
схема и описание, виды аппаратов
Автор Сварщик На чтение 7 мин Просмотров 203 Опубликовано
Впервые конденсаторная сварка была опробована в 30-е годы 20-го века. Метод оказался настолько успешным, что до сих пор применяется в промышленности, частных мастерских, быту. Конденсаторный аппарат прост по конструкции и его нетрудно сделать своими руками из доступных деталей.
Содержание
- Особенности конденсаторной сварки
- Принцип работы
- Разновидности
- Конденсаторная сварка своими руками
- Трансформаторный аппарат
- Бестрансформаторный вариант
- Технология применения конденсаторной сварки
Особенности конденсаторной сварки
Конденсаторную сварку выполняют короткими импульсами, которые нагревают очень маленькую площадь, что предотвращает образование термических напряжений и деформаций. При этом скорость сварки на автоматических линиях достигает 600 точек/минуту.
К преимуществам относят компактность и небольшой вес аппарата. Для работы не требуется мощный источник электроэнергии, так как блок конденсаторов заряжается во время перехода от одной точки к другой. Мощность разряда расходуется только на нагрев точки соединения, поэтому у технологии высокий КПД.
При конденсаторной сварке не выделяются вредные для здоровья газы, нет инфракрасного и ультрафиолетового излучения. Аппарат не нуждается в принудительном охлаждении, поскольку при работе в импульсном режиме элементы схемы сильно не нагреваются. За счет регулирования мощности и продолжительности разряда можно сваривать очень мелкие детали. Поэтому элементная база, которую использует микроэлектроника, изготавливается с применением конденсаторной технологии.
Конденсаторную сварку применяют для соединения деталей толщиной до 1,5 мм из любых марок стали, цветных и тугоплавких металлов. При этом одна заготовка может быть значительно толще другой. Также сваривают детали из разнородных металлов или сплавов. За счет стабильности энергии разряда все точки шва получаются с одинаковым качеством.
Из недостатков отмечают кратковременность сварочного импульса и ограниченность толщины заготовок. Поэтому в большинстве случаев конденсаторная сварка не сможет заменить дуговую.
Однако при работе с тонкостенными деталями ее экономичность, качество, производительность значительно выше.
Принцип работы
Принцип работы основан на способности конденсатора накапливать электроэнергию при подключении к источнику питания. Свариваемые детали плотно прижимают одна к другой между электродами, через которые пропускают короткий разряд электроэнергии, накопленной конденсатором. Ток, протекающий между ними, расплавляет металл.
Детали удерживают в сжатом положении до тех пор, пока металл не затвердеет. После повторной зарядки конденсатора переходят к следующему месту соединения. Операцию повторяют по всей длине шва.
Во время работы возможно появление помех в электросети.
Разновидности
По способу выполнения конденсаторная сварка подразделяется на 3 типа:
- контактную;
- ударно-конденсаторную;
- точечную.
Контактная сварка выполняется через электроды, приложенные к плотно сжатым деталям. В точке касания электродов образуется дуга с током 10 — 15 кА, длительностью 3 мс.
При ударно-конденсаторной сварке один электрод подсоединяют к заготовкам, а другим кратковременно ударяют по месту соединения. Продолжительность импульса сокращается до 1,5 мс, что способствует уменьшению зоны термического влияния.
Точечный способ отличается тем, что дуга образуется между деталями и электродами. Продолжительность импульса в зависимости от толщины заготовок 10 — 100 мс. Заготовки соединяются на небольшой площади на месте воздействия дуги.
Продолжительность импульса в зависимости от толщины заготовок 10 — 100 мс. Заготовки соединяются на небольшой площади на месте воздействия дуги.
По способу наложения шва конденсаторная сварка выполняется как:
- Контактная. Применяется на приборостроительных и предприятиях производящих радиоэлектронную аппаратуру. Этот вид используют автомастерские для ремонта кузовов легковых автомобилей, так как при конденсаторной сварке не деформируются тонкостенные листы обшивки.
- Шовная или роликовая позволяет создавать герметичные соединения. Это достигается за счет перекрытия соседних точек шва, которые выполняются электродами в виде роликов. Они прокатываются по заготовкам, уложенных внахлест. Этим способом сваривают мембраны и сосуды из тонкого металла.
- Стыковая выполняется методом оплавливания или сопротивления. В первом варианте разряд пропускают между заготовками. После того, как возникшая дуга оплавит места соединения, детали осаживают. При втором варианте запуск разряда и сварка осуществляются, когда заготовки соприкоснутся.
 Таким способом удобно сращивать медные и алюминиевые провода. В отличие от обычной скрутки контакт между ними не окислится.
Таким способом удобно сращивать медные и алюминиевые провода. В отличие от обычной скрутки контакт между ними не окислится.
Конденсаторная сварка своими руками
Прежде чем начинать делать аппарат конденсаторной сварки своими руками нужно выбрать тип устройства. Они бывают бестрансформаторными и трансформаторными. Первый вариант чаще применяют для ударной сварки, второй для соединения заготовок прочными швами. В бестрансформаторных аппаратах конденсаторы разряжаются на соединяемые детали, в трансформаторных на первичную обмотку выходного трансформатора. Со вторичной обмотки которого импульс тока поступает на место соединения.
Трансформаторный аппарат
Трансформаторная схема конденсаторной сварки собирается из следующих деталей:
- сетевого трансформатора мощностью 5 — 20 Вт со вторичным напряжением 5 В;
- двух выпрямительных мостов;
- тиристора КУ 202 или аналога для управления разрядом;
- одного или нескольких конденсаторов с суммарной емкостью 1000 — 2000 мкФ;
- выходного трансформатора мощностью не меньше 1 кВт;
- предохранителя, кнопочного переключателя любого типа.

При безошибочном монтаже устройство начинает работать сразу без дополнительных настроек. Таким аппаратом можно проводить точечную сварку на конденсаторах со скоростью до 5 импульсов в секунду.
В качестве выходного можно использовать трансформатор от микроволновой печки с небольшой доработкой. Магнитные шунты убирают, вместо вторичной обмотки наматывают 3 — 5 витков медной шины сечением 20 — 35 мм².
Если трансформатор от микроволновой печки добыть не получилось, самодельный собирают на сердечнике из пластин Ш 40 с толщиной набора 70 мм. Для первичной обмотки потребуется 300 витков провода диаметром 0,8 мм, для вторичной 10 витков шины.
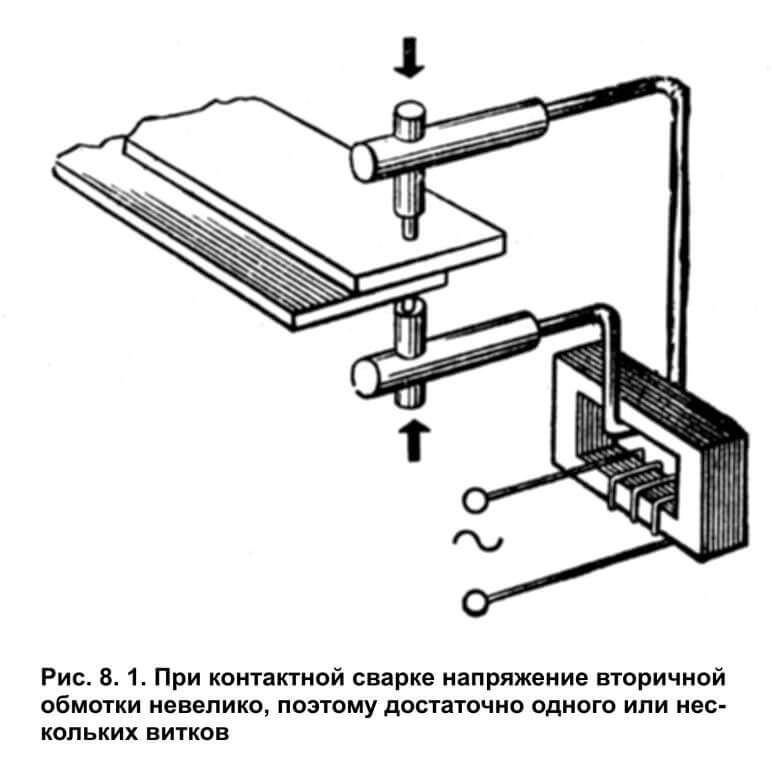
Качество конденсаторной сварки зависит не только от характеристик сварочного аппарата, но и от электродов. Их можно прижимать к деталям руками или зажимами, но лучше сделать рычажную конструкцию.
Их можно прижимать к деталям руками или зажимами, но лучше сделать рычажную конструкцию.
Она состоит из нижнего электрода из медного стержня диаметром 8 мм, длиной 1 -2 см, закрепленного на неподвижном основании. Для лучшего контакта с заготовками верхний конец округляют. Подвижный электрод крепят на рычаге, с помощью которого можно быстро сжимать заготовки между собой. Основание с нижним контактором должно быть изолировано от рычага.
Бестрансформаторный вариант
Бестрансформаторная схема может быть собрана на высоковольтных или низковольтных конденсаторах.
Чтобы собрать конденсаторный аппарат по первому варианту, потребуются повышающий трансформатор, высоковольтные диоды для выпрямительного моста. Также понадобятся один или несколько конденсаторов с рабочим напряжением не меньше 1 кВ общей емкостью 1000 мкФ. Схема обеспечивает 100 А в импульсе длительностью 5 мс. Режим разряда регулируют изменением числа витков вторичной обмотки переключателем SA1. Элементы схемы находятся под высоким напряжением, поэтому нужно строго соблюдать правила техники безопасности при работе с электроинструментом.
Низковольтную схему собирают из понижающего трансформатора мощностью 100 — 500 Вт и блока конденсаторов с рабочим напряжением 50 В общей емкостью от 40 до 100 тысяч мкФ. Такой аппарат выдает ток 1 -2 кА в течение 600 мс. При монтаже конденсаторов на печатной плате соединительные дорожки нужно усилить медным проводом, иначе они могут расплавиться при разряде.
Конструкция низковольтного бестрансформаторного аппарата получается громоздкой, так как батарея конденсаторов занимает много места, да и весит немало. Вместо нее можно использовать ионистор, но цена прибора на порядок больше стоимости всей батареи.
Также следует учитывать, что срок службы электролитических конденсаторов невелик.
Технология применения конденсаторной сварки
Технология несложная и доступна для применения в домашних условиях. Прежде чем приступить к сварке, места соединений на заготовках очищают от грязи, ржавчины, окалины. Затем детали совмещают в нужном положении и кладут между электродами. С помощью рычага подвижным электродом заготовки прижимают друг к другу и нижнему контактору. Пусковой кнопкой подают импульс тока.
Затем детали совмещают в нужном положении и кладут между электродами. С помощью рычага подвижным электродом заготовки прижимают друг к другу и нижнему контактору. Пусковой кнопкой подают импульс тока.
После окончания разряда электроды кратковременно удерживают в сжатом положении, чтобы расплавленный металл затвердел под давлением. Затем под верхний электрод подставляют следующее место сварки. Этой паузы достаточно для зарядки конденсатора. Операцию повторяют необходимое количество раз. По размеру участок сварки должен в 2 -3 раза превышать толщину тонкой заготовки.
Если требуется сварить деталь толщиной до 0,5 мм с массивной заготовкой, пользуются упрощенным способом. Один из электродов крепят зажимом к любому месту толстой заготовки, а вторым рукой прижимают тонкую к точке сварки. Нажимают пусковую кнопку и т. д.
После сборки конденсаторного аппарата можно заняться его усовершенствованием.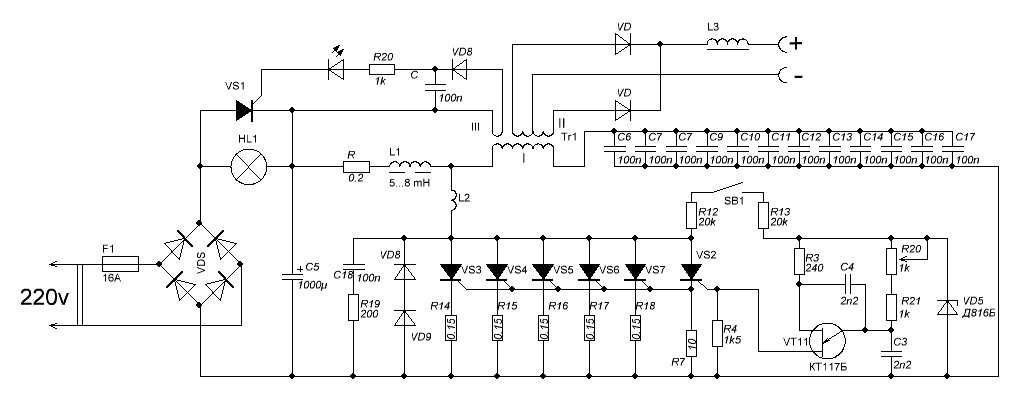 Сделать пусковую кнопку в виде педали, чтобы освободить руки, собрать светодиодный блок индикации уровня заряда конденсаторной батареи. Если вместо простого использовать автотрансформатор, можно регулировать напряжение разряда в широком диапазоне. Полезно составить таблицу режимов сварки в зависимости от марки и толщины металла, изменяя количество витков и сопротивление резистора в цепи управления тиристором.
Сделать пусковую кнопку в виде педали, чтобы освободить руки, собрать светодиодный блок индикации уровня заряда конденсаторной батареи. Если вместо простого использовать автотрансформатор, можно регулировать напряжение разряда в широком диапазоне. Полезно составить таблицу режимов сварки в зависимости от марки и толщины металла, изменяя количество витков и сопротивление резистора в цепи управления тиристором.
Конденсаторная сварка своими руками — схема и описание
0
Опубликовано: 08.04.2017
Этот вид сварки относится к точечному способу. Он удобен в случае, когда требуется приваривать небольшие детали друг к другу, а одну и маленькую. Преимущественно конденсаторную сварку используют для работы с цветными металлами.
Как только появилась возможность проводить точеную сварку в домашних условиях, метод стал набирать популярность среди неопытных сварщиков. Такая ситуация и прибавила актуальности вопросу на сегодняшний день. Что собой представляет этот процесс и как собственноручно сделать сварку для домашнего использования? Этот вопрос мы и постараемся сегодня разобрать в деталях.
Оглавление:
Чем отличается конденсаторный способ от других видов?
Первое отличие, которое бросается в глаза, это скорость сварки и её экологичность. Стандартный прибор для конденсаторной сварки работает на высоком напряжении. Это и позволяет сэкономив электроэнергию, получить качественный и ровный шов. Основное её применение лежит в микросварке или же при надобности осуществить сварку больших сечений. Это происходит при таком принципе:
- Конденсаторы собирают в себе требуемое количество энергии;
- Заряд переходит в тепло, которое используется для сварки.

Принцип работы конденсаторной сварки
В процессе сваривания точечным способом, детали подвергаются зажиму двумя электродами, на которые приходит кратковременный ток. Затем между электродами образуется дуга, она и нагревает металл, расплавляя его. Сварочный импульс приходит в работу в течение 0,1 сек., он предоставляет общее ядро расплавки для обеих подвергающихся сварке частей заготовок. Когда снимается импульс, детали продолжают сжиматься под давлением нагрузки. В результате получаем общий сварной шов.
Существуют вторичные обмотки, с них ток попадает на электроды, а на первичную обмотку, приходится импульс, который образовался при конденсаторном заряде. В конденсаторе накапливание заряда происходит в промежутке между поступления импульса на два электрода. Особенно хорошие результаты приходят, когда речь идёт о сварке алюминия или меди. Существует ограничение по тому, какой должна быть толщина заготовок, она не должна превышать 1,5 мм.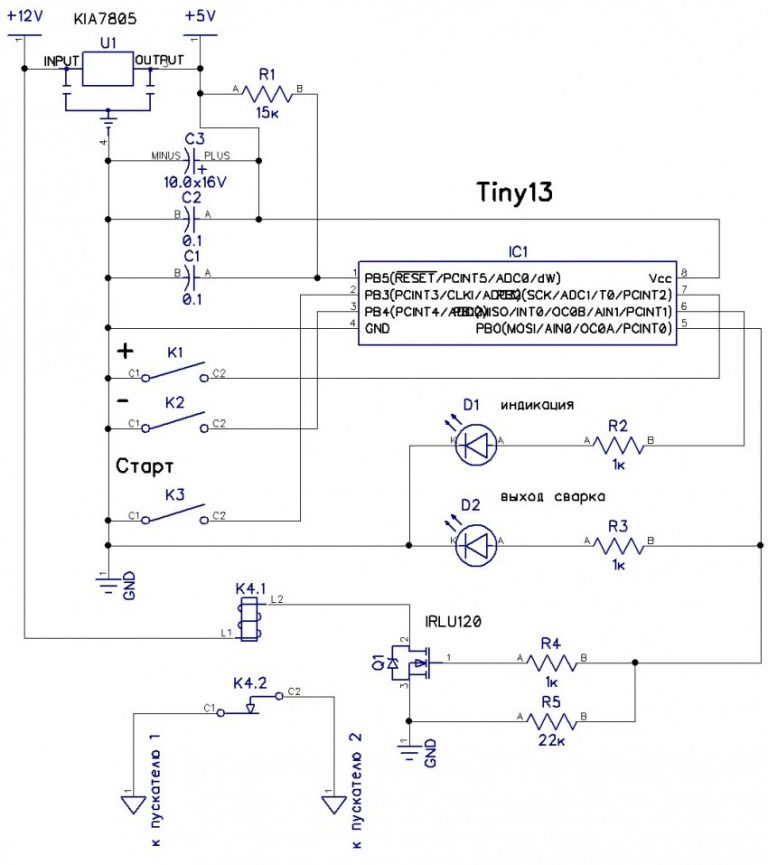
Виды точечной сварки
Различают два основных вида конденсаторной сварки своими руками:
- Трансформаторный. При которой конденсатор разрядит энерго-заряд на обмотку трансформаторного оборудования. При этом заготовки расположены в сварочном поле, которое соединяется со вторичной обмоткой.
- Бестрансформаторный.
Преимущества
Как и у всех других видов, самостоятельная конденсаторная сварка отличается рядом положительных особенностей:
- При стабильной работе, есть возможность сэкономить электроэнергию;
- Надёжность и практичность. Скорость работы позволяет точечной сварке быть доступной при воздушном охлаждении;
- Скорость работы;
- Сварочный ток очень плотный;
- Аккуратность. Учитывая дозу потребляемой энергии, в поле соприкосновения образуется надёжный шов, компактной толщины.

- Экономичность. Потребляемая мощность равна 20 кВА максимум. Это происходит при помощи отбора мощности благодаря стабилизации напряжения в сети.
Схема сборки агрегата своими руками
Через диодный мост (выпрямительный) проводится первичная обмотка, затем подключается к источнику напряжения. С тиристора идёт сигнал на мостовую диагональ. Тиристор управляется специальной кнопкой для запуска. Конденсатор подключают к тиристору, точнее к его сети, к диодному мосту, затем его выводят на обмотку (первичную). Чтобы зарядить конденсатор, включается вспомогательная цепь с диодным мостом и трансформатором.
Как источник импульса, используют конденсатор, его емкость должна быть 1000-2000 мкФ. Для конструкции системы производится трансформатор из сердечника типа Ш40, требуемый размер 7 см.
Такая самодельная конденсаторная сварка, работает при следующей последовательности действий:
- Нажимаем пусковую кнопку, она запустит временное реле;
- Трансформатор включается с помощью тиристоров, после реле отключается;
- Резистор используют для определения длительности импульса.
Как происходит процесс сварки?
После того как конденсаторная сварка своими руками собрана, мы готовы приступить к работам. Для начала стоит подготовить детали, зачистив их от ржавчины и другой грязи. Перед тем как поместить заготовки между электродами, их соединяют в таком положении, в котором их нужно сваривать. Затем запускается прибор. Теперь можно сжать электроды и прождать 1-2 минуты.
Перед сварочными работами в домашних условиях, стоит приготовить такие материалы, как наждачная бумага, болгарка, нож, отвертка, любой зажим или пассатижи.
Вывод
Конденсаторную сварку очень широко применяют как дома, так и в промышленной зоне, как мы видим, она очень удобна и проста в применении, плюс ко всему имеет большое количество преимуществ. С помощью приведённой информации, Вы сможете вывести свои знания на новый уровень и удачно примените точечную сварку на практике.
Сергей Одинцов
tweet
Конденсаторно-разрядная микроустановка для точечной сварки с открытым исходным кодом хобби-конструкция
Устройство, которое может быть полезным для различных любителей, представляет собой микроустановку для точечной сварки, работающую от разряда большого конденсатора. Профессиональные устройства такого рода
(Powerstream, MTI Microwelding, Spotco, MacGregor и т. д.)
довольно дороги, поэтому здесь имеет смысл самодельная конструкция, если вам нравится, например. ремонтировать
аккумуляторные батареи самостоятельно.
Профессиональные устройства такого рода
(Powerstream, MTI Microwelding, Spotco, MacGregor и т. д.)
довольно дороги, поэтому здесь имеет смысл самодельная конструкция, если вам нравится, например. ремонтировать
аккумуляторные батареи самостоятельно.
Точечная сварка сопротивлением может показаться тривиальной на первый взгляд, однако я могу только посоветовать вам забыть о простых
конструкции на основе тиристора, которые вы можете найти в Интернете. Синхронизация импульса(ов) важна для получения хороших и воспроизводимых результатов.
Результаты. Если сбрасывать всю энергию конденсатора сразу через тиристор, то либо ее будет слишком мало и соединение
будет недостаточно прочным или слишком прочным, и вы прожжете дыру в материале (и, возможно, обожжетесь каплями жидкого металла :-)).
С другой стороны, для любительских целей точное формирование импульса, предлагаемое профессиональными устройствами высокого класса, конечно, не требуется.
поэтому следующая конструкция кажется мне разумным компромиссом между простотой и стоимостью и функциональностью.
Я нашел в интернете красивую конструкцию, но она управлялась микроконтроллером PIC,
в то время как я предпочитаю работать с Atmel из-за поддержки этой архитектуры GCC.
Примечание: этот сайт был недоступен в течение достаточно долгого времени, поэтому для вашего удобства я привожу здесь схемы и спецификации аппарата точечной сварки Ultrakeet, которые я скачал оттуда.
Однако заметьте также, что для новой конструкции необходимо сделать некоторые улучшения в силовой части, ср. примечания ниже и на страницах других людей, которые разрабатывали аналогичные сварочные аппараты, ссылки на которые приведены здесь.
В своей конструкции я по сути скопировал силовую часть вышеприведенного проекта со следующими небольшими изменениями, перечисленными ниже (я даже не стал рисовать новую схему и использовал универсальную макетную плату для сборки устройства):
Вместо автомобильного Hi-Fi конденсатора я использовал 20 штук 47000 мкФ/35В параллельно, чтобы иметь возможность
перейти на более высокое напряжение, имея около 600 Дж энергии, доступной для более тяжелой работы. Конденсаторы защищены стабилитроном от случайного перенапряжения (они недешевы!), а продувочный резистор на 2 кОм медленно разряжает их, когда они не используются.
Я добавил резистор 1 кОм/1 Вт между электродами, чтобы клеммы истока полевых транзисторов находились под определенным потенциалом, когда сварочный электрод отключен.
Конденсаторы защищены стабилитроном от случайного перенапряжения (они недешевы!), а продувочный резистор на 2 кОм медленно разряжает их, когда они не используются.
Я добавил резистор 1 кОм/1 Вт между электродами, чтобы клеммы истока полевых транзисторов находились под определенным потенциалом, когда сварочный электрод отключен.
Я использовал 6 IRFP2907 параллельно, а не 4, чтобы справиться с током.
Питаю прибор от лабораторного блока питания, так как в коробке было столько конденсаторов
и радиаторы, не оставляя места для собственного блока питания. 3А достаточно для сварки, резки с
повторяющихся импульсов потребуется больше. Цепи управления имеют дополнительный конденсатор емкостью 10000 мкФ после диода для
перекрыть периоды более низкого входного напряжения из-за высокой нагрузки блока питания при зарядке основного конденсатора.
5В для логики получаются с помощью LM2575-5 подключенных согласно техпаспорту.
Atmel ATmega16, синхронизированный кварцем (с соответственно запрограммированными фьюз-битами), с шунтирующим конденсатором 100 нФ используется для управления блоком и отображения состояния на дисплее.
На задней панели (невидим на фото) разъем для программирования ISP и TTL-уровня RS232 – мелочь, но довольно удобная при разработке прошивки.
Вращательный кодер использует контакты прерывания Atmel, потенциометры подключены к контактам аналого-цифрового преобразователя (см. комментарии в исходном коде).
Электроды изготовлены из медных стержней диаметром 8 мм, заостренных на одном конце, изолированных термоусадочной трубкой, с нарезкой обмотки М8 на другом конце.
Они ввернуты в шляповидные латунные гайки, к которым припаяны тросики диаметром 6 мм, и стянуты еще одной гайкой М8.
Сильноточные соединения внутри устройства выполнены из медного провода диаметром 6 мм, сдвоенного там, где это возможно механически.
Стоимость материалов для конструкции должна составлять около 300 долларов США (и может быть снижена, если вы используете конденсаторы более низкого напряжения – 12 В достаточно для сварки аккумуляторной батареи),
на порядок ниже цены бюджетного профессионального устройства.
Результат можно увидеть ниже, а здесь можно скачать
опубликовано под лицензией GPLv3.
В исходном коде указаны подключения пинов ATmega к управляющей и силовой части.
В зависимости от версии avr-gcc и заголовков вам может понадобиться обратный заголовок.h
Если вы просто хотите собрать его без кросс-компиляции исходного кода, вот шестнадцатеричные файлы для ATMega16 и ATMega32. NEW: Кто-то просил у меня гекс с большей длительностью второго импульса, он здесь для ATMega16 .
Предполагается, что внешний кристалл 14,7456 МГц, поэтому не забудьте также соответствующим образом запрограммировать фьюз-биты (я использовал fuse_l=0x2f и fuse_h=0xf9).
Цифры на дисплее – напряжение внешнего источника питания, целевое напряжение, текущее напряжение конденсатора в первой строке;
время первого импульса, задержка между импульсами, время второго импульса в миллисекундах на второй строке.
Вращательный кодер с нажимным переключателем выбирает напряжение конденсатора (и в будущих прошивках может быть легко реализовано переключение между различными режимами работы через меню),
три потенциометра определяют время. После запуска реальная энергия импульса (включая потери на внутренних сопротивлениях) вычисляется и отображается до тех пор, пока педаль триггера не будет отпущена.
После запуска реальная энергия импульса (включая потери на внутренних сопротивлениях) вычисляется и отображается до тех пор, пока педаль триггера не будет отпущена.
Фото внутренностей и деталей электродов здесь.
Советы по микроточечной сварке аккумуляторных батарей с помощью этого самодельного устройства:
Используйте полоски из нержавеющей стали толщиной от 0,075 до 0,12 мм. Рекомендуемые для этой цели никелевые
может быть трудно получить на месте
а почтовые расходы за границу обойдутся как минимум в два раза дороже материала…
После долгих поисков я нашел листы нержавеющей стали подходящей толщины производства www.ksmetals.com в местном магазине для моделистов-любителей. Полоски можно легко вырезать из этого материала.
Сделайте электроды очень острыми и плотно прижмите их к соединительной планке, лежащей сверху аккумуляторной батареи.
Для толщины 0,075 мм мне лучше всего подошли 6 Вольт и 0,5 мс первый импульс, 2 мс задержка, 4 мс второй импульс. Оно может, конечно, отличаться, в зависимости от того, какое внутреннее сопротивление сварщика вам доведется добиться в вашей конструкции.
Оно может, конечно, отличаться, в зависимости от того, какое внутреннее сопротивление сварщика вам доведется добиться в вашей конструкции.
Схема и печатная плата аппарата точечной сварки
Недавно (2010 г.) коллега из Великобритании собрал подобное устройство и согласился опубликовать его схемы и дизайн печатной платы здесь. Вы можете скачать PDF-файл, или файл Altium Designer SCHDOC и файл платы. (Если кто-нибудь знает, как преобразовать формат Altium Designer в Eagle, сообщите мне.) Эта конструкция немного отличается от моей конструкции (в основном блоком питания), но должен быть полностью совместим с моей прошивкой. Тем не менее, печатная плата не была протестирована. Он же предложил усовершенствовать конструкцию силовой части, поместив разрядные и сварочные полевые транзисторы на нижней стороне нагрузки (исток к GND, сток к одному электроду, другой электрод к Vcap) и использование P-канального полевого транзистора для зарядки конденсатора.
Другая схема (на языке Eagle) предоставлена Franz (Tauchsport-Tschur на web. de),
Вы можете скачать это здесь; он должен быть совместим с моей прошивкой.
de),
Вы можете скачать это здесь; он должен быть совместим с моей прошивкой.
В ноябре 2011 года Тим О’Брайен опубликовал на своей веб-странице конструкцию сварочного аппарата CD, вдохновленную, среди прочего, этой конструкцией. Он также предложил некоторые улучшения, среди прочего, лучший способ управления затворами MOSFET, чтобы снизить рассеиваемую мощность и обеспечить более короткие и более точно контролируемые импульсы. Особенно полезен его опыт в отношении автомобильных конденсаторов нескольких производителей, которые часто продают продукцию гораздо более низкого качества, чем рекламируется. Его страница очень подробная, содержит много полезной информации, и ее определенно стоит прочитать, если вы планируете заняться подобным проектом.
В 2012 году была опубликована конструкция аппарата для точечной сварки, вдохновленная этой конструкцией.
Раду Мотисаном на его веб-странице, а также представлен на hackaday.com.
Он опубликовал схемы и дизайн печатной платы, переписал мою оригинальную прошивку на C++ и реализовал режим резки. См. также статью здесь.
См. также статью здесь.
Кроме того, если вы заинтересованы в более тяжелых работах, чем устройство на основе конденсатора, вам подойдет аппарат для точечной сварки на основе трансформатора. лучший выбор. Очень интересная модификация старого ручного точечного сварочного аппарата производства ГДР. Хенрика Хафтманна, который добавил управляющую электронику на основе ATtiny, можно найти здесь (на немецком языке), включая схемы с открытым исходным кодом и исходный код прошивки.
В 2014 году Георгий Белев построил сварочный аппарат на основе этой прошивки и опубликовал на ютубе красивое видео его работы.
Вернуться на мою страницу электроники
Вернуться на страницу моего хобби
Моя главная страница с адресом электронной почты
TOP
Как сделать мини-точечную сварку с использованием 9-вольтовых батарей и конденсатора
Одним из методов изготовления аккумуляторных батарей с использованием элементов 18650 является их соединение вместе с помощью аппарата для точечной сварки для соединения никелевых полосок с элементами.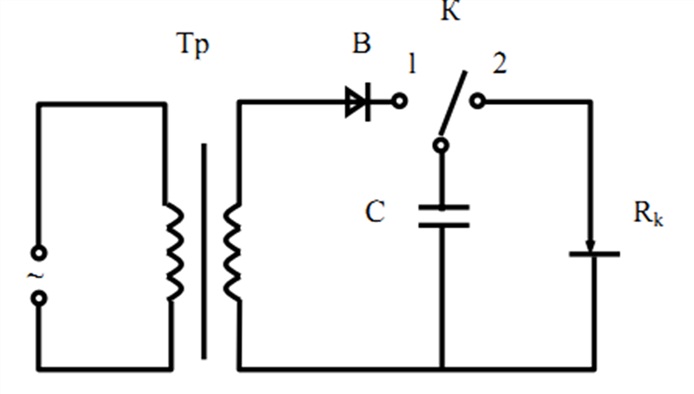 Полоски никеля образуют цепь, которая является батарейным блоком. В этом видео показано, как построить простой аппарат для точечной сварки.
Полоски никеля образуют цепь, которая является батарейным блоком. В этом видео показано, как построить простой аппарат для точечной сварки.
Если бы вы припаяли провода к ячейкам батареи, вы бы нагрели ячейку МНОГО тепла, что может повредить ячейку. Сварщик точечной сварки использует краткий разряд электричества, чтобы приварить кусок металла, обычно полоски никеля, к элементу батареи с очень небольшим нагревом.
Вы можете потратить сотни долларов на коммерческий аппарат для точечной сварки или около сотни долларов на простой аппарат для точечной сварки. Но если вам нужно построить только один аккумуляторный блок, зачем тратить деньги на покупку аппарата для точечной сварки? Может быть, вы можете сделать свой собственный.
Этот собран из трех простых 9-вольтовых батареек. Я бы так не поступил, но идея достаточно проста. Показано последовательное соединение 9-вольтовых батарей, что дает 27-вольтовую аккумуляторную батарею. Затем вы подключаете большой конденсатор к концу вместе с переключателем для управления, когда конденсатор подключен к батареям.
При переключении переключателя конденсатор остается заряженным от батарей. Выключите переключатель, и он отключен.
Далее к конденсатору подключаются два провода. Эти выводы выглядят точно так же, как те, которые вы использовали бы с мультиметром. Выводы удобно надеваются на выводы конденсатора.
Для точечной сварки никелевых полосок просто поместите полоски одну на другую, а затем прикоснитесь кончиками проводов к полоскам. Это замыкает цепь от конденсатора, вызывая всплеск электричества. Этот взрыв электричества заставляет никелевые полоски свариваться вместе.
Это очень простой дизайн, удивительно простой.
Как бы я сделал это по-другому? Аккумуляторы на 9 вольт нельзя перезаряжать, и поэтому это непрактичный выбор для длительного использования. Все, что нужно, это небольшой блок питания на 24 вольта или, может быть, 36 вольт. Конденсатор должен быть рассчитан на используемое напряжение. Конденсатору все равно, идет ли электричество от 9вольтовые батарейки или еще где.
Ключом к цепи является зарядка конденсатора, а затем его разрядка через металлические полосы, которые нужно сварить вместе.
Два других видеоролика, прикрепленные ниже, демонстрируют различные подходы к созданию простого аппарата для точечной сварки.
Во втором случае это просто большой конденсатор, который вы заряжаете от настольного блока питания. Я бы тоже не стал делать именно такой дизайн, но дизайн интересный.
Вместо этого… рассмотрим предыдущую конструкцию с простыми выводами, подключенными к конденсатору. Просто зарядите этот конденсатор от настольного источника питания, и готово.
Последнее видео представляет собой более полный дизайн. Он питается от 12-вольтового автомобильного аккумулятора и работает с гораздо большей мощностью, чем конструкции на основе конденсаторов. Парень говорит, что его аккумулятор выдает 800 ампер при пуске, так что да, это гораздо большая мощность. Для управления питанием в конструкции используется соленоид/реле от автомобиля и компьютеризированная плата управления.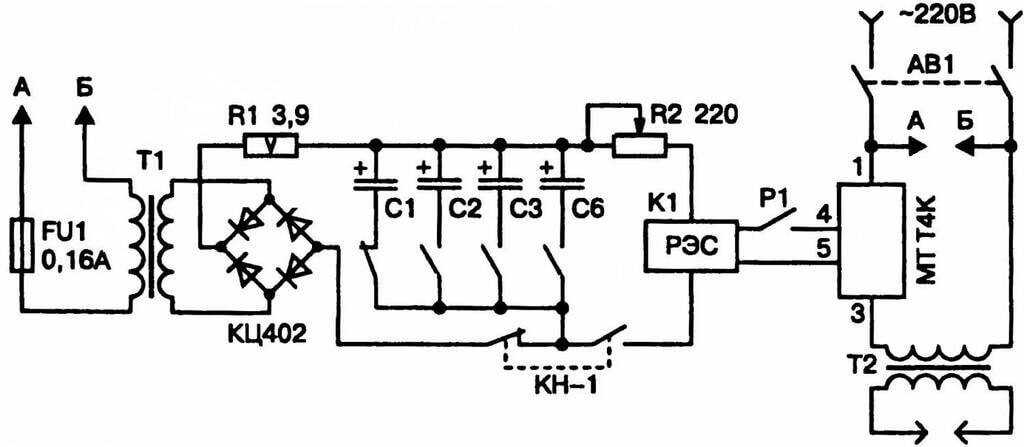
Один урок из этих видеороликов заключается в том, что сила тока (сила) через сварочные провода определяет качество сварного шва. Во-первых, при относительно небольшом конденсаторе, видите ли, плохо держались сварные швы. На втором, с большим конденсатором, было достаточно жарко, чтобы металлические полоски светились красным.
Так как нагревать литий-ионный элемент не рекомендуется, светящийся красный металл на втором видео является предупредительным знаком. Не использовать этот точечный сварщик с батареями? Может быть?
В третьем видео 800 ампер при пуске, вероятно, больше мощности, чем любая конструкция конденсатора. Но что еще более важно, плата управления обеспечивает максимальное время удержания замкнутой сварочной цепи. Обе простые конструкции конденсатора не ограничивают время замыкания сварочной цепи, а эта конструкция ограничивает. Это, вероятно, ограничит количество выделяемого тепла.
Как выполнить мини-точечную сварку с использованием батарей 9 В и конденсатора
Точечная сварка с использованием суперконденсатора 500 фарад, ультраконденсатор в качестве точечной сварки
9010 4 Как сделать своими руками аппарат для точечной сварки на литий-ионном аккумуляторе 18650 Аккумуляторы
Об авторе(ах)
Дэвид Херрон :
Дэвид Херрон — писатель и инженер-программист, занимающийся вопросами разумного использования технологий. Его особенно интересуют экологически чистые энергетические технологии, такие как солнечная энергия, энергия ветра и электромобили. Дэвид почти 30 лет работал в Силиконовой долине над программным обеспечением, начиная от систем электронной почты и заканчивая потоковым видео и языком программирования Java, и опубликовал несколько книг о программировании Node.
