
Трехфазный сварочный аппарат на 400 Ампер
Этот сварочник был сделан ещё 4 года назад и работает до сих пор очень хорошо. А началась история по созданию с того, что нашёл большой трехфазный трансформатор 13 кВт от выпрямителя, на разборке, и смог купить его за небольшую сумму. А в наличии уже был весь мост, то есть 6 диодов на 200 ампер.
Первичная обмотка намотана с помощью плоской шины 3 х 5 мм, а вторичная – 4 х 6 мм под напряжение 110 В. Включение такого большого трансформатора в сеть было через предохранители на 25 А. Понятно что мягкий старт будет необходим. Далее размотал некоторые вторичные обмотки, а остальные разделил на две части и соединил параллельно, что дало 48 мм квадратные обмотки на каждой колоне и напряжение 28 В (на каждой из них). Подключил обмотки в звезду и присоединил к выпрямительному мосту, получив на выходе напряжение 65 В постоянного тока.
Для регулирование сварочного тока выбрал 3-фазный контроллер на первичной стороне по двум причинам: фазовый контроллер на U209B имеет плавный пуск, и уже были диоды, поэтому не пришлось покупать тиристоры для регулировки по вторичной обмотке.
С помощью такой настройки плавный пуск работает очень хорошо, и ток можно регулировать, но сварка оказалась невозможна, так как во время процесса напряжение было слишком высоким, а электрод прогрелся до красного цвета. Этот трансформатор слишком жесткий, потому что вторичная обмотка намотана на первичную обмотку. Магнитный поток должен был быть как-то рассеян.
В книге по теории сварочной схемотехники читал, что можно рассеять магнитный поток включив дроссель на вторичной обмотке, на переменном токе. Намотал три по 20 витков с помощью плоской шины 4 х 6 мм на сердечники с поперечным сечением 5 х 4 см и включил их последовательно на каждом столбе. И теперь сварочный ток можно регулировать от 40 А 60 В – до 400 А 65 В. Во время сварки напряжение составляет 24-28 В в зависимости от сварочного тока. Что касается дросселей, то они были выбраны методом подбора.
Во время испытаний сварил 10 электродов один за другим, трансформатор был немного теплый, только диоды нагрелись, поэтому использовал вентилятор и термостат, который выключит сварщик, когда диоды превысят температуру 70C.
Сварочный аппарат очень легко зажигает дугу, не гаснет, не распыляет, слышно при работе только характерное шипение. Можно сваривать тонкими электродами, например, 2 мм. Во время прожига отверстий измеритель токовый показывал до 600 А.
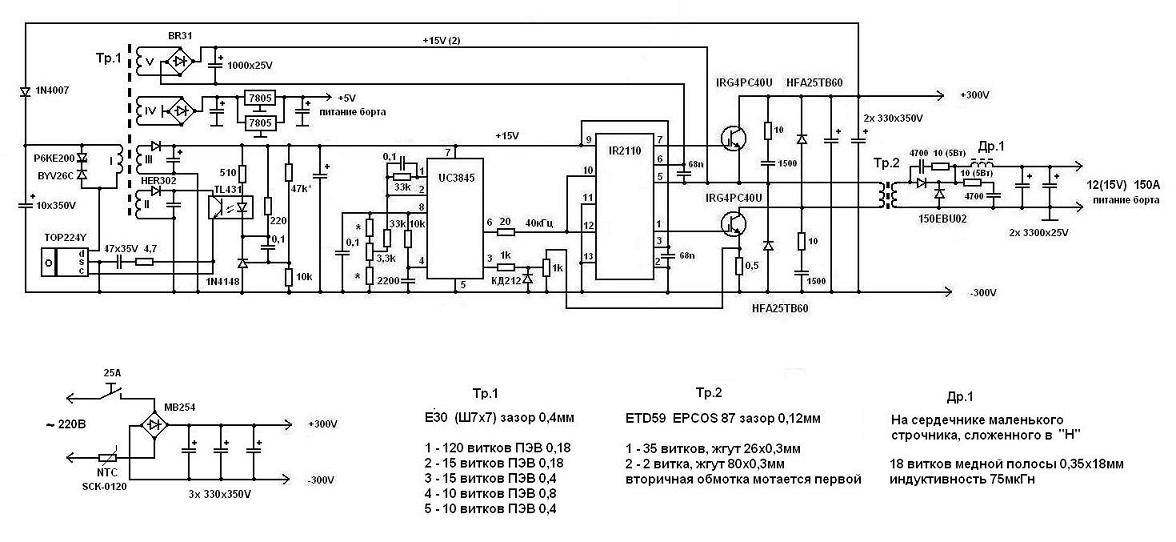
Схема была нарисована от руки, просто нет программы для рисования принципиальных схем. Если надо немного подробнее – смотрите в статье про СА на 250 Ампер.
А это принципиальная схема драйвера выпрямителя:
Сварочный аппарат на холостом ходу потребляет 1 А на фазу, а при сварке электродом 3,2 мм примерно 10 А на фазу.
Из того что вы видите понятно, что СА вышел довольно тяжелый – более 100 кг, но использую его только в гараже. Для работы вне гаража и в полевых условиях есть сварочный инвертор (тоже самодельный), и качество сварки у них примерно сопоставимо.
все для инверторов сварочного тока
4 июня 2015
Texas InstrumentsстатьяMOSFET
Удобные и компактные инверторные источники тока для сварочных аппаратов с высоким КПД и корректором коэффициента мощности могут быть легко реализованы на базе микросхем Texas Instruments: ККМ-контроллеров с режимом чередования фаз UCC280xx, драйверов затворов силовых транзисторов UCC27xxx и LM51xx, а также – в случае цифровых источников тока – на базе микроконтроллеров из линейки C2000.
Когда речь идет об изготовлении металлоконструкций, одним из экономичных и эффективных способов соединения различных металлов является сварка. На сегодняшний день существует множество технологий, которые используют в своей работе различные источники энергии для создания сварочного шва: электрическую дугу, газовое пламя, лазерное излучение и так далее. Вне зависимости от используемой технологии, для образования и стабильного горения сварочной дуги необходимо обеспечить заданную вольт-амперную характеристику (ВАХ).
Отдельно стоит отметить инверторный источник сварочного тока – ИИСТ. ИИСТ набирает свою популярность и широкое распространение благодаря своей мобильности, экономичности и высокой производительности. В большинстве случаев инверторные источники заметно повышают удобство и производительность сварки. Несмотря на малые габариты, они не уступают классическими источникам (трансформаторным и выпрямительным) по обеспечиваемым параметрам. Уменьшение габаритов ИИСТ, в основном, связано с использованием в схеме инвертора малогабаритного высокочастотного трансформатора вместо мощного сетевого силового трансформатора, используемого в трансформаторных и выпрямительных источниках.
Уменьшение габаритов ИИСТ, в основном, связано с использованием в схеме инвертора малогабаритного высокочастотного трансформатора вместо мощного сетевого силового трансформатора, используемого в трансформаторных и выпрямительных источниках.
Общие принципы построения инверторного преобразователя
Упрощенно общую схему инверторного преобразователя можно разделить на несколько основных блоков (рисунок 1): входной блок (фильтр, выпрямитель, ККМ), инвертор, выходной выпрямитель и система управления. Входной блок обеспечивает преобразование переменного тока сетевого напряжения 50 Гц в постоянное напряжение высокого уровня. Инвертор преобразует полученное высокое постоянное напряжение в переменное напряжение высокой частоты, частота преобразователя может достигать 100 кГц, в зависимости от конкретного исполнения. В дальнейшем напряжение понижается на высокочастотном трансформаторе и выпрямляется до требуемых выходных значений 70…90 В. При этом ток нагрузки в выходных цепях может достигать сотен ампер. Для повышения КПД устройства в качестве ключей и выпрямляющих элементов используются мощные MOSFET или IGBT-транзисторы. Дополнительное наличие цифровой системы управления в инверторном сварочном аппарате позволяет значительно расширить функционал устройства. Одной из таких возможностей является плавная регулировка величины сварочного тока в широком диапазоне. Это облегчает использование различных типов электродов и дает возможность хранения в дополнительной памяти наиболее часто применяемых режимов для сварки и плазменной резки.
Для повышения КПД устройства в качестве ключей и выпрямляющих элементов используются мощные MOSFET или IGBT-транзисторы. Дополнительное наличие цифровой системы управления в инверторном сварочном аппарате позволяет значительно расширить функционал устройства. Одной из таких возможностей является плавная регулировка величины сварочного тока в широком диапазоне. Это облегчает использование различных типов электродов и дает возможность хранения в дополнительной памяти наиболее часто применяемых режимов для сварки и плазменной резки.
Рис. 1. Общая схема источника питания сварочного аппарата
Электронная система управления в инверторных преобразователях также упрощает реализацию таких дополнительных функций как:
- горячий старт (Hot start), используемый для поджига электрода в начале сварки;
- форсированная дуга (Arc Force), которая с помощью увеличения тока предотвращает «залипание» электродов и обеспечивает стабильность горения дуги;
- антиприлипание (Anti-Stick) – также обеспечивает защиту от прилипания электродов при возникновении короткого замыкания.
Использование ККМ в режиме чередования фазы
Кроме блока управления, в инверторных источниках отдельного внимания заслуживает блок коррекции коэффициента мощности (ККМ). Несмотря на вопросы, связанные с возможным взаимным влиянием ККМ и инвертора, и удорожанием изделия в целом, использование блока активной коррекции коэффициента мощности обеспечивает ряд важных технических параметров. С функциональной точки зрения использование ККМ обеспечивает большую стабильность выходного тока и напряжения инвертора, при этом уменьшает влияние входного напряжения на выходные параметры. С другой стороны, по своей природе инвертор является импульсным устройством и нелинейной нагрузкой для питающей сети, поэтому несинусоидальный ток потребления приводит к искажению формы питающего напряжения. Используя блок ККМ, мы, фактически, поддерживаем величину входного тока, пропорциональную входному напряжению, и тем самым уменьшаем величину гармонических составляющих и повышаем коэффициент использования входной мощности, что позволяет более рационально использовать электроэнергию, снижая ее потребление прибором.
В линейке продукции компании Texas Instruments для управления питанием можно найти широкий спектр микросхем, позволяющих реализовать мощные AC/DC-преобразователи различного назначения, включая промышленные системы. Одним из решений при реализации ККМ в источнике с выходной мощностью 1 кВт и более является использование режима чередования фаз.
Общий принцип построения и работы блока ККМ с чередованием фазы представлен на рисунке 2. Как видно из рисунка, для увеличения выходной мощности два каскада ККМ включены параллельно на одну нагрузку. При таком включении выходной ток распределен между двумя каскадами, и величина используемой индуктивности, как и ее предельные токи, может быть уменьшена. Кроме индуктивности, менее строгие требования предъявляются и к другим силовым компонентам схемы: к ключевому транзистору, силовому диоду, выходному конденсатору. Использование меньших по размеру компонентов и разделение схемы на две составляющие позволяет обеспечить распределенное рассеяние тепла, так как силовые компоненты равномерно распределяются по всей площади печатной платы.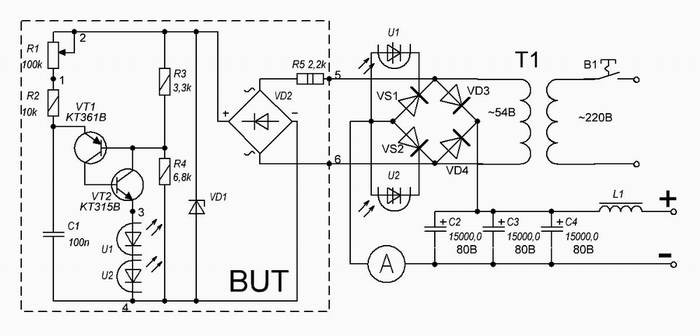
Рис. 2. Схема ККМ с чередованием фаз
Из-за меньшей величины входных пульсаций в такой схеме ослабляются требования к входному фильтру электромагнитных помех. С другой стороны, малые пульсации по выходу дают возможность использовать выходной конденсатор с меньшим номиналом и меньшей величиной пробивного напряжения. Это упрощает создание блока питания с низким профилем, снижает стоимость реализации и обеспечивает более высокую надежность.
Реализация ККМ на UCC28070
UCC28070 – это одна из микросхем в линейке Texas Instruments, позволяющая реализовать коррекцию коэффициента мощности с использованием метода чередования фаз в режиме непрерывного тока. Помимо UCC28070, подобным функционалом также обладают UCC28060, UCC28061 и UCC28063, но они рассчитаны на меньшие мощности и предназначены для реализации ККМ в режиме граничных проводимостей. Для реализации режима ККМ с чередованием фазы в UCC28070 использованы два широтно-импульсных модулятора (ШИМ), работающих со сдвигом фазы, равным 180°. Как уже было отмечено, такой режим способствует снижению входных и выходных пульсаций тока и уменьшает требования к фильтру электромагнитных помех, а также помогает уменьшить себестоимость за счет использования выходного высоковольтного электролитического конденсатора меньшей емкости и c меньшими пробивными напряжениями.
Помимо UCC28070, подобным функционалом также обладают UCC28060, UCC28061 и UCC28063, но они рассчитаны на меньшие мощности и предназначены для реализации ККМ в режиме граничных проводимостей. Для реализации режима ККМ с чередованием фазы в UCC28070 использованы два широтно-импульсных модулятора (ШИМ), работающих со сдвигом фазы, равным 180°. Как уже было отмечено, такой режим способствует снижению входных и выходных пульсаций тока и уменьшает требования к фильтру электромагнитных помех, а также помогает уменьшить себестоимость за счет использования выходного высоковольтного электролитического конденсатора меньшей емкости и c меньшими пробивными напряжениями.
Среди технических особенностей, реализованных в UCC28070, следует отметить размытие спектра, синхронизацию тактового генератора, управление скоростью нарастания выходного напряжения. Все эти и некоторые другие свойства UCC28070, наряду с реализацией топологии с чередованием фазы, позволяют достичь повышенных значений таких параметров как КМ, коэффициент гармоник, скорость реакции на переходные процессы. Применение UCC28070 позволяет получить коэффициент мощности более 0,9, а также обеспечить повышенный КПД во всем диапазоне нагрузок.
Применение UCC28070 позволяет получить коэффициент мощности более 0,9, а также обеспечить повышенный КПД во всем диапазоне нагрузок.
На рисунке 3 показана типовая схема применения UCC28070.
Рис. 3. Пример использования UCC28070
Как пример реализации корректора мощности с чередованием фаз на основе UCC28070, можно рассмотреть типовой дизайн PMP4311 (рисунок 4). Реализация предложенной схемотехники позволяет получить КМ более 0,98 при нагрузке до 5 кВт и входном напряжении в диапазоне 180…264 В [1]. При этом КПД решения – не ниже 95%.
Рис. 4. Корректор коэффициента мощности PMP4311
Помимо UCC28070, в предложенном решении применены обратноходовой преобразователь на базе UCC28061 и драйверы силовых транзисторов UCC27322.
Драйверы затвора
UCC27322, используемый в типовом дизайне PMP4311, – один из представителей FET/IGBT-драйверов затвора, выпускаемых Texas Instruments. Основное назначение данного класса приборов – обеспечить необходимый ток заряда и разряда затвора мощных транзисторов. UCC27322 обеспечивает ток порядка 9 А для заряда емкости Миллера при напряжении питания до 15 В, для чего в драйвере используется технология TrueDrive. На рисунке 5 представлена линейка драйверов затвора производства Texas Instruments.
UCC27322 обеспечивает ток порядка 9 А для заряда емкости Миллера при напряжении питания до 15 В, для чего в драйвере используется технология TrueDrive. На рисунке 5 представлена линейка драйверов затвора производства Texas Instruments.
Рис. 5. Серия драйверов затвора производства TI
Широкая линейка драйверов затвора позволяет выбрать подходящую модель для управления различными типами транзисторов (MOSFET, IGBT), выполненных с использованием разных технологий (Si, SiC, GaN). Например, для управления GaN силовыми полевыми транзисторами рекомендуется использование драйверов LM5113 и UCC27611, которые обеспечивают защиту от превышения напряжения на затворе более 5 В.
Ниже, в качестве примера драйвера FET и IGBT, кратко рассмотрим линейку UCC2753x (рисунок 6).
Рис. 6. Функциональная блок-диаграмма UCC2753X
Среди особенностей линейки UCC2753x можно выделить следующее:
- малое время задержки – 17 нс;
- широкий диапазон рабочих напряжений 10…35 В дает возможность использовать драйвер с широким спектром силовых транзисторов как для Si MOSFET, IGBT, так и для SiC FET;
- наличие разделенного выхода (OUTH, OUTL) позволяет осуществлять независимую регулировку скорости изменения тока заряда и разряда затвора;
- блокировка питания при пониженном напряжении питания.
Кратко о цифровом управлении
Такую же функциональность, как и в случае аналоговой схемы реализации ИИСТ, можно получить, используя цифровое управление. В таком источнике тока в качестве контролера инвертора и ККМ используется микроконтроллер. Система строится с использованием цифровых алгоритмов управления, выполняющихся микроконтроллером, и программируемого ШИМ для управления силовым каскадом.
Типовая схема цифрового источника питания включает микроконтроллер (МК), ШИМ, АЦП, силовой каскад (рисунок 7).
Рис. 7. Упрощенная диаграмма цифрового преобразователя
Для реализации цифрового источника питания важны следующие свойства:
- АЦП должен обладать достаточной скоростью для управления петлей обратной связи. Кроме того, необходимо обеспечить его плотное взаимодействие с микроконтроллером и ШИМ для быстрого отклика системы;
- сам МК должен обладать достаточной производительностью для вычисления необходимых функций управления при одновременном считывании данных с АЦП и управлении ШИМ;
- ШИМ должен обладать достаточной гибкостью управления для реализации сложных топологий и обеспечения эффективного управления силовым каскадом;
- необходимо наличие компаратора, встроенного в МК, для прецизионного управления выходами ШИМ и контроля силового каскада.

Все вышеперечисленные требования легко реализуются с помощью микроконтроллеров TI семейства С2000. Интегрированные АЦП данного семейства могут работать на частоте до 4,6 Мвыб/с, при этом обеспечивается плотная связка между АЦП и ШИМ. Сам ШИМ позволяет обеспечить точность порядка 150 пс. В чип интегрирован компаратор, который позволяет реализовать режим управления по пиковому току. Само ядро микроконтроллера содержит ряд аппаратных ускорителей, которые позволяют легко реализовать математические функции, необходимые для реализации цифрового источника питания. Обобщенный пример реализации цифрового преобразователя на базе С2000 приведен на рисунке 8.
Рис. 8. Пример использования C2000 в цифровом преобразователе напряжения AC/DC
Для простоты реализации цифрового преобразователя напряжения компания TI предлагает набор готовых библиотек и средства отладки для проверки их функциональности. Для быстрого старта при разработке цифрового источника питания для сварочных аппаратов на основе контроллера реального времени C2000 следует обратить внимание на демонстрационные наборы TMDSHVBLPFCKIT, TMDSHVPFCKIT, TMDSHVPSFBKIT и TMDSHVRESLLCKIT (рисунок 9) [3, 4].
Рис. 9. Демонстрационный набор
TMDSHVRESLLCKIT
TMDSHVBLPFCKIT и TMDSHVPFCKIT показывают возможности реализации цифрового ККМ с чередованием фазы на базе микроконтроллеров TMS320F28035 и TMS320F28027 при работе от сети переменного тока с входным напряжением в диапазоне 85…265 В и выходным напряжением 390 В. Основное отличие между представленными наборами, кроме различных микроконтроллеров, поставляемых по умолчанию – это реализация в TMDSHVBLPFCKIT ККМ без входного выпрямительного моста. Оба набора могут использоваться совместно с TMDSHVPSFBKIT и TMDSHVRESLLCKIT для реализации полноценного цифрового AC/DC-преобразователя.
TMDSHVPSFBKIT и TMDSHVRESLLCKIT демонстрируют возможности реализации высоковольтного DC/DC-преобразователя с синхронным выпрямителем на базе микроконтроллера TMS320F28027. С помощью TMDSHVRESLLCKIT можно легко проверить возможности реализации резонансного DC/DC-преобразователя и поэкспериментировать с различными методами управления. Имеющаяся в комплекте плата управления (controlCard) с TMS320F28027 в случае необходимости может быть заменена на аналогичную с другим микроконтроллером из семейства С2000. С помощью TMDSHVPSFBKIT также легко проверить возможности реализации цифрового мостового DC/DC-преобразователя.
С помощью TMDSHVPSFBKIT также легко проверить возможности реализации цифрового мостового DC/DC-преобразователя.
Для простоты разработки все отладочные средства Texas Instruments поддерживаются обширной документацией, подробными примерами типовых решений и большим набором открытых исходных кодов, которые можно найти в среде controlSUITE, что существенно облегчает обучение разработчика. Для удобства отладки и экспериментирования все наборы имеют USB JTAG-интерфейс. Программирование модулей может быть осуществлено при помощи графических элементов среды разработки.
Заключение
Компания Texas Instruments предлагает современные решения для разработки передовых инверторных источников питания сварочных аппаратов. Инверторные источники питания позволяют создавать промышленные приборы для реализации различных методов сварки при производстве сложных и ответственных металлоконструкций из различных материалов, а демонстрационные наборы TI позволяют быстро начать собственную разработку. Надежные, высокотехнологичные компоненты TI дают возможность создавать передовые источники питания для сварочных аппаратов на базе как аналоговых, так и цифровых решений. Имеющиеся компоненты Texas Insruments позволяют реализовать различные функции AC/DC-преобразователей – от управления затворами силовых транзисторов до реализации отдельных блоков: ККМ, инвертора, системы управления.
Надежные, высокотехнологичные компоненты TI дают возможность создавать передовые источники питания для сварочных аппаратов на базе как аналоговых, так и цифровых решений. Имеющиеся компоненты Texas Insruments позволяют реализовать различные функции AC/DC-преобразователей – от управления затворами силовых транзисторов до реализации отдельных блоков: ККМ, инвертора, системы управления.
Литература
- http://www.ti.com/product/ucc28070;
- http://www.ti.com/product/ucc27322;
- http://www.ti.com/tool/tmdshvpsfbkit;
- http://www.ti.com/tool/tmdshvresllckit.
Получение технической информации, заказ образцов, заказ и доставка.
Скоростные драйверы MOSFET
UCC27321/2 – высокоскоростные драйверы, обеспечивающие пиковый ток до 9 А. Данные драйверы предназначены для управления мощными MOSFET, требующими высоких токов для перезаряда емкости Миллера при быстром переключении. Они служат интерфейсом между микроконтроллерами с низким энергопотреблением и мощными MOSFET. При нагрузке CL = 10 нФ драйверы обеспечивают фронты 20 нс, при этом время задержки управляющего сигнала составляет 25 нс для убывающего фронта и 35 нс для нарастающего. Использование драйверов позволяет уменьшить площадь платы управления за счет упрощения дизайна и использования одной микросхемы вместо множества дискретных компонентов. UCC27321/2 реализует два типа логики управления: с инвертированием (UCC27321) и без инвертирования (UCC273212) управляющего сигнала.
При нагрузке CL = 10 нФ драйверы обеспечивают фронты 20 нс, при этом время задержки управляющего сигнала составляет 25 нс для убывающего фронта и 35 нс для нарастающего. Использование драйверов позволяет уменьшить площадь платы управления за счет упрощения дизайна и использования одной микросхемы вместо множества дискретных компонентов. UCC27321/2 реализует два типа логики управления: с инвертированием (UCC27321) и без инвертирования (UCC273212) управляющего сигнала.
Рабочий диапазон напряжений драйверов – 4…15 В. Для обеспечения эффективного управления при низких напряжениях питания в драйвере применен гибридный выходной каскад (TrueDrive), использующий параллельное включение MOSFET и биполярного транзистора. Такая архитектура позволяет использовать драйвер в большинстве стандартных промышленных применений, требующих тока затвора значением в 6, 9 и 12 А. Встроенный паразитный диод интегрированного в драйвер MOSFET обеспечивает малый импеданс всплесков напряжения и позволяет во многих случаях отказаться от внешнего ограничивающего диода Шотки.
Для гибкости управления драйвером в микросхеме предусмотрен дополнительный вывод разрешения (ENBL). По умолчанию он подтянут к напряжению питания и может быть оставлен неподключенным при стандартном применении.
Драйверы доступны в нескольких корпусах – SOIC-8, PDIP-8, MSOP-8 PowerPAD. Корпус PowerPad обладает существенно меньшим температурным сопротивлением, что позволяет использовать драйвер при больших температурах и улучшить долговременную надежность.
•••
Как преобразовать 3-фазный сварочный аппарат в однофазный
Как преобразовать 3-фазный сварочный аппарат в однофазный? На этот вопрос есть ответ из нескольких простых шагов, но прежде чем это сделать, вам нужно знать предысторию. Однофазный сварочный аппарат обычно используется в домах или на малых предприятиях, потому что он довольно недорогой и простой в установке. Однако когда речь идет о крупных компаниях с более значительными потребностями, им требуется 3-фазное электропитание из-за его эффективности.
Что делать, если у вас есть только трехфазный сварочный аппарат, но вам нужно запустить однофазный аппарат? Вот когда нужно преобразовать его!
Что такое однофазный сварочный аппарат?
Однофазный сварочный аппарат или однофазный сварочный аппарат работает от сети переменного тока с двумя проводами. Один провод — это провод питания (1 фаза), а другой — нулевой провод. Итак, ток течет между нейтралью и силовым проводом. Розетка на 220 В, которую вы используете дома, состоит из двух проводов, объединенных для получения вдвое большего напряжения, чем в розетке на 110 В. Это связано с тем, что в большинстве домов стандартная розетка переменного тока рассчитана на 110 вольт.
Поскольку оборудование в домах или на малых предприятиях не требует мощного источника питания, достаточно однофазных источников питания. Например, однофазный сварочный аппарат может работать с двигателями мощностью до 5 лошадиных сил, он потребляет больше тока, чем эквивалентный трехфазный двигатель; дополнительная нагрузка на машину. Таким образом, трехфазный источник питания является хорошим выбором для промышленных нужд из-за его эффективности в управлении нагрузкой для промышленных приложений.
Таким образом, трехфазный источник питания является хорошим выбором для промышленных нужд из-за его эффективности в управлении нагрузкой для промышленных приложений.
Что такое трехфазный сварочный аппарат?
Трехфазный сварочный аппарат представляет собой цепь переменного тока с трехфазными проводами и одним нейтральным проводом. Трехфазный сварочный аппарат может передавать в три раза больше мощности по сравнению с однофазным сварочным аппаратом. Трехфазный источник питания/сварщик имеет три силовых провода 220 В, обеспечивающих три переменного тока. Вот почему ток, производимый трехфазным сварочным аппаратом, является постоянным, потому что у него всегда есть альтернативная фаза для подачи питания.
Трехфазный сварочный аппарат обычно используется на промышленном уровне, на производственных площадках или других предприятиях масштаба предприятия из-за его эффективности.
Соображения перед преобразованием 3-фазного сварочного аппарата в однофазный
Прежде чем приступить к преобразованию 3-фазного сварочного аппарата в однофазный, было бы лучше учесть эти факторы.
- Внимательно прочитайте все инструкции.
- Убедитесь, что вы их полностью понимаете
- Выключите главный выключатель.
- Сообщите всем вокруг, чтобы они не включали цепь
Что вам нужно?
- Резиновые высоковольтные перчатки
- Инструменты с резиновыми ручками
- Сумка для сварочных инструментов для хранения различных предметов
- А Нейтральный провод
- Устройства: преобразователь частоты/вращающийся преобразователь фазы/трансформатор
Действия по переоборудованию трехфазного сварочного аппарата на однофазный
Для переоборудования можно использовать следующие методы/устройства.
Просто используйте нейтральный провод, а остальные 2 фазы в трехфазном питании могут легко преобразовать систему. Этот метод подходит, если ваш источник питания не требует высокой точности.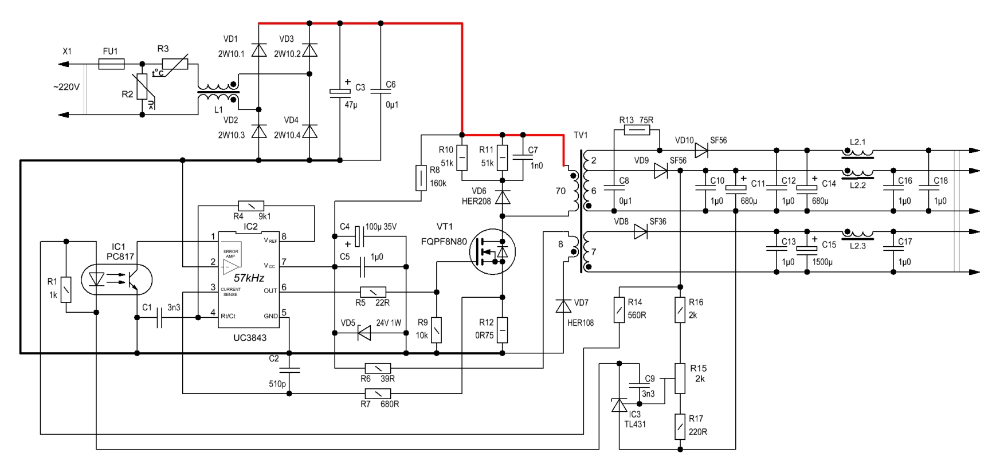 Использование нейтрального провода может быть не таким точным, как другие методы для других устройств, но в большинстве случаев это работает.
Использование нейтрального провода может быть не таким точным, как другие методы для других устройств, но в большинстве случаев это работает.
Если ваш сварочный аппарат представляет собой высокотехнологичный аппарат промышленного уровня, вы можете использовать частотно-регулируемый привод. Если сила тока вашего сварочного аппарата и мощность частотно-регулируемого привода совпадают, просто подключите его к вашему сварочному аппарату, и он сделает все остальное.
Ну, вы можете легко преобразовать свой трехфазный сварочный аппарат в однофазный, используя также фазовый преобразователь. Поскольку его можно напрямую подключить к любому двигателю, который вы хотите переоборудовать. Для этого
- Проложите два провода от двигателя к преобразователю
- Затем от преобразователя к вашему блоку питания
- Подсоедините входы к выходам с помощью двух проводов с зачищенными концами для преобразования
Использование трансформатора
Использовать трансформатор довольно сложно, если вы не профессионал.
 Поэтому я бы порекомендовал вам воспользоваться помощью профессионала, прежде чем пытаться использовать этот метод.
Поэтому я бы порекомендовал вам воспользоваться помощью профессионала, прежде чем пытаться использовать этот метод.Каждый трехфазный сварочный аппарат имеет три катушки индуктивности, подключенные к трем источникам питания. Другими словами, ваш сварочный аппарат имеет 3 фазных провода и один нулевой провод. Теперь, чтобы конвертировать, выполните следующие действия.
- Определите три катушки в трех индукторах вашего сварочного аппарата
- Убедитесь, что 1-я катушка должна быть на фазе 0, 2-я катушка на фазе 90 и 3-я катушка должна быть на фазе 180
- Соединение с магистралью
- Присоедините два конденсатора между 3 катушками для преобразования
Часто задаваемые вопросы
a) Хороши ли преобразователи фазы?
Вращающиеся фазовращатели очень эффективны, когда речь идет о сбалансированной мощности. Это делает фазопреобразователи предпочтительными по сравнению с другими двигателями, которые используются для управления нагрузками машин. Если ваш сварочный аппарат предназначен для промышленного использования, мы рекомендуем использовать вращающийся преобразователь фазы, чтобы избежать каких-либо проблем.
Если ваш сварочный аппарат предназначен для промышленного использования, мы рекомендуем использовать вращающийся преобразователь фазы, чтобы избежать каких-либо проблем.
b) Могу ли я использовать однофазный сварочный аппарат на одной фазе?
Он может запуститься, но затем переключится на однофазный режим после того, как ваше устройство (т. е. двигатель) заработает. Сварщик начнет работать на одной фазе с пониженной мощностью, но дуга может быть плохой.
c) Каковы преимущества 3-фазного режима по сравнению с 1-фазным?
Трехфазная система вырабатывает электроэнергию с постоянной скоростью. Следовательно, он может передавать большую мощность по сравнению с однофазной системой. Кроме того, трехфазные машины менее дороги и эффективны, чем однофазные.
Заключительные слова
Итак, теперь вы можете попробовать предпочитаемый вами метод преобразования трехфазного сварочного аппарата в однофазный. Я попытался предоставить вам наилучшие и практичные решения, которые помогут вам конвертировать без каких-либо хлопот. Однако, если вы не понимаете сути или у вас есть какие-либо путаницы по поводу этого; посоветуйтесь с профессионалом.
Однако, если вы не понимаете сути или у вас есть какие-либо путаницы по поводу этого; посоветуйтесь с профессионалом.
Я бы порекомендовал вам прочитать полное руководство как минимум два раза и изучить свой сварочный аппарат, чтобы лучше понять его суть. Это поможет вам решить, какой метод использовать и как это сделать. Если у вас есть какие-либо вопросы, пожалуйста, напишите их в разделе комментариев ниже.
Руководство по фазным преобразователям для сварщиков и металлообрабатывающих заводов
Трехфазный преобразователь — это отличный способ обеспечить надежное и эффективное питание широкого спектра сварочных аппаратов и металлообрабатывающего оборудования. Выбор правильного преобразователя для ваших нужд включает в себя рассмотрение требований к нагрузке вашего оборудования, существующей сети электроснабжения и других ключевых факторов.
Металлообрабатывающее оборудование может быть таким же разнообразным, как и типы металлов и области применения, которые вы используете в своей мастерской. Возможно, вы работаете с чувствительным к напряжению оборудованием, таким как проволочные электроэрозионные станки, токарные станки с ЧПУ и фрезерные станки с ЧПУ. Между тем, ваше общее оборудование для производства металлов — сварочные аппараты, шлифовальные станки, ножницы, тормоза и гибочные станки — может иметь как активные/двигательные, так и недвигательные/индуктивные нагрузки и требует однофазного или трехфазного питания.
Возможно, вы работаете с чувствительным к напряжению оборудованием, таким как проволочные электроэрозионные станки, токарные станки с ЧПУ и фрезерные станки с ЧПУ. Между тем, ваше общее оборудование для производства металлов — сварочные аппараты, шлифовальные станки, ножницы, тормоза и гибочные станки — может иметь как активные/двигательные, так и недвигательные/индуктивные нагрузки и требует однофазного или трехфазного питания.
Как вы можете запитать все это без затрат на подачу трехфазного питания к вашему местоположению?
3-фазный преобразователь может помочь. Доступно множество вращающихся преобразователей фазы, которые могут в одиночку работать как с очень маленькими, малонагруженными машинами, так и с очень большими или сильно нагруженными машинами. В этой статье будет рассмотрен вопрос о трехфазных преобразователях для сварщиков, включая шаги по поиску подходящего фазопреобразователя для ваших нужд.
Будет ли трехфазный преобразователь работать со сварочным аппаратом?
Короткий ответ: да, трехфазный преобразователь может работать с любым сварочным аппаратом, который у вас может быть: чистыми, универсальными сварочными аппаратами MIG, прецизионными сварочными аппаратами TIG и аппаратами для ручной сварки общего назначения.
Фазовый преобразователь может помочь вашим сварочным аппаратам и другому металлообрабатывающему оборудованию отключиться от однофазной сети, создав дополнительную линию или фазу напряжения за счет добавления в систему асинхронного двигателя или холостого хода/генератора.
Фазовые преобразователибывают двух основных типов: статические фазовые преобразователи, которые могут запускать трехфазную нагрузку, но только при более низкой однофазной мощности; и вращающиеся фазовые преобразователи, в которых используется панель управления с пусковой схемой для создания настоящей трехфазной мощности.
Для большинства применений в металлообработке (в зависимости от наиболее интенсивной нагрузки вашего оборудования) вам понадобится роторный преобразователь, который позволит вам использовать ваше оборудование на полной трехфазной мощности.
Можно запустить трехфазный сварочный аппарат от однофазного питания, но в этом случае мощность сварочного аппарата будет ограничена, что, в свою очередь, может ограничить ваши сварочные возможности. И это, вероятно, сведет на нет всю цель инвестирования в ваше сварочное оборудование!
И это, вероятно, сведет на нет всю цель инвестирования в ваше сварочное оборудование!
Связанный ресурс
- Статические и вращающиеся преобразователи фазы
шагов к поиску подходящего фазовращателя
Несмотря на то, что вращающийся преобразователь фазы может работать практически с любым типом оборудования, которое вам нужно в вашей мастерской, вам необходимо выбрать правильный размер, чтобы получить результаты, которыми вы довольны. Ваша существующая электрическая служба и спецификации всего оборудования, которое вы планируете использовать, являются ключевыми элементами информации в этом процессе.
Вот пять основных шагов, которые помогут вам найти конвертер, соответствующий вашим потребностям.
1. Убедитесь, что у вас достаточно однофазной мощности для начала.
Вот как рассчитать, сколько однофазной мощности вам нужно:
Какова потребляемая мощность вашего трехфазного металлообрабатывающего оборудования?
3-фазные ампер x 1,6 = требуемые однофазные ампер
Другими словами, сначала умножьте ампер, потребляемый вашим трехфазным оборудованием, на 1,6, или 160%, чтобы определить, сколько ампер вам нужно от однофазной сети электропитания.
Требуемые однофазные токи x 1,2 = требуемые однофазные токи с 20% амортизацией
Умножьте однофазный ток, рассчитанный в первом уравнении, на 1,2, или 120%, чтобы получить дополнительную мощность. Большинству муниципалитетов требуется дополнительная подушка безопасности на 20%.
Итак, вам хватает однофазной мощности?
Связанный ресурс
- Как работает преобразователь фазы?
2 Поймите свою нагрузку
Он легкий, средний или тяжелый? Как пусковые, так и рабочие нагрузки сварочных аппаратов и другого металлообрабатывающего оборудования могут сильно различаться: от легких сварочных пистолетов с низким током до мощных трехфазных сварочных аппаратов MIG с высоким током.
Анализ типа машины поможет определить, какой фазовый преобразователь будет работать лучше всего. Но имейте в виду, что нет ничего плохого в том, чтобы использовать фазопреобразователь, рассчитанный на большую нагрузку, даже если ваша текущая нагрузка этого не требует. Позже вы будете готовы к изменениям и обновлениям.
Позже вы будете готовы к изменениям и обновлениям.
3 Знайте размер своей нагрузки
Знать лошадиные силы, ампер и киловатт.
Как правило, вы хотите перейти на соотношение 2:1, при этом мощность вашего фазопреобразователя должна в 2 раза превышать размер нагрузки вашего оборудования.
Например, если у вас есть двигатель на 20 л.с. для вашего сварочного аппарата, то вам нужен фазопреобразователь на 40 л.с. Вам нужна эта дополнительная мощность, чтобы покрыть начальную нагрузку машины, а также потому, что вы используете однофазное питание для работы трехфазной машины.
Следует отметить, что при рассмотрении размера вашей нагрузки вам не нужно учитывать рабочий цикл вашего сварочного оборудования. Это важный фактор, который следует учитывать для обеспечения долговечности вашей машины — превышение номинального рабочего цикла создает чрезмерную нагрузку на систему, и она будет изнашиваться быстрее. Но для определения размера фазопреобразователя вам нужно беспокоиться только об общей мощности и общем потреблении усилителя.
4 Определите расположение фазового преобразователя
Убедитесь, что вы покупаете фазопреобразователь, который будет оставаться защищенным в окружающей среде.
Например, если вы занимаетесь сваркой, вам нужно убедиться, что ваш конвертер защищен от металлической стружки. В некоторых случаях преобразователь фазы может быть переносным, вам может понадобиться, чтобы он работал на нескольких машинах, или вам может потребоваться установить преобразователь фазы в отдельном месте, а не там, где будут работать машины.
5 У кого вы покупаете преобразователь фазы?
Убедитесь, что вы покупаете у того, кто пользуется хорошей репутацией. Нам постоянно звонят люди, которые ранее купили фазопреобразователь у кого-то, кто сделал его в своем гараже, и он не работает должным образом.
Используя качественный продукт для начала, вы сможете получить точное количество трехфазного питания, которое вам нужно, защитить свое оборудование и иметь возможность соответствующим образом масштабироваться по мере необходимости.
Общие сварочные и металлообрабатывающие приложения для трехфазных преобразователей
Роторные фазопреобразователи типа American Rotary идеально подходят для прецизионного металлообрабатывающего оборудования, такого как:
- Проволочные электроэрозионные станки
- Токарные станки с ЧПУ
- Фрезерные станки с ЧПУ
- Другие приложения, чувствительные к напряжению
Фазовые преобразователи также могут одновременно работать с общим металлообрабатывающим оборудованием, таким как:
- Сварщики всех типов
- Grinders
- Пресс/ножницы с маховиком или гидравлическим насосом
- Плазменные режущие
Американские вращающиеся фазовые преобразователи производят сбалансированный трехфазный выходной сигнал для работы как с очень маленькими малонагруженными металлообрабатывающими станками, так и с очень большими или сильно нагруженными станками с одним фазовым преобразователем.
Прекрасным примером является наш ротационный преобразователь фаз серии AD Digital Smart — высокопроизводительная цифровая система, специально предназначенная для оборудования, чувствительного к напряжению.

