
Как настроить сварочный полуавтомат: Параметры и функции
Эта статья поможет исключить ошибки в настройке сварочных устройств и укажет начинающим сварщикам нужное направление. Все значения носят рекомендательный характер, поэтому их не нужно воспринимать слишком буквально. У каждого сварочного полуавтомата свои характеристики и особенности. Также на необходимые настройки сварочника влияют внешние факторы: толщина деталей и их положение в пространстве, конфигурация стыка и т. д. Поэтому отталкивайтесь от своей конкретной ситуации и экспериментируйте.
Регулируемые параметры полуавтоматических сварочников
Как настроить сварочный полуавтомат ? Устройства позволяют регулировать подачу проволоки, силу тока, напряжение дуги, поток защитного газа. Помните, что при неудачном балансе между всеми четырьмя параметрами невозможно обеспечить не только нужную форму шва, но и необходимую глубину провара. Одним из индикаторов того, что настройка сварочного аппарата была выполнена успешно, является размер застывшего шарика на конце присадочного материала – он должен быть небольшим.

Взаимосвязь регулировок или отсутствие влияния можно отследить, пользуясь таблицей:
Напряжение
Величина в сварочных агрегатах может устанавливаться ступенчато или плавно, с помощью механических или цифровых регуляторов. Она зависит от толщины свариваемых заготовок и диаметра сварочной проволоки.
От настройки напряжения зависит прочность соединения, поскольку:
- недостаточное значение параметра приведет к получению чересчур узкого и высокого шва с плохим проваром;
- слишком большое значение способствует формированию чрезмерно широкого шва, возможностью прожига и приварки проволоки к контактному наконечнику.
Некоторые полуавтоматы имеют уже размещенную таблицу с рекомендуемыми значениями. Самым удобным местом для этого является внутренняя сторона крышки, закрывающая катушку с присадочным материалом. Немало подобных таблиц также можно отыскать в интернете.
Скорость подачи проволоки / сила тока
Данный параметр меняют вслед за изменением напряжения или сменой диаметра/марки расходного материала. Следует отметить, что в дорогостоящих полуавтоматах может встречаться автоматическая регулировка скорости движения присадки вместе с изменением напряжения (синергетический режим SYN).
Регулируя подачу расходника в сварочных полуавтоматах, вы также автоматически изменяете силу тока, поскольку ток и скорость взаимосвязаны. Чем быстрее движется расходный материал, тем более высокая сила сварочного тока должна прилагаться. Соответственно, возрастает и температураный режим электросварки.
Неправильно заданная регулировка приведет к следующим последствиям:
- слишком высокое значение приведет к тому, что проволока будет не успевать расплавляться и к большому количеству брызг;
- чересчур низкая скорость подачи проволоки приведет к ее расплавлению задолго до прикосновения с деталью, что будет способствовать не только засорению сопла, но и увеличит риск просадок и разрыва шва.

Поток защитного газа
В каждом полуавтомате предусмотрен разъем для соединения с баллоном через газовый шланг. Удастся осуществлять правильный контроль подачи газа, если баллон будет снабжен редуктором с двумя шкалами: давление в МПа или барах (манометр), расход в л/мин (расходометр). Также предусмотрены ротаметры, часто использующиеся на промышленных линиях сварки. Это измерительные приборы, показывающие быстроту расхода вещества путем поднятия поплавка. Они представляют собой прозрачные вертикальные емкости конической формы. Настройка полуавтомата с использованием подобных приспособлений будет более точной.
На баллоне, предназначенном для использования при сварочных работах, можно увидеть два разных вентиля. С помощью первого (на самом баллоне) газ высвобождается из емкости, а с помощью второго регулируется быстрота подачи вещества. Вентиль на баллоне откручивается против часовой стрелки, а регулятор расхода газа – в обратном направлении. Оптимальное значение должно быть около 7-10 л/мин. Эквивалент на манометре – 1-2 кг/см².
Вентиль на баллоне откручивается против часовой стрелки, а регулятор расхода газа – в обратном направлении. Оптимальное значение должно быть около 7-10 л/мин. Эквивалент на манометре – 1-2 кг/см².
Если так получилось, что у вас нет необходимых измерительных приборов, все еще есть возможность измерить величину расхода газовой смеси, правда это не очень удобно. Возьмите обычный резиновый воздушный шарик и наденьте его на горелку, чтобы он надувался после нажатия на курок. Он должен полностью надуваться за 30 секунд – это и будет примерно 7-10 л/мин. Чтобы шарик не проткнула присадка, откройте крышку полуавтомата для сварки и переведите расходник в недвижимое состояние с помощью соответствующего рычага.
О недостаточной подаче защитного вещества свидетельствует образование пор в соединении. Явление обуславливается тем, что в сварочную ванну из-за недостатка защиты просачивается воздух из окружающей среды. Различные элементы, находящиеся в воздушных массах, контактируют со свариваемым металлом, вступая с ним в химическую реакцию.
Чрезмерный расход полуавтоматом газа из баллона, в свою очередь, вряд ли можно определить на глаз. Проще экспериментировать на тестовых металлических болванках, начав с минимального объема вещества в минуту. Можно будет прекратить повышать значение, как только добьетесь исчезновения пор. С другой стороны, специалисты с большим опытом в сварочном деле после десятков часов работы с одним и тем же полуавтоматом умеют определять быстроту газового потока на слух.
Что касается выбора газовой смеси, то он зависит от свойств металла заготовок и необходимого качества исполнения шва:
-
углекислый газ – обеспечивает глубокий провар, но из-за грубого шва и большого количества брызг не подходит для соединения тонколистных заготовок;
- аргон без примесей – для алюминиевых заготовок;
- наиболее популярная сварочная защитная смесь 80% аргона и 20% углекислоты для конструкционных низкоуглеродистых и низколегированных сталей;
В некоторых материалах найдутся другие рекомендации по выбору: смесь углекислоты с аргоном в соотношении 3:1.Такую пропорцию стоит опробовать для сварки тонких листов металла. Она гарантирует получение шва малой толщины и обеспечит минимальное количество брызг.
- сочетание 98% аргона и 2% углекислоты (или 92% аргона и 8% углекислоты) – для работы с нержавеющей сталью.
Следует помнить, что газовая сварка полуавтоматом неэффективна на открытом пространстве в слишком ветреную погоду и в помещениях с сильным сквозняком. В подобных условиях поток защитного вещества крайне нестабилен, что ведет к повышению риска обрывания пор в структуре шва (вне зависимости от настроенной подачи). В таких случаях лучшим выбором будет флюсовая самозащитная сварочная проволока.
Подбор полярности при полуавтоматическом сваривании
Факт того, подключен электрод к «плюсовому» или «минусовому» разъему, также в значительной степени влияет на процесс сварки полуавтоматом. Есть два сценария:
1. Прямая полярность – горелка подключается к «минусу». Используется при безгазовой электросварке деталей проволокой с флюсом. Режим прямой полярности отличается тем, что максимальная температура приходится не на зону сварки, а на расходный материал. В итоге флюс плавится в 1,5 раза быстрее, поэтому срабатывает именно тем образом, который необходим. Однако дуга становится менее стабильной и на выходе получается обилие шлака.
Используется при безгазовой электросварке деталей проволокой с флюсом. Режим прямой полярности отличается тем, что максимальная температура приходится не на зону сварки, а на расходный материал. В итоге флюс плавится в 1,5 раза быстрее, поэтому срабатывает именно тем образом, который необходим. Однако дуга становится менее стабильной и на выходе получается обилие шлака.
2. Обратная полярность – горелку подключают на «плюс». Применяется при использовании сплошной сварочной проволоки.
Если применить в сварочном устройстве неправильную полярность для определенного вида расходника, это не самым лучшим образом скажется на прочности получившегося соединения. Также некорректный режим сварки может привести к увеличению количества брызг, уменьшению глубины провара, худшему управлению дугой.
Вылет проволоки
Под этой регулировкой подразумевают расстояние от места, где заканчивается токопроводящий наконечник горелки полуавтомата, до проволочного кончика.
 Что касается самого вылета, то рекомендуется следовать таким советам:
Что касается самого вылета, то рекомендуется следовать таким советам:- если используется углекислота или смеси, то разумно держать расстояние в диапазоне 6-10 мм;
- не делайте вылет слишком значительным, так как это ослабляет дугу;
- чем меньше вылет, тем более стабильна дуга и лучше проплавление, даже с не очень большим напряжением;
- сваривание под флюсом требует более длинного вылета, чем обычно (это необходимо для увеличения температуры плавления).
Как вы видите, лучший результат электросварки получится, если вылет расходника в полуавтомате будет как можно более коротким, но не меньше критического значения. Это обусловлено тем, что при отдалении сопла от зоны сваривания уменьшается эффективность газовой защиты.
Обратите внимание! Не путайте вылет и выпуск проволоки. В отличие от первого, выпуск – расстояние от сопла горелки до торцевой части присадочного материала.
Следует учитывать также еще одну регулировку – степень утопленности наконечника горелки внутрь сопла или, наоборот, ее выдвижения наружу. Чем глубже посажен наконечник, тем длиннее нужно делать вылет. Некоторые полуавтоматы для сварки поддерживают изменение расположения наконечника горелки относительно сопла в определенном диапазоне.
Чем глубже посажен наконечник, тем длиннее нужно делать вылет. Некоторые полуавтоматы для сварки поддерживают изменение расположения наконечника горелки относительно сопла в определенном диапазоне.
Каким именно должен быть вылет и выпуск, также можно определить, исходя из диаметра проволоки. Следует ориентироваться на рекомендуемые в таблице значения:
Неправильное расположение элементов горелки может привести к избыточным брызгам, недостаточному провару, короблению, сквозному прожигу.
Как настроить сварочник для сварки алюминия?
Из-за своих химических свойств алюминиевые детали труднее поддаются соединению электрической дугой. Однако, если следовать всем советам, можно добиться желаемого результата.
Как настроить сварочный аппарат полуавтоматической сварки для работы с алюминием? Помните следующее:- Варить нужно на обратной полярности.
 Это приведет к более эффективному разрушению оксидной пленки.
Это приведет к более эффективному разрушению оксидной пленки. - Механизм, подающий расходный материал, оснащается четырьмя роликами (в профессиональных аппаратах). Металл мягкий, поэтому стремится к сминанию. Также надо учесть, что потребуются гладкие ролики в форме буквы U, не имеющие насечек.
- Диаметр проволоки следует подбирать меньший, чем у наконечника для сварки алюминия, так как при нагреве металл очень быстро расширяется.
- Горелка должна обладать тефлоновым каналом для подачи проволоки для минимизации трения расходника.
Правильная настройка сварочного полуавтомата для сварки алюминия также включает бережное затягивание ручки подающего механизма. Сделайте это плотно, но не до упора, чтобы алюминиевая проволока не деформировалась.
особенности, техобслуживание, эксплуатация и хранение
Сварочный ток — очень важный параметр, от которого во много зависит качество готового сварного соединения.
 Начинающим сварщикам порой трудно разобраться в разнообразии настроек, предлагаемых ГОСТами. Ведь чтобы правильно выставить силу сварочного тока учитывается всё, и даже такие неочевидные для новичка особенности, как толщина металла.
Начинающим сварщикам порой трудно разобраться в разнообразии настроек, предлагаемых ГОСТами. Ведь чтобы правильно выставить силу сварочного тока учитывается всё, и даже такие неочевидные для новичка особенности, как толщина металла.В этой статье мы расскажем, как подобрать параметр сварочного тока исходя из диаметра электрода. При написании этого материала мы руководствовались собственным опытом и нормативным документами. Раньше начинающие сварщики были вынуждены сами высчитывать все настройки с помощью формул. Сейчас можно воспользоваться готовыми рекомендуемыми настройками.
Отдельно хотим отметить, что в этой статье мы будем рассказывать про настройку тока для дуговой сварки с применением инвертора, как самого распространенного и простого типа сварочного оборудования.
Выбор аппарата для бытовой сварки
Видов сварки сегодня очень много. Но большинство из них предназначены для специальных работ или рассчитаны на промышленные масштабы. Для бытовых нужд вряд ли потребуется овладевать лазерной установкой или электронно-лучевой пушкой. Да и газовая сварка для начинающих – не самый лучший вариант.
Да и газовая сварка для начинающих – не самый лучший вариант.
Самый простой способ расплавить металл для соединения деталей – точечно воздействовать на него высокой температурой электрической дуги, возникающей между элементами с разными зарядами.
Электрическая дуга
Именно этот процесс обеспечивают аппараты для электродуговой сварки, работающие от постоянного или переменного тока:
- Сварочный трансформатор варит переменным током. Для новичка такой аппарат вряд ли подойдет, так как работать с ним сложнее из-за «скачущей» дуги, для управления которой нужен немалый опыт. К другим минусам трансформаторов можно отнести негативное влияние на сеть (вызывает скачки напряжения, которые могут привести к поломке бытовой техники), сильный шум при работе, внушительные габариты прибора и большой вес.
Сварочный трансформатор
- Инвертор имеет множество преимуществ перед трансформатором. Он вызывает электродугу постоянным током, она не «скачет», поэтому процесс сварки проходит более спокойно и контролируемо для сварщика и без последствий для домашней техники.
 Кроме того, инверторы компактны, легки и практически бесшумны.
Кроме того, инверторы компактны, легки и практически бесшумны.
Поэтому если перед вами стоит задача, как научиться варить электросваркой, то лучше всего приобрести инверторный аппарат.
Сварочный инвертор
Особенности функционирования
Простота эксплуатации отличает инверторную сварку от трансформаторной. Чтобы начать сварочные работы нужно лишь запитать инвертор от обычной розетки домашней электросети.
Для сглаживания поступающего переменного тока в аппарат встроен фильтр выпрямителя. За преобразование постоянного тока в переменный высокой частоты — отвечают транзисторы. Теперь частота равняется 20-50 кГц.
Это лишь первый этап. Следующая фаза состоит в понижении высокочастотного переменного тока. Показатель величины силы сварочного тока будет составлять порядка 100-200 Ампер.
Что ещё необходимо иметь
Сварочный аппарат без электродов – совершенно бесполезный агрегат. Электроды – это расходный материал, они тоже бывают разными: плавящимися и неплавящимися, металлическими (из стали, меди и других металлов) и неметаллическими, в виде проволоки или жесткого стержня, с разным защитным покрытием и т. д.
д.
Тем, кто задался вопросом, как правильно варить сваркой электродами, начинать лучше всего со стальных универсальных стержней толщиной 3 мм или 4 мм. Диаметр указан на упаковке, выбрать нужные будет несложно. Освоив работу с ними, можно будет переходить на другие виды, но вряд ли они будут востребованы в быту.
Электроды для инвертора
Помимо расходных материалов для сварки обязательно потребуется маска сварщика. Работать без неё категорически нельзя, иначе можно быстро получить ожог роговицы глаз и много других проблем со зрением. Лучшими считаются маски со стеклом-хамелеоном. Вернее, с автоматическим светофильтром, реагирующим на изменения освещенности и защищающим глаза от вредного излучения.
Также желательно обзавестись подходящей одеждой, обувью и перчатками, которые не прожигаются искрами и в случае чего смогут защитить от удара током.
Из инструментов понадобится молоток для сбивания окалины со шва, а также всевозможные тиски, зажимы и магнитные уголки, с помощью которых можно фиксировать свариваемые детали в нужном положении.
Минимальный набор для начинающего сварщика
Условия использования
Схема сварочного инвертора довольно простая, она повторно-прерывистая, при краткосрочном воздействии достигается максимальный результат. Конструкция оборудования обеспечивает необходимый уровень безопасности, устройство отлично работает при подключении к обычной электрической сети, но применять надо только вилки «евростандарт», имеющие заземление.
Схема устройства сварочного инвертора.
Длительность нагрузки при работе равна 5 минутам, но чаще всего используется так называемый 3-минутный цикл, равный 60% нагрузки на оборудование. Такой режим лучше всего не нарушать, так как может нагреться корпус, а это приведет к выходу из строя всего оборудования.
Перед тем как начинать сварочные работы, необходимо приготовить не только оборудование, но и средства защиты. Для сварщика понадобятся:
- Специальная маска сварщика, включающая шлем и защитное стекло для глаз.
- Перчатки из плотной ткани, которая не возгорается при попадании искр и капель металла.
- Роба, выполненная из той же ткани, что и перчатки.
Проводить работы следует на поверхности, выполненной из невозгорающихся материалов, например, на металлической столешнице.
Азы сварочных работ
Чтобы вызвать образование электрической дуги, нужно, чтобы соприкоснулись два разнозаряженных токопроводящих элемента. Одним из них, отрицательным, выступает электрод, а другим свариваемая поверхность, к которой подсоединяется металлический зажим, кабель от которого подключен положительному выходу инвертора.
Сварка электродом обусловлена расплавлением металла теплом, выделяемым дугой. Чтобы шов получился ровным, она не должна прерываться. Итак, для начала работы необходимо установить электрод, настроить инвертор, зажечь дугу и научиться её контролировать.
Установка электрода
Инверторный аппарат снабжен двумя кабелями. На конце одного из них закреплен зажим-прищепка, которым он цепляется за металлическую деталь. А второй кабель оснащен держателем для электрода, который может быть винтовым или пружинным.
Сварочные кабели
На нашем сайте Вы можете ознакомиться с самыми популярными проектами домов, для отделки которых использовался искусственный камень – от строительных компаний, представленных на выставке домов «Малоэтажная Страна».
У винтового держателя нужно открутить головку на ручке, а после установки электрода в гнездо снова закрутить её. С пружинным проще: достаточно нажать на клавишу, чтобы открыть гнездо.
Подключение сварочного аппарата
Сварочные кабели подключаются к инвертору через специальные выходы на корпусе прибора с разной полярностью. К какому из них присоединить зажим, а к какому электрод, зависит прежде всего от свариваемых материалов. С этим моментом нужно разобраться, чтобы понять, как правильно варить сваркой, и не путаться:
- Стандартное подключение для сварки стальных деталей – минус на кабель массы с электродом, а плюс на кабель с зажимом. Оно носит название прямой полярности и подходит для большинства соединений, требующихся в быту.
 Прямая полярность обеспечивает классическое движение электронов от минуса к плюсу, при котором они передают металлу значительную часть энергии и лучше нагревают его.
Прямая полярность обеспечивает классическое движение электронов от минуса к плюсу, при котором они передают металлу значительную часть энергии и лучше нагревают его. - Если выполнить подключение зажима на минус, а электрода на плюс, получим обратную полярность с меньшей степенью нагрева. Что бывает необходимо при сварке изделий из нержавеющей стали и в некоторых других случаях.
Стрелочками на схеме указано направление движения электронов
Совет! Овладевать азами сварки лучше всего на деталях из «черного» металла, используя подключение с прямой полярностью.
Теперь можно включать аппарат в сеть и приступать к работе.
Зажигание электрической дуги
Перед тем как научиться варить сваркой, нужно вызвать появление дуги, для чего осуществляют кратковременный контакт электрода с металлической деталью. Сделать это можно двумя способами: впритык и чирканьем:
- Розжиг впритык заключается в постукивании по металлу кончиком подключенного электрода.

- Зажигание дуги чирканьем выполняется аналогично тому, как зажигается спичка о коробок.
Преимуществ ни у одного из этих способов нет – каждый делает так, как ему больше нравится и удобно.
Резка металла электродом
Иногда возникает необходимость разрезать массивную металлическую деталь – толстый двутавр или швеллер, металлический пруток. Отрезным диском «болгарки» не везде можно подобраться, да и мощность ее для резки толстого металла должна быть солидной.
В этом случае сварочный аппарат способен выручить, если, конечно, эстетические качества реза не являются важными. Возьмите достаточно толстый электрод и установите ток прямой полярности, примерно в два раза превышающий нужный для сварки этим электродом. Для любительского инвертора он, скорее всего, будет превышать максимальный, поэтому просто поверните регулятор до упора, не забывая о том, что выше было написано о значении коэффициента ПВ.
Главное в начале резки электродом – это прожечь деталь насквозь, чтобы затем, ведя электрод в направлении резки, давать стекать расплавленному металлу в отверстие. Не забывайте, что брызги расплавленного металла будут разлетаться активно и очень далеко.
Не забывайте, что брызги расплавленного металла будут разлетаться активно и очень далеко.
Видео описание
Наглядно способы розжига электродов показаны в видео:
Главное, чтобы движения были достаточно быстрыми, а контакт кратковременным, иначе электрод «прилипнет» к металлу. Особенно часто это случается с новыми, ещё не побывавшими в работе электродами.
В то же время частично израсходованный электрод может не зажечься сразу из-за образовавшегося на его кончике наплыва от расплавленного защитного покрытия. Его проще отбить методом постукивания.
Непосредственно к тому, как правильно варить электросваркой, можно переходить после уверенного овладения навыком возбуждения дуги. Но для начала стоит разобраться, что происходит или должно происходить в процессе. Без этого двигаться дальше не получится.
На нашем сайте Вы можете найти контакты строительных компаний, которые предлагают услуги по работам с электросетями и соответствующее оборудование.
Напрямую пообщаться с представителями можно посетив выставку домов «Малоэтажная Страна».
Анализ сварочного процесса
В месте возникновения сварочной дуги температура сильно повышается, в результате чего начинает плавиться металл и свариваемых деталей, и самого стержня электрода. Жидкий расплавленный металл заполняет собой выжженное углубление, которое на профессиональном языке зовется сварной ванной.
Схематичное изображение процесса электродуговой сварки
Одновременно разрушается и защитное покрытие электрода, выполняя свою функцию: часть покрытия плавится, превращаясь в шлак, который закрывает собой свежий стык и препятствует контакту металла с кислородом, а также сохраняет под собой высокую температуру. А другая часть переходит в газообразное состояние, создавая вокруг сварной ванны защитную атмосферу, и тоже не пропуская к ней кислород воздуха.
Типы поломок
В ходе работ у вашего сварочного аппарата могут возникнуть неисправности. Они возникают по самым разным причинам: начиная от банального износа деталей, заканчивая неправильными условиями эксплуатации или браком при производстве аппарата. Ниже вы можете видеть список типичных неисправностей инвертора и методов их устранения.
Видео описание
Все это хорошо видно на замедленной съемке:
Шлаковую корку со сварного шва отбивают постукиванием молотка после того, как он остынет.
Важные нюансы
Основной секрет, как правильно сварить две детали и получить ровный шов, заключается в том, чтобы при перемещении электрода шлак успевал покрывать всю поверхность расплавленного металла. А это зависит от скорости перемещения, угла наклона электрода и траектории его движения. Немалое значение имеет и сила тока.
Универсальный рабочий угол наклона составляет 30-60 градусов относительно вертикали. При этом:
- двигая электрод углом вперед (от себя), удобно делать любые вертикальные, горизонтальные и круговые швы;
- углом назад (к себе) – сваривать угловые соединения;
- вертикальное положение электрода допускается только при сварке в труднодоступных местах;
- угол больше 60 градусов сильно растягивает сварную ванну, а металл свариваемых деталей при этом прогревается хуже. Его обычно используют, когда нужно обрезать излишки или подправить грубый шов.
Влияние угла наклона электрода на форму сварной ванны
Скорость сварки определяется экспериментально: нужно следить, чтобы форма и размеры сварной ванны оставались стабильными, не вытягивались и не расплывались. Очень важно при этом удерживать электрод на одинаковом расстоянии от поверхности – в 3-5 мм от неё. Причем по мере выжигания и углубления ванны его необходимо чуть опускать, а при переходе на следующий участок снова приподнимать, стараясь не выходить из указанных пределов.
Чтобы соединить кромки двух деталей, нужно добиться проникновения их частиц друг в друга. Для этого электрод должен двигаться не по прямой линии, а по определенной траектории, совершая колебания из стороны в сторону. Эта траектория может напоминать елочку, лесенку, восьмерки, связанные треугольники и т.п.
Варианты движений кончика электрода во время сварки
Это может быть интересно! В статье по следующей ссылке читайте всё про показания счётчика за электроэнергию.
Результатом должен стать ровный валик из наплавленного металла с одинаковой по всей длине высотой и шириной. Чтобы добиться этого, нужно немало тренироваться, отрабатывая движения и регулируя силу тока. Потому что есть разница, как варить сваркой тонкие листы, толстостенные трубы или другие изделия.
Изначально она подбирается по таблице и зависит от того, какую толщину имеют свариваемые детали.
| Толщина деталей, мм | Сила тока, А |
| 1-2 | 25-50 |
| 3 | 100-140 |
| 4-5 | 160-200 |
| 6-12 | 220-280 |
Это приблизительные значения, и даны они для сварки, когда электрод направлен вниз. При выполнении вертикальных или потолочных швов силу тока уменьшают на 10-20%.
Обратите внимание! Чем тоньше свариваемая кромка, тем меньшего диаметра берут электроды, и наоборот. «Тройка» подходит для материалов самой ходовой толщины от 2 до 5 мм.
Но при скачках напряжения в сети установленной силы тока может не хватать для нормального течения процесса в отработанном режиме. Тогда приходится снижать скорость перемещения электрода или использовать другую траекторию движения, чтобы проходить по одному месту не один раз.
Все это довольно трудно описать словами – нужно пробовать и добиваться удовлетворительных результатов.
Как контролировать дуговой промежуток?
Схема контроля дугового промежутка.
В процессе использования сварочного инвертора вам придется столкнуться с таким явлением, как дуговой промежуток.
Под ним нужно понимать зазор, образующийся в процессе сварки между металлической поверхностью и электродом сварочного инвертора. Важно поддерживать данный промежуток на одном значении.
Если зазор будет небольшим, то вы получите выпуклый шов с участками несплавления по бокам. К такому явлению приводит то, что металл не успевает достаточно прогреться. Если же зазор будет слишком большим, дуга начнет скакать. Это вызовет неровность укладки наплавляемого металла.
Поддерживая зазор на постоянной и подходящей величине, вы сформируете нормальный шов с качественным проваром. Обеспечивать высокое качество сварки можно, лишь научившись контролировать длину дуги.
Сварка элементов
Уверенно освоив азы сварочного процесса, можно переходить к соединению элементов в единую конструкцию. И здесь тоже есть свои тонкости, связанные с реакцией металла на такое воздействие.
В первую очередь нужно правильно оценивать длину шва и добиваться того, чтобы он не тянул соединяемые детали на стыках. Для этого их обязательно фиксируют в заданном положении с помощью струбцин или другими способами. А чтобы закрепить фиксацию, прихватывают поперечными швами в нескольких местах. И лишь потом обваривают.
Порядок сварки зависит от длины стыка. В одном направлении и в один заход можно варить лишь короткие швы длиной до 300 мм. Если это расстояние больше, необходимо компенсировать возникающие напряжения, накладывая швы небольшими отрезками.
Схемы выполнения швов в зависимости от длины
Не слишком красивые швы по окончании работы можно аккуратно срезать и отшлифовать болгаркой.
Это может быть интересно! В статье по следующей ссылке читайте про электрический котёл для отопления частного дома 150 м².
Общая информация
Так зачем вообще необходимо изучение инструкции по эксплуатации? Инструкция по эксплуатации может стать вашим пособием по работе с аппаратом, если вы новичок. Прочитав ее один раз вы уже получите много полезной информации и сможете выполнить вашу первую сварку.
А если вы сварщик на производстве, то изучение инструкции просто обязательно. Дело в том, что инструкция по эксплуатации аппарата позволяет быстро и просто прочитать производственные инструкции на любые типы сварочных работ. Производственная инструкция включает в себя техническое задание, типы используемого оборудования и расходников, а также непосредственно инструкцию по эксплуатации сварочного аппарата.
Техника безопасности
Электросварка популярна. Небольшой по габаритам аппарат способен герметично соединить детали в любых пространственных положениях, сварка идет быстро и управляемо. При работе следует помнить о рисках для здоровья:
- Травма глаз. Сварочная дуга излучает световую энергию, которая может обжечь роговицу глаза, отпечататься на сетчатке. Ощущение песка под веками, сложно моргнуть, припухлости — эти симптомы проходят довольно долго. Защитить глаза поможет маска со специальным стеклом, перед зажжением дуги предупреждайте окружающих возгласом: «Глаза!»
- Поражение электрическим током. Электрическая дуга — пропуск электрического тока через зазор между электродом и металлом. Чем больше сила тока, тем ярче дуга. Но если этот ток пройдет через тело человека, он умрет. Чтобы избежать поражения электрическим током, нужно: Следить за целостностью оплетки кабелей, изоляцией держака.
- Использовать качественные изолированные держаки, не хватать голыми руками держак за оголенные части.
- При постоянной работе обувать спецобувь с прорезиненной подошвой.
(tig/mma) triton alutig 250р ac/dc сварочный инвертор
Технология Soft Switch
Применяемые современные IGBT модули в инверторе построены по технологии Soft Switch, что позволяет резко снизить тепловые потери в процессе работы и, как следствие, значительно увеличить срок службы и надежность транзисторов. В результате достигается высокая стабильность сварочного цикла, исключаются резкие скачки тока, а эксплуатационный ресурс IGBT-транзисторов увеличивается до 1,5 млн рабочих часов. За счет малых потерь на нагрев значительно возрастает КПД инвертора, и аппарат в результате менее требователен к качеству сетевого напряжения.
Настройка баланса сварочной кривой
В инверторе TRITON ALUTIG 250Р AC/DC реализована функция настройки баланса тока BALANCE %. Оператор получает возможность настраивать продолжительность отрицательного полупериода волны в каждом цикле в диапазоне от 30 до 70 %. Настройка меньшей длительности баланса % EN в отрицательном периоде позволяет получить неглубокий провар с широким сварочным соединением и околошовной зоной. При большей длительности баланса % EN достигается более глубокий провар изделия и более узкий сварочный шов с околошовной зоной. Вышеописанное преимущество станет незаменимым при выполнении ряда ремонтных работ, а также в процессе обработки листовых металлов и тонких изделий.
Настройка частоты переменного тока
Оператору доступна настройка частоты переменного тока в диапазоне от 20 до 200 Гц, благодаря чему появляется возможность регулировать ширину сварочной дуги. При сварке на высокой частоте переменного тока достигается сфокусированная и стабильная дуга, обеспечивающая глубокий аккуратный провар, что особенно важно при выполнении угловых сварочных соединений. При низкой частоте тока сварочная дуга становится шире и мягче, позволяя получить более широкий шов с зоной очистки. Данный режим станет незаменим для высококачественной наплавки металла с минимальными затратами.
Настройка баланса тока
Отличительная особенность инвертора TRITON ALUTIG 250Р AC/DC — возможность настройки отношения величины тока положительного (EP) и отрицательного (EN) полупериода волны в процентном отношении EN/EP AMPERAGE %. Для каждого полупериода волны можно выставить независимую силу тока в диапазоне от -30 до +50 %. Как результат, достигается более точный подвод тепла к электроду и к детали. Благодаря меньшей величине тока EP в положительный полупериод, чем при EN, обеспечивается более качественная и быстрая очистка поверхности изделия от окислов. При этом в отрицательный полупериод достигается более глубокий провар шва. И, наоборот, при силе тока EP выше, чем при EN, провар будет неглубоким и широким с видимой очистительной зоной. В результате сварщик получает возможность, с одной стороны, установить достаточный интервал положительного периода, что позволит эффективно разбить оксидную пленку и создать нормальную зону очистки, а с другой стороны, оптимально настраивая величину тока в положительном полупериоде, можно избежать перегрева электрода/изделия.
Форма сварочной кривой
На панели управления аппарата доступна настройка формы сигнала переменного тока. При сварке синусоидальным сигналом при переменном токе значительно снижается уровень шума, что создает дополнительный комфорт в работе. Синусоидальная кривая хорошо подходит для работы с тонким металлом. Работая с прямоугольным сигналом при переменном токе, обеспечивается безопасная сварка при максимальной нагрузке. Более энергоемкая прямоугольная форма волны обеспечивает большую величину провара.
TIG Pulse
В режиме сварки TIG Pulse достигается высокая производительность и безупречное качество шва при обработке листовых и тонкостенных металлов. Оператор получает возможность настраивать частоту импульсов в пределах 0,2-50 Гц, а также длительность импульса. Таким образом, достигается полный контроль над сварочным процессом, что позволяет минимизировать производственные расходы и повысить качество шва.
Режим MIX TIG
Еще одно отличительное преимущество сварочного аппарата TRITON ALUTIG 250Р AC/DC – специализированный режим сварки MIX TIG. Благодаря этому режиму сварщик получает возможность быстро и легко обрабатывать цветные металлы и листовые стали. Сварка MIX TIG включает в себя цикл разбивания оксидной пленки переменным током и цикл провара постоянным током. Эти циклы чередуются друг с другом. В режиме MIX TIG доступна настройки частоты чередования циклов друг с другом. Кроме этого, можно настроить, какая часть внутри цикла будет затрачиваться на разбитие оксидной пленки, а какая часть – на провар. В результате повышается качество и скорость сварочного цикла и снижается расход материалов и время на доработку шва, если вообще таковая понадобится.
Режим Auto Settings
Специальный режим автоматической настройки для начинающих сварщиков.
В данном режиме сварщик регулирует только сварочный ток, все остальные характеристики сварочной дуги аппарат подбирает по синергетическому алгоритму.
PRE GAS/POST GAS
Наличие функции PRE GAS обеспечивает продувку зоны сварки перед возбуждением дуги. Кроме этого, функция «Продувка газом после сварки» или POST GAS гарантирует качественную кристаллизацию шва в защитной оболочке после отключения сварочной дуги. При этом доступна настройка времени предварительной и финишной продувки газом по отдельности.
2T/4T
Выбирая оптимальный режим работы горелки 4Т или 2Т, оператор получает возможность оптимизировать работу под конкретную задачу. При этом значительно снижается нагрузка на руки сварщика, вследствие чего повышается производительность, улучшается геометрия шва и появляется возможность работать в труднодоступных местах.
Заварка кратера
Возможность настройки времени и тока заварки кратера исключает разбрызгивание металла в конце цикла, а также позволяет получить аккуратный качественный шов без брака. Стоит отметить, что настройка доступна как в режиме 2Т, так и в режиме 4Т.
Режим ММА
В режиме ручной дуговой сварки MMA доступно использование электродов разного сечения. При этом величина сварочного тока при непрерывной работе (ПВ=100 %) может достигать 130 А. В инверторе TRITON ALUTIG 200Р AC/DC оператору доступна функция «Горячий старт», с помощью которой без лишних усилий можно возбудить дугу даже при работе с зашлакованными электродами. Как результат, достигается плавный розжиг дуги и снижается расход производственных материалов.
Наличие режима ARC FORCE обеспечивает форсаж дуги, благодаря которому даже при наличии толстого слоя оксида металла, краски или при работе с электродами без предварительной прокалки гарантируется глубокий провар и высокая стабильность сварочной дуги.
Цифровое управление
На фронтальной панели TRITON ALUTIG 250Р AC/DC в верхней части располагается информативная циклограмма с удобным регулятором и кнопками выбора функций и режимов сварки. Кроме этого, доступна запись основных сварочных режимов в память инвертора до 10 программ. Таким образом, оператору не требуется каждый раз выполнять настройку аппарата, а достаточно выбрать нужную программу из памяти. Наличие контроллера DSC, управляющего цифровым сигналом, и 64-х битного микроконтроллера MCU гарантируется точная и плавная настройка сварочного тока с шагом 1 А во всем рабочем диапазоне.
Кроме этого, более опытные сварщики смогут самостоятельно настроить каждый параметр в зависимости от поставленной задачи, марки металла, толщины изделия, условий эксплуатации и ориентации обрабатываемого металла в пространстве. В результате достигается максимальная производительность, безупречное качество сварочного соединения с минимальными затратами.
Стоит отметить, что в процессе сварки инвертор TRITON ALUTIG 250Р AC/DC демонстрирует низкий расход газа в зависимости от диаметра электрода, режима сварки, диаметра сопла и настройки системы продувки газом.
Устройство оснащено современной защитой от перегрузок и поражения оператора током. Питание от бытовых сетей на 220-240 В обеспечивает универсальность модели. Таким образом, инвертор возможно использовать везде, где есть доступ к электросети.
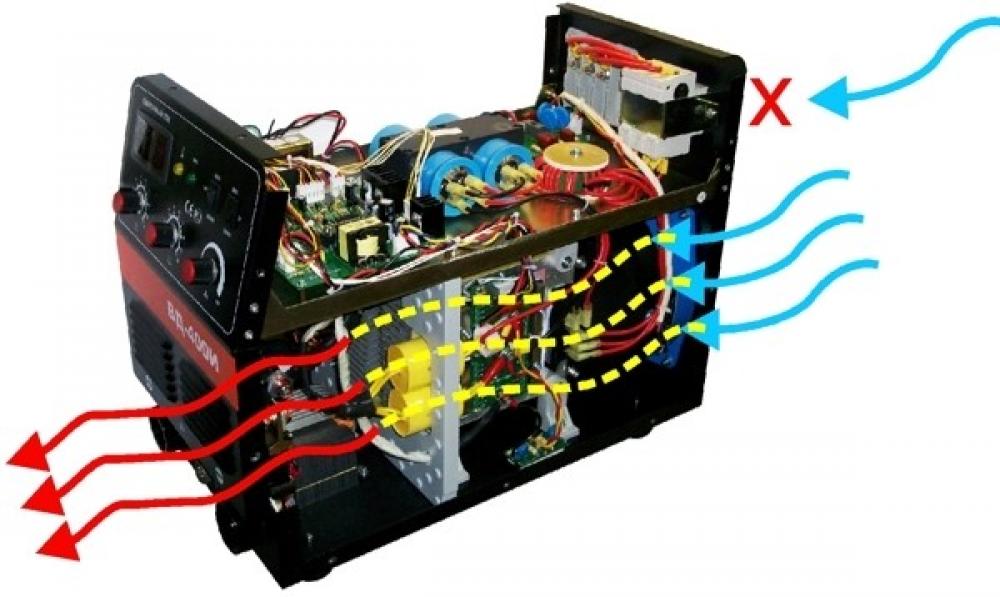
Туннельная система охлаждения
Продуманная конструкция корпуса и эффективная система охлаждения, построенная по туннельной схеме, позволяет даже в жестких условиях эксплуатации поддерживать оптимальную рабочую температуру инвертора. При этом в центральной части аппарата располагается тоннель из тепловых радиаторов, через который проходит охлаждающий воздух. Так как электронные компоненты располагаются снаружи тоннеля, то пыль и металлическая стружка в процессе работы не попадают на силовые элементы инвертора. Благодаря продуманной системе охлаждения продолжительность включения достигает 100 % (ПВ) при величине тока 160 А и 60 % при максимальной величине тока 250 А в режиме TIG-сварки.
Изоляция силовых элементов
Все платы управления и силовые платы покрыты двойным слоем специального лака. Он предохраняет электронные компоненты от короткого замыкания при конденсации влаги (например, если аппарат перемещен с холодного воздуха в теплое помещение) или от попадания металлической пыли или стружек.
Монтажные ножки силовых транзисторов покрыты термостойким силиконом, что исключает пробой и выход из строя силовой части аппарата.
Боковые стенки корпуса дополнительно покрыты диэлектриком. Таким образом, при случайном ударе крышка корпуса не закоротит силовые элементы.
Мобильность и безопасность
Для подключения силовых кабелей и регуляторов удаленного управления предусмотрены быстросъемные разъемы в нижней передней части аппарата. Клемма заземления и штуцер для газового баллона располагаются на задней стенке инвертора вместе с автоматическим выключателем и мощным вентилятором.
Ударопрочный корпус устройства выполнен из листового металла. Для удобства транспортировки предусмотрены две удобные рукоятки на верхней панели устройства. Инвертор отвечает высокому классу электробезопасности IP 23S и оснащен всеми современными защитами от перегрузки, перегрева и поражения оператора током, гарантируя безопасность в процессе работы.
Многофункциональный компактный инвертор TRITON ALUTIG 250Р AC/DC – эксперт в точной сварке алюминия.
Основные преимущества аппарата
- специальный режим MIX TIG;
- мягкое переключение Soft Switch;
- режим Fast Sport Arc;
- режим 2Т/4Т;
- настройка EN/EP AMPERAGE %;
- настройка баланса BALANCE %;
- настройка частоты переменного тока;
- функции PRE GAS и POST GAS;
- функция DOWN SLOPE;
- память на 10 сварочных программ;
- комфортная работа из любого положения;
- возможность удаленного управления;
- высокий показатель ПН (продолжительность нагрузки) и КПД;
- питание от промышленной сети или генератора на 220 В;
- эффективная система охлаждения;
- высокая стабильность дуги;
- ММА-сварка;
Лицевая панель сварочного инвертора
Комплектация (TIG/MMA) TRITON ALUTIG 250Р AC/DC сварочного инвертора:
- инверторный сварочный аппарат— 1 шт.;
- универсальная горелка TIG TS 26 4м – 1 шт.;
- кабель для массы с мощным зажимом;
- кабель с электродержателем для ММА;
- ЗИП;
- газовый шланг.
Особенная гарантия Triton:
Если по каким-то причинам Вам не понравился аппарат (не связанным с гарантийными случаями), Вы можете его вернуть и мы возместим Вам его стоимость.
Условия возврата:
- аппарат должен находиться в исправном техническом состоянии
- с момента продажи аппарата должно пройти не более 3 недель
- дотавку аппарата до сервисного центра в Санкт-Петербурге оплачивает Клиент
Документ
Инструкция и руководство по эксплуатации Triton ALUTIG 250Р AC/DC
Видео настройка полуавтомата сварог
Статьи
Главная › Новости
Опубликовано: 30.11.-0001
Настройка сварочного полуавтомата.
Как ОТРЕГУЛИРОВАТЬ и настроить СВАРОЧНЫЙ полуавтомат
СВАРОГ TECH MIG 3500 5000
Сварог EASY MIG 160 обзор сварочного полуавтомата
Инверторный полуавтомат СВАРОГ EASY MIG 160 (N219)
Полуавтомат сварочный инверторный MIG 250T (C). Обзор, характеристики, тесты.
Презентация TECH MIG 350 P (N316)
Сварочный полуавтомат Jasic mig 350p для сварки алюминия (настройки)
Как заправить и отрегулировать сварочный полуавтомат. Испытания приза
Сварка полуавтоматом для чайников (Часть 1)
Сварка дюрали, алюминия, полуавтоматом, настройка аппарата
Сварочный аппарат (полуавтомат) Aurora PRO Overman 180 (Riland), визуальный осмотр спустя 2 года.
Ремонт сварочного полуавтомата Brima MIG 500-1
Сварог PRO TIG 200 P DSP (W212) обзор сварочного инвертора
Сварка алюминия в аргоне. Настройка аппарата на примере INTER TIG 200 AC/DC PULSE
Ремонт полуавтомата Сварог MIG 200Y
Полуавтомат сварочный инверторный MIG 500 (C). Обзор, характеристики, тесты.
Overman 160 и 200 – расширяем сварочные границы
Инверторный сварочный полуавтомат Aurora OVERMAN 200
Сварка полуавтоматом для чайников (Часть 2)
Территория сварки – заправка проволоки в полуавтомат, порошковая проволока
Сварочный полуавтомат ELAND MIG-130 – варим впервые в жизни
Сварка настройка полуавтомат
Сварочный полуавтомат инверторного типа Элсва ПДГ-220И. ОБЗОР.
Сварка алюминия для начинающего сварщика Настройка Aurora InterTIG 200 AC DC PULSE
Обзор нового сварочного полуавтомата Сварог NBM-350
Сварка алюминия полуавтоматом AuroraPRO OVERMAN 180
Инверторный сварочный полуавтомат FUBAG INMIG 200 PLUS
Сварочный полуавтомат MIG 350 для сварки алюминия
Сравнительный тест бюджетных полуавтоматов Ergus, Eland, Ресанта, AURORA
Какой сварочный выбрать(транс или инвертор)
Регулятор У-30/А-40, настройка давления
Сварог REAL MIG 200 N24002 сварка на максимальном токе под керамику.
Сварог REAL MIG 200
Обзор Сварочный полуавтомат СВАРОГ EASY MIG 160
Полуавтомат Tesla MIG/MAG/TIG/MMA 303 отзыв Владимира Владимировича, г.Тячев
Импульсный полуавтомат kempact pulse 3000 Kemppi
сварка алюминия полуавтоматом MIG/MAG
Аппараты MIG MAG SOLARIS MIG 200 конструкция и подготовка
Сварочный аппарат Ресанта(1)
Сварочный полуавтомат СВАРОГ MIG 5000 и MIG 3500
Настройка оборудования ESAB Aristo 4004 u8
Тест REAL MIG 160 (N24001)
Полуавтомат сварочный инверторный MIG200 (M). Обзор, характеристики, тесты.
Сварочный полуавтомат: обзор Rilon 200.
TIG сварка нержавейки для чайников. Ч.1 (1/2)
Универсальный боец Aurora Speedway 175
Подключение горелки TIG к аппарату ММА с дополнительной функцией TIG.
Как настроить сварочный полуавтомат
Как настроить сварочный полуавтомат
Отличительной чертой работы сварочного полуавтомата является автоматическая подача электрода (проволоки) в сварочную зону. Передвижение горелки, розжиг дуги, поддержание определенного режима сварщик выполняет вручную. Самый распространенный способ использования данного оборудования – сварка в среде защитных газов.
В качестве присадки может применяться порошок. Он входит в конструкцию сварочной порошковой проволоки – полой трубки, заполненной флюсом. Сгорая, порошок превращается в газ и защищает соединительный шов от окисления. При этом не требуется использование громоздких баллонов с газом, что положительным образом влияет на скорость процесса и упрощает работу.
Сварочные полуавтоматы используются:
- в быту. Такие аппараты выдают ток до 200А, работают непродолжительное время, подключаются к однофазной сети, имеют небольшую мощность, достаточную для сварки тонких листов и используют проволоку до 1мм;
- на строительных площадках и станциях технического обслуживания автомобилей. Используются полупрофессиональные устройства с силой тока до 300А;
- в промышленности. Применяются профессиональные (сила ток свыше 300А) аппараты с высоким рабочим ресурсом и напряжением 380В.
Комплектация полуавтоматов
Основными составными элементами полуавтоматов являются:
- Источник тока. Для профессионального использования применяются модели с высокой мощностью, высокочастотной стабилизацией тока и цифровым дисплеем. В зависимости от источника питания полуавтоматы подразделяются на следующие типы:
- трансформаторы с выпрямителем;
- инверторы.
- Механизм для подачи проволоки. В зависимости от способов перемещения они бывают:
- толкающими. Метод основан на проталкивании проволоки из корпуса по рукаву, сквозь механизм подачи;
- тянущими. Данный способ организуется путем притягивания проволоки в ручку горелки, где располагается рабочий механизм и направлением ее на горелку;
- толкающе-тянущими. Такая модель передвижения проволоки основана на одновременной работе двух механизмов – в корпусе и ручке. Используется при очень длинном рукаве.
- Горелка с рукавом. Модель зависит от типа сварки – MIG или MAG. Правильный выбор данных элементов влияет на удобство использования аппарата и производительность процесса. Горелки различаются характеристиками:
- нагрузкой напряжения;
- средой охлаждения;
- способом управления;
- подключением.
- Кабель для замыкания сварочной цепи. Сварочные кабеля относится к силовым проводам подвижного соединения, и различаются в зависимости от числа жил в кабеле (от 1-й до 4-х) и их сечения.
- Трубка для подачи газа к штуцеру.
- Баллон в комплекте с редуктором.
- Пульт управления пуском, движением проволоки, состоянием дуги.
Основные параметры настройки полуавтоматов
Регулировка параметров аппарата проводится непосредственно перед началом сварки, а более точная – в процессе работы.
Перед началом работы линию подключения полуавтомата необходимо выделить дифференцированным предохранителем и розеткой с заземлением. Газовый баллон к аппарату подключается посредством редуктора и газового шланга. Рабочее давление должно быть не меньше 1-3 атм в зависимости от расхода проволоки. При обмерзании редуктора необходимо установить обогрев. Проверяется кабельное соединение и его полярность – «+» на горелке, «-» на детали. Затем устанавливается катушка с проволокой и регулируется прижимной ролик механизма подачи. Проволока должна быть ровной без изломов, узлов и очагов коррозии. Следующий шаг заправка проволоки, при этом выворачивается наконечник и снимается сопло. При включении аппарата необходимо нажать кнопку горелки для того, чтобы проволока вышла на 10-15 см, после чего кнопка отпускается. После установки сопла и наконечника регулируется скорость подачи проволоки.
Чтобы качественно сваривать поверхности необходимо настроить:
- Силу тока. Его показатели настраиваются в зависимости от толщины металла и диаметра проволоки. Регулировка силы тока может производиться механическим или электронным способом. Механическая регулировка производится по первичной обмотке соединением галетным переключателем определенного количества витков. Электронная регулировка осуществляется с применением тиристоров. Регулировка по первичной обмотке чаще всего применяется в аппаратах бытового исполнения.
- Скорость подачи проволоки. Этот процесс зависит от узла – регулятора скорости. Его неполадки приводят к сбоям в работе сварочного полуавтомата. При этом медленно подающаяся проволока прихватывается к наконечнику и без постоянной чистки контактной части работа становится невозможной. Также неисправность регулятора может привести к повышенной скорости подачи проволоки. Она выходит большими порциями, не позволяющими приступить к сварке. Для нормального сварочного процесса необходимо отрегулировать скорость подачи проволоки. Регулирующий узел может сдвинуться со своего места. Это влияет на частые сбои в работе. Для ликвидации проблемы устраняется нарушение положения устройства.
- Давление газа. При работе на полуавтомате используются баллоны с углекислым или другим газом в соответствии с металлом соединяемых поверхностей. Необходимое для работы давление устанавливается редуктором. Защитный газ к соленоиду подается по шлангу, который в процессе эксплуатации грубеет и трескается, в результате чего работа останавливается. Для возобновления работы износившуюся трубку необходимо заменить новой.
Что необходимо знать при покупке полуавтомата?
Чтобы избежать ошибок при работе с полуавтоматом, прежде всего, необходимо ознакомиться с характеристикой аппарата и инструкцией по его эксплуатации. При этом нужно знать:
- напряжение в электросети;
- какие металлы предстоит соединять;
- где приобрести запасные детали в случае ремонта.
Важно. Для хранения проволоки необходимо защищенное от сырости место. Влага способствует появлению коррозии и ухудшению сварочного процесса.
Вернуться в раздел
Настройка параметров инверторного сварочного аппарата TIG
Технология, лежащая в основе конструкции сварочного аппарата, постоянно развивается. В то время как инверторные сварочные аппараты в течение некоторого времени определяли верхнюю часть рынка, теперь многие основные сварщики используют эту технологию. Нет никаких сомнений в том, что инверторные сварочные аппараты имеют много преимуществ перед своими простыми трансформаторами и выпрямителями, но есть кривая обучения, чтобы понять, когда и как использовать эти расширенные функции.
Многие строители модернизировали свои сварочные аппараты TIG за последние несколько лет, и многие люди просто не знают, с чего начать настройку своих новых современных инверторных аппаратов.Это краткое руководство должно помочь вам быстро и легко освоиться.
Начнем с определения инверторной технологии. Все сварочные аппараты принимают ток, идущий от розетки в вашем гараже или магазине, и преобразуют его в ток, необходимый для сварки. В США наиболее распространен ток 120 и 240 В, и он доставляется с частотой 60 циклов в секунду или герц (Гц). Все сварщики используют трансформатор для преобразования этого высокого напряжения в более низкое напряжение, подходящее для сварки, а электрическая схема позволяет аппарату подавать ток большой силы в течение продолжительных периодов времени.
Эта схема более эффективна на более высоких частотах, поэтому инверторные машины повышают ток 60 Гц примерно до 10 000 Гц, чтобы максимизировать эту эффективность. Схема управления также позволяет использовать такие функции, как пульсации, управление формой волны переменного тока и частоту дуги переменного тока. Вскоре мы подробно рассмотрим эти настройки.
Первое, что вы заметите в инверторной машине, – это ее размер и вес – они намного меньше и легче, чем старые «унаследованные» машины, которые принципиально не изменились с середины прошлого века.Помимо того, что инверторные машины легче, они намного эффективнее и потребляют лишь небольшую часть энергии, необходимой для старых машин. Вот почему большинство производителей перешли на инверторы в течение последних нескольких лет.
Мы собираемся использовать для этой статьи первоклассный аппарат Miller Dynasty 350, и хотя простая панель управления с сенсорной панелью может отличаться от других инверторных сварочных аппаратов, принципы, используемые для выбора и настройка каждой переменной будет одинаковой для всех сварочных аппаратов.
Миллер, надо отдать им должное, проделал большую работу по упрощению панели управления. Некоторые другие инверторные сварочные аппараты могут иметь более дюжины шкал для регулировки, но машины Миллера имеют одну шкалу плюс аккуратные вертикальные столбцы настроек с одной кнопкой сенсорной панели для каждого столбца, которая циклически переключает параметры, что упрощает настройку. и пойми. Имеются три цифровых индикатора, показывающих каждый параметр в процессе его настройки и дающих вам быстрый визуальный ориентир для выбранных вами настроек.
Мы начнем с просмотра левого столбца полярности. Это одна из самых простых настроек: если вы свариваете алюминий (или магний), вы выбираете режим AC (переменный ток), для всех остальных видов сварки выбираете режим DC (постоянный ток). Видишь ли, я же говорил, что это будет легко!
Следующий столбец – для процесса. Здесь есть три возможных настройки. Самый верхний вариант – для высокочастотной импульсной сварки TIG. Это наиболее часто используемый режим, при котором сварочную дугу можно создать, не касаясь электрода основным металлом.Следующий выбор – для TIG Touch Start. Это в основном используется в ситуациях, когда недопустимы высокочастотные дуги. Маловероятно, что вы будете использовать это, если только не привариваете чувствительную электронику, но она есть, если нужно. Нижний вариант предназначен для сварки штангой: переменным или постоянным током.
Переходя к следующему столбцу, они управляют выходом. Эти элементы управления настроены в соответствии с типом используемого вами контроллера. Наивысшая настройка – дистанционный стандарт, который используется при использовании ножного или ручного управления для регулирования силы тока во время сварки.Следующая настройка предназначена для удаленного удержания триггера 2T. Это позволяет вам предварительно установить силу тока на сварочном аппарате, и одно касание спусковой кнопки на горелке включает ток, а второе касание выключает его. Нижняя настройка – Вкл., При которой сварочный ток поддерживается постоянно и используется для сварки штучной сваркой или для сварки TIG с подъемом дуги без дистанционного управления силой тока.
Центральная колонка предназначена для генератора импульсов, который обычно используется только для сварки постоянным током. Это позволяет сварочному току автоматически переключаться между верхним значением пикового значения и нижним значением фона.По моему опыту, не многие сварщики-любители понимают или используют эту функцию. Одним из больших преимуществ использования генератора импульсов является то, что вы можете снизить нагрев при сварке тонких металлов, что может значительно снизить степень деформации. Если вы занимаетесь кузовными работами, я полагаю, вам понравится эта функция.
Верхнее значение для PPS (импульсов в секунду). Некоторые люди устанавливают это на низкое значение, например 1 PPS, и используют пульсацию, как метроном, для измерения времени добавления наполнителя, помогая добиться эффекта «копейки на копейку», который так ценят многие строители.Более высокое значение PPS дает более плавный эффект волнистости, более узкий борт и более высокую скорость движения.
Следующая настройка предназначена для пиковой силы тока. Это устанавливает процент времени, в течение которого ток будет на максимальном значении; 40-50 процентов – хорошее место для начала. Последняя настройка предназначена для фоновой силы тока, которая устанавливается в процентах от пикового значения. Именно здесь реализуются охлаждающие преимущества импульсных настроек, и 25 процентов – хорошая отправная точка. Нижний свет показывает, включен или выключен генератор импульсов.
Следующий столбец предназначен для секвенсора. Это используется в основном для производственной сварки или для автоматизированных приложений и позволяет вам установить начальную силу тока, начальное время нарастания тока для достижения пикового значения силы тока, уменьшающееся время линейного изменения и конечную силу тока. Маловероятно, что многие из наших читателей будут использовать эту функцию для создания одноразовых грузовиков.
Следующий столбец – это меню Gas Dig. Верхняя настройка – это предварительная подача или время, в течение которого защитный газ должен течь до возникновения дуги.Для большинства приложений достаточно одной или двух десятых секунды. Средняя настройка предназначена для пост-потока или времени, в течение которого газ продолжает течь после прекращения дуги. Рекомендуемая настройка – одна секунда на каждые 10 ампер. Нижнее значение используется для предотвращения прилипания или короткого замыкания электрода при сварке штучной сваркой.
Крайний правый столбец предназначен для формы волны. Это мощная функция, уникальная для инверторных сварочных аппаратов, позволяющая регулировать многие параметры переменного тока.
Сначала я опишу функцию «Баланс», хотя это третий вариант ниже. Это позволяет вам изменять процент времени, в течение которого ток находится в режиме EN (отрицательный электрод) и режиме EP (положительный электрод). Самый простой способ понять это – вы жертвуете чисткой на проникновение. Для достаточно чистого металла, 75% EN должно быть хорошим началом. С выветрившимся алюминием или алюминием с покрытием более низкий процент EN, который обеспечивает более эффективное очищающее действие, может работать лучше.Слишком маленький процент (менее 60 процентов) может привести к ухудшению острия на кончике вольфрамового электрода.
Верхняя настройка позволяет регулировать силу тока EN. Это не то же самое, что и количество времени, которое было установлено с помощью элемента управления «Баланс». Следующая настройка позволяет вам установить силу тока EP независимо. Рекомендуемые значения: от 1 до 0,75, например, 100 ампер EN и 75 ампер EP, но не более чем соотношение 2: 1, например, 100 ампер EN и 50 ампер EP. Установленное здесь соотношение будет сохранено, когда вы вернетесь на главный экран.
Нижняя настройка предназначена для частоты переменного тока. Низкая частота (менее 100 Гц) дает мягкую широкую дугу, которая может быть полезна для тонких краев внешнего углового стыка. Чем выше частота, тем уже конус дуги, и он будет более устойчивым при сварке тройников, внутренних углов и материалов разной толщины. Более высокие частоты обычно используются для тонких материалов, и 200 Гц являются хорошей отправной точкой. Вы можете поэкспериментировать, чтобы увидеть, что лучше всего подходит для вас.
В верхнем левом углу панели управления находится кнопка памяти, которая позволяет сохранить девять программ в режиме TIG на постоянном токе, девять – в режиме TIG на переменном токе, девять – на модуле постоянного тока и девять – на модуле переменного тока.Если вы выполняете сварку определенного типа неоднократно, эти настройки памяти могут быть очень полезны.
Вы можете подумать, что мы здесь закончили, но есть скрытое меню настройки, которое я кратко рассмотрю. Это позволяет настраивать зажигание дуги, форму сигнала и многое другое. Чтобы получить доступ к этому меню, нажмите и удерживайте кнопку «A» (сила тока) и нажмите кнопку Gas Dig. Затем вы можете переключаться между различными вариантами, несколько раз нажимая кнопку Gas Dig, внося изменения по своему желанию.
В аппарате есть настройки по умолчанию для зажигания дуги для вольфрама 3/32 дюйма, но если вы регулярно используете другой диаметр, вы можете настроить аппарат, чтобы настроить зажигание дуги по своему желанию.Вы также можете изменить форму волны переменного тока, выбрав Advanced Square, Soft Square, Triangle и Sine Wave. Я обнаружил, что настройки по умолчанию мне очень подходят, но вы можете поэкспериментировать с этими настройками, если хотите. Треугольная форма волны сохраняет тепло на минимальном уровне, что дает наибольшие преимущества для тонких металлов.
Есть еще несколько настроек, которые вы можете сделать в этом меню настройки, но я рассказал о функциях, которые, я думаю, наши читатели оценят больше всего. Дайте мне знать, если у вас есть конкретные вопросы, и, возможно, на них можно будет ответить в будущих рубриках профессора Хаммера.
Если вы еще не пробовали новые инверторные сварочные аппараты, вас ждет угощение!
Посмотреть все 16 фотографий Посмотреть все 16 фотографий Он позволяет выбирать между сваркой на переменном и постоянном токе. Если вы не свариваете алюминий или магний, вы, вероятно, будете использовать постоянный ток. См. Все 16 фотографий Второй столбец предназначен для процесса.Он позволяет выбрать высокочастотный импульс TIG, запуск TIG Touch Start и Stick. Верхняя настройка обычно используется для сварки TIG. См. Все 16 фотографий. Третий столбец предназначен для вывода. Он позволяет вам переключаться между Remote Standard, который является нормой при использовании ручного или ножного управления силой тока, или Remote 2T, который используется с дистанционным переключателем включения и выключения. См. Все 16 фотографий В среднем столбце вы можете установить Pulser . Это может уменьшить нагрев и деформацию при сварке листового металла. Эту функцию можно включать и выключать.Здесь мы устанавливаем 30 импульсов в секунду. См. Все 16 фотографий. Пятая колонка предназначена для Sequencer, который разработан для автоматизированной или производственной сварки и, вероятно, не будет широко использоваться производителями классических грузовиков. См. Все 16 фотографий. называется Gas Dig. Здесь вы устанавливаете предварительную и последующую подачу защитного газа, а также можете вносить корректировки, чтобы предотвратить прилипание электрода при дуговой сварке. См. Все 16 фотографий Последний столбец посвящен форме волны переменного тока, где одни из самых больших преимуществ инверторной технологии доступны.Это позволяет вам установить баланс переменного тока, частоту и выбрать из нескольких форм волны. Здесь мы устанавливаем частоту 200 Гц. См. Все 16 фото. Вот пример того, как генератор может уменьшить искажения на листовом металле. Соединение слева было выполнено с помощью генератора импульсов, и вы можете видеть, что зона термического влияния меньше. См. Все 16 фотографий Если вы поднесете линейку к сварному шву, сделанному без генератора импульсов, вы увидите, насколько сильно деформировался металл. Посмотреть все 16 фотографий На сварном шве, выполненном с помощью генератора импульсов, искажения значительно уменьшены.Посмотреть все 16 фото Еще одна полезная функция – регулятор AC Balance. Для чистого металла может быть подходящим значение 75%. См. Все 16 фотографий. Для состаренного или сильно окисленного материала более низкое значение обеспечит большую степень очистки, возможно, всего 60%. См. Все 16 фотографий Частота дуги переменного тока может быть увеличена. широкий ассортимент. В этом примере частота 60 Гц позволяет дуге плавно обтекать края этих панелей из листового металла (см. Все 16 фотографий) Более высокая частота сужает конус дуги и фокусирует ее в более узкую область.Это идеально подходит для выполнения сварных швов в местах сужения, таких как V-образное соединение между этими двумя пластинами, которые были сварены с частотой 200 Гц. См. Все 16 фотографий.Как настроить сварочный аппарат MIG – Настройки сварочного аппарата, газы и электроды
Как настроить сварочный аппарат MIG для сварки
Перед настройкой аппарата вам необходимо подготовиться и изучить несколько вещей, прежде чем нажимать на спусковой крючок для зажигания дуги. Большая часть качества сварки зависит от настроек сварочного аппарата MIG или настройки машины и надлежащей подготовки.Перед настройкой станка вам необходимо получить ответы на следующие вопросы:
- Какой металл я буду сваривать?
- Какую толщину металла я буду сваривать?
- Как подготовить стык?
- Есть ли у меня подходящий газ и электрод / присадочная проволока?
- Как устроен сварщик?
- Где я могу найти таблицу настроек сварочного аппарата MIG или к кому обратиться за советом!
Какой металл я буду сваривать?
Тип металла, который будет свариваться, имеет большое влияние на настройку машины, электроды и газы, которые будут использоваться.Разные металлы имеют разную температуру плавления и по-разному удерживают это тепло. При настройке сварочного аппарата MIG вам необходимо точно знать, какой металл вы собираетесь сваривать. Не существует единой настройки, подходящей для каждого типа металла. Тремя наиболее часто свариваемыми MIG металлами являются:
- Углеродистая сталь / обычно обозначается как A 36 класса
- Нержавеющая сталь / сплавы на основе никеля
- Алюминий / Цветные металлы
Какую толщину металла я буду сваривать?
Толщина металла оказывает большое влияние на настройки станка. Когда дело доходит до других процессов, таких как сварка Stick или TIG, вы можете использовать почти одинаковые настройки для металла различной толщины. Например, вы можете сваривать ¼ толстой пластины с той же настройкой, которая использовалась для сварки пластины толщиной 1 дюйм и т. Д.
Полудюймовая пластина для шва MIG с переносом струи воздуха.С другой стороны, сварка MIG не работает таким образом ! Параметры нагрева сильно различаются в зависимости от толщины металла.Самая большая опасность с точки зрения качества сварки исходит от использования слишком низкой настройки нагрева. Например; в строительстве атомных электростанций сварка МИГ практически запрещена. Это произошло потому, что в прошлом было много сварщиков, которые не использовали достаточно тепла и в конечном итоге сваривали стыки, которые вообще не проникали. Сварка выглядит нормально, но несколько ударов молотком – и соединение разваливается. Даже правильная точечная сварка будет намного прочнее! Слишком холодная сварка MIG приведет к образованию сварного шва, но это только на поверхности стыка.Холодный сварной шов не менее полезен, чем заклеивание стыка каналом.
Как подготовить стык?
Настройка машины работает правильно только в том случае, если у вас есть правильно настроенное соединение. В идеале вы должны удалить всю ржавчину, краску, масла, грязь и прокатную окалину с зоны сварки. Это делается по трем причинам:
- Во-первых, чистый шов дает чистый сварной шов.
- Во-вторых, настройки машины будут разными для грязных и чистых стыков.
- Наконец, грязный сустав начнет брызгать и плевать увеличивает шансы получить ожоги или начать пожар.
Есть ли у меня подходящий газ и электрод / присадочная проволока?
Важной частью настройки машины является выбор правильного газа и присадочной проволоки / электрода. Это область, которая варьируется в зависимости от всех вышеперечисленных факторов и многих других. Три наиболее часто используемых варианта или комбинации газа / электрода:
- Углеродистая сталь – Электрод ER70s с газом C25 (75% аргона и 25% диоксида углерода)
- Нержавеющая сталь – ER308L с газом C2 (98% аргона и 2% углекислого газа)
- Алюминий – ER4043 со 100% аргоном
Как настроить сварочный аппарат MIG?
Есть три настройки или элемента управления, которые устанавливают сварщик, и эти три: и в зависимости от того, какие газы используются, тип передачи тоже.Если вы не знакомы с типами переноса, прочтите, пожалуйста, Типы переноса сварочного аппарата MIG, потому что они сильно влияют на ваши настройки и способ сварки.
Сварочный аппарат MIGБолее новые аппараты, такие как MillerMatic 211 ниже, больше не нуждаются в контроле скорости подачи проволоки и напряжения. Вы просто поворачиваете циферблат на толщину, которую хотите сваривать, и настраиваете ее оттуда. Машинка делает все, кроме регулирования расхода газа.
MillerMatic 211 Сварочный аппарат MIG для начинающихНастройки напряжения и тип полярности
Для запуска используется тип напряжения, который почти всегда является положительным (+) электродом постоянного тока.Это означает, что ручка является положительной стороной цепи, или, можно сказать, электричество течет от металла к сварочной ручке. Этот параметр почти никогда не меняется, и если вам действительно нужно его изменить, вам нужно открутить внутренние выводы и перевернуть их.
Напряжение – это основная настройка нагрева, которая изменяется в зависимости от соединения, толщины металла, типа газа и положения сварного шва. Он выполняет большую часть регулирования и чаще всего используется для изменения настроек сварщика.Настройка напряжения зависит от размера используемого электрода, толщины металла и типа используемого газа. Поскольку сварочные аппараты MIG являются источниками питания постоянного или постоянного напряжения, напряжение при сварке не сильно колеблется.
Скорость подачи проволоки
Скорость подачи проволоки регулирует, насколько или с какой скоростью проволока подается в сварное соединение. Скорость подачи проволоки регулируется в IPM или дюймах в минуту. Скорость подачи проволоки также служит другой цели для регулирования силы тока.При ручной сварке или сварке TIG основной настройкой является сила тока, но это напряжение, которое колеблется в зависимости от длины дуги. В MIG настройка напряжения остается неизменной, но сила тока меняется в зависимости от скорости подачи проволоки и вылета электрода. Представьте себе это; чем быстрее проволока подается в соединение, тем лучше контакт. Чем лучше контакт, тем больше силы тока проходит через провод и тем выше температура.
Millermatic 350P Двухроликовый алюминиевый толкающий каналРасход газа / тип газа или смесь
Наконец, тип газа и расход газа помогают регулировать тип переноса.Высокое процентное содержание аргона или гелия, добавленного в смесь, создает более горячую дугу. Основная цель настройки газа – обеспечить достаточное количество газа, чтобы защитить зону сварного шва от воздуха. Расход газа регулируется в кубических футах в минуту или кубических футах в минуту. Это область, требующая экспериментов. В магазине может быть достаточно скорости 15 кубических футов в минуту, но на сквозняке может потребоваться скорость 50 кубических футов в минуту. Еще одна вещь, на которую следует обратить внимание, – это не устанавливать слишком высокий газ. Слишком высокая скорость потока может вызвать турбулентность и засасывание воздуха, что приведет к загрязнению сварного шва.Выбор правильного расхода газа – это процесс проб и ошибок, который, в конечном итоге, представляет собой поиск оптимальной среды для всех настроек в текущих условиях сварки.
C25 MIG Сварочный газОбъединение напряжения, скорости подачи проволоки и потока газа / типа газа
Наконец, когда все эти настройки собраны вместе, он обеспечивает желаемый тип переноса и имеет достаточно тепла, чтобы должным образом проникнуть в металл без горения отверстие через стык. Результатом проб и ошибок является то, что эксперименты в конечном итоге настраивают машину на то, чтобы произвести сварной шов, который нам нужен, который мы хотим или надеемся сделать.Все это звучит нормально, если инженер-сварщик или технолог не выполнил всю эту работу за вас. Если нет, то пора перейти к следующему разделу; Таблицы, настройки и руководства по сварке MIG.
Схемы сварки MIG, руководства по настройке и точные ответы
Наконец, если вам нужны точные ответы и рекомендации, вы можете прочитать это! Производители большинства сварочных аппаратов прилагают либо схему сварки MIG внутри аппарата, либо руководство по настройкам аппарата. Хочу отметить, что два одинаковых сварочных аппарата, произведенные одной компанией одновременно, никогда не работают одинаково.Это всего лишь рекомендации, которые меняются от машины к машине! Каждая машина калибруется по-своему, и все зависит от ее использования и того, кто ее обслуживал.
Таблицы настроек сварочного аппарата MIG, руководства и таблицы для стали, нержавеющей стали и алюминия
Таблица выбора сварочного электрода Lincoln MIG и газа настройки скорости и рекомендации по газу.После этих изображений я добавил диаграмму моих собственных настроек (работая над ней), которые являются золотой серединой рекомендаций производителя. Просто помните, что это всего лишь рекомендации, и каждая машина работает по-своему. Это игра проб и ошибок, которая требует именно этого, проб и ошибок! Проверьте свои настройки на куске металлолома, который очень близок по толщине к металлу, который вы будете сваривать. Его также следует установить в положение, в котором вы будете выполнять сварку. Если вы потратите время на выполнение этих шагов, вам будет намного легче выполнять сварку! Таблица выбора сварочных электродов MIGСпециальное примечание для студентов-сварщиков, изучающих, как настроить сварочный аппарат MIG
Вам необходимо научиться правильно настраивать свой собственный аппарат! Не ждите, что студент из следующей кабины выполнит вашу работу или кто-то, кто сваривал эту машину до вас! Легко подойти к правильно настроенной машине и взять ее на себя! Большинство рабочих мест не позволяют вам этого делать! Представьте себе это; Вы водите 10 часов и взорвали минимум 400 долларов, чтобы пройти испытание сварного шва! Теперь у вас могут быть серьезные навыки, но …Ой ой! Вы не знаете, как настроить сварочный аппарат MIG! Вы не только провалите тест, но и потеряете деньги, потраченные на то, чтобы попасть на место работы. Компаниям нужны настоящие сварщики, разбирающиеся в своем деле! Вам необходимо попрактиковаться в настройке множества разных сварочных аппаратов для разных типов сварки.
Объяснение настроек сварочного аппарата MIG (с таблицей)
Растущее движение «Сделай сам» означает, что сейчас гораздо больше людей занимается сваркой.
Я считаю, что это здорово, но есть один недостаток…
Есть много людей со сварочными аппаратами, у которых нет формального образования.
Это означает, что некоторые люди не понимают некоторых тонкостей, которые сварщики узнают в школе.
Одна из этих деталей – установка правильных параметров вашего нового сварочного аппарата MIG для выполняемой работы.
Вероятно, вы здесь по этой причине, поэтому я объясню основные настройки MIG и способы их регулировки.
А теперь давайте настроим машину как следует…
Перед настройкой элементов управления MIG
Для этого нужно больше, чем просто взять машину MIG и повернуть ее.
Ваши настройки MIG, как и настройки любого сварочного процесса, сильно зависят от выполняемой вами работы.
Не существует универсального набора настроек, который всегда применялся бы. Сварка – это индивидуальное ремесло, и оно зависит от множества переменных.
Какие у вас материалы?
Различные материалы имеют разные характеристики в отношении тепла и электричества. Очень важно, какой материал вы свариваете. Характеристики мягкой стали сильно отличаются от характеристик алюминия.
Алюминий не плавится при той же температуре, что и низкоуглеродистая сталь, и не проводит электричество и не удерживает тепло в такой же степени, как нержавеющая сталь или титан.
Прежде чем вы сможете начать, вы должны выбрать правильный процесс и позаботиться о механической и технической настройке. Выбранный вами провод, защитный газ и настройки машины зависят от материала.
Низкоуглеродистая сталь, алюминий и нержавеющие или никелевые сплавы являются наиболее часто используемыми металлами в процессе MIG.Это основной металл, который можно найти в доме и в автомобилях.
Насколько толстый металл?
Зная толщину металла, чтобы знать, достаточно ли у вашего сварщика мощности для выполнения работы, вы можете выбрать правильную электродную проволоку и подходящий защитный газ.
Вы можете спланировать свой подход к проекту в отношении зажима, угла подвода, охлаждения, работы с рабочим циклом сварщика и других практических решений.
Вы устанавливаете силу тока в соответствии с толщиной металла.Следовательно, вы должны знать, какой толщины у вас металл.
Общее практическое правило: на каждые 0,001 дюйма стали требуется 1 ампер мощности.
Нержавеющая сталь требует на 10-15 процентов меньше тока, а алюминия – примерно на 25 процентов больше.
Итак, сколько ампер нужно для сварки стали 3/8 дюйма?
Для 1/8-дюймовой мягкой стали толщиной 0,125 дюйма, 125 ампер будет хорошим началом.
, толщина 3/8 дюйма составляет 0,375 (3 x 0,125), так что вам действительно нужно для этого 375 ампер? Некоторые сварочные аппараты заявляют, что сваривают 3/8-дюймовую сталь при токе всего 170-200 ампер.Как такое возможно?
Во-первых, это приблизительные цифры. Они только ставят вас в центр внимания.
Во-вторых, производители позволяют себе немного волшебства, чтобы получить эти числа для рекламы производительности. Они скашивают края стыка, чтобы уменьшить толщину. Таким образом, меньший ток может сделать такой же сварной шов за один проход.
Защитный газ и электродная проволока
Для получения хороших результатов необходимо использовать подходящий защитный газ и электрод. На этот выбор сильно влияют состав и толщина материала.
Некоторые комбинации проволоки и газа, обычно встречающиеся при сварке MIG:
- Низкоуглеродистая сталь – проволока ER70s и соотношение аргона к CO2 75/25%
- Нержавеющая сталь – проволока ER308L и 98% аргона с 2% CO2
- Алюминий – провод ER4043 и 100% аргонное экранирование
Вы выбираете размер провода в соответствии с настройкой силы тока, которая, в свою очередь, зависит от толщины материала. Вот наиболее часто используемые размеры проволоки при сварке MIG.
Обратите внимание, что эти размеры перекрываются в каждом текущем диапазоне. Это дает вам выбор в отношении того, что лучше всего подходит вашему сварщику и вашей технике.
- 0,023 – 30-130 ампер
- 0,030 – 40-145 ампер
- 0,035 – 50-180 ампер
- 0,045 – 75-250 ампер
Рекомендации по оборудованию
Качественное сварочное оборудование упрощает жизнь. Например, для сварки алюминия сварочным аппаратом MIG лучше установить катушку для бесперебойной подачи проволоки.Убедитесь, что ваш баллон защитного газа полон, а соединения чистые и надежные.
Некоторые сварочные аппараты MIG автоматизируют большую часть процесса настройки, что упрощает настройку.
Встроенные цифровые меню и входные переменные, такие как тип и толщина материала, автоматически настраивают сварочный аппарат MIG.
Вам все равно нужно будет загрузить правильный провод и газ, но некоторые из сложных настроек сделают за вас.
Ознакомьтесь с нашим Руководством для сварщиков MIG для получения информации о некоторых из этих машин.
Подготовьте заготовку
Для получения отличных и повторяемых результатов сварки металл должен быть готов к работе.
Подготовительные слесарные работы включают:
- очистка
- Удаление накипи
- шлифовальный
- обезжиривание
- зажим
Настройки не позволяют добиться хороших сварных швов; они просто делают возможными хорошие сварные швы. Но только если вы сделаете все остальное.
Три вещи, которые следует помнить о совместной подготовке:
- Чистый шов, чистый валик
- Настройки для грязного металла неприменимы для чистого металла
- Меньше масла или краски, чтобы загореться, значит меньше думать о
Установки для сварки MIG для низкоуглеродистой стали
А теперь… давайте настроим…
Для простоты я оставлю настройки для низкоуглеродистой стали по большей части, потому что это, безусловно, самый свариваемый металл на планете.
Я буду упоминать алюминий или другие материалы, когда они уместны.
Какие настройки MIG имеют наибольшее значение?
Хотя у вашего сварщика может быть хороший набор настроек, важно понимать, что большинство из них предназначены для точной настройки.
Остальное определяют три основные настройки. Вот эти базовые настройки:
- Уровень напряжения
- Скорость подачи проволоки (WFS)
- Тип и норма защитного газа
Вы хотите создать правильный тепловой режим на сварном шве, чтобы дуга была гладкой, исключалась разбрызгивание и увеличивалось проплавление.
Эти настройки также определяют тип переноса для наплавки металла. Подробнее о типах передачи MIG читайте здесь.
1. Уровень напряжения
Источник питания MIG – это система постоянного напряжения. Как только он будет установлен на заданном уровне, напряжение не будет сильно отклоняться. Напряжение определяет длину дуги, а также высоту и ширину валика.
Точная настройка напряжения – это процесс проб и ошибок. Это проверяется осмотром борта на предмет дефектов. Я включил таблицу ниже, чтобы помочь вам выбрать напряжение, осмотрев шарик.
2. Скорость подачи проволоки
Скорость подачи проволоки (WFS) влияет на уровень нагрева. Он измеряется в дюймах в минуту (IPM). Если скорость подачи низкая, зона сварки может быть слишком холодной для хорошего проплавления.
Более высокая скорость подачи обеспечивает лучший контакт между проволокой и сварочной ванной. Повышение текущего уровня и создание слишком большого количества тепла приводит к разбрызгиванию.
Уровень напряжения и скорость подачи должны быть сбалансированы относительно друг друга.
Если искры разлетаются повсюду, и у вас есть брызги размером со сварочную проволоку или больше, возможна одна из двух ситуаций:
- Слишком много WFS для настройки напряжения
- Слишком низкое напряжение для настройки WFS.
Если дуга снова загорится внутри наконечника, возможна одна из двух ситуаций:
- Слишком большое напряжение для настройки WFS
- Foo little WFS для настройки напряжения ».
Есть еще один важный фактор, влияющий на скорость подачи проволоки: расстояние, на которое электродная проволока выходит из контактного наконечника горелки MIG.
Это расстояние называется вылетом электрода (ESO) и является ограничивающим фактором. Во время сварки вам необходимо поддерживать постоянное расстояние над предметом, иначе вы не сможете добиться стабильных результатов с помощью ваших настроек.Сформируйте привычку часто проверять дистанцию ESO.
3. Вид и расход газа
Скорость потока, объем и тип защитного газа определяют тип передачи в сочетании с напряжением и скоростью подачи проволоки.
Более высокая концентрация гелия или аргона делает дугу более горячей. Весь смысл защитного газа заключается в защите дуги и сварочной ванны от кислорода. Природа потока газа под давлением означает эксперименты и анализ. Другими словами, методом проб и ошибок.
Газ измеряется в кубических футах в минуту (CFM), и сквозняки, ветер или температура в баллонах влияют на результаты.
Может быть, когда все будет по-прежнему, 5 кубических футов в минуту будет достаточно, чтобы надежно защитить сварной шов. Но оставьте дверь открытой, и сквозняк может сдувать газ с такой скоростью, поэтому вам, например, нужно перейти на 35 кубических футов в минуту.
Однако, если давление газа в сварном шве слишком велико, вы можете втянуть кислород в плазму дуги и загрязнить валик, вызывая пористость.
Таблица настроек сварки MIG – скорость и напряжение проволоки
Таблица настроек MIG на основе выбора провода – получите полноразмерный PDF-файл для печати здесь.Есть много таблиц настроек MIG, доступных от производителей, все они различаются.
Вот таблица настроек, которую я составил, это общее руководство, которое поможет вам начать работу. Помните, что это всего лишь руководство.
Всегда проверяйте настройки на куске металла. Возможно, вам придется набрать их, в зависимости от ваших настроек.
Что говорит вам сварной шов о настройках MIG
Внешний вид сварного шва сообщит вам, нужно ли вам изменить настройки.Еще один способ проверить настройки MIG – это проверить сварной шов.Он скажет вам, что ему нужно. Обратите внимание…
- Обычный борт : Хорошее проникновение в основание, плоский профиль, подходящая ширина и хорошее сцепление на концах.
- Установлен слишком низкий ток : Узкий, возможно, выпуклый борт с плохой привязкой на концах.
- Слишком высокий ток : Плохое зажигание дуги, слишком широкий валик, прожог, большое количество брызг и плохое проплавление.
- Слишком быстрое перемещение : Слишком быстрое движение рукой по дуге приводит к узкому выпуклому валику, недостаточному закреплению на концах, плохому проникновению и непоследовательному валику.
- Слишком медленное движение : Слишком медленное движение добавляет слишком много тепла, в результате чего валик становится слишком широким и плохо проникает.
- Слишком длинная дуга : Вызвано слишком большим напряжением. Длинная тонкая дуга, плохой провар и турбулентность сварочной ванны.
- Нет защитного газа : Отсутствие защитного газа вызывает пористость и образование мелких отверстий в валике.
Теперь вы знаете
Некоторых может разочаровать, узнав, что нет быстрого и простого ответа на вопросы, с которыми вы сталкиваетесь.Боюсь, что когда дело доходит до сварки, это характер игры.
Принимайте эту информацию и эти таблицы не как евангелие или как науку. Это просто место для начала. Остальное ваше дело зависит от вас. Это только рекомендации. Следите за сварочной лужей и осматривайте валики.
Вы занялись ремеслом. По своей природе рукоделие не является научным. Это вызов, и в большинстве случаев единственная награда – тихая победа над последней вредной привычкой.
Руководство по горячему запуску, дуге и антипригарной сварке
Сварочные технологии развиваются, и все больше инверторных сварочных аппаратов оснащены функциями горячего старта, дуги и защиты от прилипания.Эти функции полезны как для начинающих, так и для более опытных сварщиков.
В этой статье объясняется каждый из них и то, как они помогают сделать сварку стержнем (SMAW) более удобной и производительной.
Содержание
Контроль силы дуги и горячего старта на аппарате для ручной сваркиЧто такое горячий старт при сварке?
Горячий старт – это функция, которая на короткое время увеличивает силу тока при зажигании дуги. Более высокая сила тока помогает легче зажигать дугу, не прилипая к основному металлу.Горячий старт также помогает быстро нагреть основной металл для достижения глубокого проникновения в начальную точку валика.
При зажигании дуги возникают затруднения при зажигании дуги, заедание стержня и слабое проплавление. Это происходит потому, что электрод и основной металл имеют низкие температуры.
Эти проблемы «холодного пуска» более заметны при первом зажигании дуги, потому что все происходит при комнатной температуре.
Без горячего старта для достижения тех же результатов необходимо использовать специальные манипуляции с электродом (или стержнем).
Некоторые другие случаи, когда помогает горячий старт.
Горячий старт помогает при сварке стержнями, которые трудно заводить, например стержнем E7018 с низким содержанием водорода.
Когда стержни остаются незащищенными и на флюс влияет влажность воздуха. Когда флюс имеет избыток влаги, зажигать дугу немного труднее. Загрязнение влаги более критично для стержней с низким содержанием водорода, особенно если они не хранились в печи для сварочных электродов.
Горячий старт также помогает, когда основной металл не очень чистый.Поверхности будут измельчать окалину или ржавчину, устойчивы к электричеству, а также сделают лужу менее жидкой.
Как использовать горячий старт?
Для большинства сварочных аппаратов с ЖК-экранами горячий старт задается в процентах от силы тока, которую вы хотите сваривать.
- Изначально установите этот процент на 120% или предложите сварщиком по умолчанию, если он есть. Некоторые сварочные аппараты могут иметь диапазон от 0 до 10. Если да, то установите это значение 2.
- Некоторые, но не все сварочные аппараты, имеют продолжительность горячего старта, установите его на 0.5 секунд.
- Проверьте эти настройки на аналогичном металлоломе и при необходимости измените их.
Когда настройки удовлетворительны и вы можете запустить дугу с небольшим усилием, сваривайте свой проект.
Что такое сила дуги или копания при сварке?
Сила дуги или копание – это функция, которая определяет падение напряжения дуги, вызванное сокращением длины дуги. Сила дуги компенсирует падение напряжения за счет увеличения силы тока. Повышенная сила тока гарантирует, что тепло останется неизменным и электрод не будет прилипать к основному металлу.
При сварке штучной сваркой очень важно постоянно поддерживать постоянную длину дуги. Длина дуги не должна быть больше диаметра стержня.
Однако поддерживать постоянную длину дуги непросто. Новому сварщику может не хватить опыта для поддержания короткой длины дуги или у него могут не быть устойчивые руки.
Если длина дуги по какой-либо причине сокращается, напряжение дуги также уменьшается, но сила тока остается почти такой же. По этой характеристике источник питания для сварки штучной сваркой называется постоянным током (CC).
Несмотря на это, сила тока остается примерно такой же, как и нагрев лужи (вольт * ампер).
В результате дуга гаснет, и электрод прилипает к основному металлу, что приводит к поломке.
Приклеивание стержня – одна из наиболее распространенных проблем при сварке стержнем, и, по мнению многих, именно отсюда и произошло ее название.
Сила дуги определяет сокращение длины дуги и увеличивает силу тока, чтобы поддерживать тепло, достаточное для поддержания дуги и предотвращения заедания стержня.
Некоторые сварщики стержневой сваркой могут упоминать силу дуги как контроль копания или дуги.
Некоторые другие случаи, когда сила дуги помогает
Сила дуги особенно полезна при сварке в вертикальном положении и над головой, когда сохранение короткой дуги еще более важно.
Электроды с избыточной влажностью или небольшими трещинами на флюсе будут иметь тенденцию к прилипанию. Arc Force обеспечивает более сильную дугу и помогает при сварке этими стержнями.
Как использовать силу дуги?
В зависимости от аппарата для ручной сварки вы устанавливаете силу дуги в процентах или в диапазоне от 0 до 10.Чем выше вы его установите, тем интенсивнее будет эффект.
Стержни из целлюлозы, такие как E6010, работают лучше при более высоком значении силы дуги 60% или более. Высокое значение силы дуги создает агрессивную дугу, также называемую четкой дугой.
Стержни с низким содержанием водорода, такие как E7018, работают лучше при более низком значении силы дуги 30%. Более низкое значение силы дуги создает более плавную дугу, также называемую мягкой или маслянистой дугой.
В дорогих аппаратах для ручной сварки с ЖК-экраном рекомендуются предварительно заданные настройки силы дуги для каждого типа стержня.Эти настройки – хорошая отправная точка.
Проверьте настройки силы дуги на аналогичном металлоломе, пока они не станут удовлетворительными.
Когда не использовать силу дуги?
Одним из возможных побочных эффектов дуговой сварки является то, что временное повышение силы тока может прожечь тонкие металлы.
Еще один недостаток силы дуги – это когда сварщики хотят контролировать нагрев лужи традиционным способом.
Для многих сварочных ситуаций сварщики хотят уменьшить нагрев ванны при укорачивании дуги или увеличить нагрев за счет удлинения дуги.Сила дуги будет работать против этого, поскольку она автоматически регулирует силу тока.
Что такое функция копания?
Копание – это то же самое, что и сила дуги. Иногда сварщики используют этот термин для описания преднамеренного использования силы дуги от начала валика до конца валика. Это сделано для того, чтобы «вникнуть» глубже в заготовку, а n – не просто для автокоррекции случайного сокращения длины дуги .
Для более сложных работ, например, при сварке в верхнем положении, вы хотите, чтобы дуга была очень короткой по всей длине валика.
В то же время должна присутствовать сила тока, достаточная для поддержания дуги и достижения глубокого проплавления.
Постоянно поддерживать очень короткую дугу очень сложно, и здесь нет права на ошибку. Сила дуги или «копания» обеспечивает адекватную силу тока по всей длине борта.
Что такое антипригарное покрытие при сварке?
Защита от прилипания – это функция, которая срабатывает, когда электрод прилипает к основному металлу. Anti Stick обнаружит короткое замыкание и автоматически отключит ток.Это предохраняет электрод от докрасна и предотвращает перегрузку сварочного аппарата. Функция предотвращения прилипания встроена в сварочный аппарат. Нет никакого контроля, чтобы установить это.
Если ваш сварочный аппарат не поддерживает муравейник, вам нужно действовать быстро и вывернуть стержень движением влево и вправо, чтобы вырвать его.
Если стержень постоянно застрял, вы можете нажать на фиксирующий рычаг на держателе электрода и освободить его. Имейте в виду, что будут искры. Оставьте стержень на металле немного остыть, а затем снимите его.
Наконец, вы можете выключить сварочный аппарат, но не тянуть за вилку. Вентилятор сварщика должен поработать, пока не остынет.
Имейте в виду, что многие доступные по цене сварщики штангой упоминают, что они поддерживают горячий пуск и силу дуги, но что они делают, так это встраивают их с предварительно установленными значениями. У этих сварщиков нет специальных средств управления, чтобы самостоятельно устанавливать значения.
Заключение
Горячий старт, сила дуги и защита от прилипания – современные особенности инверторных сварочных аппаратов.Все они помогают избавиться от одного из недостатков сварки штангой – прилипания электрода.
- Горячий старт увеличивает силу тока при зажигании дуги.
- Сила дуги увеличивает силу тока при сокращении длины дуги.
- Anti Stick отключает ток, когда стержень прилипает к основному металлу.
Другие статьи Weldpundit
Электроды для ручной сварки (SMAW). Технические характеристики и категории.
Выбор электродов для стержневой сварки для начинающих: тип, размер и сила тока.
Сварка палкой – легко или сложно научиться? И сколько времени это займет.
Вы тянете или толкаете сварочным аппаратом? Руководство для начинающих.
Какой самый простой в использовании стержень для стержневой сварки?
Как регулируется сила тока на сварочном аппарате FCA? – MVOrganizing
Как регулируется сила тока на сварочном аппарате FCA?
как регулируется сила тока на сварочном аппарате FCA? изменения скорости подачи проволоки автоматически изменяют силу тока.
Как отрегулировать силу тока на сварочном аппарате?
Pro Совет: хорошее практическое правило для настройки вашего сварочного аппарата (SMAW) на приблизительную правильную настройку для начала – настройка силы тока должна быть примерно такой же, как десятичный эквивалент диаметра стержня.Например, диаметр стержня 3/32 дюйма будет (. 094) 90 ампер, диаметр стержня 1/8 дюйма будет (.
Как регулируется сила тока в процессе GMAW?
: сила тока не изменяется линейно, как это предусмотрено законом Ома. (GMAW, FCAW) В этом источнике питания напряжение устанавливается с помощью ручки на машине, а сила тока регулируется скоростью подачи проволоки механизма подачи проволоки. Это происходит потому, что при небольшом изменении напряжения очень сильно увеличивается сила тока.
Что существенно влияет на силу тока?
Для увеличения силы тока необходимо увеличить скорость подачи проволоки.Чтобы снизить силу тока, снижают скорость подачи проволоки. При постоянном постоянстве всех параметров (кроме силы тока) лишний провод, оплавленный при более высокой силе тока, должен куда-то уйти.
Постоянное напряжение SMAW?
ОборудованиеCC, обычно используемое для процессов ручной сварки, таких как дуговая сварка в экранированном металлическом корпусе (SMAW), обеспечивает постоянный заданный ток. Источник питания CC с заданным током будет поддерживать эту настройку силы тока. Вы регулируете напряжение вручную во время SMAW или GTAW.
Имеется ли постоянное напряжение для сварки ВИГ?
TIG – это постоянный ток, потому что напряжение (тепло) может изменяться благодаря педали, которая контролирует тепло, которое вы вводите в сварной шов.TIG GTAW поддерживает длину дуги за счет силы тока, MIG SMAW поддерживает длину дуги за счет напряжения.
В чем разница между постоянным током и постоянным напряжением?
Светильники постоянного напряжения требуют постоянного напряжения, подаваемого от драйвера, например, 12 или 24 Вольт. Для этих фонарей напряжение фиксируется драйвером, но ток может варьироваться. Для светильников постоянного тока требуется постоянный ток, подаваемый от драйвера, например 350 мА или 700 мА (миллиампер).
Что такое падающее напряжение дуги?
Когда зажигается дуга в аппарате для дуговой сварки (сварочный аппарат GMAW), электрод по существу находится в состоянии короткого замыкания, что немедленно потребовало бы резкого скачка тока, в противном случае аппарат спроектирован таким образом, чтобы это предотвратить.Спад означает, что напряжение на клеммах сварочного аппарата уменьшается с увеличением сварочного тока.
В чем разница между постоянным током и постоянным напряжением при сварке?
Сварочные аппараты бывают двух типов – постоянного тока (CC) и постоянного напряжения (CV). Разница в том, что машина постоянного тока изменяет свое выходное напряжение для поддержания постоянного тока, тогда как машина постоянного напряжения будет колебать свой выходной ток, чтобы поддерживать заданное напряжение.
Что означает постоянное напряжение?
Под постоянным напряжением понимается способность изменять выходной ток для поддержания заданного напряжения.Постоянное напряжение можно использовать в тех случаях, когда детали не имеют плоских поверхностей, например перекрещивающиеся проволоки, где сопротивление значительно меняется, и для очень коротких сварных швов (менее 1 миллисекунды).
Что может вызвать беспорядочную подачу проволоки?
Неустойчивая подача проволоки Изношенный или перекрученный лайнер или накопление мусора, опилок, грязи и других посторонних материалов внутри сварочного лайнера, лайнер неправильного размера, а также несоосность или зазоры на стыках лайнеров, вызванные неправильно обрезанным лайнером, могут все это может вызвать беспорядочную подачу проволоки.
Что такое сварка постоянным напряжением?
Источник питания для дуговой сварки, который поддерживает напряжение на относительно постоянном уровне, несмотря на довольно большие изменения тока, вызванные изменением длины электрода. Этот тип источника питания используется в основном в процессах, в которых используется проволочный электрод с непрерывной подачей.
Что такое кривая вольт-амперной характеристики?
Графическая зависимость статических выходных характеристик источника сварочного тока. Напряжение отложено по вертикальной оси, а сила тока – по горизонтальной оси.
Что такое вывод CC?
С выходом CC ток – это ваша предустановка, регулирующая переменная и напряжение просто измеряются (обычно как среднее значение) во время сварки. Если вы попытаетесь сварить с помощью процесса SMAW, например, используя выходное напряжение CV, ток и итоговая скорость плавления будут слишком сильно отличаться.
Является ли сварка MIG постоянным напряжением?
Сварочные источники питанияMIG имеют так называемую выходную характеристику «постоянного напряжения» (рис. 1). Это означает, что скорость подачи проволоки можно использовать для регулирования сварочного тока.
Как контролировать ток в сварочном аппарате?
В случае сварочных генераторов вращающегося типа ток обычно варьируется путем управления возбуждением поля генератора. Соответственно, заполнение кратера может быть обеспечено за счет снижения напряженности поля, чтобы тем самым снизить ток, выходящий из машины в конце сварного шва.
Какая сила тока при сварке?
Сила тока: измерение количества электричества, проходящего через заданную точку в проводнике в секунду.Ток – это еще одно название силы тока. Дуга: физический зазор между концом электрода и основным металлом. Физический зазор вызывает нагревание из-за сопротивления току и дуговым лучам.
Сколько вольт нужно для сварки?
Сварочный источник питания трансформаторного типа преобразует электричество умеренного и умеренного тока из электросети (обычно 230 или 115 В переменного тока) в источник высокого и низкого напряжения, обычно от 17 до 45 (разомкнутая цепь) и от 55 до 590 ампер.
Можно ли получить поражение электрическим током от постоянного тока?
И переменный, и постоянный ток могут вызвать поражение электрическим током. В переменном токе, поскольку земля является нейтральной, если вы коснетесь фазы, через вас потечет ток. В случае постоянного тока (скажем, более 50 вольт), если вы коснетесь токоведущего провода, стоя на земле, ток не пройдет. Таким образом, вы не можете получить удар электрическим током.
12 В лучше 24 В?
При прочих равных, это приведет к тому, что потери на 24В будут вдвое меньше, чем на 12В. Таким образом, система на 24 В всегда лучше, чем система на 12 В, при условии, что вы можете физически установить две батареи.Количество энергии в батареях составляет амперы x часы x вольт. Рассмотрим аккумулятор на 12 В на 60 ампер-час.
Reboot Сварочный аппарат Руководство пользователя
Перезагрузка сварочного аппарата
Reboot RBA1400 – интеллектуальный и простой в эксплуатации сварочный аппарат с ручным режимом сварки. Он отличается хорошими сварочными характеристиками, разнообразными сценариями использования и выдающимся сварочным эффектом. Он высоко ценится любителями сварки, а также очень хорош для начинающих сварщиков.Дружелюбный и может быстро приступить к работе.
Описание машины
- Индикатор тока
Отображает только предварительно установленный ток. - Индикатор неисправности
Этот индикатор горит, когда сварочная нагрузка перегружена и выходной ток аппарата слишком велик. Это нормальная ситуация, и машину можно восстановить; эта лампочка будет гореть при повреждении внутри машины. В этом случае машина неисправна и требует обслуживания. - Ручка регулировки
MMA: Регулирует ток, силу дуги и горячий старт; LIFT TIG: регулировка силы тока. - Выбор MMA и LIFT TIG
MMA VRD ON: Включите эту ручку, выходное напряжение холостого хода ниже 15 В постоянного тока, ниже безопасного напряжения есть защита для безопасности человека, но зажигание дуги будет немного больше сложно.
MMA VRD OFF: Включите эту ручку, выходное напряжение холостого хода составляет 60 В постоянного тока.
LIFT TIG: Включите эту ручку, может быть аргонодуговая сварка - Выбор функции
Горячий старт: в режиме MMA легче зажигать дугу при сварке малым током, и во время сварки не так просто зажигать дугу.
ARC FORCE: В режиме MMA легче зажигать дугу при сварке малым током, а во время сварки зажигать дугу непросто.
ТОК СВАРКИ: MMA и LIFT TIG регулируют ток. - Выбор диаметра электрода
Выберите другой диаметр сварочной проволоки, соответствующий соответствующему току, нет необходимости снова регулировать ток - Положительное соединение
Установите сварочный держатель и зажим заземления. - Отрицательное соединение
Установите сварочный держатель и зажим заземления.
Примечание: RBA1400D – входное напряжение 110 В переменного тока ИЛИ 220 В переменного тока.
Знакомство с продуктом и список конфигурации
№ | Изображение | Имя | Кол-во | Замечание |
1 | RBA1400 | 1 | После получения устройства проверьте внешний вид и включите питание для проверки. | |
2 | Сварочный патрон | 1 | 1.Кабель 5 м 16 мм2, итальянский сварочный держатель 200 А + быстроразъемная вилка европейского стандарта 10-25 мм2 | |
3 | Зажим заземления | 1 | Кабель 1,5 м 16 мм2, 300 А Зажим заземления + быстроразъемная вилка европейского стандарта 10-25 мм2 | |
4 | Строка преобразования | 1 | Линия преобразованияподходит только для машин с двойным входным напряжением 220 В в 110 В, если нет машин с двойным напряжением, эта линия не включена. | |
5 | Руководство | 1 | Обычно предоставляет руководства на английском языке. Если вам нужен другой язык, например французский, немецкий, итальянский, испанский и русский, пожалуйста, свяжитесь с нами, чтобы получить электронную версию документов. | |
6 | Гарантийный талон | 1 | Если у вас есть дополнительные вопросы для консультации, свяжитесь с нами через почтовый ящик послепродажного обслуживания, указанный на карте. |
Простой тест для включения машины
Reboot Сварочный аппарат RBA1400 будет проходить различные строгие испытания при отправке с завода, чтобы гарантировать, что каждый сварочный аппарат, поступающий к пользователю, имеет высокое качество, потому что наша машина должна пройти десятки тысяч километров на дальние расстояния транспортировки с завода. к доставке вам. И во многих случаях эксплуатации неизбежно то, что некоторые неконтролируемые факторы приведут к ослаблению или даже повреждению некоторых внутренних компонентов машины во время процесса.Мы рекомендуем вам выполнить проверку при включении, как только вы получите сварочный аппарат, чтобы убедиться, что полученный вами продукт соответствует требованиям.
Меры предосторожности при проверке при включении
- Убедитесь, что напряжение вашего источника питания составляет 110 В + -15% или 220 + -15%. REBOOT RBA1400D поддерживает входное напряжение 110 В и 220 В в Северной Америке и Японии, а REBOOT RBA1400 поддерживает входное напряжение 220 В в Великобритании, ЕС и других регионах; Если у вас есть источник питания генератора, убедитесь, что мощность генератора не менее 4000 Вт.
- Рекомендуется выбирать защиту с помощью автоматического выключателя на 50 А, когда напряжение источника питания составляет 110 В, и защиту с помощью автоматического выключателя на 30 А при напряжении 220 В.
- Для данной машины выберите вилку питания, которая соответствует требованиям местного электрического законодательства.
- Удлинитель: # 12 AWG или больше; 25 футов (8 м) или короче.
Включите выключатель питания устройства, вентилятор на задней панели устройства вращается, и цифровой дисплей на панели показывает, что питание в норме.
Примечание:
- Чтобы снизить рабочую температуру устройства, вентилятор продолжает вращаться в течение нескольких секунд после отключения питания.
- В процессе высокопрочной непрерывной сварки может сработать защита машины, и на панели машины будет гореть индикатор OC. После непрерывного рассеивания тепла машина вернется в нормальное состояние, что является нормальным явлением.
- Если во время процесса сварки вы чувствуете, что сварка плохая, разбрызгивание слишком велико или дуга обрывается, замените соединение сварочного зажима и зажима заземления с аппаратом.
Прикрепленная таблица: Самопроверка ненормальных условий без реакции при включении машины:
- Выключатель питания аппарата не включен.
- Неправильное входное напряжение питания.
- Штепсельная вилка ослаблена.
- Внутренний контур ослаблен (из-за дальних перевозок, неровностей), нужно открыть крышку и проверить внутреннюю линию подключения.
Технические характеристики
ТИП | RBA1400 | RBA1400D |
Входное напряжение питания (В) | 1 фаза 220 В переменного тока ± 15% , 50/60 Гц | 1 фаза 110 В / 220 В переменного тока ± 15% , 50/60 Гц |
Номинальный входной ток (A) | 25.1 | 40 / 25,1 |
Номинальная мощность (кВА) | 6,4 | 6,4 |
Диапазон регулировки тока (A) | 30–140 | 30-120 / 30-140 |
Толщина сварки (мм) | > 1,0 | > 1,0 |
Диапазон регулировки напряжения (В) | 23.2-25,6 | 23,2-25,6 |
Напряжение холостого хода (В) | 60 ± 5 | 60 ± 5 |
Номинальный рабочий цикл | 60% | 60% |
КПД (%) | 85% | 85% |
Коэффициент мощности | 0,7 | 0,7 |
Класс защиты | IP21S | IP21S |
Класс изоляции | F | F |
Размер (мм) | 310 * 120 * 280 | 310 * 120 * 280 |
Вес (кг) | 5 | 5 |
Руководство по эксплуатации машины
Советы:
- Надевайте сварочный шлем с фильтром подходящего оттенка для защиты лица и глаз во время сварки или просмотра;
- Носите утвержденные защитные очки.Рекомендуются боковые щиты;
- Используйте защитные экраны или барьеры для защиты других от вспышки и бликов; предупредить других, чтобы они не смотрели на дугу;
- Носить защитную одежду из прочного, огнестойкого материала (шерсть и кожа) и средства защиты ног;
- Используйте одобренные беруши или наушники, если уровень шума высок;
- Никогда не надевайте контактные линзы во время сварки.
Режим MMA
Если вы хотите отремонтировать сломанные заборы или починить кронштейны, вам нравится использовать для работы традиционные сварочные стержни, вы можете использовать REBOOT RBA1400.
- Выберите процесс «MMA».
- Подсоедините сварочный держатель и зажим заземления.
- Для регулировки тока можно регулировать только ток.
Примечание:
- Технические характеристики сварочного стержня, поддерживаемые REBOOT RBA1400, ниже 4,0 (5/32 дюйма), обычно 2,5 (3/32 дюйма) и 3,2 (1/8 дюйма). В европейском стиле обычно используется E6013, в американском – E7018 ,, а в нержавеющей стали – ER308.
- Он поддерживает сварку углеродистой стали 1-8 мм (1 / 64-5 / 64 дюйма) и нержавеющей стали 1 5 мм (1 / 64-7 / 32 дюйма). Алюминий нельзя сваривать. Для углеродистой стали используйте электрод из углеродистой стали. Для нержавеющей стали используйте электрод из нержавеющей стали.
- Подсоедините зажим заземления к чистому оголенному металлу. Отсутствие ржавчины, краски или других покрытий и обеспечение хорошей электропроводности.
- Идеальное расстояние между сварочным стержнем и объектом сварки составляет 1 2 мм (1 / 64-5 / 64 дюйма), чтобы гарантировать, что сварочный стержень и заготовка находятся в постоянном и стабильном контакте.Сварочный стержень не должен быть слишком высоким или слишком низким, чтобы избежать обрыва дуги и прилипания.
- Для новичков нормально иметь адгезию во время процесса сварки, и вы можете попробовать создать дугу трения, чтобы избежать адгезии.
- Подходит для обычных сварочных стержней, таких как 7018, 6013 и т. Д., Но не подходит для специальных сварочных стержней, таких как 7010, 7011.
Возможные проблемы
- Дуга отсутствует, проверьте заземляющий провод для подключения заготовки, чтобы убедиться, что на заготовке нет ржавчины, краски или других покрытий.
- Нет дуги, проверьте прямое расстояние между сварочным стержнем и сварочным объектом, идеальное расстояние 1-2 мм; проверить, нет ли на сварочном объекте ржавчины или масляных пятен, рекомендуется отполировать наждачной бумагой или шлифовальной машиной.
- Во время процесса сварки горит индикатор неисправности OC, возможно, это защита от перегрузки по току. Вам нужно прекратить работу на несколько минут, дать машине остыть в течение некоторого времени и автоматически восстановиться. Если воздух остывает более 10 минут, машина не восстанавливается автоматически, выключите и перезапустите.
- Индикатор OC горит, когда машина включена, свяжитесь с нами.
- Если у вас возникли проблемы, которые невозможно решить, свяжитесь с нами по адресу [email protected].
Режим LIFT TIG
REBOOT RBM1300 для тонких листов с более высокими требованиями к процессу сварки или сварки с более высокими требованиями к процессу, особенно для сварки нержавеющей стали, вы можете использовать режим LIFT TIG, который требует использования чистого аргона.
- Выберите процесс «Lift TIG».
- Как подключиться.
Примечание: Сварочная горелка для сварки TIG не входит в комплект, ее необходимо приобретать отдельно - Отрегулируйте ток, можно регулировать только ток.
- WP17V Конструкция сварочной горелки
Примечание: Стандартный комплект принадлежностей не включает эту горелку TIG.
Примечание:
- керамическое сопло,
- цанга вольфрамовая,
- корпус цанги из вольфрама,
- бейсболка короткая,
- длинная задняя крышка.
Вышеупомянутая конструкция является быстроизнашивающейся деталью, пожалуйста, держите ее на складе.
Примечание :
- Подключите, как показано на рисунке, иначе сварка невозможна
- Этот аппарат не является профессиональным аппаратом для аргонно-дуговой сварки с высокочастотной дугой, он предназначен только для контактного зажигания дуги LIFT TIG или запуска трения.
- Необходимо использовать горелку TIG, wp17v, эта горелка в комплект не входит, вам необходимо купить ее самостоятельно
- Опорный сварочный материал, углеродистая сталь, нержавеющая сталь, легированная сталь, алюминий не свариваются.
- Этот режим сварки требует использования вольфрамовых игл, которые необходимо приобретать отдельно, а размер вольфрамовой иглы должен соответствовать цанговому патрону и корпусу цанги сварочного пистолета, в противном случае установка невозможна.
- В этом режиме должна использоваться сварка аргоном.
Возможные проблемы
- Нет реакции при запуске, проверьте штекерное соединение.
- Нет реакции при загрузке, откройте крышку и проверьте, не ослаблены ли внутренние соединительные провода.
- Во время процесса сварки, если время превышает 3 минуты, может сработать защита от сверхтока. Вам нужно прекратить работу на несколько минут, дать машине остыть в течение некоторого времени и автоматически восстановиться. Если воздух остывает более 10 минут, машина не восстанавливается автоматически, выключите и перезапустите.
- Если у вас есть вопросы, свяжитесь с нами по адресу [email protected].
- Lift tig отличается от профессионального высокочастотного тигля. Подъемный тигель необходимо приваривать после контакта с дугой.
Высокочастотный TIG не требует контакта с дугой. Lift tig не подходит для точечной сварки.
Внутренняя схема станка
- Цифровая панель управления, машина цифровая машина, более интеллектуальная.
- Главный трансформатор полностью медный, большой мощности.
- 3 мощных больших конденсатора, машина более стабильна.
- Более толстый радиатор для лучшего отвода тепла.
- 4 импортных IGBT, стабильный и мощный токовый выход.
- 3 импортные выпрямительные лампы, стабильный и мощный выходной ток.
- Большой вентилятор, лучший эффект рассеивания тепла.
- Соединительный элемент из меди, лучший проводящий эффект.
Устранение неисправностей
| ПРОБЛЕМЫ (СИМПТОМЫ) | ВОЗМОЖНАЯ ПРИЧИНА |
| ПРОБЛЕМЫ ПРИ СВАРОКЕ | |
| Чрезмерное разбрызгивание |
|
| Кратеры |
|
| Включения |
|
| Недостаточное проникновение |
|
| Заедание |
|
| Пористость | 1. Влажность в электроде. 2. Длинная дуга. |
| Трещины |
|
| ЭЛЕКТРИЧЕСКИЕ ОТКАЗЫ | |
| Машина не включается (индикатор питания не горит) |
|
| Тепловая перегрузка (горит светодиодный индикатор) |
|
Настройки параметров сварки
| Толщина сварки (㎜) | 2 | 3 | 4-5 |
| Диаметр электрода (ф ㎜) | 2 | 3.2 | 3,2–4 |
| Сварочный ток (A) | 40-65 | 50-80 | 100-130 |
Если вы заинтересованы в профессиональном переводе местных языков, свяжитесь с нами по адресу [электронная почта защищена], мы можем заплатить за это.
Документы / ресурсы
Как установить настройки полярности сварки MIG
Если вы не знаете, какие настройки полярности сварки MIG следует использовать для проволоки с флюсовым сердечником и для сплошной проволоки…
… тогда эта статья быстро прояснит вам ситуацию.
Вот почему так важно правильно установить полярность для сварки MIG…
Если вы используете сварочный аппарат MIG с проволокой из флюсового сердечника, и у вас неправильная полярность, вы быстро заметите, что ваши сварные швы будут выглядеть неприятно, как это…
Вы заметите много брызг. Это изображение было получено из-за использования проволоки с магнитным сердечником с неправильной полярностью.
Если вы хотите избежать этой головной боли, обязательно переключайте настройки полярности сварки MIG каждый раз, когда переходите с сплошной проволоки на проволоку с флюсовым сердечником.
Если вы не уверены, в чем разница между использованием сплошной сварочной проволоки MIG и безгазовой проволокой (или проволокой с флюсовым сердечником), все довольно просто.
Мы используем сплошную проволоку, когда используем защитный газ, обычно это газ C25 (25% углекислого газа и 75% аргона) при сварке низкоуглеродистой стали.
Для других процессов, таких как алюминий, вы должны использовать 100% аргон в качестве защитного газа.
Причина, по которой мы используем газ, заключается в том, что он защищает сварочную ванну от загрязняющих веществ в атмосфере, которые могут нанести ущерб внешнему виду и прочности сварного шва.
Для проволоки с флюсовым сердечником нет необходимости в использовании защитного газа, поскольку защитный агент находится внутри проволоки, а при возникновении дуги он действует как защитный агент.
Отрицательный электрод постоянного токаИтак, для полярности сварки MIG без газа (при использовании проволоки с флюсовым сердечником) настройки полярности сварки MIG должны быть установлены на отрицательный электрод постоянного тока (или DCEN).
С DCEN отрицательная клемма внутри вашего аппарата подключается к электроду (горелке MIG), а положительная клемма подключается к заземлению.
Электроны текут от отрицательного к положительному, поэтому с DCEN электроны перемещаются от машины к пушке MIG. Затем они проходят через заготовку и заземляющий кабель, а затем возвращаются к станку.
Для DCEP все наоборот.
Положительный электрод постоянного токаДля DCEP теперь положительный вывод подключен к электроду. Теперь электроны движутся в обратном направлении (от машины через кабель заземления и обратно через горелку MIG.)
Надеюсь, это поможет вам изменить полярность сварки MIG.
