
Как залудить жало паяльника с покрытием правильно
Во время работы и хранения на жале паяльника образуется оксидный слой. Он мешает высококачественной пайке. Для удаления этого слоя и предотвращения его повторного образования, выполняют операцию лужения, или покрытия медной поверхности защитным слоем оловянного сплава. Существует много различных способов лужения. Перед операцией жало необходимо тщательно зачистить.
Как залудить жало паяльникаОсновные сведения о процессе лужения
Лужение разделяют на первоначальное, проводимое на новом или длительное время хранившемся паяльнике, и рабочее, выполняемое непосредственно перед пайкой.
Как залудить жало паяльника? Сначала выполняется механическая очистка жала от окалины, оксидной пленки, шлаков и других загрязнений, далее на подготовленную поверхность наносится тонкий слой расплавленного припоя, чаще всего на оловянной основе.
Для механической очистки применяются:
- абразивный камень;
- наждачка;
- другой паяльник.

Чистка паяльника с необгораемым жалом
Для малоопытных паяльщиков мастера рекомендуют начинать с напильника. По мере укрепления навыков паяльщик подбирает наиболее удобные для себя способы зачистки.
Подготовка и обслуживание
Чем интенсивнее идет работа, тем скорее жало паяльника выгорает и обрастает чешуйками окалины.
Во время продолжительного нагрева до высоких температур медь, из которой сделан наконечник, частично переходит в расплав олова, а частично истирается о паяемые поверхности и контакты. Происходит физическая и химическая эрозия вещества. Кроме того, под действием тепла происходит окислительная реакция меди с кислородом воздуха. На моделях, позволяющих регулировать температуру, рекомендуется снижать ее при случающихся перерывах в пайке, или просто выключать на это время паяльник.
Последовательность операций по удалению окалины:
- Аккуратно вытащить жало.
- Зачистить слой окалины мелкозернистой абразивной бумагой.
- Нанести на жало графитовый защитный слой, натерев его грифелем простого карандаша, Это замедлит повторное появление слоя окалины.

- Легко постукивая по корпусу электронагревателя и поворачивая его, удалить окалину из углубления для медного стержня.
- Вставить жало обратно в крепление.
Для обеспечения электробезопасности следует каждый раз перед началом работы осматривать изоляцию сетевого кабеля на предмет отсутствия механических повреждений и оплавлений.
Время от времени полезно также измерить величину сопротивления изоляции. Замер проводится между контактами вилки и жалом. Значение должно превышать 10 мом.
Особенности жала
Жало представляет собой главный (и единственный) рабочий орган прибора. Он нагревается от электронагревателя и нагревает припой, канифоль( или другой флюс) и спаиваемые детали. В ходе работы на нем образуется невидимая глазу оксидная пленка, снижающая смачиваемость материала. Визуально это выглядит так: олово или канифоль не растекается равномерно по всей по площади, а собирается в каплю и стекает вниз.
Размер и геометрию рабочего органа выбирают так, чтобы они соответствовали выполняемым операциям. Так, при спаивании деталей больших размеров и толщины выбирают мощный паяльник с толстым жалом. Для монтажа ножек микросхем, наоборот требуется прибор особо малой мощности, с тонким жалом и хорошим заземлением, чтобы не повредить чувствительные компоненты статически зарядом или перегревом.
Пайка микросхем
Универсальный паяльник затачивают лопаткой. Тонкие детали паяют узкой боковой стороной, а более массивные — плоскостью лопатки.
Залуживаем жало паяльника
Перед каждой пайкой необходимо заново залудить паяльник. Прибор надо включить и дождаться его полного прогрева. При этом медь рабочего органа приобретет красно-оранжевый оттенок. Перегревать тоже не надо, во избежание обгорания. Прогретый паяльник следует прижать к кусочку канифоли. Канифоль начнет плавиться и выделять сильно пахнущий дым. Расплавом следует равномерно покрыть жало. Потом нужно расплавить маленький кусок олова и дать ему растечься по поверхности ровным слоем.
Как залудить паяльник с медным жалом
Лужение паяльника – работа несложная и обычно не вызывает затруднений. Если поверхность стержня хорошо подготовлена и зачищена- то и оловянно-свинцовый, и серебряный припои хорошо ложатся на нее.
Паяльник с медным жалом
Зачищать поверхность стержня необходимо до состояния новой детали. Сначала надо работать крупной шкуркой, выровнять поверхность и придать ей требуемую форму. Если есть техническая возможность, неплохо подвергнуть поверхность полировке — так она будет медленнее окисляться.
Есть еще один прием – оковка. Для этого жало следует вытащить из нагревателя и, подобно кузнецу, уларами молотка отковать на наковальне (или массивных тисках). Уплотненная таким образом поверхность будет также окисляться гораздо медленнее.
После механической обработки настала пора собственно залудить жало. Опытные пайщики рекомендуют различные способы:
- Поместить канифольную банку несколько кусков припоя. Нагреть паяльник и окунуть туда зачищенный наконечник.
 Канифольный расплав канифоли выступит в качестве флюсовой присадки и не даст металлу покрыться оксидным слоем. Вместо этого он будет покрыт слоем олова. Далее нужно взять квадратик грубого натурального сукна и протереть свежезалуженный кончик. При этом олово разотрется по поверхности и прекрасно к ней прилипнет. Минус метода — много дыма и резкий запах.
Канифольный расплав канифоли выступит в качестве флюсовой присадки и не даст металлу покрыться оксидным слоем. Вместо этого он будет покрыт слоем олова. Далее нужно взять квадратик грубого натурального сукна и протереть свежезалуженный кончик. При этом олово разотрется по поверхности и прекрасно к ней прилипнет. Минус метода — много дыма и резкий запах. - Следующий способ залудить кончик дает меньше дыма, но потребует больше труда. Кусок грубого натурального сукна нужно разложить на гладкой дощечке, не него насыпать дробленую канифоль или положить целый кусок. Зачищенный кончик макнуть в канифоль, натереть поверхность прутком припоя. Эту операцию придется повторить неоднократно, после чего натереть рабочую поверхность о наканифоленное сукно.
Паяльник с медным жалом требуется залудить каждый раз перед пайкой и обязательно — после хранения в бездействии.
Как залудить жало паяльника во время работы
Если тщательно зачистить и залудить жало, то через полчаса работы, а то и раньше, на него снова перестанет набираться олово. Медь потихоньку стала пригорать, на ней скапливаются шлаковые остатки. Нет смысла давить на паяльник сильнее, прервитесь для лужения. Существует ряд приемов, как залудить кончик.
Используя деревянный брусок
Шершавый деревянный брусок (еловый или сосновый, в них присутствует природная смола, близкая по составу к канифоли). На брусок следует налить небольшое количество флюсового состава и положить небольшой кусочек припоя. если вы заметили окалину, вы можете, практически не прерываясь, снова зачистить и залудить наконечник.
В металлической губке
Этот способ быстро залудить кончик потребует некоторой подготовки. В металлический стаканчик поместите хозяйственную проволочную губку для мытья посуды. Нижнюю часть губки следует промазать густым флюсом, таким, как паяльное сало. При небольшом погружении кончика в губку его можно очистить от шлаков и окалины. А если подцепить каплю олова и погрузить в губку поглубже- то получится и залудить.
А если подцепить каплю олова и погрузить в губку поглубже- то получится и залудить.
Лужение жала металлической губкой
Этим методом можно очистить и залудить и классический медный наконечник, и современные — изготовленные из никеля или керамики.
В канифоли
Этот традиционный способ залудить потребует известной ловкости и быстроты движений. Медь окисляется очень быстро, и можно не успеть донести наконечник от места механической очистки до емкости с флюсом. Поэтому чистят прямо под флюсом, подложив под жало напильник. Кончиком надо тереть по напильнику до плавления флюса, после этого можно залудить, поднеся оловянный пруток.
Залудить классическим способом
Еще один традиционный способ залудить связан с применением тугоплавкого припоя. Тугоплавкость припоя позволяет ему медленнее испаряться с поверхности залуженного паяльника и будет дольше сохраняться на меди. Для него потребуется:
- напильник с частой насечкой;
- шероховатая доска из дерева хвойных пород;
- канифоль;
- кусочек тугоплавкого припоя.

Последовательность действий следующая:
- положить припой на дощечку;
- зачистить одну сторону;
- глубоко окунуть в канифоль;
- быстро зачистить о дощечку, проводя по припою;
- повторить для второй стороны.
Далее следует залудить круглую поверхность между гранями.
Как залудить жало современного паяльника
Согласно декларациям производителей, наконечники из керамики или никеля не нуждаются в лужении. В реальной жизни они также подвержены образованию нагара и окалины. Облудить такой паяльник обычным способом не выйдет. Понадобится:
- хлопчатобумажная ветошь;
- баночка с канифолью;
- пруток припоя.
Паяльник с керамическим жалом
Следует протереть наконечник о ветошь и сразу погрузить его в канифоль. Вдоль наконечника нужно погрузить в кипящую канифоль пруток припоя. Он расплавится и пристанет к рабочим поверхностям.
Он расплавится и пристанет к рабочим поверхностям.
Способы проведения лужения
Существует несколько способов зачистить рабочие поверхности перед лужением:
- С применением абразивных материалов. Надфиль, напильник, точильный брусок, шкурка.
- При помощи ковки. Рекомендуется снять жало перед его обработкой.
- С использованием еще одного паяльника. Наконечники трут друг о друга.
После зачистки следует немедленно, не дожидаясь восстановления оксидного слоя, погрузить наконечник в емкость с канифолью. Туда же погружают пруток припоя, расплавляя его и давая растечься по поверхности стержня. Эту операцию следует повторить несколько раз, чтобы убедиться в полном покрытии припоем рабочих поверхностей.
Далее следует натереть наконечник о сосновую или еловую дощечку, чтобы обеспечить равномерное распределение припоя.
Лужение канифолью
Необходимо тщательно осмотреть наконечник. Если остались участки, не покрытые припоем, операцию следует повторить до получения росного сплошного слоя.
Залудить раз и навсегда не получится. Лужение требуется периодически повторять.
Как залудить необгораемое жало
Традиционное жало, выполненное из красной меди, имеет склонность к постоянному выгоранию и образованию окалины. Достаточно часто требуется зачистить и залудить его. С другой стороны, работа по распайке высокочувствительных к перегреву микросхем и других электронных компонентов требует минимального присутствия припоя на рабочем органе. Даже того минимального тепла, которое запасается к капле припоя, может оказаться достаточно, что бы повредить их.
Для монтажа таких термочувствительных деталей применяются необгораемые наконечники, с нанесенным тонким никелевым слоем. Это покрытие легко оцарапать, и традиционная для медных наконечников зачистка напильником или шкуркой быстро выведет его из строя. Не следует также удалять излишки припоя постукиванием о подставку.
Такие рабочие органы можно залудить следующим способом:
- приготовить кусок хлопковой ткани, канифоль и припой;
- смочить ее холодной водой, слегка отжать;
- в банку с канифолью поместить кусок припоя;
- сильно натереть прогретый паяльник о ткань, добиваясь стирания оксидного слоя;
- быстро окунуть наконечник в канифоль и расплавить в ней олово, давая ему равномерно растечься;
- натереть о хлопковую ткань.

Производители рекомендуют использовать специальные губки из целлюлозы. Их смачивают водой или глицерином и периодически протирать об нее наконечник, чтобы снять окислы и лишнее олово.
Допустимо применять для этого проволочную губку из медных сплавов. Стальная проволока не подойдет — она повредит и сдерет никелевое покрытие слой.
Для необгораемых паяльников особо важно соблюдение температурного режима — при его превышении наконечник может выйти из строя. Нужно внимательно следить за температурой, при перерывах в пайке снижать мощность, если прибор оснащен регулятором. Если регулятора нет, паяльник во время перерыва следует выключать. В продвинутых моделях существует функция автоматической регулировки мощности. Она использует информацию от датчика температуры и снижает мощность, если устройству грозит перегрев. Кроме перегрева, для необгораемых наконечников также вредно долго находиться без припоя.
Кроме перегрева, для необгораемых наконечников также вредно долго находиться без припоя.
Необгораемые наконечники обладают еще одним преимуществом — их можно легко снять и заменить. Доступны целые наборы сменных рабочих органов, предназначенные для разных видов пайки.
Как залудить паяльник своими руками
Самый обычный паяльник с медным жалом есть практически у каждого. Этот несложный и полезный инструмент необходим далеко не только специалистам, занимающимся радиоэлектроникой. В хозяйстве он тоже часто нужен, например, чтобы спаять два провода или починить какой-либо простейший бытовой прибор своими руками.Однако не у всех начинающих пользователей получается даже самая простейшая операция – лужение паяльника.
Зачем лудить паяльник?
Ответ на этот вопрос заключается в том, что в процессе пайки возникает необходимость брать разогретым жалом припой (сплав свинца и олова), который затем переносится на место соединения. Но если его не залудить, то эта процедура становится невыполнимой.
 Припой не прилипает к паяльнику, соответственно, взять нужное количество сплава и перенести на место пайки – невозможно.
Припой не прилипает к паяльнику, соответственно, взять нужное количество сплава и перенести на место пайки – невозможно.Почему так происходит? При контакте разогретого жала с припоем последний расплавляется и прилипает к поверхности. Но только тогда, когда на ней есть слой олова, что и называется – «паяльник луженный». Соответственно, если он испачкан канифолью, флюсом или пластмассой, указанного взаимодействия не получается. Припой просто плавится, образуются капли металла, но к жалу это все дело не пристает.
Правильно луженый паяльник – это инструмент, у которого рабочая часть покрыта тончайшим слоем припоя. К такой поверхности олово охотно прилипает, и его беспрепятственно можно переносить на проводник, плату, радиодеталь и так далее.
Материалы для лужения паяльника
Чтобы правильно залудить паяльник с медным жалом, потребуется минимальный набор материалов:
- канифоль сосновая;
- припой;
- наждачная бумага;
- губка для мыться посуды.

Результат будет намного лучшим, если прислушаться к рекомендациям, изложенным далее.
Не стоит использовать канифоль, у которой вышел срок годности. Потемневшую и загрязненную посторонними веществами тоже лучше не брать. Как правило, стандартная канифоль пригодна к использованию в течение двух лет с момента изготовления.
Припой рекомендуется покупать тот, который имеет максимально светлый оттенок. Это означает, что в сплаве больше олова, а свинца, соответственно, меньше. Такой припой лучше плавится и начинающему пользователю с ним проще обращаться.
Наждачная бумага должна быть такой, чтобы после ее применения на медном жале не оставалось глубоких борозд. По этой же причине ни в коем случае не стоит применять для зачистки точильные камни. Отличные результаты дает применение наждачной бумаги с зернистостью P150.
Губка для мыться посуды обязательно должна иметь жесткую накладку, так как именно эта сторона используется в работе. Заменить ее можно практически любыми войлочными материалами.
 Также есть специальные губки для очистки паяльника.
Также есть специальные губки для очистки паяльника.Процесс лужения паяльника с медным жалом
Сразу же стоит отметить, что нижеописанным способом можно лудить паяльники только с медным жалом. Если обработать наждачной бумагой керамическое острие, то оно безвозвратно утратит свои свойства, а дорогостоящую насадку останется только выбросить.
Если на рабочей поверхности жала осталось застывшее олово, то его можно удалить следующим образом. Паяльник нужно сперва разогреть. Затем жало опускается в канифоль и чистится о многожильный медный провод, смоченный во флюсе.
Далее рабочую часть инструмента необходимо очистить от нагара. Делается это при помощи наждачной бумаги. Особо усердствовать не нужно, так как медь является довольно мягким металлом.
Особое внимание уделяется той части жала, которым осуществляется пайка.
Сразу же после очистки паяльник включается в сеть и разогревается до рабочей температуры. Поскольку медь очень быстро окисляется, рекомендуется уже в процессе нагрева опустить жало в канифоль.
 Так ограничивается доступ кислорода, и поверхность не покроется оксидом в считанные секунды. При высоких температурах этот процесс ускоряется в разы.
Так ограничивается доступ кислорода, и поверхность не покроется оксидом в считанные секунды. При высоких температурах этот процесс ускоряется в разы.Когда паяльник как следует разогреется, он вынимается из канифоли и подводится к припою. Набрав достаточное количество сплава (олово должно отлично прилипать к очищенной поверхности), жало нужно опять погрузить в канифоль несколько раз. За счет большого поверхностного натяжения олово равномерно разойдется по рабочей поверхности паяльника.
Улучшить результат можно с помощью картона, предварительно покрытого канифолью. Если поводить жалом с припоем по такой поверхности, олово лучше распределится и ляжет более тонким слоем.
Далее необходимо очистить паяльник от лишнего расплавленного металла. Для этого нужно несколько раз провести луженным жалом по влажно губке. На этом этапе следует быть осторожным, чтобы заново не испачкать инструмент. Сразу же после очистки жало опускается в канифоль, чтобы защитить нанесенное покрытие.

Результатом вышеописанной процедуры должен быть идеально залуженный паяльник с тончайшим слоем олова на рабочей поверхности. Если все сделать правильно, то последующий за этим процесс пайки будет простым даже для начинающего пользователя.
Как залудить паяльник
Самый обычный паяльник с медным жалом есть практически у каждого. Этот несложный и полезный инструмент необходим далеко не только специалистам, занимающимся радиоэлектроникой. В хозяйстве он тоже часто нужен, например, чтобы спаять два провода или починить какой-либо простейший бытовой прибор своими руками.
Однако не у всех начинающих пользователей получается даже самая простейшая операция – лужение паяльника.
Блок: 1/4 | Кол-во символов: 419
Источник: https://SdelaySam-SvoimiRukami.ru/4392-kak-zaludit-payalnik.html
Особенности жала паяльника
Жало – это основная рабочая часть инструмента, которая контактирует со всеми деталями, припоем, заготовками и прочим. Она разогревается сама, а также плавит при нужной температуре все расходные материалы. Несмотря на то, что данная часть делается из прочных металлов, которые обладают высокой температурой плавления и хорошим сопротивлением химическому воздействию, нужно знать как правильно залудить жало паяльника, так как поверх него начинает образовываться окислительная пленка. Ее не видно без специальных приспособлений, но эффект от присутствия этой пленки становится заметен, так как расплавленный припой не остается на жале, а просто растекается по нему и спадает вниз. Невозможно взять нужное количество материала и аккуратно поместить его на требуемое место. Подготовка жала необходима не только для старых, бывавших в работе устройств. Нужно знать как облудить новый паяльник, так как на нем тоже может образоваться данная окись.
Она разогревается сама, а также плавит при нужной температуре все расходные материалы. Несмотря на то, что данная часть делается из прочных металлов, которые обладают высокой температурой плавления и хорошим сопротивлением химическому воздействию, нужно знать как правильно залудить жало паяльника, так как поверх него начинает образовываться окислительная пленка. Ее не видно без специальных приспособлений, но эффект от присутствия этой пленки становится заметен, так как расплавленный припой не остается на жале, а просто растекается по нему и спадает вниз. Невозможно взять нужное количество материала и аккуратно поместить его на требуемое место. Подготовка жала необходима не только для старых, бывавших в работе устройств. Нужно знать как облудить новый паяльник, так как на нем тоже может образоваться данная окись.
Размер жала и его форма влияют на то, какую именно модель нужно подобрать для определенных операций. Чем толще жало, тем больше мощность паяльника и тем большей температуры он достигает при нагреве.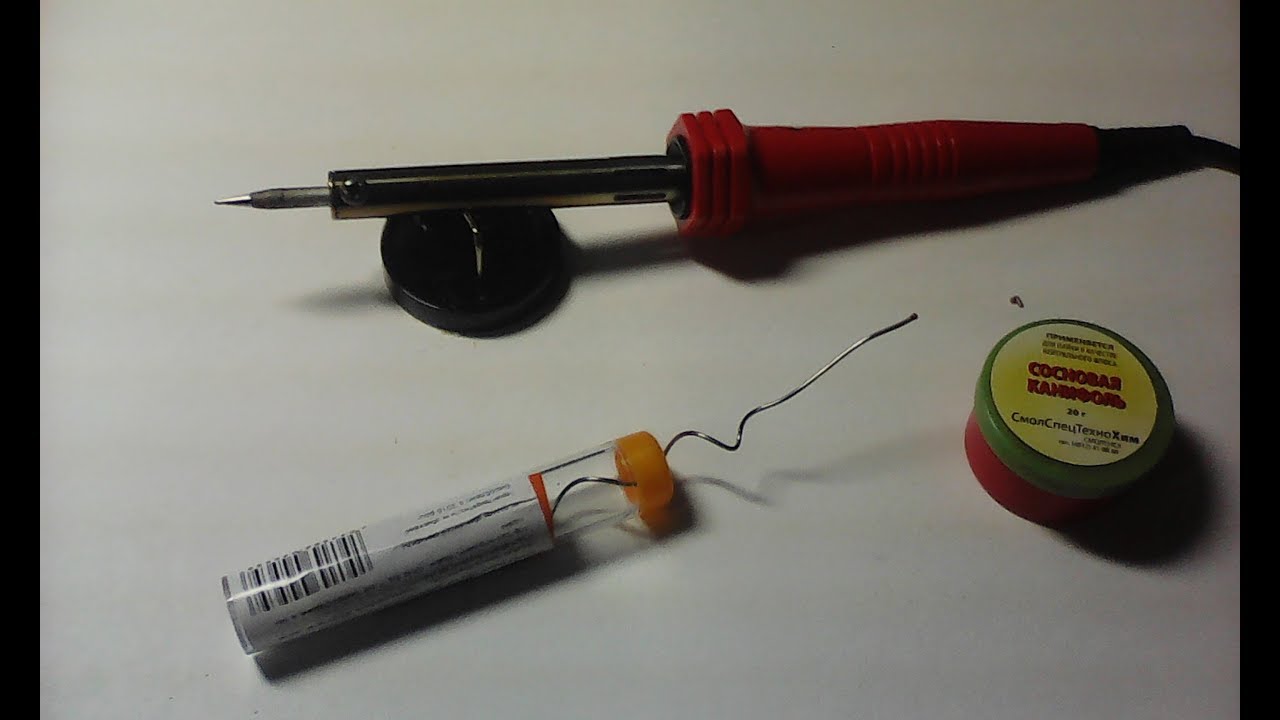 Форма наконечника сказывается на удобстве выполнения определенных операций.
Форма наконечника сказывается на удобстве выполнения определенных операций.
«Важно!
За жалом нужно ухаживать, чтобы оно прожило как можно дольше, так как при выходе его из строя паяльник окажется бесполезным. Для этого нужно постоянно очищать его от остатков припоя по окончании работы.»
Заточка
Помимо лужения паяльника нужно еще знать, как заточить жало паяльника. Ведь только после правильной заточки уже можно работать. Это относится преимущественно к новым моделям, но если от многократного использование жало обросло старыми остатками припоя, то здесь также нужно провести данную операцию.
Заточка жала нового паяльника
Заточка предполагает создание нужной формы наконечника. Стандартным вариантом является заточка под углом в 30-40 градусов с каждой стороны. В итоге должна получиться клинообразная форма. Желательно, чтобы острая часть жала обладала толщиной около 1 мм.
Если нужно паять мелкие детали, то наконечник должен принять форму конуса. При необходимости выпаивания SMD резисторов нужно сделать пропил к краю, что поможет осуществлять данную процедуру одним движением. Все заточки можно произвести обыкновенным напильников с мелкозернистым рельефом.
При необходимости выпаивания SMD резисторов нужно сделать пропил к краю, что поможет осуществлять данную процедуру одним движением. Все заточки можно произвести обыкновенным напильников с мелкозернистым рельефом.
Как залудить жало паяльника деревянным бруском?
Существует несколько вариантов как залудить паяльник с медным жалом. Одним из них является использование деревянного бруска. Лучше всего для этой операции подходит дерево хвойных пород. С одной стороны оно обеспечивает необходимую шероховатость волокон, так как при мягкой структуре древесины таких пород шероховатость заметно повышается, в сравнение с более твердыми видами. С другой стороны в них содержится природная канифоль, что также является плюсом.
Лужение жала паяльника деревянным бруском
Рассматривая как правильно облудить жало паяльника, нужно учесть, что для этой процедуры необходимо еще иметь легкоплавкий припой и флюс. Сначала флюс расплавляется и сразу же выливается на древесину, после этого нужно приложить припой, пока не остыла температура и он также смог расплавиться.
Блок: 2/3 | Кол-во символов: 3407
Источник: https://svarkaipayka.ru/oborudovanie/payalniki/kak-zaludit-zhalo-payalnika.html
Зачем лудить паяльник?
Ответ на этот вопрос заключается в том, что в процессе пайки возникает необходимость брать разогретым жалом припой (сплав свинца и олова), который затем переносится на место соединения. Но если его не залудить, то эта процедура становится невыполнимой. Припой не прилипает к паяльнику, соответственно, взять нужное количество сплава и перенести на место пайки – невозможно.
Почему так происходит? При контакте разогретого жала с припоем последний расплавляется и прилипает к поверхности. Но только тогда, когда на ней есть слой олова, что и называется – «паяльник луженный». Соответственно, если он испачкан канифолью, флюсом или пластмассой, указанного взаимодействия не получается.
Правильно луженый паяльник – это инструмент, у которого рабочая часть покрыта тончайшим слоем припоя. К такой поверхности олово охотно прилипает, и его беспрепятственно можно переносить на проводник, плату, радиодеталь и так далее.
Блок: 2/4 | Кол-во символов: 1025
Источник: https://SdelaySam-SvoimiRukami.ru/4392-kak-zaludit-payalnik.html
Материалы для лужения паяльника
Чтобы правильно залудить паяльник с медным жалом, потребуется минимальный набор материалов:
- канифоль сосновая;
- припой;
- наждачная бумага;
- губка для мыться посуды.
Результат будет намного лучшим, если прислушаться к рекомендациям, изложенным далее.
Не стоит использовать канифоль, у которой вышел срок годности. Потемневшую и загрязненную посторонними веществами тоже лучше не брать. Как правило, стандартная канифоль пригодна к использованию в течение двух лет с момента изготовления.
Припой рекомендуется покупать тот, который имеет максимально светлый оттенок. Это означает, что в сплаве больше олова, а свинца, соответственно, меньше. Такой припой лучше плавится и начинающему пользователю с ним проще обращаться.
Наждачная бумага должна быть такой, чтобы после ее применения на медном жале не оставалось глубоких борозд. По этой же причине ни в коем случае не стоит применять для зачистки точильные камни. Отличные результаты дает применение наждачной бумаги с зернистостью P150.
Блок: 3/4 | Кол-во символов: 1250
Источник: https://SdelaySam-SvoimiRukami.ru/4392-kak-zaludit-payalnik.html
Процесс лужения паяльника с медным жалом
Сразу же стоит отметить, что нижеописанным способом можно лудить паяльники только с медным жалом. Если обработать наждачной бумагой керамическое острие, то оно безвозвратно утратит свои свойства, а дорогостоящую насадку останется только выбросить.
Если обработать наждачной бумагой керамическое острие, то оно безвозвратно утратит свои свойства, а дорогостоящую насадку останется только выбросить.
Если на рабочей поверхности жала осталось застывшее олово, то его можно удалить следующим образом. Паяльник нужно сперва разогреть. Затем жало опускается в канифоль и чистится о многожильный медный провод, смоченный во флюсе.
Особое внимание уделяется той части жала, которым осуществляется пайка.
Сразу же после очистки паяльник включается в сеть и разогревается до рабочей температуры. Поскольку медь очень быстро окисляется, рекомендуется уже в процессе нагрева опустить жало в канифоль. Так ограничивается доступ кислорода, и поверхность не покроется оксидом в считанные секунды. При высоких температурах этот процесс ускоряется в разы.
Когда паяльник как следует разогреется, он вынимается из канифоли и подводится к припою. Набрав достаточное количество сплава (олово должно отлично прилипать к очищенной поверхности), жало нужно опять погрузить в канифоль несколько раз. За счет большого поверхностного натяжения олово равномерно разойдется по рабочей поверхности паяльника.
Улучшить результат можно с помощью картона, предварительно покрытого канифолью. Если поводить жалом с припоем по такой поверхности, олово лучше распределится и ляжет более тонким слоем.
Далее необходимо очистить паяльник от лишнего расплавленного металла. Для этого нужно несколько раз провести луженным жалом по влажно губке. На этом этапе следует быть осторожным, чтобы заново не испачкать инструмент. Сразу же после очистки жало опускается в канифоль, чтобы защитить нанесенное покрытие.
Результатом вышеописанной процедуры должен быть идеально залуженный паяльник с тончайшим слоем олова на рабочей поверхности. Если все сделать правильно, то последующий за этим процесс пайки будет простым даже для начинающего пользователя.
Если все сделать правильно, то последующий за этим процесс пайки будет простым даже для начинающего пользователя.
Блок: 4/4 | Кол-во символов: 2212
Источник: https://SdelaySam-SvoimiRukami.ru/4392-kak-zaludit-payalnik.html
Лужение современного покрытия
Наконечники из керамики и никеля не нужно лудить. Так читают производители, но это не более чем . Современные покрытия тоже склонны к окислению, только процесс происходит медленнее. Залудить жало паяльника паяльной станции современного типа обычным способом не получится — покрытие будет стёрто.
Очистку выполняют мокрой тряпочкой их х/б ткани. Берут твёрдую канифоль, куда ложат немного припоя. Наконечник следует натереть тряпочкой и моментально окунуть в канифоль. Кусок припоя утапливают вертикально вниз. Припой плавится и обволакивает конус жала.
Блок: 4/6 | Кол-во символов: 580
Источник: https://pochini. guru/sovety-mastera/kak-zaludit-zhalo-payalnika
guru/sovety-mastera/kak-zaludit-zhalo-payalnika
Как залудить жало металлической губкой?
Порой случается так, что не лудится жало паяльника, даже если обработка ведется в течение достаточно длительного времени. Применение металлической губки может существенно сменить ситуацию. Для этого подойдут как обыкновенные бытовые варианты, так и профессиональные губки. В фирменных паяльных станциях можно встретить специальные устройства для сухой очистки жала, которые сделаны как стальная губка.
Использование металлической губки для лужения жала
«Обратите внимание!
Это действительно надежный и быстрый способ лужения.»
Выбирая способы как залудить жало паяльника в домашних условиях можно не использовать не просто саму губку, чего может быть вполне достаточно, но добавить улучшения. Если ее измазать в густом флюсе, к примеру, в паяльном сале, то эффект будет более существенным. На само жало можно нанести кусочек припоя, когда оно разогреется, это поможет одновременно очистить его и залудить. Данный способ подходит для таких видов жала как:
Данный способ подходит для таких видов жала как:
- Медное;
- Никелевое;
- Керамическое.
«Важно!
Не стоит сильно аккуратно нажимать губку при лужении, так как такими действиями очень сложно испортить паяльник, а оставить непроработанные участки вполне возможно, так что лучше сделать обработку с усилием.»
Как залудить жало в канифоли?
Лужение жала паяльника канифолью
Способы как залудить жало паяльника без канифоли могут оказаться более простыми, но с использованием данного материала можно проводить работу даже со старыми инструментами, в которых использовалась мягкая медь для производства жала. Основная проблема здесь заключается в быстром окислении материала, так что после очистки мастер даже не сможет быстро донести паяльник до места работы, как все уже снова окислится. Единственным способом для этого является лужение непосредственно в канифоли. Для этого требуется подложить кусок стальной проволоки или какой-либо аналогичный предмет под инструмент. Жалом нужно тереть до момента расплавления флюса. Желательно использовать в это время припой.
Жалом нужно тереть до момента расплавления флюса. Желательно использовать в это время припой.
Устаревшие способы
Если поинтересоваться, как правильно облудить паяльник у людей, которые занимались пайкой достаточно давно, но при этом показывали хорошие результаты, то можно встретить такие способы, которые сейчас редко используются. К ним относятся:
- Напильник. Обработка напильником без дополнительных приспособлений помогает достичь результата, но не дает гарантии, что все надолго сохранится. Это влияет на более быстрое израсходование ресурса жала.
- Деревянный верстак или другая некрашеная древесина. Это очень простой подручный способ, который позволит достичь нужного результата при длительном воздействии.
- Сосновая канифоль. Эффективный, но малоприятный способ из-за запахов, которые раздаются при расплавлении.
- Тугоплавкий припой.
 Материал дольше остается на жале благодаря тому, что температура его плавления выше, чем у остальных материалов.
Материал дольше остается на жале благодаря тому, что температура его плавления выше, чем у остальных материалов.
Особенности лужения современного жала паяльника
У многих возникает вопрос, как залудить новый паяльник, у которого наконечник сделан из никеля или керамики. Есть специальные способы, как залудить жало паяльника паяльной станции с не обгорающим жалом. Стандартные методы здесь не всегда подходят.
Для начала нужно взять тряпку. Устройство разогревается и попутно натирается тряпкой. При должном нагреве его нужно опустить в канифоль, которую следует подготовить заранее, попутно утапливая в ней кусок олова. Это обволакивает поверхность наконечника и помогает бороться с окислением.
Заключение
Существует масса способов как залудить жало паяльника с покрытием и без него. Каждый мастер использует свои методы, которые ему наиболее удобны. Эффективность каждого из них будет видна на практике. Единственно верного решения для всех не существует и нужно индивидуально подбирать каждый вариант.
Блок: 3/3 | Кол-во символов: 3728
Источник: https://svarkaipayka.ru/oborudovanie/payalniki/kak-zaludit-zhalo-payalnika.html
Классический метод и профилактика
Предыдущие способы придумали мастера относительно недавно. Наши предки, даже ещё отцы, делали лужение несколько иначе. Для этого требовался напильник с мелкой насечкой, верстак для работы (можно заменить доской), канифоль и максимально тугоплавкий припой.
Порядок действий:
- Зачищают одну грань основания.
- Глубоко погружают инструмент в канифоль и натирают грань о дерево.
- Контакт о дерево проводят на месте, где предварительно заготовлен припой. Процедуру повторяют несколько раз.
- Занимаются второй гранью.
- Залуживают круглую поверхность прута.
Процедура отнимет минут 10, не меньше. Большое количество времени на подготовку окупается тем, что с инструментом можно работать несколько дней без особой подготовки.
Работа продолжительное время спровоцирует перегрев. Повышение температуры усиливает окисление и прут приходится готовить к работе чаще. Дабы избежать лишних процедур следует придерживаться некоторых правил.
Профилактические меры от окисления:
- Максимальную мощность нельзя использовать постоянно.
- Регулятор температуры в паяльной станции следует выставлять на минимально возможное значение.
- Опытные мастера оснащают подставку для паяльника выключателем с ограничителем напряжения — при неиспользовании инструмента нагрев сохраняется, а покрытие не окисляется.
- После каждой пайки следует восстановить покрытие.
Инструмент всегда нужно держать наготове. После продолжительного простоя жало паяльника не лудится из-за сильного окисления. Восстановление адгезии покрытия, особенно из меди, проводят канифолью. После погружения в неё жало натирают тканью х/б. Во время работы паяльник тоже периодически нужно очищать.
Во время работы паяльник тоже периодически нужно очищать.
Блок: 6/6 | Кол-во символов: 1642
Источник: https://pochini.guru/sovety-mastera/kak-zaludit-zhalo-payalnika
Количество использованных доноров: 3
Информация по каждому донору:
- https://svarkaipayka.ru/oborudovanie/payalniki/kak-zaludit-zhalo-payalnika.html: использовано 2 блоков из 3, кол-во символов 7135 (50%)
- https://SdelaySam-SvoimiRukami.ru/4392-kak-zaludit-payalnik.html: использовано 4 блоков из 4, кол-во символов 4906 (34%)
- https://pochini.guru/sovety-mastera/kak-zaludit-zhalo-payalnika: использовано 2 блоков из 6, кол-во символов 2222 (16%)
Как залудить паяльник? Как правильно облудить жало нового медного китайского паяльника, со стальным и другим покрытием в домашних условиях?
Знаниями о том, как залудить паяльник и обслуживать его по мере эксплуатации, могут похвастать далеко не все начинающие радиолюбители и домашние мастера. Между тем эта процедура является обязательной как при эксплуатации нового устройства, так и при восстановлении работоспособности старого. О том, как правильно облудить жало нового паяльника – медного китайского, со стальным или другим покрытием – в домашних условиях, стоит поговорить более подробно.
Между тем эта процедура является обязательной как при эксплуатации нового устройства, так и при восстановлении работоспособности старого. О том, как правильно облудить жало нового паяльника – медного китайского, со стальным или другим покрытием – в домашних условиях, стоит поговорить более подробно.
Особенности
Работа с нагревательным элементом инструмента при пайке проводов, микросхем, радиодеталей позволяет превращать твердый металл в жидкий, но контактная часть жала для этого должна пройти предварительную обработку. Она заключается в механической очистке поверхности, удалении окислов и распределении тонкого слоя припоя. Все эти меры направлены на продление срока службы сменного элемента и улучшение его контактных свойств. Вот только правильно залудить паяльник может далеко не каждый мастер.
Стоит отметить, что современные необгораемые и керамические жала обычно не предназначены для механической обработки.

Они проходят этап подготовки еще на производстве, а вот медные, стальные и комбинированные элементы требуют особого внимания. Дело в том, что новый инструмент еще не покрыт полудой — тонким слоем расплавленного припоя, необходимым для сцепления во время пайки. Кроме того, отправленный на долгое хранение или регулярно используемый, но нечищеный паяльник может нуждаться в удалении следов окисления, тоже ухудшающих контактные свойства проводника. Все эти проблемы и решаются при помощи лужения — процедуры, предусматривающей определенную последовательность действий.
Все работы выполняются вручную при помощи минимального набора приспособлений и инструментов. В некоторых случаях для необгораемых жал рекомендуется лужение при помощи специальных металлических «мочалок» или очистка губками с жесткой структурой.
Как облудить жало?
Правильно облудить жало нового паяльника в домашних условиях может каждый мастер с минимальными навыками ручного труда. Важно лишь учесть тип наконечника: обращаться с несгораемыми, со стальными, медными и керамическими вариантами нужно по-разному. Более того, стоит учитывать и происхождение инструмента и материалов — медные сплавы китайского производства часто имеют большое количество примесей.
Важно лишь учесть тип наконечника: обращаться с несгораемыми, со стальными, медными и керамическими вариантами нужно по-разному. Более того, стоит учитывать и происхождение инструмента и материалов — медные сплавы китайского производства часто имеют большое количество примесей.
Простейшее лужение проводится при каждой пайке в начале работы с инструментом. Для этого нужно полностью прогреть жало до приобретения металлом красно-оранжевого цвета, а затем прижать его к канифоли. Дождавшись равномерного распределения флюса по поверхности, процедура повторяется с припоем. В итоге наконечник будет покрыт тонким слоем оловянно-свинцовой смеси, помогающей без проблем осуществить пайку.
Медное
Подготовка к работе нового или давно не использовавшегося медного жала требует определенных усилий. Для начала требуется механически зачистить его от нагара, если он присутствует. Обработка продолжается, пока потускневшая медь вновь не засияет, как новая. Для этого используется крупная наждачная бумага, при необходимости придания жалу формы — напильник. По завершении процедуры очистки стоит тщательно отполировать поверхность — это замедлит окисление.
Для начала требуется механически зачистить его от нагара, если он присутствует. Обработка продолжается, пока потускневшая медь вновь не засияет, как новая. Для этого используется крупная наждачная бумага, при необходимости придания жалу формы — напильник. По завершении процедуры очистки стоит тщательно отполировать поверхность — это замедлит окисление.
А также для повышения плотности медного наконечника в условиях мастерской можно применить такой прием, как оковка.
Он подразумевает отбивку металлического стержня. При такой обработке даже сильно пористая медь приобретет необходимую для качественной пайки структуру.
Залудить жало паяльника после механической зачистки можно разными способами.
- В емкость с канифолью поместить несколько кусочков припоя.
 Нагреть и погрузить наконечник паяльника во флюс и олово, дождаться, пока оно распределится по поверхности, извлечь инструмент. После нанесения полуды жало обрабатывают куском грубой суконной ткани, обеспечивая растирание жидкого металлического покрытия. Стоит быть готовым к тому, что в процессе работы будет выделяться большое количество дыма — проводить манипуляции следует в хорошо проветриваемом помещении.
Нагреть и погрузить наконечник паяльника во флюс и олово, дождаться, пока оно распределится по поверхности, извлечь инструмент. После нанесения полуды жало обрабатывают куском грубой суконной ткани, обеспечивая растирание жидкого металлического покрытия. Стоит быть готовым к тому, что в процессе работы будет выделяться большое количество дыма — проводить манипуляции следует в хорошо проветриваемом помещении. - Разложить сукно на поверхности стола, рядом на гладкой доске положить кусок канифоли. Разогретый наконечник паяльника помещается во флюс, извлекается, натирается прутком припоя по всей площади. Процедура повторяется несколько раз. По завершении обработки выполняется натирка сукном. Этот способ хорош тем, что дает меньше дыма и сопутствующего ему неприятного запаха.
Важно помнить, что медное жало паяльника нужно залуживать перед каждым применением.
Зачистка нужна после длительного хранения или по мере накопления нагара.
С нового паяльника сначала удаляются следы патины — зеленоватого налета. На стальных наконечниках, которые тоже нуждаются в обработке, может присутствовать ржавчина — все посторонние включения удаляются при помощи наждачной бумаги с мелким зерном.
С современным покрытием
Керамическое и необгораемое никелевое покрытие наконечников в паяльниках считается «вечным» — не требующим лужения. На практике оказывается, что это не так. Нагар и окалина появляются на их поверхности так же часто, препятствуя нормальной пайке. Если налет уже образовался, использовать для зачистки механические и жесткие абразивные средства нельзя. Здесь нужно действовать более тонко, чтобы не нарушить защитный слой.
Здесь нужно действовать более тонко, чтобы не нарушить защитный слой.
Для выполнения работы можно использовать х/б ветошь — ею тщательно протирается вся поверхность наконечника. Материал предварительно тщательно смачивается водой и отжимается, поскольку работать предстоит с разогретым до высокой температуры инструментом. После этого жало сразу же погружается в канифоль или другой флюс. Рядом с ним прокладывается пруток припоя. Нужно дождаться, пока он равномерно покроет рабочую площадку наконечника, затем извлечь жало. Паяльник будет готов к работе.
Как очищать во время работы?
Иногда приходится решать проблему лужения паяльника непосредственно в процессе работы с инструментом. Обычно полуды хватает на 30 минут непрерывной работы под нагревом. После этого на медном наконечнике начинает образовываться нагар, продукты окисления из-за воздействия металла с кислородом.
Обычно полуды хватает на 30 минут непрерывной работы под нагревом. После этого на медном наконечнике начинает образовываться нагар, продукты окисления из-за воздействия металла с кислородом.
В этом случае наиболее разумным решением будет перерыв для восстановления необходимого в работе покрытия.
Существуют экспресс-методы, позволяющие справиться с этой задачей максимально быстро. Вот некоторые из них.
- С использованием бруска из хвойной древесины. На его поверхность помещается малое количество флюса, укладывается припой. В случае необходимости при помощи этого набора компонентов можно произвести лужение наконечника, практически не прерывая пайки.
- С помощью металлической хозяйственной губки. Ее помещают в металлическую емкость так, чтобы изделие было крепко зажато стенками (подойдет стаканчик, кружка, банка из-под консервов).
 На дно укладывается слой паяльного сала или другого густого флюса. Опуская наконечник паяльника в губку, можно счистить нагар и окалину, а подцепив каплю олова, при такой обработке можно легко провести лужение. Способ очистки хорош тем, что подходит и для медных, и для необгораемых или керамических жал, причем можно действовать с достаточным усилием, не опасаясь повреждения хрупкого инструмента.
На дно укладывается слой паяльного сала или другого густого флюса. Опуская наконечник паяльника в губку, можно счистить нагар и окалину, а подцепив каплю олова, при такой обработке можно легко провести лужение. Способ очистки хорош тем, что подходит и для медных, и для необгораемых или керамических жал, причем можно действовать с достаточным усилием, не опасаясь повреждения хрупкого инструмента. - В канифоли. Этот метод годится для медных жал. В этом случае оно очищается о расположенный рядом с емкостью, в которой находится канифоль, напильник и сразу погружается во флюс, во избежание окисления меди. После этого жало можно залудить припоем.
Это основные способы быстрого восстановления оловянного покрытия на поверхности наконечника при пайке. Они применяются в ходе работы. По ее завершении жало лучше качественно очистить от нагара и покрыть слоем канифоли или другого флюса, а затем залудить.
Профилактика
Чем чаще используется паяльник, тем важнее оказывается проблема его очистки. Особенно страдают от неправильной эксплуатации инструменты, не имеющие регулятора нагрева. Жало такого паяльника регулярно выгорает, покрывается чешуйками и пленкой, возникающей при окислении металла на воздухе. Частично решить эту проблему помогает регулярное обновление слоя полуды, а также разогрев наконечника только с одновременным его погружением в канифоль.
О том, что контактная способность жала ухудшилась, легко узнать в процессе работы. Применяемый припой и канифоль в этом случае перестают равномерно растекаться по его поверхности, скапливаются на кончике, стекают и капают.
При появлении таких симптомов нужно сменить или очистить рабочую часть паяльника, а затем произвести лужение.
Если в процессе пайки приходится делать перерывы, поверхность медного жала лучше защищать от негативных внешних влияний, убавляя температуру нагрева. При отсутствии терморегулятора можно просто выключить прибор. Это позволит избежать окисления.
При наличии уже образовавшейся окалины действовать нужно иначе. Помогут некоторые меры.
- Извлечение остывшего наконечника из места его крепления. Все работы проводятся только после отключения прибора от сети.
- Зачистка поверхности жала. Она выполняется при помощи мелкоабразивной наждачной бумаги.
- Нанесение защитного графитового покрытия. Эта мера профилактики поможет снизить интенсивность образования окалины в дальнейшем. В качестве источника графита подойдет грифель чертежного карандаша.
- Легкими постукиваниями освободить гнездо жала от скопившейся в нем окалины.
- Установить наконечник на место.
Важно следить за тем, чтобы температура нагрева инструмента в процессе работы не превышала необходимые пределы.

Если нет возможности установить терморегулятор, стоит подобрать оптимальную длину жала — чем она больше, тем слабее будет нагрев в точке контакта.
К мерам профилактики образования окислов и нагара на поверхности наконечника паяльника можно отнести и правильный подбор расходных материалов. Нельзя использовать канифоль по истечении срока ее годности. Если флюс потемнел, в нем есть вкрапления посторонних веществ, использовать его запрещено. В выборе припоя на оловянно-свинцовой основе стоит отдавать предпочтение самым светлым по своему оттенку вариантам. Они менее тугоплавкие, хорошо подходят новичкам.
Как очистить и залудить жало паяльника, смотрите далее.
Как правильно и быстро залудить жало паяльника
Процесс пайки знаком каждому, кто хоть раз держал в руках паяльник. Качество работы зависит от правильно выбранной температуры, состава припоя, флюса и состояния жала. Деталь паяльника, непосредственно находящаяся в зоне пайки, может быть выполнена из керамики или меди.
Традиционный материал – безусловно, медь, благодаря ее отменной теплопроводности. И адгезия у нее хорошая. Однако это металл нестойкий, и быстро изнашивается – проще говоря, выгорает или растворяется в припое. Поэтому медные жала часто покрывают тонким слоем никеля или серебра.
- Никелевое покрытие стойкое к истиранию, покрытые им наконечники служат долго. Однако этот металл обладает слабой адгезией, припой к нему не липнет ни при каких условиях. Поэтому пайка возможно лишь при подаче припоя в зону контакта;
- Серебряное покрытие прекрасно удерживает припой, не снижает теплопроводность медной основы, но это достаточно дорогое удовольствие. К тому же, серебро со временем растворяется в припое, обнажая медное жало;
Жало разогревает рабочую область, к ней прикладывается тонкий пруток припоя (или предварительно нанесенная паяльная паста), и происходит схватывание.
Поэтому большинство радиолюбителей (особенно старой школы) предпочитают работать с чистой медью. Однако у такого наконечника есть серьезный недостаток – разогретая медь моментально покрывается окислом. Этот тонкий слой мало того, что обладает нулевой адгезией, еще и снижает теплопередачу. Поэтому рабочий кончик всегда должен быть покрыт тонким слоем припоя – облужен.
Казалось бы, при первом включении покрыл жало оловом, и работай. Однако и здесь свойства меди оказывают плохую услугу. Под слоем припоя, выгорает медная основа. Образуются шлаки (а у них адгезия отсутствует), и покрытие из припоя быстро перетекает к месту пайки. Вы снова отвлекаетесь от работы, и начинаете чистить жало. Об этом процессе расскажем подробнее.
Важно! Никогда не пытайтесь чистить абразивным материалом керамические наконечники и жала с покрытием.
В первом случае вы расколете материал, во втором – превратите дорогостоящий аксессуар в простой медный пруток.
Как залудить паяльник с медным жалом?
Сам процесс покрытия сложностей не вызывает. Любой вид расплавленного припоя – оловянный, свинцовый либо серебряный, отлично ложится на разогретую медь. При одном условии – металл должен быть чистым. А это возможно только в холодном состоянии. Температура является катализатором окисления, снижая адгезию до нуля. А холодный припой не плавится. Круг замкнулся?
Если знать, как очистить жало паяльника, вы сможете восстановить его работоспособность за несколько минут.
Удаление окалины, шлаков, подгоревших остатков канифоли и пластиковой изоляции можно производить и на холодном паяльнике. Правильнее будет вытащить (аккуратно) медный стержень из корпуса, и зачистить его отдельно от нагревателя.
Важно! Та часть стержня, которая находится внутри нагревательного элемента, также окисляется.
Подробное видео как восстановить необгораемое жало паяльника
Это не принципиально, тепло от спирали все равно хорошо передается. Хуже, когда на внутренней части жала появляется окалина. При таком загрязнении теплопередача ухудшается, и электроэнергия расходуется впустую.
Для начала необходимо зачистить медь до состояния нового изделия. Это можно сделать наждачной бумагой. Сначала крупной, затем нулевкой. После нужно заполировать поверхность, гладкая структура медленнее окисляется. Хотя достаточно и простой наждачки. Грязь и шлаки удалили, и жало тут же покрылось тонким слоем окисла.
Совет: Для того чтобы медь прослужила дольше, и медленнее окислялась, жало можно оковать. Делается это буквально молотком на наковальне. При должной аккуратности вы сможете укрепить поверхность и придать нужную форму кончику медного прутка.
- Следующий этап – правильно залудить жало, пока оно не покрылось шлаками. Нагреваем паяльник до рабочей температуры. Проверенный (но очень дымный) способ – погрузить свежезачищенный кончик в баночку с канифолью и бросить туда же несколько кусочков припоя. Расплавленный флюс не даст меди окислиться, а припой моментально покроет чистое жало. Недостаток – запах и обильный дым;
- Следующий способ не такой дымный, но более трудоемкий. На ровную поверхность кладем сукно, на него кусок канифоли. Заранее готовим пруток припоя.
 Макаем очищенное жало в канифоль, и с усилием натираем поверхность оловом;
Макаем очищенное жало в канифоль, и с усилием натираем поверхность оловом;
В квартире такую процедуру не проведешь, разве что на балконе. Затем нужно с усилием обтереть залуженный кончик толстым сукном (чтобы не обжечь пальцы). Расплавленный припой буквально вотрется в медь, и паяльник готов к работе. Только сукно должно быть натуральным, не синтетическим. Иначе материал расплавится и пригорит к жалу.
Такую процедуру проводят после длительного перерыва в работе. Когда грязный и зашлакованный инструмент провалялся полгода в чулане.
Повторяем процедуру несколько раз. Затем убираем канифоль и натираем паяльник о сукно в лужице расплавленного флюса, закрепляя слой.
Результат близок к идеалу, и практически без дыма и запаха. Можно проделывать в помещении.
Как залудить жало паяльника во время работы
Вы берете в руки аккуратный инструмент, с тонким слоем припоя на рабочем кончике, и через 15 минут пайки, к нему снова не липнет олово. Под слоем лужения начала обгорать медь. Да и шлаки от флюса делают свое дело. Не тратьте нервы, и не давите на место пайки. Есть несколько способов, как быстро облудить жало.
Деревянный брусок
Под рукой должен быть шероховатый кусочек дерева, желательно хвойных пород (в волокнах содержится природная канифоль). На него наливается немного любого флюса, и кусочек легкоплавкого припоя. По мере появления окалины на жале, вы просто натираете его о дерево, одновременно зачищая и облуживая.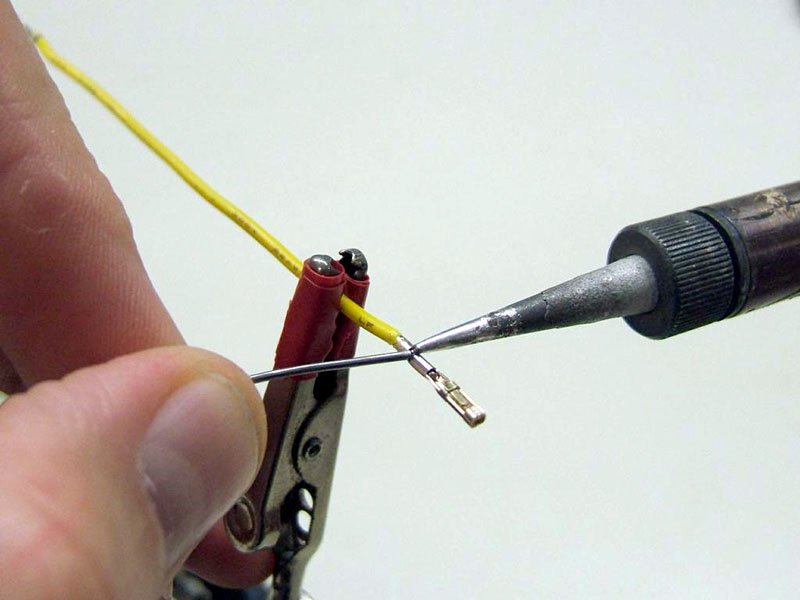
Металлическая губка
Самый доступный способ моментального лужения. Наверняка все видели, что фирменные паяльные станции оснащены устройством сухой очистки жала в виде стальной губки в контейнере.
Это действительно удобно, но приспособление можно модифицировать. Нижнюю часть губки измажьте в густом флюсе, например – паяльном сале. Теперь, погружая паяльник неглубоко – вы его просто чистите. А если нанести на кончик немного припоя (даже на окислившемся жале удержится кусочек), и макнуть в губки до самого дна – происходит моментальная очистка с одновременным лужением.
Способ одинаково хорош для современных керамических и никелевых наконечников, и паяльников с тонким медным жалом. Вы не повредите паяльник из-за сильного нажатия.
По секрету! Обычная кухонная губка работает точно так же, а стоимость ее в разы ниже.
Залудить в канифоли
Более сложный способ подходит к старым паяльникам, с жалом из мягкой меди. Такой металл окисляется стремительно, вы просто не успеете донести его до флюса от места очистки. Поэтому чистим прямо в канифоли. Надо подложить надфиль или кусок стальной проволоки под паяльник, и потереть жалом до расплавления флюса. Разумеется, припой должен присутствовать.
Поэтому чистим прямо в канифоли. Надо подложить надфиль или кусок стальной проволоки под паяльник, и потереть жалом до расплавления флюса. Разумеется, припой должен присутствовать.
Классический способ
И наконец, классика. Так лудили наши деды и отцы. Напильник (с относительно мелкой насечкой), деревянный верстак (или некрашеная доска), сосновая канифоль (самая вонючая и эффективная), и тугоплавкий припой. Почему тугоплавкий – он медленнее испаряется и дольше покрывает медное жало.
Сначала зачищается напильником одна грань, затем глубокое погружение в канифоль и натирание этой грани о доску. В месте контакта с деревом приготовлен припой. Процедура повторяется много раз. После обработки второй грани лудится круглая поверхность прута, постепенно поворачивая жало по кругу. Процесс занимает минут 10, но качество лужения отличное. Можно паять несколько дней.
Как залудить жало современного паяльника?
Современные керамические или никелированные наконечники лудить не нужно. Это мнение производителя, на самом деле – не более чем реклама. Не обгорающие жала также окисляются, только не так скоро, как обычные медные. Только чистить и лудить их традиционным способом нельзя.
Это мнение производителя, на самом деле – не более чем реклама. Не обгорающие жала также окисляются, только не так скоро, как обычные медные. Только чистить и лудить их традиционным способом нельзя.
Поэтому берем мокрую тряпочку (х/б), емкость с твердой канифолью и припой. В канифоль заранее кладем кусочек олова. Натираем наконечник о тряпочку, и моментально макаем в канифоль. После чего начинаем утапливать кусок припоя вертикально вниз. Попутно он плавится и обволакивает конус жала.
Профилактика
Если предстоит кропотливая пайка на несколько часов, позаботьтесь о снижении нагрева во время перерыва. Паяльник нельзя надолго включать на максимальную мощность. Если есть регулятор – устанавливайте температуру немного выше точки плавления выбранного припоя.
Или оснастите подставку для паяльника выключателем с диодным ограничителем напряжения. Положив инструмент на место, вы снижаете нагрев, сохраняя луженое покрытие. Взяв его в руки – вы моментально восстанавливаете температуру. Таким образом, ваше медное жало прослужит дольше.
Таким образом, ваше медное жало прослужит дольше.
как облудить жало паяльника — видео. Использование специальной пасты вам существенно облегчит жизнь. Приобрести такую пасту можно в интернет магазинах Чип и Дип.
About sposport
View all posts by sposport
Как облудить необгораемое жало у паяльника. Как залудить жало паяльника правильно: советы и рекомендации
Искусство пайки нужно постигать постепенно. Начиная от спаивания проводов и переходя к печатным платам — каждый из способов имеет свои тонкости как в подборе расходников для пайки, так и в технике. Сегодня мы поделимся с читателями азами паяльного дела и базовыми навыками работы.
В чём суть пайки
В паяльном деле используется способность одних металлов в расплавленном состоянии эффективно растекаться по поверхности других под действием гравитации и умеренного поверхностного натяжения. Соединение пайкой неразъёмное: две соединяемые детали как бы обволакиваются слоем припоя и остаются неподвижными после его застывания.
Соединение пайкой неразъёмное: две соединяемые детали как бы обволакиваются слоем припоя и остаются неподвижными после его застывания.
Поскольку мы будем рассматривать пайку именно в контексте пайки металлов, то наиболее важными параметрами будут прочность механического и проводимость электрического соединения. В большинстве случаев это прямо пропорциональные величины и если две детали плотно схвачены, то и проводимость между ними тоже будет высокой. Однако припой имеет удельное сопротивление выше, чем даже у алюминия, поэтому его слой должен быть как можно более тонким, а укрывистость — максимально высокой.
Для того чтобы пайка была возможна в принципе, существует два условия. Первое и важнейшее — чистота деталей в месте спайки. Припой присоединяется к поверхности металла на атомном уровне и наличие даже малейшей оксидной плёнки или загрязнений сделает надёжное прилипание невозможным.
Второе условие — температура плавления припоя должна быть значительно ниже температуры спаиваемых деталей. Это кажется очевидным, но существуют припои с температурой плавления выше, чем у алюминия, к примеру. Кроме того, если реальная разница в температурах плавления недостаточно высока, при застывании припоя температурная усадка деталей может помешать нормальному формированию кристаллической решётки припоя.
Это кажется очевидным, но существуют припои с температурой плавления выше, чем у алюминия, к примеру. Кроме того, если реальная разница в температурах плавления недостаточно высока, при застывании припоя температурная усадка деталей может помешать нормальному формированию кристаллической решётки припоя.
Флюсы и припои — как правильно подобрать
По описанным выше причинам правильный выбор флюса и припоя — это практически половина успеха в паяльном деле. К счастью, имеются вполне универсальные марки, подходящие для большинства задач. Отрасль применения почти всех флюсов и припоев вполне доходчиво указывается на этикетках, но некоторые аспекты их применения всё же нужно знать.
Начнём с флюсов. Их применяют для протравливания деталей, снятия и растворения оксидной плёнки с дальнейшей защитой металла от коррозии. Пока поверхность покрыта флюсом, можно быть уверенным в её чистоте, как и в том, что расплавленное олово будет хорошо её смачивать и растекаться.
Флюсы различают по типу металлов и сплавов соединяемых деталей. В основном это смеси металлических солей, кислот и щелочей, активно вступающих в реакцию при нагреве паяльником . Ну а поскольку оксидных форм и загрязнений существует достаточно много, коктейль должен специально подбираться под конкретный тип металлов и сплавов.
В основном это смеси металлических солей, кислот и щелочей, активно вступающих в реакцию при нагреве паяльником . Ну а поскольку оксидных форм и загрязнений существует достаточно много, коктейль должен специально подбираться под конкретный тип металлов и сплавов.
Условно флюсы для пайки делятся на два типа. Активные флюсы создаются на основе неорганических кислот, в основном хлорной и соляной. Недостаток их в необходимости смывки сразу по завершении пайки, иначе остатки кислот вызывают довольно сильное корродирование соединения и сами по себе обладают достаточно высокой проводимостью, способной вызвать замыкание. Зато активными флюсами можно паять практически что угодно.
Второй тип флюсов создаётся, преимущественно, на основе канифоли, которая может использоваться и в чистом виде. Жидкий флюс гораздо удобнее в нанесении, в него также входят спирт и/или глицерин, полностью испаряющиеся при нагреве. Канифольные флюсы наименее эффективны при пайке стали, однако для цветных металлов и сплавов используют преимущественно их или другие соединения органической химии. Канифоль также требует смывки, ибо в долгосрочной перспективе она способствует корродированию и может становиться проводимой, набирая влагу из воздуха.
Канифоль также требует смывки, ибо в долгосрочной перспективе она способствует корродированию и может становиться проводимой, набирая влагу из воздуха.
Жидкая и твёрдая канифоль
С припоями всё несколько проще. В основном для пайки используются свинцово-оловянные припои марки ПОС. Цифра после маркировки означает содержание олова в припое. Чем его больше, тем выше механическая прочность и электропроводность соединения и при этом ниже температура плавления припоя. Свинец используется для нормализации процесса застывания, без него олово может растрескаться или покрыться иглами.
Существуют специальные типы припоев, прежде всего — бессвинцовые (БП) и прочие нетоксичные, в них свинец заменён индием или цинком. Температура плавления у БП выше, чем у обычных, но соединение прочнее и более устойчиво к коррозии. Есть также легкоплавкие припои, растекающиеся уже при 90-110 ºС. К таким относятся сплавы Вуда и Розе, используют их для пайки компонентов, чувствительных к перегреву. Специальные припои находят главное применение при пайке радиоаппаратуры.
Специальные припои находят главное применение при пайке радиоаппаратуры.
Мощность и виды паяльников
Главным отличием паяльного инструмента является тип источника его питания. Для обывателей наиболее знакомы сетевые паяльники, питающиеся от 220 В. Их используют главным образом для пайки проводов и более массивных деталей, ибо перегреть медный провод практически невозможно за исключением, разве что, оплавления изоляции.
Плюс сетевых паяльников в их высокой мощности. За счёт неё обеспечивается качественный и глубокий прогрев детали, плюс не требуется громоздкого блока питания для работы. Из недостатков можно выделить невысокое удобство работы: паяльник довольно тяжёлый, жало расположено далеко от ручки и для тонкой работы такой инструмент не годится.
Паяльные станции используют термоконтроль для поддержания стабильного уровня температуры. Такие паяльники не обладают значительной мощностью, обычно 40 Вт — это уже потолок. Однако для чувствительной к перегреву электроники и пайки мелких деталей этот инструмент подходит наилучшим образом.
Однако для чувствительной к перегреву электроники и пайки мелких деталей этот инструмент подходит наилучшим образом.
Выбор жала и уход за ним
Жала для паяльников различают по форме и материалу. С формой всё просто: самым примитивным и в то же время универсальным является шиловидное жало. Возможны вариации в форме лопаточки, конуса с затуплённым концом, со скосом и прочие. Главная задача при выборе формы — добиться максимальной площади соприкосновения с конкретным типом спаиваемых деталей, чтобы нагрев был мощным и при этом непродолжительным.
По материалу почти все жала медные, однако бывают с покрытием и без него. Покрывают медные жала хромом и никелем для увеличения жаростойкости и устранения окисления поверхности меди. Жала с покрытием очень долговечные, но несколько хуже смачиваются припоем и требуют бережного отношения. Для их чистки используют латунную стружку и вискозные губки.
Жала без покрытия можно по праву отнести к расходникам для пайки. Такое жало при работе периодически покрывается слоем окислов и припой перестаёт к нему прилипать. Рабочую кромку нужно заново зачистить и залудить, поэтому при интенсивном использовании жало стачивается достаточно быстро. Для замедления обгорания жала его рекомендуется предварительно отковать, а затем обточить для придания нужной формы.
Такое жало при работе периодически покрывается слоем окислов и припой перестаёт к нему прилипать. Рабочую кромку нужно заново зачистить и залудить, поэтому при интенсивном использовании жало стачивается достаточно быстро. Для замедления обгорания жала его рекомендуется предварительно отковать, а затем обточить для придания нужной формы.
Пайка проводов
Провода паять наиболее просто. Концы жил окунаем в раствор флюса и проводим по ним паяльником, жало которого обильно смочено во флюсе. В процессе лужения излишки расплавленного припоя желательно стряхивать. После нанесения полуды из проводов формируют скрутку, а затем тщательно прогревают её с небольшим количеством припоя, заполняя свободное пространство между жилами.
Возможен и иной способ, когда перед скручиванием провода просто тщательно смачивают флюсом и паяют без предварительного лужения. Особенно такой метод популярен при пайке многопроволочных жил и проводков небольшого диаметра. Если флюс качественный, а паяльник обеспечивает достаточно сильный прогрев, даже скрутка из 3-4 «пушистых» жил по 1,5 мм 2 хорошо пропитается оловом и будет надёжно спаяна.
Обратите внимание, что в электромонтаже , то есть внутри распределительных коробок, паять проводку не принято. В первую очередь по причине неразъёмности соединения, плюс ко всему спайка обладает значительным переходным сопротивлением и всегда есть высокий риск её корродирования. Провода паяют исключительно при соединениях внутри электроприборов или для лужения концов многопроволочных жил перед их затяжкой винтовыми клеммами.
Работа с электронными компонентами
Пайка электроники — наиболее обширная и сложная тема, требующая опыта, навыков и специального оборудования. Однако заменить неисправный элемент на печатной плате сможет и дилетант даже при наличии одного лишь сетевого паяльника.
Выводные элементы (которые с ножками) паять проще всего. Они предварительно неподвижно фиксируются (пластилином, воском) выводами в отверстиях платы. Затем с обратной стороны паяльник плотно прижимается к хвосту для его прогрева, после чего в место спайки вводится проволочка припоя, содержащего флюс. Слишком много олова не нужно, достаточно чтобы оно затекло в лунку со всех сторон и образовало некое подобие вытянутого колпака.
Слишком много олова не нужно, достаточно чтобы оно затекло в лунку со всех сторон и образовало некое подобие вытянутого колпака.
Если выводной элемент болтается и его нужно придерживать руками, то место спайки сперва смачивается флюсом. Его нужно очень небольшое количество, здесь оптимально использовать флаконы от лака для ногтей, предварительно промытые ацетоном. Олово при такой технике пайки набирается на паяльник в небольшом количестве и его капелька аккуратно подносится к выводу элемента в 1-2 мм от поверхности платы. По ножке припой стекает, равномерно заполняя лунку, после чего паяльник можно убирать.
Очень важно, чтобы соединяемые детали оставались неподвижными до полного остывания припоя. Даже малейшее нарушение формы олова при кристаллизации приводит к так называемой холодной спайке — дроблению всей массы припоя на множество мелких кристаллов. Характерный признак такого явления — резкое помутнение припоя. Его нужно разогреть заново и дождаться равномерного остывания в полной неподвижности.
Некачественная, холодная пайка
Для поддержания олова в жидком состоянии, достаточно чтобы паяльник контактировал залуженной поверхностью жала с любой точкой увлажнённого участка. Если паяльник буквально прилипает к спаиваемым деталям, это свидетельствует о недостатке мощности для нагрева. Для пайки чувствительных к нагреву полупроводниковых элементов и микросхем обычный припой можно смешивать с легкоплавким.
Пайка массивных деталей
Наконец, кратко расскажем о пайке деталей с высокой теплоёмкостью, таких как кабельные муфты, баки или посуда. Требование к неподвижности соединения здесь наиболее важно, крупные детали предварительно соединяют струбцинами, мелкие — комками пластилина, перед пропайкой соединения его прихватывают точечно в нескольких местах и снимают скрепы.
Паяют массивные детали как обычно — сперва полуда на месте соединения, затем заполнение шва жидким припоем. Однако припой в этих целях используют специальный, обычно тугоплавкий и способный сохранять высокую герметичность, а также хорошо выдерживающий частичный нагрев.
При такой пайке крайне важно поддерживать детали хорошо прогретыми. Для этих целей паяльный шов непосредственно перед местом спаивания подогревают газовой горелкой , а вместо обычного электрического паяльника используют массивный медный топорик. Его также постоянно подогревают в пламени горелки, попутно смачивая припоем, а затем заполняют соединение, частично расплавляя предыдущий шов на несколько миллиметров.
Подобная техника пайки с подогревом может использоваться и при работе обычным паяльником, например, при спайке толстых жил кабеля. Жало в этом случае выступает лишь оперативным инструментом для тщательного распределения олова, а основным источником нагрева служит газовая горелка.
Практически каждый хозяин сталкивается с такой технической операцией, как пайка с помощью паяльника, однако не каждый хозяин знает, как облудить паяльник. В процессе использования у некоторых умельцев возникает вопрос по поводу того, почему в процессе эксплуатации паяльник начинает плохо работать. Очень часто отказ от работы обусловлен тем, что в процессе работы происходит обгорание и покрытие жала паяльника слоем нагара.
Наличие нагара на поверхности жала приводит к тому, что припой перестает прилипать к нему. Большинство умельцев знают, что для восстановления работоспособности требуется удалить нагар и провести облужение наконечника устройства, однако не все соблюдают эти требования к работе, и не каждый хозяин знает, как правильно осуществлять процедуру облужения жала.
Очень часто отказ от работы обусловлен тем, что в процессе работы происходит обгорание и покрытие жала паяльника слоем нагара.
Наличие нагара на поверхности жала приводит к тому, что припой перестает прилипать к нему. Большинство умельцев знают, что для восстановления работоспособности требуется удалить нагар и провести облужение наконечника устройства, однако не все соблюдают эти требования к работе, и не каждый хозяин знает, как правильно осуществлять процедуру облужения жала.
Для восстановления работоспособности устройства следует приготовить следующие приборы, инструменты и материалы:
- паяльник;
- наждачная бумага и плоский напильник;
- плоскогубцы;
- тиски;
- припой;
- флюс;
- кусок махрового полотенца;
- кусок поролоновой губки;
- глицерин.
При проведении этой процедуры следует учитывать особенности конструкции паяльников.
Особенности отечественных паяльников
Приобретаемый инструмент должен иметь соответствующие технические характеристики, чтобы можно было выполнять те операции, выполнение которых на прибор возложено. Различные модели паяльников отличаются между собой мощностью нагревательного элемента. Использование приборов со слабой мощностью не позволит нормально работать при необходимости прогрева большой области пайки, а слишком мощные паяльники будут в процессе работы перегревать и пережигать металл подвергающийся пайке.
Различные модели паяльников отличаются между собой мощностью нагревательного элемента. Использование приборов со слабой мощностью не позволит нормально работать при необходимости прогрева большой области пайки, а слишком мощные паяльники будут в процессе работы перегревать и пережигать металл подвергающийся пайке.
При выборе паяльника следует придерживаться принципа – чем больше поле для пайки и чем объемней детали, тем мощнее требуется для работы инструмент. Для проведения монтажных работ с использованием различных микросхем применяются паяльники с мощностью от 4 до 18 Вт. Для работы с печатной платой понадобится прибор имеющий мощность от 25 до 60 ВТ. Для пайки крупных и объемных элементов используется оборудование с мощностью нагревательного элемента от 50 до 120 Вт.
Самые простые отечественные приборы не имеют терморегулирующих устройств, а жало таких приборов способно разогреваться до температуры в 450 градусов Цельсия. Такая температура является вредной при проведении пайки. При осуществлении прикосновения таким раскаленным жалом к канифоли происходит ее бурное плавление, напоминающее извержение вулкана.
При осуществлении прикосновения таким раскаленным жалом к канифоли происходит ее бурное плавление, напоминающее извержение вулкана.
При использовании для пайки перегретого жала соединение получается низкого качества, а используемое в процессе работы жало устройства быстро изнашивается. Для выполнения тонких операций рекомендуется приобретать паяльную станцию.
Преимущества использования паяльных станций
В конструкции паяльной станции предусмотрена установка терморегулятора, благодаря наличию которого в процессе выполнения работы можно задавать жалу инструмента необходимую температуру. Питание установки осуществляется от низковольтного трансформатора имеющего выходное напряжение от 12 до 36 вольт. Такая конструкция позволяет безопасно работать прибором. Благодаря наличию гальванической развязки, в процессе работы не происходит проникновения в паяемые детали электромагнитных наводок. Особенно полезной эта техническая характеристика становится при проведении работ по пайке диодов, так как эти элементы электроники являются особо чувствительными к различным электромагнитным воздействиям.
В отечественных паяльниках и паяльных станциях в качестве материала для изготовления жала применяется медь. Она обладает высокой теплопроводностью, однако наравне с этим имеет один существенный недостаток. В процессе нагрева и соприкосновения с воздухом материал очень быстро подвергается окислению.
При возникновении этого процесса на поверхности рабочего элемента прибора возникает тонкая оксидная пленка, которая препятствует нормальной работе прибора. Благодаря пленке происходит отторжение олова и его сплавов от рабочего элемента.
Используемые при работе флюсы вызывают не только удаление пленки оксидов, но и разъедают само медное тело жала. Помимо этого, при нагреве медь рабочего элемента растворяется в небольшом количестве используемыми припоями. В процессе интенсивной эксплуатации на жале паяльника появляются выемки и неровности.
Для использования паяльника потребуются припой и канифоль.
Для устранения этой проблемы импортные производители выпускают специальные необгораемые жала. От обычных они отличаются белой блестящей поверхностью. Такой цвет поверхности придает им использование в качестве защитного слоя покрытия из никеля. Внутри основу такого жала составляет медь.
От обычных они отличаются белой блестящей поверхностью. Такой цвет поверхности придает им использование в качестве защитного слоя покрытия из никеля. Внутри основу такого жала составляет медь.
При работе с таким жалом требуется определенная осторожность, необходимая для того, чтобы избежать возникновения повреждения покрытия. Так как в случае возникновения последнего, рабочий элемент быстро приходит в негодность.
Некоторые производители для продления сроков службы паяльного жала делают покрытие из никеля более толстым или двойным. При изготовлении двойного покрытия для него применяется сталь и алюминий.
Основные правила лужения медного сердечника
Для качественной и быстрой пайки требуется облудить жало паяльника. Предварительной зачистке подвергается как новый, так и использовавшийся в работе рабочий элемент.
Зачистка проводится до блеска при помощи напильника и наждачной бумаги. При этом требуется проводить зачистку как открытой, так и закрытой части сердечника.
После проведения зачистки паяльник нагревается, и наконечник опускается в канифоль. К канифоли добавляется небольшой кусок припоя. Очищенное и вытертое мокрой тканью жало помещается в канифоль под припой.
Плавящаяся канифоль осуществляет очистку жала от оксида меди, а припой обеспечивает залуживание наконечника паяльника.
В процессе проведения операции экономить канифоль не следует, так как при небольшом ее количестве происходит неравномерное распределение припоя по поверхности рабочего элемента. После проведения операции излишки покрытия удаляются при помощи мокрой тряпки.
В процессе работы таким жалом следует контролировать его нагрев. При возникновении перегрева выше 300 градусов происходит окисление сердечника, что потребует повторного проведения операции по очистке и лужению.
Для того чтобы контролировать температуру и мощность паяльника, в его цепь питания можно включить диммер, представляющий собой регулятор мощности, который используется в электроцепях освещения помещений.
Для проведения обслуживания лучше всего использовать припой марки ПОС-40 в виде толстого прутка расплющенного перед проведением процедуры.
Припой марки ПОС-61 не рекомендуется использовать для этих целей, так как он имеет меньшую температуру плавления и быстрее выгорает на рабочем элементе паяльника. Нанесение припоя на поверхность жала лучше всего при использовании второго более мощного паяльника.
Основные правила проведения лужения необгораемого сердечника
С необгораемым жалом требуется обращаться с особой осторожностью. Такой тип сердечников в отличие от сердечников, изготовленных из меди без использования покрытия, нельзя зачищать при помощи напильника или наждачной бумаги. Такой тип наконечника протирается только мокрым куском махрового полотенца. Для очистки сердечника можно использовать губку, смоченную в глицерине. Для очистки от излишков припоя и окислов можно использовать специальный очиститель, в который время от времени требуется опускать сердечник паяльника.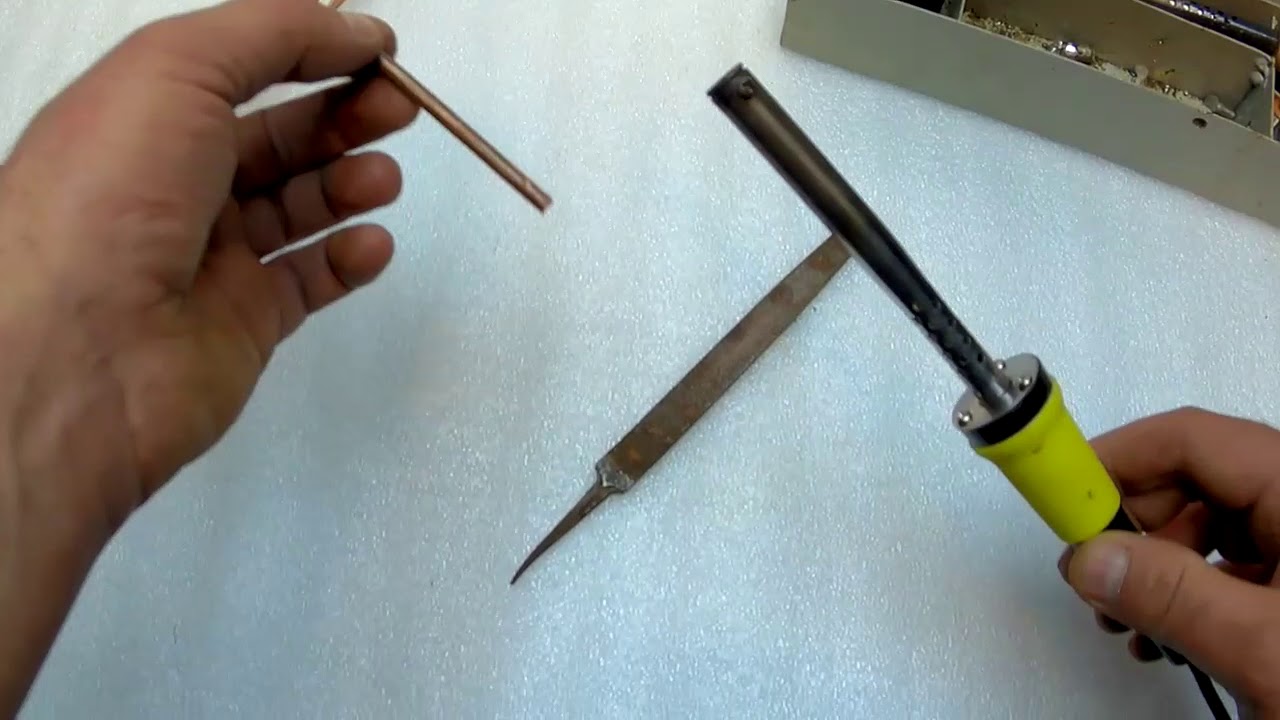
О степени нагрева сердечника можно судить по качеству получаемой пайки. В случае достижения оптимальной температуры место пайки имеет блестящий вид и гладкий четкий контур. В случае если происходит перегрев сердечника, наблюдается растекание припоя по детали, а пайку выполнить невозможно. При недостаточном нагреве место пайки имеет матовый цвет и низкую прочность соединения элементов.
Для лужения старого и сильно обгоревшего сердечника можно использовать препарат Solins TTC-20. В составе препарата имеется фосфорный аммоний, который облегчает очистку. Для очистки жало нагревается до 350 градусов и опускается в препарат под углом 45 градусов с одновременным вращением.
- Основные сведения о процессе лужения
- Способы проведения лужения
- Подготовка провода к пайке
- Процесс пайки проводов
- Несколько полезных советов
В процессе работы жало паяльника постоянно нагревается, что приводит к окислению и необходимости лужения, поэтому следует знать, как залудить жало паяльника, чтобы с его помощью качественно ремонтировать бытовую технику и другие приборы.
Основные сведения о процессе лужения
Лужение паяльника – это процесс, представляющий собой покрытие поверхности стержня тонким слоем припоя, обычно для этого применяется олово. Лужение может быть как промежуточной операцией перед основной работой, так и самостоятельным действием, направленным на улучшение работы инструмента. Большинство инструментов, за исключением паяльных станций, представляет собой припой из проволоки и трубки с канифолью и нуждается в периодическом лужении. Процесс представляет собой снятие пленки окисления, которая образуется на поверхности из-за постоянного перегрева жала. Также нуждаются в лужении новые инструменты, которые еще предстоит подготовить к работе.
Общий принцип лужения одинаков: с помощью абразива жало паяльника очищается, а затем натирается до блеска. В качестве абразива могут выступать паяльник, точильный камень или наждачная бумага. Считается, что начинающим мастерам удобнее работать с напильником, но со временем каждый выбирает материал, кажущийся ему наиболее подходящим для работы.
Вернуться к оглавлению
Способы проведения лужения
Лужение можно провести разными способами:
- с помощью абразива;
- ковкой;
- от другого паяльника.
Для лужения материал прикладывают к жалу и затачивают его до идеальной гладкости, при этом постоянно проверяя срез: он должен быть ровным. К форме жала особых требований не предъявляется. Чаще всего жалу придается форма среза, но бывают исключения – при пайке некоторых деталей удобнее делать жало конусообразной формы.
Еще один способ лужения – с помощью ковки. Этот метод позволяет увеличить срок службы острия паяльника, так как растворимость в припое будет меньше. У некоторых моделей паяльников жало бывает съемным, поэтому его лучше снять и обработать напильником.
Использующиеся в бытовых условиях паяльники не всегда мощные, обычно они бывают от 25 до 60 Вт. Электросеть, в свою очередь, не всегда обеспечивает необходимые для работы 220 В. Из-за этого возникают случаи, когда стержень паяльника не нагревается до нужной температуры и провести лужение невозможно. Проявлением этого станет припой, который будет скатываться и не сможет прилипать к поверхности металла. В этом случае для работы придется использовать трансформатор и повышать напряжение, иногда допустимо повысить его до 230 В.
Проявлением этого станет припой, который будет скатываться и не сможет прилипать к поверхности металла. В этом случае для работы придется использовать трансформатор и повышать напряжение, иногда допустимо повысить его до 230 В.
Для того чтобы правильно залудить паяльник, его нужно включить и нагреть до оптимальной температуры. Оптимальный нагрев определяется очень легко – стержень паяльника приобретает красноватый цвет. Затягивать не нужно, иначе стержень может прогореть. Как только жало приобретает нужный оттенок, его тут же опускают в заранее приготовленную канифоль, вместо нее можно использовать смолу. Начнется выделение дыма. Далее расплавляют оловянный припой, стараясь, чтобы он покрывал жало равномерно.
Перед тем как залудить жало паяльника таким способом, нужно запастись терпением: процедура повторяется от 3 до 5 раз, хотя количество повторов во многом зависит от состояния жала припоя и мощности паяльника. Повторив операцию в последний раз, залуженное жало прикладывают к деревянной поверхности, чтобы припой лучше распределился по поверхности стержня. Для этой процедуры применяются дощечки небольшого размера. Лучше подойдет хвойная древесина, так как в ней содержится смола, ускоряющая работу.
Для этой процедуры применяются дощечки небольшого размера. Лучше подойдет хвойная древесина, так как в ней содержится смола, ускоряющая работу.
При работе важно соблюдать последовательность действий: сначала опускают жало в канифоль, затем прикладывают его к дощечке. Если остаются не покрытые припоем участки, последовательность повторяют. Повторять нужно столько раз, сколько понадобится для того, чтобы получился ровный слой припоя. Цвет должен быть серебристым, блестящим – это показывает, что лужение выполнено правильно. Еще один способ лужения – при помощи второго паяльника. Так как в домашнем хозяйстве редко может быть два инструмента, этот способ применяется очень редко.
Лужение по мере необходимости нужно периодически повторять.
Вернуться к оглавлению
Подготовка провода к пайке
Для припаивания медных проводов их необходимо залудить таким же способом, как сам паяльник. Для работы нужно разогреть жало до рабочей температуры. Жало опускают во флюс или канифоль, потом на припой, после этого плотно прижимают провод. Все это нужно делать быстро, чтобы канифоль не успела испариться. Эту работу придется повторять несколько раз. В результате процедуры на поверхности должен получиться качественный слой припоя.
Жало опускают во флюс или канифоль, потом на припой, после этого плотно прижимают провод. Все это нужно делать быстро, чтобы канифоль не успела испариться. Эту работу придется повторять несколько раз. В результате процедуры на поверхности должен получиться качественный слой припоя.
Процесс лужения окисленных деталей отличается по времени. Окислы рекомендуется сначала удалить с помощью абразивного материала. В очень трудных случаях потребуется кислота для лужения, химический состав или паяльная паста. Для пайки иногда используют проволочный припой. В этом случае необходимо опустить стержень в канифоль, затем приложить к поверхности, которую нужно залудить, а между ними поставить припой. Край припоя потереть острием жала.
Некоторые провода могут быть защищены эмалью. Чтобы удалить ее, можно обработать провод ацетилсалициловой кислотой, то есть обычным аспирином. Таблетка кладется на место и прижимается паяльником. Через некоторое время таблетка плавится и кислота воздействует на лак и разрушается. После такой простой процедуры залудить провод нетрудно.
После такой простой процедуры залудить провод нетрудно.
Один из наиболее надежных способов соединения проводов и деталей — пайка. Как правильно паять паяльником, как подготовить паяльник к работе, как получить надежное соединение — обо всем этом дальше.
В быту используются «обычные» электрические паяльники. Есть, работающие от 220 В, есть — от 380 В, есть — от 12 В. Последние отличаются небольшой мощностью. Используются, в основном, на предприятиях в помещениях с повышенной опасностью. Можно их применять и в бытовых целях, но нагрев их происходит медленно, да и мощность маловата…
Выбрать надо тот, Который удобно «лежит» в руке
Выбор мощности
Мощность паяльника выбирается в зависимости от характера работы:
В домашнем хозяйстве достаточно иметь два паяльника — один маломощный — 40-60 Вт, и один «средний» — около 100 Вт. С их помощью можно будет покрыть около 85-95% потребностей. А пайку толстостенных деталей все равно лучше доверить профессионалу — тут нужен специфический опыт.
Подготовка к работе
Когда паяльник включается в сеть первый раз, часто он начинает дымить. Это выгорают смазочные материалы, которые были использованы в процессе производства. Когда дым перестает выделяться, паяльник выключают, ждут пока он остынет. Дальше надо заточить жало.
Заточка жала
Далее надо подготовить к работе жало. Это цилиндрический стержень, сделанный из медного сплава. Фиксируется при помощи прижимного винта, который находится в самом конце термокамеры. В более дорогих моделях жало может быть слегка заточено, но, в основном, заточки нет.
Изменять будем самый кончик жала. Использовать можно молоток (сплющивать медь как вам нужно), напильник или наждак (просто стачивать ненужное). Форму жала выбирают в зависимости от предполагаемого типа работ. Его можно:
- Сплющить в виде лопатки (как у отвертки) или сделать плоской с одной стороны (угловая заточка). Этот тип заточки нужен, если паяться будут массивные детали. Такая заточка увеличивает плоскость соприкосновения, улучшает передачу тепла.
- Сточить край жала в острый конус (пирамидку) можно, если предполагается работа с мелкими деталями (тонкие провода, электродетали). Так проще контролировать степень нагрева.
- Тот же конус, но не такой острый подойдет для работы с проводниками большего диаметра.
Более универсальным считается заточка «лопаткой». Если ее сформировать при помощи молотка, медь уплотняется, корректировать наконечник надо будет реже. Ширину «лопатки» можно делать больше или меньше, подрабатывая ее по сторонам напильником или наждаком. С этим типом заточки работать можно с тонкими и средними паяемыми деталями (поворачивать жало в нужное положение).
Лужение паяльника
Если жало паяльника не имеет защитного покрытия, его необходимо залудить — покрыть тонким слоем олова. Это защитит его от коррозии и быстрого износа. Делают это при первом же включении инструмента, когда дым перестал выделяться.
Первый способ лужения жала паяльника:
- довести до рабоче температуры;
- прикоснуться к канифоли;
- расплавить припой и растереть его вдоль всего жала (можно деревянной щепкой).
Второй способ. Смочить тряпку раствором хлористого цинка, нагретое жало потереть о тряпку. Расплавить припой и куском поваренной каменной соли растереть его по всей поверхности жала. В любом случае медь должна покрыться тонким слоем олова.
Технология пайки паяльником
Практически все сейчас пользуются электрическими паяльниками. Те, у кого работа связна с пайкой, предпочитают иметь паяльную станцию, «любители» предпочитают обходиться обходиться обычными паяльниками без регуляторов. Иметь несколько паяльников разной мощности достаточно для работ разного типа.
Чтобы разобраться как правильно паять паяльником, надо хорошо представлять себе процесс в общем, затем углубляться в нюансы. Потому начнем с краткого описания последовательности действий.
Пайка подразумевает последовательность повторяющихся действий. Говорить будем о пайке проводов или радиотехнических деталей. Именно с ними приходится встречаться в хозяйстве чаще. Действия такие:
На этом пайка закончена. Надо остудить припой и проверить качество соединения. Если все сделано правильно, место пайки имеет яркий блеск. Если припой выглядит тусклым и пористым — это признак недостаточной температуры во время пайки. Сама пайка называется «холодной» и не дает требуемого электрического контакта. Она легко разрушается — достаточно потянуть провода в разные стороны или даже подковырнуть чем-то. Еще место пайки может быть обугленным — это признак обратной ошибки — слишком высокой температуры. В случае с проводами она часто сопровождается оплавлением изоляции. Тем не менее, электрические параметры бывают нормальными. Но, если паяются проводники при устройстве проводки, лучше переделать.
Подготовка к пайке
Сначала поговорим о том, как правильно паять паяльником провода. Для начала надо удалить изоляцию. Длинна оголяемого участка может быть разной — если паять собираетесь проводку — силовые провода, оголяют 10-15 см. Если припаять надо малоточные проводники (те же наушники, например), длинна оголяемого участка небольшая — 7-10 мм.
После снятия изоляции необходимо провода осмотреть. Если есть на них лак или оксидная пленка, ее надо удалить. У свежезачищенных проводов оксидной пленки обычно не бывает, а лак иногда присутствует (медь имеет не рыжий цвет, а коричневатый). Оксидную пленку и лак можно удалить несколькими способами:
- Механически. Использовать наждачную бумагу с мелким зерном. Ею обрабатывают оголенную часть провода. Так можно сделать с одножильными проводами довольно большого диаметра. Обрабатывать наждачной бумагой тонкие проводки неудобно. Многожильные так вообще можно оборвать.
- Химический способ. Оксиды хорошо растворяются спиртом, растворителями. Лаковое защитное покрытие снимается при помощи ацетилсалициловой кислоты (обычный аптечный аспирин). Провод кладут на таблетку, прогревают паяльником. Кислота разъедает лак.
В случае с лакированными (эмалированными) проводами можно обойтись без зачистки — нужно использовать специальный флюс, который так и называется «Флюс для пайки эмалированных проводов». Он сам разрушает защитное покрытие во время пайки. Только чтобы впоследствии он не начал разрушать проводники, его после окончания пайки его надо удалить (влажной тряпкой, губкой).
Если припаять надо провод к какой-то металлической поверхности (например, провод заземления к контуру), процесс подготовки мало чем меняется. Площадку, к которой будет припаиваться провод, надо зачистить до чистого металла. Сначала механически удаляются все загрязнения (включая краску, ржавчину и т.д.), после чего при помощи спирта или растворителя поверхность обезжиривается. Далее можно паять.
Обработка флюсом или лужение
При пайке главное — обеспечить хороший контакт спаиваемых деталей. Для этого перед началом пайки соединяемые детали надо залудить или обработать флюсом. Эти оба процесса взаимозаменяемы. Их основное назначение — улучшить качество соединения, облегчить сам процесс.
Лужение
Для обработки проводов потребуется хорошо разогретый паяльник, кусок канифоли, небольшое количество припоя.
Берем зачищенный провод, укладываем его на канифоль, прогреваем паяльником. Прогревая, поворачиваем проводник. Когда провод окажется весь в расплавленной канифоли, на жало паяльника набираем немного припоя (просто прикасаемся жалом). Затем вынимаем провод из канифоли и кончиком жала проводим по оголенному проводнику.
Лужение проводов — обязательный этап при пайке
При этом припой тончайшей пленкой покрывает металл. Если это медь, из желтой, она становится серебристой. Провод тоже надо немного поворачивать, а жало двигать вверх/вниз. Если проводник хорошо подготовлен, он полностью становится серебристым, без пропусков и желтых дорожек.
Обработка флюсом
Тут все и проще, и сложнее. Проще в том смысле, что нужен только состав и кисточка. Кисточку обмакиваем в флюс, наносим тонким слоем состав на место пайки. Все. В этом простота.
Сложность в выборе флюса. Есть много разновидностей этого состава и под каждый вид работы надо подбирать свой. Так как сейчас говорим о том, как правильно паять паяльником провода или электронные компоненты (платы), то приведем несколько примеров хороших флюсов для этого типа работ:
Для пайки электронных компонентов (печатных плат) не используйте активные (кислотные) флюсы. Лучше — на водной или спиртовой основе. Кислотные же имеют хорошую электропроводность, что может нарушить работу устройства. Также они очень химически активны и могут вызвать разрушение изоляции,коррозию металлов. Благодаря своей активности они очень хорошо подготавливают к пайке металлы, потому их используют, если надо припаять провод к металлу (обрабатывают саму площадку). Наиболее распространенный представитель — «Паяльная кислота».
Разогрев и выбор температуры
Если хотите знать, как правильно паять паяльником, надо научиться определять достаточно ли разогрето место пайки. Если пользуетесь обычным паяльником, ориентироваться можно по поведению канифоли или флюса. При достаточном уровне нагрева они активно кипят, выделяют пар, но не горят. Если поднять жало, капли кипящей канифоли остаются на кончике жала.
При использовании паяльной станции исходят из таких правил:
То есть, на станции выставляем на 60-120°С выше, чем температура плавления припоя. Зазор температур, как видите большой. Как выбрать? Зависит от теплопроводности спаиваемых металлов. Чем лучше он отводит тепло, тем более высокой должна быть температура.
Внесение припоя
Когда место пайки достаточно разогрето, можно добавлять припой. Его вносят двумя способами — расплавленное, в виде капли на жале паяльника или в твердом виде (проволоку припоя) непосредственно в зону пайки. Первый метод используется если область пайки небольшая, второй — при значительных площадях.
В случае, если надо внести небольшое количество припоя, его касаются жалом паяльника. Припоя достаточно, если жало стало белым, а не желтым. Если повисла капля — это перебор, ее надо удалить. Можно стукнуть пару раз по краю подставки. Потом сразу возвращаются в зону пайки, проводя жалом вдоль места пайки.
Во втором случае проволоку припоя вводим непосредственно в зону пайки. Нагревшись, он начинает плавиться, растекаясь и заполняя пустоты между проводами, занимая место испаряющегося флюса или канифоли. В этом случае надо вовремя убрать припой — его переизбыток тоже не очень хорошо влияет на качество пайки. В случае с пайкой проводов это не так критично, а вот при пайке электронных элементов на платах очень важно.
Чтобы пайка была качественной, необходимо все делать тщательно: зачищать провода, прогреть место пайки. Но перегрев тоже нежелателен, как и слишком большое количество припоя. Вот тут нужна мера и опыт, а набраться его можно повторяя все действия некоторое количество раз.
Приспособление для более удобной пайки — третья рука
Как научиться паять паяльником
Для начала возьмите несколько кусков одножильного провода небольшого диаметра (можно — монтажные провода, те, которые используются в связи и т.п.) — с ними работать проще. Нарежьте их на небольшие кусочки и на них тренируйтесь. Сначала старайтесь спаять два провода. Кстати, после лужения или обработки флюсом их лучше скрутить между собой. Так увеличиться площадь контакта и проще будет удерживать провода на месте.
Когда пайка несколько раз получится надежной, можно увеличить количество проводков. Их тоже надо будет скручивать, но уже применять придется пассатижи (две проволоки можно скручивать руками).
Нормальная пайка означает:
После того, как освоена пайка нескольких проводов (трех…пяти), можно попробовать многожильные провода. Сложность состоит в зачистке и лужении. Зачищать получится только химическим методом, а лудить, предварительно скрутив провода. Затем залуженные проводники можно попытаться скрутить, но это довольно сложно. Придется их удерживать при помощи пинцета.
Когда и это освоено, можно тренироваться на проводах большего сечения — 1,5 мм или 2,5 мм. Это те провода, которые применяют при прокладке проводки в квартире или доме. Вот на них и можно тренироваться. Все тоже, но работать с ними сложнее.
После завершения пайки
Если обрабатывали провода кислотными флюсами, после остывания припоя, его остатки надо смыть. Для этого используют влажную тряпку или губку. Их смачивают в растворе моющего средства или мыла, после — удаляют влагу, просушивают.
О том, как правильно паять паяльником вы знаете, теперь надо приобретать практические навыки.
Процесс пайки знаком каждому, кто хоть раз держал в руках паяльник. Качество работы зависит от правильно выбранной температуры, состава припоя, флюса и состояния жала. Деталь паяльника, непосредственно находящаяся в зоне пайки, может быть выполнена из керамики или меди.
Традиционный материал – безусловно, медь, благодаря ее отменной теплопроводности. И адгезия у нее хорошая. Однако это металл нестойкий, и быстро изнашивается – проще говоря, выгорает или растворяется в припое. Поэтому медные жала часто покрывают тонким слоем никеля или серебра.
Поэтому большинство радиолюбителей (особенно старой школы) предпочитают работать с чистой медью. Однако у такого наконечника есть серьезный недостаток – разогретая медь моментально покрывается окислом. Этот тонкий слой мало того, что обладает нулевой адгезией, еще и снижает теплопередачу. Поэтому рабочий кончик всегда должен быть покрыт тонким слоем припоя – облужен.
Казалось бы, при первом включении покрыл жало оловом, и работай. Однако и здесь свойства меди оказывают плохую услугу. Под слоем припоя, выгорает медная основа. Образуются шлаки (а у них адгезия отсутствует), и покрытие из припоя быстро перетекает к месту пайки. Вы снова отвлекаетесь от работы, и начинаете чистить жало. Об этом процессе расскажем подробнее.
Важно! Никогда не пытайтесь чистить абразивным материалом керамические наконечники и жала с покрытием.
В первом случае вы расколете материал, во втором – превратите дорогостоящий аксессуар в простой медный пруток.
Как залудить паяльник с медным жалом?
Сам процесс покрытия сложностей не вызывает. Любой вид расплавленного припоя – оловянный, свинцовый либо серебряный, отлично ложится на разогретую медь. При одном условии – металл должен быть чистым. А это возможно только в холодном состоянии. Температура является катализатором окисления, снижая адгезию до нуля. А холодный припой не плавится. Круг замкнулся?
Если знать, как очистить жало паяльника, вы сможете восстановить его работоспособность за несколько минут.
Удаление окалины, шлаков, подгоревших остатков канифоли и пластиковой изоляции можно производить и на холодном паяльнике. Правильнее будет вытащить (аккуратно) медный стержень из корпуса, и зачистить его отдельно от нагревателя.
Важно! Та часть стержня, которая находится внутри нагревательного элемента, также окисляется.
Подробное видео как восстановить необгораемое жало паяльника
Это не принципиально, тепло от спирали все равно хорошо передается. Хуже, когда на внутренней части жала появляется окалина. При таком загрязнении теплопередача ухудшается, и электроэнергия расходуется впустую.
Для начала необходимо зачистить медь до состояния нового изделия. Это можно сделать наждачной бумагой. Сначала крупной, затем нулевкой. После нужно заполировать поверхность, гладкая структура медленнее окисляется. Хотя достаточно и простой наждачки. Грязь и шлаки удалили, и жало тут же покрылось тонким слоем окисла.
Совет: Для того чтобы медь прослужила дольше, и медленнее окислялась, жало можно оковать. Делается это буквально молотком на наковальне. При должной аккуратности вы сможете укрепить поверхность и придать нужную форму кончику медного прутка.
- Следующий этап – правильно залудить жало, пока оно не покрылось шлаками. Нагреваем паяльник до рабочей температуры. Проверенный (но очень дымный) способ – погрузить свежезачищенный кончик в баночку с канифолью и бросить туда же несколько кусочков припоя. Расплавленный флюс не даст меди окислиться, а припой моментально покроет чистое жало. Недостаток – запах и обильный дым;
- Следующий способ не такой дымный, но более трудоемкий. На ровную поверхность кладем сукно, на него кусок канифоли. Заранее готовим пруток припоя. Макаем очищенное жало в канифоль, и с усилием натираем поверхность оловом;
В квартире такую процедуру не проведешь, разве что на балконе. Затем нужно с усилием обтереть залуженный кончик толстым сукном (чтобы не обжечь пальцы). Расплавленный припой буквально вотрется в медь, и паяльник готов к работе. Только сукно должно быть натуральным, не синтетическим. Иначе материал расплавится и пригорит к жалу.
Такую процедуру проводят после длительного перерыва в работе. Когда грязный и зашлакованный инструмент провалялся полгода в чулане.
Повторяем процедуру несколько раз. Затем убираем канифоль и натираем паяльник о сукно в лужице расплавленного флюса, закрепляя слой.
Результат близок к идеалу, и практически без дыма и запаха. Можно проделывать в помещении.
Как залудить жало паяльника во время работы
Вы берете в руки аккуратный инструмент, с тонким слоем припоя на рабочем кончике, и через 15 минут пайки, к нему снова не липнет олово. Под слоем лужения начала обгорать медь. Да и шлаки от флюса делают свое дело. Не тратьте нервы, и не давите на место пайки. Есть несколько способов, как быстро облудить жало.
Деревянный брусок
Под рукой должен быть шероховатый кусочек дерева, желательно хвойных пород (в волокнах содержится природная канифоль). На него наливается немного любого флюса, и кусочек легкоплавкого припоя. По мере появления окалины на жале, вы просто натираете его о дерево, одновременно зачищая и облуживая.
Металлическая губка
Самый доступный способ моментального лужения. Наверняка все видели, что фирменные паяльные станции оснащены устройством сухой очистки жала в виде стальной губки в контейнере.
Это действительно удобно, но приспособление можно модифицировать. Нижнюю часть губки измажьте в густом флюсе, например – паяльном сале. Теперь, погружая паяльник неглубоко – вы его просто чистите. А если нанести на кончик немного припоя (даже на окислившемся жале удержится кусочек), и макнуть в губки до самого дна – происходит моментальная очистка с одновременным лужением.
Способ одинаково хорош для современных керамических и никелевых наконечников, и паяльников с тонким медным жалом. Вы не повредите паяльник из-за сильного нажатия.
По секрету! Обычная кухонная губка работает точно так же, а стоимость ее в разы ниже.
Залудить в канифоли
Более сложный способ подходит к старым паяльникам, с жалом из мягкой меди. Такой металл окисляется стремительно, вы просто не успеете донести его до флюса от места очистки. Поэтому чистим прямо в канифоли. Надо подложить надфиль или кусок стальной проволоки под паяльник, и потереть жалом до расплавления флюса. Разумеется, припой должен присутствовать.
Классический способ
И наконец, классика. Так лудили наши деды и отцы. Напильник (с относительно мелкой насечкой), деревянный верстак (или некрашеная доска), сосновая канифоль (самая вонючая и эффективная), и тугоплавкий припой. Почему тугоплавкий – он медленнее испаряется и дольше покрывает медное жало.
Сначала зачищается напильником одна грань, затем глубокое погружение в канифоль и натирание этой грани о доску. В месте контакта с деревом приготовлен припой. Процедура повторяется много раз. После обработки второй грани лудится круглая поверхность прута, постепенно поворачивая жало по кругу. Процесс занимает минут 10, но качество лужения отличное. Можно паять несколько дней.
Как залудить жало современного паяльника?
Современные керамические или никелированные наконечники лудить не нужно. Это мнение производителя, на самом деле – не более чем реклама. Не обгорающие жала также окисляются, только не так скоро, как обычные медные. Только чистить и лудить их традиционным способом нельзя.
Поэтому берем мокрую тряпочку (х/б), емкость с твердой канифолью и припой. В канифоль заранее кладем кусочек олова. Натираем наконечник о тряпочку, и моментально макаем в канифоль. После чего начинаем утапливать кусок припоя вертикально вниз. Попутно он плавится и обволакивает конус жала.
Профилактика
Если предстоит кропотливая пайка на несколько часов, позаботьтесь о снижении нагрева во время перерыва. Паяльник нельзя надолго включать на максимальную мощность. Если есть регулятор – устанавливайте температуру немного выше точки плавления выбранного припоя.
Или оснастите подставку для паяльника выключателем с диодным ограничителем напряжения. Положив инструмент на место, вы снижаете нагрев, сохраняя луженое покрытие. Взяв его в руки – вы моментально восстанавливаете температуру. Таким образом, ваше медное жало прослужит дольше.
как облудить жало паяльника — видео. Использование специальной пасты вам существенно облегчит жизнь. Приобрести такую пасту можно в интернет магазинах Чип и Дип.
подготовка и уход за паяльником
→ →(C) Igor Majorov, 1996 (R) Sergey Romanov and Fedy Savin, 1997 ────────────────────────── Возьмем простой паяльник в руки. Для нача- ла подготовим его к работе: Жало (самый кончик паяльника) должно быть серебристого цвета. Если это не так, то берем надфиль или напильник, и аккуратно его зачищаем. Затем, берем напильник и придаем жалу форму либо “лопатки”, если надо спаять два провода, либо “иглу” или “конус” для работы с платой, например. (смотри рис.) Теперь включаем паяльник в сеть, ждем, пока он нагреется, и последовательно прикасаемся жалом (окунаем жало) сначала к канифоли, а потом к олову, причем так, чтобы олово равномерно его покрыло. После этого оботрем жало о кусочек тряпочки. Все. Паяльник готов к работе. Следующий этап – правильная пайка. Обычно, у начинающих после первой пайки получается нечто, скрепленное КУСКОМ оло- ва. Не бойтесь, если и вы получите та- кой же результат. Умение приходит с опы- том… Для начала попытаемся спаять между собой два “одножильных” проводка, коих навалом в любом доме. Для хорошей пайки, провода сначала зачис- тим где-то на 5 мм в длину. Для этого чаще всего применяется остро заточенный режущий инструмент типа хирургического скальпеля, ножа, кусачек,или, на худой конец, острых ножниц… Аккуратно, стараясь не порезать пальцы, снимите изоляцию с проводка. Ниче- го, если в первый раз вместо того, чтобы снять изоляцию, вы перекусите провод цели- ком. Несколько попыток, и у вас обязатель- но получится. Сняв изоляцию, поскребите по оголенной части, например, ножом. Часть должна сильнее заблестеть. Итак,провод зачищен. Теперь его надо “за- лудить” или “облудить” – и так, и так го- ворят. Берем зачищенный провод,и горячим паяльни- ком не на долго вдавливаем его в канифоль, а затем вынимаем. После этого, расплавив паяльником неболь- шой кусочек олова, снова прикасаемся к обезжиренному с помощью канифоли концу провода, и слегка прокручиваем его вокруг своей оси для того, чтобы олово равномерно покрыло зачищенный участок. Ту же операцию проводим со вторым проводом. Затем, наложив “залуженные” провода друг на друга, прикасаемся к ним горячим паяль- ником, предварительно окунув его в кани- фоль. Все. Теперь отводим паяльник и даем прово- дам остыть, ни в коем случае не дуя на них – это ухудшает качество пайки. Несколько слов о том, как надо спаивать можду собой неслолько проводов: -Правильная спайка проводов. -Не правильная спайка проводов. Теперь поговоpим о том, как обpащаться с печатнoй платой и ее элементами. Печатная плата пpедставляет из себя лист фольгиpованного гетинакса или текстолита, на котоpом вытpавлены токопpоводящие до- pожки. Hа плате имеются отвеpстия (дырки), куда затем будут впаяны элементы схемы, ну, то есть детали всякие. Обычно эти отвеpстия уже облужены, так что особых пpоблем не возникает. Но если попалась “левая” плата, то пеpед монтажом печатные пpоводники и контактные площадки необходимо подготовить к пайке – очистить от оксидной пленки и загpязнений. Если с момента изготовления платы пpошло много вpемени и металлическое покpытие по- темнело (окислилось), то вначале необходи- мо зачистить его до блеска мелкозеpнистой шкуpкой, а затем – тщательно пpомыть спиp- том (не обязательно). После обезжиpивания, на все контактные площадки платы кисточкой наносят тонкий слой канифольного флюса. (Состав, %: Канифоль – 15-18, остальное спиpт; Канифоль – 6, Глицеpин – 14, спиpт этиловый – все остальное). Ну если у вас не оказалось чего либо из состава флюса, не надо растраиваться, можно просто взять кончиком паяльника немного олова, потом его немного вдавливаем в канифоль и быстро (пока не испарилась канифоль) прикасаемся жалом к месту которое надо залудить,и нем- ного подождав убираем его. То место залу- дится. Если у вас отверстие залило оловом знчит вы есго слишком мнего взяли на жало. Для последнего способа требуется неплохая тренировка. Радиоэлементы и микpосхемы тоже необхо- димо подготовить к монтажу и пайке. Для этого их выводы (ножки) фоpмуют (пpидают им нужную фоpму), обpезают до необходимой длины, если тpебуется, зачищают и лудят. Фоpмовку можно выполнить с помощью пин- цета, мини плоскогубцев или других подоб- ных инструментов/пpиспособлений. Поскольку пpочность сцепления фольги с платой невелика и пpи нагpевании уменьша- ется, то стаpайтесь, чтобы паяльник не гpел плату более 5 секунд. Для пайки плат следует пpименять пpипой с низкой темпеpатуpой плавления: ПОСК 50, ПОС 61 и дp. Мощность паяльника – не более 35-40 Вт. Паяльник должен иметь иглообраз- ное жало (хотя это на ваше усмотрение), острозаточенное и облуженное. Пpипаивание всех элементов схемы пpоиз- водится также как и пpипаивание 2-х облу- женных пpоводов, т.е. вставляем ножки де- тали в нужные отвеpстия и нагpеваем их поочеpедно.
У любого человека в определенный период появляется желание узнать, как научиться паять паяльником. Возможно, возникла необходимость закрепить контакт в розетке, а то и починить электрическую схему. В чем бы ни была причина, такой интерес полностью обоснован.
С помощью паяльника происходит соединения двух металлов с применением другого металла, имеющего значительно меньшую температуру плавления.
Использование паяльника в повседневной жизни давно стало рядовым событием. Вопрос о том, как научиться , большинство решает уже в детстве. Само паяние — это несложный процесс, но он требует внимания и аккуратности.
Основы процесса пайки
Пайка представляет собой процесс соединения двух металлов с применением другого металла, имеющего значительно меньшую температуру плавления. Легкоплавкий металл называется припоем. Принцип любой пайки основан на прогреве металлов в зоне пайки до температуры, превышающей температуру плавления припоя. В этом случае припой в расплавленном состоянии затекает в промежуток между металлами и частично проникает в саму их структуру. Обеспечивается механическая связь и электрический контакт между спаиваемыми металлами.
Припоем хорошо спаиваются медь и медные сплавы, можно соединить сталь, алюминий и другие материалы. Пайка больших по размеру элементов ограничивается возможностью их прогреть до нужной температуры.
В качестве припоя обычно используется оловянно-свинцовый сплав с разным содержанием олова. Наиболее применимым является припой марки ПОС-40 и ПОС-60 (61), где цифры обозначают процент содержания олова в припое. Эти припои плавятся при температуре 235 и 183ºС соответственно. Находит применение оловянно-свинцово-висмутовый припой марки ПОСВ-33, который плавится уже при температуре 130ºС. При пайке алюминия необходимо применение специальных алюминиевых припоев, температура плавления которых значительно выше. Стандартный припой реализуется в виде прутков или проволоки диаметром до 2,5 мм.
Для надежной пайки необходима очистка поверхности металла от окисных пленок. С этой целью используется флюс. Как правило, в качестве флюса используется канифоль. В процессе пайки флюс защищает и нагретые металлы от воздействия воздуха. В современных припоях канифоль входит в их состав. Пайка может проводиться без флюса, но тогда необходима очистка поверхности с помощью паяльной кислоты. Флюс может использоваться в виде раствора канифоли в спирте. Для сложных паек используется канифоль марки ЛТИ-120.
Вернуться к оглавлению
Наиболее просто паяются медь и медные сплавы. Достаточно использование припоя ПОС и канифоли. Серебро и посеребренные изделия паяются обычно таким же образом, что и медь, но для обеспечения наилучшего качества лучше применять припой с серебряной добавкой. Сталь и оцинкованные металлы паяются с канифолью плохо и требуют обработки поверхности паяльной кислотой. Нихром, константан и некоторые другие сплавы (с высоким электрическим сопротивлением) паяются с использованием специальных флюсов. Хорошие результаты получены при применении аспирина в качестве флюса. Пайка алюминия и высоколегированных сталей с канифолью невозможна. Необходимо применение специальных флюсов (например, ортофосфорная кислота) и припоев.
Пайка металлов осуществляется специальным нагревательным инструментом — паяльником. Паяльник состоит из двух основных частей — нагреватель (как правило, нагревательная спираль) и паяльное жало, а также ручки и шнура для подключения к электросети. Нагреватель закрыт кожухом, а внутрь него вставляется и фиксируется медное жало. В нагревателе обеспечивается разогрев всего жала.
Главным параметром паяльника является его мощность. Она определяет температуру и объем разогреваемого металла. Бытовые паяльники обычно имеют мощность от 25 до 100 Вт. При ремонте бытовой электроники и радиотехники, пайке небольших проводов используются паяльники мощностью 25-40 Вт.
Весь процесс пайки ведется кончиком жала, касанием которого обеспечивается разогрев металла, плавление припоя и флюса, распределение припоя по поверхности металла. Для быстрого разогрева и передачи тепла паяемым металлам материал жала должен обладать высокой теплопроводностью, что и вызывает использование меди.
Форма и размер жала паяльника существенно влияют на качество пайки. По размеру жало условно подразделяется на обычное, имеющее диаметр 4-5 мм, и миниатюрное жало, диаметром 2-3 мм. Миниатюрное жало применяется при пайке тонких проводов и очень мелких медных деталей.
По форме жало может быть выполнено в виде лопатки, конуса, иглы или же специальной формы для определенных работ. Наиболее распространено жало в виде лопатки со скосом на 45º с одной стороны или со скосами с обеих сторон (типа отвертки). Кроме того, жало может быть прямым по длине или изогнутым под углом для удобства проведения пайки.
Вернуться к оглавлению
Подготовка к пайке
Для того чтобы паять паяльником, надо провести определенные подготовительные работы. Для начала необходимо очистить поверхность металлов, на которую будет накладываться припой. При значительных размерах деталей рекомендуется зачистка наждачной шкуркой. Очистка от загрязнений, масел, жиров производится растворителем. Стальные поверхности очищаются паяльной кислотой.
Важное значение имеет подготовка жала паяльника. Рабочая поверхность жала должна быть ровной, без наплывов, раковин и других дефектов, а также иметь форму, предусмотренную конструкцией. Если конец жала подвергся деформации или частичному оплавлению, то следует с помощью напильника возвратить нужную форму и сформировать скос на 45º.
Для качественной пайки целесообразно рабочую поверхность жала облудить, т.е. покрыть тонким слоем припоя. Для этого надо разогреть жало в паяльнике, натереть рабочую поверхность канифолью и окунуть ее в расплавленный припой. Излишнюю массу припоя следует снять быстрым движением тряпки по горячей поверхности или путем трения поверхности жала по дереву.
Чтобы удобно было проводить пайку, надо устанавливать паяльник в положении, в котором его можно легко взять рукой и использовать по назначению. Во время работы паяльник может нагреваться выше 300ºС; к нему подходит электрическое напряжение 220В — все это вызывает необходимость оптимизации места, где размещается работающий паяльник. Для этих целей служит подставка под паяльник. Она может быть стандартная, покупная, но обычно ее изготавливают самостоятельно. Самодельная подставка может иметь вид плоского основания, на котором крепятся две скобы, изогнутые так, чтобы в центральной части образовалась седловина для установки паяльника.
Вернуться к оглавлению
Порядок выполнения пайки
Соединение однопроволочных алюминиевых жил пайкой двойной скрутки с желобом: 1 – двойная скрутка; 2 – палочка припоя; 3 – пропан-бутановая горелка.
Пайка проводится в определенном порядке. Подготовленный к пайке паяльник устанавливается на подставку и включается в сеть. Пайку начинают при достижении жалом паяльника необходимой температуры. Обычно время нагрева паяльника составляет 5-6 минут. В этот период необходимо правильно определить, что температура жала достигла нужной величины. Правильно нагретый паяльник (температура 230-290ºС) вызывает кипение канифоли и равномерное расплавление припоя. Если температура на жале недостаточная (недогрев), то канифоль только размягчается и слегка оплавляется, а припой приобретает кашеобразную консистенцию. Значительное превышение нагрева приводит к разбрызгиванию и шипению канифоли, а припой теряет эластичность расплава. Такой паяльник надо выключить и немного остудить.
Непосредственно процесс пайки начинается с лужения поверхностей, которые нужно паять. Для этого жалом нагретого паяльника, после помещения его в канифоль, проводят по поверхности металла для нанесения флюса. Затем с помощью жала переносится расплавленный припой и наносится тонким слоем на всю поверхность. Чтобы облудить провод, его конец вдавливают в расплавленную канифоль, и затем на него наносится расплавленный припой тонким слоем.
Для спаивания металлов облуженные поверхности плотно прижимаются друг к другу. Горячий паяльник подносят к месту совмещения поверхностей и нагревают до тех пор, пока слой припоя не начнет плавиться и соединять детали. Жало паяльника опускается в расплавленный припой, и переносится дополнительная порция припоя на участок пайки. Прижатие поверхностей друг к другу сохраняется до полного остывания и затвердения припоя.
При пайке проводов между собой их концы (заранее облуженные) рекомендуется плотно скрутить предварительно между собой. Это позволит обеспечить надежный контакт при пайке. Во время пайки паяльник подносится к соединению правой рукой, а левой рукой в зону пайки вводится конец проволочного припоя. Расплавленный припой с помощью паяльника распределяется по поверхности скрутки проводов так, чтобы заполнилось припоем пространство между скрученными проводами.
Если провода скрутить нельзя, то они паяются внахлест, т.е. их концы укладываются параллельно друг другу с прижатием. В этом случае один из проводов удерживается левой рукой и прижимается ко второму проводу. Паяльником переносится расплавленный припой из ванночки в зону пайки. Припой должен заполнить пространство между проводами. Провод придерживается рукой и после выведения паяльника из зоны пайки, до полного затвердения припоя.
Пайка проводов встык не производится, так как не обеспечивает нужной прочности соединения.
Если необходимо припаять провод к средине другого провода, то конец его целесообразно закрутить на нужном месте вокруг второго провода. Пайку следует проводить аналогично пайке скрученных проводов. В случае когда нет возможности намотки 2-3 витков, обеспечивается частичный охват поверхности второго провода, т.е. провод изгибается вокруг второго провода на 180º. При такой пайке одной рукой удерживается присоединяемый провод и обеспечивается его надежное прижатие к поверхности второго провода, а второй рукой проводятся манипуляции с паяльником.
С процессом пайки может столкнуться любой человек, и что бы результат соответствовал ожиданиям, необходимо соблюсти несколько важных правил.
Что такое пайка: особенности процесса
Пайка — процесс, при котором соединяются одни металлы при помощи других, из более легкоплавких. Происходит это при высокой температуре (180 — 300°С) путём введения между деталями припоя (сплав свинца и олова), у которого более низкая температура плавления. В результате его затвердения, образуется прочный, неразъёмный и хорошо электропроводимый материал. Нагрев производится при помощи паяльника. Существуют различные виды паяльников, припоев и флюсов.
Для домашнего использования лучше всего приобрести самый обычный паяльник с напряжением в 220В и мощностью 40Вт.
Обычно поверхности металлов покрываются слоем оксида, и перед пайкой, их необходимо зачищать. Но поверхности вновь могут окислиться. Что бы этого не происходило, и поверхность расплавленного припоя была более текучей, используют флюс.
Самый распространённый вид флюса — канифоль . Она состоит из смол хвойных деревьев и обладает янтарно-жёлтым цветом. Благодаря ей, место пайки не подвергается коррозии и не пропускает утечку электрического тока.
Какой паяльник выбрать
Чтобы правильно выбрать паяльник, предлагаю ознакомиться с его видами:
- Паяльник от 3 до 10 Вт — для микросхем;
- От 20-40 Вт — бытовой вариант, подойдёт например для радиотехники;
- От 60 до 100 Вт — для пайки толстых проводов;
- От 100 до 250 Вт — для крупных предметов, например, радиатора.
Паяльник лучше всего выбирать со встроенным термодатчиком.
Техника безопасности
Пайка — это небезопасный процесс, и перед тем как его начать нужно обязательно соблюсти все правила техники безопасности.
- Перед началом работ наденьте хорошие защитные очки — это застрахует от попадания припоя в глаза;
- Паяльник можно держать только за ручку;
- Нагретый паяльник не должен касаться изоляции питающего провода, так как это может привести к , и, как следствие, — к пожару;
- Перегревать паяльник также нельзя — проверяем это коснувшись канифоли — должен появиться легкий дымок;
- Позаботьтесь о подставке для паяльника — они есть в продаже;
- При пайке электронных устройств, провода питания должны быть отсоединены. К примеру, электронная схема может быть выключена, но соединена с заземлением. И если корпус паяльника не заземлён, или имеет слабую изоляцию, то это может привести к возникновению дуги на несколько кВ;
- Не вдыхайте пары при пайке — они вредны для организма. До и после работ проветривайте комнату. Использовать для этого лучше технические помещения;
- Тщательно моем руки и лицо после работ. Проводить их лучше в одежде с длинным рукавом.
Технология пайки
5 правил для хорошего результата
- Для получения качественного результата необходимо следить за равными температурами спаиваемых поверхностей. То есть, недостаточно нагреть одну поверхность, и приложить её к другой. При низком нагреве жала припой только немного размягчится, но не расплавится. При высоком — будет чрезмерное выпаривание припоя.
- Если что-то не получилось с первого раза — нужно дать остыть деталям! Нельзя на них дуть, и остужать искусственно. Время подбирается путём эксперимента. Желательно сначала потренироваться на чём-нибудь, например, на медных проводах, прежде чем приступать к основной работе.
- Флюс наносится непосредственно перед самой пайкой. На 1 каплю припоя достаточно лишь чуть-чуть коснуться канифоли.
- Жало прикладываем к месту пайки всей лопаткой!
- Припой должен быть распределён равномерно по всей поверхности. А жало хорошо очищенным от окислов.
Только практика поможет научиться хорошо паять. Соблюдайте технику безопасности, и не бойтесь экспериментировать!
Если на эту страничку попали те, кто уже умеет правильно паять , то информация Вам вряд ли пригодится, это мануал для новичков.
Радиоэлектроника для начинающих начинается с пайки. Это аксиома. Научиться паять довольно просто, как и в любом деле, нужна практика. Если паяльный набор готов, то пора приступить к подготовке инструмента.
Заточка жала паяльника.
Прежде чем паять необходимо подготовить новый паяльник к работе, а точнее, заточить жало под определённую форму и покрыть тонким слоем припоя.
Жало необходимо заточить напильником под углом в 30-40 градусов, так, чтобы получился клин. Острый край жала следует затупить, чтобы получился плоский край шириной около 1 мм. Обычно, у новых паяльников жало уже заточено клином, но оно покрыто слоем патины – зеленоватым окислом меди и кислорода. Этот окисел надо убрать напильником по металлу или мелкозернистой шкуркой.
Кроме “классической” клиновидной формы жалу можно придать и другую, всё зависит от того, что вы будете паять. Для пайки мелких деталей можно сделать его форму наподобие вытянутого конуса с шириной края 2 – 3 мм. Или же сделать пропил в краю, чтобы можно было одним касанием выпаивать SMD-резисторы.
Сразу после того, как заточили жало, нужно установить его в паяльник и залудить. Если не сделать этого, медная поверхность жала окислиться на воздухе и его придётся затачивать заново!
Залуживаем жало паяльника.
Далее необходимо залудить жало, т.е покрыть его тонким слоем припоя. Для этого включаем электрический паяльник в сеть и ждём, когда медный стержень прогреется до определённой температуры. Когда жало прогреется, это станет заметно по красноватому оттенку, медь станет красновато-оранжевого цвета. Затягивать прогрев не стоит, иначе жало обгорит. Как только жало приобретёт чуть красноватый оттенок, его необходимо прислонить к кусковой канифоли или смоле.
При этом будет обильное выделение дыма. Расплавленной канифолью покрываем всё жало. Далее расплавляем небольшой кусочек припоя так, чтобы он равномерно растёкся по поверхности. Можно потереть жало о деревянную дощечку, так припой лучше распределиться по медной поверхности.
Медное жало должно быть покрыто ровным слоем припоя. Если на поверхности остались непокрытые припоем участки, процесс лучше заново повторить.
Вот так происходит подготовка паяльника к работе. По мере необходимости процесс надо будет повторять, но делать это часто совсем необязательно.
Писал всё довольно подробно, чтобы новичкам было как можно легче.
Уход за паяльником.
Как и любой другой инструмент, паяльник требует ухода. Время от времени жало у паяльника выгорает, на нём появляются рытвины и неровности. Устраняется выгорание затачиванием жала и его лужением. Также следует обратить внимание на то, что при длительном использовании стержень покрывается окалиной, что препятствует быстрому прогреву.
Почему жало паяльника выгорает? Дело в том, что при нагреве медь частично растворяется в припое, а сам край жала подвергается пусть и небольшому, но механическому воздействию. Также стоит понимать, что когда паяльник не используется, жало сильно разогревается и это способствует окислению меди. Поэтому при холостом простое рекомендуют либо выключить паяльник, либо уменьшить температуру. У обычного электрического паяльника типа ЭПСН температурной регулировки нет, поэтому при простое его лучше выключить.
Окалину удаляют следующим образом.
Пассатижами вытаскивают медный стержень из паяльника. Убирают окалину со стержня с помощью мелкозернистой шкурки. Можно покрыть стержень небольшим слоем графита, потерев его о грифель обычного карандаша. Это предотвратит быстрое образование окалины в будущем. Лёгким постукиванием по нагревательному элементу паяльника добиться извлечения окалины из нагревательного элемента, где был установлен медный стержень. Устанавливают медный стержень на прежнее место.
Следует время от времени проверять состояние изоляции электрического паяльника. Для этого замеряют сопротивление между сетевой вилкой паяльника и жалом. О том, как измерять сопротивление я уже рассказывал. На омметре следует выставить мегаомный предел измерения (1 – 10Мом). Помните, что касаться руками металлических щупов мультиметра при замере сопротивления нельзя. Иначе, прибор покажет общее сопротивление Вашего тела и замеряемой цепи. Прибор должен показать бесконечно большое сопротивление. Это будет свидетельством добротной изоляции между жалом паяльника и электрической сетью.
Для тех, кто уже обзавёлся паяльной станцией , подойдут сменные жала 900М из меди . Они также требуют подготовки перед работой.
Пайкой называется физико-химический процесс образования соединения между деталями при взаимодействии припоя со спаиваемым металлом. В отличие от сварки, рабочие поверхности не оплавляются, а происходит их смачивание припоем.
Как выглядит простой паяльник
Непременным условием для осуществления процесса пайки является расплавление припоя и смачивание им поверхности рабочего инструмента. Со временем наконечник паяльника чернеет и перестаёт работать. Поэтому необходимо знать способ его восстановления – как правильно залудить жало паяльника. На фото ниже изображена окисленная поверхность инструмента и покрытая припоем.
Поверхность жала паяльника: 1) окисленная поверхность инструмента; 2) покрытая припоем – луженая
В первом случае даже не стоит пытаться производить пайку, поскольку окислы препятствуют удержанию припоя на поверхности жала.
Паяльник будет готов к работе только тогда, когда его жало покроется слоем расплавленного материала с более низкой температурой плавления, чем соединяемые металлы.
Материалы для пайки
Для пайки применяется припой – материал, служащий для соединения металлических поверхностей и имеющий более низкую температуру плавления, чем у материалов соединяемых деталей.
Припой состоит из разных сплавов, куда могут входить олово, свинец, медь, никель и кадмий. Его изготавливают преимущественно в виде прутков и проволоки.
Пайка необходима для создания соединения, уменьшения переходного сопротивления электрического контакта и защиты соединения деталей от окисления.
Припой должен обладать свойством смачивания основы. При этом происходит его диффузия в основной металл, а тот растворяется в припое, образуя промежуточный слой, после застывания соединяющий детали как одно целое.
Для паяльников применяют мягкие припои с температурой плавления от 191 0 С до 280 0 С. Их основными компонентами являются олово и свинец в разных соотношениях.
С поверхности соединяемых металлов под пайку необходимо удалять оксиды. Для этого служат флюсы. Кроме того, они способствуют лучшему растеканию припоя и защищают поверхности от действия внешней среды.
Флюс применяется в твёрдом, жидком и пастообразном виде. Он может находиться внутри трубки из припоя.
В качестве флюса применяются:
- канифоль;
- ацетилсалициловая кислота;
- ортофосфорная кислота;
- соли;
- глицерин;
- нашатырь.
Распространённые флюсы для пайки в твёрдом, жидком и пастообразном виде
Флюсы должны обеспечивать низкий ток утечки и не обладать коррозионной активностью.
Принцип и процесс пайки
Пайка производится путём захвата припоя и флюса жалом паяльника, введения их между соединяемыми деталями и дальнейшего нагрева контактирующих поверхностей до их смачивания припоем, который впоследствии застывает, образуя соединение. Для этого следует прекратить нагрев.
Заточка паяльника
Жало паяльника перед работой затачивается напильником под углом в 30-40 0 . Край делают слегка притупленным, шириной 1 мм.
Если наконечник новый, заточка на нём уже есть. Здесь остаётся только обработать жало мелкозернистой шкуркой, напильником или надфилем, чтобы снять патину – зеленоватый окисел меди.
Магазинная заточка многих не устраивает, поскольку паять с ней не всегда возможно. Поэтому целесообразно вынуть медный наконечник из корпуса и отковать рабочую часть в виде вогнутой лопатки.
Подобная холодная обработка эффективней заточки, поскольку структура металла уплотняется, и жало меньше поддаётся коррозии. Небольшая шлифовка напильником на конечном этапе необходима, чтобы придать рабочей части паяльника законченный вид.
Как залудить жало?
После заточки жало следует облудить тонким слоем припоя. Для этого включается электрический паяльник, и медный стержень прогревается, пока не примет красновато-оранжевый оттенок.
Долго ждать не нужно, иначе стержень обгорит. После разогрева всё жало погружают в канифоль, а затем расплавляют кусочек припоя и покрывают им всю рабочую поверхность.
Если потереть жало о поверхность дерева, припой лучше покрывает рабочую зону паяльника.
Слой припоя на жале должен быть равномерным. Если поверхность покрылась частично, процесс повторяется. Как только паяльник будет готов к работе, его можно применять для пайки изделий.
Как залудить необгораемое жало?
Рабочая часть некоторых паяльников покрывается специальным защитным составом. Слой является достаточно тонким, и зачищать его нельзя. Для этого применяется специальная губка. Если её нет, подойдёт обычный кусок ткани, смоченный водой или глицерином. Можно использовать губку, предназначенную для мытья посуды.
Производятся специальные очистители жала в виде клубка из стружки цветного металла, в который погружается жало. При этом окислы остаются внутри. Их можно потом высыпать наружу.
Механические воздействия сокращают срок службы защитного слоя. При пайке не рекомендуется шаркать по плате или стучать по металлическим поверхностям.
Необгораемый слой окисляется достаточно быстро. Для повышения его срока службы рекомендуется поддерживать температуру пайки не выше 250 0 С.
Температура считается нормальной, когда от канифоли дым идёт тонкой струйкой, а не облаком с брызгами. При этом пайка получается с чёткими границами и характерным блеском. Если поверхность припоя получается матовой и с низкой механической прочностью, температуру нагрева следует увеличить.
Чтобы облудить жало паяльника с покрытием, надо в расплавленную канифоль положить кусок припоя. Паяльник разогревается и его концом нужно пошаркать по мокрой ткани, удалив со всех сторон окислы. Затем жало опускается в канифоль под кусок припоя. При этом снимаются остатки окислов, а припой плавится и частично остаётся на жале.
После лужения жало снова протирается тряпочкой и паяльник готов к работе. Важно его не перегреть выше 300 0 С, иначе всё придётся повторять сначала.
Перегрев виден по кипению и разбрызгиванию канифоли при опускании в неё жала паяльника.
Набор сменных необгораемых жал, применяемых на паяльной станции
Стандартное жало типа «игла» обладает низкой теплопроводностью, и паять им удобно только миниатюрные элементы. Выпаивать радиодетали с его помощью довольно сложно.
Более удобны жала типа «цилиндр со скосом». Для пайки в наборе целесообразно иметь 3 наконечника подобного вида, диаметром 1, 2 и 3 мм.
Ножевидное жало 5 мм обладает приличной мощностью и с его помощью можно паять как тонкие детали, так и массивные, если правильно разворачивать нож. Аналогично можно использовать классический клиновидный наконечник.
Перегрев паяльника
При отсутствии регулятора напряжения паяльник может разогреваться выше 300 0 С, что приводит к его обгоранию. Если не удаётся замерить температуру жала, перегрев можно заметить по кипению и брызгам канифоли.
Уменьшить температуру паяльника можно с помощью регулятора мощности – диммера. Здесь можно подобрать обычное устройство управления яркостью лампы накаливания. Важно, чтобы оно подходило по мощности.
Можно собрать тиристорный регулятор на микросхеме Кр1182ПМ2 своими руками, позволяющий управлять приборами, мощностью до 150 Вт.
Регулятор мощности на основе микросхемы, который можно собрать своими руками
В качестве нагрузки изображена лампа HL1. Вместо неё, можно подключить паяльник, который является активной нагрузкой. Мощность регулируется переменным резистором R1.
В диммерах предусмотрено плавное включение и отключение нагрузки. Для паяльника этого не требуется и можно обойтись более простым устройством.
Схема простого тиристорного регулятора
Положительный полупериод не управляется и проходит через диод VD1. Регулирование производится только через отрицательный полупериод путём управления тиристором VD2 с помощью переменного резистора R2. Для паяльника этого вполне достаточно.
Миниатюрные устройства регулирования встраиваются в ручку паяльника. Лучшие способы поддерживания оптимальной температуры пайки применяются в паяльных станциях, где режим может быть ручным или автоматическим.
Распространённая паяльная станция «Weller»
Для домашней сети со стабильным напряжением питания вполне достаточно ручного управления нагревом, в зависимости от марки припоя.
Износ паяльника происходит неравномерно. При выгорании на поверхности жала появляются неровности. Время от времени его надо затачивать и лудить.
Медь при нагреве растворяется в припое, а длительный разогрев без использования приводит к образованию слоя окислов. Поэтому рекомендуется в паузы выключать паяльник или уменьшать его температуру.
Закрепление жала паяльника
Наличие съёмного жала позволяет его снять и заточить. Но во многих конструкциях требуется его дополнительная фиксация, так как стержень начинает болтаться и выпадать. У него предусмотрена металлическая втулка, которая надевается сверху. Если её постоянно снимать при замене жала, прочность соединения уменьшится. Можно втулку оставить на месте, но со временем её заклинит и вынуть жало будет сложно.
Для создания надёжного соединения корпуса паяльника с жалом, втулку заменяют другой, чтобы она легко надевалась. Затем в ней сверлится отверстие и нарезается резьба М3 или М4. После того как втулка будет надета на жало, в неё вворачивается винт, создающий надёжное соединение и предотвращающий проворачивание жала. На рисунке ниже изображён паяльник в разобранном (а) и собранном виде (б), где в качестве втулки использована обычная гайка.
Как выглядит крепление сменного жала паяльника
Съёмное жало необходимо для паяльника ещё с целью регулирования его температуры. Если вставлять его в нагреватель на разную глубину, температура рабочей части будет изменяться.
Периодически требуется удаление окалины из соединения. Когда она накапливается, снижается рабочая температура паяльника. Очистку производят следующим образом:
- вынуть медный стержень пассатижами из паяльника;
- наждачной шкуркой удалить окалину;
- нанести на стержень слой графита, потерев об него грифель карандаша;
- извлечь остатки окалины из отверстия нагревательного элемента, слегка постукивая по нему;
- установить новый или вернуть старый медный стержень и закрепить его с помощью втулки с винтом.
Периодически следует проверять изоляцию паяльника. Для этого омметр устанавливается на мегаомный предел (1-10 мОм) и замеряется сопротивление между жалом и штырьками вилки паяльника, которое должно быть бесконечно большим.
Уроки пайки. Видео
Основы пайки для начинающих собраны в этом видео.
Паяльник в процессе работы со временем выгорает. Его жало необходимо периодически затачивать и лудить. При наличии необгораемого покрытия рабочая поверхность очищается специальными химическими средствами, после чего также лудится. В процессе работы важно, чтобы паяльник не перегревался.
Как ухаживать за паяльными жалами
Руководство по уходу за паяльником Weller
Жало любого паяльника – самый важный компонент в работе инструмента. Если он не может выполнять свою функцию эффективного теплообмена к точке подключения, сам паяльник будет ненадежным. Плохое обслуживание жала – одна из основных причин проблем с пайкой.
Жала паяльника со временем изнашиваются и в конечном итоге нуждаются в замене, но меры по уходу за жалами могут продлить их срок службы, сэкономить ваши деньги и улучшить результаты паяльных работ. Следуйте этим советам, чтобы воспользоваться преимуществами правильного ухода за жалом паяльника.
Использование высококачественного припоя
Одна из лучших профилактических мер, которые вы можете предпринять для защиты своих наконечников припоя, – это использование высококачественного припоя. Если вы используете некачественный припой, содержащий примеси, они могут накапливаться на наконечнике, мешать передаче тепла и затруднять пайку.
Покупка припоя у известных брендов – один из способов повысить уверенность в том, что продукт будет высокого качества. Вы также можете проверить качество припоя, нагревая его и наблюдая, насколько легко он плавится. Припой хорошего качества должен плавиться при ожидаемой температуре, в то время как припой низкого качества может плавиться не полностью. Например, большинство припоев 60/40 (олово / свинец) должны легко плавиться при температуре около 460 градусов по Фаренгейту.
Если вы используете припой, содержащий свинец, внешний вид также даст вам представление о его качестве.Расплавленный свинцовый припой будет выглядеть блестящим, а некачественный продукт – более матовым. Качественный плавленый припой, не содержащий свинца, также имеет матовый вид.
Различные типы припоя действуют по-разному, поэтому очень важно проверить описание производителя, чтобы убедиться, что он работает должным образом.
Также важно выбрать правильный тип припоя для вашего проекта. Состав, который вы хотите, зависит от материала, который вы планируете паять, и от того, используете ли вы флюс, а также от проблем со здоровьем и безопасностью.Например, Закон США о безопасной питьевой воде требует, чтобы вы использовали припой без свинца на всех линиях, по которым будет проходить питьевая вода. Размер проекта определит диаметр припоя, который вам подходит.
Вам также следует позаботиться о том, чтобы использовать ровно столько припоя, сколько вам нужно. Избыток припоя может попасть в гнездо или основание и вызвать короткое замыкание и заклинивание переключателей.
Поддержание оптимальной температуры
Поддержание постоянной и максимально близкой к оптимальной температуре наконечников поможет продлить срок их службы.
При использовании большого количества паяльников температура жала естественно снижается во время использования. Чтобы компенсировать это, многие паящики нагревают больше, чем нужно. Однако использование чрезмерных температур сокращает срок службы ваших насадок и может привести к неоптимальным результатам.
Паяльные станции с датчиком температуры могут помочь вам регулировать температуру, не повредив жала. Эти утюги могут определять, когда температура упала или поднялась за пределы предполагаемого диапазона, и автоматически регулирует ее.Некоторые паяльники имеют более точную регулировку температуры, чем другие. Время восстановления, то есть время, необходимое для возврата жала к желаемой температуре, также различается в зависимости от модели паяльника.
Температура, которую вы устанавливаете для утюга, также влияет на срок службы жала. Избегайте использования температур выше, чем вам необходимо, чтобы защитить ваши чаевые. Этот принцип также применим, когда вы не пользуетесь утюгом активно. Обязательно снижайте температуру до значения «холостой ход» или выключайте устройство, если не используете его в течение длительного времени.Некоторые утюги автоматически понижают температуру, когда они не используются.
Паяльники Weller обладают отличной температурной стабильностью. Утюг WEP70 Weller WE 1010, например, имеет температурную стабильность плюс-минус 10 градусов по Фаренгейту (± 6 градусов по Цельсию). Он также имеет режим ожидания и функцию автоматического понижения температуры, которая снижает температуру утюга в режиме ожидания.
Советы по очистке
Для ухода за оборудованием необходимо знать, как чистить жала паяльника.Содержание наконечников в чистоте имеет решающее значение для обеспечения их правильной работы, а также может продлить срок их службы. Их следует очищать до, во время и после использования. Вы можете сказать, что ваш наконечник чистый, когда он выглядит ярким и блестящим.
Перед пайкой используйте спирт и чистую ткань для удаления загрязнений, таких как жир, коррозия и окисление, с поверхности, подлежащей пайке.
Для чистки наконечников используйте латунную или нержавеющую вату. Латунная вата мягче и менее абразивна, а более твердая вата из нержавеющей стали имеет более длительный срок службы.
Металлическая вата эффективно удаляет грязь и другие загрязнения и позволяет избежать проблем, связанных с использованием влажной губки для очистки жала паяльника. Использование влажной губки уменьшит нагрев наконечника. Частое протирание влажной губкой вызывает повторяющиеся изменения температуры, в результате чего наконечник постоянно расширяется и сжимается. Этот цикл вызывает усталость металла и, в конечном итоге, выход из строя наконечника.
Чистящая шерсть не снизит температуру наконечника. Чтобы удалить небольшое количество загрязнений с кончиков металлической ватой, аккуратно нанесите их на шерсть.Для более стойких остатков держите утюг крепче и прикладывайте большее давление, когда протираете его о шерсть. Меняйте мазки, чтобы удалить загрязнения со всех сторон и краев наконечника.
После очистки немедленно смочите наконечник свежим припоем, чтобы предотвратить окисление.
Для интенсивной очистки иногда можно использовать полировальную планку Weller WPB1 с холодным наконечником. Используйте это устройство только тогда, когда наконечник холодный, так как использование его с горячим наконечником может повредить наконечник.
Если наконечник окислился, промойте его несколько раз активированным канифолью припоем с флюсовой сердцевиной.Это должно удалить оксиды, если только вы не допустили чрезмерного роста окисления. После очистки покройте поверхность наконечника толстым слоем припоя.
Использование Flux
Когда многие металлы вступают в контакт с кислородом воздуха, они образуют оксидный слой. Этот слой окисления предотвращает достаточное смачивание соединения припоем и отрицательно влияет на качество паяного соединения.
Флюс – это вещество, удаляющее этот слой окисления.Флюс растворяет слой оксида металла, который испаряется, как только флюс достигает точки кипения.
Флюс может быть в виде пасты или может находиться в сердечнике паяльной проволоки, что позволяет ему работать, когда вы паяете деталь без дополнительных усилий.
Не окунайте наконечники во флюс для их очистки, так как это вещество вызывает коррозию. Некоторые флюсы, называемые водорастворимыми флюсами, могут повредить наконечники при более высоких температурах. Многие паящики используют эти флюсы только при выполнении проектов, требующих пайки волной припоя, за которой сразу следует полная очистка для удаления излишков флюса с печатной платы.Использование проволочного припоя и водорастворимого флюса для ремонта и доработки все равно ускорит выход из строя наконечника.
Другой тип флюса, флюс без очистки, предназначен только для пайки деталей, которые практически не требуют очистки. Это очень мягкое очищающее действие обычно недостаточно для удаления окисления с жала паяльника. Сильно окисленный наконечник будет легко обнаружить из-за «выгорания», которое представляет собой появление черного или коричневого налета.
Лужить ваши советы
Наконечники следует лужить до и после каждого сеанса пайки, а также между пайкой каждые два-три соединения.Вы должны держать свой наконечник луженым всегда, с первого раза, пока вы не выбросите его. Когда вы лужите жало, вы покрываете его тонким слоем припоя.
Лужение предотвращает окисление наконечников, создавая защитный слой между воздухом и утюгом. Очень важно держать наконечник в луженом состоянии, поскольку железо быстро окисляется. Окисление мешает наконечнику эффективно передавать тепло. Предотвращение окисления за счет лужения продлевает срок службы ваших наконечников.
Лужение наконечников также упрощает пайку.Он помогает припоям плавиться и течет лучше, облегчая пайку. Покрытие создает тепловой мост между наконечником и паяемой деталью, что увеличивает эффективность теплопередачи.
Чтобы лужить наконечник, выполните следующие действия. Сначала очистите наконечник. Затем нанесите на жало свежий припой. Используйте небольшое количество – достаточно, чтобы полностью покрыть его. Кончик по-прежнему должен выглядеть блестящим.
Если вы только начинаете сеанс, начинайте пайку, как только закончите лужение жала.На протяжении всего проекта чистите и залуживайте наконечник после каждых нескольких стыков. Если вы лужите наконечник после завершения проекта, снова ненадолго протрите наконечник после лужения, затем выключите утюг и уберите его.
Повторная активация советов
Если наконечник окислится, он станет темным, и вы, возможно, не сможете его залудить. Чтобы решить эту проблему, вы можете использовать активатор наконечника, чтобы повторно активировать его или повторно смочить.
Чтобы повторно активировать наконечник, окуните его в пастообразное вещество активатора и перемещайте, пока он снова не станет блестящим.Мелкие абразивы и добавки в активаторе разрушают и удаляют оксидный слой.
Когда наконечник станет почти чистым, снимите его с активатора и очистите, используя латунь или стальную мочалку. Затем немедленно залудите его заново. Промывка наконечника припоем путем повторного лужения удалит все оставшиеся загрязнения. Затем очистите его и снова залудите. После этого вы сможете без проблем пользоваться наконечником.
Высококачественный активатор наконечников Weller не содержит свинца и соответствует требованиям RoHS.Повторная активация наконечников с помощью этого продукта сохранит их в хорошем состоянии, упростит пайку и улучшит качество ваших результатов.
Наконечники для хранения
То, как вы храните жала паяльника, также может повлиять на их работу и срок службы. Соблюдение некоторых простых процедур при хранении советов поможет защитить их.
При хранении жала на более короткий период, например, между паяными соединениями в одном сеансе пайки, храните его в утюге в надежном держателе.Следите за тем, чтобы он не оставался при рабочей температуре, так как это уменьшит срок службы наконечника. Вы можете хранить многие утюги Weller в режиме ожидания, что позволит им поддерживать более низкую температуру, но при этом они будут готовы к использованию.
Если ваши наконечники хранятся в течение длительного периода, вы должны очистить их и залудить перед тем, как убирать их, чтобы предотвратить их окисление. После того, как они остынут, вы можете также захотеть хранить их в герметичном контейнере, таком как мешок или чемодан, чтобы защитить их от окисления, влажности и загрязнения.
Храня наконечник в утюге, ослабьте гайку или винт, удерживающий его, прежде чем убирать утюг. Это предотвратит застревание наконечника – проблему, известную как заедание.
Замена жала паяльника
Weller стремится упростить снятие, замену и повторную установку жала паяльника. На то, чтобы научиться менять жало паяльника Weller, не нужно много времени. С нашей паяльной станцией WE 1010, например, вы можете вручную менять жала без каких-либо дополнительных инструментов.
Вставляя наконечники, всегда проверяйте, правильно ли вы разместили их в стволе. Вы можете слегка ослабить винт или гайку, фиксирующие наконечник, чтобы он не заедал. Многие из наших моделей имеют футеровку из нержавеющей стали в отверстии датчика в основании наконечника, чтобы наконечник не заедал за датчик.
Мы рекомендуем использовать оригинальные наконечники Weller для обеспечения оптимальной производительности и длительного срока службы. Мы предлагаем широкий спектр советов, чтобы вы могли найти идеальный инструмент для любой работы.Наши насадки точно соответствуют нашей однородной системе отопления, используют только самые качественные материалы и обеспечивают быструю и стабильную подачу тепла.
Подлинные наконечники Weller можно определить по «Знаку качества подлинного Weller», логотипу Weller и номерам деталей наконечников, выгравированным на наконечнике.
Советы по переработке
Когда вы используете высококачественные продукты и правильно ухаживаете за ними, они могут прослужить чрезвычайно долго.Однако со временем насадки изнашиваются. Weller упрощает утилизацию ваших наконечников экологически чистым и экономичным способом. Мы даже отправим вам ваучер, который вы можете вложить в следующую покупку наконечников Weller, если вы отправите нам использованные наконечники для утилизации.
Вот как это работает. Просто запросите у нас бесплатную коробку для утилизации наконечников. После того, как вы заполните коробку, отправьте ее нам, чтобы мы могли переработать наконечники экологически ответственным способом. Принимаем любые подсказки от любого производителя. За каждую полную коробку, которую вы отправите нам, мы дадим вам ваучер на 75 долларов, который вы можете использовать для покупки чаевых Weller у участвующих дистрибьюторов.
Ожидайте выдающихся результатов с Weller Tools
Если вы последуете приведенным выше советам по уходу за паяльными жалами Weller, вы сможете продлить срок службы жала, сэкономить деньги и улучшить качество паяльных работ. Правильный уход за паяльным оборудованием начинается с использования лучшего оборудования и аксессуаров. Жала Weller и другое наше паяльное оборудование, такое как паяльная станция WE 1010, обеспечивает экономичную работу и высокое качество, повторяемость результатов.Чтобы узнать больше, изучите остальную часть нашего веб-сайта или веб-сайта дистрибьютора сегодня.
Очистите жало и залудите его
Регулярная очистка = более легкая пайка и увеличенный срок службы жала: Способность железного жала передавать тепло резко снижается, когда оно покрывается оксидами и остатками сгоревшего флюса. Этот мусор не только не передает тепло, но и препятствует смачиванию припоя и его прилипанию к наконечнику. Большая часть теплопередачи на самом деле происходит через «тепловой мост» из жидкого припоя, который находится между железным наконечником и компонентами, поэтому железный наконечник, отталкивающий припой, будет очень неэффективен.Чем дольше остатки оксидов и угольного флюса остаются на наконечнике, тем труднее их удалить, поэтому рекомендуется чистить наконечник каждый раз, когда вы берете утюг. Если протереть утюг о край отверстия, вырезанного в губке, это поможет легче удалить оксиды, а также позволит отпадать отходам. Также можно использовать химчистку. Он состоит из мягкой металлической стружки, покрытой флюсом. Вы очищаете, вставляя утюг в бритву несколько раз. Избегая теплового шока от прикосновения к влажной губке, эти очистители помогают продлить срок службы наконечника и, по нашему мнению, делают работу лучше и быстрее.Обычно прикосновение к наконечнику припоя с канифолью дает достаточно флюса, чтобы можно было удалить оксиды влажной губкой. Если этого недостаточно, вы можете приобрести «средства для лужения и чистки наконечников», которые представляют собой смесь паяльной пасты и флюса. Флюс часто более сильный (более активный), чтобы помочь удалить оксиды.
Наконец, когда это не сработает, можно использовать специальные полировальные стержни для восстановления очень плохих наконечников. Еще одно последнее средство – аккуратно стереть оксиды наждачной бумагой или мягкой стальной щеткой.После очистки немедленно покройте наконечник припоем, чтобы предотвратить дальнейшее окисление. Никогда не подпиливайте кончик, чтобы очистить его или придать ему другую форму. Наконечники в основном медные с защитным железным покрытием, и как только это покрытие протыкается, наконечник быстро умирает. Медь используется потому, что она является отличным проводником тепла, но под воздействием припоя она быстро растворяется в припое.
Оловите наконечник: Добавьте небольшое количество припоя на наконечник. Это помогает защитить только что очищенный и обнаженный наконечник, а также помогает передавать тепло компонентам.
Как удалить окисление с ваших паяльных наконечников
Паяльник может быть незаменимым инструментом для использования в электронике. Новый или должным образом ухоженный паяльник очень эффективен в работе, позволяя быстро и легко припаять компоненты на место. Но иногда на поверхности жала паяльника накапливается окисление. Когда это происходит, паяльник перестает работать должным образом. Но приложив немного усилий, инструмент можно восстановить до полной функциональности.Давайте посмотрим на жала паяльника и как бороться с окислением.
Паяльное жало
В прошлом (и в некоторых очень дешевых инструментах сегодня) жала паяльника были сделаны из меди. Наконечники придавали форму опиливанию или шлифованию, гальваника не использовалась. Медь с наконечника в конечном итоге растворилась в припое, оставив поверхность с ямками и эрозией. Это напрямую сказалось на производительности пайки.
Начиная с 1980-х годов, термоэффективный медный наконечник был покрыт железом.Это предотвратило растворение меди в припое, что продлило (и предсказуемо) срок службы наконечника.
Хотя металлическое покрытие наконечника отлично подходит для продления срока службы, оно может привести к окислению.
Что вызывает окисление в наконечниках для припоя?
Окисление наконечника припоя возникает, когда железное покрытие на наконечнике становится оксидом железа и является естественной частью используемых металлов. Окисление будет происходить при комнатной температуре, но гораздо медленнее.Теплота пайки резко ускоряет этот процесс.
Самым большим фактором, влияющим на характеристики наконечника при окислении, является потеря смачивающей способности. По мере того, как окисление накапливается на наконечнике, оно создает тепловой барьер для обезвоживания. Когда это происходит, припой будет иметь тенденцию скапливаться на наконечнике вместо того, чтобы плавно течь.
Окисленный слой также влияет на передачу тепла между наконечником и изделием. Часто паяльник, который кажется недостаточно горячим, на самом деле страдает от окисления.
Удаление слабого окисления
Любое паяльное жало будет иметь небольшое окисление, это часть естественного процесса металлизации. Но любой вид отложений повлияет на производительность пайки. Если эффективность паяльника снизилась или наблюдается заметное окисление, следует очистить жало для восстановления нормальной работы.
- Отрегулируйте температуру паяльника до обычного рабочего диапазона (около 300 ° C).
- Нанесите припой с флюсовой сердцевиной на окисленный наконечник.Тепло активирует флюс и запускает химическую реакцию, которая устранит окисление.
- Используйте латунную вату или специально предназначенные для этого чистящие средства. Инструмент для очистки начнет удалять окисление.
- Повторяйте описанные выше шаги, пока наконечник не станет чистым. В чистом наконечнике должен быть виден допуск для плавного стекания припоя. В случае легкого окисления повторите этот процесс три или четыре раза.
Если этот процесс не позволяет очистить наконечник должным образом или если наконечник сильно окислен, возможно, вам придется следовать инструкциям по сильному окислению.
Удаление сильного окисления
Если наконечник сильно окислился, самого флюса будет недостаточно для восстановления надлежащих характеристик смачивания. В этом случае вам понадобится средство для ухода за наконечниками или химическая паста, чтобы удалить окисление. Тоник для наконечников содержит слабую кислоту, которая поможет удалить окисление с наконечника.
Избегайте использования наждачной бумаги или других абразивных инструментов для удаления окисления. Это может привести к повреждению покрытия жала паяльника, что сделает его неэффективным для большинства применений и значительно сократит срок его службы.
- Установите температуру паяльника в обычный рабочий диапазон (около 300 ° C).
- Когда температура достигнет нужной температуры, вставьте жало паяльника в растворитель. Убедитесь, что весь наконечник покрыт продуктом.
- Дайте продукту лужения растаять вокруг наконечника, затем очистите его, как указано выше, с помощью латунной мочалки или средства для чистки наконечников.
- Повторяйте описанные выше шаги до тех пор, пока наконечник не станет чистым и не будет удалено все окисление. Правильный поток припоя должен вернуться к наконечнику после того, как он будет должным образом очищен.
Функциональная чистота
Вы можете заметить черные остатки флюса, особенно на наконечнике. Этот остаток не нужно удалять, так как он не повлияет на процесс пайки. Фактически, вы можете повредить целостность наконечника в процессе, так что оставьте это.
Признаки повреждения наконечника
Повреждение металлического покрытия жала паяльника может привести к проблемам с производительностью пайки. Трещина или отверстие в покрытии позволит медной внутренней части наконечника контактировать с припоем.Когда это происходит, медь растворяется в припое, нарушая целостность наконечника.
В некоторых случаях медь растворяется настолько, что остается отверстие в наконечнике, а остальная часть металлического покрытия остается нетронутой. Осмотрите наконечник на предмет такого рода повреждений, и, если он обнаружен, наконечник или картридж следует вынуть из эксплуатации и заменить.
После того, как вы проверите свой паяльный наконечник на предмет повреждений и почистите его, возможно, стоит избежать чрезмерного окисления, следуя нашим полезным советам.
Советы по предотвращению окисления
Есть несколько способов уменьшить окисление на наконечниках припоя.
Используйте защитный слой припоя – Самый простой способ предотвратить окисление припоя – это защитить его слоем припоя. Каждый раз, когда вы чистите паяльник и убираете его, наносите на жало свежий припой. Лучший припой для предотвращения окисления – это припой с большим количеством флюсового сердечника.
Держите наконечник в чистоте – Сохранение наконечника в чистоте также является надежной стратегией для уменьшения окисления.Вы обнаружите, что и влажная губка, и средство для чистки проволоки будут эффективны для очистки наконечника. Некоторые припои лучше реагируют на один метод, чем на другой.
При очистке наконечника припоя влажной губкой обязательно дайте паяльнику вернуться к установленной температуре, прежде чем протирать его снова. Это позволит максимально эффективно очищать губку, сохраняя материал наконечника в текучем состоянии.
Избегайте излишнего нагрева – Избыточное тепло также может способствовать накоплению окисления на наконечнике припоя.Убедитесь, что вы используете правильную температуру для выбранного типа припоя и применения. Хранение паяльника при температуре выше необходимой может повредить рабочий продукт, а также сократить срок службы жала.
Для бессвинцового припоя обычно требуется более высокая температура, чем для припоя, содержащего свинец, поэтому обязательно проверяйте температуру при переходе между типами припоя.
Сегодня на рынке представлены современные системы пайки, в которых используется микропроцессорное управление для точного регулирования температуры жала.Эти системы используют датчик на наконечнике для управления потоком энергии. Конечным результатом является то, что наконечник сохраняет постоянную температуру, что продлевает срок службы и защищает работу.
Выключайте утюг, когда он не используется. – Если вы знаете, что не будете паять какое-то время, выключите утюг. Естественный процесс окисления происходит гораздо медленнее при комнатной температуре. Также безопаснее держать утюг выключенным, когда он не используется.
Существуют продвинутые паяльники, в конструкции которых предусмотрена функция автоматического отключения.Эти инструменты автоматически отключают жало, когда оно не используется, продлевая срок его службы.
При правильной работе наконечник припоя может обеспечить долгий срок службы, прежде чем окисление станет проблемой. И как только это станет проблемой, правильная очистка с помощью подходящих средств может поддерживать паяльный инструмент в рабочем состоянии в течение длительного времени. Мы располагаем различными инструментами для пайки, демонтажа и восстановления с использованием технологии SmartHeat®. Свяжитесь с нами сегодня, чтобы узнать, как мы можем сделать ваши усилия по ручной пайке успешными.
Паяльное жало … или два
Роберт КонгОборудование имеет большое значение
Профессиональная пайка требует навыков и практики, но модернизация паяльного оборудования также будет иметь большое значение. В этой статье представлены предложения о том, как улучшить результаты с помощью паяльных жал , а также знакомство с новыми продуктами, которые вам понравятся.Наконечник – это инструмент
По словам наших друзей из Weller , одного из крупнейших производителей паяльников в мире: «Жало – это инструмент!» Наконечник, наиболее важный компонент паяльника , должен эффективно и надежно передавать тепло к точке соединения.Для эффективной передачи тепла чрезвычайно важно, чтобы наконечник содержался в соответствии с высочайшими стандартами ухода.Полировальный стержень Weller WPB1
Уход за наконечником
- Всегда держите наконечник покрытым тонким слоем припоя, чтобы предотвратить окисление и обеспечить теплопередачу
- Используйте дистиллированную воду, чтобы губка оставалась влажной (не моченной)
- Держите губку чистой
- Более высокие температуры приводят к сокращению срока службы наконечника, поэтому поддерживайте рабочие температуры как можно ниже
- Используйте полировальную планку Weller WPB1 для предотвращения или удаления окисления.Когда наконечник остынет, слегка отполируйте его и удалите оксиды,
, затем сразу же залудите наконечник заново - Использование канифольного припоя с активированным флюсом может помочь удалить оксидные отложения
- Лужение наконечника образует тепловой мост между наконечником и паяемыми деталями. Оловянное покрытие расплющится, когда наконечник коснется соединения, создавая большую площадь поверхности и более эффективный путь нагрева, чем у «сухого» или нелолированного наконечника.
Выбор припоя
При выборе типа припоя имейте в виду, что бессвинцовые припои с более высоким содержанием олова повреждают металлическое покрытие жала паяльника и сокращают срок его службы.Кроме того, припой меньшего диаметра часто содержит пустоты флюса, которые могут вызвать окисление наконечника. Для некоторых применений может быть хорошей идеей держаться подальше от водорастворимого припоя сердечника , а также водорастворимого флюса, поскольку они вызывают коррозию при высоких температурах и ускоряют повреждение вашего паяльного жала , вызывая ранний выход из строя наконечника.Состав припоя зависит от того, для чего вы его используете. Различия в прочности на разрыв, температуре плавления и замерзания могут играть важную роль в ваших приложениях.Наиболее распространенная смесь для припоя – это олово (Sn) и свинец (Pb), причем 63% Sn и 37% Pb являются идеальным химическим составом, который позволяет затвердевать при более низкой температуре, чем любая другая смесь этих двух.
Свойства композиций припоя
Более твердые припои, содержащие сплавы меди с серебром или цинком, необходимы для пайки твердым припоем из-за более высоких температур плавления.
Рулон припоя на 1 фунт 63% олова, 37% свинца
Бессвинцовый припой требует более высоких температур пайки и должен содержать не менее 2-3% флюса по весу для обеспечения хорошего смачивания.Имейте в виду, что бессвинцовый припой сокращает срок службы жала, поэтому обязательно используйте жала , предназначенную для бессвинцовой пайки .
Ручная пайка бессвинцовым припоем
Когда дело доходит до выбора типа паяльника, у вас есть много вариантов, но вам нужно что-то, что удобно в руке и имеет размер, соответствующий вашему рабочему пространству. Существуют переносные паяльники с питанием от бутана или с питанием от USB , автономные паяльники и запасные паяльники для ваших паяльных станций.
Паяльник USB 6 Вт
Светодиодные паяльники Weller имеют 3 светодиода с яркими фокусными лучами и комбинированную рукоятку для максимального комфорта и уменьшения скольжения. См. Диаграмму и видео ниже.
Нажмите, чтобы увеличить
Независимо от того, как вы паяете, вы хотите иметь красивый, чистый готовый продукт, и лучший способ получить это – знать детали, с которыми вы имеете дело. Если вам нужна дополнительная помощь в выборе паяльного оборудования, ознакомьтесь со статьей Паяльное оборудование и аксессуары .
Роберт окончил Cal Poly, San Luis Obispo по специальности «Электротехника». Его интересы включают спорт, фильмы, музыку и игры с новыми крутыми гаджетами.
Что такое лужение и почему оно важно? – SoftSoldering.com
* Обратите внимание, что этот сайт все еще находится в стадии строительства. Загляните в ближайшее время, чтобы увидеть фотографии, видео и другие впечатления! SoftSoldering.com является участником программы Amazon Services LLC Associates, партнерской рекламной программы, предназначенной для предоставления сайтам средств зарабатывать рекламные сборы за счет рекламы и ссылок на Amazon.com. Если вы совершите покупку по одной из моих ссылок, я получу небольшую комиссию (бесплатно для вас). Он поддерживает свет в блоге, так что большое спасибо, если вы это сделаете! 🙂
Каждый раз, когда вы работаете с новым паяльником, вы должны убедиться, что оно подготовлено для проведения и захвата припоя, а также защищено от окисления, что гарантирует долгую и счастливую жизнь вашим жалам, прежде чем придет время для замены. Вы делаете это путем «лужения» наконечников.
Есть несколько вещей, которые могут сократить срок службы ваших паяльных жалах, и, к сожалению, даже правильное использование – одна из них.Чем выше температура, тем более подвержены коррозии ваши паяльные жала, поэтому важно, чтобы они были как можно более чистыми от сажи и загрязнений, а также были покрыты защитным слоем припоя.
Лужение – это покрытие жала припоем и флюсом для его защиты. Не весело находить на своей работе черную сажу! Кроме того, эти загрязнения ослабят вашу фигуру; Считайте их маленькими слабыми местами в оловянной посуде. Чем меньше примесей, тем прочнее будут ваши украшения.
Сейчас есть несколько способов сделать это, но я считаю, что проще всего сделать один из следующих:
Метод № 1: Электрический припой с канифольным сердечником без свинца
Это включает использование электрического припоя для загрунтовки жала.
Старт с холодным утюгом. Загрузите наконечник, плотно закрутите его и оберните первые 3/4 дюйма наконечника электрическим припоем. Этот тип припоя очень тонкий (около 1 мм или меньше) и имеет канифольный сердечник, который защищает наконечник от коррозии, не будучи таким кислым, как флюс обычной пасты.
После того, как вы намотали припой на кончик, отрежьте конец кусачками и включите утюг.
Подождите минуту или две, чтобы он нагрелся до температуры. Как только это произойдет, вы увидите, как припой «распустится» и превратится в жидкое олово, покрывая ваш наконечник. Быстро вытрите излишки припоя стальной ватой, затем окуните наконечник в обычный флюс (паста / гель и т. Д.) И покройте припоем Silvergleem.
Пройдите назад и вперед пару раз между загрузкой наконечника припоем и протиранием металлической мочалкой, пока наконечник не станет красивым и блестящим.Теперь вы готовы делать вещи!
Метод №2: Использование средства для разведения наконечников
Средства для ухода за наконечниками поставляется в небольшой жестяной банке, и я не заметил большой разницы между брендами. Обычно он изготавливается из комбинации порошкового припоя, флюса и чистящего средства, например, нашатырного спирта. Прикрепите его к жаропрочной рабочей поверхности с помощью крошечной ленты из пеноматериала, чтобы вам не приходилось держать крошечную банку рукой, пока вы теряете ее до небытия (ожоги второй степени создают настоящий демпфер для опыт).
Вставьте новое жало в паяльник и, как только оно начнет нагреваться, сильно потрите его о кусок средства для разглаживания жала. Вам нужно покрыть как можно больше чаевых. Не бойтесь нажимать – кончик должен получиться жидко-серебристым. Не останавливайся, пока он не станет похож на Терминатора.
Используйте тампон стальной мочалки, чтобы стереть кончик Tinner с наконечника, и снова покройте его Tinner. Вытрите металлической мочалкой.
Теперь вырвите припой и покройте им кончик.Дайте ему расплавиться и обратите внимание на любые пятна, на которые припой не хочет стекать – вам нужно повторно посетить эти места с помощью Tip Tinner, пока вся рабочая поверхность наконечника не будет аккуратно покрыта.
После того, как вы залудили жало, можно приступать к пайке своих проектов.
Чем лучше вы будете хранить чаевые во время работы, тем дольше они прослужат. Будьте внимательны во время работы, тщательно очищая наконечники тонкой стальной мочалкой и тщательно протирая блок аммиака (чистящее средство), чтобы избавить его от любых загрязнений / окисления.
Также важно помнить, что в конце каждого сеанса пайки вам необходимо протереть наконечник тонкой стальной мочалкой от любых загрязнений и в последний раз покрыть его красивым толстым слоем припоя, а затем , затем , выключить утюг. . Это защитит наконечник от окисления, пока вы его не используете.
Поддержание высокой температуры способствует быстрому и плавному течению припоя, но нагрев и регулярное использование ухудшают качество жала каждый раз, когда вы его используете, поэтому вы должны быть уверены, что ваш утюг работает только тогда, когда он находится в вашей руке или собирается быть.Если вам нужно остановиться, чтобы добавить фольгу к камню, полировать кусок, подготовить прыжковое кольцо и т. Д., залудите свой наконечник и выключите утюг.
Чем дольше вы оставите жало паяльника без его использования, тем быстрее оно выйдет из строя. При правильном уходе ваши чаевые прослужат вам много часов рабочего времени, но всегда держите под рукой запасные части, чтобы не сжечь чаевые в полночь без каких-либо полезных замен!
Уход за инструментами очень важен, и лужение наконечников не исключение.Обеспечьте долгий срок службы ваших паяльных жал при правильном уходе и обслуживании.
* Эти сообщения могут содержать партнерские ссылки на продукты, которые мне нравятся и которые могут облегчить ваше путешествие по мягкой пайке. Если вы совершите покупку по моим ссылкам, я получу небольшую комиссию, так что большое вам спасибо, если вы это сделаете! 🙂
| Это отличный вопрос и настоящая проблема, с которой сталкиваются многие пользователи бессвинцовых припоев.С появлением бессвинцовых припоев возникла мысль о повышении температуры инструментов и оборудования, используемых для пайки, поскольку температура ликвидуса нового сплава была значительно выше, чем температура плавления старых добрых 63/37 или 60 ° С. / 40 Припой из олова / свинцового сплава. Мы ошибались, повышение температуры паяльника не помогло, на самом деле это создало больше проблем, и использование наконечника резко сократилось. Мы паяем бессвинцовые материалы при температуре от 600 до 700 градусов по Фаренгейту и увеличиваем время контакта с контактом примерно от 1 до 1.5 секунд. Новые бессвинцовые сплавы имеют высокое содержание олова, и олово растворяет покрытие на наконечнике припоя и, в конечном итоге, разъедает наконечник. Да, вы должны держать кончик луженым. Кроме того, существует некоторая озабоченность по поводу использования губок для протирания наконечников, поскольку это создает слишком сильный тепловой шок на наконечнике и приводит к растрескиванию покрытия на наконечнике. Когда покрытие трескается на наконечнике, олово относительно быстро растворяет медь; так много людей сейчас используют подушечки с металлическим блеском, которые сегодня поставляются со многими утюгами для чистки своих наконечников.Использование этих контактных площадок не вызовет каких-либо ударов по паяльному наконечнику и должно способствовать увеличению срока службы наконечника. Независимо от того, каков был срок службы наконечников при использовании припоев на основе олова / свинца, срок службы наконечников значительно сократится при использовании бессвинцовых припоев. Вице-президент, технический директор EPTAC Corporation В EPTAC Corporation г-н Ламберт наблюдает за содержанием предлагаемых курсов, программ сертификации IPC и предоставляет клиентам консультации экспертов в области производства электроники, включая RoHS / WEEE и бессвинцовые проблемы.Лео также является генеральным председателем комитета по процессу сборки / присоединения IPC. |
Советы и подсказки – уход за жалами паяльника
СОВЕТЫ по продлению срока службы паяльного жала
Срок службы паяльного жала долгое время был предметом споров, и теперь он усугубляется более высокими температурами бессвинцовой пайки. Компания Cooper Tools подготовила практическое руководство, которое поможет пользователям продлить срок службы паяльных наконечников, которое мы кратко изложили в статье
.Существует пять основных режимов отказа стандартного жала паяльника: – растрескивание покрытия жала из-за избыточного давления; Экстремальный температурный шок; Износ и истирание; Осушение и коррозия.В этой статье мы рассмотрим каждую из этих причин выхода из строя наконечников и дадим некоторые рекомендации, как увеличить срок службы наконечников.
Растрескивание покрытия наконечника из-за избыточного давления.
Это особая проблема с очень тонкими наконечниками для поверхностного монтажа. Для передачи тепла к стыку неопытный оператор может слишком сильно надавить на поверхность стыка. В качестве альтернативы, падение утюга на твердую поверхность может вызвать растрескивание покрытия наконечника даже при использовании больших наконечников. Это неизбежно приведет к деформации и изгибу наконечника, что, в свою очередь, приведет к расслаиванию слоев покрытия.Как только на поверхности наконечника образуется трещина, медный сердечник подвергается воздействию влаги, кислорода и олова. Это механическое повреждение неизбежно ускорит режим разрушения меди вследствие эрозии.
Профилактические меры.
1: Всегда выбирайте правильную геометрию наконечника для выполняемой работы. Используйте очень тонкие насадки только тогда, когда они действительно необходимы из-за физических ограничений соединения или доступа к нему. Всегда используйте самый большой наконечник, который можно использовать для любой работы. По возможности используйте «долото», а не «конические» формы.При пайке выводов на J-образную ножку или компонент в виде крыла чайки используйте наконечник типа «GW» с жидким флюсом.
2: Убедитесь, что наконечник луженый; используйте припой, чтобы закрыть зазор между наконечником и соединением. Это значительно увеличивает площадь поверхности, по которой передается тепло, и уменьшает принуждение к сильному давлению.
3: Убедитесь, что опора паяльника подходит для паяльника и не имеет поврежденной или изношенной воронки. В противном случае утюг может удариться о пружину воронки на опоре или даже упасть, если утюг неправильно вставлен в воронку.
Растрескивание покрытия наконечника, вызванное ударом при экстремальных температурах.
Применение без свинца требует более высоких температур обработки, что означает, что покрытие наконечника подвергается воздействию более высоких температур поверхности. Прикосновение горячего наконечника к слишком влажной чистящей губке может привести к резкому перепаду температуры, который может вызвать микротрещины в слое железного покрытия.
Меры профилактики
1: Не смачивайте чистящую губку слишком сильно – губка должна быть влажной, а не мокрой.В качестве альтернативы можно использовать сухой очиститель наконечников.
Износ и истирание.
У преждевременного износа наконечника много причин, большинство из которых можно предотвратить путем хорошей тренировки. Однако даже при нормальном использовании с хорошо обученным оператором все наконечники со временем изнашиваются. По мере истирания слоев покрытия они обнажают медный сердечник, что, в свою очередь, приводит к коррозионному разрушению.
Профилактические меры.
1: Чрезмерный износ и истирание могут быть вызваны неподготовленными операторами, которые трут наконечником о стык в попытке улучшить передачу тепла к стыку.Это не работает, и трение может повредить печатную плату или компонент, а также стереть слой железа на наконечнике. Теплопередачу можно улучшить только за счет увеличения площади контактной поверхности. Всегда залуживайте жало перед тем, как паять соединение, это увеличит площадь пайки и, конечно, используйте жало правильного размера.
2: Неправильная очистка наконечника также может увеличить износ. Всегда используйте настоящую целлюлозную губку. Используйте губку правильной стороной вверх, то есть положите слой оранжевого волокна сверху.Волокно менее абразивно, чем губка, а также действует как полупроницаемая мембрана, которая удерживает лишнюю влагу на кончике.
Ни в коем случае не используйте домашние губки, так как они в основном на пластиковой основе. Когда горячий утюг нагревает пластик, из него могут выделяться химические вещества, которые разъедают наконечник. Кроме того, он может выделять вредные для здоровья пары.
Всегда следите за тем, чтобы губки были влажными, а не мокрыми, избыток воды способствует отказу от осушения. Всегда используйте деионизированную воду, промойте губку, а затем отожмите лишнюю воду.Использование водопроводной воды вызовет образование накипи, как и на элементе в чайнике. Это, в свою очередь, приведет к образованию на наконечнике несмачивающего барьера. Недавняя тенденция заключалась в том, что операторы использовали воду из «охладителя минеральной воды», потому что он находится поблизости. Это явно плохая идея, так как минералы вызовут еще более чрезмерное накопление накипи.
De-Wetting.
Эффект осушения обнаруживается, когда припой больше не прилипает к рабочей поверхности наконечника. Обезвоживание является наиболее распространенным видом отказа наконечника и может происходить из-за чрезмерной очистки наконечника, очистки наконечника в неподходящее время или на губке, которая слишком влажная при применении без свинца, особенно при использовании тонкой припойной проволоки.Осушение вызвано окислением внешних атомов слоя железа. Этот режим отказа имеет дополнительную проблему, заключающуюся в том, что осушенный наконечник менее эффективно передает тепло. Хорошая новость заключается в том, что с помощью надлежащей практики потери влаги можно снизить до разумного уровня.
Профилактические меры.
1: Слой железа на наконечнике не может окисляться, если он не подвергается воздействию кислорода, поэтому, когда утюг не используется, держите наконечник луженым. Лужение припоя действует как жертвенный барьер, окисляется только припой.Никогда не возвращайте утюг, который вы только что очистили, на опору для утюга. Это немедленно подвергает незащищенный, горячий, влажный наконечник воздействию кислорода, что является наихудшим из возможных сценариев. Одно только следование этому совету может существенно повлиять на срок службы наконечника.
2: Наконечник окисляется намного медленнее при комнатной температуре, если утюг не используется, выключите его.
Если в вашем блоке питания есть таймер, с помощью которого можно автоматически выключить утюг, если он не использовался в течение заданного времени.Помните, что простое выключение утюга после каждого перерыва и обеда может составлять 5 часов использования утюга в неделю. Подумайте, сколько денег вы сэкономите на счетах за электроэнергию, и это увеличит срок службы чаевых.
3: Чем выше температура пайки, тем быстрее происходит окисление жала. Снизьте температуру пайки до минимума, необходимого для выполнения работы. Если вы обнаружите, что паяете при температуре выше 375 o C (700F), чтобы сохранить производительность, возможно, вы используете неподходящее железо.
4: Убедитесь, что пружины на опорах паяльника не изношены.По мере износа пружин они опускаются, что может привести к контакту кончика утюга с пружиной. Когда пружина действует как массивный теплоотвод, утюг будет пытаться довести пружину до номинальной температуры утюга. Это приведет к тому, что утюг будет постоянно находиться в состоянии «ВКЛ» (т.е. нагрев элементов), что ускорит старение наконечников, нагревательных элементов и переключателей (если они есть).
5: Использование «активатора наконечника» или проволоки для припоя RMA большого диаметра к оловянным наконечникам для хранения обеспечит хорошую смачиваемость.Активатор наконечников также поможет предотвратить окисление наконечников при использовании бессвинцовой припойной проволоки небольшого диаметра. Хотя Tip Activator может повторно активировать слегка окисленные поверхности наконечников, девизом всегда должно быть «Профилактика лучше лечения».
Коррозия.
Коррозия – это функция тепла, кислорода, остатков флюса и других внешних воздействий на жало паяльника. Чем активнее используемый флюс, тем быстрее будет коррозия наконечника.
Профилактические меры.
1: Используйте чистую канифоль или флюсы RMA там, где это позволяет ваш процесс. Водорастворимые флюсы особенно агрессивны, потому что они обычно основаны на органических растворителях, таких как лимонная кислота. К сожалению, выбор флюса основан не только на сроке службы жала паяльника, поэтому при принятии технологических решений необходимо соблюдать баланс со всеми другими факторами.
2: Убедитесь, что ваши чистящие губки чистые и не содержат окалины.
