
инверторы и трансформаторные преобразователи, а также электроды для них
Почти весь прошлый век сварочные работы производились на переменном токе, если не использовалась газосварка. Это было связано с тем, что более простого и недорогого сварочного оборудования не было в промышленности и строительстве.
Сварочный аппарат переменного тока представлял собой мощный понижающий трансформатор с регулятором тока в виде подвижной вторичной обмотки или дополнительных отводов в ней же. Это были надежные, простые устройства, при этом очень тяжелые и габаритные. Но благодаря развитию полупроводниковой техники появилась возможность создать сварочный аппарат постоянного тока, который по потребительским свойствам лучше своего «переменчивого» собрата.

Преимущества и недостатки
Применение постоянного тока позволяет получать шов лучшего качества благодаря тому, что электрическая дуга стабильна. Нет переходов через ноль, как у аппарата переменного тока, поэтому нет брызг.
Возможность использования прямой и обратной полярности позволяет варить нержавеющую сталь, цветные металлы, то есть электродуговая сварка постоянным током имеет более широкий диапазон применения при прочих равных условиях. При использовании инверторов сварочный аппарат получается значительно меньше по габаритам и весу.
Недостатками являются относительно высокая стоимость (по сравнению с аппаратами переменного тока) и чувствительность к пыли. Приходится часто чистить внутренние блоки.
Приборы на трансформаторах
Первые модели аппаратов для сварки постоянкой были развитием приборов переменного тока. Дополнительно к сварочному трансформатору на выходе вторичной обмотки монтировали диодный выпрямитель, выполненный по мостовой схеме, затем подключали мощные конденсаторы для уменьшения пульсаций и дроссель для получения более стабильной дуги.
От однофазной или трехфазной сети переменное напряжение поступало на первичную обмотку понижающего трансформатора. На выходе вторичной получалось напряжение порядка 70 В на холостом ходу, дальше поступало на выпрямитель и сварочный электрод.
При замыкании электрода на массу и последующем отрыве на небольшое расстояние (примерно 5 мм) возникала электрическая дуга. Сварщику оставалось вести электрод вдоль будущего шва со скоростью необходимой для образования сварочной ванны.
Инверторы
По дрогу принципу работают сварочные инверторы, которые тоже относятся к аппаратам постоянного тока. Преобразования в них происходят несколько по-другому.
Входное сетевое напряжение 220 В сразу преобразуется выпрямителем в постоянный ток. С помощью фильтра низких частот пульсации сглаживаются, и ток, в качестве питающего, поступает на задающий генератор, силовые биполярные или полевые транзисторы.
Генератор вырабатывает сигнал частотой от 40 до 80 кГц. Изменение частоты переменным резистором, выведенным на лицевую панель, позволяет регулировать силу сварочного тока. Эта частота поступает на управляющие входы силовых транзисторов, на выходе в результате получается импульсный ток той же частоты.
Для дальнейшего преобразования он пропускается через конденсаторы, чтобы получился высокочастотный переменный ток. Затем он подается на понижающий трансформатор.
С вторичной обмотки снимается пониженное напряжение высокой частоты. Благодаря этому не требуются такие громоздкие преобразователи (понижающие трансформаторы низкой частоты). Сварочный пост в таком случае получается компактным и эргономичным.
Получившийся высокочастотный ток вновь выпрямляется диодным мостом и превращается в постоянный. Для уменьшения пульсаций устанавливаются батареи конденсаторов, а для мягкости дуги – дроссель. Благодаря электронной схеме управления силой сварочного тока и напряжения, отсутствуют проседания мощности и нестабильность дуги.
Сварочный ток не зависит от изменения сетевого напряжения. Шов получается качественным. Сварщику гораздо легче работать таким сварочным аппаратом. Единственно, при пользовании электросваркой необходимо соблюдать требования к присадочной проволоке.
Электроды для сварки нужно использовать те, которые рекомендуются для данного вида металла. Диаметр необходимо выбирать исходя из толщины свариваемого материала.
Какие электроды использовать
Подбирая электроды для сваривания деталей постоянным током, в первую очередь необходимо убедиться в наличии сертификатов соответствия.
 Они должны быть подтверждены соответствующими организациями типа «Центра стандартизации и метрологии» с соответствующими лицензиями. Дальше нужно выбирать электроды с учетом мощности сварочного аппарата, толщиной свариваемых деталей и вида металла. Среди многочисленных марок можно выделить такие:
Они должны быть подтверждены соответствующими организациями типа «Центра стандартизации и метрологии» с соответствующими лицензиями. Дальше нужно выбирать электроды с учетом мощности сварочного аппарата, толщиной свариваемых деталей и вида металла. Среди многочисленных марок можно выделить такие:
- для сварки постоянным током низкоуглеродистых и низколегированных сталей подойдут электроды УОНИ13/45. Ими хорошо варить сосуды, работающие под давлением, толстостенные детали, а также заваривать дефекты литья;
- электродами УОНИ 13/55 также варят низкоуглеродистые и низколегированные стали. Используют при сварке сосудов высокого давления и стальных конструкций;
- электродами ОЗС-12 ГОСТ 9467-75 варят ответственные конструкции из низкоуглеродистой стали. Сваривание производится во всех положениях, кроме вертикального шва;
- ОЗС- 4 можно варить по окисленной поверхности с теми же сталями.
Перечисленные выше марки наиболее универсальные и простые в использовании. Их можно быстро зажечь и обеспечить стабильную дугу, поддерживаемую постоянным током.
Для средне и высоколегированных сталей применяются специальные электроды. Они имеют состав близкий к марке свариваемой стали.
Перед применением электродов необходимо убедиться, что они сухие, без сколов обмазки. Правильный подбор марки и диаметра, силы сварного тока обеспечит получение качественного сварного шва. Все необходимые данные имеются в инструкции по эксплуатации на сварочный аппарат и паспорте на электроды.
Самостоятельное изготовление
Сварочный аппарат постоянного тока имеет смысл делать своими руками, если есть запас полупроводниковых приборов подходящих по номиналам. При использовании трансформаторной традиционной схемы преобразования тока все будет достаточно дешево.
Если решили собирать инверторный аппарат, то покупка силовых транзисторов выйдет в копеечку, проще купить готовый инвертор.
Выпрямитель
Постоянный сварочный ток в самодельных аппаратах обычно рассчитывают на 160-200 ампер. Для этого оптимальными будут выпрямительные диоды В200 соединенные по мостовой схеме.
Нужно только учесть, что корпус от внутренностей у диода не изолирован, то есть при подаче напряжения на выводы, корпус тоже окажется под напряжением.
Так как они сильно греются при работе, то их устанавливают на радиаторы. Они должны быть изолированы друг от друга, корпуса сварочного оборудования и других элементов схемы.
Если в распоряжении имеются диодные мостовые сборки, то это еще лучше, поскольку схему будет проще собирать. У них прямой ток порядка 35-50 А. Если требуется мост помощнее, то сборки можно спаривать, ставить параллельно.
Надежность такого соединения меньше, чем у одиночного диода из-за разброса параметров, но если установить с запасом, то все будет замечательно. Корпуса у них не под напряжением, поэтому можно устанавливать на один радиатор.
Другие компоненты
Самодельный сварочный аппарат постоянного тока трансформаторного типа состоит из понижающего трансформатора мощностью от 7 кВт и выше, выпрямительного моста на диодах типа В200, ВЛ200 или нескольких мостовых диодных сборок, набора электролитических конденсаторов общей мощностью 30000 мкФ и дросселя. Для охлаждения диодов применяются алюминиевые радиаторы и вентилятор.
Все контакты рекомендуется делать пайкой для уменьшения переходных сопротивлений в местах соединений. Сварочный трансформатор будет иметь различные габариты в зависимости от мощности и используемой частоты преобразования. Это необходимо учесть при конструировании корпуса или его подборе.
Сварочные кабели должны подсоединяться к устройству через болтовое соединение. В таком варианте исполнения практически отсутствуют регулировки сварки постоянным током.
Если в наличии имеется сварочный аппарат переменного тока, то добавив выпрямительную схему можно получить устройство постоянного тока, но уже с регулировками по переменному напряжению, что тоже хорошо.
Изготовление сварочного аппарата инверторного типа под силу людям, разбирающимся в электронике. Здесь нет такого большого разброса по параметрам, как в трансформаторном аппарате.
Схемы достаточно сложные для начинающего радиолюбителя, но при соблюдении всех правил пайки микросхем и полупроводниковых приборов, особенно полевых транзисторов, можно сделать аппарат требуемых параметров.
svaring.com
Основные характеристики сварочного инвертора / Разное / Интернет-журнал сайта Кувалда.Ру
Максимальный диаметр электрода
По своей сути – та же характеристика диапазона рабочего тока. Иногда по неграмотности или злонамеренно указывается диаметр электрода, которым заявленным максимальным током варить не получится. Иногда наоборот: указан максимальный диаметр электрода, явно не дотягивающий до значения заявленного сварочного тока.

Последний вариант изредка является проблеском совести поставщиков-обманщиков. В качестве максимального тока они указывают ток короткого замыкания. А максимальный рабочий диаметр электрода указывают все-таки честно.
Тип сварочного тока: постоянный (DC) или переменный (AC)
Варить постоянным (иначе прямым, по-английски – DC) током проще: легче удерживать дугу. Поэтому 99,9% современных инверторных аппаратов ММА выдают постоянный сварочный ток.
А вот среди трансформаторов раньше большинство составляли как раз аппараты переменного тока.
Переменный ток (по-английски – AC) используется для сварки цветных металлов. Но не аппаратами ММА, а аппаратами TIG. Поэтому сварочный инвертор ММА, выдающий переменный ток, — большая редкость.

Напряжение без нагрузки
После включения аппарата, до момента поджига дуги напряжение на кончике электрода существенно выше, чем во время работы. И чем оно выше, тем легче поджечь дугу. Но стандарты запрещают уровень напряжения холостого хода на аппаратах, выдающих прямой ток, свыше 100В.

Для еще большего сокращения рисков используют т.н. блоки VRD. Аппарат, снабженный VRD, имеет на кончике электрода до начала поджига дуги всего несколько вольт. И лишь при прикосновении к металлу напряжение холостого хода восстанавливается до уровня, необходимого для поджига дуги.

На всех электродах всегда указывается полярность подключения, тип сварочного тока (постоянный или переменный) и минимально требуемый для поджига уровень напряжения холостого хода. Для абсолютного большинства широко распространенных электродов он не превышает 60В.
Напряжение холостого хода, также как и сварочный ток, зависит от уровня входного напряжения. Чем ниже напряжение в источнике питания, тем ниже напряжение холостого хода. Поэтому по мере снижения напряжения питания поджиг электрода становится все сложнее.
Рабочий цикл, он же ПВ (период включения), он же ПН (полезная нагрузка)
ПВ указывается двумя цифрами. Первая – сила тока. Вторая – процент времени. Например, «130А-50%» означает, что данный аппарат током 130А может варить половину времени. А столько же будет простаивать в ожидании охлаждения до рабочей температуры. Если измерения проводятся на максимальном токе аппарата, первую цифру опускают, оставляя только показатель в процентах. Например, если аппарат с номиналом 160А имеет напротив «ПВ» запись «30%», это означает, что током 160 ампер он может работать 30% времени, а 70% будет остывать.

Все верно. Остается только добавить, что отечественный ГОСТ Р МЭК 60974-1-2004 не устанавливает единой обязательной методики измерения показателя ПН для аппаратов ММА.
«Стандарт не распространяется на источники питания для ручной дуговой сварки с ограниченным режимом эксплуатации, которые проектируются преимущественно для эксплуатации непрофессионалами».

Европейская методика, изложенная в стандарте EN60974-1, предлагает измерение на нагрузочном стенде при температуре окружающей среды 40С только до первого отключения ввиду перегрева. Полученный результат относят к 10-минутному промежутку. Получается, сработала термозащита через 3 минуты, цикл аппарата на данном токе – 30%.

Методика концерна TELWIN. К настоящему времени ее используют большинство китайских производителей (тех, которые вообще проводят такие испытания своих машин). Сам итальянский концерн при замерах ПВ своих аппаратов по собственной методике после показателя скромно указывает «TELWIN». Абсолютное большинство китайских производителей этого не делает.

Наконец, существует российская, она же советская, методика. По своей сути она ближе к методике TELWIN: суммируются все промежутки за контрольный период, когда аппарат работал. Но отрезок берется не 10, а 5 минут. И – самое главное – аппарат сначала вводится в режим срабатывания защиты от перегрева, после чего начинаются измерения.

В итоге один и тот же аппарат по всем 3 методикам выдает совершенно различный процент! Естественно, самые скромные «циферки» получаются по европейской методике, а самые впечатляющие – до 2 раз и более – по методике Telwin.
Исполнение: класс защиты IP

Класс защиты IP указывает на исполнение электротехнических приборов в отношении твердых объектов (первая цифра) и жидкостей (вторая цифра).
Определить степень защиты аппарата можно визуально. Если у аппарата с IP21 все вентиляционные щели полностью открыты, то у IP22 они уже прикрыты сверху выступающими козырьками. А у аппарата с IP23 эти козырьки почти полностью закрывают щели.
Степень защиты IP24 и выше технически затруднена и не имеет смысла.
Исполнение: класс изоляции (по нагревостойкости)
Многие материалы при нагреве выше определенной температуры утрачивают свои рабочие свойства. Для стандартизации материалов по данному признаку введена классификация изоляции по нагревостойкости. Почти все сварочные инверторы на транзисторах IGBT имеют класс изоляции H, что соответствует предельной температуре нагрева 180С. Предыдущая «ступенька» — класс F – означает предел нагрева 155С. Выше класса F – только класс С, указывающий на возможную температуру нагрева свыше 180С.
Температура эксплуатации

Как и внутренний нагрев, внешний нагрев и особенно охлаждение накладывают на эксплуатацию определенные ограничения. Большинство инверторных сварочных аппаратов пригодны для работы в диапазоне от 0С до +40С. Если аппарат пригоден для эксплуатации на морозе, обязательно указывается его предельное значение: минус 20С или минус 40С.
Автор текста: Ю.Шкляревский.
Если вы хотите чтобы ваши друзья тоже прочитали эту заметку, воспользуйтесь этими кнопочками:
www.kuvalda.ru
особенности и отличие от инвертора
В двадцатом веке сварочный аппарат переменного тока был самым распространенным устройством сварки металлов в строительстве и промышленности. Это объясняется простотой конструкцией аппарата.
Если говорить кратко, он представляет собой силовой понижающий трансформатор, вторичная обмотка которого имеет несколько выводов. В зависимости от того какой метал нужно варить, какой толщины, каким электродом, сварщик выбирает тот или иной вывод вторичной обмотки.

Виды устройств
Сварочные аппараты, работающие за счет действия переменного тока, подразделяются на следующие виды:
- оборудование для ручной электродуговой сварки с помощью отдельных электродов покрытых флюсом;
- оборудование для ручной аргоновой электросварки с помощью неплавящихся электродов из вольфрама;
- полуавтоматическое оборудование, осуществляющее сварку в среде защитного и инертного газа с помощью электродной проволоки;
- оборудование контактной сварки.
В международной классификации электродуговая сварка получила обозначение ММА-АС или ММА-DC, в случае ручной электросварки одиночными электродами, а аргоновая сварка с неплавящимися электродами – TIG.

Конструкция на трансформаторах
Обычный аппарат для сварки по размерам и форме выглядел как стиральная бытовая машинка на колесах, только еще тяжелее. Замкнутый магнитопровод располагался вертикально. Внизу находилась первичная обмотка трансформатора.
 Вторичная обмотка была подвижной. Она прикреплялась к гайке вертикального винта с ленточной резьбой. На крышке корпуса располагался рым-болт с ручкой.
Вторичная обмотка была подвижной. Она прикреплялась к гайке вертикального винта с ленточной резьбой. На крышке корпуса располагался рым-болт с ручкой.
При вращении ручки гайка с вторичной обмоткой перемещалась по винту, изменяя магнитный поток, проходящий через катушки. Таким образом, осуществлялась регулировка сварочного электротока.
Для перемещения аппарата на крышке имелась ручка, для присоединения проводов сварочной цепочки на боковой стенке располагался зажим. Все стенки имели щелевые отверстия для охлаждения трансформатора.
Говоря о таких аппаратах в прошедшем времени, имеется в виду, что сейчас в большинстве своем используют сварочные инверторы переменного и постоянного тока. Сварочным оборудованием на основе силового трансформатора практически не пользуются.
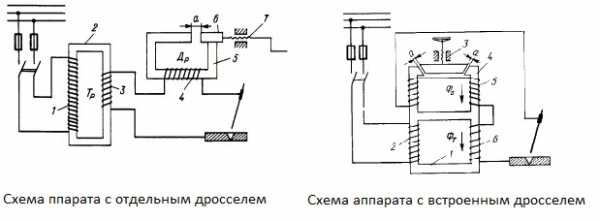
Чтобы сварочный шов получался качественным, требуется круто падающая вольтамперная характеристика трансформатора. Это достигается двумя способами. Первый вариант: в трансформаторе с нормальным магнитным рассеянием и отдельной реактивной катушкой (дросселем) регулировку сварочного процесса осуществляют за счет изменения зазора в сердечнике дросселя.
Второй вариант: регулировка осуществляется за счет изменения зазора между первичной и вторичной катушками. При этом изменение электротока в широком диапазоне не приводит к изменению напряжения дуги, что положительно сказывается на качестве шва.
Оборудование для контактной сварки
У аппаратов контактной сварки в момент сварочного процесса у маломощных устройств сварочный ток достигает 5000-10000 А, в мощных устройствах доходит до 500 кА. Поэтому к трансформаторам предъявляются высокие требования.
Они являются понижающими трансформаторами с рядом конструктивных особенностей:
- чтобы получить максимальный электроток вторичная обмотка выполняется из одного витка;
- первичная обмотка выполняется на дисковом сердечнике в виде отдельных секций. Разбивка катушек на секции необходима для регулировки электротока, а диск для равномерного охлаждения;
- вторичная обмотка выполнена в виде параллельно соединенных медных дисков. Для защиты от влаги они залиты эпоксидной смолой;
- предусматривается воздушное или водяное охлаждение.
Аппараты контактной сварки в большинстве своем однофазные с сердечниками броневого типа. Так как качество сварки сильно зависит от длительности сварочного импульса, то коммутационное оборудование достаточно сложное – плата за точность.
Аппараты испытывают большие механические нагрузки, до 400 пусков минуту, поэтому к ним предъявляются дополнительные требования по прочности конструкции.
Маломощные аппараты контактной сварки имеют сварочной ток до 5000 А, весят около 20 кг и сваривают металл толщиной до 2,5 мм. Широко применяются в домашних условиях и мелких мастерских.
Конструкция инвертора
Инверторы иногда называют сварочными аппаратами постоянного тока, поскольку при их работе на первом этапе происходит преобразование переменного напряжения в постоянное.
Инверторы активно вытесняют аппараты на трансформаторах благодаря небольшому весу, компактным размерам и высокой производительности.
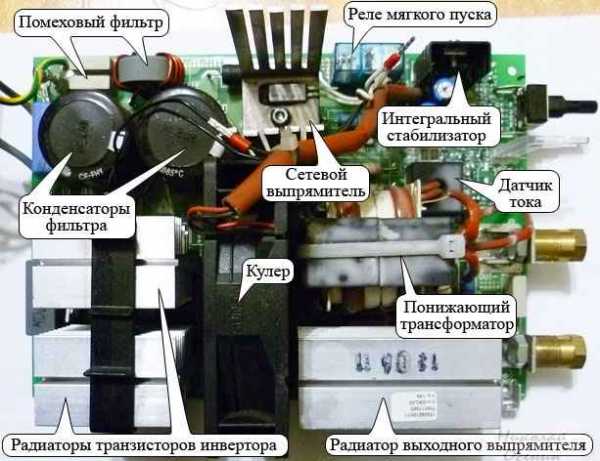
Сварочный инвертор состоит из высоковольтного выпрямительного диодного моста и фильтра низких частот, генератора частоты в пределах 30-70 кГц, силовых высоковольтных ключей, разделительного конденсатора и понижающего трансформатора. Он выполняет функцию преобразователя низкочастотного переменного тока в высокочастотный.
Напряжение 220 В 50 Гц подается на выпрямительный мост, где происходит его выпрямление, фильтр снижает пульсации и поступает на электронные ключи выполненные на биполярных транзисторах с изолированным затвором или полевых транзисторах.
На выходе ключей, благодаря блоку управления на основе генератора частоты, получается сигнал частотой 30-70 кГц. Проходя через разделительный конденсатор, электроток избавляется от постоянной составляющей и поступает на первичную обмотку понижающего трансформатора.
На выходе вторичной обмотки получается высокочастотный переменный ток, который используется для сварки. По сути, сварочные инверторы переменного тока выполняются, как импульсные источники питания без выпрямительного блока на выходе.
Из-за быстрого перехода через ноль сварочные инверторные аппараты переменного тока имеют устойчивую, равномерную дугу, что положительно сказывается на качестве шва.
Использование инвертора позволяет получить малогабаритный аппарат большой мощности. Недостатком инвертора можно считать высокую чувствительность к скачкам напряжения.
Достоинства и недостатки
Ручная дуговая сварка переменным током работает на основе силового трансформатора, имеющего простую, надежную и недорогую конструкцию. Она может работать практически в любых условиях и длительное время без перерывов.
К недостаткам нужно отнести невысокую производительность сварочных работ, необходимость постоянного удаления шлака. Сварочный шов получается хуже, чем дает сварка постоянным током.
Аргоновая сварка с использованием аппарата переменного тока с неплавящимися электродами дает сварной шов высочайшего качества, позволяет варить металл большого сечения, отсутствуют брызги.
К недостаткам нужно отнести необходимость использования дополнительного оборудования в виде газовых баллонов и низкую производительность работ.
Электроды и особенности работ
 Для сварки переменным электротоком электроды разработаны давно и имеют большое разнообразие. При использовании инверторов пришлось создавать новые электроды из-за специфики высокочастотного переменного тока.
Для сварки переменным электротоком электроды разработаны давно и имеют большое разнообразие. При использовании инверторов пришлось создавать новые электроды из-за специфики высокочастотного переменного тока.
Наиболее широко применяются электроды марок АНО, ОЗС, МР. Они используются для сварки углеродистых и низколегированных сталей. Обеспечивают легкое разжигание электрической дуги и равномерность ее поддержания, легкое удаление шлака. Могут применяться для сварочных аппаратов переменного и постоянного тока.
Главная особенность сварки переменным током заключается в изменении полярности протекающего через электрическую дугу тока. Из-за того, что на частоте 50 Гц время перехода через ноль довольно большое, дуга почти гаснет, получается неравномерной.
Это приводит часто к пористости шва, снижению его качества. При использовании высокочастотного переменного электротока этот недостаток практически преодолевается.
Использование постоянного позволяет получать сварочные швы более высокого качества за счет равномерного выделения теплоты в сварочной ванне. На постоянном токе электрическая дуга зажигается при меньшем напряжении, и ее легче поддерживать сварщику.
svaring.com
Сварочный инвертор переменного и постоянного тока
Многочисленные подделки низкого качества вынуждают людей делать своими руками сварочные инверторы переменного и постоянного тока, которые более надёжны и проще ремонтируются. Как изготовить такой агрегат своими руками и сделать его долговечным и работоспособным в условиях нестабильного напряжения на даче и в сельской местности? На этот вопрос мы ответим в данной публикации и поэтапно соберём надёжный и практичный сварочный инвертор для соединения разных деталей. Наша задача — обеспечить малые габариты оборудования и небольшой вес конечного устройства для удобства работы с ним.
Виды сварочных аппаратов
Для надёжного соединения металлов в любом строительстве используются сварочные аппараты, основой которых является силовой трансформатор, служащий преобразователем напряжения и потребляемого тока. По принципу действия агрегаты для сварки делятся на следующие типы:
- с использованием постоянного тока;
- аппараты переменного тока;
- трёхфазные устройства;
- сварочные инверторы.

До недавнего времени самым популярным был сварочный аппарат постоянного тока, основным недостатком которого был значительный вес. Вместе с тем несложная конструкция такого изделия позволяла в домашних условиях изготовить самоделку, не уступающую промышленным образцам. Кроме силового трансформатора, в конструкцию входят выпрямительные диоды и сглаживающий конденсатор большой ёмкости, а также дроссели и сопротивления. Таким образом, сварочный аппарат собрать своими руками не так уж и сложно.
Ещё проще выглядит сварочный аппарат переменного тока, представляющий собой силовой трансформатор, во вторичной обмотке которого делают несколько выводов с разным количеством витков. Это делают для регулировки сварочного тока в зависимости от толщины соединяемого материала. Такие сварочные аппараты переменного тока просты в изготовлении, но имеют низкую комфортность при работе, хотя шов получается более равномерным и прочным.
Трёхфазные агрегаты изготавливают из трёх трансформаторов, соединённых в звезду с шестью диодами, подсоединёнными по трёхфазной мостовой схеме. Такое подключение позволяет потребить небольшой ток и распределить равномерно по фазам нагрузку.
Далее рассмотрим сварочные инверторы с переменным током высокой частоты, которые отличаются небольшим весом и габаритами. Суть их работы состоит в том, что переменное сетевое напряжение 220 вольт с частотой 50 Гц выпрямляется, а затем преобразуется в высокочастотное переменное напряжение 20—50 кГц. Такой подход позволяет уменьшить потребление тока и понизить вес агрегата, не ухудшая его технических характеристик.
Преимущества самодельного инвертора
Для строительных работ с применением металлоконструкций желательно иметь свой аппарат для сварки, но его цена в розничных сетях зачастую оказывается слишком высокой. Можно собрать самодельный сварочный аппарат, который снизит стоимость конечного изделия, но без определённых затрат всё же обойтись не удастся. В частности, затраты на высокочастотные транзисторы, а также тиристорный регулятор тока для сварочного аппарата и выпрямительные диоды станут необходимыми.
Инвертор обладает следующими преимуществами:
- малый вес, около 10 кг, в зависимости от мощности;
- коэффициент полезного действия — более 90 %;
- малое потребление электроэнергии;
- широкие пределы работы схем регуляторов тока, что позволяет работать по разным технологиям сварки элементов из разных металлов;
- высокая стабильность напряжения на электроде позволяет сделать ровный и качественный шов;
- можно использовать электроды разного типа;
- современные схемы и элементная база дают возможность устранить залипание электродов и обеспечивают ускоренный розжиг дуги.
Необходимые комплектующие и инструменты
Мы видим, что инвертор в сварочных работах является незаменимым инструментом, лёгким и удобным в эксплуатации. Для того чтобы обеспечить его качественную сборку, понадобятся, кроме радиодеталей, следующие инструменты:
- мощный паяльник с припоем и флюсом;
- набор отвёрток и пассатижи;
- электродрель или шуруповёрт с набором свёрл;
- ножовка, нож, ножницы;
- подходящий по размеру корпус для монтажа инвертора.
Поскольку работа инвертора сопровождается нагревом элементов, необходимо обеспечить принудительную систему вентиляции, а диоды и транзисторы размещать на радиаторах.
Чтобы понять суть сборки аппарата, необходимо разобраться в принципиальной схеме устройства и взаимодействия его составляющих между собой. Сварочный инвертор состоит из следующих основных узлов:
- сетевое напряжение 220 В, 50 Гц поступает на первичный низкочастотный диодный выпрямитель, после которого постоянное напряжение фильтруется конденсаторами;
- постоянное напряжение подаётся на инвертор, выдающий на выходе высокочастотное переменное напряжение;
- далее располагается понижающий трансформатор;
- затем вторичный высокочастотный выпрямитель;
- постоянный ток через дроссель идёт на электрод;
- со входа и выхода высокочастотного трансформатора осуществляется соединение с блоком обратной связи, который корректирует работу инвертора в зависимости от параметров сварочного тока;
- блок управления сварочным инвертором.
Последовательность сборки сварочного аппарата
Собственноручная сборка инвертора подразумевает использование как можно большего количества готовых элементов, поскольку этот агрегат довольно сложный и без знания основ радиоэлектроники не обойтись. При окончательной проверке и отладке понадобятся осциллограф и тестер, рассчитанный на замеры токов большой силы.
Самостоятельно можно перемотать трансформатор, адаптируя его к вашим запросам, или создать дроссель. Под силу разместить диоды и тиристоры на радиаторах, закрепить шины из алюминиевых или медных полос, но собрать и отладить блоки обратной связи и управления можно только при помощи специалиста.
При сборке сварочного аппарата очень важно соблюдать правила техники безопасности, поскольку электрооборудование связано с риском поражения током.
Проводя работы по монтажу узлов инвертора, необходимо соблюдать ряд требований, а именно:
- корпус для аппарата нужно выбирать так, чтобы в нём компактно, но не скученно были размещены все элементы инвертора;
- при намотке трансформатора нужно следить за плотной укладкой витков обмотки, надёжно изолировать их и закреплять;
- силовые диоды, тиристоры и транзисторы надёжно закреплять на радиаторах с использованием теплопроводящей пасты;
- лучше всего использовать медные провода и шины, поскольку их токопроводящие свойства выше, чем у алюминия;
- к качеству всех компонентов следует относиться очень внимательно, потому что от них зависит долговечность устройства;
- обеспечить бесперебойную работу системы охлаждения с помощью мощных вентиляторов, а в корпусе просверлить отверстия для циркуляции воздуха;
- тщательно пропаивать все электрические соединения.
Окончательная отладка сварочного инвертора должна проводиться под контролем специалиста.
Итоги
При сборке сварочного инвертора своими руками вы обеспечите себя незаменимым и удобным аппаратом для сварки металлов, а кроме того, сможете существенно сэкономить. Важно ответственно подходить к выбору деталей и электронных компонентов, а при необходимости обращаться за помощью к профессионалам. При окончательной отладке их помощь и аппаратура обеспечат безупречную и длительную работу инвертора.
electrod.biz
Инверторный источник сварочного тока — Википедия
Материал из Википедии — свободной энциклопедии
Текущая версия страницы пока не проверялась опытными участниками и может значительно отличаться от версии, проверенной 4 июня 2017; проверки требуют 5 правок. Текущая версия страницы пока не проверялась опытными участниками и может значительно отличаться от версии, проверенной 4 июня 2017; проверки требуют 5 правок. Инверторные сварочные аппаратыИнверторный источник сварочного тока, ИИСТ, сварочный инвертор — это один из видов источника питания сварочной дуги.
Основное назначение всех сварочных источников — обеспечивать стабильное горение сварочной дуги и её легкий поджиг. Одним из самых важных параметров сварочного процесса является его устойчивость к колебаниям и помехам. Существует несколько видов источников питания сварочной дуги — трансформаторы, дизельные или бензиновые электрогенераторы, выпрямители и инверторы. Инверторный источник сварочного тока появился в XX веке, а в начале XXI века стал одним из самых популярных сварочных аппаратов для всех видов дуговой сварки.
Типы инверторных источников сварочного тока[править | править код]
Инверторные источники сварочного тока для всех видов сварки устроены одинаково. Отличие состоит лишь в формируемой вольт-амперной характеристике. Поэтому возможен выпуск универсальных ИИСТ, пригодных для различных видов сварки (MMA, TIG, MIG/MAG).
Сварочный инвертор представляет собой силовой трансформатор для понижения напряжения сети до необходимого напряжения холостого хода источника, блок силовых электрических схем, в основу которых заложены транзисторы MOSFET или IGBT и стабилизирующего дросселя для уменьшения пульсаций выпрямленного тока. Принцип действия инверторного источника сварочной дуги следующий: сетевое напряжение переменного тока подается на выпрямитель, после которого силовой модуль преобразует постоянный ток в переменный с повышенной частотой, который подается на высокочастотный сварочный трансформатор, имеющий существенно меньшую массу, чем сетевой, напряжение которого, после выпрямления, подается на сварочную дугу. Дуга на постоянном токе более устойчива.
Преимуществом инверторного источника питания сварочной дуги является уменьшение размеров силового трансформатора и улучшение динамической характеристики дуги. Использование инверторных технологий привело к уменьшению габаритов и массы сварочных аппаратов, улучшению качественного показателя сварочной дуги, повышению КПД, минимальному разбрызгиванию при сварке, позволило реализовать плавные регулировки сварочных параметров.
- До конца 2000-х годов инверторные источники были намного дороже трансформаторных и менее надежны. По состоянию на 2010-е годы цена на инверторные аппараты значительно снизилась и приблизилась к трансформаторным. Надежность ИИСТ тоже существенно возросла, особенно с началом массового применения IGBT-модулей.
- Ограниченность по коэффициенту загрузки, что связано со значительным нагревом элементов схемы.
- Повышенная чувствительность к влажности воздуха и конденсату, выпадающему внутри корпуса.
- Высокий (а зачастую — опасный) уровень создаваемых высокочастотных электромагнитных помех. Эта проблема частично решается применением так называемой улучшенной широтно-импульсной модуляции и синхронными выпрямителями во вторичных цепях. Однако эти решения существенно удорожают и утяжеляют устройство поэтому нашли применение лишь в профессиональных стационарных моделях. В ряде стран, например, в Канаде, Бельгии и Нидерландах, есть ограничения на применение импульсных источников питания с «жестким» переключением транзисторов. Наиболее ранние типы сварочных инверторов (построенные на биполярных транзисторах) использовали резонансный принцип и переключение выходных транзисторов при нулевой фазе тока, что существенно сужает спектр электромагнитных помех и уменьшает их спектральную мощность. По состоянию на 2015 год сварочные инверторы резонансного типа все ещё выпускаются в России и некоторыми производителями в Китае.
Инверторные источники сварочного тока могут строиться по самым различным схемам, но на практике преобладают три:
- Однотактный прямоходный импульсный преобразователь с ШИМ-регулированием и рекупераций энергии. Такие инверторы наиболее просты, легки и компактны, но силовые транзисторы переключаются с разрывом тока при ненулевом напряжении, что приводит к значительным коммутационным потерям и большому уровню электромагнитных помех. Схема может быть реализована только на особо быстродействующих мощных MOSFET или IGBT транзисторах, поэтому получила распространение только в начале 2010-х годов. Также для работы схемы требуются мощные диоды с предельно малым временем обратного восстановления. Работоспособность схемы в значительной степени зависит от интенсивности переходных процессов на паразитных емкостях и индуктивностях компонентов, проводов и печатной платы, что требует тщательности проектирования и высокой точности изготовления. Схема применяется в переносных сварочных аппаратах, рассчитанных на небольшую мощность (до 4 кВт). Несмотря на малое число компонентов такие инверторы достаточно дорогие, причем 60-70% стоимости составляют специальные транзисторы и диоды. Схема распространена у европейских и японских производителей.
- Полумостовой или мостовой двухтактный преобразователь с ШИМ-регулированием. Коммутационные потери и уровень электромагнитных помех в них меньше, чем у предыдущего типа, но все таки достаточно высок. Схема обладает большей сложностью и требует большего числа компонентов, но развиваемая преобразователем мощность существенно выше, чем в однотактных схемах (до 10 кВт). Также требуются быстродействующие MOSFET или IGBT с высокой допустимой импульсной мощностью рассеивания, хотя и меньшей, чем в однотактной схеме. Требования к диодам также существенно ниже, чем в однотактной схеме. Работоспособность схемы зависит, но в меньшей степени чем у однотактных, от интенсивности переходных процессов на паразитных емкостях и индуктивностях компонентов, проводов и печатной платы. Гибкость, скорость и точность ШИМ-регулирования позволяет управлять током дуги по сложным законам, что повышает качество сварки. Схема популярна у американских и корейских производителей.
- Полумостовой или мостовой резонансный преобразователь с частотным или фазовым управлением. Наличие специально введенной резонансной цепи позволяет формировать оптимальную траекторию переключения транзисторов при нулевом напряжении или нулевом токе, а также нивелировать влияние паразитных емкостей и индуктивностей. Особых требований к скорости переключения и мощности транзисторов нет, так как коммутационные процессы происходят пассивно. Это позволяет строить такие инверторы с использованием недорогих транзисторов и диодов. Пригодны даже биполярные транзисторы. Мощность резонансных инверторов может достигать десятков киловатт. Однако резонансная цепь должна обладать значительной энергоемкостью и, соответственно, большими размерами. Поэтому такие аппараты получаются достаточно габаритными и тяжелыми. В виду нетребовательности резонансных преобразователей к характеристикам транзисторов цена таких изделий может быть сравнительно низкой. По этой причине большая часть сварочных инверторов производства России и Китая делаются именно с использованием резонансной схемотехники. Доступны резонансные преобразователи и для кустарного изготовления. Резонансный преобразователь имеет сравнительно узкий диапазон и невысокую скорость регулирования, поэтому реализовать на нем можно только сравнительно простые законы управления током дуги.
ru.wikipedia.org
Какой ток выдает сварочный инвертор. Что такое сварочный инвертор: всё о компактных сварочниках.
Сварочный аппарат инвертор – это прибор, который широко используется сегодня для сварочных работ. Однако, не многие знают принцип работы этого прибора, иногда, даже профессионалы затрудняются с ответом на данный вопрос. Давайте попробуем разобраться в этом.
Сварочный аппарат инвертор
Данный прибор иногда называют выпрямителем, имеющим транзисторный инвертор. А работает он следующим образом:
Тем не менее, вы не можете просто купить первое устройство, которое появляется на вашем пути, когда у вас есть что-то для сварки, и поэтому мы предлагаем вам следить за стандартизованным рабочим набором для этой работы. Только после того, как вы наработали технические возможности типа продукта, вы можете попытаться определить, где сварщики найдут подходящих для профессиональных пользователей. Вот что вас интересует.
Типология: может использоваться несколько методов работы, таких как: сварка электродов, сварка проволокой, сварка инертным газом, сварка оксиацетиленовым пламенем. Существуют также новые запатентованные методы, такие как плазма, фотонный пучок или электронный луч, обычно используемые менее часто.
- Первым делом, производится подача переменного тока, с частотой 50 Гц, к выпрямителю, который является обычным диодом, пропускающим лишь полупериод;
- Далее происходит сглаживание выпрямленного (постоянного) тока, при помощи фильтра: дросселя с конденсатором;
- За тем, выполняется преобразование полученного постоянного тока в переменный при помощи инвертора, однако, частота тока теперь будет лежать в пределах от 20 до 50 кГц (на сегодняшний день, уже существуют модели преобразовывающие частоту до 100 кГц!). Использование подобных высоких частот — это и есть основное техническое решение, позволяющее получить огромные преимущества инвертора перед остальными источниками питания;

В этом процессе расходуемый электрод нагревается и расплавляется путем замыкания электрической цепи, чтобы связать две металлические части вместе. Как подкатегории, у вас есть выбор между тр
www.tariferix.ru
Сварочный инвертор — Построй свой дом

В предыдущей статье мы познакомились со сварочными аппаратами. Теперь мы знаем, что если опыта недостаточно, а что-то сварить необходимо, лучше остановить свой выбор на сварочном аппарате инверторного типа. Вот о том, как выбрать сварочный инвертор мы и поговорим в этой статье.
Что такое сварочный инвертор
Инверторная сварка — это разновидность сварочных работ, которые выполняются с использованием специального аппарата — сварочный инвертор. Как и любое другое изделие, сварочный инвертор выпускается в различных модификациях, при чем каждая модель имеет свои конструктивные особенности. Если смотреть в основной конструктив аппарата, то большинство из них имеют следующие основные узлы:
- Выпрямитель низкой частоты;
- Трансформаторный узел;
- Выпрямитель высокой частоты;
- Электронный блок управления;
- Рабочий шунт и непосредственно сам инвертор.
Как работает сварочный инвертор

Сварочный инвертор работает на принципе преобразования переменного тока с постоянной частотой 50 Гц в переменный ток низкой частоты или более высокой в некоторых моделях инверторных аппаратов. При изменении частоты одновременно происходит снижение напряжения и увеличение силы тока. Эти преобразования происходят следующим образом: переменный ток поступает на выпрямитель, где он изменяется сначала в постоянный ток, а затем опять в переменный ток, но с более высокой частотой. Этот высокочастотный ток подаётся на трансформатор сварочного аппарата, приобретая там свойства постоянного тока, который подаётся на сварочный электрод. Благодаря постоянному току сварочная дуга становится стабильной и её можно применять для сварки различных поверхностей. Для того чтобы произошло соединение металлов необходимо использовать специальные электроды.
Виды сварочных инверторов
В настоящее время существует огромное количество модификаций инверторов, с помощью которых можно проводить соединение мелких и крупных деталей из различных материалов. Однако в большинстве случаев, когда говорят про инверторный сварочный аппарат, это значит, что имеют в виду один из трёх основных его разновидностей:
Однотактный сварочный инвертор с импульсным преобразователем
Это наиболее простые и компактные инверторы, которые имеют существенный недостаток – транзисторы, при переключении которых происходит разрыв цепи, в результате чего снижается КПД оборудования. Этот тип инвертора отлично подходит для нечастого использования в быту, когда необходимо произвести сварку небольших деталей. Мощность однотактных инверторов обычно не превышает 4 кВт.
Двухтактный или мостовой сварочный инвертор
 КПД таких аппаратов значительно выше, за счёт низких коммутационных потерь. Мощность оборудования обычно достигает 10 кВт, что позволяет использовать инверторы этого типа там, где есть необходимость в частом соединении различных деталей. Качество сварки на высоком уровне, швы ровные, практически незаметные. Качество швов во многом зависит от используемых электродов и мастерства сварщика.
КПД таких аппаратов значительно выше, за счёт низких коммутационных потерь. Мощность оборудования обычно достигает 10 кВт, что позволяет использовать инверторы этого типа там, где есть необходимость в частом соединении различных деталей. Качество сварки на высоком уровне, швы ровные, практически незаметные. Качество швов во многом зависит от используемых электродов и мастерства сварщика.
Полумостовой сварочный инвертор с резонансным преобразователем
Такие аппараты оснащены устройством, позволяющим создавать стабильную сварную дугу. Этот тип инверторов относят к профессиональным и используют в промышленности, их мощность составляет десятки кВт, они обладают внушительными габаритами и весом.
Сила тока сварочного инвертора
Основной характеристикой сварочных инверторов является сила тока, чем она выше, тем производительней будет аппарата. От этой величины, в основном зависит и стоимость сварочного аппарата.
Для бытового использования достаточно инвертора с силой тока до 160 А, подключаемого к бытовой электросети 220 В. Если же в электросети присутствуют скачки напряжения, то рекомендуется приобретать полупрофессиональный аппарат с токовыми характеристиками 200 А. Измерить силу тока аппарата несложно. Обычно данный показатель соответствует заявленной производителем силе тока, но если есть сомнения в исправности аппарата, то показания можно измерить, используя цифровой милливольтметр или стрелочный микроамперметр. Однако учтите, что показания приборов зависят от длины сварочной дуги и диаметра электрода. Также немаловажным показателем является мощность сварочного аппарата.
Как выбрать сварочный инвертор

Специалисты рекомендуют подбирать сварочный ивертор индивидуально: тот инвертор, который подошёл вашему соседу, может быть совершенно не востребован и не удобен для вас. Прежде всего, необходимо обращать внимание на следующие характеристики:
- Встроенная защита от скачков напряжения электросети, так как инверторы чувствительны к перепадам напряжения. Диапазон срабатывания защиты должен составлять 180-250В или не менее 15% от номинального напряжения электросети.
- Пыле защищенность, так как инверторы очень чувствительны к пыли. В процессе работы большинство аппаратов всасывают пыль через свою систему охлаждения, чтобы этого избежать производители придумали новый способ вентиляции, так называемая туннельная вентиляция, которая предотвращает попадание пыли на самые важные элементы инвертора. Стоимость сварочных аппаратов с туннельной вентиляцией на 30-50% выше, чем у аналогичных по мощности и функционалу аппаратов, поэтому если вы решите сэкономить и купить инвертор с обычной вентиляцией приготовьтесь к тому, что его придется периодически очищать и продувать.
- Наличие всех параметров тока, в том числе ПВ. Хороший инвертор должен производить сварку максимально быстро, а для этого характеристики тока должны быть оптимально подобраны для каждого конкретного случая в зависимости от материала и толщины свариваемых поверхностей.
- Бренд, производитель и цена. Безусловно, чем известней производитель, тем выше цена инвертора. Хороший сварочный аппарат не может стоить дешево. Изучите цены на инверторы различных марок, чтобы составить общее представление и выбирайте из аппаратов средней ценовой категории. Самые дешёвые инверторы производятся в Китае, затем по возрастанию стоимости идут российские производители, а самые дорогостоящие — Итальянские Blueweld и Telwin, Немецкие FUBAG и EWM, и другие аппараты европейского производства.
Сварочный инвертор для гаража
Иногда покупатели задаются вопросом, например, как выбрать сварочный инвертор для гаража или дачи.
Такой аппарат должен отвечать следующим требованиям:
- Сваривать все виды металлических поверхностей;
- Сила тока — не менее 160 А, ПВ — от 50%;
- Возможность эксплуатации при низких температурах.
Последнее требование должно относиться ко всем элементам сварочного аппарата. Часто бывает, что транзисторы приспособлены для работы при минусовых температурах, а контроллеры отказываются нормально функционировать. Эти параметры должны быть отражены в паспорте сварочного аппарата, который необходимо тщательно изучить перед покупкой.
Надо ли покупать мощный инвертор
Покупать сварочный инвертор с запасом по мощности не стоит. Стоимость аппарата напрямую зависит от этого показателя, поэтому переплачивать за возможности, которые вы не будете использовать нецелесообразно. В следующей статье я расскажу как варить металл инвертором.
Рекомендую еще почитать:
Post Views: 38
www.ocenin.ru
