
Прямая и обратная полярность при сварке
В литературе по методам сварки и инструкциях к сварочным аппаратам нередко встречаются выражения “прямая и обратная полярность”. От выбора полярности зависит процесс сварки, качество шва, расход электрода, глубина проплавления. Начинающим сварщикам важно знать, что означает прямая и обратная полярность, чтобы правильно подбирать режимы сварки в конкретных ситуациях.
В этой статье:
- Дуговая сварка — режимы полярности
- Отличия режимов сварки
- Влияние полярности на сварку
- Сварка полуавтоматом
- Сварка инвертором
- Электрододержатель
- Сварочные электроды
- Выбор инвертора и его эксплуатация
Дуговая сварка — режимы полярности
Для горения электрической дуги, которой осуществляется сварка, требуется источник тока и замыкание полюсов с небольшим воздушным зазором 3-5 мм.
Соответственно, заряд тоже меняется с положительного на отрицательный многократно за секунды. При такой “скачке” с хаотичным движением, постоянной полярности быть не может. На постоянном токе отрицательно заряженные электроны движутся от минуса к плюсу. Их направление постоянное, что дает определенные свойства:
У сварочного аппарата постоянного тока есть два гнезда для подключения кабелей держателя и массы. В держатель вставляется электрод и сварщик манипулирует им, ведя шов. Кабель массы через зажим “крокодил” крепится к изделию.
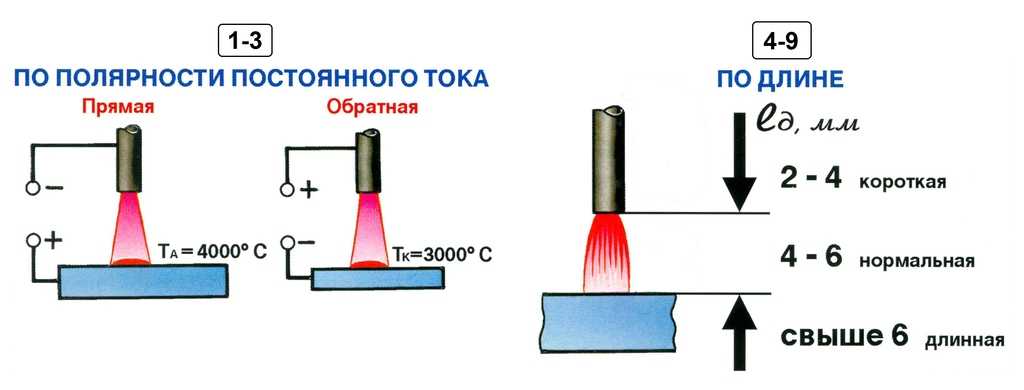
Если держатель установить в разъем “-“, а кабель массы подключить к “+”, получится прямая полярность. При подключении наоборот (держатель к “+”, а массу к “-“) полярность будет обратная.
Отличия режимов сварки
Рассмотрим, чем отличается прямая и обратная полярность при сварке. По законам физики постоянный ток течет в одном направлении от минуса к плюсу (движение электронов с отрицательным зарядом). При этом тепло всегда концентрируется на плюсе. Соответственно, где “+”, там температура будет выше.
При сварке на прямой полярности “+” на изделии. Это обеспечивает больший нагрев поверхности и, в то же время, не перегревает электрод. На его кончике пятно тепла будет анодным. Работа дугой с обратной полярностью означает “плюс” на кончике электрода и образование катодного теплового пятна. За счет этого расходник нагревается больше, а изделие меньше. Разница в температуре составляет около 1000º С.
Влияние полярности на сварку
Теперь обсудим, как полярность, а именно локализация нагрева, сказываются на процессе сварки.
Достоинства и недостатки прямой полярности
Концентрация теплового пучка на изделии дает следующие результаты:
Сварка TIG цветных металлов, например меди, ведется на прямой полярности. Лучше всего применять такой режим при работах с металлами сечением от 4 мм и выше. Но тонкие листовые заготовки на прямой полярности будут прожигаться. Еще стороны может сильно “повести” при сварке и потребуется рихтовка деталей. Не получится использовать электроды для переменного тока при сварке постоянным с “плюсом” на держателе. Разбрызгивание металла при таком режиме тоже повышается.
Достоинства и недостатки обратной полярности
Использование обратной полярности дает следующие особенности при сварке:
Обратную полярность лучше использовать при сварке тонких металлов, чтобы электрод не прилипал, но при этом не было прожогов. В случае ведения прерывистой дугой коротких швов тепловложение уменьшается еще больше.
Соединение толстых заготовок 6-10 мм происходит гораздо хуже, поскольку нет нужной глубины проплавления. При “минусе” на держателе легче добиться качественного шва на нержавейке, алюминии, высокоуглеродистой стали или чугуне. Если требуется наплавить присадочный металл под последующую проточку, то на обратной полярности отделение капли происходит гораздо быстрее.
Если требуется наплавить присадочный металл под последующую проточку, то на обратной полярности отделение капли происходит гораздо быстрее.
Источник видео: Территория сварки R
Но кончик электрода от повышенного нагрева укорачивается тоже быстро, поэтому будет перерасход по материалам. Если обмазка электрода чувствительна к перегреву, то от удержания длительной непрерывной дуги покрытие может осыпаться, и голый стержень станет не пригодным для сварки. При снижении силы тока до минимального, дуга начинает “скакать” и управлять сварочной ванной становится сложнее, поэтому при сварке тонколистовой стали пригодятся дополнительные функции в инверторе, о которых упомянем ниже.
Сварка полуавтоматом
Если предстоит варить самозащитной порошковой проволокой без газа, то потребуется обратная полярность. В отличие от инвертора, у которого достаточно поменять местами разъемы кабеля держателя и массы, у полуавтомата горелка крепится к рукаву. В нем проложен канал для проволоки, силовой провод, шланг подачи защитного газа и провода управления. Просто в разъем с массой горелку не вставить — не подойдет по форме.
В отличие от инвертора, у которого достаточно поменять местами разъемы кабеля держателя и массы, у полуавтомата горелка крепится к рукаву. В нем проложен канал для проволоки, силовой провод, шланг подачи защитного газа и провода управления. Просто в разъем с массой горелку не вставить — не подойдет по форме.
Для смены полярности полуавтомата есть несколько способов, в зависимости от конфигурации оборудования. У одних моделей нужно поменять местами разъемы в нижней части (силовой кабель горелки имеет отдельный выход с гнездом, как у массы). У других — открыть боковую крышку и переподключить кабеля к клеммам (обычно они разных цветов). Потребуется рожковый ключ.
Сварка инвертором
Сварка ведется неотрывной дугой с зазором 3-5 мм. Чем быстрее проводить электрод над одним местом стыка, тем меньше глубина проплавления. При замедлении глубина провара увеличивается. Если предстоит подряд сваривать стыки с разной толщиной сторон, можно выставить силу тока на аппарате для самого большого сечения в конструкции, а глубину провара регулировать скоростью ведения электрода.
Сварка на обратной полярности чаще всего применяется для соединения тонких листовых материалов сечением 1-3 мм. Но даже концентрирование теплового пучка на кончике электрода не всегда спасает от прожогов. Чтобы предупредить дефекты шва, используют прерывистую дугу. Ее поджигают касанием об изделие и накладывают короткие швы без отступов. Отрыв кончика электрода от изделия на высоту 2 см приводит к затуханию дуги. Затем кончик снова подносят и он загорается без постукивания. Такие паузы дают дополнительное время для остывания шва и исключают прожоги.
Электрододержатель
Сварочные электроды
Выбор инвертора и его эксплуатация
Чтобы быстро переключать полярность при работе с тонкими и толстыми металлами, у инвертора должны быть надежные разъемы силовых кабелей. Хлипкие тонкие штырьки в разъеме и невысокий бортик для фиксации быстро износятся от частых перестановок. Тогда возникнет люфт, в гнездах кабеля будут болтаться, образуется повышенное сопротивление и перегрев. Сила сварочного тока будет падать, а между разъемом и гнездом даже возможно образование электрической дуги.
Тогда возникнет люфт, в гнездах кабеля будут болтаться, образуется повышенное сопротивление и перегрев. Сила сварочного тока будет падать, а между разъемом и гнездом даже возможно образование электрической дуги.
Подбирайте надежные инверторы ММА с прочными гнездами, чтобы при смене полярности ничего не изнашивалось и не болталось. Если у Вас уже есть инвертор и его разъемы изношены, их можно заменить на более крепкие, выбрав из каталога соединительных кабельных разъемов.
Сварка тонкого металла 1.0-1.5 мм покрытым электродом — это сложная задача для новичка. Справиться с ней без прожогов помогут инверторы РДС с функцией “Антиприлипание”. Когда кончик электрода погружается в сварочную ванну, аппарат “чувствует” это и выключает сварочный ток. В результате нет удерживающей силы, Вам не требуется наклонять держатель влево-вправо, чтобы оторвать электрод от поверхности. Обмазка расходника не осыпается при этом.
Функция “Форсаж дуги” тоже помогает при сварке тонкого металла на обратной полярности. Когда электрод вот-вот прилипнет, инвертор автоматически повышает силу тока на 10 А, сохраняя электрическую дугу. Как только Вы восстановили воздушный зазор, аппарат сам понижает силу тока до прежнего значения, исключая прожоги.
Когда электрод вот-вот прилипнет, инвертор автоматически повышает силу тока на 10 А, сохраняя электрическую дугу. Как только Вы восстановили воздушный зазор, аппарат сам понижает силу тока до прежнего значения, исключая прожоги.
Ответы на вопросы: особенности прямой и обратной полярности при сварке
При какой полярности шов более красивый внешне?
СкрытьПодробнее
При обратной. Тепло на кончике электрода выше, быстрее отделение капли, шов получается более чешуйчатым и без наплывов. Такой режим применим для лицевых сторон изделия, если толщину металла можно проплавить на обратной полярности.
На каком режиме снижается разбрызгивание металла при работе полуавтоматом?
СкрытьПодробнее
На обратной полярности брызг меньше. Если сварка ведется на лицевой стороне изделия и потом предстоит зачистка всех прилипших капель, лучше переключите полуавтомат на обратную полярность.
Если сварка ведется на лицевой стороне изделия и потом предстоит зачистка всех прилипших капель, лучше переключите полуавтомат на обратную полярность.
Как уменьшить ширину шва при обратной полярности?
СкрытьПодробнее
Чтобы шов был более узким при режиме обратной полярности, требуется быстрее вести электрод.
Электрод при резке становится красным, что делать?
СкрытьПодробнее
Скорее всего, у Вас подключена обратная полярность. Поменяйте силовые кабеля в гнездах местами. Работа при прямом подключении (“+” на изделии), экономит расход электрода на 20-40% и снижает его нагрев.
На какой полярности варить алюминий полуавтоматом?
СкрытьПодробнее
На обратной. Алюминий имеет низкую температуру плавления и при перегреве потечет. Поэтому тепловой пучек концентрируют на электроде. Но для разрушения оксидной пленки нужен полуавтомат с импульсом (Pulse), иначе глубокого провара не получится.
Алюминий имеет низкую температуру плавления и при перегреве потечет. Поэтому тепловой пучек концентрируют на электроде. Но для разрушения оксидной пленки нужен полуавтомат с импульсом (Pulse), иначе глубокого провара не получится.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Вернуться к списку
Прямая и обратная полярность при сварке инвертором
Правильное выполнение сварочных работ во многом зависит от выбранных настроек аппаратуры. В работе с полуавтоматическими установками важно не только правильно выбрать силу тока, но и установить нужную полярность. Заводская настройка (по умолчанию) не подходит для выполнения очень многих задач. Особенно, когда речь идет о соединении высоколегированной стали, цветных или редких металлов. Поэтому для получения сварочного шва хорошего качества необходимо должным образом настроить оборудование.
СОДЕРЖАНИЕ
- Как влияет полярность при сварке
- Что такое прямая и обратная полярность: техусловия выбора
- Сварка прямой полярностью
- Сварка обратной полярностью
Как влияет полярность при сварке
Понятие полярность подразумевает определенный вариант подключения аппаратуры, который продиктован стоящей задачей и особенностями соединения определенных материалов. Для смены полярности достаточно просто «перекинуть» клеммы. После этого направление движения тока поменяется и, соответственно, изменятся физические процессы сваривания.
Для смены полярности достаточно просто «перекинуть» клеммы. После этого направление движения тока поменяется и, соответственно, изменятся физические процессы сваривания.
Существует только два варианта полярности, которые настраиваются перед работой:
- Прямая. Выбирается в случаях, когда необходимо соединить два толстые детали, а швы должны быть глубокими. Заготовки в этом случае подключаются к положительной клемме, а электрод – к минусовой. Подключение прямой полярностью приводит к тому, что в процессе работы образуются катодные и анодные пятна. Более горячее из них – анодное – возникает на заготовке: именно к ней подключена плюсовая клемма. Из-за этого металл прогревается (а, следовательно, и плавится) на большую глубину. Это дает возможность работать с алюминиевыми, чугунными и другими деталями из сложных сплавов.
- Обратная. В этом случае наоборот: электрод подключается к плюсовой клемме, а заготовка – к минусовой. Анодное более горячее пятно может образоваться только на расходнике.
 Данный вариант подключения хорош тем, что дает возможность работать с тонкостенными и легкоплавными металлами.
Данный вариант подключения хорош тем, что дает возможность работать с тонкостенными и легкоплавными металлами.
В зависимости от поставленных целей и материалов сварщик выбирает на инверторе тот или иной вариант полярности. Молодые специалисты, которые не изучали теоретическую часть, нередко испытывают проблемы при работе с металлами малой или большой толщины. Поэтому очень важно внимательно изучить техническую документацию, которая идет в комплекте с инвертором. И только после этого можно приступать к практической части.
Что такое прямая и обратная полярность: техусловия выбора
Основой для взвешенного выбора типа полярности служат технические условия, которых необходимо придерживаться во время сварки. Благодаря конкретному типу подключения более высокий температурный режим находится на заготовке или же на самом электроде. На окончательное решение влияют несколько важных факторов.
Толщина заготовки
Прямое подключение лучше всего подходит для работы с заготовками малой и большой толщины. В этом случае заготовка разогревается лучше по сравнению с электродом, что дает возможность получить более глубокий шов. Этот режим отлично подходит и для резки металла. Для тонких листов лучше выбрать обратную полярность. Тогда основное тепло сосредотачивается на электроде и перегрев заготовки удается предотвратить.
В этом случае заготовка разогревается лучше по сравнению с электродом, что дает возможность получить более глубокий шов. Этот режим отлично подходит и для резки металла. Для тонких листов лучше выбрать обратную полярность. Тогда основное тепло сосредотачивается на электроде и перегрев заготовки удается предотвратить.
Читайте также: Сварка тонкого металла инвертором
Тип металла
Изменение расположения теплового пятна позволяет выбрать наиболее подходящий режим работы под конкретную деталь. К примеру, нержавеющую сталь или чугун достаточно легко перегреть. В этом случае лучше подходит подключение с обратной полярностью, что дает возможность сформировать прочный и надежный шов. А вот алюминиевые сплавы нужно варить с прямой полярностью. В таком случае удается быстрее преодолеть окислительную пленку.
Тип расходных материалов
Условия зависят от типа флюса расходного материала. Для угольных электродов не подходит обратная полярность. При таком раскладе флюс будет перегрет и стержень станет непригодным для дальнейшего использования. Бывают случаи, когда материал флюса и заготовки выдвигают взаимоисключающие требования. Сварщику приходится проявлять максимум изобретательности, чтобы найти оптимальное смещение силы тока и выбрать подходящий рабочий цикл.
Бывают случаи, когда материал флюса и заготовки выдвигают взаимоисключающие требования. Сварщику приходится проявлять максимум изобретательности, чтобы найти оптимальное смещение силы тока и выбрать подходящий рабочий цикл.
Читайте также: Сварка инвертором для начинающих
Сварка прямой полярностью
Каждый из способов сваривания металла обладает индивидуальными характеристиками. При работе инвертором с подключением методом прямой полярности отмечаются такие особенности:
- Расходные материалы и присадки расплавляются, образуя в ванночке крупные металлические капельки. Эта особенность приводит к возрастанию степени проплавления заготовки и увеличению количества брызг.
- При прямом подключении наблюдается снижение стабильности сварочной дуги.
- При прогреве не нарушается структура материала. Металлическая решетка остается неизменной.
- В связи с тем, что температура расходного материала остается сравнительно невысокой, можно увеличить силу тока.

- Некоторые сварочные материалы характеризуются высоким коэффициентом наплавки. Он тем более растет, если применять плавящиеся электроды в инертной среде. Точно такого же эффекта можно достичь в результате химической реакции присадок и некоторых видов флюса.
- При прямой полярности структура материала в сварочной ванне характеризуется повышенным содержанием кремния и марганца при полном отсутствии углерода.
Читайте также: Рейтинг лучших сварочных инверторов
Сварка обратной полярностью
Метод применяется в обязательном порядке, если приходится работать с тонкими металлическими листами. Существует вероятность испортить заготовку: ее реально расплавить в месте соединения. Избежать такого результата можно, используя такие методы:
- Уменьшение силы рабочего тока, что приводит к снижению температуры заготовки.

- Формирование прерывистого сварочного шва. Сперва делается несколько прихватов по длине шва, которые впоследствии соединяются в одно целое. Схема может претерпевать изменения в зависимости от конкретных условий работы. Способ прерывистого шва дает возможность исключить деформацию рабочей поверхности. Особенно эффективен прием для швов длиной более 20 см.
- Сваривание особо тонких заготовок прерывающейся сварочной дугой. Электрод уводится из рабочей зоны и, когда дуга прервалась, тотчас возвращается на место. Процесс получается практически непрерывным.
- При сварке двух заготовок внахлест важно как можно плотнее прижать их одна к другой. даже минимальная воздушная прослойка может привести к прожиганию верхней части конструкции. Для более плотного прижима можно использовать струбцины или тяжелый груз.
- Точно так же сваривание встык требует минимального зазора. Идеально, если его не буде вообще.
- Тонкие заготовки с неровными краями соединяют с использованием подложки.
 Ее задача состоит в том, чтобы отвести избыточное тепло. Для этих целей лучше всего подходят толстые листы стали или меди.
Ее задача состоит в том, чтобы отвести избыточное тепло. Для этих целей лучше всего подходят толстые листы стали или меди.
Новичкам начинать практиковаться лучше с обратной полярностью. Это дает возможность уловить тонкости процесса и в дальнейшем не допускать прожогов или других дефектов.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM.
Читайте также: Зависимость силы тока от диаметра электрода
Прямая и обратная полярность при сварке инвертором
Оцените, пожалуйста, статью
12345
Всего оценок: 62, Средняя: 3
Что такое обратная полярность при сварке? Полное руководство
Последнее обновление
При включении сварочного аппарата образуется электрическая цепь. Он имеет отрицательный и положительный полюс. Полярность играет важную роль при сварке. Это связано с тем, что выбор правильной полярности влияет на качество, долговечность и прочность сварного шва.
Полярность играет важную роль при сварке. Это связано с тем, что выбор правильной полярности влияет на качество, долговечность и прочность сварного шва.
Если вы используете неправильную полярность, это вызовет много брызг, плохой провар, и ваша сварочная дуга не будет регулироваться.
Давайте теперь подробнее остановимся на обратной полярности, чтобы вы могли лучше понять.
Обратная полярность
Это состояние, при котором анод становится положительным, а работа отрицательным. Ток идет от минуса к плюсу. Поэтому на аноде выделяется большое количество тепла, обычно ⅔ всего тепла.
Обычно это делается, если вы свариваете более тонкие пластины. Проплавление сварного шва будет минимальным, поскольку для работы выделяется меньше тепла.
Изображение предоставлено: Данил Евский, Shutterstock
Полярность
Вы, вероятно, знакомы с переменным током (AC) и постоянным током (DC) на вашем сварочном аппарате и электродах. По сути, эти два термина обозначают полярность электрического тока, формируемого сварочным аппаратом. Он проходит через анод.
Он проходит через анод.
Термины «обратный» и «прямой» используются при сварке. Вы также можете передать их как «электрод-положительная» и «электрод-отрицательная» полярность соответственно. Первые более понятны, и мы будем использовать их больше в этой статье.
Электрическая цепь имеет положительный и отрицательный полюс. Это то, что известно как полярность. Постоянный или постоянный ток течет в одном направлении, что приводит к постоянной полярности. Переменный ток или переменный ток частично течет в одном направлении и меняет направление на другой половине. Он меняет свою полярность 120 раз в секунду при электрическом токе частотой 60 Гц.
Как сварщик, вы должны понимать, что означает полярность. Кроме того, определите, как это влияет на процесс сварки. За несколькими исключениями, положительный электрод (обратная полярность) вызывает более глубокое проникновение.
Прямая полярность (отрицательный электрод) вызывает более быстрое расплавление анода и, следовательно, высокую скорость осаждения. Состояние может измениться из-за воздействия различных химических веществ в покрытии.
Состояние может измениться из-за воздействия различных химических веществ в покрытии.
Несколько типов защищенных анодов работают с любой полярностью, хотя некоторые работают с одной полярностью. Использование сварочного аппарата с трансформатором переменного тока требует разработки анода, который будет работать на любой полярности. Это из-за постоянных изменений полярности цепи переменного тока.
Хотя переменный ток не имеет полярности, аноды переменного тока обычно лучше всего работают с определенной полярностью, если используется питание постоянного тока. Крышка на аноде указывает на лучшую полярность, и все производители указывают рекомендуемую полярность на контейнере с анодом.
При сварке любым металлическим электродом необходимо соблюдать правильную полярность для достижения правильного провара, ровного внешнего вида валика и наилучших результатов сварки. Неправильная полярность приводит к плохому проплавлению, большому разбрызгиванию, неправильной форме валика, перегреву, трудностям в регулировке дуги и быстрому прогоранию анода.
Концы многих машин четко обозначены. Кроме того, они рассказывают вам, как вы можете настроить их для любой полярности. На некоторых машинах есть кнопка для изменения полярности. На других устройствах следует поменять клеммы кабеля.
Если у вас есть какие-либо вопросы о том, используете ли вы правильную полярность или какая полярность установлена на устройстве постоянного тока, вы можете выполнить два теста. Для начала используйте угольный анод постоянного тока, который будет работать только при отрицательной полярности.
Второй вариант — использование анода Fleetweld 5P, который лучше работает с положительной полярностью, чем с отрицательной.
Давайте теперь рассмотрим различия между прямой и обратной полярностью, чтобы вы лучше их поняли.
Основные различия между обратной и прямой полярностью при сварке
ОБРАТНАЯ ПОЛЯРНОСТЬ
- Анод присоединяется к положительному концу, а основной металл присоединяется к отрицательному концу источника питания.
- Здесь электроны отрываются от поверхности родительской пластины и ударяются о кончик анода.
- На кончике анода выделяется ⅔ всего тепла дуги. Остальное производится рядом с родительской пластиной.
- Незавершенное плавление основной пластины может иметь место из-за меньшего выделения тепла вблизи базовой пластины.
- Имеет высокую скорость осаждения присадочного металла, поскольку большая часть тепла выделяется на кончике анода.
- Здесь стабильность дуги и напряжение в значительной степени зависят от коэффициента излучения рабочего материала.
- Очистка дуги отличная.
- Дефекты включения сведены к минимуму благодаря отличному очищающему действию дуги.
- При использовании постоянного тока с обратной полярностью деформация и ЗТВ минимальны.
- DCRP подходит для сварки тонких листов.
- Вы можете соединять металлы с низкой температурой оттаивания (например, медь и алюминий) через DCRP.
ПРЯМАЯ ПОЛЯРНОСТЬ
- Основные металлы соединены с положительным полюсом, а анод прикреплен к отрицательному полюсу источника питания
- Когда разность потенциалов достаточна, электроны высвобождаются из наконечника анода.
 Затем они ударяются о поверхность материнской пластины.
Затем они ударяются о поверхность материнской пластины. - ⅔ всего тепла дуги производится вблизи основной пластины. Остальное генерируется на кончике анода.
- Вы можете легко добиться правильного плавления основного металла. Следовательно, это исключает непровары и непровары.
- Скорость осаждения присадочного металла низкая в случае расходуемых анодов.
- Напряжение и стабильность дуги не зависят от коэффициента излучения рабочего материала.
- Плохая очистка от оксидов (дуговая очистка).
- Могут быть ошибки включения, если вы не протерли поверхность основной пластины перед сваркой.
- Постоянный ток Прямая полярность может привести к сильному искривлению и расширению ЗТВ в свариваемом компоненте.
- DCSP не подходит для сварки узких листов.
- Вы можете соединять металлы с высокой температурой оттаивания (например, титан и нержавеющая сталь) с помощью DCSP.
Понимание обратной полярности при сварке
На источнике питания это место, где основной металл соединяется с отрицательным концом. Анод соединен с плюсовой клеммой.
Анод соединен с плюсовой клеммой.
Ознакомьтесь с некоторыми из наших самых популярных сообщений:
- Что такое ответвители на сварочном трансформаторе?
- Как собрать катушки для сварочного провода
- Что такое сварка MMA (ручная металлическая дуга)? – Как это работает?
Авторы избранных изображений: N_Sakarin, Shutterstock
- Обратная полярность
- Понимание полярности
- Основные различия между обратной полярностью и прямой полярностью при сварке
- Понимание обратной полярности при сварке
Разница между прямой и обратной полярностью при дуговой сварке
Источники питания для дуговой сварки могут подавать либо переменный, либо постоянный ток, либо обе формы тока. В случае полярности постоянного тока ток течет только в одном направлении; тогда как в случае переменного тока направление тока меняется на противоположное в каждом цикле (количество циклов в секунду зависит от частоты питания). Теперь при дуговой сварке основные металлы соединяются с одной клеммой, а электрод подключается к другой клемме. При наличии достаточной разности потенциалов непрерывный поток электронов между ними через небольшой зазор составляет дугу (основной источник тепла при дуговой сварке). В зависимости от соединений питание постоянного тока может обеспечивать две полярности, как показано ниже:
Теперь при дуговой сварке основные металлы соединяются с одной клеммой, а электрод подключается к другой клемме. При наличии достаточной разности потенциалов непрерывный поток электронов между ними через небольшой зазор составляет дугу (основной источник тепла при дуговой сварке). В зависимости от соединений питание постоянного тока может обеспечивать две полярности, как показано ниже:
- Прямая полярность постоянного тока (DCSP) или отрицательный электрод постоянного тока (DCEN) — когда электрод подключен к отрицательной клемме источника питания, а основные металлы подключены к положительной клемме.
- Постоянный ток обратной полярности (DCRP) или Положительный электрод постоянного тока (DCEP) — когда основные металлы соединены с отрицательной клеммой источника питания, а электрод подключен к положительной клемме.
Прямая полярность постоянного тока и обратная полярность постоянного тока имеют соответствующие плюсы и минусы. Разница между прямой полярностью постоянного тока (DCSP) и обратной полярностью постоянного тока (DCRP) представлена в таблице ниже. Для лучшего понимания вы можете прочитать:
Разница между прямой полярностью постоянного тока (DCSP) и обратной полярностью постоянного тока (DCRP) представлена в таблице ниже. Для лучшего понимания вы можете прочитать:
- Прямая полярность постоянного тока (DCSP) в дуговой сварке
- Постоянный ток обратной полярности (DCRP) при дуговой сварке
| Прямая полярность | Обратная полярность |
|---|---|
| Электрод подключается к отрицательной клемме источника питания, а основные металлы подключаются к положительной клемме. | Неблагородные металлы подключаются к отрицательной клемме источника питания, а электрод подключается к положительной клемме. |
| При достаточной разности потенциалов электроны высвобождаются с кончика электрода и ударяются о поверхность базовой пластины. | Здесь электроны отрываются от поверхности опорной пластины и ударяются о кончик электрода. |
2/3 rd от общего количества тепла дуги выделяется вблизи опорной пластины, а остальная часть выделяется на конце электрода. | 2/3 rd всего тепла дуги выделяется на кончике электрода, а остальная часть выделяется вблизи опорной пластины. |
| Легко добиться надлежащего плавления основного металла. Так устраняется непровар и дефекты непровара. | Из-за меньшего выделения тепла вблизи опорной плиты может произойти неполное сплавление опорной плиты. |
| В случае плавящихся электродов скорость осаждения присадочного металла довольно низкая. | Скорость осаждения присадочного металла довольно высока, так как большая часть тепла выделяется на конце электрода. |
| Напряжение дуги и стабильность дуги не зависят от коэффициента излучения рабочего материала. | Напряжение дуги и стабильность дуги в значительной степени зависят от коэффициента излучения рабочего материала. |
| Недостаточное действие дуговой очистки (очистка от окислов). | Очистка дуги хорошая. |
Дефекты включения могут возникнуть, если поверхности опорной пластины не были должным образом очищены перед сваркой. Больше новостей |