
Аппарат контактной сварки своими руками из старых ламповых телевизоров
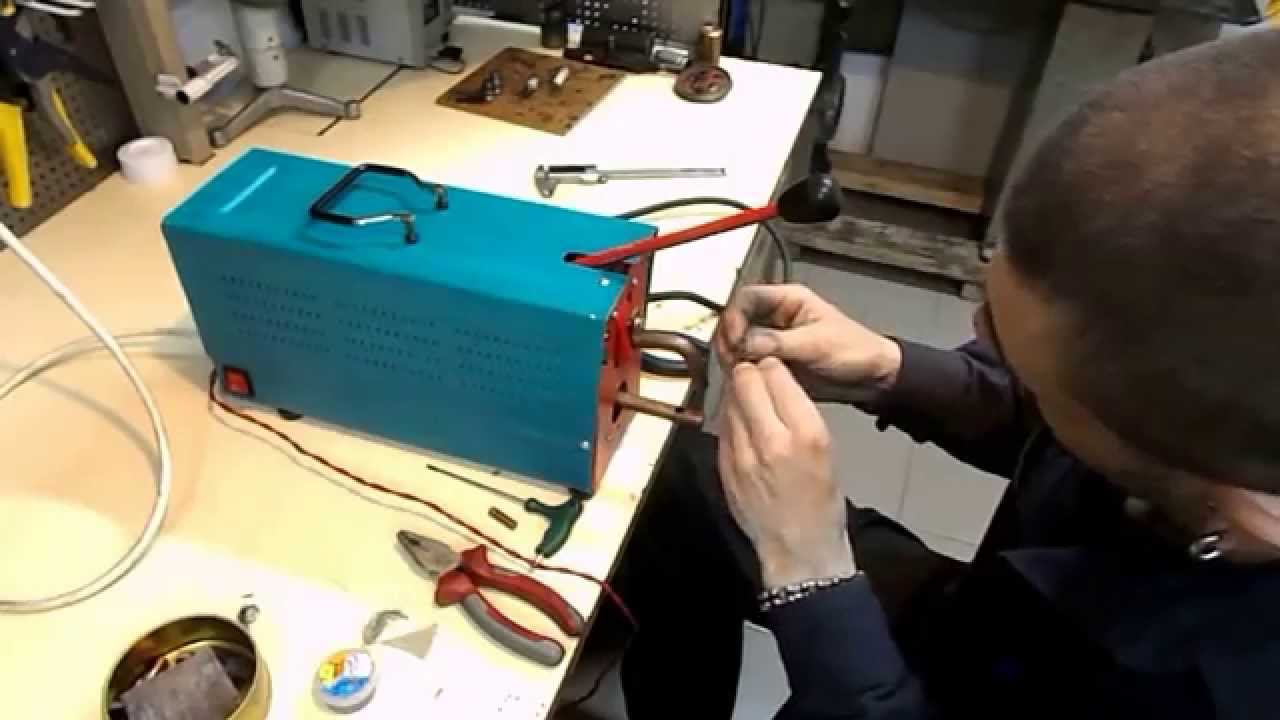
Не выкидывайте старые ламповые телевизоры на свалку, они очень даже еще могут пригодиться в домашнем хозяйстве. Примером тому может быть изготовленный мною аппарат точечной сварки, предназначенный для приваривания листовой стали толщиной до 0,5-0,8 мм к массивным стальным деталям. Он может найти применение в быту, а также небольших ремонтных мастерских, например при ремонте автомобилей.
Точечная сварка это приваривание деталей одна к другой при помощи кратковременного импульса с большой силой тока и малым напряжением. В зависимости от толщины привариваемого металла необходимо опытным путем подобрать длительность импульса, при неизменном токе и напряжении (в данной конструкции), так-как мощность и следовательно температура в месте разогрева в основном зависят от этих двух факторов-«ток, время». Увеличивая ток, а он в свою очередь зависит от площади сердечника трансформатора, сечения обмоток, и количества витков (как первичной так и вторичной) обмоток мы можем увеличить мощность, а значит и толщину привариваемой детали.
 Значительно повышать вторичное напряжение не следует т.к по мнению автора увеличатся потери, а в следствие этого уменьшится мощность отдаваемая на разогрев детали. Процесс приваривания двух деталей точечной сваркой не требует какого либо навыка, надо лишь знать, что детали в месте контакта не должны быть покрашены или покрыты каким либо изоляционным покрытием. Контакт вторичной обмотки должен быть очень надежным, желательно жгут вторичной обмотки присоединить к привариваемой детали как можно ближе. Автор для этого использует специальную струбцину, в которой просверлено отверстие диаметром 17 мм и заведен жгут от вторичной обмотки, который в свою очередь притянут болтом диаметром 12 мм. Второй конец вторичной обмотки заведен в пистолет конструкция его будет рассмотрена позже. В момент приваривания пистолет прижимают к привариваемым деталям, чем сильнее тем лучше и нажимают на кнопку SB1. Удлинять провода вторичной обмотки не рекомендуется т.к. возрастут потери.
Значительно повышать вторичное напряжение не следует т.к по мнению автора увеличатся потери, а в следствие этого уменьшится мощность отдаваемая на разогрев детали. Процесс приваривания двух деталей точечной сваркой не требует какого либо навыка, надо лишь знать, что детали в месте контакта не должны быть покрашены или покрыты каким либо изоляционным покрытием. Контакт вторичной обмотки должен быть очень надежным, желательно жгут вторичной обмотки присоединить к привариваемой детали как можно ближе. Автор для этого использует специальную струбцину, в которой просверлено отверстие диаметром 17 мм и заведен жгут от вторичной обмотки, который в свою очередь притянут болтом диаметром 12 мм. Второй конец вторичной обмотки заведен в пистолет конструкция его будет рассмотрена позже. В момент приваривания пистолет прижимают к привариваемым деталям, чем сильнее тем лучше и нажимают на кнопку SB1. Удлинять провода вторичной обмотки не рекомендуется т.к. возрастут потери.
Аппарат изготовлен из шести силовых трансформаторов ТС-270, от старых ламповых цветных телевизоров. А так же из «петлей» размагничивания этих телевизоров. Эскиз устройства изображен на рис 1.
А так же из «петлей» размагничивания этих телевизоров. Эскиз устройства изображен на рис 1.
Рис. 1. Эскиз сварочного аппарат контактной сварки
Для этого трансформаторы, и петли размагничивания аккуратно разбираются. Из гетинакса толщиной 2,5 мм изготавливают каркас по чертежам рис 2.
Рис. 2. Каркас из гетинакса сварочного аппарата контактной сварки
На каркас наматывают равномерно жгут из 3-4х проводов диаметром 0,9 мм, провода берутся от сетевых обмоток разобранных трансформаторов. Наматывают 150-160 витков, между слоями прокладывается бумага от тех же трансформаторов. В завершении намотки прокладывается несколько слоев бумаги.
Следующая операция заключается в изготовлении вторичной обмотки. Для этого отмеряется расстояние в 4-5 метров и закрепляются вертикально два деревянных бруска, бруски закрепить можно в настольных тисах. Разбираем петли размагничивания и мотаем жгут из 350-400 проводов, провода можно брать и от трансформаторов важно чтобы жгут получился сечением около 100 кв.
 мм. Этот жгут обматываем тесьмой и полиэтиленом так же как были обмотаны петли размагничивания. Концы жгута примерно на 50 мм зачищаем, облуживаем, и скручиваем по 10 жил между собой, а затем мощным паяльником спаиваем весь жгут. Таким образом изготовленный жгут наматываем на каркас, количество витков должно быть 4,5-5,5. Собираем трансформатор. Для стяжки я использовал те же детали от силовых трансформаторов только их надо немного доработать.
мм. Этот жгут обматываем тесьмой и полиэтиленом так же как были обмотаны петли размагничивания. Концы жгута примерно на 50 мм зачищаем, облуживаем, и скручиваем по 10 жил между собой, а затем мощным паяльником спаиваем весь жгут. Таким образом изготовленный жгут наматываем на каркас, количество витков должно быть 4,5-5,5. Собираем трансформатор. Для стяжки я использовал те же детали от силовых трансформаторов только их надо немного доработать. Устройство управления изготовлено по схеме приведенной на рис 3.
Рис. 3. Схема устройства управления сварочным аппаратом контактной сварки
Оно состоит из блока питания собранного на Т3, VD1-VD4 микросхеме D6, устройства выдержки времени D4.1-D4.3, D1-D3, D5.1, D4.5, и формирователя импульса запуска тиристоров D5.2-D5.3, VT1, T2 и VS1-VS2 и собственно сварочного трансформатора Т1. Устройство выдержки времени позволяет формировать импульс длительностью от 1 до 999 полуволн сетевого напряжения, т.е. от 0,01 до 9,9 секунды с точностью 0,01 сек.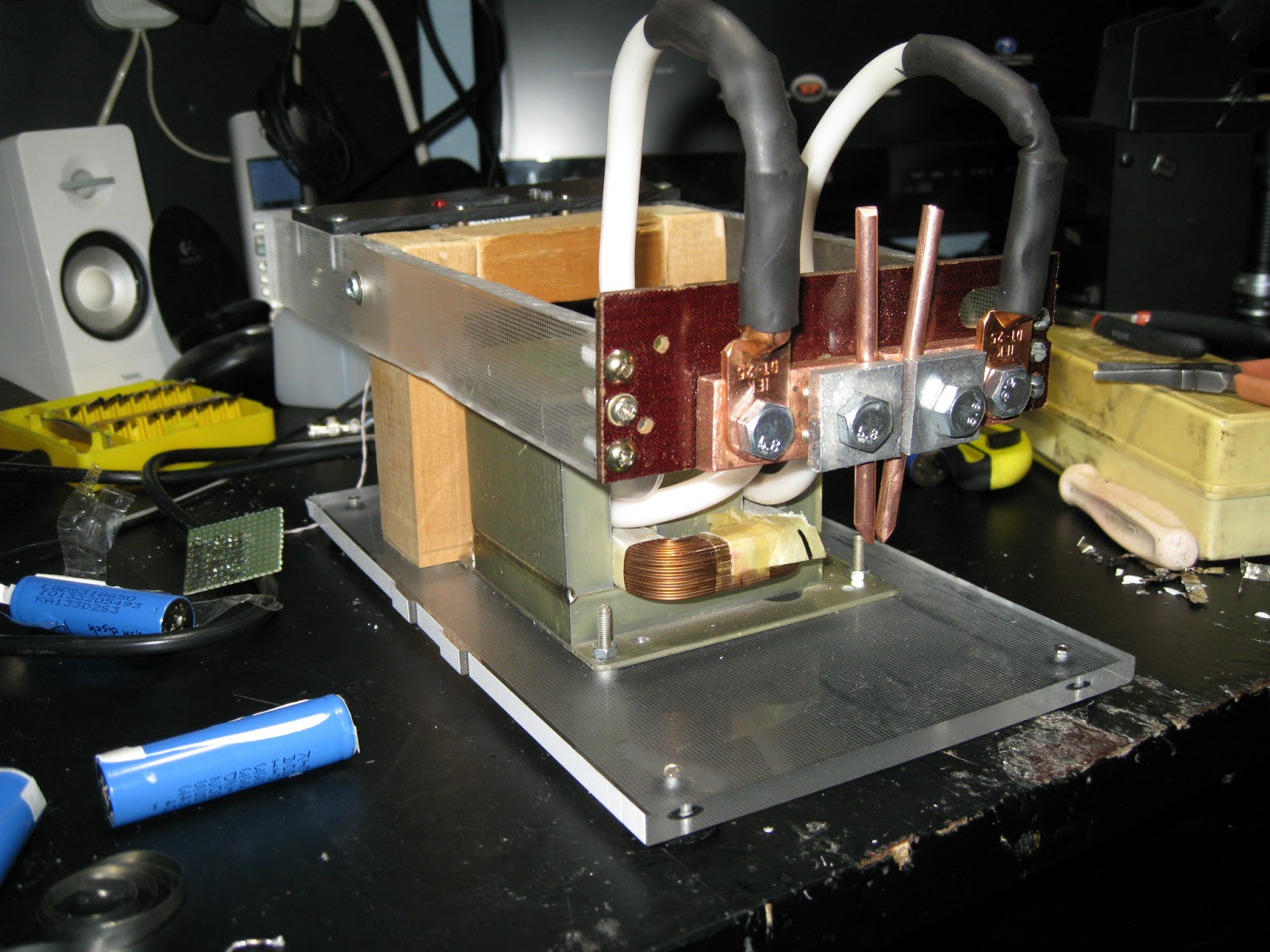
Схема работает следующим образом: После включения питания автоматом SA4 напряжение поступает на первичную обмотку трансформатора Т3. Напряжение вторичной обмотки выпрямляется диодным мостом VD2-VD5, а так как фильтрующая емкость разделена диодом VD6 то частота 100 гц поступает через резистивный делитель на вход формирователя прямоугольных импульсов DD4.1-DD4.3, а с него на вход десятичного счетчика. Счетчик начнет считать только тогда кода на входе R, будет логический ноль т.е. будет нажата кнопка, и если на разрешающем входе EC , тоже будет логический ноль. Эти условия будут соблюдены в начальный момент времени т.к. при отжатом состоянии кнопки SB1 на входе R логическая единица и счетчики сброшены на выходах Q0 микросхем DD1-DD3 логическая единица. Предположим что переключатели находятся в том положении которое указано на схеме тогда на 9 ножке DD5.1 будет логическая единица, а на выходе DD4.5 логический ноль, работа счетчика разрешена. А т.к на входе 13 микросхемы DD5.3 логический ноль то схема генератора на DD5.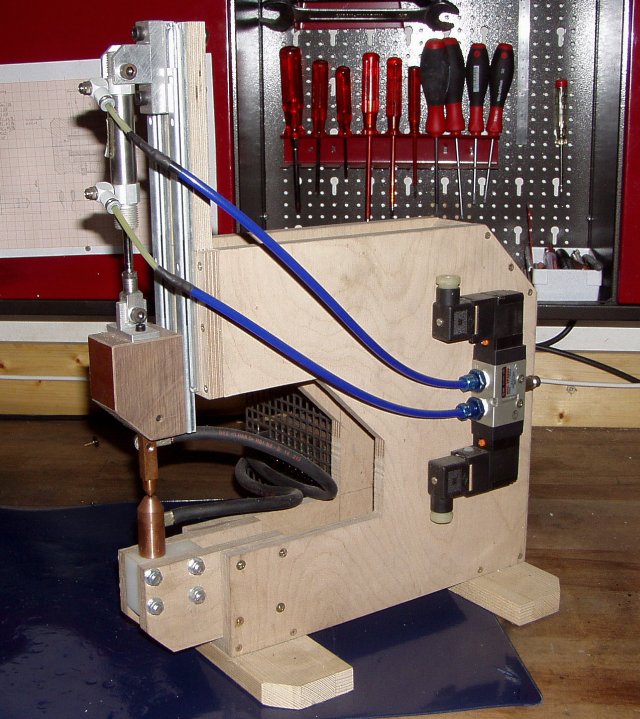 2-DD5.3 будет заблокирована. При нажатии на кнопку SB1 генератор начнет работать и пока на всех входах микросхемы DD5.1 не появятся единички он будет продолжать выдавать импульсы которые через транзистор VT1 и трансформатор Т2 будут открывать тиристоры VS1-VS2 при каждой полуволне.. Таким образом на трансформатор будет подан импульс из n-количества полуволн.
2-DD5.3 будет заблокирована. При нажатии на кнопку SB1 генератор начнет работать и пока на всех входах микросхемы DD5.1 не появятся единички он будет продолжать выдавать импульсы которые через транзистор VT1 и трансформатор Т2 будут открывать тиристоры VS1-VS2 при каждой полуволне.. Таким образом на трансформатор будет подан импульс из n-количества полуволн.
Все детали устройства управления размещены на односторонней печатной плате размерами 215х60 мм. Ее чертеж показан на рис 4.
Рис.4 Печатная плата схемы управления сварочным аппаратом контактной сварки
Рис. 5. Схема пистолета для сварочного аппарата контактной сварки
Длительность импульса следует предварительно определить приварив такую же жесть например к уголку, затем надо попробовать оторвать, если в месте сварки остались отверстия значит ток подобран верно.
О деталях:
Трансформаторы от телевизоров для сборки силового трансформатора надо выбирать с маркировкой ТС-270.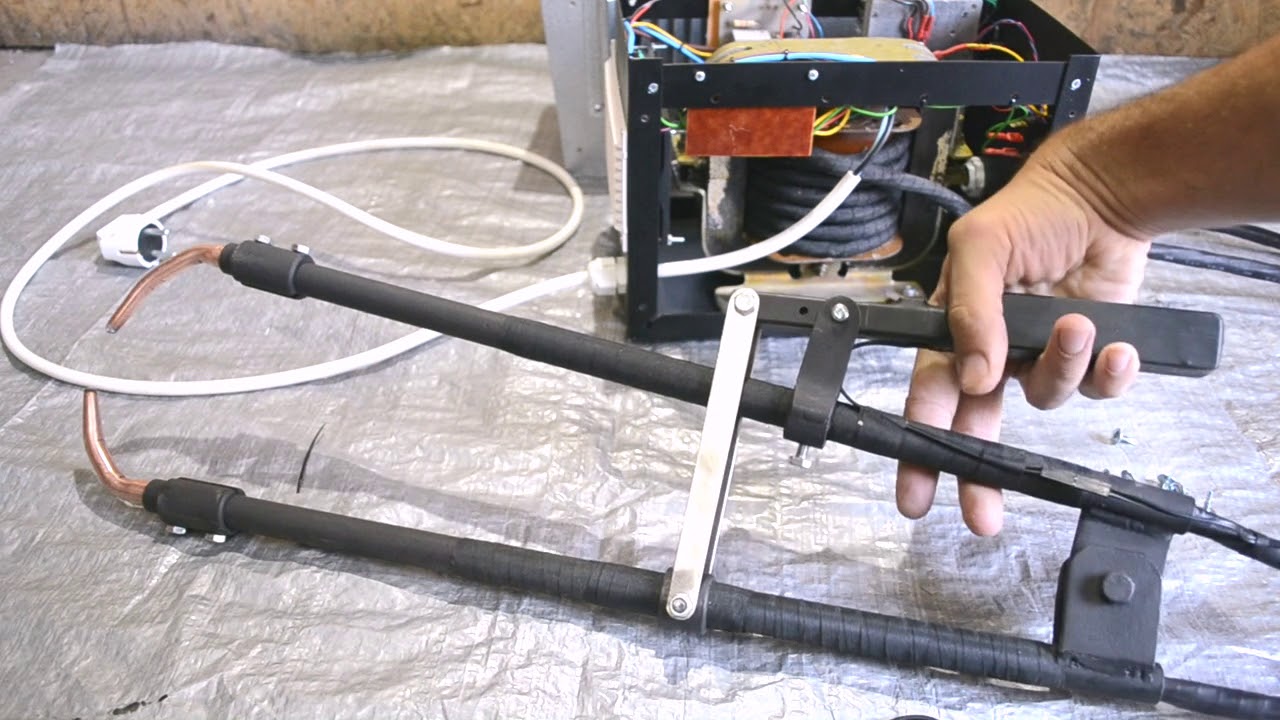 Если вам попались с маркировкой ТСА – значит у них обмотки сделаны алюминиевым проводом и эти провода использовать не удастся хотя само железо подойдет. Тиристоры установлены без радиаторов, вместо VS1-VS2 можно применить Т142-50 или один симистор ТС2-80. Трансформатор Т3 с напряжением вторичной обмотки 13-20 вольт, потребляемый ток очень мал 20-50 миллиампер, поэтому подойдет практически любой силовой трансформатор. Можно рекомендовать использовать трансформатор от черно-белого телевизора ТВК-110ЛМ. К выводам 1-2 подсоединить 220в , а 3-4 обмотки (13 вольт) использовать как вторичные, если-же сетевое напряжение у вас занижено, то желательно использовать 5-6 обмотки (22вольта). Т2 намотан на кольцевом ферритовом сердечнике марки M2000НМ размером К20х12х6. Первичная обмотка содержит 100 витков провода ПЭЛШО диаметром 0,15, II и III содержит по 60 витков того-же провода. Обмотки и само кольцо необходимо тщательно изолировать лакотканью.
Если вам попались с маркировкой ТСА – значит у них обмотки сделаны алюминиевым проводом и эти провода использовать не удастся хотя само железо подойдет. Тиристоры установлены без радиаторов, вместо VS1-VS2 можно применить Т142-50 или один симистор ТС2-80. Трансформатор Т3 с напряжением вторичной обмотки 13-20 вольт, потребляемый ток очень мал 20-50 миллиампер, поэтому подойдет практически любой силовой трансформатор. Можно рекомендовать использовать трансформатор от черно-белого телевизора ТВК-110ЛМ. К выводам 1-2 подсоединить 220в , а 3-4 обмотки (13 вольт) использовать как вторичные, если-же сетевое напряжение у вас занижено, то желательно использовать 5-6 обмотки (22вольта). Т2 намотан на кольцевом ферритовом сердечнике марки M2000НМ размером К20х12х6. Первичная обмотка содержит 100 витков провода ПЭЛШО диаметром 0,15, II и III содержит по 60 витков того-же провода. Обмотки и само кольцо необходимо тщательно изолировать лакотканью.
В данной конструкции использовались наборные переключатели от старых станков с ЧПУ типа ПМП-10200ПУ3 или ПП10. Какие будут использованы переключатели существенного значения не имеет главное чтобы они имели одну группу на 10 позиций. Кнопка SB1 типа МП11 или КМ1-1. В качестве SA4 был применен автомат А63 -на 20 ампер которые используют в квартирных щитках.
Какие будут использованы переключатели существенного значения не имеет главное чтобы они имели одну группу на 10 позиций. Кнопка SB1 типа МП11 или КМ1-1. В качестве SA4 был применен автомат А63 -на 20 ампер которые используют в квартирных щитках.
Литература:
1. В. Папенин. Переносный аппарат для точечной электросварки. Радио N12-78г. стр.47
Простой аппарат для точечной сварки
В радиолюбительской практике не часто применяется контактная сварка, но все же бывает. И когда такой случай настает, но нет ни желания, ни времени мастерить хороший и большой аппарат для точечной сварки. Да если и делать его, то потом он будет валяться без дела, так как следующее применение его может и не наступить.Например, вам нужно соединить в цепь несколько аккумуляторных батарей. Соединяются они тонкой металлической лентой, без пайки припоем, так как аккумуляторы вообще не рекомендуют паять. Для таких целей я покажу вам как собрать простой аппарат для точечной контактной свари своими руками минут за 30.

- Нам понадобиться трансформатор переменного тока с напряжением вторичной обмотки 15-25 Вольт. Нагрузочная способность не имеет значения.
- Конденсаторы. Я взял 2200 мкФ – 4 штуки. Можно больше, в зависимости от мощности которую вам необходимо получить.
- Провода.
- Медная проволока.
- Диодная сборка для выпрямления. Можно так же использовать один диод, для полуволнового выпрямления.
Схема аппарата для контактной точечной сварки
Работа устройства очень проста. При нажатии на кнопку, которая установлена на сварочной вилке, происходит зарядка конденсаторов до 30 В. После этого на сварочной вилке появляется потенциал, так как конденсаторы подключены параллельно вилке. Для того чтобы сварить металлы соединяем их и прижимаем вилкой. При замыкании контактов происходит короткое замыкание, в результате чего проскакивают искры и металлы свариваются между собой.
Сборка аппарата для сварки
Припаиваем конденсаторы между собой.

Делаем сварочную вилку. Для этого берем два отрезка толстой медной проволоки. И припаиваем к проводам, изолируем места пайки изолентой.
Корпусом вилки будет служить алюминиевая трубка с пластиковой заглушкой, через которую будут торчать сварочные вывода. Чтобы вывода не проваливались, сажаем их на клей.
Также сажаем на клей заглушку.
Припаиваем провода к кнопке и прикладываем кнопку к вилке. Все обматываем изолентой.
То есть к сварочной вилке идут четыре провода: два для сварочных электродов и два для кнопки.
Собираем устройство, припаиваем вилку и кнопку.
Включаем, нажимаем кнопку зарядки. Происходит зарядка конденсаторов.
Измеряем напряжение на конденсаторах. Оно примерно равно 30 В, что вполне приемлемо.
Пробуем сваривать металлы. В принципе терпимо, учитывая то что я взял не совсем новые конденсаторы. Лента держится довольно неплохо.
Но если вам нужно помощнее, то тогда можно доработать схему так.

Первое, что бросается в глаза, так это большее число конденсаторов, что существенно повышает мощность всего аппарата.
Далее, вместо кнопки – резистор сопротивлением 10-100 Ом. Я решил, что хватит с кнопкой баловаться – все заряжается само через 1-2 секунды. Плюс ко всему кнопка не залипает. Ведь ток мгновенного заряда также порядочный.
И третье это дроссель в цепи вилки, состоящий из 30-100 витков толстой проволоки на ферритовом сердечнике. Благодаря этому дросселю будет увеличено мгновенное время сварки, что повысит её качество, и будет продлена жизнь конденсаторов.
Конденсаторы, эксплуатирующийся в таком аппарате контактной сварки обречены на ранний выход из строя, так как такие перегрузки им не желательны. Но их с лихвой хватит на несколько сотен сварочных соединений.
Сморите видео сборки и испытаний
Аппарат контактной сварки – даем вторую жизнь дорогим вещам
Вместо строчки только точки – мгновенное импульсное соединение.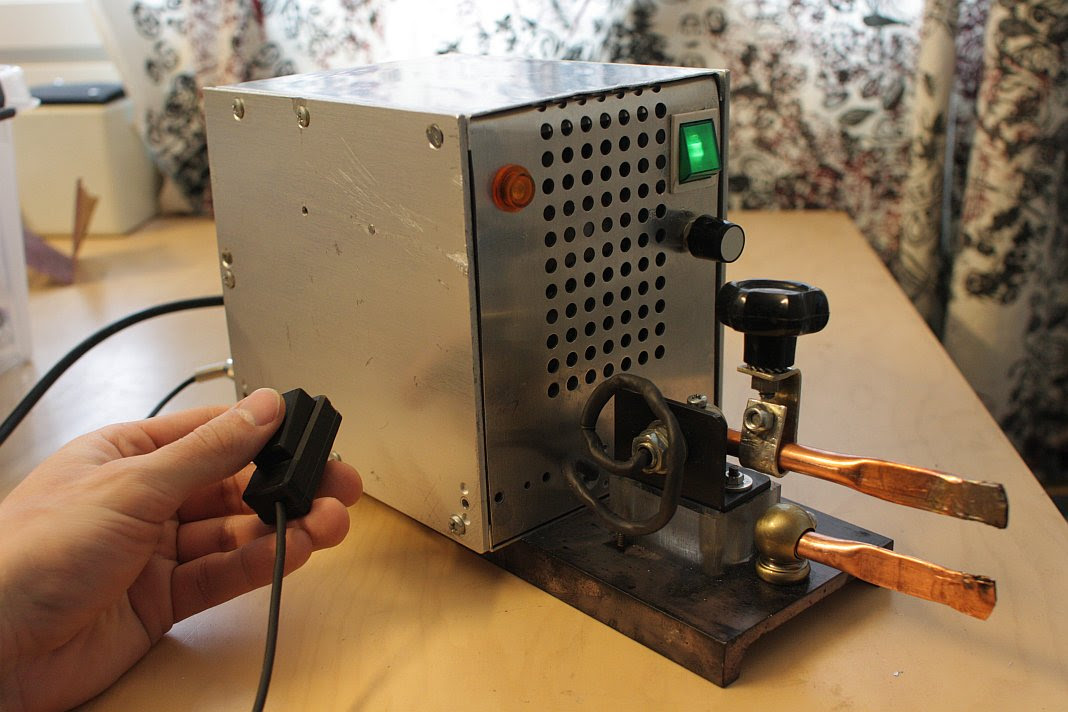
Контактное соединение батарей
Главной задачей во все времена было надежное соединение разрозненных элементов в единую металлическую конструкцию. Именно этот процесс превращает безликие детали в единое целое, которое будет нам долго и надежно служить. Изобретение всевозможных способов сварки стало логичным и предсказуемым шагом эволюции.
Для этого процесса могут использоваться самые различные приспособления, в зависимости от поставленных задач, и одним из них является аппарат контактной сварки, который в первоначальном виде был опробован еще в 1856 году в Англии.
Принцип действия контактной сварки
Аппарат для контактной сварки преобразует стандартное напряжение в импульс, обладающей энергией свыше тысячи Ампер. Под воздействием этой силы тока, направленной в одну точку, происходит мгновенный нагрев поверхности свариваемых элементов практически до температуры плавления. Вызываемое при этом сопротивление, присущее всем металлам, дополнительно способствует повышению температуры. В результате в месте стыковки и узконаправленного воздействия возникает ядро однородного вещества, которое, при прекращении обработки, быстро застывает, кристаллизуясь и соединяя детали.
Под воздействием этой силы тока, направленной в одну точку, происходит мгновенный нагрев поверхности свариваемых элементов практически до температуры плавления. Вызываемое при этом сопротивление, присущее всем металлам, дополнительно способствует повышению температуры. В результате в месте стыковки и узконаправленного воздействия возникает ядро однородного вещества, которое, при прекращении обработки, быстро застывает, кристаллизуясь и соединяя детали.
Виды
Контактная сварка в промышленных масштабах относится к категории тепломеханического воздействия. Чтобы усилить процесс соединения заготовки подвергают физическому воздействию, их сдавливают. Сам контактный способ подразделяется на три вида:
- Стыковая сварка.
- Шовная сварка.
- Точечная сварка.
Ввиду сложности технологических процессов для бытового использования и выполнения контактной сварки своими руками подходит только точечная сварка. В разговорной речи эти понятия зачастую объединяют в одно, а сварочный аппарат для контактной сварки обозначают аббревиатурой – АКС.
Завершающий этап соединения аккумуляторов
Аппараты
Одними из самых популярных АКС считаются устройства АКС 2м и АКС ТОР. Они отличаются конструкционно, но работают по одной технологии: соединение выполняется точечно, а их количество и расстояние между ними зависит от размеров и предназначения конструкции. Такой способ позволяет значительно экономить время и энергию и просто незаменим, когда свариваемые элементы миниатюрного размера, как выводы аккумуляторов, которые иначе не обработать, а вариант контактной сварки, произведенный своими руками, в считанные минуты выполнит необходимое соединение.
АКС 2м похож на обычный сварочный аппарат и представляет собой трансформатор с электродами и педалью. Он не предполагает в сварочном процессе одновременного силового воздействия на детали, а импульс управляется педалью.
АКС ТОР внешне совершенно не похож стандартный сварочный агрегат, и воздействие электродами при работе с ним дополняется давлением. Детали зажимаются между наконечниками во время сварки.
Самодельная модель АКС
Когда чего-то очень хочется, значит, обязательно получится. Если вам очень бы пригодился контактный сварочный аппарат, но лишних средств нет, то можно попробовать смастерить своими руками малобюджетную модель АКС, которая хоть и будет уступать своим заводским аналогам, но вполне справится с соединением мелких деталей, чего будет вполне достаточно для домашнего использования.
Необходимые детали стоит поискать в гараже, кладовке, по знакомым. Люди редко выкидывают бывшие дорогими вещи, жалко. Остальное можно купить.Что нам потребуется
- Трансформатор от старой микроволновой печи.
 Основной элемент всей конструкции. Оптимальный вариант – узел мощностью 1000 Вт. Получится, конечно, не АКС 2м, но его будет достаточно для сварки тонкого металла (до 0,5 мм.).
Основной элемент всей конструкции. Оптимальный вариант – узел мощностью 1000 Вт. Получится, конечно, не АКС 2м, но его будет достаточно для сварки тонкого металла (до 0,5 мм.). - Кусок сварочного кабеля для вторичной обмотки.
- Выключатель.
- Кусок плоской деревянной доски для основы (пятидесятка будет самое оно).
- Деревянные бруски для клещей – 2 (бруски + трансформатор = длина основания + несколько сантиметров на расстояния).
- Медные наконечники для электродов – 2 (подойдут винтовые наконечники от MIG сварки или жала от мощных паяльников).
- Медные наконечники для кабеля – 2 (удобнее покупные луженые под пайку).
- Уголки, оцинкованные – 2.
- Крепеж (шайбы, саморезы).
Внешний вид аппарата для соединения батареек
Сборка
Поэтапный процесс сборки своими руками аппарата для контактной сварки потребует немного терпения и старания, но в результате у вас не будет негодных аккумуляторов.
- Удаляем вторичную обмотку с добытого трансформатора.
 С этим хорошо справится болгарка и молоток. Спиливается верх обмотки, остальное постепенно выбивается и выламывается из трансформатора. Проще дополнительно поработать своими руками, чем склеивать распиленный сердечник.
С этим хорошо справится болгарка и молоток. Спиливается верх обмотки, остальное постепенно выбивается и выламывается из трансформатора. Проще дополнительно поработать своими руками, чем склеивать распиленный сердечник. - В освободившийся паз наматываем собственную вторичную обмотку из толстого сварочного кабеля. Для показателей в 5 В хватит четырех витков. Чем меньше будет длина кабеля, тем производительнее и надежнее будет аппарат.
- Обновленный трансформатор монтируем к основе на саморезы.
- Нижний брусок прикручиваем к основанию, чтобы между ним и трансформатором оставалось расстояние в пару сантиметров. К нему прикручиваем уголки с двух сторон.
- Чтобы проще было прикручивать вторую часть клещей, можно вставить между ними подобный брус. Это упростит манипуляции и позволит ровно соединить обе части. Верхний брусок будет одновременно выполнять роль рычага, для обеспечения необходимого сжатия поверхностей.
- Точно напротив закрепляем электроды.
- Зажимаем провода в наконечники.
 Если их дополнительно спаять, соединение будет надежнее и менее подвержено окислению.
Если их дополнительно спаять, соединение будет надежнее и менее подвержено окислению. - Соединяем провода с электродами. Их паять не стоит, в процессе работы они нуждаются в регулярном подпиливании своими руками, чтобы обеспечивать высокое качество соединения и быстро расходуются. Проблематично каждый раз при замене срывать пайку и делать новую. Достаточно прочно соединить элементы между собой.
- Выключатель располагают так, чтобы он находился недалеко от клещей и с левой стороны. Это объясняется технологией сварки: детали сначала зажимаются, а после щелкают тумблером буквально на секунду, за которую возникнет импульс и прибор нужно будет отключить. Тянуться левой свободной рукой к кнопке просто неудобно, а заранее включенный прибор просто сожжет поверхность, а не соединит. Встраивается выключатель в первичную обмотку.
Получившийся аппарат не должен вызвать замыкания, но если ваша электросеть оборудована автоматами, хуже не будет.
Техника безопасности в этом случае стандартная, ведь даже небольшой и не очень сильный сварочный агрегат, при небрежном отношении, может стать причиной больших неприятностей.
Точечная сварка своими руками – Точечная сварка
Уж проще некуда. Я понял про какой споттер идет речь.трансформаторный
Судя по всему если и делать самодельный, то только из точечной машины возможно.
Из ПА на сколько я понимаю, не получится. В точечных установках виток вторичной обмотки выполнен в виде одного витка.
Следовательно количество первички совсем дургое.О чем я говорил, это приварка метизов. Этими аппаратми как раз и работали автосервисы. Только в одном из видео при приварке метиза получили дырку после отрыва последнего. Так собственно, если правильно подобрать режим, то все так же будет (отрыв метиза без последствий для основного металла). Но метизы будут вылетать на раз-два.
 Именно особенность в этой конструкции – звездчка. Это точечное косание к приваремой поверхности. И дергать надо перпендикулярно, впротивном случае отрыв будет и вытягивания металла не произойдет.Еще отличительной способностью – подогрев металла… Мда.Конденсаторы в моем случае являются эммитацией вторичной обмотки. Т.е. через небольшой трансформатор происходит заряд конденсаторов. Напряжение регулируется за счет тиристора установленного во вторичке. Поэтому ток вторички образуется не за счет трансформатора, а именно за счет конденсаторов. За счет этого можно уменьшить габариты установки. И я думаю, что на конденсаторную сварку можно применить этот пистолет (как в кино с ударным механизмом). Но не будет возможности реализовать подогрев металла.И еще хочу обратить внимание на звездочку. Она должна быть заточена в острие с небольшим притуплением. Как раз в одном из видео и произошла проблема с приваркой, когда не происходит качественного контакта.
Именно особенность в этой конструкции – звездчка. Это точечное косание к приваремой поверхности. И дергать надо перпендикулярно, впротивном случае отрыв будет и вытягивания металла не произойдет.Еще отличительной способностью – подогрев металла… Мда.Конденсаторы в моем случае являются эммитацией вторичной обмотки. Т.е. через небольшой трансформатор происходит заряд конденсаторов. Напряжение регулируется за счет тиристора установленного во вторичке. Поэтому ток вторички образуется не за счет трансформатора, а именно за счет конденсаторов. За счет этого можно уменьшить габариты установки. И я думаю, что на конденсаторную сварку можно применить этот пистолет (как в кино с ударным механизмом). Но не будет возможности реализовать подогрев металла.И еще хочу обратить внимание на звездочку. Она должна быть заточена в острие с небольшим притуплением. Как раз в одном из видео и произошла проблема с приваркой, когда не происходит качественного контакта.По теме применения ПА и других источников.
 .. Я сейчас не припомню, какой характеристикой должен обладать ПА, РАДС, контактная сварка.Возможно я ошибаюсь. Здесь должен быть источник с крутопадающей характеристикой. За счет этого возможно резкое наростание и резкое падение тока. В ПА источник с пологопадающей характеристикой для поддержания стабильности горения дуги. Если не прав, то надеюсь меня подкорректируют.
.. Я сейчас не припомню, какой характеристикой должен обладать ПА, РАДС, контактная сварка.Возможно я ошибаюсь. Здесь должен быть источник с крутопадающей характеристикой. За счет этого возможно резкое наростание и резкое падение тока. В ПА источник с пологопадающей характеристикой для поддержания стабильности горения дуги. Если не прав, то надеюсь меня подкорректируют.ни чего страшного не представляется.Какой источник вы испольщовали?Всем привет что касается спотера и изготовления его в домашних условиях могу помочь задавайте вопросы сам имею уже опробованный образец все не так страшно как представляется
Какие регулировки вы применяете и чем реализованы? (т.е. ток возможно либо ступенчато регулировать либо за счет тиристора, а вот время сварки вы чем реализовываете (таймером или проще))
Из какого материалла звездочку реализовывали?Из какого материалла организован стрежень подогрева (из угля или др.
 )?
)?Какая минимальная масса возможна? те образцы что в видео – желательно только катать . А вот споттер на конденсаторах довольно легкий. кг 7-10 приблизительно. Транс на торе довольно тяжеллый, на все же не большой и поэтому терпимо.
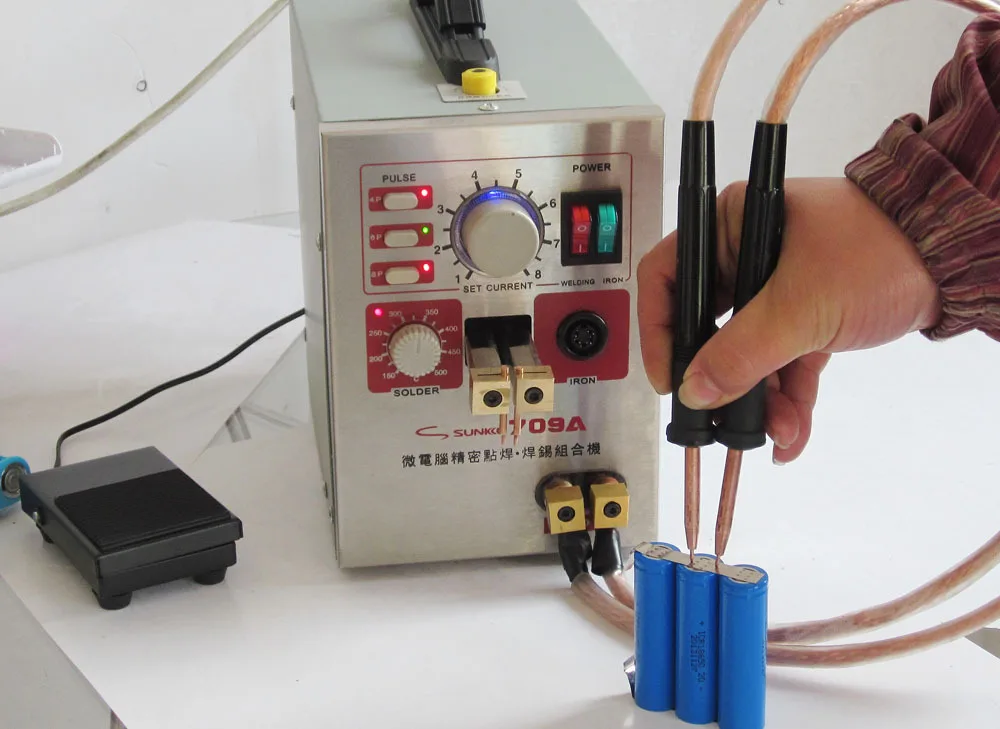
Аппарат точечной контактной «Муравей» сварки своими руками для аккумуляторов 18650
Необходимость в таком приборе возникла у меня еще более года назад, но не хотелось делать «на скорую руку». В итоге, нашел время, подошел основательно, и сделал аппарат точечной контактной сварки своими руками. Из-за внешнего вида насадки для приваривания никелевой контактной пластины к аккумуляторам 3,7v 18650, назвал аппарат точечной контактной сварки – «Муравей».
За основу взят трансформатор XB-700 от микроволновой печи, мощностью в 700 Ватт. Ножовкой срезал с нее вторичную обмотку, и металлическим квадратом 10х10 мм выбил ее остатки. Новая вторичная обмотка состоит из 2х витков медного провода, сечением в 50 кв.мм. Напряжение на вторичной обмотке составило 1,8 вольта.

На плате от этой же микроволновки, полунавесным монтажом собрал плату управления задержки для аппарата точечной контактной сварки, оставив на месте предохранитель, и фильтр по питанию.
Схема для управления включения аппарата точечной контактной сварки «Муравей» простая и легко повторима. Вместо стабилитрона D1 можно поставить линейный стабилизатор на 12 вольт, но тогда нужно будет убрать резистор R1 и добавить электролитический конденсатор на выходе стабилизатора. Если использовать вместо симистора M1261 (12a 600v) другой, то номиналы резисторов R8 и R9 могут отличаться, как и номиналы снабберной цепочки C4 и R10. Эти значения можно узнать из datasheet на используемый симистор. Резистор R6 задает минимальное время задержки. Зеленый и красный светодиод сигнализирует о работе аппарата для контактной точечной сварки и о моменте сварки, соответственно.
Трансформатор от микроволновки, плата управления компактно разместились в корпусе от старого блока питания.
 В качестве основы служит мебельный щит, толщиной в 2 сантиметра.
В качестве основы служит мебельный щит, толщиной в 2 сантиметра.Электроды для контактной точечной сварки сделал своими руками из медного жала для старого паяльника, мощностью в 80 ватт. Диаметр жала составил 8,7мм, что позволило без труда нарезать на нем резьбу М8.
Клещи изготовлены из металлической профильной трубы 20х20х2мм. Длина нижней части 21см, верхней – 23см. Насадка для сварки никелевой контактной пластины с аккумуляторами 3,7v 18650, сделана из металлического уголка, керамического клеммника и одножильного провода, диаметром 3мм. Именно эта конструкция, внешним видом, мне напомнила муравья, откуда и появилось название аппарата точечной контактной, сделанного своими руками.
Схема и этапы сборки точечной сварки своими руками из микроволновки | сделай сам
Схема и этапы сборки точечной сварки своими руками из микроволновкиНе удивляет, когда домашние мастера оснащают гаражи, производственные участки малого бизнеса самодельным оборудованием для сварки на уровне профессионального. К таким агрегатам относится и установка точечной сварки своими руками из микроволновки.
К таким агрегатам относится и установка точечной сварки своими руками из микроволновки.
Разнообразие методик сварки самодельным аппаратом подразумевает создание неразъёмного соединения. Условия процесса и свойства материалов различаются в технологическом подходе.
Итог действия – активизация связей молекул деталей посредством пластической деформации при термомеханическом воздействии, либо термоэлектрическом. Механическое действие применяется для создания физического контакта элементов без зазора.
Точечная сварка – скоростной метод сращивания без присадочных расходных материалов контактным способом. Конструктивная простота аппаратуры, компактность, дешевизна изготовления и эксплуатации выводят метод в лидеры по использованию.
Методика точечной сварки:
Принцип работы точечной сваркиПринцип работы точечной сварки
- Совмещение объектов в заданном положении;
- Фиксация приложением давления извне;
- Подача тока;
- Мгновенный прогрев зоны приложения энергии;
- Локальная пластичность и деформация зоны нагрева;
- Сплавление элементов.

Самодельная ручная точечная сварка на основе трансформатора микроволновой печи применяется для соединения листов металла толщиной до 1 мм, сварки аккумуляторов, ремонтных работ.
Экономичность процедуры при прочности места контакта площадью до Ø10 мм обеспечит потребности малого бизнеса при минимуме затрат. При потреблении энергии в 0,8 кВт получаем 5–6-кратное увеличение мощности, 200-кратное возрастание силы тока. Режим работы — импульсный, предел длительности формирования сварочного ядра — 0,1 сек.
Сделать аппарат для точечной сварки недорогоУстаревшая, вышедшая из обращения модель микроволновой печи из-за поломки, с работоспособным трансформатором станет основой самодельного сварочного аппарата контактной сварки.
Аккуратно разбираем бытовой прибор – отдельные элементы, как подлежащий доработке и реконструкции трансформатор и кнопка включения, сетевой фильтр, кабель, пригодятся при сборке самодельного устройства.
Будьте внимательны: конденсатор под кожухом длительное время сохраняет заряд. Разрядите его. Достаточно закоротить контакты стержнем отвёртки.
Модернизированный трансформатор на выходе выдаёт результаты промышленных технических устройств:
Схема точечной сварки своими рукамиСхема точечной сварки своими руками
- Ток кратковременного импульса – свыше 1000 А;
- Мощность – до 5 кВт.
Первичная обмотка трансформатора остаётся в неприкосновенности. Она выполнена из провода большего диаметра. Вторичная обмотка удаляется за ненадобностью. Понадобятся острая стамеска и киянка, либо ножовка по металлу. Чтобы не помять и не перерубить первичку, трансформатор желательно закрепить, а межобмоточное пространство заполнить гофрокартоном.
Металлические шунты для ограничения силы тока демонтируются. Сварной сердечник трансформатора с плотным заполнением обмотки затруднит демонтаж. Манипуляции по удалению проволоки облегчит сквозное высверливание. Избегайте касания сверлом внутренней поверхности сердечника. Операции по подготовке завершены.
Манипуляции по удалению проволоки облегчит сквозное высверливание. Избегайте касания сверлом внутренней поверхности сердечника. Операции по подготовке завершены.
Для вторичной обмотки рекомендуется использовать кабель КГ 1х35. Проводник эксплуатируется при длительном номинальном напряжении 1000 В. Долговременная токовая нагрузка — 300 А. Допускается кратковременная импульсная нагрузка в 1200 А.
Трансформатор микроволновки для точечной сваркиТрансформатор микроволновки для точечной сварки
Модернизация трансформатора рассчитана на эту величину. Приобретите 2 м кабеля с наложенной синтетической плёнкой на токопроводящие жилы. Внешняя изоляция из шланговой резины 2,2 мм станет помехой. Покрытия 1,2 мм достаточно.
Для облегчения скольжения при намотке кабеля, сердечник плотно обматываем 3 слоями скотча. При старании и хорошем натяжении уложите 2–3 витка. Рассчитайте примерно равную длину выводов. Метраж определён с запасом длины выводов и удобства протяжки при укладке.
Метраж определён с запасом длины выводов и удобства протяжки при укладке.
Допустимо применение для самодельного трансформатора контактной сварки многожильного мягкого кабеля путём сложения в пучок нескольких медных проводников. Ориентируйтесь на суммарный диаметр токопроводящих жил, минимальный показатель Ø10 мм.
Уменьшение количества витков вторичной обмотки компенсируется увеличением сечения обмотки. Напряжение и сила тока изменяются в десятки раз. Ориентиры контроля показателей на выходе самодельного трансформатора:
- Напряжение холостого хода – 1,5–3 В;
- Сила тока импульса – не менее 800 А.
Внимание! Работа без заземления и защитного кожуха опасна.
Мощное самодельное устройствоДля создания точечной сварки из микроволновой печи повышенной мощности ставится дополнительный самодельный трансформатор. Одноимённые выводы вторичных обмоток соединяются последовательно в единую цепь.
Одноимённые выводы вторичных обмоток соединяются последовательно в единую цепь.
Обязательное условие – идентичность самодельных трансформаторов по количеству витков первичной и вторичной обмоток. Несогласование направления намотки витков вторичных обмоток спровоцирует противофазу с падением выходного напряжения до нуля.
Проверка правильности соединения:
Схема трансформатора от микроволновкиСхема трансформатора от микроволновки
- Проводится последовательное соединение обмоток трансформаторов;
- Подача напряжения и контроль вольтметром на выходе со вторичной обмотки;
- Повышение напряжения – ошибка сборки: спарены разноимённые выводы – на первичных напряжение падает, вторичные удваивают его;
- Отсутствие напряжения – только одна из пар соединена одноимёнными выводами, следует изменить порядок подключения;
- Соединение одноимённых выводов пары трансформаторов удваивает мощность без изменения напряжения.
Технические характеристики такого самодельного аппарата точечной сварки позволят проводить сварку стальных листов до 5 мм. Превышение силы тока импульса 2000 А потребует усиления электропроводки и подключения к промышленной сети.
Оснащение самодельного аппарата для сваркиПервое, что требуется для сварки – самодельные электроды из меди. Без точного подбора соответствия диаметру провода вторичной обмотки стержней из меди не сделать точечную сварку своими руками надёжной.
Самодельная установка контактной сваркиСамодельная установка контактной сварки
Мощность самодельного устройства обусловливает тип: жала паяльников для ручного контакта или рычажные сварочные клещи с давлением в центнер. Род деятельности влияет на ориентацию электродов. Для сварки аккумуляторов стержни устанавливают рядом, для сварки внахлёст – навстречу.
Протяжённость проводников минимизируют для сокращения потерь мощности.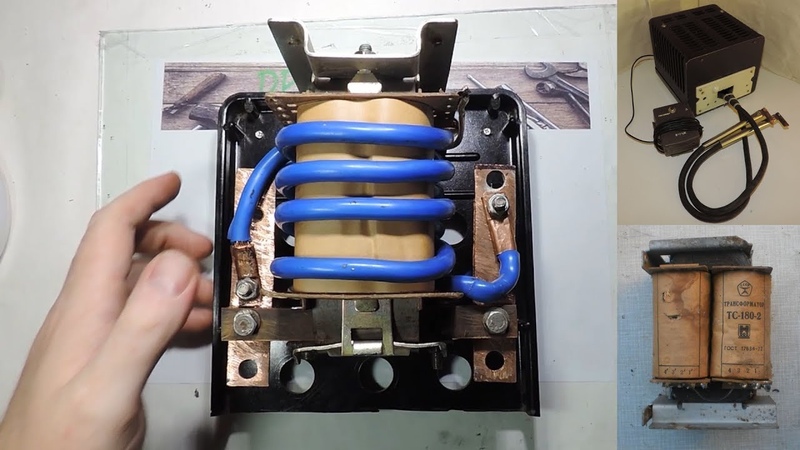 Негативное влияние оказывает и количество соединений. Пайка облуженных проводов к медным наконечникам снижает потери.
Негативное влияние оказывает и количество соединений. Пайка облуженных проводов к медным наконечникам снижает потери.
Обжимные соединения – очаги роста сопротивления. Электроды крепят на резьбе с тугой затяжкой. Болты, шайбы выполняют из сплавов меди. Удаление окислов проводят регулярно.
Концы электродов стачивают на конус, точку контакта оформляют сферой – площадь ядра сварки увеличивается в 2–3 раза относительно поверхности контакта самодельного устройства. Малый диаметр конца электрода повысит качество сварки, уменьшит усилие сдавливания.
Управление самодельной контактной сваркойОрганов управления сваркой 2: кнопка включения подачи электроэнергии на трансформатор, и рычаг сварочных клещей. Кнопка располагается на рычаге управления подвижным электродом.
Точечная сварка из микроволновкиТочечная сварка из микроволновки
Обеспечение сжатия достигается приближением электродов к оси рычага и его размером. Установите стационарное либо съёмное крепление самодельного аппарата, опоры неподвижного электрода. Гарантию достаточного контакта при сжатии даст рычаг из диэлектрика или обрезиненного металла длиной 0,6–1 м. Усилие сжатия — 30–100 кг.
Установите стационарное либо съёмное крепление самодельного аппарата, опоры неподвижного электрода. Гарантию достаточного контакта при сжатии даст рычаг из диэлектрика или обрезиненного металла длиной 0,6–1 м. Усилие сжатия — 30–100 кг.
Переключатель подачи тока самодельного устройства подключается к первичной обмотке трансформатора, находится под пальцем сварщика. Включение сварки во избежание подгорания электродов допускается при полном сжатии.
Визуальный контроль времени выдержки контакта определяется по цвету металла. При массовой сварке рекомендуется принудительное охлаждение трансформатора и электродов вентилятором, либо перерывы.
Плюсы и минусы точечной сварки
Точечная сварка – один из самых популярных видов сварки. Это процесс, при котором 2 части или края металла соединяются вместе под действием тепла. В этом процессе вы создаете перекрывающийся металл в определенных точках или интервалах. Это называется точечной сваркой, потому что при этом получается красивый круглый сварной шов, очень аккуратный и без брызг. Количество тепла, необходимое во время процесса точечной сварки, полностью зависит от типа соединяемых металлов.Перед тем, как начать свой проект точечной сварки, прочтите дальше, чтобы узнать о плюсах и минусах этого процесса.
Точечная сварка дает очень быстрые результаты. Из-за очень высокой температуры он склеивает 2 куска металла быстро, равномерно и эффективно. Поскольку этот процесс является относительно быстрым, он не приводит к искажению ни одной из двух частей металла (например, в панелях кузова автомобиля, где этот процесс часто используется).
2 – Точечная сварка дешевлеТочечная сварка снижает производственные затраты. Точечная сварка намного экономичнее. Он хорошо подходит для конвейерного производства. В процессе точечной сварки можно использовать робототехнику.
3-точечная сварка более энергоэффективна Точечная сварка позволит сэкономить электроэнергию и энергию. Это гораздо более эффективный процесс, использующий энергию и электричество более эффективно, чем другие типы сварочных процессов.
Это гораздо более эффективный процесс, использующий энергию и электричество более эффективно, чем другие типы сварочных процессов.
Точечная сварка – один из старейших сварочных процессов, и он очень хорошо известен. Процесс полностью определен и легко применим ко многим тонким металлам, таким как нержавеющая сталь, никелевые сплавы и титан. Он часто используется в аэрокосмической и автомобильной промышленности, однако его улучшения очень востребованы.
Минусы точечной сварки 1 – Точечная сварка может быть слабой Точечная сварка не может использоваться для более толстых металлических материалов, потому что она не проникает и не формирует хороший сварной шов.Поскольку он слабый, проекты точечной сварки и готовые работы легко разрушить, если вам нужно либо демонтировать сварной шов, либо повторить его. На самом деле, чтобы выполнить точечную сварку, просто купите резцы по металлу и прорежьте сварные точки вдоль кусков металла.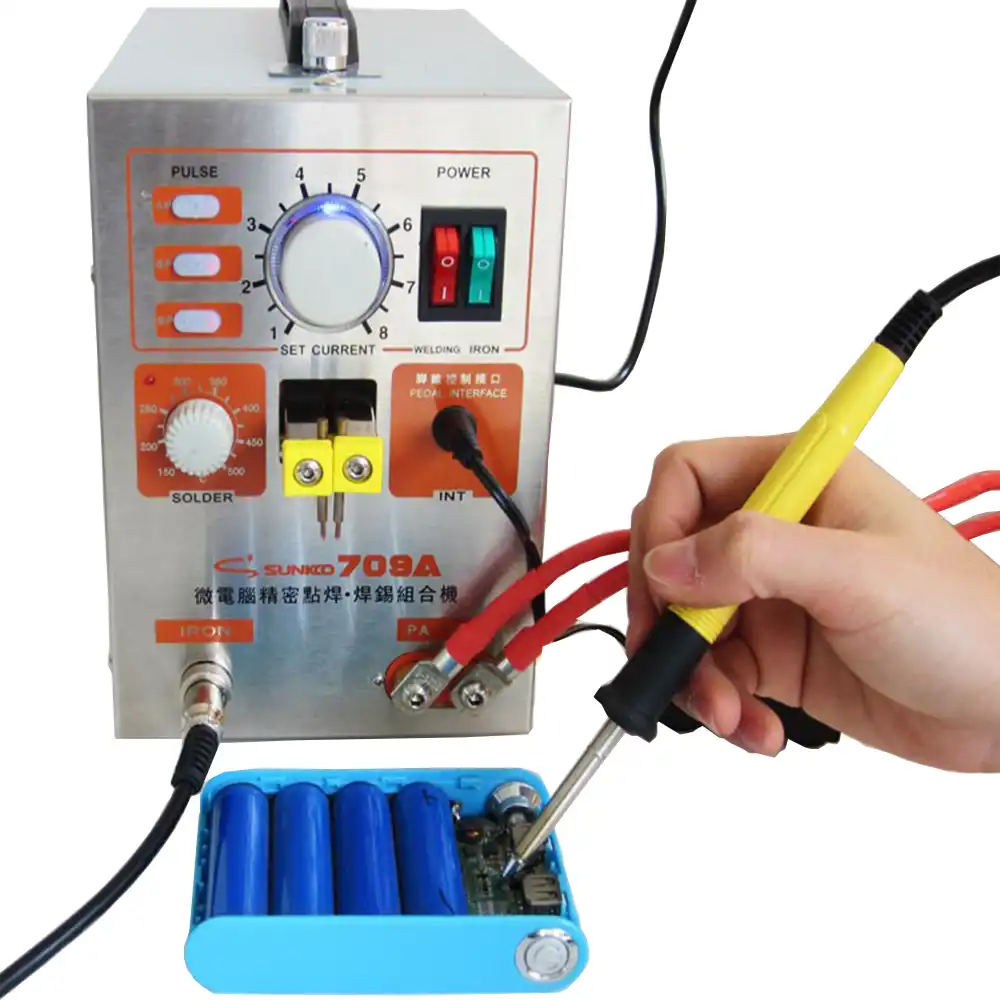 Оба куска металла будут свободно разъединяться.
Оба куска металла будут свободно разъединяться.
Для точечной сварки требуется достаточно места для правильного выполнения работы. Это очень сложно выполнить в ограниченном и маленьком пространстве.
3 – Точечная сварка может быть некрасивойЭто не привлекательно для глаз. Обычно используется в качестве внутреннего материала или процесса, при котором 2 части материала временно соединяются вместе, пока не будут завершены последние штрихи.
3 – Процесс может быть опасным Сварочные пистолеты сложны в обращении, могут быть очень тяжелыми и часто требуют большой прочности. Это делает точечную сварку очень опасной. В процесс вовлечено большое количество тепла и тока.Кроме того, сварщик постоянно находится рядом с опасными искрами и сварочным дымом. Сварщики рискуют раздавить руки и пальцы, они потенциально подвергаются ожогам второй и третьей степени и рискуют травмировать глаза разбрызгиванием металла.
6 дополнительных рабочих мест для сварщиков – сколько вы можете заработать?
0Последнее обновление:
Вы тот человек, который не может насытиться сваркой и хочет заработать немного денег на стороне? Как насчет того, чтобы зарабатывать больше с помощью дополнительной внештатной работы наряду с обычной повседневной работой? Многие сварщики, работающие полный рабочий день, зарабатывают состояние на стороне.Некоторые из них плохо знакомы со сваркой, другие занимаются сваркой ради хобби и все еще могут получать стабильный денежный поток от работы фрилансером.
Сварщики становятся все более обычным делом для подработки из-за растущего спроса на сварщиков, и более низкие цены могут взимать сторонние рабочие без накладных расходов, при этом зарабатывая больше, чем работодатель посчитал бы им платить. Но как начать?
Как заработать на сварке в гараже
Услышав, насколько это может быть успешным, у вас может возникнуть соблазн сделать решительный шаг и сразу заняться этим, возможно, даже бросить свою повседневную работу.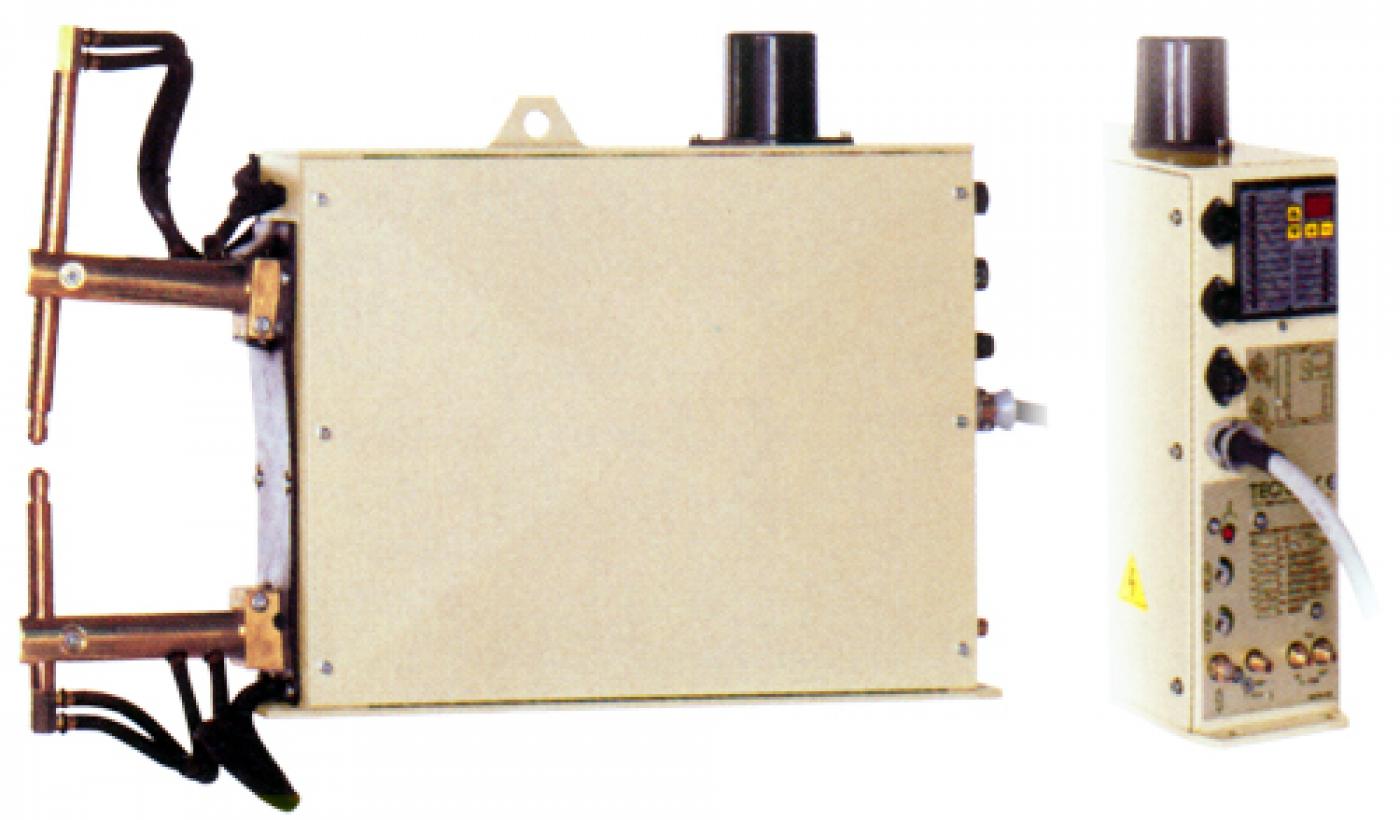 Хотя мы рекомендуем начинать игру пораньше, наиболее успешный способ добиться успеха – сначала составить план игры, а затем постепенно приступить к нему. Если вы броситесь без плана или у вас есть стратегия, не оставляющая места для роста и обучения, вы можете в конечном итоге разрушить для себя прибыльное будущее.
Хотя мы рекомендуем начинать игру пораньше, наиболее успешный способ добиться успеха – сначала составить план игры, а затем постепенно приступить к нему. Если вы броситесь без плана или у вас есть стратегия, не оставляющая места для роста и обучения, вы можете в конечном итоге разрушить для себя прибыльное будущее.
Юридические вопросы
Если вы работаете в сварочном цехе, знайте, что в вашем контракте говорится о подработке. Некоторые компании не против, а другие уволят вас на месте и даже могут подать в суд.Если в контракте говорится что-либо против побочной работы, обычно есть способы, которыми вы можете воспользоваться, не нарушая ваших обязательств. Убедитесь, что вы это поняли, прежде чем нырять.
Убедитесь, что за работу, которую вы делаете, вас не посадят в тюрьму. Например, если вы выполняете определенные работы по транспортировке, вы можете попасть в тюрьму, если сварной шов выйдет из строя и станет причиной несчастного случая. Будьте осторожны, даже если вы уверены, что ваши сварные швы не вылезут из строя. Если не следовать правильной процедуре, вы все равно можете попасть в серьезные неприятности, если не знаете правил, связанных с ней.
Если не следовать правильной процедуре, вы все равно можете попасть в серьезные неприятности, если не знаете правил, связанных с ней.
После того, как вы определитесь с этими юридическими областями, следующим шагом будет решение, какой путь вы хотите избрать. В этой статье раскрываются шесть лучших путей, на которые легко попасть, и которые могут предоставить вам широкие возможности для отличного побочного дохода. Мы рекомендуем начать с одного пути. Позже вы всегда можете добавить разные виды работы, но если начинать медленно, это поможет вам обеспечить качественную работу в те сроки, которые нужны вашим клиентам, и что вы по-прежнему будете получать работу.
Сварочные побочные выступления легко попасть, но в долгосрочной перспективе все зависит от молвы.Это идеально, если вы делаете своих клиентов довольными, но если вы сокращаете работу с клиентом, потому что вы заняты, или оставляете кого-то висящим, вы можете начать терять работу другим сварщикам из-за плохой репутации, которую вы создали себе. .
.
Изображение предоставлено: Джонатан МакЭлдерри
6 Возможности для побочной сварки:
1. Сборка и ремонт прицепов
Изображение предоставлено: Jaggery, Geograph
Это отличный вариант, если вы уверены в прочности сварных швов, но хотите медленно выполнять боковые работы.Вы можете отремонтировать старые прицепы или изготовить новые. Для старых вы покупаете старый трейлер, переделываете его и продаете, чтобы заработать немного денег. Это простой вариант, так как всегда есть подержанные прицепы, которые можно подобрать по невысокой цене, и можно неплохо срезать.
С новыми прицепами обычно начинается более крупный проект. На закупку исходных материалов уходит немного денег, но как только вы начнете работать, это будет очень прибыльно. http://www.trailersauce.com/ предоставляет несколько бесплатных тарифных планов, соответствующих американским стандартам для трейлеров.
Выбирая трейлер для сборки или работы, лучше всего выбрать общий размер, чтобы у вас было больше клиентов. Когда вы закончите трейлер, вы можете рекламировать его покупателям через такую платформу, как Facebook или eBay, или повесить вывески на улице. Если вы хотите увеличить объемы продаж прицепов, вы можете найти клиентов, у которых есть прицепы, которые они хотят построить или отремонтировать, и сделать их по контракту.
Когда вы закончите трейлер, вы можете рекламировать его покупателям через такую платформу, как Facebook или eBay, или повесить вывески на улице. Если вы хотите увеличить объемы продаж прицепов, вы можете найти клиентов, у которых есть прицепы, которые они хотят построить или отремонтировать, и сделать их по контракту.
Сколько вы можете заработать?
Изготовление стандартного прицепа займет у изготовителя прицепа 18 часов, и вы можете заработать на прицепе 1000 долларов и более после учета материальных затрат.Это около 50 долларов в час на оплату труда, но все будет зависеть от того, за что вы его продаете и насколько эффективно вы это делаете.
Вы можете заработать более 1000 долларов за трейлер при их ремонте, но есть больше переменных, поэтому обычно это будет немного больше и меньше с точки зрения прибыли.
2. Получение заданий переполнения
Это отличный вариант, если у вас есть время в обычное рабочее время или если вы можете наладить отношения с местным цехом металлообработки. В некоторых компаниях работа может идти вверх и вниз, и когда они завалены рабочими местами, нанимать больше сотрудников рискованно, потому что работы может не хватить, чтобы все были заняты, когда становится тише.Поэтому некоторые компании берут на работу фрилансеров или субподрядчиков во время их загруженных периодов. Если вы предложите им свои услуги, у вас будет постоянный запас подработки.
В некоторых компаниях работа может идти вверх и вниз, и когда они завалены рабочими местами, нанимать больше сотрудников рискованно, потому что работы может не хватить, чтобы все были заняты, когда становится тише.Поэтому некоторые компании берут на работу фрилансеров или субподрядчиков во время их загруженных периодов. Если вы предложите им свои услуги, у вас будет постоянный запас подработки.
Небольшие механические мастерские – тоже отличный вариант. Хотя большинство машинистов умеют сваривать, они либо не в совершенстве, либо предпочли бы остаться на своих станках. В механические мастерские часто присылают сварочные работы, поэтому, если вам может доверять небольшая мастерская, велика вероятность, что вам будут отправлены обычные работы.В крупных механических цехах труднее получить работу, так как они обычно отправляют большие партии сборочных работ в сварочные цеха, а отправка мелких вещей к вам обычно является проблемой.
Сколько вы можете заработать?
Обычная ставка для большинства мастерских составляет от 60 до 120 долларов в час, в зависимости от того, насколько специализирована сварка. Вы можете назначать любую цену, если она меньше, чем в ваших местных сварочных мастерских; в противном случае работа уже была бы им отправлена.В среднем внештатные сварщики берут за эту работу 30-40 долларов в час. Это больше, чем вам заплатит большинство работодателей, но это будет стоить компании средней продолжительности работы, если она доставит работу в производственный цех, поэтому компании, как правило, рады платить больше, чем получает обычный сотрудник.
Вы можете назначать любую цену, если она меньше, чем в ваших местных сварочных мастерских; в противном случае работа уже была бы им отправлена.В среднем внештатные сварщики берут за эту работу 30-40 долларов в час. Это больше, чем вам заплатит большинство работодателей, но это будет стоить компании средней продолжительности работы, если она доставит работу в производственный цех, поэтому компании, как правило, рады платить больше, чем получает обычный сотрудник.
3. Продам мебель или искусство
Изображение предоставлено: photosteve101, Flickr
.Изготовление предметов для дома и сада – еще один отличный вариант. Возможно, вы видели металлические скульптуры, мебель или модели автомобилей / персонажей в домах людей.Они пользуются большим спросом, и вы можете выйти на рынок, освоив свою нишу.
Лучший вариант – изготовить несколько разных видов изделий и посмотреть, что нравится людям. Вы скоро узнаете, что продается, а что нет. Как только вы станете более известным, вы сможете превратить это в прибыльный побочный бизнес или даже в бизнес с полной занятостью. Люди, получившие известность как производители предметов искусства или мебели, могут в конечном итоге получать постоянную подписку от клиентов, которые хотят, чтобы для них были изготовлены предметы.
Люди, получившие известность как производители предметов искусства или мебели, могут в конечном итоге получать постоянную подписку от клиентов, которые хотят, чтобы для них были изготовлены предметы.
Сколько вы можете заработать?
Ваш рынок будет отличаться по ценовому диапазону, и обычно требуется немного больше времени, чтобы войти в него, прежде чем вы заработаете столько же, сколько в других областях.Когда вы освоите несколько приспособлений и найдете самые быстрые способы создания продуктов, вы сможете зарабатывать 50 долларов или больше в час. Однако не ожидайте, что это произойдет в одночасье.
4. Откройте свой гараж для рабочих работ
Вы можете повесить вывеску возле своего дома и сообщить другим, что вы сварщик, который любит выполнять сварочные работы. Есть много людей, у которых есть случайные заработки, которым нужен ваш опыт. Большим сварочным цехам часто бывает сложно браться за случайную работу, поэтому клиенты ждут некоторое время или не получают должного ухода. Когда эти люди знают, что в будущем есть доступный сварщик, способный быстро выполнить приличный сварной шов, они повсюду.
Когда эти люди знают, что в будущем есть доступный сварщик, способный быстро выполнить приличный сварной шов, они повсюду.
Разнообразие работы, которую вы получите, захватывающе, но есть также работы, которые вам, вероятно, не понравятся. Если вы пойдете по этому пути, позаботьтесь о всех своих клиентах и не бойтесь предлагать несколько бесплатных вакансий. Я на собственном опыте видел, как это часто превращается в их дальнейшую работу, и чаще всего некоторые из их друзей также останавливаются, чтобы выполнить свою работу.Большинство людей редко ожидают получения бесплатной работы дважды, поэтому рассматривают ее как вложение.
Сколько вы можете заработать?
Вы получите широкий круг людей, которые будут приходить на работу по разным ценам, но ваша ставка будет зависеть от того, насколько хорошо вы можете продавать себя. Некоторые сварщики устанавливают разные цены на разные работы, а у других фиксированная ставка. 20-40 долларов в час – это средняя ставка за такую внештатную работу.
5. Войдите в жилищное строительство
Если рядом с вами есть дома, кому-то из них понадобится забор, ворота, балюстрада или даже строительные работы, если вам интересно.В этой области проводится огромный объем работы, особенно с воротами и ограждениями, но подготовка к работе на месте будет окупаться, если вы пойдете по жилому маршруту.
Некоторые люди используют для этой работы машины с запуском двигателя. Другие берут с собой несколько длинных удлинителей и подключаются к ближайшему источнику питания. Что бы вы ни предпочли, убедитесь, что это у вас есть, прежде чем отправиться на место, чтобы не терять никого время.
Сколько вы можете заработать?
Преимущество этого поля в том, что вы можете установить фиксированную цену для многих проектов, скажем, 150 долларов за метр ограждения.Если кому-то нужно 20 метров, вы можете получить от этого хорошую прибыль, так как вы можете быстро избавиться от множества ограждений. Будет выгодно начинать с небольших проектов, чтобы почувствовать рынок. Полезно начать с поиска здесь средней ставки. Берите среднюю цену в вашем районе или немного меньше, и вы должны получить работу в зависимости от того, насколько хорошо вы себя продаете.
Будет выгодно начинать с небольших проектов, чтобы почувствовать рынок. Полезно начать с поиска здесь средней ставки. Берите среднюю цену в вашем районе или немного меньше, и вы должны получить работу в зависимости от того, насколько хорошо вы себя продаете.
Для почасовой оплаты 25-40 долларов будет приемлемо в зависимости от вашего опыта.
6. Заключить договор на техническое обслуживание
Изображение предоставлено: Марко Верч, Flickr
Многие крупные предприятия закрывают магазины на время для проведения работ по техобслуживанию своих зданий, машин и транспортных площадок.Обычно их закрытие бывает непродолжительным, но требует много работы. Компании часто нуждаются в дополнительных сотрудниках, таких как сварщики по контракту, чтобы быстро завершить масштабные проекты.
Вам могут быть поручены самые разные работы. Обычно это тяжелая работа, но чаще всего вам платят исключительно хорошо. Это отличная возможность, если у вас отпуск сверх стандартного периода отпуска, так как тогда обычно планируется техническое обслуживание.
Сколько вы можете заработать?
Компания, с которой вы подписываете контракт, будет иметь собственный рейтинг, о котором вы обычно не говорите.Эти проекты могут стоить 35 долларов в час, а иногда и больше, с дополнительными часами в течение периода закрытия. Это короткие контракты, от нескольких дней до месяца. Если вам нужно немного пополнения во время отпуска, это отличный вариант.
ПРИМЕЧАНИЕ: недавно мы также опубликовали статью о том, как начать прибыльный сварочный бизнес с нуля. Статью можно найти здесь.
При закрытии
Как видите, есть много вариантов, если вы увлеченный сварщик и хотите устроиться на подработку.Ниже в разделе исходных текстов есть несколько полезных тем, в которых сварщики обсуждают свой опыт работы на стороне. Некоторые веб-сайты, такие как Craigslist и Indeed, публикуют сварочные выступления, но большинство сварщиков, выполняющих подработки, согласны с тем, что это не лучший вариант из-за низких ставок и высокой конкуренции.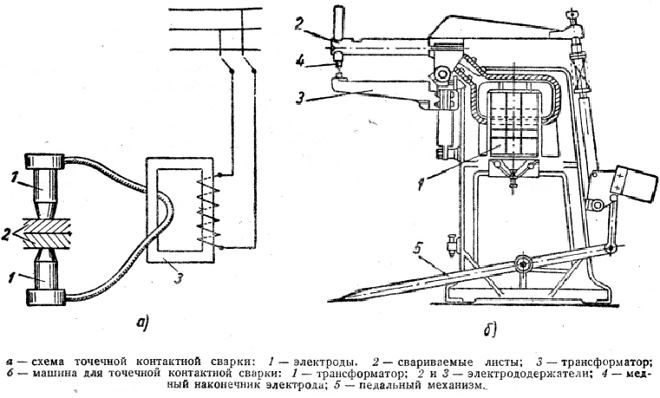
В 2018 году более 35% американцев выполняли внештатную работу, и эта цифра увеличивается с каждым годом, поэтому сейчас самое время заняться сваркой на стороне или даже работать фрилансером на полную ставку, если вы готовы.Бизнес часто начинается таким образом, с небольшой работы на стороне, которая постепенно превращается в компанию, работающую на полную ставку, которая нуждается в сотрудниках.
Если у вас есть какие-либо вопросы или вы хотите поделиться своими впечатлениями о сварке боковых работ, не стесняйтесь оставлять комментарии ниже.
Источники и полезные темы:
Изображение предоставлено: Брэдли Хикс, командование материальной частью ВВС
Сварщик для точечной сварки своими руками
Я разработал аппарат для точечной сварки D.I.Y, потому что мне нужен был специальный аппарат для точечной сварки для сборки моего солнечного велосипеда Maxun One.Оказалось, что установку для точечной сварки строят многие люди по всему миру, поэтому я опубликовал здесь весь проект здания.
Плата контроллера точечной сварки
Поскольку собрать электронику было непросто, я сделал плату контроллера для точечной сварки, которая продается вместе с некоторыми другими деталями.
Характеристики аппарата для точечной сварки
Аппарат для точной точечной сварки – одно из немногих устройств, где собрать самому дешевле, чем купить. Уже опубликовано много самодельных точечных сварочных аппаратов, у этого есть некоторые уникальные особенности:
- Может использоваться в двух сварочных операциях: в противоположной и в последовательной конфигурации.
- Конструкция очень проста.
- Точная регулировка силы электрода.
- Имеет прочный электрододержатель, состоящий из зажима заземления радиатора.
- Микроконтроллер Arduino используется для точной установки времени сварки.
- Создает двойной импульс, улучшающий зажим.
- Ток можно уменьшить для сварки чувствительных деталей.

Сварщик для точечной сварки своими руками, конструкция очень проста (старое изображение без контроллера)
Техника безопасности при ремонте микроволновой печи
Работать с микроволновой печью чрезвычайно опасно.Обычно НЕ переживет высокое напряжение, доступной мощности более 1000 Вт достаточно, чтобы убить вас мгновенно, как электрический стул. Пожалуйста, прочтите сначала эту статью.
Конфигурация серии точечной сварки
Сварочный аппарат для резистивной точечной сварки самодельным аккумулятором с корпусом Держатели сплошных электродов
Аппарат точечной сварки оппозитной конфигурации
Аппарат для точечной сварки в оппозитной конфигурации Аппарат для точечной сварки в оппозитной конфигурации Держатели сплошных электродов
Высокое напряжение!
Обратите внимание: плата напрямую подключена к электросети, безопасна только низковольтная часть. Вы используете на свой страх и риск .
Вопросы
Если у вас есть вопросы, задайте их на сайте Instructables.com.
Электрические характеристики
- Сварочный ток: 1100A или 400A
- Открытое напряжение: 2,6 В
- Сетевой ток во время сварочного импульса: 14 А
- Ток покоя: 1,6 А
Максимальная толщина сварки
Легкие переносные пистолеты для точечной сварки имеют сварочный ток не менее 4000 А, что позволяет сваривать 2 листа низкоуглеродистой стали толщиной 1 мм.Аппарат для точечной сварки DIY просто выдает 1100 А, что отлично подходит для сварки небольших электронных деталей. Хотя я видел, что люди сваривали листы 2 x 0,75 мм с помощью таких точечных сварочных аппаратов.
Параметры сварки вкладки батареи
Приварной язычок батареи
Настройки для стальных никелированных лент толщиной 0,15 мм
Чаще всего используются полосы из никелированной стали толщиной 0,15 мм, которые лучше всего свариваются. Возможно, вам придется поэкспериментировать со временем сварки и силой электрода, но начните со следующих значений:
- Усилие сварочного электрода 0.4 кг (4N)
- Время перед сваркой 50 мс
- Пауза 500 мс
- Время импульса сварки 100 мс (от 50 до 250 мс)
- Диаметр наконечника электрода 1,5 мм
- Наружное расстояние между электродами 5 мм
Примечание. Никелированные стальные полосы дешевле, чем полосы из чистого никеля, и имеют более высокое сопротивление, что облегчает сварку.
Профессиональный аппарат для приварки батарейных язычков
Примечания к точечной сварке
Конфигурация серииточечная сварка
Оба электрода находятся на одной стороне. Очень важно, чтобы сила обоих электродов была практически одинаковой; иначе одна сторона будет плохо свариваться.
Очень важно, чтобы сила обоих электродов была практически одинаковой; иначе одна сторона будет плохо свариваться.
Точечная сварка противоположной конфигурации
Это наиболее часто используемый; свариваемые детали зажимают между электродами.
Измерение сварочного тока
Сварочный ток можно определить, измерив напряжение на определенном расстоянии сварочного кабеля.
Рассчитайте сварочный ток следующим образом:
I = U * диаметр [мм2] / (0.0175 * длина [м])
Для измерения сварочного тока к сварочному кабелю прикрепляют два провода на расстоянии 44,5 см. Напряжение при коротком замыкании 0,34В; поэтому максимальный сварочный ток = 0,34 В * 25 мм2 / (0,0175 * 0,445 м) = 1100 А.
Измерение сварочного тока
Двойной импульс
Двойной импульс улучшает качество сварки. Первый короткий импульс смягчит металл. Второй импульс – это импульс сварки. Во время паузы между двумя импульсами части сближаются и лучше контактируют.
Время сварки
Первый импульс, импульс перед сваркой, составляет 50 мс. Второй импульс, импульс сварки, может быть установлен поворотным переключателем с шагом 50 мс. Я обнаружил, что время сварки от 50 до 250 мс во многих случаях работает нормально.
Снижение сварочного тока
Сварочный ток 1100 А может быть слишком большим, поэтому рекомендуется уменьшить ток. Проволочный резистор мощностью 50 Вт и сопротивлением 27 Ом, включенный последовательно с сетью, снижает сварочный ток примерно до 400 А. Обратите внимание, что резистор перегружен на 120%, но импульсная перегрузка проволочного резистора WH50 позволяет это.
Обогреватель или фен в качестве силового сопротивления
Чтобы определить, какое сопротивление необходимо для получения определенного сварочного тока, я взял в качестве резисторов нагреватель и фен. Их можно комбинировать последовательно или параллельно, чтобы получить желаемое сопротивление.
Конструкция аппарата точечной сварки
Панель фанерная
Все детали смонтированы на фанерной панели опалубки толщиной 15 мм и размером 15 см x 18 см. Обратите внимание, что плата питания является старым прототипом и заменена новой печатной платой для точечной сварки.
Сварочный аппарат для резистивной точечной сварки с защитным вкладышем для батарейки
Трансформатор для микроволновой печи
Попробуйте достать трансформатор из неисправной СВЧ-печи мощностью 800Вт … 1100Вт, чем выше, тем лучше. Обратите внимание, что в некоторых микроволновых печах высокой мощности для экономии веса вместо трансформатора используется электронный высоковольтный инвертор, их нельзя использовать:
Высоковольтный силовой модуль для микроволновой печи Panasonic
Выпилите с одной стороны вторичную обмотку пилой по металлу. Затем вытолкните обмотку из сердечника с помощью специального деревянного бруска и большого молотка.Магнитный шунт между первичной и вторичной обмотками ограничивает ток и должен быть удален:
Удалите магнитный шунт.
Используйте 3 вторичные обмотки. Их можно склеить полиуретановым клеем, смочить, чтобы он вспенился.
Снятие вторичной обмотки с трансформатора микроволновой печи Снятие вторичной обмотки с трансформатора микроволновой печи
Плечи электродные
Два электродных плеча изготовлены из U-образного алюминиевого профиля шириной 20 мм.
Соединение электродных рычагов
Установите руки вместе с помощью болта с буртиком 4 мм:
Болт с буртиком 4мм
Два алюминиевых шарнира рычага и болт с буртиком должны быть изолированы друг от друга во избежание короткого замыкания.Следовательно, отверстие под болт в правом шарнире алюминиевого рычага на 2 мм больше диаметра болта, то есть на 6 мм. Изоляция между соединениями рычагов создается эпоксидными печатными платами размером 80 x 20 мм и 16 x 20 мм.
Трение между рычагами должно быть очень низким; это создается эпоксидной доской между ними. Также между левым рычагом и фанерной панелью помещается эпоксидная плита 80 x 20 мм вместе с алюминиевой пластиной 80 x 20 мм. Затяните болт так, чтобы трение было небольшим, но зазор не был слишком большим.
Соединение электродных рычагов Соединение электродных рычагов Соединение электродных рычагов Соединение электродных рычагов
Электрододержатель
Держатели электродов изготовлены из прямоугольного латунного заземляющего зажима шириной 20 мм. К сожалению, их в большинстве стран не достать, я их продаю ЗДЕСЬ. Просверлите в середине отверстие диаметром 4 мм для крепежного винта. Увеличьте отверстие для сварочного кабеля до 7 мм.
Зажим заземления радиатора
Эта клемма заземления доступна не во всех странах.Но на eBay есть хорошие альтернативы; поиск по “Терминальная шина заземления”.
Сварочный кабель
Используйте гибкий сварочный кабель 3AWG / 25 мм 2 длиной 140 см, это позволяет использовать 3 витка. Я проверил, дает ли более толстый кабель больший сварочный ток, но это не так. Сварочный ток ограничивается самим трансформатором.
Поскольку сила электрода имеет решающее значение, сварочные рычаги должны иметь возможность свободно перемещаться, и их не должно препятствовать жесткость кабелей.Поэтому кабели имеют большой изгиб. Не используйте сплошной кабель, сварочный кабель гибкий и будет стоить около 15 долларов за м.
Электроды для точечной сварки
Важно использовать стержень из чистой меди. Нет латуни или электрического провода, мягко отожженного. Используйте квадратную планку того же размера, что и прорезь держателя электрода, или подпилите планку до нужного размера. Я использую наконечник диаметром 1,5 мм. Для простоты можно отпилить кончик электрода квадратной формы вместо круглой. Подходящие медные прутки продаю ЗДЕСЬ.
Электроды для точечной сварки Держатель электрода для точечной сварки
Периодически очищайте наконечники сварочных электродов наждачной бумагой.
Пружинные зажимы
Сила электрода является столь же важным параметром, как и другие параметры сварки, такие как сварочный ток и время импульса. Здесь мы используем два небольших пружинных зажима. Отрегулируйте усилие электрода, изменив положение пружинного зажима, и измерьте усилие с помощью кухонных весов:
Регулировка усилия сварочного электрода
Полностью вдавите новые пружинные зажимы пару раз.Вы можете изменить усилие зажима, согнув пружину. См. Здесь, как повторно установить пружинный зажим:
Снова установите пружинный зажим
Рычаг управления
Я использовал нейлоновую пластину толщиной 5 мм, которую распил лобзиком. Могут использоваться и другие пластмассовые материалы, но алюминий может издавать звуковой сигнал.
Рычаг управления
Рычаг управления
Жилой
Корпус из полистирольной панели толщиной 2мм:
Сварочный аппарат для резистивной точечной сварки самодельным аккумулятором с корпусом
T.J. Оборудование, материалы и услуги для сварки сопротивлением снегу
1) Пройдите обучение по процессу RSW.
Точечная сварка кажется обманчиво простой, но необходимо понимать и контролировать множество переменных процесса. Поскольку на типичном аппарате для точечной сварки доступно множество различных настроек, важно понимать, как регулировать каждую настройку для достижения оптимальных результатов. И, как и в случае с выпечкой торта, очень важно использовать правильный рецепт точечной сварки
.Металлоформовщики должны обращаться к легкодоступным таблицам рецептов, которые предписывают рекомендуемые настройки для вторичного тока (тепла сварного шва), продолжительности сварки (времени протекания тока) и давления ковки (силы) для точечной сварки листового металла различных типов и толщины.Примечание. Используйте эти настройки только в качестве отправной точки. Практическое правило: при условии использования надлежащего сварочного усилия самые прочные и наиболее привлекательные соединения обычно возникают в результате высокой температуры нагрева и короткого времени сварки, что называется графиком сварки класса А.
Графики сваркиклассов B и C часто находят применение, когда металлоформовщик использует сварочный аппарат, слишком малый для толщины свариваемого материала. Эти графики включают более низкие диапазоны усилий и более длительное время сварки, что приводит к более низкой прочности сварного шва на сдвиг и большей маркировке поверхности из-за большей зоны термического влияния.
Выход на пенсию и увольнения квалифицированной рабочей силы в течение последних нескольких лет снизил знания племен во многих цехах, выполняющих точечную сварку, но некоторые источники предлагают книги и учебные курсы по этому процессу. Например, компания T. J. Snow предлагает несколько вариантов обучения, включая семинар на предприятии, проводимый в вашем собственном месте. T. J. Snow также представил совершенно новую интерактивную онлайн-версию своего семинара по контактной сварке. Более подробную информацию о семинарах по контактной сварке Т. Дж. Сноу можно найти на сайте www.tjsnow.com/seminars
2) Выберите подходящий сварочный аппарат.
Самое важное, что нужно запомнить: выберите машину, которая может выполнять сварные швы класса А оптимальной прочности, при этом примерно 25% доступной силы тока и диапазона усилия остаются в резерве.
Большинство компаний не имеют возможности самостоятельно определять размеры машины, поэтому прислушайтесь к советам опытного машиностроителя. Хороший инженер по продажам процитирует машину только после того, как задаст вопросы о свариваемых материалах и скорости, с которой машина будет работать.
Поскольку номинальная мощность машины RSW в КВА может быть увеличена за счет использования рабочего цикла менее 50 процентов стандарта RWMA, обязательно спросите, соответствует ли указанная машина этим стандартам.
Хотя машины RSW с коромыслом являются наиболее распространенными из-за их относительно низкой закупочной цены, они применяют силу сварки с помощью рычага – наконечники часто скользят, если рычаги не выровнены идеально. Таким образом, более дорогостоящая прессовая машина вертикального действия часто получает вызов, когда приложение требует привлекательной выставочной поверхности с низким уровнем маркировки.
Сварочный аппарат, который слишком большой, может вызвать столько же проблем, как и слишком маленький, особенно когда диаметр воздушного цилиндра настолько велик, что он должен работать при давлении в воздуховоде ниже 40 фунтов для достижения желаемого сварочное усилие.
Неприемлемая прочность сварного шва может быть результатом неадекватного последующего действия воздушного цилиндра в момент, когда листовой металл достигает расплавленного состояния, когда его необходимо правильно подделать.
Для внедрения новых высокопрочных сталей, используемых в автомобильной промышленности, производители машин и средств управления RSW добились значительных успехов.Например, машины, оснащенные трехфазными инверторными источниками питания постоянного тока средней частоты (MFDC), стали обычным явлением в мастерских, поскольку они предлагают много преимуществ по сравнению с традиционными однофазными машинами переменного тока.
Итак, обеспечьте хорошее качество, заменив или переоборудовав устаревшие, старые машины RSW или, по крайней мере, дооснастив их новыми программируемыми средствами управления.
3) Используйте правильные инструменты настройки.
Чтобы разобраться в таблицах рецептов точечной сварки, каждый цех, использующий этот процесс, должен иметь специализированный амперметр для контактной сварки для измерения вторичного среднеквадратичного сварочного тока, подаваемого на наконечники.Кроме того, поскольку переменные рычажного действия (на машине RSW с коромыслом) и трение плунжера (на прессе вертикального действия) могут влиять на прилагаемое усилие сварного шва, в мастерских также должен быть манометр с прямым считыванием показаний. фактическое усилие сварки между наконечниками.
Использование вторичного амперметра и датчика силы позволяет оператору установки RSW настраивать машину с научной точки зрения, а не методом проб и ошибок. И, когда требуется документация, некоторые из доступных измерителей также могут служить в качестве мониторов для записи и сохранения сварочных переменных для справки.
4) Используйте тестер на растяжение.
Испытание точечной сварки должно быть более научным, чем бросание сварных деталей на пол. Хотя испытание на механическое отслаивание или стамеску может быть полезным способом визуальной проверки прочности сварного шва и диаметра самородка, лучший инструмент для обеспечения качества – это прибор для испытания на растяжение, предназначенный для вытягивания небольших образцов сварных образцов до разрушения. Прочность на сдвиг хорошего точечного шва должна превышать прочность на сдвиг основного материала.
5) Определите выступ сварного шва.
Благодаря широкому диапазону пластичности низкоуглеродистая сталь может успешно свариваться точечной сваркой при различных настройках оборудования. Однако, чтобы определить идеальную настройку, металлоформор должен поэкспериментировать со сварочным аппаратом и использовать прибор для испытания на растяжение для проверки результатов.
В нижней части окна сварного шва прочность сварного шва неприемлема; в верхней части происходит изгнание. Чтобы установить оптимальные настройки для свариваемого материала, оператор должен подтвердить оптимальный рецепт сварки и использовать эти параметры в качестве отправной точки для производственного цикла.
Прочность сварного шва будет снижаться по мере износа электродов, но начало процесса с середины допустимого диапазона, а не с «неровной кромки», позволяет процессу быть наиболее стабильным и надежным.
6) Используйте правильные наконечники и держатели электродов.
Выбор наконечника играет важную роль в успешной точечной сварке, и существует множество форм электродов и медных сплавов, из которых можно выбирать. Опять же, полагайтесь на совет знающего поставщика.
Например, вместо использования дорогих наконечников электродов со смещением поставщик может порекомендовать использовать держатель со смещением и менее дорогой прямой наконечник. Кроме того, использование небольших сменных колпачков электродов вместо традиционных цельных электродов может дать значительную экономию.
И, чтобы продлить срок службы электродов, используйте трубки с концами, обрезанными под углом 45 град. угол, чтобы вода полностью попадала на дно внутренней охлаждающей камеры наконечника.
7) Одевайте чаевые раньше и чаще.
Поскольку большинство проблем с качеством RSW напрямую связано с износом электродов, металлоформаты не могут позволить себе пренебрегать наконечниками электродов. Регулярное одевание или обмен чаевыми – задолго до того, как это потребуется – принесет большие дивиденды. Вот пример важности чаевых:
ДиаграммыRSW часто рекомендуют наконечники диаметром ¼ дюйма. приваривать контактную поверхность. Предположим, вы определили, что свариваемый материал требует 9800 А для оптимальной прочности сварного шва. Вот в чем загвоздка: если больше ничего не изменится и кончики грибов от ¼-в.диам. до 3⁄8 дюйма, что едва заметно, лабораторные испытания показали, что для достижения такой же силы потребуется 22 100 А. Подобные ситуации приводят к образованию слабых сварных швов и бракованным деталям.
Хотя металлоформеры могут выбирать из нескольких типов приспособлений для правки наконечников, лучший метод поддержания надлежащего диаметра поверхности сварного шва – это вынуть электроды из машины после заранее определенного количества сварных швов, задолго до того, как они выйдут из-под контроля. Обработайте концы электродов в автономном режиме на токарном станке или сверлильном станке, оснащенном подходящими режущими лезвиями.
8) Конструкция для контактной сварки.
Металлоформеры могут ссылаться на таблицы с указанием минимального контактного перекрытия, а проектировщики деталей из листового металла, сваренных точечной сваркой, должны предусмотреть соответствующую ширину фланца, чтобы избежать выталкивания, что снижает прочность сварного шва. Кроме того, тщательно продумайте расстояние между сварными швами. Слишком близкое расположение точечных сварных швов может привести к шунтированию. Здесь часть энергии сварки теряется из-за прилегающих сварных швов, что может привести к некачественной прочности сварного шва.
Подпружинивание свариваемых деталей также может мешать процессу RSW. Использование части доступного сварочного давления сварочного аппарата для прижатия деталей друг к другу может поставить под угрозу правильную ковку сварного шва.
9) Покупка стали известного качества.
ПроблемыRSW иногда можно отнести к рулонам стали, купленным с привлекательной скидкой, но сомнительного качества. Высокое содержание углерода может вызвать серьезные проблемы при сварке, как и непостоянная толщина покрытия.Если сварочный аппарат не отрегулирован должным образом, чтобы учесть эти отклонения, сварные швы, которые выглядят хорошо, могут развалиться.
10) График регулярного профилактического обслуживания.
МашиныRSW обычно не проходят регулярного профилактического обслуживания (PM), которого они заслуживают. Производительность машины со временем ухудшается из-за коррозии и / или искрения многочисленных вторичных соединений медь-медь, по которым проходит ток от трансформатора к наконечникам. Поэтому металлоформеры должны разбирать, очищать и подтягивать весь вторичный контур не реже одного раза в год.Они также должны регулярно проверять систему подачи усилия и устранять любые утечки воздуха и механический износ.
По всем вопросам, связанным с контактной сваркой, включая оборудование и расходные материалы, посетите сайт www.tjsnow.com или позвоните по телефону 1-800-NOW-SNOW.
Эта статья была первоначально написана Томом Сноу и опубликована в журнале MetalForming Magazine, июль 2014 г.
Уникальные сварочные системы ZENA® :
Самый технически продвинутый,Самый надежный,Самый компактный,Самый эффективный,Самое Уникальное,Самый универсальный,Самый безопасный иСамый простой в использованииOEM и / или модернизируемые промышленные, приводные в действие двигателем, 100% -ные, многопроцессорные, дуговые сварочные аппараты на постоянном токе в мире! А благодаря пультам дистанционного управления, которые позволяют регулировать мощность даже ВО ВРЕМЯ сварки, вы получите гораздо больший контроль над процессом сварки, чем когда-либо с любым другим сварщиком! Мобильный сварочный аппарат постоянного тока ZENA ® может быть прикреплен к двигателю ЛЮБОГО существующего автомобиля (экономия затрат на отдельный / новый двигатель).
Этот уникальный портативный сварочный аппарат чувствует себя как дома по адресу: служебный грузовик – с подкапотным сварочным аппаратом ZENA – для городского промышленного обслуживания; или посельскохозяйственный грузовик или трактор – использование бортового сварочного аппарата ZENA для ремонта поврежденного сельскохозяйственного оборудования на удаленном поле; или пофронтальный погрузчик, подъемник для людей, погрузчик с бортовым поворотом или бульдозер, работающий в карьере, шахте или на строительной площадке; или повоенная машина поддержки или боевая машина – ремонт сломанного элемента рамы или другого повреждения, которое выводит машину из строя; намашина скорой помощи, работающая на месте бедствия; или побуровая установка с приводом от двигателя установки, приварка обсадной колонны и выполнение ремонтных работ на объекте по мере необходимости; или полинейный вал – на заводе, где отсутствует электроэнергия для сварки; или поокеанская яхта, морской крейсер или рабочая лодка – ремонтные работы посреди океана или иностранного порта; или повнедорожник с колесной формулой 4×4 – требует ремонта при эксплуатации вдали от посторонней помощи – в удаленной пустыне, в горах или джунглях!Для промышленной сварки больше не нужен огромный сварочный аппарат с приводом от двигателя, занимающий большую часть места в кузове пикапа (и большую часть полезной нагрузки).Новая технология ZENA заменяет этих устаревших гигантов комплектом подкапотного генератора, настолько маленьким и легким, что в нем нет: НИКАКОГО практического снижения полезной нагрузки транспортного средства – и НИКАКОЙ потери грузового пространства! Но вы заметите огромное снижение стоимости сварочного оборудования! Сварочные аппаратыZENA DC могут быть дооснащены существующими автономными двигателями всех типов, включая электродвигатели, гидравлические двигатели и даже пневматические двигатели. Установите аппарат для сварки под капотом ZENA, и ваш автомобиль станет:в любую погоду, куда угодно, коммерческие обязанности, мобильная сварочная станция, которая out выполняет ВСЕ другие высококачественные сильноточные сварочные аппараты с приводом от двигателя, аделает это без ЛЮБОГО снижения полезной нагрузки автомобиля!Прикрепите сварочный аппарат ZENA к отдельно стоящему двигателю или модернизируйте его, и вы получите непревзойденный портативный сварочный аппарат:создайте свой собственный портативный сварочный аппарат с приводом от двигателя (установка своими руками вполне соответствует возможностям типичного самодельного сварщика), ИЛИвосстановить изношенный сварочный аппарат с приводом от двигателя, ИЛИ дажестань сварщиком наездником!Установка проста – рассчитана на домашних мастеров.ВСЕ детали имеют модульную конструкцию, провода имеют цветовую маркировку, и все легко соединяется вместе. У нас даже есть заводские комплекты болтов в кронштейнах для большинства американских грузовиков, произведенных за последние 20 лет! Лучше всего, когда вы закончите, у вас будет совершенно новый сварочный аппарат ZENA для коммерческого использования – гораздо дешевле, чем изношенный портативный сварочный аппарат! Правильно, МЕНЬШЕ, чем стоимость сварочного аппарата, продающегося на аукционе, и от половины до одной пятой стоимости сопоставимого нового сварочного аппарата с приводом от двигателя! Не хотите создавать свои собственные? |
Используйте пистолет для катушек или устройство подачи катушек со сварочным аппаратом | ||
И последнее, но не менее важное: сварочные аппараты ZENA с новой технологией сваривают лучше и проще в использовании, чем другие сварочные аппараты с приводом от двигателя:
Мы не говорим и о тонких различиях – вы заметите
– намного лучшее проникновение для данной настройки тока;
улучшенные характеристики дуги;
очиститель швов рентгеновского качества;
упрощает сварку в нерабочем положении;
сварные швы лучше смещены; и
– беспрецедентный пользовательский контроль сварочного процесса.
Выберите сварочный аппарат со 100% -ным рабочим циклом, соответствующий вашим потребностям
Наша уникальная модульная технология выработки энергии и электронное управление позволяют устанавливать несколько независимо управляемых сварочных аппаратов на 150, 200, 250 А со 100% рабочим циклом на один двигатель – или комбинировать и синхронизировать несколько сварочных генераторов для создания единого гигантского электрогенератора, производящего Мощность сварки 800 ампер (или более).
А с принадлежностями ваш сварочный аппарат также может выполнять следующие функции: (подробнее о принадлежностях и моделях ниже)
Сварщик МИГ,
сварщик TIG, или
как электрически изолированное, полностью регулируемое быстродействующее зарядное устройство на большой ток!
Идеально подходит для сервисных грузовиков и сельскохозяйственных машин.
Как сделать машину для точечной сварки
ВВЕДЕНИЕ:
Форма контактной сварки, точечная сварка – один из старейших методов сварки, при котором два или более металлических листа свариваются вместе без использования какого-либо присадочного материала. материал.
Этот процесс сварки включает в себя приложение давления и тепла к области сварки с использованием электродов из сплава меди, которые пропускают электрический ток через сварные детали.Материал заготовки плавится, детали расплавляются, и в этот момент отключается ток, давление медных электродов поддерживается, а расплавленный «самородок» затвердевает, образуя сварное соединение.
Сварочное тепло создается за счет передачи электрического тока, который передается на заготовку через электроды из медного сплава. Для изготовления электродов используется медный материал, поскольку он имеет высокую теплопроводность и низкое электрическое сопротивление по сравнению с большинством других материалов, что обеспечивает выделение тепла преимущественно в деталях, а не в медных электродах.
При точечной сварке, благодаря более низкой теплопроводности и более высокому электрическому сопротивлению, стальной материал сравнительно легко поддается точечной сварке, при этом низкоуглеродистая сталь наиболее подходит для процесса точечной сварки. Однако стали с высоким содержанием углерода склонны к низкой вязкости разрушения в сварных швах, поскольку они имеют тенденцию к образованию твердых и хрупких микроструктур.
Процесс точечной сварки находит применение в нескольких отраслях промышленности, включая автомобилестроение, авиакосмическую промышленность, железную дорогу, металлическую мебель, медицинское строительство и строительные процессы.
Чтобы соединить детали с помощью процесса точечной сварки, они должны быть точно выровнены, так как исправление после сварки непросто. При точечной сварке для сварки деталей выбираются подходящие электроды из медного сплава, которые могут выдерживать высокие температуры и давления. Если электроды из медного сплава установлены правильно, включается ток, который течет от одного электрода к другому с очень большим током. Сварочный материал нагревается настолько, что становится жидким, и обе детали соединяются.В этом процессе время, в течение которого электрический ток должен протекать через заготовки, варьируется в зависимости от материала контактной сварки
A, процесс точечной сварки является одним из самых старых методов сварки, при котором свариваются два или более металлических листа. вместе без использования каких-либо наполнителей.
Этот процесс сварки включает в себя приложение давления и тепла к области сварки с использованием электродов из сплава меди, которые пропускают электрический ток через сварные детали.Материал заготовки плавится, детали расплавляются, и в этот момент отключается ток, давление медных электродов поддерживается, а расплавленный «самородок» затвердевает, образуя сварное соединение.
Сварочное тепло создается за счет передачи электрического тока, который передается на заготовку через электроды из медного сплава. Для изготовления электродов используется медный материал, поскольку он имеет высокую теплопроводность и низкое электрическое сопротивление по сравнению с большинством других материалов, что обеспечивает выделение тепла преимущественно в деталях, а не в медных электродах.
При точечной сварке, благодаря более низкой теплопроводности и более высокому электрическому сопротивлению, стальной материал сравнительно легко поддается точечной сварке, при этом низкоуглеродистая сталь наиболее подходит для процесса точечной сварки. Однако стали с высоким содержанием углерода склонны к низкой вязкости разрушения в сварных швах, поскольку они имеют тенденцию к образованию твердых и хрупких микроструктур.
Процесс точечной сварки находит применение в нескольких отраслях промышленности, включая автомобилестроение, авиакосмическую промышленность, железную дорогу, металлическую мебель, медицинское строительство и строительные процессы.
Чтобы соединить детали с помощью процесса точечной сварки, они должны быть точно выровнены, так как исправление после сварки непросто. При точечной сварке для сварки деталей выбираются подходящие электроды из медного сплава, которые могут выдерживать высокие температуры и давления. Если электроды из медного сплава установлены правильно, включается ток, который течет от одного электрода к другому с очень большим током. Сварочный материал нагревается настолько, что становится жидким, и обе детали соединяются.В этом процессе время, в течение которого электрический ток должен проходить через заготовки, варьируется в зависимости от материала заготовки и ее толщины. Если детали плотно соединены, медные электроды удаляются, чтобы повторить тот же процесс в следующей точке сварки.
Заготовка и ее толщина. Если детали плотно соединены, медные электроды удаляются, чтобы повторить тот же процесс в следующей точке сварки.
Используемые детали:
Трансформатор для микроволновой печи
Кусок фанеры 21 дюйм * 4.25 дюймов (18 мм) для основания
4 дюйма Охлаждающий вентилятор 230 В переменного тока
Медный сварочный кабель 50 квадратных мм (длина 1,5 метра)
Двухпозиционный переключатель
Световой индикатор панели
Переключатель угловой шлифовальной машины bosch 6-100 модель
Пружина
2 медных болта № 5/16 (длина 42 мм)
4 медных гайки № 5/16
2 медных наконечника
Металлический лист
3 шт. Кусочки фанеры 4 дюйма * 4 ”(Толщина 18 мм)
Деревянная деталь
Электрический провод 3-жильный (1 квадратный мм)
3 шт.болт с полукруглой головкой 6 мм с высоким удлинением (длина 120 мм)
Металлическая ручка
Зажимы
Винты
Гвозди
Буферы из 6 шт. ПВХ
Как сделать:
Первый шаг – снять вторичную катушку с микроволновой печи печь трансформатор. Я покупаю этот трансформатор в ремонтной мастерской, он подержанный.
Затем пропустите медный сварочный кабель от этого трансформатора, как показано на рисунке. Я использовал 50 квадратных мм и 1.Тяжелый медный сварочный кабель длиной 5 метров.
Присоедините медные наконечники к обоим концам сварочного кабеля.
Следующим шагом является прикрепление охлаждающего вентилятора к фанерному основанию с помощью алюминиевого L-образного канала и винтов.
Прикрепите кусок фанеры размером 4 дюйма * 4 дюйма к основанию и прикрепите трансформатор микроволновой печи к этой фанере с помощью винтов, как показано на рисунке.
Прикрепите кусок фанеры к основанию, а также прикрепите к нему сварочный кабель с помощью зажимов, как показано на рисунке.
Отрежьте куски фанеры. Просверлите отверстия диаметром 6 мм. Прикрепите деревянную деталь (ручку) между двумя частями фанеры с помощью 6-миллиметрового болта с половинной резьбой и длиной 120 мм, как показано на рисунке.
Прикрепите этот фанерный комплект к основанию с помощью винтов.
Сделайте прорезь на деревянной детали, используя направляющую для циркулярной пилы, чтобы прикрепить переключатель модели bosch GWS 6-100 угловой шлифовальной машины к этому пазу.
Прикрепите 5/16 медных болтов (длина 42 мм) с 4 шт.5/16 медных гаек в обоих медных наконечниках, как показано на рисунке.
Закрепите пружину с помощью длинного 120-мм болта с половинной резьбой 6 мм.
Последний этап – изготовление крышки для аппарата точечной сварки. Я сделал крышку из металлического листа. Вырежьте из листового металла идеального размера и согните его с помощью гибочного станка, как показано на рисунке.
Просверлите отверстия для выпуска воздуха из них. Сделайте прорезь для выключателя.
Просверлите отверстие для светового индикатора.
Прикрепите металлическую ручку к крышке с помощью болтов с внутренним шестигранником.
Присоедините двухпозиционный переключатель и индикаторную лампу.
Принципиальная схема аппарата для точечной сварки, как показано на изображении.
Прикрепите эту крышку из листового металла к сварочному аппарату.
Прикрепите 6 буферов ПВХ под основанием для точечной сварки.
Я покрасил этот аппарат для точечной сварки.Теперь этот аппарат для точечной сварки готов к работе.
Процесс точечной сварки в основном выполняется на переменном токе. Для этого процесса также возможен постоянный ток, но он используется редко.
Для точечной сварки используются так называемые клещи для точечной сварки. В основном они используются на мобильном оборудовании для контактной сварки. Ручная точечная сварка сегодня используется в мастерских по ремонту кузовов автомобилей или в ремесленных предприятиях.
Для лучшего понимания посмотрите видео, представленное ниже.
Опасности при сварке и как их избежать
Сварка – это процедура, при которой два металла нагреваются, плавятся и смешиваются для образования стыка между ними. Сварка – это отдельная техническая область, охватывающая более 70 различных сварочных процессов. Некоторыми распространенными типами являются дуговая сварка защищенным металлом (SMAW), дуговая сварка вольфрамовым электродом (GTAW) и дуговая сварка под флюсом (SAW).
Сварочные процедуры представляют определенную опасность для здоровья операторов и окружающих рабочих, в том числе воздействие паров металлов и ультрафиолетового излучения.Сварка, резка и пайка также сопряжены с риском несчастных случаев, таких как ожоги, повреждение глаз, поражение электрическим током и порезы. Большинство этих опасностей можно предотвратить с помощью инженерного контроля, обучения и средств индивидуальной защиты (СИЗ). Предотвращение несчастных случаев во время сварки – важный элемент безопасности на строительной площадке.
Наши услуги по управлению строительством делают процесс строительства более безопасным и эффективным.
Наиболее распространенные опасности при сварке
Как упоминалось ранее, сварка представляет опасность как для сварщиков, так и для тех, кто работает поблизости.Важно знать о рисках, связанных со сваркой, и мерах предосторожности для предотвращения несчастных случаев и травм. Вот список наиболее распространенных опасностей и рисков позы при сварке:
Удар электрическим током
При дуговой сварке для плавления металлов используются электрические цепи под напряжением. Это создает риск поражения электрическим током, которое происходит, когда сварщик касается двух металлических предметов, между которыми есть разница напряжений. Поражение электрическим током представляет собой серьезную опасность при сварке и может привести к тяжелым травмам или смерти.Даже если поражение электрическим током не смертельно, сварщики могут потерять равновесие и упасть с высокой поверхности (Источник: Welderhub.com).
Инциденты поражения электрическим током подразделяются на две категории: поражение первичным напряжением и поражение вторичным напряжением.
- Поражение первичным напряжением чрезвычайно опасно, так как оно колеблется от 230 до 260 вольт. Это может произойти при прямом контакте с внутренней частью сварочного оборудования и другими заземленными металлами.
- Наиболее распространенным типом является удар вторичным напряжением, возникающий при прикосновении к части цепи электрода, в диапазоне от 20 до 100 вольт.
Более высокое напряжение может привести к более высокому току, и существует повышенный риск смерти от поражения электрическим током. В зависимости от условий электрошока в 50 вольт может быть достаточно, чтобы ранить или убить оператора.
Ключом к предотвращению поражения электрическим током является надлежащая изоляция, а все оборудование должно быть сухим и в хорошем состоянии. Следующие рекомендации могут снизить риск поражения электрическим током при сварке:
- Не прикасайтесь к металлическим частям электрододержателя, особенно если ваша кожа или одежда влажные.
- Сварщики должны носить сухие перчатки в хорошем состоянии.
- Обеспечьте сварщиков резиновыми ковриками или другими видами изоляции.
- Выполняйте процедуры блокировки и маркировки при ремонте, только квалифицированные специалисты должны ремонтировать сварочное оборудование.
- Перед работой выполните надлежащий осмотр сварочного оборудования и электрододержателя.
- Примите дополнительные меры безопасности при работе во влажных местах, металлических конструкциях и стесненных условиях, когда необходимо стоять на коленях или работать в неудобном положении.
Опасности возгорания
Сварка генерирует искры, которые разбрызгиваются на расстояние до 35 футов и могут вызвать опасность возгорания. Когда это происходит, работники с жиром на одежде подвергаются наибольшему риску получить ожоги. Легковоспламеняющиеся химические вещества всегда следует хранить вдали от сварочных зон, чтобы избежать пожара, который может повредить все помещение. Следующие меры могут помочь предотвратить возгорание во время сварки:
- Держите под рукой огнетушитель.
- Уберите беспорядок в рабочем пространстве.
- Храните горючие вещества, такие как бензин, дерево, картон и легковоспламеняющиеся химикаты, вдали от рабочего места.
- Используйте огнестойкие экраны, если горючие материалы нельзя перемещать.
- Запыленные места могут создавать дополнительные риски при сварке. Высокая концентрация мелких частиц может окисляться без предупреждения, что может привести к вспышке пожара или взрыва.
Дым и газы
Сварка подвергает персонал воздействию невидимых газообразных паров, таких как озон, азот, оксиды хрома, оксиды никеля и оксид углерода.Уровень повреждения зависит от газа, концентрации и продолжительности воздействия. Некоторые заболевания, вызываемые сварочными парами и газами, включают пневмонию, астму, рак и лихорадку от дыма металла. Эффекты также могут включать раздражение горла, легких и глаз. Следующие рекомендации могут минимизировать воздействие паров и газов:
- Защита головы от дыма.
- Используйте вентиляцию и местную вытяжку для удаления вредных газов.
- При недостаточной вентиляции используйте одобренные респираторные устройства.
- Мониторинг уровней загрязняющих веществ для определения качества воздуха.
- Прочтите паспорт безопасности материала (MSDS) электродов, чтобы узнать, какие пары будут выделяться.
Физические опасности
Во время сварочных работ существует множество физических опасностей, таких как ожоги, повреждение глаз, порезы и раздавливание пальцев. Физические опасности можно значительно снизить с помощью соответствующих средств индивидуальной защиты (СИЗ). Соответствующие СИЗ для сварщиков включают:
- Сварочные маски с боковыми щитками: Маски обеспечивают защиту от УФ-излучения, частиц, мусора и химических ожогов.Регулировка фильтров линз необходима для защиты глаз, а также для четкого зрения во время работы.
- Респираторы: обеспечивают защиту от газов и паров.
- Огнестойкая одежда: снижает риск ожогов от тепла, огня и излучения.
- Защита органов слуха: Обеспечивает защиту от шума и вибрации на рабочем месте.
- Ботинки и перчатки: Изолированные огнестойкие перчатки и ботинки с жестким носком на резиновой подошве защищают сварщиков от таких опасностей, как поражение электрическим током и падающие предметы.
Заключение
Меры безопасности при сварке предназначены для защиты рабочих от опасностей, возникающих во время сварочных процедур. Чтобы свести к минимуму проблемы со здоровьем и травмы, связанные с безопасностью, на рабочих местах важны учебные занятия и регулярные проверки сварочного оборудования.
