия 2 будет положительной, и ток будет течь из линии 2 через выпрямитель c, переключатель S, выпрямитель d на ignitron I 1 .
В течение этого полупериода, когда анод игнитрона I 2 становится отрицательным, он перестает проводить. В этой схеме используются металлические выпрямители.Они проводят ток в правильном направлении, тем самым предотвращая приложение отрицательного напряжения к электродам и защищая игнитроны от повреждений, связанных с обратным током. Для подачи подходящего давления через верхний подвижный электрод используется соленоид. Ручное управление переключателем контактора возможно только при длительной сварке. Но для точного контроля времени коротких сварных швов используются тиратроны для зажигания игнитронов, как показано на рис. 6.20. Сеточные цепи тиратронов управляются подходящей схемой управления синхронизацией.
Так как через игнитроны протекает очень сильный ток, скажем, 1000 ампер, а падение дуги принимается постоянным на уровне 10 вольт, поэтому будут иметь место потери до уровня 10 кВт. Таким образом, игнитроны всегда охлаждаются водой. В случае очень большой нагрузки температура воды становится слишком высокой, нормально замкнутые контакты термостата размыкаются и игнитроны перестают проводить ток.
ii. Блок управления нагревом :
Это электронная схема, которая помогает задерживать зажигание игнитронов на определенный, заданный угол в каждом цикле и работает вместе с линейным контактором.Типовая схема, используемая для регулирования нагрева, показана на рис. 6.21. По сути, это схема управления фазовым сдвигом, которая задерживает зажигание игнитронов, тем самым уменьшая величину сварочного тока в соответствии с требованиями.
iii. Цепь таймера переменного тока :
Когда конденсатор C разряжается через резистор R, напряжение на конденсаторе падает экспоненциально, как указано выражением –
Из приведенного выше выражения ясно, что чем больше емкость конденсатора и сопротивление резистора, тем больше будет время, необходимое для того, чтобы напряжение упало на заданную величину.Таким образом, во всех схемах таймера предусмотрена возможность зарядки конденсатора до определенного значения напряжения, а затем разряда с помощью короткозамкнутого переключателя до тех пор, пока конденсатор не разряжается до определенного значения, когда сработает реле и конкретный контакт размыкается или замыкается.
Типовая схема таймера переменного тока показана на рис. 6.22. Такая схема таймера используется для управления количеством циклов, в течение которых мощность может подаваться на сварной шов. Действие такой схемы таймера объясняется тем, что – когда переключатель S разомкнут, а клемма питания 1 положительна w.r.t. клемма 2, катод и анод тиратрона имеют одинаковый потенциал, а сетка – ve w.r.t. катод, и, следовательно, отсутствие тока между катодом и сеткой. Когда клемма 1 отрицательная по отношению к клемма 2, потенциал на a положительный, сетка становится положительной относительно катодно-анодный и электронный ток течет через R 2 , R 1 от сетки к катоду, через R 3 и к клемме 1.
За несколько циклов конденсатор C 2 будет заряжен до максимального напряжения между a и 1.Это связано с большим значением постоянной времени. Конденсатор не сильно разряжается во время отрицательного полупериода сетевого напряжения. Сопротивление R ограничивает ток цепи катод-сетка до безопасного значения, а также определяет количество циклов, в которых C 2 будет полностью заряжен. Пока переключатель S остается разомкнутым, конденсатор C 2 остается заряженным за счет действия выпрямления сети.
Как только переключатель S замыкается, сеть становится очень отрицательной по отношению к. катод, и ток зарядки конденсатора через сеточное выпрямление отсутствует.Следовательно, конденсатор начнет разряжаться через R 2 , и отрицательное смещение сетки будет постепенно уменьшаться в зависимости от постоянной времени R 2 C 2 разрядной цепи. Проводимость в лампе тиратрона начинается во время положительного полупериода анодного напряжения, когда напряжение сети мгновенно повышается до критического напряжения сети. Ток через катушку реле выпрямляется полуволнами. Таким образом, чтобы избежать дребезга клемм реле, конденсатор C 1 подключен к катушке реле.
iv. Сварочные процессы с накоплением энергии :
Чтобы удовлетворить потребность в сильноточных металлах с очень высокой проводимостью, таких как алюминий и магний, используются сварочные цепи для аккумулирования энергии. В основном существует две такие схемы, а именно цепи с электростатическим накоплением энергии и цепи с электромагнитным накоплением энергии.
1. Цепь для сварки разрядом конденсатора:
Как показано на рис. 6.23, конденсатор C (конденсаторная батарея емкостью от 2 000 до 3 000 мкФ) заряжается примерно до 3 000 вольт от выпрямителя, управляемого сетью.Когда конденсатор соединен с первичной обмоткой сварочного трансформатора с помощью контактора игнитрона, он разряжается, и, таким образом, во вторичной обмотке будет образовываться высокий переходный ток для сварки материала.
Примечательные точки в связи с этой схемой:
(i) Когда напряжение конденсатора приближается к напряжению источника питания, скорость зарядки становится ниже, поэтому для зарядки конденсатора примерно до 3000 В при высокой скорости заряда потребуется напряжение примерно от 5000 до 6000 В.Схема регулирования напряжения отключает выпрямитель от батареи, когда напряжение батареи становится 3000 В.
(ii) Если есть остаточный магнетизм около насыщения, это приведет к низкой скорости изменения потоковых связей во вторичной обмотке и, следовательно, к производству низкого тепла. Следовательно, в сердечнике сварочного трансформатора не должно быть флюса.
2. Сварочный контур с накопителем магнитной энергии:
В этом типе сварки энергия, запасенная в магнитной цепи, используется в процессе сварки.Напряжение постоянного тока выпрямителя регулируется соответствующим образом, так что ток в первичной обмотке трансформатора повышается постепенно, не вызывая большого тока во вторичной обмотке. Это необходимо для предотвращения предварительного нагрева металлов в сварном шве. Предварительный нагрев алюминия, магния и т. Д. Нежелателен, так как вызывает деформацию.
Когда в сердечнике трансформатора накоплено достаточно энергии, контактор размыкается, ток постоянного тока прекращается и происходит быстрое схлопывание магнитного поля. Спад флюса вызывает сильные токи во вторичной обмотке трансформатора для сварки.
Потребность в кВА на линии при сварке с накоплением магнитной энергии выше, чем при сварке разрядом конденсаторов, но высоковольтный выпрямитель и дорогостоящая конденсаторная батарея не требуются.
Урок 1 – Основы дуговой сварки
Урок 1 – Основы дуговой сварки © АВТОРСКИЕ ПРАВА 1999 УРОК ГРУППЫ ЭСАБ, ИНК. I, ЧАСТЬ B 1.8.5.7 Поскольку 80 вольт необходимо для зажигания дуги слишком высок для практического сварка, какие-то средства должны быть используется для понижения этого напряжения до подходящий уровень.Теоретически переменный резистор надлежащей стоимости может использоваться как выход контроль, поскольку напряжение обратно пропорционально пропорционально сопротивлению как мы видели при изучении закона Ома. Закон Ома также гласил, что сила тока прямо пропорциональна напряжение. При этом вы можете видеть, что регулировка регулятор вывода также отрегулирует сила тока или сварочный ток. 1.8.5.8 После зажигания дуги и тока начинает течь через вторичный или сварочный цепи, напряжение в этой цепи будет 32 В, потому что тогда она контролируется выходной контроль.1.8.6 Мощность Требования – мы можем произвести еще один расчет оглядываясь назад на рисунок 15, и это энергопотребление. Ранее мы объясняли, что ватт был блок электрического мощность и может быть рассчитана по формуле: Ватт = Вольт × Ампер 1.8.6.1 Из рисунка 15 видно, что мгновенная мощность во вторичной цепи составляет: Вт = 32 × 300 Вт = 9600 Вт 1.8.6.2 Первичная сторона нашего трансформатора также должен быть способен обеспечить 9600 Вт (без учета потерь на нагрев, коэффициента мощности и т. д.), поэтому, переставив формула, мы можем Рассчитайте требуемый ток или силу тока в линии питания: Сила тока = Ватты ÷ Вольт A = 9600 ÷ 230 = 41,74 А 1.8.6.3 Эта информация устанавливает приблизительную требования к мощности для сварщика и помогает определить необходимый размер входного кабеля и предохранителя. РИСУНОК 15 9600 ВАТТ 9600 ВАТТ 230 ОБОРОТОВ 80 80 ОБОРОТОВ ВЫХОД OCV КОНТРОЛЬ 230 ПЕРВИЧНОЕ НАПРЯЖЕНИЕ ВТОРИЧНЫЙ 41,74 УСИЛИТЕЛЬ УПРОЩЕННЫЙ СВАРОЧНЫЙ ТРАНСФОРМАТОР 32 ВОЛЬТ 300 АМПЕР Трансформатор– Аппарат для точечной сварки: преимущество высокого тока перед высоким напряжением
Проблема здесь в том, что на практике существует ограничение на ток, который может обеспечить источник питания.Также важно различать причины и следствия, или, другими словами, определять зависимые и независимые переменные – во-первых, это должно прояснить проблему, поднятую в вашем дополнении.
При фиксированном сопротивлении детали, идеальном источнике питания с фиксированным напряжением (вплоть до его максимального тока) и идеально эффективном трансформаторе и т. Д. Зависимости следующие: Напряжение питания \ $ Vp \ $ и коэффициент трансформации трансформатора \ $ N1 / N2 \ $ определяют вторичное напряжение \ $ Vs = Vp.N2 / N1 \ $, который вместе с сопротивлением детали \ $ Rs \ $ определяет вторичный ток \ $ Is = Vs / Rs \ $, который, в свою очередь, вместе с коэффициентом трансформации определяет первичный ток \ $ Ip = Is.N2 / N1 \ $. Другой независимой переменной является максимальный ток , который может потребляться от источника питания (или максимальный ток, который может выдержать первичная обмотка трансформатора, в зависимости от того, что меньше).
Обдумайте ваше утверждение: «Если число вторичной обмотки становится больше, ток в ветви R_s становится выше.Таким образом, даже если ток снижается, потребляемая мощность становится выше, поскольку мы «забираем» больше тока из источника ».
Если исключить предложение ‘даже если ток снижается’, что, вероятно, не так, тогда остальная часть этого утверждения верна, насколько это возможно: увеличение \ $ N2 \ $ увеличивает напряжение на нагрузке, и следовательно, и ток через него, и рассеиваемая в нем мощность. Например, если \ $ N2 \ $ удваивается, \ $ Vs \ $ удваивается, что приводит к удвоению и \ $ Is \ $, поэтому рассеиваемая мощность увеличивается в четыре раза.Вследствие этого потребляемый первичный ток увеличивается в четыре раза, что можно увидеть либо из сохранения энергии, приложенной к первичной и вторичной цепям, либо из отношения трансформатора \ $ Ip = Is.N2 / N1 \ $, где оба \ $ \ $ И \ $ N2 \ $ увеличились вдвое. Однако при добавлении дополнительных витков вторичной обмотки незадолго до того, как первичный ток достигнет своего предела.
Итак, вы правильно сказали, что увеличение вторичных витков увеличит мощность, передаваемую на заготовку, но только до точки, когда вы начинаете перегрузку источника.На практике, если вы приложите напряжение источника 240 В непосредственно к заготовке, вы почти наверняка перегрузите источник питания, и в этом случае вам понадобится понижающий трансформатор, чтобы просто оставаться в этом пределе. Чтобы обеспечить максимальную мощность сварки, вам нужен трансформатор, который выполняет наименьшее понижение напряжения, сохраняя при этом первичный ток в пределах своих пределов.
Обратите внимание, что для того, чтобы понять эту проблему достаточно хорошо, вам не нужно учитывать паразитные импедансы, показанные на диаграмме, которые сравнительно малы и просто усложняют проблему, не добавляя никаких дополнительных сведений.С другой стороны, как уже упоминали другие, во вторичных обмотках также будет рассеивание, поэтому вам нужно использовать провод достаточного диаметра для обработки вторичного тока – по крайней мере, достаточного, чтобы избежать перегрева, и, кроме того, тем ниже сопротивление. Чем меньше мощность вторичной обмотки, тем меньше мощности будет рассеиваться там, а не в заготовке. Если максимальный ток первичной цепи равен \ $ Iplimit \ $, соответствующий вторичный ток равен \ $ Iplmit.N1 / N2 \ $. Если, как на видео, вы модифицируете существующий трансформатор, максимальная мощность вашего сварочного аппарата может быть установлена физическим пределом на количество витков достаточно большого провода, который вы можете установить на якорь трансформатора.
(PDF) Обзор применения электрической структуры в точечной сварке сопротивлением
К. Чжоу, П. Яо: Обзор применения электрической структуры в RSW
[18] Т.К. Манджунатх, С. Джанардханан и Н.С. Кубал, «Моделирование, проектирование, реализация
и управление сварочным процессом с помощью микроконтроллера»,
в Proc. 5-я Азиатская конференция по контролю, июль 2004 г., стр. 828–836.
[19] X. C. Wang и M. Y. Lui, «Система управления произвольной формой сигнала для источника питания точной точечной сварки
», J.Матер. Процесс. Technol., Т. 122,
№№ 2–3, pp. 185–188, 2002.
[20] К. Чжоу и Л. Цай, «Метод нелинейного контроля тока для точечной сварки сопротивлением
», IEEE / ASME Trans. Мехатроника, т. 19, нет. 2, pp. 559–569,
Apr. 2014.
[21] С. Дхандапани, М. Бриджес, Э. Каннати-Асибу, «Нелинейное электрическое моделирование
для процесса контактной точечной сварки», в Proc. Амер. Control
Conf., Июнь 1999 г., стр. 182–186.
[22] К. Чжоу и Л. Цай, «Исследование безопасности работы системы точечной сварки переменным током
», IET Power Electron., Vol. 7, вып. 1, pp. 141–147,
Jan. 2014.
[23] L. Gong, C.-L. Лю и Х. Ф. Чжа, «Динамическое измерение коэффициента мощности
на основе модели в реальном времени при контактной точечной сварке переменным током со встроенным ИНН
», IEEE Trans. Ind. Electron., Vol. 54, нет. 3, pp. 1442–1448,
Jun. 2007.
[24] T. L. Baldwin, T.Хоганс, младший, С. Д. Генри, Ф. Ренович, младший, и
П. Т. Латкович, «Компенсация реактивной мощности для управления напряжением на аппаратах для резистивной сварки
», IEEE Trans. Ind. Appl., Vol. 41, нет. 6, pp. 1485–1492,
Nov. 2005.
[25] W.-H. Ко и Ж.-К. Гу, «Разработка и применение конденсаторной батареи
с тиристорным переключением для высокого гармонического искажения и быстро меняющейся однофазной электросварочной машины
», IET Power Electron., Vol. 9, вып.15,
pp. 2751–2759, декабрь 2016 г.
[26] П. Подржай, И. Полайнар, Й. Диачи, З. Кариж, «Влияние формы сварочного тока
на выталкивание и прочность сварного шва. контактных точечных сварных швов ”,
Научн. Technol. Сварочные соединения, т. 11, вып. 3, pp. 250–254, 2006.
[27] С. Гао, Л. Бадде и Л. Ву, «Исследование эффективного сварочного тока
при точечной сварке», в Proc. ASME Winter Annu. Знакомьтесь., Прод. Англ.
Отдел, 1993, стр.965–970.
[28] L. Gong, C.-L. Лю и Л. Гуо, «Остаточный адаптивный алгоритм применяет
для интеллектуального расчета в реальном времени текущего среднеквадратичного значения во время точечной сварки сопротивления
», в Proc. Int. Конф. Neural Netw. Brain (ICNN & B),
,, октябрь 2005 г., стр. 1800–1806.
[29] К. Чжоу и Л. Цай, «Алгоритм для расчета среднеквадратичного значения
несинусоидального тока, используемого при контактной точечной сварке переменным током», J. Power
Electron., т. 15, нет. 4, pp. 1139–1147, 2015.
[30] С. Асланлар, «Влияние размера зародыша на механические свойства при контактной точечной сварке
листов, используемых в автомобильной промышленности»,
Mater. Des., Vol. 27, нет. 2, pp. 125–131, 2006.
[31] К. Чжоу, «Разработка онлайн-системы контроля качества для точечной сварки сопротивлением
», к.т.н. диссертации, кафедра мех. Eng., Hong Kong Univ. Sci.
Technol., Гонконг, 2013.
[32] M.Эль-Банна, Д. Филев и Р. Б. Чиннам, «Онлайн-качественная классификация самородков
с использованием нейронной сети линейного векторного квантования для контактной точечной сварки
», Int. J. Adv. Manuf. Technol., Т. 36, ном. 3–4,
pp. 237–248, март 2008 г.
[33] К. Чжоу и Л. Цай, «Онлайн-система контроля диаметра стержня для точечной сварки сопротивлением
», Int. J. Adv. Manuf. Technol., Т. 68, №№ 9–12,
pp. 2571–2588, 2013.
[34] X.Чжао и Л. Цай, «Управление током для однофазных точечных сварочных систем переменного тока
с использованием схемы обучения Фурье», Proc. 26-я IASTED
Int. Конф. Моделирование, Идентификация, Контроль (MIC), 2007, стр. 7–12.
[35] К. Чжоу, П. Яо и Л. Цай, «Контроль постоянного тока и постоянной мощности
при контактной точечной сварке переменным током», J. Mater. Процесс. Technol., Т. 223,
pp. 299–304, Sep. 2015.
[36] Д. У. Адамс, К. Д. Саммервилл, Б.M. Voss, J. Jeswiet и
M. C. Doolan, «Корреляция изменений сигнатуры динамического сопротивления
с прочностью сварного шва при контактной точечной сварке с использованием анализа главных компонентов
», J. Manuf. Sci. Англ., Т. 139, нет. 4, pp. 044502-1–044502-4,
2007.
[37] С.А. Гедеон, С.Д. Соренсен, К.Т. Ульрих и Т.В. Игар, «Измерение динамических электрических и механических свойств пятна сопротивления.
сварных швов, Сварка J., т. 66, нет. 2, pp. 378s – 385s, 1987.
[38] X. Chen и K. Araki, «Нечеткое адаптивное управление процессом контактной точечной сварки
с текущей эталонной моделью», в Proc. IEEE Int. Конф. Intell.
Процесс. Syst., Октябрь 1997 г., стр. 190–194.
[39] Й. Чо и С. Ри, «Новая технология для измерения динамического сопротивления
и оценки прочности при контактной точечной сварке», Meas. Sci. Technol.,
т. 11, вып. 8. С. 1173–1178, август 2000 г.
[40] Й. Чо и С. Ри, «Мониторинг динамического сопротивления первичной цепи
и его применение для оценки качества во время точечной контактной сварки»,
Welding J., vol. 81, нет. 6, pp. 104s – 111s, 2002.
[41] Дж. Д. Каллен и др., «Мультисенсорная сварка для оперативного мониторинга качества
точечной сварки в автомобильной промышленности», Measurement, vol. 41, нет. 4,
pp. 412–423, 2008.
[42] Y. Luo, W. Rui, X. Xie, and Y. Zhu, «Исследование роста самородков в точке сопротивления однофазному переменному току
». Сварка на основе расчета динамического сопротивления
”, Ж.Матер. Процесс. Technol., Т. 229, стр. 492–500, март 2016 г.
[43] Б. Клопчич, Д. Долинар и Г. Штумбергер, «Анализ многообмоточного трансформатора с двухполупериодным выпрямителем, поставляемого с инвертором
. на выходе –
пут ”, – J. Magn. Magn. Матер., Т. 320, нет. 20, pp. E929 – e934, 2008.
[44] Б. Клопчич, Д. Долинар и Г. Штумбергер, «Расширенное управление системой точечной сварки сопротивлением
», IEEE Trans. Power Electron., Т. 23, нет. 1,
с.144–152, январь 2008 г.
[45] К. Чжоу и Л. Цай, «Улучшение системы управления для системы точечной контактной сварки на постоянном токе средней частоты
», в Proc. Амер.
Control Conf., Сан-Франциско, Калифорния, США, июнь / июл. 2011. С. 2657–2662.
[46] Р. Брезовник, Й. Чернелич, М. Петрун, Д. Долинар и Й. Ритоня, «Влияние частоты коммутации
на сварочный ток системы точечной сварки»,
IEEE Trans. Ind. Electron., Vol.64, нет. 12, pp. 9291–9301, декабрь 2017 г.
[47] Х. Ли и Дж. Ю, «Разработка нечеткого контроллера для инверторной точечной сварки постоянным током
с использованием идентификации системы», J. Mech . Sci. Technol.,
т. 31, нет. 8, стр. 3961 3968, 2017.
[48] Д. Венугопал, М. Дас и В. Фернандес, «Исследование и реализация
шагового двигателя и алгоритма частичного подгонки решателя для сервоуправляемой точки
MFDC. сварщик ” в сб. IEEE Int. Конф. Электро / Инф.Technol. (EIT),
июнь 2009 г., стр. 286–291.
[49] М. Батиста и С. Д. Брэнди, «Использование динамического сопротивления и динамической энергии
для сравнения двух аппаратов для точечной сварки сопротивлением для автомобильной промышленности
в оцинкованных и немелованных листах», Amer. J. Eng. Res., Vol. 2,
нет. 6, pp. 79–93, 2013.
[50] Я. Чернелич, Р. Брезовник, Я. Ритоня, Д. Долинар и М. Петрун, «Оптимальная рабочая точка
для среднечастотных систем контактной точечной сварки. , ”
в Proc.IEEE 26th Int. Symp. Ind. Electron. (ISIE), Эдинбург, Великобритания,
июня 2017 г., стр. 2131–2137.
KANG ZHOU получил степени бакалавра и магистра
ter в Школе автоматизации,
Северо-Западный политехнический университет, Сиань,
Китай, в 2005 и 2008 годах, соответственно, и докторскую степень
. степень от факультета машиностроения
, Гонконгского университета науки и технологий
, Гонконг, 2013 г.Он
, в настоящее время доцент Института механики Китайской академии наук.
Его исследовательские интересы лежат в области электротехники,
мехатроники и интеллектуального управления сварочными системами.
PING YAO получил степени бакалавра и магистра
Центрального Южного Университета, Чанша,
Китай, и докторскую степень. степень от Южно-Китайского
технологического университета, Гуанчжоу, Китай.Она
в настоящее время является профессором и заместителем декана
Колледжа инженеров-электромехаников-
ing, Гуандунский политехнический педагогический университет,
Гуанчжоу. Она также является директором исследовательского центра промышленной робототехники
, интеллектуального вождения, системного и прикладного проектирования
. Ее исследования
посвящены промышленной робототехнике и интеллектуальному оборудованию, интеллектуальному мониторингу и контролю
и управлению производственным процессом, обработке сигналов,
и мониторингу состояния конструкций.Она получила множество наград, в том числе премию
в области науки и технологий провинции Гуандун.
ТОМ 5, 2017 25749
T. J. Оборудование, материалы и услуги для сварки сопротивлением снегу
THE FINE PRINT: T. J. Snow не несет ответственности за то, что вы следуете этим указаниям. Вы делаете это на свой страх и риск и рискуете повредить свое оборудование. Если что-то пойдет не так, вы не сможете привлечь нас к ответственности. Если вы не можете принять эти ограничения, не продолжайте эти тесты.
- Убедитесь, что питание сварочного аппарата отключено и питание отключено в соответствии с утвержденными заводом процедурами блокировки и маркировки.
- Отсоедините кабели, идущие от трансформатора или переключателей ответвлений к блоку управления.
- Если к трансформатору подключен переключатель ответвлений, убедитесь, что он находится на ответвлении, а не в положении «выключено».
- Подключите омметр к проводам, которые вы отсоединили от блока управления. Вы должны прочитать нулевое сопротивление или «непрерывность» через первичную обмотку трансформатора.
- Затем подключите омметр между любым линейным проводом и вторичной обмоткой трансформатора. Вы должны прочитать бесконечное сопротивление или «без непрерывности».
- Теперь подключите омметр между линейным проводом и землей (или корпусом) трансформатора. Вы должны прочитать бесконечное сопротивление или «без непрерывности».
- Установите все переключатели в положение наивысшего значения.
- Убедитесь, что концы сварных швов или вторичная обмотка трансформатора представляют собой разомкнутую, а не замкнутую цепь.Это можно сделать, поместив между наконечниками кусок жесткого утеплителя или старую кредитную карту.
- Подключите шнур 110 В перем. Тока с предохранителем к двум проводам. Примечание. Если обмотки трансформатора неисправны, вы, вероятно, перегорите предохранитель в шнуре 110 В.
- Проверьте вторичное выходное напряжение трансформатора с помощью вольтметра. Это измерение следует производить прямо на трансформаторе, а не на наконечниках. Плохие соединения во вторичном контуре могут вызвать большее падение напряжения на них.Также убедитесь, что вторичный контур все еще открыт (вверху), иначе трансформатор будет находиться под нагрузкой.
- Если ваш сварочный аппарат питается от сети 220 В переменного тока, вы должны прочитать примерно ½ номинального максимального вторичного напряжения.
- Если ваш сварочный аппарат имеет источник питания 440 В переменного тока, вам следует прочитать примерно от максимального номинального вторичного напряжения.
- Если значение напряжения близкое, ваш трансформатор, вероятно, исправен.
