
Siemens | Сименс | Преобразователи частоты и промышленная автоматика Siemens
Концерн Siemens уже несколько десятилетий занимается производством регулируемых электроприводов. Не осталось, пожалуй, ни одной области жизни, где бы они не применялись. Существенная экономия электроэнергии, снижение затрат на эксплуатацию и техническое обслуживание – далеко не все плюсы новых технологий.
Помимо того, что преобразователи частоты позволяют управлять производительностью отдельных элементов системы, они также позволяют сберечь электроэнергию и сделать инженерные системы более энергоэффективными. В ряде случаев экономия электроэнергии достигает 70%.
Преобразователи частоты SiemensК числу инновационных разработок концерна Siemens относятся надежные и удобные для любого | |
Устройства плавного пуска SiemensУстройства данной серии имеют небольшие габаритные размеры, встроенный шунтирующий контактор | |
Контроллеры Siemens | |
Регулирующие и смесительные клапаны SiemensВ данном разделе представлены долговечные и надежные клапаны Siemens, совместимые с любыми | |
Автоматические регуляторы перепада давления SiemensУстройства Siemens VSG и Siemens VHG применяется в качестве регуляторов перепада давления или | |
Газовые клапаны SiemensКлапаны Siemens газовые предназначены для применения на газовых теплогенераторах, в | |
Радиаторные клапаны SiemensЭто позволит вашему бизнесу не только начать новую жизнь, но и обойти всех возможных конкурентов | |
Приводы для регулирующих клапанов SiemensВыбирая оборудование из модельного ряда приводов Siemens, Вы получаете полный спектр приводов | |
Приводы для газовых клапанов SiemensПривод Siemens для газовых клапанов служит исполнительным механизмом и обеспечивает выполнение функций | |
Приводы воздушных заслонок SiemensПриводы воздушных заслонок Siemens характеризуются низким энергопотреблением, высокой | |
Сервоприводы SiemensЭлектромоторные приводы Siemens применяются совместно с различными клапанами Siemens | |
Автоматы горения SiemensПриводы воздушных заслонок Siemens характеризуются низким энергопотреблением, высокой | |
Менеджеры горения SiemensМенеджер горения это устройство на основе микропроцессора с соответствующими компонентами для | |
Датчики и сенсоры для горелок SiemensДатчики для контроля пламени газовых и жидкотопливных горелок, а также для проверки наличия искры | |
Датчики для помещений SiemensДатчики перепада давления используются для считывания показаний перепада давления | |
Термостаты комнатные SiemensSiemens выпускает обширный модельный ряд термостатов и температурных регуляторов практически для любых приложений: для частных домов, гостиниц | |
Термостаты капиллярные SiemensЛинейка продукции включает как электромеханические, так и электронные приборы. Мы выпускаем приборы практически для любых приложений | |
Контроллеры AlbatrosAlbatros – это контроллеры для автоматизации котельных (линейка RVA) и индивидуальных тепловых пунктов (линейка RVD) | |
Контроллеры SigmagirSigmagir – контроллеры тепловых пунктов. Управление тепловыми пунктами с контуром отопления и ГВС. Оптимизирован для управления температурой в обратной магистрали | |
Контроллеры SyncoРяд контроллеров Synco 100 состоит из температурных контроллеров для прямого монтажа (не требуется панели управления) и контроллеров комнатной температуры | |
Контроллеры универсальные SiemensУниверсальные контроллеры для поддержания комфорта в помещениях при помощи управления системами вентиляции, отопления, кондиционирования и |
Преобразователи частоты Sinamics
Отдельное внимание стоит уделить коммутационной технике и частотным преобразователям. Данные продукты идеально подходят для автоматизации процесса производства каких-либо изделий в различных отраслях промышленности. При этом осуществляется компьютерное управление согласно современным тенденциям и технологиям. Качественные преобразователи частоты
Siemens Sinamics – сегодня это универсальный функционал базирующийся на одной платформе, открытый подход для инжиниринга, широчайший диапазон мощностей, встроенные системы безопасности и самодиагностики, высокая рентабельность и энергоэффективность.
Линейка Sinamics включает в себя:
- Sinamics G110 – привод на малые мощности.
- Sinamics G120 – привод модульной конструкции для средних мощностей.
- Sinamics G110D – компактный и простой привод малой мощности. Децентрализованный.
- Sinamics G120D – привод модульной конструкции для средних мощностей. Децентрализованный.
- Sinamics G130, Sinamics G150 – Универсальные преобразователи на приводы высоких мощностей.
Частотные преобразователи Micromaster
К числу более популярных и универсальных преобразователей частоты можно отнести Micromaster, серия которых уже не первый год находится на данном рынке и остается наиболее запрашиваемым выбором на рынке.
Серия преобразователей частоты Micromaster – это синоним слова «качество». На сегодняшний день компания Siemens выпускает четвертое поколение преобразователей – Micromaster 4.
- Micromaster 420 – Преобразователь частоты, основной задачей которого регулирование скорости стандартных приводов. Применяется в конвейерных системах, упаковочных машинах, насосных станциях, вентиляторном оборудовании
- Micromaster 430 – Преобразователь, предназначенный в основном для работы приводов насосных станций и вентиляторов. Обеспечивается программным обеспечением для решения типовых задач
- Micromaster 440 – Преобразователь частоты с режимом векторного управления с обратной связью. Используется в приводах, где есть необходимость использовать большой диапазон регулирования
Устройства плавного пуска SIRIUS
Софт-стартеры или устройства плавного пуска SIRIUS 3RW осуществляют плавный пуск и останов трёхфазных электродвигателей методом нарастания/спада напряжения. Устройства данной серии имеют небольшие габаритные размеры, встроенный шунтирующий контактор.
Преимущества от использования данных устройств:
- Плавный пуск и останов
- Бесступенчатый запуск
- Уменьшение пиковых токов
- Исключение колебания напряжения в сети
- Разгрузка сети электроснабжения
- Снижение механических нагрузок на привод
- Надёжная коммутация, не нуждающаяся в уходе
- Простота в обслуживании
- Значительная экономия места и объёма электромонтажа по сравнению с традиционными пускателями
3RW30 – Это серия цифровых устройств плавного запуска для асинхронных электродвигателей мощностью от 0,25 до 55 кВт включительно. Этот тип устройств плавного пуска широко используется в холодильном оборудовании, кондиционерах, системах управления насосами, ленточными конвейерами и многих других применениях. За счёт двухфазного управления на протяжении всего разгона ток во всех трёх фазах поддерживается на уровне минимальных значений. Благодаря непрерывному действию напряжения здесь не возникают неизбежные, например, для пускателей типа «звезда–треугольник» пиковые токи и моменты. Применение этих устройств снижает нагрузку на сеть электропитания, тем самым, продлевая ей жизнь.
3RW40 – Устройства плавного пуска SIRIUS 3RW40 обладают такими же преимуществами, как и 3RW30/31. Однако данные модели оснащены функциями, уникальными в данном диапазоне мощности: полупроводниковая защита от перегрузки двигателя и встроенная защита устройства, регулируемые ограничения тока и двухфазный метод управления (баланс полярности).
3RW44 – Помимо плавного разгона/торможения, полупроводниковые устройства плавного пуска SIRIUS 3RW44 предоставляют множество функций для повышенных требований эксплуатации. Устройства плавного пуска SIRIUS 3RW44 характеризуются компактным размерами, благодаря которым возможна экономия пространства и четкая планировка шкафа управления.
Асинхронный двигатель
Электрические асинхронные двигатели с короткозамкнутым ротором – это наиболее распространенные двигатели в современном производстве и промышленности. Основная суть такого электродвигателя – превращение электрической энергии в механическую, с минимальной потерей энергии. Асинхронные двигатели Siemens на данный момент весьма распространены в силу своей надежности и малых энергопотерь, что в свою очередь приводит к экономии средств на запчастях и электроэнергии.
Программируемые логические контроллеры
Из-за стремительного роста конкуренции практически во всех нишах предприятия требуют максимальной степени автоматизации производства. Такое преимущество позволит выбиться в топ и стать лидером на конкретном сегменте рынка.
Но успех автоматизации и бизнеса в целом зависит от грамотного внедрения качественного и надежного оборудования, к числу которых можно отнести программируемые логические контроллеры (ПЛК) и программируемые реле, а также многих других представителей микроконтроллеров.
Siemens Simatic
Несмотря на изменчивость рынка, Simatic не сдает лидирующие позиции, обеспечивая предприятиям надежное и качественное функционирование. При этом данная линейка поддерживает такие популярные протоколы как Ethernet и MPI, Point to Point и PPI, и многие другие. Это позволит вашему бизнесу не только начать новую жизнь, но и обойти всех возможных конкурентов.
В линейку Simatic входят следующие семейства контроллеров:
- Simatic S7-200 – популярная система автоматизации с широчайшим выбором доп. модулей
- Simatic S7-300 – семейство для автоматизации крупных объектов
- Simatic S7-400 – флагман серии, обеспечивающий управление крупными мощностями
- Simatic S7-1200 – новое поколение программируемых контроллеров Siemens
- Siemens LOGO!
Серию недорогих логических модулей представляет Siemens Logo! цена которых намного ниже возможностей и качества, которые предназначены для логической обработки информации и выполнения не сложных программ. Основное преимущество данной серии заключается в гибкости модификации модуля и его невысокой стоимости.
Комплексная автоматизация способна кардинально изменить процесс производства, сделав его более оптимизированным и удовлетворяющим современные требования. Убедитесь в этом, сделав заказ умного оборудования именно у нас.
www.siemens-ru.com
Программирование ПЛК
Первоначально, системы логического управления разрабатывались на основе работы электромагнитных реле, сегодня большая их часть заменена программируемыми контролерами, хотя реле не утратили своей актуальности, и продолжают использоваться по сей день.
Что касается ПЛК, то такие устройства позволяют осуществлять контроль над производственным процессом, в котором задействованы сразу несколько процессов, протекающих параллельно. Для их реализации необходимо использовать контроллеры, позволяющие программировать самые разнообразные логические функции.
Для решения этой задачи к исходу 1960 годов компанией Betford Associates (США) было разработано компьютерное устройство, получившее название MODICON, впоследствии оно стало названием того подразделения компании, которое занялось проектированием устройства, его созданием и продажей.
Позднее и другие компании занялись разработкой подобного устройства, которое в конечном итоге получило название «программируемый логический контроллер». Основной задачей программируемого контроллера стала замена электромеханических реле на логические элементы. При этом удалось заменить огромное количество реле.
ПЛК оснащены клеммами, благодаря которым появляется возможность осуществлять контроль над состоянием датчиков и выключателей. В то же время ПЛК имеет соответствующие выходы, которые передают сигналы высокой и низкой частоты:
- на индикаторы питания;
- электромагнитные клапаны;
- контакторы;
- небольшие двигатели, а также на другие самоконтролируемые устройства.

Программирование ПЛК вполне доступно для любого промышленного персонала с инженерным образованием, который знаком со схемой реле, поскольку язык программируемых логических контроллеров сродни логике работы реле.
Так, любому инженеру, умеющему читать релейные схемы, будет несложно осуществить программирование ПЛК при создании команд для выполнения схожих функций.
Стандартное программирование PLC и подключение сигналов у разных моделей ПЛК может незначительно различаться, однако принцип остается тем же, что позволяет привести «общее» введение в программирование PLC.
Чтобы понять, как осуществляется программирование ПЛК, мы приведем несколько схем, на которых наглядно показаны все составляющие детали и дано объяснение происходящих процессов.
На первой схеме изображена передняя часть устройства, где вы можете увидеть две винтовые клеммы, отмеченные буквами L1 и L2. Они предназначены для подключения внутренних цепей к сети переменного тока 120 В.

С левой стороны расположены 6 винтовых клемм, которые предназначены для крепления входных устройств. На схеме они обозначены буквами Х и порядковым номером. Ниже расположена винтовая клемма, обеспечивающая «общее» подключение, обычно она соединяется с нейтральной L2 — источником тока с напряжением 120 В.
Корпус ПЛК связывает каждую из входных клемм с общей клеммой. Внутри этого корпуса расположен оптоизолятор устройства. Это светодиод, обеспечивающий электрически изолированный «высокий» сигнал для схемы компьютера. В момент установки, между входной и общей клеммой 120-вольтного переменного тока, фототранзистор интерпретирует свет светодиода. Таким образом, на передней панели ясно видно, какой вход находится под напряжением. Это можно наглядно увидеть на приведенной ниже схеме.

Выходные сигналы активизуруют переключающие устройства, которыми могут быть транзистор, тиристор и электромеханическое реле, при этом сигнал генерируется компьютерной схемотехникой. Клемма «Источник», расположенная в нижнем левом углу, связывается с любым выходом, который на схеме отмечен литерой Y. Обычно клемма «Источник» связывается с L1. Каждый выход, как и каждый вход, находящийся под напряжением, отмечается светодиодом.
Так, ПЛК обеспечивает возможность подключения к таким устройствам, как переключатели и электромагниты.
Основы программирования
Логика управления в ПЛК устанавливается посредством компьютерной программы, которая определяет, какие выходы находятся под напряжением и при каких условиях. Сама программа схожа с логикой реле, однако в ней, для создания связей между входами и выходами, отсутствуют какие-либо переключатели или катушки реле. Все контакты и катушки в данном случае виртуальные. Программа создается посредством подключенного к порту ПЛК персонального компьютера.
Следующая картинка наглядно показывает схему и программу ПЛК.
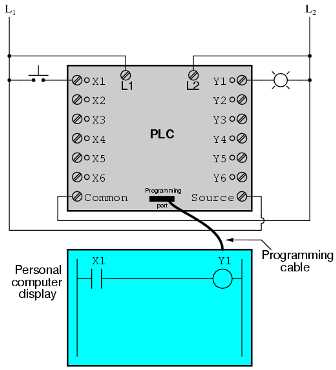
Здесь видно, что при положении кнопки переключателя в незадействованном состоянии, то есть кнопка не нажата, сигнал на вход X1 не поступает. В соответствии с программой, показывающей «открытый» вход X1, сигнал на Y1 также не будет посылаться. Следовательно, выход Y1 будет обесточен, а индикатор погашен.
При нажатом положении кнопки переключателя сигнал будет поступать на вход Х1. Так, все контакты Х1 активизируются, как это происходило бы при активизации посредством контактов реле при поступлении напряжения катушки реле. В этом случае, если назвать вход Х1 катушкой, то открытый контакт Х1 замкнется и отправит сигнал на катушку Y1. Подключенный к Y1 индикатор осветит подключенный к нему выход Y1, как только он окажется под напряжением.

Контакт Х1 и катушка Y1 соединены между собой проводами, а вот появляющийся на мониторе компьютера сигнал, является виртуальным. Эти сигналы не существуют как реальные, они присутствуют только в программе и лишь напоминают, что происходит на схеме.
При этом компьютер необходим только для программирования контроллера, написания программы или ее редактирования. Далее, после загрузки программы в программируемый контроллер, компьютер может быть отключен. ПЛК будет работать самостоятельно и выполнять все загруженные программой команды.
На схемах, иллюстрирующих работу ПЛК, компьютер указан только для наглядной демонстрации связи между реальными условиями и статусами программы. Как происходит связь между замыканием переключателя и зажиганием лампы, и как это отображается на экране монитора, когда через виртуальные контакты происходит передача сигнала на контакты и катушки.
Преимущества ПЛК
Все преимущества программирования контроллера раскрываются, когда возникает необходимость изменить поведение системы управления. Поскольку ПЛК представляет собой программируемое устройство, то изменение команд можно осуществлять без перенастройки подключенных к нему компонентов.
К примеру, если функцию «переключатель-лампочка» необходимо перенастроить наоборот, то есть нажать кнопку для выключения лампочки и опустить для включения, то заменять переключатель не придется. Достаточно будет изменить программу так, чтобы контакт Х1 при нормальных условиях оказался в закрытом состоянии, а не в открытом.
Это можно увидеть на следующих изображениях: изменения программы с переключателем в активизированном и неактивизированном состоянии.
 |  | |
Переключатель не активизирован | Переключатель активизирован |
Важным преимуществом управления посредством ПЛК над управлением посредством оборудования, заключается в том, что здесь можно использовать входные сигналы неограниченное количество раз. На следующем изображении показана разработанная программа для включения лампочки в условиях, когда два из трех переключателей находятся одновременно в активизированном состоянии.

Для построения подобной схемы посредством реле, нам потребуется задействовать три реле с двумя открытыми контактами, при этом каждый контакт должен быть изолирован. Применяя ПЛК, нам удастся без добавления оборудования, запрограммировать нужное количество контактов для каждого входа Х. При этом каждый вход в памяти ПЛК должен занимать не более 1 бит, и вызывать сигнал необходимое количество раз.
Также не более 1 бита должен занимать и каждый выход, в таком случае открывается возможность вносить контакты в программу, приводя Y выход в неактивизированное состояние, как показано ниже на схеме двигателя с системой контроля начала движения и остановки.

Кнопка «Старт» обозначена переключателем, подключенным к входу Х1, а кнопка «Стоп» представляет переключатель Х2. Контакт Y1 дает возможность двигателю находиться под напряжением, даже если кнопка «Старт» опущена. Закрытый при нормальных условиях контакт Х2 в данном случае появится на цветном блоке, показывая, что он находится в электропроводящем состоянии.
 | При нажатии кнопки «Старт», по закрытому контакту Х1 пойдет переменный ток 120 В, при этом параллельный контакт Y1 также замкнет цепь. |
 | При нажатии кнопки «Старт», контакт Х1 откроется, однако двигатель не прекратит работать, поскольку контакт Y1, который находится в замкнутом состоянии, будет держать катушку под напряжением. |
 | Для остановки двигателя потребуется быстро нажать кнопку «Стоп», посредством которой будет отправлено напряжение на вход Х1 и на открытый контакт, вследствие чего прекратится подача напряжения к катушке Y1. |
 | В такой ситуации двигатель не возобновит работу, пока снова не будет нажата кнопка «Старт», поскольку печать в контакте Y1 потеряна. |
Следует учесть, что если контакт Х2 окажется ошибочно открыт, то остановить работу двигателя не удастся. Поэтому важно использовать отказоустойчивую модель устройств контроллера ПЛК. Решить такую проблему позволит перепрограммирование программы на фактическое нажатие кнопки «Стоп». В таком случае, при ошибочном открытии входного контакта Х2, вход Х2 можно остановить нажатием на кнопку «Стоп», что незамедлительно отключит работу двигателя.
Кроме стандартного набора входов и выходов, в ПЛК используются внутренние контакты и катушки, они действуют по типу промежуточных реле в релейных схемах.
Мы рассмотрели только незначительную часть возможностей ПЛК. В действительности, программирование контроллеров позволяет создавать программы для выполнения множества функций одновременно, чего невозможно добиться посредством релейных схем. Кроме того, ПЛК может принимать цифровые сигналы с компьютера, что дает возможность управлять устройствами, расположенными на значительном отдалении от монитора компьютера.
Облегчает программирование PLC поддержка всех стандартных языков, что позволяет каждому инженеру чувствовать себя комфортно при программировании ПЛК и его перепрограммировании, с целью изменения ранее установленных функций.
Сегодня производители предлагают программируемые контроллеры с большим количеством модулей, на которых имеется более 6 пар входов и выходов. Это позволяет программировать ПЛК на решение более сложных задач и управлять посредством одного контроллера более чем 10-ю устройствами.
При этом контроллер занимает немного места, его можно установить в шкаф управления, а сам шкаф поместить на любом отдалении, где для него найдется удобное место.
www.techtrends.ru
Сможет ли ПЛК удержать свои позиции в промышленной автоматизации современности?
Одним из ключевых назначений автоматизации является наблюдение за изменением состояния объекта и способность контролировать этот процесс. Снижение процессов изменений приводит к повышению производительности и эффективности. Машинное зрение и управление движением помогают уменьшить изменения и добавить гибкости в современные системы автоматизации. В свою очередь, увеличение гибкости и функциональных возможностей систем автоматического регулирования может поставить некоторые более старые системы на грань возможностей обработки.
В настоящее время программируемые логические контроллеры ПЛК являются нормой в системах автоматизации. Часто к стоимости новых технологий добавляются возможности модернизации оборудования и/или дополнительные возможности по внедрению новых операционных систем. Однако, добавление устройств управление движением или пользовательских модулей ввода в программируемый логический контроллер ПЛК, также может значительно отразится на стоимости всего оборудования.
Относительные затраты, расширяемость, функциональность, а также реализация пользовательских опций – требования к современным промышленным контроллерам. Поскольку запросы к скорости обработки данных, памяти, мощности в последнее время значительно увеличились, сможет ли ПЛК и далее оставаться основным средством автоматизации производственных систем?
Процесс управления
В простейшей своей форме процесс управления состоит из трех основных компонентов – датчика, контроллера, исполнительного механизма. Датчик собирает информацию об управляемом объекте и передает ее контроллеру, который обрабатывает полученные данные и выдает сигнал управления исполнительному механизму. Такая конструкция носит название системы с замкнутым контуром или с обратной связью.
Например, мониторинг газов и температура в азотной печи может играть важную роль для термической обработки, а данные о влажности в помещении или вибрациях не иметь вообще никакого отношения к процессу термической обработки. Добавление последних данных в систему автоматического управления не принесет абсолютно никакой пользы, а только усложнит ее и увеличит стоимость. Можем сделать вывод, что сложность приобретает решающее значение, так как она снижает затраты на проектирование, программирование узлов, устранение неполадок, а также позволяет избежать установки компонентов, которые не несут практической пользы.
После сбора датчиками, информация поступает в контроллер, который играет роль «мозга». Он будет обрабатывать полученную информацию на основании алгоритмов и программ, заданных ему программистом. Если значение не будет укладываться в границы установленных пределов, то контроллер пошлет сигнал на исполнительный механизм для исправления ошибки, и так будет происходить пока ошибка не войдет в допустимые границы. Исполнительный механизм – это мышцы системы автоматического регулирования (САУ). Именно он будет оказывать физическое воздействие на контролируемую систему. Исполнительными механизмами для САУ могут быть различные электроприводы, гидроприводы, пневмоприводы и другие механизмы.

«Контроллер осведомлен о происходящем и может принимать решения. ПЛК бесспорно лидирующая фигура в промышленной автоматизации» — говорит Matteo Dariol, инженер Bosch Rexroth. «Аббревиатура содержит «программируемый логический», так как в начале электронной революции в 1960-1970хх годах управляющие устройства начали строиться с помощью дискретных электронных компонентов. До этого изменение спецификации проекта приводило к перепроектированию и реинжинирингу всей логики управления вместе с изменением физических элементов устройств управления. С появлением программируемого логического контроллера ПЛК усилия по изменению алгоритма управления практически полностью заключаются только в изменении программного обеспечения».
Современные ПЛК являются вполне надежными устройствами, а их языки программирования стандартизированы. Среды разработки программного обеспечения для программируемых логических контроллеров пока не имеют общих единых стандартов, так как все основные игроки рынка электронных компонентов предлагают свои собственные уникальные решения. Программирование, а также поиск и устранение неисправностей в ПЛК может быть даже легче, чем в персональном компьютере ПК, который каждый из нас, казалось бы, знает очень хорошо. Программируемый логический контроллер ПЛК имеет модульную структуру и возможность подключения различных модулей в зависимости от требований проекта: дополнительные порты ввода/вывода, модули безопасности, а также конкретные коммуникационные карты Ethernet и это лишь несколько примеров.
Модульная конструкция дает программируемым логическим контроллерам основное преимущество – расширяемость. Есть и другие преимущества, такие как стоимость, простота устройства и прочность конструкции. Такие элементы САУ как реле, периодически нужно осматривать и проводить замену, и тут появляется еще одно преимущество ПЛК – минимум движущихся механических частей. Существуют возможности интеграции с более сложными системами, например с ПК контроллером.
В результате, многие производственные линии, которые уже используют ПЛК, скорее всего, будут работать с ними долгие годы. Привычность и простота дает очень хороший импульс, который будет продвигать программируемый логический контроллер в будущем. Тем не менее, в последние годы виден очень большой прогресс в развитии промышленных компьютеров, и это напрямую связано с развитием систем машинного зрения, более усложнившейся робототехники, а также развития промышленных интернет вещей IIoT.
Ограничения ПЛК
ПЛК имеет ограниченную память, программное обеспечение и периферийные возможности, по сравнению с персональным компьютером ПК. Управление движением (например, робототехника или сложная автоматизированная система) требует огромного количества входов/выходов, требующих дополнительных модулей управление ПЛК или внешней электроники. Тем не менее, стоит отметить, что компьютер способен обрабатывать гораздо большее количество информации, причем быстрее, что может значительно уменьшить физический размер и обеспечить необходимую вычислительную мощность для внедрения систем машинного зрения, управления движением и обеспечить быструю обработку больших потоков данных. Постоянный рост обрабатываемой информации связан с постепенным внедрением некоторыми компаниями промышленных интернет вещей IIoT в производственные линии и промышленные объекты, которые требуют больших вычислительных мощностей.

Оригинальные производители оборудования (англ. original equipment manufacturer OEM) способны увеличить производительность оборудования, позволяя машинам одновременно выполнять несколько операций. Максимально интенсивные И/ИЛИ вычисления критически важных процессов, запущенных одновременно, может привести к перегрузке программируемого логического контроллера. Для уменьшения времени обработки критически важных процессов машины могут использовать несколько вычислительных платформ. Как правило, они включают в себя один или несколько контроллеров движения и один или более наблюдающий процессор, который поддерживает интерфейс оператора для программирования, информации работы машины, сбора данных, функции техподдержки. Однако, использование нескольких процессоров является более дорогим. Новое программное обеспечение, ориентированное на платформы ПК, может помочь решить данную проблему, хотя…
ПК не так надежен и ему трудно «выживать» в промышленных условиях, таких как повышенная запыленность и влажность. Использования ПК с боле сложным программным обеспечением или большим количеством программных опций, занимает гораздо больше времени для обучения обслуживающего персонала. Усовершенствованное программное обеспечение может потребовать наличие программиста для проведения технического обслуживания, а также выполнение ремонтных работ и установки обновлений. Программное обеспечение ПЛК может быть базовым, но имеющие свои проверенные временем стандартные языки, которые могут обеспечить долговечность устройства, несмотря на его скорость и линейный характер.
ПЛК обычно используют в отрасли стандартный набор языков программирования (МЭК 61131-3), в том числе LAD диаграммы. LAD диаграммы строятся по аналогии с электрическими схемами, что позволяет значительно упростить обучение персонала, проведения технического обслуживания и ремонта. В большинстве случаев вполне возможно обойтись без программиста. Другой язык из стандарта МЭК 61131-3 — структурированный текст, который похож на язык «высокого уровня». Тем не менее, использование других нестандартных языков высокого уровня, таких как C ++ или Visual Basic, может быть трудно с ПЛК. Только в последнее время новые программные инструменты позволяли пользователям общаться с ПЛК так, как если бы это был обычный ПК.

Последовательная программа ПЛК сканирует все инструкции в каждом цикле. Цикл сканирования занимает примерно 10 мс или чуть больше. После завершения выполнения всех инструкций программа переходит к следующему сканированию. Если инструкция не выполняется в установленное время, то это вызывает сообщение об ошибке и выполнение программы прекращается. Это программное обеспечение жесткого времени может ограничивать продолжительность программы и любые входные сигналы с частотой менее 100 Гц.

Например, если необходимо обрабатывать сигнал от датчика скорости с номинальными оборотами 1200 об/мин (частота сигнала 1200/60 = 200 Гц), микроконтроллер на базе ПЛК не может корректно измерять скорость используя такой вход. Необходима интеграция специального модуля с декодером или счетчиком на интегральных микросхемах, который преобразует сигнал от датчика в нормально-обрабатываемый микроконтроллером. Такие преобразовательные модули часто используются во многих системах. Также стоит отметить и необходимость модулей вывода на примере управление соленоидом с частотой работы ШИМ в 10 кГц. Для управления таким устройством с помощью ПЛК необходим модуль вывода с ШИМ генератором. Добавление таких модулей увеличивает стоимость системы в 2-3 раза.
Следующее поколение ПЛК
Новая система имеет название программируемого контроллера автоматизации (агл. programmable automation controller (PAC)) способного решить некоторые проблемы ПЛК. Некоторые специалисты утверждают, что программируемый контроллер автоматизации (ПКА) более коммерческое название, но это не совсем так. К сожалению, существуют некоторые различие между их определениями, а с технологической точки зрения принципиальные различия между ними найти довольно трудно.
ПКА, как правило, включают в себя функциональные возможности ПЛК. Оба являются цифровыми устройствами, но ПКА предоставляет расширенные возможности программирования и часто имеют более расширенную функциональность, память и периферические способности. ПКА предлагает более сложные архитектурные системы в случае необходимости большей связности вводов/выводов. Более того, он имеет обычно встроенные возможности передачи данных из памяти на USB накопитель, а также часто присутствует возможность прямого взаимодействия с базами данных.
Дополнительные возможности программного обеспечения звучит, конечно, хорошо, однако стоит отметить, что не все ПКА могут поддерживать стандартные языки МЭК 61131-3, что может привести к дополнительным проблемам при программировании и обслуживании.
Существуют различные модели этих устройств. ПКА могут предлагать модели сосредоточенные на системах машинного зрения или другие, предназначенные для одновременного контроля нескольких процессов. Выбор модели или технологии должны учитывать и требования будущего (модернизация и расширение производства), и стандарты (например, безопасности). Планирование может продлить срок службы контроллера путем удовлетворения будущих потребностей, но также и заложить фундамент под использования промышленных интернет вещей IIoT и децентрализованного управления.
ПЛК все еще актуальны, однако, развитие систем машинного зрения, динамических роботизированных процессов и управления движением, стремление к большей автоматизации производства с использованием IIoT, требуют от программируемого логического контроллера значительно большей мощности обработки данных или памяти, которые он не в состоянии обеспечить. Децентрализованная технология может помочь расширить устаревшую линейку путем предложения продуктов типа SoCs и FPGAs, которые обрабатывают информацию непосредственно на самом датчике. Это означает, что добавление сложного процесса к существующей линии может не требовать обязательной установки дорогого ПКА, но будет необходима группа интеллектуальных датчиков, способных самостоятельно хранить и обрабатывать данные своих измерений.
Возможно ли применение обеих вариантов?
Еще более запутывает дискуссию о ПЛК и ПКА то, что возможно построение системы управления без любого из них. Сеть интеллектуальных датчиков и программного обеспечения можно комбинировать для устранения или большей децентрализации программируемых контроллеров во всех цехах предприятия. SoCs является одной из технологий, которые могут децентрализовать процесс. Однако, не стоит забывать, что слишком много протоколов на одном SoCs может привести к увеличению количества циклов проверки, необходимых для проверки процесса или его части, что вызовет режим, аналогичный перегрузке программируемого логического контроллера.
Более того, существует целый ряд технологий, позволяющих совместную работу программируемых логических контроллеров, технологий децентрализации, программируемых контроллеров автоматизации, для максимально эффективной работы предприятия. Необходимо предпринять несколько основных шагов для определения, какие технологии, возможно, будут необходимы.
«Во-первых, нужно понять, какие факторы важны для успешного выполнения операций и уровень устаревания, который допустим для устройства или линии» — говорит Джули Робинсон, менеджер по маркетингу, Rockwell Automation. «После того, как риски определены, пользователи должны разработать стратегию для смягчения и, в конечном счете, устранения этого риска, и планировать первое обновление работы ячеек. Некоторые факторы, влияющие на эти изменения, включают в себя:
- Совмещение будущих потребностей производства или улучшение текущей производительности;
- Соответствие последним требованиям безопасности и нормативным документам;
- Повышение гибкости производственных систем для эффективного расширения производства или обновления оборудования;
- Повышение эффективности использования активов за счет сокращения простоев;
- Повышение мер безопасности производства и сохранности оборудования;
Также пользователи должны понимать, какие изменения вносились в оборудование в течении нескольких лет работы завода или фабрики, что должно отображаться на схемах и чертежах.
Точная документация на устаревшее оборудование очень сильно поможет в интеграции нового оборудования. А если децентрализованная платформа уже интегрирована, то документация становится еще более важной. Децентрализованные контроллеры показали меньшее время при установке нового оборудования. В традиционной, централизованной системе, инженеры или обслуживающий персонал должны подключатся к программируемому логическому контроллеру для обнаружения проблем и скачки управляющей программы в случае необходимости. Хорошо спроектированная система должна быть простой в эксплуатации, обслуживании, а также масштабируемой.
Для того, чтобы произвести подключение к децентрализованной системе, специалисты не должны физически ходить «вокруг устройства». Для устранения этой проблемы обслуживающие оборудование компании стараются соединять по несколько систем, которые технологически совместимы. Часто это означает интеграцию старых систем с новыми технологиями и программным обеспечением.
В настоящее время очень малый процент хочет вкладывать в модернизацию работающего оборудования, если оно только не безнадежно устарело. Тем более решения о модернизации в будущем закладываются при проектировании оборудования, а часто проектированием различного оборудования занимается не одна компания, и в будущем при модернизации могут возникать конфликты.
Прежде чем выбрать оптимальную технологию для вашего оборудования важно понимать, что данная технология должна быть совместима с вашими целями не только сейчас, но и в будущем, и предлагает необходимые функции без излишней сложности. Для многих компаний трудно, и в некоторых случаях бессмысленно, содержать экспертов в каждой области, именно поэтому в последнее время начинает набирать обороты промышленные интернет вещей IIoT.
Термины и определения
Разница между ПЛК и ПКА может проникать и в другие технологии. Например, системы на кристалле (СнК), с английского System-on-a-Chip (SoC), встроенные компьютеры (embedded PC) и программируемая пользователем вентильная матрица (FPGA) предлагают собой некоторые технологии, которые способны заменять или расширять возможности программируемых логических контроллеров. Тем не менее, для некоторых технологий пока не существует устоявшихся определений, и ученые спорят о более правильном описании их. Но мы постараемся привести некоторые основные определения.
Программируемый логический контроллер ПЛК
Представляет собой цифровой компьютер, предназначенный для автоматизации промышленных систем. Он специально разрабатывался для работы в жестких условиях эксплуатации, таких как температурные диапазоны, давление, электрические шумы, вибрации и другие неблагоприятные факторы промышленной среды. Он имеет наиболее важную особенность, которая, собственно, и привело его к такой популярности – это жесткая система реального времени.
Режим реального времени
Многие понимают режим реального времени как выполнение задачи «как можно скорее». Но это не так. Система реального времени гарантирует, что все входы, выходы и вычислительные процессы будут обрабатываться за какой-то фиксированный промежуток времени, часто упоминаемый в технической литературе как дедлайн (с англ. deadline – предельный срок). В системах жесткого реального времени нарушение дедлайнов приравнивается к отказу системы. В свою очередь мягкая система реального времени допускает небольшие превышение дедлайнов, но только тогда, когда это приводит к допустимому снижению качества работы системы. Например, видеоконференция. Небольшое запаздывание звука или видео не приведет к катастрофическим последствиям.
При компиляции программы ПЛК, он рассчитывает, есть ли необходимые ресурсы для выполнения пользовательских инструкций, после чего переходит к выполнению поставленной задачи в нужный срок.
Программируемый контроллер автоматизации ПКА
Представляет собой цифровой компьютер, включающий в себя функциональные возможности ПЛК. Программируемый контроллер автоматизации понятие относительно недавнее, появившееся в начале 2000-х. В большинстве случаев ПКА представляет собой эволюцию программируемого логического контроллера. ПЛК является мостом между электрической автоматизацией, построенной на реле, и электромеханической программируемой автоматизацией, где акцент делается на программное обеспечение операций (определение, данное 40 лет назад).
Мягкая система реального времени(softPLC)
Как упоминалось выше, мягкая система реального времени не дает гарантии своевременного выполнения поставленной задачи. По этому, их не применяют для систем управления движением. Вместо этого softPLC предпочтительны для подключения связей завод-цех, человеко-машинных интерфейсов, систем диспетчерского контроля и сбора данных (SCADA). Вполне возможно, для некоторых ПКА быть SoftPLC.
Встраиваемые ПК
Встраиваемый промышленный компьютер это не компьютер общего назначения. Он разработан и оптимизирован для одного пользовательского приложения. Все его компоненты, как правило, размещены на одной плате, включая и микроконтроллеры или микропроцессоры, шины ввода/вывода, память и другие пользовательские микросхемы. Устройство включает в себя даже программное обеспечение или прошивку (прошивка обычно находится в ПЗУ или памяти только для чтения). Встроенные ПК (embedded PC) действительно пересечение между аппаратным и программным обеспечением, поскольку существует тесная взаимосвязь между этими двумя частями – одна не может работать без другой. Проекты с использованием встраиваемых ПК могут реагировать на потребности жесткого или мягкого режима реального времени.
elenergi.ru
Главная Информация Основные языки программирования контроллеров PLCОсновные языки программирования контроллеров PLC
Главная задача ПЛК – это выполнение прикладной программы управления технологическим процессом. Очевидно, что незапрограммированный контроллер – это всего лишь пустая железяка, не приносящая никакой пользы человечеству.
Какие программы может выполнять промышленный контроллер? Ответ прост: практически любые. Современный контроллер свободно программируем, т.е. предоставляет разработчику возможность создавать пользовательские программы произвольной структуры без ограничений их функциональности, будь то программа управления пастеризатором на молочном комбинате или управление колонной ректификации на НПЗ. По сути, единственным ограничением здесь может быть объем свободных ресурсов контроллера.
Что нужно, чтобы запрограммировать ПЛК? Грамотный специалист. Во-вторых, персональный компьютер или портативный программатор, подключенный к контроллеру по сети. В-третьих, программный пакет разработки, поставляемый, как правило, за дополнительную плату. Иногда среда разработки входит в состав комплексного ПО для инсталляции и эксплуатации всей системы управления.
Современные средства разработки чрезвычайно функциональны и предлагают разработчику множество возможностей:
1. Разнообразные программные библиотеки, функциональные блоки, готовые процедуры и шаблоны. Использование предподготовленных компонентов сильно ускоряет процесс разработки программного обеспечения для ПЛК.
2. Инструменты для отладки, тестирования и симуляции прикладной программы. Последние позволяют выполнять программу ПЛК на персональном компьютере без загрузки в реальный контроллер.
3. Инструменты для автоматизированного документирования разработанной программы в соответствие с принятыми стандартами.
Но у программиста есть и более мощный инструмент. Дело в том, что современные средства разработки прикладного ПО для промышленных контроллеров, как правило, поддерживают до шести разных языков программирования.
Существует международный стандарт IEC 61131, разработанный Международной Электротехнической Комиссией (МЭК, IEC) и состоящий из восьми частей. Наиболее интересной является третья часть, IEC 61131-3, описывающая языки программирования ПЛК. Первоначальной целью стандарта IEC 61131-3 была унификация языков программирования ПЛК и предоставление разработчикам ряда аппаратно-независимых языков, что, по замыслу создателей стандарта, обеспечило бы простую переносимость программ между различными аппаратными платформами и снимало бы необходимость изучения новых языков и средств программирования при переходе разработчика на новый ПЛК.
К сожалению, цели в полном объеме достигнуты не были. Каждый производитель ПЛК сопровождает свой продукт собственной средой программирования, которая, как правило, не совместима с другими, да и о кросс-платформенности программного кода можно забыть. Тем не менее, в части описания языков программирования стандарт IEC 61131 остается чрезвычайно актуальным и является ориентиром для большинства разработчиков ПЛК.
Какие языки используются для программирования промышленных контроллеров? Ниже приведен краткий обзор языков стандарта.
Язык LD
Язык LD (LAD, Ladder) является графическим языком разработки, программа на котором представляет собой аналог релейной схемы. Пример программы на данном языке приведен на рис. 1. По идеи авторов стандарта, такая форма представления программы облегчит переход инженеров из области релейной автоматики на ПЛК.
К недостаткам данного языка можно отнести то, что по мере увеличения количества «реле» в схеме она становится сложнее для интерпретации, анализа и откладки. Еще один недостаток языка LD заключается в следующем: язык, построенный по аналогии с релейными схемами, может быть эффективно использован только для описания процессов, имеющих дискретный (двоичный) характер; для обработки «непрерывных» процессов (с множеством аналоговых переменных) такой подход теряет смысл.
Рис. 1. Язык релейных диаграмм LD.
Язык FBD
Язык FBD (Functional Block Diagram, Диаграмма Функциональных Блоков) является языком графического программирования, так же, как и LD, использующий аналогию с электрической (электронной) схемой. Программа на языке FBD представляет собой совокупность функциональных блоков (functional flocks, FBs), входа и выхода которых соединены линиями связи (connections). Эти связи, соединяющие выхода одних блоков с входами других, являются по сути дела переменными программы и служат для пересылки данных между блоками. Каждый блок представляет собой математическую операцию (сложение, умножение, триггер, логическое “или” и т.д.) и может иметь, в общем случае, произвольное количество входов и выходов. Начальные значения переменных задаются с помощью специальных блоков – входов или констант, выходные цепи могут быть связаны либо с физическими выходами контроллера, либо с глобальными переменными программы. Пример фрагмента программы на языке FBD приведен на рис. 2.
Практика показывает, что FBD является наиболее распространенным языком стандарта IEC. Графическая форма представления алгоритма, простота в использовании, повторное использование функциональных диаграмм и библиотеки функциональных блоков делают язык FBD незаменимым при разработке программного обеспечения ПЛК. Вместе с тем, нельзя не заметить и некоторые недостатки FBD. Хотя FBD обеспечивает легкое представление функций обработки как «непрерывных» сигналов, в частности, функций регулирования, так и логических функций, в нем неудобным и неочевидным образом реализуются те участки программы, которые было бы удобно представить в виде конечного автомата.
Рис.2. Функциональная схема FBD.
Язык SFC
Язык последовательных функциональных схем SFC (Sequential Function Chart), использующийся совместно с другими языками (обычно с ST и IL), является графическим языком, в котором программа описывается в виде схематической последовательности шагов, объединенных переходами. Язык SFC построен по принципу, близкому к концепции конечного автомата, что делает его одним из самых мощных языков программирования стандарта IEC 61131-3. Пример программы на языке SFC приведен на рис. 3.
Наиболее простым и естественным образом на языке SFC описываются технологические процессы, состоящие из последовательно выполняемых шагов, с возможностью описания нескольких параллельно выполняющихся процессов, для чего в языке имеются специальные символы разветвления и слияния потоков (дивергенции и конвергенции, в терминах стандарта IEC 61131-3).
Шаги последовательности располагаются вертикально сверху вниз. На каждом шаге выполняется определенный перечень действий (операций). При этом для описания самой операции используются другие языки программирования, такие как IL или ST.
Действия (операции) в шагах имеют специальные классификаторы, определяющие способ их выполнения внутри шага: циклическое выполнение, однократное выполнение, однократное выполнение при входе в шаг и т.д. В сумме таких классификаторов насчитывается девять, причем среди них есть, например, классификаторы так называемых сохраняемых и отложенных действий, заставляющие действие выполняться даже после выхода программы из шага.
После того, как шаг выполнен, управление передается следующему за ним шагу. Переход между шагами может быть условным и безусловным. Условный переход требует выполнение определенного логического условия для передачи управления на следующий шаг; пока это условие не выполнено программа будет оставаться внутри текущего шага, даже если все операции внутри шага уже выполнены. Безусловный переход происходит всегда после полного выполнения всех операций на данном шаге. С помощью переходов можно осуществлять разделение и слияние ветвей последовательности, организовать параллельную обработку нескольких ветвей или заставить одну выполненную ветвь ждать завершения другой.
Как и любому другому языку, SFC свойственны некоторые недостатки. Хотя SFC может быть использован для моделирования конечных автоматов, его программная модель не совсем удобна для этого. Это связано с тем, что текущее состояние программы определяется не переменной состояния, а набором флагов активности каждого шага, в связи с чем при недостаточном контроле со стороны программиста могут оказаться одновременно активными несколько шагов, не находящихся в параллельных потоках.
Еще одно неудобство языка связано с тем, что шаги графически располагаются сверху вниз, и переход, идущий в обратном направлении, изображается в неявной форме, в виде стрелки с номером состояния, в которое осуществляется переход.
Рис. 3. Язык последовательных функциональных схем SFC.
Язык ST
Язык ST (Structured Text, Структурированный Текст) представляет собой язык высокого уровня, имеющий черты языков Pascal и Basic. Данный язык имеет те же недостатки, что и IL, однако они выражены в меньшей степени. Пример программы на языке ST приведен на рис. 4.
С помощью ST можно легко реализовывать арифметические и логические операции (в том числе, побитовые), безусловные и условные переходы, циклические вычисления; возможно использование как библиотечных, так и пользовательских функций. Язык также интерпретирует более 16 типов данных.
Язык ST может быть освоен технологом за короткий срок, однако текстовая форма представления программ служит сдерживающим фактором при разработке сложных систем, так как не дает наглядного представления ни о структуре программы, ни о происходящих в ней процессах.
Рис. 4. Язык структурированного текста ST.
Язык IL
Язык IL (Instruction List, Список Команд) представляет собой ассемблероподобный язык, достаточно несложный по замыслу авторов стандарта, для его практического применения в задачах промышленной автоматизации пользователем, не имеющим, с одной стороны, профессиональной подготовки в области программирования, с другой стороны, являющимся специалистом в той или иной области производства. Однако, как показывает практика, такой подход себя не оправдывает.
Ввиду своей ненаглядности, IL практически не используется для программирования комплексных алгоритмов автоматизированного управления, но часто применяется для кодирования отдельных функциональных блоков, из которых впоследствии складываются схемы FBD или CFC. При этом IL позволяет достичь высокой оптимальности кода: программные блоки, написанные на IL, имеют высокую скорость исполнения и наименее требовательны к ресурсам контроллера.
Язык IL имеет все недостатки, которые присущи другим низкоуровневым языкам программирования: сложность и высокую трудоемкость программирования, трудность модификации написанных на нем программ, малую степень «видимого» соответствия исходного текста программы и решаемой задачи.
Пример программы на языке IL приведен на рис. 5.
Рис. 5. Язык инструкций IL.
Многие производители инструментальных средств, опирающиеся на стандарт IEC, не ограничиваются поддержкой рассмотренных выше пяти языков стандарта. Можно выделить, как минимум, еще один язык визуального программирования, который довольно популярен среди разработчиков.
Язык CFC
Язык CFC (Continuous Flow Chart) – еще один высокоуровневый язык визуального программирования. По сути, CFC – это дальнейшее развития языка FBD. Этот язык был специально создан для проектирования систем управления непрерывными технологическими процессами.
Проектирование сводится к выбору из библиотек готовых функциональных блоков, их позиционированию на экране, установке соединений между их входами и выходами, а также настройке параметров выбранных блоков. В отличие от FBD, функциональные блоки языка CFC выполняют не только простые математические операции, а ориентированы на управление целыми технологическими единицами. Так в типовой библиотеке CFC блоков находятся комплексные функциональные блоки, реализующие управление клапанами, моторами, насосами; блоки, генерирующие аварийные сигнализации; блоки PID-регулирования и т.д. Вместе с тем доступны и стандартные блоки FBD. Унаследовав от FBD саму концепцию программирования, язык CFC в наибольшей степени ориентирован на сам технологический процесс, позволяя разработчику абстрагироваться от сложного математического аппарата.
Рис. 6. Среда проектирования на языке CFC системы Simatic PCS7.
CFC прост в освоении, и при этом позволяет разрабатывать сложнейшие алгоритмы автоматизированного управления без каких-либо специфических знаний других языков программирования.
Казанцев Андрей
Наверх
www.promserv.ru
Программируемый логический контроллер – это… Что такое Программируемый логический контроллер?
Массово применяемый программируемый логический контроллер семейства SIMATIC S7-300Программи́руемый логи́ческий контро́ллер (ПЛК) (англ. Programmable Logic Controller, PLC) или программируемый контроллер — электронная составляющая промышленного контроллера, специализированного (компьютеризированного) устройства, используемого для автоматизации технологических процессов. В качестве основного режима длительной работы ПЛК, зачастую в неблагоприятных условиях окружающей среды, выступает его автономное использование, без серьёзного обслуживания и практически без вмешательства человека.
Иногда на ПЛК строятся системы числового программного управления станком (ЧПУ, англ. Computer numerical control, CNC).
ПЛК являются устройствами реального времени.
В отличие от:
Первые логические контроллеры появились в виде шкафов с набором соединённых между собой реле и контактов. Эта схема задавалась жёстко на этапе проектирования и не могла быть изменена далее.
Первый в мире ПЛК — MOdular DIgital CONtroller (Modicon) 084, имеющий память 4 кБ, произведен в 1968 году.
В первых ПЛК, пришедших на замену обычным логическим контроллерам, логика соединений программировалась схемой соединений LD (Ladder logic Diagram). Устройство имело тот же принцип работы, но реле и контакты (кроме входных и выходных) были виртуальными, то есть существовали в виде программы, выполняемой микроконтроллером ПЛК. Современные ПЛК являются «свободно программируемыми».
В системах управления технологическими объектами логические команды преобладают над числовыми операциями, что позволяет при сравнительной простоте микроконтроллера (шины шириной 8 или 16 бит), получить мощные системы действующие в режиме реального времени. В современных ПЛК числовые операции реализуются наравне с логическими. В то же время, в отличие от большинства процессоров компьютеров, в ПЛК обеспечивается доступ к отдельным битам памяти.
Виды ПЛК
Основные ПЛК
Программируемое (интеллектуальные) реле
- Siemens LOGO!,
- Mitsubishi — серия Alpha XL,
- Schneider Electric — Zelio Logic,
- Omron — ZEN,
- Moeller — EASY, MFD-Titan,
- Comat BoxX.
- ОВЕН ПР110
Программные ПЛК на базе IBM PC-совместимых компьютеров (англ. SoftPLC)
ПЛК на базе простейших микропроцессоров (i8088/8086/80186 и т. п.)
Интерфейсы ПЛК
ПЛК в своём составе не имеют интерфейса для человека, типа клавиатуры и дисплея. Их программирование, диагностика и обслуживание производится подключаемыми для этой цели программаторами — специальным устройством или устройствами на базе более современных технологий — персонального компьютера или ноутбука, со специальными интерфейсами и со специальным программным обеспечением (например, SIMATIC STEP 7 в случае ПЛК SIMATIC S7-300 или SIMATIC S7-400). В системах управления технологическими процессами ПЛК взаимодействуют с различными компонентами систем человеко-машинного интерфейса (например операторскими панелями) или рабочими местами операторов на базе ПК, часто промышленных, обычно через промышленную сеть.
Датчики и исполнительные устройства подключаются к ПЛК:
- централизованно: в корзину ПЛК устанавливаются модули ввода-вывода. Датчики и исполнительные устройства подключаются отдельными проводами непосредственно, либо при помощи согласовательных модулей, к входам/выходам сигнальных модулей;
- или по методу распределённой периферии, когда удалённые от ПЛК датчики и исполнительные устройства связаны с ПЛК посредством каналов связи и, возможно, корзин-расширителей с использованием связей типа «ведущий-ведомый» (англ. Master-Slave).
Коммуникации
Языки программирования ПЛК
Для программирования ПЛК используются стандартизированные языки МЭК (IEC) стандарта IEC61131-3
- Языки программирования (графические)
- LD — Язык релейных схем — самый распространённый язык для PLC
- FBD — Язык функциональных блоков — 2-й по распространённости язык для PLC
- SFC — Язык диаграмм состояний — используется для программирования автоматов
- CFC — Не сертифицирован IEC61131-3, дальнейшее развитие FBD
- Языки программирования (текстовые)
- IL — Ассемблер
- ST — Паскале-подобный язык
Структурно в IEC61131-3 среда исполнения представляет собой набор ресурсов (в большинстве случаев это и есть ПЛК, хотя некоторые мощные компьютеры под управлением многозадачных ОС представляют возможность запустить несколько программ типа softPLC и имитировать на одном ЦП несколько ресурсов). Ресурс предоставляет возможность исполнять задачи. Задачи представляют собой набор программ. Задачи могут вызываться циклически, по событию, с максимальной частотой.
Программа — это один из типов программных модулей POU. Модули (Pou) могут быть типа программа, функциональный блок и функция.
- В некоторых случаях для программирования ПЛК используются нестандартные языки, например:
- Блок-схемы алгоритмов
- Си-ориентированная среда разработки программ для ПЛК.
- HiGraph 7 — язык управления на основе графа состояний системы.
Инструменты программирования ПЛК на языках МЭК 61131-3 могут быть специализированными для отдельного семейства ПЛК (например, STEP 7 для контроллеров SIMATIC S7-300/400) или универсальными, работающими с несколькими (но далеко не всеми) типами контроллеров:
Структуры систем управления
- Централизованные, (малые системы)
- Распределенные, DCS (большие системы)
Удаленное управление и мониторинг
Специальное использование
Для увеличения надёжности системы управления, построенной на ПЛК, применяется резервирование разных компонентов: шасси, источников питания, самих контроллеров.
Также, выпускаются специальные линейки продуктов: например Siemens[1][2], или Allen-Bradley[3] выпускает всю линейку (ввод-вывод, интерфейсные модули и т.д. дополнительно к самим CPU).
См. также
Литература
- Мишель Ж. Программируемые контроллеры: архитектура и применение. — М.: Машиностроение, 1986
- Э. Парр. Программируемые контроллеры: руководство для инженера. — М.: БИНОМ. Лаборатория знаний, 2007. — 516 с. ISBN 978-5-94774-340-1
- Петров И. В. Программируемые контроллеры. Стандартные языки и приемы прикладного проектирования / Под ред. проф. В. П. Дьяконова. — М.: СОЛОН-Пресс, 2004. — 256 c. ISBN 5-98003-079-4
- Денисенко В. В. Компьютерное управление технологическим процессом, экспериментом, оборудованием. — М: Горячая Линия-Телеком, 2009. — 608 с. ISBN 978-5-9912-0060-8
- Минаев И.Г. Программируемые логические контроллеры. Практическое руководство для начинающего инженера. /И.Г. Минаев, В.В. Самойленко – Ставрополь: АГРУС, 2009. – 100 с. ISBN 978-5-9596-0609-1
- Минаев И.Г. Программируемые логические контроллеры в автоматизированных системах управления / И.Г. Минаев, В.М. Шарапов, В.В. Самойленко, Д.Г. Ушкур. 2-е изд., перераб. и доп. – Ставрополь: АГРУС, 2010. – 128 с. ISBN 978-5-9596-0670-1
- О. А. Андрюшенко, В. А. Водичев. Электронные программируемые реле серий EASY и MFD-Titan. — 2-е изд., испр. — Одесса: Одесский национальный политехнический университет, 2006. — С. 223.
Примечания
biograf.academic.ru
Языки программирования плк (plc) – Asutpp

Контролер – это управляющее устройство. Действительно функциональным он становится только тогда, когда вы создаете и запускаете программу по его использованию.
Отсюда вытекает главная задача программируемого логического контролера – исполнение программы, которая осуществляет руководство технологического процесса.
Какой набор программ доступен для ПЛК? В принципе любой набор возможен. Главное, чтобы размер свободных ресурсов, данного инструмента, вам был не помехой. Разработчик получает широкие возможности по написанию программ.
Что же необходимо, чтобы осуществить программирование контроллера? Во – первых нужен программист, который бы досконально разбирался в данном вопросе. Во – вторых необходим сам компьютер и конечно пакет разработки.
Функционал средств разработки
Обычно пакет разработки поставляется за дополнительную плату. Хотя в принципе часто встречается, что данный пакет уже изначально включен в программное обеспечение по инсталляции.
Какой функционал предлагает среда разработки?
- Большой набор библиотек, программные блоки, определенные процедуры и готовые шаблоны.
- Инструментарий для проверки, тестированию и запуску программы на компьютере минуя контроллер.
- Также предложен инструмент для автоматизации документирования программы, которая была создана, в пределах принятых стандартов.
И наконец необходимо отметить главное достоинство – это поддержка порядка шести языков программирования. Единственным недостатком является то, что совместимость программ реализована на низком уровне. Производители ПЛК не пришли к унификации и каждый выпускает, данное устройство, со своей программной средой.
Виды языков программирования для ПЛК
LD (Ladder) – это среда разработки, которая основана на графике. Своего рода, она представляет собой подобие релейной схемы. Разработчики данного стандарта считают, что использование такого вида программной среды существенно облегчает переобучение инженеров релейной автоматики на ПЛК.
К главным недостаткам, данного языка программирования, можно отнести неэффективность при обработке процессов с большим количеством аналоговых переменных, так как он построен для представления процессов с дискретным характером.
FBD ( Диаграмма Функциональных Блоков) – здесь также используется графическое программирование. Образно говоря, FBD определяет собой некую множественность функциональных блоков, которые имеют соединения между собой (вход и выход).
Данные связи являются переменными и выполняют пересылку между блоками. Каждый блок в отдельности может представлять определенную операцию( триггер, логическое “или” и т.д.). Переменные задаются с помощью определенных блоков, а цепи выхода могут иметь связи с конкретными выходами контроллера или связи с глобальными переменными.
SFC ( Sequential Function Chart) – может использоваться с языками ST и IL, он также основан на графике. Принцип его построения близок к образу конечного автомата, данное условие относит его к самым мощным языкам программирования.
Технологические процессы, в данном языке, построены по типу определенных шагов. Структура шагов состоит из вертикали, которая идет сверху вниз. Каждый шаг – это конкретные операции. Описать операцию можно не только с помощью SFC, но и с помощью ST и IL.
Как только шаг выполнен, то идет действие по передачи управления следующему шагу. Переход между шагами может быть двух видов. Если на шаге выполнено какое – то условие и дальнейшим действием является переход на следующий шаг, значит – это условный переход. В случае же, если происходит полное выполнение всех условий на данном шаге и только потом осуществляется переход на следующий шаг, то-это безусловный переход.
Недостатком SFC можно считать, что в процессе работы может быть активировано несколько шагов, не в параллельных потоках. Поэтому необходим глобальный контроль со стороны программиста.
ST ( Структурированный Текст) – относится к языкам высокого уровня и имеет много сходного с Pascal и Basic.
ST позволяет интерпретировать более шестнадцати типов данных и имеет возможность работать с логическими операциями, циклическими вычислениями и т.д.
Небольшим недостатком можно определить отсутствие графической среды. Программы представлены в виде текста и данное условие усложняет освоение технологии.
IL ( Список Команд) – язык подобен Ассемблеру, обычно используется для кодировки блоков по отдельности. Плюсом является то, что данные блоки имеют большую скорость работы и низкую требовательность к ресурсам.
CFC ( Continuous Flow Chart) – относится к языкам высокого уровня. В принципе – это явное продолжение языка FBD.
Процесс проектирования состоит из использования готовых блоков и размещения их на экране. Далее происходит их настройка и размещения соединений между ними.
Каждый блок – это управление определенным технологическим процессом. Здесь идет основной уклон на технологический процесс, математика уходит на второй план.
www.asutpp.ru
свободная среда программирования ПЛК. Часть 1 / PLC / Сообщество EasyElectronics.ru
Beremiz — это интегрированная среда разработки для ПЛК с открытым исходным кодом, которая полностью соответствует стандарту МЭК-61131-3. Beremiz опирается на открытые стандарты, которые не зависят от целевых устройств. Так что вы можете превратить любой процессор в ПЛК. Также Beremiz включает инструменты для создания HMI и подключения ваших программ PLC к наблюдению, базам данным или полевым шинам.
Введение
Для программирования ПЛК используются 5 языков, описанных стандартом МЭК 61131-3:
LD — релейно-контактные схемы;
FBD — функциональные блоковые диаграммы;
SFC — последовательностные функциональные диаграммы;
ST — структурированный текст;
IL (Instruction List) — список инструкций.
Тем не менее ведущие производители ПЛК используют собственные варианты этих языков, несовместимых с этим стандартом. Например, у фирмы Siemens это соответственно языки:
LAD, FBD, SFC, SCL, STL. Исключением являются компании, использующие в качестве сред программирования ISAGRAF и Codesys. Обе эти среды полностью соответствуют стандарту МЭК 61131-3.
Но и ISAGRAF и Codesys накладывают ограничение на аппаратную платформу. Сам производитель ПЛК не может внести изменения в исходный сред исполнения для портирования их на новую аппаратную платформу.
Beremiz же являясь свободным программным обеспечением, может быть модифицирован производителем ПЛК для работы на новой аппаратной платформе. Гибкость в изменении существующих и добавлении новых компонентов достигается с помощью языка Python (и соответствующих библиотек для пользовательского интерфейса, работы с сетью и т.д.) и xsd (XML Schema) файлов, применяемых для описания компонентов среды разработки: модулей работы с компиляторами целевой архитектуры, плагинов внешних источников данных и т.д.
Beremiz используется:
1. ПАО «ИНЭУМ им. И.С.Брука» в качестве среды разработки и исполнения на ПЛК серии СМ1820М на базе отечественных микропроцессоров «Эльбрус» и SPARC, а также линеек, основанных на микропроцессорах ARM и x86. www.sm1820.com.ru
2. ООО НПК «Нуклерон» (г. Пермь) тестирует линейки программируемых реле NUC-24x/251. В основе программируемых реле используется микроконтроллер STM32F105 для модели NUC-242 и STM32F205 для остальных. Также поддерживается плата STM32F4DISCOVERY. В качестве среды разработки используется YAPLC-IDE, представляющая собой набор расширений для среды Beremiz. Для ПЛК параллельно разрабатывается среда исполнения YAPLC-RTE. Исходные коды YAPLC доступны на github: github.com/nucleron/YAPLC
3. ООО НТЦ «Арго» МУР 1001.3 СВ argoivanovo.ru/catalog/index.php?IBL=22&ID=184120
4. ООО «НГП Информ» ngpinform.ru/means/programmiruemye-kontrollery-i-raspredelennye-sistemy-vvoda-vyvoda/modulnye-plk/
5. Smarteh LPC-2.MC8 www.smarteh.si/
Полный список компаний, использующих Beremiz: www.beremiz.org/apps
Особенности Beremiz
Среда разработки Beremiz позволяет работать в конфигурационном режиме и в режиме исполнения прикладной программы. В конфигурационном режиме происходит создание прикладной программы, написание алгоритмов и логики её основных программных модулей и их связывание с внешними модулями УСО (устройство связи с объектом). В режиме исполнения прикладная программа передаётся на целевое устройство и может быть запущена с режимом отладки и без отладки.
Основными компонентами Beremiz являются:
— редактор PLCOpen для текстовых (IL и ST) и графических языков (FBD, LD, SFC) стандарта IEC 61131-3;
компилятор MatIEC, преобразующий логику и алгоритмы программных модулей (из которых состоит прикладная программа), описанных на языках стандарта IEC 61131-3, в эквивалентный С-код;
— механизм плагинов, позволяющий связывать внешние источники данных, такие как модули УСО (их параметры, состояния), SCADA-системы с логикой и алгоритмами программных модулей;
— средства отладки прикладной программы в режиме исполнения;
— элементы для создания человеко-машинного интерфейса управления прикладной программой.
Таким образом Beremiz преобразует LD, FBD, SFC или IL в код на ST, а MatIEC конвертирует ST в C. Код С компилируется на конечную платформу.
Установка и запуск
Исходный код и инсталлятор под Windows можно скачать на официальном сайте: www.beremiz.org/download
Для дистрибутива ALT Linux есть готовый пакет beremiz в репозитории.
Для дистрибутивов Debian/Ubuntu инструкция: bitbucket.org/skvorl/beremiz/overview
Для Windows и ALT Linux есть соответствующие значки запуска в меню Пуск. А для остальных дистрибутивов Linux запускать из каталога beremiz исполняемый файл BeremizIDE.py
Руководство пользователя beremiz: www.sm1820.com.ru/files/beremiz/beremiz_manual.pdf
Пока всё.
we.easyelectronics.ru
