
Точечная сварка своими руками из микроволновки – схема, видео, фото
Точечная сварка, как известно, выполняется на специализированном оборудовании, однако подобное устройство можно не только найти в серийном исполнении, но и сделать своими руками: для этого пригодится трансформатор, извлеченный из старой микроволновки. Аппарат, полученный в итоге, даст вам возможность качественно выполнять точечную сварку при помощи переменного тока, сила которого не регулируется.
Самодельный аппарат для точечной сварки в сборе
Трансформатор выступает важнейшим элементом любого такого устройства для точечной сварки: его задача состоит в том, чтобы увеличить значение входного напряжения до требуемой величины. Чтобы эффективно справляться с этим, устройство должно обладать высоким коэффициентом трансформации. Такими трансформаторами оснащаются большие микроволновые печи, одну из которых вам и необходимо найти. Когда вы найдете такую модель микроволновки, надо будет очень аккуратно извлечь из нее трансформатор.
Схема работы точеной сварки и схема сварочного аппарата
Технологию сборки аппарата для точечной сварки более-менее детально можно увидеть на видео ниже. Пример данного самодельного устройства поможет нам проиллюстрировать процесс создания точечной сварки из микроволновой печи. Для более подробного ознакомления с деталями сборки читайте статью полностью.
Вынимаем трансформатор из микроволновой печи
Если в самодельном аппарате для точечной сварки задействован трансформатор, имеющий мощность 700–800 Вт, то с его помощью вы сможете соединять листы из металла, толщина которых доходит до 1 мм. Такой трансформатор входит в категорию устройств повышающего типа, для обеспечения питания магнетрона он способен вырабатывать напряжение, равное 4 кВ.
Магнетрон, которым оснащена любая микроволновка, требует для своей работы высокого напряжения.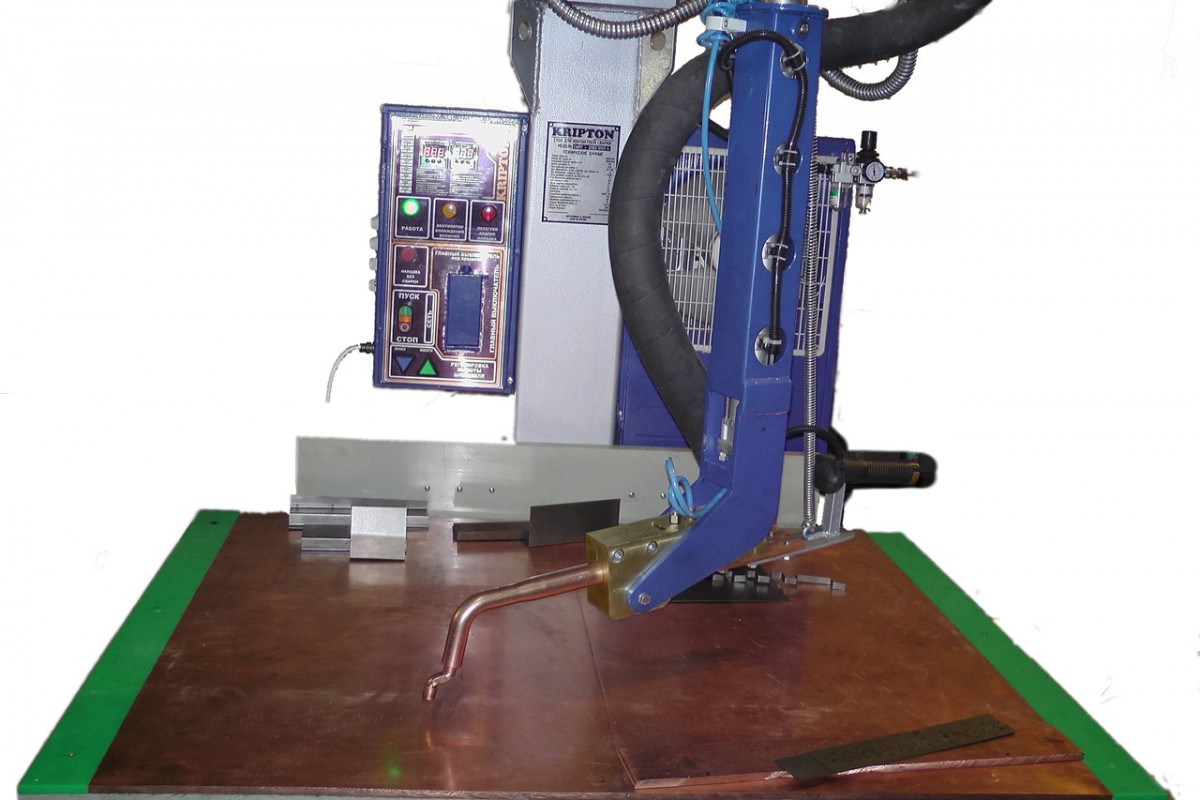
Извлекаем трансформатор из микроволновой печи
Извлекать из микроволновки трансформатор следует аккуратно. Не следует брать в руки молоток и другие тяжелые предметы. С микроволновки откручивается ее основа, убираются все крепления, и трансформатор аккуратно снимается с места его установки. В извлеченном из СВЧ-печи устройстве вам понадобятся, во-первых, его магнитопровод, во-вторых, первичная обмотка, которая по сравнению со вторичной выполнена из более толстого провода и имеет меньше витков.
Вторичную обмотку из-за ее ненадобности вам придется демонтировать, для чего уже пригодятся молоток и зубило. Очень важно при этом не повредить и не помять первичную обмотку, поэтому действовать надо с максимальной аккуратностью. Если при демонтаже вторичной обмотки вы обнаружите в трансформаторе шунты, используемые для ограничения силы тока, их тоже надо удалить.
Очень важно при этом не повредить и не помять первичную обмотку, поэтому действовать надо с максимальной аккуратностью. Если при демонтаже вторичной обмотки вы обнаружите в трансформаторе шунты, используемые для ограничения силы тока, их тоже надо удалить.
Вторичную обмотку можно срезать стамеской
Если магнитопровод трансформатора является не клееной, а сварной конструкцией, то удалять с него вторичную обмотку лучше при помощи стамески или обычной ножовки по металлу. Если же обмотка очень плотно набита в окно магнитопровода, то ее, разрезав провода, необходимо будет высверлить или выковырять. Делать это надо очень аккуратно, так как магнитопровод может разрушиться из-за таких манипуляций.
После выполнения демонтажных работ следует намотать новую вторичную обмотку. Для этого вам будет необходим провод диаметром не меньше 1 см. Если такого провода у вас в запасе нет, его придется купить. При этом совсем не обязательно приобретать цельный многожильный провод такого сечения, можно использовать и пучок из нескольких отдельных проводников, которые в сумме обеспечат требуемый диаметр. После монтажа новой вторичной обмотки ваш модернизированный трансформатор будет способен вырабатывать ток, сила которого составляет до 1000 А.
После монтажа новой вторичной обмотки ваш модернизированный трансформатор будет способен вырабатывать ток, сила которого составляет до 1000 А.
Старую обмотку можно спилить ножовкой по металлу
Если вы хотите сделать аппарат для точечной сварки более мощным, то технических возможностей одного трансформатора вам может не хватить. Здесь необходимо использовать два таких устройства (соответственно, разобрав две микроволновки).
Тонкости модернизации трансформатора от СВЧ-печи
Чтобы сделать вторичную обмотку, вам надо намотать на сердечник 2–3 витка, что обеспечит получение выходного напряжения порядка 2 В, а силы кратковременного сварочного тока – больше 800 А. Этого вполне достаточно для эффективной работы аппарата точечной сварки. Намотка такого количества витков может вызвать затруднения, если используемый провод имеет толстый слой изоляции. Решить эту проблему достаточно просто: необходимо снять с провода стандартную изоляцию и обмотать его изолентой, имеющей тканевую основу. Очень важно, чтобы провод, используемый для вторичной обмотки, имел минимально возможную длину, что позволит избежать необоснованного увеличения его сопротивления и, соответственно, уменьшения силы тока.
Очень важно, чтобы провод, используемый для вторичной обмотки, имел минимально возможную длину, что позволит избежать необоснованного увеличения его сопротивления и, соответственно, уменьшения силы тока.
Новая вторичная обмотка заняла свое место
Если вам надо сваривать металлические листы толщиной до 5 мм, имейте в виду, что для этого потребуется аппарат для точечной сварки, обладающий большей мощностью. Чтобы сделать его своими руками, необходимо использовать соединенные в одну цепь два трансформатора. Соблюдать соответствующие правила при выполнении такого соединения надо обязательно. Если вы ошибетесь и неправильно подключите выводы первичных и вторичных обмоток двух трансформаторов, может возникнуть короткое замыкание. Правильность соединения обмоток, если на их одноименных выводах нет маркировки, проверяется при помощи вольтметра.
После правильного соединения одноименных выводов двух трансформаторов требуется замерить значение силы тока, который они совместно формируют. Как правило, самодельные трансформаторы, предназначенные для аппаратов точечной сварки, эксплуатировать которые планируется в домашних мастерских, ограничивают по силе тока – не более 2000 А. Превышение этого значения спровоцирует перебои в работе электрической сети не только в вашем доме, но и у ваших ближайших соседей. А это, естественно, приведет к конфликтам. Значение силы тока, выдаваемого соединенными трансформаторами, а также наличие короткого замыкания в их цепи проверяют при помощи амперметра.
Как правило, самодельные трансформаторы, предназначенные для аппаратов точечной сварки, эксплуатировать которые планируется в домашних мастерских, ограничивают по силе тока – не более 2000 А. Превышение этого значения спровоцирует перебои в работе электрической сети не только в вашем доме, но и у ваших ближайших соседей. А это, естественно, приведет к конфликтам. Значение силы тока, выдаваемого соединенными трансформаторами, а также наличие короткого замыкания в их цепи проверяют при помощи амперметра.
Еще один пример сборки точечной сварки представлен на видео ниже:
Рекомендации при соединении двух трансформаторов
Каких результатов можно добиться, если в соответствии с правилами соединить два трансформатора, не отличающихся большой мощностью? Если взять два одинаковых устройства со следующими характеристиками: мощность – 0,5 кВт, входное напряжение – 220 В, выходное напряжение – 2 В, сила номинального тока – 250 А, – то, последовательно соединив их первичные и вторичные обмотки, на выходе вы получите удвоенную силу номинального тока, то есть 500 А.
Практически так же увеличится и кратковременный сварочный ток, но при его формировании будут наблюдаться значительные потери, что обусловлено большим сопротивлением такой электрической цепи. Оба конца вторичной обмотки – провода Ø 1 см – соединяются с электродами аппарата для точечной сварки.
Соединение 2-х трансформаторов по схеме №1
Если в вашем распоряжении имеются два мощных трансформатора, но и их выходного напряжения не хватает для самодельного аппарата, можно последовательно соединить их вторичные обмотки, которые должны иметь одинаковое количество витков. К такой мере прибегают, если просто домотать витки на вторичной обмотке невозможно из-за недостаточно большого размера окна на магнитопроводе.
При таком соединении надо следить, чтобы направление витков на вторичных обмотках соединяемых устройств было согласовано, иначе может получиться противофаза, и выходное напряжение у такого объединенного устройства будет близко к нулю. Чтобы экспериментальным путем определить правильность соединения, желательно использовать тонкие провода.![]()
Соединяем два трансформатора по схеме №2
Как определить одноименные выводы трансформаторов
Если выводы обмоток соединяемых устройств не имеют маркировки, то необходимо определить среди них одноименные, чтобы их и соединить между собой. Решить такую задачу можно следующим способом: первичные и вторичные обмотки двух или более трансформаторов соединяют последовательно, на вход такого объединенного устройства подают напряжение, а к выходным выводам (выводы с последовательно соединенных вторичных обмоток) подключают вольтметр переменного напряжения.
В зависимости от направления подключения вольтметр может вести себя по-разному:
- показывать то или иное значение напряжения;
- не показывать вообще никакого напряжения в цепи.
Если вольтметр выдает какое-либо напряжение, значит, в цепи соединения и первичных, и вторичных обмоток присутствуют разноименные выводы. При соединении обмоток таким неправильным способом в них протекают следующие процессы: напряжение, поступающее на вход первичных обмоток двух соединенных трансформаторов, уменьшается на каждой из них вполовину; увеличение напряжения происходит на вторичных обмотках, каждая из которых обладает одинаковым коэффициентом трансформации.
Определяем выводы трансформаторов на данной схеме
Если вольтметр показывает значение «0», то это означает, что напряжения, выходящие с каждой из последовательно соединенных вторичных обмоток, равны по значению, но имеют разные знаки, таким образом, они компенсируют друг друга. Иными словами, хотя бы одна из пар обмоток, объединенных в цепь, соединена одноименными выводами. В таком случае правильного соединения элементов цепи добиваются путем изменения порядка подключения первичных или вторичных обмоток, ориентируясь на показания вольтметра.
Электроды для самодельной точечной сварки
Выбирая для аппарата точечной сварки, собранного своими руками из микроволновки, электроды, следует обращать внимание на то, чтобы их диаметр соответствовал диаметру провода, с которым они соединены. В качестве таких элементов можно использовать медные прутки, а для устройств небольшой мощности подойдут жала от профессиональных паяльников.
В процессе эксплуатации электроды для точечной сварки активно изнашиваются. Чтобы корректировать их геометрические параметры, их необходимо постоянно подтачивать. Естественно, что со временем такие элементы потребуют замены на новые.
Вариант изготовления электродов из толстой медной проволоки
Провода, которыми электроды связаны с аппаратом для точечной сварки, должны иметь минимальную длину, иначе в них будет теряться значительная мощность устройства. Потери мощности станут серьезными и в том случае, если в электрической цепи «электрод – устройство для точечной сварки» имеется много соединений. Если вы хотите увеличить эффективность использования своего самодельного оборудования, то лучше на провода, которыми соединяются электроды, напаять медные наконечники. Используя такие наконечники, вы избежите возникающих из-за увеличенного сопротивления обжимных или любых других соединений потерь мощности в местах контакта.
Провода, связывающие электроды с аппаратом для точечной сварки, имеют достаточно большой диаметр, поэтому облегчить их пайку помогут специальные наконечники, предварительно подвергнутые лужению. Поскольку электроды для такого устройства являются съемными, в местах их соединения с наконечниками пайку не выполняют. Конечно, в таких местах, постоянно подвергаемых окислению, также происходит потеря мощности, но очистить их значительно легче, чем обжатые наконечники.
Поскольку электроды для такого устройства являются съемными, в местах их соединения с наконечниками пайку не выполняют. Конечно, в таких местах, постоянно подвергаемых окислению, также происходит потеря мощности, но очистить их значительно легче, чем обжатые наконечники.
Устанавливаем электроды на сварочный аппарат
Как уже было указано выше, электрод для контактной сварки можно сделать из медного прутка или жала от профессионального паяльника, если мощность устройства невысока. Провод от аппарата присоединяется к электроду с помощью медного наконечника, который соединен с ним при помощи пайки.
Установка нижнего электрода
Наконечник совмещают с электродом при помощи болтового соединения, которое должно быть очень надежным, чтобы увеличение сопротивления в месте ненадежного контакта не приводило к потере мощности аппарата для точечной сварки. Чтобы выполнить такое соединение, в электроде и наконечнике делают отверстия одинакового диаметра.
Болты и гайки, с помощью которых будут соединяться электроды и наконечники с проводами, лучше всего выбирать из меди или ее сплавов, отличающихся минимальным электрическим сопротивлением.![]() Элементы таких соединений, значительно упрощающих обслуживание аппарата для контактной сварки, совсем несложно изготовить своими руками.
Элементы таких соединений, значительно упрощающих обслуживание аппарата для контактной сварки, совсем несложно изготовить своими руками.
Органы управления самодельной точечной сваркой
Управление аппаратом точечной сварки (особенно сделанного из микроволновки своими руками) не отличается особенной сложностью. Для этого вполне достаточно двух элементов: рычага и выключателя. Сила сжатия между электродами, за которую отвечает рычаг, должна обеспечивать в точке выполнения сварки надежный контакт соединяемых деталей. Чтобы выполнить эти важные требования, рычажные механизмы таких аппаратов можно дополнить винтовыми элементами, которые обеспечивают еще более значительную силу сжатия. Естественно, такой элемент устройства для точечной сварки должен обладать очень высокой надежностью.
Конструкция рычагов незамысловата. Удобства добавит простая резинка, установленная над верхним рычагом
На серьезном производственном оборудовании, которое используется для соединения листов стали значительной толщины, устанавливают элементы сжатия, создающие давление от 50 до 1000 кг – в зависимости от необходимости.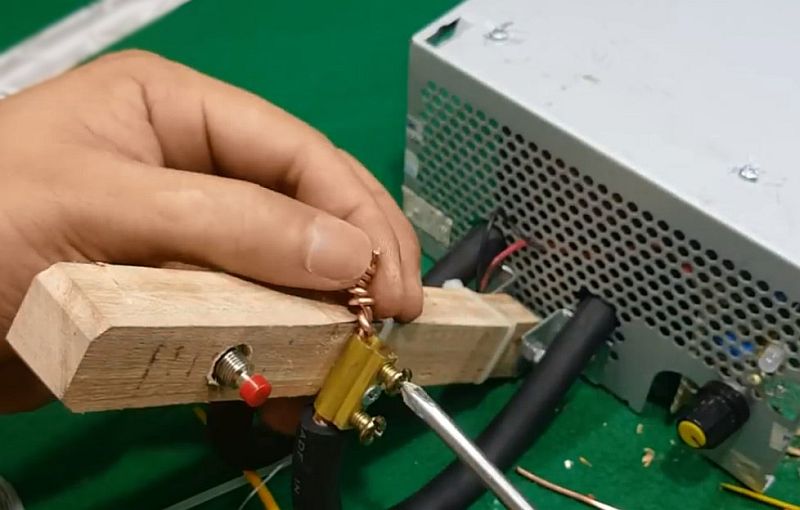 А на аппаратах точечной сварки, применяемых для нерегулярных и несложных работ в домашней мастерской, вполне достаточно того, чтобы такой механизм создавал давление до 30 кг. Для удобства и простоты работы на аппарате точечной сварки его прижимной рычаг делают более длинным, это также позволит увеличить силу сжатия до необходимого значения.
А на аппаратах точечной сварки, применяемых для нерегулярных и несложных работ в домашней мастерской, вполне достаточно того, чтобы такой механизм создавал давление до 30 кг. Для удобства и простоты работы на аппарате точечной сварки его прижимной рычаг делают более длинным, это также позволит увеличить силу сжатия до необходимого значения.
Для самодельного домашнего устройства вполне достаточно рычага, длина которого будет составлять 60 см. При помощи такого рычага можно увеличить прилагаемое усилие в 10 раз. Соответственно, если вы будете давить на рычаг с усилием 3 кг, то электроды и соединяемые детали будут сжиматься силой 30 кг. Чтобы такой рычаг при надавливании не сдвигал с места сам аппарат, основание оборудования необходимо надежно зафиксировать на поверхности рабочего стола при помощи струбцины.
Аппарат точечной сварки, сделанный своими руками, в работе
Выключатель, отвечающий в устройстве за подачу тока к сварочным электродам, подключают к цепи первичной обмотки трансформатора, сила тока в которой значительно меньше, чем во вторичной.![]() Если подключить выключатель ко вторичной обмотке, то он создаст дополнительное сопротивление, а его контакты под воздействием сильного тока намертво приварятся.
Если подключить выключатель ко вторичной обмотке, то он создаст дополнительное сопротивление, а его контакты под воздействием сильного тока намертво приварятся.
Если в качестве прижимного механизма применяется рычаг, то выключатель лучше расположить прямо на нем, тогда вторая рука будет свободной (ее можно использовать для поддержки свариваемых деталей).
Особенности работы на самодельном оборудовании для точечной сварки заключаются в том, что подавать ток на электроды следует только тогда, когда они находятся в сжатом состоянии. В противном случае вы столкнетесь с интенсивным искрением электродов и, как следствие, с их активным подгоранием. Получить первоначальный опыт по работе на таком устройстве можно при помощи обучающего видео.
Электроды оборудования для точечной сварки активно нагреваются в процессе работы. Кроме того, интенсивному нагреву подвержены трансформатор и токопроводящие элементы такого устройства. Чтобы избежать слишком сильного нагрева, который может привести к выходу оборудования для точечной сварки из строя, следует предусмотреть простейшую систему охлаждения. Для этого часто используют обычный вентилятор. Можно также делать перерывы в работе, необходимые для охлаждения элементов аппарата.
Чтобы избежать слишком сильного нагрева, который может привести к выходу оборудования для точечной сварки из строя, следует предусмотреть простейшую систему охлаждения. Для этого часто используют обычный вентилятор. Можно также делать перерывы в работе, необходимые для охлаждения элементов аппарата.
Время выдержки электродов под током в сжатом состоянии в процессе выполнения сварки можно контролировать визуально, ориентируясь на цвет точки в месте соединения, либо использовать для этого специальное реле.
Очевидно, что изготовить аппарат для точечной сварки на основе трансформатора от микроволновки совсем несложно, внимательно изучив представленные видео и фото процесса сборки и учтя озвученные рекомендации.
их виды и основные элементы
Сварка играет важную роль в технических процессах. Один из её видов, точечная сварка — соединение деталей вместе в одной или нескольких точках. Аппарат точечной сварки позволяет значительно снизить конечную стоимость и сократит время на изготовление, особенно если сделан своими руками.
Один из её видов, точечная сварка — соединение деталей вместе в одной или нескольких точках. Аппарат точечной сварки позволяет значительно снизить конечную стоимость и сократит время на изготовление, особенно если сделан своими руками.Прочность сварки
На прочность сварки влияет размер и материал участка. А на него воздействует:
- Размер электродов.
- Площадь контакта.
- Состояние поверхности.
- Время воздействия и величина тока.
- Размер поверхности с которой контактировал электрод.
Точная сварка имеет свою нишу для применения — соединения деталей между собой от 0,002 мкм до 20 мм. При процессе, величина тока измеряется сотнями ампер, а сопротивление поверхности и электродов минимально.
Преимущества точечной сварки:
- Сварочный шов высокой прочности.
- Автоматизация работы.
- Экономичность.
Процесс используется как в домашних условиях, так и в промышленности. С его помощью производится сварка таких материалов:
- Листовой металл.

- Изделий из цветных сплавов и стали.
- Гнутых и сортовых профилей.
В быту с помощью точечной сварки ремонтируют инструмент, домашнюю утварь, кухонное оборудование. Процесс заключается в совмещении деталей в определённом положении. Они фиксируются между собой и электродами с помощью электрического тока происходит разогрев поверхностей до сваривания. Главное — точно закрепить деталь в нужном положении и удерживать её в процессе сварки. Тепловой импульс, плавит металл в зоне контакта, соединяя две поверхности в одно целое.
Разновидности аппаратов точечной сварки
Самый простой аппарат точечной сварки управляется вручную, каждый раз выставляться сварочный ток и продолжительность работы. Требует опыта работы с конкретным аппаратом. Довольно простая конструкция, легко изготовить своими руками.
Аппараты бывают трех разновидностей:
- Автоматические системы позволяют выполнять качественную сварку даже неспециалистам.
 Что снижает количество бракованных изделий и трудозатраты.
Что снижает количество бракованных изделий и трудозатраты. - Механические приводы — самый популярный вариант аппарата точечной сварки, широко применяется во многих отраслях, изготовить своими руками не составит большого труда.
- Гидравлические и пневматические прижимные устройства используются в стационарных машинах на промышленных объектах.
Переносные устройства по своим характеристикам не уступают стационарным. Сварочный аппарат, сделанный в виде ручных клещей, способен соединить металл толщиной 5 мм. А с помощью ручного привода фиксации достигается усилие в 150 кг. Простота использования, высокое качество сварного шва, низкая цена, выделяет этот тип аппаратов среди конкурентов.
Инвентарные устройства имеют небольшие размеры, многофункциональность, легко подключаются к бытовой сети. И даже высокая цена не снижает их популярности.
Аппарат для точечной сварки своими руками
Простейшим для изготовления в домашних условиях является аппарат точечной сварки, в котором сила тока не регулируется. А управление процессом осуществляется с помощью изменения длительности электрического импульса, для этого используют выключатель или реле времени.
А управление процессом осуществляется с помощью изменения длительности электрического импульса, для этого используют выключатель или реле времени.Сварочный аппарат действует на принципах закона Ленца — Джуоля: электрический ток, проходя по проводнику, выделяет тепло, которое напрямую равно квадрату тока, времени и сопротивлению проводника. Это означает что при силе тока в 1000 А, на тонких проводах и плохо сделанных соединениях, потери будут в 10000 раз больше, чем при 10 А.
Трансформатор
Основной элемент любого оборудования для точечной сварки — силовой, с повышенным эффектом трансформации (для получения нормального сварочного тока). Его можно взять в мощной микроволновке (от 1 кВт и выше), он питает магнетрон. Удобен своей доступностью и хорошими характеристиками. Показателей трансформатора хватит для точечной сварки стальных листов в 1 мм. Для получения большей мощности используют 2 и более детали.
Для работы магнетрона в микроволновой печи нужно повышенное напряжение в 4000 В. Поэтому используется повышенный трансформатор. На первичной обмотке у него меньше витков чем на вторичной, но толщина провода больше.
Поэтому используется повышенный трансформатор. На первичной обмотке у него меньше витков чем на вторичной, но толщина провода больше.Показатели таких трансформаторов составляют до 2000 В (в микроволновке оно удваивается перед подачей на магнетрон), не стоит их подключать в сеть и измерять выходные характеристики. Из этой детали нам понадобится первичная обмотка (в которой толще провод и меньше витков) и магнитопровод.
Провода срезаются стамеской или ножовкой (если он сварен, а не склеен), или выковыривается и высверливается (при очень плотной набивки обмотки, когда выбивание всё разрушит). При удалении проводов вторичной обмотки старайтесь действовать аккуратно, чтобы не повредить первичную обмотку. В трансформаторе также бывают шунты, которые ограничивают ток, их тоже нужно срезать.
После аккуратного извлечения нужных элементов, вторичная обмотка трансформатора обновляется. Для достижения показателей тока в 1000 А нужно использовать медный кабель с толщиной сечения в 100 мм² и более. Это может быть пучок или многожильный провод. Если внешняя изоляция мешает получить нужное количество витков, то её удаляют и заменяют на тканевую изоленту. Провода должны быть как можно меньшей длины, чтобы не было ненужного сопротивления.
Это может быть пучок или многожильный провод. Если внешняя изоляция мешает получить нужное количество витков, то её удаляют и заменяют на тканевую изоленту. Провода должны быть как можно меньшей длины, чтобы не было ненужного сопротивления.
Например, если у вас есть 2 трансформатора мощностью 0,5 кВт, с входным напряжением 220 В, при номинальном токе 250 А и выходным напряжением 2В. Соединив выводы вторичных и первичных обмоток, получим прибор, в котором номинальное напряжении в 2 В, выходной ток — 500 А (ток сварки также удвоится).
При создании устройства, во вторичных цепях устройства должны использоваться электроды. То есть при задействовании трансформаторов по 0,5 кВт, их связывают вместе проводами с диаметром 1 см, а концы к электроду. Если допустить ошибку при подключении выводов вторичной и первичной обмотки, это приведёт к короткому замыканию.
То есть при задействовании трансформаторов по 0,5 кВт, их связывают вместе проводами с диаметром 1 см, а концы к электроду. Если допустить ошибку при подключении выводов вторичной и первичной обмотки, это приведёт к короткому замыканию.
Когда используете два мощных трансформатора и вам нужно увеличить напряжение, но размер окна магнетрона не позволяет добавить необходимое количество витков провода, для этого вторичные обмотки соединяются последовательно. Необходимо согласовывать направление витков, иначе можно получит противофазу, что приведёт к выходному напряжению равному нулю (чтобы правильно понять этот момент проведите эксперимент с тонкими поводами).
Одноимённые выводы имеют обозначения на трансформаторах, но если на вашем устройстве оно отсутствует, то можно провести проверку. На первичные обмотки трансформаторов подаётся напряжение, а к вторичным обмоткам подключён вольтметр. Результата может быть два: прибор показывает напряжение или нет.
Первый случай свидетельствует о том, что цепи первичной и вторичной обмотки соединены вместе разноимёнными выводами (напряжение на первичной обмотке равно половине входного, которое преобразуется во вторичной обмотке, где оно суммируется и даёт двойное значение). Нулевое значение вольтметра показывает, значение напряжения на вторичных обмотках противоположны, это значит что одна из пар обмоток соединена одноимённым выводом.
Чтобы увеличить показатели у своего аппарата точечной сварки, нужно соединить несколько трансформаторов, но они не должны превышать показатели сети, иначе при его использовании общее напряжение будет падать. Ограничитесь 1000–2000 А, для бытовых условий такой силы тока достаточно.
Электроды
Медные стержни используют в качестве электродов. Чем больше толщина тем лучше, но его диаметр не должен быть меньше показателей провода. Если у вас аппарат небольшой мощности, то подойдут жала от паяльника.
При использовании обжима, площадь крепления получается гораздо меньше, что увеличивает потери.
Управление
Аппарат управляется переключателем или рычагом. Электроды должны быть закреплены с такой силой, чтобы обеспечить нормальную сварку. Чем толще лист металла, тем больше показатель. На промышленных аппаратах она доходит до 100 кг. Делайте рычаг управления длинными и крепким, а сам аппарат помассивнее, с возможностью стационарного крепления. Дополнительное усилие при точечной сварке можно добавить винтовым зажимом.
Выключатель подключается к цепи первичной обмотки, иначе он будет добавлять сопротивления, а его контакты при работе расплавятся.
Если вы используете рычажный механизм прижима, то кнопку выключения монтируйте на нём. Очень удобно одной рукой давить на рычаг и управлять работой. Вторая рука контролирует сварку деталей.
Эксплуатация
Включать и выключать аппарат нужно когда электроды сжаты, иначе электроды будут искрить и подгорать. Принудительная вентиляция значительно облегчит эксплуатацию, иначе вам придётся следить за температурой трансформатора, электродов, токопроводов и делать частые перерывы. А пока вы опытным путём найдёте температурные режимы элементов, что-то может безвозвратно сгореть.
Чтобы качественно осуществлять точечную сварку нужен опыт сведения двух поверхностей материала, сварки токовым импульсом, определения процесса готовности по цвету и внешнему виду.
При осуществлении точечной сварки своими руками соблюдайте технику безопасности, при возникновении искр и расплавленного металла, немедленно прекращайте работу. Эксплуатация неисправного аппарата представляет большую опасность.
Эксплуатация неисправного аппарата представляет большую опасность.
Точечная сварка своими руками: схемы, принцип
Аппараты для точечной сварки не так часто используются в быту, как дуговые, но иногда без них невозможно обойтись. Учитывая, что стоимость такого оборудования начинается от $450-$470, рентабельность его покупки вызывает сомнения.
Бытовой аппарат для точечной сварки CBA-1,5AKВыход из такой ситуации – контактная точечная сварка своими руками. Но, прежде чем рассказать, как самостоятельно сделать такое устройство, давайте рассмотрим, что представляет собой точечная сварка и технологию ее работы.
Кратко о точечной сварке
Данный тип сварки относится к контактным (термомеханическим). Заметим, что к такой категории также относят шовную и стыковую сварку, но их реализовать в домашних условиях не представляется возможным, поскольку для этой цели понадобится сложное оборудование.
Сварочный процесс включает в себя следующие этапы:
- детали совмещают в необходимом положении;
- закрепляют их между электродами аппарата, которые прижимают детали;
- производится нагрев, в результате которого за счет пластического деформирования детали прочно соединяются между собой.

Производственный аппарат точечной сварки (такой как показан на фото) способен в течение минуты совершить до 600 операций.
Оборудование для машинной точечной сваркиТехнология процесса
Чтобы нагреть детали до необходимой температуры, на них подается кратковременный импульс элетротока большой силы. Как правило, импульс длится в от 0,01 до 0,1 секунды (время подбирается исходя из характеристик металла, из которого изготовлены детали).
При импульсе металл расплавляется, и между деталями образовывается общее жидкое ядро, пока оно не застынет, свариваемые поверхности необходимо удерживать под давлением. Благодаря этому, остывая, расплавленное ядро кристаллизируется. Рисунок, иллюстрирующий процесс сварки, показан ниже.
Иллюстрация процесса точечной сваркиОбозначения:
- A – электроды;
- B – свариваемые детали;
- С – ядро сварки.
Давление на детали необходимо для того, чтобы при импульсе по периметру ядра расплавленного метала образовался уплотняющий пояс, не позволяющий вытекать расплаву за пределы зоны, где происходит сварка.
Чтобы обеспечить лучшие условия для кристаллизации расплава, давление на детали снимается постепенно. Если необходимо «проковать» место сварки с целью устранить неоднородности внутри шва, усиливают давление (делают это на финальной стадии).
Обратим внимание, что для обеспечения надежного соединения, а также качества шва, предварительно необходимо обработать поверхности деталей в местах, где будет происходить сварка. Это делается для удаления оксидной пленки или коррозии.
Когда требуется обеспечить надежное соединение деталей толщиной от 1 до 1,5 мм, применяют конденсаторную сварку. Принцип ее действия следующий:
- блок конденсаторов заряжают электротоком небольшой силы;
- разряд конденсаторов производится через соединяемые детали (силы импульса достаточно для обеспечения необходимого режима сварки).
Такой тип сварки применяется в тех сферах промышленности, где необходимо соединить миниатюрные и сверхминиатюрные компоненты (радиотехника, электроника и т.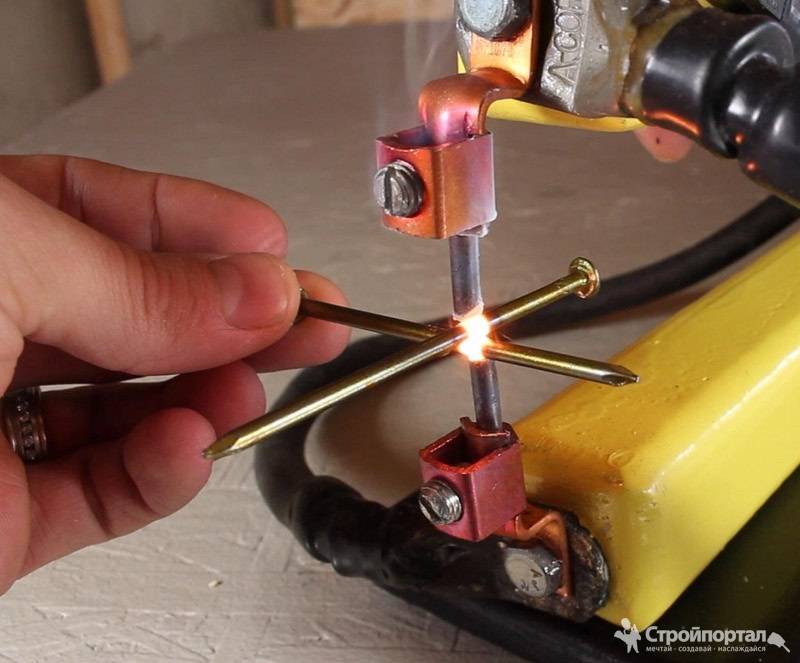 д.).
д.).
Говоря о технологии точечной сварки следует отметить, что с ее помощью можно соединять между собой разнородные металлы.
Примеры самодельных конструкций
В интернете есть много примеров создания аппаратов, производящих точечную сварку. Приведем несколько наиболее удачных конструкций. Ниже показана схема простого устройства для точечной сварки.
Пример принципиальной схемы аппаратаДля реализации нам понадобятся следующие радиодетали:
- R — переменное сопротивление номиналом 100 Ом;
- С – конденсатор, рассчитанный на напряжение не менее 25 В с емкостью 1000 мкФ;
- VD1 – тиристор КУ202, буквенный индекс может быть К, Л, М или Н, можно также использовать ПТЛ-50, но в этом случае емкость «С» необходимо понизить до 1000 мкФ;
- VD2-VD5 – диоды Д232А, зарубежный аналог – S4M;
- VD6-VD9 – диоды Д226Б, их можно заменить зарубежным аналогом 1N4007;
- F – плавкий предохранитель на 5 А.
Необходимо сделать отступление, чтобы рассказать, как изготовить трансформатор TR1. Он изготавливается на базе железа Ш40, с толщиной набора 70 мм. Для первичной обмотки потребуется провод ПЭВ2 Ø0,8 мм. Количество витков в обмотке – 300.
Он изготавливается на базе железа Ш40, с толщиной набора 70 мм. Для первичной обмотки потребуется провод ПЭВ2 Ø0,8 мм. Количество витков в обмотке – 300.
Чтобы сделать вторичную обмотку, понадобится медный многожильный провод Ø4 мм. Его допускается заменить шиной, при условии, что ее сечение будет как минимум 20 мм2. Количество витков вторичной обмотки – 10.
Видео: контактная сварка своими руками
https://www.youtube.com/watch?v=823bgTOHrnc
Что касается TR2, то для него подойдет любой из маломощных трансформаторов (от 5 до 10 Вт). При этом на обмотке II, используемой для подключения лампы подсветки «H», должно быть выходное напряжение в пределах 5-6 В, а обмотки III – 15 В.
Мощность изготовленного аппарата будет относительно не высокая, в пределах от 300 до 500 А, максимальное время импульса до 0,1 сек (при условии, что номиналы «R» и «С» будут такими же, как на приведенной схеме). Этого вполне достаточно для сварки стальной проволоки Ø0,3 мм или листового металла, если его толщина не превышает 0,2 мм.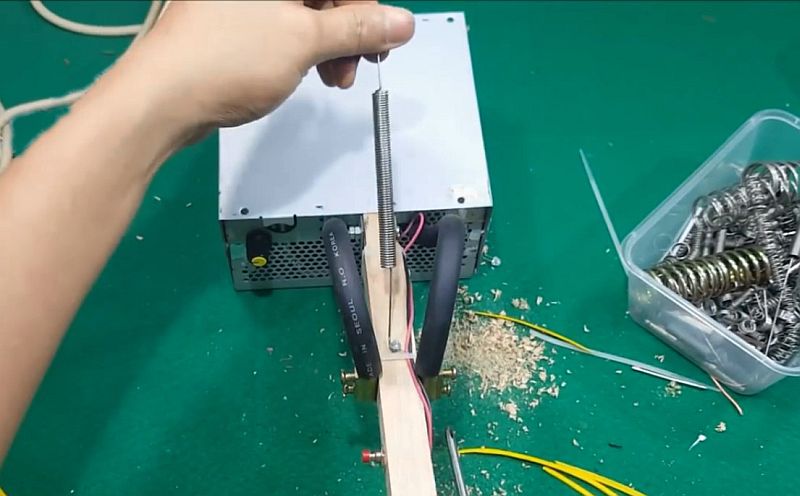
Приведем схему более мощного аппарата, у которого сварочный электроток импульса будет в пределах от 1,5 кА до 2 кА.
Схема аппарата с силой импульса до 2 кАПеречислим используемые в схеме компоненты:
- номиналы сопротивлений: R1-1.0 кОм, R2-4.7 кОм, R3-1.1 кОм;
- емкости в схеме: С1-1.0 мкФ, С2-0,25 мкФ. Причем, С1 должен быть рассчитан под напряжение не менее 630 В;
- VD1-VD4 диоды – диоды Д226Б, допускается замена на зарубежный аналог 1N4007, вместо диодов можно поставить диодный мост, например, КЦ405А;
- тиристор VD6 – КУ202Н, его необходимо поместить на радиатор, площадью не менее 8 см2;
- VD6 – Д237Б;
- F — плавкий предохранитель на 10 А;
- К1 – это любой магнитный пускатель, у которого имеется три пары рабочих контактов, а обмотка рассчитана на ~220 В, например, можно установить ПМЕ071 МВУХЛЗ AC3.
Теперь расскажем, как сделать трансформатор ТR1. За основу взят автотрансформатор ЛАТР-9, такой, как показан на фотографии.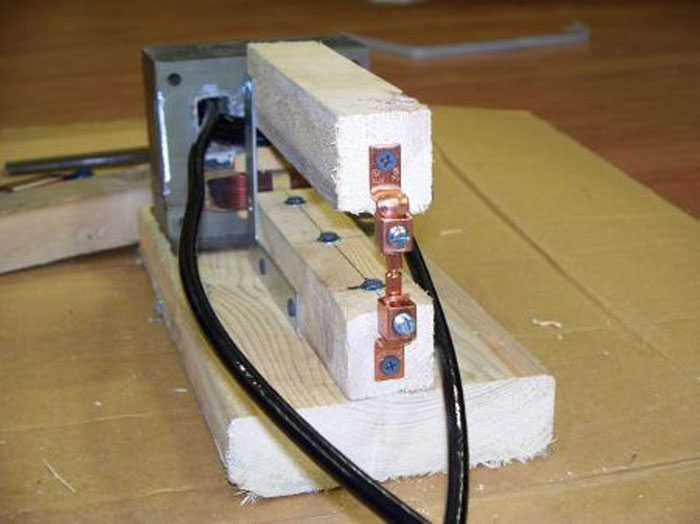
Обмотка в этом автотрансформаторе насчитывает 266 витков, сделана она медным проводом Ø1,0 мм, ее мы будем использовать в качестве первичной. Аккуратно разбираем конструкцию, чтобы не повредить обмотку. Вал и прикрепленный к нему передвижной роликовый контакт демонтируем.
Дале нам необходимо изолировать контактную дорожку, с этой целью очищаем ее от пыли, обезжириваем и покрываем лаком. Когда он просохнет дополнительно, изолируем всю обмотку, используя лакоткань.
В качестве вторичной обмотки используем медный провод с площадью сечения как минимум 80 мм2. Важно, чтобы изоляция этого провода была термостойкой. Когда все условия соблюдены, делаем им обмотку из трех витков.
Настройка собранного устройства сводится к градированию шкалы переменного резистора, регулирующего время импульса.
Рекомендуем перед тем как приступать к сварке, установить опытным путем оптимальное время для импульса. Если длительность будет излишней, детали будут прожжены, а если меньше необходимой — прочность соединения будет ненадежной.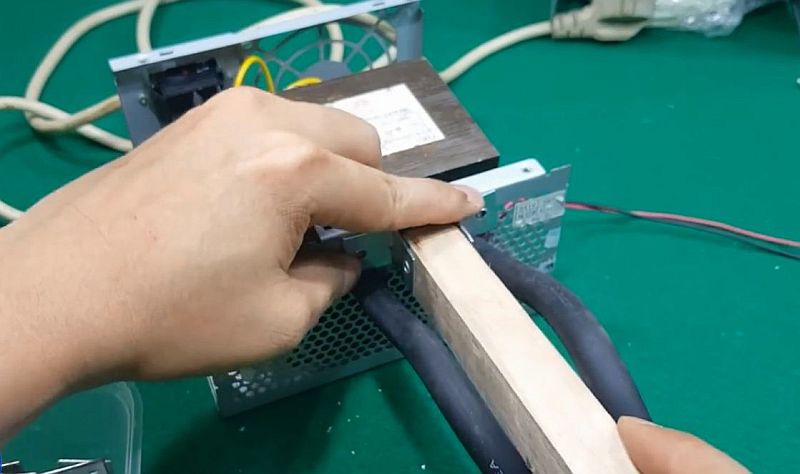
Как уже писалось выше, аппарат способен выдать сварочный электроток силой до 2000 А, что позволяет сваривать стальной провод Ø3 мм или листовую сталь, толщина которой не превышает 1,1 мм.
Микросварка своими руками – делаем портативный аппарат
Микросварка, собранная своими руками из подручных материалов и отслужившей свой срок бытовой техники — как раз то, что нужно расчетливому мастеру.
Свой собственный сварочный аппарат всегда пригодится в хозяйстве, пусть и нечасто, но он бывает очень нужен, а иногда без него ну просто никак. Особенно, если вы привыкли что-то самостоятельно мастерить. Поэтому микросварка своими руками, изготовленная из подручных материалов и отслужившей свой срок бытовой техники — как раз то, что нам нужно.
Не будем рассматривать вариант покупки заводского сварочного аппарата, так как это будет требовать денег, а сразу пойдем по пути изготовления самодельной мини сварки в домашних условиях. Здесь есть несколько вполне доступных схем сварочных аппаратов для самостоятельного изготовления, но наиболее простым и малозатратным представляется аппарат контактной, либо точечной сварки.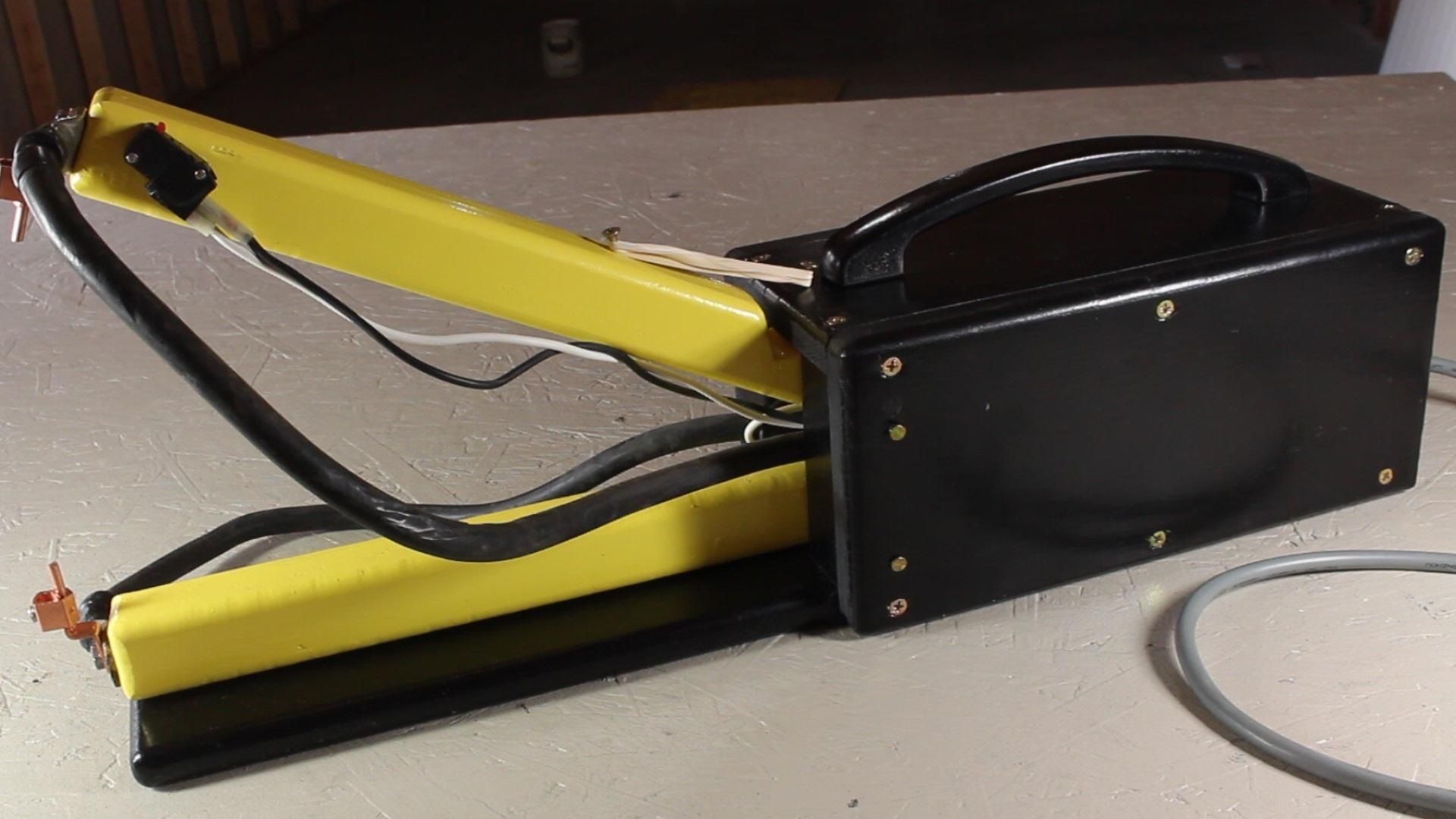
Делаем мини аппарат точечной сварки
Чтобы сразу не возникало сомнений, почему будем описывать именно вариант как сделать точечную мини сварку своими руками, для этого четко определимся в том, что нам для этого не понадобятся теоретические знания курса электротехники и виртуозное владение слесарными навыками работ. Все будет просто, понятно и доступно.
Подготовка
Основной деталью всех электросварочных аппаратов является силовой трансформатор (если не рассматривать современное электронное сварочное оборудование, еще называемое инверторами). Поэтому, прежде всего, нам и понадобится его откуда-то взять и наиболее подходящий и доступный вариант для этого будет старая сломанная микроволновая печь. И чем она больше, тем для нас лучше. А точнее, тем мощнее будет ее трансформатор и сильнее наша сварка.
Старую микроволновку при желании найти не проблема, поискав ее или у ближайших знакомых (тех, кто побогаче), или заглянув на доски бесплатных объявлений, где их часто предлагают за символическую плату. Из внутренностей микроволновой печи нас будет интересовать всего одна деталь — это высоковольтный трансформатор.
Из внутренностей микроволновой печи нас будет интересовать всего одна деталь — это высоковольтный трансформатор.
Здесь сразу определимся, не вдаваясь особо в технические расчеты, что изготовленная из такого трансформатора от микроволновки контактная сварка будет способна генерировать сварочный ток от 800 до 1000 ампер. Этого тока вполне хватит для сваривания между собой полосок металла толщиной до 2 мм, причем даже из нержавеющей стали, что для простой сварки является сложной задачей.
Подготовка сварочного трансформатора
Трансформатор микроволновки
Высоковольтный трансформатор микроволновки представляет собой стальной сердечник, набранный из тонких стальных пластин и расположенных внутри его двух обмоток из медной проволоки. Нам понадобится та обмотка, что на вид поменьше, она считается первичной и будет намотана из более толстого проводника. Другая обмотка (та, что больше в размерах) будет вторичной и она нам просто не нужна. Вот ее в первую очередь и необходимо демонтировать из трансформатора.
Для этого надо разобрать трансформатор, а точнее — его сердечник, который набран из стальных пластин, плотно сжатых и скрепленных между собой двумя тонкими сварными швами. Здесь нам понадобится разрезать эти сварочные швы, для чего можно использовать либо ножовку по металлу, либо болгарку с тонким кругом.
Имейте в виду! Могут встречаться трансформаторы, скрепленные наружным жестяным кожухом и болтами. В этом случае просто раскручиваем болтовые соединения и аккуратно разжимаем кожух. Все, проблем с дальнейшей разборкой возникать не должно.
Выполняйте эту операцию по разборке трансформатора очень аккуратно, так как первичная обмотка нам еще понадобится, поэтому ни в коем случае не гнем и не царапаем ее при извлечении. А вот со вторичной обмоткой не церемонимся, ее можно резать и вытаскивать с помощью молотка и зубила по частям, так будет гораздо проще.
В результате мы имеем целую и неповрежденную первичную обмотку трансформатора и его стальной сердечник в виде двух разделенных частей.

Дальше, наматываем вторичную обмотку нашего будущего сварочного трансформатора. Вот здесь нам все-таки придется прикупить кусок нового медного провода в изоляции с сечением в 50 мм2 или около 8 мм в диаметре. Для этого мы берем его и обматываем вокруг центрального Ш-образного магнитопровода сердечника, делая два полных витка. Всего такого медного провода нам понадобится с учетом вывода на сварочные контакты примерно 50 см, единственное условие — обмотку надо сделать так, чтобы она была серединой проводника.
Затем собираем трансформатор, при этом первичная обмотка должна остаться на своем месте, а вместо вторичной должна быть помещена наша новая обмотка из медного провода. Скрепляем две части сердечника с помощью обычной двухкомпонентной эпоксидной смолы и зажимаем всю конструкцию в слесарных тисках на сутки. После высыхания эпоксидки трансформатор полностью готов к работе. Фото
Сборка конструкции
Сделав проверочные замеры простым тестером при подключении первичной обмотки к сети 220 В имеем на вторичной обмотке напряжение около 2 В, но при силе электрического тока примерно в 800 А (это не измеряется, а вычисляется — здесь верим на слово). Такой силы тока более чем достаточно для того, чтобы сделать прочное сварное соединение двух металлических пластин.
Такой силы тока более чем достаточно для того, чтобы сделать прочное сварное соединение двух металлических пластин.
Корпус из дерева
Теперь делаем корпус. Для этого можно использовать любые подручные материалы, такие как дерево, фанера, листы прочного пластика или оцинкованная жесть. Главное — разместить сам трансформатор и нижний контакт на прочном основании, так как одно из условий точечной сварки — это прочный контакт сварочных электродов со свариваемой поверхностью, который, в свою очередь, возможен при приложении больших усилий.
Осталось изготовить сварочные контакты и механическая часть нашего сварочного аппарата будет закончена. Один из контактов будет находиться снизу и он будет неподвижным, поэтому его основание лучше сделать из деревянного бруска длиной в 30 см, так легче будет крепить его к основанию. На конце бруска с помощью изготовленного кронштейна крепим сварочный электрод, к которому и подсоединяем один из проводов силовой обмотки трансформатора.

Сварочные электроды
Сварочные электроды для микросварки можно изготовить своими руками из медного прутка с сечением от 5 до 10 мм в диаметре, делая небольшое заострение на конце в месте контакта со свариваемой поверхностью. Лучше, конечно, для этого использовать вольфрамовые стержни или специальные электроды для контактной сварки из сплава бериллиевой бронзы с добавками циркония.
Верхний контакт делаем в виде рычага. Для этого также можно применить деревянный брусок или не очень массивный металлический профиль в виде трубы небольшого диаметра. Единственно, что на металлическом рычаге конструкция крепления сварочного электрода будет сложнее, так как ее надо будет еще и изолировать. В основании рычага подвижного контакта обязательно предусматриваем пружину так, чтобы рычаг в нормальном состоянии постоянно находился в верхнем положении. Для этого можно использовать стальную пружину или эластичную резиновую ленту.
В завершении доделываем электрическую схему мини сварочника, подключив провод со стандартной вилкой для сети 220 В к концам первичной обмотки нашего силового трансформатора, причем обязательно при этом надо предусмотреть выключатель 220 В. Для этого подойдут как старый провод от микроволновки, так и любой выключатель, рассчитанный на напряжение 220 В и силу тока в 5 А, лучше, если это будет микровыключатель (микрик) нажимного типа.
Для этого подойдут как старый провод от микроволновки, так и любой выключатель, рассчитанный на напряжение 220 В и силу тока в 5 А, лучше, если это будет микровыключатель (микрик) нажимного типа.
Важно! Не забываем хорошо изолировать все электрические соединения и контакты.
Все, ваш собственноручно изготовленный мини сварочник для дачи или дома готов и, как оказалось, сделать его самому не так уж и сложно. Теперь вы сможете спокойно сваривать небольшие плоские детали из различных металлов, но для этого вам надо будет потренироваться и обрести практические навыки.
А также вы можете посмотреть на видео, как сделать контактную точечную сварку своими руками и как ей можно пользоваться.
Точечная сварка своими руками | Строительный портал
О процедуре сварки слышали даже дети. Однако не все знают, что существует много разновидностей сварочных процессов с применением различных энергоносителей, без которых невозможно обойтись. Существует один вид сварки, используемый чаще всего домашними мастерами – точечная сварка. Качество сварочного соединения будет зависеть от приобретенного опыта, который в основном состоит в выдерживании необходимой длительности токового импульса на основе визуального наблюдения за сварной точкой.
Содержание:
- Процедура точечной сварки
- Режимы точечной сварки
- Требования к электродам
- Самодельный сварочный аппарат
Процедура точечной сварки
Точечную сварку используют в промышленности и домашних условиях. В промышленности точечная сварка применяется при сваривании листовых заготовок из стали разных марок, цветных сплавов и металлов различных толщин, профильных заготовок (швеллеров, двутавров, уголков) и пересекающихся стержней. В быту самодельная точечная сварка незаменима при ремонте бытовой техники, разнообразных работах с кабелем, алюминием или починкой кухонной утвари.
Процесс точечной сварки состоит из нескольких этапов. В нужном положении совмещаются соединяемые детали, помещаются между электродами и прижимаются между собой. После этого детали нагревают до состояния пластичности и подвергают пластическому деформированию.
При применении автоматического оборудования в промышленных условиях частота сварки нередко достигает 600 точек в минуту. Для качественной точечной сварки в домашних условиях рекомендуется поддерживать на неизменном уровне скорость перемещения электродов и обеспечивать определенную величину давления и контакт соединяемых деталей.
Детали нагреваются благодаря прохождению сварочного тока в качестве кратковременного импульса, что отличается длительностью около – 0,01- 0,1 секунд, зависимо от условий сварки. Подобные импульсы отвечают за расплавление металла в области действия электродов и формирование общего жидкого ядра деталей, диаметр которого составляет 4 – 12 миллиметров.
После того, как импульс тока детали прекратит действие, детали будут удерживаться в течение некоторого времени, чтобы расплавленное ядро смогло остыть и кристаллизоваться. Как и любые технологические процессы, технология точечной сварки характеризуется достоинствами и недостатками.
К её преимуществам относят механическую прочность точечных швов и высокую экономичность, а также возможность автоматизации сварочной работы. Значительным недостатком служит невозможность обеспечения герметичности сварочного шва.
Режимы точечной сварки
Продолжительность нагрева изменяется от тысячных долей до нескольких десятков секунд и зависит от мощности аппарата и условий сварки. При сварке изделий из сталей, которые склонны к закалке и образованию трещин, к примеру, углеродистой стали, рекомендуется увеличить время нагрева, чтобы замедлить последующее охлаждение металла.
Сварку изделий из нержавеющих аустенитных сталей рекомендуется выполнять наоборот, с небольшой продолжительностью нагрева. Это принято делать для предотвращения риска нагрева наружной поверхности точек соединения до определенных температур структурных превращений, что влечет за собой нарушение антикоррозионных свойств наружного слоя металла.
Определенное давление между электродами обеспечивает надежный контакт деталей в местах соединения. Значение давления зависит от разновидности свариваемого металла и толщины деталей, что соединяются. Уровень давления после нагрева имеет большое значение, потому что его величина отвечает за обеспечение мелкозернистой структуры металла в месте сварки, а прочность точек соединения становится идентичной прочности базового металла.
С помощью прижима деталей во время прохождения сварочного импульса можно обеспечить формирование около расплавленного ядра уплотняющего пояска, который препятствует выплеску расплавленного материала из области сварки. Чтобы улучшить кристаллизацию расплавленного металла, рекомендуется разжимать электроды с небольшой задержкой после того, как прошел сварочный импульс.
Требования к электродам
Электроды, которые применяются для точечной сварки своими руками, должны гарантировать прочность в интервале рабочей температуры, высокую тепло- и электрическую проводность, а также легкость процесса механической обработки.
Соответствуют подобным требованиям специальные бронзы с включением кадмия или кобальта, холоднокатаная электролитическая медь, сплавы меди с содержанием хрома и сплавы на вольфрамовой основе.
Медь по значениям электрической и теплопроводности существенно превосходит бронзу и её сплавы, но по показателю износостойкости хуже в 5 — 7 раз. Поэтому для изготовления электродов самым лучшим сплавом выступает сплав вида ЭВ, который из себя представляет практически чистую медь, в составе которой присутствует около 0,7% хрома и близко 0,4% цинка.
Для уменьшения износа электродов, которые применяются при точечной сварке, рекомендуется практиковать их интенсивное охлаждение водой. Качество ручной точечной сварки зависит от выбора диаметра электродов. Диаметр точек соединения должен в 2-3 раза превышать толщину наиболее тонкого элемента соединения.
Самодельный сварочный аппарат
Для точечной сварки в домашних условиях необходимо изготовить специальный аппарат. Самодельные сварочники обладают самой разной конфигурацией — от небольших переносных моделей до достаточно габаритных аппаратов точечной сварки. В домашних условиях обычно принято использовать настольные версии, применяемые для сварки цветных и черных металлов.
Схемы сборки аппарата
Основная масса схем сборки аппарата – небольшие схемы точечной сварки, которые содержат минимальное количество нужных деталей. Правда, изготовленные таким способом аппараты не отличаются высокой мощностью, но два листа железа, толщина которых 0,2 миллиметра, или металлических провода, они смогут сварить.
Перед изготовлением аппарата для точечной сварки необходимо вспомнить закон Ленца-Джоуля: когда электрический ток проходит по проводнику, количество тепла, что выделяется в проводнике, является прямо пропорциональным сопротивлению проводника, квадрату тока и времени, на протяжении которого ток протекал по проводнику. Это значит, что если ток составлял 1000 Ампер, на плохо выполненном соединении и тонких проводах будет теряться больше энергии приблизительно в 10000 раз, чем при электрическом токе 10 Ампер. Поэтому качеством электрической цепи пренебрегать нельзя.
Основой всей работы подобного аппарата является создание электрического импульса, проваривающего 2 части металлической детали. Для этого вам понадобится небольшой трансформатор, подсоедините к его нижней обмотке свариваемую деталь, а к вторичной – электрод.
Нельзя соединять трансформатор с питанием напрямую, для этого применяется специальный выпрямительный мост с тиристором. Для создания необходимого импульса в аппарат нужно дополнительно установить ещё один источник, состоящий из еще одного выпрямительного моста и трансформатора. Электрический ток будет собираться в конденсаторе, который и служит сборником и создателем импульса.
Чтобы сработал самодельный аппарат точечной сварки, нажмите на рукоятке пистолета кнопку «импульса», которая отвечает за открытие цепи конденсатора-резистора, что спровоцирует их разряжение через электрод. Посмотрите видео о точечной сварке, чтобы понять, как это делается правильно.
Тиристор в этой цепи будет выступать в качестве катода, замыкающего выпрямительный мост трансформатора №1. Пока конденсатор не разрядится полностью, тиристор находится в открытом состоянии. После этого отпустите кнопку «импульс» отпустить, и конденсатор зарядится заново. И все будет повторяться по этой же схеме.
Если нужен более мощный аппарат точечной сварки, то вы сможете его изготовить своими руками с помощью все тех же деталей и узлов: тиристора полупроводникового, трансформатора сварочного и реле времени. Правда, понадобится для этого более мощный трансформатор. А определенные узлы должны иметь совершенно другие технические характеристики.
Основной агрегат
Самым простым в изготовлении является сварочный аппарат переменного тока с нерегулируемым показателем силы тока. Управление рабочим процессом осуществляется с помощью изменения длительности электрического импульса – с применением реле времени или с помощью выключателя вручную.
Основной составляющей частью любого оборудования для точечной сварки является силовой трансформатор, который обладает большим коэффициентом трансформации, помогающим обеспечить большой сварочный ток. Лучше всего для этого воспользоваться прибором серийного производства, к примеру, ОСМ — 1.
Оставьте первичную обмотку трансформатора без изменения, помните, что она должна содержать не менее 200 витков. Замените вторичную обмотку на более мощную, рекомендуется использовать провод ПВ З — 50 или ПЭВ 2/1,9.
Также подобный трансформатор вы сможете сделать из трансформатора от микроволновой печки. Такие трансформаторы характеризуются большой мощностью и доступностью. К тому же цена точечной сварки получится низкой. Одного трансформатора от микроволновки хватит для самодельного аппарата точеной сварки, что будет сваривать исключительно стальные листы, толщина которых составляет 1 миллиметр.
Если вам нужен более мощный аппарат, то вы можете использовать два трансформатора или больше. Если имеется два одинаковых трансформатора, можете их объединить в один источник тока для работы с толстыми металлами. Подобным образом можно соединять и больше, чем два трансформатора, если это позволяет сеть.
Но помните, что слишком мощный трансформатор вызывает значительное падение напряжения в сети, приводит к миганию лампочек, срабатыванию предохранителей и жалобам соседей. Поэтому мощность самодельного аппарата для точечной сварки обычно ограничивается значениями, обеспечивающими силу сварочного тока в пределах 1000-2000 Ампер. Нехватку силы тока можно компенсировать с помощью увеличения времени сварочного цикла.
Конструкция электродов
В качестве электродов принято использовать стержни из меди. Чем толще вы возьмете электрод, тем лучше. Хорошо, если диаметр электрода будет не меньше диаметра провода. Для самодельных не слишком мощных аппаратов подходят жала от паяльников большой мощности. Периодически рекомендуется подтачивать электроды, потому что они теряют свою форму. Электроды со временем полностью стачиваются и требуют замены.
Длина провода, который идет от трансформатора к электроду, должна быть минимальной. Помните, что должно быть минимальное количество соединений, потому что на каждом соединении осуществляется потеря мощности. На оба конца кабеля желательно надеть медные наконечники для соединения с электродами и установки точечной сварки.
Наконечники спаяйте с проводом, его жилы тоже спаяйте. Дело в том, что в месте контактов со временем, а может и при первом запуске, совершается окисление меди, которое приводит к росту сопротивления и большим потерям мощности, из-за чего ваш аппарат точечной сварки может и вовсе перестать сваривать.
Из-за большого диаметра наконечника для провода и самого провода их непросто спаять, однако эту задачу можно облегчить с помощью покупки луженных наконечников для пайки. Неспаянные соединения наконечников и электродов тоже создают сопротивление и окисляются, но так как нужны съемные электроды, то при замене каждый раз отпаивать старые наконечники и припаивать новые неудобно.
Сделайте нижний электрод неподвижным и изолируйте его от крепежных болтов и щечек шайбами и клейкой лентой. Чтобы закрепить электроды в держателях, можно использовать два болта или латунные шайбы. Держатели с электродами разведите пружиной в исходное положение. Самодельный сварочный аппарат для точечной сварки в сеть подключается при помощи автоматического выключателя, который рассчитан на ток не меньше 20 Ампер.
Органы управления
Единственные органы управления – выключатель и рычаг. Между электродами силы сжатия должно быть достаточно для обеспечения контакта деталей между электродами. Помните, что чем толще листы, которые вы свариваете, тем сила сжатия должна быть больше. Слишком большое усилие прижима у самодельных приборов можно создать зажимом – рычажным и рычажно-винтовым. Возможны и прочие методы, которые требуют разного оборудования.
Выключатель необходимо устанавливать в цепь первичной обмотки, так как в цепи вторичной обмотки присутствует большой ток, а выключатель дополнительно создает сопротивление. Выключатель в ситуации рычажного прижимного механизма необходимо монтировать на рычаге, чтобы можно было давить на рычаг одной рукой и включать ток. А второй рукой будете придерживать свариваемые детали.
Выключать и включать сварочный ток нужно исключительно при сжатых электродах, иначе возникнет интенсивное искрение, которое приводит к подгоранию электродов. Рекомендуется использовать процедуру принудительного охлаждения аппарата при помощи вентилятора. При отсутствии вентилятора необходимо постоянно осуществлять контроль температуры трансформатора, электродов, токопроводов и делать перерывы для предотвращения их перегрева.
Таким образом, сегодня покупка сварочного аппарата – небольшая проблема. В любом специализированном магазине вы сможете отыскать аппарат точечной сварки различной мощности от разных производителей. Однако не все аппараты отвечают требованиям, которые предъявляемым домашними мастерами. А чтобы собрать самостоятельно такой аппарат, достаточно всего лишь поинтересоваться, как сделать точечную сварку, приготовить схему аппарата, узлы и детали для сборки, а также паяльник.
Как делается точечная сварка своими руками и что нужно знать
Изготавливается точечная сварка своими руками буквально за несколько часов. Это не высокотехнологический механизм, который должен собираться только на заводе и скоро вы в этом убедитесь! Сейчас мы соберем аппарат, технические характеристики которого не будут уступать показателям купленного товара!
Собираем трансформатор
Самой важной деталью, сердцем любого электроприбора такого типа является трансформатор, с помощью которого мы будет получать необходимое напряжение. Коэффициент трансформации должен быть очень большим, поэтому сразу обращаем свое внимание на мощные и объемные микроволновые печи – именно там можно раздобыть необходимый элемент. Мощность должна быть около 1 кВт – это идеальный вариант, но, при отсутствии такового, подойдет и на 700-800 Вт. В микроволновке трансформатор повышающего типа, выдает до 4 кВт для питания магнетрона. Именно то, что нам надо. Рассматриваем пошаговую инструкцию по изготовлению необходимого трансформатора.
Шаг 1Достаем трансформатор из микроволновки.
Не стоит ее сразу разбирать при помощи молота – она нам пригодится целиком. Откручиваем основу, снимаем все крепления, достаем.
Шаг 2Сбиваем вторичную обмотку.
Нам надо только первичная (это та, что внутри, на ней провод намного толще и его меньше). Можно сделать это зубилом, молотком, ножовкой, даже высверлить углы электрической дрелью – чем угодно, лишь бы результат был тот, что надо. Ваша задача: не повредить первичную обмотку и магнитопровод, а со всем остальным можете поступать как захотите, хоть на металлолом.
Шаг 3Наматываем вторичную обмотку.
Нам надо получить в результате ток около 1000 А, поэтому идем на рынок и покупаем провод диаметром от 1 см. Он дорогой, но без него никак не обойтись. Если хотите сэкономить – покупайте его пучком, а не один цельный – на ход дела это не влияет.
Шаг 4Делаем 2-3 витка.
Делаем 2-3 витка вторичной обмотки, на выходе получаем около 2В. Чем больше всунете в окно, тем больше напряжение будет, хотя после 3 витков в окне уже не остается места. Если нужен мощный аппарат, тогда можно разобрать еще 1 микроволновку или найти дополнительный трансформатор и соединить 2 вместе. Можно будет работать с металлом до 5 мм толщиной.
Шаг 5Проверяем направление обмоток.
При помощи вольтметра проверяем направление обмоток, а также наличие коротких замыканий. Если таковых не прослеживается, можно переходить к дальнейшим работам.
Шаг 6Проверить силу тока.
При соединении 2 и более трансформаторных обмоток надо проверить на выходе силу тока. Если она будет более 2000 А – уменьшайте ее. Это приведет к перепадам напряжения сети и вы просто не отобьетесь от соседей, которые будут бегать с жалобами на вас.
Теперь трансформатор можно считать готовым. Осталось просто промерять все амперметром, проследить короткие замыкания, просмотреть все соединения.
Делаем электроды
Здесь все проще пареной репы. Электроды покупаем на металлоломе или рынке, для этого подойдут прутики из меди диаметром от 1.5 см. Главное запомнить принцип – диаметр электрода не должен быть меньше диаметра провода и все. Если сварка ваша слабая, тогда можно уничтожить 2 паяльника и взять с них жала – идеальные и стойкие электроды, которые прослужат долго!
Провод, который подходит к электроду, должен иметь минимальную длину, чтобы уменьшить потери тока. Для соединения используется медный наконечник или отверстие, которое можно проделать эле ктрической дрелью и сверлом на 8. Затягиваем болтовое соединение и стержень уже никуда не убежит. Можно спаять наконечник с проводом, чтобы избежать окисления, которое возникнет при первом запуске аппарата. Неспаянные контакты могут создавать дополнительное сопротивление, которое очень заметно при малой мощности аппарата.
Единственное преимущество болтовых соединений – электроды можно будет удалить быстро, а так придется полностью перепаивать. Делают это часто при интенсивной эксплуатации, поэтому есть смысл скреплять именно так. Болты и гайки проще купить медные – результат будет намного лучше. Самодельная контактная сварка получится «веселая», снять электрод можно за минуту, вместо того, чтобы полдня их паять.
Управление процессом и «инфраструктура»
Сюда можно отнести рычаг и выключатели. Без хорошей силы сжатия вам просто не обойтись, особенно, при сваривании толстых листов металла. Именно поэтому надо позаботиться о качественном рычаге. В производственных масштабах сила может достигать 50-100 и даже 1000 кг, но нам достаточно будет 30 кг, поэтому рычаг делаем в меру длинным, чтобы сделанная контактная сварка своими руками отличалась удобством.
Лучше всего начало плеча рычага вытянуть из стола, чтобы упор был именно на него, а не на аппарат (подходит для стационарных сварочных устройств). Длина ручки должна быть около 60 сантиметров с креплением на ¾ снизу, чтобы плечо на зажим было равно не менее как 1:10. Тогда, при оказании 2 кг на ручку, вы будете давить до 20 кг на металл, прислоняющийся к рабочей поверхности.
Что касается выключателя, то здесь все просто: ставим его на первичную обмотку, поскольку на вторичной обмотке будет очень большой ток, сопротивление выключателя будет мешать работать аппарату. Можно вынести рычаг на ручку – оригинально и очень практично. Вы сможете включать аппарат только после контакта металлов, что снизит затраты электроэнергии и обезопасит от искр.
Точечная сварка самодельная уже готова и теперь достаточно просто испытать ее в работе, чтобы проверить всю правильность сборки. Она подойдет для сваривания металла толщиной до 2-3 миллиметров при использовании трансформатора на 1 кВт и до 5 мм при последовательном соединении двух и более!
Контактная точечная сварка своими руками: виды, особенности сборки
Клещи для точечной сварки АТС 3 ELITECH.Прибор точечной контактной сварки может пригодиться при сборке изделий из тонкого стального листа от 0,1 до 4 мм, для работ с металлом на СТО при рихтовке вмятин, сварке небольших деталей в гараже. Промышленные образцы устройств стоят не дешево, а вот собрать прибор контактной точечной сварки своими руками можно практически из подручных средств. Единственное, с чем придется повозиться, так это с поиском электрического трансформатора. В этом обзоре расскажем об устройстве и принципе действия прибора, схемах сборки аппарата, а также предложим несколько идей по созданию самодельного инструмента.
Читайте в статье:
Контактная точечная сварка – что это такое и где используется
Точечная контактная сварка относится к типу термомеханической сварки. Процесс работы на нем включает следующие этапы:
- Совмещают детали в необходимом положении.
- Прижимают их между электродами аппарата, последние выступают в качестве прижимного механизма.
- В точке стыковки клещей подается разряд, происходит нагрев, деформируясь под воздействием тока, делали прочно соединяются между собой.
Мастеров привлекает еще и то, что приборы такого плана можно собрать буквально из хлама, а процесс сварки максимально опрятен и автоматизирован. Очень часто такие аппараты можно встретить на СТО. Точечная сварка своими руками для сварки автомобиля позволяет выровнять вмятины без необходимости демонтажа элементов кузова, а также провести ремонт труднодоступных конструкций.
Точечная сварка своими руками для сварки автомобиля:
Некоторые промышленные образцы способны выполнять до 600 операций в минуту. Инструмент применяется при клепании металлических конструкций до 4 мм. Такой тип пайки используется при сварке арматур, плоских и угловых сеток, а также каркасов. Таким способом удобно соединять пересекающиеся стержни или стержни с плоскими элементами: листом, полосой, швеллером и другие конструкции.
Точечная сварка способна решить целый ряд сложных задач:
- Обеспечивает точечное и бережное соединения изделий без перегрева лишней поверхности.
- Способна соединить металлы разной конфигурации: черные и цветные.
- Прекрасно скрепляет профили на сгибах, а также пересекающиеся металлические заготовки, особенно в труднодоступных местах.
- Места сварки отличаются высокой прочностью и устойчивостью к дальнейшей деформации.
Принцип действия и устройство аппаратов точечной контактной сварки
После того, как металлические пластины, которые необходимо сварить, зажимаются электродами, на них подается кратковременный импульс электротока большой силы. Время импульса подбирается в зависимости от характеристик двух свариваемых металлов. Обычно разряд длится от 0,01 до 0,1 доли секунды.
Устройство аппарата контактной точечной сварки.Когда импульс проходит сквозь металл, детали расплавляются и между ними образуется общее жидкое ядро и пока оно не застынет, свариваемые поверхности необходимо удерживать под давлением.
Через несколько мгновений жидкое ядро кристаллизуется и получится прочный слиток их двух элементов.Давление на детали снимается постепенно, если необходимо сковать листы на более глубокую толщину относительно друг друга на финальной стадии давление усиливается, это позволит достичь максимальной однородности металлов в месте сварки.
Важно! Чтобы повысить качество сварки важно предварительно обработать поверхности деталей для удаления оксидной пленки или коррозии.
Виды контактной сварки
Точечная сварка – один из самых популярных видов контактной сварки в домашних условиях. Однако, есть еще два типа сварки этой категории, которые используются чаще всего на заводах и в специализированных металлообрабатывающих цехах.
- Шовная контактная сварка.Принцип действия шовной контактной сварки не отличается от точечной. Привычные нам щипцы заменяют специальные медные ролики. Сварка в этом случае происходит точечно, но на определенном расстоянии, а сварочный шов напоминает дорожку из отдельных сваренных участков.
Шовная контактная сварка применяется для сварки швов, как на окружностях, так и на вытянутых крупногабаритных листах.
- Стыковая контактная сварка. Этот тип сварки отличается большей площадью одномоментной сварки. Электрический ток переменного импульса подается на свариваемые изделия, контактирующие в стыках. Таким образом, во время подачи импульса нагрев происходит по всей площади касания, еще её называют площадью сечения. Процесс этот полностью механизирован, поэтому для самостоятельной сборки в домашних условиях не подходит.
Схема машины стыковой контактной сварки
- Конденсаторная сварка. По такому же принципу работает и конденсаторная сварка. Ее применяют в тех сферах промышленности, где сплавляются миниатюрные детали толщиной от 0,5 – до 1,5 мм. Такой тип сварки используется в сфере электроники и приборостроения. Преимущество в том, что она практически не оставляет следов и не прожигает металл.
Самодельный аппарат конденсаторной сварки
Изготовление своими руками контактной сварки из микроволновки
Многие мастера задаются вопросом как из микроволновки сделать сварочный аппарат. На самом деле, самое сложное в этом процессе – разобрать и подготовить трансформатор.
Варианты самодельного сварочного аппарата точечной сварки из микроволновки:
Какие инструмент нужны для работы
Для работы нам потребуются следующие инструменты и комплектующие:
- Трансформатор, который мы демонтируем из микроволновки. В зависимости от мощности инструмента можно использовать два или три.
- Толстый медный провод.
- Электроды (медные или покрытые сплавом меди), которые мы будем использовать в будущем вместо зажимов.
- Рычаг для ручного зажима.
- Основание для сварочного аппарата.
- Кабели и обмоточные материалы.
- Набор отверток и болгарка для вскрытия трансформатора.
Важно! Для бытового использования подходит электролитическая медь и ее смеси с маркировкой ЭВ.
Как подготовить к работе силовую часть установки – трансформатор
Трансформатор – сердце прибора. Самый простой способ добыть его – вынуть из старой, но еще работающей, микроволновки. Минимальная мощность устройства должна на выходе составлять 1 кВт. Такая мощность будет достаточной, чтобы сваривать контактным способом листы до 1 мм.
Если вам необходимо создать прибор большей мощности, то несколько трансформаторов придется соединять в одну цепь. Как это сделать, мы покажем позже.Для нас ценность имеет не сам трансформатор, а его магнитопровод и первичная обмотка. Вторичную обмотку необходимо аккуратно демонтировать.
Извлечение из микроволновки и создание трансформатора контактной сварки
Для того, чтобы переделать его под наши нужды, необходимо болгаркой аккуратно вскрыть по сварочному шву корпус и добраться до магнитопровода.
Вот так выглядит трансформатор, только что вынутый из микроволновки.Далее начинаем процедуру обмотки вторичной обмотки. Чаще всего для этих целей используется многожильный провод с сечением не менее 100 мм 2. Достаточно сделать 2-3 витка,так как напряжение в этом виде сварки не велико. Важно, чтобы изоляция этого провода была термостойкой.
Манипуляции необходимо проводить осторожно, чтобы не выгнуть и не поцарапать первичную обмотку.Объединение трансформаторов для получения аппарата большей мощности
Однако, бывают случаи, что мощности одного трансформатора недостаточно и приходится соединять несколько приборов последовательно. В этом случае провод наматывается по очереди через каждую катушку, причем число витков на каждой из них должно быть одинаковым, иначе вы рискуете получить нулевое напряжение из-за возникшей противофазы.
Важно! Чем мощнее трансформатор, тем сильнее может быть скачок напряжения в электросети при тестовом включении прибора
Перемотанный и готовый к работе трансформатор для точечной сварки.Определение правильности последовательно присоединенных выводов
Для удобства работы одинаковые выводы провода обычно помечают. Но если этого нет, то их можно определить, последовательно соединив первичные обмотки двух трансформаторов. Далее вольтметром проверяем напряжение.
Если пары обмоток ошибочно соединены между собой вольтметр покажет нулевое значение.Если вольтметр показывает показания, равные по значению, но противоположные по знаку, то необходимо изменить последовательность присоединения вторичных обмоток трансформатора. При правильной сборке трансформаторов в цепь прибор дает удвоенное показание напряжение, полученное от двух вторичных обмоток.
Как и из чего сделать электроды для контактной сварки
Электроды для точечной сварки имеют разную форму и конфигурацию. Чем мельче размером обрабатываемая деталь, тем острее наконечник электрода.
Электроды чаще всего изготавливаются из меди и ее сплавов. В некоторых случаях допускается использовать металл с медным напылением.По форме электроды могут быть прямые, изогнутые, с плоским наконечником или острым. Но чаще всего в практике используются электроды с конусовидными наконечниками. Для того, чтобы устройство не окислялось, электроды соединяют с рабочими проводами при помощи пайки. Однако, все равно в процессе работы они могут изнашиваться, поэтому их необходимо подтачивать (по аналогии с карандашом).
Электрод выполняет сразу несколько функций:
- Прижимает обрабатываемые детали.
- Проводит токовый разряд.
- Отводит излишнее тепло.
Для правильного изготовления электродов обратимся к ГОСТу (14111-90), в котором уже оговорены все возможные диаметры данных элементов (10, 13, 16, 20, 25, 32, 40 мм). Это допустимые и рабочие показатели, отступать от которых не рекомендуется.
Важно! Диаметр электрода должен быть больше или равен диаметру рабочего провода.
Из чего состоит и как работает цепь управления точечной контактной сварки
В сварочном аппарате очень важный параметр – время воздействия на металл. Для регулировки этого показателя используются следующие элементы:
- Электролитические конденсаторы С1-С6, с напряжением заряда не менее 50 вольт. Емкость конденсаторов составляет: для С1 и С2 – 47 мкФ, С3 и С4 – 100 мкФ, С5 и С6 – 470 мкФ.
- Переключатели П2К с независимой фиксацией.
- Кнопки (на схеме КН1) и резисторы (R1 и R2). Контакты кнопки КН1 должны быть: один – нормально-замкнутый, другой – нормально-разомкнутый.
Для установки выключателя следует выбрать первичную обмотку, точнее, ее цепь. Дело в том, что цепь вторичной обмотки отличается слишком большим током, что может стать причиной дополнительного сопротивления и сварки контактов.
На принципиальной электрической схеме точечной контактной сварки представлены основные части устройства: силовая часть, цепь управления и автоматический выключатель, с помощью которого включается питание и обеспечивается защита при аварийных ситуациях.Также необходимо создать достаточную силу сжатия, которая обеспечивается рычагом. Чем длиннее будет ручка, тем сильнее давление между электродами. Не забывайте, что включать оборудование необходимо при сведенных контактах, иначе произойдет искрение и их подгорание.
Совет! Прижимной рычаг можно оснастить прочным резиновым кольцом. Он облегчит нагрузочное усилие, а резинка зафиксирует его.
Следите за тем, чтобы оборудование для контактной сварки из микроволновки было надежно зафиксировано на столе, так как усилие может привести к его падению и выходу из строя. Для самодельного сварочного аппарата, сделанного своими руками из микроволновки, необходимо предусмотреть систему охлаждения. Для этих целей может быть использован вентилятор для ПК.
Статья по теме:
Споттер своими руками из микроволновки, из инверторного сварочного аппарата и аккумулятора: подробные пошаговые инструкции с фото – в нашей публикации.
Как испытать сварочник из микроволновки, сделанный своими руками
Проверка прибора осуществляется также вольтметром, а также путем визуального осмотра качества соединения проводов и целостности конструкции. После этого можно сделать пробный запуск. Он делается дважды: первый раз на минимальной мощности, а второй на максимальной.
Кроме этого необходимо изучить качество сварного шва. Существует несколько показателей, которые указывают на проблемы с прибором для контактной сварки, или нарушением правил работы с ним:
- Непровар. Возникает из-за недостаточного нагрева места сварки. При этом снижается прочность изделия. Возникает непровар из-за падения напряжения в сети, слишком малого усилия в процессе варки, а также плохой очистки поверхностей свариваемых деталей.
- Подплавление. Пережог деталей возникает из-за неправильно выбранной формы электрода, их смещением, а также перекосом деталей при их установке, наличие мелкого мусора в зоне сварки.
- Трещины. Возникают из-за слишком быстрого охлаждения ядра сварки, а также неправильно подобранного диаметра электродов.
Для закрепления полученной информации предлагаем посмотреть видео как собрать аппарат для точечной сварки своими руками из микроволновки:
Особенности изготовления своими руками контактной сварки из сварочного аппарата
Для сборки агрегата точечной сварки своими руками из сварочного аппарата нам потребуются следующие, ужа знакомые нам элементы: собственно, трансформатор, блок питания, система управления и выключатель.
Самодельный сварочный аппарат точечной сварки из инвертора.Для удобства расчета количества витков для перемотки трансформаторной катушки можно воспользоваться формулой N = 50 / S, в которой N является количеством витков, а S – площадью сердечника (см²).
Особенность сборки точечной сварки из инвертора своими руками заключается в том, что прежде всего определяются параметры первичной катушки, производятся необходимые расчеты и только потом можно изготавливать вторичную обмотку. Важно качественно заземлить обе обмотки – так как сила тока в таких аппаратах существенно выше.
Особенности изготовления своими руками точечной сварки для литьевых аккумуляторов
Всем известно, что литиевые аккумуляторы очень боятся перегрева температур и прибор точечной контактной сварки поможет без проблем приварить к ним необходимые тончайшие элементы. Особенность конструкции в том, что сварочный аппарат управляется автоматически. Рассмотрим, как работает устройство для контактной сварки аккумуляторов своими руками.
Как сделать своими руками клещи для контактной сварки
Изготовление и выбор клещей для точечной сварки – последний этап работы над сварочным аппаратом. Их выбор зависит от характера работ, системы привода, планируемого размера деталей, которые нужно сварить.
Иногда клещи изготавливаются из кусочков медных труб, скрепленных вот так просто с помощью шурупов.Для изготовления электродов клещей используется медь в прутках или бериллиевая бронза. Некоторые мастера в качестве электродов используют жало от мощных паяльников. Так или иначе, диаметр электродов не должен быть меньше чем у проводов, подводящим ток. А сами клещи необходимо тщательно сварить и заизолировать.
Процесс эксплуатации точечной микросварки, сделанной своими руками
Во время эксплуатации сварочного аппарата не забывайте простое вправило: «Семь раз отмерь – один включи!»Еще несколько правил, которые пригодятся для правильной работы и долгой эксплуатации прибора:
- Во время включения и выключения прибора электроды должны быть сжаты. Иначе вы рискуете сжечь их.
- Очень важно заранее продумать систему охлаждения прибора. Особенно это касается аппаратов высокой мощности.
- Перед работой важно проверить качество соединения всех элементов сети. А также изоляцию проводов.
- Исключите работу с несколькими деталями подряд. Иначе вы рискуете перегреть прибор.
- Перед работой проведите тестовый запуск на малой мощности.
Надеемся, что наши рекомендации будут полезны при сборке прибора для точечной сварки своими руками. Если у вас есть вопросы к автору статьи, задавайте их в комментариях и предлагайте свои варианты для решения задач по тестированию и сборке сварочных аппаратов.
Сварщик для точечной сварки своими руками
Я разработал установку для точечной сварки D.I.Y, потому что мне понадобился специальный аппарат для точечной сварки для сборки моего солнечного велосипеда Maxun One. Оказалось, что установку для точечной сварки строят многие люди по всему миру, поэтому я опубликовал здесь весь проект здания.
Плата контроллера точечной сварки
Поскольку собрать электронику было непросто, я сделал плату контроллера для точечной сварки, которая продается вместе с некоторыми другими деталями.
Характеристики аппарата для точечной сварки
Аппарат для точной точечной сварки – одно из немногих устройств, где собрать самому дешевле, чем купить.Уже опубликовано много самодельных точечных сварочных аппаратов, у этого есть некоторые уникальные особенности:
- Может использоваться в двух сварочных операциях: в противоположной и в последовательной конфигурации.
- Конструкция очень проста.
- Точная регулировка силы электрода.
- Имеет прочный электрододержатель, состоящий из зажима заземления радиатора.
- Микроконтроллер Arduino используется для точной установки времени сварки.
- Создает двойной импульс, улучшающий зажим.
- Ток можно уменьшить для сварки чувствительных деталей.
Сварщик для точечной сварки своими руками, конструкция очень проста (старое изображение без контроллера)
Техника безопасности при ремонте микроволновой печи
Работать с микроволновой печью чрезвычайно опасно. Обычно НЕ переживет высокое напряжение, доступной мощности более 1000 Вт достаточно, чтобы убить вас мгновенно, как электрический стул. Пожалуйста, прочтите сначала эту статью.
Серийная конфигурация аппарата точечной сварки
Сварочный аппарат для резистивной точечной сварки самодельным аккумулятором с корпусом Держатели твердых электродов
Аппарат точечной сварки оппозитной конфигурации
Аппарат для точечной сварки в оппозитной конфигурации Аппарат для точечной сварки в оппозитной конфигурации Держатели сплошных электродов
Высокое напряжение!
Обратите внимание: плата напрямую подключена к электросети, безопасна только низковольтная часть. Использование на свой страх и риск .
вопросов
Если у вас есть вопросы, задайте их на сайте Instructables.com.
Электрические характеристики
- Сварочный ток: 1100A или 400A
- Открытое напряжение: 2,6 В
- Сетевой ток во время сварочного импульса: 14A
- Ток покоя: 1,6 А
Максимальная толщина сварки
Легкие переносные пистолеты для точечной сварки имеют сварочный ток не менее 4000 А, что позволяет сваривать 2 листа низкоуглеродистой стали толщиной 1 мм.Сварщик для точечной сварки своими руками просто выдает 1100 А, что отлично подходит для сварки небольших электронных деталей. Хотя я видел, что люди сваривали листы 2 x 0,75 мм с помощью таких точечных сварочных аппаратов.
Параметры сварки вкладки батареи
Приварной язычок батареи
Установки для полос из никелированной стали толщиной 0,15 мм
Чаще всего используются полосы из никелированной стали толщиной 0,15 мм, которые лучше всего свариваются. Возможно, вам придется поэкспериментировать со временем сварки и силой электродов, но начните со следующих значений:
- Усилие сварочного электрода 0.4 кг (4N)
- Время перед сваркой 50 мс
- Пауза 500 мс
- Время импульса сварки 100 мс (от 50 до 250 мс)
- Диаметр наконечника электрода 1,5 мм
- Наружное расстояние между электродами 5 мм
Примечание. Никелированные стальные полосы дешевле, чем полосы из чистого никеля, и имеют более высокое сопротивление, что облегчает сварку.
Профессиональный сварочный аппарат для аккумуляторных батарей
Примечания к точечной сварке
Конфигурация серииточечная сварка
Оба электрода находятся на одной стороне.Очень важно, чтобы сила обоих электродов была практически одинаковой; иначе одна сторона будет плохо свариваться.
Точечная сварка противоположной конфигурации
Это наиболее часто используемый; свариваемые детали зажимают между электродами.
Измерение сварочного тока
Сварочный ток можно определить, измерив напряжение на определенном расстоянии сварочного кабеля.
Рассчитайте сварочный ток следующим образом:
I = U * диаметр [мм2] / (0.0175 * длина [м])
Для измерения сварочного тока к сварочному кабелю прикрепляют два провода на расстоянии 44,5 см. Напряжение при коротком замыкании 0,34В; поэтому максимальный сварочный ток = 0,34 В * 25 мм2 / (0,0175 * 0,445 м) = 1100 А.
Измерение сварочного тока
Двойной импульс
Двойной импульс улучшает качество сварки. Первый короткий импульс смягчит металл. Второй импульс – это импульс сварки. Во время паузы между двумя импульсами части сближаются и лучше контактируют.
Время сварки
Первый импульс, импульс перед сваркой, составляет 50 мс. Второй импульс, импульс сварки, может быть установлен поворотным переключателем с шагом 50 мс. Я обнаружил, что время сварки от 50 до 250 мс во многих случаях работает нормально.
Снижение сварочного тока
Сварочный ток 1100 А может быть слишком большим, поэтому рекомендуется уменьшить ток. Проволочный резистор мощностью 50 Вт и сопротивлением 27 Ом, включенный последовательно с сетью, снижает сварочный ток примерно до 400 А. Обратите внимание, что резистор перегружен на 120%, но импульсная перегрузка проволочного резистора WH50 позволяет это.
Обогреватель или фен в качестве силового сопротивления
Чтобы определить, какое сопротивление необходимо для получения определенного сварочного тока, я взял в качестве резисторов нагреватель и фен. Их можно комбинировать последовательно или параллельно, чтобы получить желаемое сопротивление.
Конструкция аппарата точечной сварки
Панель фанерная
Все детали смонтированы на фанерной панели опалубки толщиной 15 мм и размером 15 см x 18 см. Обратите внимание, что плата питания является старым прототипом и заменена новой печатной платой для точечной сварки.
Сварочный аппарат для резистивной точечной сварки с защитным вкладышем для самостоятельной сборки
Трансформатор для микроволновой печи
Попробуйте достать трансформатор из неисправной СВЧ-печи мощностью 800Вт … 1100Вт, чем выше, тем лучше. Обратите внимание, что в некоторых микроволновых печах высокой мощности для экономии веса вместо трансформатора используется электронный высоковольтный инвертор, их нельзя использовать:
Высоковольтный силовой модуль для микроволновой печи Panasonic
Выпилите с одной стороны вторичную обмотку пилой по металлу. Затем вытолкните обмотку из сердечника с помощью специального деревянного бруска и большого молотка.Магнитный шунт между первичной и вторичной обмотками ограничивает ток и должен быть удален:
Удалите магнитный шунт.
Используйте 3 вторичные обмотки. Их можно склеить полиуретановым клеем, смочить, чтобы он вспенился.
Снятие вторичной обмотки с трансформатора микроволновой печи Снятие вторичной обмотки с трансформатора микроволновой печи
Плечи электроды
Два электродных плеча изготовлены из U-образного алюминиевого профиля шириной 20 мм.
Электроды суставов
Установите руки вместе с помощью болта с буртиком 4 мм:
Болт с буртиком 4мм
Два алюминиевых шарнира рычага и болт с буртиком должны быть изолированы друг от друга во избежание короткого замыкания.Следовательно, отверстие под болт в правом шарнире алюминиевого рычага на 2 мм больше диаметра болта, то есть на 6 мм. Изоляция между соединениями рычагов создается эпоксидными печатными платами размером 80 x 20 мм и 16 x 20 мм.
Трение между рычагами должно быть очень низким; это создается эпоксидной доской между ними. Также между левым рычагом и фанерной панелью помещается эпоксидная плита 80 x 20 мм вместе с алюминиевой пластиной 80 x 20 мм. Затяните болт так, чтобы трение было небольшим, но зазор не был слишком большим.
Соединение электродных рычагов Соединение электродных рычагов Соединение электродных рычагов Соединение электродных рычагов
Электрододержатель
Держатели электродов изготовлены из прямоугольного латунного заземляющего зажима шириной 20 мм. К сожалению, их в большинстве стран не достать, я их продаю ЗДЕСЬ. Просверлите в середине отверстие диаметром 4 мм для крепежного винта. Увеличьте отверстие для сварочного кабеля до 7 мм.
Зажим заземления радиатора
Эта клемма заземления доступна не во всех странах.Но на eBay есть хорошие альтернативы; поиск по “Шина заземления терминала”.
Сварочный кабель
Используйте гибкий сварочный кабель 3AWG / 25 мм 2 длиной 140 см, это позволяет использовать 3 витка. Я проверил, дает ли более толстый кабель более высокий сварочный ток, но это не так. Сварочный ток ограничивается самим трансформатором.
Поскольку сила электрода имеет решающее значение, сварочные рычаги должны иметь возможность свободно перемещаться, не ограничиваясь жесткостью кабелей.Поэтому кабели имеют большой изгиб. Не используйте сплошной кабель, сварочный кабель гибкий и будет стоить около 15 долларов за м.
Электроды для точечной сварки
Важно использовать стержень из чистой меди. Нет латуни или электрического провода, мягко отожженного. Используйте квадратную планку того же размера, что и прорезь держателя электрода, или подпилите планку до нужного размера. Я использую наконечник диаметром 1,5 мм. Для простоты вы можете подпилить кончик электрода квадратной формы вместо круглой. Подходящие медные прутки продаю ЗДЕСЬ.
Электроды для точечной сварки Держатель электрода для точечной сварки
Периодически очищайте концы сварочных электродов наждачной бумагой.
Пружинные зажимы
Сила электрода является столь же важным параметром, как и другие параметры сварки, такие как сварочный ток и время импульса. Здесь мы используем два небольших пружинных зажима. Отрегулируйте усилие электрода, изменив положение пружинного зажима, и измерьте усилие с помощью кухонных весов:
Регулировка усилия сварочного электрода
Полностью вдавите новые пружинные зажимы пару раз.Вы можете изменить усилие зажима, согнув пружину. См. Здесь, как повторно установить пружинный зажим:
Снова установите пружинный зажим
Рычаг управления
Я использовал нейлоновую пластину толщиной 5 мм, которую распил лобзиком. Могут использоваться и другие пластмассовые материалы, но алюминий может издавать звуковой сигнал.
Рычаг управления
Рычаг управления
Корпус
Корпус из полистирола толщиной 2мм:
Аппарат для точечной точечной сварки сопротивлением батарейки DIY с корпусом
Аппарат для точечной сваркидля 18650, оборудование для точечной сварки Kecheer 1S Mini с интерфейсом Micro USB, быстросъемные ручки, 4 точечных инструмента с регулируемой передачей для самодельного литиевого аккумулятора Никелевый пояс –
Характеристики:
【Многофункциональный】 Полный интеллектуальный микрокомпьютерный контроль — защита от разрядки и перезарядки аккумулятора, контроль импульсов сварки, поддержка зарядки и одновременное использование.
【Со световым индикатором】 При индикации выходной мощности и оставшейся мощности имеется два режима вывода: выход триггера по времени 1,5 с и автоматическое определение выхода сварочной ручки. — Этот набор инструментов для точечной сварки имеет 4 двухцветных световых индикатора, зеленый свет для индикации оставшегося количества электроэнергии, красный свет для индикации выходной мощности. — Индикатор зарядки: красный для зарядки, зеленый для полной зарядки.
【Быстрый ввод и 4-х скоростной регулируемый выход】 Это оборудование для точечной сварки оснащено интерфейсом micro-USB, совместимым с телефонным интерфейсом, полностью заряжается за 4 часа при входном напряжении 5 В, 1 А.Встроенный высокопроизводительный полимерный силовой элемент, максимальный выходной ток до 639 А, и он может непрерывно сваривать тысячи точек после полной зарядки.
【Со сварочной ручкой】 Ручка для сварки клемм с золотым покрытием, с высокой проводимостью и низким контактным сопротивлением, быстро отсоединяется и проста в уходе.
【Широкое применение】 Этот аппарат для точечной сварки в основном используется для сварки никелевых листов цилиндрических батарей, никель-металлгидридных батарей, никель-кадмиевых батарей, таких как 18650 и т. Д. Компактный размер и легкий вес, легкий и удобный в переноске.
Технические характеристики:
Название: Машина для точечной сварки
Цвет: Черный
Выходное напряжение: 4,2 В (макс.)
Выходной ток: 639 А (макс.)
Расчетный ток: 1200 А (макс.)
Батарея: 2 * 5 В, аккумулятор 4300 мАч (в комплекте)
Входной интерфейс: Micro USB
Вход: 5V 1A
Толщина сварки: 0,1-0,12 мм
Размер изделия: 100 * 84 * 28 мм / 3,94 * 3,31 * 1,10 дюйма
Размер упаковки: 150 * 100 * 50 мм / 5,91 * 3,94 * 1,97 дюйма
Вес упаковки: 500 г / 1,10 фунта
Упаковочный лист:
1 * Аппарат для точечной сварки
1 * Кабель Micro USB
2 * Ручки для точечной сварки
1 * Рекомендации
Сварщики Sunstone> Обучение сварке> Micro Welding Explained
Как объяснить микросварку? «Микро» у всех разное.Мы специализируемся на «микросварке». Проще говоря, это означает сварку чего-либо меньшего, чем традиционные варианты сварки. Обычно мы начинаем сварку толщиной примерно 0,2 дюйма или 5 мм и свариваем толщиной всего 0,003 дюйма или 0,007 мм. У нас есть много типов сварочных систем, от аппаратов импульсной дуговой сварки до аппаратов лазерной сварки и аппаратов для сварки емкостным разрядом. Позвоните нам и расскажите, что бы вы хотели сварить. Мы дадим вам рекомендации по различным линейкам сварочных систем, которые мы предлагаем.
Импульсная микро-TIG или импульсная дуговая сварка:
Импульсная дуговая сварка – это высокоточная сварка типа TIG, плазменного разряда, сварочного процесса.Сварочные аппараты с импульсной дугой Sunstone Engineering способны обеспечивать чрезвычайно точный разряд энергии. Каждый плазменный разряд создает небольшие сварные швы, похожие на лазерные. Импульсная дуговая сварка, как и лазерная сварка, обычно представляет собой процесс сварки кромок. Сварочное пятно создается, когда вольфрамовый электрод отводится от поверхности сварного шва, и процесс плавления начинается снаружи и проникает внутрь. Как и традиционная сварка TIG, импульсная дуговая сварка может использоваться для добавления дополнительного материала, например проволоки. Это полезно во многих случаях, когда требуется дополнительный материал для дополнительной прочности.Кроме того, импульсная дуговая сварка также может использоваться для плавления и сплавления деталей вместе без необходимости использования присадочной проволоки. В отличие от традиционной крупномасштабной сварки TIG, импульсная дуговая сварка может создавать сварные швы, которые перекрывают зазоры между деталями. Частично это связано с высокими пиковыми сварочными токами и динамикой жидкого металла, которые возникают во время короткого процесса сварки.
Дополнительным преимуществом импульсной дуговой сварки является чрезвычайно низкий расход энергии для создания сварного шва. Это свойство сварки означает, что даже термочувствительные детали или детали можно сваривать с очень низкой вероятностью теплового повреждения.Импульсная дуговая сварка также помогает уменьшить любые искажения, которые обычно возникают во время других сварочных процессов.
Тонкая точечная сварка сопротивлением:
Контактная сварка, иногда называемая точечной сваркой, представляет собой экономичный и проверенный процесс сварки. При точечной сварке положительный и отрицательный электроды контактируют с заготовкой – обычно свариваемые детали зажаты между электродами. После приложения давления возникает импульс электрического тока, который вызывает плавление металла между сварочными электродами.В результате получается точка сварного шва – отсюда и термин «точечная сварка».
При контактной сварке небольших деталей необходимо тщательно учитывать геометрию детали, надлежащий состав приспособлений для деталей, контактное сопротивление и другие важные параметры, чтобы гарантировать стабильные результаты сварки. Sunstone является экспертом в этом процессе и с радостью позаботится обо всех деталях за вас.
Как и при лазерной или импульсной дуговой сварке, энергия в сварном шве может быть чрезвычайно низкой. Это означает, что даже термочувствительные детали можно сваривать с малой вероятностью повреждения.Точечная сварка также помогает уменьшить любые искажения, которые обычно возникают во время других сварочных процессов.
Контактная сварка – это экономичный процесс сварки для многих областей применения. Возможно производство в больших объемах, и сварщики Sunstone могут помочь контролировать параметры процесса для получения идеальных сварных швов. В Sunstone мы рады помочь вам в сварке вашего оборудования или помочь вам перенести сварку на собственном предприятии. Свяжитесь с нами, чтобы узнать, какое решение будет лучшим для вашего бизнеса.
Термокомпрессионная микросварка:
Термокомпрессионная сварка включает использование специально разработанного электрода, обеспечивающего высочайшую степень точности любой технологии микросварки.Этот электрод соединен таким образом, чтобы две половины оставались изолированными. На сварочном наконечнике этот электрод замыкается на небольшом изолированном пути. Когда к этому электроду прикладывается очень точно контролируемая энергия, наконечник нагревается на время сварки. Это позволяет свариваемой детали нагреваться без теплопроводности и пропускания энергии. Этот процесс является обычным для сварки небольшой проволоки с покрытием или магнитной проволоки. Эти провода не проводят электричество из-за покрытий, поэтому их нельзя будет сваривать традиционным методом контактной сварки.Термокомпрессионная сварка позволяет выполнять эту сварку с точным контролем и предотвращает повреждение электрически чувствительных компонентов. Приварка плат, дорожек и компонентов к печатным платам возможна с помощью термокомпрессионной сварки.
Маломасштабная лазерная микросварка:
Лазерная сварка – это процесс сварки, в котором используется коллимированный свет для плавления и сплавления металлов. Лазерная сварка идеально подходит для автоматизации и областей с труднодоступными соединениями. Как и импульсная дуговая сварка, лазерная сварка обычно используется в качестве процесса сварки кромок.Его можно использовать для добавления материала через заполняющую проволоку или для плавления и соединения материала деталей без необходимости в дополнительном металле. Лазеры (и лазерные сварочные аппараты) также могут использоваться для глубокого сверления отверстий в деталях и даже для перемещения материала от одной детали к другой во время процесса сварки.
Тепло при лазерной сварке сильно сфокусировано и не влияет на окружающую область и не нагревает всю деталь. Сварку обычно завершают, держа металл голыми руками. Небольшая зона термического влияния означает, что даже термочувствительные детали можно сваривать с небольшой вероятностью повреждения.Это также помогает уменьшить любые искажения, которые обычно возникают при других сварочных процессах.
Лазерная сварка – это универсальный и экономичный сварочный процесс для множества применений. Sunstone рада помочь вам в сварке вашего оборудования или помочь вам внедрить лазерную сварку на вашем предприятии. Свяжитесь с нами, чтобы узнать, какое решение будет лучшим для вашего бизнеса.
1s мини точечный сварочный аппарат diy 18650 литиевая батарея никелевая лента точечная сварка портативный бытовой аппарат для сварки волокон Продажа
Совместимость
Чтобы подтвердить, что эта деталь подходит вашему автомобилю, введите данные вашего автомобиля ниже.Эта запчасть совместима с автомобилем (ами) 0 . Показать все подходящие автомобили
Эта деталь совместима с 1 транспортных средств, соответствующих
Эта деталь несовместима с
- Год
- Марка
- Модель
- Подмодель
- Накладка
- Двигатель
Q&A:
Q: В чем разница между Upgrade 1S и предыдущей 1?
A: 1S добавил функцию добавления автоматического разряда в режиме ожидания, который может автоматически разряжаться до 50% за 5 дней и продлевать срок службы батареи.1S также оптимизирует схему и структуру с лучшей производительностью. Кроме того, к 1S добавлена версия порта зарядки типа C.
Q: В чем разница между типом C и micro USB?
A: Версия типа C использует порт зарядки типа C, поддерживает подключение как положительного, так и отрицательного полюса и распределяет линию зарядки типа C. Кроме того, в схеме типа C используется более прочный процесс осаждения золота.
В: Поддерживает ли тип C быструю зарядку?
A: Учитывая, что быстрая зарядка может повлиять на срок службы батареи, для зарядки от 50% до 100% требуется всего около 2 часов, поэтому быстрая зарядка не поддерживается.
Характеристика:
Материал корпуса из алюминиевого сплава, огнестойкий и предотвращающий падение; Технология анодирования поверхности, антиабразивная и безопасная в использовании.
Портативный аппарат для точечной сваркив основном используется для сварки никелевых листов цилиндрических батарей, таких как 18650.
Встроенный высокопроизводительный полимерный силовой элемент, максимальный выходной ток до 639 А, он может непрерывно сваривать тысячи точек. после полной зарядки.
Имеется два режима вывода с индикацией выходной мощности и оставшейся мощности: выход синхронизации по времени и выход автоматического триггера.В то же время можно установить 4 выходных мощности.
Имеет четыре двухцветных световых индикатора: зеленый свет для индикации мощности, красный свет для индикации мощности сварки.
Индикатор зарядки: красный – зарядка, зеленый – полная зарядка.
Он автоматически отключится через десять минут простоя.
Компактный размер и легкий вес, легко и удобно носить с собой.
Технические характеристики:
Тип изделия: Аппарат для точечной сварки
Материал: Алюминиевый сплав
Размер: 10×8.4×2,8 см / 3,9×3,3×1,1 дюйма
Цвет: черный
Выходное напряжение: 4,2 В (макс.)
Выходной ток: 639A (макс.)
Расчетный ток: 1200A (макс.)
Емкость аккумулятора: 4300 мАч
Интерфейс ввода: Micro USB
Вход: 5 В 1A
Толщина сварки: 0,1-0,12 мм
Количество: 1 комплект
Инструкции:
Длительно нажмите кнопку включения, зеленый свет показывает электрический количество, красный свет показывает выходную мощность.
Короткое нажатие дважды для входа в настройку мощности, выходная мощность четырех передач, короткое нажатие дважды для сохранения и выхода.
В это время сварка запускается в фиксированное время, а выходная мощность составляет 1,5 секунды один раз.
Короткое нажатие один раз для переключения в автоматический режим триггера и автоматический выход, когда обнаруживается, что две сварочные ручки находятся в хорошем контакте с никелевым листом.
Длительное нажатие для выключения.
В комплект входит:
1 аппарат для точечной сварки
1 кабель для зарядки
2 ручки для точечной сварки
1 руководство пользователя на английском языке >>> НАЖМИТЕ ДЛЯ СКАЧИВАНИЯ <<<
Подробно Картинки:
Конденсаторно-разрядный аппарат для микро-точечной сварки с открытым исходным кодом, хобби-конструирование
Устройство, которое может пригодиться различным любителям, – это микро-точечный сварочный аппарат, работающий от разряда большого конденсатора.Профессиональные устройства такого типа (Powerstream, MTI Microwelding, Spotco, MacGregor и т. Д.) довольно дороги, так что здесь есть смысл самоваренной конструкции, например, отремонтировать аккумуляторы самостоятельно.
Контактная точечная сварка на первый взгляд может показаться тривиальной, однако я могу только посоветовать вам забыть о простых конструкции на основе тиристора, которые можно найти в Интернете. Время импульса (ов) важно для получения хорошего и воспроизводимого полученные результаты.Если сбросить сразу всю энергию конденсатора через тиристор, то либо ее будет слишком мало и стык будет недостаточно прочным или слишком сильным, и вы прожигете отверстие в материале (и, возможно, обожжетесь от капель жидкого металла :-)). С другой стороны, для хобби точно не нужна точная форма импульса, предлагаемая высококлассными профессиональными устройствами. поэтому следующая конструкция кажется мне разумным компромиссом между простотой и стоимостью по сравнению с функциональностью.
Я нашел в Интернете красивую конструкцию, однако она управлялась микроконтроллером PIC,
в то время как я предпочитаю работать с Atmel из-за поддержки GCC для этой архитектуры.
Примечание: этот веб-сайт некоторое время был в автономном режиме, поэтому для вашего удобства я привожу здесь схемы и спецификацию материалов сварочного аппарата Ultrakeet, которые я скачал оттуда.
Однако обратите внимание также на то, что для новой конструкции необходимо сделать некоторые улучшения в силовой части, ср.примечания ниже и на страницах других людей, которые занимались разработкой подобных сварочных аппаратов, ссылки на которые приведены здесь.
В своей конструкции я, по сути, скопировал силовую часть вышеуказанного проекта со следующими незначительными изменениями, перечисленными ниже (я даже не рисовал новую схему и использовал универсальную печатную плату для создания прототипа устройства):
Вместо автомобильного конденсатора Hi-Fi я использовал 20 штук 47000 мкФ / 35 В параллельно, чтобы иметь возможность
перейти к более высокому напряжению, имея около 600 Джоулей энергии, доступной для более тяжелой работы.Конденсаторы защищены стабилитроном от случайного перенапряжения (они недешевы!), А истекающий резистор 2 кОм медленно разряжает их, когда они не работают.
Я добавил резистор 1 кОм / 1 Вт между электродами, чтобы клеммы истока полевых транзисторов имели определенный потенциал, когда сварочный электрод отключен.
Я использовал 6 IRFP2907 параллельно, а не 4, чтобы управлять током.
Запитываю прибор от лабораторного блока питания, так как в коробке было так полно конденсаторов
и радиаторы, не оставляя места для собственного источника питания.3А достаточно для сварки, резки
для повторяющихся импульсов потребуется больше. В цепях управления есть дополнительный конденсатор на 10000 мкФ после диода для
мост через периоды более низкого входного напряжения из-за высокой нагрузки источника питания при зарядке основного конденсатора.
5В для логики получаются с помощью LM2575-5, подключенного в соответствии с техпаспортом.
Atmel ATmega16, синхронизируемый кристаллом (с соответственно запрограммированными битами предохранителя), с байпасным конденсатором 100 нФ, используется для управления устройством и отображения статуса на дисплее.
На задней панели (на фото не видно) находится разъем для программирования ISP и TTL-уровня RS232 – штука банальная, но довольно удобная при разработке прошивки.
Кодер вращения
использует выводы прерывания Atmel, потенциометры подключены к выводам аналого-цифрового преобразователя (см. Комментарии в исходном коде).
Электроды изготовлены из медных стержней диаметром 8 мм, заостренных на одном конце, изолированных термоусадочной трубкой с вырезом обмотки M8 на другом конце.
Они вкручиваются в шляпообразные латунные гайки, к которым припаяны кабели диаметром 6 мм, и затягиваются другой гайкой M8.
Сильноточные соединения внутри устройства выполнены из медной проволоки диаметром 6 мм, сдвоенной там, где это механически возможно.
Стоимость материалов для строительства должна составлять около 300 долларов США (и их можно снизить, если вы используете конденсаторы более низкого напряжения – 12 В достаточно для сварки аккумуляторной батареи),
на порядок ниже, чем цена бюджетного профессионального устройства.
Результат можно увидеть ниже, а здесь вы можете скачать
опубликовано под лицензией GPLv3. В исходном коде перечислены подключения выводов ATmega к управляющей и силовой части.В зависимости от версии avr-gcc и заголовков вам может понадобиться заголовок backward.h
Если вы просто хотите собрать его без кросс-компиляции исходного кода, вот шестнадцатеричные файлы для ATMega16 и ATMega32. НОВИНКА: Кто-то попросил у меня гексагон с большей длительностью второго импульса, он здесь для ATMega16 . Предполагается, что внешний кристалл 14,7456 МГц, поэтому не забудьте также соответствующим образом запрограммировать биты предохранителей (я использовал fuse_l = 0x2f и fuse_h = 0xf9).
Цифры на дисплее – это напряжение внешнего источника питания, целевое напряжение, текущее напряжение конденсатора в первой строке;
время первого импульса, задержка между импульсами, время второго импульса в миллисекундах во второй строке.
Ротационный кодер с нажимным переключателем выбирает напряжение конденсатора (и в будущем микропрограммное обеспечение переключения между различными режимами работы через меню может быть легко реализовано),
три потенциометра определяют время.
После срабатывания триггера фактическая энергия импульса (включая потери на внутреннем сопротивлении) вычисляется и отображается до тех пор, пока педаль триггера не будет отпущена.
Фото внутри и детали электродов здесь.
Советы по микро-точечной сварке аккумуляторной батареи с помощью этого самодельного устройства:
Используйте 0.Полосы из нержавеющей стали толщиной от 075 до 0,12 мм. Рекомендованные для этой цели никелевые
может быть трудно получить на месте
а зарубежные почтовые расходы будут стоить как минимум вдвое дороже материала …
После долгих поисков я нашел листы нержавеющей стали подходящей толщины, произведенные на www.ksmetals.com, в местном магазине для любителей моделизма. Из этого материала легко вырезать полоски.
Сделайте электроды по-настоящему острыми и плотно прижмите их к соединительной планке, лежащей на верхней части аккумуляторного элемента.
Для толщины 0,075 мм, 6 В и 0,5 мс первый импульс, задержка 2 мс, второй импульс 4 мс работали лучше всего для меня. Конечно, он может отличаться, в зависимости от того, какое внутреннее сопротивление сварщика вам удастся достичь в своей конструкции.
Схема и печатная плата для точечной сварки
Недавно (2010 г.) коллега из Великобритании построил подобное устройство и согласился опубликовать его схемы и дизайн печатной платы здесь. Вы можете скачать PDF-файл, или файл SCHDOC дизайнера Altium и файл печатной платы.(Если кто-нибудь знает, как преобразовать формат Altium Designer в Eagle, дайте мне знать.) Эта конструкция немного отличается от моей конструкции (в основном блоком питания), но должен быть полностью совместим с моей прошивкой. Однако печатная плата не тестировалась. Также он предложил доработать конструкцию силовой части, разместив разрядные и сварочные выводы на нижней стороне нагрузки (исток на GND, сток на один электрод, другой электрод на Vcap) и использование полевого транзистора с каналом P для зарядки конденсатора.
Еще одна схема (в Eagle) была добавлена Францем (Tauchsport-Tschur на web.de), Вы можете скачать это здесь; он должен быть совместим с моей прошивкой.
В ноябре 2011 года Тим О’Брайен опубликовал на своей веб-странице конструкцию сварочного аппарата для компакт-дисков, вдохновленную, в частности, этой конструкцией. Он также предложил некоторые улучшения, среди прочего, это лучший способ управления затворами MOSFET для снижения рассеиваемой мощности и обеспечения более коротких и более точно управляемых импульсов. Особенно полезен его опыт работы с автомобильными конденсаторами нескольких производителей, которые часто продают продукцию гораздо более низкого качества, чем рекламируется.Его страница очень подробная, содержит много полезной информации и ее определенно стоит прочитать, если вы подумываете о создании аналогичного проекта.
В 2012 году была опубликована конструкция аппарата для точечной сварки, вдохновленная этим дизайном. от Раду Мотисана на его веб-странице, а также на сайте hackaday.com. Он опубликовал схемы и дизайн печатной платы, переписал мою оригинальную прошивку на C ++ и реализовал режим резки. См. Также статью здесь.
Кроме того, если вас интересуют более тяжелые работы, с которыми не может справиться конденсаторное устройство, то вам подойдет трансформаторный сварочный аппарат для точечной сварки. лучший выбор.Очень интересная модификация старинного ручного точечного сварочного аппарата производства ГДР. Хенрика Хафтмана, добавившего управляющую электронику на основе ATtiny, можно найти здесь (на немецком языке), включая схемы с открытым исходным кодом и исходный код прошивки.
В 2014 году Георгий Белев построил сварочный аппарат на основе этой прошивки и опубликовал красивое видео о его работе на YouTube.
Вернуться на страницу моей электроники
Вернуться на страницу моего хобби
Моя главная страница с электронной почтой
TOP
DIY Arduino Battery Spot Welder Prebuilt Kit V4
Что вы получите:
- Предварительно собранный комплект точечный сварочный аппарат V4 со всей электроникой, уже припаянной к печатным платам.
- 2 винта M3x20 с нейлоновыми гайками для надежного скручивания двух печатных плат, если хотите. (Они также остаются вместе без установленных винтов)
- 8 винтов M3x8 с гайками M3 для крепления алюминиевых деталей
- Тонкий провод около 30 см для подключения 12 В к плате точечной сварки
- 2-контактный разъем с кабелем 25 см для подключения педали
- 2 винта M6x10 с гайками для крепления сварочного кабеля или адаптера XT90.
- Arduino Nano запрограммирован с использованием последней версии программного обеспечения для точечной сварки.
- Все комплекты собраны и протестированы в нашем магазине в Германии.
- Вам необходимо заказать аксессуары, такие как сварочные кабели, клеммы аккумулятора и т. Д., Дополнительные
Пожалуйста, прочтите Краткое руководство перед использованием аппарата для точечной сварки!
Минимальная настройка для начала сварки:
- Предварительно собранный комплект
- Сварочные кабели: 2 высокогибкие сварочные провода 10 мм² длиной около 50 см с сплошными медными сварочными наконечниками и гофрированными кабелями.
- Автомобильный аккумулятор (рекомендуется 12 В, 400… 600 CCA)
- Клеммы аккумулятора
Дополнительные детали, которые могут быть добавлены: Ba
Новый V4 готового комплекта можно закончить без необходимости пайки.Если вы хотите внести изменения / улучшения в Spot Welder, вы можете найти все файлы pcb, список деталей, код Arduino … на моей странице Github. Более подробная информация будет скоро доступна в видео.
Что это?
Аппарат для точечной сварки на базе Arduino Nano для сварки аккумуляторов
Этот аппарат для точечной сварки можно использовать для сварки аккумуляторов 18650. В качестве источника сварочного тока используется автомобильный аккумулятор на 12 В. Вы можете использовать батареи размером примерно 400-600 А (CCA). Для достижения наилучших результатов рекомендуется использовать батарею 60 Ач, 600 А (CCA).Он обеспечивает достаточный ток для получения хороших сварных швов с никелевыми полосами 0,15 мм и даже с никелевыми полосами 0,25 мм. Для более толстых никелевых полос может потребоваться батарея большего размера (макс. 800 CCA).
Сварщик генерирует двойной импульс, при этом первый из них по умолчанию составляет 12% от времени второго. Длительность основного импульса регулируется поворотным энкодером и отображается на экране в мс, так что вы можете точно настроить время. По умолчанию регулируется в пределах 1… 100 мс. (регулируется до 500 мс в системном меню)
Функции меню и OLED-дисплея:
В меню и системном меню вы можете изменить все важные настройки.Подробную информацию см. В Кратком руководстве.
Обновление 03.2021
Улучшения в установке для точечной сварки V4:
- зуммер для подачи звуковых сигналов
- датчик температуры для защиты от перегрева
- дополнительный конденсатор 470 мкФ – время сварки 100-150 мс возможно без проблем с перезагрузкой
- SMD драйвер mosfet – больше нет проблем с контактом, потому что они припаяны непосредственно к печатной плате.
- MOSFETы SMD – лучший контакт, следовательно, меньшее тепловыделение.
- новые алюминиевые детали – обе части одинаковой и более простой формы – легче сделать для людей, которые делают сами. – физически больше и лучше отвод тепла
Обновление 04.2020
Улучшения в программном обеспечении V3.3.4:
- счетчик сварных швов может подсчитывать до 65535
- добавить предупреждение о повышении напряжения при входном напряжении 14,5 В или выше
Обновление 06.2019
Улучшения в V3.3.2 Программное обеспечение:
- Время сварки можно установить до 1 мс (ранее минимальное значение было 3 мс)
- Короткий импульс (импульс предварительного нагрева) можно отрегулировать до 0% (0% отключает короткий импульс)
- Время сварки ниже 3 мс короткий импульс (импульс предварительного нагрева) будет автоматически отключен
- Напряжение аккумулятора обновляется только каждые 15 секунд теперь
- Сообщение о низком заряде аккумулятора можно отменить, щелкнув поворотный энкодер
Обновление 03.2019
Улучшения в плате Mosfet V3.3:
- Значительно более широкие дорожки на нижней части печатной платы для сильноточного подключения к U-образной алюминиевой части
- Резисторы затвора Mosfet непосредственно на плате mosfet, очень близко к контактам затвора mosfet
- Все 8 контактов 8-контактного разъема «мама», соединяющего плату Arduino и mosfet, теперь подключены друг к другу, что устраняет проблемы с контактом.
Обновление 11.2018
Улучшения в версии V3.3:
- Обновление программного обеспечения Arduino, которое улучшает функцию AutoPulse с индикатором выполнения
Обновление 08.2018
Улучшения в версии V3.2.3:
- Обновление программного обеспечения Arduino, поэтому счетчик сварных швов автоматически сбрасывается до нуля при достижении 9999 сварных швов. Это было необходимо из-за проблем с отображением 10 000 сварных швов.
Обновление 06.2018
Улучшения в версии V3.2.2:
- Обновление программного обеспечения Arduino, в котором удалена функция программного сброса.Это позволяет использовать стандартный загрузчик Arduino Nano вместо загрузчика optiboot, что значительно упрощает пользователю обновление программного обеспечения в будущем.
Обновление 02.2018
Улучшения в V3.2.1:
- Обновление программного обеспечения Arduino, которое позволяет измерять импульсное напряжение и импульсный ток
Обновление 01.2018
Улучшения в V3.2:
- , плата Arduino была обновлена, поэтому теперь она поставляется с клеммной колодкой, установленной на входных площадках 12 В и GND.Таким образом, готовые комплекты можно закончить без пайки.
- Теперь измерение напряжения подключается непосредственно к входной площадке 12 В, а не за диодом Шоттки. Это гарантирует более точное измерение напряжения.
- 8 маленьких TVS-диодов SMAJ13A-13-F были удалены с платы mosfet. Теперь на плате Arduino есть один из этих диодов, который защищает все вентили mosfet одновременно.
Обновление 12.2017
Улучшения в V3.1:
- 4 SMD TVS диода параллельно на плате Mosfet
- с 4 установленными диодами можно использовать автомобильные аккумуляторы до 800CCA
Обновление 09.2017
Улучшения в V3:
- Печатная плата Mosfet теперь с медным слоем 2 унции и более широкими дорожками, которые соединяют сильноточные ножки МОП-транзистора с U-образной алюминиевой частью
- Функция «AutoPulse», которая автоматически активирует импульс после заданного времени задержки, когда оба сварочных наконечника касаются никелевой полосы (спасибо Петру Звериной за идею)
- 7-сегментный дисплей заменен OLED-дисплеем
- Потенциометр заменен поворотным энкодером
- Система меню для простой настройки сигнала низкого заряда батареи , Задержка AutoPulse и короткое время импульса
- питание напрямую от автомобильного аккумулятора, больше нет необходимости в дополнительном источнике питания
- TVS-диод, встроенный в плату mosfet, не требуются внешние диоды
- модернизированные Mosfet до IRFB7430 (они могут обрабатывать сварку до 1000A тока без проблем)
- Функция ожидания: после 5 минут бездействия аппарат точечной сварки перейдет в режим ожидания, а педаль и переключатель A utoPulse будет отключен в режиме ожидания.
- П-образные алюминиевые детали теперь приклепаны к печатной плате
Батареи клиента, созданные с помощью «DIY Arduino Battery Spot Welder»
Видео о сварщике:
Английский: Щелкните, чтобы открыть видео на YouTube (Kilovolt Tech Talks) Испанский: щелкните, чтобы открыть видео на Youtube (TeknoTronik)
Учебное пособие по сборке аккумуляторной батареи
Эта третья часть в основном посвящена особым соображениям, которые необходимы при создании аккумуляторной батареи с высоким током, плюс … Я перечислю некоторые из продукты и инструменты, которые иногда используются для создания пакета, так что приступим.
Сварочные аппараты, используемые промышленностью для изготовления аккумуляторных батарей для электровелосипедов, большие и дорогие, и даже рассматривать их в качестве строителя домашнего гаража своими руками нереально. Это важно, потому что во многих странах по-прежнему очень трудно купить полный аккумулятор, поскольку самые известные продавцы аккумуляторов не доставляют их во многие страны.
Правила доставки комплектной аккумуляторной батареи сложны, и с каждым годом они становятся все хуже. Даже если вам удастся заставить сборщика пакетов отправить вам один, это дорого и рискованно.Кроме того, даже самые успешные производители упаковок не производят упаковки всевозможных форм и размеров.
Однако на самом деле довольно легко купить отдельные компоненты для сборки пакета, независимо от того, где вы живете (как указано в части 2, нажмите здесь), и это означает, что находчивые строители гаража будут продолжать собирать свои собственные пакеты. Это основная причина, по которой я написал эту серию статей о сборке пакетов.
Используемые методы и материалы постоянно улучшаются, но… я надеюсь документировать некоторые из распространенных «лучших практик», как они известны в настоящее время, чтобы помочь новым энтузиастам избежать распространенных дорогостоящих ошибок при их первой сборке.
Сварочные аппараты Sunkko
Я просто не могу рекомендовать какой-либо продукт этой марки (прошу прощения у Sunkko, но… я должен быть честным). Я упоминаю о них только потому, что они так хорошо известны, и они сразу же появятся в любом поиске Google по запросу «18650 точечная сварка».
Самый большой вывод, который я обнаружил при их исследовании, заключается в том, что … версия на 220 В немного более надежна, чем версия на 110 В (а версия на 110 В имеет ужасные показатели … Не верьте мне, исследуйте это сами).
Многим странам, таким как ЕС и Австралия, повезло, что в домах по умолчанию уже установлено 220 В переменного тока. Дома в США обычно имеют напряжение 110 В, но имейте в виду, что несложно подключить к гаражу электрическую сушилку для белья на 220 В, а также многие кондиционеры в США имеют розетки, подключенные к 220 В.
Типовая модель сварочного аппарата Sunkko.
Поскольку и версия 110 В, и версия 220 В потребляют примерно одинаковое количество ватт, версия на 110 В потребляет в два раза больше AMPS из домашней розетки, что часто приводит к срабатыванию выключателя (15 А является обычным явлением в США, 110 В X 15 А). = 1650 Вт).Даже если вы приобретете версию на 220 В (и либо найдете розетку на 220 В где-нибудь в своем доме, либо добавите ее), электроника для обоих является известным слабым местом. Если у вас уже есть Sunkko, вот веб-сайт с информацией о том, как его обновить и исправить, если он сломается (нажмите здесь).
Кроме того, вот видео (щелкните здесь), где производитель открывает модель Sunkko 709AD за 240 долларов (плюс доставка) и показывает, как обновить внутренности, чтобы она работала надлежащим образом (600-амперные характеристики).
Устройство для точечной сварки Malectrics
Этот «карманный точечный сварочный аппарат» из Германии, кажется, работает очень хорошо, и у него много довольных клиентов.Программируемый мозговой чип – это популярная «Arduino Nano». Время сварочного импульса можно регулировать от 1 миллисекунды до 500 мс.
Где-то по ходу дела кто-то понял, что если у вас есть большая батарея, способная выдавать много ампер, вы можете добавить какой-нибудь переключатель включения / выключения и таймер, чтобы сделать из нее сварочный аппарат.
Я видел youtubes, которые делали это, где они добавляли электромагнитный переключатель стартера автомобиля в качестве элемента включения / выключения.Проблема с этой конструкцией заключается в том, что электромагнитный переключатель стартера автомобиля – это единственный физический переключатель, который пропускает все полные амперы автомобильного аккумулятора 12 В (12 В X 200 А = 2400 Вт)…
Полная мощность (без линейного сопротивления) может включать энергию до 800-CCA (ток холодного пуска). Если в качестве нагрузки включен стартер-двигатель двигателя («сопротивление» цепи), то типичный 4-цилиндровый двигатель обычно потребляет около 200 А в течение полсекунды, а затем стабилизируется примерно на 100 А до продолжайте раскручивать двигатель.
Однако использование автомобильного соленоидного переключателя стартера в качестве двухпозиционного элемента в аппарате для точечной сварки, который питается от автомобильного аккумулятора, является «плохой конструкцией». Этот тип переключателя может иногда постоянно привариваться к положению «включено», так как обычно он проходит ТОЛЬКО пики 200 А, но «теперь» вы сняли сопротивление стартера-двигателя автомобиля, и переключатель проходит полный 800 А, который батарея способна.
Это такие усилители, которые вырабатывают достаточно тепла для плавления никелевых полос при точечной сварке.Я упоминаю об этом только для того, чтобы указать, что обычный автомобильный аккумулятор на 12 В оказался достаточным для питания операции точечной сварки 18650 ячеек.
Кроме того … поскольку соленоид автомобильного стартера зависит от двух физических металлических контактов, которые они касаются [и затем отводятся пружиной], выполнение этого может привести к очень непостоянному времени сварочного импульса (измеренному в миллисекундах, что составляет одна тысячная секунды)
Итак … что мы можем использовать в качестве переключателя включения / выключения, который может выдерживать высокие токи? а также можно ли регулировать импульс точечной сварки с точностью до тысячных долей секунды? Возможно, простой и распространенный полупроводник MOSFET?
«Полевой транзистор» (полевой транзистор) – это умный тип транзистора, который можно использовать в качестве усилителя сигнала, диода или переключателя включения / выключения… в зависимости от того, как он сконфигурирован в схеме.
Комплект Malectrics – это прецизионный таймер, который использует группу полевых транзисторов [параллельно] для включения и выключения БОЛЬШОГО тока батареи в качестве точечной сварки. Вам также нужно будет добавить большую [и довольно новую] автомобильную батарею на 12 В в качестве источника питания, и наиболее распространенной ошибкой новичков является использование уже имеющейся у них «маленькой и старой» автомобильной батареи. Если вы используете самую длительную настройку сварочного импульса, но все равно получаются слабые сварные швы? вполне вероятно, что аккумулятор, который вы используете, разряжен.
12 В X 800 A = импульсная мощность 9600 Вт
Если вас интересует устройство Malectrics, их веб-сайт можно найти, щелкнув здесь.
кВт, поле
В интересах полного раскрытия информации… когда я впервые увидел kWeld, я стал для них первым дилером в США, чтобы увеличить количество пользователей из США. Это выглядело очень новаторски и многообещающе, и я хотел, чтобы реальные пользователи опередили их, чтобы увидеть, есть ли у него какие-нибудь слабые места, и … результаты были впечатляющими. Я продавал их в розницу около года, и компания быстро росла, так что теперь у них есть «настоящий» деловой партнер для управления всеми продажами в США [18650 термоусадочные устройства и держатели ячеек, вкл.].
На первый взгляд, поле мощности очень похоже на поле Malectrics. Что касается функции, то один кабель для точечной сварки просто пропускает ток через большой предохранитель от клеммы автомобильного аккумулятора к датчику для точечной сварки. Второй вывод батареи пропускает ток через группу параллельно включенных полевых транзисторов, которые действуют как переключатель включения / выключения, на пути ко второму щупу для точечной сварки.
кВт-поле стоит больше, чем Malectrics, и вот почему. Он использует запатентованную систему управления электроникой, которая в реальном времени измеряет ток, проходящий через устройство.Это означает, что если входное напряжение медленно падает во время использования сварочного аппарата, устройство автоматически регулирует синхронизацию импульсов, чтобы обеспечить постоянство общего количества передаваемой энергии от одного шва к другому.
Он также имеет режим тестирования батареи, чтобы сообщить вам, сможет ли батарея, которую вы собираетесь использовать, выполнять свою работу. Первоначальная версия kWeld была специально разработана для использования либо со свинцово-кислотными автомобильными аккумуляторами, либо с литий-полимерными батареями 3S (3S, 11.1 В номинал LiPo, 12,6 В при полной зарядке). Однако приемлемый выбор аккумуляторов LiPo ограничен лишь несколькими конкретными моделями, которые, как известно, имеют очень низкое сопротивление и способны к внезапным сильным всплескам тока без каких-либо повреждений (обратите внимание на обозначение батареи 3S «130C, 5000-мАч… или больше).
Благодаря использованию легкодоступных автомобильных аккумуляторов (местного производства, потому что они тяжелые и доставка будет дорогостоящей) и литий-полимерных аккумуляторов с высоким током, первые устройства с электрическим питанием завоевали отличную репутацию.
Однако почти сразу … некоторые клиенты запросили возможность использования суперконденсаторов (которые обычно работают при более низких напряжениях). У второй версии кВт-поля диапазон напряжений был расширен, так что кВт-поле будет работать при входном напряжении от 3 В до 30 В (многие литиевые батареи с номинальным напряжением 24 В / 7S имеют полностью заряженное напряжение примерно 28 В).
Блок суперконденсаторов «kCap» 8,2 В в качестве опции. Некоторые производители считают автомобильные аккумуляторы громоздкими и тяжелыми, а некоторые клиенты предпочитают избегать использования LiPo-аккумуляторов из-за опасений возгорания LiPo-аккумуляторов.
Электростанция производится компанией Keenlab.de в Германии, принадлежит и управляется инженером-электриком. Основываясь на успехе нескольких энтузиастов, которые использовали суперконденсаторы, Keenlab разработал и начал производство варианта батареи суперконденсаторов, который работает при напряжении 8,2 В, а также источника питания, который может принимать ваш домашний ток 110 В переменного тока и обеспечивать напряжение 8,2 В при очень высокие токи, так что power bank быстро пополняется.
Если у вас есть доступ к большому количеству использованных ячеек 18650, используйте группу 2P, которая оплачивается до рекомендованных нами 4.1 В на ячейку обеспечит 8,2 В, необходимые для батареи суперконденсаторов kCap. Ячейки с низким усилителем могут медленно заряжать kCap, и когда вы активируете устройство kWeld, суперконденсаторы очень быстро разряжают полную энергию.
Хотя заводская гарантия имеет ограничения, этот сварочный аппарат использовался при 8,2 В X 1400 А для импульсной мощности 11500 Вт
КлиентыGlobal kWeld могут связаться с Keenlab.de, нажав здесь.
Для клиентов kWeld, находящихся в США, вы можете связаться с Кейт по адресу «18650 Heat Shrink and Cell Holders INC», щелкнув здесь.
Группу поддержки kWeld в Северной Америке на Facebook можно найти, щелкнув здесь.
Медно-никелевые автобусы
Если вас устраивает «обычный» комплект для электровелосипеда, то вы также будете довольны и обычным аккумулятором для электровелосипеда [моя рекомендация по умолчанию для аккумуляторного блока – это высококачественный аккумулятор 48-52 В, такой как пакеты Luna Cycle, поскольку лета 2019 г.].
При этом, может быть, вы строите электрический мотоцикл или, возможно, мощный электрический велосипед? Вам НУЖНА ваша батарея, чтобы обеспечить больше усилителей, чем «обычная» батарея.Существуют ячейки формата 18650, которые могут обеспечивать 15A-30A (в настоящее время Samsung 30Q и 25R, LG HB2, Sony VTC6). Если конструкция вашей батареи требует такой ячейки с высоким током, узким местом конструкции будут межсоединения элементов и два коллектора батареи (положительный и отрицательный выводы).
Чистый никель в качестве материала шины (и точечная сварка в качестве метода сборки) является выбором по умолчанию для «обычных» межсоединений ячеек (18650/21700 цилиндрических ячеек). Однако, когда вашему проекту требуются мощные аккумуляторные усилители, материал шины становится критически важным дизайнерским решением.
Обычная шина-лента из чистого никеля имеет ширину примерно 8 мм (1/3 дюйма в ширину), а ее допустимая нагрузка по току измеряется ее толщиной. Обычные аккумуляторные блоки (пиковое значение 25 А от 5P?) Используют толщину 0,15 мм для 5 А на элемент с номиналом 8 А. Никелевая лента толщиной 0,20 мм является обычной для популярных «емкостных» ячеек с номиналом 10 А, таких как LG MJ1, Samsung 35E и Panasonic GA.
В настоящее время дилемма строителей возникает при использовании аккумуляторных батарей с высоким усилением (15A-30A).Я видел, как строители использовали двухслойную никелевую ленту для последовательных соединений, но… я не рекомендую такой подход. При более высоком токе использование никеля в качестве материала шины в конечном итоге становится скорее резистором, чем проводником. Под этим я подразумеваю … он превращает МНОГО ватт батареи в тепло вместо того, чтобы выполнять работу. Кроме того, два клеммных коллектора испытают просадку напряжения, поэтому производитель не получит полную мощность, за которую они заплатили, используя аутентичные элементы с высоким усилением.
Использование МАГНИТОВ!
Звучит как шутка, но уверяю вас, это действительно работает.Я бы не стал использовать магниты на никелевой шине, потому что никель слишком жесткий, чтобы соответствовать поверхности концов элементов. Я считаю, что медный лист является очень подходящим материалом для ячеек с высоким усилением 15A-30A, таких как 30Q, 25R, HG2 и VTC6.
Если вы хотите поэкспериментировать с материалами медных шин, я бы начал с 30-го или, возможно, 32-го (калибр листового металла отличается от калибра провода, с которым мы уже знакомы). Один мил составляет одну тысячную дюйма.
0,20 мм ___ 8-mil__32 га
0.25 мм__10-mil__30 га
Медный лист такой толщины достаточно тонкий, чтобы его можно было разрезать ножницами. Медь при такой толщине мягкая, но никель такой же толщины очень жесткий.
Обратите внимание, что этот конструктор использует дополнительные термостойкие волокнистые шайбы на положительных концах. Кроме того, он строит рюкзак на жестком пластиковом листе над своим верстаком. Показан пакет 12S / 4P
.На рисунке выше мягкий медный лист разрезается для формирования шинных пластин, обеспечивающих как последовательное, так и параллельное соединение.Неодимовые магниты-пуговицы на удивление мощны, а электроды ячеек формата 18650 выполнены из «никелированной стали». Никель обладает очень низким магнитным притяжением, но стальные сердечники на концах электрода ячейки будут сильно притягиваться к этим магнитам.
Поскольку магниты также очень сильно притягиваются друг к другу, строитель приклеил магниты к медному листу с помощью гелевого «суперклея». Вы также можете приобрести магниты-пуговицы с отверстием со скошенной кромкой в центре, что позволит вам вставить винт с плоской головкой со стороны ячейки через магнит и ввинтить его в боковую панель какого-либо типа (например, фанеру толщиной 1/4 дюйма, или пластиковая кухонная разделочная доска?).
Я бы также порекомендовал надежно прикрепить шинные пластины каким-либо способом к пластиковым держателям ячеек, чтобы пластины не двигались. Мне сказали, что магниты надежно удерживают пластины на месте, но я опасаюсь, что в случае аварии они могут сдвинуться с места и, возможно, замкнуться.
Точечная сварка многослойной меди / никеля
Это новая разработка. Было проведено много экспериментов с материалом медных шин, покрытым никелем, в надежде, что это позволит легко сваривать точечную сварку.Однако его нелегко купить, и такие компании, как Makita, Milwaukee и DeWalt, используют дорогостоящий лазер для приваривания их к аккумуляторным инструментальным ячейкам. Это оставило домашнее никелирование, которое стало предметом многих экспериментов, которые до сих пор не увенчались успехом.
Недавно анонимный ютубер написал, что если вы положите никель поверх медной ленты, он легко сваривает точечные сварочные аппараты, перечисленные выше (kWeld, Malectrics, Boss-Level, Riba и т. Д.). Вот ссылка на YouTube, перемотайте вперед до 8:38, чтобы увидеть часть, посвященную сварке меди.
Точечная сварка сэндвича из никеля и меди на ячейке 18650
Медная и никелевая полоски, показанные выше, имеют толщину 0,20 мм, никель толщиной 0,15 мм, как сообщается, также может работать. Дальнейшие эксперименты продолжаются, чтобы определить все другие подходящие значения толщины. После того, как я увидел это, мое исследование показало, что это старый трюк металлистов, когда они пытаются приварить алюминиевые листы друг к другу. Вот ссылка на видео на YouTube, в котором показано, как металлический сэндвич-метод применяется для обработки алюминия.
Я собрал эти части вместе, чтобы быстро сфотографировать то, что я предлагаю в качестве варианта с высоким усилителем. Эта черная пластиковая сетка предназначена для подключения 7S / 4P (24 В). На этом рисунке медные полоски предназначены для последовательного тока с большим ампером, а никель – только для параллельного выравнивания ячеек, плюс … никелевый сэндвич необходим для точечной сварки меди с наконечниками элементов 18650. . Никель 0,15 мм ОЧЕНЬ легко режет ножницами, как и медь 0,20.
Есть некоторые предположения относительно того, почему это работает, но было подтверждено, что это работает, так что это захватывающая разработка для сборок, когда вы хотите использовать элементы с высоким усилением.Интересно отметить, что некоторые строители в прошлом заказывали чистый никель в качестве материала для автобусов, а когда он прибыл … они обнаружили, что продавалась никелированная сталь.
Это было достаточно плохо, чтобы его обокрали, но теперь им пришлось ждать, пока не прибудет подлинный чистый никель во втором заказе. Однако, если у вас или у вашего друга есть какая-либо никелированная стальная лента, просто стоящая на полке, медь в сэндвиче из никеля и меди будет пропускать ток, поэтому никелевая часть сэндвича может быть дешевой лентой со стальным сердечником.
Это два распространенных типа «лестничных» никелевых лент для выполнения как последовательного, так и параллельного соединения. На этом рисунке я добавил медь поверх некоторых последовательных соединений. Я думаю, что может быть некоторая выгода в том, чтобы сделать разрез посередине меди, чтобы заставить весь сварочный ток проходить через наконечник ячейки, а не просто проходить через саму медь. Медь можно удерживать на месте с помощью крошечной капли клея в центре длины полосы, где не будет точек сварки, посередине между ячейками.Никелевые автобусы предоставлены компанией 18650 термоусадочными устройствами и держателями ячеек, которые можно найти здесь
Пакет 20S / 6P с методом точечной сварки многослойной меди. Один слой меди толщиной 0,10 мм выполняет как последовательные, так и параллельные функции. Маленькие никелевые квадраты толщиной 0,15 мм размещаются над каждым концом ячейки для облегчения сварки. В этом пакете установленная мощность поля в кВт составляла 50 Джоулей.
Использование плоских карманных ячеек с высоким усилением
Хотя я иногда видел крупноформатные плоские ячейки на электровелосипедах и 18650 аккумуляторы, используемые на электромотоциклах, чаще всего вы видите это наоборот.Для большинства электровелосипедов ячейки 18650 по-прежнему легко сконфигурировать в индивидуальную упаковку, которая соответствует необычной форме, а производительность и диапазон упаковок 18650 часто лучше всего подходят для большинства электровелосипедов, при этом ячейки мешков являются стилем выбора для электромотоциклов. Цилиндрическая ячейка 18650 – это просто ячейка-пакет, которая свернута и вставлена в металлический цилиндр.
Чем выше ток, на который рассчитаны эти ячейки, тем больше будут вкладки, поэтому вкладки не станут узким местом для тока.Отверстия для болтов в язычках вырезались обычным дыроколом для офисной бумаги.
Однако, несмотря на то, что использование плоских карманных ячеек вынудит производителя использовать довольно большую прямоугольную форму в качестве строительного блока, для переоборудования мотоциклов часто требуются такие высокие усилители, что плоские карманные элементы являются единственным жизнеспособным вариантом.
Как только вы решите, что будете использовать этот формат ячеек, я считаю, что соединения ячеек на самом деле проще собрать, чем делать точечную сварку с высоким током.
Плоские многослойные ячейки мешочка с широкими выступами на одном конце (слева) или… широкими выступами на противоположных концах (справа). Соединения язычков между ячейками для ячеек с плоскими ламинированными пакетами намного проще надежно выполнить по сравнению с цилиндрическими ячейками, такими как 18650 и 21700.
Эти плоские ячейки пакета сжимаются с боков, что помогает снизить внутреннее электрическое сопротивление. Показанные выступы сварены точечной сваркой. Показана упаковка 12S / 1P
.Если вы добавите физическое сжатие на боковые стороны плоских ячеек мешка, это снизит внутреннее электрическое сопротивление.Это распределяет ток более равномерно по всем химически реактивным внутренним поверхностям. Если половина внутренних поверхностей имеет плохой контакт, они будут пропускать меньше тока и будут работать холоднее, но поверхности с хорошим контактом будут вынуждены пропускать гораздо больший ток, чем они были предназначены.
Если это произойдет, то внутренние «горячие точки» заставят электролит в этих местах «выделять газ», что приведет к появлению опухших элементов. Чем больше газа образуется, тем хуже становится это состояние (газы, образующиеся внутри, вызывают расслоение внутренних слоев).
Использование только 20 фунтов на квадратный дюйм силы сжатия намного лучше, чем ничего, и я видел опубликованные отчеты о том, что давление до 100 фунтов на квадратный дюйм может быть полезным.
Вырезание листов-разделителей ячеек со стенок старого пластикового бака для хранения. Они оказались толщиной 1,5 мм.
На картинке выше я купил несколько ячеек мешка с высоким усилителем, и я отслеживаю форму, чтобы вырезать разделители ячеек, которые помогут предотвратить короткое замыкание между язычками, когда они у меня на рабочем столе во время подключения. вкладки ячеек.
Начало сборки пакетной аккумуляторной батареи.
На картинке выше я использую карманные ячейки для сборки чемодана на 12 В для зарядки телефона и ноутбука во время отключения электроэнергии, так как я живу в стране торнадо (а раньше я жил в стране землетрясения). Сверхбольшие вкладки указывают на то, что я выбрал элементы с высоким усилителем, и я сделал это, поэтому при необходимости могу использовать этот пакет для «запуска» моей машины.
Я использую эту возможность, чтобы сфотографировать несколько частей процедуры сборки пакета, которые, как мне кажется, важны для начинающих строителей.Обратите внимание, что я выполняю эту задачу поверх красной пластиковой крышки бункера для хранения, а под этой ячейкой находится зеленый пластиковый разделитель ячеек (см. Рис. Выше в предыдущем абзаце).
[вернитесь через месяц, чтобы увидеть дополнительные фотографии этой «мешочной» сборки]
Таблички были помечены как + / – , но это было очень мелким шрифтом, поэтому я использовал фломастеры, чтобы сделать большие отметки. Я также использовал ножницы, чтобы вырезать крышку вкладки для позитивной вкладки, используя пакеты для сэндвичей с застежкой-молнией в качестве материала покрытия.Затем я прикрепил пластиковую крышку с застежкой-молнией с помощью отрезка «низкой липкости» синей малярной ленты, которая легко снимается и не оставляет следов клея.
Обратите внимание, что на батареях этой конкретной марки небольшая часть правого верхнего угла отрицательного язычка была срезана под углом, чтобы упростить идентификацию.
Я нашел несколько алюминиевых плоских стержней, которые можно использовать в качестве зажимов, и в них уже были отверстия с резьбой. Имейте в виду, что зажимы для язычков могут быть изготовлены из стали, если вы хотите, поскольку они не должны проводить ток (два язычка прижимаются друг к другу, кожа к коже).Я намеренно использую алюминиевые зажимы в качестве радиатора. Раньше я считал, что алюминиевая пластина, расположенная между ячейками, будет отводить внутреннее тепло к краю в качестве меры охлаждения, но это приводит к тому, что поверхности сторон ячейки будут работать холоднее, чем ядра.
Если различные области внутри ячейки будут горячее или холоднее друг друга, это также изменит внутреннее сопротивление этой ячейки. Обширные исследования показали, что охлаждение вкладок приведет к наиболее стабильным и равномерным внутренним температурам в активных материалах, в то же время отнимая часть внутреннего тепла в активных слоях ячейки.
120F (49C) очень теплый, почти слишком горячий на ощупь. Однако, если эта температура равномерно распределена, то ячейка должна прослужить как можно дольше. 140F (60C) слишком жарко, и никакая часть ячейки не должна достигать этой температуры. Если одна часть ячейки горячая, а другая остаётся холодной, то горячая часть умирает, что приводит к преждевременному отмиранию этой ячейки, что приводит к такому типу провала напряжения, когда весь блок выводится из эксплуатации.
Теперь о конструкции зажимов …
Достаточно легко нарезать резьбу в просверленном отверстии на алюминиевом стержне из сплава 7075 (щелкните здесь, чтобы выбрать один из вариантов), потому что этот сплав более хрупкий, что позволяет отламывать стружку.Алюминий из сплава 6061 будет лучше проводить электричество, но он очень мягкий, и вы можете легко сломать метчик, используя его в качестве материала для зажима стержня, когда пытаетесь нарезать резьбу в просверленном отверстии.
В этом приложении мне нравится использовать резьбовые отверстия в материале алюминиевого стержня (с отверстием с фаской под головкой винта с плоской головкой), чтобы зажимы были как можно более толстыми, так как использование обычного болта и гайки на сквозном отверстии -отверстие потребует, чтобы зажимы были тоньше. Поскольку здесь нет стопорной шайбы, чтобы уменьшить возможное ослабление разъема из-за вибрации, я буду использовать жидкость для закрепления резьбы, например Locktite.
Этот метод позволяет мне использовать зажимные планки той же ширины / толщины, что и ячейка. Последовательное соединение выполняется между двумя язычками ячеек, а показанный стиль зажима состоит из двух идентичных частей, поэтому расчет закупки материала будет простым. Измерьте толщину ячейки, и эта толщина равна толщине зажимного материала или тоньше.
От LFP
Это появилось в недавнем обсуждении на форуме сравнения пайки шин с элементами и точечной сваркой.LFP (Люк) был главным инженером по аккумуляторным батареям в мотоциклах Zero.
«… Эту тему можно перефразировать так, что лучше бить себя по мячу бейсбольной битой или клюшкой для гольфа?
Во-первых, использование FLIR на блестящих никелевых поверхностях смехотворно, потому что это что-то вроде коэффициента излучения 5–10%, поэтому значения температуры, которые он считывает, равны + или -> 100 ° C, чтобы что-то было полезно.
Наконец, температура на верхней части никеля совершенно не имеет значения, поскольку верхняя часть никеля не является термочувствительной областью.
Когда вы припаяете банку, а затем разрежете ячейку, вы увидите, что разделительный слой сплавляется и деформируется на концах, и в банке имеется избыточное давление газа, и продукты термического разложения сложных эфиров карбоната в электролит приведет к его плохому старению и развитию саморазряда из примесей, высвобождаемых в результате теплового пробоя.
При точечной сварке банки вообще не имеет значения внешняя сторона. Неуместно даже говорить, смотреть или рассматривать.Когда вы разрезаете эту ячейку и видите внутреннюю часть банки, которая была раскаленной докрасна сталью (2500 ° F), чтобы сварка была возможна, вы видите, что внутренняя коррозионно-стойкая поверхностная облицовка банки испаряется. прочь, а на его месте находится углеродный мусор от мгновенно кипящих карбонатов электролита, и теперь этот углерод будет загрязнять вашу батарею, увеличивая скорость саморазряда.
Если вы собираетесь выполнить точечную сварку, вы не делаете этого, основываясь на том, как сварные швы выглядят внешне или насколько трудно их [физически] снять с банки, эти показатели – детская игра, и просто не имеет значения в отношении создания долговечной упаковки.Вы должны настроить процесс, разрезав нижнюю часть каждой ячейки, к которой вы прикреплены, и исследуя повреждение конца рулона желе, а также исследуя дно поверхности банки на предмет того, какие виды продуктов термического разложения теперь отравляют ваш очень чистый электролит. .
Паяльные блокипредназначены для приложений, в которых вас не волнует, сработает ли он хотя бы один раз, допустимы произвольные уровни саморазряда и желателен случайный отказ за короткое время.
Точечная сварка (до дна банок) предназначена для случаев, когда вас не беспокоит утечка электролита из банки из концентраторов напряжения в зоне термического влияния рядом с местом сварки (где было 2500 градусов по Фаренгейту), и вы не заботитесь о том, чтобы покрытия консервных банок, устойчивые к коррозии, оставались работоспособными, и хотите загрязнить свой электролит случайными углеродными обломками (подумайте о том, чтобы поставить завтрак на сковороду при температуре 2500 градусов по Фаренгейту)…
Итак, какой метод вы должны использовать?
Что ж… только вы можете решить, на какие риски вы готовы пойти и что уместится в вашем бюджете.Я только надеялся собрать информацию о том, какие материалы и методы используются в настоящее время, и указать на некоторые из опасных ловушек, на которые могут наткнуться новички.
Как я уже отмечал, положительный наконечник ячейки 18650/21700 довольно хорошо изолирован от рулона желе. Это означает, что вы можете паять, точечную сварку, возможно, использовать плавкую проволоку или использовать любой другой метод, который вам подходит. Однако отрицательный конец (особенно центральное пятно) очень чувствителен.
Для отрицательного вывода вы можете использовать магниты над медной полосой, прижимной контакт над медной полосой (имеется в виду пружина или резиновый диск Poron) или, возможно, быстро припаять небольшой провод предохранителя (расположенный сбоку, а не в центре. отрицательного конца).
Я надеюсь, что это было чем-то полезно, и я буду обновлять эту серию из трех частей по мере поступления новой информации.
Написано Роном / spinningmagnets, июнь 2019
.