
Регуляторы контактной сварки РКС-502 и РКС-801
Регуляторы контактной сварки РКС-502 и РКС-801
- Подробности
- Категория: Контактная сварка

Основные сведения об изделии и технические данные.
Регуляторы контактной сварки РКС-502 и РКС-801, в дальнейшем именуемые “регуляторы”, предназначены для комплектации контактных электросварочных машин.
Регуляторы обеспечивают:
– управление последовательностью действий однофазных машин точечной сварки, имеющих контактор и клапан (для регулятора РКС-801 – два клапана) постоянного тока;
– регулирование длительности позиций сварочного цикла с цифровым отсчетом;
– управление тиристорным контактором и регулирование величины сварочного тока;
– автоматическую настройку на коэффициент мощности cosφ с изменением полярности включения первой полуволны сварочного тока;
– стабилизацию действующего значения сварочного тока при колебаниях напряжения питающей сети.
Управление регулятором проводится путем замыкания и размыкания контактов педали сварочной машины.
Скачать документацию
Принцип работы регулятора
Рассмотрим работу регуляторов в режиме “Одиночная сварка”.
При подаче на регулятор напряжения питания зажигается индикатор ” ” на передней панели. Счетчики и триггеры блоков цикла и счета устанавливаются в ноль с помощью цепочки на транзисторах VT7, VT8 на блоке счета. С помощью схемы собранной на элементах VT1, VT2, D2, VT3, VT4, VT5, VT6, D3, вырабатываются и формируются тактовые импульсы.
При замыкании контактов педали сварочной машины инвертор на VT9 опрокидывается и сигнал подается на блок цикла на D10.3, запускается триггер D3.8 “Предварительное сжатие”. Одновременно, на блоке счета счетчик D6 вырабатывает импульсы счета для позиций “XI”, a D8 для “XI0”. При совпадении количества импульсов на дешифраторах D7 (для “XI”) и D9 (для “Х10”) с количеством периодов, установленных на переключателе позиций “Предварительное сжатие”, в блок цикла поступает сигнал, запускающий счет позиции “Сжатие”. Аналогичным образом работают остальные режимы схемы.
При постоянно замкнутых контактах педали автоматически повторяется сварочный цикл, если переключатель “Режим работы” регулятора установлен в положении “Серия сварок”, и дает только один цикл в положении “Одиночная сварка”. В режиме “Серия сварок” выдержка “Предварительное сжатие” исключается после прохождения первого сварочного цикла. При размыкании педали после прохождения выдержки “Сжатие” обеспечивается прохождение полного сварочного цикла. В случае размыкания педали на выдержке “Сжатие” сварочный цикл прекращается, сварочная машина возвращается в состояние ожидания.
Индикация прохождения сварочного цикла осуществляется с помощью индикаторов, установленных на лицевой панели.
Для регулятора РКС-502 на блоке счета имеется схема на элементах D5.1, D4.3, D3.6, которая с помощью переключателя “Х4” позволяет увеличить длительность одновременно всех позиций цикла в 4 раза. (Для регулятора РКС-801 элементы D1.2, D4.1, D4.2, переключатель “Х2” и увеличение длительности позиций в 2 раза соответственно)
Для работы регулятора по циклу длительность каждой выдержки должна быть не менее “01” (1 периода). Длительность “00” является запрещенной.
Схема блока стабилизаторов является типовой, ее принцип работы приведен в справочниках и специального описания не требует.
Блок регулировки тока обеспечивает формирование импульсов управления тиристорным контактором, автоматическую регулировку cosφ и стабилизацию сварочного тока. Сигнал с первичной цепи силового трансформатора контактной машины через промежуточный трансформатор попадает на диодный мост VD17-VD20, формируется на элементах VT12, D4.6, D5.4, Dl.l, D2.1, сдвигается по фазе на необходимую величину на элементах С6, VT9, VT10 и импульсы управления с элементов D7, VT11 подаются на блок усилителей.
Регулировка нижних пределов действующего значения сварочного тока производится схемой на элементе D8 у изготовителя и дополнительной подстройки не требует. Стабилизация сварочного тока осуществляется при установке переключателя в положение “Включено” на лицевой панели.
Блок усилителей предназначен для усиления импульсов управления тиристорными контакторами (схема на VT1, VT2) и включения клапана (VT3) для РКС-502 или клапанов (VT3, VT6) (для РКС-801).
В блоке предусмотрена электронная защита цепей питания клапана от перегрузок по току (VT7, VT8, VT9, VT10). Индикация срабатывания защиты производится с помощью индикатора на лицевой панели.
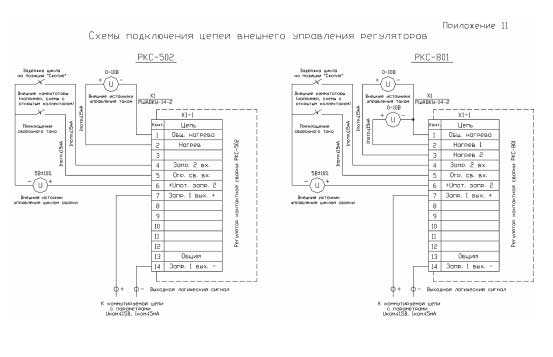
Элементы D1, D3, D4, D5 (дополнительно D2 для РКС-801) служат для управления регулятором с помощью внешних сигналов. Схема подключения цепей внешнего управления регуляторами приведена в приложении 11.
Переключателем “Компенсация” можно отключить стабилизацию, что увеличивает величину тока на 15%.
Сварочный ток можно отключить переключателем “Ток включен”. Такой режим необходим при наладке машины.
Регулятор РКС-801 выполняет также следующие дополнительные функции:
– регулировку величины сварочного тока для позиций “Сварка 1” и “Сварка 2”, задаваемой переключателями “Нагрев 1” и “Нагрев 2” соответственно. Нулевое положение переключателя соответствует минимальной величине сварочного тока (50%), положение “9” – максимальное;
– в режиме импульсной сварки позиции “Охлаждение” и “Сварка 1” могут отрабатываться до 9 раз в одном цикле. Количество импульсов задается переключателем “Число импульсов”;
– первый импульс сварочного тока позиции “Сварка 1” может быть промодулирован. Суть модуляции состоит в том, что первая полуволна сварочного тока имеет значение минимальной величины и за десять периодов нарастает до максимального значения (которое должно быть установлено переключателем “Нагрев 1”). При установке переключателя “Нарастание” в положение “9”, время модуляции наибольшее, и составляет 0,2 сек. При установке переключателя в положение “0” первый импульс сварочного тока импульс не модулируется;
– клапан 2, управляемый регулятором, осуществляет дополнительное обжатие заготовки на позициях “Сжатие” (“Повышенное усилие 12) и на позициях “Проковка 1”, “Сварка 2”, “Проковка 2” (“Повышенное усилие 2”). Повышенные усилия могут быть отключены соответствующими переключателями. Сигнализация работы клапана 2 на повышенном усилии 2 осуществляется индикатором. Срабатывание клапана 2 на повышенном усилии 2 можно задержать на 1…9 периодов с момента окончания позиции “Сварка 1” при помощи соответствующего переключателя (длительность позиции “Проковка 1” должна быть не меньше значения задержки).
Скачать документацию
forkettle.ru
Регуляторы контактной сварки РКС-502 и РКС-801
Регуляторы контактной сварки РКС-502 и РКС-801
- Подробности
- Категория: Контактная сварка
Основные сведения об изделии и технические данные.
Регуляторы контактной сварки РКС-502 и РКС-801, в дальнейшем именуемые “регуляторы”, предназначены для комплектации контактных электросварочных машин.
– управление последовательностью действий однофазных машин точечной сварки, имеющих контактор и клапан (для регулятора РКС-801 – два клапана) постоянного тока;
– регулирование длительности позиций сварочного цикла с цифровым отсчетом;
– управление тиристорным контактором и регулирование величины сварочного тока;
– автоматическую настройку на коэффициент мощности cosφ с изменением полярности включения первой полуволны сварочного тока;
– стабилизацию действующего значения сварочного тока при колебаниях напряжения питающей сети.
Управление регулятором проводится путем замыкания и размыкания контактов педали сварочной машины.
Скачать документацию
Принцип работы регулятора
Рассмотрим работу регуляторов в режиме “Одиночная сварка”.
При подаче на регулятор напряжения питания зажигается индикатор ” ” на передней панели. Счетчики и триггеры блоков цикла и счета устанавливаются в ноль с помощью цепочки на транзисторах VT7, VT8 на блоке счета. С помощью схемы собранной на элементах VT1, VT2, D2, VT3, VT4, VT5, VT6, D3, вырабатываются и формируются тактовые импульсы.
При замыкании контактов педали сварочной машины инвертор на VT9 опрокидывается и сигнал подается на блок цикла на D10.3, запускается триггер D3.8 “Предварительное сжатие”. Одновременно, на блоке счета счетчик D6 вырабатывает импульсы счета для позиций “XI”, a D8 для “XI0”. При совпадении количества импульсов на дешифраторах D7 (для “XI”) и D9 (для “Х10”) с количеством периодов, установленных на переключателе позиций “Предварительное сжатие”, в блок цикла поступает сигнал, запускающий счет позиции “Сжатие”. Аналогичным образом работают остальные режимы схемы.
При постоянно замкнутых контактах педали автоматически повторяется сварочный цикл, если переключатель “Режим работы” регулятора установлен в положении “Серия сварок”, и дает только один цикл в положении “Одиночная сварка”. В режиме “Серия сварок” выдержка “Предварительное сжатие” исключается после прохождения первого сварочного цикла. При размыкании педали после прохождения выдержки “Сжатие” обеспечивается прохождение полного сварочного цикла. В случае размыкания педали на выдержке “Сжатие” сварочный цикл прекращается, сварочная машина возвращается в состояние ожидания.
Индикация прохождения сварочного цикла осуществляется с помощью индикаторов, установленных на лицевой панели.
Для регулятора РКС-502 на блоке счета имеется схема на элементах D5.1, D4.3, D3.6, которая с помощью переключателя “Х4” позволяет увеличить длительность одновременно всех позиций цикла в 4 раза. (Для регулятора РКС-801 элементы D1.2, D4.1, D4.2, переключатель “Х2” и увеличение длительности позиций в 2 раза соответственно)
Для работы регулятора по циклу длительность каждой выдержки должна быть не менее “01” (1 периода). Длительность “00” является запрещенной.
Схема блока стабилизаторов является типовой, ее принцип работы приведен в справочниках и специального описания не требует.
Блок регулировки тока обеспечивает формирование импульсов управления тиристорным контактором, автоматическую регулировку cosφ и стабилизацию сварочного тока. Сигнал с первичной цепи силового трансформатора контактной машины через промежуточный трансформатор попадает на диодный мост VD17-VD20, формируется на элементах VT12, D4.6, D5.4, Dl.l, D2.1, сдвигается по фазе на необходимую величину на элементах С6, VT9, VT10 и импульсы управления с элементов D7, VT11 подаются на блок усилителей.
Регулировка нижних пределов действующего значения сварочного тока производится схемой на элементе D8 у изготовителя и дополнительной подстройки не требует. Стабилизация сварочного тока осуществляется при установке переключателя в положение “Включено” на лицевой панели.
Блок усилителей предназначен для усиления импульсов управления тиристорными контакторами (схема на VT1, VT2) и включения клапана (VT3) для РКС-502 или клапанов (VT3, VT6) (для РКС-801).
В блоке предусмотрена электронная защита цепей питания клапана от перегрузок по току (VT7, VT8, VT9, VT10). Индикация срабатывания защиты производится с помощью индикатора на лицевой панели.
Элементы D1, D3, D4, D5 (дополнительно D2 для РКС-801) служат для управления регулятором с помощью внешних сигналов. Схема подключения цепей внешнего управления регуляторами приведена в приложении 11.
Переключателем “Компенсация” можно отключить стабилизацию, что увеличивает величину тока на 15%.
Сварочный ток можно отключить переключателем “Ток включен”. Такой режим необходим при наладке машины.
Регулятор РКС-801 выполняет также следующие дополнительные функции:
– регулировку величины сварочного тока для позиций “Сварка 1” и “Сварка 2”, задаваемой переключателями “Нагрев 1” и “Нагрев 2” соответственно. Нулевое положение переключателя соответствует минимальной величине сварочного тока (50%), положение “9” – максимальное;
– в режиме импульсной сварки позиции “Охлаждение” и “Сварка 1” могут отрабатываться до 9 раз в одном цикле. Количество импульсов задается переключателем “Число импульсов”;
– первый импульс сварочного тока позиции “Сварка 1” может быть промодулирован. Суть модуляции состоит в том, что первая полуволна сварочного тока имеет значение минимальной величины и за десять периодов нарастает до максимального значения (которое должно быть установлено переключателем “Нагрев 1”). При установке переключателя “Нарастание” в положение “9”, время модуляции наибольшее, и составляет 0,2 сек. При установке переключателя в положение “0” первый импульс сварочного тока импульс не модулируется;
– клапан 2, управляемый регулятором, осуществляет дополнительное обжатие заготовки на позициях “Сжатие” (“Повышенное усилие 12) и на позициях “Проковка 1”, “Сварка 2”, “Проковка 2” (“Повышенное усилие 2”). Повышенные усилия могут быть отключены соответствующими переключателями. Сигнализация работы клапана 2 на повышенном усилии 2 осуществляется индикатором. Срабатывание клапана 2 на повышенном усилии 2 можно задержать на 1…9 периодов с момента окончания позиции “Сварка 1” при помощи соответствующего переключателя (длительность позиции “Проковка 1” должна быть не меньше значения задержки).
Скачать документацию
forkettle.ru
Регулятор для машин контактной сварки РКС-801М
Продажа реостатов, блоков, регуляторов со склада (СПб, Москва, Челябинск, Ростов-на-Дону, Казань) от производителя, производство на заводах-изготовителях и поставки.
Прайс-листы с ценами на регуляторы РКС-801М запрашивайте в отделе сварочного оборудования.

Технические характеристики
| Производитель: | Selma |
| Напряжение питания, В: | 380 |
| Габаритные размеры, мм: | 4,5 |
| Масса, кг: | 200 |
Дополнительно
| Пределы регулирования длительности позиций сварочного цикла, периодов сети: | |
| предварительное сжатие | 01-199 |
| сжатие | 01-199 |
| сварка 1 | 01-199 |
| сварка 2 | 01-199 |
| охлаждение | 01-19 |
| проковка 1 | 01-199 |
| проковка 2 | 01-199 |
| пауза | 01-199 |
| включение усилия с проковкой (повышенного усилия 2) относительно конца позиции «сварка1» | 01-19 |
| Среднее значение напряжения питания клапанов на сопротивление 51±5% Ом, при номинальном напряжении сети, В | 24±2,5 |
| Нижний предел регулирования действующего значения сварочного тока, % | 50 |
| Изменение действующего значения сварочного тока при колебаниях напряжения питающей сети +5 до –5%, не более | ±3 |
| Число импульсов сварочного тока | (1+9)+1 |
| Максимальное время модуляции переднего фронта импульса сварочного тока позиции «Сварка 1» (при значении позиции «Охлаждение» равной 1 периоду), с | 0,2+0,08 |
| Потребляемая мощность от сети, ВА, не более | 75 |
| Масса, кг (пульта управления/ блока питания) | 2 / 4,5 |
| Габаритные размеры, мм (пульта управления/ блока питания) | 162х92х184 / 200х230х120 |
Регулятор РКС – 801М обеспечивает:
- управление последовательностью действий однофазных машин точечной сварки, имеющих контактор и клапан постоянного тока;
- регулирование длительности позиций сварочного цикла с цифровым отсчетом;
- управление тиристорным контактором и регулирование величины сварочного тока;
- стабилизацию действующего значения сварочного тока при колебаниях напряжения питающей сети от плюс 5% до минус 10%.
Регулятор РКС – 801М состоим из 2-х блоков: блока управления и блока питания, которые соеденены кабелем. Регулятор подключается к сварочной машине при помощи разъема РШАГКУ-20.
Блок управления регулятора предназначен:- для управления фазой включения тиристорного контактора;
- для усиления импульсов управления тиристорным контактором, а также для включения клапанов;
- для измерения напряжения и частоты питающей сети.
Блок питания регулятора предназначен:
- для преобразования напряжения питающей сети в напряжение необходимой величины с целью питания блока управления регулятора;
- для понижения напряжения, снимаемого с тиристорного контактора и необходимого для управления его фазой включения.
Управление регулятором проводится путем замыкания и размыкания контактов педали сварочной машины.
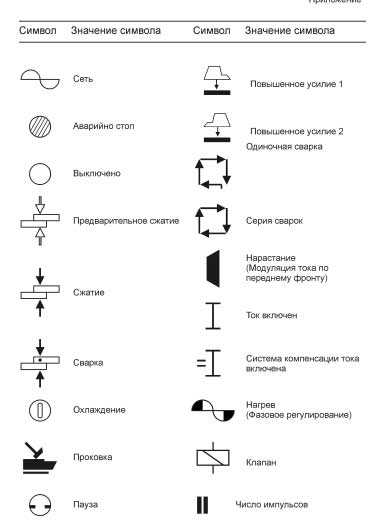
Блок управления регулятором выполнен на основе микроконтроллера. Данная конфигурация позволила уйти от дискретных микросхем, снизить энергопотребление и массогабаритные показатели регулятора, повысить его быстродействие и надежность. На передней панели расположены: ЖК-индикатор, кнопки управления и символы сварочного цикла: сжатие, охлаждение, сварка, проковка, пауза, повышенное усилие, число импульсов сварочного тока, модуляция тока, фазовый нагрев, циклический / одноцикловый режим работы регулятора которые носят исключительно информационный характер. Символы выделены в отдельную колонку и расположены в левой части панели регулятора.
Преимущества РКС-801М:- Полная функциональная совместимость с ранее выпускаемыми РКС;
- Стандартный разъем для подключения к контактной машине;
- Микропроцессорное управление контактной сваркой;
- Графический цифровой дисплей для отображения режимов и их значений;
- Энергонезависимая память установленных режимов;
- Малогабаритный выносной пульт регулятора контактной сварки с безопасным напряжением питания;
- Регулирование длительности позиций сварочного цикла с цифровым отчетом;
- Управление тиристорным контактором и регулирование величины сварочного тока;
- Стабилизация действующего значения сварочного тока при колебаниях напряжения питающей сети;
- Современный дизайн и эргономика.
kpsk.ru
Регулятор для машин контактной сварки РКС-801ЛМ
Продажа реостатов, блоков, регуляторов со склада (СПб, Москва, Челябинск, Ростов-на-Дону, Казань) от производителя, производство на заводах-изготовителях и поставки.
Прайс-листы с ценами на регуляторы РКС-801ЛМ запрашивайте в отделе сварочного оборудования.

Технические характеристики
| Производитель: | |
| Габаритные размеры, мм: | 275x210x100 |
| Масса, кг: | 7 |
Дополнительно
| Пределы регулирования длительности позиций сварочного цикла, периодов сети: | |
| предварительное сжатие | 1-99(х2) |
| сжатие | |
| проковка 1 | |
| проковка 2 | |
| ток 1 | |
| ток 2 | |
| интервал | |
| пауза | |
| Пульсация «Ток 1» (импульсная сварка) | от 1 до 9 |
| Пределы регулирования действующего значения сварочного тока (фазовое регулирование), % | 500 |
| Длительность нарастания переднего фронта сварочного тока (модуляция), c | 0,3 |
| Напряжение питания клапанов, В | 24 |
| Параметр импульса включения тиристоров: | |
| амплитуда, Б | 20±5 |
| длительность , мкс | 200±100 |
| Потребляемая мощность (не более), ВА | 60 |
Регулятор контактной сварки РКС-801ЛМ предназначен для управления циклом сварочных машин переменного тока с переменным усилием сжатия. Микропроцессорный РКС-801ЛМ изготавливается в компактном корпусе (таком же как и для РКС-502ЛМ), что повышает взаимозаменяемость приборов. Регулятор имеет набор циклограмм для управления клапаном повышенного (ковочного) усилия. Применение микроконтроллера позволяет создавать гибкие алгоритмы управления, таким образом упрощается интеграция регуляторов в сложные сварочные машины (например для сварки сетки).
Технические особенности:- Регулирование длительности позиций сварочного цикла с цифровым отсчетом.
- Управление тиристорный контактором и регулирование величины сварочного тока.
- Управления клапаном повышенного (ковочного) усилия.
- Стабилизация действующего значения сварочного тока при колебаниях напряжения питающей сети от 340В до 405В.
- Автоматическую настройку на коэффициент мощности сварочной машины.
- Регулятор контактной сварки РКС-801ЛМ предназначен для управления циклом сварки контактных машин переменного тока.
- Подключается к сети переменного тока напряжением 380В частотой 50Гц.
Заказать и купить РКС-801ЛМ вы можете с заказом отгрузки транспортными компаниями в города: Архангельск, Владивосток, Волгоград, Воронеж, Екатеринбург, Ижевск, Иркутск, Казань, Кемерово, Краснодар, Красноярск, Москва, Нижний Новгород, Новосибирск, Омск, Оренбург, Пенза, Пермь, Ростов-на-Дону, Санкт-Петербург, Самара, Саратов, Тюмень, Уфа, Чебоксары, Челябинск, Ярославль и прочие регионы России.
kpsk.ru
Регулятор для машин контактной сварки РКС-801
Продажа реостатов, блоков, регуляторов со склада (СПб, Москва, Челябинск, Ростов-на-Дону, Казань) от производителя, производство на заводах-изготовителях и поставки.
Прайс-листы с ценами на регуляторы РКС-801 запрашивайте в отделе сварочного оборудования.

Технические характеристики
| Производитель: | |
| Напряжение питания, В: | 380 |
| Габаритные размеры, мм: | 275х210х100 |
| Масса, кг: | 3.5 |
Дополнительно
| Пределы регулирования длительности позиций сварочного цикла, периодов сети: | |
| предварительное сжатие | 1-99(х2) |
| сжатие | |
| ток 1 | |
| ток 2 | |
| проковка 1 | |
| проковка 2 | |
| пауза | |
| Параметр импульса включения тиристоров: | |
| Амплитуда, В | 20±5 |
| Длительность, мкс | 200±100 |
| Потребляемая мощность (не более), ВА: | 60 |
Регулятор контактной сварки РКС-801 предназначен для управления циклом сварки контактных машин переменного тока. Работает от сети переменного тока напряжением 380В частотой 50Гц.
Обеспечивает:- Регулирование длительности 8 позиций сварочного цикла с цифровым отсчетом и цифровой индикацией.
- Управление тиристорным контактором и регулирование величины сварочного тока.
- Управление двумя клапанами типа КЭП-16-1.
- Автоматическую настройку на коэффициент мощности Cos φ с изменением полярности включения первой полуволны сварочного тока.
- Стабилизацию действующего значения сварочного тока при колебаниях напряжения питающей сети (340 В – 405 В).
Заказать и купить РКС-801 вы можете с заказом отгрузки транспортными компаниями в города: Архангельск, Владивосток, Волгоград, Воронеж, Екатеринбург, Ижевск, Иркутск, Казань, Кемерово, Краснодар, Красноярск, Москва, Нижний Новгород, Новосибирск, Омск, Оренбург, Пенза, Пермь, Ростов-на-Дону, Санкт-Петербург, Самара, Саратов, Тюмень, Уфа, Чебоксары, Челябинск, Ярославль и прочие регионы России.
kpsk.ru
| Наименование параметра | Значения |
| Напряжение питающей сети, В | 2х380 |
| Частота питающей сети, Гц | 50±0,75 |
|
Пределы регулирования длительности позиций сварочного цикла (в периодах)*, с:
|
|
| Среднее значение напряжения питания клапанов на сопротивление 51±5% Ом, при номинальном напряжении сети, В | 24±2,5 |
| Нижний предел регулирования действующего значения сварочного тока, % | 50 |
| Изменение действующего значения сварочного тока при колебаниях напряжения питающей сети +5 до –5%, не более | ±3 |
| Число импульсов сварочного тока | (1+9)+1 |
| Максимальное время модуляции переднего фронта импульса сварочного тока позиции «Сварка 1» (при значении позиции «Охлаждение» равной 1 периоду), с | 0,2+0,08 |
| Потребляемая мощность от сети, ВА, не более | 75 |
| Масса, кг (пульта управления/ блока питания) | 2 / 4,5 |
| Габаритные размеры, мм (пульта управления/ блока питания) | 162х92х184 / 200х230х120 |
1svarka.ru
РКС-801ЛМ УХЛ4 Регулятор контактной сварки
РЕГУЛЯТОРЫ КОНТАКНОЙ СВАРКИ РКС-502
ОАО электромашиностроительный завод “Фирма СЭЛМА” РЕГУЛЯТОРЫ КОНТАКНОЙ СВАРКИ РКС502 и РКС801 Паспорт 1. Основные сведения об изделии и технические данные. Регуляторы контактной сварки РКС502 и РКС801,
ПодробнееРКC-901Л УХЛ4 ПАСВ.017
РЕГУЛЯТОР КОНТАКТНОЙ СВАРКИ С МИКРОПРОЦЕССОРНЫМ УПРАВЛЕНИЕМ РКC-901Л УХЛ4 ПАСВ.017 ПАСПОРТ ПАСВ.017.07ПС САНКТ-ПЕТЕРБУРГ – 2010-1 2 Содержание 1. Назначение… 4 2. Технические характеристики… 4 3. Комплект
ПодробнееРЕЛЕ ВРЕМЕНИ РВВ-1ВК
ООО Т А У РЕЛЕ ВРЕМЕНИ РВВ-1ВК Техническое описание и инструкция по эксплуатации. ТС5.021.03-07 Сертификат соответствия ТС RU C-RU.МЛ02.В.00820 САНКТ-ПЕТЕРБУРГ 2019г. 1. НАЗНАЧЕНИЕ РЕЛЕ ВРЕМЕНИ РВВ-1ВК.
ПодробнееВибростенд электродинамический ПЭ-6700
Вибростенд электродинамический ПЭ-6700 Паспорт 3613-6700-23050963-03 ПС Санкт-Петербург 1 ВВЕДЕНИЕ 1.1 В настоящем паспорте, объединённом с руководством по эксплуатации, приведены сведения о назначении,
ПодробнееГруппа компаний «Связьэнергосервис»
Группа компаний «Связьэнергосервис» www.kuppol.ru Устройства зарядно-питающие УЗПС 24-40, УЗПС 36-30, УЗПС 48-20, УЗПС 60-15 и УЗПС 72-15 Краткое руководство по эксплуатации 1 Назначение устройства Устройства
ПодробнееПлиты нагревательные
Плиты нагревательные ES-HS3030M, ES-HS3545M, ES-HS3560M Паспорт Руководство по эксплуатации Версия 1.2 от 26.11.2015 Номера по каталогу: 200.01.3015 200.01.3025 200.01.3035 Санкт-Петербург 2015 Содержание
ПодробнееКОНТРОЛЛЕРЫ УКРМ MCC СЕРИИ EFFICA
Паспорт 4210-051-40059233-2017 ПС КОНТРОЛЛЕРЫ УКРМ MCC СЕРИИ EFFICA www.elvert.ru 1. Назначение Контроллеры УКРМ MCC серии Effica применяются для автоматического управления в установках компенсации реактивной
ПодробнееООО «КИП-Сервис СПб» ТАЙМЕР АВ-301 ПАСПОРТ
ООО «КИП-Сервис СПб» ТАЙМЕР АВ-301 ПАСПОРТ 1. ОБЩИЕ СВЕДЕНИЯ ОБ ИЗДЕЛИИ 1.1. Контроллер (таймер промышленный) серии АВ 301 (в дальнейшем прибор ) со ступенчатой (дискретной) регулировкой уставки предназначен
ПодробнееЗАО «НПО «ИНТРОТЕСТ»
ЗАО «НПО «ИНТРОТЕСТ» 427659 Утверждаю Генеральный директор ЗАО «НПО «ИНТРОТЕСТ» В.И. Мироненко 2012 г. НЕГАТОСКОП ПОВЫШЕННОЙ ЯРКОСТИ НГС-1 Паспорт 4276-020-20872624-99 ПС 620049, г. Екатеринбург, ОПС-49,
ПодробнееБлок силовой «TSR 6-32LX»
Блок силовой Инструкция по эксплуатации Паспорт управление DMX512 жидкокристаллический дисплей с подсветкой меню на русском языке тестирование блока и нагрузки без пульта управления установка начального
ПодробнееСодержание. 1. Требование безопасности
Содержание 1.Требование безопасности..1 2. Описание прибора и принципов его работы…2 3. Подготовка прибора к работе…3 4. Порядок работы.4 5. Поверка прибора 4 6. Техническое обслуживание..5 7. Текущий
ПодробнееSIA RESANTA Riga, Andreja Saharova iela, 5/1, LV-1082, Latvia
12 SIA RESANTA Riga, Andreja Saharova iela, 5/1, LV-1082, Latvia 2 11 УВАЖАЕМЫЙ ПОКУПАТЕЛЬ! Фирма «Ресанта» выражает благодарность за Ваш выбор и гарантирует высокое качество, безупречное функционирование
Подробнее1 ОПИСАНИЕ И РАБОТА. 1.1 Назначение
Настоящее руководство по эксплуатации (далее «руководство») предназначено для руководства пользователя при эксплуатации изделия медицинского назначения «Электрокоагулятор КРИСТИ «Галатея» (далее «аппарата»).
ПодробнееРЕГУЛЯТОР ТЕМПЕРАТУРЫ МР-44
РЕГУЛЯТОР ТЕМПЕРАТУРЫ МР-44 Руководство по эксплуатации. г. Днепропетровск 2007 2 Содержание Содержание…2 1.Введение…3 2.Назначение…3 3.Технические данные…3 4.Комплект поставки…4 5.Устройство
ПодробнееРеле времени РВО-П3-08, РВО-П3-081
105187, г. Москва, Измайловское шоссе, д. 73Б, офис 15 http:// E-mail: [email protected] (495) 921-22-62 Реле времени РВО-П3-08, РВО-П3-081 ОБЩИЕ СВЕДЕНИЯ Реле времени РВО-П3-08 и РВО-П3-081 (далее реле) предназначены
ПодробнееИСТОЧНИК ПИТАНИЯ ББП-20М
ИСТОЧНИК ПИТАНИЯ ББП-20М ТУ 4372 002 63438766 14 СЕРТИФИКАТ СООТВЕТСТВИЯ ТС RU С-RU.AЛ16.B.02558 Серия RU 0228076 ПАСПОРТ ВВЕДЕНИЕ Настоящий паспорт предназначен для изучения обслуживающим персоналом правил
ПодробнееУстройство связи-развязки УСРМ 20.1
Устройство связи-развязки УСРМ 20.1 ПАСПОРТ 0314675 УСТРОЙСТВО СВЯЗИ-РАЗВЯЗКИ УСРМ 20.1 РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ МЕТОДИКА АТТЕСТАЦИИ 2015 ПРОРЫВ НАУЧНО – ПРОИЗВОДСТВЕННОЕ ПРЕДПРИЯТИЕ Паспорт УСРМ 20.1
ПодробнееУВАЖАЕМЫЙ ПОКУПАТЕЛЬ!
УВАЖАЕМЫЙ ПОКУПАТЕЛЬ! Фирма «Ресанта» выражает благодарность за Ваш выбор и гарантирует высокое качество, безупречное функционирование приобретенного Вами изделия марки «Ресанта», при соблюдении правил
ПодробнееРуководство по эксплуатации
31.10.10.300 Код продукции ПРИВОД ЭЛЕКТРИЧЕСКИЙ ВЕНТИЛЬНЫЙ РМ 82 120 Руководство по эксплуатации ООО Электротехника Новые Технологии 1. Основные технические данные 1.1 Привод электрический вентильный РМ-82-120
ПодробнееМОДУЛЬ СЧЕТЧИКА ИМПУЛЬСОВ МСИ485-6Р
ОТКРЫТОЕ АКЦИОНЕРНОЕ ОБЩЕСТВО СВЯЗЬИНВЕСТ МОДУЛЬ СЧЕТЧИКА ИМПУЛЬСОВ МСИ485-6Р Редакция 1.1 Руководство по эксплуатации СУИК.414620.006 РЭ Минск Республика Беларусь, 220068 г.минск, ул. Некрасова, 114 Тел./факс
ПодробнееИЗМЕРИТЕЛЬ-РЕГУЛЯТОР ТЕМПЕРАТУРЫ
ИЗМЕРИТЕЛЬ-РЕГУЛЯТОР ТЕМПЕРАТУРЫ ПАСПОРТ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ 2009 Измеритель-регулятор температуры NOVOTEST 2 СОДЕРЖАНИЕ Разработка и производство 1. Введение 2. Назначение 3. Технические характеристики
ПодробнееВУЛКАН-ПРОФИ модификация 1.0
Электровулканизатор шин и камер ВУЛКАН-ПРОФИ модификация 1.0 Три настраиваемые программы вулканизации Независимое отображение и регулирование всех параметров вулканизации Регулирование температуры верхнего
ПодробнееБлок распределения питания для ППР BR-1031
Блок распределения питания для ППР BR-1031 Код по каталогу: 10-03-114 Руководство по эксплуатации 2017 Страница 1 из 9 Содержание 1 Общая информация… 3 1.1 Назначение прибора… 3 1.2 Технические характеристики…
ПодробнееЗарядная станция ЗС-20 Паспорт ПР ПС
Зарядная станция ЗС-20 Паспорт ПР 09-10.00.000 ПС СОДЕРЖАНИЕ Стр. 1 Назначение 3 2 Технические данные 4 3 Комплект поставки 4 4 Устройство ЗС-20 5 5 Указания мер безопасности 5 6 Порядок работы при эксплуатации
ПодробнееРуководство по эксплуатации
31.10.10.300 Код продукции ПРИВОД ЭЛЕКТРИЧЕСКИЙ ВЕНТИЛЬНЫЙ РМ 108 250M Руководство по эксплуатации ООО Электротехника Новые Технологии 1. Основные технические данные 1.1 Привод электрический вентильный
ПодробнееРуководство по эксплуатации
31.10.10.300 Код продукции ПРИВОД ЭЛЕКТРИЧЕСКИЙ ВЕНТИЛЬНЫЙ РМ 57 20 Руководство по эксплуатации ООО Электротехника Новые Технологии 1. Основные технические данные 1.1 Привод электрический вентильный РМ-57-20
ПодробнееСекундомер электронный ПВЭ-07
ООО «ТЕХНИЧЕСКИЙ ЦЕНТР ЖАиС» Секундомер электронный ПВЭ-07 Руководство по эксплуатации 468351.001 РЭ 2017 г. 18 3 Сведения о ремонте. Приложение 3. Содержание 1. Дата предъявления рекламации/поступления
ПодробнееРЕГУЛЯТОР КОЭФФИЦИЕНТА МОЩНОСТИ
ГРУППА «РУСЭЛТ» ЗАО «Электромаш» РЕГУЛЯТОР КОЭФФИЦИЕНТА МОЩНОСТИ РКМ-5 РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ СОДЕРЖАНИЕ 1. НАЗНАЧЕНИЕ… 3 2. УСЛОВИЯ ЭКСПЛУАТАЦИИ… 3 3. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ… 3 4. ПОДКЛЮЧЕНИЕ
ПодробнееПаяльная станция «Магистр Ц20-ДВ»
ООО НТЦ Магистр-С Паяльная станция «Магистр Ц20-ДВ» Руководство по эксплуатации и паспорт г. Саратов 201 г. 1 Оглавление I. ТЕХНИЧЕСКОЕ ОПИСАНИЕ 1.1 Назначение 1.2 Технические характеристики 1.3 Описание
ПодробнееИСТОЧНИК ПИТАНИЯ ББП-24
ИСТОЧНИК ПИТАНИЯ ББП-24 ТУ 4372 002 63438766 14 СЕРТИФИКАТ СООТВЕТСТВИЯ ТС RU С-RU.AЛ16.B.02558 Серия RU 0228076 ПАСПОРТ ВВЕДЕНИЕ Настоящий паспорт предназначен для изучения обслуживающим персоналом правил
ПодробнееРеле времени РВО-П3-10
105187, г. Москва, Измайловское шоссе, д. 73Б, офис 15 http:// E-mail: [email protected] (495) 921-22-62 Реле времени РВО-П3-10 ОБЩИЕ СВЕДЕНИЯ Реле времени РВО-П3-10 (далее реле) предназначено для коммутации
ПодробнееГЕНЕРАТОР ПОИСКОВЫЙ ГП-300
ГЕНЕРАТОР ПОИСКОВЫЙ ГП-300 ПАСПОРТ ТЕХНИЧЕСКОЕ ОПИСАНИЕ ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ ООО «КВАЗАР» г.уфа СОДЕРЖАНИЕ 1.ОСНОВНЫЕ СВЕДЕНИЯ ОБ ИЗДЕЛИИ… 3 2.ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ… 3 3. СОСТАВ ИЗДЕЛИЯ…
ПодробнееИСТОЧНИК ПИТАНИЯ ПОСТОЯННОГО ТОКА
ИСТОЧНИК ПИТАНИЯ ПОСТОЯННОГО ТОКА Руководство по эксплуатации По вопросам продаж и поддержки обращайтесь: Астана +7(7172)727-132, Волгоград (844)278-03-48, Воронеж (473)204-51-73, Екатеринбург (343)384-55-89,
ПодробнееИнcтрукция по эксплуатации ГСУ-83055
Инcтрукция по эксплуатации ГСУ-83055 1. Устройство и работа прибора. 1.1. Схема расположения выводов и органов управления Генератором приведены на рис.1.1 Рис. 1.1 1.2. Тумблеры (табл. 1.2). Таблица 1.2
Подробнееdocplayer.ru
