
Схема сварочного трансформатора
Сварочный агрегат представляет собой устройство, в основу которого положен понижающий трансформатор. Различаются они по многим признаком, но запитываются от внешнего
Задача сварочного трансформатора состоит в преобразовании внешнего напряжения (380 или 220В) до величины напряжения 60В (в режиме холостого хода). Подобное напряжение обеспечивает режимы дуговой электросварки.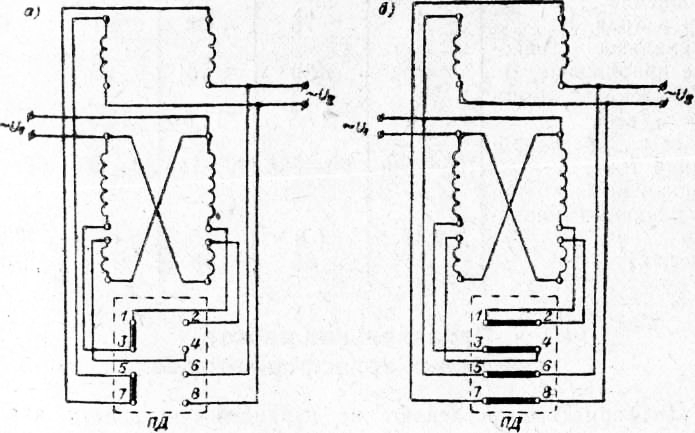
На фото. 1 представлена схема сварочного трансформатора с самостоятельным дроссельным устройством:
- поз. 1 – металлический сердечник понижающего трансформатора;
- поз. 2 – сердечник дроссельного устройства;
- поз. 3 – подвижный сердечник дросселя;
- поз. 4 – регулировочный винт, изменяющий воздушный зазор в дросселе;
- а – воздушный зазор. Изменение величины воздушного зазора обеспечивает регулировку сварочного тока;
- НН и ВН – обмотки низкого (выходного) и высокого (входящего) напряжения трансформатора;
- Др – обмотки дроссельного устройства.
Электрическая схема со встроенным дросселем представлена на схеме. 2. В подобной схеме металлический сердечник трансформатора имеет замкнутую конфигурацию с воздушным зазором для регулировки тока сварки.
- Поз. 1 – сердечник трансформатора;
- Поз. 2 – разомкнутый сердечник дроссельного устройства;
- Поз. 3 – подвижная составляющая магнитопровода;
- Поз. 4 – регулировочный винт, изменяющий воздушный зазор (а) в дросселе;
- НН и ВН – обмотки низкого (выходного) и высокого (входящего) напряжения трансформатора;
- Др – обмотки дроссельного устройства.
Каталог радиолюбительских схем. Мастерок – сварочный аппарат.
Предлагаемые для самостоятельного изготовления в домашних условиях конструкции малогабаритных сварочных аппаратов предназначены в основном для ручной дуговой сварки на переменном токе с питанием от стационарной электрической сети с трехфазным напряжением 380/220 В или однофазным напряжением 220 В, а также от маломощных передвижных электрогенерирующих установок.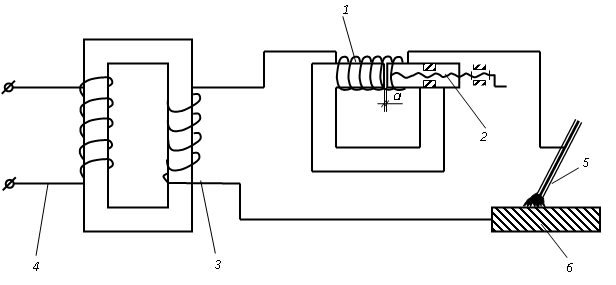
Описываемые аппараты могут быть отнесены к устройствам быстрого реагирования в любой сфере хозяйственной деятельности, где сварочные работы имеют в целом непродолжительный, но неотложный или срочный характер.
Кроме того, с выпрямляющими переменный ток элементами малогабаритное сварочное устройство может использоваться для зарядки аккумуляторных батарей, а также для питания стартеров автомобилей при запуске их в зимний период.
Потребность в изготовлении универсальных малогабаритных сварочных аппаратов с широкими функциональными возможностями в домашних условиях продиктована нехваткой маломощных, простых, надежных и экономичных агрегатов, зарядных и пусковых устройств, крайне необходимых фермеру, индивидуальному застройщику, кооператору и вообще мастеровому человеку.
Однако, необходимо иметь в виду, что самостоятельное изготовление
электроэнергетической техники требует знаний основ электротехники,
Правил устройств электроустановок и Правил техники безопасности при
эксплуатации электроустановок.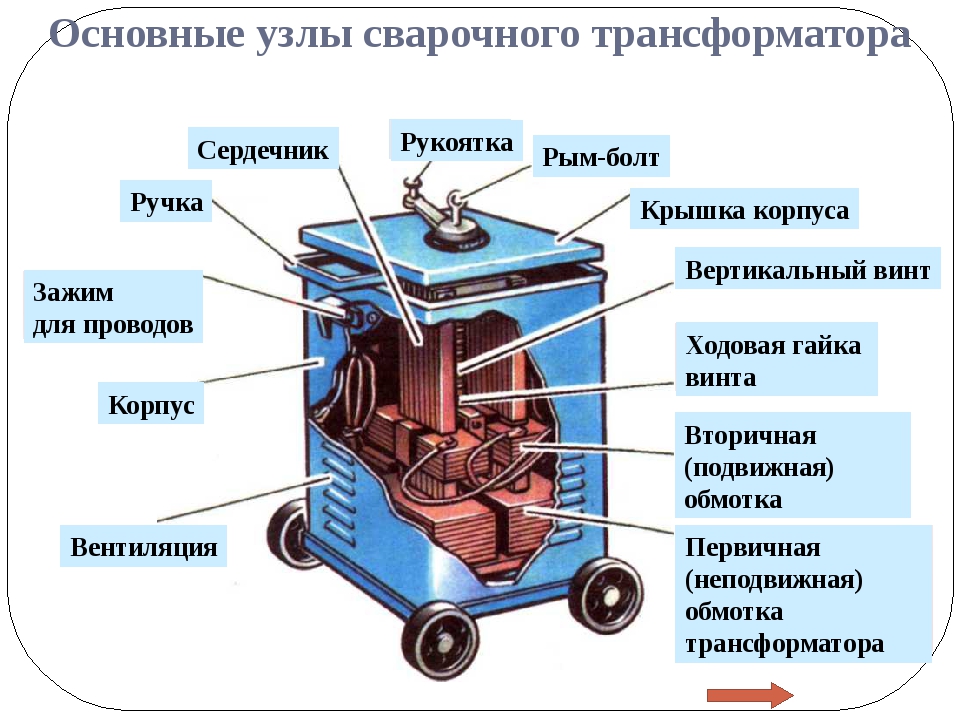 Следует твердо усвоить, что
электрическая сварка относится к работам небезопасным для здоровья,
а порой и жизни человека.
Следует твердо усвоить, что
электрическая сварка относится к работам небезопасным для здоровья,
а порой и жизни человека.
Рассматриваемые ниже конструкции сварочных аппаратов получаются в результате усовершенствования уже готовых устройств, которое превращает их в изделия нового качества, пригодные к применению в сварочном режиме работы.
Принципиальные электрические схемы малогабаритных сварочных аппаратов, созданных на базе трехфазного трансформатора, представлены на рис. 1 и 2.
Рис. 1. Принципиальная электрическая схема малогабаритного сварочного аппарата (на базе трехфазного трансформатора) с питанием от трехфазной сети 380/220 В: 1 – магнитопровод трансформатора; 2,3, 4 – первичные обмотки; 5,6, 7 – вторичные обмотки; 8 – добавочная обмотка трансформатора; 9 – выносные конденсаторы; 10 – переключатель режимов сварки; 11 – контактный датчик температуры и звуковое сигнальное устройство; I, II – положения переключателя режимов сварки
Рис.
 2. Принципиальная электрическая
схема малогабаритного сварочного аппарата (на базе трехфазного
трансформатора) с питанием от однофазной сети 220 В: I –
магнитопровод трансформатора; 2, 3,4 – первичные обмотки;
5,6,7 – вторичные обмотки; 8 – добавочная обмотка
трансформатора; 9 – выносные конденсаторы; 10 – переключатель
режимов сварки; 11 – контактный датчик температуры и звуковое
сигнальное устройство; 12 – выпрямительный диод; I, II, III,
IV – положения переключателя режимов сварки
2. Принципиальная электрическая
схема малогабаритного сварочного аппарата (на базе трехфазного
трансформатора) с питанием от однофазной сети 220 В: I –
магнитопровод трансформатора; 2, 3,4 – первичные обмотки;
5,6,7 – вторичные обмотки; 8 – добавочная обмотка
трансформатора; 9 – выносные конденсаторы; 10 – переключатель
режимов сварки; 11 – контактный датчик температуры и звуковое
сигнальное устройство; 12 – выпрямительный диод; I, II, III,
IV – положения переключателя режимов сварки В основе их конструкции – трехфазный трехстержневой трансформатор типа ТСА (ТСЗИ) напряжением 380/220/36 В и мощностью 1,6 или 2,5 кВА, применяемый для электроосвещения или питания электроинструмента пониженного напряжения, например, бетонных вибраторов.
На магнитопроводе первичные обмотки трансформатора (рис. 1)
соединяются в “звезду” или в “треугольник” для подключения
устройства соответственно к трехфазной сети 380 или 220 Б. Для
питания аппарата от однофазной сети 220 6 две первичные обмотки
крайних стержней магнитопроводов трансформатора (рис.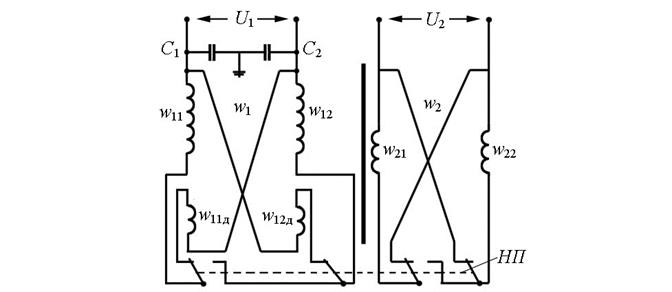
Добавочная обмотка, намотанная поверх всех уже имеющихся обмоток вокруг трехстержневого магнитопровода трансформатора, последовательно вводится в сварочный контур в качестве балластного сопротивления для ступенчатого изменения сварочного тока. Данные этой обмотки: 40…50 витков провода АПР или АП-РТО сечением 4…6 мм г.
В таком исполнении малогабаритный сварочный аппарат имеет две ступени регулирования сварочного тока: на I ступени возможна сварка электродами диаметром 4 мм в сильных электрических сетях и диаметром 3 мм в слабых электрических сетях; на II ступени – соответственно электродами диаметром 3 мм и 2 мм.
Принципиальная электрическая схема малогабаритного сварочного аппарата на базе однофазных трансформаторов приведена на рис. 3.
Рис. 3. Принципиальная электрическая схема малогабаритного сварочного аппарата (на базе двух однофазных трансформаторов) с питанием от однофазной сети 220 Д; 1 – магнитопровод сдвоенного трансформатора; 2, 3 – первичные обмотки; 4, 5 – вторичные обмотки; 6 – добавочная обмотка среднего стержня сдвоенного трансформатора; 7 – выносные конденсаторы; 8 – переключатель режимов сварки; 9 – контактный датчик температуры и звуковое сигнальное устройство; I, II – положения переключателя режимов сварки
Основу конструкции составляют однофазные трансформаторы с
0-образными сердечниками магнитопроводов типа ОСО напряжением 220/36
В мощностью 0,4 кВА, применяемые для питания цепей управления и
электроосвещения пониженного напряжения в схемах электрооборудования
некоторых установок.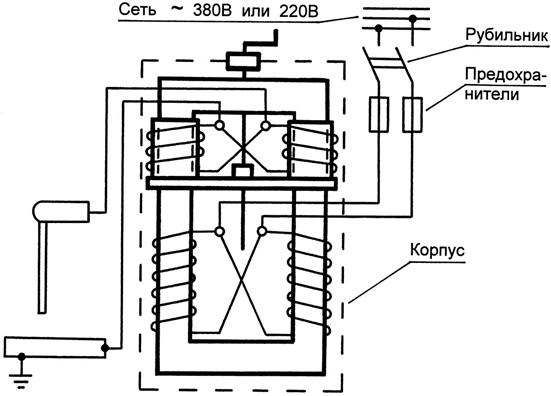
Два таких трансформатора стыкуются и скрепляются свободными сторонами сердечников магнитопровода так, что образуется один трехстержневой трансформатор с катушками на крайних стержнях.
После намотки на образовавшийся средний стержень добавочной обмотки конструкция превращается в малогабаритный сварочный аппарат, работающий от однофазной сети 220 8.
На общем магнитопроводе две первичные обмотки крайних стержней соединены встречно-параллельно для подключения устройства к однофазной сети 220 В; при этом вторичные обмотки крайних стержней соединены встречно-последовательно.
Добавочная обмотка среднего стержня последовательно вводится в сварочный контур в качестве балластного сопротивления для ступенчатого изменения сварочного тока. Характеристики этой обмотки: 40…50 витков провода АПР или АПРТО сечением 2,5…4 мм г.
Корпуса рассмотренных сварочных аппаратов изготавливаются из
бетона с хорошей формуемостью специального приготовления, сухая
смесь которого имеет следующий состав (по массе): песок
мелкозернистый, очищенный промывкой 75% цемент марки 400 или 500 20%
стекловата резаная длиною 5 .
Минимальная толщина оболочки корпуса должна быть не менее 10 мм, Перед заливкой бетона в форму конструкция аппарата тщательно очищается от грязи и пыли и хорошо просушивается.
После отверждения бетона аппарат просушивается еще раз и пропитывается снаружи органическими мономерами: метилметакрилатом или стиролом (можно и кузбасслаком) с последующей термообработкой в течение нескольких часов при температуре 70.”80° С. В результате мономер полимеризуется в порах бетонной оболочки, образуя упрочненный водонепроницаемый поверхностный слой, который защищает устройство от воздействия окружающей среды.
Такие малогабаритные сварочные аппараты работают на пределе своей
мощности, что допустимо лишь при повторно-кратковременном режиме их
включения. Поэтому для контроля за температурой активных частей
устройства предусматривается термическая защита, состоящая из
контактного датчика температуры с выходом на звуковой и световой
индикатор.
В полевых условиях малогабаритные сварочные аппараты хорошо работают от маломощных передвижных электрогенерирующих установок (например, от бензоэлектрических агрегатов мощностью 4 и 2 кВт) В этом случае при максимальных сварочных токах в сварочный контур вводят выносные конденсаторы переменного тока, которые обеспечивают совместимость малогабаритных сварочных аппаратов в предельных режимах с маломощными передвижными электрогенерирующими установками и создают эффект концентрации энергии в сварочной дуге.
Для этой цели применяют неполярные пусковые алюминиевые оксидно-электролитические конденсаторы типа К50-19 емкостью 750 мкФ на напряжении 80 В (обязательно погружаемые при эксплуатации в масло).
Конденсаторы для получения требуемой емкости включаются
параллельно друг другу. В сварочных аппаратах на базе трехфазного
трансформатора используются по три таких конденсатора; на базе двух
однофазных трансформаторов – два конденсатора.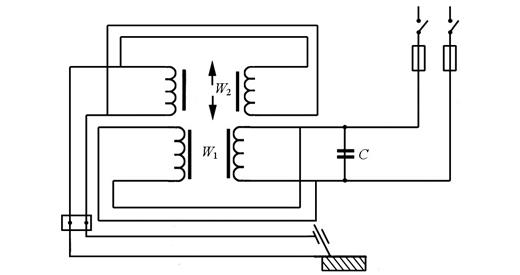
Для мастеров, занимающихся сваркой тонколистового металла, необходимо указать на весьма эффективный способ образования малоамперной сварочной дуги в малогабаритном сварочном аппарате (на базе трехфазного трансформатора) при подключении его к однофазной сети 220 В. При сварке на переменном токе первичная обмотка среднего стержня трансформатора вводится последовательно в сварочный контур в качестве балластного сопротивления совместно с параллельно включенным этой обмотке выпрямительным диодом на 10 А, а при сварке на постоянном токе – через выпрямительный мост 4×10 А.
Во время эксплуатации малогабаритных сварочных аппаратов необходимо тщательно следить за надежностью контактных соединений.
Выбор электродов для сварки – достаточно ответственная задача.
Однозначных рекомендаций на этот счет дать, однако, невозможно, так
как тип и марка электродов зависят от рода сварочного тока,
материала свариваемых изделий, положения сварочного шва и других
факторов, поэтому в каждом конкретном случае следует
руководствоваться рекомендациями справочной литературы.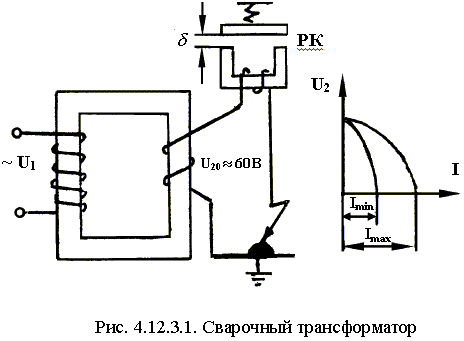
В заключение приведем основные технические характеристики
рассмотренных малогабаритных сварочных аппаратов.
Сварочные аппараты (на базе трехфазного трансформатора):
номинальная мощность, кВА
максимальная мощность в повторно-кратковременном режиме работы аппаратов, кВА – 6,4
напряжение питания, В:
трехфазное
трехфазное
однофазное
число ступеней регулирования сварочного тока
пределы регулирования сварочного тока, А
масса, кг
габаритные размеры, мм
Сварочный аппарат (на базе двух однофазных трасформаторов):
номинальная мощность, кВА
максимальная мощность в повторно-кратковременном режиме работы устройства, кВА
напряжение питания, В
однофазное
число ступеней регулирования сварочного тока
пределы регулирования сварочного тока, А
масса, кг
габаритные размеры, мм
Рассмотренные конструкции просты в изготовлении, что позволяет
обеспечить домашних мастеров недорогим и эффективным сварочным
устройством с возможностью его дальнейшего совершенствования.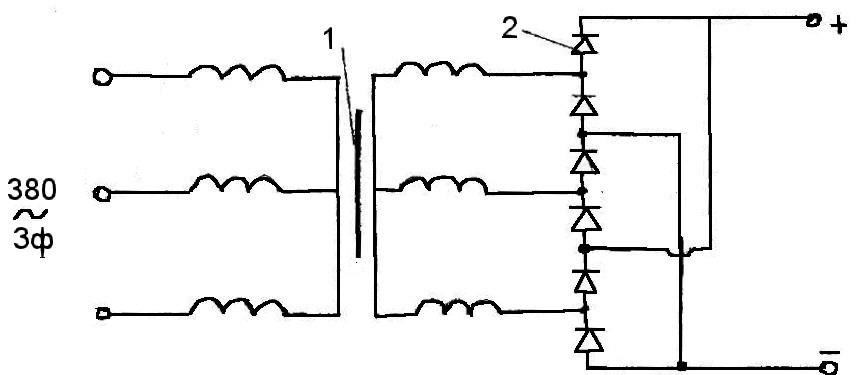
Без сомнения, эти конструкции не лишены недостатков. Прежде всего это связано с низким качеством магнитопроводов обмоток исходных трансформаторов, однако, с этим можно смириться, поскольку аппараты по данным автора работоспособны, просты и надежны в эксплуатации, а также сравнительно недороги в изготовлении.
Сварка своими руками | Сварка своими руками
Cегодня поговорим о сварочных аппаратах. Кто-то уже практикуется и занимается сваркой вовсю, а кто-то еще только собирает деньги, чтобы ее приобрести. Хотя есть еще один вариант – собрать сварку своими руками.
Что нужно для элементарного сварочника: как минимум трансформатор. Задача состоит в том, чтобы подать напряжение на первичную обмотку и получить на вторичной многократно увеличенный ток и меньшее напряжение.
Рассмотрим схему простого сварочного аппарата постоянного тока. Рис.1.
Рис.1
Схема имеет свои достоинства и недостатки, но она очень проста в отличие от схемы современного инвертора Чтобы собрать последний необходимы серьезные знания и оборудование, а чтобы собрать сварочник по приведенному рисунку – достаточно просто желания и возможность купить элементы.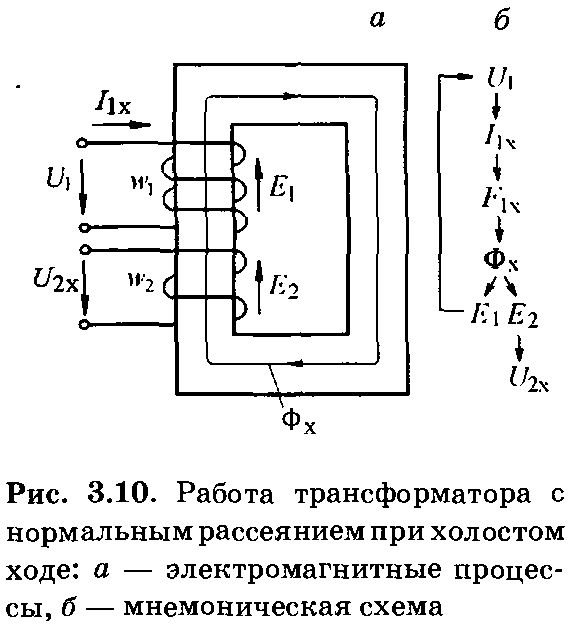
На рис.1 показаны
• сердечник, на который мотается первичная и вторичная обмотки;
• диодный мост из четырех диодов;
• дроссель;
• конденсатор (на любителя) подключен параллельно с дугой. Так делать не следует, потому что конденсатор накапливает энергию и в процессе поджига дуги, она будет «клацать». Если в схему ввести резистор на 10 W сопротивлением 1-2 Ом, это позволит уменьшить ток зарядки/разрядки. В результате и конденсатор останется цел и электрод залипать не будет.
Какие бывают трансформаторы для сварочных аппаратов:
- Можно взять тор. Такой вот «бублик» как показано на фото. КПД у него 100%, габариты небольшие, на первый взгляд одни плюсы, но не все так просто. Тороид мотать сложнее, чем Ш-образный трансформатор, который имеет всего одну катушку, на которую мотаются все обмотки. Или двухкатушечный трансформатор, который правда имеет КПД поменьше.
Итак, допустим, Вы собрали трансформатор и получили 50В на его выходе (см рис. 1), подсоединили диодный мост, дроссель, конденсатор и т.д. по схеме. «Чиркаем» электродом, зажигаем дугу – и получаем ток 150 … 200А. И хорошо, скажете Вы, но не так все просто! Берет-то наш трансформатор из розетки слишком много… Например, при токе 100А на вторичной обмотке мы будем тянуть 5кВт (≈25А) из домашней розетки. Если утром и даже
1), подсоединили диодный мост, дроссель, конденсатор и т.д. по схеме. «Чиркаем» электродом, зажигаем дугу – и получаем ток 150 … 200А. И хорошо, скажете Вы, но не так все просто! Берет-то наш трансформатор из розетки слишком много… Например, при токе 100А на вторичной обмотке мы будем тянуть 5кВт (≈25А) из домашней розетки. Если утром и даже
днем такой вариант может и пройти, то вечером будут сюрпризы, потому что к вечеру напряжение начинает просаживаться, соответственно, свет начинает «моргать» — и ждите недовольных соседей к себе в гости.
50В на выходе мы получили переменного тока, чтобы его выпрямить, подключается диодный мост, который срезает отрицательную кривую тока и перебрасывает его в положительную систему ординат без потери мощности.
Дроссель служит для подавления пульсаций (сглаживания «рывков» тока). Он накапливает энергию и делает ток более «постоянным», соответственно дуга будет гореть более плавно, без рывков. Он накапливает энергию и превращает ток в более «постоянный», что позволит дуге гореть более плавно, без рывков. У данного дросселя, кроме R индукции есть активное сопротивление, благодаря чему наблюдается некоторое падение напряжения. «На холостом ходу» конденсатор заряжается «на корень из двух»: если на вторичной обмотке 50В, на конденсаторе будет около 70в. В сварке он не участвует, но зато облегчает поджиг дуги, тем более если попался ржавый металл, который нужно «пробить».
У данного дросселя, кроме R индукции есть активное сопротивление, благодаря чему наблюдается некоторое падение напряжения. «На холостом ходу» конденсатор заряжается «на корень из двух»: если на вторичной обмотке 50В, на конденсаторе будет около 70в. В сварке он не участвует, но зато облегчает поджиг дуги, тем более если попался ржавый металл, который нужно «пробить».
Теперь о том, как разгрузить электрическую систему дома. Можно поставить балластный резистор (сопротивление), что уменьшит ток, который проходит по цепи, но на нем выделится тепло, которое будет греть улицу. Нам такое не выгодно. При токе 100А получится двухкилловатный обогреватель.
Для того, чтобы потери были меньше, и соседи не ругались, нужно уменьшить потребление. Как этого добиться?
При жесткой ВАХ наматывается первичная обмотка как это показано на рис.2. (две половинки образуют полную обмотку 220В.) Сверху на нее наматывается вторичная и соединяется с предыдущей параллельно или последовательно.
Рис.2
Либо мы наматываем обмотки тонким проводом и соединяем их параллельно, но с большим числом витков, либо толстым проводом и соединяем последовательно. (Рис.3).По сути, получаем одно и тоже в обоих случаях: жесткую ВАХ, когда на одной катушке у нас намотана половинка первички и половинка вторички. Для сварочного аппарата такой транс НЕ ГОДИТСЯ!
Рис.3
Можно установить дроссель на выходе, но это как «костыль».
Лучше возьмите двухкатушечный трансформатор. Чем больше расстояние между его обмотками (насколько они сильно разнесены), тем меньше получаемый ток. Но можно пойти еще на одну «хитрость»: накрутить часть вторичной обмотки поверх первичной – за счет этого снизятся потери и увеличится ток на выходе. Понятно, что потери на катушках будут разными и один участок будет жестко связан по напряжению, а 2-й получится «плавающий». По этому принципу можно построить регулировку сварного тока. Накручивается первичная обмотка как есть, потом вторичная 60-65%, а остаток ее доматывается на «первичку». Такой аппарат имеет пологопадающую ВАХ. Чем она хороша. Так как варить Вы будете не самим трансформатором, а подключив к нему выпрямитель и дроссель, нужно компенсировать потери. Если характеристика крутопадающая то, например, со 100А на выходе получится 60А, если пологопадающая – потери компенсируются (можно выбирать из более широкого ассортимента электродов, использовать прямую и обратную полярность).
При поиске элементов учитывайте, что диоды нужно использовать на ток минимум 100А, но лучше 200А, поставьте их на радиаторы. Опыт показывает, что «привинчивание» дешевых китайских мостиков на 50А оправдано. Только если на выходе нужно получить 200А, таких мостов нужно цеплять не 4 шт, а не менее 8шт. Если вы возьмете с запасом, только тогда все будет хорошо работать.
Дроссель можно накрутить практически на любом подходящем магнитопроводе, главное чтобы у него была площадь поперечного сечения не менее 10 кв. см. Если взять 20 кв. см – это будет даже лучше имеди мотать нужно будет меньше. Нужно так же выполнить следующее условие: сердечник не должен быть полностью замкнутым.
Величиной зазора дросселя определяется его индуктивность. С малым зазором он хорошо будет работать на малых токах, если увеличивать – получится легкая сварка на больших токах. Поэтому нужно искать компромисс.
Рассмотрим еще несколько схем для «пытливых умов»
Рис.4
На рис.4 используется трансформатор с жесткой характеристикой. Выходное напряжение у него 36В. Здесь устанавливается конденсатор, который увеличивает напряжение до 45В и позволяет зажечь дугу. В обязательном порядке должен стоять резистор. На схеме не показан дроссель, но поставить его нужно в любом случае, потому что с ним варить гораздо приятней и удобней.
На рис. 5 показана схема продвинутого сварАппа. Здесь используется свойство резонанса. То есть получаем «LC-контур»: индуктивность вторичной обмотки и емкость последовательно включенных конденсаторов. А замыкается это все на дуге. Получается трансформатор относительно малых габаритов и высокая мощность.
Рис.6
Зверя этого собрать – задача интересная, но очень затратная! Конденсаторы С1-С20 дорогие. Если поставить какой-нибудь шлак, такой как Chang он вылетит сразу же, а хороший кондер типа JAMICON или JAVA — стоят денег. Обращайте внимание на наличие жестких выводов.
Если на вторичной обмотке трансформатора напряжение будет, допустим 30-40В, то нужно брать кондеры по схеме на U в 1,5 -2 раза больше. Если не соблюдать это условие конденсаторы пробъет и они сгорят.
Есть схема тиристорного регулятора (Рис. 7), у него наматывается первичная обмотка, вторичная и обмотка управления. Так же используется по паре мощных тиристоров и диодов. Обмотка III рассчитана на U от 30В до 40В, ток около 1 А.
Рис.7 Щелкните по картинке , чтобы открыть
Резистор R1 предназначен подстройки сварочного тока, т.е. если нужно задать минимальный диапазон. R2 работает как основной (тоесть R1 можно убрать).
R3 ограничивает ток управления тиристорами.
Стабилитрон V06 можно ставить как отечественного, так и импортного производства.
Вместо тиристора КУ101 можно брать 202-й, начинающийся практически с любой буквы.
Диоды КД209 можно заменить на любые на ток до 1 А
Управление углом открытия тиристора регулируется мощность: чем меньше он открыт, тем меньше ток на выходе. Если открыть тиристоры полностью, они будут работать как диоды и получится полноценный диодный мост – сварка при таком условии будет проходить хорошо, но если мощность уменьшить больше чем на половину – пульсации тока увеличатся, и варить будет довольно трудно. Поэтому в схему лучше добавить дроссель.
Характеристика сварочного трансформатора | Строительный портал
Занимаясь поисками подходящего сварочного трансформатора, многие отказываются от заводских моделей в пользу самодельных. Причины такого решения могут быть самые разнообразные, начиная от неприемлемых цен и заканчивая желанием сделать сварочный трансформатор самостоятельно. По сути особых сложностей в том, как сделать сварочный трансформатор, нет, к тому же, самодельный сварочный трансформатор может по праву считаться предметом гордости любого хозяина. Но при его создании невозможно обойтись без знаний об устройстве и схеме трансформатора, его характеристиках и расчетах по ним.
- Рабочие характеристики сварочного трансформатора
- Схема сварочного трансформатора
- Расчет сварочного трансформатора
Рабочие характеристики сварочного трансформатора
Любой электроинструмент обладает определенными рабочими характеристиками и сварочный трансформатор не исключение. Но кроме привычных, таких как мощность, количество фаз и требуемое для работы напряжение в сети, сварочный трансформатор имеет целый набор уникальных характеристик, каждая из которых позволит безошибочно подобрать в магазине аппарат под определенный вид работ. Для тех же, кто собирается изготовить сварочный трансформатор своими руками, знание этих характеристик потребуется для выполнения расчетов.
Но прежде чем перейти к детальному описанию каждой характеристики, необходимо разобраться, что собой представляет базовый принцип работы сварочного трансформатора. Он довольно прост и заключается в преобразовании входящего напряжения, а именно его понижении. Понижающая вольтамперная характеристика сварочного трансформатора имеет следующую зависимость – при понижении напряжения (Вольт) возрастает сила тока сварки (Ампер), что и позволяет плавить и сваривать металл. На основе этого принципа и построена вся работа сварочного трансформатора, а также связанные с ней другие рабочие характеристики.
Напряжение сети и количество фаз
С этой характеристикой все довольно просто. Она указывает на требуемое для работы сварочного трансформатора напряжение. Это может быть 220 В или 380 В. На практике напряжение в сети может немного колебаться в пределах +/- 10 В, что может сказаться на стабильной работе трансформатора. При расчетах для сварочного трансформатора напряжение в сети является основополагающей характеристикой для расчетов. К тому же, от напряжения в сети зависит количество фаз. Для 220 В – это две фазы, для 380 В – три. В расчетах это не учитывается, но для подключения сварочного аппарата и его работы это важный момент. Также есть отдельная категория трансформаторов, которые могут работать как от 220 В, так и от 380 В.
Номинальный сварочный ток трансформатора
Это основная рабочая характеристика любого сварочного трансформатора. От величины силы сварочного тока зависит возможность резки и сварки металла. Во всех сварочных трансформаторах это значение указывается максимальным, так как именно столько способен выдать трансформатор на пределе возможностей. Конечно, номинальный сварочный ток можно регулировать для возможности работы электродами различного диаметра, и для этого в трансформаторах предусмотрен специальный регулятор. Необходимо отметить, что для бытовых сварочных трансформаторов, созданных своими руками, сварочный ток не превышает 160 – 200 А. Это связано в первую очередь с весом самого трансформатора. Ведь чем больше сила сварочного тока, тем больше требуется витков медного провода, а это лишние неподъемные килограммы. В дополнение на сварочный трансформатор цена зависит от металла для проводов обмоток, и чем больше провода было потрачено, тем дороже обойдется сам аппарат.
Диаметр электрода
В работе со сварочным трансформатором для сварки металла используются наплавляемые электроды различного диаметра. При этом возможность использовать электрод определенного диаметра зависит от двух факторов. Первый – номинальный сварочный ток трансформатора. Второй – толщина металла. В приведенной ниже таблице указаны диаметры электродов в зависимости от толщины металла и сварочного тока самого трансформатора.
Как видно из этой таблицы, использование 2 мм электрода будет просто бессмысленным при силе тока в 200 А. Или наоборот, 4 мм электрод бесполезен при силе тока в 100 А. Но довольно часто приходится выполнять сварку металла различной толщины одним и тем же аппаратом и для этого сварочные трансформаторы оборудуются регуляторами силы тока.
Пределы регулирования сварочного тока
Для сварки металла различной толщины используются электроды различного диаметра. Но если сила сварочного тока будет слишком большой, то металл при сварке прогорит, а если слишком маленькой, то не удастся его расплавить. Потому в сварочных трансформаторах для этих целей встраивается специальный регулятор, позволяющий понижать номинальный сварочный ток до определенного значения. Обычно в самодельных сварочных трансформаторах создается несколько ступеней регулировки, начиная от 50 А и заканчивая 200 А.
Номинальное рабочее напряжение
Как уже отмечалось, сварочный трансформатор преобразует входящее напряжение до более низкого значения, составляющего 30 – 60 В. Это и есть номинальное рабочее напряжение, которое необходимо для поддержания стабильного горения дуги. Также от этого параметра зависит возможность сварки металла определенной толщины. Так для сварки тонколистового металла требуется низкое напряжение, а для более толстого – высокое. При расчетах этот показатель весьма важен.
Номинальный режим работы
Одной из ключевых рабочих характеристик сварочного трансформатора является его номинальный режим работы. Он указывает на период беспрерывной работы. Этот показатель для заводских сварочных трансформаторов обычно составляет около 40%, а вот для самодельных он может быть не выше 20 – 30%. Это значит, что из 10 минут работы можно беспрерывно варить 3 минуты, а 7 давать отдохнуть.
Мощность потребления и выходная
Как и любой другой электроинструмент, сварочный трансформатор потребляет электроэнергию. При расчетах и создании трансформатора показатель потребляемой мощности играет важную роль. Что касается выходной мощности, то её также следует учитывать, так как коэффициент полезного действия сварочного трансформатора напрямую зависит от разницы между этими двумя показателями. И чем меньше эта разница, тем лучше.
Напряжение холостого хода
Одной из важных рабочих характеристик является напряжение холостого хода сварочного трансформатора. Эта характеристика отвечает за легкость появления сварочной дуги, и чем выше будет напряжение, тем легче появится дуга. Но есть один важный момент. Для обеспечения безопасности человека, работающего с аппаратом, напряжение ограничивается 80 В.
Схема сварочного трансформатора
Как уже отмечалось, принцип работы сварочного трансформатора заключается в понижении напряжения и повышении силы тока. В большинстве случаев устройство сварочного трансформатора довольно простое. Он состоит из металлического сердечника, двух обмоток – первичной и вторичной. На представленном ниже фото изображено устройство сварочного трансформатора.
С развитием электротехники принципиальная схема сварочного трансформатора совершенствовалась, и сегодня производятся сварочные аппараты, в схеме которых используются дроссели, диодный мост и регуляторы силы тока. На представленной схеме видно, как диодный мост интегрирован в сварочный трансформатор (фото ниже).
Одним из самых популярных самодельных сварочных трансформаторов является трансформатор с тороидальным сердечником, в силу его малого веса и прекрасных рабочих характеристик. Схема такого трансформатора представлена ниже.
Сегодня существует множество различных схем сварочных трансформаторов, начиная от классических и заканчивая схемами инверторов и выпрямителей. Но для создания сварочного трансформатора своими руками лучше выбирать более простую и надежную схему, не требующую использования дорогой электроники. Как, например, сварочный тороидальный трансформатор или трансформатор с дросселем и диодным мостом. В любом случае для создания сварочного трансформатора, кроме схемы, придется выполнить определенные расчеты, чтобы получить требуемые рабочие характеристики.
Расчет сварочного трансформатора
При создании сварочного трансформатора под конкретные цели приходится определять его рабочие характеристики заранее. Кроме этого, расчет сварочного трансформатора выполняется для определения количества витков первичной и вторичной обмоток, площади сечения сердечника и его окна, мощности трансформатора, напряжения дуги и прочего.
Для выполнения расчетов потребуются следующие исходные данные:
- входящее напряжение первичной обмотки (В) U1;
- номинальное напряжение вторичной обмотки (В) U2;
- номинальная сила тока вторичной обмотки (А) I;
- площадь сердечника (см2) Sс;
- площадь окна (см2)So;
- плотность тока в обмотке (A/мм2).
Рассмотрим на примере расчета для тороидального трансформатора со следующими параметрами: входящее напряжение U1=220 В, номинальное напряжение вторичной обмотки U2=70 В, номинальная сила тока вторичной обмотки 200 А, площадь сердечника Sс=45 см2, площадь окна So=80 см2, плотность тока в обмотке составляет 3 A/мм2.
Вначале рассчитываем мощность тороидального трансформатора по формуле:
P габаритн = 1,9*Sc*So. В результате получим 6840 Вт или упрощенно 6,8 кВт.
Важно! Данная формула применима только для тороидальных трансформаторов. Для трансформаторов с сердечником типа ПЛ, ШЛ используется коэффициент 1,7. Для трансформаторов с сердечником типа П, Ш – 1,5.
Следующим шагом будет расчет количества витков для первичной и вторичной обмоток. Чтобы это сделать, вначале придется вычислить необходимое количество витков на 1 В. Для этого используем следующую формулу: K = 35/S. В результате получим 0,77 витка на 1 В потребляемого напряжения.
Важно! Как и в первой формуле, коэффициент 35 применим только для тороидальных трансформаторов. Для трансформаторов с сердечником типа ПЛ, ШЛ используется коэффициент 40. Для трансформаторов с сердечником типа П, Ш – 50.
Далее рассчитываем максимальный ток первичной обмотки по формуле: Imax = P/U. В результате получим ток для первичной обмотки 6480/220=31 А. Для вторичной обмотки силу тока берем за константу в 200 А, так как возможно придется варить электродами с диаметром от 2 до 3 мм металл различной толщины. Конечно, на практике 200 А – это предельная сила тока, но запас в пару десятков ампер позволит аппарату работать более надежно.
Теперь на основании полученных данных рассчитываем количество витков для первичной и вторичной обмоток в трансформаторе со ступенчатым регулированием в первичной обмотке. Расчет для вторичной обмотки выполняем по следующей формуле W2 =U2*K, в результате получим 54 витка. Далее переходим к расчету ступеней первичной обмотки. Для этого используем формулу W1ст = (220*W2)/Uст.
Где:
Uст – необходимое выходное напряжение вторичной обмотки.
W2 – количество витков вторичной обмотки.
W1ст – количество витков первичной обмотки определенной ступени.
Но прежде чем приступить к расчету витков ступеней первичной обмотки, необходимо определить напряжение для каждого. Сделать это можно по формуле U=P/I, где:
P – мощность (Вт).
U – напряжение (В).
I – ток (А).
Например, нам требуется сделать четыре ступени со следующими показателями номинальной силы тока на вторичной обмотке: 160 А, 130 А, 100 А и 90 А. Такой разброс понадобится для использования электродов различного диаметра и сварки металла различной толщины. В результате получим Uст = 40,5 В для первой ступени, 50 В для второй ступени, 65 В для третьей ступени и 72 В для четвертой. Подставив полученные данные в формулу W1ст = (220*W2)/Uст, рассчитываем количество витков для каждой ступени. W1ст1 = 293 витка, W1ст2 = 238 витков, W1ст3 = 182 витка, W1ст4 = 165 витков. В процессе намотки провода на каждом из этих витков делается отвод для регулятора.
Осталось рассчитать сечение провода для первичной и вторичной обмоток. Для этого используем показатель плотности тока в проводе, который равен 3 A/мм2. Формула довольно проста – необходимо максимальный ток каждой из обмоток разделить на плотность тока в проводке. В результате получим для первичной обмотки сечение провода Sперв = 10 мм2. Для вторичной обмотки сечение провода Sвтор = 66 мм2.
Создавая сварочный трансформатор своими руками, необходимо выполнить все вышеперечисленные расчеты. Это поможет правильно подобрать все необходимые детали и затем собрать из них аппарат. Для новичка выполнение расчетов может показаться весьма запутанным занятием, но если вникнуть в суть выполняемых действий, все окажется не таким уж и сложным.
Электрический сварочный аппарат. Типы и схемы сварочных аппаратов инверторного типа
Добавить свое объявлениеЗагрузка… |
| Категория: Советы на все случаи жизни |
| Просмотров: 1985 | Теги: сварщик, Сварочный, сварочник, аппарат, сварка | Рейтинг: 4.7/26 |
www.samsvar.ru
Электросварка и типы сварочных аппаратов
Электросварка – это способ скрепления между собой металлических изделий посредством их нагрева. Физика процесса наглядно представлена на рисунке 1.
Как известно, для крепкого и надежного скрепления двух деталей требуется большое давление. Но с помощью расплавления поверхностей скрепляемых изделий можно добиться возникновения межмолекулярных сил притяжения, которые и будут удерживать детали в сцепке без применения значительных давлений. На этом и основывается принцип электросварки.
Большим ее преимуществом по сравнению с другими видами скрепления деталей является то, что материал шва такой же, как и материал изделий, а значит, конструкция получается цельной и обладает одинаковыми эксплуатационными характеристиками по всему своему объему.
Рисунок 1 – Процесс электросварки
Физика процесса
Что бы начать варить нужно, подсоединить один кабель сварочного аппарата к изделиям, которые будут сцепляться, а другой провод с электродом необходимо подносить к месту сварки.
Свет, излучаемый в процессе сварки – это не что иное, как коронирование в воздушном промежутке между электродом и изделием. В момент пробоя создается электрический замкнутый контур (рисунок 2): источник питания; электрод; сцепляемые детали и источник питания — что и является причиной горения электрической дуги.
Рисунок 2 – Замкнутый контур, образующийся при сварке
Угол между электродом и электрической дугой должен составлять примерно 80 градусов, но может быть иным в зависимости от специфики деталей.
Для зажигания дуги можно использовать периодические постукивания электродом по материалу детали или его чирканьем по ней. В такие моменты возникает искра, и температура в воздушном зазоре поднимается, происходит пробой. В начальный момент дуга не стабильна. Необходимо регулировать величину электрического тока с помощью сварочного аппарата так, что бы она горела без погасаний.
Сварочный аппарат трансформаторного типа
Изначально сварочный аппарат — это самый обыкновенный понижающий трансформатор, представленный на рисунке ниже.
Рисунок 3 – Электрическая схема сварочного аппарата трансформаторного типа
Как видно из рисунка 3, напряжение, поступающее от сети (220-380 В) преобразуется понижающим трансформатором до более низкого значения для получения достаточной величины электрического тока на электроде. Требуемое значение тока зависит от диаметров сечений электродов, применяемых при сварке. Ориентировочно, это 20-30А. на 1мм диаметра электрода в сечении.
Для получения необходимой величины электрического тока используется регулирование коэффициента трансформации изменением количества витков или перемещением сердечника трансформатора. С помощью стабилизирующих, регулирующих устройств и фильтров на входе и выходе трансформатора ликвидируются мгновенные скачки напряжения, что необходимо для стабильного горения дуги без погасания.
Такой аппарат характеризуется простотой своего исполнения и долгой службой. Но существуют определенные ситуации, когда его комфортное использование затруднительно. Например, при нестабильном напряжении в сети, когда оно не превышает значений в 170В. электросварка становится невозможной. Так же у таких аппаратов электрическая дуга является переменной, а значит, весьма непостоянна. Управляться с таким зверем под силу только уверенным сварщикам с опытом.
Сварочный аппарат инверторного типа
Ввиду развития полупроводниковой техники, значительно упрощающей жизнь и в тоже время улучшающей качество производимых работ, сварочный аппарат претерпел некоторые изменения и превратился в устройство с достаточно сложной внутренней архитектурой, получившей название сварочный инвертор (Рисунок 4).
Рисунок 4 – Блок схема сварочного инвертора
Принцип действия такого аппарата заключается в том, что на выпрямителе происходит переход от переменного напряжения к постоянному. После чего выпрямленный сигнал поступает в инвертор, где опять претерпевает превращение, но уже в обратную сторону и вновь становится переменным с большей частотой. Такое преобразование позволяет в дальнейшем использовать высокочастотный трансформатор значительно меньших габаритов по сравнению с трансформаторами, рассчитанными на 50 Гц.
После трансформатора переменное напряжение вновь подвергается выпрямлению и в таком виде поступает на электрод. Сварка на постоянном токе более стабильна, а значит, шов получается куда качественнее, да и управляться с таким аппаратом значительно проще.
В сварочном инверторе постоянно ведется надзор за величиной тока и напряжения, осуществляется его непрерывное регулирование и фильтрация. Это делает возможным его плавное и точное изменение в широком диапазоне значений.
Сварочный аппарат на выпрямителе
Весьма часто применяются сварочные выпрямители (рисунок 5). Данный класс устройств представляет собой что-то среднее между сварочным трансформатором и сварочным инвертором. Здесь не происходит перехода от стандартной частоты сети к частотам на порядок ее большим. Однако на выходе сварочного трансформатора имеется выпрямительный мост, что позволяет осуществлять сварку на постоянном токе.
Рисунок 5 – Сварочный выпрямитель
Рассмотренные схемы не иллюстрируют всего многообразия возможностей, реализованных на сегодняшний день. Каждый сварочный аппарат может похвастаться своей изюминкой, а значит и изменениями, внесенными в его внутреннюю электрическую архитектуру. Кроме того разработчики постоянно дополняют сварочные аппараты автоматикой, что позволяет во время сварки перестать волноваться о погасании дуги и полностью отдаться процессу.
jelektro.ru
Как выбрать сварочный аппарат для дома
Существует две основные группы сварочных аппаратов – газовые и электрические. Газовое оборудование громоздко и менее безопасно в применении, дома хранить его практически невозможно, освоить газовую сварку начинающему сварщику сложнее, поэтому рассматривать данный вариант мы не будем – тем более, вопрос поставлен перед нами совершенно четко:
Как выбрать сварочный аппарат для дома
Сравнительно новым на рынке явлением – плазменной сваркой, сам я никогда не пользовался, а отзывы о ней самые противоречивые, по этой причине оставим и ее в покое, и будем выбирать для дома электродуговой сварочный аппарат.
Основные типы электродуговых аппаратов
1. сварочные аппараты как переменного тока, так и постоянного (включая инверторы) – для сварки электродами.
2. Сварочные полуавтоматы – сварка проволокой.
Среди сварочных аппаратов инверторного типа, в свою очередь, есть как аппараты для сварки электродами, так и инверторные полуавтоматы. Комбинированные полуавтоматы позволяют использовать оба типа сварки – как электродами, так и проволокой.
Все перечисленные типы аппаратов обеспечивают высокую прочность сварного шва, если ими пользуется опытный сварщик. Если вы только собираетесь начинать осваивать азы сварного ремесла, то разумней будет выбрать полуавтомат, потому как работа сварочным полуавтоматом – дело достаточно простое: дуга зажигается автоматически, а брызги металла практически отсутствуют, если полуавтомат правильно настроен. Качество настройки полуавтомата зависит, прежде всего, от конструкции аппарата.
Оборудования для сварки на рынке представлено полным-полно. Перед тем, как выбрать сварочный аппарат, определитесь для себя, какой именно вам нужен сварочный аппарат – для дома, или профессиональный. Отличаются они друг от друга, прежде всего надежностью, максимальной мощностью – ну и, разумеется, ценой.
До того, как выбрать сварочный аппарат для дома (для профессионального применения – тем более), необходимо обратить внимание на несколько принципиальных моментов:
На что нужно обращать внимание при выборе сварочного аппарата
1. Желательно, чтобы трансформатор полуавтомата охлаждался естественным способом, без вентилятора.
2. Чем мощнее дроссель и чем больше емкость батареи сглаживающих конденсаторов, тем выше будет качество сварки.
3. Наличие электронного тормоза, останавливающего подачу проволоки при выключении аппарата, избавит вас от необходимости всякий раз откусывать лишний конец проволоки.
4. Искрогаситель. Он исключает появление искры при выключенном полуавтомате, снимая с емкостей остаточный заряд.
5. Особое внимание следует обратить на качество блока подачи проволоки – потому как, чем проволока подается ровнее, тем меньше в процессе работы образуется брызг. Лучше выбрать блок протяжки германского производства.
Если ваш полуавтомат будет использоваться с порошковой проволокой, то ничего больше не требуется. В ином случае придется приобрести баллон с углекислым газом и выбрать редуктор к нему. Подача углекислоты при сварке должна быть минимальной: одно-два деления на датчике давления.
Достоинства сварочных аппаратов инверторного типа
1. Сварочный инвертор обладает идеальными для сварки характеристиками тока на выходе, который, к тому же, легко регулировать в широком диапазоне.
2. КПД инвертора превышает 90%, внутренние индуктивные потери у него практически отсутствуют, а потому и потребление электроэнергии у него почти в два раза ниже, чем у традиционного трансформаторного оборудования для сварки с той же мощностью на дуге. При решении задачи: как выбрать сварочный аппарат для дома, вопрос потребляемой мощности зачастую имеет приоритет.
3. Выбирая сварочный аппарат для дома большое значение придают габаритам и весу . Вес инвертора, как правило, не превышает десяти килограммов, его легко переносить, и хранить его дома можно где угодно.
Главным из недостатков инверторов является их более высокая относительно обычных сварочных аппаратов цена. Требовательны они и к качеству электросети – при слишком низком напряжении высокочастотный преобразователь аппарата может просто не запуститься. Это может являться некоторым ограничением в их применении: не у всех дома, особенно в сельской местности, напряжение электросети достаточно стабильно. Прежде чем выбрать сварочный инвертор для дома, обратите внимание на адаптацию аппарата к российским условиям.
В большинстве случаев абсолютно достаточно будет выбрать для дома сварочный аппарат инверторного типа на 160А, потому как 200А – это уже профессиональный уровень и, скорее всего, для вас это будет избыточным.
Какую выбрать сварочную маску
На какой сварочной маске вы остановите свой выбор не особо принципиально, главное в маске сварщика – удобство и простота замены защитных стекол. Для сварочных полуавтоматов применяются светофильтры двух типов: с2 и с4. Стоят они недорого, а поэтому купите оба и попробуйте потом, каким из них лучше пользоваться с вашим полуавтоматом.
Появившиеся не так давно маски «Хамелеон» – вещь, как-бы неплохая и довольно удобная в работе. Принцип работы светофильтра маски «Хамелеон» основан на мгновенном изменении светопропускания вследствие поляризации заключенных в светофильтре жидких кристаллов. Но качественная маска «Хамелеон» удовольствие довольно дорогое, тогда как у относительно недорогих изделий может быть недостаточен или, напротив, слишком велик диапазон регулировки затемнения. К тому же сварочная маска «Хамелеон» изделие деликатное и при неосторожном обращении ее легко можно вывести из строя.
Так что лучше оставить это изделие профессионалам, а себе на первых порах выбрать что-нибудь попроще.
Надеюсь, что статья хотя бы отчасти облегчила вам решение вопроса, как выбрать сварочный аппарат. Покупайте и не раздумывайте: сварочный аппарат вещь необходимая и дома, и в гараже, и на даче. А если вдруг вы решите организовать собственное дело типа мастерской по холодной ковке металла, то без сварочного аппарата там обойтись совершенно невозможно.
znay-i-umey.ru
Самодельный или промышленный мини сварочный аппарат для дома
В домашнем хозяйстве мощный сварочный аппарат нужен не всегда. Для радиолюбителей, ювелирных дел мастеров и других представителей точных профессий вполне достаточно купить или сделать собственный мини сварочный аппарат. Да и сами нужды мастера очень часто требуют применения именно малых мощностей, токов и рабочих сварочных площадей.
- Аппарат для сварки на маломощном трансформаторе
- Варианты аппаратов и мини-инверторов для сварки
Так как отечественная промышленность уделяет не очень много внимания этому вопросу, многие умельцы разрабатывают свои, порой уникальные устройства и приборы, позволяющие вести сварочные работы малыми токами, работать с тонкими и сверхтонкими материалами.
Аппарат для сварки на маломощном трансформаторе
Для маломощных сварочных работ можно воспользоваться обычным понижающим мини трансформатором с первичной обмоткой 220 В и с вторичной обмоткой 6-42 В, с током на II обмотке не меньше, чем 1А. В качестве электрода используется обычный графитовый стержень от простого карандаша или пальчиковой батарейки.
Для сварки служит графитовый стержень – в зависимости от площади свариваемых деталей. Рабочий конец стержня затачивается, а для держателя графитового электрода можно взять обычный щуп-крокодил. Таким электродом лучше всего сваривать медную или железную проволоку небольшого диаметра (0,8-2,5 мм).
В месте сварки провода скручиваются в жгут и соединяются с выводом II обмотки самодельного трансформатора. Графитовый сварочный электрод соединяется с другим выводом вторичной обмотки трансформатора, и при контакте металл плавится, тут же застывая в виде капли. При работе стержень будет уменьшаться, поэтому его необходимо постоянно затачивать.
к меню ↑Варианты аппаратов и мини-инверторов для сварки
Самый популярный у домашних мастеров вариант мини аппарата – схема, собранная на обычных дросселях от люминесцентных ламп. Такой сварочный инвертор работает на постоянном токе и используется при сварочных работах малыми токами для тонколистовых деталей и конструкций, например, кровельные работы, ремонт автомобилей. Чем привлекателен инвертор на постоянном токе? Более стабильная дуга, устойчивый розжиг, можно работать током любой полярности.
Возможность сварки электродной проволокой без защитной обмазки и любыми электродами (постоянного или переменного тока). Особенность такого аппарата – повышенное напряжение Uxx на вторичной обмотке (70 — 85 В). Чтобы получить напряжение постоянного тока, не используются сложные транзисторно-тиристорные схемы – достаточно обычного диодного моста, диоды которого для увеличения мощности снабжаются охладительными радиаторами, обычно из алюминия.
В такой схеме дроссель служит для сглаживания пульсаций синусоидального напряжения. Дроссель может быть и самодельным, и содержать, например, 10-20 витков медного провода круглого или прямоугольного сечения S = 30-35 мм2. Намотать дроссель можно на любом подходящем по размеру сердечнике.
Сварочные инверторные схемы
Если мастер хочет организовать плавную регулировку сварочного тока, то здесь нужно использовать схему с мощными тиристорами (например, Т160, Т200). Такие схемы можно использовать не только в сварочных работах, но и для других бытовых целей. Так как диапазон регулирования Uxx составляет 10-90%, то таким сварочным мини аппаратом можно заряжать маломощные аккумуляторы, батарейки, подключать бытовые электроприборы, не требующие стабильного постоянного напряжения.
Самодельный сварочный инвертор постоянного тока
Такой инвертор собирается по несколько другому принципу – в его принципиальной схеме используются тиристоры и полевые транзисторы, обеспечивающие плавность регулировки тока и защиту от перегрузок напряжения. Самодельный инвертор, собранный по этой схеме, можно считать идеальным вариантом при самостоятельной сборке. Такой сварочный агрегат имеет следующие характеристики:
- Сварочный ток регулируется в диапазоне 40-130 А при сетевом напряжении 220 В с частотой 50 Гц.
- Uxx – 90 В, Imax – 20 А.
- Можно использовать электроды до 3 мм диаметром.
- Время нагрузки от общей работы инвертора (температура воздуха 25°С): Iвых 100A – 60%, Iвых 130 А – 40%.
- Размеры, мм – 350 х 180 х 105.
- Весит инвертор около 5 кг.
Инвертор работает на постоянном токе, тип регулировки – плавная (резистор R1). Самодельный инвертор может работать с металлом толщиной до 3 мм, при этом сварочный ток не будет превышать 10 А. Включается инвертор с ручки держателя электрода. Такой способ включения повышает электробезопасность работ и обеспечивает мгновенное повышение сварочного тока до рабочего значения. Этот прием позволяет стабилизировать розжиг дуги и обеспечить ее устойчивое горение. При работе на обратной полярности можно сваривать тонколистовой металл (0,8-1,2 мм).
Как собрать импульсный инвертор
Довольно мощный мини инвертор импульсного типа можно сделать на ферритовом трансформаторе тороидального сечения. Применение феррита значительно уменьшает размеры аппарата, так как в ферритовых сплавах потери тока, напряжения и индукции минимальны.
При изготовлении устройства обмотки дросселя необходимо наматывать на всю ширину каркаса – такое исполнение позволяет добиться более устойчивой работы при перепадах входного напряжения при любых наружных температурах. Для сборки основных узлов импульсного инвертора потребуются:
- Трансформатор тороидального сечения на 41 Гц.
- Ферритовый дроссель тороидального сечения.
- Медная пластина и изолента.
- Алюминиевый радиатор для охлаждения элементов конструкции.
Вторичная обмотка в импульсном аппарате для сварки наматывается равномерно, в несколько слоев, по всей площади железа. Дроссель на ферритовом сердечнике присоединяется к первичной и вторичной обмоткам трансформатора.
Охлаждается самодельный импульсный инвертор через обычный компьютерный радиатор от микропроцессора – его площадь охлаждения оптимальна по потреблению электроэнергии и мощности. Алюминиевый провод для импульсного трансформатора использовать нельзя – в нем происходят большие потери, и удельное сопротивление алюминия меньше, чем меди, поэтому потребуется больше витков обмотки.
Важно: стабильная и работа бесперебойная работа инвертора зависит от диаметра провода в обмотках. Например, при использовании провода диаметром больше 0,5 мм образуется скин-эффект, что отрицательно влияет на работу бытовой электротехники. Масса импульсного инвертора – 5-10 кг, рабочий сварочный ток — 30-150 А.
Инвертор на IGBT транзисторах
Сварочный инвертор на IGBT полупроводниковых приборах работает на большей частоте (до 85 кГц), поэтому его КПД намного выше, а вес аппарата – намного ниже, чем у обычных устройств. Температурная защита от перегрева у IGBT-инверторов срабатывает при 90°С – у обычных устройства постоянного тока этот порог составляет н выше 60°С. Таким образом, увеличивается время непрерывной работы агрегата.
Многие сварщики и домашние умельцы полагают, что ремонтопригодность IGBT-инверторов намного выше, так как их принципиальная схема имеет меньше деталей, она намного компактнее и надежнее. Но многие компании-производители в погоне за компактностью делают такую сложную компоновку прибора, что при ремонте до некоторых деталей практически невозможно добраться.
Инвертор для сварки, работающий на базе IGBT транзисторов, может обеспечить практически любой режим сварки, поэтому его предпочитают профессиональные сварщики. Защита таких аппаратов очень надежная – в нее входят термодатчики, автоматические предохранители, схемы для отключения агрегата при колебаниях входного напряжения, и т.д.
Все аппараты на IGBT транзисторах стабильно работают при колебаниях напряжения в диапазоне 170-250 В. При скачке напряжения в большую сторону срабатывает варисторная защита – варистор просто рассыпается от перегрузки, и ремонт сварочного аппарата сводится только к замене самого варистора.
Похожие статьиgoodsvarka.ru
Как выбрать сварочный аппарат. Лучшие сварочные аппараты 2016
Виджет от SocialMartМногие процессы современной жизнедеятельности человека имеют достаточно богатую историю. К числу подобных видов деятельности можно причислить строительство. Мастера данного ремесла в свое время возводили пирамиды, чудесной красоты соборы, города и т.п. В современном варианте строительство во многом отличается от процесса, который люди осуществляли сотни лет назад. Во-первых, на сегодняшний день он стал более упорядоченным и сложным, во-вторых, эволюция обусловила его автоматизацию. Последний фактор сделал возможным осуществление некоторых уникальных функций, о которых раньше люди могли только мечтать. Если посмотреть на строительство в XXI веке, то большую часть человеческой работы заменяют автоматизированные инструменты, к которым относятся дрели, шлифовальные машины, а также сварочные аппараты. Последний элемент стал настоящим прорывом в области творения конструкций. Но следует отметить тот факт, что выбор модели имеет множество характерных особенностей. Ведь представленное устройство имеет высокую цену, а также призвано осуществлять ряд специфических функций. Таким образом, в статье мы попытаемся ответить на вопрос, как выбрать качественный сварочный аппарат для дома, а также рассмотрим некоторые особенности его конструкции.
Что такое сварка и зачем нужны одноименные аппараты?
Сваркой называется процесс соединения деталей, при котором элементы неразрывно соединяются между собой. То есть, создается нерушимая связь между частями, состоящими из однородного вещества. Все мы привыкли видеть сварку, которая осуществляется по отношению к металлу. Однако, вопреки распространенному мнению сварка также производится для соединения элементов из пластмассы, керамики или других подобных материалов. Как правило, процесс реализуется посредством нагрева или же пластической деформации веществ. Главное, чтобы в итоге был образован сварочный шов, который, в свою очередь, отличается высокой прочностью. Что касается самой сути процесса, то он осуществляется под действием тех или иных источников энергии. Для сварки таковыми являются электрический ток, лазерное излучение, ультразвук или же трение. Изначально, процесс сваривания был доступен исключительно работникам специальных строительных предприятий, однако, на сегодняшний день эта тенденция во многом себя изжила. Портативность и мобильность современных сварочных аппаратов позволяет осуществлять одноименный процесс в полевых условиях, и без вреда для здоровья.
История появления сварочных аппаратов
Как мы знаем, люди работали с металлами на протяжении всей своей истории. При помощи обработки этого материала создавалось оружие, и различного рода бытовые приспособления. Но вплоть до промышленной революции не возникало потребности в обработке больших кусков металла, потому что изготавливались в основном маленькие элементы. С появлением парового двигателя промышленность полностью изменилась. Началось производство огромных станков, а позднее даже автомобилей. Поэтому к концу XIX века возникла проблема в соединении больших металлических частей. Использование болтов и гаек не приносило должного эффекта, потому что такие крепления не могли обеспечить жесткость и крепость конструкции. Поэтому ученые начали искать способы решения этой насущной проблемы. Вследствие этого, уже в 1882 году ученый по имени Николай Николаевич Бенардос патентует первый сварочный аппарат, «Электрогефест». Устройство предлагало дуговую сварку металлов, посредством угольного электрода. Но на этом история упомянутого в статье инструмента не заканчивается. Уже к 1888 году другой ученый, Николай Гаврилович Славянов демонстрирует сварочный аппарат, работающий посредством плавящегося электрода. Это стало настоящим открытием, потому что устройство позволяло также работать с цветными металлами. В 1905 году сварочный аппарат удается подключить к трехфазному току. Это ознаменовало начало новой эры, потому что устройства стали использоваться в промышленной среде.
Основные виды
Как правило, для выбора наиболее удачного электрического устройства необходимо точно понимать суть его дальнейшего использования. Точно так же обстоит дело со сварочными аппаратами. Одноименный процесс имеет множество «капризных» моментов, начиная от нестабильности тока и заканчивая его опасностью. Поэтому, перед непосредственной покупкой устройства, нужно проанализировать множество особенностей конструкции, и внутренней функциональности устройства. Но первым, на что необходимо обратить внимание – это тип инструмента. В статье будут рассмотрены только аппараты дуговой сварки, так как их чаще всего используют для соединения металлических составляющих.
Прежде всего, следует понимать, что любой сварочный аппарат, работает от источника тока. Поэтому он должен принимать определенное количество электроэнергии непосредственно из сети, преобразовывая вольты до нужной отметки силы тока, которая составляет 100 — 200 ампер. Как правило, на рынке строительной техники существует несколько основных видов сварочных аппаратов, каждый из которых отличается своими особенностями и функциональными характеристиками.
Инверторные устройства
Самым популярным в строительном ремесле типом сварочных аппаратов являются инверторы. На сегодняшний день это наиболее молодые по своему возрасту устройства. Нужно отметить тот факт, что их начали массово изготавливать лишь в 80-е годы XX столетия. Их функциональная особенность состоит в том, что ток из сети проходит большое количество фильтров, и лишь на выходе попадает на специальный трансформатор, который в свою очередь усиливает его амперы. Помимо того, происходит увеличение частоты тока, что делает возможным существенно уменьшить габариты сварочного аппарата. Инверторы также наделены повышенным уровнем электробезопасности, имеют специальные элементы, которые защищают их от перепада напряжения, и дают возможность производить сварку трубчатых материалов.
Трансформаторы
Но, невзирая на бешеную популярность и наличие большого количества особенностей, самым распространенным устройством все еще являются сварочные трансформаторы. Они имеют крепкую конструкцию, низкую цену и совершенно неприхотливы в процессе ухода и использования. Сила тока в данных сварочных аппаратах обуславливается мощным трансформатором, в конструкцию которого входит специальная магнитная катушка. С её помощью указанный ранее показатель можно регулировать. Но, подобные особенности конструкции порождают множество недостатков подобного рода трансформаторов, например: достаточно большие габариты, низкое качество шва, и высокий уровень потребления электроэнергии. Конечно, по своим характеристикам представленные устройства отстают от инверторов, однако, для бесперебойной работы они подходят как нельзя лучше.
Сварочный полуавтомат
Последним, часто встречаемым, устройством является сварочный полуавтомат. В работе аппарата используется газ. Данный фактор во многом обуславливает качество шва. Сварочный шов обрабатывается газом таким образом, что разрушительного воздействия кислорода не происходит. С помощью представленных аппаратов можно сваривать мелкие детали, требующие качества сварочного шва. Помимо того, они обладают просто чудовищной производительностью, могут соединять разные материалы, имеют большое количество разнообразных настроек. Однако подобное оборудование расходует много энергии и имеет очень высокую стоимость.
Полезные советы по выбору качественного сварочного аппарата
Выбор того или иного сварочного аппарата будет зависеть от цели его приобретения, а также количества средств, которые имеется возможность потратить на его покупку. В первом случае нужно понимать, детали из каких материалов будут свариваться, и какое качество шва необходимо. Второй вопрос в целом зависит исключительно от количества денежных средств, тут всё просто чем дороже тем лучше, ну а более подробно вы узнаете из видео которое ниже.
Рейтинг лучших сварочных аппаратов 2016
Вот наконец то мы и подошли к самому интересному моменту и представляем вам наш рейтинг лучших сварочных аппаратов на 2016 год. Мы собрали в нем только самые надежные и качественные модели.
- Интерскол ИСА-250/10,6
- FUBAG IRMIG 180
- Патон ВДИ-160E DC MMA
- ДНІПРО-М САБ-250
- FUBAG IN 176
- Патон ВДИ-200E DC MMA
- Интерскол ИСА-200/9,4
- FUBAG IN 206 LVP
- Kaiser MAG-195R
- Kaiser NBC-250 Profi
Заключение
Вот и подошла к завершению наша статья. Надеемся, что вопрос — как выбрать хороший сварочный аппарат, теперь не кажется уважаемым читателям таким уж сложным. Итак, в статье мы попытались рассмотреть особенности разных аппаратов, которые, в свою очередь, позволят определиться с выбором в процессе приобретения данного устройства. Конечно, инверторный тип аппаратов наиболее предпочтителен на сегодняшний день. Но не стоит забывать и о традиционных трансформаторных моделях, особенно в случае ограниченного бюджета. Заметим, что качество шва во многом зависит и от применяемых электродов. Для произведения сварочных работ необходима специальная плотная одежда и обувь. Нужно иметь хороший сварочный щиток, и надёжный держатель электродов. Вот и все премудрости технологии, остальное придет с опытом.
Приятного выбора и удачной покупки!
Виджет от SocialMartVN:F [1.9.22_1171]
Рейтинг статьи: 9.3/10 (4 проголосовало)
Виджет от SocialMarthi-tech-pro.ru
Однопостовые сварочные трансформаторы
При сварке на переменном токе питание сварочной дуги осуществляется от сварочных трансформаторов. По виду электромагнитных схем сварочные трансформаторы делятся на две группы: трансформаторы с нормальным магнитным рассеянием (с дополнительной реактивной катушкой — регулятором) и трансформаторы с увеличенным магнитным рассеянием (без реактивной катушки).
Фиг.18.Схема сварочного поста при питании дуги от трансформатора с отдельным регулятором
Трансформаторы с нормальным магнитным рассеянием выпускаются двухкорпусными (фиг. 18) или однокорпусными (фиг. 19).
Регулятор, называемый часто дросселем, служит для регулирования сварочного тока, улучшения устойчивости горения дуги и получения падающей внешней характеристики источника питания дуги. Катушки регулятора, как видно из приведенных на фигурах 18 и 19 схем, включаются последовательно с дугой. Регулирование тока осуществляется изменением индуктивного сопротивления регулятора путем увеличения или уменьшения воздушного зазора между неподвижной и подвижной частями магнитопровода.
Трансформаторы с увеличенным магнитным рассеянием выполняются в одном корпусе. Они не имеют реактивной катушки и регулирование тока осуществляется изменением индуктивного сопротивления обмоток самого трансформатора. В зависимости от конструктивных особенностей и способа регулирования тока трансформаторы с повышенным магнитным рассеянием делятся на трансформаторы с подвижным магнитным шунтом и трансформаторы с подвижными обмотками.
На фиг. 20 представлена принципиальная схема трансформатора с подвижным магнитным шунтом. Трансформаторы этого типа выполняются с неподвижными обмотками. Обмотки размещаются на одном или на двух разных стержнях магнитопровода на расстоянии друг от друга, обеспечивающем требуемое магнитное рассеяние. Регулирование тока осуществляется в результате изменения рассеяния путем введения в пространство между стержнями магнитного шунта или выведения его.
Фиг.19.Электромагнитная схема трансформатора со встроенным регулятором
Фиг.20.Электромагнитная схема трансформатора с подвижным магнитным шунтом
У трансформаторов с подвижными обмотками величина рассеяния и, следовательно, сварочный ток изменяются путем перемещения одной обмотки относительно другой.
Все трансформаторы выпускаются на одно сетевое напряжение: 220 или 380 в. По требованию заказчика трансформаторы могут изготовляться на 500 в. Выпускаемые в настоящее время трансформаторы снабжаются фильтрами для подавления радиопомех.
Рис. 37.Электрическая схема сварочного Трансформатора типа ТД-303; П — переключатель диапазонов силы тока
У трансформаторов ТД-504 и ТД-303 уменьшены вес и габариты, повышены технологичность конструкции, удобство обслуживания и надежность работы.
Уменьшение веса и габаритов достигнуто благодаря применению двухдиапазонного плавного регулирования силы тока:
а) в диапазоне большой силы тока обе катушки первичной и вторичной обмоток включаются попарно параллельно;
б) в диапазоне малой силы тока катушки первичной и вторичной обмоток одного стержня магнитопровода отключаются с одновременным блокированием хода подвижных катушек. Включение и отключение катушек одного стержня производят переключателем, смонтированным
внутри трансформатора. Схема
соединения (параллельное соединение) катушек первичной и вторичной обмоток трансформатора приведена на рис. 37.
Катушки вторичной обмотки выполнены из голой алюминиевой шины, намотанной на ребро, витки изолированы стекловатой.
Катушки первичной обмотки
Рис. 37.Электрическая схема сварочного Трансформатора типа ТД-303; П — переключатель диапазонов силы тока
намотаны алюминиевым проводом марки АПСД со стеклянной изоляцией. Обмотки пропи
таны теплостойким и влагостойким лаком.
Сварочный трансформатор, предназначенный для строительных работ, должен быть заключен в жесткий кожух, обладать возможностью дистанционного регулирования сварочного тока, иметь небольшой вес и габариты.
Во ВНИИЭСО на базе трансформатора типа ТД-303 разработаны сварочный трансформатор типа ТД-301 с приставкой дистанционного регулирования силы сварочного тока, которая размещается на крышке кожуха трансформатора. Дистанционное регулирование силы тока осуществляется по сварочному кабелю, без применения дополнительных проводов, что обеспечивает большое удобство в работе сварщика. Подключение кабеля и сетевых проводов осуществляют без применения гаечного ключа.
Обмотки трансформатора выполнены из алюминиевого провода и имеют влагостойкую изоляцию. Сердечник трансформатора выполнен из холоднокатаной стали марки Э320.
Трансформатор ТД-301 может поставляться также и без приставки.
Для сварки в монтажных условиях нашей промышленностью выпускается трансформатор типа ТСП-1 с витковым (ступенчатым) регулированием силы тока.
Трансформатор рассчитан на относительно кратковременную работу от ПР = 20% при максимальной силе тока 180 А до ПР = 50% при минимальной силе тока 105 А.
У трансформатора ТСП-1 на одном стержне сердечника находится, как показано на схеме (рис. 38), вся первичная обмотка и небольшая часть вторичной обмотки. На втором стержне размещена основная часть вторичной обмотки. Изменение силы сварочного тока осуществляют
Схема, Расчет, Необходимое оборудование, Монтаж Как сделать сварочный аппарат постоянного тока
Сейчас трудно увидеть ведение каких-либо работ с металлом без использования сварочного аппарата. Это устройство свободно режет или соединяет железные детали независимо от их толщины и размеров. Чтобы сделать сварку, нужно иметь определенные навыки, ну и собственно сам прибор. Его можно купить, можно нанять сварщика для необходимых работ, а можно сделать агрегат своими руками.
Типовая схема сварочного аппарата и его виды
Перед тем, как создать сварочный аппарат в домашних условиях, следует разобраться с его устройством.
Основным элементом сварочного аппарата, из которого он состоит, является трансформатор, который питает дугу устройства, регулируя переменное напряжение и контролируя качество и значение тока.
Конструкция стандартных сварочных аппаратов очень разнообразна, но можно выделить следующие основные типы:
- Аппарат переменного тока;
- Постоянный ток;
- Трехфазный;
- Инвертор.
Сварка постоянным током обычно применяется при работе с тонкослойными материалами, автомобильной и кровельной сталью.
Аппараты для дистанционной сварки и сварки на переменном токе надежны, неприхотливы в эксплуатации, имеют большой вес и очень чувствительны к перепадам напряжения. Если она упадет ниже 200 вольт, работать будет сложно, возникнут проблемы с зажиганием и поддержанием дуги.
Эти сварочные аппараты очень похожи по своей конструкции и если у нас сварка на переменном токе, то она немного видоизменяется, мы получаем устройство для работы с постоянным током.
Что касается инверторов, то благодаря использованию электронных компонентов их вес стал намного легче. Они не боятся перепадов напряжения, но при этом очень чувствительны к перегреву. С такими приспособлениями нужно работать аккуратно, иначе они могут сломаться.
Сварочный аппарат переменным током самодельный
Сварочный аппарат с регулируемым током – одна из самых распространенных моделей. Это самый простой в использовании и легко собираемый дом по сравнению с другими типами сварщиков.
Что для этого понадобится:
- Провода для вторичной и первичной обмотки;
- Свеча для намотки;
- Понижающий трансформатор (Латру можно взять).
Какие провода нужны? Оптимальное напряжение при работе создаваемого им аппарата составляет 60В при оптимальном токе – 120-160А. Исходя из этого, мы понимаем, что минимальное сечение медных проводов для намотки первичной обмотки должно составлять 3-4 квадратных метра. мм.Оптимальный – 7 кв. мм, с учетом возможных дополнительных скачков нагрузки и напряжения.
Нельзя использовать провода с изоляцией из ПВХ или резины, так как они могут перегреться и вызвать замыкание.
Если нет провода нужного сечения, можно использовать мелкие жилки, намотанные вместе. Правда, толщина намотки увеличится, что повлечет за собой увеличение габаритов самого устройства. Для изготовления вторичной обмотки можно взять толстый медный провод, состоящий из множества жил.
Самодельный сердечник изготавливается из листа трансформаторной стали, толщина которого должна быть от 0,35 мм до 0,55 мм. Их необходимо сложить так, чтобы у сердечника была необходимая толщина, а затем закрепить устройство болтами по углам. По окончании работ поверхность плит следует обработать надфилом и сделать утеплитель.
Затем начинается намотка. Изначально первичный (можно сделать около 240 витков). Для того, чтобы иметь возможность регулировать ток, нужно сделать несколько отводов с примерным шагом в 20-25 сантиметров.
Сколько меди нужно для вторичной обмотки? Обычно количество витков 65-70. Сечение провода – 30 – 35 кв. Мм. Как и в случае с первичной обмоткой, для контроля тока нужно сделать отводы. Изоляция проводки должна быть надежной и отводящей тепло.
Обмотка выполнена в одном направлении и в каждом из них изолирована. Концы обмотки крепятся болтами к пластине и можно считать, что самодельный сварочный аппарат готов.
Если нужно увеличить силу тока – в этом случае может помочь вольтоддавод или можно сделать вручную, уменьшив количество витков первичной обмотки и переключив провод на контакт с меньшим количеством витков.
Создавая сварочный аппарат, нужно не забыть его заземлить, по технике безопасности. А также всегда нужно следить, чтобы сварочный аппарат не перегревался!
Простой сварочный аппарат на постоянном токе
Для сварки чугуна и нержавеющей стали вам понадобится постоянный аппарат. Его можно создать за 15 минут, если есть прибор на переменном токе. В этом случае будет модернизировано существующее устройство.
Переделка смены будет подключена к вторичной обмотке выпрямителя, которая собрана на диодах.Диоды должны в свою очередь выдерживать ток в 200 А и хорошо остывать.
Выпрямитель лучше справится со своей работой, если использовать конденсаторы с напряжением 50В и специальный дроссель для регулировки тока.
Что нужно знать при подключении устройства к сети на постоянное место:
- Обязательно используйте выключатель, который в любой момент может отключить устройство от сети;
- Сечение провода для подключения должно быть больше или равно 1.5 кв. мм, а ток потребления в первичной обмотке – не более 25 А.
ИнверторСхема сварщика такова, что он время от времени отдыхает. И не важно, что там полуавтомат, или ручник. Однако если прибор работает на электродах диаметром менее 3 мм, то его можно не прерывать.
: как сделать сварочный аппарат своими руками
В одиночку инвертор можно собрать из мелких деталей и проводки от советского ТВ или пылесоса.
Характеристики преобразователя:
- Устройство работает с постоянным током и его плавной регулировкой от 40 до 130 А;
- Наибольший ток первичной обмотки – 20а, применяемые электроды должны быть не более 3 мм;
- Электрический держатель должен иметь кнопку, подающую напряжение на устройство.
Все элементы инвертора расположены на специальной печатной плате, а для лучшего отвода тепла от диодов закреплены на специальном радиаторе, который прикручивается к плате.Сама доска обычно изготавливается из стекловолокна, толщиной примерно 1,5 мм.
Для дополнительного охлаждения контура можно использовать вентилятор, закрепленный непосредственно на корпусе, в котором находится инвертор.
С помощью такого аппарата можно смело готовить цветные и черные металлы, заготовки из тонкого листа.
Трехфазные сварочные аппараты обычно применяют для сварки в производственных условиях, поэтому делать их дома не имеет смысла.
Особой популярностью пользуются электрики Тимвала, Буденого и тиристоры.
Советы, как сделать сварочный аппарат в домашних условиях: точечная сварка
Одной из самых удобных и экономичных мини-сковородок в последнее время стал точечный контактный метод. В быту такая вещь используется для ремонта бытовой техники и сварочных аккумуляторов.
Нагрев происходит с помощью импульса, а момент импульса не превышает одной десятой секунды, то есть все происходит очень быстро.
Создаёт такого минисмена с помощью трансформатора из старой микроволновки, который будет дорабатываться в процессе создания машины. Цель – получение кратковременного импульса не менее 1000А.
Уточнение происходит так:
- Из трансформатора снято все, кроме сердечника и первичной обмотки;
- Провод сечением не менее 100 квадратных метров вклинивается в место вторичной обмотки.мм;
- Тут главное очень плотно намотать провод на сердечник.
В итоге на выходе должно быть около 5 вольт, но если мощность слишком мала, можно взять другой трансформатор. После этого еще раз проверьте натяжение. Если он не более 2000 А – микроволновая печь готова к работе.
Никакая работа с железом без сварочного аппарата не обойдется. Он позволяет вырезать и соединять металлические детали любого размера и толщины. Удачное решение – производить сварку своими руками, ведь хорошие модели стоят дорого, а дешевые – низкого качества.Для реализации идеи самостоятельного производства сварщику необходимо приобрести специальное оборудование, позволяющее проверить навыки качественного специалиста в реальных условиях.
Типы и характеристики прибора
После того, как будут соблюдены все необходимые условия для подготовительного этапа с возможностью изготовления сварочного аппарата своими руками. Сегодня существует множество концептуальных схем, по которым можно изготовить устройство. Действуют по одному из подходов:
- Постоянный или переменный ток.
- Импульсный или инверторный.
- Автоматический или полуавтоматический.
Стоит обратить внимание на принадлежность аппарата к трансформаторному типу. Важной характеристикой этого устройства является работа от сети переменного тока, что позволяет использовать его в бытовых условиях. Аппараты переменного тока способны обеспечивать номенклатурное качество сварных соединений. Аппарат данного типа легко найдет себе применение в быту. При обслуживании недвижимого имущества, находящегося в частном секторе.
Для сборки такого устройства необходимо иметь:
- Около 20 метров кабеля или кабеля большого сечения.
- Металлическое основание с высокой магнитной проницаемостью, которое будет использоваться в качестве сердечника трансформатора.
Оптимальная конфигурация жилы имеет базовую часть П-образной формы. Теоретически сердечник любой другой конфигурации легко увидеть, например, круглую форму, взятую из вышедшего из строя статора электродвигателя.Но на практике выиграть обмотку по аналогичной причине гораздо сложнее.
Площадь сечения сердечника самодельного сварочного аппарата самодельного образца составляет 50 см 2. Этого хватит для применения при установке стержня диаметром от 3 до 4 мм. Использование большего сечения приведет только к увеличению массы конструкции, а эффективности вышеперечисленного устройства не будет.
Инструкция по изготовлению
Для первичной обмотки необходимо использовать медную проволоку с высокими показателями термического сопротивления, так как при выполнении сварочных работ она будет подвергаться воздействию высоких температур. Используемый провод должен быть с изоляцией из стекловолокна или хлопка. предназначен для стационарного использования в высокотемпературной зоне.
Для намотки трансформатора не допускается использование провода с ПВХ изоляцией, который при нагревании моментально приходит в негодность. В некоторых случаях изоляция обмотки трансформатора выполняется самостоятельно.
Для выполнения этой процедуры нужно взять заготовку из хлопчатобумажной ткани или из стекловолокна, разрезать ее на полосу шириной около 2 см, намотать на подготовленную проволоку и пропитать повязку любым лаком с электрическими свойствами.Такая изоляция на термоКракеристах не уступит ни одному заводскому аналогу.
Мойте змеевики по определенному принципу. Изначально половина первичной обмотки – это обмотка, которая следует за половиной вторичной обмотки. Затем переходите ко второй катушке, используя ту же технику. Для улучшения качества изоляционного покрытия между слоями обмоток вставляются фрагменты картонных лент, стеклопластика или прессованной бумаги.
Установочное оборудование
Далее следует настроить.Делается это путем включения оборудования в сеть и снятия проб напряжения со вторичной обмотки. Величина напряжения на нем должна быть от 60 до 65 вольт.
Точная подгонка параметров осуществляется за счет уменьшения или увеличения длины намотки. Для получения качественного результата значение напряжения на вторичной обмотке следует отрегулировать под заданные параметры.
Первичная обмотка готового сварочного трансформатора подключается к кабелю из стеклопластика или проводу SWRPS, который будет использоваться для подключения к сети.Один из выводов вторичной обмотки подается на вывод, к которому в дальнейшем будет подключена «масса», а второй – на вывод, подключенный к кабелю. Последняя процедура завершена, и новый сварочный аппарат готов к работе.
Производство малогабаритных заполнителей
Для изготовления небольшого сварочного аппарата легко подойдет автотрансформатор от телевизора Советского ТВ. Его легко можно использовать для получения вольт дуги. Чтобы получилось правильно, между выводами автотрансформатора подключены графитовые электроды. Эта простая конструкция позволяет выполнять несколько несложных сварочных работ, например:
- Изготовление или ремонт термопар.
- Прогревать до максимальной температуры изделий из высокоуглеродистой стали.
- Наплавка инструментальной стали.
Самодельный сварочный аппарат, созданный на базе автотрансформатора, имеет существенный недостаток. Использовать его необходимо с соблюдением дополнительных мер предосторожности. Не имея гальванической связи с электрической сетью, он представляет собой довольно опасное устройство.
Оптимальные параметры автотрансформатора, подходящие для создания сварочного аппарата, учитывают выходное напряжение от 40 до 50 вольт и малую мощность от 200 до 300 ватт. Это устройство способно вырабатывать от 10 до 12 ампер рабочего тока, чего хватит при сварке проволок, термопар и других элементов.
В качестве электрода для мини сварочного аппарата, созданного своими руками, можно использовать Гриджели из простого карандаша. Держатели для импровизированных электродов могут служить клеммами, которые есть на разных электроприборах.
Для производства сварочных работ держатель подключается к одному из выходов внешнего вида, а свариваемый элемент – к другому. Ручку держателя лучше всего делать из стеклопластиковой шайбы или из другого жаропрочного материала. Следует отметить, что дуга такого устройства действует довольно кратковременно, не позволяя перегреть применяемый автотрансформатор.
DC потребует наличия источника высокой мощности, преобразующего стандартное напряжение бытовой сети и обеспечивающего постоянство значения электротока для зажигания и поддержания электрокардума.Сварочный аппарат
на постоянном токе имеет ряд преимуществ: мягкое зажигание дуги и возможность соединения тонкостенных деталей.
Схема сварки
Блок питания устанавливается в корпус из пластмассы или листового металла. Блок питания агрегата оснащен всеми необходимыми для работы компонентами: разъемами, переключателями, клеммами и регуляторами. Агрегат агрегата для выполнения сварных работ оборудован специальными держателями и колесами для транспортировки.
См. Также:
Главным условием при проектировании агрегата, применяемого для сварки, является понимание принципа работы устройства и сути самого процесса сварки. Чтобы описать сварочный аппарат, необходимо понимать принципы зажигания и горения электродов, а также основы принципов плавления сварочного электрода.
Источник питания высокой мощностивключает в себя такие компоненты, как: выпрямитель
- ;
Инверторы- ;
- трансформатор тока и напряжения;
Регуляторы- , способствующие улучшению качественных характеристик получаемых электродов;
- продвижение.
Основным элементом любого сварочного агрегата является трансформатор. Вспомогательные устройства могут иметь различную схему организации в зависимости от конструкции аппарата.
Вернуться в категорию
Трансформатор сварочный
Сварочный аппарат постоянного тока в своей конструкции включает в себя трансформатор как основной элемент, снижающий нормальное сетевое напряжение с 220 В до 45-80 В.
Этот элемент конструкции работает в дуговом режиме с максимальной мощностью.
Используемые в конструкции трансформаторы должны выдерживать при работе большие значения токов, номинальное усилие которых составляет 200 А. Вольтамперные показатели трансформатора должны полностью соответствовать секвенсорам, обеспечивающим режимы дуговой сварки.
Некоторые самодельные трансформаторные сварочные аппараты просты по конструкции. Они отсутствуют для настройки текущих параметров. Регулировка технических параметров такого устройства осуществляется несколькими способами:
- с помощью узкоспециализированного регулятора;
- путем переключения количества витков катушки.
Трансформатор сварочного агрегата состоит из следующих конструктивных элементов:
- магнитопровод из пластин трансформаторной стали;
У- две обмотки – первичная и вторичная, на этом трансформаторном элементе есть выводы для подключения устройств регулировки параметров рабочего тока.
Трансформатор, используемый в сварочном аппарате, не имеет регулирующих устройств, обеспечивающих регулировку тока и ограничение его на рабочей обмотке.Первичная обмотка сварочного трансформатора оснащена выводами для подключения цепей управления и устройств, позволяющих настраивать сварочный аппарат в зависимости от условий эксплуатации и параметров входящего тока.
Основная часть трансформатора – магнитопровод. Чаще всего при проектировании самодельных сварочных аппаратов используют магнитопроводы от списанного двигателя, старого силового трансформатора. Каждая конструкция магнитопровода имеет свои нюансы в конструкции.Основные параметры, характеризующие магнитопровод, следующие:
- размер магнитопровода;
- количество витков обмоток на магнитопроводах;
- уровень напряжения на входе и выходе устройства;
- потребление тока;
- – максимальный ток, полученный на выходе устройства.
Эти основные характеристики определяют пригодность трансформатора для использования в качестве устройства, способствующего образованию дуги, а также приспособление, которое способствует формированию высококачественного сварного шва.
Вернуться в категорию
Возможные детали при создании сварочного аппарата
При создании аппарата для сварки своими руками стабильность электрического разряда достигается за счет постоянного потенциала. Стабильность дуги обеспечивает качество швов. Постоянство потенциала достигается применением мощных выпрямителей, исполнение которых осуществляется на диодах, выдерживающих токи до 200 А, например ИН-200.
Эти диоды имеют большие размеры и требуют обязательного использования для организации качественных теплопотерь массивных радиаторов.Это обстоятельство требуется учитывать при изготовлении конструкции конструкции. Лучшим вариантом при создании дизайна будет использование диода спец. Диоды можно устанавливать параллельно, что позволяет значительно увеличить выходной ток.
Собирая своими руками конструкцию, требуется подкорректировать все ее составляющие. При неудачном выборе или неверном расчете конструкция может сказаться на качестве сварки.
Иногда при соответствующем подборе деталей и комплектующих можно получить поистине уникальное устройство, которое имеет мягкий и легкий поджиг электрического разряда, а сварку деталей можно проводить даже с очень тонкими стенками, практически с полным отсутствие разбрызгивания жидкого металла.
Вернуться в категорию
Принципиальная схема самодельного сварочного агрегата
Можно сделать самодельный сварочный аппарат на базе транзисторного или тиристорного управления. Тиристоры надежнее. Эти элементы конструкции управления способны выдерживать замыкание на выходе и могут быстро выходить из этого состояния. Эти компоненты системы управления не требуют установки мощных радиаторов охлаждения. Это связано с тем, что элементы конструкции имеют низкую теплоотдачу.
Система управления, созданная на транзисторах, способна намного быстрее покинуть рабочую станцию, так как транзисторы значительно быстрее в случае перегрузок и более капризны в работе. Схема, созданная на основе тиристоров, отличается простотой и высокой надежностью.
Блок управления на основе этих элементов имеет следующие преимущества:
- плавная регулировка;
- наличие ДК.
При сварке стали толщиной 3 мм расход около 10 А.Сварка током подавляется нажатием специального рычага на вилке, удерживающей электрод.
Данная конструкция позволяет повысить безопасность в процессе работы, работая с высоким напряжением, что обеспечивает стабильность горения дуги. В случае использования в работе обратной полярности есть возможность проведения сварки с очень тонким листовым металлом.
Сварочный аппарат – довольно популярный аппарат как среди профессионалов, так и среди мастеров домашнего изготовления.Но для домашнего использования Иногда нет смысла покупать дорогой агрегат, потому что он будет использоваться в редких случаях, например, если нужно заварить трубу или поставить забор. Поэтому разумнее будет сделать сварочный аппарат своими руками, вложив в него минимальное количество средств.
Основным элементом любого сварочного аппарата, работающего по принципу электродуговой сварки, является трансформатор. Эту деталь можно узнать из старой ненужной бытовой техники и сделать из нее самодельный сварочный аппарат.Но в большинстве случаев трансформатор требует небольшой доработки. Есть несколько способов сделать сварщика, которые могут быть как простыми, так и более сложными, требующими знаний в области электроники.
Чтобы сделать мини-сварочный аппарат, вам понадобится пара трансформаторов, извлеченных из ненужной СВЧ печи. Микроволновку легко найти друзей, знакомых, соседей и т. Д. Главное, чтобы она имела мощность в пределах 650-800 Вт, и в ней был трансформатор. Если у плиты более мощный трансформатор, то прибор получится с более высокими показателями тока.
Итак, трансформатор, снятый с СВЧ, имеет 2 обмотки: первичную (первичную) и вторичную (вторичную).
Секундомер Он имеет больше витков и меньшее сечение провода. Поэтому, чтобы трансформатор стал пригодным для сварки, необходимо его снять и заменить провод на большее сечение. Чтобы снять эту обмотку с трансформатора, необходимо разрезать ее с обеих сторон детали ножовкой по металлу.
Делать это нужно с особой точностью, чтобы случайно не задеть пилу первичной обмотки.
Если катушка спинномозговая, ее остатки необходимо удалить из магнитопровода. Эта задача будет значительно облегчена, если просверлить обмотки для снятия напряжения с металла.
Проделайте те же операции с другим трансформатором. В результате у вас будет 2 части, у которых первичная обмотка на 220 В.
Важно! Не забудьте удалить токовые шунты (показаны стрелками на фото ниже). Этот процент от 30 увеличит мощность устройства.
Для изготовления вторички потребуется закупить 11-12 метров проволоки. Он должен быть многожильным и иметь сечение не менее 6 квадратов .
Для изготовления сварочного аппарата на каждый трансформатор необходимо намотать 18 витков (6 рядов по высоте и 3 слоя по толщине).
Оба трансформатора можно оплетать одним проводом или по отдельности. Во втором случае катушки должны подключаться последовательно.
Обмотка должна быть очень плотной, чтобы провода не болтались. Затем первичные обмотки нужно соединить параллельно.
Для соединения деталей между собой их можно прикрутить к небольшому вырезу деревянной доски.
Если измерить напряжение на вторичной обмотке трансформатора, то в этом случае оно будет равно 31-32 В.
Самодельный сварочный аппарат легко прокаливает металл толщиной 2 мм, электроды с диаметр 2.5 мм.
Следует помнить, что приготовление пищи таким самодельным аппаратом следует с перерывами на отдых, так как его обмотки сильно нагреваются. В среднем после каждого использованного электрода аппарат должен остыть в течение 20-30 минут.
Тонкий металлический блок, сделанный из микроволновой печи, не подойдет, так как он его порежет. Для регулировки силы тока сварного шва можно подключить балластный резистор или дроссель. Роль резистора может выполнять отрезок стальной проволоки определенной длины (подбирается экспериментально), который подключается к обмотке низкого напряжения.
Variable Tock
Это наиболее распространенный тип сварочных аппаратов для металла. Сделать его в домашних условиях несложно, а в эксплуатации он неприхотлив. Но основным недостатком аппарата является большой вес понижающего трансформатора , который является основой агрегата.
Для домашнего использования достаточно, чтобы устройство выдавало напряжение 60 В и могло обеспечивать силу тока в 120-160 А. поэтому для разрешения , к которому подключена бытовая сеть 220 В, провод с потребуется поперечное сечение от 3 мм 2 до 4 мм 2.Но идеальный вариант – это проводник сечением 7 мм2. При таком сечении перепадов напряжения и возможных дополнительных нагрузках устройство не будет страшно. Из этого следует, что возобновителю нужен провод диаметром 3 мм. Если взять алюминиевый проводник, расчетное сечение умножается на коэффициент 1,6. Для обновленного потребуется медная шина сечением не менее 25 мм 2
Очень важно, чтобы проводник обмотки был покрыт ветошью изоляцией, так как традиционная оболочка ПВХ при нагревании плавится, плавится, что может вызвать межконтактное закрытие.
Если вы не нашли провод с нужным сечением, то его можно сделать самому Из немногих более тонких жил. Но при этом значительно увеличится толщина провода и, соответственно, габариты агрегата.
Первым делом изготавливается база трансформатора – сердечник . Изготовлен из металлических пластин (трансформаторная сталь). Эти пластины должны иметь толщину 0,35-0,55 мм. Шпильки соединительные пластины необходимо хорошо изолировать от них.Перед сборкой жилы рассчитываются ее размеры, то есть размер «окон» и площадь поперечного сечения жилы, так называемая «жила». Для расчета площади используется формула: S см 2 = a x B (см. Рис. Ниже).
Но из практики известно, что если сделать сердечник площадью не более 30 см 2, то на таком устройстве будет сложно получить качественный шов из-за отсутствия блока питания. Да и он очень быстро нагреется.Поэтому сечение сердечника должно быть не менее 50 см 2. Несмотря на то, что масса агрегата увеличится, он станет более надежным.
Для сборки сердечника лучше использовать М-образные пластины и разместить их, как показано на следующем рисунке, пока толщина детали не достигает желаемого значения.
Пластины в конце сборки должны быть медными (по углам) с болтами, затем очистить файл и изолировать тканевой изоляцией.
Теперь можно запустить обмотку трансформатора .
Следует учитывать один нюанс: соотношение витков на сердечнике должно быть 40% на 60%. Это означает, что на той стороне, где размещается первичный элемент, должно быть меньшее количество повторений. Из-за этого при сварке сварка обмотка, имеющая большее количество витков, будет частично отключаться из-за возникновения вихревых токов. Это повысит силу тока, что положительно скажется на качестве шва.
Когда намотка трансформатора завершена, сетевой кабель подключается к общему проводу и к ответвлению на 215 витков. Сварочные кабели подключаются ко вторичной обмотке. После этого аппарат контактной сварки готов к работе.
Константа
Для приготовления чугуна или нержавеющей стали требуется устройство постоянного тока. Его можно сделать из обычного трансформаторного блока, если к его вторичной обмотке подключить выпрямитель . Ниже представлена схема сварочного аппарата с диодным мостом.
Схема сварочного аппарата с диодным мостом
Выпрямитель собран на диодах Д161, выдерживающих 200А. Их необходимо установить на радиаторы отопления. Также требуется 2 конденсатора (С1 и С2) для выравнивания пульсаций тока на 50 В и 1500 мкФ. В этой электросхеме также есть регулятор тока, роль которого выполняет дроссель L1. Сварочные кабели (прямой или обратной полярности) подключаются к контактам x5 и x4, в зависимости от толщины подключаемого металла.
Инвертор от блока питания компьютера
Сварочный аппарат от блока питания компьютера невозможен. Но использовать его корпус и некоторые детали, а также вентилятор вполне реально. Так что, если вы сделаете инвертор своими руками, его легко можно разместить в корпусе БП от компьютера. Все транзисторы (IRG4PC50U) и диоды (CD2997A) необходимо устанавливать на радиаторы без использования контактных площадок. Для охлаждения деталей желательно использовать мощный вентилятор , например THERMALTAKE A2016.Несмотря на собственные небольшие размеры (80 х 80 мм), кулер способен развивать 4800 об / мин. Также в вентилятор встроен револьверный регулятор. Последние регулируются с помощью термопары, которую необходимо закрепить на радиаторе с установленными диодами.
Совет! В корпусе БП рекомендуется просверлить несколько дополнительных отверстий для лучшей вентиляции и отвода тепла. Защита от перегрева, установленная на радиаторах транзисторов, настроена на срабатывание при 70-72 градусах.
Ниже представлена принципиальная электрическая схема сварочного инвертора (в большом разрешении), которую можно изготовить из аппарата, размещенного в корпусе БП.
На следующих фотографиях показано, из каких компонентов состоит самодельный инверторный сварочный аппарат и как он выглядит после сборки.
Сварщик от электродвигателя
Чтобы сделать простой сварочный аппарат из статора электродвигателя, необходимо выбрать сам электродвигатель, отвечающий определенным требованиям, а именно, чтобы его мощность была от 7 до 15 кВт.
Совет! Лучше всего использовать двигатель серии 2а, так как он будет иметь большое магнитное окно трубопровода.
Получить нужный статор можно в местах приема металлолома. Как правило, он очищается от проводов и после пары ударов кувалдой раскалывается. Но если корпус из алюминия, то для снятия магнитопровода необходимо будет присоединить статор .
Подготовка к работе
Подложите статор с отверстием вверх и вниз под деталь из кирпича. Затем сложите дрова внутрь и сожгите их. После пары часов магнитные трубки легко отделяются от корпуса.Если в корпусе есть провода, то их тоже можно вынуть из паза после термообработки. В результате вы получите очищенный от лишних элементов магнитопровод.
Эта заготовка должна быть тонкой маслянистой И дать ей высохнуть. Чтобы ускорить процесс, можно использовать тепловую пушку. Пропитка лака делается для того, чтобы после снятия стяжки пакет не происходил.
Когда диск полностью высохнет с помощью болгарки, снимите стяжку , установленную на нем.Если стяжку не снимать, они будут выполнять роль короткозамкнутых витков и забирать мощность трансформатора, а также вызывать его нагревом.
После очистки магнитопровода от лишних деталей необходимо будет сделать двухстороннюю футеровку (см. Рисунок ниже).
Материалом для их изготовления может служить картон или пресс-пролет. Также из этих материалов нужно сделать два рукава. Один будет внутренним, а второй – наружным.Далее необходимо:
- установить обе торцевые накладки на заготовку;
- затем вставить (одеть) цилиндры;
- всю эту конструкцию оборачивает перелетная или стеклянная скамья;
- Полученную деталь обработайте лаком и просушите.
Изготовление трансформатора
После описанных выше действий сварочный трансформатор можно изготовить из магнитопровода. Для этих целей нужен провод, покрытый тканевой или стеклянной изоляцией. Для намотки первичной обмотки потребуется провод диаметром 2-2 мм.5 мм. Для вторичной обмотки потребуется около 60 метров медной шины (8 х 4 мм).
Итак, расчеты производятся следующим образом.
- На сердечнике должны быть размещены 20 витков провода диаметром не менее 1,5 мм, после чего на него необходимо подать напряжение 12 В.
- Измерить ток, протекающий в этой обмотке. . Значение должно быть около 2 А. Если оказалось значение больше требуемого, количество витков нужно увеличить, если значение меньше 2а, то уменьшить.
- Вычислите количество витков витков и разделите его на 12. В результате вы получите значение, указывающее, сколько витков необходимо для 1 по напряжению.
Для первичной обмотки Подходит проводник диаметром 2,36 мм, который необходимо сложить. В принципе можно взять любую проволоку диаметром 1,5-2,5 мм. Но перед этим нужно рассчитать сечение жил в скрутке. Сначала нужно намотать первичную обмотку (220 В), а затем – вторичную.Его провод необходимо изолировать по всей длине.
Если во вторичной обмотке сделать демонтаж на месте, где получается 13 В, и поставить диодный мост, то этот трансформатор можно использовать вместо аккумулятора, если нужно завести автомобиль. Для сварки напряжение на вторичной обмотке должно быть в пределах 60-70 В, что позволит использовать электроды диаметром от 3 до 5 мм.
Если уложены обе обмотки, и в такой конструкции есть свободное место, можно добавить 4 медные шины (40 х 5 мм).В этом случае вы получите обмотку для точечной сварки, которая позволит соединить листовой металл толщиной до 1,5 мм.
Для производственного ящика Не рекомендуется использовать металл. Лучше сделать его из текстолита или пластика. В местах крепления катушки к корпусу следует проложить резиновые прокладки для уменьшения вибрации и лучшей изоляции от токопроводящих материалов.
Самодельная точечная сварка
Готовый аппарат для точечной сварки имеет достаточно высокую цену, не оправдывающую его внутренней «начинки».Работает он очень просто, и сделать его своим не составит большого труда.
Для самостоятельного изготовления аппарата точечной сварки вам понадобится один СВЧ трансформатор мощностью 700-800 Вт. С него нужно снять вторичную обмотку способом, описанным выше в разделе, где изготовление рассматривался сварочный аппарат от СВЧ.
Аппарат для точечной сварки изготавливается следующим образом.
- Сделайте 2–3 витка внутри кабеля манитопровода с диаметром жилы не менее 1 см.Это будет вторичная обмотка, позволяющая получить ток в 1000 А.
- На концах кабеля рекомендуется установить медные наконечники.
- Если подключить к первичной обмотке 220 В, то на вторичную обмотку мы получим напряжение 2 В при токе около 800 А. Этого хватит, чтобы за несколько секунд расплавить обычный гвоздь.
- Далее следует сделать корпус для аппарата .Для основы хорошо подойдет деревянная доска, из которой следует сделать несколько элементов, как показано на следующем рисунке. Размеры всех деталей могут быть произвольными и зависеть от габаритов трансформатора.
- Чтобы придать корпусу более эстетичный вид, острые углы можно удалить с помощью ручного фрезерования с установленной на нем кромкорезной фрезой.
- На одной части сварочных клещей нужно вырезать небольшой клин . Благодаря ему галочки смогут подняться выше.
- Вырежьте отверстие в задней стенке корпуса для переключателя и сетевого провода.
- Когда все детали готовы и загрунтованы, их можно красить черной краской или покрывать лаком.
- От ненужной микроволновки потребуется отсоединить сетевой кабель и концевой выключатель. Также понадобится металлическая дверная ручка.
- Если у вас нет ножки и медного стержня, а также медных хомутов, то детали необходимо приобретать.
- Из медной проволоки нарежьте 2 небольших стержня, которые будут выполнять роль электродов, и закрепите их в зажимах.
- Прикрутите выключатель к задней стенке корпуса аппарата.
- Прикрутите к основанию заднюю стенку и 2 стойки, как показано на следующих фотографиях.
- Закрепите трансформатор на основании.
- Далее один сетевой провод подключается к первичной обмотке трансформатора.Второй сетевой провод подключается к первой клемме переключателя. Затем нужно прикрепить провод ко второму выводу переключателя и подключить его к другому выходу первичной обмотки. Но на этом проводе надо взять и установить в нем СВЧ . Он будет выполнять роль сварочной кнопки. Эти провода должны быть достаточной длины, чтобы на конце клещей можно было поставить прерыватель.
- Закрепите крышку устройства на стойках и задней стенке с установленной ручкой.
- Закрепите боковые стенки корпуса.
- Теперь можно устанавливать клещи для сварки. Сначала просверлите их концы по отверстию, в которое будут вкручиваться шурупы.
- Далее закрепляем выключатель на конце.
- Вставьте плоскогубцы в корпус, предварительно вставив между ними для совмещения квадратного стержня. Просверлите клещи в боковых стенках отверстия и вставьте в них длинные гвозди, которые будут служить топорами.
- На концах клещей закрепите медные электроды и выровняйте их так, чтобы концы стержней находились напротив друг друга.
- Чтобы верхний электрод поднимался автоматически, закрутите 2 винта и закрепите на них резинку, как показано на следующих фотографиях.
- Включите прибор, подсоедините электроды и нажмите кнопку «Пуск». Вы должны увидеть электрический разряд между медными стержнями.
- Для проверки агрегата можно взять металлические шайбы и приварить их.
В данном случае результат был положительным. Поэтому создание аппарата для точечной сварки можно считать законченным.
Сегодня сложно представить строительство и создание различных металлоконструкций без применения сварочных трансформаторов. Высокая надежность конструкций конструкций и простота исполнения позволили сварочному аппарату прочно занять свое место в арсенале любого строителя.Приобрести такой трансформатор можно в любом строительном магазине. Но не всегда заводская модель может отвечать определенным запросам и требованиям. Поэтому многие пытаются сделать трансформатор сварочный. Изготовление сварочного трансформатора своими руками проходит в несколько этапов, начиная с расчетов и заканчивая монтажом.
Чтобы понять весь процесс изготовления трансформатора для сварки своими руками, необходимо понимать принцип его работы, заключающийся в преобразовании напряжения 220 вольт в более низкое напряжение до 80 вольт.В этом случае ток увеличивается с 1,5 ампер до 160 – 200 ампер, а в промышленных до 1000 ампер. Эта зависимость для сварочного трансформатора также называется вольт-амперной характеристикой на выходе и является одной из основных характеристик устройства. Именно на основе этой зависимости строится вся конструкция сварочного трансформатора и выполняются все необходимые расчеты, а также создаются различные модели сварочных аппаратов.
Виды самодельных трансформаторов для сварки
С момента открытия феномена электрического Дуги.И прошло более двухсот лет на создание первого сварочного аппарата. За это время были усовершенствованы сварочный трансформатор и методы сварки. На сегодняшний день можно увидеть несколько различных конструкций сварочных аппаратов, разной сложности и принципа действия. Среди них самыми популярными для изготовления своими руками являются сварочный трансформатор для контактной сварки и дуговой сварки.
Наибольшее распространение среди народных умельцев получили трансформаторы дуговой сварки.Причин такой популярности несколько. Во-первых, простая и надежная конструкция устройства. Во-вторых, широкий спектр приложений. В-третьих, простота и мобильность. Но помимо описанных выше преимуществ ручная дуговая сварка имеет ряд недостатков, среди которых низкая эффективность и зависимость качества сварного шва от квалификации сварщика.
Ручная дуговая сварка чаще всего применяется для различных ремонтно-строительных работ, изготовления металлоконструкций и деталей конструкций, сварки труб.С помощью дуговой сварки возможна как резка, так и сварка металла различной толщины.
Конструкция таких трансформаторов довольно проста. Устройство состоит из самого трансформатора, регулятора тока, держателя для электродов и зажима массы. Отдельно выделяется центральный элемент – Трансформатор. Его конструкция может быть нескольких видов, но наибольшей популярностью пользуются самодельные сварочные трансформаторы с тороидальным и П-образным магнитопроводом. Вокруг магнитопровода расположены две обмотки из медной или алюминиевой проволоки – первичная и вторичная.В зависимости от эксплуатационных характеристик меняется толщина провода на обмотках, а также количество витков.
Этот вид сварки еще называют контактной, и сварочные трансформаторы контактной сварки несколько отличаются от аппаратов для дуговой сварки. Ключевое отличие заключается в способе сварки. Так, если при дуговой сварке плавление происходит с помощью электрической дуги, возникающей между электродом и свариваемой поверхностью, то при контактной сварке точечный нагрев сварки электричеством выполняется с помощью двух заостренных медных электродов и воздействия высокого давления. Для подключения.В результате металл заготовок в момент воздействия плавится и сливается.
Точечная сварка получила широкое распространение в автомобилестроении, в строительстве при создании каркаса арматуры для конструкций LB, сварке тонких листов из алюминия, нержавеющей стали, меди и других металлов, требующих особых условий для сварки.
Конструкция трансформаторов для точечной сварки также имеет определенные отличия. Во-первых, это отсутствие применяемых электродов.Вместо них используются заостренные медные контакты, между которыми располагаются приварные элементы. Во-вторых, трансформаторы в таких устройствах менее мощные и выполнены с П-образным сердечником. В-третьих, аппараты для контактной сварки имеют в своей конструкции набор конденсаторов, что для дуговой сварки совершенно необязательно.
Но независимо от того, планируете ли вы производить трансформаторную дуговую сварку или контактную, вам необходимо знать их характеристики. И понять, что отвечает за каждый из них и как изменить ту или иную характеристику.
От работы сварочного трансформатора зависит его производительность. Зная и понимая, за что отвечает та или иная характеристика, вы легко сможете рассчитать сварочный трансформатор и собрать прибор своими руками.
Напряжение сети и номер фазы
Эта характеристика указывает сетевое напряжение, от которого будет запитан сварочный трансформатор. Чаще всего самодельные сварочные трансформаторы рассчитаны на напряжение в 220 В, но иногда оно может быть и 380 В.При проведении расчетов и создании схемы этот параметр является одним из основных.
Номинальный сварочный ток трансформатора
Эта характеристика является основной для любого сварочного трансформатора. Возможность сварки и резки металлической заготовки зависит от величины номинального сварочного тока. В самодельных и отечественных сварочных трансформаторах значение номинального тока не превышает 200 А. Но и этого более чем достаточно, тем более что чем выше этот показатель, тем больше вес самого трансформатора.Например, в промышленных сварочных трансформаторах сварочный ток может достигать 1000 А, а вес таких устройств будет более 300 кг.
Пределы регулирования сварочного тока
При сварке металла различной толщины необходима определенная сила тока, иначе металл не расплавится. Для этого в конструкции сварочных трансформаторов предусмотрен регулятор. Чаще всего пределы регулировки устанавливаются исходя из необходимости использования электродов определенного диаметра.Для самодельных сварочных аппаратов дуговой сварки пределы регулировки составляют от 50 А до 200 А. Для сварочных трансформаторов контактной сварки пределы регулирования начинаются от 800 А и до 1000 А и более.
Диаметр электрода
Для приготовления металла разной толщины на одном аппарате для дуговой сварки необходимо регулировать номинальный сварочный ток, а также использовать электроды разного диаметра. Необходимо четко понимать, что для сварки тонкими электродами требуется слабый ток, а для более толстых – наоборот, большой.Больше всего применяется толщина металла. В таблице ниже приведены сводные данные по диаметрам используемых электродов в зависимости от толщины металла и тока трансформатора.
Важно! Для трансформаторов контактной сварки также важен диаметр электродов. Но используются два параметра – диаметр самого электрода и диаметр его конусообразной части.
Номинальное рабочее напряжение
Как мы уже знаем, сварочный трансформатор снижает входное напряжение до более низкого значения.Выходное напряжение называется номинальным и не превышает 80 вольт. Для сварочных трансформаторов дуговой сварки диапазон номинального напряжения находится в пределах 30 – 70 вольт. Причем эта характеристика не регулируется и определяется изначально. Трансформаторы для точечной сварки, в отличие от дуговой, имеют еще более низкое номинальное напряжение, примерно 1,5 – 2 вольта. Такие показатели вполне естественны, учитывая соотношение напряжения и силы тока. Чем выше должна быть сила тока, тем меньше напряжение.
Номинальный режим работы
Эта рабочая характеристика является одной из ключевых. Номинальный режим работы указывает, сколько времени вы можете работать непрерывно и сколько нужно, чтобы он остыл. Самодельные сварочные трансформаторы имеют номинальный режим в 30%. То есть из 10 минут 3 можно кипятить непрерывно и настаивать 7 минут.
Потребляемая мощность и мощность
На самом деле этих двух показателей мало ни для чего. Но зная оба этих показателя, можно рассчитать КПД сварочного трансформатора.Чем меньше разница между потребляемой и выходной мощностью, тем лучше. Следует отметить, что при проведении расчетов необходимо знать и учитывать значение потребляемой мощности.
Напряжение масляного потока
Этот показатель важен для трансформаторов для дуговой сварки. Он отвечает за появление дуги. Чем выше этот показатель, тем легче можно вызвать сварочную дугу. Но напряжение холостого хода ограничено правилами техники безопасности и не должно превышать 80 вольт.
Схема сварочного трансформатора
Создавая трансформатор для сварки своими руками, не обойтись без его концепции. По сути, особых сложностей в этом нет, тем более что устройство самого трансформатора довольно простое. На следующей схеме изображен самый простой трансформатор для дуговой сварки.
Важно! Тем, кто не разбирается или не разбирается в электрических схемах, следует предварительно ознакомиться с ГОСТ 21.614 «Изображения Условное изображение электрооборудования и электропроводки в оригинале». И только потом переходите к созданию схемы сварочного трансформатора.
С развитием электротехники и технологий схема сварочного трансформатора была усовершенствована. Сегодня в самодельном аппарате для сварки можно встретить диодные мосты и различные регуляторы мощности сварочного тока. На схеме трансформатора для дуговой сварки ниже показано, как в него встроен диодный мост.
Важно! Наибольшую популярность среди самодельных трансформаторов для дуговой сварки имеют тороидальные. Такой аппарат обладает прекрасными характеристиками, которые на порядок выше, чем у трансформаторов с П-образным сердечником. В первую очередь это касается высокого КПД и номинального тока, что благоприятно сказывается на общем весе устройства.
В отличие от описанных выше, трансформаторная схема для точечной сварки более сложна и может включать конденсаторы, тиристоры и диоды.Эта начинка позволяет более тонко регулировать силу тока, а также время контактной сварки. Примерную схему трансформатора для контактной сварки можно увидеть ниже.
Кроме сокращенных схем сварочных аппаратов существуют и другие. Найти их не составит большого труда. Они размещены как в Интернете, так и в различных журналах и книгах по электротехнике. Приобретя наиболее понравившуюся схему, можно переходить к расчетам и сборке сварочного трансформатора.
Как уже было описано, трансформатор состоит из сердечника и двух обмоток. Именно эти элементы конструкции отвечают за основные рабочие характеристики трансформатора под сварку. Зная заранее, какой должна быть номинальная мощность тока, рассчитывается напряжение на первичной и вторичной обмотках, а также другие параметры для обмоток, жилы и сечения провода.
При выполнении расчетов трансформатора под сварку берутся следующие данные:
- напряжение первичной обмотки U1.Фактически это сетевое напряжение, от которого будет работать трансформатор. Может быть 220 В или 380 В;
- номинальное напряжение вторичной обмотки U2. Для возбуждения дуги требуется электрическое напряжение, которое должно быть после понижения входящего и не превышать 80 В.
- номинальная прочность вторичной обмотки I. Этот параметр выбирается при расчете, какие электроды будут свариваться и какая максимальная толщина металла может быть свариваема; Область основной последовательности
- sC.Надежность устройства зависит от площади ядра. Оптимальным считается сечение сечения от 45 до 55 см2;
- sO площадь поверхности. Площадь окна сердечника выбирается из расчета хорошего магнитного рассеяния, отвода лишнего тепла и удобства наматывания провода. Оптимальные параметры от 80 до 110 см2 считаются оптимальными;
- Плотность тока в обмотке (А / мм2). Это довольно важный параметр, отвечающий за электроприборы в обмотках трансформатора.Для самодельных сварочных трансформаторов этот показатель составляет 2,5 – 3 А.
В качестве примера расчетов возьмем следующие параметры сварочного трансформатора: напряжение сети U1 = 220 В, напряжение вторичной обмотки U2 = 60 В, номинальная мощность тока 180 А, сечение жилы СК = 45 см2, площадь окна СО = 100 см2, плотность тока в Обмотке 3 А.
P = 1,5 * SC * SO = 1,5 * 45 * 100 = 6750 Вт или 6.75 кВт.
Важно! В этой формуле коэффициент 1,5 применим для трансформаторов с сердечником типа П, ш. Для тороидальных трансформаторов этот коэффициент составляет 1,9, а для сердечников типа pl – 1,7.
Важно! Также, как и в первой формуле, коэффициент 50 используется для трансформаторов с сердечником типа П, ш. Для тороидальных трансформаторов он будет равен 35, а для сердечников типа pl – 40.
Теперь рассчитаем максимальную силу тока на первичной обмотке по формуле: IMAX = P / U = 6750/220 = 30.7 А. Осталось на основании полученных данных произвести расчет поворотов.
Для расчета витков воспользуемся формулой WX = Uh * k. Для вторичной обмотки это будет W2 = U2 * k = 60 * 1,11 = 67 витков. Первичный расчет мы выполним чуть позже, так как там применяется другая формула. Довольно часто, особенно для тороидальных трансформаторов, потоки тока рассчитываются. Это делается для вывода проводов на определенном витке. Расчет производится по следующей формуле: W1ст = (220 * W2) / Uст.
Ust – выходное напряжение вторичной обмотки.
W2 – задние обмотки.
W1st – витки первичной обмотки определенной ступени.
Но прежде нужно рассчитать напряжение каждой ступени Усть. Для этого воспользуемся формулой U = P / i. Например, нам нужно сделать четыре ступени с регулировкой на 90 А, 100 А, 130 А и 160 А для нашего трансформатора мощностью 6750 Вт. Подставляя данные в формулу, получаем U1st1 = 75 В, U1st2 \ u003d 67.5 В, U1ст3 = 52 В, U1ст4 = 42,2 В.
Полученные значения подставляем в форму расчета витков для шагов регулировки и получаем W1st1 = 197 витков, W1st2 = 219 витков, W1st3 = 284 витков, W1st4 = 350 витков. Добавив к максимальному значению полученных витков для 4-й ступени еще 5%, получим реальное количество витков – 385 витков.
Наконец, рассчитываем сечение провода на первичной и вторичной обмотках.Для этого разделите максимальный ток каждой обмотки на плотность тока. В результате получаем Сперв = 11 мм2 и СВТОР = 60 мм2.
Важно! Расчет трансформатора контактной сварки действует аналогично. Но есть ряд существенных отличий. Дело в том, что номинальная сила тока вторичной обмотки у таких трансформаторов порядка 2000 – 5000 А для маломощных и до 150000 и для мощных. Кроме таких трансформаторов регулировка производится до 8 ступеней с помощью конденсаторов и диодного моста.
Установка сварочного трансформатора
Имея на руках все расчеты и схему, можно приступать к сборке трансформатора. Все работы будут не такими сложными, как покраска, так как нужно учитывать количество витков, а не сниматься с учета. Несмотря на то, что наибольшей популярностью среди самодельных устройств пользуется тороидальный трансформатор, для сварки рассмотрим установку на примере трансформатора с П-образным сердечником. Этот тип трансформаторов несколько проще в сборке в отличие от тороидальных и второй по популярности среди самодельных.
Начало работ С. . Создание каркасов для обмоток . Для этого используют текстолитовые пластины. Этот материал используется для создания штампованных досок. Из пластин вырезаем деталь на две коробки. Каждый ящик будет состоять из двух верхних крышек с прорезями для четырех стенок. Площадь внутренних прорезей будет соответствовать площади поперечного сечения сердечника с небольшим увеличением для стенок ящика. Пример того, как должна выглядеть часть коробки, можно увидеть на фото.
Каркасы сборочные для обмоток, изолированные их термостойкой изоляцией . После этого приступаем к намотке обмоток.
Провода для обмоток желательно брать с термостойкой стеклянной изоляцией. Это, конечно, будет несколько дороже по сравнению с обычной разводкой, но в результате не будет головной боли относительно возможного перегрева и поломки обмоток. После наматываем один слой проводки, изолируем его и только после этого начинаем наматывать следующий.Не забывайте делать отводы на определенное количество воздухозаборников. По окончании создания обмоток наматываем верхний слой утеплителя. На концах метчиков прикручиваем медные болты.
Важно! Перед установкой и закреплением болтов на концах проводов протягиваем последние через дополнительные отверстия, вырезанные в верхней пластине рамки из текстолита.
Теперь приступим к сборке и подъему магнитопровода сварочного трансформатора .В нем используется железо, созданное специально для этого. Металл имеет определенные показатели магнитной индукции, и неподходящая марка может испортиться. Металлические пластины для сердечника можно снять со старых трансформаторов или купить отдельно. Сами пластины имеют толщину около 1 мм, и для сборки всего сердечника потребуется только терпеливое соединение всех пластин в одно целое. По завершении проверьте все обмотки тестером на наличие ошибок.
По окончании сборки трансформатора делаем диодный мост и устанавливаем регулятор мощности тока.Для диодного моста мы используем диоды B200 или KBPC5010. Каждый диод рассчитан на 50 А, следовательно, для сварочного трансформатора с номинальной мощностью тока в 180 потребуется 4 таких диода. Все диоды крепятся к алюминиевому радиатору и подключаются параллельно дроссельной заслонке, снимаемой с обмоток. Осталось только собрать корпус И поставить туда сварочный трансформатор.
Хороший сварочный трансформатор не может заработать с первого раза. Причин для этого множество, начиная с ошибок в расчетах и заканчивая отсутствием опыта сборки и монтажа электрооборудования.Но все приходит с опытом, и, перемотав один-два раза обмотку трансформатора, можно получить желаемый результат.
Схема трансформатора для дуговой сварки– схема, пиктограмма
37+ Схема трансформатора для дуговой сварки изображения . Приведены схемы для аппаратов дуговой сварки на 120 и 220 вольт переменного тока. 42 сварочных трансформатора На рис. 1.59 представлена принципиальная схема сварочного трансформатора, имеющего тонкие первичные обмотки с большим количеством витков.
ПРОЦЕССЫ ДУГОВОЙ СВАРКИ | Галерея инженеров с www.Engineersgallery.com Сварочный инвертор – альтернатива обычному сварочному трансформатору. Переключатель позволяет выбор. Диаграммы, показывающие образование t.
Схема сварочного инвертора Smps | самодельные схемотехнические проекты.
При охлаждении и затвердевании образуется металлургическая связь. Катушка, чем вторичная катушка, и будет вызывать переменное. 6.5 схематическая диаграмма, показывающая характеристическую кривую сварочной дуги. Количество времени, в течение которого ответ:
Источник: lh5.googleusercontent.comТрансформаторный источник питания для дуговой сварки;
Источник: www.weldingsuppliesfromioc.comОпределение, комплектация, схема работы, преимущества pdf.
Источник: i.pinimg.comИмеются схемы для аппаратов для дуговой сварки переменного тока 120 В и 220 В переменного тока.
Источник: az417944.vo.msecnd.netКоммутационный трансформатор tr1 ранен двумя ферритовыми сердечниками, и оба они имеют сечение центральной колонны 16×20 мм.
Источник: 5.imimg.comДуговая сварка – это процесс, который используется для соединения металла с металлом с использованием электричества для создания тепла, достаточного для плавления металла, а расплавленные металлы при охлаждении приводят к их связыванию.
Источник: cdn.instructables.comЭлектрическая схема дуговой сварки.
Источник: www.twi-global.comОтветственность за напряжение при дуговой сварке:
Источник: i.ytimg.comДля управления дугой используются различные реакторы со сварочными трансформаторами.
Источник: i.ytimg.comОднако при сварке обычно преднамеренно используется низкий коэффициент мощности, чтобы улучшить стабильность дуги и сохранить ее, как показано на рис.
Ручная дуговая сварка металла (MMA)
РУЧНАЯ ДУГОВАЯ СВАРКА МЕТАЛЛА
Этот ручной метод является одним из наиболее широко используемых процессов дуговой сварки.Для получения сварных швов хорошего качества требуются значительные навыки. Электрод состоит из проволоки со стальным сердечником и покрывающего флюса, содержащего легирующие элементы, например марганец и кремний. Дуга плавит основной металл и электрод. По мере того как металл переносится с конца сердечника в сварочную ванну, сварщик перемещает электрод, чтобы длина дуги оставалась постоянной. Это важно, поскольку ширина сварочного шва в значительной степени определяется длиной дуги.
Флюс плавится вместе с сердечником и течет по поверхности ванны с образованием шлака, который необходимо удалить после затвердевания.
Производимый шлак выполняет следующие функции:
Минимизирует примеси в сварном шве
Для образования покрытия, защищающего сварной шов от окисления
Обеспечивает медленное охлаждение сварного шва
Предотвращает растрескивание и ломкость
Многоходовые сварные швы
Схема трансформатора:
Понижающий трансформатор используется для изменения сетевого напряжения с 220 В на
.подходящий уровень (80-100В) для сварки.Это обеспечит высокий ток
нужен для сварки. У этого типа трансформатора больше витков на первичной обмотке
, чем вторичная обмотка, и будет индуцировать переменный ток (AC) при более низком напряжении.
Выпрямитель преобразует переменный ток (AC) в постоянный (DC). Это
состоит из четырех диодов, что позволяет двум диодам проводить на каждом
.полупериод подачи переменного тока.
Конденсатор используется для обеспечения бесперебойной подачи постоянного тока низкого напряжения.
Принципиальная схема трехфазного сварочного аппаратаВы можете узнать больше Схема ниже
Инверторный сварочный аппарат Arc 200 A Советы по ремонту и хитрости Ремонт сварочного аппарата в домашних условиях Электросхема сварочного аппарата Принципиальная электрическая схема Pokesoku Co Принципиальная схема трехфазного сварочного аппарата Awesome Desig n And Безопасность при заземлении и дуговой сварке Практический машинист Крупнейший форум производственных технологий Как отремонтировать сварочный аппарат Как он работает Сварочный аппарат क स क म करत ह क स ठ क कर Выпрямительные схемы Диоды и выпрямители Электроника Сделай сам Diy Mig Сварочный аппарат Сварка Наука Сварка Mma Circuit Сварка MMA Производители схем В Rectifier Wikipedia Принципиальная схема трехфазного сварочного аппарата Fresh Construction Основное оборудование, необходимое для контактной сварки Power Semiconductors Введение в полупроводники Rsn7 1000 Дуговый инвертор Igbt 3 P hase Сварочное оборудование Купить 3-фазное сварочное оборудование 3-фазное сварочное оборудование 3-фазное сварочное оборудование Принципиальные требования и типы сварочного трансформатораСамодельный аппарат для дуговой сварки – Блог мастерской Дэна
Создайте свой собственный аппарат для дуговой сварки! Многие из вас так терпеливо ждали прибытия этих ПОДРОБНЫХ ПЛАНОВ , что вы можете приобрести и загрузить (4.6 МБ pdf!) За небольшую плату.
Вы получаете 90 страниц высококачественных цветных иллюстраций, фотографий, строительных заметок
и всех часто задаваемых вопросов в удобном для печати формате PDF. И НАМНОГО больше
информации, чем в бесплатной (читай: скинни) версии.
Поскольку я крайне предан своим читателям, исходная HTML-версия моего
чертежей самодельного сварщика все еще здесь. Это никуда не денется. Итак, вы,
, можете просмотреть (как всегда: бесплатную) фотогалерею этого проекта
ниже.
Он построен из использованных трансформаторов для микроволновых печей. Твердотельный модуль SCR
обеспечивает регулировку мощности, в отличие от обычных сварочных аппаратов AC
, которые просто переключают многоотводный трансформатор.
Обновление за июнь 2013 г .: вот хорошая ссылка, объясняющая, как работают SCR:
http://www.allaboutcircuits.com/vol_3/chpt_7/5.html
(я обнаружил, что когда искал, как использовать 4 больших «хоккейных пук» SCR для изготовления выпрямительного моста)
Вот
фото.Как видите, разделов три. Нижняя секция
, которая является основанием шкафа, содержит 8 трансформаторов. (Видны четыре
.) В центральной части находятся охлаждающие вентиляторы, органы управления питанием
и большая часть проводки. В верхней части находится лоток для инструментов и ручка для переноски
. (Я говорю «ручка для переноски» немного осторожно; этот зверь
весит 140 фунтов!) Прокрутите вниз, чтобы увидеть схему и примечания к дизайну!
Создайте свой собственный аппарат для дуговой сварки!
Щелкните изображение, чтобы увеличить его.Это то, что хотели увидеть большинство из вас,
, поэтому я поместил это изображение здесь, вверху страницы
. Он также включен ниже на странице, где есть более
информации по каждому компоненту. Обратите внимание, что эта схема не является абсолютной
. Допуски полупроводников и катушек индуктивности достаточно различаются, так что вам
придется поэкспериментировать со значениями и конфигурациями, чтобы заставить его работать в
в вашей собственной уникальной ситуации.
Зачем создавать собственный сварочный аппарат?
С технологиями, доступными практически каждому, есть
увеличивающихся возможностей для домашнего любителя.Скорее всего, вы читаете это руководство для
, либо зная о возможности легко найти детали, собранные в
в простые конструкции, либо с желанием узнать о нем больше. Вот о чем
это руководство; Моя цель – рассказать об этих проектах и позволить вам, как читателю, создавать полезные инструменты и получать выгоду не только от их использования, но и благодаря знаниям и опыту, полученным при фактическом планировании, сборке
и завершении такого проекта.
Факты о самодельной технике
Есть несколько важных фактов о самодельных инструментах.Вы не всегда можете сэкономить
, создавая собственное оборудование. Изготовление собственных инструментов может занять
очень много времени. А самодельная техника не всегда лучше, чем
купленных в магазине.
Вот и обратная сторона этих фактов. У большинства из
нас больше времени, чем денег. Если мы сможем найти источники для дешевых или бесплатных запчастей
, мы сможем сэкономить много денег, а время будет единственной другой статьей расходов.
Кроме того, некоторые самодельные инструменты даже недоступны в магазине, или
может иметь удобные функции, которых нет у их купленных в магазине аналогов.
Люди строят собственное торговое оборудование по разным причинам, и на некоторые из них я уже намекал:
Им нравится строить вещи
Они хотят улучшить дизайн.
Им нужен инструмент, который не может найти другого пути.
Им нужен инструмент для создания другого инструмента.
Они хотят сэкономить.
Изучение аппарата дуговой сварки
Чтобы воспользоваться преимуществами этого руководства, вам не нужно знать, как выполнять сварку. Даже если
вы знаете о сварке все, то, что находится внутри сварщика, – это совсем другая история.Прежде чем вы сможете успешно построить аппарат для дуговой сварки, вам необходимо
понять, как он работает и какие компоненты используют.
Сварочный аппарат
– это источник питания с высоким током и низким напряжением. Есть два типа
: постоянный ток и постоянное напряжение. Сварочный аппарат Stick
работает с постоянным током. Подача проволоки на сварочные аппараты
постоянного напряжения. Сварщики обычно используют трансформаторы для снижения напряжения
и повышения силы тока до уровней, пригодных для сварки. В сварочных аппаратах TIG и других типах
используются специальные высокочастотные источники питания, которые выходят за рамки данного руководства.
Трансформаторы
с многослойным стальным сердечником имеют постоянную характеристику тока, что делает их
идеальными для сварки. Практически в любом сварочном аппарате есть трансформатор
, который состоит из трех основных частей: первичной обмотки, вторичной обмотки
и многослойного железного сердечника. Обмотки медные.
Первичные обмотки подключаются к линейному напряжению, а в сварочных аппаратах
обычно составляет 240 вольт. Вторичные обмотки питают дугу и намного тяжелее на
медных обмоток.Обмотки намотаны на железный сердечник. В
нет электрического соединения между первичной и вторичной обмотками
. Электроэнергия передается магнитным способом через железный сердечник
.
Блок питания для сварки также нуждается в
способе изменения мощности дуги. Есть несколько способов добиться этого. Один из способов
– иметь увеличивающееся количество ответвлений вдоль вторичных обмоток
, чтобы потреблять различное количество энергии. Другой способ – сконфигурировать трансформатор
таким образом, чтобы первичная обмотка могла перемещаться в сторону
или от вторичной, передавая больший или меньший магнитный поток на вторичную обмотку
.Другой – изменить ширину импульса линейного тока
первичной обмотки. Сварщик в этом руководстве использует контроллер типа
с шириной импульса.
Электрическая схема, электрическая схема
Модификации сварочного аппарата
Вы можете собрать сварочный аппарат любым способом по вашему выбору. Гораздо проще было бы включать и выключать различные комбинации трансформаторов
для получения различных настроек нагрева
. Или вы можете удалить концевые блоки двух трансформаторов, поставить их встык
и настроить подвижный первичный контроллер.Причина, по которой я выбрал для данного руководства контроллер ширины импульса
, заключается в том, что он обеспечивает простую надежную конструкцию с небольшим количеством движущихся частей.
Маленький сварочный аппарат на 110 В, который я сделал для своего отца
Трансформатор и селектор тепла являются основными строительными блоками аппарата
для дуговой сварки. Однако есть ряд других компонентов поддержки
, которые необходимо упомянуть. Шкаф, в котором находится сварочный аппарат, должен иметь конструкцию
, защищающую от сварочной пыли.Этот шкаф в сборе должен включать охлаждающий вентилятор
, чтобы обеспечить достаточный воздушный поток для охлаждения компонентов. Зажим заземления
и электрододержатель (часто не входят в комплект при покупке сварочного аппарата
) также необходимы перед сваркой. И вам понадобится розетка
на 220 В для подключения сварочного аппарата, а также шнур и вилка на самом сварочном аппарате
.
Получение запчастей
Часть острых ощущений при создании аппарата для дуговой сварки
вызывает модификацию компонентов, из которых состоит источник питания.Трансформаторы, охлаждающие вентиляторы
и детали шкафа взяты из старых микроволновых печей.
Я пошел к местным торговцам бытовой техникой и
магазинам обслуживания и сказал им, что я хочу делать, и они были счастливы отдать мне
свои микроволновые печи для утиля. Я также поместил объявление в газету, потому что
большинство розничных продавцов бытовой техники берут плату, чтобы принять старый прибор
своих клиентов, и люди были рады принести мне свои микроволновые печи
, зная, что я не буду брать с них плату, чтобы принять его, и что он будет переработано
в самодельное торговое оборудование.
Однако одно слово из
предупреждения. Ваш двор или гараж будут завалены
микроволновых печей, ожидающих разборки. Для завершения этого проекта вам понадобятся восемь больших трансформаторов
, а также микроволны
мощностью от 950 Вт и выше. Если вы размещаете рекламу в газете,
не сможет выбрать то, что вы получите, но не отчаивайтесь; у этих странных может быть
только подходящий трансформатор для вашего датчика легкого запуска или только подходящий вентилятор
для системы охлаждения.Я насчитал в общей сложности 22 печи, прежде чем мой сварщик
был готов. Мне, наверное, не понадобилось бы такое количество, но у меня
было много хороших деталей и, вероятно, достаточно трансформаторов, чтобы построить еще один сварочный аппарат
. На момент написания этой статьи я раздумывал над идеей сварочного аппарата
меньшего размера, который мог бы работать от 120 вольт для более легких проектов.
Передняя и нижняя часть шкафа изготовлены из дерева. Детали, которые вам нужно будет купить
, перечислены ниже. Большинство этих деталей поступает из магазина оборудования
, за исключением модуля IRKT71 SCR.Вам необходимо заказать
в компании-поставщике электроники. Я заказал свою в Newark
Electronics, но вы также можете найти эту часть в Digikey Electronics или
, вы можете найти другие источники на веб-сайте International Rectifier.
Доработка трансформаторов
Трансформаторы для микроволновых печей – это повышающие трансформаторы. Это означает, что
напряжение на вторичной обмотке выше, чем на первичной. В микроволновых печах
первичная обмотка принимает стандартный домашний ток, 120 вольт.
Вторичное напряжение обычно составляет 4000 вольт. Вторичная обмотка
должна быть удалена, а на ее место должна быть установлена обмотка низкого напряжения. Новая вторичная обмотка
имеет типичное напряжение холостого хода 10 вольт. При нагрузке
при дуговой сварке это напряжение упадет до 2–4 вольт, а при
– до 250 ампер. Для новой вторичной обмотки
вы будете использовать одножильный провод №6. Многие люди спрашивают, сколько именно витков я поставил на этой новой вторичной обмотке
, и я всегда говорю, сколько вы можете уместить! Если вам нужно знать
, я получил от 12 до 15 витков на каждом трансформаторе.
Монтаж и подключение трансформаторов
Вот детали нижней панели аппарата для дуговой сварки, на котором установлены трансформаторы
. Поскольку не все трансформаторы аналогичны
, вам придется импровизировать там, где это необходимо. Установите трансформаторы
таким образом, чтобы можно было правильно и аккуратно подключать первичные и вторичные обмотки
. Вы даже можете нарисовать монтажные схемы на нижней плате
, чтобы упорядочить ее.
Сборка шкафа
Корпус для самодельного сварочного аппарата выполняет несколько функций.
Верхняя часть напоминает лоток и служит местом для хранения
электродов, сварочных перчаток, кабелей и зажимов, отбойных молотков и
других предметов, используемых при сварке. Ручка для переноски сделана из дюбеля 1 1/2
и позволяет определить вес машины.
Шкаф также служит шасси для трансформатора и других компонентов
.Вентиляторы охлаждения установлены на той же фанерной перегородке
, на которой построен контроллер. Трансформаторы устанавливаются на днище
, которое представляет собой короткий кусок сосны 2 × 12. Построить прочный шкаф
обязательно, потому что готовый сварочный аппарат будет весить около 120 фунтов.
Не экономьте здесь.
Вы можете покрасить шкаф в любую цветовую схему
по вашему желанию, но основная цель краски – защитить древесину
от влаги и растворителей. Это также придает машине
профессиональный вид, который привносит ценность всех ваших усилий.
Маленький сварочный аппарат со снятой крышкой
Сборка контроллера Список деталей
C1: 600 пФ, 2 кВ, керамика
C2: 0,1 мф, 400 В, эпоксидная
C3:, 22 мф, 250 В, электролитическая
Q1: Модуль тиристора IRKT71
Q2: Симистор диммера лампы
BR1: RB152, 1A, мостовой выпрямитель, диаметр R, D1: Trigger : 1M линейный потенциометр
R2: 5k линейный потенциометр
Контроллер широтно-импульсного типа. Он работает, запитывая трансформаторы
короткими импульсами тока, средними выбросами или непрерывным током
, в зависимости от настройки на ручке переключателя нагрева, R1.Это
схема управления того же типа, что и в поворотных диммерах.
Вы можете использовать перфорированную плату с предварительно просверленными отверстиями, но я рекомендую собрать схему управления фазой
на розетке для экспериментатора. Это не намного дороже
, и если какой-то компонент сломается, вы можете легко подключить новый
, даже не прогревая паяльник. Прежде чем подавать питание, убедитесь, что
ваши соединения правильны, и никогда не работайте с
цепью при включенном питании!
Для модуля SCR я сначала
использовал два SCR Teccor S6070W, подключенных по обратной параллельной цепи, как
вы видите на схеме.Они оказались слишком легкими, и они
поджарились, когда я попытался сварить на полном огне прутком 5/32. После тщательного сравнения
цен в нескольких каталогах промышленной электроники я выбрал модуль
International Rectifier IRKT71 Inta-pak SCR. Насколько я помню, он стоил около
50 долларов. Я купил его через Newark Electronics. Ну
стоит своей цены. Он имел 3 больших винтовых клеммы наверху и 4 меньших лопатчатых разъема
на одном конце для схемы управления. Он содержит
двух тиристоров внутри и сконфигурирован с учетом схемы обратной параллели
.
Модуль SCR и радиатор в сборе
должны быть сконфигурированы для приема потока воздуха от одного из охлаждающих вентиляторов. Используйте смазку для радиатора
между модулем SCR и радиатором, чтобы обеспечить хороший теплопроводный контакт
. Эта сборка вообще не сильно нагревается
, и в том-то и дело. Тщательно выполните и проверьте подключения
к цепи управления фазой, датчику перегрева и переключателю только вентилятора
.
Схема легкого зажигания дуги не является обязательной.R2
контролирует чувствительность. Отрегулируйте его до наименее чувствительного значения
наименьшего нагрева. Таким образом, он наверняка будет работать при всех режимах нагрева. Он работает
, подавая полную мощность на электрод, пока вы не зажжете дугу. Этот
помогает предотвратить прилипание электрода к работе. Используйте для этого трансформатор платы brain
из одной из печей и измените его на
, как показано ниже: Найдите и снимите катушку вторичной обмотки и пропустите через нее одну петлю
многожильного кабеля №6. Подключите первичную обмотку к
указанным соединениям на BR1.
Связывание всех концов
В этой главе рассматриваются последние детали, необходимые для обеспечения работоспособности вашего сварочного аппарата.
Выполните окончательную разводку согласно схемам. Подсоедините сварочные кабели
и наденьте зажим заземления и электрододержатель. Установите шнур диапазона
и подключите его к главному выключателю питания и клеммной колодке трансформатора
. Присоедините ручку переключателя нагрева, и вы готовы подключить
к вашему новому дугосварочному аппарату.
Калибровку шкалы переключателя нагрева
можно выполнить любым способом, не важно знать точное значение
силы тока, подходящее для каждого сварочного процесса. Я откалибровал шахту
с напряжениями холостого хода, которые в квадрате примерно
пропорциональны сварочному току. Для этого установите вольтметр на шкалу
, подходящую для 80 вольт. Включите сварочный аппарат и отсоедините пусковое реле easy
. Поверните ручку переключателя нагрева на полную мощность и отметьте точку
на шкале.Затем поверните ручку обратно так, чтобы ваш вольтметр показал
70 вольт, и отметьте точку на циферблате. Поверните ручку обратно на 60 и отметьте
место. Повторите этот процесс с шагом 10 вольт. Или вы можете увеличить его на
с шагом 5 вольт. Если вы можете найти способ откалибровать циферблат
в амперах с помощью очень большого амперметра, вы, конечно, сможете это сделать.
Ускоренный курс по сварке
Если вы никогда раньше не занимались сваркой, я рекомендую вам зайти в библиотеку
и ознакомиться с руководством по сварке.Если вы ДОЛЖНЫ начать сварку сразу после того, как
закончит сварку, прочтите эту главу.
ДО того, как вы
зажжете дугу. Для сварки
важно правильно одеться. Вам понадобится сварочный шлем, чтобы защитить глаза от ультрафиолетовых лучей
и предотвратить попадание искр в волосы. Шляпы из огнестойкого материала Fire
– тоже хорошая идея. Получить их можно при сварке
домов снабжения. Вам также понадобятся перчатки, чтобы защитить кожу от солнечных ожогов от дуги
и брызг сварочного металла.Кожаные фартуки и кожаные ботинки предотвращают попадание сварочных брызг
на кожу. И не забывайте проводить сварку только в
хорошо вентилируемых помещениях. Сварка дает удушливый пыльный дым. Прочтите инструкции и предупреждения
на этикетках сварочных материалов и оборудования
.
Зажигание и поддержание дуги. Построить дугу
несложно. Подняв шлем, расположите электрод на расстоянии примерно
1/4 дюйма от того места, где вы хотите начать сварку. Опустите шлем
и сделайте быстрый удар электродом.Следите за дугой. Будьте готовы к тому, что
НЕМНОГО отодвинет электрод. Очень скоро у вас будет
, чтобы медленно продвигать электрод в сварной шов, поскольку он довольно быстро плавится
в сварочной ванне.
Укладка бус. Правильно поддерживаемая дуга
при горении электрода издает шипящий, потрескивающий звук.
Если держать дугу слишком далеко, гудение и разбрызгивание усиливаются. Удерживание
дуги до закрытия приводит к перегреву стержня и иногда залипанию дуги
. При укладке валика важно, чтобы электрод
продолжал двигаться в сварочную ванну по мере вашего движения.Горизонтальные бусинки самые простые.
С вертикальными полосками проще всего работать сверху вниз. При сварке длинных валиков
важно прихватывать каждые 6 дюймов, чтобы не допустить деформации
. Например, если вы свариваете металлическую коробку
вместе, скрепите всю коробку вместе, а затем вернитесь и уложите бусины
твердо. Если вы этого не сделаете, весь беспорядок будет настолько деформирован, что после первых двух швов форма
изменится, что вы не сможете закончить остальные
сварных швов.
Наконец, помните, что сварка – это то, что требует
практики.Вы не можете выучить это по руководству. Вы должны потратить какое-то время
, просто укладывая бусинки и экспериментируя. Попробуйте сварить велосипедные рамы. Задача
– сделать хорошие сварные швы, не прожигая металл.
Я обнаружил, что можно резать рамы велосипедов и другие тонкие металлические профили
с помощью большого сварочного прутка на большом токе. Однако опыт сварки
выходит за рамки данного руководства. Сходи в библиотеку и возьми
книг по сварке. Используйте их, чтобы направлять свой прогресс во время практики.
Поиск и устранение неисправностей
Кажется, что сварщик застрял на высокой силе тока, и изменение шкалы переключателя нагрева
не имеет никакого эффекта. Здесь может быть ряд ошибок. Убедитесь, что
правильно подключен к реле легкого пуска. Если это реле не втягивает
, когда вы зажигаете дугу, сварочный аппарат не переключается на выбранную вами мощность
.
Трудно зажечь дугу при низких настройках нагрева. Возможно, неисправен механизм легкого пуска
.Убедитесь, что он подключен правильно
и используются нормально замкнутые контакты. Когда вы зажигаете дугу
, реле должно размыкаться. Эта проблема также возникает, если защитное покрытие сварочного прутка
повреждено на ударном конце.
Сварщик
работал прекрасно, но после сварки примерно 15 стержней 5/32 он внезапно прекратил работу. Вы перегрели сварщика. Датчик перегрева
выполнил свою работу и отключил контроллер. Поклонники по-прежнему должны бежать.
Дайте сварщику остыть в течение нескольких минут, и он снова начнет сварку.
Сварщик сработал прекрасно, но после двухчасовой сварки
что-то странно пахнет и дуга либо отсутствует, либо только полная сила тока.
Вы поджарили модуль SCR и перегрели трансформаторы. У большинства сварщиков
есть рабочий цикл. Это означает, что если рабочий цикл вашего сварочного аппарата
составляет 80%, вы должны сваривать не более 8 минут, а затем дать ему отдохнуть в течение 2 минут перед повторной сваркой. Или, если он имеет рабочий цикл
30%, вы должны подождать 7 минут между 3-х минутными сварочными струями.Продолжительность включения
циклов для этого аппарата для дуговой сварки не определена. На самом деле он варьируется в
в зависимости от силы тока, с которой вы ведете сварку. И не забудьте, что
держите вентиляционные отверстия открытыми и не допускайте скопления пыли внутри сварочного аппарата
. Пыль действует как изоляция и препятствует правильному охлаждению.
Еще одна вещь, которую нужно сделать, чтобы сварщик оставался холодным, – это включить только вентилятор.
переключаться между сварными швами. Это позволяет воздуху циркулировать в трансформаторах
, когда они простаивают.
Принципиальная электрическая схема, снова
Подключения к сварочному трансформатору | Детали
Итак, первое, о чем следует подумать, это то, как именно этот преобразователь сварочного аппарата будет подключаться к существующему сварочному трансформатору, который есть у меня (и у вас, если вы хотите его построить).
Где-то в верхней части списка проблем при работе с чем-либо, что вставляется в стену, находится (или должно быть) безопасность.
Заманчиво иметь пару болтов, торчащих из задней части коробки преобразователя, чтобы просто прикрепить электрододержатель и зажим заземления. (буквально надеть их), но это не фантастически безопасно, и, скорее всего, сработает на полпути к чему-то, более чем вероятно на какой-то критической стадии …
Я скажу, что вы можете просто прикрепить разъем к нему, а болт – прямо к задней части машины, или даже возьмите существующий электродный провод и зажим заземления, разрежьте их и навсегда установите в преобразователь, жестко подключив дешевый трансформатор к этой коробке.
Однако я собираюсь пойти по маршруту, который будет “выглядеть” немного лучше, но не будет служить другой функциональной цели.
Разъемы, используемые на сварочных аппаратах более высокого класса, похожи на байонетные разъемы и производятся компанией под названием Dinse, поэтому я буду называть разъемы «разъемами Dinse».
Они бывают разных размеров, все с номинальными размерами в мм2, которые будут определять текущую управляемость фактического разъема.
Чтобы определиться с размером разъема, который вам нужен, посмотрите на максимальный номинальный ток вашей машины и выберите следующий по величине размер.
Например: если ваш сварочный аппарат имеет максимальный сварочный ток 120 Ампер, то разъема 10-16 мм2 будет достаточно.
Если вы планируете установить блок питания 250 А на преобразователь, тогда вам понадобится разъем 285 35–50 мм2
Для моего сварщика кабели прикреплены к трансформатору. – так будет и с большинством «дешевых» сварщиков.
Мне нужно будет разрезать кабели, просверлить панель управления и установить разъемы типа Dinse на главный трансформатор, а также прикрепить разъемы к существующему зажиму заземления и держателю электрода.
(так что после этого у меня будет сварочный аппарат той же мощности, но я могу упаковать его немного аккуратнее !?)
Для того, чтобы он работал только одним способом, я установлю заглушки шасси на преобразователи TIG назад. Это означает, что соединителю, присоединяемому к сварочному трансформатору, нужна вилка на одном конце и розетка на другом. это означает, что вы не можете подключить трансформатор к выходу сварочного аппарата. Поэтому я, по сути, также получил небольшой удлинительный кабель для существующей установки сварочного аппарата.
Я использую разъемы типа Dinse, но куплю копии у брендов, чтобы сократить расходы для себя.
Сварочный трансформатор
2 разъема для шасси
Соединительный провод
2 разъема inline + 2 разъема inline
Вход Tig-бокса
2 разъема шасси
Выход модуля Tig
2 разъема Chassis Socket
разъем, четыре разъема шасси, два разъема шасси, два встроенные розетки и два встроенных штекера.
Индивидуально (и в размере, который я хочу) они начинаются примерно с 5 фунтов стерлингов на ebay.
, но прокрутите списки вниз, и вы найдете несколько наборов списков людей. Я только что видел набор из 2 розеток на шасси и 2 встроенных вилок за 13 фунтов стерлингов (бесплатные P&P), что снижает стоимость до 3 фунтов стерлингов.50 каждый.
также стоит поискать размер CK, в данном случае CK35-50
По этой цене это 35 фунтов стерлингов за установку, которую я хочу.
Следующие кабели нужно посмотреть на
Снова простая таблица
(как ни странно, американский калибр проводов не достаточно высок, чтобы выразить самые короткие требуемые кабели!)
Таблица показывает площадь сечения crs под этим диаметр кабеля в мм, а под ним – американский и стандартный калибр проводов (также известный как имперский или британский)
Опять же, я ищу максимальную емкость 250 А, поэтому посмотрим на ряд 300 А .Мне понадобится всего несколько метров (менее 10!), Поэтому потребуется только провод сечением 50 мм2. (это, безусловно, самый большой кабель, который я мог бы использовать с разъемами dinse 35-50 мм2 (если мне нужен более длинный сварочный кабель, я мог бы использовать провод 70 мм2, но потребовались бы более крупные вилки).
Беглый осмотр показывает, что этот провод к быть очень дорогим при покупке в рулонах
Однако вам понадобится только небольшая длина (для подключения сварочного трансформатора к коробке преобразователя), чтобы найти этот провод подходящего размера, ищите переходные провода на 300 ампер.Который я видел за 5 фунтов стерлингов.
Что касается моего бюджета в размере менее 100 фунтов стерлингов …
тезисов НЕ включены.
почему?
хорошо, я мог легко взять цену, намного превышающую целевой бюджет, с несущественным вздором. Алюминиевый корпус, вырезанный лазером? с логотипами, порошковая покраска?
почему бы и нет? и если я действительно доволен тем, что я сделал, я бы с радостью потратил немного времени и денег на то, чтобы представить это хорошее дело.
На данный момент “необходимо” только 2 штекера Dinse на выходе для подключения конвертера TIG к горелке.
, и даже они не являются необходимыми, так как вы можете отрезать все вилки, поставляемые с горелкой, и подключить их к коробке преобразователя. или используйте несколько болтов, проушин и гаек …
в основном, я собираюсь потратить 40 фунтов стерлингов (вилки и провода). Я ожидаю, что если вы хотите сэкономить, вы просто отрежете электрододержатель и жестко подключите трансформатор к коробке без затрат на подключение. -в конце концов, это ваше устройство и ваш выбор.
Это может быть обман, но цель проекта – получить конвертер TIG за 100 фунтов стерлингов, а не красивый.
(Я буду отслеживать основные и второстепенные бюджеты в округлении спецификации.)
От ума к машине: Портативный аппарат для дуговой сварки 110 В для самостоятельного изготовления
Мне нужен был более портативный аппарат для дуговой сварки, поэтому я построил этот аппарат на 110 В, который весит 40 фунтов. Он полностью сделан из лома. Каркас из дерева, сварочные и силовые кабели от бытовых приборов, а трансформаторы / проводка от микроволновых печей.
Изготавливается из обрезков фанеры толщиной 3/4 дюйма.В качестве ручки используется кусок трубки EMT. Его легко взять одной рукой, чтобы носить с собой. Я не могу сказать то же самое о моем другом сварочном аппарате.Схема:
Аппарат имеет бесступенчатую регулировку сварочного тока и может работать до 60 ампер максимум. Для управления сварочным током в нем используется массивная схема с диммером. Схема управляет симистором, который изменяет входную мощность трансформаторов.
Первичные обмотки трансформатора подключены параллельно, поэтому на обе подается напряжение 110 вольт.Если сварка будет слишком продолжительной на максимальной мощности, в цепи на 20 ампер сработает прерыватель. Запуск немного более низкой производительности отлично работает. Вторичные обмотки трансформатора были отрезаны и намотаны медным проводом 12 калибра, а затем подключены последовательно для генерации переменного тока примерно 50 вольт. Затем он поступает на мостовой выпрямитель.
Мостовой выпрямитель рассчитан на 60 ампер и преобразует переменный ток в постоянный, умножая его до 75 В постоянного тока разомкнутой цепи, которая поступает на дроссель фильтра. Другой сердечник микроволнового трансформатора, который был полностью перемотан проволокой 12-го калибра (50 витков), служит дросселем для сглаживания сварочного тока, прежде чем он попадет на электрод.
Зажим заземления представляет собой зажим типа «крокодил» для зарядки аккумулятора. Удилище-держатель или «стингер» – это стандартная модель стоимостью 10 долларов. Заземляющий и электродный сварочные кабели изготовлены из трехжильных кабелей сечением 12 калибра, с параллельными проводниками, обеспечивающими мощность более 60 А и минимизирующими падение напряжения.
