
Как правильно выпаивать микросхемы – Инженер ПТО
Вышедшие со строя электрические приборы вовсе не обязательно сразу отправлять в утиль, ведь отдельные электронные компоненты с них могут запросто пригодиться для ремонта или конструирования различных самоделок.
Единственная проблема, с которой сталкиваются начинающие электрики — как выпаять радиодетали. Несмотря на кажущуюся простоту, этот процесс требует особого внимания и применения специальных приспособлений, значительно упрощающих выпаивание радиодеталей.
Инструменты, которые нам понадобятся
Многие инструменты могут уже быть в наличии радиолюбителей, занимающихся изготовлением самоделок. В противном случае их придется приобрести или сделать самостоятельно из подручных материалов.
Поэтому прежде чем выпаять радиодеталь обзаведитесь такими приспособлениями:
- Паяльник нужной мощности и конструкции для прогревания контактов радиодеталей. Можете взять готовый, а можно изготовить своими руками, процесс изготовления детально изложен в следующей статье: https://www.

- Пинцет или зажим – применяются для манипуляций с радиодеталями. Позволяет придерживать элементы с помощью пинцета, фиксировать их положение и осуществлять дополнительный отвод тепла, когда вы пытаетесь их выпаять.
- Иглы трубчатой формы – продаются готовые, но если таковых нет под рукой, их можно заменить обычной медицинской иголкой от шприца, главное, чтобы внутренний диаметр надевался на ножку радиодетали. Кроме иголок можно использовать трубки или гильзы, с их помощью разогретые радиодетали отделяются от припоя.
Рис. 1. Набор иголок для пайки
- Демонтажная оплетка – также выступает вспомогательным средством, если вам нужно выпаять те элементы, которые имеют большое количество ножек на печатной плате. Можно как приобрести готовую, так и изготовить ее своими руками.
Рис. 2: демонтажная оплетка
- Оловоотсос – устройство для удаления припоя с места крепления, позволяет быстро выпаивать большое количество радиодеталей.
 Конструктивно включает в себя вакуумную колбу, обратную пружину и поршень, приводимый ею в движение. Помимо приобретения заводской модели, можно изготовить оловоотсос своими руками.
Конструктивно включает в себя вакуумную колбу, обратную пружину и поршень, приводимый ею в движение. Помимо приобретения заводской модели, можно изготовить оловоотсос своими руками.
Рис. 3. Оловоотсос
Неискушенные электрики могут возразить, что такого количества инструментов для выпаивания радиодеталей будет слишком много. Ведь пайка выполняет при помощи обычного паяльника, но все вышеперечисленные приспособления помогут вам выпаять нужные элементы и быстро, и аккуратно. Это особенно актуально при больших объемах контактных ножек в плате. Теперь рассмотрим применение каждого из описанных выше инструментов на практике.
Методы демонтажа радиодеталей из плат
Демонтаж радиодеталей может производиться при помощи классического паяльника, когда вы прикладываете нагревательный элемент к выпаиваемой детали и поддеваете ее слесарным инструментом. Но эта методика не требует особых разъяснений, поэтому далее мы разберем более сложную работу и способы ее реализации в домашних условиях.
Феном
Паяльный фен представляет собой бесконтактный вариант паяльника, который не менее эффективно позволяет выпаять радиодетали. Преимущества такого метода вполне очевидны, к примеру, при демонтаже микросхемы вам нет необходимости выпаивать каждую ножку микросхемы. Достаточно нагреть потоком воздуха определенную область на печатной плате, и весь припой расплавится одновременно. Затем радиодеталь поддевается отверткой или вытягивается пинцетом.
Недостатком выпаивания с помощью фена является нагрев непосредственно самих деталей, что впоследствии может привести к выходу их со строя. Поэтому если вы решили выпаять микросхемы, конденсаторы или транзисторы за счет общего нагрева места их фиксации, обязательно после этого проверьте их работоспособность.
Чтобы выпаять радиодетали феном необходимо выполнить следующий порядок действий:
- Зафиксируйте плату в устойчивом положении, учтите, что с обратной стороны вам придется орудовать пинцетом или отверткой.
 Радиолюбители часто используют специальные подставки для фиксации печатной платы, поэтому если вы планируете часто заниматься пайкой, следует обзавестись таким приспособлением.
Радиолюбители часто используют специальные подставки для фиксации печатной платы, поэтому если вы планируете часто заниматься пайкой, следует обзавестись таким приспособлением.
Рис. 4. Держатель для плат
- Запустите паяльный фен и разогрейте контакты выпаиваемой радиодетали. Не задерживайте поток воздуха в одной точке, особенно, если вы собрались выпаивать smd радиодетали. Постоянное перемещение нагревательного воздействия позволит избежать перегрева и выхода со строя smd компонентов. Если нужно, прогревайте участок по нескольку раз, чтобы появились признаки оплавления припоя.
- Когда олово станет пластичным, приподнимите smd микросхему и отделите ее от поверхности. Если вся деталь отделяется по частям, вытягивайте ее аккуратно, чтобы не переломить микросхему или не оторвать ножки.
С гильзой
Гильза представляет собой полую конструкцию из металла, в которую должна поместиться ножка радиодетали. Наиболее ярким представителем гильз являются насадки, крепящиеся к жалу паяльника или паяльные иголки.
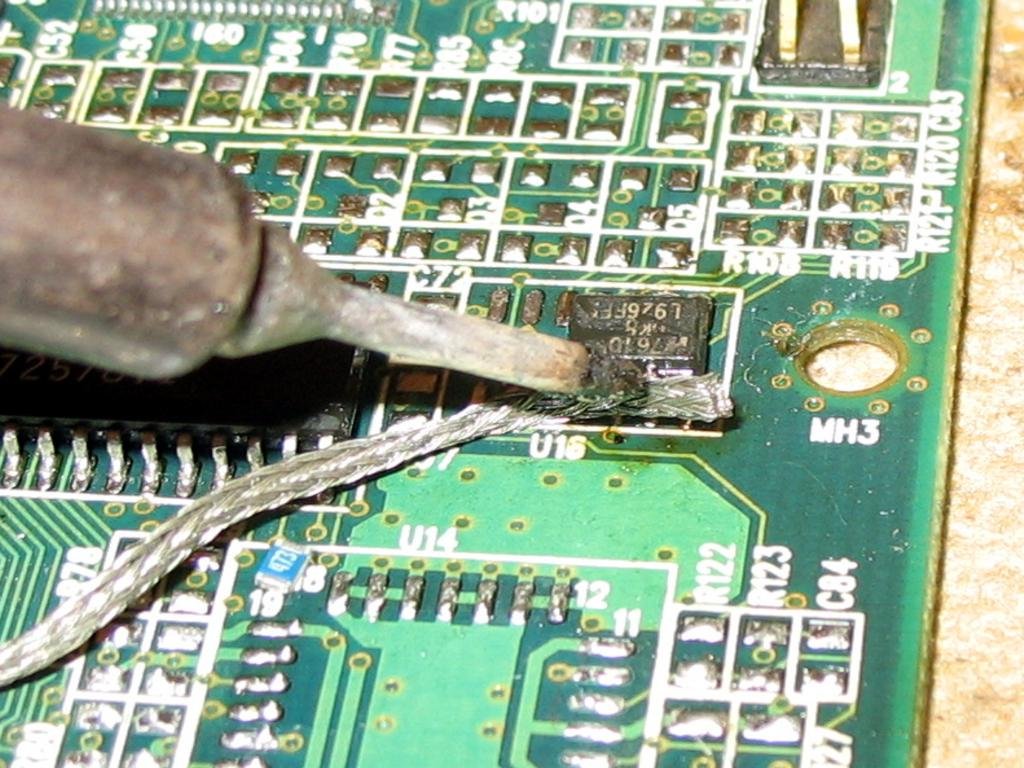
Их использование актуально в тех случаях, когда вам нужно прогреть конкретный участок или воздействовать на определенную ножку. Они позволяют выпаять конденсаторы, прогревая вывод по всей окружности, из-за больших размеров, прогревать их напрямую довольно сложно. Технология пайки с помощью гильзы приведена на рисунке ниже:
Рис. 5. Технология выпаивания гильзой
Преимуществом данного метода является равномерное прогревание только оловянного слоя, вся радиодеталь не подвергается прямому воздействию паяльника. Гильза при этом выступает в роли термического распределителя относительно вывода.
Если у вас нет под рукой заводских насадок или набора иголок, их можно заменить медицинской иглой или металлической трубкой подходящего диаметра. Главное, чтобы ее можно было надеть на ножки транзистора или электрического конденсатора, который вы собираетесь выпаять.
Если вы собираетесь постоянно выпаивать элементы, будет целесообразно приобрести набор иголок, тем более что их стоимость не так уж и велика.
Процесс демонтажа радиодетали со старых плат с помощью иглы заключается в следующем:
- Наденьте иглу на ножку, размер отверстия подбирается таким образом, чтобы она легко надевалась, но не болталась, а свободно входила бы в отверстие на плате.
- Включите паяльник и разогретым жалом начните плавить припой.
- По мере размягчения начните проворачивать иглу, чтобы отделить вывод радиодетали от олова.
- Все ножки отделяются достаточно легко и остаются целыми, благодаря чему радиоэлемент останется пригодным к дальнейшей эксплуатации.
Единственное, что может препятствовать повторному использованию детали – это наличие свинцово-оловянной смеси на ножках, которая собирается полостью гильзы. Но ее довольно легко удалить разогретым паяльником.
С оловоотсосом
Данный метод позволяет выпаять радиодетали, втягивая разжиженный припой в отдельную емкость. Оловоотсос может представлять собой как шприц, так и резиновую грушу с носиком из негорючего термоустойчивого материала.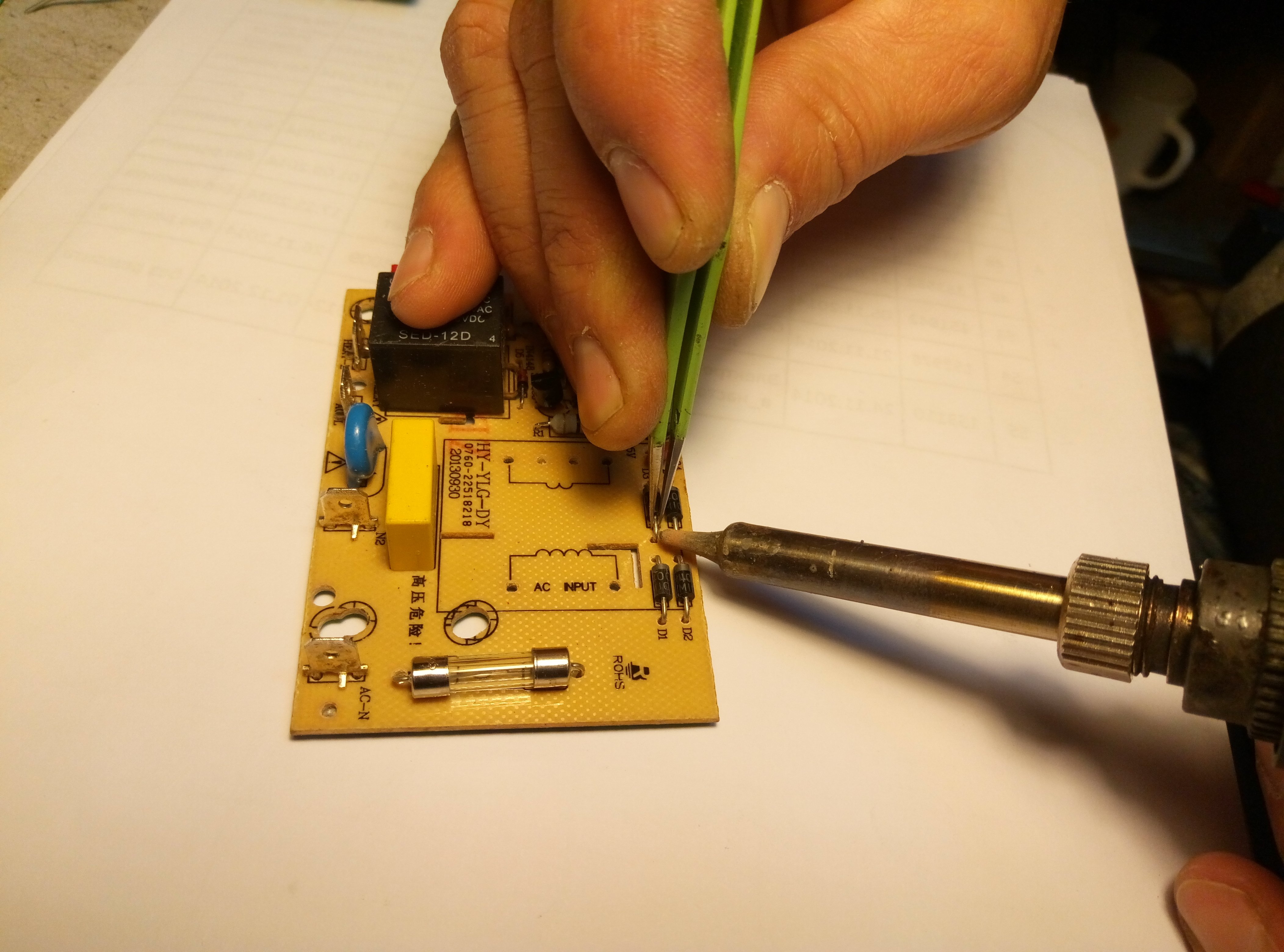
Он продается в заводской комплектации, но при отсутствии такового можно сделать его самостоятельно из резиновой вакуумной груши или медицинского шприца, которые присоединяются к металлической трубке.
Чтобы выпаять радиодетали оловоотсосом разогрейте место соединения паяльником, пока олово не перейдет в разжиженное состояние. Затем взведите приспособление и втяните припой из-под контакта вакуумным отсосом.
Рисунок 6: соберите оловоотсосом
При большом объеме выпаиваемых радиодеталей, трубку оловоотсоса необходимо периодически чистить. Этот метод позволяет оставить чистую плату, что весьма актуально в тех ситуациях, когда вы хотите заменить вышедшею со строя радиодеталь.
С помощью демонтажной оплетки
Демонтажная оплетка представляет собой медную проволоку маленького диаметра, собранную в плоский шлейф и пропитанную канифолью.
Процесс выпаивания радиодеталей заключается в следующем:
- Разогрейте паяльник до такой температуры, чтобы он легко расплавил нужный вам припой.
- Приложите к выводам радиодетали оплетку и начните разогревать ее паяльником.
Рис. 7. Разогрейте демонтажную оплетку
- Когда олово впитается в оплетку, удалите радиодеталь с помощью пинцета.
При больших объемах пайки демонтажная оплетка расходуется в довольно большом количестве.
Автор: Владимир Васильев · Опубликовано 15 мая 2017 · Обновлено 25 августа 2018
Всем привет! На связи с вами автор блога popayaem.ru Владимир Васильев. Речь сегодня пойдет о различных способах демонтажа микросхем. Именно с ними возникают трудности при распайке на детали различной техники.
«Зачем оно надо, ведь можно и так купить, ведь стоит копейки!»-воскликнет рядовой обыватель, не понимая, и не придавая значение тому, какое богатство сокрыто в старой электронной технике. Я как-то писал статью о том как разживался радиодетальками когда купить было негде либо не на что.
Я как-то писал статью о том как разживался радиодетальками когда купить было негде либо не на что.
Обычно при выпаивании различно мелочевки проблем не возникает. Дело это не хитрое, нагрел со стороны монтажа, и вытащил по одному выводы из монтажных отверстий. Куда сложнее дело обстоит с микросхемами, здесь не один вывод, пока один вывод погрел другой уже остыл. Причем отгибать ножки по одной не дело, отвалятся только так.
Для демонтажа микросхем есть несколько приемов:
Демонтаж микросхемы паяльником
Это самый бомжовский и геморный прием, когда ничего кроме паяльника нет но нужно выпаять микросхему.
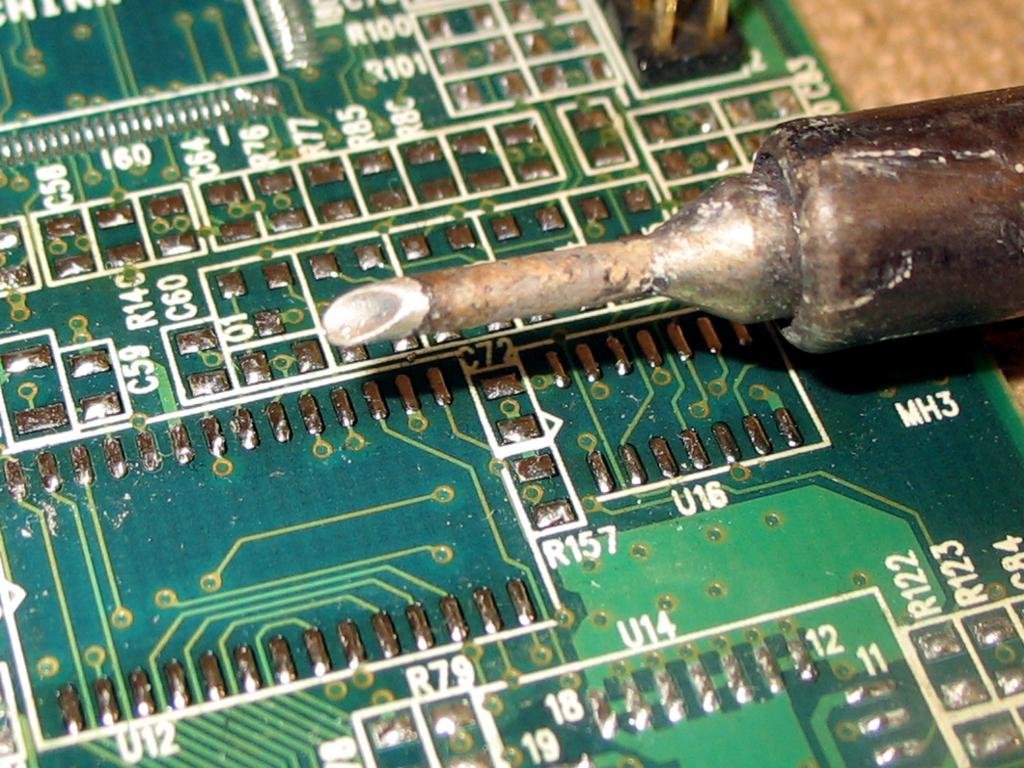
Для того чтобы прошло это дело более менее гладко очищаем паяльник от налипшего припоя. Можно его очистить об специальную целюлозную губку а можно просто о влажную тряпку. Затем, с помощью кисточки обмазываем все пайки жидким флюсом, я для этого использую спиртоканифоль. Теперь очищенное жало паяльника суем сначала в канифоль а затем тычем в точки пайки выводов микросхемы. В результате медленно, по крупицам, припой начинает переходить с монтажного пятака на жало паяльника. Мы как бы залуживаем жало паяльника но только припой берем с выводов желанной микросхемы.
В результате медленно, по крупицам, припой начинает переходить с монтажного пятака на жало паяльника. Мы как бы залуживаем жало паяльника но только припой берем с выводов желанной микросхемы.
Так нужно проделать большое количество итераций, не забывая каждый раз очищать жало паяльника, пока микросхема не будет освобождена из монтажного плена. Здесь очень важно не увлечься и не перегреть микросхему. Также от перегрева могут отлететь монтажные пятаки и дорожки, но это важно в том плане если сама микросхема вам нафиг не нужна но нужна сама плата.
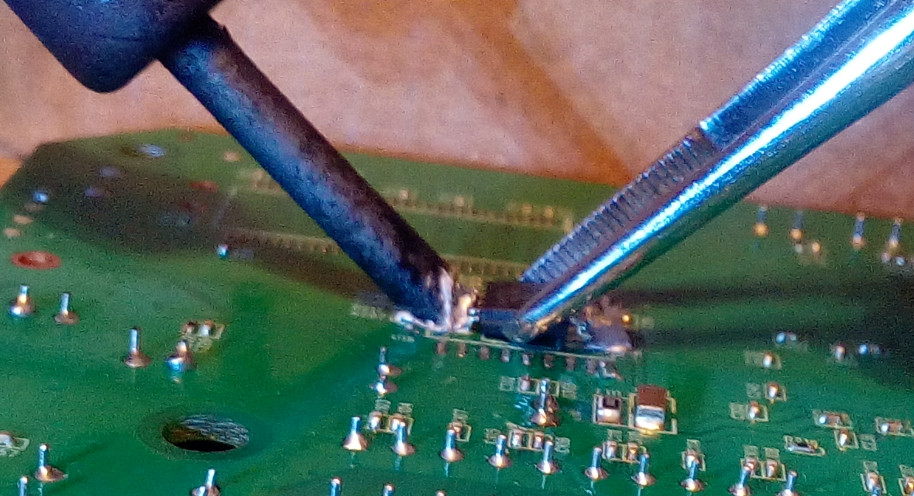
Демонтаж микросхемы с помощью бритвенного лезвия
Основная проблема выпайки микросхем состоит, как я уже говорил, в том , что пока греешь один вывод другой уже остыл а чтобы извлечь микросхему нужно чтобы все выводы оставались прогреты одновременно. Это сделать паяльником сложно но можно. Можно конечно взять и варварски изогнуть жало какого-нибудь ЭПСН паяльника и эдаким Г-образным крючком прогревать пайки. А можно пойти проще. Только в этом случае нужно воспользоваться какой-либо металлической пластиной или скобой которая не облуживается.
Только в этом случае нужно воспользоваться какой-либо металлической пластиной или скобой которая не облуживается.
В качестве такой пластины можно применить бритвенное лезвие. Лезвие нужно для того, чтобы тепло от паяльника концентрировалось не на одном выводе а передавалось сразу нескольким. Единственное, может потребоваться более мощный паяльник так как при низкой мощи тепла которого было достаточно для одного вывода может не хватить на целую прорву выводов.
поэтому прижимаем лезвие к целому рядку ножек микросхемы и начинаем прогревать все пайки одновременно, Прогреваем и одновременно покачиваем микросхему, можно под брюхо микросхемы подсунуть лезвие ножа стараясь приподнять микросхему с одного края. Таким образом освободив от монтажного плена один ряд ножек, тем же макаром, освобождаем второй ряд.
Использование демонтажной оплетки
При демонтаже микросхем голым паяльником используется свойство паяльника притягивать припой. Залуженное и покрытое флюсом жало паяльника обладает хорошей смачиваемостью и вбирает припой очень даже не плохо. Но как повысить эффективность этого процесса?
Но как повысить эффективность этого процесса?
Можно конечно выбрать паяльник с более широким жалом, тогда им можно будет изъять большее количество припоя. Но можно пойти другим путем, можно воспользоваться оплеткой от коаксиального кабеля. Подойдет антенный провод от телевизора. Сдираем эту оплетку с кабеля и обильно покрываем ее флюсом.
Теперь если прижать такую косичку к пайкам микросхемы и немножко пройтись по ней паяльником можно убедиться чудесных демонтажных свойствах оплетки. Благодаря своей пористости и гигроскопичности она вбирает в себя припой куда лучше любого жала паяльника, освобождая тем самым микросхемные выводы.
Сейчас в продаже имеются специальные демонтажные оплетки, так что можно оставить телевизионный провод в покое.
Демонтаж микросхем с помощью оловоотсоса
Как думаете, что получится если совместить клизму и паяльиик? Получится нечто, изображенное на рисунке. Это оловоотсос и этот конструктив описывался еще в старом журнале не то «Моделист-конструктор» не то «Журнал радио», уже не помню. Сейчас они могут выглядеть совершенно по разному, могут быть такими как на рисунке, могут представлять собой модифицированный шприц. Но суть их от этого не меняется, паяльник разогревает место спая а клизменная груша или шприц вытягивают весь припой. В принципе очень эффективный метод демонтажа.
Сейчас они могут выглядеть совершенно по разному, могут быть такими как на рисунке, могут представлять собой модифицированный шприц. Но суть их от этого не меняется, паяльник разогревает место спая а клизменная груша или шприц вытягивают весь припой. В принципе очень эффективный метод демонтажа.
Использование медицинских иголок
В общем суть в следующем. В аптеке покупаем иголку достаточно тонкую чтобы пролезла в монтажное отверстие и достаточно толстую чтобы можно было одеть на вывод впаянной микросхемы.
Надфилем спиливаем кончик иглы, чтобы получилась простая полая трубочка, будет еще лучше если отверстие немного развальцевать. Получилась хорошая демонтажная игла
А работать с ней очень просто. Одеваем нашу трубочку на вывод микросхемы, паяльником разогреваем место спая. Теперь пока припой еще в жидком виде иголку просовываем в монтажное отверстие и начинаем неистово вращать иглу до момента застывания припоя. Одев иглу на вывод мы тем самым изолировали ножку микросхемы от припоя. Игла имеет особое покрытие которое ухудшает смачиваемость припоем, поэтому припой к игле не липнет.
Игла имеет особое покрытие которое ухудшает смачиваемость припоем, поэтому припой к игле не липнет.
Сейчас кстати в продаже имеются специальны демонтажные трубочки различных диаметров так что мед. иглы можно уже не покупать.
Использование сплава розе
Для демонтажа микросхем можно использовать сплав розе или сплав вуда. Отличительная особенность состоит в том, что эти сплавы имеют низкую температуру плавления, менее 100 градусов.
Для демонтажа насыпаем несколько гранул в место пая. Теперь наша задача организовать лужицу сплава распределив ее по всем ножкам микросхемы. Благодаря этому низкотемпературный сплав смешался со сплавом припоя в результате общая температура плавления у нас понизилась. Теплопроводность сплава достаточна и лужица сплава покрывает все ножки микросхемы и плавит все и вся. В результате чего микросхема просто извлекается из монтажных отверстий.
Вот, как-то так а на сегодня у меня все.
Думаю что статья окажется полезной особенно для новичков и сохранит несколько нервных клеток при демонтаже очередной микросхемы.
Чтож, друзья, не забывайте подписываться на обновления блога, а я желаю вам солнечного весеннего настроения, удачи и успехов!
Паяльная станция – незаменимый инструмент для электронщика. Обычно в комплектации станции есть как паяльник, так и фен. Если научиться ими пользоваться, то практически любая пайка будет казаться увлекательной и не очень сложной.
Особенность станций – регулировка температуры. Нужно сразу запомнить важное правило – избегать температуры выше 400 °C и более. Многие начинающие (и даже опытные) радиолюбители пренебрегают этим. Это критические значения для микросхем и плат.
Припой расплавляется примерно от 180 до 230 °C (свинец — содержащие припои) или от 180 до 250 °C (бессвинцовые). Это далеко не 400 °C. Почему тогда выставляют высокую температуру?
Ликбез для начинающих
Для выпаивания детали из платы, нужно сделать так, чтобы контакты разогрелись до плавления припоя (примерно 230 °C). Основная ошибка начинающих — место паяльных работ сразу прогревают на 300 — 350 °C.
Например, нужно выпаять микросхему из платы паяльной станцией Lukey 702.
Многие радиолюбители и электронщики выставляют параметры нагрева выше 300 °C.
В первый момент, на деталь действует около 200 °C. На контактах и окружающем месте паяльных работ комнатная температура.
Нагрев детали достигает 300 °C, а контакты еще не дошли до 200 °C.
На микросхему поступает критическая температура 350 °C. Тем временем, окружающее место пайки неравномерно прогревается, даже если происходят равномерные движения феном по месту пайки. На контактах детали появляется заметная разница температур.
400 °C и микросхема начинает зажариваться.
Еще чуть-чуть, и она отпаяется из-за того, что и контакты практически нагрелись до плавления припоя. Но это происходит потому, что плата прогрелась. И в данном случае, это произошло неравномерно. Высокие значения температур приводят к тепловому пробою микросхемы, она выходит из строя. Плата сгибается, чернеет, появляются пузыри из-за вскипевшего текстолита и его составляющих.
Такой метод пайки очень опасен и не эффективен.
Как выпаять микросхему
Как все-таки без ущерба паять детали?
Нужно проанализировать место пайки и оборудование:
- Оценить толщину платы. Чем толще плата – тем сложнее и дольше ее прогревать. Плата представляет собою слои дорожек, маски, площадки и много металлических деталей, которые очень теплоемкие.
- Что находится рядом. Чтобы не повредить окружающие компоненты, нужно их защитить от температуры. С этой задачей справятся: термоскотч, алюминиевый скотч, радиаторы и монетки.
- Какая температура окружающей среды. Если воздух холодный, то плату придется нагревать чуть дольше. Особое значение имеет то, что находится под платой. Не нужно паять на металлической пластине, или на пустом столе. Лучше всего подойдет деревянная дощечка или набор салфеток. И при этом плата должна находиться в одной плоскости, без перекосов.
- Оборудование. Многие паяльные станции продаются без калибровки. Разница между показываемой температуры на индикаторе и фактическая может достигать как 10 °C, так и все 50 °C.
Как правильно паять феном
Нужно закрыть все мелкие и уязвимые к перегреву компоненты защитой.
В данном случае используется алюминиевый скотч. Он хорошо защищает компоненты от температуры, плотно держит компоненты платы. Однако, прибавляет теплоёмкость к месту пайки. Термоскотч также хорошо защищает, только хуже держится на плате.
Плату размещается на таком материале, который наименее теплоёмкий и медленно отдает температуру в окружающую среду. Можно использовать, например, деревянную дощечку. И при этом, место пайки не должно находиться под наклоном.
Лучше всего нанести на контакты флюс. Он хорошо распространяет тепло, по сравнению с нагреваемым воздухом, однако не следует его добавлять слишком много. Он может вскипеть, зашипеть или помешать пайке.
Первым делом прогревается место пайки. Фен выставляется около 100 °C и максимальным потоком воздуха.
Нужно прогреть как саму деталь, так и окружающее место пайки с контактами круговыми движениями.
Далее, спустя около минуты следует плавно повысить нагрев.
Разница с контактами будет небольшая. Таким образом, в течение нескольких минут, повышаем до 300 °C.
Шаг около 20 — 30 °C на каждые десятки секунд.
Как понять, что деталь уже выпаивается
На контактах появляется блик. С помощью пинцета следует аккуратно подтолкнуть микросхему. Если она двигается легко и плавно из стороны в сторону, то ее уже можно снимать, если нет – греем дальше.
Эту технику необходимо индивидуально подстраивать под каждую пайку и паяльную станцию. Например иногда придется дольше греть плату, а в порой и около 240 °C хватит. Метод паяльных работ зависит от случая.
Сплав Розе
Чтобы уменьшить риск перегрева, можно использовать сплав Розе. Он поможет снизить нагрев до 120 °C. Таким способом можно выпаять деталь из опасных и чувствительных участков.
Он поможет снизить нагрев до 120 °C. Таким способом можно выпаять деталь из опасных и чувствительных участков.
Достаточно добавить пару гранул припоя и немного флюса.
После лужения контактов, деталь легко выпаивается. Нужно аккуратно выпаивать контакты, они могут легко повредиться из-за резкого движения.
Получившийся припой в обязательном порядке удаляется с платы. Он очень хрупкий и не подходит для использования.
Комбинированный метод
Еще одна очень эффективная техника. Если во время пайки деталь плохо паяется или не выпаивается – это следствие низкокачественного припоя, флюса или недостаточного прогрева платы.
Для этого во время работы паяльником, необходимо сверху помогать паяльным феном. Фен следует ставить до 200°C. Так нагрев будет происходить быстрее, и температура на контактах стабилизируется, окружающий воздух будет меньше забирать тепло.
В каких случаях паять феном не получится
Паяльный фен как правило достигает мощности не боле 500 Вт.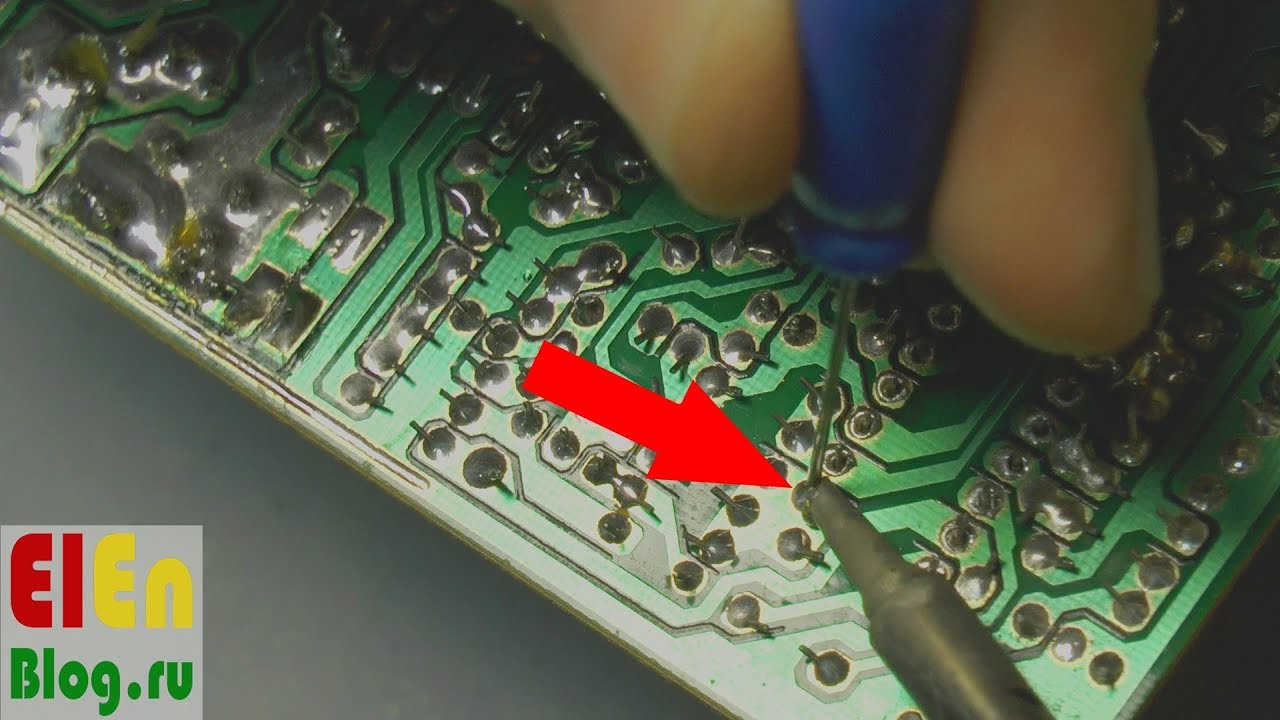 Чем меньше мощность, тем меньше можно прогреть площадь платы.
Чем меньше мощность, тем меньше можно прогреть площадь платы.
Для массивной платы необходим нижний подогрев. Чаще всего это плита, которая нагревается до 100 – 200 °C. Печатную плату получится равномерно прогреть. А с помощью фена довести до плавления припоя.
Так же можно использовать строительный фен. Он имеет большее сопло, и его мощность может быть до 3000 Вт. Однако, строительный фен тоже не выход. Из-за того, что греется только деталь и небольшое окружающее пространство вокруг, после пайки плата деформирмируется от высокой разницы нагрева, тем самым отрываются выводы от площадок (особенно это кается больших BGA деталей).
Рекомендации по демонтажу
- Маломощные транзисторы и микросхемы в круглых корпусах с позолоченными выводами следует выпаять или аккуратно выкусить под корень, оставляя максимально возможную длину ног. Ни в коем случае не вырывайте их плоскогубцами, в этом случае теряются выводы и сильно падает стоимость микросхемы! Лучше всего купить для этого газовую горелку с пьезоподжигом или термофен.
 Для распайки возьмите плоскогубцы, горелку, зажмите плату в тиски стороной пайки к себе. Возьмите корпус транзистора плоскогубцами и нагрейте горелкой место пайки, и через пару секунд его транзистор можно извлечь. Не мучайте себя разнообразными паяльниками и т.д. Горелкой лучше всего распаивать на улице или в гараже. Не нужно обкусывать у транзисторов ни выводы, ни шляпки, даже если они и “белые”.
Для распайки возьмите плоскогубцы, горелку, зажмите плату в тиски стороной пайки к себе. Возьмите корпус транзистора плоскогубцами и нагрейте горелкой место пайки, и через пару секунд его транзистор можно извлечь. Не мучайте себя разнообразными паяльниками и т.д. Горелкой лучше всего распаивать на улице или в гараже. Не нужно обкусывать у транзисторов ни выводы, ни шляпки, даже если они и “белые”. - Микросхемы в планарных корпусах нужно отпаивать, нагревая горелкой саму микросхему до плавления припоя, и после плавления нужно убрать горелку и пинцетом снять микросхему. Для удобства загните кончики пинцета так, чтобы он ими подхватывал микросхему снизу, иначе рискуете ее выронить из пинцета. НЕ перегревайте и не отгибайте микросхему до полного плавления припоя и убирания горелки, иначе перегреваются выводы и стоимость теряется.
- Вертолеты лучше отпаивать паяльником, нагревая и отгибая каждую “лопасть” отдельно. Выводы от болтов типа КТ904 и прочих можно просто пооткусывать.
- Транзисторы в пластиковых корпусах, такие как КТ814, 502 и подобные разбирать нельзя, они принимаются только целиком. После разборки дороже не станет. а вот дешевле, при неверном подходе, может быть.
- Микросхемы в прямоугольных керамических корпусах, панельки, индикаторы АЛС и подобное нужно выпаивать горелкой, нагревая противоположную сторону платы. Не нагревайте сами микросхемы, они от этого очень сильно портятся 🙂 и соответственно может уменьшиться стоимость. Также не нужно отпаивать или отрывать никелевые крышки от микросхем, кварцевые окна серии 537РФ и так далее. Для продажи достаточно просто аккуратно выпаять микросхему и отсортировать их.
- Микросхемы в пластиковых корпусах идут только с желтизной внутри, так что не стоит снимать микросхемы, в которых ее точно нет (главным образом это 580 серия в пластике). Для снятия нужно взять стамеску и молоток, либо топор, и срубить микросхемы, стараясь не разрушать сами корпуса. Выводы можно осталять в таком виде, как после срубания.

- Микросборки для извлечения керамики из них стоит обточить на точиле по пермиетру наружные 0.5мм ободка, после чего крышка отваливается, а нагревом на горелке можно отклеить керамику. Керамику складывайте в металлическую, стеклянную, деревянную или керамическую коробку, или на лист бумаги (т.к. после отклеивания она горячая и может разрушить пластик). После этого пересыпьте керамику, включая весь сор, в плотный пакет, не теряя при это даже малейших крох.
- Конденсаторы типа КМ, К52-2 и прочие выкусывайте с плат, сразу обкусывая под корень выводы. Конденсаторы К10-17 в прямоугольных корпусах (“трусы”) – можно аккуратно отрывать плоскогубцами. Для этого надо взять плоскогубцами конденсаторы и повернуть его вокруг своей оси. К конденсаторам с остатками выводов применяется скидка от 0 до 20% (новые).
- Бескорпусные КМ отпаивайте паяльником или горелкой, не нужно пробовать срывать их кусачками – они могут покрошиться.
- Резисторы типа СП5 достаточно отрывать от плат плоскогубцами.
 Ценные составляющие при этом не теряются. Не нужно выпаивать их. торчащие выводы добавляют сложности при разборке, да и выпаивание тоже сложнее. Для резисторов ПП3, переключателей, шаговых искателей и т.д. провода нужно откусывать вблизи к самому выводу, но это не особо критично и на цену не влияет. Не нужно отпаивать провода от переключателей ПР, лучше откусите в любом месте, не повреждая сами выводы переключателя.
Ценные составляющие при этом не теряются. Не нужно выпаивать их. торчащие выводы добавляют сложности при разборке, да и выпаивание тоже сложнее. Для резисторов ПП3, переключателей, шаговых искателей и т.д. провода нужно откусывать вблизи к самому выводу, но это не особо критично и на цену не влияет. Не нужно отпаивать провода от переключателей ПР, лучше откусите в любом месте, не повреждая сами выводы переключателя. - Разьемы стоит выпаивать с плат, а такие у которых выводы с намотанными проводами – лучше по возможности провода разматывать. Разьемы типа СНП59 “папы” можно снимать с плат зубилом. Для этого отрубите зубилом концы разьема, чтобы отделить его от винтов, потом стамеской срубите с платы под корень выводы. Нужно оставлять максимально возможную длину выводов на разьеме, не загрязняя поверхность припоем.
- Реле, запаянные в плату, нужно только выпаивать, особенно это касается РЭС-7,8,9,10,15,48, РПВ, РПА а также всех РПС. При выламывании реле кусачками или плоскогубцами некоторые контакты могут остаться в плате благодаря разрушившимся стеклянным вставкам или пластиковым корпусам.
 В таком случае часть стоимости потеряется вместе с контактми.
В таком случае часть стоимости потеряется вместе с контактми. - Ламели нужно отрезать от плат, минимально захватывая саму плату. Для этого лучше всего использовать ножницы по металлу, не отламывайте их плоскогубцами, т.к. можете потерять некоторую часть контактов. Провода авиационные покупаем по результатам разборки одного метра провода и взвешивания получившейся жилы и оплетки.
- Индикаторные лампы новые покупаем в любом виде, как в упаковке, так и без. Индикаторные лампы б/у, запаянные в плату, нужно сдавать вместе с платой и родным креплением, при необходимости обрезав лишнее. Не нужно выпаивать лампы или вытаскивать из панелек, т.к. есть риск их повредить. Нельзя также откусывать запаянные выводы. Корпус ламп должен оставаться без сколов и других дефектов.
Помните два главных правила: если выводы желтые, то чем большая часть их останется, тем выше будет и цена. Старайтесь по максимуму сохранять выводы. И второе – если желтый вывод покрыт припоем, то он теряет свою стоимость. Так что если у микросхемы выводы до основания будут покрыты припоем, то цена будет как за “без выводов”, а если будут загрязнены припоем прочие желтые части деталей, то цена будет еще ниже.
Так что если у микросхемы выводы до основания будут покрыты припоем, то цена будет как за “без выводов”, а если будут загрязнены припоем прочие желтые части деталей, то цена будет еще ниже.
Пайка и замена микросхем (чипов) BGA своими руками — пошаговая инструкция с фото.
Электронная техника миниатюризируется, поэтому микросхемы в корпусах типа BGA получают все большее распространение в радиоэлектронной аппаратуре, в том числе в компьютерах и мобильных устройствах. Статья дает ответ на вопрос «Как паять корпуса BGA?» в форме подробной инструкции с практическими рекомендациями по пайке в домашних условиях.
- Необходимые инструменты и материалы
- Пошаговое описание процесса пайки BGA
- Рекомендованная паяльная паста для реболлинга
Для начала разберемся, что такое корпус BGA. Аббревиатура BGA расшифровывается как «Ball grid array», то есть «массив шариков». Выражаясь научным языком, BGA — это тип корпуса поверхностно-монтируемых интегральных микросхем. BGA произошёл от PGA («Pin grid array»). BGA-выводы — шарики из припоя, нанесённые на контактные площадки с обратной стороны микросхемы.
BGA произошёл от PGA («Pin grid array»). BGA-выводы — шарики из припоя, нанесённые на контактные площадки с обратной стороны микросхемы.
Микросхему располагают на печатной плате согласно маркировке первого контакта на микросхеме и на плате. Затем микросхему нагревают с помощью паяльной станции или инфракрасного источника, так что шарики начинают плавиться. Поверхностное натяжение заставляет расплавленный припой зафиксировать микросхему ровно над тем местом, где она должна находиться на плате, и не позволяет шарикам деформироваться.
Достоинство корпуса BGA — компактность и экономия места на печатной плате. Выводы размещаются на нижней поверхности элемента в виде плоских контактов с нанесенным припоем в виде полусферы. В корпусах такого типа выполняют полупроводниковые микросхемы: процессоры, ПЛИС и память. Пайка элемента в корпусе BGA осуществляется путем нагрева непосредственно корпуса элемента, с подогревом печатной платы при помощи горячего воздуха или инфракрасного излучения.
Перейдем непосредственно к пайке BGA в домашних условиях.
Нам потребуется:
Приступим к процессу пайки.
1) Микросхема перед началом пайки выглядит так:
2) Чтобы облегчить процесс постановки микросхемы на плату, сделаем риски на плате по краю корпуса микросхемы, если на плате нет шелкографии, которая показывает ее положение.
Выставим температуру 320–350°C на термофене. Для точного выбора ориентируйтесь на размер корпуса микросхемы. Чтобы не повредить мелкие детали, припаянные рядом, выставим минимальную скорость (напор) воздуха.
В течение минутного прогрева держим фен перпендикулярно к плате. Чтобы не повредить кристалл, направляем воздух не в центр, а по краям, по периметру. Через минуту поддеваем микросхему за край и поднимаем над печатной платой. Если микросхема «не поддается», значит припой расплавился не полностью; продолжайте нагрев. Не прилагайте усилия для поднятия микросхемы: есть риск повредить рисунок печатной платы.
3) После процесса «отпайки» печатная плата и микросхема выглядят следующим образом:
4) В качестве эксперимента на полученные плату и микросхему нанесем флюс.
Как выбрать флюс для пайки BGA, читайте в данной статье.
После прогрева припой соберется в неровные шарики. Нанесем спиртоканифоль (при пайке на плату пользоваться спиртоканифолью нельзя из-за низкого удельного сопротивления), греем и получаем:
Вот так выглядят плата и микросхема после отмывки:
Припаять эту микросхему на старое место просто так не получится, а значит нужна замена.
5) С помощью оплетки для удаления припоя 3S-Wick очистим платы и микросхемы от старого припоя. При очистке будьте аккуратны: не повредите паяльную маску, иначе потом припой будет растекаться по дорожкам. Полученный результат:
6) Приступим к «накатке» новых шаров. Теоретически, можно использовать готовые шары. Но вполне вероятно, что Вам потребуется разложить не одну и даже не две сотни таких шаров, потратив на это кучу времени и нервов. Трафареты для нанесения паяльной пасты способны решить эту проблему.
Рекомендуем паяльную пасту KOKI S3X58-M650-7 для BGA*. Мы сравнили нашу паяльную пасту и дешевый аналог, предлагаемый другой фирмой, которую не будем называть из соображений корпоративной этики. На фото виден результат нагрева небольшого количества пасты. Паста KOKI сразу же превращается в блестящий гладкий шарик, а дешевая распадется на множество мелких шариков.
Мы сравнили нашу паяльную пасту и дешевый аналог, предлагаемый другой фирмой, которую не будем называть из соображений корпоративной этики. На фото виден результат нагрева небольшого количества пасты. Паста KOKI сразу же превращается в блестящий гладкий шарик, а дешевая распадется на множество мелких шариков.
*При накатке шаров паяльной пасты обратите внимание на корпус микросхемы: если на нем не стоит маркировка «Pb free», используйте свинецсодержащую пасту SS48-A230. Это связано с более низкой температурой плавления свинецсодержащей пасты. Фен ставим на 250–270°C.
Итак, закрепляем микросхему в трафарете для нанесения паяльной пасты с помощью крепежной изоленты:
Затем шпателем или просто пальцем наносим паяльную пасту.
После нанесения придерживаем трафарет пинцетом и расплавляем пасту. Температуру на фене выставляем не больше 300°C. Фен держим перпендикулярно плате. Трафарет придерживаем пинцетом до полного застывания припоя, потому что при нагреве трафарет изгибается.
После остывания флюса снимаем крепежную изоленту и феном с температурой 150°С аккуратно нагреваем трафарет до плавления флюса. После этого аккуратно отделяем микросхему от трафарета. В результате получаем ровные шары. Микросхема готова к постановке на плату:
7) Приступаем к пайке микросхемы на плату.
В начале статьи мы советовали сделать риски на плате. Если Вы все же проигнорировали этот совет, то позиционирование делаем следующим образом: переворачиваем микросхему выводами вверх, прикладываем краем к пятакам, чтобы они совпадали с шарами, засекаем, где должны быть края микросхемы (можно слегка царапнуть иглой). Сначала одну сторону, потом перпендикулярную. Достаточно двух рисок. Затем ставим микросхему по рискам на плату и стараемся на ощупь шарами поймать пятаки по максимальной высоте. Шары должны встать на остатки прежних шаров на плате.
Можно произвести установку, просто заглядывая под корпус, либо по шелкографии на плате.
Вновь прогреваем микросхему до расплавления припоя. Микросхема сама точно встанет на место под действием сил поверхностного натяжения расплавленного припоя. Важно: флюса наносим небольшое количество! Температуру фена вновь выставляем 320–350°С, в зависимости от размера корпуса микросхемы. Для свинецсодержащих микросхем ставим 250–270°C.
Микросхема сама точно встанет на место под действием сил поверхностного натяжения расплавленного припоя. Важно: флюса наносим небольшое количество! Температуру фена вновь выставляем 320–350°С, в зависимости от размера корпуса микросхемы. Для свинецсодержащих микросхем ставим 250–270°C.
Советуем прочитать:
Паяльные пасты: Все о главном. Часть 1
Паяльные пасты: Все о главном. Часть 2
Паяльные пасты: Все о главном. Часть 3
Паяльные пасты: Все о главном. Часть 4
Хранение паяльных материалов
Выбираем флюс для пайки BGA
Как правильно выпаивать/впаивать микроконтроллеры | Страница 2
Отлично можно обойтись и без дорогих инфракрасных паяльных станций. Делается следующим образом: на выводы микросхемы паяльником равномерно наносится сплав розе (можно сплав Вуда). После чего обыкновенной термовоздушной паяльной станцией подогревается и легко снимается, так как температура плавления данных сплавов очень низкая и нет никакого риска перегреть контроллер или механически повредить печатный монтаж.По моему чушь полнейшая. :russian_roulette:Важно после этой процедуры тщательно убрать остатки сплава с печатного монтажа.
Наносится сплав Розе в большом количестве. Пусть приэтом выводы замыкаются, сплошная каша. Не обращаем на это внимания. Розе сплавляясь с свинцовым (в случае использования безсвинцового припоя, который в последнее время все чаще применяется наносим большее количество розе) в пропорции 10 к 1 дает сплав с температурой плавления примерно 110-120 градусов. Главное потом оплеткой аккуратно упрать остатки этого сплава с выводов контроллера и печатной платы.
Для того чтобы получился сплав все компоненты должны быть в жидком или газообразном состоянии.
Для этого нужно нагреть свинцовый припой до температуры плавления. В таком случае смысл теряется.
Или по вашему: если из свечного воска вылепить чашу и положить в нее лед, то при комнатной температуре чаша будет плавится вместе с плавлением льда, а если не будет плавится то нужно добавить еще много-много льда? :muhahaha:
Или еще пример: трубчатый припой (внутри канифоль) если приложить паяльник разогретый до ста градусов то из него будет вытекать расплавленная канифоль, а по вашему- должна понизиться температура плавления самого припоя.
___
А по теме: для впаивания-выпаивания компонентов в DIP и SMD корпусах, как правило, бывает достаточно обычного дешевого спирто-канифольного флюса (который, кстати, можно сделать самому, растворив канифоль в чистом изопропиловом или в кр. случае этиловом спирте), один недостаток отмыть потом налет из канифоли полностью практически невозможно, но на работоспособность этот налет никак не влияет. Можно конечно пользоваться и более дорогими и качественными флюсами, но в 90% случаев качественной и красивой пайки можно добиться и без них. При пайке микросхем не рекомендуется пользоваться активными флюсами и кислотой, только нейтральными. Перед выпайкой микросхемы необходимо при помощи растворителя или спирта и мягкой кисточки или ватной палочки удалить весь лак с микросхемы и ее выводов. Нанести флюс на выводы. Температуру фена паяльной станции установить в соответствии с datasheet на микросхему, или начать с 240 градусов и потихоньку повышать до температуры плавления припоя, силу потока воздуха сделать небольшую, чтобы случайно не сдуть элементы, находящиеся в непосредственной близости от места пайки, в особо сложных случаях лучше заранее сфотографировать плату, а потом обклеить микросхему по периметру алюминиевым скотчем. На сопло фена паяльной станции одеть насадку под данный корпус и размер микросхемы, хотя я всегда пользуюсь другим способом: на фене насадка круглая диаметром 4-5мм, слегка сплющенная в овал, не спеша водишь феном по периметру микросхемы, не останавливаясь на одном месте, так чтобы горячий вохдух прогревал непосредственно выводы микросхемы и не нагревал сам корпус, расстояние от насадки до платы 0,5-2см одновременно другой рукой хорошим хирургичеслим пинцетом пытаешься приподнять корпус микросхемы без всякого усилия, пока микросхема не отделится от платы. После выпайки микросхемы очищаешь место пайки на плате при помощи растворителя и удаляешь отатки припоя при помощи специальной косички или следующим способом: зачищаешь конец медного провода от изоляции (только не оплавляя зажигалкой, а механически, например острыми бокорезами) Провод должен быть многожильный с очень тонкими жилами и не окислившийся (т.е. не стоявший на машине, а новый. Замечательно подходят обрезки проводов, остающиеся при установке сигнализаций) Зачищенный конец провода длиной 3-4см кладешь в баночку с твердой канифолью и слегка нагреваешь жалом паяльника.
На сопло фена паяльной станции одеть насадку под данный корпус и размер микросхемы, хотя я всегда пользуюсь другим способом: на фене насадка круглая диаметром 4-5мм, слегка сплющенная в овал, не спеша водишь феном по периметру микросхемы, не останавливаясь на одном месте, так чтобы горячий вохдух прогревал непосредственно выводы микросхемы и не нагревал сам корпус, расстояние от насадки до платы 0,5-2см одновременно другой рукой хорошим хирургичеслим пинцетом пытаешься приподнять корпус микросхемы без всякого усилия, пока микросхема не отделится от платы. После выпайки микросхемы очищаешь место пайки на плате при помощи растворителя и удаляешь отатки припоя при помощи специальной косички или следующим способом: зачищаешь конец медного провода от изоляции (только не оплавляя зажигалкой, а механически, например острыми бокорезами) Провод должен быть многожильный с очень тонкими жилами и не окислившийся (т.е. не стоявший на машине, а новый. Замечательно подходят обрезки проводов, остающиеся при установке сигнализаций) Зачищенный конец провода длиной 3-4см кладешь в баночку с твердой канифолью и слегка нагреваешь жалом паяльника. Потом “обканифоленный” провод кладешь на плату параллельно плате и прижиманшь разогретым паяльником и медленно ведешь провод по кантактным площадкам платы, при этом припой должен собираться на проводе. При пайке микросхем с небольшим количеством выводов можно не удалять старый припой, а запаивать новую микросхему прямо феном на старый припой с большим количеством флюса. При запайке микросхем с большим количеством выводов после очистки места пайки на плате кладется новая микросхема и паяльником с тонким жалом припаиваются угловые ножки, затем проверяется совпадение всех выводов микросхемы с соответствующими им контактными площадками, наносится большое количество флюса и жалом паяльника припаиваются все выводы по периметру микросхемы. В данном случае ни припоя ни флюса (канифоли) можно не жалеть, можно вообще спаять все ножки в единое целое, единственное стараться, чтобы расплавленный припой не затекал под корпус микросхемы, не нужно пытаться припаять каждый вывод в отдельности, можно паять по несколько сразу.
Потом “обканифоленный” провод кладешь на плату параллельно плате и прижиманшь разогретым паяльником и медленно ведешь провод по кантактным площадкам платы, при этом припой должен собираться на проводе. При пайке микросхем с небольшим количеством выводов можно не удалять старый припой, а запаивать новую микросхему прямо феном на старый припой с большим количеством флюса. При запайке микросхем с большим количеством выводов после очистки места пайки на плате кладется новая микросхема и паяльником с тонким жалом припаиваются угловые ножки, затем проверяется совпадение всех выводов микросхемы с соответствующими им контактными площадками, наносится большое количество флюса и жалом паяльника припаиваются все выводы по периметру микросхемы. В данном случае ни припоя ни флюса (канифоли) можно не жалеть, можно вообще спаять все ножки в единое целое, единственное стараться, чтобы расплавленный припой не затекал под корпус микросхемы, не нужно пытаться припаять каждый вывод в отдельности, можно паять по несколько сразу. Припой лучше использовать тонкий, диаметром до 1мм. Лишний припой потом удаляется медным проводом также, как при очистке платы перед пайкой, провод лучше почаще опускать в канифоль и время от времени обрезать конец провода, если он перестает собирать на себя припой. Потом лишний флюс и канифоль смываются кисточкой растворителем или спиртом.
Припой лучше использовать тонкий, диаметром до 1мм. Лишний припой потом удаляется медным проводом также, как при очистке платы перед пайкой, провод лучше почаще опускать в канифоль и время от времени обрезать конец провода, если он перестает собирать на себя припой. Потом лишний флюс и канифоль смываются кисточкой растворителем или спиртом.
Все выше написанное, не является исключительно верным пособием, а только моим личным мнением наработанным собственным опытом.
Как правильно выпаивать детали | Энергофиксик
Если у Вас вышла из строя какая-нибудь аппаратура, то не торопитесь ее выкидывать. Ведь если Вы увлекаетесь созданием электронных самоделок, то заполучить в свой запас несколько деталей лишним никогда не будет. В этой статье я расскажу, как правильно выпаять детали. Итак, начнем.
Что нужно из инструментов
Конечно, же нам с вами ну никак не обойтись без паяльника, ну, а кроме него вам так же потребуются:
1. Пинцет либо крокодилы. В процессе разогрева припоя неизбежно будет греться и сама деталь, поэтому чтобы не обжечь свои пальцы, лучше воспользоваться пинцетом. А зафиксировав крокодилом вы еще создадите дополнительный теплоотвод от детали.
А зафиксировав крокодилом вы еще создадите дополнительный теплоотвод от детали.
2. Полые иглы, специально предназначенные для демонтажа. Стоят они не дорого, поэтому приобрести их будет не проблема.
yandex.ruyandex.ru
3. Специальная демонтажная оплетка. Она играет роль своеобразной губки, которая впитывает расплавленное олово, освобождая при этом соединительный контакт.
yandex.ruyandex.ru
4. Оловоотсос. Ну тут все предельно ясно и понятно. На самом деле очень полезная штука, если заниматься постоянным выпаиванием деталей.
yandex.ruyandex.ru
Еще важно подготовить свой рабочий стол. Наличие хорошего и качественного освещения строго обязательно. Ведь наша задача «добыть» бесплатные детали, а не посадить зрение.
Методики демонтажа
Извлекаем детали только с помощью паяльника и пинцета
Итак, давайте начнем с самого простого варианта, когда вам необходимо выпаять, например, конденсатор. Для этого нам с вами потребуется взять разогретый паяльник и прогреть два вывода, а затем быстро (но при этом максимально аккуратно) с помощью пинцета или руками вытащить из платы конденсатор.
По такому же принципу можно выпаять и транзистор из платы.
А вот у диодов, неполярных конденсаторов и особенно у резисторов довольно часто при монтаже загибают ножки с обратной стороны, что создает дополнительные сложности при извлечении деталей без специальных приспособлений.
В этом случае можно поступить так: разогреть один из запаянных контактов и с усилием вытащить один конец, а затем повторить процедуру со вторым.
Итак, чтобы облегчить себе работу будем использовать специальные приспособления.
Используем спец. инструмент
Если у вас есть набор игл, то процесс выпаивания выглядит следующим образом:
Для начала разогреваем паяльником контакт и надеваем на вывод иглу необходимого диаметра (главное чтобы игла прошла в отверстие в плате), после этого непрерывно проворачиваем вокруг своей оси ручку иглы и ожидаем пока олово остынет и вынимаем иглу.
Примечание. Нет набора специальных игл, не беда. Возьмите обычный медицинский шприц с максимально толстой иглой.yandex.ruПотом аккуратно сточите острие и у вас готово свое специальное приспособление.
yandex.ru
У нас должен получиться чистый оголенный вывод, который очень легко извлечь.
Весь процесс продолжаем до тех пор, пока все ножки детали не будут освобождены.
Демонтажная оплетка
Произвести выпайку с применением демонтажной оплетки очень просто. Перед тем как приступить к разогреву места контакта паяльником, нанесите на конец оплетки спирто – канифольный флюс, затем приложите оплетку к контактам выпаиваемой детали и прогрейте паяльником. В результате этого олово должно впитаться в оплетку и контакты будут освобождены.
yandex.ruyandex.ru
Оловоотсос
Оловоотсос используется следующим образом: взводится пружина, место контакта прогревается, затем наконечник оловоотсоса подносится к разогретому припою и нажимается пружина. За счет создаваемого разряжения припой втягивается внутрь устройства, тем самым освобождаются контакты детали, и она легко извлекается с платы.
yandex.ru
Заключение
Это все, что я хотел вам рассказать о правильном, а самое главное безопасном извлечении деталей с микросхем. Если статья оказалась вам полезна либо интересна, то оцените лайком. Спасибо за ваше внимание!
Как проще всего прошить/перепрошить микросхему памяти. USB программатор Ch441A: инструкция для “чайников”
Вообще не знаете, как пользоваться программатором?
Эта подробная инструкция о том, как прошить микросхему памяти программатором для “чайников”. Она поможет даже тем, кто абсолютно не разбирается в электронике и видел программатор только на картинках или фото.
Итак, для начала несколько распространенных заблуждений:
1. Перепрошивать микросхемы памяти умеют только профессионалы, потому что программатор – это сложное устройство.
Большинство современных программаторов действительно собраны из множества радиокомпонентов и/или построены на базе микроконтроллеров. Однако вовсе не обязательно собирать программатор самостоятельно – можно купить готовый.
2. Программатор – дорогостоящее устройство. Если вы решили купить профессиональный универсальный программатор, цена его может оказаться не оправданной даже при заказе напрямую из Китая. Хотя в большистве случаев продвинутый универсальный программатор вам не понадобится, достаточно купить простой и дешевый Ch441A
Обязательно ли выпаивать микросхему памяти, чтобы её “прошить”? Это зависит от устройства, в котором она расположена. Во многих случаях микросхема памяти не припаяна к плате напрямую, а находятся в специальной панельке.
Таким образом, чтобы запрограммировать микросхему памяти вам понадобиться всего лишь:
1. Посмотреть внимательно на то, где расположен ключ микросхемы памяти – это своего рода метка показывающая, как (какой стороной) установить чип.
Обычно ключ микросхемы памяти – это точка или выемка на её корпусе. По ней и определяется расположение первого вывода.
На печатной плате обычно также есть соответствующая метка – перед тем как доставать/выпаивать микросхему убедитесь, что ключи (метки) совпадают!
2. В большинстве программаторов также есть ключ-метка, показывающая, как правильно вставить микросхему в его панель! Причем для разных типов микросхем этот ключ может быть разным!
В большинстве программаторов также есть ключ-метка, показывающая, как правильно вставить микросхему в его панель! Причем для разных типов микросхем этот ключ может быть разным!
Например обратите внимание на ключи метки первого вывода микросхем программатора Ch441A.
Итак, если у вас возник вопрос, как правильно вставить микросхему в программатор Ch441A, посмотрите прежде всего на то, какой серии она соответствует – что написано на её корпусе!
Ключ метка микросхемы должна соответствовать ключу метки программатора (см. фото).
Обратите внимание, что в зависимости от версии/модификации программатора Ch441A расположение микросхемы в панели может отличаться и быть не таким как в софте (программе) для Ch441A.
Ориентируйтесь прежде всего по ключам-меткам на корпусе программатора и микросхемы!
3. Важно знать, что Ch441A может работать в двух режимах, поэтому обязательно убедитесь, что перемычка (джампер) программатора Ch441A стоит в положении (1-2) – режим программатора, а не (2-3)- режим USB-UART конвертера!
4. После фиксации микросхемы в панельке программатора вставить его в USB порт – напрямую или через USB удлинитель.
5. Запустить программу (софт) для Ch441A. Проверить правильно ли опознан программатор и “видит” ли его программа. Если да, то в строке вы можете увидеть надпись “Device state: connected”, то есть “Состояние устройства: подключено”!
6. Если программа запущена не в режиме администратора, может появится сообщение, что драйвер не найден или установлен некорректно!
Хотя в большинстве случаев программатор работает нормально и так, то есть запускать его софт с правами администратора нет необходимости!
Внимание: файл запущенный от имени администратора может сделать с вашим компьютером всё, что угодно! Никогда не запускайте программы, которым не доверяете, от имени администратора!
7. Выбор микросхемы через интерфейс программатора. Удобнее и быстрее найти её через поиск, нажав на кнопку “Chip Search”.
Микросхема найдена в списке(см. рис.).
Проверить, записаны ли в неё данные, или микросхема пустая можно через пункт меню: “Operate” -> “Blank Check”.
Сообщение “Chip Main Memory are Blank” буквально “главная память чипа пустая”, означает, что никаких полезных данных в микросхеме не содержится!
Работу с программатором микросхем памяти можно разделить на несколько видов:
– так называемый бекап (backup) – это создание и сохранение резервной копии данных. Считать и сохранить содержимое большинсва микросхем памяти программатором элементарно просто.
Для программатора Ch441A в меню его программы есть пункт “Read chip” – прочитать чип (микросхему).
После того, как содержимое микросхемы памяти считано, его легко сохранить в файл, выбрав пункт “File” -> “Save” или просто нажав одновременно две клавиши Ctrl+S.
При сохранении выбрать для файла любое осмысленное имя (лучше латиницей)! Расширение дописывать не нужно!
Программа для программатора Ch441A добавит его сама!
– очистка (стирание) памяти микросхемы. В меню программы Ch441A выбрать пункт “Erase Сhip” – стереть чип!
– запись файла “прошивки” в микросхему памяти состоит из нескольких действий:
1. Выбор файла с “прошивкой” через пункт меню “File” -> “Open” (открыть файл).
Выбрать файл с подходящим расширением, например сохраненный ранее backup файл “прошивки”
2. Запись данных кнопкой “Write Chip”.
Проверка правильности записи файла “прошивки” выполняется нажатием кнопки “Verify Chip”.
Если “прошивка” загружена правильно – содержимое данных из файла и микросхемы будут одинаковые! После успешной проверки появится сообщение “Chip Main Memory and buffer same”, то есть в буквальном переводе “главная память чипа и буффера совпадают”!
Как видите, “прошить” микросхему памяти программатором совсем не сложно. Купить заказать программатор Ch441A можно здесь.
Ch441A Pro как пользоваться и поддерживаемые микросхемы
Программатор микросхем BIOS 24 и 25 серии Ch441A Pro
Программатор Ch441A Pro используется для программирования микросхем BIOS компьютеров, ноутбуков, видеокарт, мультимедийных плееров, памяти телевизоров, ЖК-дисплеев, маршрутизаторов, игровых приставок, спутниковых ресиверов и др.
Как пользоваться программатором Ch441A Pro:
Для начала использования программатора необходимо установить драйвер и программное обеспечение:
Скачайте ПО (Ch441A Programmer версии 1.3) и драйвер по ссылке
Системные требования ПО:
OC: Win98, WinME, WIN2K, WinXP, Vista, Win7, Win8, Win10 (32-64 bit)
Распакуйте скачанный архив и запустите программу Ch441A_130.exe
Подключите программатор к компьютеру (должен загореться светодиод POWER).
Драйвер к программатору может установится автоматически. Если Windows не удалось установить драйвер, найдите в скаченном архиве папку Ch441Parallel_driver_support WIN7 и установите драйвер из нее.
После того как программа и драйвер будут установлены можно приступить к программированию.
Чтобы запрограммировать необходимую микросхему на ZIF панели устройства, нужно открыть пазы для её установки, подняв фиксаторную ручку. Установить микросхему согласно ключу нарисованному на программаторе. Зажать фиксаторной ручкой микросхему в пазах. Cм. рисунок 1.1 (правильная установка микросхемы BIOS 25 серии)
Рис. 1.1 (правильная установка микросхемы BIOS 25 серии)
Если нужно прошить микросхемы 25-й серии, в корпусе SOP8 или SOP16, на плате программатора предусмотрены контактные площадки для микросхем в таких корпусах. Можно припаять микросхему к контактной площадке (см рисунок 1.2.) или просто прижать прищепкой к контактам. Так же можно воспользоваться дополнительной платой (идет в комплекте с программатором) и устанавливать/припаять микросхему на нее (см. рисунок. 1.3.)
|
Рис. 1.2. |
Рис. 1.3 |
Запрограммировать микросхему 25-й серии, в корпусе SOP8 можно прямо на материнской плате без выпаивания. Для этого можно воспользоваться прищепкой-переходником (в комплекте не идет. приобретается отдельно) (см. рисунок 1.4.) Красный провод на шлейфе прищепки – контакт который должен соответствовать первой ножке микросхемы (на самой микросхеме обычно обозначена точкой). При таком способе прошивки, плату нужно обязательно обесточить и вынуть батарейку BIOS.
Рис. 1.4
В программаторе есть возможность внутрисхемного программирования с помощью ISP интерфейса (этот метод программирования описываться здесь не будет, информацию можно найти на форумах в интернете)
Перемычку для переключения режимов программирования не трогаем! Даже когда программируем без выпаивания через прищепку. Она должна соединять 1 и 2 контакты. Убираем перемычку только в случае если используем ISP интерфейс.
Итак приступаем непосредственно к программированию:
ПОСЛЕ!!! установки/подключения микросхемы – подключите программатор к USB порту (возможно при подключении потребуется подождать пока Windows установит драйвер на устройство) и запустите программу Ch441A Programmer. Интерфейс программы можно переключить на русский язык.
Если микросхема подключена правильно – все кнопки в программе будут активны.
Далее нужно будет выбрать название микросхемы, для чего можно нажать кнопку “ДЕТЕКТ” (программа сама предложит наиболее подходящие микросхемы) или выполнить поиск вручную через кнопку “ПОИСК”.
Когда название микросхемы будет выбрано в программе, можно производить все необходимые действия с вашей микросхемой – считать, сохранить дамп, очистить, записать и т. д.
Интерфейс программы интуитивно понятен и прост:
Поддерживаемые программатором Ch441A Pro микросхемы 25 серии
AMIC
A25L512 A25L05P A25L10P A25L010 A25L020 A25L20P A25L40P A25L040 A25L080 A25L80P A25L016 A25L16P A25L032
ATMEL
AT25F512 AT25F512B AT25F512A AT25FS010 AT25F1024 AT25F1024A AT25F2048 AT25DF021 AT25F4096 AT25FS040 AT25DF041A AT25DF321A AT26DF321 AT25DF321 AT25DF641
COMMON
25X005 25X05 25X10 25X20 25X40 25X80 25X16 25X32 25X64 25X128 25X256 25X512 25X1024 25X2048
EON
EN25F05 EN25P05 EN25LF05 EN25F10 EN25LF10 EN25D10 EN25P10 EN25F20 EN25D20 EN25LF20 EN25F40 EN25D40 EN25LF40 EN25Q80 EN25D80 EN25F80 EN25P80 EN25T80 EN25B16T EN25T16 EN25B16 EN25D16 EN25F16 EN25Q16 EN25P32 EN25Q32 EN25F32 EN25B32 EN25B32T EN25Q64 EN25B64 EN25F64 EN25B64T EN25F128 EN25Q128
ES
ES25P10 ES25P20 ES25M40A ES25M40 ES25P40 ES25M80 ES25P16 ES25M80A ES25P32 ES25P80 ES25M16 ES25M16A
ESMT (только чтение)
F25L04UA F25L16PA F25L004A F25L32QA F25L08PA F25L32PA F25L008A F25L016A
GIGADEVICE
GD25Q512 GD25Q10 GD25Q20 GD25F40 GD25D40 GD25Q80 GD25D80 GD25T80 GD25F80 GD25Q16 GD25Q32 GD25Q64 GD25Q128
KH
25L8036D
MXIC
MX25V512 MX25L4005A MX25L1635D MX25L3237D MX25L6455E MX25L12845E MX25L512 MX25V4035 MX25L1605D MX25L3225D MX25L6408D MX25L1005 MX25V4005 MX25L1608D MX25L3205D MX25L6406E MX25L2005 MX25V8005 MX25L3235D MX25L3206E MX25L6445E MX25L8035 MX25L8005 MX25L3208D MX25L6405D MX25L12805D
NEXFLASH
NX25P10 NX25P20 NX25P40 NX25P80 NX25P16 NX25P32
NSHINE
MS25X05 MS25X16 MS25X10 MS25X32 NS25X20 MS25X64 NS25X40 MS25X128 MS25X80
PMC
PM25LV512A PM25LV016B PM25LV010A PM25LV020 PM25LV040 PM25LV080B
SAIFUN
SA25F005 SA25F160 SA25F010 SA25F320 SA25F020 SA25F040 SA25F080
SPANSION
S25FL004A S25FL032A S25FL040A S25FL064A S25FL008A S25FL128P S25FL160 S25FL129P S25FL016A S25FL128A
SST (только чтение)
SST25VF512A SST25VF512 SST25VF010 SST25VF010A SST25 SST25VF020 SST25VF040B SST25VF040A SST25VF040 SST25′ SST25VF016B SST25VF032B SST25VF064C
ST
M25P05A M25PE10 M25P10A M25P20 M25PE20 M25PE40 M25P40 M25PE80 M25P80 M25PX80 M25PX16 M25P16 M25PE16 M25P32 M25PE32 M25PX32 M25PX64 M25P64 M25PE64 M25P128
WINBOND
W25X10 W25X10L W25P10 W25X10AL W25X10A W25P20 W25X20AL W25X20A W25X20 W25X20L W25X40A W25P40 W25Q40BV W25X40L W25X40 W25X40AL W25Q80BV W25Q80V W25X80 W25P80 W25X80A W25X80L W25X80AL W25P16 W25Q16BV W25Q16V W25X16 W25Q32BV W25Q32V W25X32 W25P32 W25Q64BV W25X64 W25Q128BV
Поддерживаемые программатором Ch441A Pro микросхемы 24 серии
ATMEL
AT24C01B AT24C01 AT24C01A AT24C02 AT24C02A AT24C02B AT24C04B AT24C04 AT24C04A AT24C08A AT24C08B AT24C08 AT24C16 AT24C16A AT24C16B AT24C32B AT24C32A AT24C32 AT24C64 AT24C64A AT24C64B AT24C128 AT24C128A AT24C128B AT24C256B AT24C256 AT24C256A AT24C512B AT24C512A AT24C512 AT24C1024 AT24C1024A AT24C1024B
CATALYST
CAT24C01 CAT24WC01 CAT24WC02 CAT24C02 CAT24C04 CAT24WC04 CAT24WC08 CAT24C08 CAT24WC16 CAT24C16 CAT24WC32 CAT24C32 CAT24WC64 CAT24C64 CAT24WC128 CAT24C128 CAT24WC256 CAT24C256 CAT24C512 CAT24WC512 CAT24C1024 CAT24WC1024
COMMON
24C01 3V 24C01 5V 24C02 3V 24C02 5V 24C04 5V 24C04 3V 24C08 3V 24C08 5V 24C16 5V 2406 3V 24C32 5V 24C32 3V 24C64 5V 24C64 3V 24028 5V 24C128 3V 24C256 5V 24C256 3V 24C512 5V 24C512 3V 240024 3V 24C1024 5V 24C2048 5V 24C2048 3V 24C4096 5V 24C4096 3V
FAIRCHILD
FM24C01L FM24C02L FM24C03L FM24C04L FM24C05L FM24C08L FM24C09L FM24C17L FM24C16L FM24C32L FM24C64L FM24C128L FM24C256L FM24C512L FM
HOLTEK
HT24C01 HT24LC01 HT24CD2 HT24LC02 HT24C04 HT24LC04 HT24C08 HT24LC08 HT24C16 HT24LC16 HT24LC32 HT24C32 HT24LC64 HT24C64 HT24C128 HT24LC128 HT24C256 HT24LC256 HT24LC512 HT24C512 HT24C1024 HT24LC1024
ISSI
IS24O01 IS24C02 IS24C04 IS24C08 IS24C16 IS24C32 IS24C64 IS24C128 IS24C256 IS24C512 IS24C1024
MICROCHIP
MIC24LC014 MIC24AA01 MIC24AA014 MIC24LC01B MIC24LC02B MIC24AA02 MIC24C02C MIC24AA025 MIC24AA04 MIC24LC04B MIC24LC024 MIC24AA024 MIC24LC025 MIC24LC08B MIC24AA08 MIC24LC16B MIC24AA16 MIC24LC32 MIC24AA32 MIC24LC64 MIC24FC64 MIC24AA64 MIC24FC128 MIC24AA128 MIC24LC128 MIC24AA256 MIC24LC256 MIC24FC256 MIC24AA512 MIC24LC512 MIC24FC512 MIC24AA1024
NSC
NSC24C02L NSC24C02 N5C24C64
RAMTRON
FM24CL04 FM24C04A FM24CL16 FM24C16A FM24CL64 FM24C64 FM24C256 FM24CL256 FM24C512
ROHM
BR24L01 BR24C01 BR24L02 BR24C02 BR24L04 BR24C04 BR24L08 BR24C08 BR24L16 BR24C16 BR24L32 BR24C32 BR24C64 BR24L64
ST
ST24C01 ST24C32 ST24C02 ST24C64 ST24C04 ST24C08 ST24C16
XICOR
X24O01 X24C02 X24C04 X24C08 X24C16
Подключение Ch441A Pro к микросхеме в корпусе SOP8 без выпаивания через прищепку – переходник.
Прищепка – переходник для программатора Ch441A Pro позволяет программировать микросхемы в корпусе SOP8 8pin без выпаивания.
1. Подсоедините переходник к программатору, согласно ключу нарисованному на программаторе. Первая ножка микросхемы обозначена на рисунке (на программаторе) точкой. На переходнике от прищепки к программатору ножки пронумерованы. См. рисунок 2.1 (правильное подключение переходника прищепки для программирования микросхемы 25 серии)
Рис. 2.1. Правильное подключение переходника прищепки для программирования микросхемы 25 серии
2. Подключите шлейф прищепки к переходнику. Красный провод должен соответствовать 1 ножке переходника.
Перед подключением прищепки к микросхеме на плате, ножки микросхемы желательно почистить, например ножом, скальпелем или чем захотите. Плату нужно обязательно обесточить и вынуть батарейку BIOS.
3. Подсоедините прищепку к микросхеме так, чтобы красный провод был на первой ножке микросхемы. см рисунок 2.2. На самой микросхеме первая ножка обычно обозначена точкой.
ТОЛЬКО ПОСЛЕ!!! подсоединения к микросхеме и убедившись, что все соединено правильно, подключите программатор к USB порту компьютера.
Если все контакты между прищепкой и микросхемой имеются и все подключено правильно – при запуске программы все кнопки интерфейса будут активными и можно приступать к выбору названия микросхемы и программированию.
P.S. Из за особенностей некоторых материнских плат, не все микросхемы удается программировать не выпаивая из материнской платы. В некоторых случаях без выпаивания не обойтись.
Если вы уверены, что все подключили правильно и все контакты имеются, а микросхема не поддается программированию, попробуйте выпаять микросхему, возможно ее программированию мешают другие элементы материнской платы.
Смачивание припоя | Как предотвратить плохое смачивание припоя
Как предотвратить плохое смачивание припоя
Плохое смачивание припоя часто является скрытой причиной плохих соединений и ненадежных процедур пайки. Однако то, что плохая пайка – обычная проблема, не означает, что она неизбежна. Имея в своем арсенале несколько проверенных стратегий, вы можете предотвратить плохое смачивание припоя и обеспечить долговечность ваших соединений.
Что такое смачивание припоем?
Пайка включает соединение двух металлов вместе с помощью припоя.Этот метод является одним из старейших зарегистрированных методов прочного соединения металлов. Смачивание припоя – это часть процесса, при котором металл в припое соединяется с металлом на печатной плате (PCB) или компоненте. Во время процесса смачивания припой становится жидким расплавом и может должным образом прилипать к компоненту для получения оптимального паяного соединения.
Смачивание припоем – и последующее соединение металла – для правильной работы требуются уникальные условия. Для смачивания требуется медная поверхность, свободная от загрязнений и достигшая надлежащей температуры.Ниже мы подробно рассмотрим, почему хорошее смачивание припоя имеет решающее значение и как обеспечить успех вашей работы.
Почему важно хорошее смачивание припоя
Хорошее смачивание припоя жизненно важно для правильного соединения металлов. Без него металлы не будут держаться должным образом и, вероятно, не будут соответствовать отраслевым стандартам приемлемого использования, что сделает их по существу дефектными. Правильное смачивание припоя приведет к качественным паяным соединениям, которые выдержат испытание временем.
Хорошее смачивание припоя часто можно отличить по внешнему виду – он дает блестящий, гладкий на вид припой, который явно достиг максимальной текучести.С другой стороны, часто видно плохое смачивание припоя. Припой может выглядеть зернистым, тусклым и пористым, что свидетельствует о его плохой адгезии к компонентам. Этот припой часто непригоден для использования в коммерческих целях, что приводит к потере времени, капитала и производительности.
Причины плохого смачивания припоя
Плохое смачивание припоя может быть результатом нескольких различных проблем. К распространенным виновникам относятся:
- Окисление паяных поверхностей. Если оставить наконечник припоя горячим без покрытия, он может вступить в реакцию с кислородом и привести к неправильному смачиванию.
- Высокая или низкая температура пайки. Если температура слишком низкая, ваш припой не достигнет должного уровня текучести и не будет должным образом контактировать с компонентами. С другой стороны, слишком высокие температуры могут быстро выгореть в виде пара, препятствуя надлежащему смачиванию припоя.
- Излишнее удерживание наконечника припоя. Прикрепление наконечника припоя к компонентам в течение длительного времени может привести к сгоранию флюса и повреждению компонентов.
- Недостаточное смачивание. Грязные печатные платы или невозможность нагреть контактную площадку и штифт может привести к недостаточному смачиванию и отсутствию соединения.
Как предотвратить плохое смачивание припоя
Чтобы предотвратить плохое смачивание припоя, необходимо следовать хорошо продуманному контрольному списку, чтобы убедиться, что вы создаете нужную температуру и условия окружающей среды.
Очистите поверхности
Очистите поверхности и компоненты обычной салфеткой с растворителем – это быстрый и эффективный способ удалить жир или любую грязь, которая может препятствовать смачиванию припоя.
Наконечники оловянные с припоем
Добавление припоя к горячему наконечнику помогает предотвратить окисление. Всегда залуживайте наконечники перед выключением утюга, чтобы он был готов и загрунтован для надлежащего смачивания. Вы также избавите себя от хлопот и затрат на постоянную покупку насадок на замену.
Используйте высокоактивную паяльную пасту
Высокоактивные паяльные пасты обычно обеспечивают лучшее смачивание, особенно если вы имеете дело со сложной обработкой поверхности.Паяльные пасты с высокой активностью будут особенно полезны для предотвращения плохого смачивания во время оплавления.
Разогрейте паяльник
Холодное соединение возникает, когда припой не расплавляется полностью, что приводит к ненадежной адгезии. Чтобы этого не произошло, правильно нагрейте паяльник с мощностью, необходимой для достижения оптимальной температуры.
Если вы заметили признаки плохого смачивания во время пайки, не волнуйтесь – обычно вы можете отремонтировать стыки.Прекратите пайку, дайте стыку остыть и удалите пригоревший флюс. Дайте утюгу нагреться до нужной температуры, разогрейте сустав и начните снова.
По всем вопросам обращайтесь в Millennium Circuits Limited
Millennium Circuits Limited – признанный лидер отрасли, специализирующийся на высококачественных печатных платах. Если вам нужна помощь с вашими потребностями в печатной плате или у вас есть дополнительные вопросы, не стесняйтесь обращаться к нам сегодня.
Инструкции по монтажу: проектирование печатной платы и обращение с ней
Чипы пассивных компонентов могут также выделять некоторое количество тепла и, в некоторой степени, также магнитное поле SM.По сравнению со свинцовыми компонентами теплопроводность через паяные соединения SMD хорошая. Следовательно, относительная температура центра корпуса по сравнению с не-SMD будет снижаться и повышаться в паяных соединениях. Широкий рисунок выводов еще больше облегчит теплопередачу. Это позволит увеличить электрическую нагрузку до того, как мы достигнем указанной температуры «горячей точки». Тем не менее, при проектировании компоновки печатной платы и контактных площадок необходимо учитывать тепловыделение и излучение .
Из-за своего размера модули SMD всегда должны быть снабжены гибкими выводами, чтобы предотвратить повреждение во время температурных циклов. Более тяжелые компоненты, чтобы предотвратить их отсоединение от ударов или вибрации, должны быть механически прикреплены к их основанию с помощью клея или компаунда.
Расстояние между компонентамиДля пайки волной припоя компоненты должны быть расположены достаточно далеко друг от друга, чтобы избежать образования перемычек или затенения (неспособность припоя правильно проникать в небольшие пространства).Это менее важно для пайки оплавлением, но необходимо оставить достаточно места для доработки, если она потребуется. Минимум 0,5 мм воздушное пространство или дополнительная изоляция должны отделять компоненты от смежных металлических частей, например, токопроводящие рисунки на печатных платах.
Обработка компонентовКоммерческие негерметичные компоненты требуют осторожного обращения, чтобы избежать повреждения или загрязнения от пота и кожных жиров.Для отдельных компонентов настоятельно рекомендуется использовать пинцет или вакуумные датчики. Работа с сыпучими материалами должна обеспечивать минимизацию истирания и механических ударов. Компоненты с лентой и наматыванием являются идеальным носителем для прямой презентации на установочной машине. Следует минимизировать любые механические удары при работе с компонентами, особенно с многослойными керамическими конденсаторами.
Компоненты с несколькими выводами (например, некоторые пленочные SMD-конденсаторы, матрицы и т. Д.) Должны поддерживаться ровно, и ее нельзя изменять во время различных этапов монтажа компонентов (очистка, сборка,…).Смачивания припоя может быть недостаточно для всех выводов в равной степени, если, например, один вывод не изогнут достаточно далеко и не касается контактных площадок полностью на своей поверхности.
Детали с выводами не должны касаться клемм или соединений. Рекомендуется замкнуть накоротко соединения высоковольтных конденсаторов (более 120 В в нормальных условиях) после их использования под напряжением постоянного тока, так как некоторые диэлектрики сохраняют остаточный заряд, который может быть опасен во время погрузочно-разгрузочных операций.
Конденсаторы , пропитанные жидкостью , если не указано иное, должны устанавливаться клеммами вверх. Между установленными на батареях конденсаторами должен быть разрешен свободный зазор. Кабели, шины или соединительные оплетки должны иметь надлежащие размеры, чтобы предотвратить ненормальное повышение температуры клемм. Также предпочтительно подключать конденсаторы на батареях с помощью гибких кабелей или оплеток.
Тонкопленочные и некоторые небольшие пассивные компоненты могут демонстрировать некоторый уровень чувствительности к Электростатический разряд (ESD) , напряжение заряда / разряда ESD может превышать десятые доли киловольт, а типичный ток заряда ESD может составлять от 1 до 10A во многих случаях. случаи.Пожалуйста, обратитесь к производственным таблицам о чувствительности к электростатическому разряду конкретного компонента. С компонентами, чувствительными к электростатическому разряду, следует обращаться с помощью пинцета, соответствующего требованиям электростатического разряда, а при ручном обращении надевайте антистатический браслет и перчатки для пальцев, чтобы избежать электростатического разряда и пыли. Электростатический разряд не может рассматриваться как критический фактор для емкостных накопительных конденсаторов с высоким зарядом, таких как электролитические конденсаторы, с другой стороны. Величина заряда электростатического разряда может быть легко поглощена устройствами с высокой емкостью без значительного увеличения приложенного напряжения.Классификацию ESD и дополнительную информацию см. В стандарте IPC / JEDEC-EIA-625.
% PDF-1.2 % 2811 0 объект > эндобдж xref 2811 298 0000000016 00000 н. 0000006316 00000 н. 0000011144 00000 п. 0000011306 00000 п. 0000011393 00000 п. 0000011501 00000 п. 0000011655 00000 п. 0000011788 00000 п. 0000011942 00000 п. 0000012097 00000 п. 0000012268 00000 п. 0000012401 00000 п. 0000012591 00000 п. 0000012766 00000 п. 0000012949 00000 п. 0000013168 00000 п. 0000013279 00000 п. 0000013389 00000 п. 0000013541 00000 п. 0000013718 00000 п. 0000013861 00000 п. 0000013995 00000 п. 0000014167 00000 п. 0000014355 00000 п. 0000014493 00000 п. 0000014659 00000 п. 0000014812 00000 п. 0000014924 00000 п. 0000015036 00000 п. 0000015164 00000 п. 0000015336 00000 п. 0000015492 00000 п. 0000015625 00000 п. 0000015775 00000 п. 0000015916 00000 п. 0000016060 00000 п. 0000016277 00000 п. 0000016439 00000 п. 0000016610 00000 п. 0000016738 00000 п. 0000016922 00000 п. 0000017114 00000 п. 0000017254 00000 п. 0000017437 00000 п. 0000017619 00000 п. 0000017826 00000 п. 0000018013 00000 п. 0000018185 00000 п. 0000018334 00000 п. 0000018507 00000 п. 0000018646 00000 п. 0000018830 00000 п. 0000018973 00000 п. 0000019124 00000 п. 0000019272 00000 п. 0000019419 00000 п. 0000019576 00000 п. 0000019723 00000 п. 0000019871 00000 п. 0000020014 00000 п. 0000020165 00000 п. 0000020306 00000 п. 0000020444 00000 п. 0000020571 00000 п. 0000020710 00000 п. 0000020870 00000 п. 0000021016 00000 п. 0000021182 00000 п. 0000021363 00000 п. 0000021529 00000 п. 0000021677 00000 п. 0000021814 00000 п. 0000021960 00000 п. 0000022124 00000 п. 0000022271 00000 п. 0000022423 00000 п. 0000022574 00000 п. 0000022733 00000 п. 0000022874 00000 п. 0000023045 00000 п. 0000023204 00000 п. 0000023344 00000 п. 0000023490 00000 н. 0000023641 00000 п. 0000023798 00000 п. 0000023931 00000 п. 0000024097 00000 п. 0000024250 00000 п. 0000024387 00000 п. 0000024543 00000 п. 0000024694 00000 п. 0000024831 00000 п. 0000024970 00000 п. 0000025106 00000 п. 0000025241 00000 п. 0000025379 00000 п. 0000025533 00000 п. 0000025655 00000 п. 0000025789 00000 п. 0000025981 00000 п. 0000026125 00000 п. 0000026262 00000 п. 0000026452 00000 п. 0000026596 00000 п. 0000026766 00000 п. 0000026928 00000 п. 0000027098 00000 п. 0000027248 00000 п. 0000027389 00000 н. 0000027548 00000 п. 0000027682 00000 п. 0000027808 00000 п. 0000027937 00000 н. 0000028082 00000 п. 0000028217 00000 п. 0000028358 00000 п. 0000028509 00000 п. 0000028649 00000 п. 0000028779 00000 п. 0000028916 00000 п. 0000029055 00000 н. 0000029196 00000 п. 0000029337 00000 п. 0000029465 00000 п. 0000029584 00000 п. 0000029727 00000 п. 0000029861 00000 п. 0000030014 00000 п. 0000030148 00000 п. 0000030283 00000 п. 0000030416 00000 п. 0000030537 00000 п. 0000030658 00000 п. 0000030953 00000 п. 0000031133 00000 п. 0000031420 00000 п. 0000031660 00000 п. 0000031817 00000 п. 0000032081 00000 п. 0000032317 00000 п. 0000032596 00000 п. 0000032781 00000 п. 0000033062 00000 п. 0000033325 00000 п. 0000033711 00000 п. 0000034057 00000 п. 0000034265 00000 п. 0000034473 00000 п. 0000034699 00000 п. 0000034877 00000 п. 0000035129 00000 п. 0000035360 00000 п. 0000035569 00000 п. 0000035659 00000 п. 0000035700 00000 п. 0000035871 00000 п. 0000035939 00000 п. 0000036029 00000 п. 0000036244 00000 п. 0000036486 00000 п. 0000036752 00000 п. 0000037004 00000 п. 0000037255 00000 п. 0000037425 00000 п. 0000037576 00000 п. 0000037837 00000 п. 0000038911 00000 п. 0000038934 00000 п. 0000046145 00000 п. 0000046254 00000 п. 0000046451 00000 п. 0000047148 00000 п. 0000047463 00000 п. 0000047788 00000 п. 0000048110 00000 п. 0000048459 00000 п. 0000048792 00000 п. 0000049090 00000 н. 0000049236 00000 п. 0000049504 00000 п. 0000049768 00000 п. 0000049858 00000 п. 0000050009 00000 п. 0000050099 00000 н. 0000050251 00000 п. 0000050596 00000 п. 0000050860 00000 п. 0000051009 00000 п. 0000051343 00000 п. 0000051765 00000 п. 0000051969 00000 п. 0000052273 00000 п. 0000052479 00000 п. 0000052781 00000 п. 0000052984 00000 п. 0000053406 00000 п. 0000053710 00000 п. 0000054004 00000 п. 0000054390 00000 п. 0000054600 00000 п. 0000054690 00000 н. 0000054824 00000 п. 0000055173 00000 п. 0000055370 00000 п. 0000055668 00000 п. 0000055970 00000 п. 0000056392 00000 п. 0000056778 00000 п. 0000057080 00000 п. 0000057374 00000 п. 0000057532 00000 п. 0000057723 00000 п. 0000057920 00000 н. 0000058254 00000 п. 0000058599 00000 п. 0000058715 00000 п. 0000058941 00000 п. 0000059119 00000 п. 0000059371 00000 п. 0000059602 00000 п. 0000059936 00000 н. 0000060172 00000 п. 0000060380 00000 п. 0000060565 00000 п. 0000060722 00000 п. 0000060958 00000 п. 0000061198 00000 п. 0000061479 00000 п. 0000061766 00000 п. 0000062008 00000 п. 0000062248 00000 п. 0000062491 00000 п. 0000062714 00000 п. 0000062871 00000 п. 0000063083 00000 п. 0000063246 00000 п. 0000063395 00000 п. 0000063638 00000 п. 0000063866 00000 п. 0000064118 00000 п. 0000064296 00000 н. 0000064583 00000 п. 0000064786 00000 п. 0000065065 00000 п. 0000065302 00000 п. 0000065564 00000 п. 0000065984 00000 п. 0000066400 00000 п. 0000066595 00000 п. 0000066825 00000 п. 0000067022 00000 п. 0000067272 00000 н. 0000067436 00000 п. 0000067662 00000 п. 0000067841 00000 п. 0000068011 00000 п. 0000068228 00000 п. 0000068432 00000 п. 0000068637 00000 п. 0000068800 00000 п. 0000068976 00000 п. 0000069130 00000 п. 0000069220 00000 п. 0000069410 00000 п. 0000069560 00000 п. 0000069763 00000 п. 0000069999 00000 н. 0000070170 00000 п. 0000070386 00000 п. 0000070592 00000 п. 0000070781 00000 п. 0000071122 00000 п. 0000071212 00000 п. 0000071440 00000 п. 0000071610 00000 п. 0000072020 00000 н. 0000072211 00000 п. 0000072415 00000 п. 0000072632 00000 п. 0000072804 00000 п. 0000072996 00000 н. 0000073215 00000 п. 0000073496 00000 п. 0000073704 00000 п. 0000073861 00000 п. 0000074101 00000 п. 0000074431 00000 п. 0000074639 00000 п. 0000074815 00000 н. 0000074944 00000 п. 0000075034 00000 п. 0000075217 00000 п. 0000075368 00000 п. 0000075604 00000 п. 0000075868 00000 п. 0000076009 00000 п. 0000006458 00000 п. 0000011120 00000 п. трейлер ] >> startxref 0 %% EOF 2812 0 объект > эндобдж 3107 0 объект > поток HVPSg {s ށ` @ L & “y \ 0 (| u” ԮAE + hj2 Ơ ֝ t`U @ Zv70XQ; [] T | w ν
Заявка на патент США на теплопроводы и оконечный радиатор для упаковки микросхем и производственного процесса Заявка на патент ( Заявление №20030131476 от 17 июля 2003 г.)
ОБЛАСТЬ ИЗОБРЕТЕНИЯ& lsqb; 0001 & rsqb; Это изобретение относится к порошковой металлургии, а более конкретно к рассеивающим тепло элементам для упаковки микроэлектроники, выбранным так, чтобы иметь коэффициент теплового расширения, совместимый с материалом, используемым при изготовлении микросхем.
Уровень техники& lsqb; 0002 & rsqb; Большинство компонентов электронных микросхем требуют использования структур, способных рассеивать тепло, выделяемое активными частями микросхемы. Более того, эти конструкции, находящиеся в прямом контакте друг с другом, должны иметь совместимые характеристики теплового расширения. В противном случае напряжения, вызванные непропорциональным расширением, могут повредить компоненты, создать разделение между элементами или иным образом снизить эффективность рассеивания тепла.
& lsqb; 0003 & rsqb; Коэффициент теплового расширения («КТР») или просто тепловое расширение материала определяется как отношение изменения длины на градус Цельсия к длине при 25 ° C. Обычно он дается как среднее значение по диапазону температур.
& lsqb; 0004 & rsqb; Теплопроводность («K» или «TC») материала определяется как скорость передачи тепла через единицу толщины на единицу площади при единичной разнице температуры или K & равно WL / AT, где W & равно; Вт, L & равно ; толщина в метрах, A & равно площади в квадратных метрах, а T & равно; разница температур в OK или ° C.
& lsqb; 0005 & rsqb; В этом описании в отношении микроэлектронного поддержания тепла термин «высокая теплопроводность» обычно означает те материалы, которые имеют коэффициент теплопроводности, превышающий 120 ватт на метр по Цельсию. Аналогичным образом, что касается коэффициентов теплового расширения, те о материалах, имеющих КТР ниже приблизительно 10,0 × 10-6 / ° C, говорят, что они имеют «низкий» КТР. Те материалы, у которых КТР выше примерно 12 × 10-6 / ° C.будет сказано, что они имеют «высокий» КТР.
& lsqb; 0006 & rsqb; К сожалению, такие материалы, как медь, серебро, золото и алюминий, которые демонстрируют высокий коэффициент теплопроводности, также имеют тенденцию иметь КТР намного выше, чем такие материалы, как арсенид галлия, кремний и оксид алюминия, используемые в элементах микросхем реализации или их корпусах.
& lsqb; 0007 & rsqb; Как раскрыто в патенте США No. В US 4680618 Курода и др. Было обнаружено, что удобно использовать композиты из меди и других более плотных металлов, таких как вольфрам или молибден, при изготовлении радиаторов, подложек и других рассеивающих тепло элементов корпусов микросхем.Пропорции металлов в композите выбираются в соответствии с КТР материала, используемого при изготовлении активного компонента схемы.
& lsqb; 0008 & rsqb; Из-за больших различий в удельном весе и температурах плавления, а также из-за отсутствия взаимной растворимости металлов, таких как, например, медь и вольфрам, трудно сформировать композиты из этих двух металлов, которые демонстрируют надежную степень однородности, с использованием обычных процессы плавления.
& lsqb; 0009 & rsqb; Как указано в U.С. Пат. В US 5086333 Osada et al., Включенном в настоящий документ посредством этой ссылки, было обнаружено, что более практично прессовать и спекать порошок плотного материала с более высокой температурой плавления, например вольфрама, с образованием пористой прессованной массы, а затем для ее пропитывания. с расплавленной медью или другим материалом, имеющим более низкую температуру плавления. Полученный композит с металлической матрицей обладает как согласованными характеристиками расширения, так и повышенной теплопроводностью. Плита из композита может быть разрезана и обработана для формирования радиаторов, соединителей, подложек и других теплоотводящих компонентов или элементов.
& lsqb; 0010 & rsqb; Однако по мере развития конструкций микросхем с еще большей плотностью населения возникает необходимость в обеспечении еще больших тепловых потоков при меньших затратах.
& lsqb; 0011 & rsqb; Что касается более крупных элементов или компонентов, таких как рассеивающие тепло подложки для компонентов высокой мощности, стоимость металла становится важным фактором. Следовательно, есть преимущество в уменьшении зависимости от дорогостоящих металлов.
& lsqb; 0012 & rsqb; Что касается теплоотводящих элементов для корпусных микропроцессоров, популярной конструкцией является так называемый корпус типа «перевернутый кристалл», описанный в U.С. Пат. No. 5,585,671 Nagesh et al. и в патенте США No. No. 6250127 B1, Polese, et al. включены в настоящий документ посредством ссылки. Как показано на фиг. 1, в этой конструкции корпуса была разработана рассеивающая тепло крышка или конструкция крышки 5, также известная как теплоотвод, которая прикреплена к задней стороне или, в показанной ориентации, к верхней поверхности матрицы 1 с использованием слоя теплопроводного клея 6, такого как проводящая эпоксидная смола или припой. Элемент жесткости 7 с боков окружает матрицу и связывает периферию 8 крышки с соединительной керамической подложкой или печатной платой 3, тем самым закрывая и защищая матрицу, сохраняя хороший контакт на границе раздела между кристаллом и крышкой и позволяя использовать неклейкие материалы. например, термопаста на стыке.Кристалл 1 имеет множество паяных выступов 2, расположенных на его активной стороне или в показанной ориентации на нижней стороне, чтобы электрически соединить кристалл с печатной платой 3. Как правило, нижний слой 4 электроизоляционного полимера дополнительно связывает кристалл с печатной платой. печатная плата снижает механические нагрузки, возникающие из-за несоответствия CTE между кристаллом и платой. Поскольку большинство практичных изолирующих полимеров имеют относительно низкую теплопроводность, важно, чтобы крышка отводила большую часть тепла от матрицы.
& lsqb; 0013 & rsqb; Фиг. 2 и 3 показано, что элемент жесткости может быть объединен с крышкой путем формирования крышки 9 с утолщенной периферией или фланцем 10, заканчивающимся на внутреннем крае (стенки 11, 12 образуют внутреннюю полость 13. На фиг. 2 также показана необходимость в крышки, имеющие равномерно гладкую и плоскую верхнюю поверхность для плотного контакта с установленным сверху радиатором 14. Из-за важности рассеивания тепла, связанного с радиатором, существует потребность в максимальном увеличении теплопередающей способности крышки.
& lsqb; 0014 & rsqb; Из-за относительно низкой теплопроводности промежуточного слоя между матрицей и крышкой желательна минимальная толщина, что приводит к необходимости в гладкой, плоской нижней поверхности крышки и хорошо подобранных характеристиках теплового расширения. Однако, если используется клей, более тонкий эпоксидный слой менее способен компенсировать любое несоответствие расширения между матрицей, крышкой и керамической подложкой, приводящее к разрывам контактных поверхностей.
& lsqb; 0015 & rsqb; Во многих устройствах на микросхемах в определенных местах кристалла может выделяться больше тепла, чем в других.Кроме того, тепловая мощность может колебаться в любом конкретном месте с течением времени. Следовательно, существует необходимость учитывать изменения тепловой мощности в зависимости от времени и местоположения.
& lsqb; 0016 & rsqb; Таким образом, настоящее изобретение является результатом попытки разработать более простую, более практичную и более экономичную конструкцию теплоотводящего элемента и процесс изготовления, которые решают проблемы, описанные выше.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ& lsqb; 0017 & rsqb; Основными и второстепенными задачами этого изобретения являются создание недорогого тепловыделяющего элемента для использования в упаковке тепловыделяющих микросхем, при этом элемент имеет улучшенную способность к теплопередаче и рассеиванию и имеет КТР, совместимый с материалом микросхемы, в то время как поддержание достаточно равномерной гладкости и плоскостности.
& lsqb; 0018 & rsqb; Эти и другие цели достигаются с помощью композита с металлической матрицей с согласованным КТР, сочетающего материал с более высокой теплопроводностью с материалом с более низкой КТР, в котором композит имеет теплопроводы, образованные через него материалом с более высокой теплопроводностью. Каждый теплопровод расположен так, чтобы иметь первую торцевую поверхность или площадку в непосредственной близости от источника тепла, например, полупроводникового кристалла, и вторую торцевую поверхность или площадку в непосредственной близости от других рассеивающих тепло структур.
& lsqb; 0019 & rsqb; Различные варианты осуществления обеспечивают улучшенный конический или конусообразный теплопровод, снижающий механические напряжения, при сохранении высокой теплопередачи, отличающийся размером и ориентацией теплопроводов в зависимости от размера и места контакта матрицы.
& lsqb; 0020 & rsqb; В дополнительном варианте осуществления местоположения теплопроводов могут быть выбраны для образования символов, букв и слов, чтобы обеспечить уникальную информационную среду.
& lsqb; 0021 & rsqb; В другом варианте осуществления теплопроводы могут соединять параллельные пластины, между которыми находится материал с согласованным КТР.
& lsqb; 0022 & rsqb; Эти элементы формируются с помощью процесса согласно изобретению, который включает создание пористой заготовки с более высокой температурой плавления, материалом с низким КТР, таким как вольфрам, которая имеет множество разнесенных отверстий, соответствующих трубопроводам. Затем в преформу пропитывают материал с более низкой температурой плавления и высокой теплопроводностью, такой как медь, с образованием композиционного материала с металлической матрицей и для заполнения отверстий.
& lsqb; 0023 & rsqb; В другом варианте осуществления изобретения отверстия в преформе формируются за один процесс прессования с использованием штамповочного пресса, имеющего выступы, связанные с отверстиями.
& lsqb; 0024 & rsqb; В другом варианте осуществления изобретения трубопроводы проходят через соединяющийся между собой тепловой резервуар и заканчиваются в радиаторной конструкции.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖА& lsqb; 0025 & rsqb; ИНЖИР. 1 представляет собой схематический вид в разрезе известного уровня техники кристалла интегральной схемы с перевернутым кристаллом, установленного на печатной плате и имеющего рассеивающую тепло крышку с элементом жесткости;
& lsqb; 0026 & rsqb; ИНЖИР. 2 – схематический вид в разрезе известного уровня техники кристалла интегральной схемы с перевернутой микросхемой, установленного на печатной плате и имеющего рассеивающую тепло крышку и радиатор;
& lsqb; 0027 & rsqb; ИНЖИР.3 представляет собой схематический вид в перспективе перевернутой крышки для откидной крышки, показывающий ее нижнюю сторону;
& lsqb; 0028 & rsqb; ИНЖИР. 4 – схематический вид в перспективе перевернутой крышки с откидной крышкой в соответствии с изобретением, показывающий ее нижнюю сторону и прокладки для теплопровода;
& lsqb; 0029 & rsqb; ИНЖИР. 5 – схематический вид в разрезе крышки, показанной на фиг. 4 взяты по линии 5-5 и поставлены вертикально;
& lsqb; 0030 & rsqb; ИНЖИР. 6 – увеличенный схематический вид в разрезе крышки, показанной на фиг.5, показывающий теплопроводы и прикрепленную матрицу;
& lsqb; 0031 & rsqb; ИНЖИР. 7 – схематический вид сверху ряда трубопроводов с одинаковым размером и разнесением;
& lsqb; 0032 & rsqb; ИНЖИР. 8 – схематический вид в разрезе альтернативного варианта осуществления изобретения, показывающий теплопроводы и рассеивающие пластины переменного размера;
& lsqb; 0033 & rsqb; ИНЖИР. 9 – схематический вид в поперечном разрезе альтернативного варианта осуществления изобретения, показывающий ориентированные и изменяющиеся формы теплопроводов;
& lsqb; 0034 & rsqb; ИНЖИР.10 – схематический вид в перспективе подложки мощного транзистора, имеющей теплопроводы, образующие слово;
& lsqb; 0035 & rsqb; ИНЖИР. 11 – блок-схема обобщенного процесса изобретения;
& lsqb; 0036 & rsqb; ИНЖИР. 12 – блок-схема первого варианта способа изобретения;
& lsqb; 0037 & rsqb; ИНЖИР. 13 – схематический вид в разрезе пресс-формы в соответствии с альтернативным вариантом осуществления способа изобретения;
& lsqb; 0038 & rsqb; ИНЖИР.14 – схематический вид в разрезе штамповочного пресса согласно другому альтернативному варианту осуществления способа изобретения;
& lsqb; 0039 & rsqb; ИНЖИР. 15 – схематический вид в перспективе крышки с откидной крышкой, имеющей интегрированную конструкцию резервуара / радиатора в соответствии с настоящим изобретением;
& lsqb; 0040 & rsqb; ИНЖИР. 16 – схематический вид в разрезе крышки, показанной на фиг. 15 по линии 16-16;
& lsqb; 0041 & rsqb; ИНЖИР. 17 – схематический вид в разрезе крышки, показанной на фиг.16, прикрепленный к установленному на подложке флип-чипу;
& lsqb; 0042 & rsqb; ИНЖИР. 19 – схематический вид в перспективе с пространственным разделением деталей предварительно собранных компонентов варианта осуществления резервуара / радиатора в соответствии с настоящим изобретением;
& lsqb; 0043 & rsqb; ИНЖИР. 20 – схематическая пиктограмма, показывающая первую часть варианта осуществления процесса изготовления конструкции резервуара / радиатора;
& lsqb; 0044 & rsqb; ИНЖИР. 21 – схематическая пиктограмма, показывающая среднюю часть варианта осуществления процесса изготовления конструкции резервуара / радиатора;
& lsqb; 0045 & rsqb; ИНЖИР.22 – схематическая пиктограмма, показывающая последнюю часть варианта осуществления процесса изготовления конструкции резервуара / радиатора; и
& lsqb; 0046 & rsqb; ИНЖИР. 23 представляет собой схематический вид в разрезе альтернативного варианта осуществления способа, в котором наложенная пластина пропитывающего материала заменяет стержни более раннего варианта осуществления.
ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНОГО ВАРИАНТА ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ& lsqb; 0047 & rsqb; Предпочтительный вариант осуществления изобретения будет описан в связи с изготовлением теплораспределителя из композитного медно-вольфрамового сплава с металлической матрицей в виде крышки с откидной крышкой.Специалистам в данной области техники ясно, что изобретение применимо для производства других теплоотводящих структур, таких как радиаторы, подложки мощных транзисторов, подложки оптических переключателей, крышки, базовые платы, кожухи, другие теплоотводы и другие теплоотводы. элементы для терморегулирования компонентов микроэлектроники.
& lsqb; 0048 & rsqb; Обращаясь теперь к чертежам, на фиг. 4-6, крышка с откидной крышкой в соответствии с изобретением. Крышка 15 имеет утолщенную периферию или фланец 16, заканчивающийся на внутренних краевых стенках 17, 18, и нижнюю поверхность 19, образующую полость 20.Медиальная область 21 нижней поверхности соответствует области, контактирующей с микроэлектронной матрицей 22 или ее монтажным слоем 23 материала, например, термопластической смолой, термопастой или зоной эвтектического соединения. Внутри области контакта 21 расположены первые концы или площадки множества теплопроводов 25, образованных из материала с высокой теплопроводностью, такого как медь. Остальная часть крышки сформирована из материала с согласованным КТР, такого как по существу гомогенный композит из вольфрама и меди.
& lsqb; 0049 & rsqb; Каждый теплопровод 25 содержит обычно цилиндрический, конический или конический корпус, имеющий круглую нижнюю торцевую поверхность или подушку 26 на уровне нижней поверхности полости 19 и круглую противоположную верхнюю торцевую поверхность или подушку 27 на уровне верхней поверхности 30 крышки. Поверхности прокладки выровнены со своими прилегающими поверхностями, чтобы поддерживать плоскостность и улучшать тесный контакт с матрицей или радиатором соответственно.
& lsqb; 0050 & rsqb; Специалисты в данной области техники легко оценят другие формы и трехмерные структуры трубопроводов в зависимости от области применения.Размер, плотность и рисунок кабелепровода также будут зависеть от области применения. Как правило, местная теплопроводность максимизируется за счет большего количества или большего размера трубопроводов в данной области. Однако это должно быть сбалансировано с учетом простоты изготовления, структурной целостности и допустимости несоответствия CTE. Простые геометрические поперечные сечения предпочтительны для простоты изготовления. Гладкие формы, такие как цилиндры с круглым поперечным сечением, предпочтительны, если отверстия преформы формируются путем сверления, как описано ниже.Частичные конусы предпочтительны для штампованных отверстий, как описано ниже.
& lsqb; 0051 & rsqb; Например, с функциональной точки зрения предпочтительно поддерживать локализованный объемный баланс между медными теплопроводами и композитным материалом медь-вольфрам, чтобы максимизировать локализованную теплопроводность, в то же время поддерживая приемлемый локализованный КТР. Кроме того, этот баланс помогает минимизировать термические напряжения, возникающие между двумя материалами в рабочем диапазоне температур.Эти конструктивные соображения обычно определяются требованиями конкретного приложения в отношении теплопроводности и теплового расширения.
& lsqb; 0052 & rsqb; Если каждый канал имеет однородную форму и разнесен, специалисты в данной области техники легко поймут, что плотность канала максимизируется для данной области за счет рисунка, показанного на фиг. 7, где четыре канала образуют углы квадрата, который имеет пятый канал в центре, причем угловые каналы являются общими с соседними квадратами.
& lsqb; 0053 & rsqb; Как показано на фиг. 6, каждый из конических каналов 25 ориентирован так, чтобы площадка 26 с меньшей площадью поверхности была обращена к штампу, чтобы уменьшить влияние несоответствия CTE между материалом канала и материалом штампа. Площадь поверхности верхней подушки 27 больше, чтобы усилить многомерный тепловой поток и соответствовать КТР конструкции, такой как медный радиатор или другой рассеиватель тепла.
& lsqb; 0054 & rsqb; Если для теплопроводов используется коническая форма, а большая ось 28 перпендикулярна параллельным верхним и нижним поверхностям 30, 19 крышки, нижняя круглая прокладка будет иметь диаметр DL, который меньше диаметра круглой верхней прокладки. .Соответствующие площади поверхности также будут функцией угла конуса A.
& lsqb; 0055 & rsqb; Достаточное расстояние S между теплопроводами требуется для сохранения совместимости с тепловым расширением. Расстояние, конечно, зависит от размера и формы теплопровода.
& lsqb; 0056 & rsqb; Для многих компонентов, таких как микропроцессоры, разные части матрицы могут выделять больше тепла. Если такие части известны, можно выборочно разместить трубы с большей плотностью или большими размерами, которые соответствуют этим частям.Обратимся теперь к фиг. 8 показана композитная подложка 40 с металлической матрицей, имеющая сформированные в ней теплопроводы 41, 42, 43, проходящие через подложку. Трубопроводы имеют цилиндрическую форму, их размеры и расположение выбраны так, чтобы обеспечить максимальную теплопередачу при сохранении адекватных характеристик расширения. В этом случае центральный теплопровод 41 первого диаметра D1 больше, чем его соседние теплопроводы 42, которые, в свою очередь, имеют диаметры D2 больше, чем диаметры D3 следующих дополнительных соседних теплопроводов 43.В этой конфигурации соотношение между диаметрами соседних теплопроводов следует выбирать так, чтобы поддерживать локальный объемный баланс. Кроме того, использование рассеивающих тепло верхней и нижней пластин или слоев 44, 45 может быть сформировано во время процесса инфильтрации с использованием хорошо известных технологий для обеспечения избыточного расплавленного металла. Толщина T1, T2 верхней и нижней пластин выбирается близкой к одинаковой, чтобы избежать коробления, которое могло бы произойти из-за непропорционального расширения пластин, если бы они имели разную толщину.Эти два признака, а именно каналы разного размера и многослойные пластины, раскрыты вместе просто для краткости и никоим образом не требуются для совместного использования, как показано.
& lsqb; 0057 & rsqb; Как показано на фиг. 9, в альтернативном варианте осуществления сужающиеся или конические теплопроводы 47 имеют неперпендикулярные большие оси 48, а другие теплопроводы 49 имеют несимметричную форму для отвода тепла от микрочипа 50.
& lsqb; 0058 & rsqb; В дополнительном варианте осуществления, как показано на фиг.10, из-за визуального контраста, создаваемого различными материалами, используемыми для теплопроводов и окружающей подложки, выбор и расположение теплопроводов 51 может быть выполнено для создания букв или других символов, которые будут передавать информацию об устройстве, такую как его характеристики. , его изготовителя или для передачи другой информации для различных целей, включая рекламу. В настоящем варианте осуществления слово «SEMX» образовано заглавными буквами множеством теплопроводов 51, проходящих от верхней поверхности 53 подложки 52 мощного транзистора LDMOS-типа до нижней поверхности 54, которая, в свою очередь, контактировать с теплоотводящим носителем.Таким образом, силовой транзистор будет установлен на верхней поверхности подложки, закрывающей верхние контактные площадки теплопровода.
& lsqb; 0059 & rsqb; Обратимся теперь к фиг. 11, предпочтительный процесс изготовления рассеивающего тепло элемента для микроэлектронной упаковки будет включать сначала создание пористой преформы из материала с высокой температурой плавления, имеющей отверстия, соединяющие разделенные поверхности 61, затем проникновение инфильтрационного материала с низкой температурой плавления в преформу и полное заполнение преформы. отверстия 62, а затем отделка компонента 63 для образования поверхностей, которые будут соединять мощный источник тепла с теплоотводом через теплопроводы.
& lsqb; 0060 & rsqb; Обратимся теперь к фиг. 12, преформа создается путем выбора 71 первого количества частиц порошка первого материала, имеющего относительно низкий КТР и относительно высокую температуру плавления, такого как вольфрам, молибден, рений, сплавы железа и никеля, сплавы железа, никеля и кобальта. и их композиты и сплавы. Частицы могут быть сформированы методами, хорошо известными специалистам в области порошкового материаловедения, порошковой металлургии и традиционной металлургии.Частицы также могут быть предварительно агломерированными частицами металлов с другими металлами, такими как кобальт и никель, для повышения спекаемости.
& lsqb; 0061 & rsqb; Порошок первого материала затем формуют прессованием для образования пористого прессованного зерна 72. Плотность прессованного материала должна быть меньше теоретической, чтобы позволить пустоты составлять
ПРИМЕР 1& lsqb; 0062 & rsqb; Было предпринято множество попыток откидных крышек. Ниже представлен ряд параметров и наиболее предпочтительных в данном конкретном примере.Предпочтительные и наиболее предпочтительные значения будут сильно различаться в зависимости от приложения.
& lsqb; 0063 & rsqb; Выбирается количество порошка вольфрама, имеющее диаметр частиц от около 0,1 до 100 микрон, а более предпочтительно, средний диаметр частиц от около 0,5 до 25 микрон. Порошок состоит, по меньшей мере, на приблизительно 99,0% вольфрама, а остальное составляет связующее или примеси. Такой порошок можно приобрести у Osram-Sylvania of Towanda, PA
.& lsqb; 0064 & rsqb; Порошок вольфрама загружается в бункер, который подает порошок в пресс-формовочный инструмент поршневого типа, который работает при комнатной температуре под давлением примерно от 35 до 75 тонн на квадратный дюйм («tsi»), а наиболее предпочтительно – около 55 tsi. .Скорость подъемника была выбрана в диапазоне от примерно 2 до 30 дюймов в секунду («дюймов в секунду»), а наиболее предпочтительно – около 10 дюймов в секунду. Время выдержки под давлением было выбрано в диапазоне примерно от 2 до 20 секунд, а наиболее предпочтительно примерно 5 секунд. Скорость выброса выбиралась в диапазоне от примерно 2 до 25 дюймов в секунду, а наиболее предпочтительно примерно 10 дюймов в секунду.
& lsqb; 0065 & rsqb; Пресс выталкивает пористую компактную структуру размером примерно 2,5 дюйма × 2,5 дюйма × 0,2 дюйма в форме крышки с откидной крышкой.Полученная пористая сырая прессовка имела плотность от примерно 63% до 89% от теоретической и наиболее предпочтительно примерно 76% от теоретической.
& lsqb; 0066 & rsqb; Компакт помещали в печь для спекания непрерывного действия, имеющую зоны предварительного нагрева, высокой температуры и охлаждения, а также восстановительную атмосферу. Зона высокой температуры, которая оказывает наибольшее влияние на спекание, была установлена в диапазоне от примерно 1150 до 1350 градусов по Цельсию, наиболее предпочтительно примерно от 1250 градусов по Цельсию. Время воздействия составляло примерно от 15 до 120 минут, наиболее предпочтительно примерно 60 минут. .
& lsqb; 0067 & rsqb; После охлаждения спеченную пористую преформу просверливали на сверлильном станке с ЧПУ для образования цилиндрических отверстий диаметром от примерно 0,031 до 0,0625 дюйма, наиболее предпочтительно примерно 0,040 дюйма. Расстояние между центрами отверстий было, по крайней мере, в 1,5 раза больше диаметра отверстия, а наиболее предпочтительно примерно в 2 раза больше диаметра отверстия. Расположение отверстий было таким, как показано на фиг. 7 и другие узоры, в том числе образующие символы.
& lsqb; 0068 & rsqb; Достаточное количество меди типа «бескислородная высокая проводимость», имеющая 99.Минимальное содержание меди 9%, остальное – другие легирующие элементы и примеси, в форме пластины размером 2,5 дюйма × 2,5 дюйма × 0,050 дюйма помещали с преформой в графитовую лодочку и помещали в печь для спекания непрерывного действия. В этой печи для инфильтрации высокотемпературная зона была установлена в диапазоне от примерно 1100 до 1350 градусов по Цельсию, наиболее предпочтительно примерно от 1150 градусов по Цельсию. Время воздействия составляло от примерно 1 часа до 8 часов, наиболее предпочтительно примерно 5 часов.
& lsqb; 0069 & rsqb; После охлаждения полученную пропитанную преформу затем измельчили для удаления излишков меди и очистили с использованием методов, хорошо известных в отрасли, для формирования готовой крышки откидного кристалла.
& lsqb; 0070 & rsqb; Как показано на фиг. 13, в альтернативном варианте изготовления некоторое количество порошка 81 преформы прессуется в прессе, имеющем выступы 80, соответствующие формированию отверстий в прессовке.
& lsqb; 0071 & rsqb; Обратимся теперь к фиг. 14, отверстия формируются на стадии компактного прессования с использованием стержней 90 сердечника, установленных внутри полости 91 штампа. Для адекватной тяги стержней сердечника требуется общее сужение диаметра снизу вверх, что позволяет с небольшими затратами создавать конические или конические отверстия, описанные выше.
& lsqb; 0072 & rsqb; Теперь будет описан альтернативный вариант осуществления изобретения, обеспечивающий интегрированные конструкции теплопровода, теплового резервуара и теплового радиатора в корпусе микросхемы. Как и в случае с предыдущими вариантами осуществления, этот вариант осуществления будет описан в отношении изготовления крышки с откидной крышкой. Специалистам в данной области техники ясно, что изобретение применимо к производству других теплоотводящих структур, как упомянуто выше в связи с предыдущими вариантами осуществления.
& lsqb; 0073 & rsqb; Обратимся теперь к фиг. 15-17 показана откидная крышка 100, имеющая интегрированную конструкцию 101 радиатора, состоящую из множества излучающих выступов 102, идущих вверх от верхней поверхности 103 обычно четырехугольного корпуса 104, имеющего утолщенную периферию или фланец 105, заканчивающийся на внутренней стороне. краевые стенки 106, 107 и нижняя поверхность 108, образующая внутреннюю полость 109. Средняя область 110 нижней поверхности соответствует области, контактирующей с микроэлектронной матрицей 111 или ее связующим слоем 112 из материала, такого как припой, термопластическая смола или термопаста.
& lsqb; 0074 & rsqb; Каждый из выступов 102 проходит вниз через корпус 104, образуя теплопровод 115, который заканчивается нижней обращенной к нему концевой площадкой 116. Расположенные посередине выступы / каналы заканчиваются подушечками в области контакта 110 с матрицей, тогда как выступы / каналы 116, расположенные более периферически. оканчиваются концевыми площадками 118 на нижней поверхности 117 периферийного фланца 105 корпуса 104.
& lsqb; 0075 & rsqb; Таким образом, медиальные площадки расположены близко к тепловыделяющему кристаллу 111 и разделены слоем 112 соединения чипа с крышкой.Периферийные контактные площадки 118 расположены близко к держателю микросхемы или подложке 120, разделены слоем 121 соединения подложки с крышкой. Таким образом, тепловой путь 122 создается от кристалла через подложку, а затем обратно. через периферийные теплопроводы к радиатору для отвода большего количества тепла от матрицы.
& lsqb; 0076 & rsqb; Предпочтительно, каждый из трубопроводов 115 проходит через резервуар 125 тепла, сформированный в корпусе 104 крышки между верхней и нижней поверхностями 103, 117.Конструкция теплового резервуара соединяет между собой два или более трубопроводов, а наиболее предпочтительно все трубопроводы, так что тепловые колебания между трубопроводами эффективно устраняются. Другими словами, вся способность радиатора рассеивать тепло доступна каждому из трубопроводов. Это также способствует поддержанию однородной температуры по всей поверхности штампа, тем самым сводя к минимуму местные термические напряжения.
& lsqb; 0077 & rsqb; Конструкция 101 радиатора, теплопроводы 115 и резервуар 125 тепла выполнены из материала с высокой теплопроводностью, такого как медь.Остальная часть корпуса 104 крышки сформирована из CTE-совместимого материала, такого как однородный композит с металлической матрицей из вольфрама и меди. Специалисты в данной области легко оценят другие материалы, которые могут быть адекватно использованы. Например, помимо меди материалом с высокой теплопроводностью могут быть серебро, карбид кремния и композиты углерод-медь. Если в качестве материала, совместимого с КТР, используется композит с металлической матрицей, то этот материал может быть, помимо вольфрама-меди, например, молибден-медь, медь-графит и молибден.
& lsqb; 0078 & rsqb; Как показано на фиг. 17, интегрированная крышка 100 прикреплена к откидной микросхеме 111 и подложке 120 с использованием связующего слоя 121, 112 из материала, такого как припой, для образования корпуса 126, охватывающего перевернутую микросхему. Необходимо соблюдать осторожность при выборе типа припоя для соединения. слой таким образом, чтобы температура, необходимая для его оплавления во время прикрепления к микросхеме и подложке, не повреждала существующие связи, такие как типичное паяное соединение 127 между микросхемой и подложкой. Кроме того, тип припоя, выбранный для связующего слоя, должен быть способен образовывать связи, которые выдерживают температуру любых процессов оплавления припоя, таких как решетка микрошариков золота и олова (Micro BGA), используемая для поверхностного монтажа подложки на печатной плате. .
& lsqb; 0079 & rsqb; В альтернативном варианте, показанном на фиг. 18, конструкция 130 теплового резервуара сформирована на верхней поверхности 131 корпуса 132 крышки. Этот вариант осуществления подходит для менее требовательных условий теплового расширения и, как правило, дешевле в изготовлении.
& lsqb; 0080 & rsqb; Обратимся теперь к фиг. 19-22, теперь будет описан предпочтительный процесс изготовления вышеописанной крышки с откидной крышкой. Обычно корпус крышки изготавливается из композитного материала с металлической матрицей, сочетающего в себе более высокую температуру плавления, матричный материал с низким тепловым расширением, такой как вольфрам, с более низкой температурой плавления, более высокое тепловое расширение и пропитывающий материал с высокой теплопроводностью, такой как медь.Чтобы сократить количество этапов обработки, предпочтительно, чтобы теплопроводы, тепловые резервуары и радиаторные конструкции были изготовлены из того же проникающего металла с более низкой температурой плавления, который использовался для формирования корпуса, такого как медь.
& lsqb; 0081 & rsqb; Как показано на фиг. 19 крышка начинается как предварительно просверленная предварительная сборка 140, в которой корпус образован из нижней заготовки 141 и верхней заготовки 142 из пористого матричного материала, между которыми находится пластина 143 из пропитывающего материала. Верхняя преформа имеет ряд перфорационных отверстий 144, проникающих от верхней поверхности 145 к нижней поверхности 146.Пластина 143 имеет соответствующий набор отверстий 147, коаксиально расположенных относительно перфорационных отверстий и проникающих через верхнюю поверхность 148 к нижней поверхности 149. Аналогично, нижняя заготовка 141 имеет соответствующий набор отверстий 150, расположенных соосно относительно перфорации. перфорации и проходят от верхней поверхности 151 на некоторое расстояние в преформу. Стержни 152 из проникающего материала выбираются для вставки в перфорационные отверстия / отверстия / скважины. Перфорация, отверстия, колодцы и стержни имеют размер и расположение, соответствующие конструкции теплопровода и выступа радиатора в готовой крышке.
& lsqb; 0082 & rsqb; Будет описана следующая стадия процесса, на которой вольфрам выбран в качестве материала матрицы, а медь выбрана в качестве пропитывающего материала. Специалисты в данной области легко оценят применимость этапов с использованием других материалов.
& lsqb; 0083 & rsqb; Как показано на фиг. 20 верхняя часть 160 преформы формируется 161 с помощью методов порошковой металлургии, хорошо известных в данной области техники. Количество порошка вольфрама выбирается и прессуется, чтобы сформировать прессовку, которую затем спекают в пористую заготовку, имеющую пористость, которую можно позже пропитать расплавленной медью.Верх либо сформирован, либо обработан так, чтобы на нижней стороне была полость 162, размер которой соответствовал бы медной пластине. Затем верх пористой преформы перфорируют 163, чтобы иметь набор перфорационных отверстий 164 по размеру и местоположению, чтобы соответствовать более поздним структурам теплопровода и, возможно, более поздним структурам выступа радиатора. Следует отметить, что размер, количество и форма теплопроводов и выступающих структур радиатора предпочтительно выбираются после тщательного анализа терморегулирования в данном устройстве и применении.Такие анализы хорошо известны специалистам в данной области.
& lsqb; 0084 & rsqb; Дно 165 преформы формируется отдельно 166 посредством процесса, аналогичного описанному выше верху преформы, и просверливается 167 для образования ряда правых цилиндрических скважин 168, равных количеству перфорационных отверстий, размер и расположение которых соответствуют более поздним конструкциям теплопроводов .
& lsqb; 0085 & rsqb; Медная пластина 169 сформирована 170 для вставки в полость верхней преформы.В пластине также просверливают 171 отверстия для образования отверстий 172, коаксиально совпадающих с перфорациями и лунками.
& lsqb; 0086 & rsqb; Затем предварительно собирают 173 пористую верхнюю заготовку из вольфрама, медную вставку и нижнюю заготовку из пористого вольфрама, чтобы сформировать предварительную сборку 174 корпуса крышки.
& lsqb; 0087 & rsqb; Как показано на фиг. 21, предварительная сборка 174 корпуса крышки загружается 175 в удерживающий паз 176 графитовой лодочки 177. Затем крышка 178 графитовой лодочки точно позиционируется 179 с помощью выравнивающих направляющих штифтов 180 на верхней части предварительной сборки корпуса крышки так, чтобы цилиндрические каналы 181 в крышке совмещены с отверстиями в предварительной сборке корпуса.
& lsqb; 0088 & rsqb; Формованные медные стержни 182 имеют длину и диаметр 183, которые позволяют вставлять 184 в выровненные каналы, перфорации, отверстия и лунки для образования предварительно отфильтрованной крышки в лодочке для спекания 185.
& lsqb; 0089 & rsqb; Лодка с предварительно отфильтрованной крышкой затем спекается 186 путем помещения в печь для спекания, в результате чего медь плавится и течет в поры преформ и полностью заполняет перфорационные отверстия / отверстия / лунки с образованием теплопроводов.Полость между заготовками заполняется для образования теплового резервуара. Медь, остающаяся в каналах крышки, образует выступы теплоотводящей конструкции радиатора предварительно обработанной спеченной интегрированной крышки 187.
& lsqb; 0090 & rsqb; После охлаждения пропитанная крышка затем подвергается механической обработке 188 для формирования готовой крышки 189 перед прикреплением штампа путем правильного определения размеров выступов и создания полости 190, содержащей штамп.
& lsqb; 0091 & rsqb; Как показано на фиг. 22, перед формированием корпуса flip-chip формируют 192 связующий слой 191 припоя на нижней поверхности 193 крышки и нижних поверхностях 194 периферии 195 крышки.Крышка затем прикрепляется 196 к кристаллу 197 и подложке 198 для формирования готовой упаковки 200.
& lsqb; 0092 & rsqb; Обратимся теперь к фиг. 23, в альтернативном варианте осуществления процесса стержни могут быть заменены пластиной 201 из меди, размещенной над каналами перед спеканием, которая будет стекать по каналам с образованием необходимых структур. Этот процесс показан, когда требуется особенно большое количество выступов / теплопроводов.
ПРИМЕР 2& lsqb; 0093 & rsqb; Ниже представлен ряд параметров и наиболее предпочтительных в данном конкретном примере.Предпочтительные и наиболее предпочтительные значения будут сильно различаться в зависимости от приложения.
& lsqb; 0094 & rsqb; Выбирается количество порошка вольфрама, имеющее диаметр частиц от около 0,1 до 100 микрон, а более предпочтительно, средний диаметр частиц от около 0,5 до 25 микрон. Порошок состоит, по меньшей мере, на приблизительно 99,0% вольфрама, а остальное составляет связующее или примеси. Такой порошок можно приобрести у Osram-Sylvania of Towanda, PA
.& lsqb; 0095 & rsqb; Порошок вольфрама загружается в бункер, который подает порошок в пресс-формовочный инструмент поршневого типа, который работает при комнатной температуре под давлением примерно от 35 до 75 тонн на квадратный дюйм («tsi»), а наиболее предпочтительно – около 55 tsi. .Скорость подъемника была выбрана в диапазоне от примерно 2 до 30 дюймов в секунду («дюймов в секунду»), а наиболее предпочтительно – около 10 дюймов в секунду. Время выдержки под давлением было выбрано в диапазоне примерно от 2 до 20 секунд, а наиболее предпочтительно примерно 5 секунд. Скорость выброса выбиралась в диапазоне от примерно 2 до 25 дюймов в секунду, а наиболее предпочтительно примерно 10 дюймов в секунду.
& lsqb; 0096 & rsqb; Пресс выталкивает пористую компактную структуру размером приблизительно 2,5 дюйма × 2,5 дюйма × 0,2 дюйма в форме верхней и нижней структуры корпуса крышки.Верх был сформирован так, чтобы иметь полость на нижней стороне, размеры которой позволяют разместить пластину заготовки резервуара. Полученные пористые сырые прессовки имели плотность от примерно 63% до 89% от теоретической и наиболее предпочтительно примерно 76% от теоретической.
& lsqb; 0097 & rsqb; Компакт помещали в печь для спекания непрерывного действия, имеющую зоны предварительного нагрева, высокой температуры и охлаждения, а также восстановительную атмосферу. Зона высокой температуры, которая оказывает наибольшее влияние на спекание, была установлена в пределах примерно 1150 ° C.и 1350 ° C, наиболее предпочтительно примерно 1250 ° C. Время воздействия составляло примерно от 15 до 120 минут, наиболее предпочтительно примерно 60 минут.
& lsqb; 0098 & rsqb; Полученные спеченные пористые заготовки верхней и нижней структурных частей имеют плотность от примерно 65% до 90% от теоретической и наиболее предпочтительно примерно 85% от теоретической.
& lsqb; 0099 & rsqb; После охлаждения спеченные пористые заготовки просверливали на сверлильном станке с ЧПУ.В верхней преформе просверливают цилиндрические отверстия диаметром от около 0,031 до 0,0625 дюйма, наиболее предпочтительно около 0,040 дюйма. Расстояние между центрами отверстий было, по крайней мере, в 1,5 раза больше диаметра отверстия, а наиболее предпочтительно примерно в 2 раза больше диаметра отверстия. Рисунок отверстий представлял собой ортогональную сетку. Нижняя заготовка просверливалась с помощью долота с плоской головкой типа концевой фрезы для создания по существу правильных цилиндрических скважин глубиной от примерно 0,05 дюйма до 0,15 дюйма, а наиболее предпочтительно – примерно 0 мм.1 дюйм.
& lsqb; 0100 & rsqb; Четырехугольная медная пластина типа «бескислородная с высокой проводимостью», имеющая минимальное содержание меди 99,9%, остальное – другие легирующие элементы и примеси, была выбрана размером приблизительно 2,3 дюйма × 2,3 дюйма × 0,1 дюйма, чтобы поместиться в верхней полости преформы. В пластине просверливали отверстия для образования цилиндрических отверстий, соизмеримых с отверстиями и углублениями заготовок корпуса.
& lsqb; 0101 & rsqb; Ряд правильных цилиндрических медных стержней того же типа, что и пластина, размером около 0.5 дюймов в длину и около 0,04 дюйма в диаметре были получены методами, хорошо известными в данной области. Такие стержни коммерчески доступны от компании McMaster Catalog Company, хорошо известной в данной области техники.
& lsqb; 0102 & rsqb; Верхняя и нижняя заготовки и медная пластина были предварительно собраны, помещая пластину между заготовками. Предварительная сборка была размещена в графитовой лодке и закрыта графитовой крышкой, имеющей цилиндрические каналы, соразмерные перфорациям, отверстиям и колодцам предварительной сборки.Затем в каждый из совмещенных каналов / перфораций / отверстий / лунок вставляли медный стержень.
& lsqb; 0103 & rsqb; Затем загруженную лодочку помещали в печь для спекания непрерывного действия. В этой печи для инфильтрации высокотемпературная зона была установлена в диапазоне от примерно 1100 до 1350 градусов по Цельсию, наиболее предпочтительно примерно от 1150 градусов по Цельсию. Время воздействия составляло от примерно 1 часа до 8 часов, наиболее предпочтительно примерно 5 часов.
& lsqb; 0104 & rsqb; После охлаждения полученная крышка была извлечена из лодки и обработана для удаления излишков меди и образования полости на нижней стороне матрицы.Затем крышка была очищена с использованием методов, хорошо известных в отрасли, для формирования готовой крышки с откидной крышкой.
& lsqb; 0105 & rsqb; Затем крышки загружали в автоматический дозатор припоя, имеющий температуру плавления от 200 ° C до 240 ° C, и наиболее предпочтительно от примерно 220 ° C до 230 ° C для размещения ранее нанесенных материалов и более поздние температуры процесса. Затем крышки нагревали для оплавления припоя с образованием линии соединения связующего слоя припоя менее примерно 0.001 дюйм.
& lsqb; 0106 & rsqb; Хотя были описаны предпочтительные варианты осуществления изобретения, могут быть выполнены модификации и другие варианты осуществления, не выходящие за рамки сущности изобретения и объема прилагаемой формулы изобретения.
Гибкие микросхемы для печатных плат – производственные возможности
По мере развития технологий устройства становятся все меньше и требования к скорости передачи данных на печатных платах возрастают.Каждая гибкая печатная плата предназначена для выполнения определенной функции внутри отведенного пространства, но они также должны быть технологичными, иметь строгие механические допуски и быть рентабельными.
Поскольку размеры компонентов с каждым годом становятся все меньше, это позволяет очень маленьким гибким печатным платам включать значительную функциональность, а также быть пассивным компонентом для обеспечения связи в определенных приложениях.
Насколько маленькой может быть гибкая печатная плата?
Размер микросхемы зависит от приложения, но некоторые из ключевых элементов, которые важны для многих клиентов:
- Соблюдение очень жестких допусков по контуру.
- Значения импеданса, которые можно поддерживать на уровне +/- 5% даже в приложениях с большими объемами.
- Позолота для использования в клеммных колодках разъемов.
- Использование паяльной маски LPI на гибкой подложке, чтобы не повредить прокладки паяльной маски.
- Добавление небольших ребер жесткости, чтобы сделать один конец материала жестким. Микросхемы
- требуют очень тонких линий и пространств, что требует специального оборудования для травления.
- Собственные возможности по производству пробивных прессов и оснастки сокращают время выхода на рынок.
Возможность миниатюрной гибкой печатной платы
В следующей таблице представлены общие возможности гибких микросхем. Тем не менее, каждое приложение индивидуально, поэтому, пожалуйста, свяжитесь с нами с вопросами о дизайне, чтобы мы могли проверить параметры вашего приложения.
| Наименьший размер печатной платы | 5 мм x 5 мм |
| Ширина линии и интервал | 0,002 дюйма (0,05 мм) |
| Толщина меди | 1/4 унции, 1/3 унции, 1/2 унции 1 унция, 2 унции и выше |
| Размер переходного отверстия / сверла | |
| Минимальный диаметр сверла (механическое) | 0.004 “(0,1 мм) |
| Минимальный размер переходного отверстия (лазер) | 2 мил (0,05 мм) |
| Минимальный размер микроперехода (лазер) | 3 мил (0,07 мм) |
| Паяльная маска / покровное покрытие | |
| Паяльная маска Мост между плотиной | 3 мил (0.08 мм) |
| Допуск регистрации паяльной маски | 2 мил (0,05 мм) |
| Регистрация Coverlay | 8 мил (0,20 мм) |
| Регистрация PIC | 7 мил (0,18 мм) |
| Ребро жесткости | |
| Регистрация ребра жесткости | 8 мил (0.28 мм) |
| Допуск толщины | 10% |
| Наименьший размер ребра жесткости | 0 мм x 0 мм |
| Импеданс | |
| Импеданс | +/- 8% |
| Стальная линейчатая матрица (SRD)) | |
| Допуск контура | 4 мил (0.1мм) |
| Минимальный радиус | 4 мил (0,1 мм) |
| Внутренний радиус | 0,51 мм (20 мил) |
| Минимальный размер отверстия пуансона | 28 мил (0,7 мм) |
| Допуск размера отверстия перфорации | +/- 2 мил (0.051 мм) |
| Ширина паза | 0,51 мм (20 мил) |
| Допуск отверстия до контура | +/- 2 мил (0,05 мм) |
| Допуск края отверстия до контура | +/- 3 мил (0,07 мм) |
| Минимум от трассировки до контура | 8 мил (0.20 мм) |
| Электрические испытания | |
| Испытательное напряжение | 50 – 300 В |
| Доступная отделка поверхности | |
| твердое золото, ENIG, ENEPIG, OSP, иммерсионное серебро, иммерсионное олово, гальваническое олово | |
Приложения для гибких микросхем
Непрерывная миниатюризация устройств привела к тому, что печатные платы стали меньше и плотнее и требовали больше возможностей.Применения, которые мы поставляем гибкие мини-печатные платы, включают:
- Высокоскоростные цифровые / ВЧ / СВЧ-разъемы
- Промышленные датчики
- Расходные материалы для КИП
- Медицинские изделия – носимые устройства
- Слуховые аппараты
- Упаковка для полупроводников
- RFID метки / антенны
- И многое другое.
