
Информация о методе плазменная сварка
Плазменная сварка представляет собой способ сваривания металлов с использованием плазменного потока. Главной особенностью плазменной сваркой является возможность достижения более высоких температур, чем при стандартной дуговой сварке. Это обеспечивает лучшие условия проплавления металла во время работы.
Плазменная сварка является одним из самых современных и инновационных методов сваривания материалов. Широкие возможности применения обеспечиваются благодаря ряду преимуществ:
- возможность ведения процесса с использованием высоких температур,
- снижение чувствительности процесса к длине дуги,
- горение дуги даже на малых токах,
- повышенная скорость ведения процесса,
- увеличенный коэффициент полезного действия,
- возможность работы с материалами толщиной до 1см,
- точный контроль глубины провара,
- практические полное отсутствие шлаков и отходов в ходе работы,
- простота в установке и использовании оборудования.


Главным недостатком плазменной сварки является высокая стоимость оборудования и работы. Несмотря на простоту установки и использования плазмотрона оборудование требует тщательного ухода, регулярной чистки. Горелка и электрод плазмотрона должны меняться своевременно, чтобы избежать проблем в работе оборудования. Также необходимо тщательно следить за температурой процесса и оборудования, чтобы избежать перегрева. Специалисты, работающие с плазмотроном, должны пройти специальное обучение. Оператор плазмотрона должен иметь определенные знания и навыки.
Все недостатки легко нивелируются достоинствами плазменной сварки. Высокая эффективность и повышенная производительность перевешивают понесенные затраты на оборудование и обучение персонала. В результате же компания получает первоклассных специалистов, обученных работать на самом современном оборудовании для ведения плазменной сварки.
Область применения плазменной сварки
Плазменная сварка подходит для работы практически с любыми видами металлов и сплавов, в том числе для:
- титана и его сплавов,
- алюминия и его сплавов,
- магния и его сплавов,
- меди и ее сплавов,
- вольфрама,
- высоколегированных, низколегированных или нелегированных сталей,
- чугуна,
- сплавов никеля,
- различных неэлектропроводных металлов,
- других разнородных металлов.
В первую очередь плазменная сварка применяться на промышленных предприятиях. Это объясняется высокой стоимостью плазмотрона и необходимостью специального обучения персонала. Для индивидуального или бытового применения плазменная сварка может оказаться слишком затратным методом работы.
В промышленности плазменная сварка может применяться практически во всех отраслях. Особое применение плазменная сварка находит в отраслях, предъявляющих высокие требования к качеству сварного соединения и точности работы, например, в приборостроении, авиакосмической отрасли, медицинской отрасли и многих других.
Техника проведения и оборудование для плазменной сварки
Стандартно оборудование для плазменной сварки состоит из плазменной горелки, вольфрамового электрода, системы охлаждения, системы подачи газа и сопла плазмы. Для образования плазмы используется специальный газ – аргон, смесь аргона с водородом, кислород или азот. Сама плазма способна разогреваться до 30 000oC.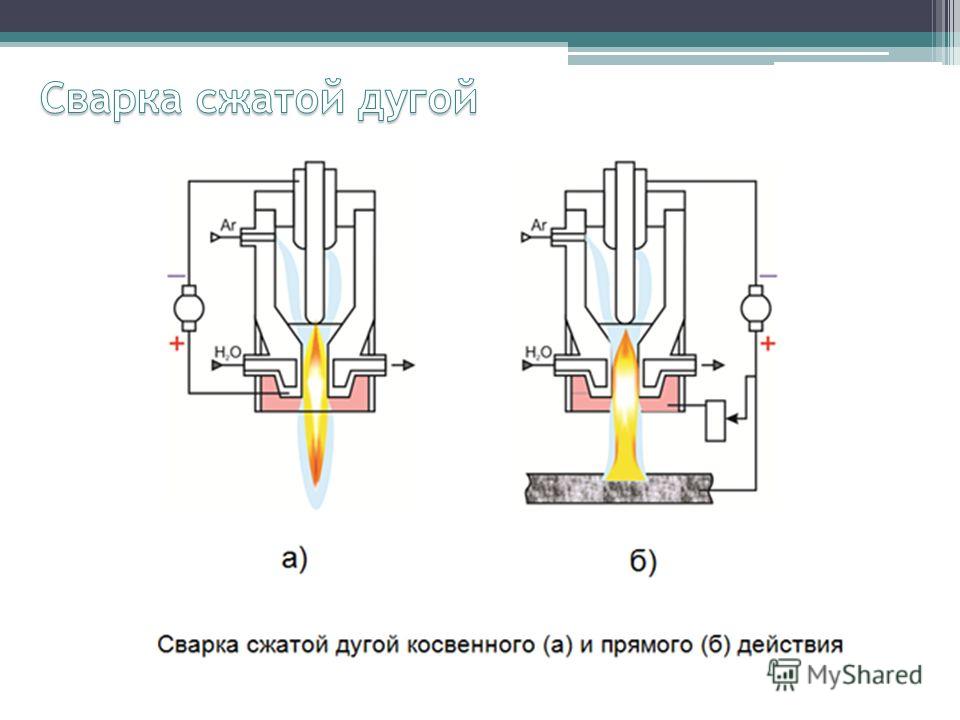 Система охлаждения нужна для контроля этой температуры и удержания ее не выше 8 000oC.
Система охлаждения нужна для контроля этой температуры и удержания ее не выше 8 000oC.
При подаче тока на конце электрода образуется электрическая дуга. Аргон, попадая в зону дуги, образует плазму, нагревается и ионизируется. Тепловое расширение увеличивает объем газа в 50-100 раз. Аргон начинает истекать из сопла плазмотрона. Основным источником энергии для сварки является тепловая энергия газа и энергия ионизированных частиц газа.
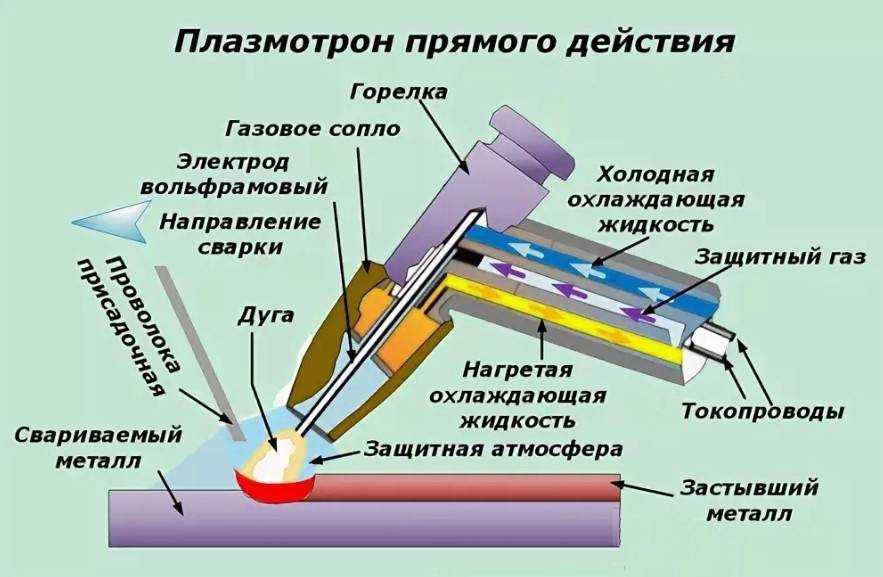
Сварка может проводиться плазменной дугой при сварке прямого действия или плазменной струей при сварке косвенного действия. При прямой сварке плазменная дуга горит между электродом и свариваемым изделием. При косвенной сварке плазменная струя горит между соплом плазмотрона и электродом.
По величине тока различают микроплазменную сварку (при токах 0,1-0,25А), сварку на средних токах (до 150А) или сварку на больших токах (свыше 150А). Сварка на больших токах обеспечивает полных прожог металла. Микроплазменная сварка используется для работы без прожогов.
Микроплазменная сварка используется для работы без прожогов.
что это такое, схема, принцип работы, преимущества и отличия от других видов сварки
Плазменная сварка (PAW сварка – Plasma Arc Welding) – это сварка плавлением металла, нагрев которого проводится направленным потоком сжатого ионизированного газа (плазмы).
Данная технология известна еще с советских времен – 80-х годов прошлого столетия, существенное развитие получила на Западе и за время своего существования претерпела множество изменений в лучшую сторону.
Так, например, источники стали производить инверторными, программируемыми, плазматроны заметно уменьшились в габаритах, технологические возможности расширились, сильный шум, который присутствовал раньше при сварке, отсутствует.
Промышленный источник плазменной сварки состоит из двух инверторов – вспомогательного и основного. Именно это является в том числе причиной, почему плазменные источники дороже аргонодуговых. НО при этом они имеют большие преимущества по сравнению с TIG сваркой.
Схема классического промышленного аппарата плазменной сварки
Вспомогательный инвертор зажигает дугу между вольфрамовым электродом и соплом, которая затем выдувается, и в работу включается основной инвертор, который уже обеспечивает поддержание и регулировку сварочного процесса. Именно благодаря наличию малоамперной 3-15 А вспомогательной дуги поджиг осуществляется на плазме всегда стабильно в отличие от аргонодуговой TIG сварки. Особенно это заметно при сварке алюминия и при сварке/пайке оцинкованных сталей, где при ТИГ сварке электрод разрушается и загрязняется, а при плазме стойкость электрода в 30-40 раз выше, т.к. электрод «спрятан» за плазменным соплом и помимо этого обдувается сжатым газом аргоном.
Благодаря наличию плазменного сопла и подачи сжатого газа аргона, сварочная дуга сжимается, становится узконаправленной, а не свободно горящей как при ТИГ, поэтому иногда плазменную сварку называют «аргонодуговая сварка сжатой дугой». Из-за того, что дуга при TIG сварке является свободной, при ТИГе существуют проблемы, когда при нахлесточном шве дуга переходит на верхнюю кромку, то же происходит и при стыковой сварке, когда один лист в зажатом состоянии выше другого, в этом случае – прожог или непровар. При плазме прожога или непровара не происходит из-за сжатой дуги.
Из-за того, что дуга при TIG сварке является свободной, при ТИГе существуют проблемы, когда при нахлесточном шве дуга переходит на верхнюю кромку, то же происходит и при стыковой сварке, когда один лист в зажатом состоянии выше другого, в этом случае – прожог или непровар. При плазме прожога или непровара не происходит из-за сжатой дуги.
Говоря простым языком, плазменная сварка – это доработанная аргонодуговая сварка.
По качеству плазменная сварка по праву занимает положение между аргонодуговой и лазерной сваркой.
Отличия от других видов сварки
Главные отличия плазменной сварки от аргонодуговой и полуавтоматической МИГ/МАГ наглядно показаны на рисунке. Применение плазменной сварки помогает решить такие вопросы как образование брызг и пор, непровар и большой расход сварочной проволоки, повреждение электрода и коробление изделия.
Виды плазменной сварки
- Шовная плазменная сварка
- Точечная плазменная сварка
Свариваемые материалы
– нержавеющие стали
– низкоуглеродистые стали
– оцинкованные стали
– титан
– медь, бронза, латунь
– сплавы алюминия (для источника PMI 350AC)
– для оцинкованных сталей также возможен процесс плазма-пайки
Преимущества технологии плазменной сварки
- повышение производительности процессов сварки в 2-3 раза, cкорость сварки до 4 м/мин;
- повышение качества сварочных швов, швы более узкие, можно варить с усилением и без;
- отсутствие брызг в отличие от полуавтоматической МИГ/МАГ сварки и большая экономия на сварочной проволоке, т.
 к. варим без разделки и ток и скорость подачи проволоки при плазме – независимы;
к. варим без разделки и ток и скорость подачи проволоки при плазме – независимы; - малая зона термического влияния, благодаря механическому сжатию плазменным соплом, вследствие этого незначительный нагрев основного металла и минимизация коробления после и во время сварки;
- глубокое проплавление в стыковом соединении, сварка проникающей дугой без разделки до 8 мм. По сравнению с МИГ и ТИГ плазменная сварка не имеет конкурентов по качеству и производительности на диапазоне толщин от 3 до 8 мм;
- гладкая поверхность швов, не требующая дополнительной обработки;
- высокая надёжность зажигания основной дуги благодаря наличию вспомогательной;
- отсутствие включений вольфрама в сварном соединении;
- высокая стойкость расходных материалов.
Более подробно о применении и преимуществах плазменной шовной и плазменной точечной сварки можно прочитать в статьях:
«Плазменная шовная сварка: особенности и преимущества шовной плазменной сварки при сварке различных материалов»
«Плазменная точечная сварка: особенности, преимущества и применение»
| К статье “Установки для плазменной сварки продольных швов компании SBI, Австрия, их отличия и преимущества” |
Плазменная дуговая сварка (PAW) Объяснение
Плазменная сварка — это процесс дуговой сварки, в котором для соединения металлов используется плазменная горелка. Принцип этого метода заимствован из GTAW, также известной как сварка TIG, при которой электрическая дуга зажигается между электродом и заготовкой.
Принцип этого метода заимствован из GTAW, также известной как сварка TIG, при которой электрическая дуга зажигается между электродом и заготовкой.
Давайте копнем глубже и узнаем, что такое плазменная сварка.
Что такое плазменная сварка?
Плазменно-дуговая сварка (PAW) — это процесс сварки плавлением, в котором для сварки металлов используется неплавящийся электрод и электрическая плазменная дуга. Подобно TIG, электрод обычно изготавливается из торированного вольфрама. Его уникальная конструкция горелки дает более сфокусированный луч, чем сварка TIG , что делает его отличным выбором для сварки как тонких металлов, так и для создания глубоких узких сварных швов.
Плазменная сварка часто используется для сварки нержавеющей стали, алюминия и других сложных металлов по сравнению с традиционными методами. Подобно кислородно-топливной сварке, этот процесс также может резать металл (плазменная резка), что делает его универсальным инструментом для производителей и производителей.
Процесс плазменно-дуговой сварки
Плазменная дуговая сварка
Процесс плазменной дуговой сварки основан на принципе зажигания дуги между неплавящимся вольфрамовым электродом и заготовкой. Плазменное сопло имеет уникальную конструктивную особенность, в которой электрод расположен внутри корпуса горелки.
Кроме того, узкое отверстие сопла увеличивает скорость потока плазмообразующего газа, обеспечивая более глубокое проникновение. Хотя присадочный металл обычно подается на переднюю кромку сварочной ванны, это не относится к созданию корневых швов.
Сложность плазменной сварочной горелки отличает ее от газовой вольфрамовой дуговой сварки. Горелки для плазменной сварки работают при очень высоких температурах , что может привести к расплавлению их сопла, что требует постоянного водяного охлаждения. Хотя этими горелками можно управлять вручную, в настоящее время большинство современных плазменных сварочных горелок предназначены для автоматической сварки .
Наиболее распространенными дефектами, связанными с плазменной сваркой, являются вольфрамовые включения и подрезы. Включения вольфрама возникают, когда сварочный ток превышает возможности вольфрамового электрода и мелкие капли вольфрама захватываются металлом шва.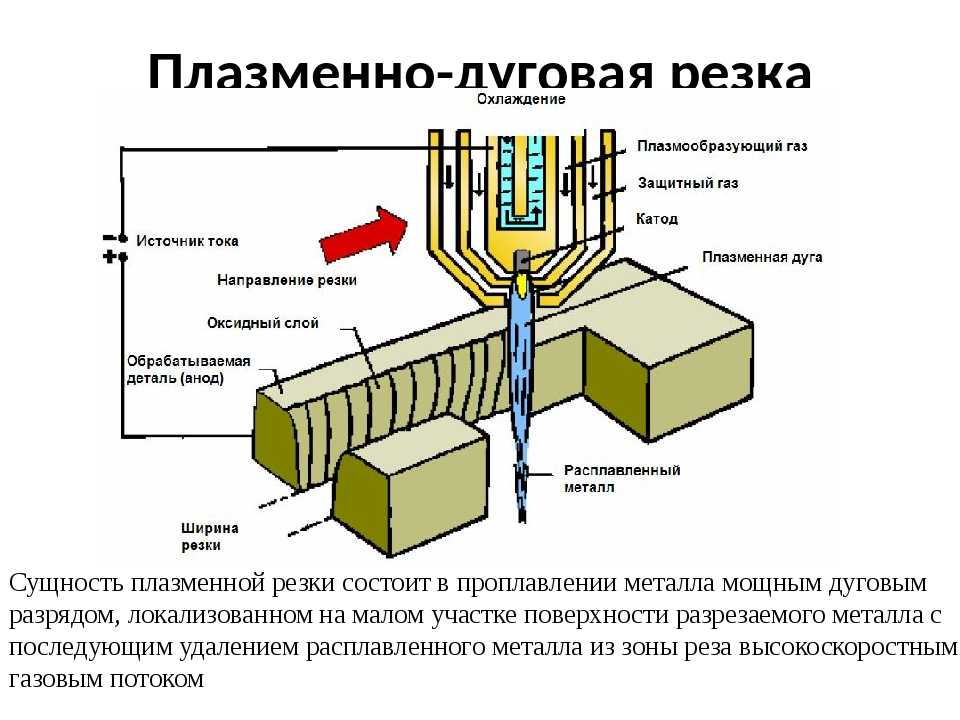
Режимы работы плазменно-дуговой сварки
При плазменной сварке используются три режима работы, при которых она может работать при различных токах:
Микроплазма (0,1–15 А)
В этом режиме работы дуга может работать при малых токах и оставаться стабильной до 20 мм длины дуги.
Микроплазменная сварка используется для соединения тонких листов толщиной до 0,1 мм, что оптимально для создания проволочных сеток с минимальными деформациями.
Средний ток (15–200 А)
Характеристики плазменной дуги очень похожи на сварку TIG, но дуга более жесткая, так как узкое отверстие горелки ограничивает поток плазмы. Мы можем увеличить проплавление сварочной ванны, увеличив скорость потока плазмы, но это увеличивает риск загрязнения защитным газом.
Среднеточный режим или режим плавления обеспечивают лучшее проплавление, чем TIG, и улучшенную защиту. Единственным недостатком является то, что горелка требует обслуживания и более громоздка по сравнению с горелкой TIG.
Единственным недостатком является то, что горелка требует обслуживания и более громоздка по сравнению с горелкой TIG.
Режим замочной скважины (свыше 100 А)
Мощный плазменный пучок используется для включения сильноточного режима, также известного как режим замочной скважины, за счет увеличения расхода газа и сварочного тока. Этот режим обеспечивает глубокое проплавление за один проход (толщиной до 10 мм для некоторых материалов) для создания однородной сварочной ванны из расплавленного металла.
Подобно электронно-лучевой сварке, режим замочной скважины отлично подходит для сварки более толстых материалов на высоких скоростях сварки. Чтобы гарантировать удовлетворительные сварные швы, обычно добавляют присадочный материал. Его сварочные применения включают механизированную сварку, позиционную сварку и сварку труб.
Сравнение плазменной сварки и сварки ВИГ
Обычно при сварке ВИГ используется вольфрамовый электрод для зажигания дуги между горелкой и заготовкой. Плазменный процесс работает аналогично, но использует другую настройку сварочной горелки. Узкая конструкция сопла позволяет электронам двигаться с большими скоростями. Это ионизирует газ, создавая струю плазмы с высокой концентрацией тепла, обеспечивая более глубокое проникновение.
Плазменный процесс работает аналогично, но использует другую настройку сварочной горелки. Узкая конструкция сопла позволяет электронам двигаться с большими скоростями. Это ионизирует газ, создавая струю плазмы с высокой концентрацией тепла, обеспечивая более глубокое проникновение.
Поскольку плазменная сварка обеспечивает большую точность, чем сварка TIG, она имеет меньшую зону термического влияния, что идеально подходит для создания более узких сварных швов. В идеале плазменная сварка является лучшим выбором, чем сварка TIG, поскольку она является развитием последней. Технология, лежащая в основе этого оборудования, позволяет ему работать с более низким потреблением тока, лучшей стабильностью дуги, что приводит к лучшему зазору и лучшим допускам при изменении длины дуги.
Сварка ВИГ, однако, является более простым методом из-за сложных параметров, доступных для плазменно-газовой сварки. Оператору потребуется дополнительное обучение, чтобы перейти от уже продвинутой сварки TIG к PAW. И наконец, оборудование для сварки TIG дешевле и требует меньше обслуживания, чем чувствительная и сложная горелка для плазменной дуговой сварки.
И наконец, оборудование для сварки TIG дешевле и требует меньше обслуживания, чем чувствительная и сложная горелка для плазменной дуговой сварки.
Материалы
Подобно сварке TIG, плазменная сварка подходит для большинства известных металлов, хотя для некоторых из них это может быть не самым экономичным решением:
Легированная сталь
Алюминий
Бронза
Углеродистая сталь
Медь
Железо
Инконель
Свинец
Магний
Монель
Никель
Нержавеющая сталь
Титан
Инструментальная сталь
Вольфрам
Оборудование
Основными компонентами оборудования для плазменной сварки являются:
Плазменная горелка
Плазменная горелка – плазменный газ отделяется от оболочки защитного газа.
Уникальная конструкция плазменной горелки с водяным охлаждением является главным отличием от других сварочных процессов. Принципы его работы уже объяснялись в предыдущих разделах.
В зависимости от материала сварного шва и желаемых характеристик сварки можно выбрать различные типы наконечников сопла.
Пульт управления
В то время как обычные методы сварки напрямую соединяют горелку с источником питания, плазменно-дуговая сварка использует пульт управления между ними.
Некоторыми из особенностей пульта являются схема защиты горелки, блок высокочастотного зажигания дуги, источник питания для вспомогательной дуги, водяной и газовый клапаны, индивидуальные счетчики плазмы и расхода защитного газа.
Источник питания
При плазменной дуговой сварке используется источник постоянного тока (выпрямители или генераторы) напряжением не менее 70 В для напряжения холостого хода со падающими характеристиками, что позволяет лучше контролировать образование сварных швов.
Используемые газы
Плазменный газ – выходит из сужающего сопла отдельно от оболочки защитного газа и становится ионизированным
Защитные газы (аргон, гелий, водород) – инертный газ защищает сварной шов от атмосферы
Обратная продувка и остаточный газ – для некоторых материалов требуются особые условия
Механизм подачи проволоки
При плазменной сварке могут использоваться механизмы подачи проволоки с постоянной скоростью, которую можно изменять в диапазоне от 254 мм в минуту до 3180 мм в минуту.
Области применения
Стальные трубы
PAW — отличный метод сварки при производстве стальных труб, так как он может выполняться при высокоскоростной сварке с большим проникновением металла. Некоторые отрасли промышленности предпочитают процесс плазменной сварки обычному TIG, поскольку его система быстрее и использует меньше присадочного материала.
Электроника
Одним из параметров процесса плазменной сварки является возможность работы в режимах слабого тока. Этот режим позволяет выполнять сварку мелких металлических деталей, что касается хрупких материалов, чувствительных к факторам окружающей среды.
Этот режим позволяет выполнять сварку мелких металлических деталей, что касается хрупких материалов, чувствительных к факторам окружающей среды.
Медицинская промышленность
Для эффективной работы медицинских устройств требуются точные компоненты. PAW идеально подходит для сварки этих компонентов, поскольку он может надежно создать равномерный сварной шов.
Преимущества плазменной сварки
Может работать в любом положении сварки.
Высокая скорость движения из-за концентрированного подвода тепла.
Сварка в замочную скважину обеспечивает полное проплавление.
Слаботочный режим подходит для тонких и чувствительных компонентов.
Недостатки плазменной сварки
Дорогостоящее оборудование и комплектующие.
Требует обучения и навыков для создания хороших сварных швов.
Производит шум 100 дБ.
Создает ультрафиолетовое и инфракрасное излучение.

Водяное охлаждение необходимо из-за высоких рабочих температур.
Деликатное оборудование требует более тщательного ухода.
Что такое плазменная сварка?
Плазменная сваркаиспользуется в ряде отраслей, где ключевыми факторами являются объем производства, стабильность и минимальное время простоя. Вот некоторые основные факты о процессе и о том, чем он отличается от более традиционных, широко распространенных процессов сварки. Getty Images
Плазма — это горячий ионизированный газ, состоящий примерно из равного количества положительно заряженных ионов и отрицательно заряженных электронов. Характеристики плазмы значительно отличаются от характеристик обычных нейтральных газов, поэтому она считается отдельным четвертым состоянием вещества.
Проще говоря, плазма — это газ, перегретый до такой степени, что он становится высокопроводящим. В процессах сварки и резки это позволяет передавать электрический ток. Температура плазменной дуги может достигать 30 000 градусов по Фаренгейту.
В процессах сварки и резки это позволяет передавать электрический ток. Температура плазменной дуги может достигать 30 000 градусов по Фаренгейту.
Плазменная сварка, впервые представленная как сварочный процесс в начале 1960-х годов, использовалась в специальных слаботочных устройствах (микроплазма) от 0,5 А или ниже или до 500 А в тяжелой промышленности.
Несмотря на то, что в современных производственных условиях плазменная сварка считается экзотическим процессом, плазменная сварка по-прежнему используется в ряде отраслей, где ключевыми факторами являются объем производства, стабильность и минимальное время простоя. Вот некоторые основные факты о плазменной сварке и о том, чем она отличается от более традиционных, общепринятых процессов.
Сфокусированная дуга
Одним из основных преимуществ процесса PAW является сфокусированная дуга, создаваемая через отверстие наконечника. Вы можете увеличить или уменьшить размер отверстия в соответствии с вашими требованиями к силе тока, а также для конкретных приложений.:quality(80)/images.vogel.de/vogelonline/bdb/595000/595074/original.jpg) Преимущества сфокусированной дуги включают:
Преимущества сфокусированной дуги включают:
- Глубокое проникновение
- Уменьшение зоны термического влияния
- Высокая скорость перемещения
- Меньше дуги блуждающий
- Точность в автоматизированных/роботизированных приложениях
Эти характеристики пригодятся при производстве таких вещей, как сосуды под давлением, аэрокосмические компоненты, датчики расхода, сварные сильфоны, батареи и медицинские устройства.
Защищенный электрод
В отличие от сварки TIG, когда вольфрамовый электрод подвергается воздействию атмосферы после цикла сварки, в плазменном процессе электрод изолирован внутри камеры горелки и защищен газовым экраном. Это позволяет электроду оставаться в одном и том же состоянии в течение более длительных периодов времени. В автоматизированных приложениях это значительно повышает производительность, поскольку сокращает необходимость остановки процесса сварки для заточки электрода.
Передача дуги без высокой частоты
Чтобы предотвратить загрязнение во время процесса TIG, необходимо использовать высокую частоту для передачи дуги от электрода к заготовке. В некоторых случаях это создает проблемы во время автоматизированных приложений, когда высокая частота может создавать помехи и прерывать работу управляющего оборудования. Этот метод переноса также может привести к преждевременному износу электрода, особенно при сварке больших объемов и кратковременных сварных швов, что увеличивает потребность в остановке процесса для заточки вольфрамового электрода.
В некоторых случаях это создает проблемы во время автоматизированных приложений, когда высокая частота может создавать помехи и прерывать работу управляющего оборудования. Этот метод переноса также может привести к преждевременному износу электрода, особенно при сварке больших объемов и кратковременных сварных швов, что увеличивает потребность в остановке процесса для заточки вольфрамового электрода.
Несмотря на то, что в современных производственных условиях плазменная сварка считается экзотическим сварочным процессом, она по-прежнему используется в ряде отраслей, где ключевыми факторами являются объем производства, стабильность и минимальное время простоя.
Плазменная сварка, с другой стороны, использует постоянную вспомогательную дугу, что позволяет передавать дугу без высокой частоты. Это устраняет помехи в системе управления и обеспечивает надежную и точную передачу для более длительных производственных циклов.
Arc Control
В дополнение к функциям, доступным на источнике питания для плазменной сварки, таким как управление током, цифровое управление подачей газа (которое поддерживает поток газа в заданных пределах с настройками силы тока) и синхронизация импульсов и точек, горелка для плазменной сварки может помочь вам точно настроить характеристики дуги. К ним относятся следующие:
- Размер отверстия наконечника
- Смещение электрода
- Скорость потока газа
- Возможность работы с несколькими газами
Это обеспечивает большую гибкость для дальнейшего улучшения процесса для многих приложений.
Выбор газа
Для улучшения процесса сварки можно использовать различные газы. Например, вы можете использовать аргон, смешанный с 2-5% водорода, в качестве плазмообразующего газа или в качестве защитного газа в сочетании с чистым аргоном.
Плазменный газ аргон в сочетании с защитным газом аргоном/водородом . Повышенное тепловложение от защитного газа снижает поверхностное натяжение материала и позволяет увеличить скорость перемещения.
Повышенное тепловложение от защитного газа снижает поверхностное натяжение материала и позволяет увеличить скорость перемещения.
Плазмообразующий газ аргон/водород в сочетании с защитным газом из чистого аргона. Концентрирует тепло в потоке плазмы для увеличения проникновения (режим замочной скважины).
Скорость перемещения
Сфокусированная дуга и высокая концентрация тепла позволяют достигать более высоких скоростей перемещения в некоторых случаях.
Это можно рассматривать как немедленное преимущество в повторяющихся приложениях, где требуется крупносерийное производство.
Несколько режимов работы
Два режима работы плазменной сварки обычно называются мягкой плазмой и режимом замочная скважина .
Разница между режимом замочной скважины и режимом мягкой плазмы (не замочной скважины) в основном заключается в настройке расходных материалов и параметров резака.
