
Флюсы и припои для пайки
Для пайки паяльником применяется припой, а чтобы припой хорошо растекался по поверхности соединяемых пайкой деталей, используют вещество, которое называется флюс. В зависимости от металла деталей и их размеров, крепости и герметичности пайки необходимо выбирать определенную марку припоя и флюса. Информация в таблицах поможет Вам подобрать необходимый припой и флюс для пайки.
Припой — это легкоплавкий сплав металлов, предназначенный для соединения проводов, выводов, деталей и узлов пайкой. Ранее припои обозначали тремя буквами — ПОС (припой оловянно-свинцовый), за которыми идет двузначное число, показывающее содержимое олова в процентах, например ПОС-40, ПОС-60.
Лучший припой — чистое олово. Однако оно дорогое и используется в исключительных случаях. Во время радиомонтажа чаще применяют оловянно-свинцовые припои. По прочности спаивания они не уступают чистому олову. Плавятся такие припои при температуре 180 – 200 °С.
Выбор припоя для пайки
Выбор припоя производят в зависимости от таких факторов: от соединяемых металлов или сплавов, от способа пайки, от температурных ограничений, от размера деталей, от требуемой механической прочности, от коррозийной стойкости и др.
Для пайки толстых проводов используют припой с температурой плавления более высокой, чем для пайки тонких проводов.
В некоторых случаях необходимо учитывать и электропроводность припоя (напоминание: удельное сопротивление олова равно 0,115 Ом х мм2/м, а свинца — 0,21 Ом х мм2/м).
Разновидности припоев.
Припои разделяются на три группы: тугоплавкие, легкоплавкие и сверхлегкоплавкие. Тугоплавкие припои (радиолюбители их практически не используют). К тугоплавким относятся припои с температурой плавления свыше 500 °С, создающие очень высокую механическую прочность соединения (сопротивление разрыву до 50 кг/мм2). Недостатком их является именно то, что они требуют высокой температуры нагрева и, хотя прочность такой пайки получается весьма высокой, интенсивный нагрев может привести к нежелательным последствиям: можно, например, «отпустить» стальную деталь.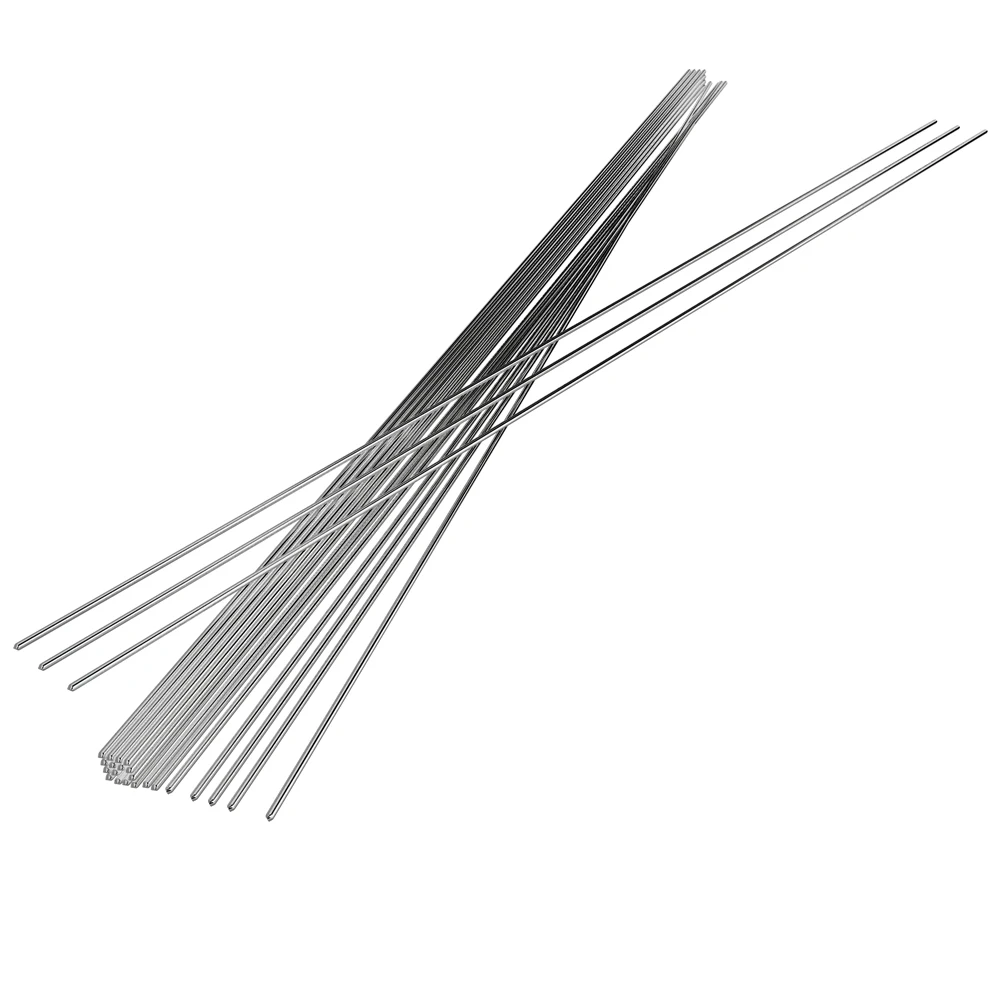
Недостатком твердых припоев является то, что они требуют высокой температуры нагрева, и хотя прочность такой пайки весьма высока, интенсивный нагрев может привести к весьма нежелательным последствиям: можно перегреть дорогостоящую деталь и вывести ее из строя (например, транзистор или микросхему), можно «отпустить», например, стальную деталь (пружину).
Легкоплавкие (радиолюбительские) припои. К этой категории относятся припои с температурой плавления до 400 °С, имеющие сравнительно невысокую механическую прочность (сопротивление разрыву до 7 кг/мм2). При радиотехнических монтажных работах применяются главным образом легкоплавкие припои. В их состав входят олово и свинец в различных пропорциях, например, припой ПОС-61 , который содержит 61% свинца, 38 % олова и 1% различных присадок.
Сверхлегкоплавкие (радиолюбительские) припои. Существуют также сплавы, в состав которых, кроме олова и свинца, входят висмут и кадмий. Эти сплавы наиболее легкоплавкие: у некоторых из них температура плавления менее 100 °С. Механическая прочность соединения у таких сплавов весьма невелика. Раньше их применяли для пайки кристаллов в кристаллических детекторах. В настоящее время легкоплавкие кадмий-висмутовые сплавы находят применение при ремонте печатного монтажа. Используются они также для пайки транзисторов, так как по техническим условиям их рекомендуется паять припоем с температурой плавления, не превышающей 150 °С.
Механическая прочность соединения у таких сплавов весьма невелика. Раньше их применяли для пайки кристаллов в кристаллических детекторах. В настоящее время легкоплавкие кадмий-висмутовые сплавы находят применение при ремонте печатного монтажа. Используются они также для пайки транзисторов, так как по техническим условиям их рекомендуется паять припоем с температурой плавления, не превышающей 150 °С.
Для пайки транзисторов можно применять так называемый сплав Вуда с температурой плавления 75 °С, в состав которого входят: олово — 13%, свинец — 27%, висмут — 50%, кадмий — 10%. Сплав Вуда можно приготовить по указанному рецепту самому или купить в аптеке. Пайка ведется слабо нагретым паяльником. В качестве флюса используется канифоль.
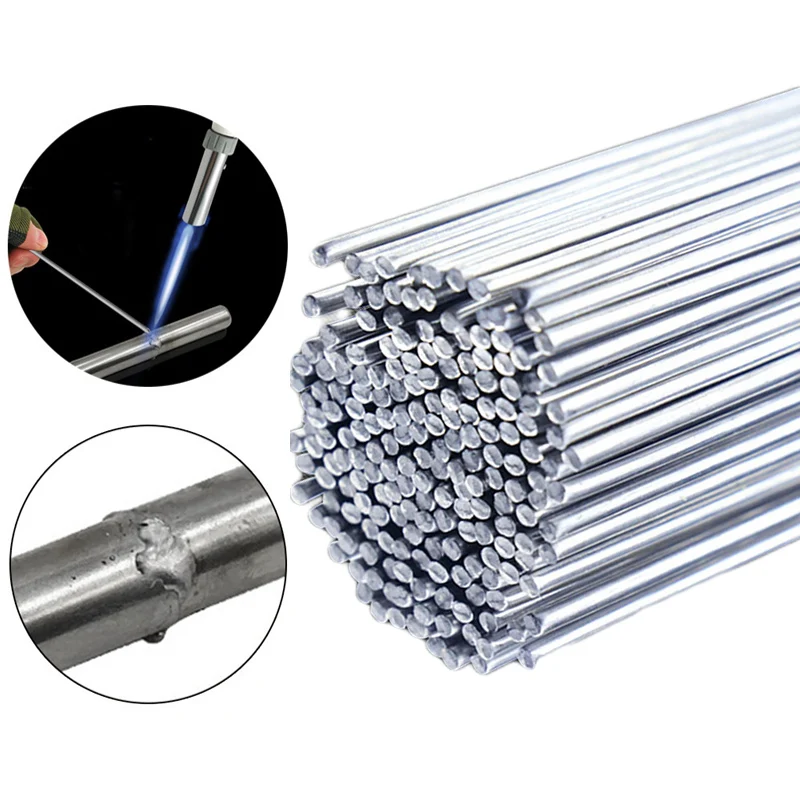
Форма радиолюбительских припоев
В прошлом веке порекомендовали оловянный прут сечением 10 мм. Сейчас для пайки пользуются припойной проволокой сечением от 1 до 5 мм. Наиболее распространены 1,5—2 мм многоканальные припои. Многоканальность означает, что внутри оловянной проволоки расположены несколько каналов флюса, который обеспечивает образование ровной блестящей и надежной пайки.
Многоканальность означает, что внутри оловянной проволоки расположены несколько каналов флюса, который обеспечивает образование ровной блестящей и надежной пайки.
Продается такой припой в мотках — на радиорынках, в колбах — в которых он находится свернутым в спираль, и в бобинах (в них количество припоя такое, что его хватит не на один год). Рекомендуется приобретать в виде проволочки, толщиной со спичку — удобнее паять.
При пайке монтажных проводов радиоаппаратуры удобно пользоваться оловянно-свинцовыми припоями, отлитыми в виде тонких прутков диаметром 2 – 2,5 мм. Такие прутки можно изготовить самому, выливая расплавленный припой в сосуд, в дне которого заранее проделано отверстие. Сосуд при этом следует держать над листом жести или металлической плитой. После остывания прутки следует разрезать на куски необходимой длины.
Современные припои, используемые при пайке электронных схем, выпускаются в виде тонких трубочек, заполненных специальной смолой (колофонием), выполняющей функции флюса. Нагретый припой создает внутреннее соединение с такими металлами, как медь, латунь, серебро и т. д., если выполнены следующие условия: поверхности подлежащих пайке деталей должны быть зачищены, то есть с них необходимо удалить образовавшиеся с течением времени пленки окислов, деталь в месте пайки необходимо нагреть до температуры, превышающей температуру плавления припоя. Определенные трудности при этом возникают в случае больших поверхностей с хорошей теплопроводностью, поскольку мощности паяльника может не хватить для ее нагрева.
Нагретый припой создает внутреннее соединение с такими металлами, как медь, латунь, серебро и т. д., если выполнены следующие условия: поверхности подлежащих пайке деталей должны быть зачищены, то есть с них необходимо удалить образовавшиеся с течением времени пленки окислов, деталь в месте пайки необходимо нагреть до температуры, превышающей температуру плавления припоя. Определенные трудности при этом возникают в случае больших поверхностей с хорошей теплопроводностью, поскольку мощности паяльника может не хватить для ее нагрева.
Самостоятельное приготовление припоя
Для самостоятельного приготовления припоя компоненты состава (олово и свинец) отвешивают на весах, расплавляют смесь в металлическом тигле над газовой горелкой и, перемешав расплав стержнем из стали, стальной пластинкой снимают пленку шлака с поверхности расплава. Затем осторожно разливают расплав в формы — желоба из жести, дюралюминия или гипса.
Плавку необходимо выполнять в хорошо проветриваемом помещении, надев защитные очки, перчатки и фартук из грубой ткани.
Флюсы для пайки
Для чего при пайке нужен флюс? Во время пайки температура соединяемых деталей значительно повышается. При этом скорость окисления металлических поверхностей возрастает. В итоге припой хуже смачивает соединяемые детали. Поэтому необходимо использовать вспомогательные вещества, флюсы.
Что такое флюс? Флюс — это вспомогательный материал, который призван во время пайки удалять оксидную пленку с деталей, подвергаемых пайке, и обеспечивать хорошее смачивание поверхности детали жидким припоем. Без флюса припой может не прикрепиться к поверхности металла. Назначение флюсов: надежно защищают поверхность металла и припоя от окисления, улучшают условия смачивания металлической поверхности расплавленным припоем.
Действие флюса зависит от его состава, имеемые флюсы: или растворяют окисные пленки на поверхности металла (а иногда и сам металл), или предохраняют металл от окисления при нагреве. Таким образом, флюс образует защитную пленку над местом пайки.
Флюс уже содержится в современном припое в виде тонкого сердечника. При расплавлении припоя он распределяется по поверхности жидкого металла. Флюсом покрывают поверхности уже залуженных металлов также и перед их соединением (собственно пайкой). При этом флюс является ПАВ, то есть Поверхностно Активным Веществом. После соприкосновения деталей избыток флюса между ними вылезает наружу и все время испаряется потому, что температура его испарения ниже, чем у припоя.
Флюсы бывают разные. Например, для ремонта металлической посуды пользуются «паяльной кислотой» — раствором цинка в соляной кислоте. Паять радиоконструкции с таким флюсом нельзя — со временем он разрушает пайку. Для радиомонтажа надо применять флюсы, в которых нет кислоты, например, канифоль.
Требования к радиолюбительским флюсам
Выбор флюса — важный вопрос. Раньше использовалась только канифоль, другого флюса не было. Чем плоха канифоль — канифоль, спиртовой канифольный флюс относятся к категории активных флюсов. Первый недостаток — при высоких температурах удаляется не только оксид металла, но и сам металл. Второй недостаток — очистка платы после пайки с канифолью является большой проблемой. Смыть остатки можно только спиртом или растворителями (да и то, порой проще отковырять чем-то острым).
Первый недостаток — при высоких температурах удаляется не только оксид металла, но и сам металл. Второй недостаток — очистка платы после пайки с канифолью является большой проблемой. Смыть остатки можно только спиртом или растворителями (да и то, порой проще отковырять чем-то острым).
Остатки флюса на плате не только некрасиво с эстетической точки зрения, но и вредно. На платах с малыми зазорами между проводников возможен рост дендритов (проще говоря, замыканий) вызванных гальваническими процессами на загрязненной поверхности. Каков же выход — на современном рынке материалов можно найти широкую гамму флюсов, которые смываются обычной водой, не разрушают жало паяльника и обеспечивают высокое качество пайки. Продаются такие флюсы, как правило, в шприцах, что очень удобно для использования.
Независимо от того, какой флюс используется, готовую пайку нужно обязательно протирать тряпочкой, смоченной в спирте-ректификате или ацетоне, а также прочищать жесткой щеточкой или кисточкой, смоченной растворителем, для удаления остатков флюса и грязи. В некоторых исключительных случаях вместо канифоли можно пользоваться ее заменителями:
В некоторых исключительных случаях вместо канифоли можно пользоваться ее заменителями:
– канифольным лаком, имеющимся в продаже в хозяйственных магазинах. Его можно применять как жидкий флюс взамен раствора канифоли в спирте. Этот же лак можно использовать и для антикоррозийного покрытия металлов.
– живицей — смолой сосны или ели — доступным материалом, особенно любителям, живущим в сельской местности. Такой флюс можно приготовить самому. Набранную в лесу с деревьев смолу нужно растопить в жестяной банке на слабом огне (на сильном огне смола может воспламениться). Расплавленную массу разлить в спичечные коробки.
– таблеткой аспирина, имеющейся в любой домашней аптечке. Недостаток этого флюса — неприятный запах дыма, выделяющийся при плавлении аспирина.
Сейчас выпускается большое количество разнообразных, так называемых «безотмывочных», флюсов, как жидких, так и в виде полужидкого геля. Особенность их такова, что они не содержат компонентов, вызывающих окисление и коррозию соединяемых деталей, не проводят электрический ток и не требуют промывки платы после пайки. Хотя все равно лучше после завершения пайки удалять с припаянных деталей все остатки флюса.
Хотя все равно лучше после завершения пайки удалять с припаянных деталей все остатки флюса.
Для нанесения жидкого флюса можно воспользоваться кисточкой, ватной палочкой или просто спичкой, но удобнее пользоваться так называемым «флюсапликатором». Можно попробовать купить фирменный флюсапликатор стоимостью примерно 20—30$, но куда проще и дешевле сделать его самому. Для этого потребуется кусочек силиконового или резинового шланга с внутренним диаметром 5 – 6 мм и одноразовый медицинский шприц.
Шприц разрезается на 2 части. Обе части вставляются в резиновую трубку. Иголка слегка укорачивается, ее можно для удобства пользования слегка изогнуть. Слегка нажимая на шланг, выдавливаем из кончика капельку флюса на припаиваемые детали и производим пайку. При хранении, чтобы не засыхала иголка внутрь нее можно вставлять тонкую проволоку. Так же удобно пользоваться флюсом в виде геля или пасты. Для его нанесения тоже можно воспользоваться одноразовым шприцем, только из-за его густоты иголку шприцевую придется взять потолще.
Ранее ЭлектроВести писали, Украина через три года будет вынуждена покрывать дефицит электроэнергии за счет ее импорта в случае дальнейшего невыполнения Национального плана сокращения выбросов от больших сжигательных установок (НПСВ) на ТЭС.
По материалам: electrik.info.
Пайка – P-TECH.org
Начните с демонстрации подготовки паяльника. Чистый паяльник имеет большое значение при пайке. Убедитесь, что наконечник паяльника чистый и луженый. Лужение наконечника означает нанесение небольшого количества припоя непосредственно на наконечник паяльника, а затем вытирание его влажной губкой (или латунной ватой), которая обычно встроена в подставку паяльника. На наконечнике остается тонкий слой припоя, оставляя блестящий серебристый вид. Чтобы продлить срок службы паяльника, его наконечник следует лудить до и после каждого сеанса пайки.
Важно также добавить, что когда паяльник не используется, выключите его. Это предотвратит образование нагара на наконечнике паяльника, что может затруднить его использование/очистку.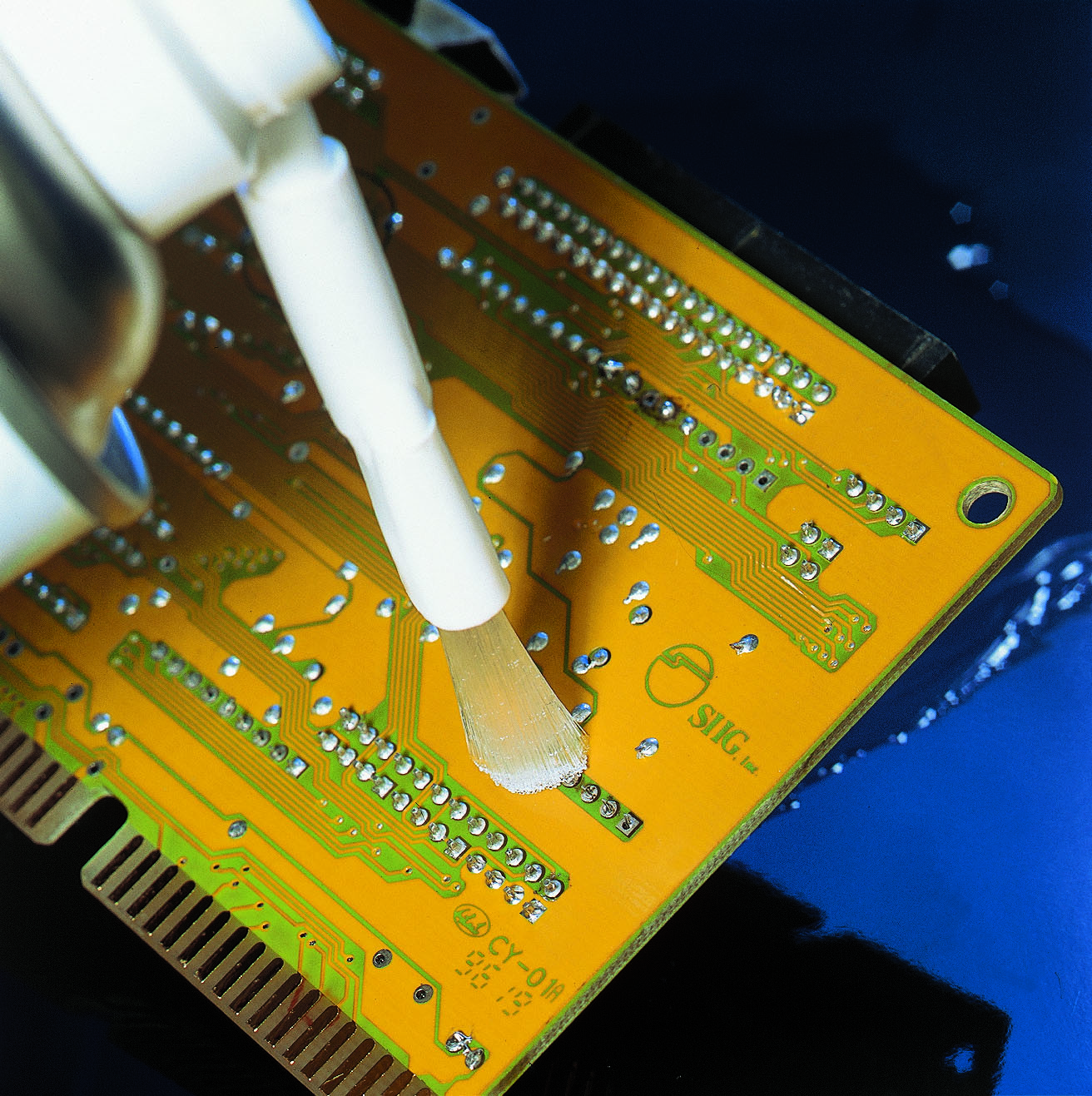 Если у вас возникли проблемы с лужением наконечника, потому что он почернел, для его восстановления можно использовать очиститель наконечника/пиннер.
Если у вас возникли проблемы с лужением наконечника, потому что он почернел, для его восстановления можно использовать очиститель наконечника/пиннер.
Студенты могут просунуть проволоку через отверстие с покрытием и закрепить детали. Если они будут двигаться во время пайки, соединение не получится. Их можно закрепить с помощью липкой ленты или с помощью зажимов. Хорошим способом предотвращения смещения детали является выгибание ее ножек после того, как она просунута в отверстия.
Теперь студенты могут сделать паяное соединение. Три момента, о которых следует помнить:
- Перемещение припоя с холодной поверхности на горячую
- Припой легче всего перемещается по “смачиваемым” поверхностям, на которых уже есть немного припоя. Флюс улучшает смачивание. Наконечник утюга должен быть блестящим, а припой должен перемещаться по утюгу (не скапливаться на паяльной проволоке).
- “Сладкое место” утюга находится на боковой стороне наконечника, на 1-2 мм вверх от его конца.
 Мы должны использовать эту поверхность для контакта спаиваемых деталей.
Мы должны использовать эту поверхность для контакта спаиваемых деталей.
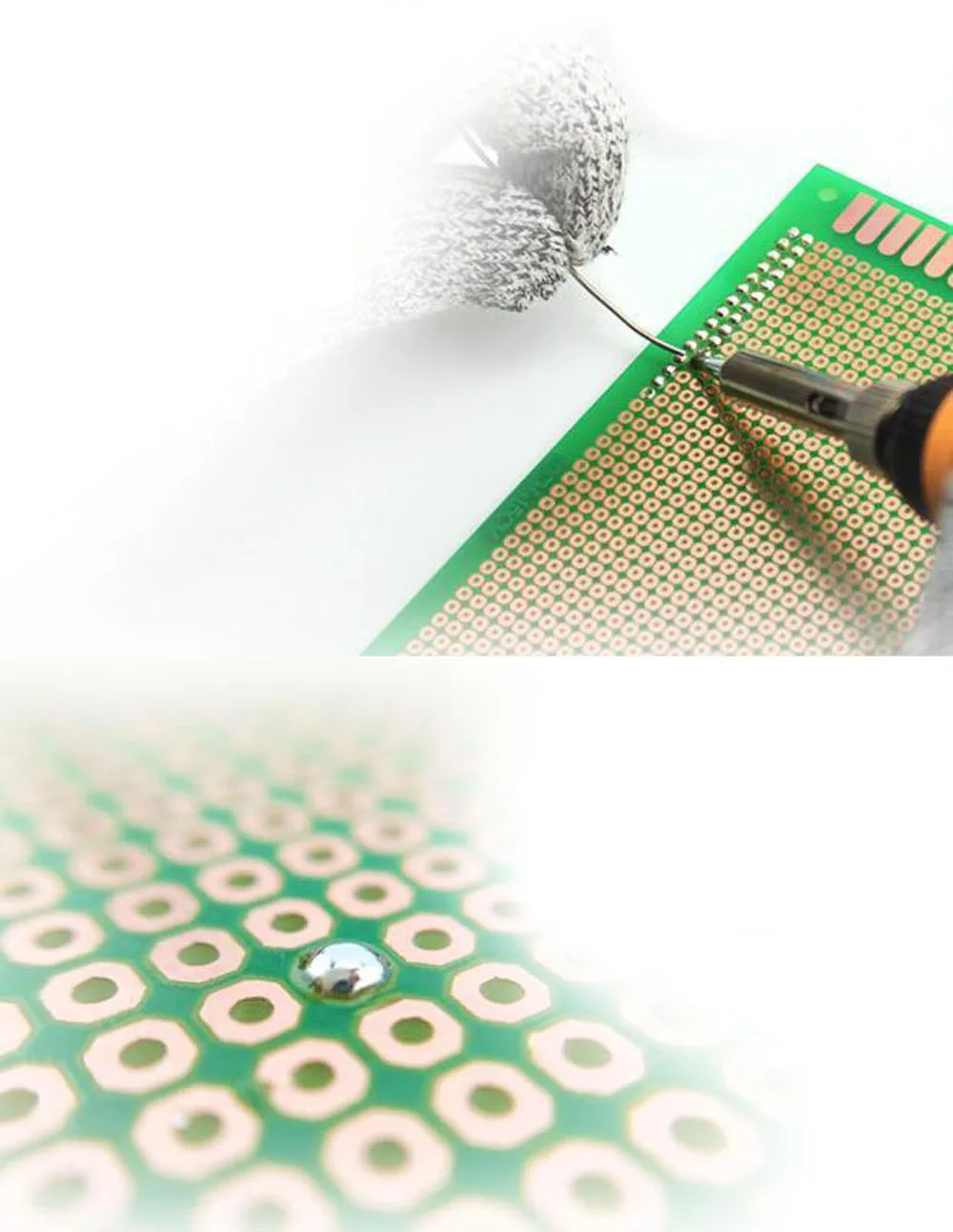
1. Лудите наконечник паяльника, расплавляя на нем припой, а затем вытирая излишки припоя о губку. Это обеспечит хорошее смачивание наконечника паяльника.
2. Прикоснитесь боковой стороной паяльника к соединению так, чтобы он соприкасался и с проволокой, и с отверстием с покрытием. Это “приятное место”.
3. Нанесите припой так, чтобы он касался проволоки и залуженного отверстия на стороне, противоположной той, к которой прикасается утюг; держите его там, пока припой не расплавится и не потечет, покрывая пластину и проволоку.
4. Когда припой покроет отверстие и проволоку, удалите припойную проволоку из соединения.
5. Удалите паяльник из соединения. Если шаг 5 произойдет раньше шага 4, проволока припоя застынет на соединении! Если соединение некачественное, повторите описанные выше шаги.
Форма сустава должна выглядеть следующим образом:
Вот некоторые примеры того, как должен выглядеть сустав, и распространенные проблемы:
Продемонстрируйте создание паяного соединения:
- Используйте ножницы для снятия изоляции с провода
- Согните проволоку и просуньте ее через два отверстия в макетной плате; проволока должна торчать через сторону с покрытием на отверстиях
- Выполните паяное соединение, как показано выше.
 2 опытной платы. Когда учащиеся закончат, они должны заново намазать наконечник утюга и выключить его.
2 опытной платы. Когда учащиеся закончат, они должны заново намазать наконечник утюга и выключить его.Совет: Распространенной ошибкой является нанесение припоя на кончик паяльника, а затем “вытирание” припоя на плату. Это не сработает, всегда наносите припой на паяемую площадку и вывод, пока паяльник нагревает площадку и вывод.
Как паять латунью в домашних условиях: как запаять латунь
Латунь является одним из самых популярных сплавов во многих отраслях от судо- и машиностроения до создания изделий выступающих в качестве элементов декора. В данной статье мы разберемся в вопросе: Как паять латунью в домашних условиях.
СОДЕРЖАНИЕ СТАТЬИ
СВОЙСТВА ЛАТУНИ
К основным свойствам латуни относят:
- Хорошую устойчивость к заржавливанию и коррозийному повреждению;
- Высокие антифрикционные показатели;
- Лояльность к металлам, позволяющая достаточно легко сваривать латунь практически с любыми металлами.
 Наиболее это свойство выражено у красной латуни томпака;
Наиболее это свойство выражено у красной латуни томпака; - Легкость в обработке;
- Способность сохранять пластичность, не теряя прочности при понижении температуры;
- Хорошие показатели эстетичности.
По своей сути латунь является сплавом меди и цинка. Процентное содержание цинка имеет достаточно широкие границы, варьирующие от 5 до 45%. Цинк является компонентом не только улучшающим качества, но и значительно снижающим стоимость.
Прежде чем подробнее разобрать как запаять латунь в домашних условиях, целесообразным будет рассмотрение некоторых нюансов, связанных с дальнейшим процессом.
ЧТО НУЖНО УЧИТЫВАТЬ ПРИ СПАЙКЕ ЛАТУНИ В ДОМАШНИХ УСЛОВИЯХ
При спайке латуни в домашних условиях необходимо учитывать:
- При спайке необходимо учитывать неоднородную структуру сплава. Наличие примесей разных компонентов, обязывает к наиболее тщательному подбору вспомогательных средств и приспособлений;
- Какой тип латуни предстоит обрабатывать: литейный, представляющий собой цельнолитой объект, или деформируемый, чаще всего встречающийся в виде проволоки, или отрезка ленты;
- Каково процентное содержание цинковой составляющей в данном сплаве;
- На поверхности изделий из латуни присутствует окисная пленка, требующая верного выбора флюса, который должен содержать более активные компоненты и быть способен к растворению покрытия.
 В связи с этим классический флюс и его применение могут быть не оправданны в случае работы с латуниевым сплавом. Наиболее целесообразно использовать флюс, содержащий, к примеру хлористый цинк;
В связи с этим классический флюс и его применение могут быть не оправданны в случае работы с латуниевым сплавом. Наиболее целесообразно использовать флюс, содержащий, к примеру хлористый цинк; - Под воздействием высоких температурных режимов, сплав латуни начинает активно выделять цинк, что приводит к пористости шва.
ВЫБОР МАТЕРИАЛОВ ДЛЯ ПАЙКИ ЛАТУНИ В ДОМАШНИХ УСЛОВИЯХ
Флюс
Основной функцией флюса в процессе пайки латуни в домашних условиях является ликвидация покровной пленки с поверхности изделия и недопущение ее появления в перспективе. Выбор флюса зависит от того, с какой именно латунью предстоит работать: двух-или многокомпонентной. В первом случае подойдет сочетание соляной, или борной кислоты с хлористым цинком. Для спайки многокомпонентных латуней состав подбирается более сложный. Так, например, для работы со сплавами, содержащими в составе свинец и кремний, целесообразно использовать смесь бора, фтора и калия. Наиболее рекомендуемыми марками флюсов принято считать: ПВ-209(работа при температуре от 700 до 900 градусов), ПВ-209-х(работа от 650 до 800 градусов) и готовый производственный состав “Бура”.

Помимо уже готовых производственных флюсов, можно использовать составы домашнего приготовления:
- Жидкие смеси. Классический вариант такого состава включает в себя:74% воды, 1% соляной кислоты и 25% хлорида цинка. Альтернативный вариант состоит из: 20гр. порошковой буры, 20гр. порошка борной кислоты и 200 мл воды. Все порошковые составляющие перед добавлением воды тщательно перемешиваются. Непосредственно перед использованием смесь подвергается кипячению и остужается;
- Пастообразные смеси. Наиболее распространенный состав пасты включает в себя: 16% канифоли и 4% цинка, смешанных с 80% вазелина для технических целей.
Применение флюсов домашнего приготовления в большинстве своем оправданно в случаях, если спайку произвести необходимо в кратчайшие сроки, а возможности приобрести профессиональное средство на данный момент нет.
Припой
Суть работы припойных материалов заключается в проникновении припоя, температура плавления которого ниже, чем у спаиваемых материалов, внутрь контактных поверхностей и соединение их после застывания.
 Достаточно часто в качестве припоя используются олово и свинец. Однако, стоит учесть, что подобное соединение не будет отличаться высокими показателями прочности и эстетической привлекательностью. Выбор наиболее подходящего припоя напрямую зависит от типа сплава и его составляющих. Так, для сплавов, в составе которых преобладает медь, наиболее целесообразны припои: серебряные ПСр-12 и ПСр-72, латунные ПМц36 и ПМц-54 и медно-фосфорные. Сплавы, большую процентную составляющую которых берет на себя цинк, требуют использования серебряных припоев не ниже ПСр-40.
Достаточно часто в качестве припоя используются олово и свинец. Однако, стоит учесть, что подобное соединение не будет отличаться высокими показателями прочности и эстетической привлекательностью. Выбор наиболее подходящего припоя напрямую зависит от типа сплава и его составляющих. Так, для сплавов, в составе которых преобладает медь, наиболее целесообразны припои: серебряные ПСр-12 и ПСр-72, латунные ПМц36 и ПМц-54 и медно-фосфорные. Сплавы, большую процентную составляющую которых берет на себя цинк, требуют использования серебряных припоев не ниже ПСр-40.Учитывая нюансы и некоторую прихотливость сплавов латуни, разработано достаточно большое количество профессиональных припоев для работы именно с латунью.
Наиболее популярные припои при пайке латуни дома:
- Медно-цинковые. Наиболее подходит для сплавов с высоким содержанием меди. При работе с таким припоем необходимо учитывать, что рабочая температура достаточно высока и может составлять 825(ПМЦ-36), 880(ПМЦ 48 и ПМЦ54) и более градусов;
- Серебряные.
 Такой припой содержит до 40% серебра, его отличают высокие показатели твердости. Наиболее распространены припои ПСР12, ПСр 72 и ПСр40 и выше для сплавов с большим содержанием цинка. В целом же такой тип припоя считается универсальным;
Такой припой содержит до 40% серебра, его отличают высокие показатели твердости. Наиболее распространены припои ПСР12, ПСр 72 и ПСр40 и выше для сплавов с большим содержанием цинка. В целом же такой тип припоя считается универсальным; - Медно-фосфорные. Наиболее распространены марки МФ1, МФ2, МФ3. Медно-фосфорные припои так же считаются универсальными, обладают хорошей пластичностью и электропроводимостью, но уступают серебрянным в прочности. Их преимуществом является достаточно низкая стоимость;
- Медные сплавы. Их использование наиболее оправдано, когда требуется создать шов высокого уровня прочности. Самой распространенной маркой считается LCUp-6-универсал.
ЭТАПЫ ПРОЦЕССА СПАИВАНИЯ ЛАТУНЬЮ
- Место спаивания тщательно очищается от загрязнений и обрабатывается флюсом.
- На подготовленное место проведения работы выкладывается припоечная стружка.
- Под строгим контролем уровня прогрева, не допускающим деформации деталей, производится собственно нагревание.

- Завершение работы. В этот момент расплавленный припой скрепляется шов и начинает затвердевать.
МЕТОДЫ ПРОГРЕВА ЛАТУНИ
Газовая горелка
Данное приспособление удобно прежде всего тем, что не требует наличия электроэнергии и способно обеспечивать нагрев без прямого контакта с припоем.
Этапы процесса работы с горелкой:
- Металлы подлежащие спайке очищаются от загрязнений, обрабатываются флюсовым составом и разогреваются на асбестовой пластине;
- Спаиваемые объекты плотно совмещаются краями;
- Место будущего шва повторно обрабатывается флюсом, равномерно наносимым кистью послойно;
- Припой в виде стружки ровным слоем наносится на место соединения;
- Пламя горелки регулируется до необходимой мощности. В начале работ, пламя устанавливается малоинтенсивным для начального легкого прогрева, необходимого, чтобы припой схватился с поверхностью;
- Интенсивность пламени увеличивается и происходит основной нагрев при температуре от 700 до 750 градусов, в результате которого латунь приобретает красный цвет;
- После полного расплавления припоя, горелка выключается и изделие остужается;
- Оценка полученного шва считается положительной, если шов не имеет ярко выраженных отличий от основной поверхности;
- Очистка изделия от остатков флюса.

Паяльник
Для проведения работ необходимо наличие паяльника мощность которого составляет не менее 1000ВТ. Средняя температура необходимая в этом случае составляет 500 градусов. Все остальные этапы спаивания аналогичны работам с газовой горелкой. Единственным нюансом, может являться необходимость использования твердого припоя при спаивании меди и латуни. В этом случае лучше использовать спайку при низких температурах, при помощи паяльника с мощностью не превышающей 100ВТ и ортофосфорной кислоты. В качестве припоя лучшие результаты показывает оловянно-свинцовый вариант с маркировкой ПОс-60.
ТЕХНИКА БЕЗОПАСНОСТИ ПРИ ПАЙКЕ ЛАТУНЬЮ В ДОМАШНИХ УСЛОВИЯХ
При учете того, что работать приходится с высокими температурами и, зачастую, на весьма ограниченном пространстве, необходимо строго соблюдать технику безопасности. Для этого все свариваемые составляющие должны быть надежно зафиксированы, а руки и лицо мастера защищены средствами индивидуальной защиты. В качестве защитных приспособлений используются очки и перчатки.
 Причем желательно, чтобы последние не были изготовлены из синтетических материалов, способных возгораться и оплавляться. Помимо этого стоит учитывать, что некоторые виды флюсов могут обладать достаточно ярко выраженным, специфическим запахом. Особенно стоит обратить на это внимание людям, склонным к аллергическим реакциям или имеющим заболевания дыхательной системы. В связи с этим не стоит пренебрегать наличием качественной вытяжной системы.
Причем желательно, чтобы последние не были изготовлены из синтетических материалов, способных возгораться и оплавляться. Помимо этого стоит учитывать, что некоторые виды флюсов могут обладать достаточно ярко выраженным, специфическим запахом. Особенно стоит обратить на это внимание людям, склонным к аллергическим реакциям или имеющим заболевания дыхательной системы. В связи с этим не стоит пренебрегать наличием качественной вытяжной системы.Отвечая на вопрос: “как паять латунью в домашних условиях“, можно ответить, что сам же процесс спайки латуни не составит сложностей, в случае, если будут неукоснительно соблюдены все необходимые условия и учтены все нюансы работы с латунью. Причем особенное внимание уделяется многокомпонентным сплавам и сплавам с высоким содержанием цинка, создающего на поверхности металла пленку, способную значительно усложнить весь ход работы.
КАК ПАЯТЬ ЛАТУНЬЮ В ДОМАШНИХ УСЛОВИЯХ: ВИДЕО
Выбираем флюс для пайки – radiomir96.
 ru
ruСоглашение о пользовании сайтом.
Настоящее Соглашение определяет условия использования Пользователями материалов и сервисов сайта www.radiomir96.ru (далее — «Сайт») КОМПАНИИ «РАДИОМИР».
- Условия об интеллектуальных правах
1.1. Все права на Сайт и на использование доменного имени (http://radiomir96.ru/) принадлежат Администрации Сайта. При этом под Администрацией Сайта в настоящем Соглашении понимается ИП Кокшаров А.Л, в дальнейшем именуемый КОМПАНИЯ «РАДИОМИР». Адрес – место нахождения: г. Екатеринбург, ул. 40 лет ВЛКСМ ,1, склад 14, ОГРН 307667411600056, ИНН 660704806240, тел. (343)379-08-09(10).
1.2. Ничто в настоящем Соглашении не может рассматриваться как передача исключительных прав на какие-либо материалы Сайта.
1.3. Использование материалов Сайта без согласия Администрации Сайта не допускается (статья 1270 ГК РФ). Для правомерного использования материалов Сайта необходимо заключение лицензионных договоров (получение лицензий) от Администрации сайта.

1.4. Кроме случаев, установленных действующим законодательством РФ, никакой Контент не может быть скопирован, скачан, распространён или иным способом использован по частям или полностью без предварительного разрешения Администрации Сайта.
1.5. При цитировании материалов Сайта, включая охраняемые авторские произведения, ссылка на Сайт обязательна (подпункт 1 пункта 1 статьи 1274 Г.К РФ).
- Предмет Соглашения
2.1. Предметом настоящего соглашения является предоставление Администрацией Сайта услуг по использованию Сайта и его сервисов.
2.2. Использование материалов и сервисов Сайта регулируется настоящим Соглашением и нормами действующего законодательства Российской Федерации.
2.3. Условия и порядок продажи Товаров в компании «РАДИОМИР» регулируются Правилами продажи товаров в компании «РАДИОМИР», которые размещены на Сайте в Разделе «Оплата и доставка».
2.4. Настоящее Соглашение является публичной офертой (ст.
 437 ГК РФ). Получая доступ к материалам Сайта Пользователь считается присоединившимся к настоящему Соглашению.
437 ГК РФ). Получая доступ к материалам Сайта Пользователь считается присоединившимся к настоящему Соглашению.2.5. Администрация Сайта вправе в любое время в одностороннем порядке изменять условия настоящего Соглашения без какого-либо специального уведомления. Такие изменения вступают в силу с момента размещения новой версии Соглашения на сайте. При несогласии Пользователя с внесенными изменениями он обязан отказаться от доступа к Сайту, прекратить использование материалов и сервисов Сайта.
2.6. Администрация сайта оставляет за собой право в любой момент без предварительного уведомления приостановить оказание услуг, являющихся предметом настоящего Соглашения, если это необходимо для обновления информации или проведения технических работ на Сайте, по соображениям безопасности или в результате форс-мажорных обстоятельств.
- Регистрация Пользователя на Сайте
3.1. Регистрация Пользователя на Сайте является бесплатной и добровольной.
 Регистрация Пользователя на Сайте позволяет Пользователю оформлять Заказы в компании «РАДИОМИР».
Регистрация Пользователя на Сайте позволяет Пользователю оформлять Заказы в компании «РАДИОМИР».3.2. При регистрации на Сайте Пользователь обязан представить Администрации Сайта достоверную информацию в целях присвоения данному Пользователю уникального логина и пароля доступа к Сайту.
3.3. Пользователь несёт ответственность за достоверность, полноту и соответствие действующему законодательству РФ предоставленной при регистрации на Сайте информации.
3.4. Пользователь не вправе передавать свои логин и пароль третьим лицам.
3.5. Пользователь несёт ответственность за сохранность своего логина и пароля.
3.6. Если Пользователем не доказано обратное, любые действия, совершённые с использованием его логина и пароля, считаются действиями самого Пользователя.
3.7. Пользователь обязан информировать Администрацию Сайта о несанкционированном использовании третьими лицами своего логина и пароля.
- Права и обязанности Пользователя
4.
 1. Пользователь соглашается не предпринимать действий, которые могут рассматриваться как нарушающие российское законодательство или нормы международного права, в том числе соблюдать приемлемые нормы поведения на Сайте, не распространять спам, вредоносное программное обеспечение, не нарушать норм законодательства в сфере интеллектуальной собственности, авторских и/или смежных правах, а также любых действий, которые приводят или могут привести к нарушению нормальной работы Сайта и сервисов Сайта.
1. Пользователь соглашается не предпринимать действий, которые могут рассматриваться как нарушающие российское законодательство или нормы международного права, в том числе соблюдать приемлемые нормы поведения на Сайте, не распространять спам, вредоносное программное обеспечение, не нарушать норм законодательства в сфере интеллектуальной собственности, авторских и/или смежных правах, а также любых действий, которые приводят или могут привести к нарушению нормальной работы Сайта и сервисов Сайта.4.2. Комментарии и иные записи Пользователя на Сайте не должны вступать в противоречие с требованиями законодательства Российской Федерации и общепринятых норм морали и нравственности.
4.3.Пользователь предупрежден о том, что Администрация Сайта не несет ответственности за посещение и использование им внешних ресурсов, ссылки на которые могут содержаться на сайте.
4.4.Пользователь принимает положение о том, что все материалы и сервисы Сайта или любая их часть могут сопровождаться рекламой.

4.5. Пользователю запрещается каким-либо способом, в том числе путём взлома, обмана, пытаться получить доступ к логину и паролю иного Пользователя.
- Защита персональных данных
5.1. Обработка персональных данных Пользователя осуществляется в соответствии с законодательством РФ. Предоставляя свои персональные данные при регистрации на Сайте, Пользователь даёт Администрации Сайта своё согласие на обработку и использование своих персональных данных согласно ФЗ № 152-ФЗ «О персональных данных» от 27.07.2006 г. различными способами в целях, указанных в настоящем Соглашении.
5.2. Администрация Сайта использует персональные данные Покупателя в целях:
– регистрации Пользователя на Сайте;
– для определения победителя в акциях, проводимых Администрацией Сайта;
– получения Пользователем Сайта персонализированной рекламы;
– оформления Пользователем Заказа в компании «РАДИОМИР»;
– для выполнения своих обязательств перед Пользователем.
5.3. Администрация Сайта обязуется предпринимать все возможные меры для защиты персональных данных Пользователя Сайта от неправомерного доступа, изменения, раскрытия и обязуется не разглашать полученную от Пользователя информацию. При этом не считается нарушением обязательств разглашение информации в случае, когда обязанность такого раскрытия установлена требованиями действующего законодательства РФ.
- Заключительные положения
6.1. Все возможные споры, вытекающие из настоящего Соглашения или связанные с ним, подлежат разрешению в соответствии с действующим законодательством Российской Федерации.
6.2. Признание судом какого-либо положения Соглашения недействительным не влечет недействительности иных положений Соглашения.
6.3. НИ ПРИ КАКИХ ОБСТОЯТЕЛЬСТВАХ АДМИНИСТРАЦИЯ САЙТА НЕ НЕСЁТ ОТВЕТСТВЕННОСТИ ПЕРЕД ПОЛЬЗОВАТЕЛЕМ ИЛИ ТРЕТЬИМИ ЛИЦАМИ ЗА ЛЮБОЙ УЩЕРБ, ВКЛЮЧАЯ УПУЩЕННУЮ ВЫГОДУ, СВЯЗАННЫЙ С ИСПОЛЬЗОВАНИЕМ САЙТА И ЕГО СОДЕРЖИМОГО.
Припои и флюсы – Пайка
Припои и флюсыКатегория:
Пайка
Припои и флюсыПрипоями называются металлы или сплавы, обладающие способностью сплавляться с металлом изделия и создавать прочные соединения. Температура плавления припоев всегда ниже температуры плавления соединяемых частей.
Мягкие припои состоят из легкоплавких металлов — олова и свинца, к которым иногда прибавляют висмут и кадмий. Мягкие припои имеют температуру плавления в пределах от 180 до 300°. Чистое олово в качестве припоя употребляется сравнительно редко из-за его недостаточной жидкотекучести и более высокой стоимости по сравнению со свинцовым припоем.
Как припой олово применяется в аппаратуре для пищевой промышленности. Свинец здесь не годится, так как, соединяясь с пищевыми продуктами, он образует ядовитые соли.
Перечисленные в таблице припои рекомендуется применять в следующих случаях:
ПОС-9,0 — для особого употребления, обусловленного гигиеническими и медицинскими требованиями в пищевой промышленности, и для внутренних швов хозяйственной посуды;
ПОС-40 — для паяния радиаторов, электро- и радиоаппаратуры, физико-технических приборов, при монтаже проводов и изделий из белой жести и латуни; ПОС-ЗО — для паяния цинка, оцинкованного железа, стали,- латуни, меди и различных изделий ширпотреба, а также для лужения подшипников; ПОС-18 — для паяния свинца, цинка, оцинкованного железа, стали, латуни и луженой жести при пониженных требованиях к прочности шва; ПОС-4-6— для паяния стали, луженой жести, латуни, меди при пониженных требованиях к прочности шва; не пригоден для паяния цинка и оцинкованного железа.

Для специальных целей применяют особо легкоплавкие припои.
Рис. 1. Паяльная трубка
Оловянно-свинцовые припои изготовляют в металлических ковшах на горнах, в электропечах. Сначала расплавляют олово или оставшийся старый припой, затем в расплавленное олово вводят небольшими порциями (кусками) свинец, причем каждую новую порцию свинца опускают в олово лишь после того, как расплавится предыдущий кусок. При расплавлении свинца в олове жидкий сплав размешивают. Плавление производится под защитным слоем истолченного древесного угля, который хорошо предохраняет расплавленный припой от выгорания.
Мягкие припои изготовляют в виде прутков, кусков проволоки диаметром 3 мм, трубок с внутренней набивкой флюсом (вес флюса около 5% веса припоя), а также в виде порошка и пасты из порошка припоя с флюсом.
Твердый припой представляет собой тугоплавкий сплав с температурой плавления от 700 до 1100°.
Перечисленные в таблице твердые припои применяются: ПМЦ-42 — для паяния латуни с содержанием меди не более 68% и паяния бронзы; ПМЦ-47 — для паяния латуни марки Л62; ПМЦ-52 — для паяния латуни марок Л68, Л80 и М90, бронзы,
меди, стали, а также стальных труб и жести; ПСР-10 — для паяния примусных горелок, ниппелей и ленточных пил;
ПСР-25, ПСР-45 — для паяния латуни с содержанием меди 58% и более, паяния меди и бронзы; для тонких работ, когда требуется чистота места спая; для паяния ленточных пил;
ПСР-70 — для паяния электропроводов в случаях, когда места спая не должны резко уменьшать электропроводность; для паяния ленточных пил.

В качестве медно-цинковых припоев можно использовать стандартные сорта латуни марок Л68 и Л62 в форме ленточек, проволоки и прутков.
При паянии мягким припоем в качестве флюса чаще всего применяют хлористый цинк. Он употребляется в виде порошка или в растворенном виде. При употреблении порошок хлористого цинка растворяют в воде (на одну весовую часть хлористого цинка берут 3—4 части воды). Хлористый цинк надо хранить в стеклянных сосудах с притертыми пробками. Нашатырь в виде кристаллов и порошка хорошо очищает паяльник, однако при соприкосновении горячего паяльника с нашатырем выделяются ядовитые пары, поэтому пользоваться следует раствором нашатыря в воде в соотношении 1 весовая часть нашатыря к 5 частям воды. Хлористый цинк и нашатырь предохраняют места спая от коррозии. Для паяных швов, требующих большей чистоты и не допускающих остатков или следов кислоты на изделии, например при пайке электропроводов и наконечников в различного рода приборах, употребляют смолистые и жировые вещества: канифоль, терпентин, стеарин, паяльную пасту.

При паянии изделий из оцинкованного железа пользуются как флюсом травленой соляной кислотой, предварительно разбавленной водой. Кислоту льют в воду небольшими порциями до тех пор, пока она не перестанет дымиться, т. е. пока не перестанут выделяться пары. Делать это нужно на открытом воздухе или в вытяжном шкафу.
В тех случаях, когда в качестве флюса применяется соляная кислота, необходимо после паяния немедленно промыть шов горячей водой (желательно проточной) до полного удаления остатков кислоты. Если этим пренебречь, шов может подвергнуться коррозии и в конце концов разрушиться.
При паянии твердыми припоями в качестве флюса берут чистую буру. Вместо нее часто изготовляют более дешевую, чем бура, смесь, состоящую из восьми частей буры, трех частей поваренной соли и трех частей поташа.
Реклама:
Читать далее:
Паяние мягкими припоямиСтатьи по теме:
Сварка и пайка алюминия. Припои и флюсы.
Пайка различных металлов и сплавов
Изделия, очищенные и подготовленные для пайки, не должны храниться продолжительное время во избежание окисления.
 Их следует возможно скорее загружать в печь или контейнер с обеспечением защитной среды. Особенное внимание должно быть уделено удалению воздуха при пайке высоколегированных сталей и сплавов, содержащих легкоокисляемые элементы. Удаление воздуха может достигаться вакуумированием или продуванием защитного газа — аргона. При продувании температура должна повышаться постепенно, начиная от комнатной до 800—900 С (1073— 1173 К). Этот процесс требует значительного расход аргона. Вакуумирование более рационально, так как при этом значительно снижается расход аргона. Большое значение при пайке имеет контроль температуры нагрева изделия; перегрев может оказать вредное влияние.
Их следует возможно скорее загружать в печь или контейнер с обеспечением защитной среды. Особенное внимание должно быть уделено удалению воздуха при пайке высоколегированных сталей и сплавов, содержащих легкоокисляемые элементы. Удаление воздуха может достигаться вакуумированием или продуванием защитного газа — аргона. При продувании температура должна повышаться постепенно, начиная от комнатной до 800—900 С (1073— 1173 К). Этот процесс требует значительного расход аргона. Вакуумирование более рационально, так как при этом значительно снижается расход аргона. Большое значение при пайке имеет контроль температуры нагрева изделия; перегрев может оказать вредное влияние.Общее время пребывания припоя в расплавленном состоянии состоит из времени:
t = t1 + t2 + t3
где t1 — время нагрева от температуры плавления припоя до температуры пайки; t2 — время выдержки при пайке; t3 — время охлаждения от температуры пайки до температуры кристаллизации припоя.
В случае взаимодействия припоя с основным металлом t1 и следует, возможно, сокращать.
 После окончания процесса панки необходимо удалить флюс, очистить окисленные поверхности, устранить наплывы и участки растекания припоя, в особенности в тех местах, которые подлежат последующей обработке. Требование удаления флюса вызвано возможным отрицательным влияние его, например появлением коррозии (в алюминиевых сплавах).
После окончания процесса панки необходимо удалить флюс, очистить окисленные поверхности, устранить наплывы и участки растекания припоя, в особенности в тех местах, которые подлежат последующей обработке. Требование удаления флюса вызвано возможным отрицательным влияние его, например появлением коррозии (в алюминиевых сплавах).Флюсы (для пайки алюминиевого сплава) удаляют промывкой горячей и холодной водой при условии последующей обработки в растворе хромового ангидрида. Флюсы на основе буры образуют на поверхности твердую корку. Их удаляют механическим путем или погружением деталей в горячую воду. Паяные швы на алюминиевых сплавах обрабатывают металлической щеткой и вторично промывают от флюсов, могущих остаться в порах швов. Растекающийся припой удаляют механическим, химическим или электромеханическим способами.
Для контроля качества паяных соединений применяют разные методы. Существенное значение имеет внешний осмотр швов. Швы проверяются на прочность, плотность, электропроводность.
 Паяные швы можно контролировать физическими методами: рентгеновским просвечиванием, применением радиоактивных изотопов, прозвучиванием.
Паяные швы можно контролировать физическими методами: рентгеновским просвечиванием, применением радиоактивных изотопов, прозвучиванием.Кроме испытания паяных образцов без их разрушения, нередко применяют испытания с доведением их до разрушения. Результаты, полученные при испытаниях до разрушения нескольких образцов, позволяют установить механические свойства серии аналогичных изделий.
К углеродистым и низколегированным сталям относится стали, имеющие температуру плавления 1450—1520 С (1723—1793 К). При низкотемпературной пайке сталей применяются главным образом оловянно-свинцовые припои с активными флюсами. Перед пайкой рекомендуется детали облуживать. Это ускоряет процесс пайки и позволяет обеспечивать высокие механические свойства соединений.
Более часто для пайки сталей применяют высокотемпературные медно-цинковые припои с добавкой серебра (температура плавления 940—700 С (1213—973 К). Однако вследствие легкого испарения цинка эти припои не применяют для вакуумной панки.
 Их целесообразно использовать при пайке в среде с низкими окислительными свойствами, например продуктов неполного сгорания азотно-водородной смеси с флюсом в виде буры, борного ангидрида и т. д. Для пайки углеродистых сталей в качестве припоя применяют также чистую медь, в особенности при пайке в печах в среде водорода. Медь хорошо растекается, заполняет малые зазоры. При этом прочность соединений превосходит прочность самой меди.
Их целесообразно использовать при пайке в среде с низкими окислительными свойствами, например продуктов неполного сгорания азотно-водородной смеси с флюсом в виде буры, борного ангидрида и т. д. Для пайки углеродистых сталей в качестве припоя применяют также чистую медь, в особенности при пайке в печах в среде водорода. Медь хорошо растекается, заполняет малые зазоры. При этом прочность соединений превосходит прочность самой меди.К высоколегированным сплавам относятся коррозионно-стойкие аустенитные стали 0Х18Н9, 12Х18Н9 со стабилизирующими добавками — титаном, ванадием, ниобием и т. д., кислотоупорные хромистые стали Х17, Х25 и другие ферритного класса, жароустойчивые никелевые сплавы, например, имеющие около 80% Ni и др.
Указанные сплавы могут паяться легкоплавкими припоями с применением активных флюсов. Однако пайка легкоплавкими припоями указанной группы сплавов технически нецелесообразна. Рациональнее применять для их соединений высокотемпературные припои (табл. 1).

В соответствии с маркой припоя применяются флюсы с различными составляющими. Некоторые припои при быстром нагреве т. в. ч. теряют свои составляющие.
Высоколегированные сплавы и стали можно паять в среде аргона, водорода, в вакуумных печах, Недостаток пайки в аргоне — не вполне удовлетворительная растекаемость припоя. Для улучшения растекаемости во флюсы вводят добавки, например литий. Пайка в атмосфере водорода требует высокой его чистоты; использование водорода всегда сопряжено с некоторой опасностью взрыва.
Пайка в вакууме дает хорошие результаты при применении припоев, не содержащих легко испаряющихся элементов (цинка и др.). При пайке указанных выше материалов могут возникать поры вследствие испарения некоторых составляющих припоя, например, цинка: непровары в результате неудовлетворительного смачивания расплавленным припоем соединяемых частей или недостаточной очистки поверхностей; трещины при проникновении жидкого припоя между границами зерен основного металла.
Особенно часто образуются трещины при пайке медно-цинковыми и медно-серебряными припоями. Применением более высокотемпературных припоев можно избежать растрескивания паяных соединений.
Таблица 1. Состав припоев, %
Применение никелевых припоев иногда сопровождается образованием подрезов основного металла в местах перехода к швам. Это происходит вследствие того, что припой этого рода имеет способность растворять основной металл. Чтобы избежать этого явления, следует вести технологический процесс пайки при возможно более низкой температуре.При помощи пайки хорошо соединяются изделия из чистой меди и медных сплавов. Чистая медь хорошо паяется при нагреве в вакуумных печах, а также в атмосфере хорошо очищенного водорода без каких-либо примесей кислорода. Медно-цинковые сплавы, содержащие 4—38% Zn, при длительном нагреве теряют его (цинк испаряется), поэтому латунные детали перед пайкой целесообразно покрывать медью.
Пайка широко применяется для соединений различных бронз; алюминиевых, содержащих 5—10% Аl; бериллиевых, применяемых в приборостроении и имеющих в своем составе 2—2,5% Be; хромовых, содержащих около 0,5% Сr; оловянных, применяемых при обработке давлением, содержащих олово, а также фосфор и др.

Медь и ее сплавы легко паяются при применении низкотемпературных припоев с использованием канифольных флюсов, не вызывающих коррозии. Нередко перед пайкой поверхности деталей облуживают чистым оловом слоем толщиной 0,005 мм на стали и 0,0075 мм на меди. Низкотемпературные припои не обеспечивают высокой прочности паяных соединений, поэтому рекомендуется пайка в печах высокотемпературными твердыми припоями. Целесообразно применение медно-фосфорных и серебряных припоев и флюсов на основе буры с добавлением фтористых соединений. Алюминиевые бронзы хорошо паяются серебряными припоями с никелем, который препятствует проникновению в припой алюминия и повышает производительность технологического процесса.
Титан и его сплавы паяют в электрических печах, т. в. ч., газопламенным горелками. Наилучшие механические свойства спая достигаются при пайке ТВЧ. Это объясняется тем, что в результате сокращения термического цикла при этом способе пайки отсутствует рост зерна, приводящий к охрупчиванию соединений.
 При пайке титановых сплавов целесообразно применять серебряные припои, имеющие температуру плавления ниже температуры рекристаллизации титана и выше температуры, требуемой для удовлетворения условий смачивания припоем паяных деталей.
При пайке титановых сплавов целесообразно применять серебряные припои, имеющие температуру плавления ниже температуры рекристаллизации титана и выше температуры, требуемой для удовлетворения условий смачивания припоем паяных деталей.Очень важная задача производства — соединение пайкой различного рода керамических материалов и окислов друг с другом и с металлами. Возможны разные случаи: металлы более тугоплавки, нежели керамика, при этом соединение обеих деталей происходит в твердом состоянии, контакт обеспечивается необходимым давлением, применением покрытий. В последнем случае соединение достигается при температурах ниже температуры плавления каждой из соединяемых деталей.
Особенно благоприятные условия для соединения, когда металлы имеют температуру плавления ниже температуры плавления керамики и в результате своих специфических химических свойств склонны к образованию связи с последней. Гак, например, титан и цирконий имеют большое сродство к кислороду и образуют твердые растворы со многими металлами и окислами.
 Окислы титана и циркония весьма тугоплавки. При некоторых условиях эти металлы восстанавливают окислы металлов, образующих керамику, и присоединяют к себе освобожденный кислород. Такое восстановление, необходимое для прессовой пайки, следует проводить в условиях вакуума или в среде аргона.
Окислы титана и циркония весьма тугоплавки. При некоторых условиях эти металлы восстанавливают окислы металлов, образующих керамику, и присоединяют к себе освобожденный кислород. Такое восстановление, необходимое для прессовой пайки, следует проводить в условиях вакуума или в среде аргона.Серьезные затруднение пайки керамик с металлами — существенная разница в их температурных коэффициентах расширения, в результате чего в соединениях образуются остаточные напряжения значительной величины. В неблагоприятных случаях, при недостаточной пластичности материалов в них возникают трещины. Для устранения этого явления иногда между соединяемым металлом и керамикой прокладывают пластины из пластичного металла, например молибдена. При пластических деформациях последнего опасность возникновения трещин в керамике значительно уменьшается.
С помощью специальных присадочных металлов можно получать качественные соединения не только однородных элементов, например Al2O3 + Al2O3, но и разнородных.
 Сплавы, содержащие сильные карбидообразующие элементы — молибден, тантал, титан, цирконий и др., – хорошо смачивают графит.
Сплавы, содержащие сильные карбидообразующие элементы — молибден, тантал, титан, цирконий и др., – хорошо смачивают графит.Припои и флюсы для пайки
Большинство способов пайки осуществляют с применением различных припоев и лишь в тех случаях, когда в процессе пайки между металлами могут образоваться легкоплавкие эвтектики, пайка возможна без специального припоя.
К припоям предъявляют ряд требований общего характера. Припой должен хорошо растекаться по поверхности основного металла, смачивать и растворять его, легко заполнять зазоры между деталями, обеспечивать необходимую прочность соединения и т. п.
Припои применяют в виде лент, паст, прутьев. Особенно распространены припои в виде проволочных контуров и прокладок из фольги, штампуемых в соответствии с поверхностью соединяемых частей.Широкое применение в качестве припоев получили высокотемпературные припои — сплавы на основе серебра, алюминия, меди и др., обладающие, как правило, температурой плавления выше 450—500 С (723—773 К).
 Медно-цинковые припои ПМЦ 36, ПМЦ 48, ПМЦ 54 имеют предел прочности σв = 21-35 кгс/мм2 (206,0—343,2 МН/м3), относительное удлинение до 26%, рекомендуются для пайки изделий из меди, томпака, латуни, бронзы. Серебряные припои имеют температуру плавления 740—830 С (413—1103 К). Согласно ГОСТ 8190-56 марки припоев разделяют в зависимости от содержания в сплавах серебра, которое изменяется в пределах от 10 (ПСр 10) до 72% (ПСр 72). В них также содержатся цинк, медь и в небольшом количестве свинец. Эти припои применяют для пайки тонких деталей, соединения медных проводов и в случаях, когда место спая не должно резко уменьшать электропроводность стыковых соединений.
Медно-цинковые припои ПМЦ 36, ПМЦ 48, ПМЦ 54 имеют предел прочности σв = 21-35 кгс/мм2 (206,0—343,2 МН/м3), относительное удлинение до 26%, рекомендуются для пайки изделий из меди, томпака, латуни, бронзы. Серебряные припои имеют температуру плавления 740—830 С (413—1103 К). Согласно ГОСТ 8190-56 марки припоев разделяют в зависимости от содержания в сплавах серебра, которое изменяется в пределах от 10 (ПСр 10) до 72% (ПСр 72). В них также содержатся цинк, медь и в небольшом количестве свинец. Эти припои применяют для пайки тонких деталей, соединения медных проводов и в случаях, когда место спая не должно резко уменьшать электропроводность стыковых соединений.Низкотемпературные припои имеют температуру плавления ниже 450—400 С (723—673 К). Они обладают небольшой прочностью. Их применяют для пайки почти всех металлов и сплавов в разных их сочетаниях. В большинстве случаев низкотемпературные припои содержат значительный процент олова.
Низкотемпературные оловянно-свинцовые припои (ГОСТ 1499—70) имеют верхнюю критическую точку плавления 209—327° С (482—600 К).
 Олово имеет точку плавления 232 С (505 К). Его предел прочности при растяжении 1,9 кгс/мм2 (18,6 МН/м2), относительное удлинение 49%, НВ 6.2 кгс/мм2 (60,8 МН/м2). Оловянно-свинцовые припои ПОС-90, ПОС-61, ПОС-40 и др. применяют при пайке медных аппаратов, авиационных радиаторов, изделий из латуни и железа, медных проводов и т. д.
Олово имеет точку плавления 232 С (505 К). Его предел прочности при растяжении 1,9 кгс/мм2 (18,6 МН/м2), относительное удлинение 49%, НВ 6.2 кгс/мм2 (60,8 МН/м2). Оловянно-свинцовые припои ПОС-90, ПОС-61, ПОС-40 и др. применяют при пайке медных аппаратов, авиационных радиаторов, изделий из латуни и железа, медных проводов и т. д.Образование качественного паяного соединения в значительной степени зависит от возможности наиболее полного удаления с поверхности металла окисных, адсорбированных газовых и жидких пленок. В практике пайки для удаления поверхностных пленок применяют различного рода флюсы, восстановительную атмосферу или вакуум. В последнее время для этой цели успешно используют механическое разрушение пленок с помощью ультразвуковых упругих колебаний.
Флюсы при пайке имеют несколько назначений. Они защищают основной металл и припои от окисления, растворяют или восстанавливают образовавшиеся окислы, улучшают смачивание поверхностей, способствуют растеканию припоев. Флюсы можно применять в твердом, жидком и газообразном виде (в виде порошков, паст, растворов газов).
 Роль флюса выполняют некоторые специальные газовые атмосферы и вакуум, которые также могут способствовать восстановлению окислов и улучшению условий смачивания. Флюсующее действие оказывают в некоторых случаях отдельные составляющие, входящие в состав припоев. Например, фосфористые припои не требуют флюсов при пайке медных сплавов.
Роль флюса выполняют некоторые специальные газовые атмосферы и вакуум, которые также могут способствовать восстановлению окислов и улучшению условий смачивания. Флюсующее действие оказывают в некоторых случаях отдельные составляющие, входящие в состав припоев. Например, фосфористые припои не требуют флюсов при пайке медных сплавов.Флюсы сварочные
Флюсами называют специально приготовленные неметаллические гранулированные порошки с определенным размером зерен.
Назначение флюсов – расплавляясь, они создают шлаковый купол над зоной дуги, а после химико-металлургического воздействия образуют шлаковую корку на поверхности, в ней остаются окислы, вредные примеси и газы.
Флюсы делят на неплавящиеся, керамические и плавильные.
Керамические флюсы.
Изготавливают так же, как и электродное покрытие.
Сухие компоненты шихты замешиваются в жидком стекле. Полученную массу измельчают путем продавливания. Потом прокаливают, просеивают для получения частиц определенного размера.

Частицы сухой смеси могут быть скреплены за счет спекания. Происходит это при повышенных температурах без расплавления. Затем гранулируют до необходимого размера.Не плавильные флюсы приготавливаются в виде механической смеси. Наиболее распространенны керамические флюсы. По составу близки к составу основного покрытия.
Легирование металла флюсом достигается путем введения в их состав ферросплавов.
Сочетание легирующих элементов может быть различно, а это позволяет получать практически любой состав металла шва.Это наиболее характерная особенность керамических флюсов.
Химический состав шва также зависит от параметров сварки.
Чтобы определить, как изменились свойства шва, надо замерить твердость в различных местах.
Наиболее критичная зона – зона сплавления и околошовная зона. Керамические флюсы имеют и свои недостатки: малая прочность, вследствие чего в процессе транспортировки или эксплуатации меняют свою грануляцию.
Часто применяют для сварки высоколегированных и специальных сталей, а также для наплавочных работ.

Плавильные флюсы.
Сплавы оксидов и солей металлов. Процесс их изготовления включает следующие стадии:
1. Расчет и подготовка шихты.
2. Выплавка флюса.
3. Грануляция.
4. Сушка, если использовалась мокрая грануляция.
5. Просеивание.Предварительно измельченные части флюса загружают в дуговые или плавильные печи. После расплавления и выдержки до окончания реакции при температуре 1400 C флюс выпускают из печи.
При сухой грануляции флюс выливается в металлические формы. После остывания отливка дробится, при этом используются валки. Размер частиц 0,1-3 мм. Затем флюсы просеивают.
Сухая грануляция применяется для гигроскопических флюсов, содержащих большое количество фтористых и хромистых солей.
Преимущество этих флюсов в том, что они могут быть использованы несколько раз.
Используют для сварки алюминиевых и титановых сплавов.
Мокрый способ грануляции: расплавленный флюс выпускается из печи достаточно тонкой струей и попадает в емкость с проточной водой.
 В ряде случаев используют дополнительную струю воды.
В ряде случаев используют дополнительную струю воды.
Далее идет просеивание.Получают различную грануляцию. Флюс сушат при температуре 250-300 C, а после дробят, если возникает необходимость. После этого просеивают.
Флюс представляет из себя неровные зерна светло-серого, красно-бурого и коричневого цвета.
Транспортируют в герметичной таре, полиэтиленовых мешках, бочках.
Плавильный флюс не может содержать легирующих элементов в чистом виде, так как они окисляются в процессе изготовления. Поэтому легирование происходит путем восстановления окислов флюсов.
В основу классификации флюсов по химическому составу положено содержание в нем оксидов и солей.Различают окислительные флюсы, имеющие оксид марганца и кремния в составе.
Для получения определенных свойств флюса, в его состав вводят другие компоненты – плавиковый шпат, более прочные оксиды.
Чем больше во флюсе оксида марганца и кремния, тем сильнее он может легировать металл данными элементами, но тем больше он будет окислять этот металл.

Плавильные флюсы применяются для сварки углеродистых и низколегированных сталей.
Безокислительные флюсы практически не содержат оксидов марганца и кремния, в их состав входят фториды, используются для сварки высоколегированных сталей.
Также безокислительные флюсы могут состоять из фтористых и хлоридных солей и элементов, не содержащих кислород.
Используют для сварки высокоактивных металлов – алюминия и титана.В связи с широким применением флюсов, есть ГОСТ на основные марки: ГОСТ 9087-81 «Флюсы сварочные плавильные».
Регламентирует химический состав.Различают стекловидный и пемзовидный характер зерна.
Строение зерна зависит от состава расплава флюса, степени его перегрева.
В зависимости от этого, флюс может получаться плотным, прозрачным, пористым, рыхлым.
Следует учитывать, что пемзовидный флюс при том же химическом составе, имеет в полтора-два раза меньший вес, чем стекловидный.Данные флюсы хуже защищают металл от воздействия воздуха, но обеспечивают хорошее формирование шва при больших плотностях тока и скоростях сварки.

Буквы в обозначениях флюсов:
- М – мелкий
- С – стекловидный
- П – пемзовидный
- СП – смешанный
Сварка под флюсом
На первый взгляд может показаться, что одно из основных преимуществ сварки под флюсом — возможность получения большой глубины проплавления свариваемого металла — противоречит условиям сварки тонколистовой стали. Однако при определенных условиях сварка под флюсом допускает регулирование глубины проплавления металла, начиная от долей миллиметра, и поэтому хорошо известные ее достоинства могут быть использованы для сварки тонколистовой стали.
Успешное внедрение в производство сварки под флюсом изделий из тонколистовой стали стало возможным, главным образом, благодаря применению тонкой сварочной проволоки. Известны примеры сварки тонколистовой стали и обычной электродной проволокой диаметром, например, 4 мм. Однако в этом случае удавалось сваривать сталь толщиной не менее 3—4 мм при условии весьма тщательной сборки изделия.

Для сварки тонколистовой стали большое значение имеет применение приспособлений, облегчающих точную сборку изделия и обеспечивающих надежное поджатие к свариваемому стыку медной или флюсомедной подкладки, флюсовой подушки и т. п. Опыт показывает, что производительность автоматической сварки изделий из тонколистовой стали со сравнительно короткими швами зависит не столько от машинной скорости сварки, сколько от затрат времени на подготовительные и вспомогательные операции. Поэтому важной задачей является разработка эффективно действующих сборочных и сборочно-сварочных приспособлений.
Чем меньше величина тепловой энергии, передающейся от дуги основному металлу в процессе сварки, тем меньше глубина его проплавления и, следовательно, тем более тонкий металл можно сваривать без прожогов. Тепловая энергия, передаваемая основному металлу, может быть уменьшена за счет уменьшения мощности дуги или увеличения скорости ее перемещения по свариваемому соединению.
Для сварки тонколистовой стали в основном применяют уменьшение мощности дуги, а не увеличение скорости сварки.
 Это в значительной мере объясняется тем, что применение больших скоростей сварки (более 150—200 м/час) связано с жесткими требованиями к точности поддержания режима сварки, необходимостью тщательной очистки свариваемых кромок, с очень точной сборкой стыков, в ряде случаев со специальным наклоном изделия и электрода и т. п. При указанных скоростях сварки металл шва может быть поражен порами, поперечными трещинами и другими дефектами. Если при этом учесть, что производительность сварки тонколистовой стали, как указывалось выше, главным образом, зависит от затрат времени на установочные и подготовительные операции, то станет ясным, почему увеличение скорости не стало основным способом уменьшения погонной тепловой энергии.
Это в значительной мере объясняется тем, что применение больших скоростей сварки (более 150—200 м/час) связано с жесткими требованиями к точности поддержания режима сварки, необходимостью тщательной очистки свариваемых кромок, с очень точной сборкой стыков, в ряде случаев со специальным наклоном изделия и электрода и т. п. При указанных скоростях сварки металл шва может быть поражен порами, поперечными трещинами и другими дефектами. Если при этом учесть, что производительность сварки тонколистовой стали, как указывалось выше, главным образом, зависит от затрат времени на установочные и подготовительные операции, то станет ясным, почему увеличение скорости не стало основным способом уменьшения погонной тепловой энергии.Устойчивость процесса сварки
При сварке тонколистовой стали равномерность глубины проплавления имеет особенно важное значение. Если сваривая сталь толщиной более 4—5 мм, можно допустить колебание глубины проплавления в пределах ± 1 мм, не опасаясь возникновения прожогов, то в случае сварки тонких листов стали такое же колебание совершенно недопустимо.

Равномерность глубины проплавления зависит от устойчивости режима сварки, главным образом, от колебаний сварочного тока. Колебания скорости сварки, а также напряжения дуги сказываются в меньшей степени. Исходя из этого, для сварки тонколистовой стали следует рекомендовать сварочные автоматы с постоянной скоростью подачи электродной проволоки, так как они обеспечивают практически почти постоянные значения тока при колебании напряжения в сети или случайных изменениях длины дуги в процессе сварки. При этом сохраняются почти постоянной глубина проплавления, а также количество наплавляемого металла. Сварочные головки с регулируемой скоростью подачи электродной проволоки в тех же условиях не обеспечивают постоянство тока и поэтому применять их не рекомендуется.
Понижение мощности дуги, требующееся для сварки тонколистовой стали, может быть осуществлено только до определенного предела, зависящего от диаметра электродной проволоки. Дальнейшее снижение мощности резко ухудшает устойчивость процесса сварки и приводит к неудовлетворительному формированию шва.
 В случае сварки переменным током этот предел достигается при значительно большей мощности дуги, чем в случае сварки постоянным током обратной полярности. Поэтому сварку тонколистовой стали рекомендуется осуществлять постоянным током обратной полярности (положительный полюс присоединен к электроду). В табл. 1 приведены полученные опытным путем значения минимально-допустимых сварочных токов для электродной проволоки различных диаметров при сварке под флюсом АН-348 постоянным током обратной полярности.
В случае сварки переменным током этот предел достигается при значительно большей мощности дуги, чем в случае сварки постоянным током обратной полярности. Поэтому сварку тонколистовой стали рекомендуется осуществлять постоянным током обратной полярности (положительный полюс присоединен к электроду). В табл. 1 приведены полученные опытным путем значения минимально-допустимых сварочных токов для электродной проволоки различных диаметров при сварке под флюсом АН-348 постоянным током обратной полярности.Как следует из табл. 1, для обеспечения устойчивого горения дуги при понижении ее мощности необходимо увеличивать плотность тока в электроде, что практически достигается путем уменьшения диаметра электродной проволоки. Эту таблицу можно использовать для выбора диаметра электродной проволоки при сварке на заданном режиме.
При рассмотрении условий устойчивого горения электрической дуги пользуются ее статическими вольтамперными характеристиками. Вольтамперной характеристикой называется зависимость между током и напряжением дуги при постоянной ее длине.
 На фиг. 1 приведены такие характеристики для дуг различной длины. Каждая вольт- амперная характеристика дуги состоит из нескольких участков: падающего (с ростом тока напряжение падает), почти горизонтального (жесткий участок) и растущего (с ростом тока напряжение увеличивается). В зависимости от условии сварки, дуге соответствует тот или иной участок характеристики. Так, например, при сварке неплавящимся угольным или вольфрамовым электродом, при ручной сварке качественными электродами, при автоматической сварке под флюсом со сравнительно небольшой плотностью тока и в некоторых других случаях характеристика сварочной дуги является падающей с переходом к жесткой. При сварке под флюсом или в защитной газовой среде с повышенной плотностью тока в плавящейся электродной проволоке характеристика дуги становится растущей.
На фиг. 1 приведены такие характеристики для дуг различной длины. Каждая вольт- амперная характеристика дуги состоит из нескольких участков: падающего (с ростом тока напряжение падает), почти горизонтального (жесткий участок) и растущего (с ростом тока напряжение увеличивается). В зависимости от условии сварки, дуге соответствует тот или иной участок характеристики. Так, например, при сварке неплавящимся угольным или вольфрамовым электродом, при ручной сварке качественными электродами, при автоматической сварке под флюсом со сравнительно небольшой плотностью тока и в некоторых других случаях характеристика сварочной дуги является падающей с переходом к жесткой. При сварке под флюсом или в защитной газовой среде с повышенной плотностью тока в плавящейся электродной проволоке характеристика дуги становится растущей.Если дуга имеет падающую вольтамперную характеристику, то устойчивое ее горение возможно только при том условии, что внешняя характеристика сварочного генератора также будет падающей, т.
 е. напряжение холостого хода генератора значительно превышает напряжение дуги при сварке.
е. напряжение холостого хода генератора значительно превышает напряжение дуги при сварке.С ростом плотности тока в плавящемся электроде изменяются свойства сварочной дуги. Эти изменения настолько существенны, что позволяют предъявить совершенно другие требования к характеристикам источников питания постоянного тока.
Еще в 1950 г. в Институте электросварки им. Е. О. Па- тона было доказано, что при повышении плотности тока в плавящемся электроде может быть получен устойчивый процесс сварки при использовании в качестве источника питания генератора постоянного тока с жесткой внешней характеристикой (напряжение холостого хода генератора практически равно напряжению дуги при сварке). В отечественной и зарубежной практике в последние годы такие генераторы нашли широкое применение.
Генераторы с жесткими внешними характеристиками значительно более экономичны, чем обычные сварочные генераторы с крутопадающими характеристиками и высоким напряжением холостого хода, так как пропорционально снижению напряжения холостого хода генератора снижаются затраты на активные материалы, уменьшается вес генератора и его стоимость.

Чем больше скорость подачи электродной проволоки п меньше сварочный ток, тем труднее возбудить дугу путем непосредственной подачи электродной проволоки к изделию. Опыт показывает, что при использовании обычных сварочных генераторов с крутопадающей внешней характеристикой в ряде случаев этот способ возбуждения дуги практически оказывается неосуществимым. Совершенно иное наблюдается в случае применения генераторов с жесткими внешними характеристиками. Резкое нарастание тока при закорачивании электрода на изделие обеспечивает безотказное возбуждение дуги. Короткое замыкание не наносит ущерба генератору, так как тонкая электродная проволока выполняет роль плавкой вставки в цепи, ограничивая время протекания и величину тока короткого замыкания.
В тех случаях, когда генераторы с жесткими внешними характеристиками по какой-либо причине не могут быть применены для сварки тонкого металла, следует применять генераторы с весьма пологопадающими характеристиками, т. е. с большой величиной тока короткого замыкания.

Чем резче изменяется ток в цепи при случайных изменениях длины дуги, тем интенсивнее протекают процессы саморегулирования и тем быстрее восстанавливается заданный режим сварки. Генераторы с крутопадающими внешними характеристиками дают значительно меньшие изменения тока при случайных колебаниях длины дуги, чем генераторы с пологопадающими, жесткими или растущими характеристиками, благодаря чему обеспечивают большую устойчивость процесса сварки тонкой электродной проволокой.
Весьма характерно влияние внешних характеристик генераторов на процесс сварки и формирование шва при изменении величины зазора в соединении. Опыт показывает, что в случае питания дуги от генераторов с жесткой или пологопадающей внешней характеристикой можно допустить большие по величине зазоры в стыке, не нарушая нормального формирования шва. Такое же явление наблюдается при увеличении плотности тока в электроде.
В табл. 2 приведены режимы сварки стыковых соединений стали толщиной 3 мм, собранных с постепенно возрастающим зазором от 0 до 5 мм при длине образцов 500 мм.
 Образцы сваривались электродной проволокой диаметром 3 мм при питании от генератора с крутопадающей внешней характеристикой и генератора с пологопадающей характеристикой. Один из образцов был сварен электродной проволокой диаметром 1,6 мм при питании от генератора с крутопадающей характеристикой. Как следует из табл. 2 и фиг. 2, где изображены образцы сварных соединений, в случае внешней характеристики генератора, приближающейся к жесткой (пологопадающей), а также в случае большей плотности тока в электроде (меньший диаметр электрода), максимальный зазор, при котором еще происходит правильное формирование шва, значительно больше.
Образцы сваривались электродной проволокой диаметром 3 мм при питании от генератора с крутопадающей внешней характеристикой и генератора с пологопадающей характеристикой. Один из образцов был сварен электродной проволокой диаметром 1,6 мм при питании от генератора с крутопадающей характеристикой. Как следует из табл. 2 и фиг. 2, где изображены образцы сварных соединений, в случае внешней характеристики генератора, приближающейся к жесткой (пологопадающей), а также в случае большей плотности тока в электроде (меньший диаметр электрода), максимальный зазор, при котором еще происходит правильное формирование шва, значительно больше.Не следует считать, что приведенные в таблице максимальные зазоры могут быть рекомендованы как допустимые при сборке стыков. В данном случае имеет место плавное возрастание зазора, что не равноценно резким изменениям зазоров, которые могут наблюдаться в практике.
Влияние формы внешней характеристики, а также плотности тока на формирование швов при сварке с зазорами в стыке связано, по-видимому, с изменением интенсивности процессов саморегулирования.

При автоматической сварке стыкового соединения одно из активных пятен дуги расположено на расплавленном металле ванны, заполняющей разделку. В отдельные моменты времени скорость перемещения ванны расплавленного металла может отличаться от скорости движения электрода вдоль стыка. Одной из причин этого бывает изменение величины зазора между свариваемыми кромками или изменение зазора между подкладкой и свариваемыми листами.
При увеличении зазора в стыковом соединении или возникновении большего зазора между подкладкой и свариваемыми листами скорость перемещения ванны расплавленного металла уменьшается. Так как скорость движения электрода при этом остается прежней, имеет место рост дугового промежутка. Резкое увеличение дугового промежутка вызывает обрыв дуги и нарушение процесса сварки. При плавном удлинении дуги процесс может не нарушиться, активное пятно успеет занять новое положение, обеспечивая восстановление прежней длины дуги.
Если питание дуги осуществляется от генератора с крутопадающей внешней характеристикой, то при удлинении дуги, как показали исследования, наблюдается рост ее мощности, что ведет к дополнительному оплавлению кромок в месте повышенного зазора, где начала удлиняться дута.
 При этом электродного металла окажется недостаточно для заполнения зазора между оплавленными кромками, в результате чего образуется не заполненный металлом участок — прожог.
При этом электродного металла окажется недостаточно для заполнения зазора между оплавленными кромками, в результате чего образуется не заполненный металлом участок — прожог.Увеличение интенсивности саморегулирования дуги, имеющее место в случае применения генераторов с жесткими внешними характеристиками или при повышенной плотности тока в электроде, в известных пределах может предотвратить возникновение прожогов. Благодаря интенсивному саморегулированию значительное удлинение или обрывы дуги не будут наблюдаться при отставании ванны жидкого металла в месте увеличившегося зазора. При этом длина дуги будет поддерживаться постоянной и опасный участок с увеличенным зазором может быть пройден без нарушения процесса сварки (без обрывов дуги, прожогов и пр.). Этот участок от остальной части шва будет отличаться только меньшим усилением шва или даже полным отсутствием усиления.
Как известно из практики автоматической сварки под флюсом, с увеличением плотности тока в электроде глубина проплавления заметно возрастает.
 Например, при сварке на токе 500 а увеличение плотности тока приблизительно в 3 раза, за счет уменьшения диаметра электродной проволоки от 5 до 3 мм, вызывает увеличение глубины проплавления на 25%. Так как переход к сварке тонкой электродной проволокой связан с еще большим увеличением плотности тока в электроде, то возникает опасение, не может ли интенсивный рост глубины проплавления в этом случае стать препятствием на пути применения тонкой электродной проволоки и повышенной плотности тока для сварки тонколистовой стали. Проведенные опыты показали, что это опасение несостоятельно.
Например, при сварке на токе 500 а увеличение плотности тока приблизительно в 3 раза, за счет уменьшения диаметра электродной проволоки от 5 до 3 мм, вызывает увеличение глубины проплавления на 25%. Так как переход к сварке тонкой электродной проволокой связан с еще большим увеличением плотности тока в электроде, то возникает опасение, не может ли интенсивный рост глубины проплавления в этом случае стать препятствием на пути применения тонкой электродной проволоки и повышенной плотности тока для сварки тонколистовой стали. Проведенные опыты показали, что это опасение несостоятельно.На фиг. 3 приведен график зависимости глубины проплавления от диаметра электродной проволоки. Как видно из графика, рост глубины проплавления с увеличением плотности тока (уменьшением диаметра электрода) наблюдается только при сварке на токах, превосходящих 300—350 а. Что же касается интересующего пас диапазона токов, применяемых для сварки тонкой стали (до 300—350 а), то в нем увеличение плотности тока не вызывает изменения глубины проплавления.
 Это объясняется некоторыми особенностями, отличающими маломощные электрические дуги от дуг большей мощности.
Это объясняется некоторыми особенностями, отличающими маломощные электрические дуги от дуг большей мощности.Материал с сайта: http://ruswelding.com
припой и оборудование. Этапы проведения работ
Пайка является одним из способов соединения двух деталей, при котором плавится только соединяющий материал, а поверхности самих элементов полностью сохраняются. С помощью такого способа можно соединять разнородные материалы, довольно мелкие элементы, хрупкие микросхемы, соединять или нарастать провода, крепить пластины из твердых сплавов, осуществлять антикоррозийную обработку.
Чаще всего делать сплавку приходиться по латуни, которая является сплавом цинка и меди. Поэтому перед началом работ паяльником следует изучить особенности применения этого материала.
Пайка латуни – некоторые особенности
Чаще всего пайка латуни выполняется газовой горелкой, а в качестве припоя применяется бура, олово или другие аналогичные материалы.
 В домашних условиях для такой работы можно использовать паяльник или специальный графитовый электрод .
В домашних условиях для такой работы можно использовать паяльник или специальный графитовый электрод .В принципе пайка латуни напоминает обработку чугуна, меди, стали. Однако она имеет свои тонкости и особенности, которые обязательно необходимо учитывать.
Процесс пайки латуни
Для максимальной эффективности работ необходимо подготовить следующие материалы и инструменты:
В некоторых случаях может понадобиться бронза.
Подготовка припоя
В первую очередь необходимо подготовить тенол, в состав которого будет входить две части серебра и одна часть меди. Для этого с помощью газовой горелки медь и серебро необходимо будет расплавить и отвесить нужное количество материала. Далее, сплавы помещаются в тигель и греются все той же газовой горелкой.
Расплавленные медь и серебро перемешиваются с помощью проволочки, и тигель ставится в холодную воду. Застывший припой расплющивается и нарезается. Затем крупным напильником из него натирается стружка.
Размеры графитового тигеля должны быть примерно 20х20 миллиметров. Изготовить его можно из графитовых углей (контактные троллейбусные элементы).
Подготовка флюса
Для этого берется 20 грамм порошка буры и 20 грамм порошка борной кислоты. Ингредиенты тщательно перемешиваются и заливаются 250 миллилитрами воды . Затем полученная смесь подвергается кипячению и остужается.
Для соединения латунных деталей можно применить и готовые составы. Среди отечественных хорошо зарекомендовали себя флюсы:
- ПВ-209Х;
- ПВ-209;
- Бура.
Из импортных можно отметить флюс-пасты немецкого производителя Chemet.
Припой и флюс готовы, теперь можно приступать непосредственно к пайке. Для этого подготовленные детали необходимо аккуратно положить на основание из асбеста и приступать к процессу пайки.
Если сравнивать такой метод пайки с соединением элементов при помощи олова, то простотой он не отличается. Но время будет потрачено не зря, так как соединение будет иметь повышенную надежность и прочность.
Латунь – пайка паяльником
Латунь и медь или латунь и материалы, содержащие медь, можно соединять низкотемпературной пайкой с помощью паяльника мощностью в 100 Вт.
В качестве припоя необходимо использовать оловянно-свинцовый сплав ПОС60 или выше. Флюсом может послужить ортофосфорная или паяльная кислота.
Перед работой с латунью следует удалить окисную пленку и обезжирить поверхность. Пайка должна производиться при хорошем разогреве паяльника.
Кроме этого, перед пайкой необходимо уделять тщательное внимание обработке поверхности флюсом, которая проводится непосредственно перед поднесением разогретого паяльника с припоем.
С помощью паяльника можно соединять латуни с применением припоев из серебра (ПСр40 и выше) . Однако мощность паяльника должна быть от 0,5 до 1 кВт, а температура разогрева – от 500С. Флюс рекомендуется использовать на основе буры или можно применить концентрированную ортофосфорную кислоту.
Таким способом можно заливать различные образовавшиеся в латунных массивных изделиях (радиаторах) дефекты.
Пайка латунью
Сплавы из латуни в качестве припоя довольно часто применяются в строительстве при работе с большинством металлов. С их помощью можно соединять детали из меди, стали и даже чугуна.
Так, например, чугунные элементы достаточно трудно сварить, так как для этого необходим специальный электрод, флюс и серьезный разогрев . В то же время их достаточно легко можно соединить с помощью латунного припоя.
Очень распространен способ пайки латунью при соединении труб встык, где очень важно, чтобы постоянным оставалось их внутреннее сечение. После применения такого метода внешние габариты остаются практически неизменными, внутреннее сечение сохраняется, а стык надежно герметизируется.
С помощью латунного припоя можно соединять различные детали систем охлаждения в электронных приборах, медные трубки жидкой системы охлаждения в мощных серверах.
Однако следует иметь в виду, что латунные швы по прочности уступают сварному соединению, поэтому относиться к ним следует бережно.
В некоторых случаях применяется лужение или пайка латунью стали. Ее используют для нанесения на поверхность деталей из стали антикоррозийного покрытия . Лужение чаще всего подходит для обработки небольших единичных изделий, в промышленных масштабах оно практически не применяется.
При соединении деталей из низколегированных и углеродистых сталей иногда используется твердая пайка, где латунный припой должен иметь температуру плавления выше 450 градусов.
В процессе пайки латунных сплавов следует иметь в виду, что могут выделяться ядовитые для человека пары цинка. Поэтому в помещении, где будут проводиться работы, должна быть хорошая вентиляция.
При наличии всех необходимых материалов и инструментов и строгом соблюдении рекомендаций, результаты пайки латуни будут самыми положительными. Всю работу можно сделать самостоятельно, не прибегая к помощи специалистов, которая стоит весьма недешево.
Ремонтируя их, владельцам приходится прибегать к технологии пайки. Так как данный способ соединения металлов обладает специфическими особенностями, у новичков в ходе работы могут возникнуть трудности. Поэтому их интересует, как паять латунь. Если знать технологию и соблюдать рекомендации специалистов, с этой процедурой сможет справиться каждый. Информацию о том, как паять латунь в домашних условиях, вы найдете в данной статье.
О составе сплавов
В быту имеется много различных деталей, содержащих латунь и бронзу. Несмотря на внешнюю похожесть этих медных сплавов, они обладают разными составами. Латунь является в который во время производства добавляют олово, алюминий и другие металлы. Бронза – это соединение олова, алюминия, свинца и других веществ с медью. Состав латуни с добавлением олова приближен к бронзе, но в основе металла преобладает цинк.
В чем особенности использования медных сплавов
Многие новички задают вопрос, чем паять бронзу и латунь. Интерес обусловлен тем, что пайка сопряжена с некоторыми сложностями. В ходе термического воздействия происходит активное испарение из сплава цинка, в результате чего образуется плотная пленка из цинковых и медных оксидов. Разрушить ее достаточно затруднительно. Как утверждают специалисты, не справится с этой задачей и канифоль.
Мастеру придется воспользоваться специальными флюсами. Если применять оловянно-свинцовый припой, то существует риск, что место соединения будет с низкой механической прочностью. В отличие от медной спайки в данном случае показатель прочности будет в полтора раза ниже. Причина тому – испаряющийся цинк. Выбор способа пайки бронзовых деталей будет зависеть от ее состава. Бронзу с высоким содержанием олова и никеля следует паять с применением оловянно-свинцовых припоев. Бронзу, содержащую алюминий и бериллий, лучше соединять специальными припоями и флюсами.
О флюсах
Их задача – удалять с поверхности соединяемых металлов образующуюся пленку и предотвращать ее дальнейшее появление. Согласно отзывам специалистов, для пайки медных изделий подойдет канифоль. Иная ситуация обстоит с латунью. Как правильно паять этот сплав? Какой флюс выбрать? Такие вопросы очень часто задают начинающие. Опытные мастера советуют воспользоваться более «агрессивным» флюсом, чем канифоль. Поскольку в производстве латуни в качестве добавок применяют металлы, для пайки следует брать флюсы с разными составами. Для работы с самыми распространенными марками латуни Л63 и ЛС59 предназначен флюс, содержащий хлористый цинк и борную кислоту. Для ЛКС80 со свинцом и кремнием оптимальным вариантом станет флюс на основе буры, содержащий в своем составе бор, калий и фтор. На прилавках специализированных магазинов имеются уже готовые составы. Специалисты рекомендуют обратить внимание на флюсы ПВ-209, ПВ-209Х и «Бура». Тот, кто желает сэкономить, может приготовить флюс дома.
О флюсе кустарного производства
Согласно многочисленным отзывам потребителей, данным составом можно работать с разными марками латуни. Приготовить флюс не очень сложно. Нужно взять 20 г порошка буры и смешать с борной кислотой, которой также потребуется не более 20 г. Состав в сухом виде вещества тщательно перемешиваются. Затем смесь нужно залить водой (200 мл). Перед эксплуатацией смесь следует прокипятить и остудить.
О припое
С помощью этого расплавленного металла осуществляется спайка. В жидком состоянии он проникает внутрь паяемых металлов, а затем остывает, в результате чего и происходит соединение. Температура плавления припоя обязательно должна быть ниже температуры плавления самих металлов. Тем, кто интересуется, можно ли паять латунь оловом, опытные мастера рекомендуют использовать припой с хорошей адгезией. Обычными сплавами, содержащими олово и свинец, лучше пользоваться в тех случаях, когда не требуется высокая механическая прочность. Также припой подойдет, когда не важен внешний вид места соединения.
О составах припоев
Выбор припоя зависит от марки латуни. ПСр12-ПСр72, латунные ПМЦ36-ПМЦ54 и медно-фосфорные рекомендованы для латуни с преобладанием в ее составе меди. Если в металле больше цинка, то нужно работать серебряными припоями от ПСр40 не ниже. С фосфористыми составами образуются непрочные фосфорные соединения цинка, что понижает механическую прочность спайки. Для деталей, которые в ходе их эксплуатации не подвергаются ударным воздействиям и вибрации, подойдут латунные припои МПЦ. Отметим, что латунь может легко растворяться, поэтому мастера, используя серебряные и фосфористые припои, должны сократить время нагревания и спайки.
Для работы со стационарно закрепленными деталями (радиаторами и трубами) опытные мастера рекомендуют воспользоваться специальными твердыми припоями со сложными составами. Согласно многочисленным отзывам потребителей, большой популярностью пользуется L-CuP6, который плавится при температуре 730 градусов. Приготовить припой можно и в домашних условиях.
Как это сделать
Для пайки латуни лучше всего воспользоваться серебряным припоем. Желательно, чтобы местом плавки был специальный тигель, приспособленный для значительных термических воздействий. В качестве материала для тиглей могут быть использованы контактные угольные элементы для троллейбуса. В нагретом состоянии они не представляют ценности, а домашний умелец может их приспособить для изготовления припоя. В данном изделии следует сделать выемку 20 х 20 мм. Далее к ней следует проделать канавку. Извлекать припой будет легче, если ее ширина составит 0,5 см.
Припой делают из серебра и меди (2:1). После взятия нужного количества металлов их следует поместить в тигель. Их термообработка осуществляется газовой горелкой. Некоторые мастера расходный материал предварительно крошат. В таком случае процедура плавки протекает гораздо проще. Далее в состав добавляют стальной или керамический (фарфоровый) стержень. Паять латунь можно тогда, когда припой кустарного изготовления полностью застынет.
Как выполнить спайку газовой горелкой
Как паять латунь? Процедура заключается в следующем:
- Перед началом процесса нужно разогреть металлы. Выполняется эта работа на жаропрочных материалах. Специалисты советуют воспользоваться асбестовой пластиной.
- Спаиваемые детали нужно совместить друг с другом.
- Поверхности в месте спаивания тщательно протереть флюсом.
- Произвести нарезку серебряного припоя. В конечном итоге он должен представлять собой стружку, которую следует насыпать на место соединения металлов.
- В газовой горелке отрегулировать пламя. Для схватывания припоя с поверхностями металлов место соединения сначала прогревается слабым огнем.
- Выставить газовую горелку на 750 градусов для основного нагрева. На латунной поверхности должен образоваться красный оттенок. Припоем заполняются все зазоры, далее он растекается по всему месту соединения.
- Выключить горелку и дать время изделию для остывания. Процедура считается выполненной правильно, если получился шов, который мало отличается от металла.
- Место соединения промыть, чтобы удалить остатки флюса.
Как паять латунь паяльником
Данный способ является самым распространенным, потому что его выполнить проще всего. Тому, кто не знает, как паять латунь паяльником в домашних условиях, специалисты рекомендуют придерживаться следующего алгоритма действий:
- В самом начале нужно произвести чистку соединяемых деталей. На металлических поверхностях должны отсутствовать различные посторонние наслоения и загрязнения.
- Расположить детали на специальной огнеупорной подставке. Смастерить ее можно дома из подручных средств.
- Для удаления всех дефектов в латунной поверхности место соединения обработать флюсом.
- Сверху посыпать припоем в виде крошки.
- Выполнить прогрев паяльником.
Очень часто новички задают вопрос, как паять медь с латунью твердым припоем. Специалисты советуют применять низкотемпературную пайку, которая способна обеспечить высококачественное соединение. Для этой цели потребуются паяльник, мощность которого не более 100 Вт, и ортофосфорная кислота. Перед работой поверхность изделия тщательно обезжиривается, с нее удаляется окисная пленка. Соединять металлы лучше с помощью оловянно-свинцового припоя ПОС60. Чтобы начать паять латунь, инструмент следует хорошо разогреть.
Для работы с серебряными припоями понадобится паяльник, мощность которого варьируется в пределах от 0,5 до 1 кВт. Обезжиривание осуществляется флюсом – концентрированной ортофосфорной кислотой. Также достаточно эффективным считается флюс на основе буры. В зоне спаивания образуется температура не менее 500 градусов.
Работы с нержавеющей сталью
Согласно многочисленным отзывам, домашним умельцам часто доводится паять латунью нержавейку. Так как в составах стальных сплавов наличие никеля и хрома не превышает 25 %, работы с такими материалами менее трудоемкие. Кроме того, такой состав обеспечивает надежное соединение деталей из нержавейки с другими металлами.
Исключение составляют магний и алюминий. Если нержавейка со значительным содержанием никеля, то в результате ее нагрева до 700 градусов происходит образование карбидных соединений. Чем продолжительнее нагрев, тем интенсивнее они формируются. По этой причине паять следует максимально быстро. Риск образования данных соединений будет минимальным, если в сплав во время пайки добавить титан. Как утверждают опытные мастера, особенно следует быть осторожным с наклепанными нержавейками. Обусловлено это тем, что на поверхности металла могут появится трещины. Чтобы предотвратить их образование, спаивание выполняют после предварительного отжига деталей.
Ход работы
Спаивание нержавейки выполняют следующим образом:
- Сначала поверхность тщательно зачищается наждачной бумагой или напильником.
- Далее место спайки обрабатывается флюсом, а именно паяльной кислотой.
- Затем поверхности требуется залудить – нанести на них тонкий слой припоя, содержащий олово и свинец. Бывает, что припой с первого раза нанести не представляется возможным. В таком случае придется применить кисточку, содержащую металлические жилы. Ими будет гораздо удобнее снимать окисную пленку, предотвращающую лужение.
- Используя паяльник и припой, выполняют спаивание деталей.
В заключение
Процесс пайки только на первый взгляд может показаться сложным. Проблем не возникнет, если освоить технологию и работать с грамотно подобранными расходными материалами.
Пайка латунью находит применение, если требуется соединить небольшие металлические детали. Например, она используется в художественной ковке при сборке общей композиции или в домашней мастерской. При этом больше всего подходит поделочная сталь с плоским или квадратным сечением, где площадь соприкосновения больше, чем у круглых прутьев. Помимо того что латунь может применяться в качестве припоя, чтобы спаять детали из этого материала, также существуют некоторые хитрости, чтобы получить качественный шов.
Как использовать латунный припой
Прежде чем начать пайку, изделие должно быть собрано. Для этого отдельные детали скрепляются посредством металлической проволоки (биндры). Когда подготовка окончена, все вместе помещается в горг, где происходит нагрев, пока металл не раскалится до красноты. При закладке нужно проявить предельную осторожность. Для расчистки места в углях под изделие используется кочерга, на решетке остается топливо достаточно большим и ровным слоем. При работе с углем важно следить, чтобы он не попадал на ковку, даже малейшими кусочками. Поддув горна не должен быть сильным, чтобы получить равномерное прокаливание.
В роли флюса, как правило, выступает бура. Перед нанесением она по всей поверхности смачивается водой, после чего приступают к пайке. Оставляя флюс на месте, берут прутик латуни и проводят его там, где должны быть соединения. В этот момент пламя в горне изменяет свой цвет на зеленый. В процессе пайки заготовка изделия не должна перемещаться и сдвигаться с первоначального места. Это поможет избежать случайного смещения деталей относительно друг друга, чтобы не испортить шов как с точки зрения внешней привлекательности, так и надежности шва.
Если в композиции содержится много элементов, то сваривание происходит по-другому. В тех местах, где будет производиться пайка, с самого начала латунь раскладывается кусочками, в расчете на то, что при нагреве она начнет растекаться, в результате чего детали будут скреплены.
Латунь может использоваться отдельными кусочками, стружкой или опилками, засыпаемыми в местах сварки. При этом они должны соответствовать требованиям чистоты, чтобы не было никаких примесей и посторонних включений. Железная стружка и другие металлические мелкие детали удаляются посредством магнита.
Чтобы спаять более мелкие детали, как скрепляющий материал применяют глину с добавленной в нее солью. Но при сборке отдельных частей для скрепления используется проволока не из железа, а из латуни. После этого изделие посыпается бурой, обмазывается глиной и аккуратно помещается на лист металла, который отправляется в горн. Поддувать также нужно слабо, прогрев глины должен происходить равномерно. После того как она засохнет, подача воздуха происходит активнее. Глина, начавшая трескаться, свидетельствует о том, что скрепление деталей надежно. Пайка отдельных частей происходит посредством латунной проволоки, которая к этому моменту плавится и скрепляет детали. По окончании процесса горн выключается, готовое кованое изделие должно остыть. Завершающим этапом осуществляется удаление глины и флюса, излишки припоя вычищаются с помощью напильника.
Вернуться к оглавлению
Пайка латуни газовой горелкой
Достаточно часто умельцы задаются вопросом, как паять латунь. При необходимости скрепления деталей из латуни применяется несколько иная технология. Латунные детали хорошо поддаются обработке, пайке, после чего их специально чернят. Многие в качестве припоя в этом случае используют олово: оно есть практически в каждой мастерской и легко плавится обычным паяльником.
Способ достаточно прост, но обладает существенными недостатками:
- готовый шов выделяется на фоне латуни белым цветом, при этом тонким и аккуратным он сразу выходит далеко не у всех;
- шов получается непрочным, не выдерживает изгибов;
- в процессе чернения оба металла ведут себя по-разному, шов из олова отличается от латунной детали по цвету, они имеют различные оттенки.
Избежать таких проблем поможет пайка с использованием специального припоя для латуни и флюса. Шов в итоге сложно отличить от основного металла изделия по цвету, он отличается высокой прочностью, а по химическому составу намного более сходен с латунью, нежели олово.
Работа с латунью, скорее, является сваркой из-за высоких температур, для которых не годится обыкновенный паяльник, но ее принято называть пайкой в основном из-за того, что пользуются припой.
Прежде всего, подготавливается припой.
В его состав входят серебро и медь в отношении 2:1, которые нужно сплавить между собой на газовой горелке. Медь более тугоплавкая, поэтому можно начать с нее и влить потом расплавленное серебро и перемешать проволокой, загнутой в виде крючка. Готовый припой остужают, раскатывают в вальцах либо на наковальне, после чего нарезают по частям. Существует более доступный способ: с помощью грубого напильника пройтись по отливке, чтобы образовалась стружка.
Далее заготавливается флюс. Бура в порошке смешивается с порошкообразной борной кислотой в равных частях по 20 г, после чего заливается стаканом воды. Чтобы ингредиенты хорошо растворились, все это нужно прокипятить. В качестве одного из вариантов использования можно посоветовать выпарить воду, твердый готовый флюс прокалить и стереть в порошок, который впоследствии перемешивается с припоем.
В предыдущих материалах мы рассмотрели электрические паяльники и газовые горелки, применяемые при пайке, а также ознакомились с припоями и флюсами.
Важно!!! Для всех работ с пищевым оборудованием нужно использовать ТОЛЬКО БЕССВИНЦОВЫЙ припой
Не забываем, что при пайке используются раскалённые предметы, агрессивные жидкости, напряжение 220 В. Будьте предельно бдительны, соблюдайте осторожность.
В этом материале перейдём к практике и попаяем медь. Попутно рассмотрим особенности её пайки.
Пайка меди и латуни не особо отличаются между собой. Основное отличие – теплопроводность, которая у меди в несколько раз выше. Поэтому латунь паять даже проще немного.
Паяются медь с латунью оловянным припоем, в качестве флюса используется канифоль,ортофосфорная и паяльная кислота. Можно паять и с аспирином, но это на крайний случай.
Я предпочитаю паять медь с ортофосфорной кислотой, при этом её не обязательно зачищать механически.
Рассмотрим на примере спайки двух медных трубок между собой..
Для начала, нужно расширить один из концов. Я для этой цели использовал тонкогубцы.
Второй конец наоборот, немного подтачиваем, чтобы он входил в расширенную часть.
Перед самой пайкой соприкасаемые части трубок необходимо залудить, то есть покрыть слоем олова. Да не просто покрыть, а покрыть качественно, чтобы металлы не отслаивались друг от друга. Для этого облуживаемая поверхность должна прогреваться не ниже температуры плавления припоя. А так как у меди очень высокая теплопроводность, то даже не очень толстую трубку одним паяльником прогреть будет очень сложно.
Для предварительного нагрева я использую газовую горелку, а уже потом быстренько наношу флюс и жалом паяльника наношу и размазываю припой припой.
При этом, перегреть деталь – так же плохо, как и не догреть. Я ориентируюсь по цвету меди, как только немного начинает темнеть – значит достаточно.
Хорошо лужёная поверхность имеет равномерный блеск, и не отстаёт от трубки даже при сильном царапании.
Латунь широко распространена в быту, и вопрос, чем паять латунь, для некоторых очень важен. Ремонт многих домашних устройств зависит от того, чем паять металл. Этот процесс заметно отличается от соединения других металлов. Он имеет ряд специфических особенностей и вызывает определенные сложности. Однако если выполнить некоторые условия, то пайка окажется по плечу любому человеку.
Латунь широко применяется в быту, и при поломке латунных изделий, возникает вопрос, чем же ее паять.
Особенности пайки медных сплавов
В быту часто используются разные детали, в которых использована латунь и бронза. Эти медные сплавы внешне очень похожи, но имеют разный состав и свои особенности. Латунь представляет собой медно-цинковый сплав с добавлением олова, алюминия и других металлов. Бронза – это сплав меди с оловом, алюминием, свинцом и другими веществами. Латунь, в которую добавлено олово, приближается к составу бронзы, но все-таки основу ее составляет цинк.
Материалы и инструменты для пайки латунных изделий.
Имеет свои характерные сложности. При термическом воздействии из сплава активно испаряется цинк, образуя плотную пленку из оксида цинка и меди. Пленка из оксида цинка разрушается с большими сложностями, а ее образование при содержании цинка в латуни более 15% происходит достаточно быстро. Канифоль, даже в сочетании со спиртом, не справляется с такой пленкой, что требует использования специальных флюсов.
Если использовать при пайке латуни оловянно-свинцовый припой, то соединение имеет низкую механическую прочность. Так, место спайки латуни оловянно-свинцовым припоем имеет прочность в 1,6 раз меньше, чем спайка меди. Это связано с появлением в паяном шве пор за счет испарения цинка.
Способы пайки бронзы зависят от ее состава. Оловянные и никелевые бронзы легко паяются оловянно-свинцовыми припоями. При пайке алюминиевых и бериллиевых бронз возникают трудно растворимые пленки, что вызывает необходимость применения специальных припоев и флюсов.
Вернуться к оглавлению
Флюсы для пайки металлов
Для пайки латуни понадобится бура – специальный флюс.
Флюсы предназначены для удаления пленки с поверхности спаиваемых металлов и защиты от образования новых пленок в зоне пайки. Если для соединения меди вполне достаточно канифоли, то для латуни необходим другой, значительно более агрессивный флюс. Состав флюса для различных латуней нужен разный, что вызвано введением в состав латуни некоторых металлов. Для распространенных латуней типа ЛС59 и Л63 достаточно применение хлористого цинка с небольшим содержанием борной кислоты. При пайке латуни с добавками свинца и кремния, например, латунь типа ЛКС80, рекомендуется флюс на основе соединения калия с фтором и бором или на основе буры.
В домашних условиях можно сделать следующий флюс, который подойдет для большинства латуней. Необходимо приготовить 20 г буры в порошке и 20 г борной кислоты в порошке. Порошки в сухом виде хорошо перемешиваются и заливаются 200 мл воды. Затем смесь подвергается кипячению и остужается.
Из готовых составов в качестве флюсов для латуни можно порекомендовать: отечественные – флюс «Бура»; флюсы ПВ-209 и ПВ-209Х. Из импортных следует отметить флюсы немецкого производства: флюс-паста Chemet FLISIL-NS-Pulver и Chemet FLISIL-NS-Paste.
Пайку бронз возможно осуществить под флюсом из хлористых солей (например, цинка) с добавлением соляной кислоты. Если пайка производится на высоких температурах, то лучше использовать борную кислоту в сочетании с хлоратами и фторидами. Для соединения алюминиевых и марганцевых бронз придется воспользоваться активными флюсами из ортофосфорной или плавиковой кислоты. Из достаточно доступных средств обычно используется ортофосфорная кислота.
Вернуться к оглавлению
Припой для латуни должен быть медно-фосфористыми. припоями
Припой – это металл, который в расплавленном состоянии внедряется в паяемые металлы и после остывания соединяет их. Следовательно, он должен иметь температуру плавления значительно ниже температуры плавления латуни и при этом иметь хорошую адгезию с ней, находясь в виде расплава. Обычные сплавы олова со свинцом следует применять в латунях лишь при соединении неответственных деталей, где нет требований к механической прочности и внешнему виду.
Состав применяемого припоя зависит от вида латуни. Если в латуни преобладает медная составляющая, то можно воспользоваться серебряными припоями от ПСр12 до ПСр72, припоями с содержанием латуни от ПМЦ36 до ПМЦ54 и медно-фосфористыми припоями. В случае преобладания содержания цинка следует применять серебряный припой не ниже ПСр40. Использование фосфористых составов ведет к заметному снижению механической прочности соединения из-за образования непрочных фосфорных соединений цинка. Более дешевые припои на основе латуни типа ПМЦ можно использовать только в деталях, не ощущающих вибрации и ударные воздействия. При соединении серебряными и фосфористыми припоями латунь достаточно сильно растворяется, что следует учесть, и сокращать время пайки и нагрева металлов.
Для ремонта и соединения стационарно закрепленных деталей (например, радиаторов или труб) часто применяются специальные твердые припои со сложным составом. Хорошие результаты показывает припой типа L-CuP6, имеющий температуру плавления порядка 730°C.
Вернуться к оглавлению
Приготовление припоя своими руками
Серебряные припой тоже годятся для паки латуни.
Для того чтобы решить вопрос пайки латуни, следует приготовить нужный припой своими руками. Наиболее подходящим для всех латуней является серебряный припой; его и следует приготовить. Расплавление металлов нужно проводить в тигле, выдерживающем значительные термические воздействия. Наиболее просто такой тигель делается из контактных угольных элементов для троллейбусов. Сгоревшие элементы вполне доступны и могут пригодиться для тигля. В таком графитовом элементе делается выемка размером примерно 2х2 см, а к выемке протачивается канавка шириной около 5 мм (для облегчения съема припоя).
Для припоя необходимы серебро и медь в соотношении 2:1. Отмеряется нужное количество металлов и опускается в тигель. С помощью газовой горелки добиваются расплавления металлов в тигле. Для упрощения процесса расплавления металлы предварительно следует максимально раскрошить. Расплав перемешивается стальным или керамическим (фарфоровым) стержнем. После остывания такой сплав можно использовать как припой.
Вернуться к оглавлению
Пайка паяльником
Паяльник для пайки латуни должен быть мощностью не менее 100 Вт.
Достаточно высокое качество соединения методом низкотемпературной пайки достигается при пайке латуни и меди или при пайке латуней с преобладанием содержания в них меди. В этом случае достаточно применение паяльника мощностью 100 Вт. В качестве флюса можно использовать паяльную или ортофосфорную кислоту. Перед пайкой необходимо тщательно обработать поверхность латуни для удаления окисной пленки и обезжиривания поверхности. В качестве припоя используется оловянно-свинцовый припой не ниже ПОС60. Пайка производится при хорошем разогреве паяльником зоны пайки металлов.
Паяльником можно паять латуни и с помощью серебряных припоев не ниже ПСр40. Для этого придется вооружиться мощным паяльником (0,5-1 кВт). В качестве флюса необходимо использовать концентрированную ортофосфорную кислоту или флюс на основе буры. Температура разогрева зоны пайки должна составить не ниже 500ºС. Перед пайкой следует уделить особое внимание тщательности обработки поверхности флюсом. Обработку следует проводить непосредственно перед поднесением нагретого паяльника с припоем. Таким способом можно заплавить дефекты в латунных массивных изделиях (например, радиаторы).
Краткое руководство по выбору припоя
Проволочный припой – одна из самых популярных форм припоя, которая продается. Он используется во многих отраслях промышленности, в которых используется припой. Не все припоя одинаковые – разные провода подходят для разных применений и температур. Паяльная проволока также может сильно отличаться от в зависимости от типа припоя, который вы хотите приобрести. Паяльная проволока – это проволока с низкой температурой плавления, которая может плавиться вместе с паяльником.В зависимости от области применения и температуры пайки доступно множество различных типов паяльной проволоки.
Паяльные проволоки обычно бывают двух разных типов – припой из свинцового сплава и бессвинцовый припой. Есть также проволока для припоя с канифольным сердечником, в центре которой находится трубка, содержащая флюс. Свинцовый припой обычно изготавливается из сплава свинца и олова. Олово обычно используется со свинцом, поскольку оно имеет более низкую температуру плавления. Он имеет соотношение сплава 63/37 или 60/40. При работе с электрическими компонентами лучше всего подходит 63/37.Это означает, что этот припой имеет резкий переход между твердым и жидким состояниями при изменении температуры. Это свойство очень полезно для уменьшения холодных стыков, которые обычно возникают, когда компоненты движутся во время охлаждения.В прошлом припой на основе свинца был промышленным стандартом, хотя проблемы со здоровьем, связанные со свинцом, сделали его менее популярным. В результате цена свинцового припоя и свинцового припоя за последние несколько лет снизилась.
Бессвинцовый припой в проволоке обычно содержит олово, серебро и медь.Бессвинцовые проволоки дороже припоев из свинцовых сплавов, а также их температура плавления выше. Это означает, что они требуют более высокого температурного потока. Проблема бессвинцового припоя в том, что он может быть очень хрупким. Бессвинцовые припои сыграли очень важную роль в уменьшении размеров портативных устройств. Когда малые форм-факторы с полупроводниками высокой плотности представляют собой корпуса с помощью бессвинцового припоя, они вызывают меньше проблем по сравнению с припоем на основе свинца.При выборе паяльной проволоки важно понимать свои требования к пайке, чтобы убедиться, что покупка эффективно подходит для вашего применения.В сантехнике используется припой 95Sn / 5Sb и 97Sn / 3Cu. Некоторые примеры материалов, используемых в этой отрасли, включают 15Sn / 85Pb, 20Sn / 80Pb, 30Sn / 70Pb, 25Sn / 65Pb и 40Sn / 60Pb, а также алюминий и медь. В производстве витражей рекомендуется использовать 60Sn / 40Pb, но вы также можете использовать 50Sn / 50Pb и 63Sn / 37Pb, в зависимости от того, над чем вы работаете. Канифоль и кислотный припой сердечника также обычно используются в электрических цепях или электрических соединениях.
Майер Сплавы
Mayer Alloys – это дистрибьютор припоя, который имеет запасы и поставляет полную линейку припоев.Поскольку мы являемся главным дистрибьютором AIM Solder, все материалы, которые мы храним и поставляем, гарантированы и сертифицированы в соответствии со стандартами ISO 9001. Mayer Alloys предлагает полный ассортимент цветных металлов высочайшего качества, специализирующийся на сплавах на основе олова и свинца, а также сплавах без свинца для производства и / или изготовления. В большинстве случаев мы отправим ваши товары в тот же день, когда они были заказаны. Служба поддержки клиентов и техническая поддержка всегда доступны, чтобы гарантировать, что вы получите нужные материалы. Для получения технической поддержки свяжитесь с нами по телефону 888-513-7971 или напишите нам по адресу sales @ mayeralloys.com.
Какой металл используется для пайки? Ты должен знать!
Пайка – широко используемый метод соединения различных металлических предметов. Его обратимость сделала его надежным методом. Есть некоторые специфические металлы, которые можно паять. Между тем, некоторые металлы нельзя паять. И есть некоторые наиболее часто используемые металлы для пайки.
Часто задаваемый вопрос о пайке: «Какой металл используется для пайки?» Ответ: существует очень много вариантов, но в основном это олово и свинец, а также некоторые другие легированные металлы.
Для вашего удобства в этой статье были рассмотрены отдельные металлы для пайки. Давайте начнем изучать…
Что такое пайка
Во-первых, давайте начнем с самой базовой информации для абсолютных новичков. Пайка – это процесс, при котором металлический припой соединяет два других куска металла. Припой – это в основном металл, который работает как клей при любых электрических соединениях или механических целях.
В двух словах обо всем процессе –
- Припой нагревается до точки плавления.
- Начинает плавиться на соединяемых металлах или проволоке.
- Затем остывает и затвердевает.
- Таким образом создается прочная металлическая связь.
Это тоже обратимо. Это означает, что отпайка также возможна. Паяльник – один из самых ответственных паяльных инструментов.
Пайка широко используется в электронных компонентах для создания проводящих связей между компонентами печатной платы при проектировании печатных плат и т. Д.
Какие металлы можно паять?
Когда дело доходит до пайки, существует огромное множество вариантов на выбор.Вы должны исследовать, какие металлы вы должны использовать для вашего конкретного применения.
Латунь – это то, что в первую очередь приходит на ум, когда речь идет о типах припоев. Это просто, надежно и менее сложно. Его постоянно используют при пайке. Для любительских применений латунь вполне подойдет.
Алюминий тоже отличный вариант. Для этого нужен специальный припой и более прочное оборудование.
Свинцовые присадочные материалы получили широкое распространение. Но из-за опасного воздействия на окружающую среду и здоровье человека он сейчас запрещен.Но свинцовые действительно упрощают процесс пайки. Эти припои по-прежнему предпочтительны в критических приложениях. Сегодня есть варианты без свинца на выбор. Некоторые из них – сурьма, медь, серебро, олово, индий и т. Д.
Серебро, медь, латунь, бронза и сталь – некоторые распространенные типы металлов, которые сами по себе образуют прочные физические или химические связи. А для других металлов, таких как чугун, титан, алюминий и т. Д., Требуется какой-либо сплав с более высокой температурой плавления.
Свинец или олово – мягкий припой.У них низкая температура плавления. Твердые припои образуют более прочную связь благодаря высокой температуре плавления. Однако свинец и олово трудно обрабатывать металлами, которые легко окисляются.
Есть и другие припои, называемые протирочными припоями. Они довольно подвижны, и ими легко манипулировать. Припой для зачистки кабеля имеет высокое содержание олова. Это обеспечивает прочную связь.
Медь, серебро, золото легко поддаются пайке. С железом, никелем и мягкой сталью труднее. И нержавеющая сталь, алюминий трудно паять.
Наиболее распространенные металлы, используемые для пайки
Два наиболее часто используемых металла в припоях – это свинец и олово. Свинец был одним из самых распространенных и широко используемых припоев. Он также менее подвержен неудачам. 60/40 – это обычное соотношение для смешивания свинца и олова для достижения температуры плавления 180 ° C-190 ° C. Его часто называют мягким припоем. Более высокая концентрация олова приводит к лучшей прочности на разрыв и сдвиг.
В ЕС запрещено использование пайки на основе свинца из-за ее неблагоприятных последствий.Бессвинцовые припои имеют более высокую температуру плавления по сравнению с другими обычными припоями. Серебряные припои – отличная замена припоям на основе свинца. Использование никеля в качестве добавок может уменьшить образование усов олова. Без свинца не всегда означает нетоксичность. Потому что пары других металлов тоже более или менее токсичны.
FluxЧасто в стыке или вокруг него присутствуют загрязнения, такие как грязь, масло, окисление и т. Д. Флюс предотвращает окисление и химически очищает металл.
В основном предотвращает образование оксидов.Флюс канифоли помогает в электрическом контакте и механической прочности соединений.
Общие сведения о смесях припоев
Свинец, олово и флюс широко используются в припоях. Доступно множество припоев. Кроме того, соотношение различных металлов в смеси также приводит к получению различных припоев. Процент добавок также отличает их друг от друга.
Сурьма используется в качестве легирующего металла в припоях. Повышает механическую прочность и предотвращает появление насекомых-вредителей. Но это не снижает смачиваемости.
Медь, индий и висмут вызывают снижение температуры плавления. Они также улучшают смачивающие свойства.
Индий улучшает пластичность. Используется для пайки золота. Они дорогие. Мы используем серебро для повышения прочности, в частности, механической прочности. Но снижает пластичность.
Существуют определенные комбинации соотношений металлов, которые можно использовать для конкретных применений для достижения прочных соединений.
Заключение
Доступно много типов и соотношений смесей припоев.Бессвинцовые, свинцовые и прочие! Несмотря на вредное воздействие свинцовых, они все же более надежны и предпочитаются профессионалами. Бессвинцовые технологии могут использоваться в электронных устройствах, отвечающих требованиям охраны окружающей среды и здоровья.
Надеюсь, эта статья была достаточно информативной, чтобы ответить на ваш вопрос «какой металл используется для пайки?» Если у вас есть дополнительные вопросы, мы предлагаем вам обратиться за помощью к специалисту или исследовать вашу конкретную проблему.
Список литературы
- https: // www.twi-global.com/technical-knowledge/faqs/what-is-soldering
- http://www.hotenda.com/ask/4379/what-metal-cannot-be-soldered
- https: // www. ehow.com/facts_5872641_metals-can-soldered_.html
- https://resources.pcb.cadence.com/blog/what-are-the-different-types-of-solder-2
- https: // davidneat. wordpress.com/tag/what-metals-can-be-soldered/
- https://www.quora.com/What-metals-are-typically-used-to-solder-components-to General-in-electronics
Можно ли использовать припой для сварки? – WeldingBoss.com
Поскольку мы уважаем вас, вы должны знать, что как партнер Amazon мы зарабатываем на соответствующих покупках, сделанных на нашем веб-сайте. Если вы совершаете покупку по ссылкам с этого веб-сайта, мы можем получить небольшую долю продаж от Amazon и других партнерских программ.
Даже если вы новичок в сварке, вы наверняка слышали термин «припой» в тот или иной момент. Он в основном используется в электронной промышленности, хотя его также можно использовать для соединения деталей и компонентов, чтобы закрепить их на месте.Однако некоторые люди могут задать общий вопрос: можно ли использовать припой для сварки.
Можно ли использовать припой для сварки? Припой в основном используется при пайке, но его можно использовать и для сварки. Однако имейте в виду, что припой не такой прочный, как другие типы материалов, которые можно использовать для сварки. Припой следует использовать для простых и менее сложных проектов, таких как электроника или соединение двух небольших деталей.
Когда дело доходит до припоя, бывает сложно понять, когда и где его использовать.Если вы не знаете, какой припой на самом деле соответствует , проблема становится еще более серьезной.
В этой статье вы увидите разбивку всех фактов, связанных с припоем. Вы узнаете, что такое припой и какие типы доступны, а также как он обычно используется.
Что такое припой?
Объявления По большей части припой всегда использовался в электронной промышленности. Первоначальный припой был изготовлен из уникальной смеси олова и свинца.
Однако в последние годы для изготовления припоя наблюдается приток различных материалов.В конце концов, различных типов припоя используются по-разному и имеют собственное назначение.
Припой можно использовать по-разному.
Хотя вы, скорее всего, найдете его в электронике, вы также можете использовать его в сантехнике и небольших сварочных работах. Однако припой часто называют 60/40, что означает, что он состоит из 60% олова и 40% свинца.
Эта смесь создает «эвтектическую смесь».
Что такое эвтектическая смесь?
Вы можете подумать, что этот химический термин не имеет ничего общего с припоем и сваркой, но это корень ответа, когда дело доходит до вопроса о том, можно ли использовать припой для сварки.
Рекламные объявления Эвтектическая смесь по существу описывает температуру плавления твердого тела. В данном случае вы рассматриваете эвтектическую смесь припоя.
Когда дело доходит до комбинации 60/40 многих припоев, используемых при сварке, они имеют очень низкую температуру плавления . Хотя это означает, что они легко свариваются, это также означает, что они не обязательно обладают прочностью .
Поскольку припой не обладает общей прочностью, он обычно не используется в больших проектах, таких как сварка каркаса кровати или установка перил для здания.
Если вы решите использовать припой, существует риск того, что металл сломается. Вот почему припой используется в небольших проектах , которые не требуют больших нагрузок, таких как электронные детали или сантехника.
А как насчет Flux?
Если вы что-нибудь слышали о припое, то, возможно, слышали термин «флюс». Flux оказался еще одной причиной , по которой припой не занимает важное место при сварке.
Но что такое флюс и какое отношение он имеет к припою?
Что ж, для того, чтобы припой правильно сцеплялся с другими твердыми телами, должен присутствовать флюс.
Флюс – это определенный тип кислотной смеси, которая способна удалять оксиды из стыка, тем самым позволяя припою течь в стык. Пока припой стекает по стыку, между двумя твердыми телами образуется хорошая и прочная связь.
Итак, флюс – это хорошо, не так ли? Хотя флюс является необходимым элементом при пайке и сварке, он также может действовать как раздражитель.
Когда припой нагревается и выделяется флюс, коричневая жидкость выделяет сильно едкий и раздражающий дым, который может вызвать проблемы у сварщика.
Поэтому припой следует использовать только при сварке в хорошо вентилируемом помещении.
Размеры припоев при сварке
Припой можно использовать по-разному, когда дело доходит до сварки. Поскольку это более слабый материал, он обычно используется в электронике.
Однако это не единственный способ использовать припой. Припой, который используется при сварке электроники, обычно представляет собой тонкую проволоку.
Это значительно упрощает обработку и плавление в областях, где необходимо сварить два стыка.
Когда дело доходит до электронного припоя, вы почти всегда захотите использовать меньшую и более тонкую полоску припоя.
Для более крупных проектов, в которых используются соединения «нормального» размера, может потребоваться более широкий припой. Попытка использовать тонкий электронный припой на обычном стыке будет сложной задачей, потому что стыки длиннее и больше.
При выборе припоя для сварки у вас есть два типа паяльной проволоки, которые вы можете выбрать: стандартный калибр проволоки, или SWG, или калибр проволоки для Америки, также известный как AWG.
По большей части, обычная цепь для сварки припоя потребует от 20 до 22 SWG, что составляет от 12 до 21 AWG.
Если вы имеете дело с более крупными и толстыми соединениями, вам следует рассмотреть 18 SWG, то есть 16 AWG.
Все ли припои сделаны из свинца?
Воздействие свинца может вызвать множество проблем со здоровьем, из-за чего некоторые сварщики задаются вопросом, есть ли другой вариант, кроме обычного припоя 60/40, обычно используемого во всех типах сварки.
Хорошая новость: да, есть бессвинцовые припои, доступные для широкой публики. Фактически, в некоторых странах, например в Европе, запрещены любые типы припоев, содержащих свинец.
Итак, какие новые типы припоев в настоящее время предлагаются населению?
Самый популярный вариант – это припой, состоящий из смеси 99,3% олова, остальное – медь.
Причина, по которой эта конкретная замена припоя так популярна, заключается в том, что она имеет такую же температуру плавления, что и свинцовый припой 60/40, поэтому при сварке не требуется вносить больших изменений.
Другой популярный вариант бессвинцового припоя – смесь олова и серебра.Однако он немного дороже, чем смесь олова и меди, поэтому не может найти широкого применения. Он также известен своей более низкой температурой плавления, что может вызывать проблемы при сварке или .
Этот тип серебряного припоя продается под названием «Бессвинцовый серебряный припой ».
Не путайте его с другими серебряными припоями, доступными для покупки, потому что они обычно продаются в виде катушки с серебряным припоем.
Если вы планируете выбрать бессвинцовый припой, то вам следует знать следующее:- Бессвинцовые припои с медью имеют немного более высокую температуру плавления, а бессвинцовые припои с серебром ниже. По большей части не должно быть слишком заметно . Однако при сварке паяльником могут потребоваться некоторые изменения.
- Бессвинцовые припои используются для тех же целей, что и обычные припои. Это означает, что они обычно формируются для электронного использования, хотя в некоторых небольших проектах они найдут применение. Это также означает, что бессвинцовые припои не следует использовать для всего, что требует больших нагрузок или большого веса. Они сломаются.
Заключение
При сварке можно использовать припой, хотя он довольно слабый.
При этом припой действительно служит своим целям в небольших областях, особенно в электронике.Имейте в виду, что существуют припои разных размеров и типов, некоторые из которых содержат свинец, а другие не содержат свинец.
Пока ваш проект небольшой, припой подходит для использования.
Есть ли разница между сваркой и пайкой?
Как и многие термины для листового металла, пайка и сварка взаимозаменяемы. Однако, хотя эти две операции похожи, их процесс и вспомогательные методы различны.
Основное отличие сварки от пайки – плавление.При пайке производители металла нагревают склеиваемый металл, но никогда не плавят его. При сварке производители металла плавят основной металл.
Пайка больше всего похожа на пайку, потому что в ней используется капиллярное действие, чтобы вливать металл в соединение, пока он не остынет и не затвердеет. Для получения дополнительной информации о пайке щелкните здесь.
Чтобы узнать больше о разнице между пайкой и сваркой от Kaempf & Harris, прочтите:Большая разница
Kaempf & Harris с помощью ME Mechanical, нового онлайн-ресурса для инженеров-механиков и студентов инженерных специальностей, создали простую схему, объясняющую основные различия между пайкой и сваркой:
- Сварные соединения самые прочные, за ними следуют паяные соединения, затем паяные соединения.
- Для сварки требуется около 6500 градусов по Фаренгейту, а для пайки – около 840 градусов по Фаренгейту.
- Заготовки и металлическая основа нагреваются и плавятся при сварке. Пайка не требует нагрева деталей.
- Согласно ME Mechanical, «Механические свойства основного металла могут измениться в месте соединения из-за нагрева и охлаждения» во время сварки. При пайке механические свойства не меняются.
- Требования к квалификации сварщика обычно выше, чем у паяльщика.Однако стоимость тепла примерно такая же.
- Термообработка всегда требуется для сварного шва, тогда как пайка никогда не требует термической обработки.
- Сварка не требует предварительного нагрева заготовки. Однако пайка требует предварительного нагрева для получения высококачественного соединения.
Процесс
Согласно Machine Design, «пайка – это низкотемпературный аналог пайки».
Согласно определению Американского сварочного общества, «пайка происходит с наполнителями (также известными как припои), которые плавятся при температуре ниже 840 градусов по Фаренгейту.Металлы, которые можно паять, включают золото, серебро, медь, латунь и железо ».Свинец был основным металлом для этой техники обработки листового металла. Однако экологические проблемы подталкивают промышленность по производству листового металла к использованию бессвинцовых альтернатив.
«Наполнитель, называемый припоем, плавится. Когда он затвердевает, он прикрепляется к металлическим частям и соединяет их. Связь не такая прочная, как … сварная.Флюс, химическое чистящее и очищающее средство, используется при пайке и сварке для очистки металлических поверхностей.Флюс облегчает нанесение припоя, чтобы он растекался по соединяемым деталям.
«Пайка также используется для соединения электрических компонентов», согласно Machine Design. «Соединение не обязательно является прочным или конструктивным, но электрически соединяет детали с помощью проводящего припоя».
В процессе сварки происходит плавление. Плавление – это общий термин при изготовлении листового металла для соединения металлов схожего состава и точек плавления. Ванна расплавленного материала, называемая сварочной ванной, образуется из-за высоких температур плавления деталей.
Эта ванна охлаждается, образуя соединение, которое прочнее, чем основной металл, и давление в виде тепла может использоваться для облегчения производства сварных швов.
Сварка также требует формы экрана для защиты присадочного металла от загрязнения или окисления, что является потерей электронов и вызывает образование оксида железа (более известного как ржавчина) на металле.
Методы
Типы пайки включают следующие:
- Пайка
- Твердая или серебряная пайка
- Пайка мягким припоем
Виды сварки включают следующие:
- Сварка сопротивлением
- Электрошлаковая сварка
- Порошковая сварка
- Газовая дуговая сварка металлом
- Газовая вольфрамовая дуговая сварка
- Сварка стекла
- Газокислородная сварка
- Сварка пластмасс
- Дуговая сварка в экранированном металле
- Сварка под флюсом
Если вы хотите узнать больше о сварке, нажмите кнопку ниже, чтобы загрузить памятку Kaempf & Harris по условиям сварки:
Советы и хитрости пайки – Сообщество производителей ювелирных изделий Ganoksin
Медицинские кровоостанавливающие зажимы и щипцы являются хорошими зажимами для припоя проволоки.Зажимы для пайки могут быть изготовлены из шплинтов, проволоки для плечиков, рояльной проволоки, стальной ленты или старых пружин часов. Их можно использовать для скрепления частей.
Утяжелители для пайки – хороший инструмент. Несколько штук разного веса действительно полезно иметь под рукой и очень быстро использовать. Они удерживают предметы во время пайки и могут иметь фиксирующие концы с зазубринами, просверленными отверстиями или канавками. Традиционно они изготавливаются из прямоугольных блоков из прочной стали, к которым прикреплен прижимной стержень.Однако их бывает трудно найти. Можно использовать уголок.
Подойдет даже банка для сардины, наполненная металлическим или свинцовым наполнителем. Их можно сделать из прямоугольных толстых стальных листов со стальными стержнями 1/8 дюйма или 3 мм, припаянными (думаю, твердо припаянными) к блоку, используя флюс с белой пастой, серебро, серебряный припой, латунь или медь, чтобы зафиксировать его на месте.
Конец, который опирается на изделие, чтобы удерживать его на месте, может иметь разную форму для разных целей. Для стержня хорошо подходят старые надфили.Они намного быстрее в использовании, чем любой третий рычаг, поскольку у каждого есть паяльный вес разного размера, и они быстро устанавливаются на изделие, чтобы удерживать его на месте. Их часто используют в сочетании с гнездом. Если использовать лист стали, а не твердый прямоугольный блок, получается относительно легкий вес для пайки, но он позволяет легко складывать кирпичи или другие объекты на плоскую поверхность груза, чтобы быстро иметь переменный вес.
Есть много видов преломляющих поверхностей, которые можно использовать для пайки, от кусков пемзы до Kitty Litter® (остерегайтесь последнего – он имеет тенденцию лопаться при первом нагревании, используйте защитные очки, наденьте фартук и наденьте его. t носить сандалии).Кому-то нравятся керамические блоки различных типов, графит подойдет, проверенный временем (и приятная восстановительная атмосфера) угольный блок всегда хорош, хотя и несколько дорого.
Я предпочитаю использовать легкий (не плотный и тяжелый) огнеупорный кирпич из тех, из которых керамисты строят печи. Его можно легко придать форму, распилить или разрезать с помощью пилы по дереву, вставить в него провода и штыри, очистить его, царапая другой огнеупорный кирпич – в общем, это полезная поверхность для пайки.
У меня есть пульверизатор с водой, как растительный мистер, возле паяльного стола.Он используется для тушения угольного блока сразу после его использования. Это сохраняет блок намного дольше, чем просто позволяет ему гореть после использования. Спрей также используется для закалки, если я не возражаю против небольшого распыления и хочу, чтобы вода не попала во внутренние пространства конструкции или сложенный кусок металла во время складывания.
Раньше с угольным блоком я брал металлическую банку со стенками немного ниже и больше, чем блок, и заливал в нее литье или паяльную паковку, а затем устанавливал блок на место.Это предотвращает раскол блока, поскольку они имеют тенденцию к этому, и поскольку он установлен в металлическом поддоне, он становится более чистым и более легким в обращении, чем просто незакрепленный блок. Некоторые люди оборачивают блок проволокой по бокам, чтобы удерживать его вместе, хотя, на мой взгляд, это все же позволяет отваливаться грязным битам и не учитывает большие трещины.
Джон Когсуэлл придумал отличный способ делать гранулы или маленькие шарики с помощью угольного блока. Он использовал их для гранулирования, но есть множество применений для маленьких сфер.Для блока делают металлический каркас, как показано на схеме. Блок наклоняют на подставку или что-то в этом роде, а рядом ставят небольшую кастрюлю с водой. Когда нагревают маленькие металлические куски, как только они становятся круглыми, они скатываются по поверхности блока, сохраняя свою форму, а затем приземляются в воду. Рама направляет их от блока в кастрюлю. Я нарисовал прыжковые кольца, а не металлическую стружку, потому что прыжковые кольца – единственный способ легко и точно гарантировать одинаковый объем металла при изготовлении маленьких мячей.
Это быстрый метод для небольшого количества сфер. Большие количества обычно получают путем наслоения металлических деталей в порошке древесного угля и нагревания в печи в течение некоторого времени, а затем смывания золы.
Гнездо для пайки – это свободно намотанный пучок довольно тонкой железной вязальной проволоки. Слегка раздвиньте пальцы, чтобы намотать проволоку (0,016 или тоньше), чтобы не защемить их слишком туго. Полезны гнезда нескольких размеров, но, как правило, три пальца дают гнездо хорошего размера для большинства работ.Один из них наматывается под разными углами, образуя неплотно переплетенную подушечку толщиной около 4 мм (3/16 ″). Это заставляет работу нагреваться от огнеупорного кирпича, позволяя теплу, отраженному от кирпича, воздействовать на него. Поскольку железо плохо проводит тепло, оно удерживает тепло после того, как пламя убирается в другом месте, и действует как электрическая горелка под частями детали, которую не нагревают горелкой, потому что она светится, когда пламя перемещается в другом месте детали. Это наиболее полезно с более широкими типами пламенных горелок; профессионалы, работающие только с мини-фонариком, не сочтут это полезным.
Такое гнездо имитирует действие пайки на угольном блоке и обеспечивает больше тепла, хотя и не предлагает условий восстановительной атмосферы угольного блока. Однако тонкая железная проволока намного дешевле, чем угольный блок, и служит годами. Если вы используете для этого слишком толстый провод, то его воздействие на теплоотвод при контакте с изделием может помешать пайке.
гнездо для пайки железной вязальной проволоки.Паяльный камень Kerr® Quickset # 2 – отличный помощник для скрепления деталей во время пайки.Дуг Заруба использует половину мяча для сквоша как небольшую миску для смешивания, делает смесь, похожую на глину, помещает ее вокруг частей, которые нужно скрепить, моет руки, и затем она готова к пайке. Для получения очень густой смеси посыпьте оставленные сломанные части пильного полотна или волокнистый материал, такой как Fiberfax® или стекловолокно (зудящий и неприятный). Его можно заказать у местного поставщика, у которого есть каталог Kerr®. Однако он не указан вместе с инвестициями, а вместо этого находится в разделе «специализированные продукты» и находится в конце каталога.Более долговечные приспособления для пайки могут быть изготовлены из смеси одной трети паковочной массы, одной трети портландцемента и одной трети стекловолокна. Такое приспособление может выдержать около 50 пайки.
Радиаторы обычно являются проблемой при пайке, но их можно использовать творчески, чтобы предотвратить раскрытие ранее паяных соединений во время последующих операций пайки. Примеры включают куски стали, шайбы, гайки и старые медные монеты – при этом следует быть осторожным, чтобы они не были сделаны с алюминиевым сердечником с низкой температурой плавления, как многие новые монеты.Отличительной чертой опытного ювелира является использование радиаторов вместо замедлителей текучести припоя. Контроль нагрева – это контроль пайки.
Тонкая (калибр 30) железная вязальная проволока очень хороша для скрепления деталей. Важно использовать кабель, так как он с меньшей вероятностью выгорит во время пайки и может немного расширяться и сжиматься, так что не будет вдавливания связанного объекта, что может произойти очень легко, если слишком толстый провод используется для связывания во время пайки. Основное правило – никогда не использовать проволоку толщиной, равной или толще связываемого листового металла.Обычно достаточно двухжильного кабеля.
Скрученный трос затем наматывают петлей через каждые 1-2 см, а затем скручивают и скручивают в ряды натяжных петель. Важно всегда крутить их в одном направлении, чтобы случайно не ослабить их позже в неподходящий момент. Они могут быть затянуты и позволяют распределять нагрузку по системе связывания, чтобы проволока не деформировалась внезапно, как только ее затягивают достаточно сильно. Они также допускают более сложные ситуации с подключением.
Важно никогда не прокладывать проволоку через открытое пространство, так как металл размягчается, прогибается внутрь и разрушается.Вместо этого используются крючки и наличие петель натяжения, чтобы иметь возможность перенаправить давление на самые прочные структуры паяемого объекта. Поскольку при нагревании все становится мягким и податливым, мы используем конструктивную прочность, чтобы заменить прочность материала при температурах, необходимых для паяной конструкции.
Можно соединить проволокой очень сложные для точной фиксации формы, например, шар. Обратите внимание, как наличие натяжных петель позволяет протягивать через них крючки и провода, что делает возможным подсоединение почти любого объекта.
Некоторые ювелиры предпочитают вязальную проволоку из нержавеющей стали, потому что ее можно поместить в травление, не вызывая реакции покрытия. Мне не нравится отсутствие растяжения при затягивании, но, как и все, к этому можно привыкнуть и приспособиться.
При перекрытии шва вязальной проволокой возьмите более толстую проволоку (калибр 16 и выше) и сделайте перемычку, чтобы снять вязальную проволоку со шва. Это предотвращает его припаивание к шву. Обратите внимание на то, как проволока перемычки изгибается вверх и от шва, чтобы избежать контакта с ним, а также как концы перемычки из толстой проволоки также загибаются вверх от соединяемой металлической поверхности, так что, как салазки на салазках, они не царапаются. поверхность, на которой они находятся.
Лучше потратить час на подключение сложной работы, а затем потратить меньше пяти минут на беспроблемную пайку, чем возвращаться и ремонтировать или устранять проблемы. С опытом нужно реже подключать провода, но правильная установка проводки или пайки обычно экономит значительное время в долгосрочной перспективе. Старая цитата Аристотеля: «Хорошее начало – половина дела», хотя и вызывает раздражение, – точна.
Когда нужно паять хвостовик кольца, не подвергая опасности камень, его обычно упаковывают в охлаждающий материал, такой как паковочный камень Kerr® # 2 (Quickset # 2), Kool Jool®, влажное матовое бумажное полотенце и т. Д., Чтобы защитить его.По моему опыту лучше всего подходит влажное бумажное полотенце, потому что лучше контролировать степень его влажности и, следовательно, безопасность камня. Однако я предпочитаю держать головку кольца под водой в тигле и удерживать кольцо при помощи паяльной массы. Можно также сделать тонкий кусок обожженного кирпича, который заправляют внутри кольца над уровнем воды, чтобы дополнительно отражать тепло вверх и замедлять испарение воды.
Этот подход особенно хорош для серебряных колец, поскольку серебро проводит тепло лучше, чем любой из металлов, и поэтому для такой пайки требуется интенсивное горячее нагревание.Во всех случаях необходимо следить за уровнем воды, чтобы случайно не упасть слишком низко и тем самым не поставить под угрозу камень. Другой используемый материал – это бумажная глина, продукт японского происхождения, который можно найти во многих ремесленных мастерских.
Метод защиты драгоценных камней от тепла был разработан в магазине Роберта и Барбары Кейлор в Бойсе, штат Айдахо. Они используют тигель со свинцовой дробью в нем, чтобы надежно удерживать кольцо при пайке. Таким образом, можно следить за уровнем воды, чтобы убедиться, что он не опустится слишком низко, как будто на кольце есть неприятный свинцовый беспорядок, не говоря уже о потенциальном повреждении камнями (для удаления свинца используют соляную кислоту; смесь соляная и вода в различных пропорциях).Альтернативой будет дробь из нержавеющей стали.
Другой трюк с пайкой от Кейлора заключается в использовании здоровенного круглого или кольцевого магнита от стереодинамика в качестве удерживающего инструмента для задней части одного или нескольких стальных самоблокирующихся пинцетов; такой же недорогой вид используется и для зажимов для пайки штырей серьги. Они легко маневрируют, быстро устанавливают, снимают и удерживают предметы толщиной с магнит (около 1 см или чуть меньше полдюйма) над поверхностью пайки. Магниты также могут быть установлены различными способами на их сторонах и так далее, чтобы обеспечить другие удерживающие положения для самоблокирующегося пинцета.
Отметим, что система Benchmate® поставляется с лучшими третьими плечами, которые я когда-либо видел, и имеет различные паяльные платформы, зажимы и радиаторы для кольцевой пайки, которые входят в стандартную комплектацию системы.
Замедлители текучести припоя лучше всего использовать, когда радиаторы не работают. Обычно эффективнее и быстрее работать с терморегулятором и радиаторами. У кого-то может возникнуть ложное чувство безопасности с замедлителями текучести припоя и попытаться использовать методы нагрева, которые могут угрожать повреждению детали.Иногда, однако, требуется замедлитель текучести припоя, чтобы предотвратить замерзание детали при пайке, например, при пайке некоторых цепей и пайке спускового крючка для защелки на месте в защелке (я бы все равно использовал радиатор и скорость с этим методом).
Некоторые люди используют желтую охру с водой. Я обнаружил, что он имеет тенденцию «просачиваться» во флюс, что затрудняет пайку. Его несколько лучше смешать с небольшим количеством масла, а не с водой, но мне трудно удалить его с куска, и я не использую его.
Некоторые люди используют немного румян из пыли полировальной машины, смешанной с небольшим количеством масла, что хорошо работает.
Можно взять небольшой кусок резины (кусок вулканизированной формы, отрезать кусок старого шланга горелки и т. Д.) И, удерживая его пинцетом, потереть им металлическую часть, которую необходимо защитить, пока она горячая. Резина плавится с поистине неприятным запахом (используйте вентиляцию) и оставляет на металле коричневый слизистый слой. Это тоже хорошо работает.
Мне больше всего нравится корректирующая жидкость Papermate ©.Существуют версии на основе растворителей и без растворителей на водной основе. По моему опыту, версия на водной основе не так легко отрывается от металла после пайки, как версия на основе растворителя, которую я поэтому предпочитаю. Я слышал, что он содержит токсичные химические вещества, которые выделяются при нагревании, и написал в компанию Papermate список всех металлов, химикатов и температур, с которыми их продукт может контактировать при стандартном использовании металлургов. В ответном письме не было упоминания о химическом взаимодействии с белым пигментом, и они считали, что основная опасность заключается в используемом растворителе: 1.1.1. трихлорэтилен, который, как я понимаю, является мутагеном и канцерогеном.
Это наводит меня на мысль, что белый материал – это что-то инертное, например оксид олова или карбонат кальция (мел). 1.1.1. трихлорэтилен распадается при нагревании с образованием газообразного хлора, хлористого водорода и газообразного фосгена, которые очень токсичны. Их лаборатория провела испытания скорости испарения и обнаружила, что из-за того, что кожа покрывает растворитель, не испаряется так быстро, как они думали. Кажется, что примерно через двадцать минут после нанесения растворитель полностью испарится.Однако здесь возникает проблема безопасности, и рекомендуется использовать альтернативные материалы на основе растворителей. Хотя мы не обсуждаем воздействие большого количества растворителей, кто-то в какой-то момент будет использовать их большое количество сразу или в течение всего дня, что может привести к травмам. Гончарная «мытье в печи» тоже может подойти.
У меня есть подозрение, что Papermate® и подобные продукты в основном состоят из карбоната кальция, который производители печати называют «белилой», а все остальные – «мелом». Самым дешевым по объему источником мела в растворе, вероятно, является Maalox®, хотя я еще не пробовал использовать его в качестве замедлителя текучести припоя.
Kaylor использует China White, стандартный материал для художников-графиков, состоящий в основном из мела, в качестве эффективного замедлителя течения припоя. Он поставляется в виде жидкости в тюбике или в виде сухого пирога, который можно использовать как акварельный пирог с кистью и небольшим количеством воды.
Келли Клеммер из Калгари использует Papermate® в качестве резиста для ретикуляции на латуни. Он рисует его по узору, дает ему более чем достаточно времени для проветривания, а затем создает сетку поверхности. Где резист остается более или менее гладким, обеспечивая гладкие образные (в его случае) области среди ретикуляции.
Некоторые ювелиры используют одноразовые зажигалки для зажигания фонарей. С одной стороны, это здорово, потому что команды инженеров потратили годы на выяснение самого лучшего и простого способа зажигать искру вручную и придумали эту форму, но если они содержат газ, они могут взорваться, если их ударить искрой или случайно коснуться пламя факела. Ходят слухи, что зажигалка имеет такую же взрывную силу, что и граната, и может оторвать ногу. Затем я предлагаю использовать пустой и осторожно отпилить самое дно, чтобы не оставалось никакого топлива вокруг него.Если в дне есть отверстие, то можно, как я, забить гвоздь рядом с местом пайки, и зажигалка будет аккуратно на нем сидеть.
Старомодная выдувная трубка, которую все еще можно купить у большинства поставщиков инструментов, стоит около двух долларов, в ней используется пламя спиртовой или масляной лампы, и она позволяет получить горячие точки различных размеров, температура которых составляет около 1700oF. Маленький – это как мини-фонарик за 500 долларов менее чем за 5 долларов. Отверстия разного размера в разных наконечниках дают очаги разного размера. Один мягко дует в трубу и через пламя на работу.Давление воздуха требуется не очень большое. Единственный трюк – научиться удерживать воздух в одной щеке, как трубач, который продолжает идти по трубе, пока вы дышите через нос, чтобы поддерживать постоянное давление воздуха. Причина, по которой у ювелирных спиртовых ламп плоские стороны, заключается в том, что их можно слегка наклонить, чтобы пламя паяльной трубки могло легче проходить через них при такой пайке. В качестве источника воздуха можно использовать бесшумный регулируемый насос для аквариума. Я видел это один или два раза с газовыми / воздушными горелками в качестве источника воздуха.Большая часть мира до сих пор использует этот инструмент.
Некоторые ювелиры используют очистители труб в качестве флюсовых щеток. Мне нравятся безыгольные шприцы для введения водянистых растворов флюса в пробирки и другие труднодоступные места.
Самоблокирующийся пинцет можно купить и при необходимости изменить его форму. Хорошая форма – это изгиб на полдюйма под прямым углом на конце. Его можно запилить так, чтобы отдельные провода или штыри можно было удерживать во время пайки. Джон Когсуэлл использует их версии как чрезвычайно полезные приспособления для пайки и теплоотводы для изготовления выводов из проволоки.Показан пример, в котором на кончиках пинцета расположены две поперечные распорки с перемычками и вертикальный зубец, которые зажимаются вместе для пайки с помощью точечной горячей мини-горелки прямо в пинцете. Установка собирается по одному вертикальному выступу за раз.
Пара более дешевых самоблокирующихся пинцетов из хромированной стали с треугольной выемкой на каждом из концов, автоматически захватывает и защелкивает стойки серьги под прямым углом для быстрой пайки штырей серьги.Чтобы использовать их, достаточно просто бросить стойки сережек на стол, и они легко и быстро удерживаются под углом 90o, независимо от того, под каким углом они захватываются. Обратите внимание, что концы были опилены так, что при использовании они плавно захватывают и направляют стойку серьги в ее паз. Опять же, другие канавки, щели и отверстия могут быть установлены для удержания различных типов узлов вместе во время пайки. Если они сделаны из титана или если титановые концы прикреплены к самоблокирующемуся пинцету, они не могут припаиваться друг к другу или к собираемым металлам и поэтому становятся превосходным приспособлением для пайки.
Самоблокирующийся пинцет может быть изготовлен из толстой железной проволоки. В основном это своего рода клещи с пружинностью и встроенным зажимом. В европейских каталогах инструментов есть примеры, которые можно быстро изготовить, посмотрев на фотографии.
Для такого зажима также можно использовать шплинт и тяжелую гайку. Она изгибается вверх после того, как на нее надвинута гайка, а при повороте гайка в некоторой степени входит в шплинт, так что он фиксируется, когда гайка навинчивается на изогнутые ножки шплинта.Подобные зажимные приспособления можно легко сконструировать, подумав.
Самоблокирующиеся пинцеты и зажимы могут быть изготовлены различными способами. Например, можно надеть кольцо или овальную петлю на обычный пинцет и сдвинуть его вверх, чтобы затянуть их на месте. Существуют буквально десятки самодельных зажимных приспособлений для пинцета для пайки. Определите проблему пайки; определите «что должно быть» для настройки пайки, и будет доступно какое-то приспособление для пайки.
Некоторые версии могут быть сделаны для удержания кольцевых лент вместе во время пайки или для удержания головки. Самоблокирующийся пинцет также может быть изменен на различные полезные формы, такие как зажимы для удержания головок на месте в хвостовике во время паяной конструкции. Некоторые специальные пинцеты можно купить у поставщиков инструментов.
Пинцет для удерживания головки на кольце во время пайкиПаяльники необходимы: они могут быть сделаны из проволоки для плечиков. Один конец скручен, чтобы предотвратить захват горячим концом, а другой конец заземлен до точки.Последние 2 см или 3/4 дюйма согнуты под прямым углом. Это позволяет подбирать предметы с помощью кирки, а также видеть, что показанная кирка делает во время использования, чего нелегко сделать с прямой. Причина такой формы задней части кирки заключается в том, чтобы ее было на чем повесить, и чтобы иметь ручку, с помощью которой можно было бы ею управлять. Лучший материал – титан, к которому припой не прилипнет. Можно даже намотать припой прямо на метку, а затем соскользнуть на деталь с метки.Я могу разделить расплавленный шарик припоя резцом, чтобы разделить его пополам. Источником титановой проволоки 16 г является Reactive Metals ([email protected]). Еще один источник титановой проволоки для изготовления паяльных инструментов – местный магазин высокотехнологичных велосипедов – там часто используются титановые спицы, а могут быть и изогнутые спицы бесплатно.
Ди Фонтанс обнаружил, что использование стального паяльного инструмента, на который было намеренно расплавлено некоторое количество припоя, было полезно в качестве метода доставки контролируемого небольшого количества припоя на тонкие проволочные паяные соединения, такие как филигранные.Излишки расплавленного припоя можно «слить» в тонкий скрученный кабель из проволоки, который на конце залит флюсом и изнашивается.
Некоторые люди используют карандаш в качестве паяльника. Дерево постепенно выгорает от использования, оставляя графитовый стержень в несколько обугленной деревянной ручке. Такой инструмент можно использовать и для перемешивания расплавленного металла.
Artists графитовые палочки иногда могут быть достаточно длинными, чтобы работать как палочки для перемешивания расплавов. Кварцевые стержни также используются для перемешивания расплавов, но следите за теплом, передаваемым вверх и наружу через конец стержня – можно обжечься.
Паяльники для закрепления проволоки припоя при пайке больших предметов очень полезны, чтобы не обжечь руку от теплового излучения. Они сделаны из сварочного прутка и имеют длину около 14-18 дюймов. Они похожи на миниатюрные кузнечные щипцы с очень длинными ручками, одна из которых изогнута так, что фиксируется на другой. Это обеспечивает натяжение спереди. Некоторые из них загружены проволокой или ленточным припоем, готовым к использованию. Также подойдут длинные кровоостанавливающие средства.
Пайка проволокой чрезвычайно полезна для производства (автоматический карандаш можно использовать как ручку и подающее устройство).В Германии используется «Lötblitz», разновидность паяльной ручки с автоматической подачей проволоки, у нее есть храповик для большого пальца, который направляет припой вперед, когда вы ее используете, и вы стоите с катушкой на руке, очень быстро подавая и паяя. Пайка проводов, как правило, беспорядочная, но опытный специалист по пайке проводов может паять так же чисто, как и аккуратно размещенные микросхемы.
Недавно я начал использовать гемостаты с цветовой кодировкой (используются для зажима кровеносных сосудов во время операций – вы можете найти их на барахолках и в магазинах электроники типа Radio Shack) в качестве зажимов для различных припоев для проводов, твердый припой одного цвета, средний другой.Ручки окрашены аэрозольной краской, и они подвешены, загружены и готовы к использованию в зоне пайки. Перед началом работы у меня есть по три штуки каждого цвета / типа припоя.
Т-образные булавки, которые используются художниками по тканям и швеями, можно согнуть и вставить в огнеупорный кирпич, чтобы удерживать предметы на месте, аналогично тому, как кузнецы зажимают предметы на наковальне с помощью “ прижимного инструмента ”, вставленного в отверстие в верхней части наковальни.
Несколько слов об отжиге.Поскольку в некоторых книгах говорится, что металл при отжиге становится докрасна, многие люди так поступают. Фактически, это серьезно повреждает кристаллическую структуру металла, если происходит дальнейшая продолжительная деформация; волочение, прокатка, погоня, подъем, ковка и т. д. будут происходить с ним. Перегрев вызывает увеличение зерна, что в конечном итоге может привести к растрескиванию металла.
Это не имеет особого значения, если работа используется только для строительства или находится в конце пластической обработки. Описание светящегося красного цвета относится к тем временам, когда не было электрического света, а зона пайки находилась в самой темной части цеха и представляла собой кузницу.Фактический цвет – красный, который вы видите у винограда Конкорд, почти совсем не красный. Если сегодня вы видите какой-либо видимый красный свет, исходящий от куска металла при нормальных комнатных условиях, он уже перегрет. Поэтому нам нужны другие индикаторы отжига металла.
Храмовые палочки и мелки – это восковые материалы, используемые сварщиками. Если храмовая палочка плавится, значит, вы достигли определенной температуры. Грязь, которую нужно счистить.
Флюс из буры становится стекловидным, но затем его необходимо счистить.
Синий мел плотников становится белым.
Мыло цвета слоновой кости становится черным.
Бамбуковая шпажка или кусок дерева оставляет след, похожий на нарисованный углем (Дэвид ЛаПланц).
Постоянный маркер исчезнет.
Мой любимый метод – наблюдать за цветом пламени. Он станет отчетливо желтовато-оранжевым в тот момент, когда металлическая поверхность достигнет примерно 800 градусов по Фаренгейту. Это температура, при которой частицы углерода накаляются, и это означает, что несгоревшие частицы углерода в пламени ударяются о поверхность с такой температурой независимо от того, какой материал это поверхность сделана из.Однако это ниже 900 градусов по Фаренгейту, что называется «теплом черного тела», то есть температура, при которой материалы начинают излучать видимый свет. На практике к тому времени, когда вы распознаете желтое пламя и отреагируете на него, температура несколько повысится, и вы будете иметь примерно подходящую температуру для всех металлов, которые нас интересуют. (Да, я знаю, что все они имеют разные температуры отжига, но, учитывая потребность в средней точности и скорости работы, это хороший подход).
У Кейлора есть хороший трюк для отжига катушки с проволокой, которая, в зависимости от источника тепла, иногда может подвергнуться риску перегрева или даже расплавления. Он скручивает его в жестяную банку, а затем нагревает банку. Он работает как небольшая временная печь и защищает проволоку от прямого огня, предотвращая ее расплавление. Я слышал об отжиге на горячей плите по той же причине.
Процесс серебряной пайки | Как сделать серебряный припой
Успешная пайка серебром может стать ключом к богатству творческих возможностей после освоения, и существует ряд различных методов, которые можно использовать для создания прочного соединения.Независимо от того, какие методы пайки вы предпочитаете, основы хорошей пайки остаются неизменными. Итак, вот краткий справочный список для тех, кто новичок или не знает, где и как паять серебром.
Для чего используется серебряный припой?Серебряная пайка – это процесс постоянного соединения двух металлических частей вместе с использованием тепла для плавления кусков серебряного припоя для заполнения подготовленного стыка. Он используется в основном с серебром для изготовления ювелирных изделий и серебряных изделий, но также может использоваться для соединения меди, позолоты, латуни и золота, если это необходимо.
Существуют ли разные типы припоя?ДА. Существует четыре класса серебряного припоя (твердый, средний, легкий и очень легкий), все они выпускаются в виде полос. Температура плавления серебряного припоя будет варьироваться в зависимости от типа припоя.
Серебряная полоса припоя
Идея состоит в том, чтобы использовать их последовательно, начиная с твердого, имеющего самую высокую температуру плавления, чтобы он мог выдерживать длительный нагрев при выполнении последующих соединений – ниже вы найдете руководство по температуре плавления серебряного припоя для различных типов припоя. припой:
Как нагреть металл для пайки?Припой Диапазон плавления Жесткий 745 – 780 ° C Средний 720 – 765 ° C – Легкий Extra Easy 655-710 ° C Тепло при пайке серебра обеспечивает паяльная лампа.Они могут быть небольшими и портативными, если вы работаете с ограниченным пространством, или более крупными и сложными, если они подключены к баллону с газом через резиновые шланги, если это предпочтительно. Оба типа паяльной горелки создают горячее пламя за счет комбинации кислорода и газа (обычно пропана, бутана или природного газа), который регулируется с помощью клапана для управления смесью, таким образом изменяя размер и интенсивность пламени.
Что такое флюс?Flux – это, по сути, чистящий раствор, который наносится на паяное соединение перед нагревом.Припой не будет работать без него, поэтому iFlux по сути является чистящим раствором, который наносится на паяное соединение перед нагревом. Без него припой не будет работать, поэтому он является жизненно важным компонентом любого процесса пайки. Флюс бывает жидким (Auroflux) или пастообразным (блюдо из буры и конус) и наносится небольшой кистью.
Где я могу паять?Пайка должна выполняться на жаропрочной поверхности, способной выдерживать и поглощать сильное тепло.Небольшую рабочую зону можно легко построить из жаропрочных листов и кирпичей (заменитель асбеста, магнезия, древесный уголь и т. Д.), Которые идеально подходят для большинства небольших паяльных работ. Более крупные работы следует выполнять только в специально построенном паяльном очаге с соответствующей вентиляцией и соблюдением всех мер пожарной безопасности и безопасности.
Как очистить металл после пайки?Ювелиры используют чистящий раствор под названием Pickle (Picklean) для удаления оксидов и грязи, которые накапливаются во время пайки.Раствор можно использовать как в теплом, так и в холодном виде, и украшения просто погружают в него, пока они не станут чистыми.
Процесс пайки
, шаг за шагом- Очистите и обезжирьте металл, подлежащий пайке, с помощью напильника и наждачной бумаги или влажной и сухой бумаги.
- Убедитесь, что припаиваемый металл максимально плотно прилегает друг к другу (стык должен быть незаметен).
- Нанесите флюс на шов и осторожно нагрейте до высыхания.
- Приложите крошечные палочки (кусочки) серебряного припоя вдоль соединения.Припой также должен быть чистым и обезжиренным.
- Равномерно нагрейте металл на тонком пламени. Держите пламя в движении и постоянно наблюдайте, как металл начинает светиться тускло-красным светом.
- По мере того, как металл нагревается, обратите внимание на вспышку серебра, которая означает, что припой потек. Как только это произойдет, снимите паяльную лампу.
- Дайте детали остыть и поместите в раствор для травления для очистки.
ПРИМЕЧАНИЕ: если припой не растекся или не образовал надежного соединения, вам нужно будет тщательно очистить ваш предмет перед повторной попыткой, следуя шагам, описанным выше.
После того, как вы овладеете основами процесса пайки серебром и познакомитесь с необходимыми инструментами для работы, вы сможете переходить к более сложным проектам пайки.
Хотите убедиться, что ваша мастерская хорошо оборудована для вашего следующего проекта по пайке ювелирных изделий? Узнайте об основных инструментах для пайки, а также об инструментах для многих других техник изготовления ювелирных изделий из нашего Руководства по изготовлению ювелирных изделий для начинающих, которое можно бесплатно просмотреть здесь.
Сохранить на потом
12 лучших припоев для электроники и других небольших проектов
В настоящее время в Интернете можно найти много электронных припоев. Вы даже можете найти модели с добавленным флюсом из твердой канифоли с содержанием флюса 2 или более процентов. Эта функция означает, что вам больше не нужно погружать его в поток каждый раз, когда вы его используете.
Итак, независимо от того, являетесь ли вы новичком или энтузиастом электроники среднего уровня, вы можете работать более эффективно.Тогда вы сможете закончить свою работу намного быстрее и выполнить еще больше проектов.
Впрочем, какой припой для электроники сегодня тоже сказать сложно. Доступно много типов припоев, и все они хорошо подходят для различных областей применения. Вот почему припой всегда будет зависеть от типа электронной пайки, которую вы планируете делать.
Итак, чтобы помочь вам найти подходящий электронный припой, вот несколько вещей, которые следует учитывать при покупке инструмента для пайки электроники.
- Тип припоя: При выборе припоя необходимо учитывать проект, над которым вы в первую очередь будете работать. Один тип припоя является наиболее подходящим припоем для печатных плат с небольшими промежутками между выводами, а другой тип припоя – это припой. для электропроводки электроники.
- Диаметр припоя: Диаметр припоя также является одним из важных факторов. Припои диаметром более 1 мм нельзя использовать с маленькими клеммами. С другой стороны, припои диаметром меньше 0.6 мм потребует слишком много материала и займет слишком много времени для нанесения.
- Точка плавления припоя: Если вы используете старый или ограниченный паяльник, вы также должны учитывать температуру плавления припоя. Для некоторых припоев требуется более высокая температура плавления, особенно для бессвинцовых припоев. Вот почему вам может понадобиться низкотемпературный припой, если ваш паяльник не готов к царапинам.
Теперь, чтобы помочь вам выбрать правильный электрический припой, ознакомьтесь с двенадцатью верхними выводами для пайки и подробным руководством по покупке ниже.
Припой Top 12 для электроники Обзоры
1. Припой для проволоки Kester 32117 60/40
Торговая марка Kester Solder – одна из самых популярных марок припоев для проволочного припоя. Они известны созданием надежных продуктов для пайки, таких как припои 32117.
Эта модель Kester 32117 имеет флюс в сердечнике, что позволяет ему мгновенно плавиться, как только он касается горячего паяльника. Его диаметр 0,031 дюйма также идеально подходит для ремонта небольшой электроники и даже для пайки средних размеров.Эти функции помогут нам выполнять работу быстро и чисто, даже если мы не профессионалы.
Одна из лучших особенностей этого устройства – большое количество паяльного провода, входящего в комплект. Хотя в катушке не указана длина провода, ее веса в 1 фунт более чем достаточно для большинства проектов.
Кроме того, для этого требуется всего 30-ваттный паяльник, а это значит, что нам не нужно иметь мощное устройство для его использования. А поскольку он не требует такого большого нагрева, наши платы и другие электронные компоненты с меньшей вероятностью могут быть случайно повреждены.
Единственный недостаток этого продукта – он дороже других. Видимо, это связано с большим количеством проволочного припоя, входящего в комплект. Было бы лучше, если бы они предложили более легкую упаковку на 1,7 унции для людей, которым не нужно столько свинца для небольших проектов по пайке электроники.
Плюсы
- Известная и надежная марка паяльника
- Флюсовый припой с сердечником мгновенно плавится при каждом применении
- 031 дюйм диаметром идеально подходит для малых и средних приложений
- Большое количество припоя позволит использовать его в нескольких проектах
- Совместим с 30-ваттным паяльником
Минусы
- Дороже по сравнению с другими продуктами на рынке
Этот припой рекомендуется домашним мастерам, которые работают над большим количеством проектов.Объем свинца в упаковке будет фантастической ценой, несмотря на свою высокую цену.
2. Maiyum 63/37 Припой для сердечника на основе олова и свинца
Этот продукт идеально подходит для небольших паяльных работ в полевых условиях. Поскольку он легкий и компактный, его можно легко носить с собой. Он идеально помещается в нашем кармане или сумке с набором для пайки, что позволяет нам иметь его под рукой при работе над проектом.
Припой Maiyum также имеет более низкую температуру плавления – 361 ° F, поэтому нам не нужно мощное паяльное устройство, чтобы использовать его эффективно.В то же время высококачественная канифольная сердцевина этого припоя помогает обеспечить изысканную отделку, гарантируя, что наши соединения не ослабнут со временем.
Отличительной чертой этого предмета является его доступная цена. Мы можем получить качественный припой, не тратя слишком много средств. Кроме того, он поставляется с полной гарантией возврата средств, поэтому, если мы не удовлетворены результатами, мы можем легко вернуть его продавцу.
Тем не менее, профессионалы, работающие над многими проектами, могут столкнуться с недостатком свинца для пайки.Из-за небольшого размера его обычно достаточно для одной или двух работ. Мы должны заказать больше катушек, если у нас будет больше проектов, которые в конечном итоге могут обойтись нам дороже, чем предполагалось.
Плюсы
- Компактный размер и легкий вес позволяют легко носить с собой
- Относительно низкая температура плавления 361 ° F позволяет легко наносить
- Высококачественная канифольная сердцевина обеспечивает аккуратные и надежные соединения
- Доступная и экономичная цена на припой 63/37 на основе олова и свинца
- Поставляется с 30-дневной гарантией возврата денег
Минусы
- Недостаточно паяльного провода на катушку для широкого применения
Идеально подходит для тех, кому необходимо иметь при себе небольшое количество пайки для мелких ремонтных работ.Он легкий и портативный, поэтому его легко положить в карман или положить в наш набор для пайки.
3. Ядро канифоли на основе олова-свинца WYCTIN 60/40
Припой WYCTIN лучше всего подходит тем, кто занимается тонкой пайкой. Его небольшая толщина всего 0,0236 дюйма позволяет нам наносить необходимое количество припоя для тонких проводов и крошечных разъемов. Таким образом, мы можем работать более аккуратно на небольших досках с ограниченным пространством.
Соотношение олово-свинец 60/40 в этом припое идеально подходит для большинства паяльных работ.Он также лучше подходит для использования, особенно на небольших рабочих станциях в помещении, так как при нагревании выделяет меньше дыма или вообще не выделяет его. Кроме того, этот припой содержит всего 1,8% флюса в сердечнике, практически не оставляя следов.
Еще одна особенность этого припоя – его наличие в различных диаметрах и весах. Пользователи могут выбирать вес катушки от 1,76 унции до 3,52 унции. Вы также можете выбрать диаметр от 0,0236 дюйма, 0,0315 дюйма, 0,0394 дюйма или 0,0472 дюйма.
Хотя мы можем использовать это значение 0.0236-дюймовый припой для большинства применений, он не подходит для тех, где требуется большое количество припоя. Для домовладельцев, работающих с толстыми проводами, такой диаметр паяльного вывода займет много времени и займет много времени. Лучше использовать его для деликатной пайки, а более толстый паяльный стержень – для других целей.
Плюсы
- 0 Припой диаметром 236 дюймов идеально подходит для небольших и деликатных применений
- Соотношение 60/40 на основе олова и свинца обеспечивает прочные соединения с высокой проводимостью
- При использовании образует меньше дыма
- Содержит 1.8% флюса в сердечнике, практически не оставляет остатков
- Доступны также различной массы и диаметра
Минусы
- Слишком тонкий для больших приложений
Припой WYCTIN 60/40 рекомендуется для чистых паяльных работ. Но если вы планируете работать над более крупными проектами или вам нужен припой большего диаметра, пользователи могут выбрать припой большей толщины и веса.
4. Проволочный припой Icespring 63/37
Для профессионалов, работающих над большим количеством проектов, хорошо иметь припой, который можно легко носить с собой.Поэтому, когда возникает необходимость в мгновение ока исправить соединение, мы можем легко вытащить его из кармана или ящика с инструментами.
Припой Icespring Solder – один из таких выводов для пайки. Он поставляется в прозрачной тубе карманного размера для удобного хранения и переноски. Я часто храню его вместе с паяльниками. Поэтому, когда мне нужны инструменты для пайки электроники, в моем наборе для пайки электроники всегда будет готовый вывод для пайки.
Этот припой хорошо растекается по достижении точки плавления, что гарантирует отсутствие разбрызгивания при сохранении антикоррозийного покрытия.Он также быстро затвердевает, что позволяет мне работать над большим количеством проектов. Я считаю это практичным при ремонте электроники, особенно при работе с цепями, требующими надежного соединения.
Еще одна особенность этого паяльного провода, которая нравится большинству профессионалов, – это его уникальная прозрачная трубка для хранения. Мы можем сразу увидеть, сколько у нас осталось свинца, чтобы сделать заказ снова, когда его кончится.
Мы также можем держать паяльный провод прямо, не касаясь пальцами шлангового паяльника во время использования.Кроме того, он защищает наш припой от загрязнения и других остатков, обеспечивая его целостность при нанесении.
Однако не рекомендуется использовать высокотемпературные паяльники с этим выводом. Высокая температура паяльника сказалась на качестве флюса сердечника припоя. Поэтому при нанесении лучше использовать более низкотемпературный паяльный аппарат или паяльную пасту.
Плюсы
- Карманная упаковка позволяет легко хранить или носить с собой куда угодно
- Расплавленный припой хорошо растекается без разбрызгивания
- Быстросохнущий припой для более быстрого нанесения
- Уникальная прозрачная упаковка позволяет легко увидеть, сколько свинца осталось
- Накопительная трубка предотвращает загрязнение паяльного вывода грязью и другими остатками
Минусы
- Высокотемпературный паяльник снижает эффективность пайки
В целом, припой Icespring предоставит нам удобный и безопасный способ нанесения припоя.Однако при использовании высокотемпературного паяльного устройства следует использовать немного паяльной пасты.
5. Припой на основе олова и свинца Alpha Metals 60/40
Припой Alpha Metals 60/40 на основе свинца – идеальный припой для больших проектов. Его огромный объем в 4 унции в катушке делает его пригодным для множественных подключений как для легких, так и для средних приложений. Он также прост и удобен в использовании, что позволяет начинающим домашним мастерам получать профессиональные результаты.
Этот паяльный стержень также хорошо плавится и не оставляет следов на вашей работе.Кроме того, он не оставляет следов флюса, поэтому вам не нужно много чистить после нанесения. Это делает его идеальным для труднодоступных мест, где может быть сложно очистить после того, как все компоненты будут впаяны.
И если нам понадобится больше пайки для более крупных проектов, мы можем выбрать одну, две, три или даже четыре катушки свинца. Таким образом, нам нужно сделать заказ только один раз, чтобы все выводы для пайки были готовы к работе.
Однако мы должны быть осторожны при использовании этого.Когда мы используем паяльный провод, он может выделять вредные пары, поэтому лучше не использовать его в замкнутом пространстве. Также рекомендуется использовать защитное снаряжение, такое как паяльная маска, или иметь хорошо вентилируемое рабочее место при пайке электронных схем.
Плюсы
- Подходит как для легких, так и для средних применений
- Проста в использовании и дает профессиональные результаты
- Очень хорошо плавится, не оставляет следов ожога и ожогов
- Не оставляет следов, идеально подходит для труднодоступных мест
- Обеспечивает соединение с высокой проводимостью
Минусы
- Не рекомендуется для использования в закрытых помещениях
Припой Alpha Metals на основе олова на основе свинца рекомендуется как новичкам, так и профессионалам.Он не оставляет следов пригорания и остатков флюса, что позволяет пользователям каждый раз выполнять чистую установку.
6. Припой на основе олова и свинца HGMZZQ 60/40
Припой HGMZZQ 60/40 идеально подходит для больших кабелей и соединительных проводов. Его диаметр 0,0393 дюйма позволяет пользователям наносить большое количество припоя для широкого применения. Кроме того, его температура плавления составляет всего 361 градус по Фаренгейту, что позволяет ему работать даже с низкотемпературными паяльниками.
Этот припой содержит 2 штуки.2% канифольный флюс, поэтому нам не нужно использовать дополнительный флюс. Соотношение олова и свинца 60/40 дает блестящую поверхность, делая ее профессионально выполненной. Это приводит к превосходному применению, которое трудно отличить от припоя, применяемого на заводе.
Если нам нужно больше свинца, мы можем выбрать катушку весом 1 фунт, чтобы работать над как можно большим количеством проектов. Компания также предлагает 30-дневный возврат средств за этот припой. Если нас не устраивает качество припоя или он не дает ожидаемых результатов, мы можем запросить полный возврат средств.
Однако этот паяльный провод оставляет небольшое количество остатков. Это может вызвать проблемы с нашей схемой в будущем, если мы не очистим ее. Однако мы можем очистить это быстро и легко с помощью комбинации изопропилового спирта и мягкой щетки. Просто убедитесь, что наша цепь обесточена во время чистки в целях безопасности.
Плюсы
- Диаметр 0393 дюйма делает его идеальным для больших кабелей и разъемов
- Свинец для пайки с низкой температурой плавления не требует высокотемпературного паяльника
- 2-процентное содержание флюса упрощает использование без дополнительного флюса
- Блестящая отделка придает профессиональный вид
- Поставляется с 30-дневной гарантией полного возврата денег
Минусы
- Оставляет остатки, требующие очистки
Хотя припой HGMZZQ оставляет некоторые следы, он отлично подходит для тех, кто работает с толстыми проводами и большими разъемами.Его также легко чистить, для этого потребуется только кисть и немного спирта.
7. Припой Austor 60/40 с оловянно-свинцовой канифолью для сердечника
Канифольный припой Austor 60/40 с сердечником бывает разного веса и диаметра, что позволяет нам выбрать лучшую комбинацию для наших нужд. Параметры варьируются от 0,0236 дюйма до 0,0590 дюйма. Мы также можем выбрать вес от 1,76 до 3,52 унции.
Этот припой также течет свободно и равномерно при нанесении паяльником. Он также обеспечивает отличное сопротивление изоляции на нашей печатной плате.Канифольный припой сердечника также делает его эффективным в использовании, поскольку нам больше не нужно наносить дополнительный флюс.
Кроме того, этот припой поставляется в красивой катушке, которая позволяет легко разматывать паяльный провод. Нам не нужно беспокоиться о том, чтобы он порезался или сузился, поскольку мы работаем с паяльным проводом. Это также один из самых недорогих вариантов на рынке, который дает покупателям большую ценность при покупке.
Однако этот припой медленно плавится при температуре от 365 до 374 градусов по Фаренгейту. По этой причине для быстрого нанесения рекомендуется использовать высокотемпературный паяльник.Единственное преимущество, которое это дает, заключается в том, что он быстро застывает, поэтому нам не нужно тратить столько времени на ожидание, пока он остынет.
Плюсы
- Доступны пять диаметров и два варианта веса
- Хороший припой для электроники, обеспечивающий отличное сопротивление изоляции
- Ядро канифоли позволяет эффективно использовать
- Идеально сбалансированная катушка для легкого использования
- Один из самых недорогих на рынке припоев с выводами 60/40.
- Плавление при температуре 365 ° F примерно до 374 ° F
Минусы
- Требуется более высокая температура плавления по сравнению с другими выводами для пайки
Для любого домовладельца, которому нужны припои разных размеров и веса, Austor 60/40 – отличный выбор.Они могут подобрать идеальное сочетание диаметра и объема для конкретного применения. И если мы работаем над разными проектами, мы даже можем выбрать их все.
8. Проволока для оловянно-свинцовой пайки AxPower 63/37
AxPower 63/37 лучше всего подходит для профессионалов, работающих со всеми видами электроники. Одна упаковка содержит пять диаметров. От 0,019 дюйма до 0,047 дюйма мы можем получить припой подходящего диаметра, необходимый для одной покупки. Покупателям не нужно беспокоиться о нескольких расходах и сроках доставки, так как все это собрано в одной коробке.
Домовладельцы могли получить припой диаметром 0,019 дюйма за один заказ, самый любимый припой для малогабаритной электроники. Они также получат припой диаметром 0,047 дюйма, идеально подходящий для более толстых проводов и разъемов. Это означает, что мы работаем с мелкой электроникой и крупной бытовой техникой всего за один заказ.
Этот припой также имеет низкую температуру плавления, что позволяет наносить его, избегая деформаций. Кроме того, благодаря высококачественному сердечнику из флюса он становится еще более стабильным при использовании сильного нагрева.Таким образом, независимо от того, есть ли у нас паяльник для низких или высоких температур, у нас гарантированно будет отличный припой профессионального качества.
Однако этот припой действительно выделяет дым и остатки при нанесении. Это не так уж и сложно, так что проблем не возникнет. В качестве меры предосторожности рекомендуется надеть паяльную маску и использовать ее в хорошо вентилируемом помещении. У нас также должен быть изопропиловый спирт и легкая кисть для очистки.
Плюсы
- Пять разных диаметров в одной покупке для экономии денег и времени
- В комплект входит файл 0.Припой от 019 до 0,047 дюйма для любого применения
- Высококачественный припой с флюсом делает его более устойчивым при высоких температурах
- Быстро плавится, предотвращает деформацию
- Дым и остатки легко удаляются
Минусы
- Образует дым и может потребовать очистки после нанесения
Для профессионалов, работающих над различными проектами, такими как пайка проволоки для электроники, припой AxPower – отличный выбор.Мы можем сэкономить много денег и времени, получив все за одну покупку.
9. Radio Shack 60/40 Ядро канифоли
Radio Shack – один из ведущих производителей электроники, и он подходит даже для таких рутинных задач, как припой. Этот паяльный стержень с канифольным сердечником 60/40 и диаметром 0,032 дюйма идеально подходит для малых и средних приложений. Его массивный вес в 8 унций также идеально подходит для тех, кто работает над крупными проектами.
Еще одна замечательная особенность этого припоя – канифольный сердечник, обеспечивающий прочное соединение при нанесении на провода и разъемы.Он также оставляет блестящую поверхность, позволяя пользователям получать аккуратный и профессиональный вид даже для новичков в пайке.
Катушка также содержит меры предосторожности, предупреждения и инструкции на случай возникновения неблагоприятных последствий при работе с ней. Таким образом, мы будем знать, что делать, если наши коллеги или мы почувствуем себя плохо из-за вдыхания, проглатывания или контакта кожи с расплавленным припоем.
Это идеальное решение для профессионалов, которые работают над большим количеством проектов. Одной катушки будет более чем достаточно для выполнения нескольких заданий, и мы не закончим работу посреди работы.Его диаметр 0,032 дюйма позволит нам использовать его для большинства размеров проводов и соединений.
Хотя припой хорошо подходит для большинства применений, у него есть некоторые проблемы с прилипанием к гладким поверхностям. Добавление дополнительного потока обычно решает эту проблему, так что это не проблема. Однако это означает, что мы должны иметь под рукой некоторый поток при его использовании, чтобы избежать проблем.
Плюсы
- 032-дюймовые стандартные диаметры припоя, которые идеально подходят для малых и средних проводов
- Катушки на 8 унций более чем достаточно для нескольких проектов
- Флюс, активированный канифолью, обеспечивает прочные соединения
- Придает блеск при высыхании
- Поставляется с предупреждениями, мерами предосторожности и инструкциями по оказанию первой помощи
Минусы
- Может потребоваться дополнительный флюс для нанесения на гладкую поверхность
Это идеальное решение для профессионалов, которые работают над большим количеством проектов.Одной катушки будет более чем достаточно для выполнения нескольких заданий, и мы не закончим работу посреди работы. Его диаметр 0,032 дюйма позволит нам использовать его для большинства размеров проводов и соединений.
10. Ядро из оловянно-свинцовой канифоли Austor 60/40
Воздействие окружающей среды может загрязнить наш припой, что ухудшит его характеристики. Вот почему припой Austor для сердечников из флюса поставляется в красивой пластиковой трубке, которая сохраняет его чистоту и безопасность.
Кроме того, этот припой поставляется в упаковке по шесть штук, чтобы пользователи могли держать один в кармане, один в ящике для инструментов, а остальные – в хранилище.В качестве альтернативы мы можем распространить его среди наших людей, если мы работаем в команде.
Отверстие в крышке позволяет использовать упаковку непосредственно как паяльную ручку. При его использовании нам не нужно держать паяльный провод, поэтому наши пальцы защищены от случайного прикосновения к паяльнику, что не дает нам обжечься.
Расплавленный припой также течет плавно и равномерно, что позволяет нам наносить припой правильно и эффективно. Он также быстро тает, поэтому нам не нужно использовать много тепла.Для этого нет необходимости использовать высокотемпературный паяльник.
Кроме того, этот товар имеет отличную упаковку и поставляется в шести тюбиках в одной упаковке, что делает его идеальным для тех, кому нужно много припоев. Однако, если мы собираемся использовать его только для одного небольшого проекта, шести трубок может быть слишком много. Если мы занимаемся пайкой электроники изо дня в день, возможно, нам лучше купить одну батарею.
Плюсы
- Пластиковая упаковка для трубок для сохранения чистоты и надежности припоев
- Шесть пробирок в упаковке делают его идеальным для тех, кто работает в команде
- Отверстие в крышке упаковки позволяет использовать ее как паяльную ручку
- Расплавленный припой равномерно течет и обеспечивает прочное соединение при установке
- Не требует высокой температуры плавления
Минусы
- Припой из шести штук может оказаться слишком большим количеством выводов для небольшого проекта
Это идеальный пакет припоя для тех, кто работает в команде.Их можно распределить между рабочими, что позволяет каждому иметь свой собственный контейнер для эффективной работы.
11. Бессвинцовый припой Tabiger
Бессвинцовый припой Tabiger – это экологически чистый раствор свинцового припоя. Это бессвинцовый припой, который работает и работает так же, как и обычные свинцовые припои. Однако, поскольку он не содержит свинца, он полезен для здоровья пользователя и не оказывает вредного воздействия на окружающую среду.
Он также содержит 2% твердого канифольного флюса, что означает, что пользователям не потребуется дополнительный флюс только для того, чтобы его использовать.Кроме того, он обеспечивает стабильное паяное соединение, несмотря на то, что не содержит свинца. Это делает его пригодным для многожильных проводов. Кроме того, его использование потребует меньше усилий, поскольку в нем меньше остатков, чем в других припоях для стержней из канифоли.
Больше, чем все вышеперечисленное, этот припой соответствует стандартам RoHS. Это гарантирует, что этот припой будет работать должным образом и не станет причиной отказа в будущем. Он был протестирован и признан соответствующим электрическим спецификациям ассоциации.
Это идеальный пакет припоя для тех, кто работает в команде. Их можно распределить между рабочими, что позволяет каждому иметь свой собственный контейнер для эффективной работы.
Плюсы
- Не содержит свинца, что исключает риск для пользователя и окружающей среды
- 2% канифольного флюса снижает потребность в дополнительной канифоли
- Обеспечивает надежное и стабильное соединение
- Оставляет меньше остатков по сравнению с другими порошковыми припоями
- Соответствует требованиям RoHS, что гарантирует соответствие глобальным электрическим стандартам
Минусы
- Для высокой температуры плавления необходим высокотемпературный паяльник
Хотя этот припой имеет более высокую температуру плавления, он намного безопаснее по сравнению с другими выводами для пайки.Он также обеспечивает прочное и стабильное соединение с твердой фиксацией после схватывания.
12. Бессвинцовый припой с сердечником из канифоли «Мандала»
Припой для электроники Mandala – отличный выбор для тех, кто работает с различными электрическими системами и платами. Он обеспечивает прочную адгезию при любой пайке, обеспечивая прочную связь с нашей работой.
Этот припой также обладает повышенной устойчивостью к нагреванию, усталости и окислению. Это гарантирует, что схемы, которые мы создаем, смогут выдерживать более суровые условия окружающей среды по сравнению с другими припоями.
Он также прошел строгий контроль качества, гарантирующий постоянное соотношение толщины и канифольного ядра от конца до конца. Он также практически не производит шлака и дыма, что позволяет нам получать профессиональные результаты. Таким образом, с этим продуктом могут работать как новички, так и профессионалы.
Кроме того, мы можем использовать этот припой практически для всех типов электроники. Этот припой для электрических соединений применим для автомобилей, жилых автофургонов, компьютерных плат и ювелирных изделий. Это также отличный припой для аудиоэлектроники, снижающий электрические шумы и помехи из-за несовершенного припоя.
Единственная проблема, с которой мы можем столкнуться с этим припоем, заключается в том, что при застывании у него нет блестящей поверхности. Хотя мы можем попробовать жидкий припой с его применением, он не будет выглядеть таким отполированным, как другие припои на основе свинца.
Плюсы
- Обеспечивает надежное соединение
- Устойчивость к нагреванию, усталости и окислению позволяет припою прослужить даже в открытом виде
- Стабильный калибр и канифоль от конца до конца
- Образует меньше шлака и дыма, обеспечивая профессиональные результаты
- Может использоваться почти для всех приложений
Минусы
- Не имеет полированного вида припоев на основе свинца
Это идеальный припой для тех, кто использует его в приложениях, выходящих за рамки домашней электроники.Он гибкий и может использоваться даже для припоя, не связанного с электроникой, например для ювелирных изделий.
На что обращать внимание при покупке припоя для электроники
На рынке есть много типов припоев. Однако наиболее распространенными припоями для ремонта электроники являются свинцовые припои и бессвинцовые припои.
Первое, что нужно учитывать, – это бренд – это то, что вы знаете и которому доверяете? Но если вы посмотрите за пределы названия, вы все равно сможете найти качественные припои от разных производителей.Поэтому, если вы хотите попробовать другие бренды или не знакомы с популярными названиями в области пайки, вот некоторые вещи, которые следует учитывать.
Во-первых, прежде чем вы найдете подходящий припой для работы, вам необходимо подумать о типе припоя, который вам нужен. Например, если вы собираетесь использовать его для компьютерных плат, рекомендуется использовать припой на основе свинца. Но если вы собираетесь использовать его для украшений, вам следует использовать бессвинцовый припой.
Помимо припоя на основе свинца и бессвинца, существуют также другие припои для припоя.Кислотный сердечник, в котором используется флюс на кислотной основе, лучше всего подходит для металлических или стальных поверхностей. Также существует канифольный припой для сердечника с мягким флюсом, который лучше всего подходит для электроники.
Наконец, вы можете получить твердый сердечник, который обычно используется в электронике DIY. У этого варианта нет флюса, поэтому у вас должен быть свой готовый.
Помимо типа припоя, необходимо также учитывать размер припоя для электроники. Припой бывает разного диаметра для всех типов применения.Например, верхний слой припоя для печатной платы имеет диаметр 0,019 дюйма. С другой стороны, если вы работаете с более толстыми кабелями, припой 0,047 дюйма будет более подходящим.
Выбор подходящего диаметра позволяет работать более эффективно. Вам не нужно наносить припой несколько раз, и вам также не нужно убирать лишний припой, когда вы используете припой точного размера.
Не все типы припоев имеют более низкую температуру плавления. Для большинства припоев на основе свинца требуется температура от 365 до 374 градусов по Фаренгейту.Это означает, что ему нужен только паяльник с более низкой температурой. Однако для бессвинцового припоя требуется температура от 419 до 428 градусов по Фаренгейту. Таким образом, требуется средняя или высокая температура паяльного пистолета.
Перед покупкой необходимо знать, сколько припоя вам понадобится. Таким образом, у вас не закончится припой во время работы над проектом. Поэтому, если вы припаиваете провод к печатной плате, вам необходимо оценить вес припоя, который вам нужен.
Помните, лучше иметь немного лишнего припоя, чем заканчиваться во время работы.
Процентное содержание олова и свинца может варьироваться в зависимости от ваших потребностей и области применения. Если вам нужна полированная поверхность, вам следует подумать о припое с большим соотношением выводов. С другой стороны, вам следует рассмотреть возможность использования бессвинцового припоя, если вы хотите избежать риска для здоровья.
Могу ли я использовать водопроводный припой для электроники
Обычно электрические припои, такие как канифольный сердечник, содержат флюс, тогда как припой с твердым сердечником требует дополнительного флюса. Припой для сантехники в основном имеет кислотную основу и подходит только для металлических или никелевых поверхностей.Он не идеален для использования в электронике.
Кислота может образовывать оксиды металлов, которые могут повредить проводку электронных компонентов или клеммные соединения и вызвать сбои в подключении.
Подходит ли серебряный припой для электроники
По данным Reddit UK, не все типы серебряных припоев подходят для электроники, так как некоторым серебряным припоям требуется горелка, чтобы расплавить их. Однако есть припои из серебряных припоев, которые можно использовать в электронике.
Однако имейте в виду, что для этого требуется более высокая температура плавления, которая начинается с 423 градусов по Фаренгейту.Кроме того, он дороже других припоев, так как содержит серебро.
Бессвинцовый припой для электроники
Да, бессвинцовый припой также подходит для электроники. Одна из замечательных особенностей бессвинцового припоя заключается в том, что он намного безопаснее, чем припой на основе свинца.
Однако у этого типа припоя есть и недостатки. Бессвинцовый припой имеет более высокую температуру плавления, стоит дороже и не так полируется, как припой на основе свинца.
Заключение
Найти лучший припой для электроники может быть непросто из-за наличия на рынке опций.Однако нельзя отрицать, что современные технологии делают пайку намного проще и безопаснее, чем когда-либо прежде.
Просмотрев все перечисленные выше припои, вы теперь знаете, какой припой использовать для ваших проектов и не только.
