
схема и описание точечной контактной сварки
Конденсаторная сварка является одним из видов контактной сварки, которую активно используют в промышленности, а также для выполнения сварных операций своими руками в быту.
Технологическая схема операции следующая: в конденсаторах при их зарядке от выпрямителя осуществляется накопление энергии, которая при разряде трансформируется в тепловую энергию.
С помощью этой энергии и осуществляется соединение кромок металлических изделий. Расскажем, как выполнить конденсаторную сварку своими руками: схема и описание технологии.
Содержание
- Конденсаторная сварка: что это такое
- Выполняем конденсаторную сварку своими руками
- Схема при конденсаторной сварке
- Требования к конденсаторной сварке
- Конструкции контактного блока
- Особенности работы самодельного агрегата
- Подведем итоги
Конденсаторная сварка: что это такое
Конденсаторная своими руками была разработана еще в 30-х годах XX века. Сегодня эта технология активно используется предприятиями промышленности и умельцами с целью выполнения бытовых сварных операций.
Сегодня эта технология активно используется предприятиями промышленности и умельцами с целью выполнения бытовых сварных операций.
Особенно популярна такая технология в цехах ремонта кузовов транспортных средств: в отличие от дугового, при конденсаторном методе создания сварного шва не происходит прожигание и деформация тонких стенок листов кузовных деталей. В последующее время соединенным деталям кузова не нужна дополнительная рихтовка.
Такую технологию применяют в радиоэлектронике для соединения изделий, не паяющихся посредством обычных флюсов или выходящих из строя при перегреве.
Активно применяются аппараты конденсаторной сварки ювелирами при изготовлении и ремонте ювелирных украшений, на предприятиях, выпускающих коммуникационные шкафы, лабораторное, медицинское, пищевое оборудование, при строительстве зданий, мостов, инженерных коммуникаций.
Столь широкое распространение можно объяснить действием ряда факторов:
- простая конструкция сварочного аппарата, который при желании можно собрать своими руками;
- точечная сварка отличается относительно низкой энергоемкостью и малыми нагрузками, создаваемыми на электрическую сеть;
- высокие показатели производительности, что крайне важно при серийном производстве;
- возможность снизить термическое влияние на соединяемые поверхности, что позволяет сваривать детали малых размеров и работать с теми конструкциями, стенки которых чрезмерно тонки и могут деформироваться при обычной сварке.
На заметку! Достоинством технологии конденсаторной сварки является простота ее реализации: даже средний уровень квалификации позволяет мастеру создать качественные сварные швы.
Способ конденсаторной сварки изделия.Правила осуществления сварных операций с помощью энергии конденсаторов регламентируются ГОСТ. Принцип технологии основывается на трансформации энергии электрического заряда, накопленного на конденсаторах, в тепловую энергию.
При соприкосновении электродов происходит разряд и образуется электрическая дуга краткого действия. За счёт выделяемого ею тепла кромки соединяемых деталей из металла плавятся, образуя сварной шов.
При конденсаторной сварке ток подается на сварной электрод в виде кратковременного импульса высокой мощности, который получается за счет монтажа в оборудование конденсаторов большой емкости.
В случае использования контактной сварки ток непрерывен. В этом заключается основное отличие этих видов выполнения сварных операций.
В итоге, мастер может достичь высоких показателей двух важных параметров:
- на термический нагрев соединяемых деталей требуется гораздо меньше времени, что особенно ценно для производителей электронных компонентов;
- ток, используемый для соединения деталей, обладает высокой мощностью, поэтому и сами сварные швы получаются более качественными.
В процессе сварных операций для крепления элементов и узлов разных изделий могут потребоваться разные по разновидности и назначению шпильки.
Достоинством конденсаторной сварки является возможность уменьшить площадь термического воздействия, снизить напряжение и свести к нулю риск деформации поверхностей ввиду высокой плотности энергии и кратковременности сварного импульса. Технология позволяет работать с цветными металлами с малой толщиной.
Также отметим, что огромным плюсом конденсаторного сварного аппарата является его компактность. Для применения такой технологии на практике не потребуется мощный источник питания, устройство можно заряжать между переносом электрода к следующей точке.
Выполняем конденсаторную сварку своими руками
Контактная сварка применяется сварщиками, поэтому купить заводской аппарат для ее выполнения несложно.
Модели, в отличие от агрегатов для точечной сварки, отличаются простой конструкцией, несложным управлением и стоят недорого, но многие умельцы все же принимают решение, собрать сварной аппарат конденсаторного типа своими руками. Это позволяет сэкономить деньги, реализовать собственный талант.
Температура сварки различных материалов.Выполнения данного задания требует от мастера следующего:
- найти в интернете нужную схему и подробное описание конструкционных особенностей агрегата;
- уяснить механизм работы устройства;
- подобрать актуальные материалы и приспособления: шпильки приварные, сварные электроды и т.п.
Механизм функционирования аппарата для конденсаторной сварки:
- ток направляется через первичную обмотку питающего трансформатора, выпрямитель, представленный диодным мостом;
- на диагонали моста осуществляется подача управляющего сигнала тиристора с кнопкой запуска;
- в цепи тиристора вставлен конденсатор для накопления сварного импульса, который также нужно подключить к диагонали выпрямителя и первичной обмотке трансформаторной катушки.
Соединение участков металлических конструкций осуществляется при сильном электрическом влиянии, накопленном в двухполюсниках, а сам процесс делится на три категории:
- Контактная сварка.
Предполагает плотное прижатие заготовок друг к другу с последующим соприкосновением электродов к данному месту. Энергия, подающаяся на ограниченное пространство настолько велика, что это приводит к быстрому расплавлению и дальнейшему прикреплению кромок деталей. - Ударная технология.
Также предполагает соединение отдельных деталей из металла в единую конструкцию, но электричество подается к месту сваривания в виде кратковременного удара. Такая технология позволяет уменьшить продолжительность сварной операции до 1,5 м/с; - Точечная техника.
При использовании такого вида сварки потребуется два медных контакта, касающиеся объекта с двух граней. В результате изделия скрепляются в точке прикосновения к электроду.
При необходимости навесить на тонколистовую металлическую конструкцию приборы, фиксируемые гайками, можно воспользоваться той же конденсаторной сваркой.
С ее помощью на стенку конструкции приваривается специальная шпилька для конденсаторной сварки, а уже на нее фиксируют прибор. Шпильку помещают напротив основного металла и настраивают оборудование для выполнения операции приварки.
Дуга плавит основание шпильки и соответствующую ему площадь основного металла, после чего изделие вводят в сварную ванну и фиксируют на поверхности до тех пор, пока металлы не остынут. На выполнение такого потребуются миллисекунды, но он будет надежен и долговечен.
Схема при конденсаторной сварке
Схема конденсаторной сварки.Конденсаторная точечная сварка своими руками легко выполняется даже малоопытным сварщиком.
Ее основа ‒ электрическая схема с применением конденсаторов:
- Первичная обмотка проводится через выпрямитель, представленный .
Затем она подключается к источнику напряжения. - Тиристор подает сигнал на мостовую диагональ и управляется кнопкой запуска.
Конденсатор подключается к сети тиристора, диодному мосту и выводится на первичную обмотку.
- Зарядить конденсатор можно путем, включения вспомогательной цепи с выпрямителем и трансформатором.
Конденсаторная сварка аккумуляторов своими руками осуществляется в следующей последовательности действий со стороны мастера:
- нажатие пусковой кнопки, запускающей временное реле;
- включение трансформатора при помощи тиристоров, после реле отключается;
- использование резистора с целью определения длительности импульса.
Требования к конденсаторной сварке
Сварные конденсаторы применяются в промышленном масштабе и в условиях небольших мастерских. В любом варианте нельзя нарушать технологию сварки для аккумуляторов своими руками, иначе сварные швы получаться низкокачественными.
Соблюдение следующих условий позволит получить действительно качественный результат работы:
- обеспечьте подачу кратковременного импульса в течение временного промежутка до 0,1 с, а также последующее накопление энергозаряда от источника питания для нового импульса за максимально краткое время;
- позаботьтесь о хорошем контакте свариваемых деталей путем достаточного давления электрода на детали в момент подачи сварочного импульса;
- разжимание электродов производите с задержкой, дабы расплав остывал под давлением и улучшался режим кристаллизации металла сварного шва;
- диаметр точки, образуемой на металле от контакта с электродом, должен быть крупнее, нежели самая тонкая свариваемая заготовка в 2 раза;
- тщательно очистите поверхность свариваемых заготовок перед сваркой, дабы окисные пленки и ржавчина не спровоцировали существенное сопротивление для тока.
На заметку! Наиболее удачный вариант электродов для конденсаторной сварки – это омедненная проволока.
Конденсаторную точечную сварку осуществлять своими руками можно только при условии сборки агрегата с минимум двумя блоками: источником сварного импульса и сварочного блока. Также крайне важно предусмотреть возможность регулировки режима сварки и защиты.
Особенно важно придерживаться правил безопасной со сварным аппаратом, которые предполагают следующие пункты:
- для защиты глаз от искр от сварного аппарата надевают специальную маску;
- обезопасить кожу рук от ожога помогут перчатки, а тело – специальный защитный комбинезон;
- на ноги сварщика надевают ботинки с подошвой из плотного материала, не позволяющего повредить пальцы и ступню при работе.
Конструкции контактного блока
Контактный блок конденсаторной сварки ответственен за фиксацию и перемещение сварных .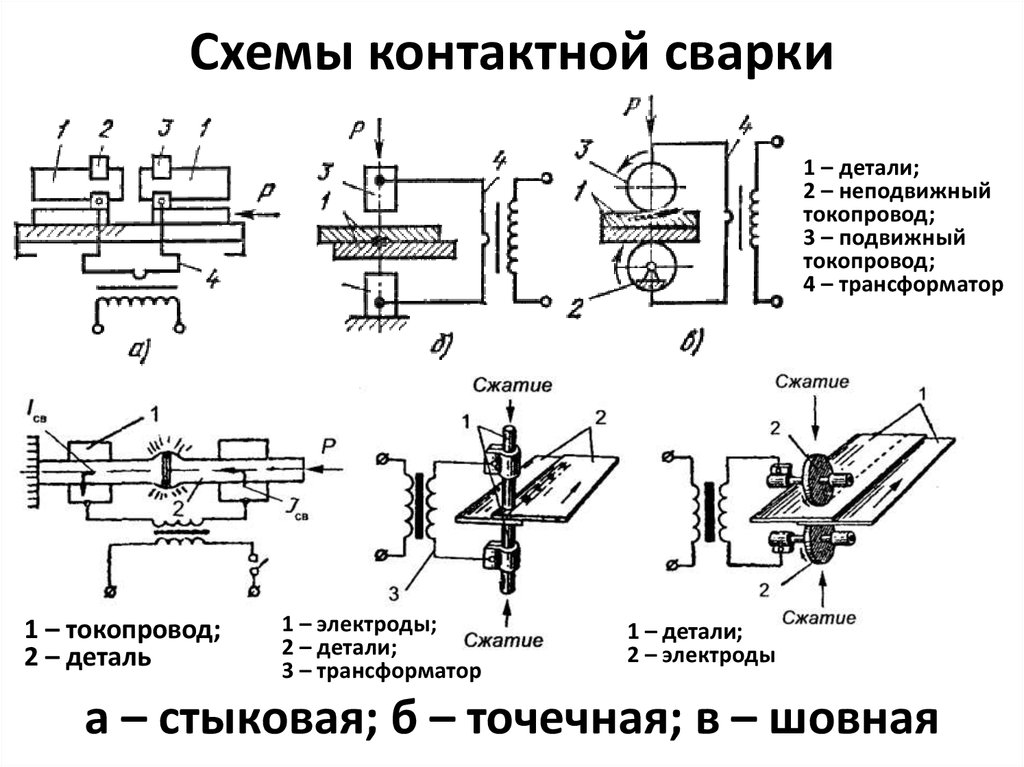 В большинстве случаев фиксация обоих стержней осуществляется вручную.
В большинстве случаев фиксация обоих стержней осуществляется вручную.
Более качественный вариант обеспечивает надежную фиксацию нижнего стержня, но оставляет подвижным верхний стержень. В данном случае верхний медный прут закрепляется так, чтобы он свободно двигался в вертикальной плоскости. А нижний ‒ оставляют в неподвижном состоянии.
Также на верхней части монтируют регулятор винтового образца, позволяющий создавать дополнительное давление. Главное, чтобы верхняя площадка и основание энергоблока имели хорошую изоляцию друг от друга. Некоторые модели сверху оснащены фонарем, что делает работу более комфортной.
При конструировании конденсаторной сварки своими руками потребуется иметь следующие детали:
- конденсатор, емкостью 1000-2000 мкФ, мощностью 10 В, напряжением 15;
- трансформатор требуемого размера ‒ 7 см, произведенный из сердечника типа Ш40;
- первичная обмотка, сделанная из трехсот слоев провода с диаметром 8 мм;
- вторичная обмотка из десяти обмоток медной шины;
- пусковик серии МТТ4К, включающий параллельные тиристоры, диоды и резистор.

На заметку! Если работа потребует соединения заготовок до 0,5 см, понадобится применить дополнительные коррективы в схему конструкции.
Особенности работы самодельного агрегата
Осуществить ударную конденсаторную сварку можно с помощью специального аппарата заводского производства, который продается в специализированных магазинах. Однако, вполне реально изготовить сварку конденсаторного типа самостоятельно в условиях маленькой мастерской.
Изготовленные своими силами агрегаты демонстрируют высокие эксплуатационные параметры и в работе не уступают заводским моделям.
Самодельный аппарат конденсаторной сварки.Перед работой самодельному аппарату для сварки, использующему энергию конденсаторов, задают основные параметры функционирования:
- напряжение в зоне металлоизделий;
- вид и сила тока;
- длительность действия сварного импульса;
- число и размеры сварной проволоки, применяемой в работе.

Платы управления, присутствующие в конструкции и заводских, и самодельных сварочных агрегатов, предоставляют мастеру возможность привести поступающее напряжение и постоянную величину тока к стабильному значению. Самодельный агрегат важно оснастить переключателем для выполнения сварки электродами без особенных трудностей.
Самодельные агрегаты, как и заводские модели, долговечны, просты в использовании, если при их конструировании придерживаться схемы, технологических требований и норм безопасности.
А технические параметры изготовленной своими силами модели должны соответствовать характеристикам заводских конструкций. Тогда аппарат позволит даже малоопытному сварщику выполнять надежные и долговечные сварные швы методом конденсаторной сварки.
Но не стоит забывать, что весомая доля успеха при выполнении сварочных операций зависит от тщательности подготовительных работ. Обязательно позаботьтесь о том, чтобы свариваемые поверхности не имели загрязнений, слоя пыли, ржавчины перед началом работы.
Такие дефекты могут свести на нет усилия сварщика, став преградой для качественного соединения расплавленных кромок изделий.
Подведем итоги
Конденсаторная сварка актуальна при необходимости соединить детали из цветных металлов в единую конструкцию.
Технология имеет ряд достоинств, среди которых особенно ценна возможность уменьшить площадь термовоздействия, снизить напряжение и устранить риск деформации металлоповерхностей. Аппараты для конденсаторной сварки просты в использовании и легко собираются своими руками, что позволяет сэкономить.
схема и описание, как сделать своими руками
Содержание:
- Что это такое
- Особенности
- Принцип
- Разновидности
- Как собрать сварное оборудование
- Интересное видео
На сегодняшний день разработано множество способов сваривания разных видов металла, в результате которых можно получить прочный и ровный шов. К одному из таких относят конденсаторный сварочный процесс. Он приобрел популярность в прошлом веке, относится к разновидности контактной сварки.
К одному из таких относят конденсаторный сварочный процесс. Он приобрел популярность в прошлом веке, относится к разновидности контактной сварки.
Конденсаторная сварка пользуется высокой популярностью в промышленности, также его часто применяют в бытовых условиях. При помощи него можно производить сваривание мелких деталей, которые выполнены из алюминия, меди. Но все же перед тем как приступать к выполнению этой технологии стоит рассмотреть важные особенности и характеристики.
Что это такое
Конденсаторная контактная сварка появилась еще в 30-х годах ХХ века. И с тех пор она приобрела широкую известность в разных областях производства. Во время технологии производится бесшовное сваривание компонентов из металлической основы. Оно происходит благодаря кратковременным импульсам электрической энергии.
В настоящее время часто применяется на предприятиях для сваривания разных металлических элементов небольшого размера. В связи с тем, что она имеет простую технологию к ней прибегают умельцы в бытовых условиях.
Зачастую этот метод сваривания применяется в ремонтных цехах, где производятся и ремонтируются кузовные части транспортных средств. При конденсаторном сваривании во время создания шва не происходит прожигания и деформирования тонких стенок листов металлических заготовок. В последующий период деталям не потребуется дополнительное рихтование.
Конденсаторная точечная сварка используется в радиоэлектронике для соединения элементов, которые невозможно запаять при помощи обычных флюсов. Оборудование применяется в ювелирной области для производства и ремонта мелких элементов украшений.
Эта технология нашла применение на заводах по изготовлению шкафов коммуникационного типа. Также этот метод задействуют при производстве:
- приборов, которые применяются в лабораториях;
- элементов медицинского оборудования;
- компонентов оборудования, которое применяется в пищевой промышленности.
Особенности
Конденсаторная сварка своими руками позволяет осуществлять сваривание изделий из цветных металлов в домашних условиях. Это связано с ее легкой технологией и простым проведением. А в производстве данный способ является просто необходимым условием при ремонте и изготовлении важных конструкций, оборудования.
Это связано с ее легкой технологией и простым проведением. А в производстве данный способ является просто необходимым условием при ремонте и изготовлении важных конструкций, оборудования.
Востребованность конденсаторного сварочного процесса связана со следующими положительными особенностями:
- аппарат конденсаторной сварки обладает простой конструкцией, поэтому при желании его можно собрать самостоятельно;
- точечный сварочный процесс отличается низкой энергоемкостью и небольшими нагрузками, оказываемыми на электросеть;
- этот метод сваривания имеет высокую производительность;
- во время сварки снижается термическое воздействие на соединяемые поверхности. Благодаря этому можно соединять небольшие металлические элементы;
- этот метод может работать с конструкциями, у которых очень тонкие стенки. А вот при проведении других сварок они сильно деформируются.
Стоит отметить! Главное достоинство конденсаторного сварного процесса состоит в простоте его проведения. Качественные и прочные швы смогут выполнить даже неопытные сварщики.
Качественные и прочные швы смогут выполнить даже неопытные сварщики.
В основе схемы конденсаторной сварки лежит изменение энергии электрических зарядов, которые скапливаются на конденсаторах, в состояние тепловой энергии. Когда электроды соприкасаются, возникает разряд, и все это приводит к образованию электрической дуги краткого действия. Благодаря выделяемому теплу металлические кромки расплавляются, и в результате образуется сварной шов.
При проведении конденсаторного сварочного процесса наблюдается подача тока на область сварного электрода. Они имеет вид кратковременного импульса с высоким показателем мощности. Он образуется за счет установки в сварочные приборы конденсаторов с большим объемом емкости.
Все эти особенности конденсаторного сварочного процесса позволяют сварщику добиться следующих положительных условий:
- на термическое нагревание изделий из металла требуется гораздо меньше времени. Это представляет особую ценность для производителей электронных деталей;
- ток, который применяется для соединения элементов, имеет высокую мощность.
 Именно за счет этого свойства швы получаются прочными и ровными.
Именно за счет этого свойства швы получаются прочными и ровными.
Принцип
Самодельная конденсаторная сварка является востребованной технологией, которая позволяет быстро проводить соединение разных небольших деталей в домашних условиях. Она имеет простое проведение, поэтому ее могут применять даже новички и специалисты среднего класса.
Работа точечной сварки из конденсаторов основывается на следующих особенностях:
- При сварке заготовки зажимаются при помощи двух электродов, на которые поступает кратковременный ток.
- Затем между ними образуется дуга, она прогревает металл, что приводит к его расплавлению.
- Сварочный импульс начинает действовать через 0,1 секунды. Он образует общее ядро расплавки для всех элементов заготовок, которые свариваются.
- Даже после того, как перестает действовать импульс, детали дальше сжимаются от давления.
- В итоге образуется прочный и ровный шов.
Разновидности
Всего выделяют несколько типов конденсаторной сварки. Каждый из них имеет определенные особенности и позволяет выполнять некоторые важные задачи. Перед тем как приступать стоит рассмотреть основные нюансы каждого метода.
Каждый из них имеет определенные особенности и позволяет выполнять некоторые важные задачи. Перед тем как приступать стоит рассмотреть основные нюансы каждого метода.
Точечная
Точечная сварка на конденсаторах осуществляется по принципу контактной технологии. Во время ее проведения создается короткий импульс тока, который быстро расплавляет металл и сваривает элементы.
Эта разновидность сварки считается популярной. Ее применяют во многих отраслях производства. Конденсаторная точечная сварка может проводиться в бытовых условиях своими руками. При помощи этого способа можно сварить компоненты с разным показателем толщины.
Роликовая
Роликовый конденсаторный сварочный процесс производится по тому же принципу, что и точечная технология, но готовые «точки» частично перекрываются между собой. Соединение обладает герметичной структурой, через него не проходит влага и частички пыли.
Обратите внимание! Роликовая сварка с использованием конденсаторов применяется в промышленности. Но особенно часто к ней прибегают при производстве изделий вакуумного и мембранного типа.
Но особенно часто к ней прибегают при производстве изделий вакуумного и мембранного типа.
Ударная
Ударно-конденсаторная сварка осуществляет сваривание отдельных металлических компонентов, которые формируют цельную конструкцию. Электричество поступает к месту сваривания, оно имеет вид кратковременного удара. Данная технология уменьшает длительность сварных операций до 1,5 м/с.
Как собрать сварное оборудование
Совсем не обязательно приобретать дорогое оборудование его можно сделать своими руками. Если соблюдать все правила и нюансы, то готовая самодельная контактная сварка на конденсаторах выйдет ничем не хуже оригинала, но это позволит существенно сэкономить финансы.
Чтобы сделать конденсаторный сварочный аппарат своими руками стоит подготовить следующие компоненты:
- трансформатор на 220 вольт. Устройство должно иметь мощность 5-20 Вт, а показатель выходного напряжения должен составлять 5В;
- диодные компоненты выпрямительного типа с прямым током – 4 штуки.
 Показатель мощности – не меньше 300 мА;
Показатель мощности – не меньше 300 мА; - тиристор. В качестве аналога подойдет прибор Т142-80-16, КУ 202 и похожие устройства;
- конденсаторы электролитические;
- резистор переменного типа на 100 Ом;
- трансформатор с мощностью 1000 Вт. Подходящим вариантом будет устройство от микроволновок;
- электроды;
- провод из меди с сечением не меньше 35 мм.кв. – 1 метр;
- переключательные компоненты, предохранители, корпус по желанию.
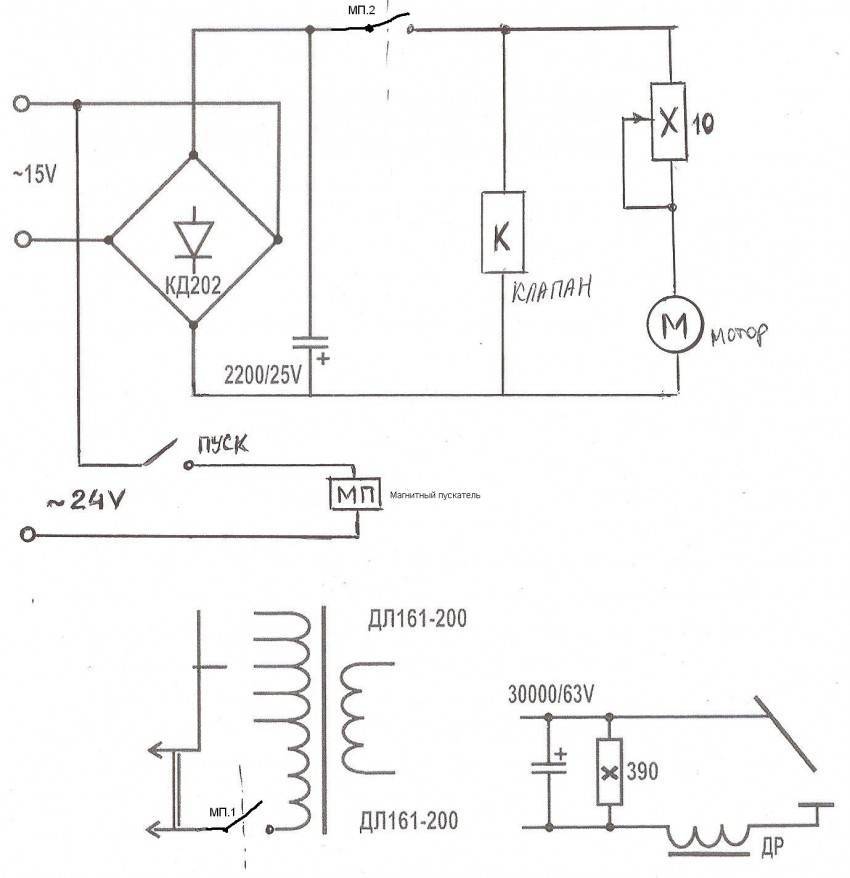
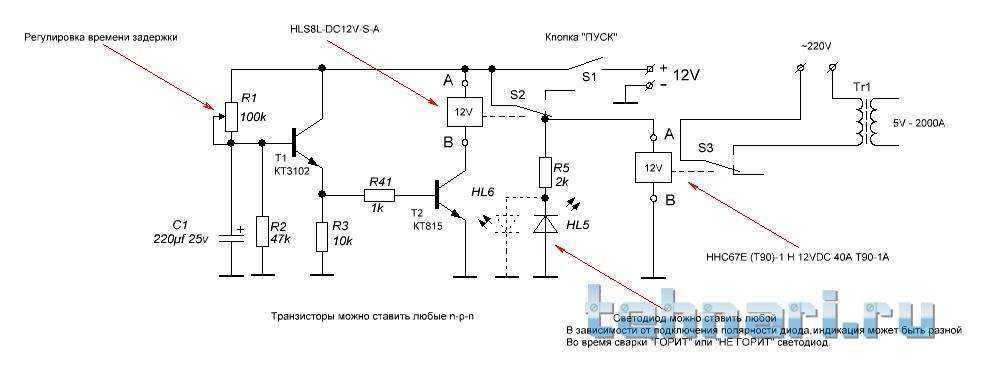
Чтобы сделать конденсаторную сварку своими руками потребуется схема и описание процесса. Ниже на картинке изображена схема конденсаторного сварочного аппарата, которая потребуется при его сборке.
Главное все собирать четко по схеме. Если все будет выполнено правильно, а все детали будут исправными, то проблем с работоспособностью самодельного сварного оборудования возникнуть не должно. Но все же трудности могут возникнуть с трансформатором. Как было указано выше, можно использовать прибор от микроволновки, его можно недорого купить на рынке с использованными элементами.
В этом деле может потребоваться схема конденсаторной сварки ударного типа от Aka Kasyan.
Однако перед тем как устанавливать, трансформатор переделывается:
- Обязательно удаляются магнитные шунты, убирается вторичная обмотка.
- На свободную область место наматывается 2-5 витков вторичной обмотки. Для этих целей применяется толстый провод из меди.
- При настройке число витков меняется.
Особенности сборки
Схема конденсаторной сварки, собранной своими руками требует соблюдения важных принципов. Важно чтобы все было выполнено строго по алгоритму, только так можно получить качественное и исправное оборудование.
Особенности сборки и работы прибора:
- На начальном этапе сварочные разряды тока должны поступать на область первичной обмотки трансформаторной катушки. Также они должны доходить до диодного моста.
- После на мост поступает сигнал от тиристора. Но перед этим данный элемент необходимо подключить к кнопке, которая подает импульс.

- Чтобы происходило скапливание сварочных импульсов, конденсаторные элементы встраиваются в цепь тиристора. Одновременно с этим конденсатор подключается к диодному мосту и к области первичной обмотки трансформатора.
- Во время включения самодельного оборудования с конденсаторами происходит накапливание электричества, исходящего из розетки. После этого нужно нажать на кнопку, а накопленное электричество в это время передвигается через резистор и тиристор, оно образует импульс.
- После импульс переходит на электрод. Как раз в этот момент требуется остановить подачу электричества к сварному прибору.
Это простая схема конденсаторной точечной сварки своими руками. При желании ее можно улучшить, модернизировать новыми и современными элементами. Но для бытовых условий вполне сойдет простое оборудование. При помощи него можно варить разные небольшие элементы из металла. При этом шов будет очень прочным и ровным.
Если вы решили сделать конденсаторную точечную сварку своими руками, то предварительно рассмотрите ее важные особенности и нюансы.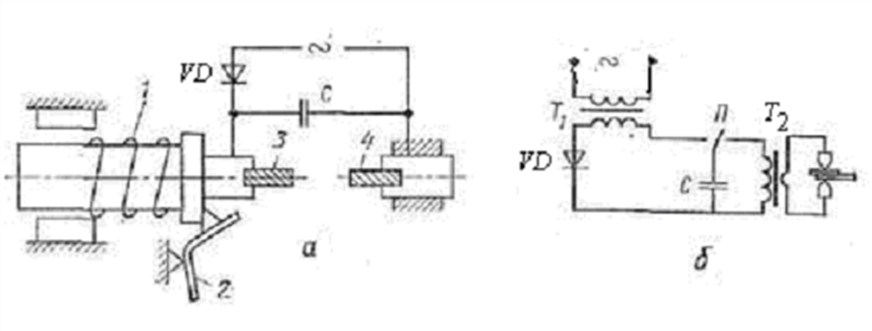 Несмотря на то, что данная технология считается простой, она имеет важные принципы и правила, которые нужно учитывать при ее проведении. Не стоит забывать про принципы, виды и отличительные качества. Также, перед тем как приступать к сооружению самодельного аппарата для сварки, стоит подготовить необходимые элементы.
Несмотря на то, что данная технология считается простой, она имеет важные принципы и правила, которые нужно учитывать при ее проведении. Не стоит забывать про принципы, виды и отличительные качества. Также, перед тем как приступать к сооружению самодельного аппарата для сварки, стоит подготовить необходимые элементы.
Интересное видео
Как сделать аппарат для точечной сварки в домашних условиях с помощью высоковольтного конденсатора
