
Как правильно паять паяльником. Пайка проводов, транзисторов, светодиодов.
Для того чтобы хорошо и правильно паять, следует знать несколько основных моментов, характеризующих процесс пайки паяльником, причем, безразлично – электрическим или газовым.
Здесь будет рассмотрено как паять припоем ПОС (сплав олова и свинца, в зависимости от пропорций содержания этих металлов меняется температура плавления припоя).
Припоем можно паять между собой различные металлы. Проще всего паять медь, латунь. Несколько сложнее – сталь, пайка других металлов, например алюминия, возможна, но требует применения специальных флюсов и присадок.
Давайте сразу про флюс.
Это вещество, препятствующее окислению металла при пайке.
Самый простой и известный флюс – сосновая канифоль. Используется в кусковой или жидкой (спиртовой раствор) формах для пайки меди, латуни.
Является пассивным флюсом, то есть только препятствует окислению металла при его нагреве паяльником, но уже имеющуюся окисную пленку удалить не может (для этого используются различные активные флюсы или тривиальная механическая зачистка).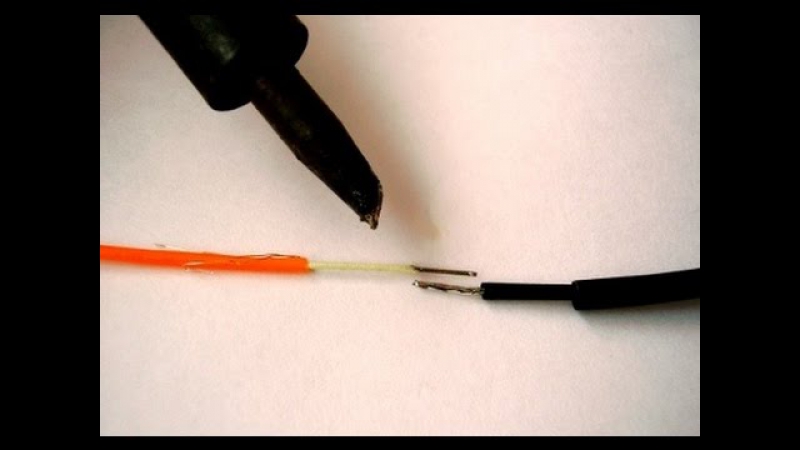
Удаление оксидной пленки – процесс при пайке обязательный, поскольку расплавленный паяльником припой должен смочить поверхность металла, о окислы этому препятствуют равно как жир препятствует смачиванию водой любой поверхности. Думаю, при рассмотрении конкретных примеров Вам все будет ясно.
КАК ПРАВИЛЬНО ПОДГОТОВИТЬ ПАЯЛЬНИК
Перед тем как паять следует правильно подготовить паяльник. Его жало должно быть равномерно покрыто припоем. Смотрим фото:
КАК ПАЯТЬ ПРОВОДА
СОЕДИНЕНИЕ ПРОВОДОВ ПАЙКОЙ
| Паять провода между собой можно различными способами, например, наложив предварительно залуженные провода друг на друга разогреть их паяльником до расплавления припоя. | |
| Это результат. | |
| Можно предварительно скрутить зачищенные провода. | |
Скрутку пропаять как при лужении. Кстати, во всех примерах используется твердая канифоль. Если применяется жидкий флюс, то он просто наносится кисточкой на нужное место.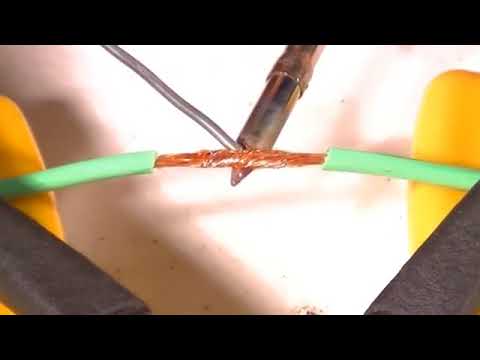 | |
| Получится вот такое соединение. | |
| Если Вы паяете какие либо радиоэлементы без применения печатного монтажа, то вот несколько способов пайки их выводов. | |
| Слева проводник предварительно накручивается на вывод светодиода, справа – паяется “внахлест”. Первый способ надежнее, второй – более быстрый, кроме того, при необходимости настройки схемы, многократной замены элементов, он удобнее. | |
| Это просто конечный результат. |
© 2012-2020 г. Все права защищены.
Представленные на сайте материалы имеют информационный характер и не могут быть использованы в качестве руководящих и нормативных документов
Как припаять без паяльника и припоя: провод, плату, контакты
Для соединения различных сплавов и металлов часто применяется технология пайки. Она предусматривает использование специального оборудования, которое способно оказывать точечное тепловое воздействие. При отсутствии паяльника также может быть проведена пайка, для чего применяются специальные инструменты, к примеру, паяльник. Рассмотрим особенности подобного процесса подробнее.
При отсутствии паяльника также может быть проведена пайка, для чего применяются специальные инструменты, к примеру, паяльник. Рассмотрим особенности подобного процесса подробнее.
Использование самодельного жала
Для экономии средств многие мастера решают создать самодельное жало. Принцип работы паяльника достаточно прост:
- Есть нагревательный элемент, который получает питание от сети энергоснабжения.
- Тепло передается жалу, которое имеет заостренную форму.
- При контакте наконечника с обрабатываемым материалом он разогревается и становится пластичным.
Изготовить самодельную конструкцию можно следующим образом:
- Требуется кусок медного провода, который имеет диаметр около 0,5 см. В качестве жала может применяться проводник, один конец которого затачивается под углом 45 градусов. Требуется и небольшой кусок ткани, устойчивый к воздействию температуры.
- Один из концов кабеля изолируется. Он будет использоваться в качестве рукоятки.
 Часто в качестве изоляционного материала применяется стеклоткань. Фиксация проводится при помощи термостойкого клея.
Часто в качестве изоляционного материала применяется стеклоткань. Фиксация проводится при помощи термостойкого клея.
Самодельное жало
Пайка без паяльника может проводится при применении источника огня, к примеру, газовая плита. При помощи огня наконечник разогревается, после чего нужно коснуться припоя или канифоля. За счет применения специального материала наконечник залудится и жало можно будет использовать в качестве паяльника.
Спаять гирлянду подручными средствами
Часто проблемы возникают с гирляндами, которые применяются для украшения дома или ели. Из-за применения тонких жил они часто перебиваются и требуется провести пайку. Среди особенностей этой работы отметим следующие моменты:
- В большинстве случае проблема возникает в блоке управления, так как провода крепятся ненадежно.
- Прорыв может возникнуть по всей длине изделия.
- Если все источники света подключены параллельно, то выход из строя лишь одного приводит к размыканию всей цепи.
Отошедшие контакты найти довольно просто, а вот обрыв только при применении тестера. Только после нахождения места обрыва можно приступить к пайке. Припаять без паяльника можно следующим образом:
- В места обрыва провода следует очистить.
- Можно сделать небольшую скрутку, на которую наносится паста. Она будет использоваться для распределения применяемого сплава.
- Следующий шаг заключается в расплавке припоя, для чего можно использовать зажигалку или свечу.
- После этого место соединения изолируется при помощи трубки, которая также немного прогревается для повышения ее пластичности.
Подобная технология может применяться для восстановления состояния наушников. Процедура пайки не занимает много времени.
Пайка проводов без использования паяльника
Провода подвержены обрыву. Припаять провод без паяльника можно при учете нескольких рекомендаций:
- Для начала находится место обрыва и концы зачищаются.
- После этого провода скручиваются между собой для создания прочного соединения.
- Место, которое подвергается обработке, следует немного разогреть. Для этого можно использовать зажигалку или другой источник тепла.
- Припой также разогревается до пластичного состояния, после чего наносится на место соединения.
При работе с проводами крупного сечения следует размельчить припой и посыпать его на поверхность, после этого разогреть поверхность свечой или зажигалкой. В этом случае припой заполняет свободное пространство, за счет чего обеспечивается надежный контакт. При рассмотрении того, как припаять без паяльника следует учитывать тот момент, что подобным образом можно обработать только провода с диаметром 2 мм.
Пайка проводов без паяльника
Если нужно провести пайку плоского элемента, то детали предварительного лудятся. На момент пайки жила прижимается и посыпается стружкой выбранного сплава, после чего поверхность разогревается.
На момент пайки жила прижимается и посыпается стружкой выбранного сплава, после чего поверхность разогревается.
Материалы для пайки проводов без паяльника
В целом можно сказать, что процедура пайки без применения специального прибора во многом не отличается от обычной. Для этого могут понадобится следующие материалы:
- Непосредственно припой.
- Ограничительный элемент, который не даст металлу растекаться.
Кроме этого, нужно уделить внимание процессу зачистки обрабатываемой поверхности. Рекомендуется ее очистить от загрязнений, после чего обезжирить.
Особенности пайки в желобе
Если нужно провести обработку проводов с диметром до 3 мм, то можно обойтись без паяльника, для этого используются желоба. Изготовить их можно из алюминиевой фольги, толщина которой составляет 0,8 мм. Рекомендации по проведению пайки в домашних условиях в это случае выглядят следующим образом:
- Снимаются изоляционные материалы.
- Поврежденные концы следует скрутить между собой, после чего укладываются параллельно.

- Из фольги изготавливается желоб, который будет охватывать место соединения. Он применяется для распределения припоя. Рекомендуется использовать стружку.
- Фольгированный желоб нагревается при помощи свечи или зажигалки. В этом случае нужно быть осторожным, так как расплавленный металл может вытекать и стать причиной получения ожогов. При работ рекомендуют использовать плоскогубцы.
При необходимости припой, который вытек наружу, можно защитить наждачной бумагой. За счет применения фольги существенно повышается степень изоляции.
Пайка посуды или емкостей
Очень часть возникает необходимость в проведении паки посуды и других емкостей. Без подходящего паяльника провести работу можно только в случае, если отверстие имеет диаметр 6 мм. Среди особенностей проводимой процедуры отметим следующие моменты:
- В качестве припоя применяется ПОС60.
 Этот сплав характеризуется более привлекательными эксплуатационными характеристиками, создаваемая заплатка может выдерживать существенное механическое воздействие.
Этот сплав характеризуется более привлекательными эксплуатационными характеристиками, создаваемая заплатка может выдерживать существенное механическое воздействие. - Участок вокруг места дефекта зачищается. Рекомендуется создать поверхность, которая напоминает воронку.
- Обработка проводится при применении соляной кислоты. Она способна удалить все загрязнения с обрабатываемой поверхности.
- С обратной стороны рекомендуется разместить пластину, которая не даст вытекать припою. После застывания сплава пластина убирается.
Припой ПОС-60 1мм
Как и ранее, припой следует сделать стружкой, которая заполняет отверстие. После этого на проблемный участок нагревается при помощи лампы или другого источника тепла.
Паяльная паста для пайки без паяльника особенности применения
В продаже встречается специальная паста, которая может применяться в качестве припоя. Кроме этого, ее можно изготовить своими руками. Среди особенностей проводимой работы отметим следующие моменты:
- Проводится зачистка обрабатываемого участка.
С каждого провода удаляется изоляция. После этого нужно провести обезжиривание, так как на поверхности жил может остаться нагар.
- При помощи кисточки или другого подобного инструмента наносится паста. Стоит учитывать, что она должна быть распространена равномерно по всей поверхности соединения. Кисточка подбирается в зависимости от поперечного сечения провода.
- Участок, на который была нанесена паста, нагревается. Для разогрева припоя в качестве нагревателя может применяться строительный фен или самодельно жало, обычная зажигалка. Нужно следить за тем, чтобы вещество не закипало, так как это может привести к изменению его основных свойств.
Паста для пайки без паяльника
Состав создаваемой пасты своими руками может несколько изменяться в зависимости от области применения. После воздействия высокой температуры паста становится сплошным материалом, устойчивым к механическому и иному воздействию.
Фольга как способ пайки
Способ пайки с использованием фольги характеризуется практичностью. Как правило, для восстановления соединения требуется всего 5 минут. Фольга может применяться в качестве припоя, который разматывается по всей площади и разогревается до высокой температуры. За счет этого существенно повышается пластичность материала, после остывания он затвердевает.
Как правило, для восстановления соединения требуется всего 5 минут. Фольга может применяться в качестве припоя, который разматывается по всей площади и разогревается до высокой температуры. За счет этого существенно повышается пластичность материала, после остывания он затвердевает.
Фольга может применяться в самых различных случаях. Примером можно назвать повреждение платы или соединения проводов. Среди особенностей проводимой работы отметим следующие моменты:
- Выполняется стандартная подготовка контактов.
- Концы скручиваются для формирования соединения. За счет этого существенно повышается надежность соединения.
- Отрезается требуемое количество фольги, место соединения оборачивается в несколько мотков.
После этого при помощи строительного фена или другого источника тепла проводится равномерный нагрев. Поверхность фольги при воздействии тепла быстро становится мягкой и пластичной, после прекращения нагрева быстро остывает и затвердевает, обеспечивая требуемую степень герметизации и прочность.
Поверхность фольги при воздействии тепла быстро становится мягкой и пластичной, после прекращения нагрева быстро остывает и затвердевает, обеспечивая требуемую степень герметизации и прочность.
В заключение отметим, что без паяльника провести ювелирные работы, а также пайку плат практически невозможно. Это связано с отсутствием возможности направленного воздействия теплом. Однако, в некоторых случаях паяльник и другие инструменты не требуются.
Как припаять без паяльника и электричества или метод холодной пайки
Холодная пайка — это ценный навык. Есть много ситуаций, когда возможность ремонта или модификации электроники действительно может спасти ваш день. Но большинство людей не носят с собой паяльник и даже если у вас есть паяльник, то может не быть доступа к электричеству. Как припаять без паяльника?
Итак, сегодня я собираюсь показать вам, как запаять, используя объекты и приспособления, которые находятся рядом с вами (и немного припоя).
Шаг 1: Посмотрите видео
Посмотрите видео, в котором отражен этот проект.
Шаг 2: Обязательное предупреждение о мерах безопасности
Этот проект предполагает работу с открытым огнем. Поэтому обязательно примите все необходимые меры безопасности. Всегда внимательно следите за огнем и никогда не оставляйте его без присмотра. Держите рядом ответственного взрослого со средствами пожаротушения. Приложите все усилия, чтобы держать огонь вдали от легковоспламеняющихся предметов. Избегайте свободной одежды и волос. Будьте осторожны, чтобы не обжечься, особенно при работе с объектами, которые находятся в огне или нагреты на огне. По возможности носите огнестойкие перчатки. Я не несу ответственности, если вы сожжете что-либо или получите ожог.
Шаг 3: Найдите источник жара
Первое, что вам нужно, это соответствующий источник тепла. У вас есть много доступных вариантов. Вы можете использовать все, что способно нагреть кусок металла до температуры плавления вашего припоя (между 200°C и 370°C).
Бутановые зажигалки работают в этом плане лучше всего, но вы также можете использовать свечи, масляные лампы, спиртовые горелки или даже открытые костры.
Шаг 4: Пайка напрямую разогретых проводов
Самый простой вид пайки — это просто соединить два провода вместе. Это можно сделать, нагревая провода напрямую без паяльника.
Возьмите два провода и снимите изоляцию с их концов. Вам нужно снять около 2-3 см изоляции, а затем плотно скрутить провода.
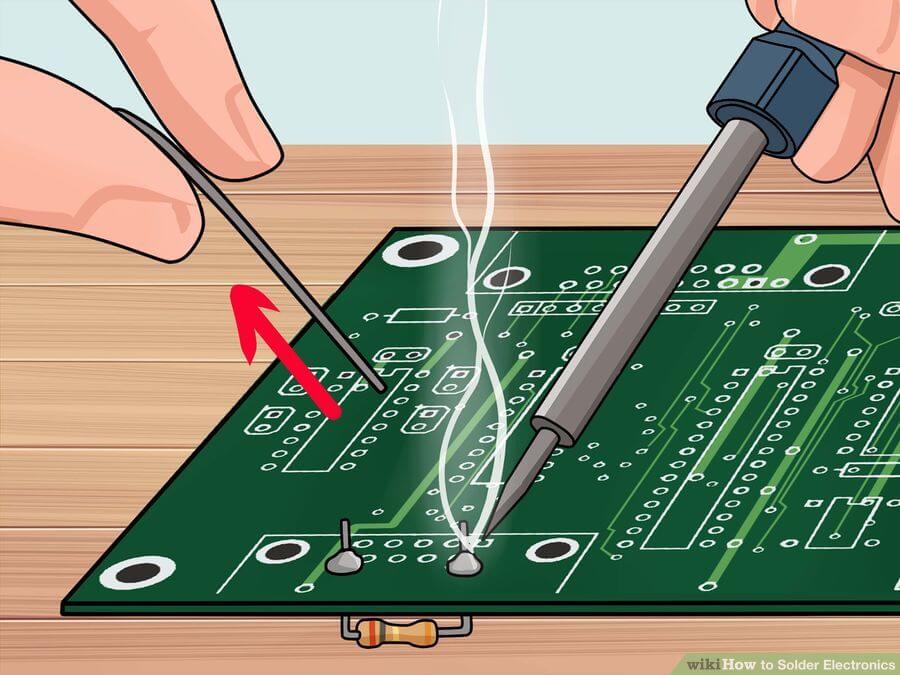
Чтобы спаять провода, мы будем нагревать их концы и наносить припой на противоположную сторону открытой части (см. фото). Не пытайтесь наносить припой на нагретую область, потому что сажа и другие химические остатки могут накапливаться на этой области и мешать правильному прилипанию припоя.
Возьмите свой источник тепла (желательно свечу или зажигалку) и используйте его, чтобы нагреть концы проводов. Подождите около 20 секунд, пока провода не нагреются. Затем медленно нанесите припой на другую сторону оголенного участка провода.
Если припой не плавится, дайте проводам нагреться еще немного. Вам нужно, чтобы провода были достаточно горячими, чтобы правильно паять припой, в противном случае вы можете получить холодное соединение.
Как только у вас будет хорошее спаяное соединение, отрежьте непаянный участок оголенных проводов. Таким образом у вас останется лишь короткий спаяный участок соединения. По возможности также рекомендуется изолировать любые соединения с помощью термоусадочной трубки или изоленты.
Шаг 5: Найдите любой ненужный кусок метала, чтобы использовать его как паяльник
При пайке на печатной плате, вы не можете нагреть её напрямую открытым пламенем. Поэтому вам нужно использовать что-то в качестве паяльника. Вы можете найти для этого подходящий кусок металла.
Сталь — хороший материал для этих целей. Она сильна, хорошо сохраняет тепло и очень распространена. Таким образом, вы можете довольно легко найти сталь практически повсюду. Медь тоже подойдёт, но она остывает намного быстрее, чем сталь. Поэтому, если вы используете медь, вам нужно будет работать быстро.
Вот несколько примеров того, что может подойти:
- стальная проволока (не менее 14 калибра)
- гвозди
- отвертка
- болты
- биты для мультитула
- арматура
Чем толще объект, тем больше тепла потребуется для его нагрева до соответствующей температуры.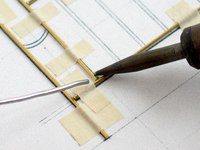
Шаг 6: Создание паяльника для использования с небольшими источниками тепла, такими как свечи и зажигалки
При работе с небольшими источниками тепла, такими как зажигалки и свечи, необходимо использовать небольшой паяльник. Идеальный материал для этого — стальная проволока 14 калибра. Она достаточно мала, чтобы быстро нагреваться, но достаточно велика, чтобы достаточно долго удерживать тепло для пайки. Также очень легко согнуть проволоку в любую форму, с которой вам удобно работать. Но если вы не можете найти стальную проволоку, вы можете использовать гвозди и отвертки соответствующего размера.
Я согнул конец провода. Это фактически удвоило толщину наконечника паяльника. Затем я согнул конец провода под углом 90 градусов. Форма буквы «L» облегчает попадание пламени под кончик.
В большинстве случаев вы, вероятно, будете держать паяльник отдельно от источника тепла.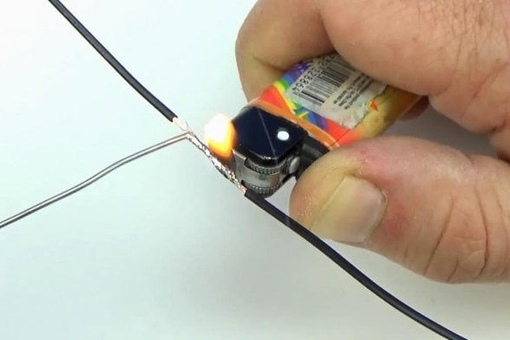
При использовании паяльного инструмента вам нужно нагреть участок металла на расстоянии около 2 см от его конца. Это оставляет другой конец инструмента чистым и свободным от окисления или химических остатков.
Дайте металлу нагреться в течение 10-20 секунд. Затем быстро переместите его на компоненты, которые вы хотите паять. Обычно у вас будет достаточно времени для пайки одного соединения. Затем поместите инструмент обратно на пламя и дайте ему снова нагреться.
Шаг 7: Создание паяльника для использования с большими источниками тепла, такими как открытый огонь
Если вы работаете с большим источником тепла, таким как камин или костер, то вам нужно подойти к процессу немного по-другому. Прежде всего, вам нужно будет принять дополнительные меры предосторожности.
Дровяной огонь намного жарче, чем свеча или зажигалка. Поэтому вам понадобится инструмент, который позволит работать на безопасном расстоянии. Для этого вы можете использовать длинную проволоку или прикрепить паяльник к концу негорючего стержня, такого как кусок стальной арматуры.
Открытый огонь дает гораздо больше тепла, чем зажигалка, но его гораздо сложнее контролировать. Так что вы, вероятно, захотите, чтобы ваш паяльник был сделан из более толстого металла. Это поможет паяльнику уловить и сохранить больше тепла. Если вы используете проволоку в качестве инструмента для пайки, вы можете сделать наконечник толще, сложив конец проволоки в несколько раз.
Как и где вы нагреваете инструмент для пайки, зависит от того, с каким огнем вы работаете. Горячие угли, как правило, будут более устойчивым источником тепла, чем пляшущее пламя, но для нагрева вашего паяльного инструмента вам понадобится много горячих углей. Возможно, вам придется использовать метод проб и ошибок, пока вы не почувствуете, как всё работает. Чтобы облегчить себе жизнь, начните с большего огня. Это даст вам больший и более долгоиграющий пласт угля.
Возможно, вам придется использовать метод проб и ошибок, пока вы не почувствуете, как всё работает. Чтобы облегчить себе жизнь, начните с большего огня. Это даст вам больший и более долгоиграющий пласт угля.
После того, как вы нагрели инструмент, быстро переместите его к объекту, который вы хотите паять. Когда инструмент для пайки больше не сможет расплавить припой, верните его обратно в огонь и разогрейте.
Шаг 8: Используйте ваши навыки, чтобы сохранить своё время
Теперь у вас есть знания и навыки, которые позволят вам паять где угодно. Они действительно могут вам пригодиться в чрезвычайной ситуации. Так что начните включать небольшое количество припоя в свои наборы для выживания и аварийные наборы.
выбор пальника, припоя и последовательность действий
Пайка считается очень удобным и хорошо проверенным способом соединения проводников и радиодеталей. С её помощью также можно припаять провод к плате с расположенными на ней электрическими контактами.
Качеством пайки, в конечном счёте, определяется надёжность образовавшегося соединения, так что перед началом работ рекомендуется ознакомиться с особенностями этой не совсем простой процедуры.
Общие правила
Для того чтобы присоединить проводник к плате в первую очередь потребуется паяльник с мощностью, зависящей от толщины самого провода.
Обычно для этих целей используются паяльные устройства с рабочей мощностью в пределах от 25-ти до 40 Ватт.
Помимо этого, необходимо будет запастись комплектом расходного материала, заметно облегчающего условия пайки (припой, канифоль и флюс). Желательно также подготовить инструмент для отвода тепла, посредством которого можно защитить саму плату от сильного перегрева.
Подготовка проводов
Для получения качественного соединения крайне важно правильно подготовить провод к пайке, для чего необходимо проделать следующие обязательные операции:
- Сначала рабочий конец провода очищается от поливинилхлоридной изоляции на длину чуть большую размера будущего контакта.
- Затем из обнажившегося многожильного конца вручную или с помощью пассатижей формируется тугая скрутка, которая затем лудится в канифоли с припоем.
- По завершении этой операции переходят к плате, контактный пятак которой также следует тщательно залудить.
На этом подготовка провода может считаться законченной. Но перед тем как паять его к плате необходимо будет учесть ещё один важный момент.
Установка теплоотвода
Для того чтобы не перегреть и не повредить расположенный на плате контакт рекомендуется к месту пайки прикладывать какой-нибудь металлический предмет, который в данном случае выполняет функцию теплоотвода.
В качестве такого вспомогательного приспособления традиционно используется пинцет, но, в крайнем случае, его может заменить мощная металлическая клипса или отвёртка.
Для обеспечения надёжного застывания расплавленного припоя необходимо на некоторое время зафиксировать проводник в зоне пайки (обездвижить его). В противном случае паяльную процедуру придётся повторить.
В противном случае паяльную процедуру придётся повторить.
По завершении соединения отдельных проводников временное приспособление для отвода тепла удаляется из рабочей зоны.
Таким образом, зная процедуру пайки, можно отремонтировать многие электроприборы, в частности елочную гирлянду, плеер, светодиодную лампу.
Пайка шлейфа
Гибкие шлейфы из тонких проводников уже давно применяются в современной бытовой аппаратуре. Их можно встретить в обычном мобильном телефоне, а также в любом образце компьютерной техники, в которой имеются многожильные соединения.
Как правило, в шлейфе дорожки проводников очень тонкие и располагаются вплотную одна от другой, что накладывает на паяльные работы следующие ограничения:
- для припаивания шлейфа к плате потребуется паяльник, мощность которого не должна превышать 24-х Ватт;
- при пайке желательно использовать специальную увеличительную линзу, закреплённую на рабочей подставке-кронштейне;
- для обеспечения хорошего отвода тепла от рабочей зоны потребуется массивный пинцет.

Нередко приходится соединять два тонких провода между собой (для устранения их обрыва в шлейфе, образованном из нескольких проводников). В этом случае сначала необходимо зачистить оборванные концы, а затем туго скрутить их между собой.
С целью изоляции места соединения на один из них перед этим натягивается подходящая по диаметру пластиковая трубочка (кембрик).
По завершении пайки места скрутки изолирующая трубка с небольшим натягом перемещается в зону соединения.
Можно ли обойтись без паяльника
Припаять без паяльника провода к плате – вполне выполнимая задача. Для этого следует взять небольшую по размерам металлическую ёмкость (типа плошки) и заполнить её мелко нарубленным мягким припоем, смешанным с тщательно растолчённой канифолью. Для этих целей удобнее всего использовать металлическую крышку от стандартной банки кофе.
Затем ёмкость с твёрдой паяльной смесью разогревается любым доступным способом до момента перехода последней в жидкую фазу. Все последующие операции должны выполняться очень быстро, чтобы не допустить остывания готового состава.
Нужно окунуть в расплавленный припой конец подпаиваемого проводника, а затем осторожно капнуть жидким составом на контакт платы. Быстро прижать конец провода к ещё не застывшей капле расплавленного припоя, и дождаться остывания зоны соединения.
В заключение обзора отметим, что в современных электронных устройствах обрыв проводника в контактной точке платы – это самая распространённая неисправность.
Так что после освоения технического приёма их соединения без паяльника можно будет легко восстановить любое повреждённое электронное изделие (такое, например, как клавиатура персонального компьютера).
Как припаять штекер к наушникам всех типов
Всем здоровья и хорошего настроения! Тут я собрал схемы распиновки и инструкции как припаять штекер к наушникам всех известных мне типов. Привожу инструкции, как отремонтировать наушники своими руками и как соединить провода без электрического паяльника. Будет интересно.
Начну, пожалуй, с перечисления известных типов аудио штекеров.
Стандартные штекеры
Согласно Википедии существуют следующие типы джеков:
- TS/TRS диаметром 6,3 мм (для микрофонов, электрогитар, микшерных пультов, старых профессиональных наушников и т.д.)
- TS/TRS/TRRS диаметром 3,5 мм (самый распространенный, применяется для современных наушников, микрофонов, акустики, фотовспышек и т.д.)
- TS/TRS/TRRS диаметром 2,5 мм (для гарнитур мобильных телефонов, веб-камер, вспышек и т.д.)
Существует также тип разъема TRRRS, который применяется для передачи не только аудио, но и видеосигнала.
Кстати, обозначение такое принято по принципу: T — Trip (защелка), R- Ring (кольцо), S — Sleeve (втулка).
Как правильно припаять новый штекер к наушникам соблюдая распиновку проводов
Чтобы правильно припаять штекер наушников или гарнитуры необходимо знать распиновку. Она приведена в таблице ниже и взята с сайта про разъемы.
Такие распиновки штекеров на 2 и на 3 контакта имеют и миниджеки для колонок и микрофонов.
Штекеры и их распиновка для более специализированных устройств (видеокамер, гарнитур) по фирмам производителей (Nokia, Samsung, Sony, Panasonic) показаны в следующей таблице.
Как устроен трехконтактный джек
Обычный трехконтактный стерео джек имеет конструкцию по коаксиальному принципу. Каждый контакт находится в диэлектрической гильзе (втулке) и находится внутри другой гильзы.
Контакты штекера разделяются меду собой пластиковыми втулками. Так вот этот пластик боится перегрева, начинает плавиться и контакты будут болтаться. Так что если хотите припаять штекер для наушников, то стоит помнить о перегреве контактов паяльником.
Как самостоятельно отремонтировать штекер наушников
Чтобы отремонтировать штекер наушников или гарнитуры своими руками, необходимо аккуратно извлечь его из корпуса, если он сам еще не вывалился. Обычно штекер заливается резиной. При разборке разрезаем этот корпус вдоль шва острым ножом. Чем аккуратнее получится разрез, тем легче восстановить корпус после ремонта.
Выяснение причины неисправности наушников
Неисправность нашуников чаще всего заключается в обрыве одного из проводов в штекере. Реже происходит обрыв около контактов динамика или переламывание провода из-за нарушения целостности изоляции.
Чтобы определить неисправность, нужно воспользоваться мультиметром и прозвонить контакты штекера. Из схем выше мы уже знаем где общий провод и левый и правый аудиоканалы. Если между контактом одного канала и общим проводом сопротивление больше 20 — 120 Ом, то скорее всего есть обрыв или переламывание провода. Помни, что типовое сопротивление обмотки современных наушников вкладышей составляет 32 Ома.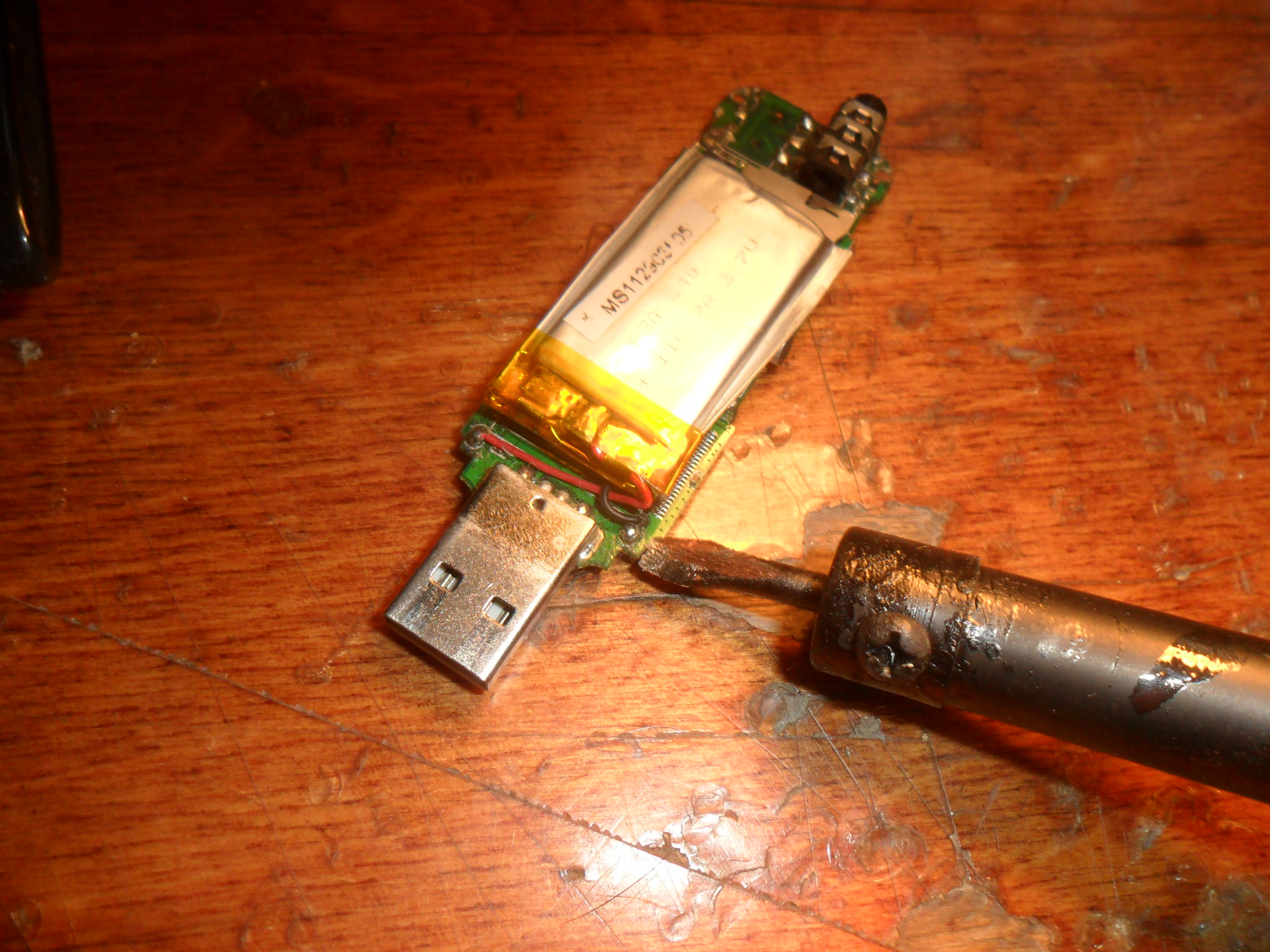
Переламывание провода определяется по скачущим показаниям мультиметра при изгибании провода.
Обрыв легче всего найти около динамиков наушника. Часто корпус динамика легче открыть, чем разрезать залитый резиной штекер. Если провода к динамикам припаяли хорошо, то следует помнить о неисправностях в штекере.
Устранение поломок своими руками
Как только получилось определить место неисправности, необходимо добраться до него и увидеть глазками. Тогда станет понятно, как конкретно припаять штекер или наушники.
Допустим, что обрыв провода случился внутри штекера наушников. Чтобы разобрать корпусированный миниджек показано выше. В идеале нужно записать или сфотографировать распайку проводов и обновить пайку разъема. Помни, что гибкие многожильные провода покрытвают хорошим лаком и просто так их залудить трудно. Сначала нужно обжечь лак, например паяльником, зажигалкой или мини-горелкой. После этого можно лудить проводки с канифолью или другим флюсом.
Лучше оставлять 2 — 3 мм неприкрытого провода без оплетки, чтобы повысить прочность конструкции. Когда будем возвращать корпус штекера на место или заливать герметиком новый корпус, необходимо создать как можно большую площадь контакта между оплеткой и наружной гильзой штекера. Таким образом при рывках нагрузка будет передаваться на самую массивную часть штекера, а не на слабые контакты левого и правого каналов.
Когда будем возвращать корпус штекера на место или заливать герметиком новый корпус, необходимо создать как можно большую площадь контакта между оплеткой и наружной гильзой штекера. Таким образом при рывках нагрузка будет передаваться на самую массивную часть штекера, а не на слабые контакты левого и правого каналов.
После того, как припаяли штекер наушников, его внутренние контакты можно заливать термоклеем, эпоксидным клеем или герметиком. После высыхания доработать напильником до нужной формы.
Как припаять провод к динамику наушника
Когда проводок обрывается около динамика наушника, лучше всего обратно его припаять к наушнику и обновить пайку с завода. Вот как припаяны проводки внутри моих древних вкладышей Aiwa.
Обратите внимание на завязанный узелок — он не позволяет при рывках отрываться тонким проводкам. Перед пайкой наушника обязательно завяжите такой-же узелок на некотором расстоянии, чуть большем, чем расстояние до узкого отверстия.
Возникает вопрос — от чего зависит полярность подключения проводков к динамику. Ответ прост — наушники соединяются одинаково, чтобы работали синфазно. Когда полярность наушников перепутана, звук размазывается и становится тише, чем синфазный. Если у вас оборвался проводок в одном динамике, для правильного подключения нужно смотреть как провода и пайку в другом наушнике.
Ответ прост — наушники соединяются одинаково, чтобы работали синфазно. Когда полярность наушников перепутана, звук размазывается и становится тише, чем синфазный. Если у вас оборвался проводок в одном динамике, для правильного подключения нужно смотреть как провода и пайку в другом наушнике.
Что делать, если провод оборвался внутри наушника
Самое неприятное — это когда провод обрывается внутри наушника. Это означает, что произошел обрыв провода обмотки динамика, который показан на рисунке.
Обмотка динамика обычно приклеена к диафрагме и обрывается в месте крепления проводков к ней. Со временем они просто переламываются от микроперемещений.
Восстановить такой обрыв крайне сложно, но возможно под микроскопом. При ремонте наушников нужно быть предельно аккуратным, чтобы не порвать диафрагму и не повредить геометрию обмотки. Особое внимание нужно уделить микропыли, попавшей между магнитом и обмоткой. Магнитный мусор хорошо убирается жевательной резинкой или пластилином.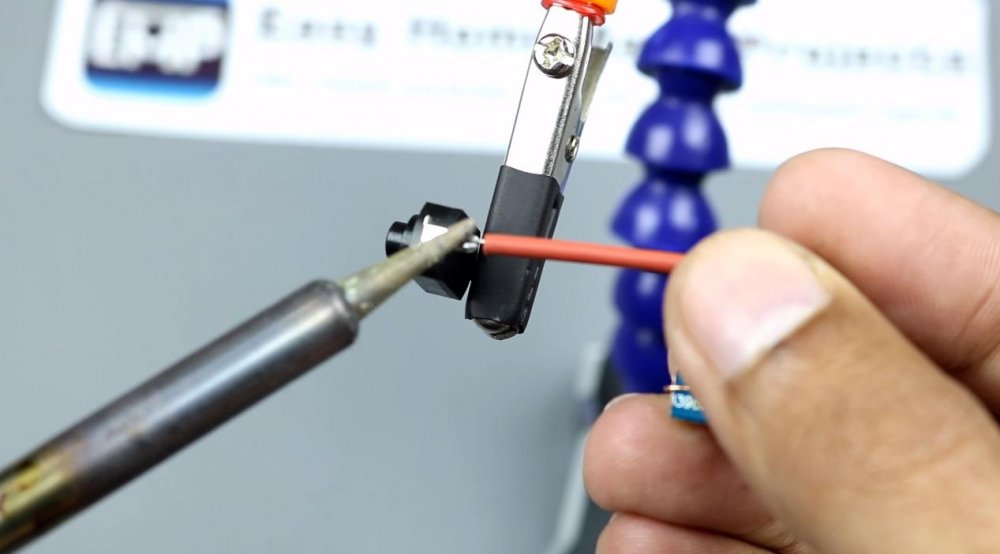
Как паять наушники с микрофоном
Чтобы правильно отремонтировать наушники с микрофоном, необходимо знать схему включения и назначение выводов четырехконтактного джека. Типовая схема пайки штекера микрофона и кнопки в стереогарнитуре показана на картинке ниже.
У большинства производителей простых гарнитур припаять микрофон следует как на картинке.
Как устроен четырехконтактный джек
Четырехконтактный джек имеет такое же устройство, как и трехконтактный. Коаксиальная конструкция и разделение пластиковыми втулками со стандартными размерами на 4 провода присутствует у всех штекеров TRRS. Распиновка штекеров на 4 провода отличается по производителям. Тут кто во что горазд. Чтобы правильно заменить штекер гарнитуры смотрите на распиновку миниджеков на картинке.
На картинке следующие обозначения: М — микрофон, G — общий контакт, R — правый канал, L — левый канал. Теперь понятно, что спаять наушники на 4 провода дело не из легких. Схема распайки штекера сильно зависит от марки гарнитуры.
Про цвета проводов в наушниках
Цвета проводов в наушниках обычно стандартизованы. Цвета проводов для стандартных наушников на 3 типа провода показаны на фото ниже.
Однако до сих пор встречаются производители, которые применяют нестандартные провода для пайки наушников и маркировки каналов. Например, Apple в своих наушниках AirPods использует провода в двухцветной маркировке.
В таких случаях на помощь приходит Интернет или метод проверки батарейкой на 3 вольта или мультиметром.
При подаче напряжения (батарейкой или мультиметром в режиме омметра) между контактами динамика, в нем будет слышен шелест. Это просто. Сложнее с гарнитурами, особенно если они с кнопками. Тут уже идет в ход схемотехника. Потому что производители часто задействуют минимум пар проводов для передачи большого количества сигналов.
Как обойтись без паяльника при ремонте наушников
Часто происходит так, что у человека нет под рукой паяльника или розетки, а штекер наушников не работает. В этом случае можем проводить перепайку штекера несколькими нестандартными, но приемлемыми способами.
В этом случае можем проводить перепайку штекера несколькими нестандартными, но приемлемыми способами.
Первый способ — это использовать токопроводящий клей для приклеивания проводов к контактам мини джека. Все делается просто и аккуратно. Надежность такого крепления конечно хромает, да и электрическое сопротивление клея может составлять десятые доли Ома. При сопротивлении наушников 4 -16 Ом, клей может повлиять на громкость звучания. Хорошо, что время высыхания токопроводящего клея обычно 10-15 минут.
Второй способ — разогревать гвоздь или кусок медного провода в пламени свечи. Это такой способ для романтиков: полумрак, свечи, штекер, наушники и ты. Свечи в этом случае лучше использовать ароматизированные. А если серьезно, так можно и с помощью костра и углей припаять штекер наушников. Главное — хороший припой и флюс не забыть.
Третий способ — сделать газовый паяльник из зажигалки своими руками. Нужно взять кусок медного одножильного провода и прикрепить к зажигалке так, чтобы часть провода была в пламени. По медному проводу передается тепло на некоторое расстояние, как видно из фото.
По медному проводу передается тепло на некоторое расстояние, как видно из фото.
Если будешь пользоваться этим способом, то особое внимание обрати на место прилегания проволоки к корпусу зажигалки. Там от нагрева может образоваться дырка. Будь осторожен! Более подробно как сделать такой мини паяльник из зажигалки смотрите в видеоролике.
Похоже я достаточно полно разобрал тему как припаять штекер к наушникам или гарнитуре. Мы научились сегодня паять штекер и динамики наушников даже без паяльника. Ваши вопросы жду в комментариях и на форуме.Мастер Пайки.
Как припаять провод правильно – к наушнику, светодиодной ленте, плате и динамику, без паяльника
Успех операции пайки зависит от чистоты жала. Перед первым применением, жало необходимо заточить, придав ему нужную форму в зависимости от характера предстоящей работы. Эту операцию можно проводить различными инструментами, но чаще всего применяется напильник.
Эту операцию можно проводить различными инструментами, но чаще всего применяется напильник.
Вторая необходимая операция – жало паяльника нужно блудить, то есть – удалить пленку окисла и покрыть поверхность рабочей части устойчивым слоем припоя. Это делается погружением жала в канифоль при первом же нагреве, после чего, сразу же протереть жало о деревянную поверхность или специальную губку. Затем, жало нужно покрыть припоем, погрузив его в расплавленный (паяльником) припой.
Для соединения проводов этим способом, нужно произвести следующие операции:
- Освободить концы проводов от изоляции, если она имеется. Эту операцию лучше всего производить специальным инструментом, который называется кримпер, при выполнении зачистки ножом существует опасность повреждения провода, что негативно скажется на соединении – его долговечности и характеристиках сети с таким соединением.
- Облудить оголенные концы, при этом:
- Зачистить провод от лакового покрытия (если оно имеется).

- Поместить оголенный конец провода на кусочке канифоли и нагреть его паяльником до расплавления флюса, осторожным движением извлечь кончик наружу и дать ему остыть.
- Набрать на кончик паяльника каплю припоя и нанести его на провод, добиваясь ровного покрытия провода припоем.
- Зачистить провод от лакового покрытия (если оно имеется).
- Операцию повторить со вторым концом провода.
- Приложить спаиваемые концы друг к другу, набрать на кончик паяльника каплю припоя и нанести его на место соединения, добиваясь равномерного монолитного слоя.
- В ряде случаев, лучше и надежнее скрутить соединяемые провода, что повысит прочность паяного соединения.
Как припаять провода
К наушнику и штекеру
Снять наружную оплетку с кабеля, зачистить концы проводов. Лаковое покрытие снять механическим способом при помощи ножа. Облудить концы и припаять их соответственно к каналам. Левый канал маркируется красной плеткой, правый – зеленой. При наличии общего канала, его провод обычно применяется без изоляции.
К плате
При выполнении этой операции, подготовка конца провода к пайке такая же, как в описанных выше примерах. Особенностью этой операции является то, что нельзя перегревать проводник на плате, он может перегореть.
Поэтому, рядом с местом пайки нужно установить теплоотвод. В качестве такового можно использовать пинцет, которым можно удерживать припаивыемый конец с упором к проводнику на плате. Место пайки должно быть обездвижено до полного застывания припоя.
К светодиодной ленте
Очень важная операция – зачистка контактов на светодиодной ленте. Они покрыты силиконом, и малейший остаток его на ленте может привести к непоправимым последствиям. Контакты на проводах зачистить коротко и облудить.
Провода разделить между собой, разрезав изоляцию примерно на 1,5-2 см.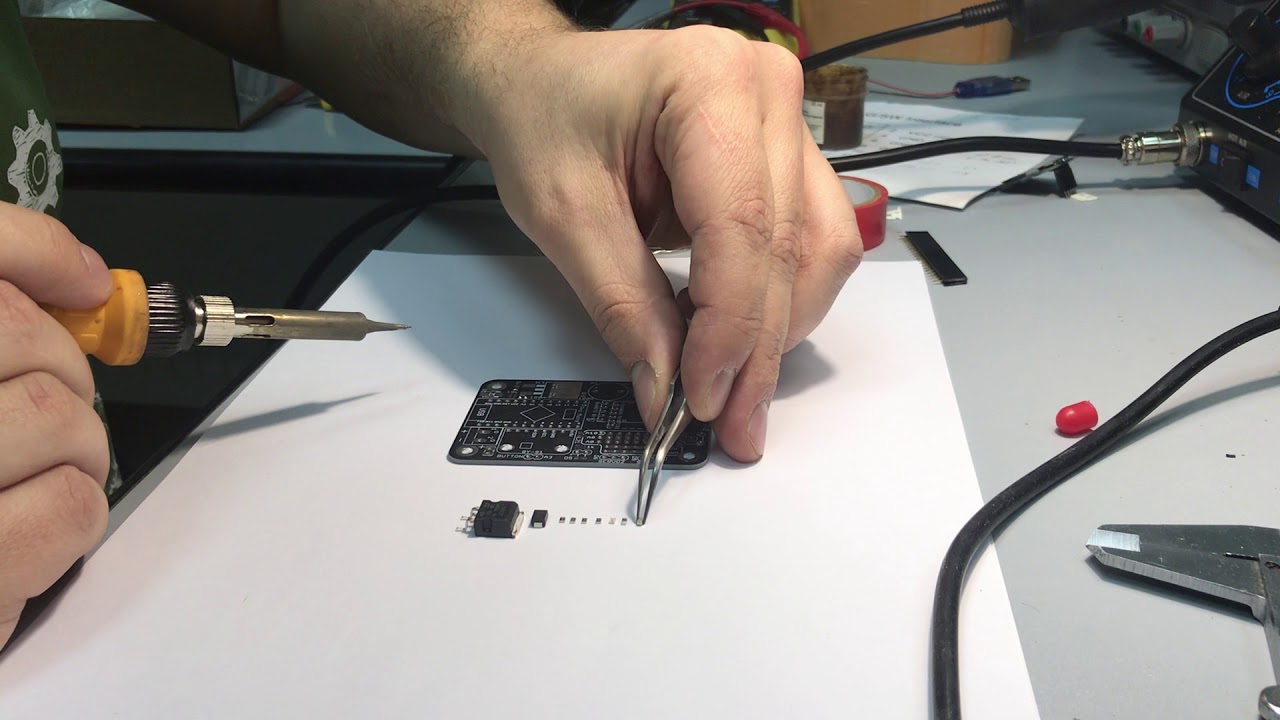 Надеть на кабель термоусадочную трубку, соответствующую размерам светодиодной ленты. Надеть на разрезанные оконцовки трубки меньшего диаметра.
Надеть на кабель термоусадочную трубку, соответствующую размерам светодиодной ленты. Надеть на разрезанные оконцовки трубки меньшего диаметра.
Пайку производить очень быстро, в течение примерно 1 секунды, чтобы не расплавить силиконовый корпус светодиодной ленты. Зажигалкой усадить меньшие трубки, надвинуть большую трубку на светодиодную ленту и усадить ее нагревом. Верхняя термоусаживаемая трубка должна быть прозрачной.
К динамику
Особенность этой операции состоит в том, что подводящие провода динамиков очень тонкие и работают в условиях постоянной вибрации. К тому же, они приклеены к мембране. Перед выполнением пайки, нужно аккуратно отделить провод, зачистить конец, облудить. Подобрать похожий провод и припаять его к оборванному концу. Второй конец припаять к контакту динамика, оставив небольшую петлю. Готовый проводник приклеить к мембране клеем «Супермомент».
Готовый проводник приклеить к мембране клеем «Супермомент».
Необходимые материалы и инструменты
Основным инструментом при пайке является паяльник.
Их разновидностей множество и применяются они в зависимости от характера выполняемого пайкой соединения:
Паяльники ЭПСН
Наиболее распространенный вид этого инструмента, в котором нагрев стержня производится нагревательным элементом из нихрома. Как правило, эти приборы оснащены терморегуляторами, предотвращающими перегрев паяльника и перегорание спирали нагрева.
В качестве терморегулятора применяется обычно проверенная временем термопара. Конструктивно, эти паяльники исполняются в различных вариантах. Наиболее простые имеют спираль из нихрома, которая намотана на диэлектрический материал и при нагревании передает тепло сердечнику. В этих изделиях в качестве сердечника обычно применяется медный стержень, поскольку медь имеет высокую теплопроводность.
Керамические
В качестве рабочего органа применяют наконечник из этого материала, к которому подведены контакты. При пропускании тока, наконечник нагревается до нужной температуры. Керамические нагревательные элементы считаются наиболее совершенными и долговечными, при условии правильной эксплуатации. В таких приборах возможен широкий диапазон регулировки температуры и мощности рабочего органа.
При пропускании тока, наконечник нагревается до нужной температуры. Керамические нагревательные элементы считаются наиболее совершенными и долговечными, при условии правильной эксплуатации. В таких приборах возможен широкий диапазон регулировки температуры и мощности рабочего органа.
Индукционные
Нагрев наконечника производится через индукционную катушку. При прохождении через нее тока, на поверхности наконечника индуцируются вихревые токи, быстро производящие нагрев рабочего органа.
Когда сердечник разогревается до определенной температуры, его ферромагнитное покрытие перестает индуцировать вихревые токи и он охлаждается до достижения температуры индукции блуждающих токов. Таким образом, терморегуляция производится плавно, и инструмент поддерживает практически постоянную температуру.
Импульсные паяльники
Составляют отдельную категорию подобных инструментов. Они характерны тем, что нагревательный элемент в них включен в электросхему и при прохождении по нему тока мгновенно нагревается. В схеме питания предусмотрен высокочастотный трансформатор, предназначенный для понижения напряжения, и частотный преобразователь, повышающий частоту до 20-40 кГц.
Таким образом, нагрев рабочего наконечника производится в течение нескольких секунд, пока удерживается в нажатом состоянии кнопка пуска. При ее освобождении паяльник отключается. Современные изделия этого типа позволяют паять достаточно крупные детали, а не только работать с электронными схемами.
Газовые
Применяются как автономные приборы. Работа производится в струе пламени от газовой горелки. Заправка производится от обыкновенного баллончика с газом для зажигалок.
Аккумуляторные
Также принадлежат к классу автономных устройств. Их мощность обычно составляет порядка 15 ватт, используются при мелких ремонтах электронных устройств.
Паяльные станции
В продаже имеются два вида этих приборов:
- Термовоздушные – нагрев зоны пайки производится потоком горячего воздуха с температурой до 300оС, фокусируемого соплом паяльника. Давление создается либо крыльчаткой в корпусе паяльника (турбинные), либо компрессором (компрессорные).
- Инфракрасные – в них нагрев осуществляется потоком инфракрасного излучения.
Паяльные станции применяются в тех случаях, когда паяльники с их медным или керамическим наконечником неудобны или вообще непригодны для работы. Это имеет место при работе с современными миниатюрными платами, в которых применяется SMD монтаж.
Припои
Это материал, соединяющий две детали в процессе пайки.
В зависимости от химического состава различают два вида:
- Легкоплавкие с температурой плавления до 400оС.
- Тугоплавкие, у которых этот показатель выше 400оС.
Выбор нужного припоя зависит от характеристик спаиваемых материалов, условий и назначения пайки и многих других параметров. Выпускаются в виде проволоки, трубочек, пластинок, паст и в других формах.
В качестве припоев применяются легкоплавкие металлы и их сплавы:
- олово;
- свинец;
- кадмий;
- сурьма;
- висмут;
- цинк;
- медь;
Активно применяются сплавы этих металлов с флюсами, которые позволяют объединять две основных операции: лужение и собственно пайку.
Флюсы
При нагревании во время пайки, неизбежно окисление поверхности соединяемых деталей, которое препятствует растеканию припоя по поверхности проводников и снижает адгезию припоев с металлу. Для защиты поверхности применяются флюсы. Расплав флюса уничтожает оксидную пленку, улучшая спаиваемость.
Условное разделение флюсов – активные и пассивные. Активные флюсы способны в процессе эксплуатации разрушать место пайки. Поэтому, места спайки необходимо тщательно промывать водой. Для работы с электронными монтажами не применяются.
В качестве флюсов применяются:
- Канифоль – переработанная смола хвойных деревьев, показатель качества – светлый тон.
- Флюс спиртоканифольный – смесь канифоли (10-60 %) со спиртом, активно применяется в радиомонтаже.
- Флюсы ЛТИ – смесь канифоли и спирта с добавлением триэтаноламина, применяется для пайки железа, меди, латуни и других металлов.
- Паста паяльная из смеси флюса, олова и свинца с добавлением до 2% серебра, применяется в радиомонтаже.
- Паяльный жир и паяльная кислота – применяются для пайки деталей из железа, активно снимая слой окисла с поверхности.
- Бура – высокотемпературный флюс (температура плавления около 900оС) для пайки деталей из железа, чугуна, меди латуни и других материалов.
Перечень далеко не полон, разновидностей флюсов очень много.
Стоимость
В таблице приведены примеры исполнения приспособлений, на самом деле, эти изделия выпускается в неисчислимом количестве разновидностей и множеством производителей.
Как припаять провод без паяльника?
Для соединения проводов без пайки есть несколько способов:
- Тщательно зачистить и обезжирить концы соединяемых проводов, выполнить скрутку. Нанести на нее несколько капель клея «Контактол», дать высохнуть. Заизолировать место соединения.
- Выполнить скрутку, предварительно подготовив места соединения, подсоединить провода к мощному блоку питания (5-6 вольт, 4-5 ампер). На второй контакт подключить массивный проводник, например – гвоздь. Прикоснуться гвоздем к скрутке. Образуется дуга, которая надежно сваривает провода. Место соединения заизолировать.
Статья была полезна?
0,00 (оценок: 0)
Как правильно паять в домашних условиях
Смотрите также обзоры и статьи:
Что нужно для пайки: необходимые составляющиеВсе мы знаем, что метод спаивания элементов между собой – один из самых надежных и крепких. Этот метод обеспечивает надежное соединение медных деталей с деталями из других сплавов, в том числе алюминиевых. Это довольно простой способ и широко применимый.
Суть заключается в том, чтобы при нагревании определенной зоны заливать ее жидким припоем, который при застывании обеспечит надежное соединение.
Для проведения процесса спаивания понадобится тепло, обычно источником тепла является паяльник. Паяльники бывают разные по мощности, по типу и их выбор зависит также от вида работ, которые необходимо провести.
Обычный электрический паяльник прогревает соединяемые детали, разогревает припой до жидкого состояния, а также наносит его на элементы. Подключение осуществляется при помощи провода, который соединяет заднюю часть паяльника с вилкой. Паяльник оснащен рукояткой для удобства пользования.
Помимо главного агрегата, без которого не удастся ни одна пайка, нужны дополнительные составляющие, например, припой. Это сплав из олова и свинца, но допустимы и дополнительные добавки. Припой производится в виде катушки с намотанной проволокой, диаметр которой может быть различным. Также бывает трубчатый вид припоя, внутри которого находится канифоль, что придает удобство при работе.
Свинцовая добавка в сплаве позволяет сэкономить на нем, а количество может быть разным – от этого зависит марка. Например, один из самых распространенных припоев, ПОС-61: П – припой, ОС – оловянно-свинцовый, 61 – процент содержания олова. Чем больше эта цифра, тем меньше содержание свинца. Обычно используют сплавы с небольшим содержанием олова.
Припои бывают мягкими и твердыми: мягкие плавятся при температуре 450 градусов, остальные являются твердыми. Например, температура упомянутого ранее припоя ПОС-61 составляет 190 градусов. По причине проблем с разогревом припоев из твердой группы, ими не пользуются когда орудуют электрическими паяльниками.
Алюминиевые детали паяют припоями с добавлением алюминия или кадмия, но они токсичны, поэтому увлекаться ими особо не стоит.
Следующий нужный компонент – флюс.
Он улучшает растекание сплава тонким слоем по поверхности детали, обеспечивает более надежное сцепление между деталями и сплавом, а также растворяет имеющие тончайшие пленочки, находящиеся на поверхностях деталей.
Канифоль является наиболее используемым флюсом, но и составы с добавлением в нее глицерина, спирта или цинка также хороши. Температура размягчения канифоли составляет 50 градусов, температура кипения – 200 градусов. Сама по себе канифоль обладает таким свойством как гигроскопичность, насыщаясь водой, ее проводимость увеличивается. Флюс из канифоли может иметь вид раствора, порошка или твердого куска.
Небольшой лайфхак от мастеров: когда выполняется пайка проводов нагрев можно выполнить, используя таблетку простого аспирина, образовавшиеся пары будут выполнять функции флюса.
Для пайки в условиях стесненности лучше всего подойдет паяльная паста, которая представляет собой смесь из флюса и припоя. Ее нужно просто нанести на изделие и нагреть паяльником.
Для более удобной организации рабочего места, можно предусмотреть подставку, ее наличие не только облегчит работу, но и будет возможность использовать ее как подставку для всех сопутствующих материалов – припоя, канифоли, жал.
Подставку можно изготовить самостоятельно из куска деревяшки, там нет ничего сложного.
Основы пайки, или как научится паятьПри производстве работ нужно помнить о правилах по технике безопасности, соблюдая которые можно предотвратить пожары, различные повреждения, такие как ожоги, а также защититься от негативного воздействия электрического тока.
Прежде всего нужно проверить провод на целостность, недопустимы никакие механические повреждения – порезов, оголения и пр. кроме того, нужно исключить спутанность, загибы, чтобы при дальнейшей работе раскаленное жало не прикасалось к нему. Паяльник можно брать только за держатель, ни в коем случае нельзя притрагиваться к его корпусу.
Обратите внимание на освещение рабочего места, если освещения недостаточно, то можно установить дополнительный источник света на месте работы – это создаст благоприятные и комфортные условия. Вентиляция также должна хорошо работать, ведь при пайке очень важно обеспечить кондиционирование воздуха в помещении от возникающих паров.
Прежде чем начать непосредственно работу, нужно избавиться от заводской смазки, находящейся на корпусе, поскольку она при нагревании может дымить. Поэтому зачастую паяльник подсоединяют к удлинителю и выводят ненадолго на улицу. Затем нужно при помощи наждачной шкурки или напильника с мелкой насечкой очистить выбранное жало от пленочки. Для этого можно использовать канифоль, просто погрузил жало туда. Затем на поверхность наносят слой олова, и приступают к соединению деталей.
Процесс пайки проводов:- Убирается изоляция на несколько сантиметров (если диаметр провода большой, то участок тоже должен быть больше)
- Зачищение и обезжиривание жил (если это необходимо)
- Формирование скрутки проводов
- Контакты обрабатываются флюсом
- На жало набирается припой, производится пайка до полного растекания. Если есть нужда, то процедуру можно повторить. Важно следить, чтобы припоем были заполнены все промежутки и полости
- Накладывание изоляционного материала.
Пайка алюминиевых и медных проводов практически не отличается. Да и, собственно, пайка любых других деталей друг с другом, имеет почти такой же алгоритм: подготовительные работы, обработка флюсом, воздействие температуры, работа с припоем.
Когда припой остынет, нужно оценить качество соединения: если есть неровности, пористые места, кривизна, значит работа некачественная вследствие недостаточной температуры, если имеются обуглености, значит, наоборот, температура была слишком высокой, а если место пайки отличается характерным блеском, значит все сделано правильно.
Как правильно паять микросхемыВ каждой радиодетали и в любом электронном изделии есть микросхема – это сложнейший элемент, где внедрены десятки или даже сотни мелких простых компонентов. Благодаря микросхемам все устройства имеют малогабаритные размеры и небольшой вес, но не малую стоимость из-за деталей. Если деталь будет испорчена при монтаже, то стоимость может вырасти из-за необходимости ее замены. Запаять провода или крупные элементы друг с другом не сложно, с этим справится и новичок, а вот если дело касается ремонта микросхемы, то здесь нужно действовать по-иному.
Для этого понадобится помощь паяльного инструмента. Мощность паяльника в этом случае должна быть совсем небольшой и рассчитанной на напряжение около 12 Вольт, жало лучше выбрать острое конусное. Еще одним интересным прибором, который несомненно может пригодиться, является оловоотсос, который позволяет удалить припой с платы. Оловоотсос визуально похож на шприц, где поршень оснащен пружиной и находится наверху. Путем воздействия на кнопку и пружину поршень поднимается и собирает припой.
Более удобным признана термовоздушная станция, где пайка производится при помощи разогретого воздуха. В ней есть фен с возможностью регулировать температуру воздушного потока. Еще один интересный и нужный инструмент – термостол. Он греет плату снизу, а сверху производятся различные действия.
Если дома сломалась какая-либо бытовая техника или компьютер, то вероятность того, что здесь нужны будут паяльные работы, стремится к ста процентам. Эта работа производится паяльником или паяльным феном. Существует еще один метод пайки – это с использованием бессвинцового припоя. Его применение стало практиковаться не так давно: воздействие на организм гораздо меньшее, чем при использовании свинца, но температура плавления выше.
Для пайки микросхем могут понадобиться еще такие приспособления как:- Трафарет – пластина с отверстиями, предназначенными под выводы. Они могут и не пригодиться. Сейчас производят трафареты, которые являются универсальными, они подойдут под самые распространенные типы микросхем.
- Флюс – о нем уже было много сказано. Самый распространенный флюс – это канифоль в виде куска, но для микросхем он не подойдет. Здесь нужен жидкий флюс, который можно произвести самостоятельно, растворив канифоль в спиртовом составе, а также в кислоте.
- Припой – для микросхем лучше использовать в виде проволоки, внутри которой может быть флюс из порошковой канифоли.
В наше время очень сильно упрощаются многие сферы, вот и здесь можно приобрести готовый набор, где собрано все необходимое, включая кисточку, пинцет и несколько разных припоев.
Итак, прежде всего все инструменты должны быть подготовлены к работе, включая вспомогательные – каждая мелочь сразу должна быть под рукой. Пайка плат должна происходить молниеносно, недопустимы даже намеки на перегревы, для удобства нужно пользоваться пинцетом. Если работа производится при помощи паяльника, нужно внимательно отслеживать все колебания температуры и не допускать превышения 280 градусов. Можно воспользоваться антистатическим ковриком, подложить его под плату, ведь все радиодетали имеют чувствительность к статическому электричеству.
Итак, разберем пошагово алгоритм:- Пинцетом немного отгибаются выводы;
- Сама деталь фиксируется неподвижно;
- Набирается немного припоя, погружается в канифоль, присоединяется к нужному элементу. Припой распределяется ровным слоем;
- Деталь закрепляют и ждут когда затвердеет припой;
- После этого нужно осторожно промыть плату спиртовым раствором
Олово при пайке играет роль припоя. Чтобы произвести спаивание двух деталей таких манипуляций как: подогреть одну поверхность и приложить к другой, недостаточно. Для этого лучше пользоваться паяльной станцией, поскольку преимущества при этом явно видны:
- Возможна регулировка температуры нагревания
- Выбранная температура не сбивается, а сохраняется на заданном уровне, жало не перегорает
- Паяльные станции имеют термостойкие жала.
Для пайки оловом пригодятся кусачки и нож. Сначала нужно, как и при любом другом виде пайки, приготовить рабочее место: проверить освещение, подготовить место, куда вы будете помещать ненужные мелочи, лишние элементы, залудить поверхности деталей. Затем подцепляем немного флюса и наносим олово посредством паяльника. Олово омоет контактную площадку при первом же легком касании. Остатки флюса можно аккуратно убрать.
Для того, чтобы научиться паять, если не виртуозно, то хотя бы качественно, чтобы действительно приносить этим пользу, нужно практиковаться. Все приходит с практикой, и эти работы – не исключение.
ПОДХОДЯЩИЕ ТОВАРЫ
Поделиться в соцсетях
Пайка– Как припаять SMD компонент с “площадкой” внизу?
Самый лучший способ сделать это – предварительно нагреть все с помощью большого источника горячего воздуха или духовки. Сначала нанесите пасту, если она у вас есть, или немного припоя на контактную площадку. Затем предварительно нагрейте. Температура предварительного нагрева составляет около 125 ° C или около того.
После того, как все нагреется до 125 ° C, подайте локализованный горячий воздух непосредственно на деталь, которую нужно припаять, и сразу вокруг нее. Температура должна быть достаточно высокой, чтобы расплавить припой, но не перегреть деталь.Многие дешевые аппараты горячего воздуха имеют плохую настройку и индикацию температуры. Так что вам, возможно, придется поэкспериментировать. Если припой плавится очень быстро, он слишком горячий. Если он тает примерно за 10-45 секунд, это, вероятно, хорошо. Если это займет целую минуту, вероятно, должно быть жарче. Часто вы заметите, что деталь самоустанавливается и встает на место, когда весь припой расплавляется. Это хороший признак того, что он достаточно горячий.
Мелкие детали, вероятно, будут оплавляться намного быстрее, чем большие, и, возможно, не потребуется такая высокая температура.Ваши первые попытки могут не сработать. Так что следите за временем, температурой и результатами. Как только вы найдете выигрышный рецепт, придерживайтесь его.
Если у вас нет возможности предварительно нагреть всю плату, вы можете просто сделать это так, как говорит Арсенал. Если вы ремонтируете плату, которая прошла через печь оплавления, следите за временем и температурой, когда вы снимаете деталь. Это даст вам представление о времени и температуре, необходимых для установки нового.
Для больших деталей я иногда не кладу их перед нагревом.Я держу деталь пинцетом у края струи горячего воздуха. Я обдуваю контактную площадку горячим воздухом, пока не увижу, что припой полностью расплавлен, затем с помощью пинцета помещаю горячую часть на контактную площадку с расплавленным припоем. Не кладите холодную деталь на горячий припой. Деталь тоже должна быть горячей, иначе получится холодная пайка. Если вы сделаете это таким образом, вы можете прекратить нагрев почти сразу после того, как разместите деталь. Ах да, используйте флюс.
Выбор контактов: припой против обжима?
Выбрать правильные контакты не всегда легко, особенно если у вас нет инженеров, специализирующихся на проектировании межсоединений.Быстрый ответ на вопрос: ни то, ни другое. В некоторых случаях один будет более подходящим, а в других – нет. В этом руководстве объясняются ключевые факторы, которые следует учитывать при принятии решения, какое решение будет наиболее подходящим для вашего дизайна.
СЦЕНАРИЙ 1. Когда нет выбораВероятно, самый простой случай, во многих ситуациях вам не нужно выбирать, потому что выбор будет навязчивым. Это относится к аэрокосмическим и оборонным стандартам, где большую часть времени необходимо обжимать контакты.
Обжимные контакты могут быть обработаны или штампованы и сформированы
Примеры:
MIL-DTL-38999 : Этот военный стандарт указывает прямо в заголовке, что разъемы должны иметь съемные обжимные контакты (за исключением герметичных контактов, которые припаиваются).
ПОДРОБНЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ СОЕДИНИТЕЛИ, ЭЛЕКТРИЧЕСКИЕ, ЦИРКУЛЯЦИОННЫЕ, МИНИАТЮРНЫЕ, ВЫСОКОЙ ПЛОТНОСТИ, БЫСТРОРАЗЪЕМНЫЕ (РАЗЪЕМ, РЕЗЬБОВАЯ И РАЗЪЕМНАЯ МУФТА), ЭКОЛОГИЧЕСКАЯ УСТОЙЧИВОСТЬ, СЪЕМНАЯ ЗАЖИМНАЯ ПРОКЛАДКА ДЛЯ ПРОКЛАДКИ ПРОИЗВОДСТВА ПРОДУКТА И ГЕРМЕТИКА
MIL-DTL-26482 : Этот стандарт охватывает две разные версии: серию 1 и серию 2.Оба делятся на множество спецификаций, которые определяют, должен ли тип контакта быть паяным или обжимным.
Серия 1, припой: MS3110, MS3111, MS3112, MS3113, MS3114, MS3116, MS3119
Серия 1, обжим: MS3120, MS3121, MS3122, MS3124, MS3126, MS3127, MS3128
Серия 2, пайка: MS3440, MS3442, MS3443, MS3449
Серия 2, обжим: MS3470, MS3471, MS3472, MS3473, MS3474, MS3475, MS34776, MS3477, MS3479
(источник: EverySpec.com)
Примечание. В случае герметичных разъемов паяные контакты являются стандартом, поскольку контакты являются несъемными (заключены в стекло).
Стандартычасто определяют, какой тип контакта вам нужен, и вполне вероятно, что в такой ситуации вы уже знаете, какие контакты и разъемы вам нужны. Они распространены в аэрокосмической и оборонной промышленности, а также на железной дороге и в некоторых станках.
СЦЕНАРИЙ 2: Когда есть выборКонтакты под пайку имеют небольшие углубления для припоя сзади. Обычно они предварительно нагружены в разъемах
.Вот где все становится поинтереснее; если у вас есть выбор, это означает, что вам нужно будет выбрать тип прекращения контакта, который больше всего подходит для вашего приложения.Наша группа технической поддержки сравнивает различные преимущества и недостатки обоих вариантов, а также разъемов с винтовыми зажимами, которые доступны для определенных диапазонов продукции.
ПРЕИМУЩЕСТВА | НЕДОСТАТКИ | |
|---|---|---|
Припой | Требуется минимальный специальный инструмент (паяльник) Может терминировать контакты, которые уже установлены в разъем Достойная устойчивость к вибрации | Процесс нагревается в контактах, разъеме и даже в кабеле, что потенциально может вызвать проблемы (если температура поднимется выше рабочих пределов вставки). Более чувствительный к коррозии (добавление другого металла) Механически более чувствительны к вибрации и изгибу (более хрупкие) Из-за качества пайки могут возникнуть множественные проблемы с качеством (например, холодный припой) Требуется припой, соответствующий требованиям RoHS (большинство припоев содержат свинец, который запрещен RoHS) |
Обжим | Высокая устойчивость к вибрации Процесс обжима простой, быстрый и повторяемый Может быть ручным или автоматическим (подается в опрессовочную машину) | Требуется специальный инструмент для контактов Цилиндр и кабель должны совпадать по размеру и конструкции (мононить или многожильный). |
Винтовой зажим | Сборка и заделка не требуют специальных инструментов Можно собрать и разобрать для модификации или ремонта кабелей и компонентов. | Не подходит для работы в условиях сильной вибрации и ударов. Цилиндр и кабель должны совпадать по размеру и конструкции (мононить или многожильный). |
Обжим обычно предпочтительнее из-за его высокой надежности, особенно в суровых условиях.Паяные контакты будут более уязвимы для коррозии и будут менее гибкими, когда дело доходит до вибрации и изгиба. Обжим также можно автоматизировать очень быстро и эффективно, если у вас есть обжимные машины, в которые подаются контакты, или даже если это делается вручную. Однако установка дорогостоящая и имеет смысл для больших объемов.
Для тяжелых условий эксплуатации, требующих меньших объемов (и герметичных емкостей), пайка предлагает более гибкий подход, хотя она менее удобна для промышленного использования.
Наконец, винтовой зажим – лучший вариант, если вам требуется установка в полевых условиях. Это менее надежный с механической точки зрения вариант, но для некоторых приложений, в которых нет требований, это решение является удобным и гибким.
Надеюсь, это руководство поможет вам выбрать, какой тип завершения контакта лучше всего подходит для вас. Если у вас возникнут дополнительные вопросы, свяжитесь с нашей службой технической поддержки, и мы свяжемся с вами в ближайшее время.
Пайка – лужение
Шаг 2: лужение
Неважно это вы паяете, перед собой надо оба контакта “залудить” попытаться спаять их.Это покрывает или заполняет провода или разъем контакты с припоем, чтобы их можно было легко сплавить.
Чтобы залудить проволоку, приложите к ней кончик утюга на секунду. или два, затем нанесите припой на провод. Припой должен стекать свободно на провод и покрыть его (если это многожильный провод, припой должен вливаться в него, и заливать провод). Возможно, вам придется отрезать закончите потом, особенно если вы положили слишком много припаяйте, и на конце провода образовался маленький шарик.
Be осторожно, чтобы не перегреть провод, так как изоляция начнет плавиться. На более дешевом кабеле изоляция может «сжаться» при нагревании. слишком много, и обнажите больше медной жилы, чем вы планировали. Вы можете вырезать провод обратно после того, как вы его залудили, но лучше просто не перегреть его.
Чем крупнее медная жила, тем больше времени потребуется для нагрева. чтобы втянуть припой, используйте паяльник с более высокой температурой для кабелей большего размера, если можете.
Кому залудить контакт на аудиоразъеме XLR, держать утюг снаружи контакта на секунду или две, затем нанесите припой на полость контакта. Еще раз припой должен течь свободно и заполните контакт. Разъемы, такие как гнезда, имеют контакты, которые это просто отверстия в плоской части разъема. Чтобы оловить их, вы положили утюгом и нанесите припой на то место, где он соприкасается.Припой должен стечь и закрыть отверстие.
После того, как вы залужили обе части, вы готовы их спаять.
Следующая страница: Пайка
Как паять массивы шариковых решеток BGA »Примечания по электронике
Сборка печатной платыс использованием массивов шариковой сетки, BGA требует немного большей осторожности, так как контакты, подлежащие пайке, находятся под основным чипом и их нельзя увидеть, когда они на месте.
Пайка SMT Включает:
Методы пайки SMT
Пайка волной
Пайка оплавлением
Пайка BGA
Что такое паяльная паста и как ее использовать
См. Также: Основы пайки Ручная пайка: как паять Паяльники Инструменты для пайки Припой – что это такое и как пользоваться Распайка – секреты, как правильно сделать Паяные соединения
На первый взгляд пайка решеток шариков BGA может показаться сложной задачей, поскольку шарики припоя, которые припаиваются к печатной плате, зажаты между самим корпусом BGA и печатной платой.
Однако доказано, что сборка печатной платы с использованием BGA работает и работает хорошо. Процесс пайки и другие части сборки печатной платы могут потребовать незначительной модификации, но было обнаружено, что преимущества от использования BGA весьма значительны как с точки зрения надежности, так и с точки зрения производительности.
Ball Grid Array, BGA был представлен в результате значительного увеличения количества выводов на многих микросхемах. Штифты на держателях, таких как Quad Flat Pack, стали очень хрупкими, и их легко повредить.Кроме того, разводка печатной платы была затруднена из-за непосредственной близости многих выводов. Использование всей нижней стороны микросхемы позволило решить проблему плотности на хрупких выводах микросхемы за один раз.
Компоненты BGA представляют собой гораздо лучшее решение для многих плат, но при пайке компонентов BGA требуется осторожность в процессе сборки печатной платы, чтобы обеспечить правильную пайку BGA и правильное выполнение всех соединений.
BGA: вид сверху и снизу Что такое массив шариковых решеток?
Ball Grid Array или BGA – это корпус, который сильно отличается от корпусов, использующих штыри, таких как плоский корпус с четырьмя разъемами.Контакты корпуса BGA расположены в виде сетки, отсюда и название. В дополнение к этому, вместо того, чтобы иметь более традиционные проволочные штыри для соединений, вместо них используются контактные площадки с шариками припоя. На печатной плате, PCB, на которой должны быть установлены компоненты BGA, имеется соответствующий набор медных контактных площадок для обеспечения необходимой связи.
КорпусаBGA обладают множеством преимуществ по сравнению с их конкурентами с четырьмя плоскими корпусами, и в результате они все чаще используются для производства электронных схем:
- Усовершенствованная конструкция печатной платы в результате более низкой плотности дорожек: Плотность дорожек вокруг многих пакетов, таких как четырехконтактный плоский пакет, становится очень высокой из-за очень близкого расположения выводов.BGA распределяет контакты по всей площади корпуса, что значительно снижает проблему.
- Корпус BGA надежен: Пакеты, такие как плоский блок с четырьмя пластинами, имеют очень тонкие штыри, которые легко повредить даже при самом осторожном обращении. Их практически невозможно отремонтировать, если штифты погнуты из-за их очень малого шага. BGA не страдают от этого, поскольку соединения выполняются с помощью контактных площадок с шариками припоя BGA, которые очень трудно повредить.
- Более низкое тепловое сопротивление: BGA предлагают более низкое тепловое сопротивление между самим кремниевым кристаллом, чем четырехканальные устройства в плоском корпусе. Это позволяет быстрее и эффективнее отводить тепло, выделяемое интегральной схемой внутри корпуса, из устройства на печатную плату.
- Улучшенные высокоскоростные характеристики: Так как проводники находятся на нижней стороне держателя микросхемы. Это означает, что провода внутри чипа короче.Соответственно, уровни нежелательной индуктивности выводов ниже, и, таким образом, устройства Ball Grid Array могут предложить более высокий уровень производительности, чем их аналоги QFP.
процесс пайки BGA
Одним из первоначальных опасений по поводу использования компонентов BGA была их способность к пайке и возможность сделать пайку компонентов BGA столь же надежной, как паяльные устройства с использованием более традиционных форм соединения. Поскольку прокладки находятся под устройством и не видны, необходимо убедиться, что используется правильный процесс и он полностью оптимизирован.Осмотр и доработка тоже были поводом для беспокойства.
К счастью, методы пайки BGA оказались очень надежными, и после правильной настройки процесса надежность пайки BGA, как правило, выше, чем у четверных плоских корпусов. Это означает, что любая сборка BGA имеет тенденцию быть более надежной. Поэтому его использование в настоящее время широко распространено как при сборке печатных плат массового производства, так и при сборке прототипов печатных плат, где разрабатываются схемы.
Для пайки BGA используются методы оплавления.Причина этого в том, что всю сборку необходимо нагреть до температуры, при которой припой расплавится под самими компонентами BGA. Этого можно добиться только с помощью техники оплавления.
Для пайки BGA шарики припоя на корпусе имеют очень тщательно контролируемое количество припоя, и при нагревании в процессе пайки припой плавится. Поверхностное натяжение заставляет расплавленный припой удерживать корпус в правильном совмещении с печатной платой, в то время как припой охлаждается и затвердевает.
Состав припоя и температура пайки тщательно подбираются так, чтобы припой не плавился полностью, а оставался полужидким, позволяя каждому шарику оставаться отдельно от своих соседей.
Проверка пайки BGA
Проверка BGA – это одна из областей процесса сборки печатной платы, которая вызвала значительный интерес, когда были впервые представлены BGA.
Проверка BGA не может быть достигнута обычным способом с использованием простых оптических методов, потому что, совершенно очевидно, паяные соединения находятся под компонентами BGA и их не видно.
Это вызвало значительную обеспокоенность по поводу технологии, когда она была впервые представлена, и многие производители провели тесты, чтобы убедиться, что они могут удовлетворительно паять компоненты BGA. Основная проблема при пайке компонентов BGA заключается в том, что необходимо приложить достаточно тепла, чтобы все шарики в решетке расплавились в достаточной степени, чтобы каждое паяное соединение BGA было выполнено надлежащим образом.
Паяные соединения не могут быть полностью протестированы путем проверки электрических характеристик.Хотя эта форма тестирования процесса пайки BGA покажет проводимость в то время, она не дает полной картины того, как процесс пайки BGA был успешным. Возможно, что соединение не будет выполнено надлежащим образом и со временем оно выйдет из строя. Для этого единственным удовлетворительным средством проверки является форма проверки BGA с использованием рентгеновских лучей. Эта форма проверки BGA позволяет увидеть через устройство паяное соединение внизу. В результате автоматизированный рентгеновский контроль, AXI стал основной технологией для проверки сборок печатных плат, содержащих BGA.
К счастью, оказалось, что после правильной настройки теплового профиля для паяльной машины компоненты BGA паяются очень хорошо, и при пайке BGA возникает мало проблем.
Переделка BGA
Как и следовало ожидать, переделать сборки BGA непросто, если нет подходящего оборудования. Если есть подозрение, что компонент BGA неисправен, можно удалить устройство. Это достигается путем локального нагрева компонента BGA для расплавления припоя под ним.
В процессе восстановления BGA нагрев часто достигается на специализированной ремонтной станции. Он состоит из приспособления, снабженного инфракрасным нагревателем, термопары для контроля температуры и вакуумного устройства для подъема упаковки. Необходимо тщательно следить за тем, чтобы нагревался и снимался только BGA. На другие устройства поблизости необходимо как можно меньше воздействовать, иначе они могут быть повреждены.
ТехнологияBGA в целом и, в частности, процесс пайки BGA зарекомендовали себя как очень успешные с момента своего появления.Теперь они являются неотъемлемой частью процесса сборки печатных плат, используемого в большинстве компаний для массового производства и сборки прототипов печатных плат.
Другие конструктивные идеи и концепции:
Пайка
Пайка компонентов SMT
ESD – Электростатический разряд
Производство печатных плат
Сборка печатной платы
Вернуться в меню «Строительные методы». . .
Разъемы под пайку и клеммные штыри
Mill-Max Mfg., Corp., с гордостью представляет новые изделия для пайки, предлагающие наиболее универсальный набор решений для ваших нужд по заделке проводов. В нашей линейке продуктов есть новые варианты разъемов и дискретных клемм, подходящие для различных требований к расстоянию, высоте и ориентации. Компоненты чашки припоя упрощают задачу создания проводных соединений между печатными платами или устройствами и печатными платами. Они представляют собой устройство, предназначенное для приема и удержания проводов на месте, что избавляет от неудобств, связанных с попытками манипулировать ими во время пайки.
Колпачок для припоя также позволяет припою собираться и формироваться вокруг провода, что приводит к более качественным паяным соединениям и более надежным и прочным соединениям. Компания Mill-Max разработала новые производственные технологии и оборудование для изготовления чашек под пайку для разъемов с шагом 2 мм и 0,050 дюйма, прямоугольных и низкопрофильных межсоединений и интегрированных в подпружиненные разъемы с малым шагом. Mill-Max предлагает широкий ассортимент продукции с характеристиками чашки припоя, включая дискретные розетки, клеммные штыри и подпружиненные контакты, а также стандартные.Заглушки, розетки и подпружиненные соединители с шагом 100 дюймов.
Искать сейчас | Гнезда для пайкиГнезда, сочетающие в себе высоконадежную технологию контактных зажимов Mill-Max с функцией пайки, обеспечивают удобство соединения проводов с выводами составные части. Чашечка для пайки поддерживает эффективную пайку проводов, создавая надежное соединение, а контактный конец позволяет штырю или выводу многократно и последовательно зацепляться и разъединяться.Эти розетки представляют собой привлекательное решение для использования в кабельных соединителях и проводах к плате. |
Искать сейчас | Клеммные штыри под пайкуПрецизионно обработанные латунные штифты, разработанные с функцией пайки, обеспечивают эффективное средство для преобразования проводов в функциональные соединительные компоненты. Эти контакты обычно соединяются с розетками Mill-Max для создания надежных разъемных соединений с другими проводами и кабелями или с печатными платами.В приложениях «провод к плате» клиенты находят эти продукты полезными для упрощения процесса подключения и обеспечения более надежного соединения, чем пайка проводов непосредственно на печатной плате, особенно при работе с проводами тонкого сечения. |
Искать сейчас | Пружинные контакты с припоямиПружинные контакты со встроенной чашкой для пайки предлагают уникальную комбинацию вариантов соединения, таких как выводы батареи, припаянные к пружинным контактам, установленным в стыковочном узле /зарядная станция.Функция чашки припоя позволяет эффективно прикреплять провода, в то время как подпружиненный поршень является подходящим интерфейсом для соединения с устройствами с контактными площадками или площадками. Некоторые из подпружиненных штифтов имеют функцию запрессовки для удобной установки в монтажные корпуса или платы. |
Искать сейчас | НОВИНКА! Межблочные штыри и гнезда под пайку с шагом 0,050 дюймаСемейство соединителей, предлагающих решения для заделки проводов с экономией места.Площадь основания с шагом 050 дюймов (1,27 мм). Эти соединители включают в себя высокотемпературные изоляторы и равномерно ориентированные паяные штыри и гнезда для облегчения пайки. И разъемы, и разъемы могут быть соединены с различными разъемами Mill-Max с шагом 0,050 дюйма (1,27 мм), что позволяет пользователю смешивать и согласовывать стили оконечной нагрузки для решения различных проблем, связанных с межсоединениями. Предлагаются варианты вертикального крепления в одно- и двухрядном исполнении. Версии под прямым углом, доступные только в однорядном исполнении, оптимальны для приложений, требующих параллельного подключения к плате или для минимизации высоты компонентов над платой. |
Искать сейчас | НОВИНКА! Межблочные контакты и гнезда под пайку с шагом 2 ммСемейство разъемов, предлагающих решения для заделки проводов с шагом 0,0787 дюйма (2 мм), идеально подходящие для использования с традиционными метрическими печатными платами или устройствами. Эти соединители включают в себя высокотемпературные изоляторы и равномерно ориентированные паяные штыри и гнезда для облегчения пайки. И разъемы, и разъемы могут быть соединены с различными Mill-Max.Разъемы с шагом 0787 ”(2 мм), позволяющие пользователю комбинировать и комбинировать стили оконечной нагрузки для решения различных проблем, связанных с межсоединениями. Предлагаются варианты вертикального крепления в одно- и двухрядном исполнении. Версии под прямым углом, доступные только в однорядном исполнении, оптимальны для приложений, требующих параллельного подключения к плате или для минимизации высоты компонентов над платой. |
Искать сейчас | Межблочные штырьки и гнезда под пайку с шагом 0,1 дюймаВыводные штыри и гнезда под пайку собраны в изоляторы на.Шаг 100 дюймов (2,54 мм) доступен в различных вариантах, включая низкопрофильные, прямоугольные и более мощные. Все модели имеют равномерно выровненные чашки для пайки, чтобы облегчить эффективную пайку, и большинство серий предлагаются в однорядных и двухрядных конфигурациях. |
Искать сейчас | НОВИНКА! Пружинные разъемы и мишени для концевой заделки под пайкуПружинные штифты концевой заделки под пайку и сопрягаемые штыри мишени собраны в корпусах с термозащитой.Поставляется с широким ассортиментом опций с шагом от 0,050 дюйма (1,27 мм) до 0,1575 дюйма (4 мм). Предлагается множество уникальных стилей вертикального монтажа, включая увеличенный ход и прочную мощную конструкцию. Как подпружиненные разъемы, так и целевые разъемы имеют равномерно выровненные чашки для пайки, чтобы облегчить эффективную пайку, и предлагаются в одно- или двухрядной конфигурации. |
Для получения дополнительной информации о том, как правильно паять эти типы клемм, посмотрите видео ниже, Урок 3 «Базовая пайка для электроники» – «Клеммы для чашек» производства PACE, Inc.
Нужна техническая помощь или вы ищете индивидуальный дизайн? Используйте форму ниже, чтобы связаться со службой технической поддержки Mill-Max.
% PDF-1.5 % 1 0 obj> эндобдж 2 0 obj> эндобдж 3 0 obj> эндобдж 4 0 obj> поток конечный поток эндобдж xref 0 5 0000000000 65535 ф 0000000016 00000 н. 0000000075 00000 н. 0000000120 00000 н. 0000000210 00000 н. трейлер ] >> startxref 3379 %% EOF 1 0 obj> эндобдж 2 0 obj> эндобдж 3 0 obj> эндобдж 5 0 obj null эндобдж 6 0 объект >>> эндобдж 7 0 obj> / Font> / ProcSet [/ PDF / Text] / ExtGState >>> эндобдж 8 0 obj> эндобдж 9 0 obj> эндобдж 10 0 obj> эндобдж 11 0 obj> эндобдж 12 0 obj> поток HlTiTWIkSPZUv! * KPQB l) a @ # v-h KC @ T4
˨ 퀀 Jɨq21stD # s \ yMrǜQҔE4kõ # RcNPfXi * p {y >> [% Z {p_} q Q2 | BW \ Ra2Jr $% Kw_g saY *) 6J ޒ-, е) `6 HF% r L7cQqiEC & FHYE> & Hefc1d4 ‘Q4 妤 GQ4œ (ZL% ʨTZ
Пайка 101 – 4 шага для успешной пайки
Пайка
Мне задали миллион вопросов, связанных с пайкой / пайкой хорошо, это огромное преувеличение, но – это предмет многих вопросов, которые мне задают, и не зря.Наверное, нет другой техники, вызывающей столько страха, неуверенности и замешательства, как пайка. Пайка и умение делать это требует практики. Но при правильном обучении и некоторых практических репетициях каждый может хорошо паять.
На первый взгляд большинство вещей может показаться пугающим: представьте себе самую грязную комнату, которую вы можете себе представить. (нет, не моя студия). Затем подумайте, как бы вы себя чувствовали, если бы кто-то сказал: «Убери это»! Ошеломленный (и, вероятно, немного раздраженный тем, что вы застряли с уборкой этой воображаемой комнаты), вы оглядываетесь – немного ошеломленный и сбитый с толку.Но, включите хорошую аудиокнигу, начните с одного угла, возьмите несколько ящиков для хранения, пару крючков, шкаф или два и время, и, прежде чем вы это узнаете, комната чистая. Сосредоточиться на общем сценарии – это ошеломляюще. Но если вы, , сосредоточитесь только на одной маленькой точке, это управляемо. Итак, мы рассмотрим пайку, обращая внимание только на небольшие части целого.
Я нарушил это обсуждение пайки, процесса, материалов и инструментов. Как свидетельствуют многие видео и веб-страницы, перечисленные выше, я написал много материалов по пайке.Пожалуйста, найдите время и проверьте мои веб-страницы и мои видео.
Итак, как и в случае уборки этой грязной студии, мы будем делать небольшие шаги.
Как вы, несомненно, знаете, к настоящему времени пайка связана с нагревом – очень много его для пайки . Мы используем газовую горелку, чтобы позволить нашему металлу достичь температуры, необходимой для плавного течения припоя. Припой связывается с металлом за счет капиллярного действия (представьте, что вода движется вверх по бумажной салфетке). Независимо от того, работаете ли вы с любым из различных видов серебра, золота или недрагоценных металлов (бронзы, латуни, меди и т. Д.)) Следующие методы будут относительно такими же. Однако у каждого металла есть свои особенности, которые могут немного повлиять на определенные части процесса. Некоторые из них будут подробно обсуждены позже.
Припой
Припой – это клей, который скрепляет различные металлические детали. Чтобы припой растекался, металл должен быть чистым – весь, включая припой и флюс . Причина в том, что грязь, жир, оксиды и т. Д. создаст барьер между металлом и припоем . Думайте о грязной поверхности, как о полиэтиленовой пленке на бутерброде с ветчиной (ваше потенциальное соединение припоя). Пластиковая пленка защищает вас (теоретический припой) от вкусного бутерброда. Если вы удалите пленку, ваш рот и бутерброд могут счастливо соединиться. (Это самая странная (и, возможно, худшая) аналогия на свете?).
Подробная информация о самом припое подробно обсуждается на моей странице On Solder .Обсуждение припоя в этом разделе будет касаться его взаимодействия в процессе пайки и проблем, которые могут возникнуть.
Успешная пайка – четыре шага
Я придумал 4 различных процедуры, которые должны обеспечить успех при пайке. Эти шаги:
- Good Fit
- Чистый металл / припой / флюс / руки
- Нагрев
- Flux – см. Страницу под названием: Пайка 101 – Окисление, флюс и предотвращение образования отложений / пятен.
Это просто означает, что два металлических куска, которые вы соединяете вместе, подходят как можно ближе.
В случае стыкового соединения, которое вы используете для кольца или соединения лицевой панели вместе, края должны быть заподлицо и плотно прилегать . Поднесенный к свету, вы должны увидеть очень мало света.
При использовании круглой проволоки и трубок необходимо подпилить плоские участки с каждой стороны частей, которые будут соединяться вместе.Это не только упростит предотвращение скатывания деталей во время процесса пайки, но и повысит прочность соединения. Это даст в результате: на больше площади для растекания припоя.
Смотрите мое видео: Плоские квадратные кромки на листовом металле для получения информации о том, как добиться хорошего прилегания. Кроме того, два неоценимых инструмента для получения квадратных кромок на металле, трубах и проволоке: Приспособление для резки под углом и тиски (См. Мою страницу об этом инструменте), Приспособление для резки под углом и тиски и тиски машиниста (также известные как Безвинтовые инструментальные станки). Тиски).Существуют также плоскогубцы для резки труб , которые можно использовать для труб и проволоки. Они также отлично подходят для удержания труб и проволоки, если вам нужно их зажать: для сверления, для заполнения канавок и т. Д.
Шаг 2: Очистка металла / припоя / флюса / рукБольшинство людей понимают, что их металл должен быть чистым, но как насчет флюса и припоя? Еще одна вещь, о которой забывают люди, – это руки. Вы могли бы начать с совершенно чистых кончиков пальцев, но не почесали ли вы лицо, отполировали кольцо или погладили кошку прямо перед тем, как приступить к пайке? Если это так, вы можете поспорить, что ваши руки содержат какую-то «грязь».
Чистые руки
На вашем лице много сальных желез, поэтому, находясь в студии, возьмите за привычку держать руки подальше от красивого лица . То же самое и с милым котиком.
Можно вымыть руки грубым мылом , например, Boraxo. В некоторые мыла добавлены увлажняющие средства и могут добавить слой масла на руки.
Чистота является обязательным условием успешной пайки, потому что, попросту говоря, и припой, и флюс не будут растекаться по любой грязи : окислению, смазке и да, грязи.Итак, чтобы убедиться, что вы получите идеальное паяное соединение, вымойте посуду.
Средство для мытья посуды Dawn и горячая вода тоже подойдут. Ваши руки будут в беспорядке. Они будут сухими, потрескавшимися, мозолистыми. Твоя карьера ручного модели официально окончена.
Чистый металл
Очистка металла обсуждается в моем видео: Как очистить металл . Наждачная бумага – также эффективный способ очистки металла . Он имеет дополнительное преимущество – снимает «блеск» с ваших поверхностей. Флюс плохо растекается по блестящему металлу , поэтому шлифовка поверхностей, подлежащих пайке, поможет обеспечить равномерное покрытие флюса.Для этого я использую наждачную бумагу с зернистостью от 400 до 1000.
После очистки металла возьмите его за края , чтобы уменьшить контакт с грязью.
Чистый припой
Очистить припой довольно просто, если вы используете лист или проволоку – вы просто очищаете его, как листовой металл. С помощью проволочного припоя я несколько раз протягиваю его через зеленый кустарник и сушу полотенцем. Это сходит с ума, когда нужно чистить паллионы . Вы можете поместить паллионы в ультразвуковой очиститель .Используйте контейнер из проволочной сетки, как те, что используются часовщиками, чтобы поместить ваши паллионы. В Англии вы можете получить один в Redroosteruk Ltd. В США: Esslinger.com (менее 4 долларов США). Amazon имеет аналогичный тип. Еще одна альтернатива – ситечко для чая – с мелкой сеткой. Срывать палочки со дна ультразвукового прибора, наверное, не так уж и весело!
Чистый флюс
Флюс можно загрязнить , окунув кисть для флюса в контейнер.Через некоторое время бутылка заполнится мусором и другими загрязнениями (такими как кусочки ржавой стали от кистей, кусочки древесного угля от паяльного блока), и ваш флюс испачкается. Чтобы избавить вас от необходимости покупать новый флюс только потому, что он грязный, используйте небольшой контейнер с низкими стенками, чтобы залить флюс. Верхние части банок подойдут. Просто налейте достаточно на день, а остальное выбросьте. Не наливайте обратно в бутылку!
Есть также дозаторы флюса , которые отлично работают.Хотя через время их нужно тщательно очистить, потому что флюс при высыхании кристаллизуется. Кристаллы препятствуют работе дозатора. Но для этого требуется некоторое время. Диспенсер поддерживает чистоту флюса и дозирует флюс в контролируемых количествах . Amazon и другие поставщики ювелирных изделий продают этот продукт, как и Rio Grande .
Существуют также дозаторы флюса , которые поставляются в выдавливающих бутылках с дозаторами игл разного размера .Они хорошо подойдут, если вы выдавите флюс в небольшую миску. В противном случае они могут затопить территорию слишком большим потоком.
СОВЕТ: После нанесения флюса нагрейте флюс до тех пор, пока он не станет стекловидным (белое пузырьковое вещество успокоится). Теперь окуните кисть в немного флюса, возьмите слой припоя и поместите его на (остывший, но еще теплый – кисть не плавится). Теперь у припоя меньше шансов всплыть. Вы также можете сначала скомкать припой – гранулы припоя не так легко отрываются.
Кисти для флюса
Небольшое отступление: для нанесения флюса используйте подходящие кисти. Дешевые пластиковые щетки нелегко подобрать и разместить припоя. Хорошие щетки делают установку припоя менее утомительной. Если прикоснуться пластиковой щеткой к горячему металлу, он, конечно, расплавится. Щетки для волос тоже не останутся невредимыми. Но вы можете урезать их и продолжать использовать. Обычно я покупаю несколько новых щеток каждый год. Мне также нравится иметь под рукой как минимум два разных размера: один для больших площадей, а другой – для меньших.
Есть кисти, предназначенные только для нанесения флюса. Рио, конечно же, продает один тип: , незагрязняющую щетку для флюса размером 1 и 8 (больше). Они не загрязняют окружающую среду, поскольку в них не используется сталь для удержания щетины, что исключает возможность переноса ржавчины или стали на вашу работу.
Вы также можете использовать маленькие китайские бамбуковые кисти . У них есть отличные чаевые, и они относительно недорогие.
Шаг 3: НагревОдна из самых больших проблем в обучении пайке – это страх / бесстрашие владельца фонарика – , что является просто отражением неопытности пользователя с этим инструментом.
Большинство студентов настолько боятся расплавить свои детали, что никогда не достигают температуры текучести припоя. Конечно, есть и другая крайность, когда каждый процесс пайки заканчивается жидким металлом. Что делать?
Ну вот тут и приходит практика. Начать с металлолома . Практикуйтесь в каждом типе соединения – встык, «Т» или полоска и пот. пайка (ссылка на мое видео о пайке потом). Паяй снова и снова и будь бесстрашным .Если он тает, попробуйте еще раз, но поменьше, меньше времени. Нет ничего плохого в том, чтобы расплавить ваш металл – , если это тренировочная деталь. Расплавить ювелирное изделие, на которое вы потратили часы, оооочень удручает. Но ЭТО БЫВАЕТ! В конце концов, однако, вы и ваш факел соединитесь, и количество срывов ювелирных изделий (ювелиров) значительно уменьшится.
Одна вещь, которая поможет вам добиться плавного паяного шва, – это подобрать наконечник резака, соответствующий размеру вашей работы.
Итак, расплавители (вы знаете, кто вы!) не имеют проблем с расплавлением припоя. Но течет ли оно? Он идет по шву или по стенам с одной стороны вылетает? Неужели он так сильно нагрелся, что припой впитался в металл? У вас есть ямы? (Вы перегрели деталь и выгорели цинк в припое!)
Какой наконечник резака вы бы использовали для металла этого размера (не фактический размер, это сравнение соотношения)?
Ответ: B Вам нужен наконечник горелки, особенно из серебра, который довольно быстро нагревает металл.
Чистое серебро (235 ° (BTU / (час o F ft)) – лучший металлический проводник тепла – медь (223 ° (BTu / (час o F ft)) ) , следующим в очереди, довольно плохо, идет золото (182 ° (британских тепловых единиц / (час o футов)) . Теперь, зная этот факт, вы можете понять, зачем вам нужен наконечник резака большего размера (который приводит к более сильному пламени)! Когда это огненное, сверхгорячее пламя нагревает ваш металл, тепло начинает распространяться и уходит от пламени. Итак, в приведенном выше примере больший наконечник (наконечник B) будет нагревать металл быстрее. Чтобы нагреть всю эту деталь маленьким наконечником горелки, может потребоваться некоторое время. Тогда вы, вероятно, развили бы сильное окисление и израсходовали бы тонну газа. Вы также могли бы подумать сейчас: «Интересно, потечет ли когда-нибудь этот припой?»
Все предметы, соприкасающиеся с паяемым металлом, особенно с металлом, отводят часть этого тепла, еще больше замедляя процесс.Термин “теплоотвод” относится к отводу тепла. Иногда вам нужен радиатор, например, когда вы пытаетесь защитить предыдущее паяное соединение или тонкий небольшой объект, например, оправу для камней. Блоки древесного угля поглощают тепло, но они отражают его обратно на металл.
Наконечники резаков бывают разных размеров. Система нумерации зависит от типа вашей горелки.
Наконечники резака – Выбор правильного размера для работы
Итак, если вы выполнили свой контрольный список: соответствие, флюс, чистота, а припой не течет, подумайте о замене наконечников.
Вот две карты пламени из Rio Grande . Посмотрите, насколько различаются размеры пламени для одних и тех же чисел. В своем видео я сравниваю советы №2.
Вы, вероятно, захотите иметь как минимум два наконечника . Три было бы лучше. Фактически, это почти все, что я использую. У меня маленькие чаевые, средние и большие. Большой наконечник используется для отжига, обработки стали, рафинирования и пайки больших деталей. Маленький наконечник предназначен для крошечных паяных соединений – например, для установки 3-миллиметровой корзины или для пайки перемычек.Я использую жало среднего размера для большинства процессов пайки.
Нагрев металла
Следующая важная информация о нагреве: для того, чтобы припой растек, вы должны нагреть металл с обеих сторон соединения до температуры текучести припоя. Если вы нагреете одну сторону больше, чем другую, припой потечет к «горячей стороне».
Не нагревайте припой . Припой – это один из самых маленьких кусочков металла на вашем изделии. Сначала он расплавится, но ничего не сделает, кроме как (если вы его достаточно нагреете) впитается в металл, возможно, начнет разъедать металл, что приведет к образованию ямок или плавлению в лужу.
Когда вы паяете серебро (чистое и чистое, а не аргенций или золото – они тоже не проводят тепло: см. Дополнительную информацию ниже) и медь, вам нужно сначала нагреть самые большие куски.
Рисунок слева иллюстрирует , как нагреть деталь с элементами разного размера.
Когда черный квадрат нагревается, он передает тепло розовому квадрату. Итак, розовый квадрат сейчас довольно теплый. В то же время маленький синий квадратик тоже становится довольно горячим, потому что это самый маленький элемент – там меньше мест, куда можно отвести тепло.К тому времени, когда вы поднесете горелку к синему квадрату, припой, вероятно, будет течь или болтаться. Обычно не нужно даже топить третий участок.
Как узнать, что пора переместить фонарь? Следите за флюсом или цветом металла. Флюс станет полупрозрачным при температуре текучести припоя. Серебро станет светло-розовым, а медь, латунь и бронза – красным. Самая очевидная подсказка – припой плавится или течет. Не забывайте, что медь, в частности, любит окисляться.Из-за этой тенденции вам нужно попасть туда горячим и быстрым! Не нагревайте медь медленно, если вы вообще можете с этим справиться.
При пайке аргенция или золота тепло не уходит, как сумасшедшая. Тепло имеет тенденцию оставаться около горелки, поэтому нагрев всей детали не так уж и важен. Вы можете направить тепло с помощью этих металлов на две стороны, рядом с местом соединения, где вы хотите, чтобы припой тек.
Когда я паяю, я вставляю и вынимаю резак, нагревая и давая ему остыть, нагревая и давая ему остыть.Сняв горелку, я могу проверить плавление металла, текучесть припоя и другие индикаторы. Когда припой вот-вот потечет, необходимо легкое прикосновение.
Шаг 4: ФлюсИнформацию о 4-м шаге: Flux, см. На моей странице: Пайка 101: Окисление, флюс и предотвращение образования отложений / пятен.
Выдержка из страницы по предотвращению окисления, флюса и образования накипи / пятен:
«Флюс играет важную роль в пайке.
- Он отвечает за за снижение поверхностного натяжения , позволяя припою течь.
- Создает на металле лаковое покрытие, которое защищает металл от взаимодействия с атмосферой.
- Flux также используется как индикатор температуры при пайке – когда паста или жидкий флюс достигают точки текучести припоя, они становятся полупрозрачными.
- Флюс должен быть совместим с используемым металлом .Используйте флюсы, предназначенные для используемого вами металла.
- Flux имеет потолок температуры . Если имеющееся тепло превышает рабочую температуру флюса, флюс больше не будет работать. Жидкость: 1100 ° F (593,33 ° C) – 1700 ° F (926,67 ° C) Паста: 1100 ° F (593,33 ° C) – 1500 ° F (° 815,56C).
- ЕСЛИ вы используете паяльную пасту , проверьте, включен ли флюс в смесь. Если это так, вам не нужно колебаться. Но, возможно, вы захотите добавить дополнительный флюс, чтобы защитить свой фунт от накипи!
Флюс важен для пайки, даже если ваш металл не вызывает окисления, как чистое серебро или серебро аргентия.Это помогает припою течь.
- Как настроить резак – есть резак, нужно его настроить? Вот как.
- Пайка 101, часть первая и пайка 101, часть вторая
- All About Solder – Вам нужно понимать, с чем вы работаете!
- Плоские квадратные кромки на металле – Важные методы создания квадратных кромок, например, на кольцевых стержнях, трубках, установках и т. Д. – практически любых двух частей, которые вы хотите спаять вместе!
- Подготовка к пайке – Важные шаги перед пайкой.
- Identify Wire Solder – Отметьте свой припой, прежде чем воцарится неразбериха!
- Безопасность ювелирной студии – Чрезвычайно важная информация, которую должен знать каждый ювелир! Не рискуйте своей жизнью и здоровьем! Знаешь, чем опасна металлическая пыль? Если нет, ничего не шлифуйте – пока!
- Создание сфер одинакового размера – как сделать идеально круглые сферы? Возможно, вам нужно знать!
- Как отжигать серебряный лист – важный навык, иначе вы можете повредить свой металл и работать вдвое тяжелее!
- Проволока для отжига – Хотите обрыв провода? Как насчет расплавленной проволоки? Нужна мягкая и гибкая проволока? Эти советы помогут вам избежать этих проблем и с легкостью работать!
- Вытяжной вытяжной вентилятор для студии или магазина – Один из БОЛЬШИХ ДАННЫХ для безопасности студии.Научитесь делать свои собственные!
- Как сделать безель и закрепить кабошон Часть первая – Хотите припаять тонкий материал к толстому? Хотите поставить камень или два? Узнайте, как создавать и паять лицевые панели.
- Как сделать безель и закрепить кабошон, часть вторая – То же сверху.
Пайка ювелирных изделий: Как припаять настройки, скобы и проволоку. – Мы постоянно паяем вместе разные формы и размеры металла. Хотите перестать таять свои настройки или поручительства? Можно ли паять провод, не расплавляя его?
Пайка ювелирных изделий – Пайка потом, промывка или аппликация – Как припаять два металлических куска друг на друга.Узнайте о приемах успешного соединения материалов разного размера и о том, как наносить припой.
Мой плейлист по пайке на YouTube – Список всех моих видео по пайке на YouTube.
- О припое – Узнайте все об используемом вами материале.
- Ацетилен, Факел, Баки, Безопасность – Огромная страница с гораздо большим, чем просто информацией об ацетилене! Узнайте все о резаках, пайке и о том, как защитить себя!
- Таблицы – Схемы, связанные с пайкой.Включает такие вещи, как: температура отжига, размеры клапана сжатого газа, какая температура горит ваш газ, каковы точки плавления вашего металла. Кроме того, есть диаграммы калибра проволоки, диаграммы от миллиметров до долей и дюймов, от сверл до диаграмм с калибрами проволоки. Много информации!
- Очистка металла – полезно знать, если вы планируете что-нибудь паять!
- О маринаде, кислоте, кастрюлях и пищевой соде – Как удалить шмуц, оставшийся от пайки, как сделать свой собственный рассол, как использовать рассол и как нейтрализовать рассол.Тонны информации!
- Шкала окисления, флюса и возгорания – Почему происходит окисление? Почему все время накапливается огненная чешуя, как от нее избавиться. Узнайте, что происходит при пайке и решениях.
- 4 шага для успешной пайки – 4 шага помогут вам добиться успеха в пайке!
- Идентификация припоя для проволоки – Как пометить припой, чтобы вы всегда знали, какой он тип.
- Ювелирные инструменты – Harbor Freight – Недорогие инструменты для студии!
- Тиски для резки под углом и зажимное приспособление : С трудом подбираете концы стоек колец? Оцените этот инструмент!
- Q&A: Firescale / Firestain – Посмотрите, с чем у других были проблемы, и найдите решения!
- Q&A: Annealing – Как долго выдерживаются температуры отжига.Печной отжиг.
- Q&A: Wire Questions. Спиральная проволока, проволока для сужения, проволока для упрочнения, проволока для правки и многое другое!
- Рецепты: Они больше не только для готовки!
- Рецепт рассола – сделай свой собственный рассол
- Prip’s Flux Recipe – сделайте свой собственный флюс
- Удаление сломанных сверл из металла – Вы сломали сверло и не можете его вытащить? Вот как удалить сломанные сверла.
