
Как выполняется подключение сварочного аппарата? — moyakovka.ru
Для того чтобы работа со сваркой прошла без лишних проблем, нужно разобраться в том, как подключить сварочный аппарат. Перед тем как подключать агрегат для сварки, его нужно разместить в подходящем месте. Очень важно, чтобы ничего не мешало притоку воздуха к отверстиям на корпусе оборудования. Охлаждение часто намеренно усиливается. Для этого, выполняя подключение сварочного аппарата, за ним устанавливают вентилятор. Очень важно следить за тем, чтобы агрегат не контактировал с пылью, а также влажными и агрессивными парами.
Самодельный сварочный аппарат для сварки на постоянном токе.Основные рекомендации и техника безопасности
Прежде чем вы соберетесь подключить сварочный аппарат, обязательно удостоверьтесь в том, что частота и напряжение, указанные на корпусе оборудования, совпадают с аналогичным показателем в сети. Подключение такого оборудования требует устройства правильных соединений.
В случае если выбранная вами модель сварочного аппарата дает возможность самостоятельно устанавливать напряжение, следует зафиксировать переключатель в положении, которое соответствовало бы напряжению в вашей сети. Положение фиксируется при помощи блокирующего винта.
Для подключения сварочного аппарата используется штепсельная вилка. Очень важно, чтобы она соответствовала установленным нормативам термопропускной способности. Эта вилка обязательно должна иметь наконечник, обеспечивающий заземление. Именно к нему и подключится соответствующий кабель. Такую вилку нельзя включать в обыкновенную домашнюю розетку. Для подключения подходит розетка с плавким предохранителем. Подходит и автовыключатель.
Вам нужно будет соединить обратный кабель «земля» с соответствующей клеммой. Соединять нужно на наименее возможном расстоянии от будущего шва.
Прежде чем подключать сварочный агрегат непосредственно к сети, обязательно проверьте, насколько надежно укреплены штепсели.
Из-за плохого контакта аппарат не будет работать в полную силу и быстро выйдет из строя.
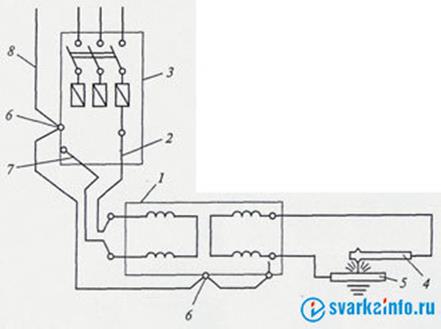
Рисунок 1. Схема подключения сварочного аппарата: 1-сварочный пост; 2—трехжильный шланговый кабель; 3 — трансформатор; 4-регулятор; 5-заземляющие зажимы корпуса агрегата; 6 — одножильный шланговый кабель; 7-электродержатель; 8 — провода заземления.Существует достаточно много схем, в соответствии с которыми выполняется подключение сварочного агрегата. Наиболее распространенная схема подключения приведена на рис. 1.
- 1 позиция — это сварочный пост;
- номером 2 обозначен трехжильный шланговый кабель;
- 3 — трансформатор;
- 4 позиция — регулятор;
- номер 5 — заземляющие зажимы корпуса агрегата;
- 6 — одножильный шланговый кабель;
- 7 позиция — электродержатель;
- номер 8 — провода заземления.

Запомните и выполняйте все эти правила при подключении сварочного аппарата, чтобы избежать травм и прочих малоприятных последствий. В результате нарушения системы безопасности сварочного аппарата может произойти возгорание или удар током. В случае поломки какого-либо из питающих кабелей его нужно незамедлительно заменить. Лучше всего доверить эту работу профессионалам. Любые ремонтные и профилактические работы можно выполнять только после того, как сварочный аппарат будет отключен от сети.
Во время подключения сварочного аппарата следует обязательно проверить качество стационарно уложенного, а также гибкого проводов.
Проверьте их заземление, целостность и изоляцию на соответствие установленным стандартам. Не стоит слишком сильно экономить на заземлении. Лучше всего использовать для него гибкий провод из меди. В случае обнаружения скруток, трещин и других дефектов провод нужно заменить. Использование поврежденных проводов приводит к перегреву и может стать причиной поломки сварочного аппарата. Немаловажным фактом является необходимость размотки проводов. Если пренебречь этим требованием, возникнет индуктивность, а сопротивление снизится.
Немаловажным фактом является необходимость размотки проводов. Если пренебречь этим требованием, возникнет индуктивность, а сопротивление снизится.Напряжение для сварочных аппаратов не нормируется, поэтому обращайте внимание на характеристики именно той модели, с которой вам предстоит работать. При сборке такого оборудования ему задается определенный уровень напряжения. Значение сопротивления при этом не учитывается.
Вернуться к оглавлению
Пошаговая инструкция по подключению сварочного аппарата
Рисунок 2. Схема последовательности подключения сварочного аппарата.После того как вы проверите целостность агрегата и всех сопутствующих комплектующих, а также установите соответствие напряжений, можете приступать непосредственно к подключению вашего сварочного аппарата. Для этого вам понадобятся:
- сам агрегат;
- удлинитель;
- переходник для удлинителя.
При подключении аппарата можете ориентироваться на схему на рис. 2.
Подключение выполняется в определенной последовательности, а именно:
- Сначала подготавливается штепсельная вилка с соответствующими параметрами термопропускной способности.

- Подбирается розетка с автовыключателем или предохранителем.
- Выполняется подсоединение обратного кабеля к клемме.
- Кабель-держатель подсоединяется к фрагменту электрода при помощи зажима.
После того как вы все это сделаете, сварочный аппарат можно будет включать в сеть. У большинства моделей достаточно короткие провода, поэтому зачастую их подключение требует использования удлинителя. Удлинитель должен иметь провод достаточного сечения. От количества промежуточных соединений зависит надежность и безопасность работы. Чем их меньше, тем лучше.
Вернуться к оглавлению
Особенности подключения в зависимости от типа аппарата
Рисунок 3. Сварочный аппарат типа трансформатор может работать в широком диапазоне сварочного тока. Его рекомендуется подключать к щитку.Порядок подключения сварочного аппарата во многом зависит от особенностей его устройства. Так, в случае применения двухфазной модели подключение проводов будет выполняться в индивидуальной последовательности. Первый провод нужно будет пустить на фазу, второй — к нейтральному выходу, а третий провод подключить на защиту. Если же вы будете работать с трехфазным сварочным аппаратом, то особой последовательности можно не придерживаться. Главное, чтобы 2 первых провода были подключены к любым фазам, а третий провод — к защите.
Первый провод нужно будет пустить на фазу, второй — к нейтральному выходу, а третий провод подключить на защиту. Если же вы будете работать с трехфазным сварочным аппаратом, то особой последовательности можно не придерживаться. Главное, чтобы 2 первых провода были подключены к любым фазам, а третий провод — к защите.
Очень важно знать основные особенности подключения аппарата типа трансформатор. Типичный представитель показан на рис. 3. В случае применения такого оборудования подключение выполняется в соответствии с рядом особых правил. Трансформаторы могут работать в широком диапазоне сварочного тока. При включении некоторых из них в розетку образуется достаточно мощный бросок тока, который может сжечь розетку и выключить защитный автомат. Поэтому рекомендуется подключать такой сварочный аппарат к щитку. Подробная схема подключения сварочного трансформатора показана на рис. 4.
Обязательно выполняйте эти правила во время работы. При их несоблюдении вы рискуете получить травмы, которых можно было бы с легкостью избежать.
Вернуться к оглавлению
Возможные проблемы после подключения
Рисунок 4. Схема подключения сварочного трансформатора.После подключения сварочного аппарата могут возникать различные проблемы, к которым нужно быть готовым и знать, как от них избавиться. Если имеет место сильный нагрев обмоток и гудение, то причина кроется в витковом замыкании в первичных обмотках. В этом случае придется полностью или частично перемотать обмотки.
Сварочные трансформаторы могут давать слишком большой ток по причине короткого замыкания в обмотке регулятора или во вторичной обмотке. Для устранения неисправности нужно ликвидировать замыкание в обмотках или выполнить перемотку.
Если при воздействии регулятором не происходит уменьшения сварочного тока, то причина, как правило, в замыкании между зажимами регулятора.
Во время работы с аппаратом вы можете услышать нехарактерный для него гул. Обычно он появляется по причине ослабления натяжения пружины или из-за поломки провода.
Обычно он появляется по причине ослабления натяжения пружины или из-за поломки провода.
https://moyakovka.ru/youtu.be/UX81XigBgBY
Причиной слишком сильного нагрева контактов в соединениях обычно являются нарушения электрического контакта. Избавиться от этой неисправности можно путем переборки перегревающихся соединений. Контактные поверхности зачищаются и плотно пригоняются. Выполняется затяжка до отказа зажимов. Удачной работы!
Подключение сварочных кабелей – Полезные статьи – ООО ТД «ОптКабель»
Выбирая и подключая сварочный кабель, необходимо учитывать тип сварочного оборудования, только в этом случае можно рассчитывать на его безопасную и эффективную работу. Есть важные моменты, которые помогают.
Особенности подключения при использовании со сварочными аппаратами.
Важно знать некоторые моменты, которые касаются использования удлинителя. Например, чем он больше, тем больше потери. Однако для того чтобы не допустить серьезные потери, следует использовать удлинитель с толстым кабельным сечением, и дополнительных потерь можно избежать, удлиняя кабель. Это значит, что сечение должно быть не просто толстым, а очень толстым.
Например, чем он больше, тем больше потери. Однако для того чтобы не допустить серьезные потери, следует использовать удлинитель с толстым кабельным сечением, и дополнительных потерь можно избежать, удлиняя кабель. Это значит, что сечение должно быть не просто толстым, а очень толстым.
Известно, что для подключения сварочного аппарата применяется штепсельная вилка. Она должна соответствовать установленным требованиям термопропускной способности. У вилки должен быть наконечник, который обеспечивает заземление. Как раз к нему и должен подключаться подходящий кабель. Важно: вилка не должна подключаться к обычной домашней розетке.
 Лучше всего, если этой работой будет заниматься профессионал.
Лучше всего, если этой работой будет заниматься профессионал.Особенности подключения при работе со сварочным инвертором
Кабели инвертора важно подключать в соответствии с отметками полярности, которые имеются на силовом блоке. Зажим массы с проводом нужно выключить в разъем, на котором есть отметка «минус», а электродо-держатель предназначен для отметки «плюс», которая есть на силовом блоке. Инвертор должен быть отключен. Лучше всего отсоединить его от сети.
Читайте также:
16 июня 2017г.
Сварочные провода – 120 фото подбора сечения и маркировки кабеля
Провода для сварочного аппарата выступают в качестве гибких полупроводников электрической энергии. Они представляют собой сложные плетенные конструкции в составе которых присутствуют несколько разновидностей проволоки разного диаметра. Эти изделия подключают к сварочной установки для осуществления соединения разных деталей.
В процессе выбора, необходимо учитывать площадь сечения, максимальное напряжение установки и падение напряжения сварочного контура в момент сварочных работ. Опытные специалисты, рекомендуют соблюдать перепад электричества в процессе осуществления железного шва.
Опытные специалисты, рекомендуют соблюдать перепад электричества в процессе осуществления железного шва.
Краткое содержимое статьи:
Как правильно выбрать сварочные комплектующие?
Сегодня в специализированных магазинах представлен широкий выбор сварочных установок. Большинство из них собираются за рубежом. Начинающему сварщику, довольно часто, сложно сделать правильный выбор. Что необходимо учитывать при покупке данного оборудования?
Сварочный аппарат состоит из:
- сварочного трансформатора. Здесь регулируется процесс подачи электричества. В дальнейшем, переменный ток начинает преобразовываться в постоянный. Перебои подачи электро питания быстро блокируются специальным предохранителем;
- инвектор;
- сварочные выпрямители.
Как подключать сварочные провода?На поверхности сварочного аппарата имеются два разъёма куда необходимо установить комплектующие. В момент присоединения важно соблюдать правильность вольтажей. Если неправильно подсоединить провода может возникнуть резкий скачок напряжения, что спровоцирует преждевременную поломку аппарата.
Если неправильно подсоединить провода может возникнуть резкий скачок напряжения, что спровоцирует преждевременную поломку аппарата.
Большинство потребителей полагают, что устройство должно иметь огромный вес. На самом деле это не так. Современные установки имеют компактный размер. Они отличаются по типу мощности и способу работы.
Для домашнего использования можно приобрести сварочный аппарат минимальной мощностью. Он способен соединить различные виды труб и металлического профиля.
Маркировка сварочных проводов
Современные комплектующие сварочного аппарата отличаются по стоимости, количеству жил в составе провода и размеру. В продаже представлены:
Одножильный кабель. Эти изделия выполняют из медной проволоки. Они обладают хорошими показателями. Эти изделия отлично преобразовывают электрическую энергию, обладают хорошей проводимостью и эластичны. Провод сварочный медный обладает полу проводниковым действием. Он подходит для инвекторной установки.
Он подходит для инвекторной установки.
Двужильный. Две разновидности жилы выполняют роль плюса и минуса в процессе соединения деталей. Длина сварочного провода может варьироваться от 1 до 8 м. Эта разновидность проводит высокочастотный ток. В составе изделия присутствуют: медь и проводниковые металлические сплавы.
Трехжильный. Этот провод часто применяют в процессе сваривания трубопроводной и газовой сети. Благодаря такой разновидности места соединения имеют гладкую поверхность и прочное основание. Довольно часто, из такого вида делают удлинитель для сварочных проводов.
Маркировка включает в себя следующие обозначения:
- КС – сварочный кабель;
- П – имеется полимерная защита основания;
- числа на поверхности изделия информируют о количестве жил в составе комплектующей;
- ВЧ – провод пропускает высокочастотный ток. Маркировка П обозначает полупроводниковый эффект.
Сечение кабеля
Сечение кабеля напрямую зависит от его параметров. Чем больше жил в составе изделия, тем выше его производительность.
Чем больше жил в составе изделия, тем выше его производительность.
Незначительное сечения провода составляет около 6 мм. Его применяют для инвекторного аппарата и при напряжении в 220 Вт.
Для автоматических установок принято использовать большое сечение жил. Оно должно составлять от 36 до 50 мм. В магазинах, как правило, представлен подробный каталог, который содержит в себе подробное описание каждой разновидности.
Если сечение и количество жил подобрано неправильно, то увеличивается риск возникновения короткого замыкания. В некоторых случаях сгорает трансформаторное устройство.
При маленьком сечении, электроэнергия будет собираться в области предохранителя. В этом случае сварочная установка отключится при любом скачке напряжения. На фото сварочных проводов изображены разновидности комплектующих для сварки.
Фото сварочных проводов
Также рекомендуем посетить:
Пояснения по сварочному кабелю и удлинителям.
Пояснения по сварочному кабелю и удлинителям.
Уважаемые покупатели, в этой статье мы расскажем вам какой длины можно использовать удлинитель для подключения сварочного аппарата, какой это должен быть удлинитель и дадим практические советы на эту тему.
Сопротивление отрезка провода:
R – Сопротивление.
L – Длина в метрах.
S – Сечение провода в мм².
P – Удельное сопротивление меди (равное 0.017 Ом умноженное на мм² и разделенное на метры)
Формула выглядит так:
R = P x (L/S)
Пример:
Вы берете удлинитель 30 метров. Сечение кабеля 1,5 мм². Сварочный кабель подключенный к вашему аппарату 7 метров и сечение 25 мм² .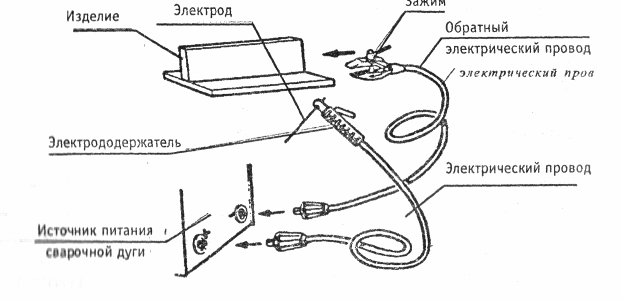
Получается R =0.0017 x (30×2/1,5) – 0,68 Ом.
Идем дальше.
U = 0,68 Ом умножаем на 45 (45 это максимальный потребляемый ток, за пример взят аппарат Сварог ARC 250 R112) и получается 30,6 В.
Таким образом мы видим, что если вы используете 30 метровый удлинитель с сечением 1, 5 мм² , то к вашему аппарату доходит не 220 В от розетки, а 189,4 В. (220-30,6).
Если вы возьмете удлинитель с более толстым сечением, например 25 мм² , то потеря будет меньше и составит 18,4 В. А это значит, что к аппарату от вашей розетки дойдет 201,6 В. (220-18,4).
Не нужно требовать от аппарата невозможного, если вы подключаете очень длинный удлинитель, вы должны понимать, что будут потери в мощности аппарата. Если включить чайник в розетку в Москве, а сам чайник будет стоять в Санкт-Петербурге, то он никогда не закипит.
Давайте рассмотрим еще один пример. В стандартной комплектации практически все производители используют трехметровые сварочные кабели. Люди часто подключают очень длинные сварочные кабели к аппаратам.
Люди часто подключают очень длинные сварочные кабели к аппаратам.
Формула:
R = 0,017 x (7×2/25) = 0,00952 Ом.
Мы берем кабель сварочный длиной 7 метров и умножаем на 2 (ток идет туда и обратно, по этому нужно 7 метров умножать на 2) затем делим на сечение , пусть сечение будет 25 мм². Получаем 0,00952 Ом.
А теперь вторая формула.
Возьмем сварочный ток 210 А² и умножим на 0,00952 Ом. Получаем 420 Вт. Таким образом ваш аппарат потеряет в мощности 420 Вт. Чем толще сечение сварочного кабеля, тем меньше потери. Например взяв 35 мм² сварочный кабель, вы потеряете 300 Вт от мощности.
Важно!
Если вы используете удлинитель, всегда его полностью разматывайте. Если удлинитель собран в бобину, то ухудшаются условия охлаждения, что может привести к возгоранию проводов или их расплавлению, так как потребляемый ток сварочного аппарата выше допустимого тока удлинителя, как правило.
Итоги:
Чем больше удлинитель – тем больше потери.
Чтобы избежать серьезных потерь – используйте удлинитель с толстым сечением кабеля.
Чтобы избежать дополнительных потерь при удлинении сварочного кабеля – используйте кабель с как можно более толстым сечением.
Еще один часто задаваемый вопрос от наших покупателей. Сколько же будут потери в Амперах, если использовать длинный сварочный кабель. Это очень трудно рассчитать, поскольку свойства сварочного источника определяются в ВАХ (вольт амперная характеристика). Для этого необходимо подключать сварочный аппарат к балластному реостату и замерять Амперы при той или иной длине кабеля. Но на словах можно сказать, что при использовании хорошего сварочного кабеля с правильно подобрать сечением – потери в Амперах будут незаметны. Например кабель до 10 метров с сечением кабеля 25 мм² – вы не ощутите потерь.
Существует два вида типовых ВАХ источников: штыковая и пологая ВАХ. На разных аппаратх и у разных производтелях она своя. Мы попробуем провести опыты с разными аппаратами и сообщим вам о результатах.
На разных аппаратх и у разных производтелях она своя. Мы попробуем провести опыты с разными аппаратами и сообщим вам о результатах.
Прогрев бетона сварочным аппаратом, как греть бетон при помощи сварочника
При электропрогреве бетона в температурных условиях ниже +5°C используют специальные масляные или воздушные трехфазные трансформаторы для понижения напряжения сети 200 или 380 В. Но в случае небольших объемов при заливке фундамента на дачном участке своими руками, например, иногда рациональнее использовать сварочный аппарат (двухфазный), который зачастую уже имеется в наличии, а не покупать или арендовать тот же ТСЗП-80. Способ для так называемых «домашних условий».
Такое решение имеет место быть, хотя, и сопряжено с определенными трудностями. Попытаемся разобраться в них для типов греющих элементов ПНСВ провода и электродов.
Прогрев бетона сварочным аппаратом и ПНСВ проводом
Схема работы здесь точно такая же, как и при использовании масляных трансформаторов. Вся тонкость в расчетах. Итак, для обогрева бетона сварочным трансформатором вместе с проводом нам понадобится сварочник 150-250 А, ПНСВ кабель, алюминиевый кабель холодных концов, амперметр (клещи) и изолента, на тканевой основе.
Вся тонкость в расчетах. Итак, для обогрева бетона сварочным трансформатором вместе с проводом нам понадобится сварочник 150-250 А, ПНСВ кабель, алюминиевый кабель холодных концов, амперметр (клещи) и изолента, на тканевой основе.
Для примера приведу расчет для прогрева плиты 3,8 м3 размером 4x5x0,19 м при температуре воздуха около -12°C и сварочным аппаратом на 250 А. Итак, ПНСВ провод нарезаем на отрезки длиной по 18 метров. Длина определялась опытным путем и для вашего случая, возможно, будет другой. Каждый из таких отрезков способен выдержать ток до 25 А. Соответственно, для суммарных 250 ампер возможно использовать 10 отрезков. Но чтобы не пускаться в крайности и оставить небольшой запас будем ориентироваться на 8 проводов.
К каждому куску ПНСВ с обеих сторон докручиваем алюминиевый провод такой длины, чтобы сама скрутка находилась в бетоне, а холодные концы дотянулись до трансформатора. Саму скрутку изолируем изолентой.
Укладываем отрезки провода, подвязывая их к арматуре пластиковыми креплениями или изолированным проводом, чтобы избежать замыкания. Для плиты провод можно закрепить чуть ниже верхнего армирующего слоя. Выходы каждого провода надо маркировать, например (+) и (-). Или можно концы развести по разным сторонам конструкции. Также очень удобно соединить фазы (плюсы отдельно, минусы отдельно) между собой на изолированной поверхности (текстолит) с клеммами.
Для плиты провод можно закрепить чуть ниже верхнего армирующего слоя. Выходы каждого провода надо маркировать, например (+) и (-). Или можно концы развести по разным сторонам конструкции. Также очень удобно соединить фазы (плюсы отдельно, минусы отдельно) между собой на изолированной поверхности (текстолит) с клеммами.
После заливки бетона сразу же подключаем наши клеммы к прямому и обратному выходам сварочного аппарата, установленного на минимальный ток. Измеряем ток на сварочных проводах (должен быть до 240 А) и на каждом отрезке (должен быть до 20 А). По мере нагревания сила тока будет падать, и ее надо будет увеличивать на аппарате.
В итоге плита данных габаритов приобрела нужную прочность за 40 часов. Также после заливки бетона, его рекомендуется укрыть защитной пленкой для предотвращения иссушения. При особо низких температурах сверху на пленку можно положить слой утеплителя.
Видео по укладке ПНСВ провода можно посмотреть ниже:
Прогрев бетона сварочным аппаратом и электродами
При этом способе греющими элементами выступают электроды, вживляемые в бетон. И ток течет непосредственно через раствор. Из этого вытекает и главный недостаток прогрева сварочным аппаратом вместе с электродами: опасность поражения электрическим током находящимся рядом людей. Безопасным считается напряжение до 36 В. Если оно выше, то необходимо озаботиться недопущением на обогреваемый объект людей и животных. Также есть мнение, что подобные арматурные электроды быстро изнашивают сварочный трансформатор.
Электроды (пруты арматуры) укладывают в конструкцию, соединяя последовательно таким образом, чтобы получилось два изолированных друг от друга отрезка. К одному из них подключаю прямой провод, к другому – обратный. Для контроля тока между двумя электродами подключают лампу накаливания (опционально). Очень важно измерять температуру бетона для недопущения его обезвоживания и растрескивания. Залитую конструкцию не забудьте укрыть пленкой и утеплителем во избежание потерь тепла и влаги.
Залитую конструкцию не забудьте укрыть пленкой и утеплителем во избежание потерь тепла и влаги.
Как правильно подключить кабеля к сварочному инвертору
Подписка на рассылку
Как правильно подключить кабели к сварочному инвертору
Сварочный аппарат – это оборудование, с помощью которого можно преобразовать ток и напряжение, которые необходимы для получения дуги между электродом и свариваемым металлом. В первую очередь, в процессе качественной работы сварочного аппарата, основным фактором является его мощность. Так, например, для сварки решеток или заборов, достаточно будет электрода до 4 мм, сварочный ток будет колебаться в пределах 180-220 ампер. Существенную роль играет и напряжение холостого хода (Ux.x.). Считается, чем выше напряжение, тем проще разжечь дугу. Зачастую напряжение холостого хода составляет 30-80 В. Так же сварочный аппарат, имеет рычаг регулировки тока, при помощи которого можно увеличить или уменьшить ток. В основном, сварочные аппараты рассчитаны на 220 или 380 В, и это необходимо учитывать при подключении сварочного аппарата. Если у вас однофазный сварочный аппарат, то сварочный кабель подключают к питающему автомату в следующем порядке – одну жилу на фазу, вторую на нейтраль, а третью на защитный ноль. Так же производится и подключение кабелей если у вас трехфазный сварочный инвертор, но с одним условием — используется 5-ти жильный кабель, 3 жилы которого подключаются к клеммам L1, L2 и L3.
Если у вас однофазный сварочный аппарат, то сварочный кабель подключают к питающему автомату в следующем порядке – одну жилу на фазу, вторую на нейтраль, а третью на защитный ноль. Так же производится и подключение кабелей если у вас трехфазный сварочный инвертор, но с одним условием — используется 5-ти жильный кабель, 3 жилы которого подключаются к клеммам L1, L2 и L3.
Удлинить сварочный кабель на инверторе можно, учитывая потери напряжения и, соответственно, силу тока. Чем длинней кабель, тем больший ток нужно устанавливать на выходе. В техдокументации некоторых аппаратов указан категорический запрет на удлинение сварочного кабеля. При подключении кабелей к сварочному аппарату Ресанта нужно это иметь в виду. На практике же работы других аппаратов не заметно ухудшений при удлинении кабелей до 5-6 метров. Это связано с запасом мощности и ресурсом, заложенными производителями в сварочный аппарат. В любом случае, соединения на сварочном кабеле не допускаются. Короткий кабель заменяется более длинным отрезком с соответствующими заделками.
Как выбрать сварочное оборудование
На сегодняшний день, производители предлагают большой выбор сварочного оборудования. И что бы выбрать оптимальный вариант, необходимо, как минимум иметь понятие, какие аппараты бывают, на какие характеристики следует обратить внимание, и что необходимо знать, для правильного подключения приобретенного аппарата.
Ассортимент сварочных аппаратов огромен, но основной выбор состоит из:
• сварочных трансформаторов;
• сварочных выпрямителей;
• инверторов.
Бытует совсем неверное утверждение, что чем тяжелей и больше аппарат, тем лучше — габариты и вес не определяют его функциональных возможностей. Вес обычного трансформатора не превышает 30 кг, сварочного выпрямителя — 20 кг, а инвертора — 10 кг. Естественно и цены на аппараты будут разные.
Одно из основных условий, на которое необходимо обратить внимание, это параметры при сварочном токе, ПВР (процент времени работы) или ПВ (продолжительность включения). Для отсчета времени ориентируются на интервал 15 минут. Достаточно удобной опцией розжига дуги, обладает большее количество устройств. Что касается аппаратов с выпрямлением сварочного тока, то они производят весьма качественный шов, имеют функции пуска двигателя, заряд аккумулятора, нагревают и рихтуют металл с помощью угольного электрода.
Для отсчета времени ориентируются на интервал 15 минут. Достаточно удобной опцией розжига дуги, обладает большее количество устройств. Что касается аппаратов с выпрямлением сварочного тока, то они производят весьма качественный шов, имеют функции пуска двигателя, заряд аккумулятора, нагревают и рихтуют металл с помощью угольного электрода.
Часто возникает вопрос, можно ли подключать сварочный аппарат через счетчик? Нужно учесть, что новые бытовые счетчики рассчитаны на ток в 40-50 ампер, а это равняется
8 кВт активной мощности. Следовательно, необходимо подбирать сварочный аппарат, который будет потреблять ток менее указанного на счетчике и номинала вводного автоматического выключателя. Если номинальный ток сварочного аппарата будет выбран правильно, то электрический счетчик не пострадает.
Кабель для сварочного аппарата (кабель для сварки).
Для продуктивной работы сварочного аппарата, необходимо выбирать сварочный кабель, что бы его площадь сечения, длина и падение напряжения сварочного контура не превышало 2 Вт. Сварочный кабель КГ представляет собой изолированный гибкий токопроводник с одной или несколькими жилами, сплетенными из медных проволок различных диаметров (от 0,18 мм до 0,2 мм). Такой кабель выполняет функцию подвода тока от сварочного аппарата или источника напряжения к приспособлению, с помощью которого удерживается электрод.
Сварочный кабель КГ представляет собой изолированный гибкий токопроводник с одной или несколькими жилами, сплетенными из медных проволок различных диаметров (от 0,18 мм до 0,2 мм). Такой кабель выполняет функцию подвода тока от сварочного аппарата или источника напряжения к приспособлению, с помощью которого удерживается электрод.
В заключение нужно отметить, чтобы ваше сварочное оборудование работало бесперебойно и оправдало свой эксплуатационный срок, необходимо выбирать сварочный кабель в соответствии с техническими характеристиками сварочного аппарата.
Исходя из технических данных сварочного аппарата, можно подобрать необходимое сечение кабеля для сварки, выбрав его из нижеприведенной таблицы:
Допустимая токовая нагрузка в зависимости от сечения сварочного кабеля
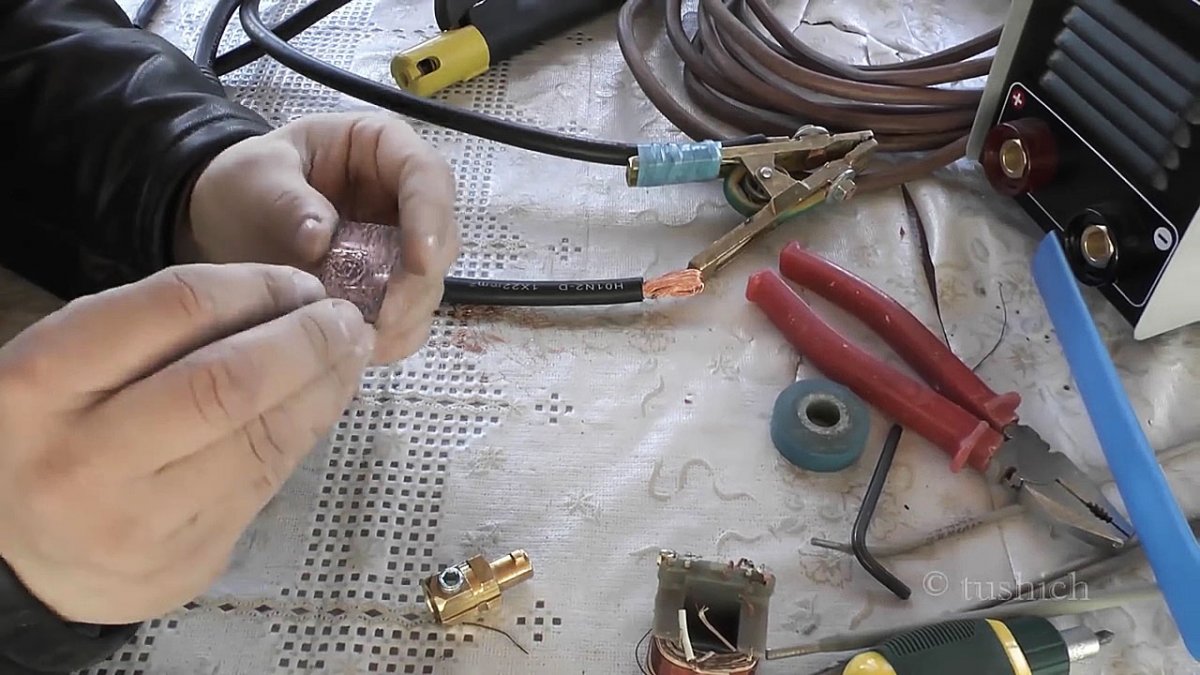
Достаточно часто у сварщиков возникает проблема соединения кабелей. Данный вопрос может возникнуть по нескольким причинам: провод, которым укомплектован сварочный аппарат, обладает недостаточной длиной, во время работ произошел обрыв или повреждение шнура. Таким образом, исполнителям важно знать, как правильно соединить сварочные кабели и удлинить их.
Таким образом, исполнителям важно знать, как правильно соединить сварочные кабели и удлинить их.
Как соединить между собой
Следует помнить, что от надежности контактных соединений проводников зависит безопасность исполнителя и качество выполняемых работ. К соединениям предъявляются высокие технические требования. Но в первую очередь они должны обладать устойчивостью к ударам, разрывам и другим механическим воздействиям. Поэтому очень важно знать, как как соединить два сварочных кабеля между собой.
Выделяют следующие, наиболее популярные способы соединения сварочных кабелей, каждый из которых обладает собственными достоинствами и недостатками.
Рассмотрим соединение сварочных кабелей более подробно.
1. Наиболее простым способом является применение дополнительных принадлежностей — сварочные разъемы для соединения кабелей. Они делают работу простой, быстрой и удобной. Кроме этого, использование разъемов положительно сказывается на мобильности оборудования.
На рынке представлено большое разнообразие данных аксессуаров, отличающих между собой техническими характеристиками. Соединение сварочных кабелей: «папа-мама» — является классификацией, основанной на различиях конструкции разъемов. О том, как правильно выбирать разъемные соединения сварочных кабелей, и на что следует обращать внимание Вы можете узнать здесь.
2. Соединение «скруткой» является первым и самым старым способом, характеризуется достаточно простым выполнением, качеством и надежностью.
Видео
Запрещенность метода ПУЭ не мешает самодельщикам его успешно применять, как показано в ролике ниже.
«Скрутка» может выполняться несколькими способами, которые представлены далее на картинках. Независимо от выбранного способа следует произвести удаление изоляции жил не менее, чем на 3-4 см. Затем участки жил необходимо обработать ацетоном или уайт-спиритом, зачистить наждачной бумагой и можно приступать к скручиванию.
Существуют также способы соединить сварочные кабели при наличии определенного набора оснащения и дополнительных аксессуаров.
3. Пайка — способ соединения кабелей посредством покрытия разогретых концов жил расплавленным припоем, который затвердевает и обеспечивает прочность и высокую электропроводность соединения. Данный способ применяется для небольших по сечению проводников.
Достоинства: не требует особых навыков и специализированного оборудования по сравнению со сваркой.
Однако, стоит выделить и недостатки: большое количество подготовительных операций, следовательно, высокая трудоемкость.
Перед пайкой проводники очищают от изоляции и оксидной пленки, затем они лудятся, скручиваются и дожимаются пассатижами. Во избежания окисления зачищенной поверхности на обработанные места следует нанести флюсы.
Пайка медных жил небольших размеров осуществляется с помощью трубок припоя, заполненных канифолью, или раствором канифоли и спирта. Эти растворы наносят на место соединения перед пайкой.
Эти растворы наносят на место соединения перед пайкой.
Затем можно начинать процесс пайки: место соединения разогревают паяльником или горелкой. Канифоль или флюс начинает кипеть, на жало паяльника берут немного припоя, вносят в зону пайки посредством прижатия жала к проводникам. Припой растекается и заполняет промежутки между проводами, тем самым обеспечивая соединение. Если используется горелка, то припой вносят в факел.
После окончания процесса пайки и остывания рабочего места, остатки флюса нужно смыть, просушить соединение, покрыть специальным лаком, изолировать лентой или термоусадочной трубкой.
4. Опрессовка — процесс соединения проводов с помощью медных или алюминиевых гильз. Подбирать гильзу необходимо в зависимости от размера «скрутки» и от материала кабеля (медь или алюминий).
Провода необходимо очистить от до металлического блеска, объединить в пучки/скрутить, а затем надеть на них гильзу и зажать специальными клещами.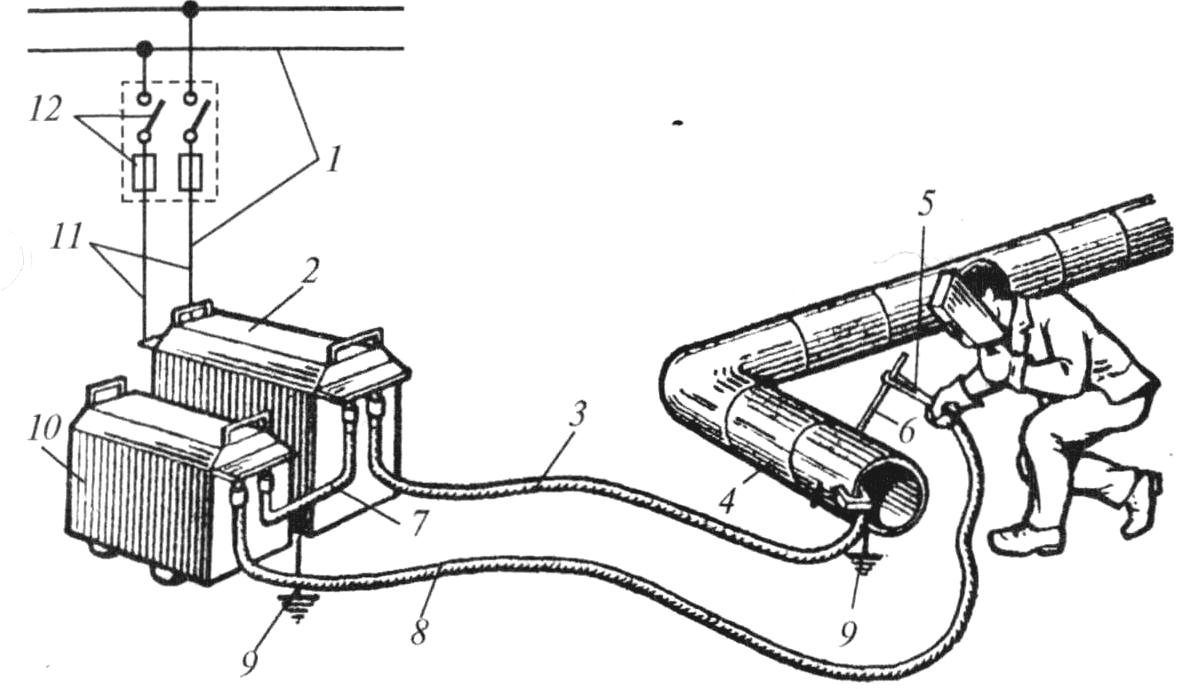 При этом стенки гильзы вдавливаются в жилы проводника и образуется надежный электрический контакт.
При этом стенки гильзы вдавливаются в жилы проводника и образуется надежный электрический контакт.
Достоинства: высокая надежность; к исполнителю не предъявляются высокие требования относительно его квалификации; независимость от наличия электричества.
Как подключить к инвертору
Вопрос о том, как правильно подключить кабели к сварочному инвертору, возникает при принятии решения о полярности при сварке постоянным током: прямая или обратная.
Знак «плюс» подключается к электрододержателю, «минус» — к массе — сварка выполняется на обратной полярности. В данном случае ток движется от электрода к свариваемому изделию, металл нагревается сильнее электрода.
Знак «минус» подключается к электроду, «плюс» — к массе, следовательно, полярность прямая. Ток идет от заготовки к электроду, создается более сильный нагрев электрода.
Какую полярность следует использовать зависит от нескольких факторов: тип металла; толщина заготовки; тип электрода.
Более подробная информация о том, как подключить кабели к сварочному инвертору в зависимости от выбранной полярности, представлена в соответствующей статье.
Также следует обратить особое внимание на основные правила соединения сварочных кабелей с оборудованием инверторного типа. Данные нюансы станут гарантией для безопасного и комфортного проведения рабочего процесса.
Ознакомление с данной информацией поможет узнать, как подключить сварочные кабели к определенному типу оборудования.
Как зажать в держаке
Метод фиксации сварочного кабеля зависит от типа электрододержателя: самодельный или покупной (произведенный компаниями соответствующего профиля).
Типы самодельных держаков и способы их сборки, их основные достоинства и недостатки рассмотрены в статье «Держатель электродов для сварочного аппарата«. В данной статье также представлен метод правильного и надежного подсоединения кабеля к электрододержателю.
Также следует обратить внимание на рекомендации мастера, которые помогут самостоятельно изготовить профессиональный грамотный держатель. Для наглядности представлено видео сборки держака.
Для наглядности представлено видео сборки держака.
Чтобы понять, как подсоединить сварочные кабели к приобретенному держателю, рекомендуем ознакомиться с представленным далее видео. Исполнитель может наглядно ознакомиться с тем, что кабель вместе с металлической прокладкой (пластинкой) вставляется в соответствующее отверстие и надежно фиксируется ключом посредством затягивания винтов.
Как удлинить кабель на инверторе
Обычно инвертор укомплектован проводом длиной не более двух метров. С таким кабелем работать достаточно проблематично, неудобно. Поэтому у исполнителей часто возникает вопрос: как удлинить кабель на сварочном аппарате?
Ранее мы рассматривали, что соединение сварочных кабелей следует производить несколькими способами, каждый из которых применяется в зависимости от навыков исполнителя, от наличия или отсутствия специализированного оборудования и дополнительных принадлежностей.
Важно знать, как нарастить сварочный кабель. Соединение сварочных кабелей при наращивании может выполняться следующими методами: сварка; пайка; опрессовка.
Стоит также отметить мнение некоторых профессионалов, которые выступают против удлинения проводников. Слишком длинные кабели могут отрицательно повлиять на работоспособность аппарата. Кроме этого, чем длиннее провод, тем больше потери тока, что может негативно сказаться на качестве сваривания.
Как подобрать сварочный кабель
Оборудование любого типа прослужит своему хозяину долго, если провод подобран правильно. При выборе проводника необходимо обращать внимание на следующие моменты:
- кабель должен соответствовать предъявляемым к нему техническим требованиям: стойкость к ударам, разрывам, изгибам, агрессивным химическим средам, перепадам температур, ультрафиолетовому излучению, плесневым образованиям;
- шнур должен выдерживать максимальную величину тока, которую выдает имеющийся у сварщика агрегат.

Более подробная информация представлена в статьях о кабелях КГ, КОГ, а также в публикации о проводниках для инвертора.
Как узнать сечение
Основные технические характеристики проводников: сечение, диаметр и другие важные свойства — указаны в каталогах или соответствующих описаниях. Однако, если у исполнителя нет возможности ознакомиться с этими данными, а на вопрос как определить сечение сварочного кабеля нужно ответить, то следует запомнить некоторые рекомендации.
Существует несколько способов для определения сечения проводника. Все они сводятся к тому, что для начала нужно вычислить диаметр жилы. Сделать это можно с помощью микрометра или штангенциркуля. Однако, наиболее простым способом, который не требует специальных принадлежностей, является применение следующего метода.
Исполнителю понадобится очистить токопроводящую жилу от изоляции. Затем нужно намотать жилу на предмет цилиндрической формы (отвертка) и линейкой измерить общую длину витков, количество которых для точности подсчетов должно превышать 10.
В заключении: общую длину в мм. необходимо разделить на количество витков. Полученное значение и будет составлять диаметр провода, по которому можно будет найти величину сечения.
С полной информацией о сечениях кабелей различных марок исполнитель может ознакомиться в статьях, посвященных данной теме:
Ни один сварочный аппарат не сможет работать без надлежащих ему электрических кабелей. В этой статье мы кратко расскажем о том, как подключить сварочные кабели непосредственно, к инвертору и что нужно знать перед началом работ.
На самом деле, кабелей у сварочного аппарата не два, как обычно принято считать, а три. Почему так? – Всё очень просто, ведь многие попросту забывают о самом главном кабеле – кабеле электропитания. Без него сварочный аппарат попросту не включится. И с ним, дела обстоят проще всего – достаточно подключить его к инвертору, к соответствующему и единственному разъему сзади корпуса сварочного аппарата.
Несколько сложнее обстоят дела со сварочными кабелями для подключения электродов и зажима на массу. Для того чтобы их подключить, впереди корпуса сварочного инвертора располагается два разъема с маркировкой плюс «+» и минус «-». Будьте внимательны, так как кабели в таком случае следует правильно подключить.
Для того чтобы их подключить, впереди корпуса сварочного инвертора располагается два разъема с маркировкой плюс «+» и минус «-». Будьте внимательны, так как кабели в таком случае следует правильно подключить.
Так, к разъему минус «-» необходимо подключить кабель для питания на массу, а к разъему плюс «+» соответственно подсоединить кабель с электрододержателем. Перед тем как подключить кабели, их необходимо визуально проверить на целостность, а проверить отсутствие короткого замыкания между кабелем электрододержателя и кабеля заземления.
После того как кабели будут присоединены, убедитесь, что аппарат и провода находятся на чистой и сухой поверхности. Подключите кабель питания на массу к сварочному столу или заготовке. Подключите электрод к электрододержателю, включите сварочный аппарат, установите необходимое значение сварочного тока и приступайте к работе.
Вот и всё, что следует знать о подключении сварочных проводов к сварочному аппарату. Еще раз – внимательно подключайте кабели к соответствующим разъемам, не перепутав плюс «+» и минус «-». В случае обратного подключения, когда к плюсу подключается масса, а к минусу электрододержатель, такой способ называется соединением с обратной полярностью.
В случае обратного подключения, когда к плюсу подключается масса, а к минусу электрододержатель, такой способ называется соединением с обратной полярностью.
—>Категория : Сварочное оборудование | —>Добавил : xJusterx (14.06.2017)
| — Сварочные маски — отзывы |
 2 / 5
2 / 5| —>Всего комментариев : 112 | 1 2 3 . 11 12 » |
Здравствуйте Уважаемый Администратор Сайта vse-o-svarke.org. Предлагаем Вам эффективный способ СПЕШИТЕ. До конца мая — БЕСПЛАТНО. подробности на сайте Желаем Вам удачи в продвижениии Здравствуйте Уважаемый Администратор Сайта vse-o-svarke.org. Предлагаем Вам эффективный способ повышения посещаемости и продвижения скайта в поисковых системах подробности на сайте Желаем Вам удачи в продвижениии Здравствуйте Уважаемый Администратор Сайта vse-o-svarke.org. Предлагаем Вам эффективный способ продвижения скайта в поисковых системах подробности на сайте Желаем Вам удачи в продвижениии Здравствуйте Уважаемый Администратор Сайта vse-o-svarke.org. Предлагаем Вашему сайту Быстрое продвижение в поисковых системах! Продвижение происходит за счет ликвидации Ваших конкурентов Мы уберем сайты конкурентов , которые находятся в поисковиках перед Вами, Цена — почти даром! подробности на сайте Желаем Вам удачи в продвижениии Здравствуйте Уважаемый Администратор Сайта vse-o-svarke.org. Предлагаем Вашему сайту Быстрое продвижение в поисковых системах! Продвижение происходит за счет ликвидации Ваших конкурентов Мы уберем сайты конкурентов , которые находятся в поисковиках перед Вами, | |
Как подключить сварочный аппарат через удлинитель правильно?
При подключении аппарата через удлинитель напряжение зависит от длины его проводов и их сечения. Для правильного его выбора рассмотрим пример расчета падения напряжения в удлинителе.
Удлинитель длиной L=20 метров с медным проводом сечением 0,75 мм².
Сопротивление провода:
Rпр.= ρ · L · 2 / S; тогда Rпр.= 0,0175 · 20 · 2 / 0,75 = 0,93 Ом
Где:
Rпр. – сопротивление провода удлинителя (Ом)
ρ – удельное сопротивление меди (Ом·мм²)
Lх2 -длина 2-х проводов удлинителя (м)
S -сечение провода (мм²)
Получаем 0,93 Ом. При сварке электродом диаметром 3 мм потребляемый ток может достигать до 20 А.
При сварке электродом диаметром 3 мм потребляемый ток может достигать до 20 А.
Падение напряжения по закону Ома в удлинителе составит:
U = I · Rпр., тогда U = 20 · 0,93 =18,6 В
С учетом возможного падения напряжения в электросети сети это много. Например: напряжение сети 196 В, падение в удлинителе 18,6, тогда напряжение питания инвертора составит 177,4 В. Удлинитель для сварочного инвертора не должен оказывать существенное влияние на величину напряжения сети. Падение напряжения на нем должно быть минимально. Очевидно, что для этого требуется увеличение сечения провода удлинителя либо уменьшение его длины.
Так при использовании в этом удлинителе провода сечением 2,5 мм² падение напряжения в составит:
Rпр.= ρ · L · 2 / S; тогда Rпр.= 0,0175 · 20 · 2 / 2,5 = 0,28 Ом
U = I · Rпр., тогда U = 20 · 0,28 =5,6 В
Не следует наматывать провод удлинителя на катушку. Если возникшее индуктивное сопротивление не повлияет на работу инвертора, то повышение температуры в катушке, за счет дополнительной индуктивности способно расплавить изоляцию на проводе. Если решили намотать, то не делайте плотную намотку либо полностью разматывайте перед работой.
Если возникшее индуктивное сопротивление не повлияет на работу инвертора, то повышение температуры в катушке, за счет дополнительной индуктивности способно расплавить изоляцию на проводе. Если решили намотать, то не делайте плотную намотку либо полностью разматывайте перед работой.
На видео показана работа инвертора ФОРСАЖ-161 подключенного к сети 220 В через удлинитель длиной 100 м!
Видео Форсаж-161
Безопасность заземления и дуговой сварки
Какое отношение имеет заземление к безопасности дуговой сварки?
Заземление электрических цепей – это мера безопасности, которая задокументирована в различных нормах и стандартах. Типовая установка для дуговой сварки может состоять из нескольких электрических цепей. Применение и соблюдение надлежащих методов заземления в зоне сварки важно для обеспечения электробезопасности на рабочем месте. Сопутствующие процессы, такие как плазменная резка, также выиграют от надлежащего заземления.Обсуждаются важные вопросы заземления в типичной сварочной среде.
Сопутствующие процессы, такие как плазменная резка, также выиграют от надлежащего заземления.Обсуждаются важные вопросы заземления в типичной сварочной среде.
Заземление сварочного аппарата
Сварочные аппараты, в которых используется гибкий шнур и вилка, или те, которые постоянно подключены к системе электроснабжения, содержат заземляющий провод.Заземляющий провод соединяет металлический корпус сварочного аппарата с землей. Если бы мы могли проследить заземляющий провод обратно через систему распределения электроэнергии, мы бы обнаружили, что он подключен к земле, и обычно через металлический стержень, вбитый в землю.
Целью подключения корпуса оборудования к заземлению является обеспечение одинакового потенциала металлического корпуса сварочного аппарата и заземления. Когда они имеют одинаковый потенциал, человек не испытает поражения электрическим током при прикосновении к двум точкам.Заземление корпуса также ограничивает напряжение на корпусе в случае выхода из строя изоляции внутри оборудования.
Допустимая токовая нагрузка заземляющего проводника согласована с устройством максимального тока системы электроснабжения. Согласование допустимой токовой нагрузки позволяет заземляющему проводнику оставаться неповрежденным даже в случае электрического повреждения сварочного аппарата.
Некоторые сварочные аппараты могут иметь конструкцию с двойной изоляцией. В этом случае подключение заземляющего провода не требуется.Этот тип сварочного аппарата использует дополнительную изоляцию для защиты пользователя от ударов. Наличие двойной изоляции обозначается символом «квадрат в рамке» на паспортной табличке.
Наличие двойной изоляции обозначается символом «квадрат в рамке» на паспортной табличке.
Для небольших сварочных аппаратов, которые используют вилку на конце шнура питания, подключение заземляющего провода выполняется автоматически, когда сварочный аппарат подключается к розетке.Штырь заземления вилки обеспечивает соединение внутри розетки. Не рекомендуется использовать адаптеры, которые эффективно удаляют заземляющий штырь на вилке. Кроме того, не отрезайте и не вынимайте заземляющий штифт из вилки. Без подключения все преимущества безопасности заземляющего проводника теряются.
Тестеры цепей розеток легко проверит целостность заземляющего проводника. Тестеры розеточных цепей для цепей на 120 В можно приобрести в магазинах электроснабжения или хозяйственных магазинах; эти недорогие тестовые устройства подключаются к электрической розетке. Световые индикаторы показывают наличие цепи заземления в розетке, а также другие проверки цепи. Если тестовое устройство показывает отсутствие заземления или другие проблемы с цепью, вызовите квалифицированного электрика для помощи. Это простой тест, который следует проводить периодически. Проконсультируйтесь с квалифицированным электриком для проверки цепей с напряжением более 120 В.
Тестеры розеточных цепей для цепей на 120 В можно приобрести в магазинах электроснабжения или хозяйственных магазинах; эти недорогие тестовые устройства подключаются к электрической розетке. Световые индикаторы показывают наличие цепи заземления в розетке, а также другие проверки цепи. Если тестовое устройство показывает отсутствие заземления или другие проблемы с цепью, вызовите квалифицированного электрика для помощи. Это простой тест, который следует проводить периодически. Проконсультируйтесь с квалифицированным электриком для проверки цепей с напряжением более 120 В.
Заземление заготовки
Сварочная цепь состоит из всего проводящего материала, через который должен проходить сварочный ток. Сварочный ток протекает через клеммы сварочного аппарата, сварочные кабели, соединение деталей, пистолет, горелку, электрододержатель и деталь. Сварочная цепь не заземлена внутри сварочного аппарата, а изолирована от земли. Как заземлить сварочную цепь?
Как заземлить сварочную цепь?
Согласно ANSI Z49.1, «Безопасность при сварке, резке и связанных с ними процессах», заготовка или металлический стол, на который она опирается, должны быть заземлены. Мы должны подключить заготовку или рабочий стол к подходящему заземлению, например, к металлическому каркасу здания. Заземление должно быть независимым или отдельным от соединения сварочной цепи.
Заземление заготовки имеет те же преимущества, что и заземление корпуса сварочного аппарата.Когда деталь заземлена, она имеет такой же потенциал, как и другие заземленные объекты в этой области. В случае нарушения изоляции в аппарате для дуговой сварки или другом оборудовании напряжение между заготовкой и землей будет ограничено. Обратите внимание, что возможно получение незаземленной детали, но для этого требуется разрешение квалифицированного специалиста.
Соединение детали не является зажимом заземления
«Зажим заземления» и «провод заземления» – общие термины, используемые многими сварщиками.Заготовка соединяется со сварочным кабелем обычно с помощью подпружиненного зажима или винтового зажима. К сожалению, многие сварщики часто ошибочно называют соединение заготовки “заземляющим зажимом”, а кабель массы неправильно называют “заземляющим проводом”. Сварочный кабель не обеспечивает заземления к изделию. Заземление осуществляется отдельно от соединения с заготовкой.
Высокочастотное заземление
В некоторых сварочных аппаратах используются цепи запуска и стабилизации, содержащие высокочастотное напряжение.Это обычное явление для аппаратов для сварки вольфрамовым электродом в среде инертного газа (TIG). Высокочастотное напряжение может иметь частотные составляющие, которые простираются в мегагерцовую область. Напротив, сварочное напряжение может составлять всего 60 Гц.
Высокочастотные сигналы имеют тенденцию выходить за пределы зоны сварки. Эти сигналы могут создавать помехи ближайшему радио и телевизионному приему или другому электрическому оборудованию. Один из способов минимизировать излучение высокочастотных сигналов – заземлить сварочную цепь.В руководстве по эксплуатации сварочного аппарата будут конкретные инструкции о том, как заземлить сварочную цепь и компоненты в окружающей среде, чтобы минимизировать радиационное воздействие.
Заземление переносных и устанавливаемых на транспортных средствах сварочных генераторов
Переносные и устанавливаемые на транспортных средствах генераторы дуговой сварки часто имеют возможность подачи вспомогательного питания напряжением 120 и 240 вольт. Эти генераторы используются в удаленных местах вдали от системы распределения электроэнергии. Удобное заземление обычно недоступно для подключения.Следует ли заземлить корпус генератора?
Правила заземления зависят от конкретного использования и конструкции вспомогательного генератора энергии.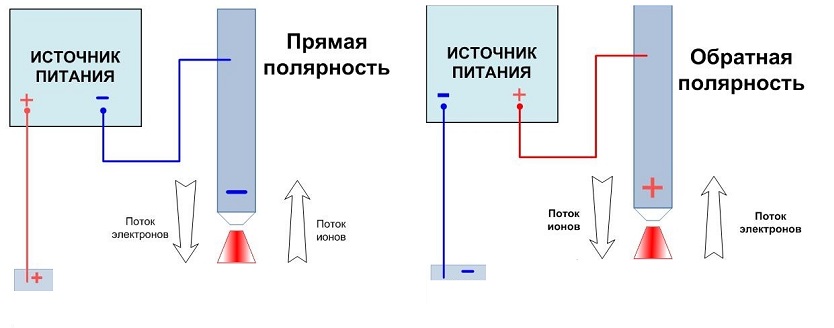 Большинство приложений попадают в одну из двух категорий, перечисленных ниже:
Большинство приложений попадают в одну из двух категорий, перечисленных ниже:
1. При соблюдении всех этих требований заземлять корпус генератора не требуется:
- Генератор устанавливается на грузовик или прицеп
- Вспомогательная энергия берется из розеток на генераторе с помощью шнура и вилки
- Розетки имеют заземляющий штифт
- Рама генератора прикреплена или электрически соединена с рамой грузовика или прицепа
2.Если выполняется одно из этих условий, корпус генератора необходимо заземлить:
- Генератор подключен к внутренней электропроводке. Например, для подачи электроэнергии в дом во время отключения электроэнергии.
- Вспомогательное питание жестко подключается к генератору без использования шнуров и вилок.
В приведенном выше резюме не входят детали, и читателю рекомендуется ознакомиться со своими местными электротехническими нормативами и ANSI / NFPA 70, “Национальными электротехническими правилами”, чтобы узнать подробности.
Заземление удлинительного шнура
Удлинители следует периодически проверять на целостность заземления. Удлинители ведут тяжелую жизнь, лежа на земле; они находятся под ногами и подвержены повреждениям. Использование тестера цепей розетки подтвердит, что все соединения внутри шнура, вилки и розетки исправны.
Опасность поражения электрическим током в сварочной цепи
Использование надлежащего заземления в сварочной среде является хорошей практикой, но не исключает возможности поражения электрическим током.Сварочный контур запитывается сварочным напряжением. Человек получит электрошок, если он станет электрическим путем в сварочной цепи. Необходимо принять меры для изоляции сварщика от сварочной цепи. Используйте сухие изоляционные перчатки и другие изоляционные средства. Также сохраняйте изоляцию на сварочных кабелях, держателях электродов, горелках и горелках для обеспечения защиты.
Таким же образом можно предотвратить поражение электрическим током от системы электроснабжения.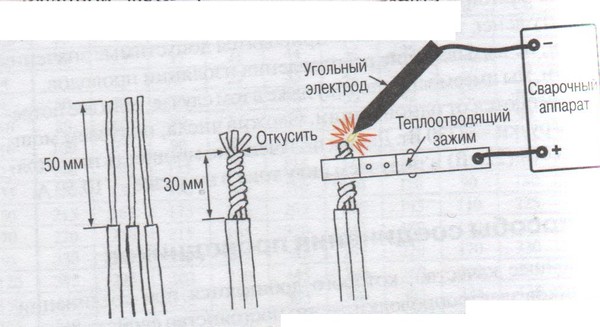 Правильный уход за электрооборудованием и удлинителями изолирует сварщика от источников электрического тока.
Правильный уход за электрооборудованием и удлинителями изолирует сварщика от источников электрического тока.
Источники информации
- Американское сварочное общество, ANSI Z49.1: 2005 «Безопасность при сварке, резке и смежных процессах».
- Национальная ассоциация противопожарной защиты, NFPA 70, «Национальный электротехнический кодекс», 2005 г.
- Американское общество сварщиков, Информационный бюллетень по безопасности и охране здоровья № 29, «Заземление переносных и устанавливаемых на автомобиле сварочных генераторов», июль 2004 г.
- Американское сварочное общество, AWS A3.0-2001, «Стандартные термины и определения в сварке».”
Установите розетку 220 В для вашего сварщика
В какой-то момент большинство редукторов больше не могут сопротивляться желанию сделать два металлических куска одной. А почему бы и нет? Достойное сварочное оборудование теперь недорогое и доступно для энтузиастов с любым уровнем опыта Я унаследовал аккуратно использованный сварочный аппарат Lincoln Electric AC-225, который дал мне хороший повод отойти от моего сварочного аппарата MIG и овладеть древним искусством ручной сварки. Также мне потребовалось установить розетку на 220В в моем гараже.
Также мне потребовалось установить розетку на 220В в моем гараже.
Я должен перед этим сказать, что я НЕ лицензированный электрик. Я даже не электрик без лицензии. Фактически, однажды я убил себя электрическим током, устанавливая посудомоечную машину. Это правдивая история. Электричество может быть опасным, и источника питания, проходящего через вашу электрическую панель, более чем достаточно, чтобы убить вас в захватывающем шоу света и огня.
Итак, с учетом сказанного и со здоровым страхом перед электричеством, приступим – на ваш страх и риск! Хотя инцидент с посудомоечной машиной теперь ускользает из памяти, он произвел на меня такое впечатление, что я обратился за помощью к специалистам-электрикам в моем местном хозяйственном магазине для этого проекта.Я бы посоветовал вам сделать то же самое или проконсультироваться с производителем оборудования, которое вы собираетесь использовать в цепи, перед покупкой материалов.
- Прежде чем касаться чего-либо еще, отключите основное питание блока выключателя.

- Снимите металлическую крышку, чтобы получить доступ к выключателям. Вам нужно будет указать марку и модель вашей коробки и определить, есть ли в ней место для двухполюсного выключателя – они занимают два места. Если вы зашли так далеко, то готовы отправиться в магазин бытовой техники или электроснабжения, чтобы купить прерыватель, кусок электрического провода и розетку.СОВЕТ. Обратите особое внимание на качество материалов, которые вы покупаете для этого проекта. Перегрузка цепи представляет собой явную опасность возгорания и поражения электрическим током, а также может повредить ваше оборудование. Обязательно приобретите прерыватель, рассчитанный на силу тока или выше требуемой для вашего сварщика, провод надлежащего калибра для цепи такого размера и соответствующую розетку, соответствующую вилке сварщика. Если вы не знаете, что именно покупать, обратитесь за помощью. Для моего Lincoln Electric Arc 225 требуется двухполюсный прерыватель на 50 А и трехконтактная розетка с проводом не менее 6, соединяющим их.
 Здесь важно отметить, что на фотографиях моей установки и черный, и белый провода горячие. В четырехпроводной схеме белый цвет, вероятно, будет нейтральным, а черный и красный – горячими. Зеленые или неизолированные медные провода обычно являются заземляющими проводами. Поскольку это трехпроводная установка, мы используем белый цвет для второго горячего провода.
Здесь важно отметить, что на фотографиях моей установки и черный, и белый провода горячие. В четырехпроводной схеме белый цвет, вероятно, будет нейтральным, а черный и красный – горячими. Зеленые или неизолированные медные провода обычно являются заземляющими проводами. Поскольку это трехпроводная установка, мы используем белый цвет для второго горячего провода. - На стороне прерывателя провода подсоедините горячий провод к каждому винту прерывателя и защелкните прерыватель в коробке. УБЕДИТЕСЬ, ЧТО В КОРОБКЕ НЕТ ПИТАНИЯ! Затем найдите пустое место на шине заземления и подключите провод заземления.Убедитесь, что вы подключаете заземление к шине заземления, а не к шине нейтрали.
- Теперь дважды проверьте соединения, чтобы убедиться, что провода проложены правильно и все установлено надежно. Если вас устраивает, подсоедините розетку к стойке на стене и установите крышку розетки.
- Установите на место крышку выходной коробки, снова включите главный выключатель, подключите сварочный аппарат и проверьте питание! Удачи и счастливой сварки!
Практическое, информативное руководство для самостоятельных работников
Начало работы
Существует множество способов сварки, но ни один из них не подходит для всех областей применения. Очень важно учитывать ваши навыки сварки, доступные основные процессы, а также возможности и преимущества каждого из них, чтобы определить, какой процесс лучше всего подходит для ваших нужд и приложений.
Очень важно учитывать ваши навыки сварки, доступные основные процессы, а также возможности и преимущества каждого из них, чтобы определить, какой процесс лучше всего подходит для ваших нужд и приложений.
Обзор сварочных процессов
Наиболее распространенными процессами являются MIG, TIG и Stick. У каждого из них есть преимущества и ограничения для определенных приложений. Не существует универсального подхода.
- MIG / газовая дуговая сварка металла (GMAW) – Сварщики MIG используют проволочный сварочный электрод на катушке, которая подается автоматически с постоянной предварительно выбранной скоростью.Дуга, создаваемая электрическим током между основным металлом и проволокой, расплавляет проволоку и соединяет ее с основанием, создавая высокопрочный сварной шов с прекрасным внешним видом и небольшой потребностью в очистке. Сварка MIG чиста и проста, ее можно использовать как для тонких, так и для толстых металлов.
Подобно MIG, дуговая сварка порошковой проволокой (FCAW) * представляет собой процесс подачи проволоки, но отличается тем, что самозащитная сварка FCAW не требует защитного газа.
 Вместо этого порошковая проволока защищает дугу от загрязнения. Это простой и эффективный подход, особенно при сварке на открытом воздухе, в ветреную погоду или на грязных материалах.FCAW широко используется в строительстве из-за высокой скорости сварки и портативности.
Вместо этого порошковая проволока защищает дугу от загрязнения. Это простой и эффективный подход, особенно при сварке на открытом воздухе, в ветреную погоду или на грязных материалах.FCAW широко используется в строительстве из-за высокой скорости сварки и портативности.Сварка MIG и порошковой проволокой проста в освоении и позволяет создавать чрезвычайно чистые сварные швы на стали, алюминии и нержавеющей стали. Оба процесса позволяют сваривать материалы толщиной до 26 калибра.
* Процесс FCAW предлагается на машинах Miller® MIG.
- Дуговая сварка TIG / газом вольфрамовым электродом (GTAW) – В этом процессе дуговой сварки для сварки используется неплавящийся вольфрамовый электрод.Зона сварного шва защищена от атмосферного загрязнения защитным газом (обычно аргоном) и присадочным металлом, хотя для некоторых сварных швов, известных как автогенные швы, этого не требуется. Сварочный источник постоянного тока вырабатывает энергию, которая проходит через дугу через столб высокоионизированного газа и паров металлов, известный как плазма.

Сварка
TIG обычно используется для сварки тонких профилей из легированной стали, нержавеющей стали и цветных металлов, таких как алюминий, магний и медные сплавы.Этот процесс дает оператору больший контроль над сварным швом, что позволяет получать прочные и высококачественные сварные швы. TIG сравнительно сложнее и труднее в освоении, чем другие процессы, и он значительно медленнее.
- Дуговая сварка палкой / экранированным металлом (SMAW) – На протяжении многих лет палочка была самым популярным методом сварки в домашних условиях. В этом процессе используется электрический ток, протекающий из зазора между металлом и электродом для дуговой сварки. Stick эффективен для сварки большинства сплавов или соединений и может использоваться в помещении и на открытом воздухе или в местах с сквозняками.Кроме того, это наиболее экономичный метод, обеспечивающий хорошее сцепление с ржавыми или грязными металлами.
Однако он ограничен металлами толщиной не менее 18, требует частой замены стержней, излучает значительное количество брызг и требует очистки готовых сварных швов.
 Сварку палкой также труднее изучить и использовать, особенно способность зажигать и поддерживать дугу. Доступны аппараты для дуговой сварки переменного, постоянного или переменного / постоянного тока, причем переменный ток является наиболее экономичным. Он используется для сварки более толстых металлов от 1/16 дюйма и более.Эти машины – хороший выбор для фермеров, любителей и домашних работников.
Сварку палкой также труднее изучить и использовать, особенно способность зажигать и поддерживать дугу. Доступны аппараты для дуговой сварки переменного, постоянного или переменного / постоянного тока, причем переменный ток является наиболее экономичным. Он используется для сварки более толстых металлов от 1/16 дюйма и более.Эти машины – хороший выбор для фермеров, любителей и домашних работников.
На приведенной ниже схеме показан каждый сварочный процесс. Учтите эти факторы, когда решите, какой процесс лучше всего подходит для ваших общих нужд.
Сварка МИГ
| Сварка TIG
|
Сварка порошковой проволокой
| Ручная сварка
|
Какой процесс лучше всего соответствует вашим потребностям?
Определите типы сварочных работ и материалы, которые вы будете сваривать большую часть времени. Вы создаете скульптуры из металла? Собираетесь отреставрировать старый маслкар в своем гараже? Требуется ли изготовление мотоцикла, который вы купили много лет назад? Возможно, вам нужно сделать основной ремонт сельхозтехники.
Возможные проекты | Средняя толщина материала |
Кузов авто | 3/16 дюйма или меньше |
Рамы и ограждения прицепов | от 1/4 дюйма до 5/16 дюйма |
Ферма, ранчо и ландшафт | от 5/16 дюйма до 3/8 дюйма |
Толстые конструкционные элементы | Более 3/8 дюйма |
Велосипеды, газонокосилки или рамы для труб | 1/16 дюйма |
Лодки, автомобили и мотоциклы | от 1/16 дюйма до 1/8 дюйма |
Стойки охотничьи и хозяйственные | от 1/16 дюйма до 1/8 дюйма |
От общего до капитального ремонта | от 3/16 дюйма до 1/4 дюйма |
Заблаговременное выделение времени для определения проектов, которые займут наибольший процент вашей сварочной деятельности, поможет вам определить конкретную толщину металла, с которой вы, вероятно, будете сваривать чаще всего, и, в конечном итоге, поможет вам выбрать наиболее подходящего сварщика.
Пора уточнить детали. Давайте посмотрим, какой процесс сварки можно использовать для каждого типа металла. Имейте в виду, что многие из этих материалов также обрабатываются с использованием различных комбинаций двух или более металлов для усиления прочности и функциональности.
Металл | Сварочный процесс | ||
МИГ | Рукоять | TIG | |
Сталь | Х | Х | Х |
Нержавеющая сталь | Х | Х | Х |
Алюминиевые сплавы | Х | Х | |
Чугун | Х | ||
Хромомолибден | Х | ||
Медь | Х | ||
Латунь | Х | ||
экзотических металлов (магний, титан и т. | Х | ||
 Д.)
Д.)Какие факторы следует учитывать при определении бюджета?
Тип сварочного аппарата, который вы покупаете, должен подходить для конкретных функций, которые вам требуются, а также для проектов, над которыми вы будете работать больше всего. Подумайте о своей конечной цели и подумайте о возможностях повышения полезности сварщика.Вы хотите больше мощности или силы тока в будущем? Вы когда-нибудь захотите изучить или использовать дополнительные сварочные процессы?
Важно учитывать различные требования к силе тока и мощности, а также рабочий цикл, необходимый для достижения наиболее эффективных и экономичных эксплуатационных результатов для проектов, которые вы планируете завершить.
Помимо стоимости самого сварочного аппарата, не забудьте включить в него расходы на принадлежности и расходные материалы, которые потребуются для работы вашего нового сварочного аппарата. Сюда входит защита от сварки (шлем, перчатки, куртка и т. Д.), А также газ и расходные материалы.
Сюда входит защита от сварки (шлем, перчатки, куртка и т. Д.), А также газ и расходные материалы.
Не спешите принимать решение о покупке. Найдите время, чтобы определить свои потребности. Если у вас есть вопросы или что-то неясно, Миллер может ответить на любые ваши вопросы о сварочных процессах, преимуществах, ограничениях и работе аппарата. Когда вы будете готовы сопоставить конкретную модель с задачей, хобби или бизнесом, Миллер может предложить модель или продукт, который лучше всего подходит для вас.
Miller предоставляет качественных сварочных аппаратов с 1929 года. Когда вы будете готовы совершить покупку, для нас будет честью, если вашим первым сварщиком будет сварщик Miller.
Какая машина лучше всего подходит для вас?
Теперь, когда вы более знакомы с каждым процессом сварки, давайте рассмотрим рекомендуемые модели, которые предлагает Миллер.
MIG / порошковая сварка
- Millermatic® 141
Универсальный сварочный аппарат на 120 В для сварки проволокой калибра 24 с низкоуглеродистой сталью толщиной 3/16 дюйма (0,8–4,8 мм) за один проход. - Millermatic 211
Сваривает материал толщиной от 24 до 3/8 дюйма за один проход. Штепсельная вилка с несколькими напряжениями (MVP ™) обеспечивает универсальность использования входной мощности 120 или 240 вольт.
TIG
- Diversion ™ 180
Идеально подходящая для личных пользователей, эта модернизированная машина TIG переменного / постоянного тока имеет входную мощность 120 и 240 вольт.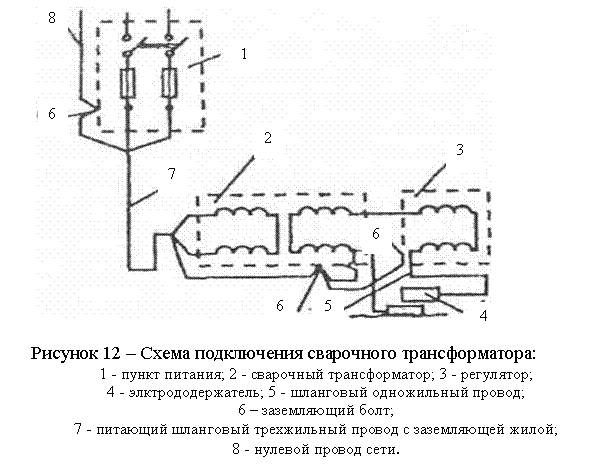
- Syncrowave® 210
Идеально подходит для легкой промышленности и личных пользователей, этот аппарат для сварки TIG и постоянного тока переменного / постоянного тока не снижает мощность или производительность в пользу доступной инверторной технологии. - Dynasty® 210
Максимальная гибкость и усовершенствованный инвертор с технологией Auto-Line ™ от этого источника питания AC / DC TIG / Stick.
Рукоять
- Thunderbolt® 160 и Thunderbolt 210
Лучшие в своем классе надежные, портативные, мощные сварочные аппараты. Включает входную мощность 120 и 240 В с MVP (только Thunderbolt 160).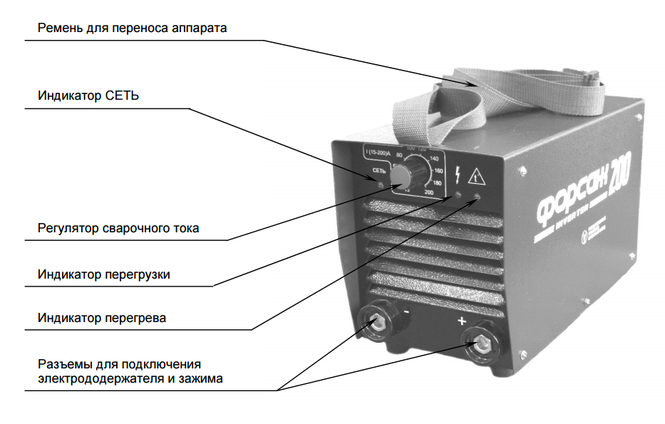
Многопроцессорность
Если вам нужен аппарат с несколькими сварочными функциями, подумайте о покупке многопроцессорного сварочного аппарата.Многопроцессорный сварочный аппарат позволяет использовать разные процессы, не покупая более одной машины. Если вы хотите изучить или использовать более одного процесса сварки, это может быть для вас хорошим вариантом. Мы рекомендуем
- Multimatic® 215
Сварочный аппарат MIG, порошковой сваркой, TIG и сваркой на постоянном токе, универсальный и простой в использовании. Подключается к входному источнику питания 120 или 240 В и сваривает низкоуглеродистую сталь толщиной до 3/8 дюйма. - Multimatic 220 AC / DC
Получите свободу при сварке любого процесса, включая MIG, порошковую сварку, TIG на постоянном токе и ручную сварку на постоянном токе, а также дополнительные возможности сварки на переменном токе.
Что нужно для сварки в домашних условиях – Baker’s Gas & Welding Supplies, Inc.
Начало работы с домашней сваркой или изменение домашней сварочной установки приведет к множеству вопросов о безопасности, стоимости и лучших машинах и продуктах. Есть много факторов, которые следует учитывать, и еще больше мнений о том, каким из них стоит следовать.
Независимо от того, покупаете ли вы сварочный аппарат для использования дома в первый раз или переходите на новый аппарат, сварщики должны знать, как они могут безопасно его эксплуатировать и что им нужно иметь под рукой для сварки.В следующем руководстве будут изложены некоторые из основных рекомендаций по сварке в домашних условиях, чтобы избежать срабатывания прерывателя, повреждения дома / магазина или остановки в середине проекта, чтобы бежать в магазин за неожиданным инструментом.
Электроустановка для домашней сварки
Перед покупкой сварочного аппарата и особенно перед запуском его в первый раз очень важно сначала узнать, сможет ли гараж или магазин выдержать электрический ток, необходимый сварщику. Предполагая, что во время работы свет будет гореть, убедитесь, что выключатель не перегружен.Сварочные аппараты с низким напряжением предназначены для работы в домашней розетке, в то время как для моделей с более высоким напряжением требуются вилки большей мощности, такие как те, которые используются для электрических сушилок.
Предполагая, что во время работы свет будет гореть, убедитесь, что выключатель не перегружен.Сварочные аппараты с низким напряжением предназначены для работы в домашней розетке, в то время как для моделей с более высоким напряжением требуются вилки большей мощности, такие как те, которые используются для электрических сушилок.
Многие сварщики рекомендуют начинать домашние проекты со сварочного аппарата Millermatic 141 MIG, поскольку он не требует напряжения более 120 В и отлично работает в большинстве домашних электрических розеток. Однако перед запуском всегда консультируйтесь с руководством сварщика и с опытным сварщиком или электриком. Существует так много различных исключений, которые следует учитывать, что ни одна онлайн-статья не может учесть их все.(Хотя сварщики TIG популярны среди квалифицированных сварщиков, домашние сварщики, особенно начинающие, как правило, избегают сварщиков TIG, потому что им требуется больше времени для обучения. Поэтому в этой статье основное внимание будет уделено базовому использованию MIG и сварочных аппаратов в домашних условиях. бывают исключения.)
бывают исключения.)
Сварщик, такой как сварщик Millermatic 141 MIG, обычно может справиться с большинством домашних проектов, но некоторые сварщики предпочитают использовать дома сварочный аппарат на 220 В, чтобы сваривать более толстую сталь в тяжелых условиях и получать достаточно тепла для создания прочного сварка.Меньшая мощность означает меньше тепла, а для сварки более толстого металла требуется много тепла.
Для сварочного аппарата на 220 В электрик должен установить вилку, которая выдержит дополнительную силу тока, которая ему требуется.
В случае сварщиков, которые не могут изменить домашнюю настройку или хотят немного большей мобильности, существуют комбинации генераторов и сварщиков / генераторов, которые могут вызвать дополнительный шум, но будут выдавать мощность 3000, 4300 или даже 4500 Вт. . Сварщики, снимающие дом, могут обнаружить, что это лучшее решение, если они не могут подключить своих сварщиков к розеткам.
Газовая установка для домашней сварки
После выбора сварщика газ может потребоваться или не потребоваться для защиты сварочной ванны. Сварочные аппараты создают сварной шов с помощью электрода с флюсовым покрытием, который защищает сварочную ванну, вместо защитного газа. Электрод с флюсовым покрытием делает сварку штучной сваркой дешевым и простым процессом, но он довольно грязный и требует большего мастерства, чем сварка MIG. Однако для случайного домашнего сварщика сварка штангой предлагает доступный способ сделать простой ремонт в доме.
Сварочные аппараты создают сварной шов с помощью электрода с флюсовым покрытием, который защищает сварочную ванну, вместо защитного газа. Электрод с флюсовым покрытием делает сварку штучной сваркой дешевым и простым процессом, но он довольно грязный и требует большего мастерства, чем сварка MIG. Однако для случайного домашнего сварщика сварка штангой предлагает доступный способ сделать простой ремонт в доме.
MIG – это более простой процесс для освоения, и он предлагает два варианта присадочной проволоки. Для выполнения сварных швов в процессе MIG используются порошковые и твердые присадочные проволоки. Порошковая сварочная проволока MIG не требует защитного газа. Как и электроды для стержневой сварки, они обеспечивают сварочный присадочный материал и используют флюс для создания защитного барьера вокруг сварного шва при его охлаждении. Это позволяет сэкономить как на стоимости защитного газа, так и на необходимости хранить его в гараже, но шлак, образованный защитным флюсом, необходимо удалить, и поэтому сварной шов не будет таким чистым.
Многие домашние сварщики выбирают сварочный аппарат MIG, потому что он прост в освоении и обеспечивает универсальный и аккуратный сварной шов. Сварка MIG проволокой со сплошным сердечником требует использования защитного газа для защиты сварного шва, который обычно представляет собой смесь аргона и CO2 или иногда просто аргона в зависимости от свариваемого материала. Сварка MIG сплошной проволокой и защитным газом без отслаивания шлака – это очень аккуратный процесс, который особенно полезен при ремонте автомобилей.
Может показаться соблазнительным купить топливный цилиндр меньшего размера на 20 кубических футов, но примите во внимание потенциальную экономию за счет использования большой баллона.Резервуар емкостью 80 или 125 кубических футов сэкономит на расходах на заправку и сэкономит время на поездку в магазин. Канистры меньшего размера полезно иметь под рукой, если защитный газ закончится в выходные, но покупка большего количества топлива сразу сэкономит и время, и деньги.
При хранении бензина в домашней мастерской или гараже убедитесь, что канистры с газом стоят вертикально и надежно, чтобы они не упали. Убедитесь, что газовые и топливные баллоны хранятся на безопасном расстоянии от сварочных работ и искр.
Gas также может вызвать проблемы при страховании жилья и аренде.Прежде чем совершить покупку, узнайте об ограничениях в вашей собственности и проявите особую осторожность с хранилищем газа, проведя его надлежащий осмотр и обслуживание. Некоторые полисы страхования жилья имеют ограничения и исключения, которые применяются, если в доме есть сосуды под давлением, в том числе газовые баллоны под давлением.
Сварочные изделия Essential для дома
Помимо сварщика, электрода и защитного газа, сварщикам нужно будет рассмотреть продукт для резки металла, которым может быть что угодно, от отрезной пилы до ацетиленовой горелки или плазменной резки.Ацетилен легко воспламеняется, и его следует использовать только тем, кто знает о проблемах безопасности, которые он представляет. Разделочная пила с прочным основанием и прочным задним шарнирным стержнем отлично подойдет большинству сварщиков для выполнения многих задач по резке.
Разделочная пила с прочным основанием и прочным задним шарнирным стержнем отлично подойдет большинству сварщиков для выполнения многих задач по резке.
Угловая шлифовальная машина также необходима для подготовки металлов перед сваркой – что критически важно для создания чистого, прочного и безопасного сварного шва для сварки MIG. Некоторые сварщики предлагают ультратонкие отрезные диски для шлифовальных машин, чтобы свести к минимуму потери материала во время процесса шлифования.Лепестковые диски в угловой шлифовальной машине полезны для полировки металла перед покраской.
Хотя некоторых сварщиков можно купить с тележкой в комплекте, известно, что сварщики находят множество творческих решений – от адаптации тележки для инструментов до создания своих собственных. Сварочная тележка, купленная или построенная, особенно полезна как для безопасного хранения сварщика, так и для того, чтобы сварщики могли работать в наиболее безопасном и удобном месте.
Рабочие зажимы удерживают сварочные материалы на месте и обеспечивают ровный и аккуратный сварной шов. Сварщики имеют определенные проблемы в своих проектах, где они не могут работать без дополнительных зажимов. Зажимы – это небольшие предметы, которые могут иметь огромное значение для успешного завершения сварки.
Сварщики имеют определенные проблемы в своих проектах, где они не могут работать без дополнительных зажимов. Зажимы – это небольшие предметы, которые могут иметь огромное значение для успешного завершения сварки.
Автозатемняющийся сварочный шлем, перчатки, кожаная обувь и защитная одежда – критически важные средства защиты, необходимые каждому сварщику. Все они подробно описаны в руководстве Baker: Основное сварочное оборудование и приспособления.
Безопасность домашних сварочных работ
Безопасность – самый важный аспект сварки в домашних условиях, поскольку крошечная искра может сжечь гараж или магазин.Удалите легковоспламеняющиеся материалы, такие как коврики, в непосредственной близости от сварщика, а также любое другое топливо или газы, которые не используются.
Для максимально возможной безопасности в сварочном пространстве создайте сварочный «щит» с крючками в потолке и подвесите специально разработанные огнестойкие одеяла. Это защитит гараж от искр, а также предотвратит повреждение предметов, хранящихся в гараже или магазине, разбрызгиванием. Для сварщиков, которые хотят работать с открытой дверью гаража, но опасаются подвергнуть прохожих воздействию ультрафиолетовых лучей, есть прозрачные экраны, которые могут быть установлены поперек проема гаража, которые пропускают свет, но блокируют лучи.
Для сварщиков, которые хотят работать с открытой дверью гаража, но опасаются подвергнуть прохожих воздействию ультрафиолетовых лучей, есть прозрачные экраны, которые могут быть установлены поперек проема гаража, которые пропускают свет, но блокируют лучи.
Держите под рукой не менее двух огнетушителей, а не в углу. Если возможно, работайте по металлу только в одном помещении, а по дереву – в другом. Скопившимся опилкам в трещинах и зазорах в стенах достаточно всего одной искры, чтобы начать тлеть.
Сварщики со смешанными помещениями используют воздуходувки для очистки своих рабочих мест и часто проверяют наличие дыма или тления после завершения своих проектов, но любые картонные коробки, обрезки дерева или опилки могут загореться, поэтому проверьте их через час или два после завершения. проект.
В случае пристроенных гаражей следует учитывать необходимость вентиляции, особенно зимой. Обычно для проветривания зоны сварки достаточно открытого окна с вентилятором, но перед началом проекта проконсультируйтесь со специалистом-сварщиком.
Типичная безопасность при сварке включает в себя обеспечение надлежащего заземления сварщика и отсутствие в рабочей зоне беспорядка, такого как ненужные шланги и шнуры питания. Кроме того, регулярно проверяйте шланги на предмет утечек и перегибов.Лучшая сварочная установка – это такая, которая сводит к минимуму отвлекающие факторы и опасности, которые могут помешать работе над проектом.
Что такое сварщик проволоки?
Сварщик проволокой, также известный как сварщик MIG или сварочный аппарат с флюсовым сердечником, представляет собой полуавтоматический процесс сварки.
Фактически, простой процесс сварки, который обеспечивает сварщик проволокой, делает его идеальным сварщиком для начинающих.
У аппарата для сварки проволокой есть несколько компонентов, о которых вам необходимо знать, прежде чем выполнять первую сварку.
В отличие от сварочного аппарата, в котором используется длинный стержневой электрод, в сварочном аппарате используется сварочная проволока MIG или проволока с флюсовым сердечником.
Итак, сварочный аппарат немного сложнее настроить и правильно запустить, чем аппарат для дуговой сварки, но как только вы его настроите, процесс сварки с помощью аппарата для сварки проволокой становится довольно простым.
Использование аппарата для сварки проволоки в качестве установки MIG
Когда вы покупаете сварочный аппарат, у вас будет возможность купить аппарат, к которому можно подключить бензобак, или вы можете купить сварочный аппарат, в котором используется только проволока с флюсовым сердечником (без газа).
Небольшой совет, если вы полный новичок в сварке и хотите научиться выполнять сварку MIG…
Выберите аппарат для сварки проволокой, который может подключать газовый баллон, потому что вы можете использовать его как установку MIG (металлический инертный газ) или как сварочный аппарат для сердечника флюса.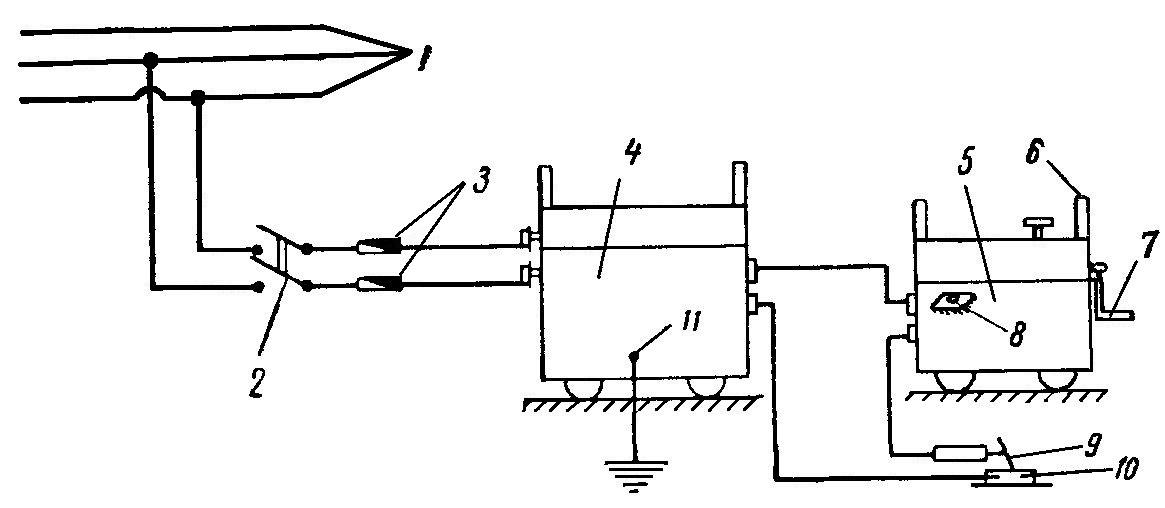
Если вы решите использовать его в качестве сварочного аппарата MIG, вам потребуется баллон 75/25 (аргон / CO2) или чистый CO2, чтобы у вас был защитный газ, подаваемый в сварочную ванну.
Если вам интересно, что такое защитный газ при использовании сварочного аппарата, он используется для защиты расплавленной сварочной ванны от атмосферных газов, которые ослабят сварной шов, если сварочная лужа будет открыта.
Преимущество использования вашего аппарата для сварки проволокой в качестве установки MIG заключается в том, что получаемые сварные швы намного лучше, чем при использовании проволоки с флюсовым сердечником. Сварной шов с помощью сварочного аппарата MIG получается гладким и очень красивым, если все сделано правильно, и нет шлака, который можно было бы сколоть.
В целом, начало работы со сварочным аппаратом с использованием установки MIG – лучший способ для новичков, потому что вы можете легко увидеть сварочную ванну, в отличие от процесса сердечника из флюса.
Использование сварочного аппарата в качестве установки флюсового сердечника
Вы также можете отказаться от использования газового баллона со своим сварочным аппаратом, и если у вас нет возможности подключить газ к сварочному аппарату, у вас не будет другого выбора, кроме как использовать сварочный аппарат с флюсовой проволокой.
Проволока с сердечником из флюса – это полая проволока, наполненная флюсом. Когда возникает дуга, флюс плавится и действует как защита от атмосферных газов, которые загрязняют ваши сварные швы и вызывают пористость.
Таким образом, нет необходимости использовать защитный газ с сердечником из флюса, как при сварке MIG. Важно отметить, что при сварке с использованием установки MIG ваш сварочный аппарат использует сплошную проволоку, поскольку газ защищает сварочную ванну.
Сердечник из флюса – это самый простой способ начать пользоваться аппаратом для сварки проволокой, поскольку для его настройки не требуется газовый баллон. Вы можете сваривать прямо из коробки!
Вы можете сваривать прямо из коробки!
Как работает сварщик проволоки?
Сварщик проволоки сначала вставляет катушку проволоки в машину, а когда вы нажимаете на курок горелки MIG, происходит несколько вещей.
Начинает подача проволоки, начинает течь газ и зажигается дуга.
Важно, чтобы вы правильно поняли несколько вещей, прежде чем начать пользоваться аппаратом для сварки проволокой. Первое, что вам следует сделать перед установкой проволоки, – это посмотреть на приводные ролики внутри машины.
Приводные ролики похожи на 2 куска хлеба, а проволока – на индейку. Они оказывают давление на проволоку, поэтому, когда вы нажимаете на спусковой крючок MIG, проволока попадает в пистолет.
Поскольку используются проволоки разного диаметра, при использовании аппарата для сварки проволокой необходимо убедиться, что приводные ролики установлены правильно. На каждом приводном ролике есть маленькие дорожки, в которые подает проволока.
Если вы используете небольшую проволоку, и у вас установлены ведущие ролики на слишком большие гусеницы, ведущие ролики не будут иметь тяги, и ваш сварочный аппарат будет подавать неравномерно. Таким образом, вы можете начать пытаться наложить сварной шов, а ваш аппарат не подает проволоку в сварочную ванну постоянно.
Таким образом, вы можете начать пытаться наложить сварной шов, а ваш аппарат не подает проволоку в сварочную ванну постоянно.
После того, как вы правильно установили проволоку и она проходит через приводной ролик подходящего размера, вам необходимо установить напряжение и скорость подачи проволоки.
Опять же, если вы установите неправильную скорость подачи проволоки или отключите напряжение, проволока будет подаваться неравномерно. Внутри большинства аппаратов для сварки проволокой есть диаграммы, которые подскажут, где должны быть настройки в зависимости от толщины свариваемого металла.
Словарь терминов по сварке | Freehold Welding Inc.
А В Г Д Ж З И К Л М О П Р С Т Ф Х Ц Ч Ш Щ Э Ю
А
Дуговая резка с использованием угля на воздухе (CAC-A) – Процесс резки, при котором металлы плавятся под действием тепла дуги с использованием угольного электрода. Расплавленный металл отталкивается от разреза струей нагнетаемого воздуха. Чтобы удалить большое количество металла, найдите сварщика, который может использовать уголь диаметром не менее 3/8 дюйма. Расходные материалы: угольные электроды, подача сжатого воздуха.
Чтобы удалить большое количество металла, найдите сварщика, который может использовать уголь диаметром не менее 3/8 дюйма. Расходные материалы: угольные электроды, подача сжатого воздуха.
Переменный ток (AC) – Электрический ток, который меняет свое направление через равные промежутки времени, например 60 циклов переменного тока (AC) или 60 герц.
Сила тока – измерение количества электричества, протекающего через заданную точку в проводнике за секунду. Ток – это еще одно название силы тока.
Arc – Физический зазор между концом электрода и основным металлом. Физический зазор вызывает нагревание из-за сопротивления току и дуговым лучам.
Arc Force – Также называется Dig and Arc Control. Предоставляет источнику питания переменную дополнительную силу тока в условиях низкого напряжения (короткая длина дуги) во время сварки. Помогает избежать «залипания» стержневых электродов при использовании короткой длины дуги.
Auto-Link ® – Схема внутреннего источника питания инвертора, которая автоматически связывает источник питания с подаваемым первичным напряжением без необходимости вручную связывать клеммы первичного напряжения.
Автоматическая сварка – Использует оборудование для сварки без постоянной регулировки органов управления сварщиком или оператором.Оборудование контролирует выравнивание сустава с помощью автоматического датчика.
К
Сварочный аппарат с постоянным током (CC) – Эти сварочные аппараты имеют ограниченный максимальный ток короткого замыкания. У них отрицательная кривая вольт-амперной характеристики, и их часто называют «спадающими». Напряжение будет изменяться при разной длине дуги, при этом лишь незначительно изменяя силу тока, отсюда и название постоянного тока или переменного напряжения.
Устройство подачи проволоки с постоянной скоростью – Устройство подачи работает от 24 или 115 В переменного тока от источника сварочного тока.
Сварочный аппарат с постоянным напряжением (CV) и постоянным потенциалом (CP) – «Потенциал» и «напряжение» в основном имеют одинаковое значение. Сварочный аппарат этого типа поддерживает относительно стабильное постоянное напряжение независимо от выходной силы тока. Это приводит к относительно ровной кривой вольт-ампер, в отличие от падающей кривой вольт-ампер типичного сварочного аппарата Stick (SMAW).
Это приводит к относительно ровной кривой вольт-ампер, в отличие от падающей кривой вольт-ампер типичного сварочного аппарата Stick (SMAW).
Current – Другое название силы тока. Количество электричества, проходящего через точку в проводнике каждую секунду.
Д
Дефект – Одна или несколько несплошностей, которые вызывают сбой при испытании сварного шва.
Постоянный ток (DC) – течет в одном направлении и не меняет направление на противоположное, как переменный ток.
Отрицательный электрод постоянного тока (DCEN) – Определенное направление тока, протекающего через сварочную цепь, когда вывод электрода подключен к отрицательной клемме, а рабочий провод подсоединен к положительной клемме сварочного аппарата постоянного тока.Также называется постоянным током прямой полярности (DCSP).
Положительный электрод постоянного тока (DCEP) – – Определенное направление тока, протекающего через сварочную цепь, когда вывод электрода подключен к положительной клемме, а рабочий провод подсоединен к отрицательной клемме сварочного аппарата постоянного тока.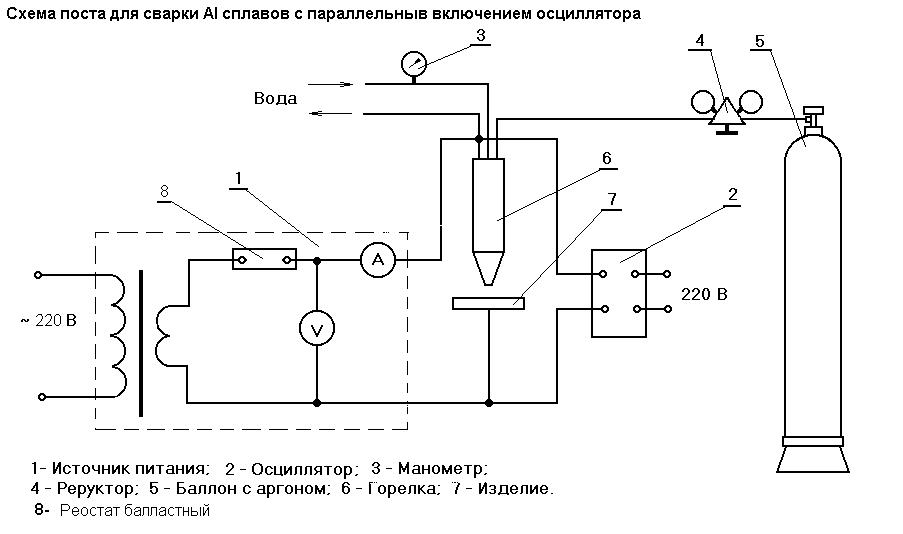 Также называется постоянным током обратной полярности (DCRP).
Также называется постоянным током обратной полярности (DCRP).
Рабочий цикл – Количество минут из 10-минутного периода времени, в течение которого аппарат для дуговой сварки может работать с максимальной номинальной мощностью.Например, рабочий цикл 60% при 300 ампер. Это означает, что при 300 А сварочный аппарат можно использовать в течение 6 минут, а затем дать ему остыть при работающем двигателе вентилятора в течение 4 минут. (Некоторые производители оценивают машины по 5-минутному циклу).
Факс
Fan-On-Demand ™ – Внутренняя система охлаждения источника питания, которая работает только при необходимости, сохраняя внутренние компоненты в чистоте.
Стационарная автоматизация – Автоматическая сварочная система с электронным управлением для простых, прямых или круглых швов.
Гибкая автоматизация – Автоматизированная роботизированная сварочная система для сложных форм и применений, где сварочные пути требуют изменения угла наклона горелки.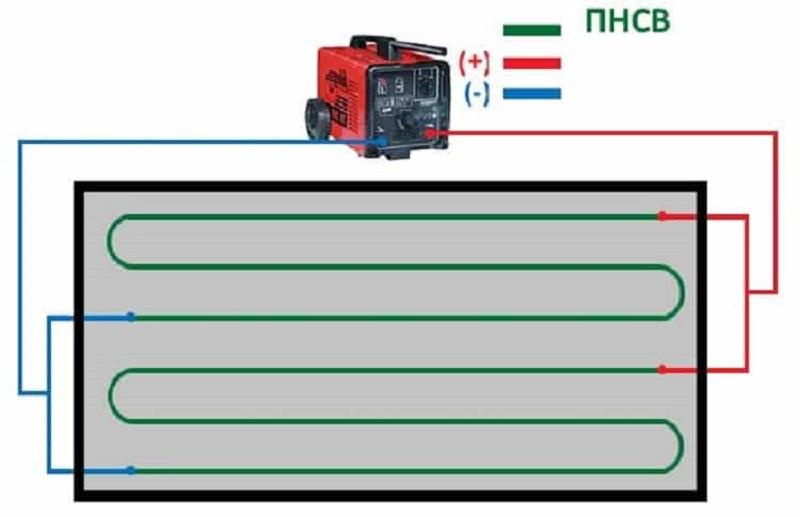
Дуговая сварка порошковой проволокой (FCAW) – Процесс дуговой сварки, при котором плавятся и соединяются металлы путем нагрева их дугой между непрерывной плавящейся электродной проволокой и изделием. Экранирование обеспечивается флюсом, содержащимся в сердечнике электрода. В зависимости от типа порошковой проволоки дополнительная защита может обеспечиваться или не обеспечиваться от поступающего извне газа или газовой смеси.Расходные материалы: контактные наконечники, порошковая проволока, защитный газ (при необходимости зависит от типа проволоки).
г
Заземление – Безопасное соединение рамы сварочного аппарата с землей. Часто используется для заземления сварочного аппарата с приводом от двигателя, когда кабель подсоединяется от шпильки заземления сварочного аппарата к металлическому стержню, помещенному в землю. См. Раздел «Подключение детали», чтобы узнать о разнице между рабочим соединением и заземлением.
Провод заземления – При подключении сварочного аппарата к объекту см. Предпочтительный термин «Вывод детали».
Предпочтительный термин «Вывод детали».
H
Герц – Герц часто называют «циклами в секунду». В Соединенных Штатах частота или направление изменения переменного тока обычно составляет 60 герц.
High Frequency – Охватывает весь частотный спектр выше 50 000 Гц. Используется при сварке TIG для зажигания и стабилизации дуги.
Hot Start ™ – Используется на некоторых станках Stick (SMAW), чтобы облегчить запуск электродов, которые трудно запускать.Используется только для зажигания дуги.
Я
Инвертор – Источник питания, который увеличивает частоту поступающей первичной мощности, что позволяет уменьшить размер машины и улучшить электрические характеристики сварки, такие как более быстрое время отклика и больший контроль при импульсной сварке.
К
кВА – Киловольт-амперы. Сумма вольт, умноженная на ампер, деленная на 1000, потребляемая источником сварочного тока от первичной мощности, предоставляемой коммунальной компанией.
кВт – Киловатт. Первичная кВт – это фактическая мощность, используемая источником питания при его номинальной выходной мощности. Secondary KW – это фактическая выходная мощность источника сварочного тока. Киловатты находятся путем деления вольт на ампер на 1000 и учета любого коэффициента мощности.
л
Lift-Arc ™ – Эта функция позволяет зажигать дугу TIG без высокой частоты. Зажигает дугу при любой силе тока, не загрязняя сварной шов вольфрамом.
м
Микропроцессор – Одна или несколько интегральных схем, которые можно запрограммировать с помощью сохраненных инструкций для выполнения множества функций.
MIG (GMAW или газовая дуговая сварка металла) – процесс дуговой сварки, при котором соединяются металлы путем их нагрева дугой. Дуга возникает между непрерывно подаваемым присадочным (расходуемым) электродом и деталью. Подача газа или газовых смесей из внешнего источника обеспечивает защиту. Обычная сварка MIG также называется переносом короткого замыкания.Металл осаждается только тогда, когда проволока действительно касается изделия. Металл через дугу не переносится. Другой метод сварки MIG, струйный перенос, перемещает поток крошечных капель расплава через дугу от электрода к сварочной ванне. Расходные материалы: контактные наконечники, защитный газ, сварочная проволока.
Обычная сварка MIG также называется переносом короткого замыкания.Металл осаждается только тогда, когда проволока действительно касается изделия. Металл через дугу не переносится. Другой метод сварки MIG, струйный перенос, перемещает поток крошечных капель расплава через дугу от электрода к сварочной ванне. Расходные материалы: контактные наконечники, защитный газ, сварочная проволока.
О
Напряжение холостого хода (OCV) – Как следует из названия, в цепи нет тока, потому что она разомкнута. Однако напряжение воздействует на цепь, поэтому, когда цепь замыкается, ток сразу же течет.Например, сварочный аппарат, который включен, но в данный момент не используется для сварки, будет иметь напряжение холостого хода, приложенное к кабелям, присоединенным к выходным клеммам сварочного аппарата.
п
Плазменно-дуговая резка – Процесс электродуговой резки, при котором металл разрезается с помощью суженной дуги для расплавления небольшого участка детали.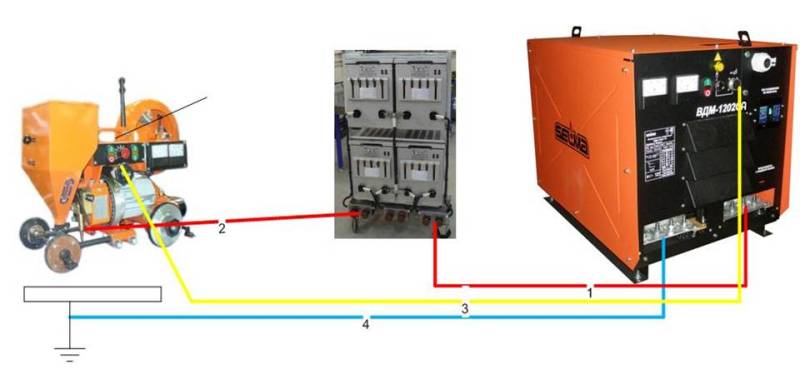 Этот процесс может разрезать все металлы, проводящие электричество. Резаки Miller Spectrum – это комплекты, которые содержат все необходимое оборудование и расходные материалы для резака.Расходные материалы: расходные материалы для горелки, подача газа или сжатого воздуха.
Этот процесс может разрезать все металлы, проводящие электричество. Резаки Miller Spectrum – это комплекты, которые содержат все необходимое оборудование и расходные материалы для резака.Расходные материалы: расходные материалы для горелки, подача газа или сжатого воздуха.
фунтов на квадратный дюйм (psi) – Измерение, равное массе или весу, приложенному к одному квадратному дюйму площади поверхности.
Энергоэффективность – насколько хорошо электрическая машина использует поступающую электрическую мощность.
Коррекция коэффициента мощности – Обычно используется в однофазных источниках питания постоянного тока для уменьшения величины первичного тока, требуемого энергокомпанией во время сварки.
Первичная мощность – Часто называется входным линейным напряжением и силой тока, доступными сварочному аппарату от основной линии электропередачи в цехе. Первичная входная мощность часто выражается в ваттах или киловаттах (кВт). Это переменный ток, который может быть однофазным или трехфазным. Сварочные аппараты, способные принимать более одного первичного входного напряжения и силы тока, должны быть правильно подключены для используемой входящей первичной мощности.
Это переменный ток, который может быть однофазным или трехфазным. Сварочные аппараты, способные принимать более одного первичного входного напряжения и силы тока, должны быть правильно подключены для используемой входящей первичной мощности.
Pulsed MIG (MIG-P) – модифицированный процесс переноса распылением, при котором не образуются брызги, поскольку проволока не касается сварочной ванны.Области применения, наиболее подходящие для импульсной сварки MIG, – это те, которые в настоящее время используют метод передачи короткого замыкания для сварки стали, калибра 14 (1,8 мм) и выше. Расходные материалы: контактные наконечники, защитный газ, сварочная проволока.
Pulsed TIG (TIG-P) – модифицированный процесс TIG, подходящий для сварки более тонких материалов. Расходные материалы: вольфрамовый электрод, присадочный материал, защитный газ.
Импульсный – Последовательность и управление величиной тока, полярностью и продолжительностью сварочной дуги.
Р
Номинальная нагрузка – Сила тока и напряжение, которые источник питания рассчитан на определенный период рабочего цикла. Например, 300 ампер, 32 вольта нагрузки, при рабочем цикле 60%.
Контактная точечная сварка (RSW) – Процесс, при котором две металлические детали соединяются путем пропускания тока между электродами, расположенными на противоположных сторонах свариваемых деталей. В этом процессе нет дуги, и сплавление происходит из-за сопротивления металла току.Для точечной сварки требуется следующее оборудование: аппарат для точечной сварки с воздушным или водяным охлаждением, набор из 2 клещей и набор из 2 наконечников. Для точечной сварки расходные материалы не требуются.
RMS – Среднеквадратичное значение. «Действующие» значения измеренного переменного напряжения или силы тока. Среднеквадратичное значение равно 0,707 максимального или пикового значения.
Ю
Сварочный полуавтомат – Оборудование контролирует только подачу электродной проволоки. Движение сварочной горелки контролируется вручную.
Движение сварочной горелки контролируется вручную.
Защитный газ – Защитный газ, используемый для предотвращения атмосферного загрязнения сварочной ванны.
Однофазная цепь – Электрическая цепь, производящая только один чередующийся цикл в течение 360 градусов.
Брызги – Частицы металла, вылетающие из сварочной дуги. Эти частицы не становятся частью завершенного сварного шва.
Точечная сварка – Обычно выполняется на материалах, имеющих конструкцию соединения внахлест.Может относиться к точечной сварке сопротивлением, MIG или TIG. Точечная сварка сопротивлением выполняется электродами с обеих сторон стыка, а точечная сварка TIG и MIG выполняется только с одной стороны.
т
Сварка TIG (GTAW или газовая вольфрамовая дуга) – Этот процесс сварки, который часто называют сваркой TIG (вольфрамовый инертный газ), соединяет металлы путем их нагрева с помощью вольфрамового электрода, который не должен становиться частью завершенного сварного шва.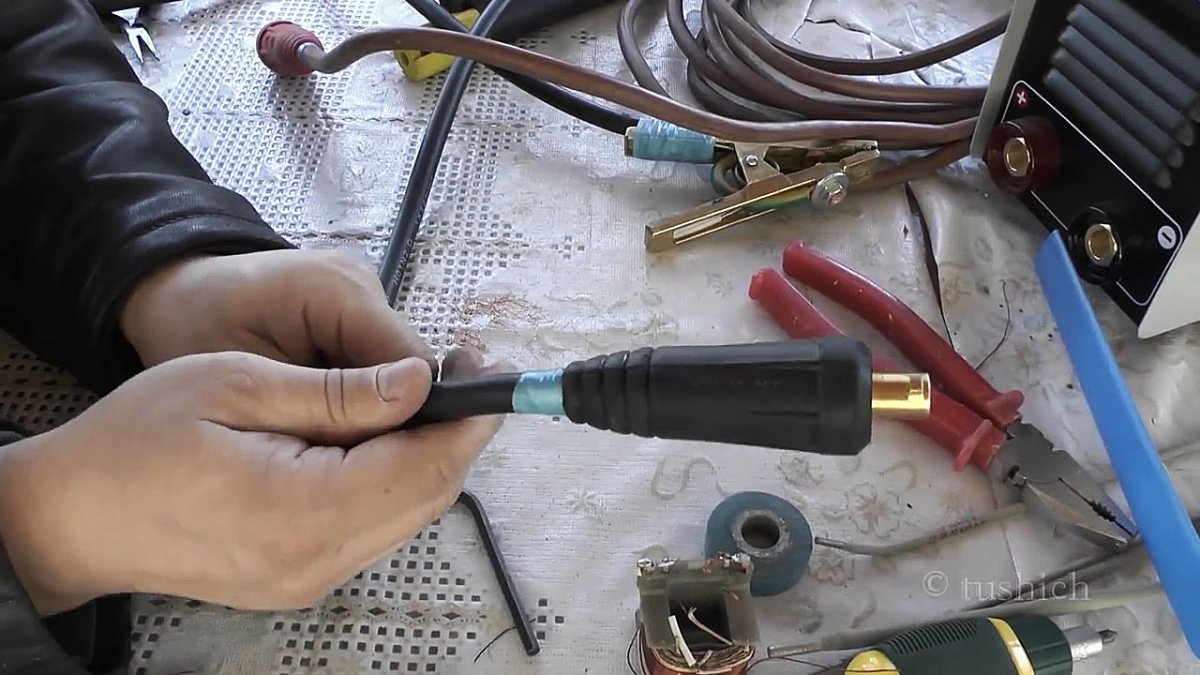 Иногда используется присадочный металл, а для защиты используются инертный газ аргон или смеси инертных газов.Расходные материалы: вольфрамовый электрод, присадочный металл, защитный газ.
Иногда используется присадочный металл, а для защиты используются инертный газ аргон или смеси инертных газов.Расходные материалы: вольфрамовый электрод, присадочный металл, защитный газ.
Трехфазная цепь – Электрическая цепь, дающая три цикла в пределах временного интервала в 360 градусов, при этом циклы разнесены на 120 электрических градусов.
Горелка – Устройство, используемое в процессе TIG (GTAW) для управления положением электрода, передачи тока на дугу и направления потока защитного газа.
Touch Start – Процедура зажигания дуги при низком напряжении и малой силе тока для сварки TIG (GTAW).Вольфрам касается заготовки; когда вольфрам поднимается из заготовки, возникает дуга.
Вольфрам – Редкий металлический элемент с чрезвычайно высокой температурой плавления (3410 ° C). Используется при производстве электродов TIG.
В
Напряжение – Этот процесс сварки, который часто называют сваркой TIG (вольфрамовый инертный газ), соединяет металлы путем их нагрева с помощью вольфрамового электрода, который не должен становиться частью завершенного сварного шва.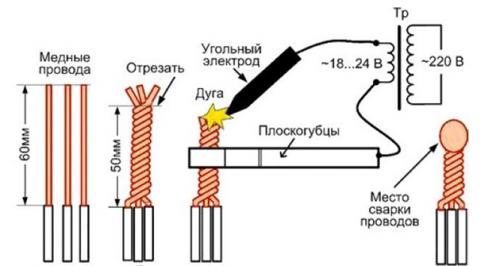 Иногда используется присадочный металл, а для защиты используются инертный газ аргон или смеси инертных газов. Расходные материалы: вольфрамовый электрод, присадочный металл, защитный газ.
Иногда используется присадочный металл, а для защиты используются инертный газ аргон или смеси инертных газов. Расходные материалы: вольфрамовый электрод, присадочный металл, защитный газ.
Устройство подачи проволоки с датчиком напряжения – Редкий металлический элемент с чрезвычайно высокой температурой плавления (3410 ° C). Используется при производстве электродов TIG.
Кривая напряжения-усилителя – График, показывающий выходные характеристики источника сварочного тока. Показывает возможности напряжения и силы тока конкретной машины.
Вт
Сварной металл – Электрод и основной металл, расплавленные во время сварки. Это формирует сварной валик.
Перенос сварного шва – Метод, при котором металл переносится из проволоки в расплавленную ванну. В MIG используется несколько методов; они включают: перенос короткого замыкания, перенос дуги распылением, глобулярный перенос, перенос скрытой дуги и импульсный перенос дуги.
Скорость подачи проволоки – Выражается в дюймах / мин или мм / с и относится к скорости и количеству присадочного металла, подаваемого в сварной шов.Как правило, чем выше скорость подачи проволоки, тем выше сила тока.
Присоединение к заготовке – Средство для крепления рабочего кабеля (рабочего кабеля) к изделию (металлу, который нужно приваривать). Кроме того, точка, в которой установлено это соединение. Один тип рабочего соединения осуществляется с помощью регулируемого зажима.
Свинец заготовки – Проводящий кабель или электрический проводник между аппаратом для дуговой сварки и изделием.
~ Сварочный словарь Источник: Hobart Institute of Welding Technology
How to Wire Feed Weld
Сварщики используют разные методы сварки для разных типов сварных швов.У каждого сварщика свои предпочтения и разные методы. Для новичков в сварке Сварка с подачей проволоки – самый простой в освоении и, следовательно, лучший метод. Продолжайте читать, чтобы узнать , как подавать проволоку на сварной шов .
Продолжайте читать, чтобы узнать , как подавать проволоку на сварной шов .
Сварка с подачей проволоки аналогична сварке в среде инертного газа (MIG) и газовой мета-дуговой сварке (GMAW). MIG, GMAW или сварка с подачей проволоки соединяет металл за счет нагрева заготовки и непрерывно подаваемого присадочного металлического электрода с помощью электрической дуги.В этом процессе используется защитный газ для защиты металла шва от внешнего загрязнения окружающей среды.
Сварка с подачей проволоки Аппараты специально предназначены для мягкой сварки. В них используется полностью расходный электрод и они идеально подходят для соединения относительно мягких цветных металлов.
Сварка MIG может быть самой простой в использовании из всех, но она связана со сложными техническими аспектами, обеспечивающими продуктивность процесса. Вам необходимо освоить использование сварочного пистолета и определить правильный источник сварочного тока, устройство подачи проволоки и скорость. Вам также необходимо определить и использовать идеальный защитный газ и проволочный электрод.
Как работает сварка с подачей проволоки?
Сварка с подачей проволоки использует проволочный электрод с непрерывной подачей для создания сварных соединений. Вы вставляете проволочный электрод в машину с электрододержателем в форме пистолета. Как только вы нажмете на спусковой крючок, несколько вещей начнут происходить одновременно.
- Приводится в действие блок питания, и ролики начинаются
- Дуга оживает
- Начинается подача защитного газа
- Ролики подачи проволоки
Непрерывно горящая дуга нагревает основной металл и одновременно плавит проволочный электрод.Два металла плавятся вместе, образуя сварное соединение. На протяжении всего процесса защитный газ защищает металлы от загрязнения окружающей среды.
Повышает производительность, так как устраняет необходимость останавливать процесс и заменять перегоревший электрод.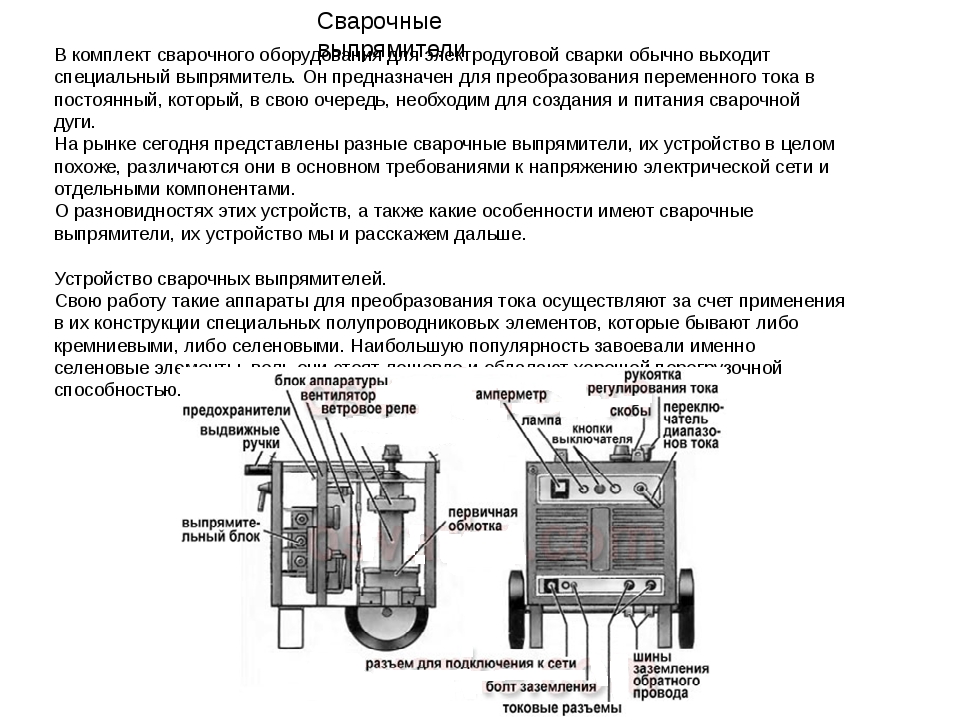 Однако сварка с подачей проволоки требует навыков и техники, которые вам необходимо освоить, чтобы обеспечить идеальный сварной шов.
Однако сварка с подачей проволоки требует навыков и техники, которые вам необходимо освоить, чтобы обеспечить идеальный сварной шов.
Основные правила при сварке с подачей проволоки
Любая сварка требует определенного уровня знаний и глубокого понимания технических аспектов процесса.Вот несколько важных правил, которые необходимо соблюдать при сварке с подачей проволоки:
Направление
При сварке вы либо толкаете, либо тянете. Стандартная практика использования маршрута проста. Если при сварке образуется шлак, нужно тащить или тянуть. Проще говоря, при ручной сварке или сварке порошковой проволокой вы направляете проволоку на себя. При сварке с подачей проволоки или сварке MIG вы проталкиваете проволоку.
В технике толчка вы отталкиваете пистолет от сварочной ванны.Поскольку сила дуги направлена от сварочной ванны, направление проталкивания обеспечивает меньшее проплавление и плоский широкий валик. Это также называется техникой форхенда. Это обеспечивает лучший обзор соединения и позволяет лучше направлять проволоку в соединение.
Это обеспечивает лучший обзор соединения и позволяет лучше направлять проволоку в соединение.
При использовании техники вытягивания или перетаскивания / наотмашь пистолет направляют назад на сварочную ванну, а затем оттягивают от наплавленного металла. Он обеспечивает более глубокое проникновение и узкий валик, что приводит к более высокому уровню отложений или отложений металла.
При сварке MIG можно использовать как выталкивающую, так и вытягивающую технику.
Рабочий угол
Рабочий угол зависит от металла и соединения. Это зависит от металла, толщины металла и типа соединения. Есть четыре важных положения сварного шва:
- плоский
- Вертикальный
- Горизонтальный
- Накладные расходы
Плоское положение: В горизонтальном положении вид соединения играет жизненно важную роль в определении рабочего угла.
Для стыковых соединений идеальный угол между пистолетом и заготовкой составляет 90 градусов. Направьте присадочный металл прямо в шов. Отрегулируйте угол хода от 5 до 15 градусов и поддерживайте его на протяжении всей процедуры. Чтобы избежать поднутрения и полностью заполнить широкий зазор, можно перемещаться по стыку вперед и назад.
Направьте присадочный металл прямо в шов. Отрегулируйте угол хода от 5 до 15 градусов и поддерживайте его на протяжении всей процедуры. Чтобы избежать поднутрения и полностью заполнить широкий зазор, можно перемещаться по стыку вперед и назад.
При сварке Т-образного соединения сохраняйте угол 45 градусов между проволокой и заготовкой. Для тройника сварщик должен использовать свой опыт и при необходимости изменять угол, особенно при выполнении нескольких проходов. Изменение угла помогает избежать неравномерного образования сварных швов, а также позволяет избежать подрезов.
Для соединений внахлесттребуется рабочий угол от 60 до 70 градусов. Вам нужно отрегулировать угол в соответствии с толщиной металла – чем толще металл, тем больше угол.
Горизонтальное положение: При сварке в горизонтальном положении необходимо учитывать влияние силы тяжести. При необходимости рабочий угол регулируется от 0 до 15 градусов. Сварщик настраивается так, чтобы присадочный металл не провисал или не скатывался к нижней части сварного шва.
Сварщик также должен использовать комбинацию выталкивания и вытягивания, чтобы обеспечить ровный и гладкий сварной шов.Угол движения остается неизменным, несмотря на изменения направления и рабочего угла.
Вертикальное положение : Для сварки в вертикальном положении предварительная настройка имеет большое значение. Рабочий угол будет зависеть от множества факторов. Однако угол перемещения для вертикально расположенных сварных швов должен составлять от 5 до 15 градусов от перпендикулярного положения. Что касается угла, сварщику необходимо использовать технику плетения, чтобы контролировать размер и форму сварного шва.Он также контролирует охлаждающий эффект сварочной ванны.
Верхнее положение: Сварные швы на потолке сложнее. Для таких сварных швов нет определенного рабочего угла. Насколько хорошо сварщик справится с такой работой, зависит от его опыта. Не все начинают как профессионалы, но всегда есть место для проб и ошибок.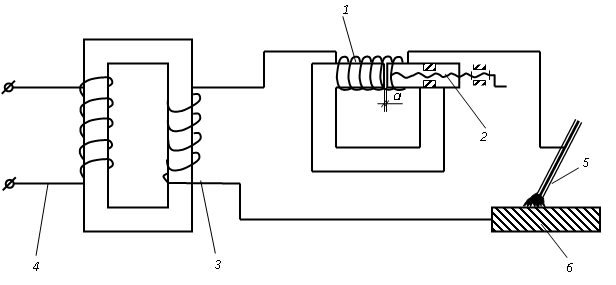 Вы можете потренироваться на практических листах, прежде чем приступить к работе непосредственно над сваркой.
Вы можете потренироваться на практических листах, прежде чем приступить к работе непосредственно над сваркой.
Угол поворота
Угол перемещения – это угол между пистолетом и сварным швом в плоскости, когда он расположен параллельно направлению перемещения.В нормальных условиях сварки сварщики поддерживают угол хода от 5 до 15 градусов. Они производят наименьшее количество брызг, обладают повышенной стабильностью дуги и более высоким уровнем проплавления. Углы от 20 до 25 градусов снижают производительность, так как они создают больше брызг и меньше провара сварного шва.
Выбор провода
Выбрать тип провода относительно просто. При сварке с подачей проволоки чаще всего используются две проволоки.
- ER70S-3
- ER70S-6
Первая – это хорошая универсальная проволока для универсальной сварки, а вторая идеально подходит для обработки грязной или ржавой стали.ER70S-6 подходит для ремонтных или ремонтных сварных швов, так как он лучше всего работает в ситуациях, когда для работы требуется больше раскислителей.
При сварке толстых металлов при более высоких температурах используйте проволоку 0,035 дюйма или 0,045 дюйма в зависимости от области применения и диапазона мощности сварщика.
Провод 0,030 дюйма – отличный универсальный выбор. Однако мы предлагаем вам использовать проволоку 0,035 дюйма для листов средней толщины, а также в домашних условиях и в автоспорте.
На более тонких листах 0.023-дюймовый провод работает лучше всего. Это помогает контролировать поступление тепла и снижает вероятность ожога.
Выбор газа
Выбор защитного газа играет решающую роль в производстве высококачественных сварных швов. Использование неправильного газа может не только создать пористый сварной шов, но также может привести к образованию вредных паров, которые могут быть токсичными.
Комбинация 75% аргона и 25% углекислого газа – лучший универсальный защитный газ для всех углеродистых сталей. Он образует минимальное количество брызг, исключает вероятность прожога на более тонких металлических листах и обеспечивает наилучший внешний вид борта.
Вы также можете использовать 100% CO2, и хотя это работает замечательно, при этом образуется значительное количество брызг, а также образуются более грубые шарики.
Длина провода
Длина проволоки, выходящей из горелки, играет решающую роль в поддержании стабильности дуги. Сварщики обычно оставляют 3/8 -го дюйма выступом из сварочного аппарата. Если дольше, дуга будет издавать шипящие звуки, как при жарке бекона.
Советы и хитрости
Сварка – относительно сложная техника для освоения.Знание некоторых конкретных техник может помочь вам изучить искусство.
При сварке листового металла лучше всего использовать проволоку диаметром 0,9 мм. Вы также можете приобрести проволоку диаметром от 0,7 мм до 4 мм, в зависимости от толщины и сварного шва. Поскольку диаметр проволоки и выбор проволоки напрямую влияют на качество сварного шва, вы должны выбрать правильную проволоку.
Выбор идеального материала проволоки не менее важен. Большинство электродов имеют раскисляющие слои, которые защищают основной металл от загрязнения и помогают улучшить качество сварки.
Большинство электродов имеют раскисляющие слои, которые защищают основной металл от загрязнения и помогают улучшить качество сварки.
При выборе защитного газа используйте аргон с высоким содержанием аргона. Комбинация аргона и CO2 работает лучше всего и обеспечивает идеальную защиту при создании оптимальной окружающей среды. Правильный выбор защитного газа также важен, поскольку он напрямую влияет на уровень производительности процесса.
Сварщикииспользуют постоянный ток для создания идеального сочетания проволоки и напряжения. Постоянный ток повышает производительность.
Практикуйте процедуру заранее, чтобы знать, как отрегулировать настройку температуры к концу процедуры.Своевременное снижение температуры имеет решающее значение для обеспечения полного и своевременного охлаждения металла шва для образования идеально гладкого сварного шва.
Используйте соответствующее защитное оборудование.
Защитное оборудование
При сварке с подачей проволоки убедитесь, что у вас есть соответствующие средства защиты. Сварка MIG – это деликатный процесс, поскольку в некоторых случаях он приводит к образованию вредного дыма. Также повышается вероятность радиационных ожогов и поражения электрическим током. Для защиты вам потребуется:
Сварка MIG – это деликатный процесс, поскольку в некоторых случаях он приводит к образованию вредного дыма. Также повышается вероятность радиационных ожогов и поражения электрическим током. Для защиты вам потребуется:
- Комбинезон огнестойкий
- Сапоги защитные
- Рукавицы кожаные
- Сварочная маска с подачей воздуха
Вы должны быть защищены от возможных возгораний с помощью огнестойкой спецодежды.Электрическая дуга при сварке с подачей проволоки не всегда стабильна. Вначале, когда вы пытаетесь проверить настройки напряжения и силы тока, дуга может раскачиваться и навредить сварщику. В такой ситуации, если одежда сварщиков негорючая, они могут загореться.
СваркаMIG также выделяет много тепла, что может привести к сильным ожогам. Огнестойкая одежда пригодится для защиты от тепла, выделяемого во время процесса. Для дополнительной безопасности сварщик также должен носить кожаные рукавицы.
Кожаные рукавицы обеспечивают лучшую защиту по сравнению с перчатками. Они закрывают сварщика до локтя, что идеально подходит для такой опасной процедуры сварки. Все сварочные работы выделяют много тепла и потенциально могут вызвать серьезные ожоги сварщика. Мы рекомендуем вам всегда использовать кожаные рукавицы вместо перчаток.
Они закрывают сварщика до локтя, что идеально подходит для такой опасной процедуры сварки. Все сварочные работы выделяют много тепла и потенциально могут вызвать серьезные ожоги сварщика. Мы рекомендуем вам всегда использовать кожаные рукавицы вместо перчаток.
Защитная обувь – еще одно важное средство защиты. При сварке в вертикальном или верхнем положении небольшая или две капли металла шва могут упасть на землю под действием силы тяжести.В таких ситуациях возможность падения расплавленного металла на ноги сварщика представляет серьезную угрозу безопасности. Чтобы защитить себя, сварщики должны носить утвержденную защитную обувь.
И последнее, но самое главное, вам необходимо надеть соответствующий сварочный шлем. Сварочная маска выполняет две основные функции.
- Защищает глаза
- Обеспечивает безопасную дыхательную систему
Все виды дуговой сварки производят невероятно яркий свет. Близость дуги и сварщика создает реальную угрозу безопасности. Глядя на дугу невооруженным глазом, вы можете нанести непоправимый урон сетчатке. Каска с автоматическим затемнением не только защищает глаза, но и облегчает сварщику процесс.
Глядя на дугу невооруженным глазом, вы можете нанести непоправимый урон сетчатке. Каска с автоматическим затемнением не только защищает глаза, но и облегчает сварщику процесс.
Помимо линз с автоматическим затемнением, шлем должен иметь систему вентиляции с подачей воздуха, чтобы сварщик не мог вдыхать токсичные пары. Сварщик также должен учитывать зону своего дыхания и сохранять разумное расстояние от заготовки.
При использовании вытяжного устройства убедитесь, что вы устанавливаете сопло в правильном направлении, чтобы пары не выдувались вам в лицо.Вместо этого направьте экстрактор как можно дальше от зоны дыхания.
Перед началом процедуры сварки:
- Убедитесь, что вы осведомлены обо всех опасностях, связанных с процессом
- Всегда проверяйте свой шлем и другие средства индивидуальной защиты, чтобы убедиться, что они соответствуют требованиям процедуры сварки.
- Изучите оборудование и убедитесь, что вы знаете, как оно работает
- Перед началом сварки установите местное оборудование для вытяжной вентиляции и дыхания.
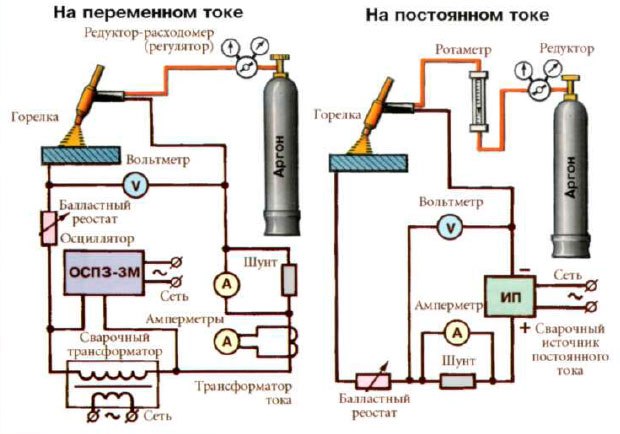
- Обязательно передайте информацию своим коллегам
Связанные вопросы
В чем разница между сварочным аппаратом MIG и устройством для подачи проволоки?
Сварщик MIG – это прежде всего то же самое, что и сварка с подачей проволоки.При сварке MIG в горелку вставляется присадочная металлическая проволока. Металлическая проволока катится вперед через ролики, установленные в оборудовании, и нагревается до плавления и образования сварного шва.
В чем разница между сварщиком TIG и сварщиком MIG?
При сварке MIG и TIG используется дуга. Единственная разница между ними – в способе использования дуги. Сварщик MIG использует подающую проволоку, которая проходит через горелку и создает искру. Он нагревается и плавится, образуя сварной шов.
При сваркеTIG вместо металлической проволоки используются длинные металлические стержни.
Что такое сварка MIG?
MIG – сварка металла в инертном газе. В нем используется электрическая дуга в сочетании со сплошным проволочным электродом. Дуга нагревает проволоку, которая плавится, заполняя сварные швы. Дуга также нагревает основной металл, чтобы обеспечить прочное соединение присадочного металла и заготовки. Полное название GMAW – это газовая дуговая сварка металлическим электродом, также известная как сварка с подачей проволоки.
В процессе также используется защитный газ, чтобы гарантировать, что металл не вступает в реакцию с газами в атмосфере, особенно с кислородом и азотом.
Для чего используется сварка MIG или сварка с подачей проволоки?
Любители, фермеры, владельцы ранчо и сварщики-любители используют сварку MIG, поскольку она относительно удобна в использовании. Некоторые даже говорят, что это похоже на использование клеевого пистолета. Хотя это не совсем так, этот процесс сравнительно проще, чем другие виды сварки.
Сварка с подачей проволоки подходит почти для всех ремонтных швов на материалах от 24 до 0,5 дюйма. Однако он не очень хорошо борется с ржавчиной, маслом и грязью, поэтому обязательно очистите и подготовьте рабочую поверхность заранее, чтобы обеспечить наилучшее качество сварки.
