
Как самостоятельно собрать импульсный сварочный аппарат
Функциональный и надёжный сварочный аппарат своими руками собрать не слишком сложно. Понадобятся элементарные навыки обращения с паяльником, умение читать электрические схемы. Впрочем, с помощью подробной инструкции даже новичок в состоянии сделать все необходимые действия правильно.
Компактный сварочный аппарат, созданный своими руками
Преимущества и особенности
С помощью сварки можно быстро создавать надёжные соединения металлических деталей, поэтому такая технология часто используется на практике.
Используя соответствующее оборудование, ремонтируют автомобили и садовую технику, восстанавливают целостность повреждённых конструкций и возводят новые сооружения. Наличие дома сварочного аппарата позволит не обращаться к дорогим услугам профессионалов. Но приобретение стандартного изделия в магазине сопряжено с достаточно большими затратами.
Сварочный аппарат фабричного производства
Если сделать сварочный аппарат дома самому, получится не только сэкономить. Личный подбор комплектующих, контроль выполнения рабочих операций, тщательная проверка – всё это обеспечит безупречное качество, ничем не уступающее фабричным аналогам. При возникновении неисправностей будет нетрудно восстановить функциональное состояние сварочного аппарата, без обращения в ремонтную мастерскую. Остаётся только правильно выбрать схему.
По многим параметрам предпочтительнее импульсный сварочный аппарат. Он вполне соответствует категории «мини», из-за компактных размеров.
Если собрать лёгкий и прочный корпус, оснастить его ремнём, то можно будет удерживать сварочный аппарат на плече в процессе сварки. Наиболее совершенные модели в состоянии дать ток 160-180 А, при маленьком весе. Аналогичный сварочный аппарат, собранный по «классической» схеме в несколько раз больше. Он весит от 12 кг и более.
Необходимый результат получают с помощью следующих преобразований:
- Ток из стандартной сети (220 V, 50-60 Гц) выпрямляется.

- Чтобы устранить паразитные пульсации используют фильтр.
- Далее с помощью транзисторов, выполняющих функции коммутаторов, ток преобразуется в переменный.
- Следующий этап, снижение напряжения, позволяет получить на выходе сварочного аппарата сильный ток, достаточный для сварочных процедур.
Чтобы упростить задачу, из состава оборудования исключают специальный механизм, который в автоматическом режиме обеспечивает подачу проволоки.
Следующая принципиальная схема сварочного аппарата нужна для создания в домашних условиях блока питания.
Схема блока питания, применяемая в домашних условиях
Чтобы трансформатор получился компактный и достаточно мощный, его наматывают на Ш-образном ферритовом сердечнике стандартным проводом ПЭВ.
Данные, которые обеспечат стабильность параметров сварочного аппарата
| Обмотка | Количество витков | Диаметр проводника, мм |
|---|---|---|
| Первичная | 100 | 0,3 |
| Вторичная №2 | 15 | 1 |
| Вторичная №3 | 15 | 0,2 |
| Вторичная №4 | 20 | 0,35 |
| Вторичная №5 | 20 | 0,35 |
Блок питания собран из стандартных деталей с применением типовых схемотехнических решений. Элементы крепят на плате из текстолита. Параметры единственного нестандартного изделия (трансформатора) приведены выше в таблице. При желании можно использовать иную принципиальную схему, обеспечивающую аналогичные параметры выходных токов и напряжений.
На рисунке ниже приведена принципиальная схема основного блока.
Импульсный сварочный аппарат – принципиальная схема
Особенности, которые нужно учитывать в процессе сборки основного блока сварочного аппарата дома:
- Если использовать стандартные данные, то выходная частота сварочного аппарата получится около 41-42 кГц. Чтобы повысить её на 8-10 кГц, можно сделать иное количество витков во вторичной обмотке трансформатора.

- Для намотки трансформатора сварочного аппарата используют широкие (40 мм) полоски из меди толщиной 0,3 мм. Их изолируют специальной промасленной бумагой. Такое решение применено с целью блокировки поверхностных токов. При высокой частоте они смещаются из центра проводника, что не позволяет использовать его оптимальным образом.
Дополнительной проблемой является одновременный сильный нагрев сварочного аппарата. Приходится существенно увеличивать слой изоляции, чтобы предотвратить пробой.
- Вторичная обмотка создаётся из медных полос, которые разделяют предварительно слоем плёнки, изготовленной из фторопласта. Этот материал устойчив к нагреву и обладает отличными изоляционными характеристиками.
- Несколько проще сделать вторичную обмотку трансформатора сварочного аппарата из многожильных проводов с диаметром жил от 0,4 до 0,6 мм. Такой вариант хуже. Между проводниками останутся промежутки воздуха, то есть участки с низким коэффициентом теплопередачи. Итоговая площадь обмотки (в сечении) получится гораздо больше.
Параметры изделий сварочного аппарата, которые необходимо собрать
| Изделие | Сердечник | Обмотки |
|---|---|---|
| Основной трансформатор | Ш20 х 28, феррит, 2000 нм | 12 и 4 витка, общая площадь сечений 10 и 30 мм. кв. соответственно |
| Дроссель (L2 на принципиальной схеме) | Ш20 х 28, феррит, 2000 нм | Пять витков, площадь сечения – 24 мм. кв. |
| Трансформатор токовый | Кольца ферритовые (2 шт.) 30 х 18 х 7 | Первичная – провод, проведённый через кольцо. Вторичная обмотка из провода 0,5 мм в диаметре, 86 витков. |
Мини-аппарат
При свободном расположении элементов на платах сварочного аппарата теплоотвод будет достаточным для нормального функционирования большинства деталей.
Хорошие условия для длительного сохранения работоспособности будут получены только при выполнении следующих условий:
- Для сборки силового моста используют два радиатора.

- Диоды сварочного аппарата HFA (25 и 30) можно изолировать типовыми прокладками из слюды.
- IRG4PC50W нагреваются сильнее, поэтому их крепят специальным составом ТС-10 или аналогом. Выполнять эту операцию будет удобнее, если приобрести термопасту в специальном шприце. Это приспособление пригодится для точного дозирования.
- В некоторых ситуациях импульсы тока способны создать резонансные колебания. Чтобы исключить такие явления сделать надо небольшую модернизацию стандартной схемы сварочного аппарата. Например, можно вставить сборку из конденсаторов между питанием 300 V и точкой соединения диодов моста.
- При покупке конденсаторов С15 (16) сварочного аппарата следует тщательно выбрать качественные изделия, созданные ответственными производителями. Затраты не будут чрезмерные. Но такая предусмотрительность снизит вероятность появления паразитных резонансных помех. Эти же конденсаторы, функционирующие полноценно, улучшат показатели производительности транзисторных ключей.
- Чтобы охлаждение сварочного аппарата было эффективным, помимо достаточного количества отверстий в корпусе, пригодится монтаж 2-3 вентиляторов.
Вентилятор, который применяется для охлаждения блока питания компьютера
Настройка и проверка мини-аппарата
Точное соблюдение инструкций поможет без ошибок собрать и настроить импульсный сварочный аппарат («мини») в домашних условиях:
- Начинают с подачи питающего напряжения на широтно-импульсный модулятор.
- Проверяют срабатывание реле сварочного аппарата К1 при полном заряде конденсаторного блока С9- С12. Эта цепь замыкает резистор R11, что снижает амплитуду скачка тока, когда аппарат включается. В нормальном состоянии реле срабатывает в интервале от 1 до 11 с., когда на ШИМ подано 15 V.
- На выходе этой платы проверяют наличие импульсов прямоугольной формы. Здесь понадобится осциллограф. Его можно взять в аренду, если нет планов последующего применения измерительной аппаратуры.

Как выглядит двухканальный осциллограф
- Далее надо посмотреть, какое напряжение на затворах транзисторов сварочного аппарата. Нормальный уровень будет в интервале от 15,9 до 16,1 V. Ниже – возможно. Превышение – недопустимо.
- В режиме холостого хода проверяется работа выпрямительного моста. Нужно, чтобы ток потребления не был больше 95 мА. Для этой операции используют напряжение 14-16 V.
- Чтобы убедиться в том, что фазы импульсов в обмотках соответствуют норме, также понадобится осциллограф. Сигнал для одного луча берут от первичной обмотки силового трансформатора сварочного аппарата. Для другого – от вторичной. При необходимости, корректируют амплитуды. Фазы (при разном напряжении) должны совпадать.
- Далее проверяют форму сигналов на выходе ключевых транзисторов сварочного аппарата. Максимальная амплитуда не должна превышать 325-335 V. Осциллограф подключается к эмиттеру и коллектору. На диодный мост подают питание через нагрузку. Её имитируют стандартной лампой накаливания мощностью 200 Вт. Частоту широтно-импульсного модулятора предварительно настраивают на 54 кГц. Это можно сделать с помощью осциллографа.
- Предыдущий пункт – предварительная настройка сварочного аппарата. После получения нужных параметров снижают медленно частоту модулятора до момента, пока на нижней половине импульса не образуется изгиб. Это свидетельство того, что трансформатор перенасыщен. На этом уровне фиксируют частоту. Её делят на два, полученное значение складывают с первичным параметром. Полученный результат – рабочая частота. Если 32 Гц – частота перенасыщения, то используют следующую цепочку вычислений: 32/2=16; 16+32=48 Гц (рабочая частота модулятора и трансформатора).
- В этом режиме замеряют ток потребления диодного моста сварочного аппарата. Он должен быть в пределах диапазона 140-160 мА. При пробое обмоток ток через нагрузку увеличится, контрольная лампа накаливания будет ярко светить.
- На выходе аппарата создают индуктивную нагрузку.
 Для этого подсоединяют проводник длиной 2-2,5 м.
Для этого подсоединяют проводник длиной 2-2,5 м. - Увеличивают проверочную нагрузку сварочного аппарата с помощью потребителя большой мощности. Подойдёт обычный бытовой электрический чайник с нагревательным элементом более 2 кВт. При замкнутом выходе аппарата проверят напряжение на нижнем ключе диодного моста. Оно должно быть менее 360 V (амплитуда сигнала проверяется с помощью осциллографа).
- В этом же режиме прислушиваются. Если зафиксирован шум, проверяют правильность фазировки датчика тока сварочного аппарата (кольцо на ферритовых сердечниках).
- Источниками помех могут быть: дроссель L2, силовые провода, основной трансформатор. Их компенсировать можно изменением расстояний, или установкой специальных экранов. Чувствительные элементы, воспринимающие электромагнитные колебания, это модулятор и оптроны.
- Далее увеличивают ток, изменяя сопротивление резистором R Контролируют расширение импульса на нижнем транзисторном ключе сварочного аппарата. Когда достигнуто максимальное значение, амплитуда не должна превышать 540 V.
- Предыдущую процедуру повторяют, отключив нагрузку. В том и другом случае контролируется отсутствие шумов.
После завершения перечисленных выше действий приступают к практическим испытаниям сварочного аппарата. Время рабочих операций увеличивают постепенно. Проверяют температуру радиаторов и силового трансформатора.
Видео
Сделать дома сварочный аппарат можно. Для этого необходимо точно воспроизвести технологии, описанные в статье. Нужно внимательно относиться ко всем этапам процесса, тщательно выполнять настройку. Эту принципиальную схему можно модернизировать, изменяя рабочую частоту и некоторые другие параметры. Чтобы аппаратом было удобно пользоваться, необходимо продумать конструкцию наплечных ремней, обеспечить хорошую устойчивость оборудования на поверхности.
Простой сварочный аппарат из микроволновки
Простой сварочный аппарат для электродуговой сварки может сделать каждый в домашних условиях, не применяя никакого специализированного оборудования или схем. Все что нам понадобиться это всего на всего две микроволновые печи, которые можно найти на свалке или два трансформатора из них.Разбираем микроволновки и вытаскиваем трансформаторы.
Эти трансформаторы повышающие, то есть преобразуют 220 Вольт в напряжение порядка 2,5 кВ, нужное для работы магнетрона. Поэтому вторичная обмотка у них содержит менее толстый провод и с большим количеством витком. Такой трансформатор имеет мощность порядка 1200 Вт.
Инструмент, который нам понадобиться для работы.
Изготовление простого сварочного аппарата из микроволновки своими руками
Берем трансформатор и закрепляем, чтобы он не двигался. Берем ножовку по металлу и срезаем вторичную обмотку с обеих сторон у обоих трансформаторов. Если решитесь повторить, то будьте осторожны, не повредите первичную обмотку.
Затем сверлим обмотку дрелью со сверлом по металлу, снимаем тем самым внутреннее напряжение металлов, чтобы было проще выбить остатки.
Выбиваем остатки намотки.
У нас получилось два трансформатора с обмотками на 220 В. Трансформатор с лева, над обмоткой, имеет токовый шунт, разделяющий обмотки. Для увеличения мощности их тоже нужно выбивать. Такая манипуляция повысит мощность трансформатора процентов на 20-25.
Ещё бывает между большими обмотками маленькая низковольтная обмотка из пары проводов – её тоже выкидываем.
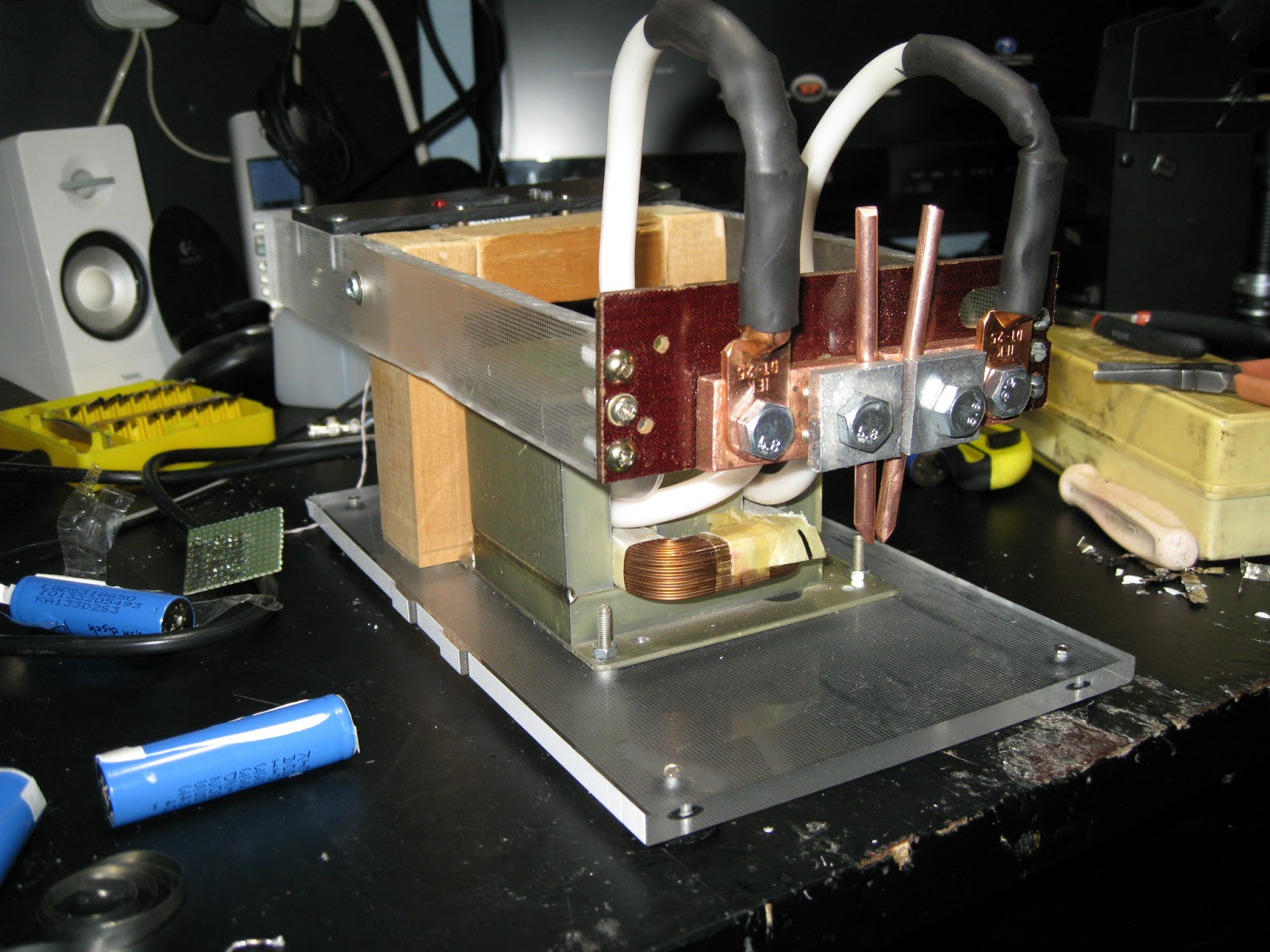
Берем многожильный провод в пластиковой изоляции сечением шесть квадратов и длиной 11-12 метров.
 Можно взять более многожильный провод, не грубый как у меня в примере.
Можно взять более многожильный провод, не грубый как у меня в примере.Я намотал примерно 17-18 витков на каждый трансформатор, в высоту 6 рядов и в толщину 3 слоя.
Обмотки включаются последовательно. Я мотал все одним проводом, но можно мотать каждый трансформатор в отдельности, а затем соединить. Вся намотка очень плотная, не должна болтаться.
После завершения намотки, подключаем высоковольтные обмотки на 220 В параллельно. Я использовал автомобильные наконечники, с изоляцией термоусадочной трубкой.
Включаю в сеть всю конструкцию, и замеряю напряжение на вторичке, которую намотал. Получилась порядка 31-32 Вольт.
Затем я взял деревянную доску и прикрутил оба трансформатора саморезами, чтобы получилось единое целое.
При сварке я буду использовать электроды 2,5 мм и варить две железки толщиной 2 мм.
Вот результат.
В принципе варить можно, но не долго, так как трансформаторы сильно нагреваются и поэтому после каждого электрода нужно дать время аппарату остыть.
Тока хватает, поэтому варить тонкий металл не особо получается, так как его просто режет. Для уменьшения тока в цепи можно использовать дроссель или балансный резистор. В роли резистора можно взять отрезок стальной проволоки, включив его в цепь низковольтной обмотки, и уже его длинной подбирать ток, настраивая ровность горения дуги.
Результатом я доволен, для домашних нужд вполне сгодиться, учитывая ещё то, что все фактически мне досталось бесплатно.
Сморите видео изготовления сварочного аппарата для дуговой сварки
Как сделать инверторный сварочный аппарат своими руками: схемы
Содержание статьи:
Инверторная сварка своими руками — это очень простоИнверторная сварка — это современное устройство, которое пользуется широкой популярностью благодаря небольшому весу аппарата и его габаритов.
Сварочный аппарат инверторного типа — это не что иное, как блок питания, тот, который сейчас применяется в современных компьютерах. На чем же основывается работа инвертора? В инверторе наблюдается следующая картина преобразования электрической энергии:
1) Напряжение, потребляемое из сети, преобразуется в постоянное.
2) Ток с постоянной синусоидой преобразовывается в переменный с высокой частотой.
3) Происходит снижение значения напряжения.
4) Происходит выпрямление тока с сохранением необходимой частоты.
Перечень таковых преобразований электрической цепи необходим для того, чтобы иметь возможность снизить массу аппарата и его габаритные размеры. Ведь, как известно, старые сварочные аппараты, принцип которых основывается на снижении величины напряжения и увеличения силы тока на вторичной обмотке трансформатора. В результате благодаря высокому значению силы тока наблюдается возможность дугового сваривания металлов. Для того чтобы сила тока увеличивалась, а напряжение снижалось, на вторичной обмотке уменьшается число витков, но при этом увеличивается сечение проводника. В результате можно заметить, что сварочный аппарат трансформаторного типа не только имеет значительные габариты, но и приличный вес.
Для решения проблемы был предложен вариант реализации сварочного аппарата посредством инверторной схемы. Принцип инвертора основывается на увеличении частоты тока до 60 или даже 80 кГц, тем самым осуществляя снижение массы и габаритов самого устройства.
Транзисторы обеспечивают сообщение между собой с частотой около 60-80 кГц. На схему питания транзисторов приходит постоянное значение тока, что обеспечивается благодаря применению выпрямителя. В качестве выпрямителя используется диодный мост, а выравнивание значения напряжения обеспечивают конденсаторы.
Переменный ток, который передается после прохождения через транзисторы на понижающий трансформатор. Но при этом в качестве трансформатора используется в сотни раз уменьшенная катушка. Почему используется катушка, потому как частота тока, которая подается на трансформатор, уже увеличена в 1000 раз благодаря полевым транзисторам. В результате получаем аналогичные данные, как и при работе трансформаторной сварки, только с большой разницей в весе и габаритах.
Чтобы собрать самостоятельно инверторную сварку, нужно знать, что схема рассчитывается, прежде всего, на потребляющее напряжение величиной 220 Вольт и током на 32 Ампера. Уже после преобразования энергии на выходе ток будет увеличен почти в 8 раз и будет достигать 250 Ампер. Такого тока достаточно для того, чтобы создать прочный шов электродом на расстоянии до 1 см. Для реализации блока питания инверторного типа потребуется воспользоваться следующими составляющими:
1) Трансформатор, состоящий из ферритного сердечника.
2) Обмотка первичного трансформатора со 100 витками провода диаметром 0,3 мм.
3) Три вторичных обмотки:
— внутренняя: 15 витков и диаметром провода 1 мм;
— средняя: 15 витков и диаметром 0,2 мм;
— наружная: 20 оборотов и диаметром 0,35 мм.
Кроме того, чтобы собрать трансформатор, потребуются следующие элементы:
— медные провода;
— стеклоткань;
— текстолит;
— электротехническая сталь;
— хлопчатобумажный материал.
Для того, чтобы понимать, что вообще собой представляет сварочный инверторный аппарат, необходимо рассмотреть схему, представленную ниже.
Электрическая схема инверторной сварки
Все эти компоненты необходимо объединить и тем самым получить сварочный аппарат, который будет незаменимым помощником при выполнении слесарных работ. Ниже представлена принципиальная схема инверторной сварки.
Схема блока питания инверторной сварки
Плата, на которой находится блок питания аппарата, монтируется отдельно от силовой части. Разделителем между силовой частью и блоком питания выступает металлический лист, подсоединенный к корпусу агрегата электрически.
Для управления затворками применяются проводники, припаивать которые нужно поблизости транзисторов. Эти проводники соединяются между собой парно, а сечение этих проводников не играет особой роли. Единственное, что важно учитывать — это длина проводников, которая не должна превышать 15 см.
Для человека, который не знаком с основами электроники, прочесть такого рода схему проблематично, не говоря уже о назначении каждого элемента. Поэтому если у вас нет навыков работы с электроникой, то лучше попросить знакомого мастера помочь разобраться. Вот, к примеру, ниже изображена схема силовой части инверторного сварочного аппарата.
Схема силовой части инверторной сварки
Как собрать инверторную сварку: поэтапное описание + (Видео)Для сборки инверторного сварочного аппарата необходимо выполнить следующие этапы работы:
1) Корпус. В качестве корпуса для сварки рекомендуется воспользоваться старым системником от компьютера. Он подходит лучше всего, так как в нем имеется необходимое количество отверстий для вентиляции. Можно использовать старую 10-литровую канистру, в которой можно вырезать отверстия и разместить кулера. Для увеличения прочности конструкции из корпуса системника необходимо разместить металлические уголки, которые закрепляются с помощью болтовых соединений.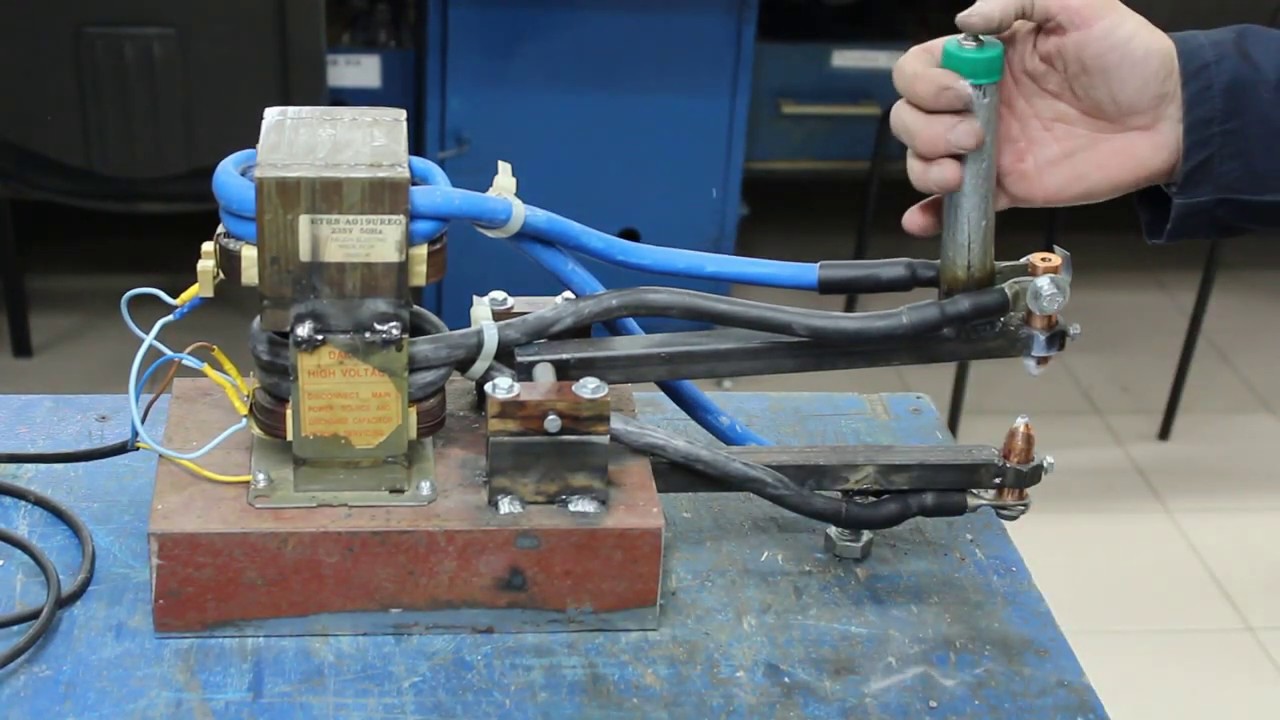
2) Сборка блока питания. Важным элементом блока питания является именно трансформатор. В качестве основы трансформатора рекомендуется воспользоваться ферритом 7х7 или 8х8. Для первичной обмотки трансформатора необходимо осуществить намотку проволоки по всей ширине сердечника. Такая немаловажная особенность влечет за собой улучшение работы устройства при появлении перепадов напряжения. В качестве проволоки обязательно нужно использовать медные провода марки ПЭВ-2, а в случае отсутствия шины, провода соединяются в один пучок. Стеклоткань используется для изоляции первичной обмотки. Сверху после слоя стеклоткани необходимо намотать витки экранирующих проводов.
Трансформатор с первичной и вторичной обмотками для создания инверторной сварки
3) Силовая часть. В качестве силового блока выступает понижающий трансформатор. В качестве сердечника для понижающего трансформатора применяются два вида сердечников: Ш20х208 2000 нм. Между обоими элементами важно обеспечить зазор, что решается путем расположения газетной бумаги. Для вторичной обмотки трансформатора характерно наматывание витков в несколько слоев. На вторичную обмотку трансформатора необходимо укладывать три слоя проводов, а между ними устанавливаются прокладки из фторопласта. Между обмотками важно расположить усиленный изоляционный слой, который позволит избежать пробоя напряжения на вторичную обмотку. Необходимо установить конденсатор напряжением не менее 1000 Вольт.
Трансформаторы для вторичной обмотки от старых телевизоров
Чтобы обеспечить циркуляцию воздуха между обмотками, необходимо оставить воздушный зазор. На ферритовом сердечнике собирается трансформатор тока, который включается в цепь к плюсовой линии. Сердечник необходимо обмотать термобумагой, поэтому в качестве этой бумаги лучше всего использовать кассовую ленту. Выпрямительные диоды крепятся к алюминиевой пластине радиатора. Выходы этих диодов следует соединить неизолированными проводами, сечение которых составляет 4 мм.
3) Инверторный блок. Главным предназначением инверторной системы — это преобразование постоянного тока в переменный с высокой частотой. Для обеспечения повышения частоты и применяют специальные полевые транзисторы. Ведь именно транзисторы работают на открытие и закрытие с высокой частотой.
Рекомендуется использовать не один мощный транзистор, а лучше всего реализовывать схему на основании 2 менее мощных. Это нужно для того, чтобы иметь возможность стабилизации частоты тока. В схеме не обойтись и без конденсаторов, которые соединяются последовательно и дают возможность решить такие проблемы:
Инвертор на алюминиевой пластине
4) Система охлаждения. На стенке корпуса следует установить вентиляторы охлаждения, а для этого можно использовать компьютерные кулера. Необходимы они для того, чтобы обеспечить охлаждение рабочих элементов. Чем больше вентиляторов будет использовано, тем лучше. В частности, обязательно требуется установить два вентилятора для обдува вторичного трансформатора. Один кулер будкт обдувать радиатор, тем самым не допуская перегрева рабочих элементов — выпрямительных диодов. Диоды монтируются на радиаторе следующим образом, как показано на фото ниже.
Выпрямительный мост на радиаторе охлаждения
Рекомендуется воспользоваться таким вспомогательным элементом, как термодатчик.
Фото терморегулятора
Его рекомендуется устанавливать на самом нагревающемся элементе. Этот датчик будет срабатывать при достижении критической температуры нагрева рабочего элемента. При его срабатывании будет отключаться питание инверторного устройства.
Мощный вентилятор для охлаждения инверторного устройства
При работе инверторная сварка очень быстро нагревается, поэтому наличие двух мощных кулеров является обязательным условием. Эти кулеры или вентиляторы располагаются на корпусе устройства, чтобы они работали на вытяжку воздуха.
Поступать свежий воздух в систему будет благодаря отверстиям в корпусе устройства. В системном блоке эти отверстия уже имеются, а если вы используете любой другой материал, то не забудьте обеспечить приток свежего воздуха.
В системном блоке эти отверстия уже имеются, а если вы используете любой другой материал, то не забудьте обеспечить приток свежего воздуха.
5) Пайка платы является ключевым фактором, так как именно на плате основывается вся схема. На плате диоды и транзисторы важно устанавливать на встречном направлении друг к другу. Плата монтируется непосредственно между радиаторами охлаждения, с помощью чего соединяется вся цепь электроприборов. Питающая цепь рассчитывается на напряжение 300 В. Дополнительное расположение конденсаторов емкостью 0,15 мкФ дает возможность сброса избыточной мощности обратно в цепь. На выходе трансформатора располагаются конденсаторы и снабберы, с помощью которых осуществляется гашение перенапряжений на выходе вторичной обмотки.
6) Настройка и отладка работы. После того, как инверторная сварка будет собрана, потребуется провести еще несколько процедур, в частности, настроить функционирование агрегата. Для этого следует подключить к ШИМ (широтно-импульсный модулятор) напряжение в 15 Вольт и запитать кулер. Дополнительно включается в цепь реле через резистор R11. Реле включается в цепь для того, чтобы избежать скачков напряжения в сети 220 В. Обязательно важно провести контроль за включением реле, после чего подать питание на ШИМ. В результате должна наблюдаться картина, при которой должны исчезнуть прямоугольные участки на диаграмме ШИМ.
Устройство самодельного инвертора с описанием элементов
Судить о правильности соединения схемы можно в том случае, если во время настройки реле выдает 150 мА. В случае, когда же наблюдается слабый сигнал, то это говорит о неправильности соединения платы. Возможно, имеется пробой одной из обмоток, поэтому для устранения помех потребуется укоротить все питающие электропровода.
Инверторная сварка в корпусе системного блока от компьютера
Проверка работоспособности устройства
После проведения всех сборочных и отладочных работ остается только провести проверку работоспособности получившегося сварочного аппарата. Для этого запитывается прибор от электросети 220 В, затем задается высокие показатели силы тока и по осциллографу осуществляется сверка показаний. В нижней петле напряжение должно быть в переделах 500 В, но не более 550 В. Если все выполнено правильно со строгим подбором электроники, тогда показатель напряжения не превысит значения в 350 В.
Итак, теперь можно проверить сварку в действии, для чего используем необходимые электроды и осуществляем раскраивание шва до полного выгорания электрода. После этого важно проконтроллировать температуру трансформатора. Если трансформатор попросту закипает, тогда схема имеет свои недочеты и лучше далее не продолжать рабочий процесс.
После раскраивания 2-3 швов радиаторы нагреются до высокой температуры, поэтому после этого важно дать возможность им остыть. Для этого достаточно 2-3 минутной паузы, в результате чего температура понизится до оптимального значения.
Проверка сварочного аппарата
Как пользоваться самодельным аппаратомПосле включения в цепь самодельного аппарата, контроллер в автоматическом режиме задаст определенную силу тока. При напряжении провода менее 100 Вольт, то это говорит о неисправности устройства. Придется разобрать аппарат и снова повторно провести проверку правильности сборки.
С помощью такого вида сварочных аппаратов можно осуществлять спайку не только черных, но и цветных металлов. Для того чтобы собрать сварочный аппарат, потребуется не только владение основами электротехники, но и свободное время для реализации задумки.
Инверторная сварка — незаменимая вещь в гараже у любого хозяина, поэтому если вы еще не обзавелись таким инструментом, то вы можете сделать его самостоятельно.
Как сделать сварочный аппарат своими руками
Купить сварочный аппарат сегодня — задача несложная, ведь это оборудование широко доступно в специализированных магазинах, в том числе в интернете. Однако все же бывают ситуации, когда такой возможности нет, зато есть смекалка, умелые руки и необходимые запчасти. Используя эти ресурсы, можно собрать вполне функциональный сварочный аппарат переменного тока из подручных средств. Конечно, такое оборудование будет уступать профессиональным моделям, однако в экстренных ситуациях сможет хотя бы на время выручить.
Используя эти ресурсы, можно собрать вполне функциональный сварочный аппарат переменного тока из подручных средств. Конечно, такое оборудование будет уступать профессиональным моделям, однако в экстренных ситуациях сможет хотя бы на время выручить.
Какие материалы необходимы?
В основе конструкции любого сварочного аппарата лежит трансформатор — устройство для преобразования электрического тока. Его можно “добыть” из ненужного электрического оборудования (например, СВЧ-печи) и затем несколько модифицировать для достижения оптимальных значений, но если такой возможности нет, то вам понадобятся:
- листы трансформаторного железа с высоким показателем магнитной проводимости для сердечника;
- медный провод в стеклотканной или хлопчатобумажной изоляции для изготовления первичной и вторичной обмотки;
- текстолит или электротехнический картон для катушек, на которые будет наматываться кабель;
- стеклоткань, электротехническая бумага и лак, используемые в качестве изоляционного материала.
Также понадобится толстая фанера, оргалит или любой другой прочный изолирующий материал для изготовления корпуса, стандартный набор электромонтажного инструмента, ножницы для резки металла. В покупных сварочных аппаратах имеются дополнительные элементы, позволяющие регулировать выходную силу тока, напряжение и другие параметры. Если такой роскоши в вашем случае не имеется — не беда, “настройку” характеристик импровизированного сварочного аппарата можно осуществить путем изменения числа витков обмотки.
Перед тем, как сделать сварочный аппарат своими руками, необходимо определить следующие показатели:
- площадь поперечного сечения сердечника;
- толщина медного провода;
- количество витков и слоев обеих обмоток.
Подробно рассчитывать эти показатели в статье не имеет смысла — если вы занимаетесь сваркой, вам не составит труда сделать это самостоятельно. После того, как все математические расчеты выполнены, можно приступать непосредственно к сборке самого аппарата.
Схема изготовления
Процедура сборки самодельного сварочного аппарата выполняется в несколько этапов:
- Изготовление сердечника. Для этого элемента необходимо нарезать из трансформаторного железа одинаковые П-образные пластины. Такая форма наиболее удобна для ровного наложения обмотки. Стандартная площадь сечения сердечника для бытового сварочного аппарат составляет 50 кв. см.
- Выполнение обмотки. Предварительно изготовьте из текстолита или плотного картона аккуратные катушки, которые свободно надеваются на сердечник. Затем поочередно наматывайте ровными витками сначала первичную обмотку (используя кабель с сечением 5-7 кв. мм), затем — вторичную (сечение провода — 25-30 кв. мм). Между слоями обмотки обязательно прокладывайте полоски пропитанной лаком бумаги для изоляции.
- Сборка аппарата. Из толстой фанеры, оргалита или другого прочного изоляционного материала изготовьте корпус, предусмотрев в нем крепления для трансформатора и клемм подключения соединительных кабелей. Корпус желательно делать полностью закрытым, но легкоразборным — он защитит оборудование от воздействия внешних факторов и одновременно обеспечит свободный доступ к “внутренностям” аппарата.
- Настройка аппарата.Изготовленную сварочную установку необходимо настроить. Для этого подключите ее к сети и измерьте напряжение на вторичной обмотке — оно должно составлять 60-65 В. Если вольтметр показывает другие значения, домотайте или снимите столько обмотки, чтобы этот показатель находился в данном интервале.
Зная, как собрать такой аппарат, вы сможете выполнить простейшие сварочные работы в бытовых условиях. Однако ожидать от такого оборудования высокого качества сварки все же не стоит. Для профессиональных работ можно заказать сварочные установки в интернет-магазине SVAGA – в его каталоге имеются аппараты на переменном и постоянном токе, инверторные, трехфазные модели.
Сварочный аппарат постоянного тока своими руками: моя схема
20 лет назад по просьбе товарища собирал ему надежный сварочник для работы от сети 220 вольт. До этого у него были проблемы с соседями из-за просадки напряжения: требовался экономный режим с регулировкой тока.
До этого у него были проблемы с соседями из-за просадки напряжения: требовался экономный режим с регулировкой тока.
После изучения темы в справочниках и обсуждения вопроса с коллегами подготовил электрическую схему управления на тиристорах, смонтировал ее.
В этой статье на основе личного опыта рассказываю, как собрал и настроил сварочный аппарат постоянного тока своими руками на базе самодельного тороидального трансформатора. Она получилась в виде небольшой инструкции.
Схема и рабочие эскизы у меня остались, но фотографии привести не могу: цифровых аппаратов тогда не было, а товарищ переехал.
Содержание статьи
Универсальные возможности и выполняемые задачи
Товарищу требовался аппарат для сварки и резки труб, уголков, листов разной толщины с возможностью работы электродами 3÷5 мм. О сварочных инверторах в то время не знали.
Остановились на конструкции постоянного тока, как более универсальной, обеспечивающей качественные швы.
Тиристорами убрали отрицательную полуволну, создав пульсирующий ток, но сглаживанием пиков до идеального состояния заниматься не стали.
Схема управления выходным током сварки позволяет регулировать его величину от небольших значений для сварки вплоть до 160-200 ампер, необходимых при резке электродами. Она:
- изготовлена на плате из толстого гетинакса;
- закрыта диэлектрическим кожухом;
- смонтирована на корпусе с выводом рукоятки регулировочного потенциометра.
Вес и габариты сварочного аппарата по сравнению с заводской моделью получились меньшими. Разместили его на небольшой тележке с колесиками. Для смены места работы один человек свободно перекатывал его без особых усилий.
Провод питания через удлинитель подключали к разъему вводного электрического щитка, а шланги для сварки просто наматывали на корпус.
Простая конструкция сварочного аппарата постоянного тока
По принципу монтажа можно выделить следующие части:
- самодельный трансформатор для сварки;
- цепь его питания от сети 220;
- выходные сварочные шланги;
- силовой блок тиристорного регулятора тока с электронной схемой управления от импульсной обмотки.
Импульсная обмотка III расположена в зоне силовой II и подключается через конденсатор С. Амплитуда и длительность импульсов зависят от соотношения числа витков в емкости.
Как сделать самый удобный трансформатор для сварки: практические советы
Теоретически можно использовать любую модель трансформатора для питания сварочного аппарата. Главные требования к нему:
- обеспечивать напряжение зажигания дуги на холостом ходу;
- надежно выдерживать ток нагрузки во время сварки без перегрева изоляции от длительной работы;
- отвечать требованиям электрической безопасности.
На практике мне встречались разные конструкции самодельных или заводских трансформаторов. Однако все они требуют проведения электротехнического расчета.
Я уже давно пользуюсь упрощенной методикой, которая позволяет создавать довольно надежные конструкции трансформатора среднего класса точности. Этого вполне достаточно для бытовых целей и блоков питания радиолюбительских устройств.
Она описана у меня на сайте в статье об изготовлении трансформаторного паяльника Момент своими руками. Это усредненная технология. Она не требует уточнения сортов и характеристик электротехнической стали. Мы их обычно не знаем и учесть не можем.
Особенности изготовления сердечника
Умельцы делают магнитопровды из электротехнической стали всевозможных профилей: прямоугольного, тороидального, сдвоенного прямоугольного. Даже мотают витки провода вокруг статоров сгоревших мощных асинхронных электродвигателей.
У нас была возможность пользоваться списанным высоковольтным оборудованием с демонтированными трансформаторами тока и напряжения. Взяли от них полосы электротехнической стали, сделали из них два кольца — бублика. Площадь поперечного сечения каждого по расчетам составила 47,3 см2.
Их изолировали лакотканью, скрепили хлопчатобумажной лентой, образовав фигуру лежащей восьмерки.
Сверху усиленного изоляционного слоя стали мотать провод.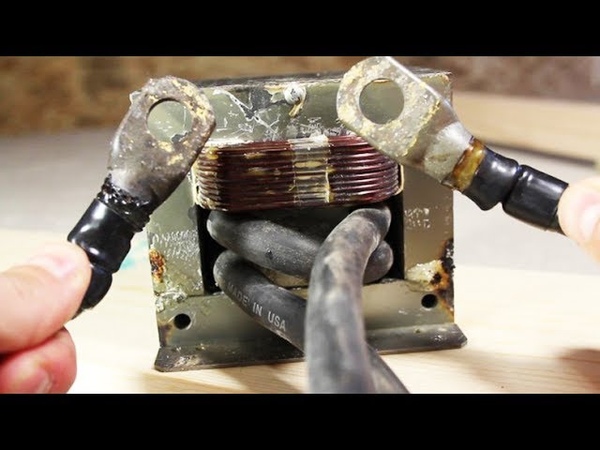
Секреты устройства обмотки питания
Провод для любой цепи должен быть с хорошей, прочной изоляцией, рассчитанной на длительную работу при нагреве. Иначе во время сварки она просто сгорит. Мы исходили из того, что было под рукой.
Нам достался провод с изоляцией лаком, закрытой сверху тканевой оболочкой. Его диаметр — 1,71 мм маловат, но металл — медь.
Поскольку другого провода просто не было, то стали обмотку питания делать из него двумя параллельными магистралями: W1 и W’1 с одинаковым числом витков — 210.
Бублики сердечника монтировали плотно: так они имеют меньшие габариты и вес. Однако, проходное сечение для провода обмоток тоже ограничено. Монтаж затруднен. Поэтому каждую полуобмотку питания разнесли на свои кольца магнитопровода.
Таким способом мы:
- вдвое увеличили поперечное сечение провода обмотки питания;
- сэкономили место внутри бубликов для размещения силовой обмотки.
Выравнивание провода
Получить плотную намотку можно только из хорошо выровненной жилы. Когда мы снимали проволоку со старого трансформатора, то она получилась искривленной.
Прикинули в уме необходимую длину. Конечно же ее не хватило. Каждую обмотку пришлось делать из двух частей и сращивать винтовым зажимом прямо на бублике.
Провод растянули на улице по всей длине. Взяли в руки пассатижи. Зажали ими противоположные концы и потянули с силой в разные стороны. Жила получилась хорошо выровненной. Скрутили ее кольцом с диаметром около метра.
Технология намотки провода на тор
Для обмотки питания мы использовали метод намотки ободом или колесом, когда из провода делается кольцо большого диаметра и заводится внутрь тора вращением по одному витку.
Этот же принцип используется при надевании заводного кольца, например, на ключ или брелок. После того, как колесо заведено внутрь бублика его начинают постепенно раскручивать, укладывая и фиксируя провод.
Этот процесс хорошо показал Дмитрий Волжский в своем видеоролике «Намотка первичной обмотки тороидальных трансформаторов».
Эта работа трудная, кропотливая, требует усидчивости и внимания. Провод надо плотно укладывать, считать, контролировать процесс заполнения внутренней полости, вести запись намотанного количества витков.
Как мотать силовую обмотку
Для нее мы нашли медный провод подходящего сечения — 21 мм2. Прикинули длину. Она влияет на число витков, а от них зависит напряжение холостого хода, необходимое для хорошего зажигания электрической дуги.
Обычно справочники рекомендуют 60-70 вольт. Нам один опытный сварщик сказал, что в нашем случае будет достаточно 50. Решили проверить, а если не хватит, то дополнительно увеличить обмотку.
Сделали 48 витков со средним выводом. Итого получилось на бублике три конца:
- средний — для прямого подключения «плюса» к сварочному электроду;
- крайние — на тиристоры и после них на массу.
Поскольку бублики скреплены и на них уже по краям колец смонтированы обмотки питания, то намотку силовой цепи выполняли методом «челнока». Выровненный провод сложили змейкой и просовывали для каждого витка через отверстия бубликов.
Отпайку средней точки выполнили винтовым соединением с его изоляцией лакотканью.
Надежная схема управления сварочным током
В работе участвуют три блока:
- стабилизированного напряжения;
- формирования высокочастотных импульсов;
- разделения импульсов на цепи управляющих электродов тиристоров.
Стабилизация напряжения
От обмотки питания трансформатора 220 вольт подключен дополнительный трансформатор с напряжением на выходе порядка 30 В. Оно выпрямляется диодным мостом на основе Д226Д и стабилизируется двумя стабилитронами Д814В.
В принципе здесь может работать любой блок питания с аналогичными электрическим характеристиками тока и напряжения на выходе.
Импульсный блок
Стабилизированное напряжение сглаживается конденсатором С1 и подается на импульсный трансформатор через два биполярных транзистора прямой и обратной полярности КТ315 и КТ203А.![]()
Транзисторы генерируют импульсы на первичную обмотку Тр2. Это импульсный трансформатор тороидального типа. Он выполнен на пермаллое, хотя можно использовать и ферритовое кольцо.
Намотка трех обмоток проводилась одновременно тремя отрезками провода диаметром 0,2 мм. Сделано по 50 витков. Полярность их включения имеет значение. Она показана точками на схеме. Напряжение на каждой выходной цепи порядка 4 вольт.
Обмотки II и III включены в цепь управления силовыми тиристорами VS1, VS2. Их ток ограничивается резисторами R7 и R8, а часть гармоники обрезается диодами VD7, VD8. Внешний вид импульсов мы проверили осциллографом.
В этой цепочке резисторы надо подбирать под напряжение импульсного генератора так, чтобы его ток надежно управлял работой каждого тиристора.
Ток отпирания 200 мА, а отпирающее напряжение — 3,5 вольта.
Регулирование тока сварки
Переменный резистор R2 своим сопротивлением определяет положение каждого импульса, пропускаемого через управляющий электрод тиристора. От него зависит форма пульсирующего тока на выходе силовой схемы сварочного аппарата.
Пульсации полусинусоид могут проходить полностью, когда ток сварки выставляется максимальным или обрезаться практически до нуля.
Личные впечатления от эксплуатации
Когда был изготовлен сварочный аппарат постоянного тока своими руками, то мы приступили к изучению его возможностей. Первым делом поэкспериментировали с полярностью подключения электрода и выявили закономерность.
На электрод можно подавать «плюс» — прямая полярность или «минус» — обратная. В этом случае меняется глубина провара шва. При обратной полярности она возрастает примерно на 40-50%.
Наш сварочный аппарат позволяет варить электродами 3 мм, обеспечивая ток сварки 80 ампер довольно длительное время. Нагрев конструкции не превышает рабочих режимов. При этом нагрузка в сети бытовой проводки поддерживается на уровне до 20 А.
Если возникает необходимость пользоваться электродами 4 мм или увеличивать сварной ток, то приходится организовывать перерывы в работе для охлаждения аппарата. Оно у нас естественное: за счет щелей и отверстий.
Оно у нас естественное: за счет щелей и отверстий.
Систему охлаждения можно усилить принудительной вентиляцией, выполнив обдув. Но мы этим вопросом не занимались.
Показываю отсканированный рукописный текст сохранившегося документа. Он может пригодиться для повторения.
А сейчас рекомендую посмотреть видеоролик владельца zxDTCxz «Сварочный аппарат на основе тороидального магнитопровода». В нем есть много полезных рекомендация.
Если же у вас все-таки остались вопросы по теме, то задавайте их в комментариях, я отвечу.
Полезные товары Полезные сервисы и программысхема конструкции и особенности сборки
Во время ремонта или строительства часто требуются сварочные работы для соединения металлических конструкций. На сегодняшний день в продаже имеются различные модели аппаратов, не схожих по цене и конструктивным данным. Чтобы сэкономить время и деньги, можно изготовить самодельный сварочный аппарат с созданием определенного типа напряжения.
Технические особенности оборудования
Принцип рабочего действия сварочных аппаратов может быть основан на подаче постоянного и переменного тока.Последний вариант предназначен для малообъемных работ по соединению частей из металла небольшой толщины. Сварочная дуга, имеющая постоянный ток, считается более выносливой, потому как процесс пайки может проводиться на двух полярных полях: обратного и прямого напряжения. Во время сварки можно воспользоваться электродной проволокой без обмотки или применить электроды.
Для стойкости сварочной дуги, имея небольшое напряжение, рекомендовано совершать завышенную подачу тока при холостой сварочной обмотке.
Оборудование для пайки работает от электропитания с выходом в 220 В. Оборудование имеет мощные показатели по электротехническ
Выбор обмотки
Для первичной обмотки используют медную проволоку толстого диаметра, покрытой изоляционным материалом на основе стеклоткани. Можно применять также провода, имеющие прорезиненную основу. Не рекомендуются к эксплуатации шнуры, которые покрыты полихлорвинилом.
Вторичная обмотка должна состоять из 67-70 витков медной проволоки с насечками в 35 мм. Можно брать многоуровневый сетевой шнур или гибкий многоуровневый кабель. Изоляционный материал должен иметь теплостойкую и надежную основу.
Процесс изготовления оборудования
Чтобы не терять время на поиск тонкого провода, изготовленного из меди, стоит приобрести готовое трансформаторное устройство с выходом в 9А или взять за основу магнитный шнур от неиспользуемого лабораторного трансформатора. Для этого потребуется:
Избавиться от лишней арматуры и заграждений, чтобы добраться до старой обмотки и удалить ее.
Магнитный шнур необходимо отсоединить от обмоточных слоев с помощью электрокартона или лаковой ткани.
Трансформаторное устройство для сварки содержит первичный и вторичный обмоточный ряд. На первом этапе нужно совершить обмотку всего провода. Между обмоточным материалом следует встроить изоляционный материал.
Вторичная обмотка состоит из наматывания медной проволоки, помещенной в хлопчатобумажную ленту. Вторичная обмотка располагается поверх первичной и состоит из 45 витков.
Внутри шнур наматывается плотно друг к другу, а с внешней стороны он должен иметь зазоры. Это необходимо для охлаждения и равномерного распределения.
На создание самостоятельного оборудования понадобится несколько человек. Один человек обязан аккуратно, не зацепив соседних витков, протянуть и закрепить шнур. Напарник в это время должен придержать свободный конец провода, следя за его ровностью. В итоге должен получиться аппарат с выходом тока в 50-185 Ампер.
Если имеется готовый трансформатор на 9 Ампер, его нужно проверить на исправность обмотки — это поможет быстрей собрать сварочный прибор.
Если в качестве первичной обмотки брать готовую медную катушку, то можно в течение часа создать готовый трансформатор с выходом тока в 70-150 Ампер.
Для осуществления быстрого процесса потребуется провести демонтаж ограждений, платы постоянного тока и арматурного крепления. Выходы, имеющие 220В, необходимо пометить маркером. Остальные выходные части провода стоит изолировать и пригнуть к магнитному носителю. Монтаж осуществляется точно так же, как в первом случае, но с применением медной проволоки одинаковой длины и сечением.
Заключительный этап сборки
Готовый трансформатор помещают в специальный защитный кожух с изоляцией. Шнур первичной обмотки подводят к электропитанию в 220В кабелем. В приборе необходимо заранее вмонтировать автовыключатель для остановки аппарата.
Вторичную обмотку соединяют с гибким изолированным электропроводом. К первому проводу подсоединяют электродный держатель, а ко второму — сварочную панель. Второй, в целях безопасности, необходимо заземлить. В обязательном порядке должны быть такого рода элементы, как каска с защитным стеклом, спецодежда и перчатки.
Готовый сварочный аппарат на протяжении всей эксплуатации необходимо защищать от влаги и не допускать перегрева. Как видите, смастерить самодельное сварочное оборудование не так уж сложно, если иметь представление о технологии его изготовления.
Похожие статьиСварочный аппарат для сварки мелких деталей своими руками
Довольно часто в практике любого хозяина возникает необходимость соединить металлические детали. Один из таких способов соединения – это сварка. Но что делать, если нет сварочного аппарата? Конечно, можно его приобрести, но можно и изготовить самый простейший аппарат самому, причем практически за полчаса.
Пролог
Простейший прототип сварочного аппарата – осветительный электродуговой проектор – использовался еще в середине ХХ-го века в киностудиях во время съемок фильмов.
В домашних условиях, возможно, сделать простой раритетный самодельный сварочный аппарат из автотрансформатора мощностью 200 Вт. (Примерная схема автотрансформатора приведена на рисунке). Выходное напряжение регулируется за счет перестановки телевизионной вилки в гнездах.
На вторичной обмотке трансформатора необходимо найти два вывода, на которых напряжение будет около 40 В. К этим выводам остается подсоединить графитовые электроды и сварочный аппарат готов! Правда нужно учитывать, что при использовании такого автотрансформатора в сварочных целях желательно хорошо знать основы электробезопасности, поскольку не обеспечивается гальваническая развязка с электросетью.
Область применения такого самодельного сварочного аппарата довольно широкая: от сварки металлических изделий до закалки рабочих поверхностей инструмента.
Примеры применения Вольтовой дуги
В практике радиолюбителей временами возникает необходимость в сваривании или очень сильном разогреве мелких деталей. В таких случаях нет необходимости в применении серьезного сварочного аппарата, т.к. чтобы создать высокотемпературную плазму не обязательно иметь специальное оборудование.
Рассмотрим несколько примеров практического применения Вольтовой дуги.
Сварка накала магнетрона с питающими шинами
В этом случае сварка просто необходима, хотя многие, при встрече с такой трудностью, производят замену магнетрона. А ведь чаще всего бывают лишь две неисправности: обрывается накал в точке (поз.1) и выходят из строя из-за пробоя проходные конденсаторы (поз.2).
На рисунке магнетрон от микроволновой печи «Kenwood», который проработал после ремонта более двадцати лет.
Ремонт термопары своими руками
Конечно, изготовить термопару – дело совсем безнадежное, однако бывает, что нужно ее отремонтировать в случае облома «шарика». Обычно такие термопары встречаются в мультиметрах, у которых есть режим замера температуры
Нагревание высокоуглеродистой стали
В случае необходимости изменения формы пружины или проделывания отверстия следует учитывать, что закаленная пружина имеет слишком высокую твердость для сверления и слишком хрупкая для пробивания отверстия при помощи пробойника.
А в случае закалки стального инструмента (изготовленного из инструментальной стали) достаточно нагреть рабочую поверхность до малинового цвета и охладить в ванночке с машинным маслом. На рисунке изображено закаленное жало отвертки после механической обработки рабочей кромки.
Как получить Вольтовую дугу?
Мелкие сварочные работы можно выполнять при помощи трансформатора мощностью от 200 Ватт и выходным напряжением в диапазоне от 30 до 50 Вольт. При этом сварочный ток должен быть 10-12 Ампер. Можно не беспокоиться по поводу перегрева трансформатора, поскольку горение дуги кратковременно.
Также подойдет и обычный лабораторный автотрансформатор ЛАТР с силой тока от 9 Ампер. Однако нужно учитывать всю степень опасности в связи с тем, что отсутствует гальваническая развязка с электросетью.
В целях предупреждения повреждения графитового ролика токосъемника ЛАТРа желательно ввести ограничения входного тока применением плавкой вставки (предохранителя). Тогда случайное короткое замыкание в цепи электрода уже не страшно.
Электродами могут быть любые графитовые стержни простых карандашей (желательно мягкие).
В качестве держателя для грифеля используется металлическая часть электромонтажного клеммника.
На этом рисунке показан пример держателя с применением клеммника, причем одно отверстие используется для крепления ручки, а второе для зажима грифеля в клемме.
В целях предотвращения расплавления одноразового шприца (поз.3) при нагреве клеммника (поз.1) используются шайбы из стеклотекстолита (поз.2). А для стандартного подключения к кабелю можно применить стандартное гнездо от прибора (поз.4).
Итак, схема соединения довольно простая: один вывод вторичной обмотки соединяется с держателем, а второй вывод подсоединяется к свариваемой детали.
Есть еще другой вариант крепления держателя электрода с применением электромонтажной клеммы. Второй держатель понадобится в случае сварки металлических изделий с такой же температурой плавления или при необходимости раскалить металлическое изделие (закалка, изменение формы).
Схема подключения к вторичной обмотке трансформатора двух графитовых электродов.
Для сохранения глаз от ожога роговицы и от попадания искр недостаточно будет использовать темные очки из-за малой плотности светофильтров. Можно изготовить такое приспособление: в качестве щитка может быть оправа бинокулярных очков с удаленными линзами; фильтр крепится при помощи канцелярского зажима. Или можно воспользоваться радиолюбительскими очками, применяемыми в SMD технологиях.
В случае сварки меди с нихромом или сталью понадобится флюс. При добавлении небольшого количества воды в тетраборат натрия (буру) или в борную кислоту получается кашица, которой смазываются места сварки.
Материалы для приготовления флюса обычно можно найти в хозяйственном магазине. Также можно воспользоваться средством борьбы с насекомыми «Боракс» содержащим борную кислоту.
Изготовление аппарата для дуговой сварки – Часть 1 из 2: 6 шагов (с иллюстрациями)
Чтобы сделать жизнь намного проще, вам нужно будет построить небольшое приспособление для намотки вторичной обмотки. Вряд ли вы получите все необходимые витки провода в таком тесном пространстве без него.
Чтобы сделать это приспособление, я использовал кусок древесины и вырезал его так, чтобы он был шириной с центр трансформатора и немного короче его вершины. Длина была обрезана так, чтобы она выступала примерно на 1/2 дюйма от концов.
Я прикрутил деревянные панели сверху и снизу, чтобы направлять провода и удерживать их на месте, затем сложил лист бумаги так, чтобы он вошел в паз.
После установки в тисках для закрепления трос можно наматывать.
Для этого проекта попробуйте закупить около 50 футов многожильного медного кабеля 8 AWG из местного хозяйственного магазина. Вы, вероятно, могли бы сэкономить немного денег, собирая бесплатный провод, но я решил взглянуть на раздел «конец катушки» в хозяйственном магазине и смог договориться о сделке за полцены на кабель, так что 50 футов стоили только мне около 17 долларов.
Этим модифицированным МОТ потребуется новая вторичная обмотка, состоящая из 18 витков кабеля 8 AWG, и оба МОТ будут соединены последовательно. Я также обнаружил, что мне нужно запустить систему на 240 вольт переменного тока, чтобы получить выходную мощность для хорошей сварки. Моей целью было 30+ вольт переменного тока с переменной силой тока от 0 до 120 + ампер.
На практике это означает, что вам нужно намотать катушку на форму так, чтобы в итоге получилось 6 отрезков кабеля в высоту и 3 длины в ширину. Ах да, и все это должно уместиться обратно в трансформатор, так что наматывайте его плотно!
Первый слой неплохой, но наматывание второго и третьего слоев становится все труднее и может показаться почти невозможным.
Когда 18 витков провода поместятся в канавку, можно сложить бумагу и скрепить ее скотчем, чтобы катушка удерживалась вместе.
Вот сложная часть … снимите его с приспособления, не позволяя ему распутаться!
Верхнюю и нижнюю панели можно снять, а блок вытолкнуть из центра змеевика.
Я использовал изоленту, чтобы убедиться, что катушки плотно прилегают.
Лучший сварщик для самостоятельного ремонта и домашнего обслуживания
Нет ничего более приятного, чем наличие собственной домашней мастерской и возможность заниматься своими руками или выполнять работы по техническому обслуживанию дома.Те из нас, у кого есть способность строить, чинить, создавать и ремонтировать вещи, – это редкая порода, которая не любит ничего, кроме как провести дождливый (или любой другой) день в мастерской. Часто мы обнаруживаем, что, хотя в наших мастерских есть все оборудование для работы с деревом, наличие сварщика открывает совершенно новые возможности для творчества. В этой статье мы обсудим, какой сварочный аппарат лучше всего подходит для ремонта дома и дома.
Типы сварочных аппаратов своими руками
Иметь сварщика в мастерской – это одно, но какой сварщик лучше всего подходит для проектов DIY.Что хотим сварить, что строим, что ремонтируем? Здесь мы рассмотрим три распространенных типа сварочных аппаратов: дуговые, сварочные аппараты MIG и TIG
.Аппараты для дуговой сварки и их применение
Аппараты для дуговой сварки – это ваш основной и оригинальный сварочный аппарат. Эти машины, использовавшиеся десятилетиями, создавали целую промышленность. Первый аппарат для дуговой сварки был изобретен примерно в 1890 году, а первые сварочные электроды с покрытием были изобретены примерно в начале 1900 года.
Сегодня аппараты для дуговой сварки все еще используются в промышленности и в домашних мастерских.Новое поколение дугосварочных аппаратов – компактные, портативные и мощные. Часто они подходят не только для дуговой сварки, но и для сварки TIG.
Сварочные аппаратыобычно используются в строительной и ремонтной промышленности, особенно в таких областях специальной сварки, как сварка труб и подводная сварка. В то время как специалист по домашнему хозяйству может использовать эти машины для основных работ по изготовлению и ремонту оборудования.
Преимущества и недостатки дуговой сварки
Преимущества дуговой сварки
- Очень портативных , Новые машины, такие как 140 Forney EasyWeld Arc Welder, очень легкие .При весе всего 10 фунтов или около того эти машины идеально подходят для технического обслуживания и общих производственных работ.
- Дуговые сварщики не привередливы к состоянию свариваемого металла и будут сваривать грязные материалы. Также можно сваривать оцинкованную сталь, нержавеющую сталь и практичный чугун.
- Аппарат для дуговой сварки без защитного газа можно использовать в любую погоду .
- Цена. Большинство аппаратов для дуговой сварки, используемых для самостоятельной работы, – это , очень доступные по цене . Сварочный аппарат на 140 А можно купить менее чем за двести долларов.Другой фактор экономии – отсутствие необходимости в дополнительном защитном газе.
- Идеально подходит для трубопроводов.
- Основы “Дуговая сварка” можно освоить за относительно короткое время при хорошем обучении. (У U-образной трубки есть много видео о том, как дуговой сваркой)
Недостатки дуговой сварки
- Может потребовать большей очистки, чем сварочные аппараты MIG, в зависимости от типа используемого электрода.
- Трудносвариваемая очень тонкая сталь и листовой металл
- Не так эффективен, как сварочный аппарат MIG, когда речь идет о производительности.Они медленные в использовании, поскольку вы постоянно меняете электроды.
- Для качественной сварки, такой как подводная сварка или сварка труб, требуется высокий уровень опыта и подготовка.
Сварщики Mig – Лучший сварщик для DIY
Сварочные аппаратыMig для общего ремонта и домашнего ремонта будут наиболее универсальными из всех трех типов и для большинства из них будут лучшими сварочными аппаратами для домашних хозяйств. Эти сварочные аппараты работают, используя непрерывную подачу проволоки, которая является присадочным стержнем к месту возникновения дуги.
Однако они требуют использования защитного газа в некоторых приложениях.Это может ограничить портативность, но при сварке низкоуглеродистой стали есть способ обойти эту проблему.
Защитный газ требуется для сварочных аппаратов MIG, если вы собираетесь сваривать низкоуглеродистую сталь, нержавеющую сталь и алюминий. Есть еще один вариант сварки низкоуглеродистой стали с использованием сварочной проволоки с флюсовой сердцевиной. Использование проволоки с флюсовым сердечником не требует защитного газа, поскольку флюсовая проволока обеспечивает защиту сварочной ванны.
Нажмите, чтобы увидеть один из лучших сварочных аппаратов Mig для DIY
Преимущества сварочных аппаратов Mig для DIY
- Хорошая цена для машин хорошего качества
- Сварочные аппараты Modern Mig меньше, легче и компактнее, а в некоторых случаях имеют большую мощность.
- Сварка MIG – самый простой из всех типов сварки для изучения
- Может сваривать намного быстрее, чем аппараты для дуговой или TIG-сварки
- Отлично подходит для сварки тонких металлов, таких как автомобильные панели.
- Сварные швы имеют хорошую отделку и более чистые, без шлака.(порошковая проволока создает немного шлака и некоторую очистку)
- Одна машина может сваривать низкоуглеродистую сталь, алюминий, нержавеющую сталь и использовать порошковую проволоку.
- Сварку сердечника флюсом можно производить на открытом воздухе в прохладную погоду
Недостатки сварочных аппаратов MIG
- Требуется защитный газ, если не используется проволока с флюсовым сердечником.
- Использование защитного газа требует очень стабильных атмосферных условий, чтобы не сдувать газовую защиту
- Лучше всего использовать для более тонких металлов.В зависимости от мощности вашей машины. Например, для сварки двухдюймовой пластины требуется сварщик не менее 500 ампер.
- Требуется более тщательная подготовка, чем при сварке штангой, область сварки должна быть очищена от грязи, ржавчины или краски.
Сварочные аппараты Tig, преимущества и недостатки
Сварочные аппараты TIG – это высокоточные аппараты. Вероятно, не лучший сварщик для DIY, но если вы занимаетесь точной работой, вам следует это рассмотреть. Обычно используется в промышленности и производстве, например, в пищевой и спортивной промышленности.Рама вашего велосипеда, скорее всего, сварена методом TIG.
Преимущества
- Сварные швы практически не требуют очистки, очень чистые
- Сварные швы могут быть очень маленькими и деликатными
- Отлично подходит для сварки тонких металлов и листового металла
- Прочные качественные сварные швы
- Тепло, подводимое к сварному шву, можно контролировать с помощью педали
- Может сваривать сталь, сплавы и нержавеющую сталь
Недостатки
- Требуется защитный газ
- Сварочный процесс требует определенных навыков
- Не подходит для сварки толстой стали
Заключение
Суть в том, что сварщики MIG будут лучшими сварщиками для DIY для большинства людей.Это означает, что они самые универсальные и справятся практически со всем. Излишне говорить, что следующий лучший вариант – обратиться к дуговой сварке. Они больше подходят для обслуживания ферм и более тяжелых строительных проектов.
Ноэль Дэвидсон веками сваривал сталь, резал древесину и строил крутые штуки. В его блоге Habitatdiy.com рассказывается о DIY и о творчестве, потому что вы можете.
Цепь мини-сварочного аппаратадля небольших сварочных работ
Цепь небольшого бестрансформаторного сварочного аппарата может быть построена с использованием нескольких высоковольтных конденсаторов высокой емкости и выпрямительного диода. В следующей статье это объясняется более подробно.Идея была предложена г-ном Тун.
В одном из моих предыдущих постов мы наткнулись на полноценную схему сварочного инвертора SMPS на 100 А для работы с соединениями и металлами достаточно больших размеров.
Концепция дизайна
Эта схема, основанная на SMPS и требующая высоких характеристик мощности, является сложной и может оказаться недоступной для начинающих любителей.
По просьбе г-на Тана, схема самодельного небольшого сварочного аппарата – это то, на что будут обращать внимание большинство начинающих энтузиастов и инженеров-механиков для решения своих периодических работ по сварке металла на рабочем столе.
Сварочный мини-аппарат без сложной схемы, вероятно, может быть построен с использованием емкостного источника питания, как показано на следующей схеме:
Идея, показанная выше, представляет собой обычную схему емкостного источника питания, включающую в себя экстремальные конденсаторы с точки зрения их номиналов.
Работа схемы
На входной стороне мы видим внушительный конденсатор 500 мкФ / 400 В, в то время как на выходной стороне также можно увидеть конденсатор аналогичного номинала, расположенный для усиления тока.
Самым основным параметром сварочной системы является высокий ток, поэтому в месте короткого замыкания на рассматриваемом металлическом соединении может образоваться чрезвычайно высокая температура.
Эта генерация сильного тока может быть достигнута либо с помощью трансформатора высокой мощности, либо его версии SMPS, о которой мы говорили в первом абзаце.
Трансформатор может быть слишком громоздким и тяжелым, в то время как схема SMPS слишком сложна для новичков, единственный альтернативный способ достижения сильноточной сварки с помощью относительно более простой конструкции, возможно, заключается в использовании сильноточного емкостного источника питания, как показано выше.
Можно ожидать, что конденсатор 500 мкФ / 400 В будет генерировать всплески тока до 36 ампер при 220 В, и, усиленный дополнительным конденсатором выходного фильтра, можно ожидать, что этот ток приведет к серьезным сварочным работам.
Вы можете проверить указанные выше характеристики с помощью следующих двух программ-калькуляторов:
Калькулятор реактивного сопротивления
Калькулятор закона Ома
Показанная кнопка позволяет пользователю выполнять сварочную работу с помощью коротких разрывов, а не непрерывного искрения , что может быть опасно и в любом случае не рекомендуется при сварочных работах.
Входной конденсатор 500 мкФ / 400 В выглядит массивным, и он может быть недоступен на рынке, поэтому его можно построить, используя 500 номеров конденсаторов PPC 1 мкФ / 400 В, подключенных параллельно, это может занять некоторое место, но все же метод легко достижимо.
Используйте неполярные конденсаторы
Этот конденсатор предпочтительно должен быть неполярным, однако, поскольку диод расположен последовательно, это означает, что конденсатор с электролитом также может без проблем служить этой цели.
Второй конденсатор на выходе точно может быть электролитическим.
Для большего тока значения пределов могут быть увеличены до более высоких пределов, это единственный параметр, на котором нужно сосредоточиться.
ВНИМАНИЕ: Схема мини-сварочного аппарата, описанная выше, не изолирована от сети и может убить человека в течение нескольких секунд, поэтому рекомендуется проявлять особую осторожность при работе с этим оборудованием при включенном питании.
О компании Swagatam
Я инженер-электронщик (dipIETE), любитель, изобретатель, разработчик схем / печатных плат, производитель.Я также являюсь основателем веб-сайта: https://www.homemade-circuits.com/, где я люблю делиться своими инновационными идеями и руководствами по схемам.
Если у вас есть какие-либо вопросы, связанные со схемами, вы можете взаимодействовать с ними через комментарии, я буду очень рад помочь!
Тележка для сварочного стола DIY [Полный ресурс: 50 конструкций]
Вдохновляйтесь идеями, конструкциями и изображениями для создания своего сварочного стола или тележки для самостоятельного изготовления. Посмотрите, как другие занимались хранением сварочных аппаратов, стержней, газовых баллонов, угловых шлифовальных машин, отрезной пилы, тисков, зажимов и многого другого.Посмотрите, какие рабочие поверхности подойдут вам лучше всего.
Аккуратная поддержка для крупных проектов. Также необходимы большие тиски. На OffroadFabnet.com много таких классных потрясающих проектов…
Отличная идея тележки для плазменной резки. Весь шлак и пыль стекают в ковш. Pirate4x4 – еще один отличный источник для проектов Fab…
Сварочная тележка для зажима. Попробуйте Garage Journal для этого и других проектов…
Tig Cart с форумов MillerWelds аккуратный.Хранилище для Tig, самодельный кулер для воды Tig, немного удочки, газовый баллон и неизбежный пластиковый ящик, полный аксессуаров.
Тележка династии Миллер. Эти тележки, которые подходят сварщикам, острые…
Профессиональные сварщики рекомендуют толстый лист сверху. Этот стол имеет стальную пластину толщиной 1 дюйм. См. Дополнительную информацию в разделе «Практический машинист», еще один отличный источник идей. Очень нравится вырез для педали Tig.
Еще один очень прочный стол, приспособленный для зажима…
Каждому сварщику нужен набор угловых шлифовальных машин под рукой.Я люблю вешать их прямо на тележку…
Очень много нравится в этом большом красном столе. Толстый металлический верх, большие тиски, хранилище зажимов, хранилище угловой шлифовальной машины, и посмотрите на эти удобные выходы для угловых шлифовальных машин и всего остального под кромкой стола, где они защищены. Есть даже откидное отделение для отрезной пилы. Отлично!
Розетки на тележке кажутся хорошими. Если у вас есть несколько сварщиков на тележке, предоставляя каждому из них розетку 220 на тележке, которая подключается к одному соединению, стена тоже звучит удобно…
Бензобаки часто занимают довольно много места.Эта установка укладывает их горизонтально, чтобы освободить немного места и сохранить низкий центр тяжести. Хорошая идея, хотя вытаскивать их оттуда для пополнения, вероятно, болезненно.
Еще больше идей для сварочного стола и тележки:
Хороший базовый стол с отсеком для плазменной резки. Мне кажется, что выдвижная или откидная плазменная поверхность, которая немного больше, была бы изящной особенностью для универсального стола + тележки…
Вот хорошая базовая тележка для сварки…
И еще одна аккуратная тележка…
Есть двутавровые балки для утилизации? Они делают огромную тележку.Это от Welding Web…
Это может быть не только тележка для шлифовальной машины, но и сварочная тележка, но она все же аккуратная…
Хранение удочек прямо на тележке кажется хорошей идеей…
Еще одна идея для хранения стержней: просто сделайте стойку для пробирок, в которые они входят…
Практически целая мастерская на тележке. Мне нравятся большие колеса, потому что я знаю, что катить тяжелую тележку по ступеньке 3/4 дюйма в мой гараж было бы намного проще с ними, чем с роликами обычного размера …
Tig, Mig, Oxy Acetylene, Nice Tool Chest (выглядит как боковой ящик, который удобен, когда вы хотите узкий) – Все необходимое…
Толстый чугун с квадратными отверстиями – идеальная поверхность для промышленного сварочного стола.Такой тип поверхности называется «Жёлудевый стол»…
Стойка для аккуратной выдвижной плазменной резки. Обратите внимание на систему поддомкрачивания, чтобы вы могли оторвать колесики от земли, когда закончите катать стол. Толстый стальной стол тоже хорош. Это с форумов по сварке в Хобарте…
Приемники сцепного устройстваидеально подходят для крепления тисков, отрезных пил, шлифовальных машин и всего остального, что вы можете убрать с дороги, если вам нужно больше места. Вот еще один пример самоподъемной системы для снятия стола с роликов…
Обязательно приварите к столу хорошую точку заземления, чтобы можно было убрать зажим заземления и просто оставить его подключенным…
Еще один очень красиво сделанный стол.Много места для хранения + розетки + прицепы для аксессуаров…
My Home Shop Сварочная тележка
У меня есть небольшой сварочный стол на ящике для катания с инструментами, который я сколотил однажды днем. Это послужило мне, но в какой-то момент я хотел бы добиться большего. Вот некоторые из функций, которые я бы добавил в новый сварочный стол / тележку:
– Место для моего Miller 180 Tig, Miller 251 Mig, плазменного резака ESAB и установки Oxy-Acetylene.
– Поверхность стола намного толще.По крайней мере, 1/2 дюйма стали, а может быть, даже 1 дюйм. Еще не решили, делать ли зажим с прорезью или нет.
– Выдвиньте или поднимите стойку для плазменной резки.
– Ресиверы на углах для аксессуаров, таких как большие тиски и моя отрезная пила. Я мог бы бросить свой точильный инструмент и дисковую шлифовальную машину на эти приемники.
– Централизованное подключение сжатого воздуха с подвесным хранилищем для пневмоинструментов
– Выходы на тележке, шлифовальном станке и зажимных стойках.
– Хранение удочки на одной или другой стороне, как удобно.
– Ролики большего размера, поэтому тяжелую тележку легче катить по неровностям.
– Я бы определенно оставил ящик для инструментов в центре тележки.
Вы можете увидеть все эти и другие идеи на фотографиях ниже:
Столик, который я скинул днем. Люблю использовать шкафы для прокатных инструментов, купленные дешево на распродажах, в таких проектах.
7 лучших сварочных аппаратов 2020 года Обзоры и руководство по покупке
На рынке есть множество сварочных инструментов, которые могут помочь вам изготавливать высококачественные изделия и эффективно ремонтировать ваше оборудование.Одним из таких сварочных инструментов является аппарат для дуговой сварки. Он превосходит сварочные аппараты TIG и MIG.
Сварочные аппараты для ручной дуговой сварки представляют собой простейшую разновидность сварочных аппаратов. Более того, они представляют собой ценную альтернативу для достижения того, чего не может сварщик TIG или MIG. Различные формы резервуаров или герметичных контейнеров свариваются с помощью аппаратов для сварки штангой из-за точности и эффективности хорошего сварного шва.
Три фактора, описанные ниже, помогут вам выбрать лучших аппаратов для ручной дуговой сварки:
- Технология: Аппараты для ручной дуговой сварки отличаются друг от друга технологией, в которой они используются.Эти методы определяют тип металлов, которые может сваривать аппарат для сварки штангой. В аппаратах для дуговой сварки, описываемых ниже, реализован любой из следующих методов: усовершенствованная технология инвертора IGBT, сварка штангой или технология Easy Start.
- Источник питания: Важно знать источник входного питания. Исходя из этого, становится легко оценить эффективность и производительность. Как правило, аппараты для ручной дуговой сварки рассчитаны на работу с входной мощностью от 110 В до 220 В или 240 В. Некоторые сварочные аппараты работают с электрическими источниками, а некоторые – без проводов.Некоторые модели также работают с двойным напряжением, например, 115 и 230 В переменного тока.
- Рабочий цикл: Рабочий цикл определяет количество минут в 10-минутном периоде, в течение которых аппарат для ручной дуговой сварки может генерировать определенный сварочный ток.
Младшие аппараты для ручной дуговой сварки имеют рабочий цикл около 10% при прибл. 70А. Аппараты для ручной дуговой сварки достойного качества имеют рабочий цикл от 35% до 60%. Дорогие высококачественные модели будут иметь рабочий цикл от 70% до 80%.
Помимо вышеперечисленных факторов, следует также учитывать качество, портативность, функции защиты, совместимость и стоимость. Вы можете ознакомиться с нашим Руководством по покупке , чтобы получить подробное представление об этих факторах. А теперь давайте подробнее рассмотрим лучших аппаратов для ручной дуговой сварки:
Лучшие сварщики палкой 2020 года Обзоры 7 лучших сварщиков стержней 2020 года 1. Сварочный аппарат DekoproСварочный аппарат DEKO 160A MMA позволяет добиться профессионального результата в ваших сварочных проектах.Он обладает универсальностью и простыми в использовании функциями. Его можно использовать для различных процессов сварки тонкой стали. Используя этот сварочный инструмент, вы можете получить много преимуществ от процесса сварки MMA. Создаваемые сварные швы будут прочными, стержень будет течь равномерно, и дуга будет легко зажигаться.
Если взглянуть на ключевые особенности, то этот сварочный аппарат 160A оснащен усовершенствованной технологией инвертора IGBT. Источник питания, необходимый для его работы – 110 / 220В. Он имеет номинальный рабочий цикл 40/60%.Этот сварщик может сваривать сталь, низкоуглеродистую сталь, нержавеющую сталь, чугун, алюминий и другие металлы. Устройство питания IGBT с исключительным режимом управления повышает надежность машины.
Этот сварочный аппарат MMA известен своей энергоэффективностью. Уменьшается урон железа и меди. Кроме того, увеличивается частота сварки. Машина оснащена системой управления с обратной связью. Это стабилизирует выходное напряжение и обеспечивает высокую адаптивность к электросети.
Сварочное напряжение можно регулировать, чтобы точно соответствовать сварочному току. Для обеспечения портативности производитель оснастил его удобной ручкой для переноски. Кроме того, компактный дизайн обеспечивает удобство хранения и транспортировки. Его можно использовать где угодно.
В комплект входит сварочный аппарат, электрододержатель с кабелем, рабочий зажим с кабелем, кабель адаптера питания и вилка, щетка и руководство пользователя.
Что нам понравилось:
- Усовершенствованная технология инвертора IGBT обеспечивает надежность
- Энергоэффективная сварка
- Надежное качество сборки
- Чрезвычайно легкий и портативный
- Стабильное выходное напряжение
- Компактный дизайн
- Все необходимые аксессуары в комплекте
Что нам не понравилось:
- Электрододержатель может сломаться при сварке
Несмотря на компактные размеры, этот аппарат для дуговой сварки Zeny обеспечивает большую мощность. Помимо сварочного аппарата, его можно использовать как произведение искусства. Медный разъем обеспечивает хорошую проводимость и стабильную мощность при длительном сроке службы. Сварочный аппарат обеспечивает большую экономию электроэнергии, чем традиционные сварочные аппараты.
Внедрение технологии Advanced IGBT гарантирует, что этот инвертированный сварочный аппарат может легко переключать питание переменного тока на постоянный. Впоследствии он включает в себя понижающий трансформатор для выработки надлежащего напряжения и тока.
Усовершенствованная технология IGBT обеспечивает более высокий КПД инвертора, достигающий 85%. Таким образом, он экономит больше энергии, чем традиционный сварочный аппарат. Сварочный аппарат работает от источника переменного тока 115 В и 230 В с двойным напряжением и частотой 60 Гц. Номинальный рабочий цикл составляет 60%.
Этот аппарат для стержневой сварки ZENY поддерживает входное напряжение 110 В и 220 В. Кроме того, в нем реализована технология компенсации напряжения.
Готова к сварке; просто добавьте сварочные электроды. Он обеспечивает бесконечный контроль силы тока вместе со светодиодным индикатором.Таким образом, вы можете настроить машину на желаемые настройки. Система управления PWM и высокая надежность обеспечивают стабильную работу аппарата в течение длительного непрерывного процесса сварки.
Для удобства переноски он снабжен ручкой для переноски и выполнен в компактном исполнении. Этот аппарат для дуговой сварки Zeny Stick может сваривать низкоуглеродистую сталь, нержавеющую сталь, алюминий и некоторые другие металлические материалы. Он надежно работает в таких областях, как обработка листового металла, машиностроение, обработка железа, техническое обслуживание автомобилей, строительная верфь, фабрика, украшение дома и т. Д.
Что нам понравилось:
- Большой КПД инвертора до 85%
- Обладает 3 функциями безопасности: защита от перегрузки, перенапряжения и перегрузки по току.
- Надежный и стабильный выход
- Точная сварка без проблем
- Может сваривать много разных металлов
- Подходит для широкого спектра применений
Что нам не понравилось:
- Провода могут быть длиннее
Forney Easy Weld 100 ST – подходящий выбор для профессиональных сварщиков или любителей DIY. Это отличный сварочный аппарат для домашнего использования. Этот аппарат для дуговой сварки работает безупречно при периодическом ремонте сварных швов на легком металле. Легкая конструкция обеспечивает портативность.
Оснащен технологией Easy Start и инверторной системой питания. Инверторная система питания легкая и простая в использовании. Таким образом, это гарантирует беспроблемную работу и высокие результаты.Технология Easy Start упрощает любое зажигание дуги. Необходимый источник питания – это источник питания на 120 В. На выходе 90А. Рабочий цикл составляет 30%.
Этот сварочный аппарат Forney Easy может работать в режиме TIG. Он эффективно рассчитан на установку электрода диаметром до 0,125 дюйма. Кроме того, он может сваривать 16 калибра толщиной до 0,3125 дюйма. Машина проста в использовании и портативна. Таким образом, вы можете взять его с собой куда угодно.
Сферы применения сварочного аппарата Forney Easy включают сварочные работы, техническое обслуживание и ремонт своими руками.Эта машина – хороший выбор для применения в купольных автомобилях и в домашних условиях. Он отлично подходит для начинающих и отлично подходит для небольших работ. Из него можно сварить решетку для двора.
Что нам понравилось:
- Технология Easy Start экономит электроэнергию и упрощает сварку
- Чрезвычайно портативный и простой в использовании
- Зажимы провода и заземления плотно прилегают и хорошо сделаны
- Сварщик достойного качества по цене
- Подходит для домашних и профессиональных сварочных работ
- Простая установка
Что нам не понравилось:
- Небольшой шум при работе
Вышеупомянутый аппарат для дуговой сварки 200A – это не только сварочный аппарат, но и аппарат для искусства. Благодаря своей энергосберегающей конструкции он может сваривать все типы черных металлов, например, среднеуглеродистую, углеродистую и легированную сталь. Машина обладает огромной мощностью и выполнена в портативном исполнении.
Это мощный сварочный аппарат с передовой инверторной технологией IGBT. Устройство питания IGBT с режимом управления повышает надежность сварочного агрегата.Эта технология позволяет аппарату сваривать сталь, нержавеющую сталь, низкоуглеродистую сталь, алюминий и чугун. Источник питания, необходимый для работы, составляет 110 В и 220 В. Номинальный рабочий цикл составляет 80%.
Благодаря функции энергосбережения этот сварочный аппарат может уменьшить повреждение железа и меди. Наблюдается заметное увеличение частоты сварки и отличное энергосбережение. С помощью управления с обратной связью с обратной связью напряжение на выходе стабильное.
Для выхода предусмотрено 5 удобных быстрых подключений.Это делает его безопасным и быстрым в эксплуатации.
Для обеспечения портативности этот аппарат для дуговой сварки оснащен удобной ручкой для переноски. Компактный дизайн обеспечивает удобство хранения и транспортировки. Таким образом, его можно удобно использовать где угодно. Дисплей яркий и легко читаемый.
В комплект входит этот аппарат для дуговой сварки, адаптер линии преобразования 110–220 В, электрододержатель стержня для стержневой сварки, зажим заземления для дуговой сварки, два быстроразъемных соединения, ремень и руководство по эксплуатации сварочного аппарата.
Что нам понравилось:
- Стальная рама обеспечивает прочность и стабильность
- Пластиковая ручка для переноски
- Сваривает разные металлы
- Высокий рабочий цикл 80% делает его пригодным для промышленного применения
- Энергосбережение и стабильный отвод тепла
- Защита от перегрева, защита от перенапряжения, защита от перегрузки по току
- Превосходная эффективность сварки
Что нам не понравилось:
- Изначально сложно использовать
Аппарат для дуговой сварки AC225, 60 Гц имеет широкий диапазон силы тока и предназначен для сварки многих различных металлов. Благодаря гладкой дуге переменного тока он может сваривать множество различных материалов. Установить довольно просто. Куда бы вам ни потребовалась сварка, его можно легко перенести. Для новичков этот сварочный аппарат – отличный выбор.
Имеется реализация базовой сварки штангой для его работы. Источник питания – 230 В, номинальный рабочий цикл – 20%.
Диапазон сварочного тока широк – от 40 до 225 А. Он обеспечивает универсальность, позволяя сваривать различные металлы и материалы. Полнодиапазонный переключатель усилителя позволяет быстро установить сварочный ток. Выхода переменного тока 225 А достаточно для диаметра 4,8 мм.
Этот сварочный аппарат предназначен для работы с металлами толщиной 16 и более. Благодаря гладкой дуге переменного тока этот аппарат можно использовать с широким спектром металлов, таких как сталь, нержавеющая сталь, низкоуглеродистая сталь и чугун.
Входящий в комплект поставки кабель питания упрощает установку. Традиционный дизайн обеспечивает долгий срок службы и не требует больших затрат на эксплуатацию. Компактный размер обеспечивает удобство хранения и транспортировки. Порошковая окраска увеличивает долговечность.
Благодаря наличию вентиляторов этот аппарат для электродуговой сварки обеспечивает отличную тепловую защиту. Сетчатое дно гарантирует, что вредители и грызуны держатся подальше от корпуса. Доступна дополнительная горелка с угольной дугой. Это полезно для пайки, правки или гибки металла и нагрева ржавых гаек.
Что нам понравилось:
- Гладкая дуга позволяет сваривать разные металлы
- Широкий диапазон силы тока для универсальности
- Может сваривать толстые металлы
- Широкий спектр применения внутри и снаружи помещений
- Легко хранить и транспортировать
- 3 года гарантии на детали и работу
Что нам не понравилось:
Купить сейчас на Amazon 6. S Simder Arc WelderДля новичков и для тех, кто хочет выполнить небольшой ремонт в домашних условиях, этот сварочный аппарат постоянного тока – отличный выбор.Он прочен и обеспечивает высокую производительность для различных приложений. Включены различные функции безопасности. Вы можете использовать этот прибор для фиксации предметов или сварки двух металлических частей корпуса.
Имеется реализация передовой технологии IGBT. Требование к источнику питания – двойное напряжение 110-220 В. Номинальный рабочий цикл составляет 60%. При использовании в режиме расширенного управления двойным напряжением этот мини-электросварщик повышает эффективность процесса сварки.
В составе этого сварочного аппарата 3.Присутствуют стержни 2 мм. Они подходят для сварки в течение всего дня. Эти стержни подходят для сварки всех типов черных металлов, таких как углеродистая сталь, легированная сталь и среднеуглеродистая сталь.
Этот сварочный аппарат, в котором реализованы функции безопасности, оснащен защитой от прилипания и термической перегрузкой. Эти функции безопасности обеспечивают надежность и дают вам душевное спокойствие.
Благодаря небольшому весу и компактным размерам он удобен в переноске. Он прост в использовании, поэтому новички могут использовать его на практике и для небольших сварочных работ.При правильном использовании освоить этот сварочный аппарат несложно. Во время работы агрегат требует меньшего обслуживания и может экономить от 30 до 70% энергии.
В комплект входит кабель 1,2 м, переходник линии преобразования 110–220 В, держатели стержневых электродов, зажим заземления, 2 быстроразъемных соединения, сварочные перчатки и руководство по эксплуатации сварщика.
Что нам понравилось:
- Рабочий цикл 60% для сварки большинства металлов
- Режим двойного напряжения обеспечивает высокую эффективность сварки.
- Реализован с функцией энергосбережения
- Защита от перегрева для безопасности
- Можно использовать для мелкого ремонта в доме
- Прочная конструкция
Что нам не понравилось:
- Не может удерживать дугу дольше 10 секунд
Этот сварочный аппарат Amico подходит как для начинающих, так и для опытных сварщиков. Он славится выдающейся стабильностью дуги и надежностью. Легкая конструкция и наличие прочных компонентов делают его надежным инструментом для внутреннего и наружного применения.
Усовершенствованная инверторная технология IGBT обеспечивает высокую эффективность сварки и поддерживает стабильность дуги. Источник питания, необходимый для работы, – 115 и 230 В переменного тока.Номинальный рабочий цикл составляет 60%. Этот сварочный аппарат оптимизирован для получения безупречного сварного шва.
Ток горячей зажигающей дуги легко изменить. Это может значительно улучшить функцию зажигания дуги. Используя этот аппарат, вы можете выполнять сварку различными типами кислотных или основных электродов. Реализованы некоторые дополнительные функции: защита от прилипания, горячий запуск и регулировка силы тока.
Он оснащен функциями безопасности для защиты устройства от повреждений. Эти функции включают защиту от перенапряжения, защиту от пониженного напряжения, защиту от перегрузки, защиту от перегрузки по току и автоматическую компенсацию колебаний напряжения.
Встроенная интеллектуальная система управления вентилятором запускается при запуске процесса сварки. Это помогает охладить компоненты.
В комплекте вы получаете сварочный аппарат ARC-160D, 10-футовый кабель рабочего зажима, 10-футовый кабель электрододержателя, адаптер питания 115 В и 230 В, два сварочных электрода (2,5 мм), два сварочных электрода (3,2 мм) и руководство пользователя .
Этот аппарат является хорошим выбором для сварки в легких условиях на ферме или в гараже. Новички легко могут получить дугу с первого раза.
Что нам понравилось:
- Может работать от переменного тока 115 В и 230 В, двойное напряжение
- Множество различных функций безопасности
- Весит 16 фунтов для переноски
- Высокая эффективность сварки и стабильность дуги
- Недорогой сварочный аппарат для начинающих
- Простота настройки
Что нам не понравилось:
- Не очень подходит для промышленного применения
Когда вы помните о вещах, которые следует учитывать, вы можете легко выбрать лучший аппарат для ручной дуговой сварки.Ключевым фактором при выборе одного из них является то, какие два металла вы хотите соединить с помощью этой конкретной машины. Взгляните на раздел ниже:
1. Входная сила тока и вольтВажно знать входную мощность, подаваемую на аппарат для дуговой сварки. Обсуждая в первую очередь силу тока, ключевым фактором, который следует учитывать, является диапазон силы тока сварочного аппарата. Он точно определяет, что можно, а что нельзя сваривать. Большинство аппаратов для дуговой сварки могут плавить различные типы свариваемого металла. Тем не менее, сварщик с соответствующим диапазоном силы тока имеет решающее значение для сварки сечений различного калибра.
Выберите сварочный аппарат с током на 20–50 А больше рекомендованного. Сварка в более высоком диапазоне тока лучше, чем сварка в слегка холодном состоянии.
Следующее важное соображение – это входное напряжение. Мощность вашей электросети влияет на тип сварочного аппарата, который вы хотите купить. Сварочные аппараты для дуговой сварки совместимы с входом 110/120 В или 220/240 В в качестве однофазного источника питания. В качестве альтернативы им требуется трехфазный вход 240 В. Трехфазные сварочные аппараты предназначены для промышленного использования, а однофазные сварочные аппараты используются для бытовых целей.
Чем выше входная мощность, тем мощнее он будет работать. Те сварочные аппараты, которым требуется более высокая мощность, не могут работать в обычной домашней электросети. Это потому, что им нужна особая силовая цепь.
2. Качество сборкиВыбранный вами аппарат для ручной дуговой сварки должен прослужить дольше. Часто вкладывать средства в сварочную установку – не лучшая идея из-за высокой цены. Убедитесь, что материалы, используемые при строительстве, хорошего качества и долговечны.Некоторые сварочные аппараты сделаны из стали, а другие – из таких металлов, как углеродистая сталь, среднеуглеродистая сталь и стальной сплав.
3. Рабочий циклРабочий цикл представляет собой количество времени, в течение которого вы можете постоянно сваривать, прежде чем вам нужно дать машине остыть. Обычно полный рабочий цикл составляет 10 минут. Чем дольше рабочий цикл, тем эффективнее он может выполнять вашу работу. Кроме того, это гарантирует, что вы не столкнетесь с проблемой перегрева.
Если вы собираетесь использовать аппарат для ручной дуговой сварки для домашних ремонтных работ или некоторых других сварочных работ, то более низкий рабочий цикл вполне подойдет.Однако для промышленного применения требуется более высокий рабочий цикл. Проблема с более низким рабочим циклом в том, что вам нужно останавливаться каждые 2 минуты.
4. Устройства безопасностиЕсли выбранный вами аппарат для ручной дуговой сварки небезопасен в использовании, он не сможет обеспечить вам максимальную пользу. Вы можете столкнуться с проблемами безопасности. Следовательно, важно искать некоторые важные функции безопасности. Во время работы сварочные аппараты обычно нагреваются. Итак, очень важно предотвратить перегрев.
В некоторых аппаратах для ручной дуговой сварки доступны различные функции безопасности: перегрузка, перенапряжение, пониженное напряжение, перегрузка по току, перегрев, защита от прилипания и защита от тепловой перегрузки. Все функции безопасности гарантируют, что использование аппарата для ручной сварки безопасно.
Благодаря защите от тепловой перегрузки сварочный аппарат автоматически отключается до того, как он станет очень горячим. Когда он выключен, он запускается только тогда, когда агрегат остынет.
5. ПереносимостьБольшинство аппаратов для ручной дуговой сварки портативны.Важно проверить портативность, потому что иногда вам нужно выполнять сварку вне дома. Благодаря портативности можно легко носить с собой. Вес и качество сборки определяют портативность. Вы можете рассмотреть возможность покупки легкого сварочного аппарата для портативности.
6. Прочие особенностиЕсть некоторые дополнительные функции, которыми может быть оснащен аппарат для дуговой сварки. Плазменные резаки являются дополнительной функцией для аппаратов для дуговой сварки. Это одна из самых ценных функций.
Некоторые другие функции могут включать поддержку различных процессов сварки, таких как функция сварки TIG, или процесс сварки MIG или флюсовой сердцевины. Такие дополнительные функции помогут вам легко и быстро переключаться между различными функциями, быстро и по доступной цене.
Дополнительные функции бесполезны, если вы хотите использовать оборудование только в качестве сварочного аппарата. Тем не менее, если вы хотите выполнить плазменную резку или различные виды сварки, разумно купить многофункциональный сварочный аппарат.
7. СтоимостьАппараты для дуговой сварки не так уж и дороги. По цене ок. За 200 долларов вы можете купить бюджетный сварочный аппарат, обеспечивающий надежные результаты и надежность. Если вы увеличите свой бюджет, вы сможете получить сварочный аппарат с еще большей мощностью и большей универсальностью.
Часто задаваемые вопросы1. Чем дуговая сварка электродом лучше, чем сварка MIG или TIG?
СваркаMIG – это более быстрый и простой процесс; однако это не обеспечивает такое же качество сварного шва для шва, который следует герметизировать.При сварке TIG сварные швы хорошо известны, и их легко отличить от хорошего качества сварного шва. Но сварка TIG медленная и дорогая. Сварка штучной дуговой сваркой отличается скоростью, доступностью и предсказуемостью.
2. Как работает аппарат для дуговой сварки?
В процессе сварки используется электрический ток, подаваемый от источника сварочного тока. Этот ток может быть как постоянным, так и переменным. Он выходит из источника сварочного тока и проходит через зазор между металлом и сварочным стержнем.В этот момент ток создаст электрическую дугу из-за разницы потенциалов.
3. Можно ли применять дуговую сварку в помещении и на открытом воздухе?
Да, благодаря своей универсальности, дуговая сварка штучной сваркой может использоваться как внутри помещений, так и на открытом воздухе. Он эффективно сваривает большинство стыков и сплавов. Большинство сварщиков идут на это, потому что это самый доступный сварочный процесс. Соответствующий процесс позволяет создать эффективную и надежную склейку любых металлов.
4. Необходимо ли иметь отличные навыки перед использованием аппарата для дуговой сварки?
Да, использование аппарата для ручной дуговой сварки требует высокого уровня навыков. Это верно не для всех сварочных процессов. Однако большинству из них требуется высокий уровень квалификации. Если вы новичок в дуговой сварке, вам нужно потренироваться, прежде чем работать над реальными проектами.
5. Как определить идеальный процесс сварки?
Во-первых, подумайте о сварочном проекте и его типе.После этого нужно подумать о материалах, которые вы собираетесь использовать. Важным фактором, который следует учитывать, является толщина металла. Необходимо знать, какова точная толщина материалов. Каждый процесс сварки ограничен точными металлами и толщиной.
6. Какие важные факторы следует учитывать при выборе аппарата для дуговой сварки?
Прежде чем выбирать аппарат для дуговой сварки, следует учитывать следующие факторы. Это используемые технологии, источник питания, рабочий цикл, используемые материалы, простота переноски, функции защиты, совместимость с другими металлами и цена.
ЗаключениеСварочные аппараты для дуговой сварки известны своей превосходной скоростью и предсказуемостью. Они широко используются в домашних и промышленных сварочных установках. Все описанные выше аппараты для ручной дуговой сварки имеют несколько уникальных функций и операций, отвечающих конкретным потребностям. Убедитесь, что вы выбрали те, которые соответствуют вашим требованиям.
Исходя из вышеизложенного, сварочный аппарат S7 для дуговой сварки (110 В и 220 В) IGBT Digital Display LCD Welder – лучший выбор с точки зрения отличного рабочего цикла, новейшей инверторной технологии, портативности и легко читаемого дисплея.Сварочный аппарат Amico Power Stick , инверторный сварочный аппарат постоянного тока с инверторным IGBT на 160 А отличается превосходной стабильностью дуги, функциями безопасности, широкой совместимостью и эффективным механизмом охлаждения.
Техническое обслуживание сварщика
Первый шаг к успешной сварке: правильное обслуживание сварочного оборудования
Скотт Скрянк, Lincoln Electric Company
| Один из наиболее важных и простых способов создания прочных сварных швов – это правильное обслуживание сварочного оборудования.Уход за сварщиком не требует больших усилий и в конечном итоге может значительно сэкономить время и деньги – как на долговечности оборудования, так и на качестве и производительности сварки. Правильное краткосрочное обслуживание машины поможет вам избежать некоторых распространенных ошибок при сварке и поможет избежать затрат на дорогостоящий ремонт неправильно обслуживаемого или запущенного оборудования. В зависимости от типа сварочного оборудования, которое вы используете, необходимое обслуживание будет разным. Сварочное оборудование Stick (SMAW) требует очень небольшого обслуживания, в то время как сварщикам MIG (GMAW) и TIG (GTAW) требуется немного больше внимания и ухода, чтобы оставаться в надлежащей форме |
| Уход за вашим сварочным оборудованием для стержневой сварки (SMAW) Поскольку большинство компонентов оборудования находится внутри сварочного аппарата, оборудование для стержневой сварки требует минимального технического обслуживания. Единственные элементы, отсутствующие внутри оборудования, – это электрододержатель и зажим заземления. Однако эти элементы не требуют большого ежедневного обслуживания; скорее, эти детали имеют тенденцию изнашиваться со временем, поэтому рекомендуется следить за их состоянием и при необходимости заменять эти детали. В долгосрочной перспективе вам необходимо, чтобы квалифицированный технический специалист проверил внутреннюю часть устройства на предмет скопления грязи, пыли и сажи на охлаждающих вентиляторах, проводке, трансформаторах и печатных платах.Такое обслуживание машины поможет охладить компоненты и продлить срок службы устройства. Убедитесь, что вы всегда отключаете машину от сети перед выполнением любых работ по техническому обслуживанию. |
Наиболее серьезная проблема при техническом обслуживании электродов при сварке штангой. Когда стальные электроды, используемые для процесса SMAW, остаются открытыми, они склонны собирать влагу, создавая риск образования ржавчины. Обязательно заботьтесь о своих стержнях, правильно храня их в закрытом контейнере и плотно закрывая крышкой.Вы также можете использовать стержневую печь, такую как стержневую печь HydroGuard ™ от Lincoln Electric, чтобы поддерживать необходимый уровень влажности электродов. Поместите электроды в стержневую печь, как только контейнер будет открыт, чтобы предотвратить попадание влаги и убедиться, что содержание влаги в электроде остается на должном уровне. Если вы свариваете только время от времени, нет необходимости покупать стержневую печь – просто купите стержни, которые поставляются в герметично закрывающемся контейнере. Наконец, всегда храните электроды в вертикальном положении, чтобы предотвратить повреждение, которое может произойти, когда стержни сталкиваются друг с другом, так как помятые стержни или электроды без экструдированного покрытия могут отрицательно повлиять на качество сварки. |
| Техническое обслуживание аппаратов для сварки MIG (GMAW) В отличие от аппаратов для сварки штангой, аппараты для сварки проволокой (сварка MIG и / или порошковой сваркой) включают в себя гораздо больше периферийных элементов, включая футеровку пистолета, контактные наконечники пистолета и шланг защитного газа, и поэтому требуют более регулярный уход и внимание. Опять же, всегда отключайте машину от сети перед выполнением любых работ по техническому обслуживанию. Стальные приводные ролики обычно не подвержены сильному износу. Однако, когда проволока проходит по ним, это может привести к накоплению большого количества грязи и пыли на приводных роликах. Для борьбы с скоплением грязи рекомендуется продувать внутреннюю часть секции подачи машины сжатым воздухом не реже одного раза в неделю, чтобы приводные ролики оставались чистыми и в наилучшей форме для подачи тонких материалов 0,025 – 0,035 дюймовая сварочная проволока. В качестве альтернативы вы можете снять ролики и очистить их металлической щеткой.Самое главное – независимо от того, какой метод вы выберете – всегда убедитесь, что механизм подачи проволоки выключен, прежде чем проверять или чистить приводные ролики. Поскольку проволока проходит через приводные ролики в футеровку пистолета, она может образовывать скопление грязи и пыли на лайнере. Опять же, рекомендуется продувать лайнер сжатым воздухом со стороны контактного наконечника пистолета примерно раз в неделю, чтобы удалить скопившуюся пыль и грязь, особенно если вы не пользуетесь сварочным аппаратом постоянно. |
Затем всегда проверяйте, чтобы лайнер был обрезан до нужной длины – если он слишком короткий, между лайнером и удерживающей головкой может скопиться грязь и пыль, что вызовет проблемы с механизмом подачи проволоки. И, чтобы обеспечить постоянную защиту и уход за гильзой пистолета, никогда не водите и не катите что-либо тяжелое по кабелю пистолета – гильза сплющится, и вам, как правило, придется ее заменить. |
Часто упускаются из виду области обслуживания сварщика, контактные наконечники пистолета, конус и диффузор необходимы для обеспечения бесперебойной сварки.Поскольку эти компоненты работают вместе, обеспечивая необходимую электропроводность и рассеивание газа для процесса MIG, вы не сможете правильно сваривать, если эти элементы вашей системы не будут поддерживаться в идеальном состоянии. |
Во время сварки сопло пистолета, которое защищает сварной шов, часто заполняется брызгами. Следите за тем, чтобы сопло было чистым, чтобы не препятствовать потоку газа и не мешать сварке.Использование окунания для сопла поможет сохранить сопло в чистоте. Подобно консистенции желе, продукт, называемый окунанием для форсунки, может помочь предотвратить прилипание брызг к форсунке. Просто время от времени окунайте сопло в продукт во время сварки, чтобы уменьшить скопление брызг. Однако не погружайте сопло полностью, так как это может повредить пористый изолятор внутри сопла – просто окуните наконечник. Кроме того, храните насадку в упаковке производителя, чтобы предотвратить повреждение – если вы выбросите ее в мусорное ведро или другой контейнер, она может получить вмятины или царапины, создавая дефектные участки, на которых могут собираться брызги. |
| Диффузор ввинчивается в трубку пистолета внутри сопла и распределяет защитный газ, необходимый для сварки MIG или порошковой порошковой сваркой в среде защитного газа. Как и на сопле, скопление брызг на диффузоре также будет препятствовать потоку газа. Регулярно снимайте конус и проверяйте диффузор, чтобы убедиться, что он не забит. Если в диффузоре есть брызги, протрите его металлической щеткой или тряпкой. Чтобы обеспечить оптимальную форму контактных наконечников пистолета, старайтесь не прикасаться наконечником к обрабатываемой детали. Каждый раз, когда вы устанавливаете нежелательное электрическое соединение между наконечником и обрабатываемой деталью, наконечник повреждается. Часто можно обжечь наконечник до такой степени, чтобы изменить путь проволоки через наконечник и повлиять на качество сварки. Кроме того, для достижения наилучших характеристик обязательно меняйте наконечник на модель с правильным размером отверстия каждый раз, когда вы меняете размер диаметра проволоки. Тем не менее, несмотря на все усилия сварщика, контактные наконечники пистолета в конечном итоге все же необходимо заменить.После продолжительного использования диаметр отверстия в наконечнике будет увеличиваться, что повлияет на размещение проволоки в соединении. Кроме того, наконечники изнашиваются и покрываются брызгами. Это сигнализирует о том, что пора покупать новые, например насадки Copper Plus®, предлагаемые в линейке пистолетов Lincoln Electric Magnum® PRO. |
| Другие проблемы при сварке MIG включают в себя внимание к баллону с защитным газом – убедитесь, что он всегда привязан к машине или где-нибудь в цехе.Если он упадет с регулятором на нем, газ попытается уйти, и поток газа потенциально может кому-то повредить. Чтобы предотвратить утечку газа, когда он не используется, снимите регулятор и прикрепите защитный колпачок с резьбой к верхней части баллона, чтобы обеспечить безопасность системы клапанов и предотвратить разрыв. Чтобы шланг защитного газа оставался в хорошем состоянии, намотайте его свободно и храните над землей, чтобы предотвратить его перекручивание или перегиб, что может привести к повреждению. Также не забывайте регулярно проверять его на предмет каких-либо отверстий или потенциальных мест утечки.Храните его в прохладном и сухом месте. |
| Возможно, самый простой совет по уходу за сварочным аппаратом MIG – это предотвращать попадание пыли, закрывая верхнюю часть аппарата, когда он не используется. Кроме того, рекомендуется периодически привлекать сертифицированного технического специалиста для обслуживания / осмотра вашего оружия. Хотя сварка MIG требует гораздо большего обслуживания оборудования, чем сварка штучной сваркой, одно из преимуществ процесса GMAW заключается в том, что проволока, как правило, покрыта медью, что означает меньшую вероятность появления ржавчины, что устраняет необходимость в стержневой печи. Уход за оборудованием MIG состоит из множества элементов, но есть простой способ обнаружить потенциальную проблему обслуживания – видимые отверстия пористости в сварном шве. При любом процессе с защитным газом видимая пористость в сварном шве указывает на проблему с процедурой или на проблему с защитным газом – это означает, что у вас закончился газ, сопло забито или есть отверстие в вашей линии защитного газа. Поэтому обращайте внимание на качество сварных швов – это простой барометр того, своевременно ли проводится техническое обслуживание вашего оборудования. |
Сварочные аппараты – обзор
Механизированная и автоматическая сварка
В главе 3 этого раздела мы упомянули «автоматическую сварку». Потребность в автоматической сварке возникает из-за стремления к увеличению производительности и устранению вмешательства человека в, казалось бы, рутинную и повторяющуюся работу. Он также способствует гораздо более высокому уровню производительности, используя более высокие токи и тепло, которые трудно, если вообще возможно, использовать из-за человеческой терпимости и ограничений безопасности.
В обрабатывающей промышленности термин автомат / автомат означает, что некоторые функции или этапы операции выполняются механическим или электронным устройством или их комбинацией. Степень автоматизации различна, так как некоторые функции могут охватывать все операции или они могут охватывать только некоторую часть операции.
Слова механизированный и автоматический часто используются для описания таких методов сварки.Термин «механизированный» используется для обозначения того, что движения в процессе сварки просто механизированы, и не многие элементы электроники контролируются искусственным интеллектом (ИИ), хотя существуют веские аргументы в пользу того, что использование термина AI может дать Создается впечатление, что устройство способно к самообучению, но это не так, но AI – это будущая возможность в этой области. Текущая система – это в основном кинематические алгоритмы и вычисления, запрограммированные в систему. Напротив, слово автоматический используется по-разному; это означает, что некоторая степень искусственного интеллекта используется для манипулирования механическими рычагами, которые могут помочь сварочной головке (горелке) перемещаться по линии сварного шва или располагаться в труднодоступных местах сварки по мере выполнения сварки.В более сложных формах он может делать все это, управляя текущей скоростью и скоростью перемещения сварного шва в заданном диапазоне предельных значений параметров. Он также может включать в себя гораздо более сложные элементы управления, которые удалены от органов управления оператора и запрограммированы в машине. Он может включать в себя различные элементы управления параметрами, сварочную головку и управление заданиями для наиболее эффективного проведения сварки.
Сварочная автоматизация – это не только возможность установить сварочную головку на машину, которая представляет собой шарнирно-сочлененную или механическую руку, но также включает в себя ряд операций по планированию, организации и мониторингу производственного процесса.Он включает в себя тщательную оценку сварочного / производственного процесса, процедур, производственных этапов и средств контроля, а затем решение, какие из этих ручных действий использовать и в какой степени их нужно автоматизировать. Поскольку большая часть сварочных работ зависит от мнения сварщика, важно, чтобы решение по автоматизации основывалось на определении того, какие действия можно освободить от ручной оценки и выполнить на машине; эта машина может включать сложную электронную систему управления, она может использовать простые механические движения, имитирующие ручную сварку, или это может быть комбинация того и другого.
Целью автоматизации является снижение производственных затрат за счет повышения производительности; он также направлен на улучшение качества продукции за счет перехода повторяющихся движений от ручного к механическому. Степень сложности – это просто вопрос улучшения этих основных целей.
Машинная сварка или механизированная сварка выполняется сварочным оборудованием под постоянным контролем сварщика. Сварка может выполняться под неподвижной головкой, когда объект перемещается вдоль линии сварки, чтобы сварочная головка сваривала, или это может выполняться, когда объект неподвижен, а сварочная головка перемещается по линии сварки для выполнения сварки.При такой настройке аппарат может или не сможет загружать и выгружать работу на сварочную станцию. Система машинной сварки может иметь одно или комбинацию из следующего:
- •
Машинная тележка – это путь для пересечения линии сварки, который может быть как рельсовым, так и тракторным. Такая каретка могла обеспечивать как горизонтальное, так и вертикальное перемещение сварочной головки. Орбитальное движение также используется для сварки кольцевых швов в трубах или любых круглых объектах, таких как сосуды высокого давления, резервуары и т. Д.Поскольку положение и скорость перемещения являются важными параметрами для сварки, очень важно точное управление этими движениями. При машинной сварке это тщательно контролируется сварщиком.
- •
Манипулятор сварочной головки по сути является продолжением сварочной головки сварочного аппарата, установленного на стреле. Манипулятор может перемещать стрелу вверх или вниз по мачте, установленной на вертлюг. Для успешной сварки и качественного производства требуется плавное движение манипулятора.Ниже приведены основные элементы машинной сварки:
- •
Скорость перемещения
- •
Скорость непрерывного заполнения присадочным металлом
- •
Запуск и поддержание сварочной дуги
- •
37
Движения дуги.
Присутствие оператора на месте сварки имеет важное значение при машинной сварке, так как оператор должен наблюдать за процессом сварки.Оператор постоянно взаимодействует со сварочным оборудованием, чтобы обеспечить правильное размещение сварочной головки и надлежащую наплавку металла шва.
Автоматическая сварка , в отличие от машинной сварки, описанной ранее, выполняется с помощью оборудования, которое выполняет всю операцию сварки без каких-либо регулировок или контроля со стороны сварщика. Хотя работа оборудования не зависит от оператора сварки, оператор должен убедиться, что электромеханическое функционирование системы находится в надлежащем рабочем состоянии; таким образом, набор навыков оператора в этом отношении значительно улучшается.Это требует надлежащего обучения для понимания функций машины и электронной системы.
Система сама по себе может или не может быть способна загружать и выгружать работу на сварочную станцию.
При автоматической сварке используются рассмотренные ранее элементы машинной сварки. Подготовка сварного шва – очень важный фактор в любом качественном сварном шве; однако существует строгий спрос на более точную подготовку шва для успешной автоматической сварки. В процессе автоматической сварки важную роль играет контроллер цикла сварки.Это контролирует сварочные операции, а также подъемно-транспортное оборудование и приспособления для работы. Контроллер точно рассчитывает эти действия и различные этапы, чтобы обеспечить качественную сварку и быстрый производственный процесс. Эффективный результат автоматической сварки может привести к:
- •
Постоянному качеству сварки
- •
Повышению производительности
- •
Прогнозируемой скорости производства
37
37
- сварки
- •
Сварочные операции должны быть интегрированы с другими производственными процессами
Как мы видим, автоматическая сварка – очень полезный инструмент для быстрого и последовательного производственного процесса, в котором работа относительно повторяющаяся по своей природе.Однако система имеет некоторые ограничения, которые ограничивают ее универсальное использование. Эти ограничения могут включать:
- •
Тяжелые капиталовложения
- •
Сложные устройства перемещения дуги и управления, которые предварительно запрограммированы в последовательности операций
- •
Подходит только для крупных производственных заказов
- •
Требуется специальное приспособление для точной подгонки и выравнивания стыковых бородавок, подлежащих сварке
Успешное применение автоматизации сварки возможно с использованием роботизированных технологий; Робот – это, по сути, механическое устройство, которое можно запрограммировать для выполнения некоторых запрограммированных задач, таких как манипулирование сварочной головкой и позиционирование работы на сварочной станции.
Эти роботы (подробнее о роботах см. В следующих параграфах) могут использоваться с технологией компьютеризованного числового управления для учета вариаций в работе. Это позволяет изменять программу сварки (например, параметры сварки и позиционирование заданий) в соответствии с другим набором требований к сварке.
