
Печатная схема – это… Что такое Печатная схема?
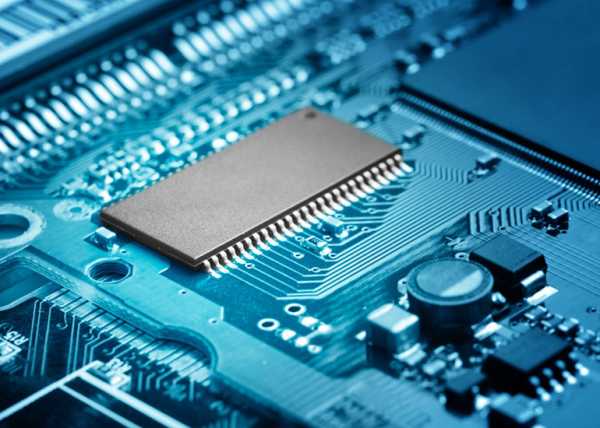
узел электро- или радиоаппаратуры, выполненный на одной плате (См. Плата) в виде системы печатных электро- и радиоэлементов, соединённых между собой способом печатного монтажа (См. Печатный монтаж). В печатном исполнении изготавливают многие пассивные элементы (см. рис.): резисторы и конденсаторы, катушки индуктивности и трансформаторы, разъёмы и переключатели, СВЧ элементы (для работы на частотах от 500 до 2000 Мгц) — полосковые линии, направленные ответвители, полосовые фильтры, аттенюаторы и т.д. Резисторы получают либо нанесением через трафарет на отдельные участки платы (полоски или площадки) резистивной смеси (пасты) (точность получения номинального значения сопротивления 20—40%), либо термовакуумным осаждением на плату тонкого слоя углерода, металла (тантал, ниобий), окисла металла (двуокись олова), сплава (нихром) (точность 5—10%). Конденсаторы получают путём образования металлизированных площадок на одной или на обеих сторонах платы. Из-за малой ёмкости (до нескольких десятковЛит.: Печатные схемы в приборостроении, вычислительной технике и автоматике, М., 1973.
Б. П. Лиховецкий.
Печатная схема: 1 — конденсаторы; 2 — катушки индуктивности; 3 — электропроводящие полоски, соединяющие элементы; 4 — контактные площадки; 5 — контактные площадки переключателей.
dic.academic.ru
Печатная схема — Большая советская энциклопедия
Печа́тная схема
Узел электро- или радиоаппаратуры, выполненный на одной плате (См. Плата) в виде системы печатных электро- и радиоэлементов, соединённых между собой способом печатного монтажа (См. Печатный монтаж). В печатном исполнении изготавливают многие пассивные элементы (см. рис.): резисторы и конденсаторы, катушки индуктивности и трансформаторы, разъёмы и переключатели, СВЧ элементы (для работы на частотах от 500 до 2000 Мгц) — полосковые линии, направленные ответвители, полосовые фильтры, аттенюаторы и т.д. Резисторы получают либо нанесением через трафарет на отдельные участки платы (полоски или площадки) резистивной смеси (пасты) (точность получения номинального значения сопротивления 20—40%), либо термовакуумным осаждением на плату тонкого слоя углерода, металла (тантал, ниобий), окисла металла (двуокись олова), сплава (нихром) (точность 5—10%). Конденсаторы получают путём образования металлизированных площадок на одной или на обеих сторонах платы. Из-за малой ёмкости (до нескольких десятков пф) и больших значений тангенса угла диэлектрических потерь применение их ограничено. Катушки индуктивности в виде одно- или многовитковых спиралей получают травлением (на фольгированных платах) или вжиганием серебра (на керамических платах). Обычно значения их индуктивности не превышают 7—10 мкгн, а при особо тонких проводниках — 50 мкгн. Подобным же образом получают и трансформаторы. При изготовлении разъёмов с пружинящим контактом на краю платы создают ряд печатных полосок с износоустойчивым покрытием из родия или платины, играющих роль вилки. Аналогично изготавливают контактную часть переключателей, имеющих сложную систему коммутации, например кодовые диски для цифровых устройств. Соединительные кабели (одно- и многослойные) в виде плоской многопроводной системы получают травлением гибкой фольгированной плёнки. Габариты и масса таких кабелей значительно (в 7—10 раз) меньше, чем, например, у обычных радиочастотных кабелей (См. Радиочастотный кабель). Печатные элементы СВЧ тракта, а иногда также и пассивные элементы электронных усилителей промежуточной и низкой частот создают в один приём на большой (до 500 Х 500
По существу таким же образом изготавливают и пассивные элементы гибридных и плёночных интегральных микросхем (см. Интегральная схема).
Применение П. с. существенно повышает плотность монтажа, технологичность изготовления и надёжность узлов радиоэлектронных устройств (например, ЭВМ, телевизоров, радиоприёмников) и служит основой их микроминиатюризации и комплексной миниатюризации, особенно при крупных масштабах производства (см. также Микромодуль, Микроэлектроника).
Лит.: Печатные схемы в приборостроении, вычислительной технике и автоматике, М., 1973.
Б. П. Лиховецкий.

Печатная схема: 1 — конденсаторы; 2 — катушки индуктивности; 3 — электропроводящие полоски, соединяющие элементы; 4 — контактные площадки; 5 — контактные площадки переключателей.
Источник: Большая советская энциклопедия на Gufo.me
Значения в других словарях
- ПЕЧАТНАЯ СХЕМА — ПЕЧАТНАЯ СХЕМА, цепь электрических проводников, вытравленных химическим путем на слое медной фольги, покрывающей плату из изоляционного материала — пластмассы, стекла или керамики. Научно-технический словарь
gufo.me
Печатные платы. Классификация и самостоятельное изготовление.
Warning: file(http://www.radioingener.ru/wp-content/uploads/Книга1.txt): failed to open stream: HTTP request failed! HTTP/1.1 404 Not Found in /home/host1754796/radioingener.ru/htdocs/www/wp-content/plugins/shortcodes-ultimate/inc/core/tools.php on line 3
Warning: Invalid argument supplied for foreach() in /home/host1754796/radioingener.ru/htdocs/www/wp-content/plugins/shortcodes-ultimate/inc/core/tools.php on line 57
Warning: array_shift() expects parameter 1 to be array, null given in /home/host1754796/radioingener.ru/htdocs/www/wp-content/plugins/shortcodes-ultimate/inc/core/tools.php on line 59
Warning: Invalid argument supplied for foreach() in /home/host1754796/radioingener.ru/htdocs/www/wp-content/plugins/shortcodes-ultimate/inc/core/tools.php
on line 60Современный мир невозможно представить без электроники. Основой любых сложных механизмов являются печатные платы. На них устанавливаются элементы радиоэлектроники, которые отвечают за различные функции, выполняют определённые задачи. Начинающим радиолюбителям нужно знать какие виды оснований существуют, как их можно сделать самостоятельно.
Что такое печатная плата?
Плата представляет собой один или несколько слоев диэлектрика, на которых нанесён токопроводящих рисунок. Проводящих рисунков может быть два или из них составлена сеть. Она является основанием для закрепления отдельных элементов радиоэлектроники, чтобы соединить их вместе. Чтобы соединять отдельные детали с токопроводящим рисунком используется припой или паяльная паста.
Технические характеристики
Чтобы иметь общее представление о возможностях, конструкции, предназначении оснований для создания электроники, необходимо знать их технические характеристики:
* тип — многослойные, однослойные, гибкие, жёсткие;
* проводящие слои — до 18 штук;
* максимальные габариты — для многослойных 610х470 мм, односторонние 1200х457 мм, гибкие 5000х340 мм;
* максимальная плотность — 3,2 мм;
* ширина токопроводящих дорожек — от 25 до 75 мкм;
* максимальная плотность наружных слоёв фольги — 400 мкм;
* максимальная плотность внутренних слоёв фольги — 105 мкм;
* допустимый диаметр для сверления — 6.35 мм.
Существует несколько видов финишных покрытий, которые выбираются зависимо от предназначения основания, требуемых характеристик. К ним относятся:
* лужение свинцом;
* лужение без свинца;
* иммерсионное серебро;
* органическое покрытие;
* иммерсионное золочение;
* иммерсионное олово.
Контакты покрываются гальваническим золотом.
Виды печатных плат
Основания для изготовления электроники разделяются на несколько видов. Они отличаются по конструкции, характеристикам, предназначению. Разновидности плат:
1. Односторонние — конструкции представляющие собой диэлектрические пластинки, на которые с одной стороны нанесён токопроводящий рисунок. Для соединения отдельных контактов на верхнем диэлектрическом слое закрепляются металлические перемычки. Односторонние основания используются при изготовлении недорогой бытовой техники. Связано это с их малой надёжностью, недолговечностью, хрупкой конструкцией.
2. Двухсторонние — на диэлектрическим слое с двух сторон наносятся токопроводящие рисунки, что позволяет устанавливать на основание большее количество электрических элементов, расширить функционал, технические характеристики платы. Отверстия имеют металлизированные вставки. Благодаря им прочность скрепления отдельных деталей с основанием становится надёжнее. Двухсторонние
пластинки считаются наиболее популярными при изготовлении бытовой электроники, компьютеров.
3. Однослойные — элементарная конструкция, состоящая из одной пластинки, прослойки покрытой металлом.
4. Многослойные — сложные конструкции, которые используются при изготовлении сложных приборов, механизмов. Несколько слоёв, расположенных в определённой последовательности, позволяют надёжно закреплять основные компоненты. Количество слоёв выбирается зависимо от требуемых характеристик. Максимальное количество — 40. У многослойных оснований есть ряд недостатков. Это сложности во время изготовления, сложный процесс починки, дороговизна расходных материалов.
5. Гибкие — могут быть односторонними, двухсторонними, иметь несколько слоев. Изготавливаются на гибком основании. Предназначены для соединения отдельных элементов электрического оборудования. Могут заменять собой кабеля.
6. Гибко-жесткие — конструкция представляет собой шлейф, на котором в определённых местах закрепляются жесткие пластинки, с нанесёнными на них токопроводящими рисунками. Используются для соединение жестких плат между собой. Обеспечивают надёжную связку.
7. Жёсткие — плитки, выполненные из жёстких слоев, которые не дают платам деформироваться. Простой пример жёсткого основания — материнская плата, устанавливаемая в компьютерах.
8. Теплопроводные — другие названия этих пластинок ВЧ, СВЧ. Во время изготовления основания используется керамика, чтобы оно выдерживало воздействие высоких температур. Дополнительно керамика повышает жёсткость конструкции.
Зависимо от вида плат изменяются их характеристики, внешний вид, размер, возможности.
Принципы выбора готовых плат: цены и производители
Магазины радиоэлектроники предлагают покупателям широкий ассортимент печатных плат для изготовления электроники. При покупке важно учитывать некоторые факторы:
1. Размеры основания. Зависит от количества элементов, устанавливаемых на него.
2. Количество слоёв, используемых при изготовлении плитки.
3. Наличие металлических вставок на отверстиях для закрепления радиоэлементов.
4. Двухсторонний или односторонний рисунок.
5. Гибкое или жёсткое основание.
Платы нужны для всех устройств. Ниже представлены усредненная стоимость и производители на примере материнских плат для компьютера:
Нет смысла переплачивать за известный бренд, если собрать нужно простой электроприбор. Однако самая дешёвая плата быстро выйдет из строя и может привести к появлению возгорания. При выборе нужно проверять работоспособность электрических дорожек, целостность конструкции.

Материалы для изготовления плат
Существует несколько видов материалов, которые используют при изготовлении оснований для электроники:
1. Главная часть конструкции должна изготавливаться из диэлектрического материала. Это может быть стеклотекстолит, гетинакс.
2. Второй вариант изготовления плат — металлическое основание, на которое наносится диэлектрический слой. Чаще всего используется анодированный алюминий.
3. Для изготовления термоустойчивых оснований применяется фторопласт. Его дополнительно армируют стеклотканью. В состав добавляется керамика для повышения механических характеристик.
4. Чтобы сделать гибкую плитку, применяется каптон.
Материалы можно купить в любом магазине радиоэлектроники.
Изготовление печатной платы своими руками
Самостоятельно изготовить основание для электроприборов легко. Для этого нужно изучить теорию, подготовить расходные материалы, инструменты, выполнить определённый порядок действий. Для изготовления понадобятся:
1. Текстолит — должен иметь слой фольги. Может быть двухсторонним или односторонним. Изготовление фольгированного материала займёт много времени, лучше купить готовую плитку.
2. Утюг, промышленный фен с регулятором температур.
3. 3-д принтер.
4. Ножницы по металлу.
5. Фотобумага с глянцевым покрытием.
6. Зубная щётка.
7. Медицинский спирт.
8. Наждачная бумага мелкой фракции.
9. Скотч, маркер.
10.Сверлильный станок, бормашинка, гравер.
11.Хлорное железо.
К дополнительным инструментам можно отнести паяльник, припой и флюс для монтажа электронных компонентов.
Этапы изготовления платы:
1. На листе текстолита отметить размеры будущей пластинки. Ножницами по металлу вырезать её.
2. Использую наждачную бумагу мелкой фракции, зашкурить стороны текстолита до появления блеска. Обработать торцы, чтобы избавиться от неровностей.
3. Намочить отрезок ткани спиртом, протереть пластинку. Работать нужно в резиновых перчатках, чтобы не пачкать жирными пальцами рабочие поверхности.
4. Заранее нарисовать на компьютере рисунок будущих токопроводящих дорожек. Просчитать соединительные узлы, места стыковки дополнительных компонентов, перемычки.
5. Получившийся рисунок проводников распечатать на фотобумагу.
6. Положить распечатку изображением вниз на текстолит. Подключить утюг к сети, подождать пока он разогреется. Медленными движениями разглаживать бумагу по твердой пластинке. Когда она начнёт желтеть, убрать утюг.
7. Отнести плату с припаянной бумагой к умывальнику. Опустить под струю воды. Зубной щёткой оттереть остатки бумаги.
8. Расположить пластинку под ярким светом чтобы она просохла.
9. Подготовка состава для травления. Понадобится хлорное железо, которое продаётся порошком в магазинах радиоэлектроники. Взять ёмкость из пластика, налить в неё три части воды, добавить одну часть хлорного железа. Тщательно перемешать раствор.
10.Сухую плату опустить в готовую смесь для травления. На скорость обработки платы влияет качество реактивов, температура состава, толщина фольгированного слоя. Для ускорения процесса жидкость можно разогреть. Однако слишком высокая температура повредит рисунок. Чтобы ускорить процесс безопасно, можно присоединить к ёмкости моторчик от телефона. Лёгкие вибрации воздействуют на травление.
11.После травления, плату нужно промыть под проточной водой. Протереть тряпочкой, смоченной в спирте.
12.Следующий процесс обработки — сверление. Для этого желательно использовать специальный станок, гравер или бормашинку. Инструмент закрепляется неподвижно с помощью тисков, чтобы можно было делать точные отверстия. По рисунку происходит сверление. После изготовления отверстий, по поверхности платы нужно пройти наждачной бумагой, удалив заусенцы.
13.Лужение основания. Плата смачивается медицинским спиртом. Его нужно нанести тряпкой лёгкими движениями без прижимов. Смочить другую тряпку в растворе для травления. Смазать стороны платы. Нагреть паяльником припой, быстрыми движениями нанести его на электрические каналы.
14.Наждачной бумагой с мелкой фракцией пройтись по сторонам плитки.
Лужение считается необязательным этапом при изготовления плат. Однако его делают из-за нескольких преимуществ:
1. Увеличивается показатель устойчивости к коррозии.
2. Толщина токопроводящего слоя увеличивается, благодаря чему снижается сопротивление, улучшается эффективность платы.
3. Проще припаивать радиодетали.
При соблюдении правил проведения работы сборка самодельной платы не покажется сложным процессом. Перед закреплением других деталей важно провести проверку токопроводящих рисунков.
Более подробно про различные способы изготовления печатных плат почитайте в нашей статье
Типичные ошибки при конструировании плат
При сборке самодельных оснований люди допускают различные ошибки. К наиболее часто встречаемым относятся:
1. Неправильно выбранная ширина токопроводящих дорожек. Это приводит к потере напряжения, перегреву проводников, низкой механической прочности. Чтобы не столкнуться с такими проблемами, необходимо делать максимально допустимую ширину токопроводящих дорожек.
2. Неправильное проектирование цепей питания. Приводит к снижению выходящего напряжения, большие пульсации на выходе, помехам
вместо постоянного напряжения. Решение проблемы — максимальная ширина дорожек, подающий конденсатор из керамики.
3. Проблемы заземления. Использование обычного проводника минимальной ширины. Приводит к нестабильности рабочего процесса, перегреву основания. Решение — использование отдельного слоя изоляции для разводки.
4. Небольшой зазор между медными проводниками, нанесёнными на плату. Приводит к нарушению целостности основания. Необходимо увеличить расстояние между проводниками, чтобы справиться с проблемой.
5. Большое количество соединительных отверстий на одной пластинке. Это приводит к увеличения токопроводящих дорожек, повышению сопротивления. Использовать максимум два отверстия на пластинках малого размера.
Существуют и другие проблемы. Однако они менее популярны и требуют вмешательства специалистов.
Печатные платы являются основанием электрических приборов, механизмов. На них напаиваются ключевые элементы, которые выполняют определённые функции. Собрать основание можно своими руками. Для этого нужно определиться с тем, где оно будет использоваться, нарисовать чертёж, подобрать рисунок, выполнить определённую последовательность действий.
Но печатные платы это лишь основа для изделий на нее припаиваются диоды или стабилитроны или транзисторы или другие элементы радиоэлектронных схем, о который вы можете прочесть на нашем сайте — ссылка на оглавление.
www.radioingener.ru
7 правил проектирования печатных плат / Habr
Приветствую! В процессе обсуждения статьи товарища KSVl была озвучена необходимость небольшого пособия по проектированию печатных плат. Очень часто на хабре я вижу статьи в стиле «5 правил оформления кода» или «5 шагов к успешному проекту», то есть очень удобные собрания тезисов по определенной теме. К сожалению подобных статей по разработке электроники мало и это плохо…Я обещал пользователю KSVl и некоторым другим читателям, статью с базовыми принципами проектирования печатных плат (ПП), так же приглашаю к ознакомлению всех любителей попаять за чашечкой кофе!
Пролог
Все описанные в статье правила, являются самыми базовыми и ориентированы исключительно на совсем начинающих разработчиков для которых электроника просто хобби. Сразу хочу отметить, что данная статья не претендует на абсолютную истину и все объяснения даны в вольной форме.
Наверняка найдутся люди, которые скажут: «Да и так ведь работает, зачем что-то менять?». И вот тут увы, я не готов тратить силы и переубеждать вас. Одни хотят все делать хорошо, качественно и надежно, другим же не дано понять этого желания.
Источники информации на которых базируются описанные в статье правила:
- Курс общей физики и электротехники. Все в пределах 1-го курса ВУЗа
- Книги Говарда Джонса «Конструирование высокоскоростных цифровых устройств: начальный курс черной магии» и «Высокоскоростная передача цифровых данных: высший курс черной магии»
- Стандарты IPC, например, IPC-2221A. Бывает перевод на русском (старая версия) и оригинал последних версий на английском
- Собственный опыт
Правило №1 — Ширина проводника
Ошибка — очень часто начинающие разработчики используют ту ширину проводников (дорожек), которая стоит по умолчанию в используемой САПР. В упомянутой ранее статье, автор использовал EasyEDA и там базовое значение ширины стоит 6 mils, то есть около 0.15 мм. Данная ширина проводников использована практически везде и это плохо, ибо ведет к ряду проблем.
Проблема №1 — падение напряжения. Все мы помни закон Ома из которого следует, что чем меньше площадь сечения проводника, тем больше его сопротивление. Чем больше сопротивление проводника, тем больше на нем упадет напряжение.
Проблема №2 — нагрев проводника. Тут все тот же закон Ома, мощность выделяемая на проводнике пропорциональна его сопротивлению, то есть чем больше сопротивление, тем больше тепла выделится на проводнике. Дорогу 0.15 мм ток в 5-10А легко испарит.
Проблема №3 — паразитная индуктивность. Этот момент к базовым вряд ли уже относится, но знать про него надо. Чем меньше сечение проводника, тем больше его индуктивность. То есть любой проводник на самом деле не просто «кусок меди», это составной компонент из активного сопротивления, индуктивности и паразитной емкости. Если эти параметры слишком высоки, то они начинают негативно отражаться на работе схемы. Чаще они проявляются частотах больше 10 МГц, например, при работе с SPI.
Проблема №4 — низкая механическая прочность. Думаю не надо объяснять, что дорожка шириной 2 мм более прочно прикреплена к текстолитовой основе, чем дорожка 0.15 мм. Ради интереса возьмите заводскую ненужную плату и поковыряйте ее.
Решение — используйте максимально возможную ширину проводников. Если проводник можно провести с шириной 0.6 мм, то это лучше, чем провести его шириной 0.15 мм.
Пример:
1) Плохо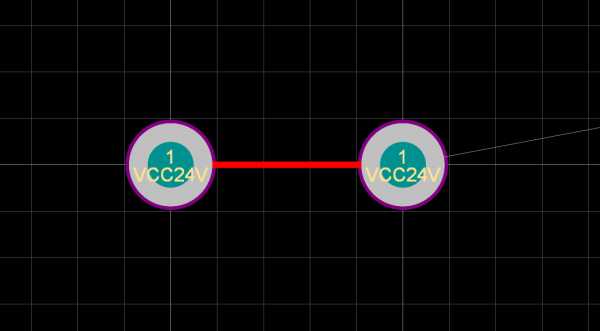
2) Хорошо
Правило №2 — Подключение к выводам
Под выводами подразумевается контактная площадка компонента (pad), переходные отверстия (via) и прочие объекты, которые на плате мы соединяем с помощью проводников (дорожек).
Ошибка — бывают две крайности. В одной, разработчик совершает ошибку из правила №1 и подключает дорожку 0.15 мм к выводу smd резистора 1206. В другом случае наоборот, использует проводник ширина которого равна ширине контактной площадки. Оба варианта плохие.
Проблема №1 — низкая механическая прочность. При нескольких попытках перепайки компонента, площадка или дорожка просто отслоятся от текстолитовой основы печатной платы.
Проблема №2 — технологические проблемы с монтажом платы. Хотя это станет проблемой, если вы начнете заказывать в Китае не только платы, но и сборку. Вам конечно соберут, но % брака вырастает.
Решение — ширина проводника, подключаемого к контактной площадке, должна составлять примерно 80% от ширины этой площадки.
Пример:
1) Плохо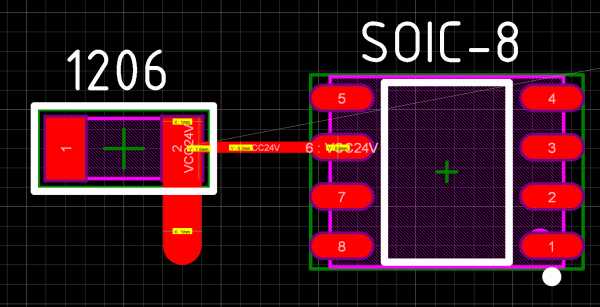
2) Хорошо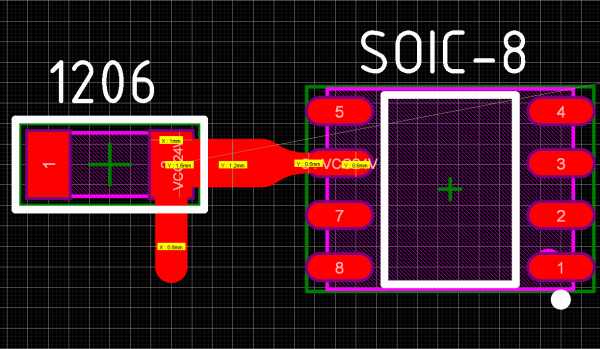
Размер площадки конденсатора 1206 в данном случае составляет 1.6 х 1 мм. Соответственно для подведения сигнала снизу используется дорожка равная 80% от ширины площадки, то есть 0.8 мм (80% от 1 мм). Для подведения сигнала справа используется дорожка толщиной 1.2 мм (примерно 80% от 1.6 мм). Ширина площадки у микросхемы в корпусе SOIC-8 равна 0.6 мм, поэтому подводить нужно сигнал с помощью дорожки около 0.5 мм.
Стоит понимать, что данный вариант является идеальным. Переход из 1.2 мм в 0.5 мм вам наверняка не понравится — лишняя возня. Его можно избежать. Для этого обычно принимают ширину дорожки относительно минимального pad-а (площадки), то есть в данном случае можно сделать вот так:
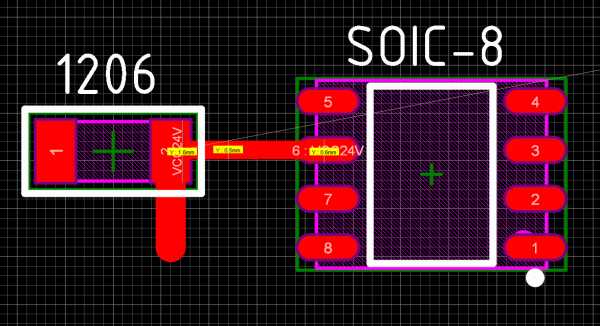
Как видите, я выбрал ширину проводника по минимальной площадке, то есть по площадке вывода микросхемы в корпусе SOIC-8. Такой упрощение допустимо, но его стоит применять с умом.
Правило №3 — Цепи питания
Теперь рассмотрим случай, когда упрощение в отношение правила №2 просто недопустимо, а именно — проектирование цепей питания. Данной правило опирается на два предыдущих и является частным, но пожалуй самым критичным случаем.
Ошибка — пренебрежение правилами №1 и №2 при проектирование цепей питания.
Проблема №1 — на выходе вашего стабилизатора напряжения строго +3.3В. Вы включаете устройство и наблюдаете, что микросхема ведет себя неадекватно, АЦП измеряет не точно и периодически выключается. Вы измеряете напряжение на ногах потребителя (микросхемы) и обнаруживаете вместо +3.3В всего лишь +2.6В.
Проблема №2 — ваш DC-DC преобразователь не запускается, либо на выходе имеет большие пульсации.
Проблема №3 — в попытках найти неисправность, вы ставите щуп осциллографа на линию +3.3В и обнаруживаете там вместо постоянного напряжения какие-то страшные пульсации и помехи.
Решение — соблюдаем особо строго и фанатично правила №1 и №2. Дорожки максимально широкие. Питание должно приходить на микросхему через керамический конденсатор, который по возможности ставят ближе к выводу этой микросхемы.
Пример:
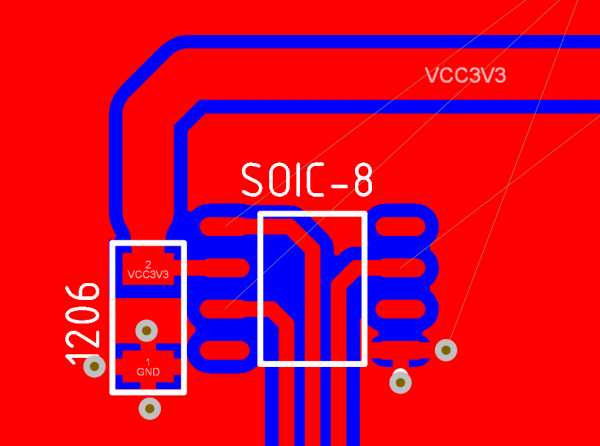
1) Плохо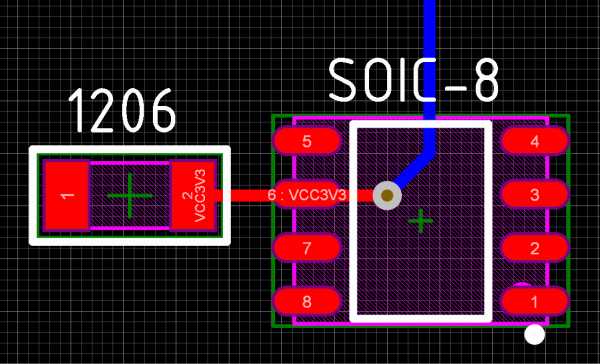
2) Хорошо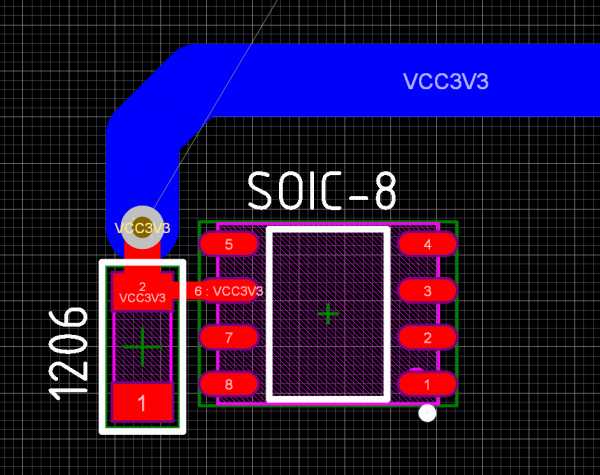
Что я сделал чтобы стало хорошо:
1) Дорожка питания VCC3V3 теперь подходит не в обход конденсатора, а через него. То есть сначала на конденсатор, а затем уже на вывод микросхемы
2) Переходное отверстие (via) я использовал размером 1.2/0.6 мм. Да, согласно требованиям для 4 класса точности (стандартного), я могу использовать переходное отверстие размером 0.7/0.3 мм, но делать этого не стал и применил более габаритный переход. Это позволило уменьшить его сопротивление и пропустить больший ток
3) Шина питания, которая приходит от стабилизатора у меня теперь не 0.3 мм, а 2 мм! Не бойтесь делать широкие проводники. Такой подход минимизирует падение напряжения в цепи и уменьшит индуктивность проводника
Правило №4 — Земля
О влияние качества проектирование земляной шины (GND) можно говорить вечно, но любой разговор сводится к простой сути: стабильно и работоспособность устройства в наибольшей степени зависит именно от проектирование земли. Данная проблема очень объемная и требует глубокого изучения, поэтому я дам самые базовые рекомендации.
Ошибка — трассировка цепи GND (земли) обычным проводником, да еще и минимальной ширины. Это просто к-к-к-комбо!
Проблема №1 — нестабильность работы устройства и сильные помехи в цепях, особенно в цепях питания.
Проблема №2 — нагрев и часто обрыв тонкого проводника, т.к. в нем действует большой ток.
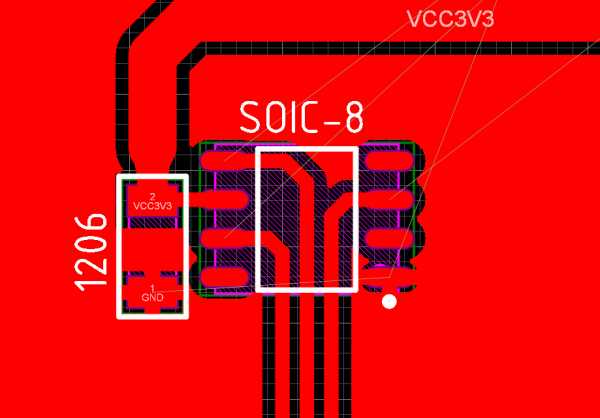
Решение — использовать полигон для разводки цепи GND, а в идеале отдельный слой, который полностью выделен для данной цепи, например, нижний слой.
Пример:
1) Плохой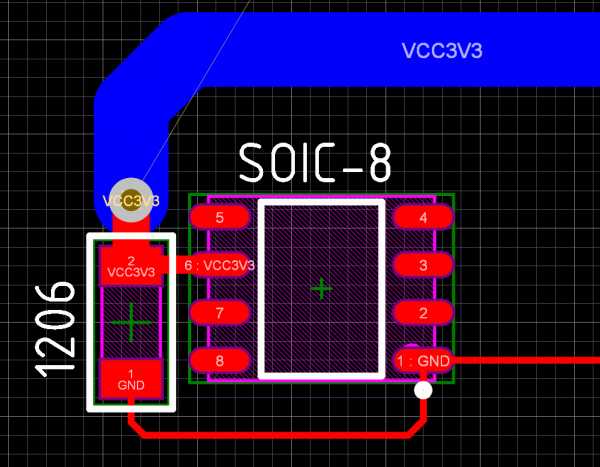
2) Хороший
Как видите, вместо обычного проводника я применил заливку сплошным полигоном. Такое решение обеспечило мне огромную площадь сечения, ведь полигон это просто очень большой проводник. Только иногда такое решение имеет недостаток, например, когда плотность монтажа высокая и другие проводники разрывают сплошной полигон, как тут цепи LED1..3 разрывают кратчайший путь между выводом микросхемы и конденсатора (GND):
Тут нам поможет, упомянутый ранее, отдельный слой GND. В двухслойной плате в идеале под него выделить нижний слой, а в многослойной плате — один из внутренних слоев:
Таким образом мы восстановили кратчайший путь для тока по цепи GND, а помог в данном случае нижний слой (синий цвет), который из себя полностью представляет земляной полигон. Переходные отверстия (via) около контактных площадок обеспечили для них максимально короткое соединение с нижним слоем земли.
Конечно это идеальный случай и иногда не получится его реализовать без удорожания платы, поэтому тут решение за вами. Порой «супер» надежность и не нужна, тут важно найти для своей задачи золотую середину между стоимостью и качеством.
Правило №5 — Ширина зазора
Минимальное значение зазора между медными проводниками на печатной плате, нам диктуют технологические требования. Для 4-го (стандартного) класса значение составляет 0.15/0.15 мм или 6/6 mils. Максимальная ширина ограничена лишь вашей фантазией, габаритами платы и здравым смыслом.
Ошибка — зазор недостаточно большой, обычно оставляют значение по умолчанию около 0.15 мм.
Проблема №1 — электрический пробой. Короткое замыкание возникает, когда 2 проводника с разным потенциалом замыкают, например, металлическим предметом и ток резко возрастает. К сожалению идеальных диэлектрических материалов не бывает и в какой-то момент любой материал начинает проводить ток. Пример тому — изоляторы на ЛЭП, иногда и их пробивает. Данное явление происходит, когда превышено значение критического напряжения пробоя. По этой же причине и стеклотекстолит, являющийся основной большинства печатных плат, в какой-то момент может начать пропускать ток.
Решение — увеличение расстояния между проводниками. Напряжение пробоя зависит от типа материала и от толщины/ширины изолятора. В случае печатных плат — расстояние (зазор) между проводниками как раз является тем параметром, который влияет на критического значение напряжения пробоя. Чем больше расстояние между проводниками, тем большее напряжение необходимо чтобы пробить его.
Так же хочется сказать, что пробой по стеклотекстолиту не всегда самая актуальная проблема. Воздух, который окружает плату, тоже является диэлектриком, но при определенных условиях становится проводником, вспомните грозу. Воздушный электрический пробой большая проблема в электронике, особенно если учитывать, что воздух может быть сухой, а может и иметь влажность 90-100%, например, в тропиках или на Севере.
Пример:
Условимся, что в данном примере есть 3 проводника: выпрямленное сетевое напряжение +310В, низковольтная линия питания для микроконтроллера +3.3В и шина земли (GND).
1) Плохой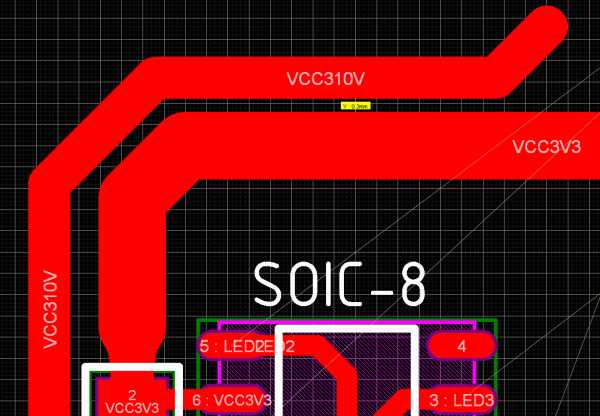
2) Хороший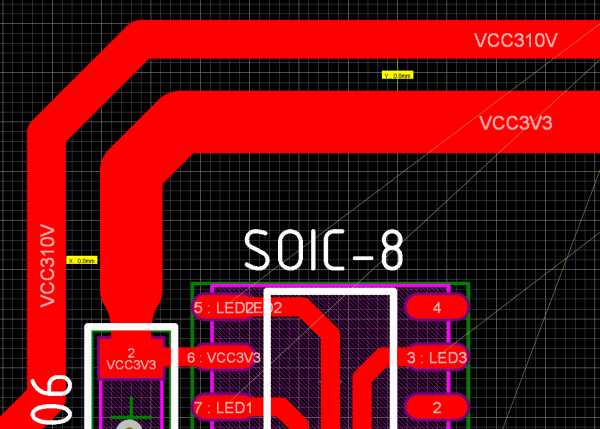
Почему 0.3 мм плохо, а 0.8 мм уже хорошо спросите вы и в качестве ответа приведу вам 2 источника:
1) Обычные физика и электротехника. Данные в них разнятся из-за различных методик измерений и прочего, но наиболее реалистичная цифра для сухого воздуха составляет 2 кВ/мм. Тут многие испугаются цифры и подумают: «У меня же нет таких напряжений» и это будет ошибкой. Данное значение характерно лишь для сухого воздуха, который встретить в реальных условиях удается редко. И тут цифры уже куда скромнее, например, при влажности 100% напряжение пробоя воздуха составляет всего 250 В/мм! А еще на значение напряжения пробоя влияет запыленность воздуха и платы, а так же атмосферное давление (кривая и закон Пашена).
2) Стандарт IPC-2221, ссылку на который я давал в начале. Интересует нас таблица 6-1, которая выглядит вот так:
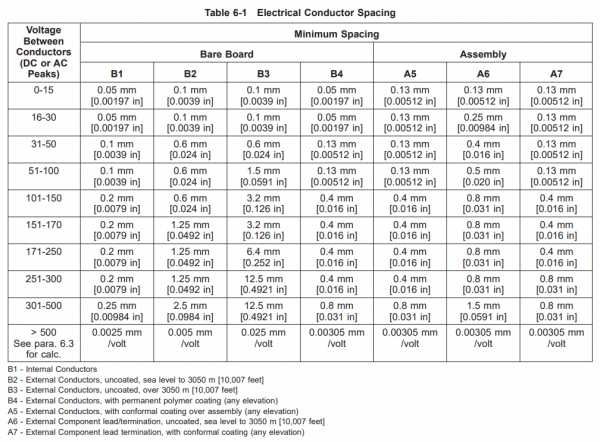
Как видите в таблице для большое количество значений даже для нашего конкретного случая 301-500В. Если посмотрим, то увидим значение 0.25 мм для закрытых проводников на внутренних слоях, то есть в «идеальных» условиях без доступа пыли, грязи и влаги. Если устройство будет работать где-то в горах и проводник находится на внешних слоях (все проводники в случае 2-х слойной платы) на высоте до 3000 метров, то там минимальный зазор уже 2,5 мм, то есть в 10 раза больше. Если же мы эксплуатируем устройство на большей высоте, то зазор необходим уже в 12.5 мм! Стоит сделать замечание — такой большой зазор требуется если наша плата не покрыта защитными составами, например, лаком или компаундом. Как только появляется защитное покрытие, то мы видим уже более адекватные значения: 0.8 и 1.5 мм.
Поэтому в «хорошем» примере по мимо обеспечения зазора 0.8 мм, необходимо так же покрыть плату защитных составом, например, лаком после завершения монтажа устройства, его отмывки и сушки. В противном случае необходимо увеличить зазор!
Правило №6 — Гальванический зазор
Ошибка — приравнивание диэлектрического зазора к гальваническому. По сути они очень похожи, но по требованиям все строже, когда дело доходит до гальванической развязки. Ярким случаем является развязка схемы управления и силовой части с помощью реле или оптрона, когда зазор между развязанными сторонами выбирается так же 0.8 или 1,5 мм.
Проблема №1 — пробой изоляции, выход из строя системы управления и прочего дорогого оборудования.
Решение — увеличение порога электрического пробоя. Стандартными значениями обычно являются напряжения 1,5 кВ, 2,5 кВ и 4 кВ. Если ваше устройство работает с сетевым напряжением, но человек напрямую с ним не взаимодействует, то напряжение развязки в 1,5 кВ будет достаточным. Если предполагается взаимодействие человека с устройством, например, через кнопки и прочие органы управления, то рекомендую применить изоляцию с напряжением 2,5 кВ и более.
Пример:
1) Плохой
Что плохого спросите вы, ведь зазоры на плате есть, их можно сделать и 1,5 мм. Дело в том, что даже если сделать зазор 2 мм, то этого будет недостаточным для обеспечения изоляции. Самым «слабым» местом должно быть расстояние между выводами управления реле (1-2) и выводами силовыми (3-8). Так же надо учитывать, что пробой может быть не только между проводниками на одном слое, но и на разных — насквозь плату через стеклотекстолит.
2) Хороший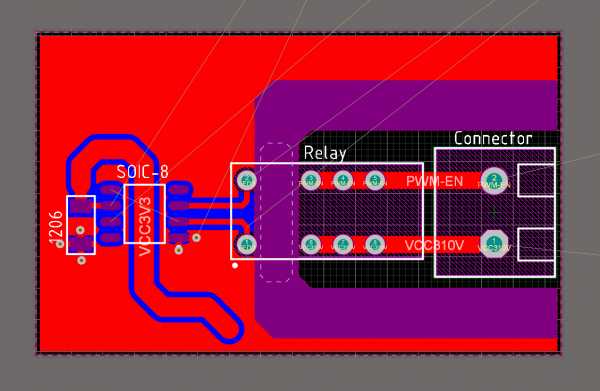

Что было сделано для улучшения ситуации:
а) Появилась четкая граница между низковольтной и высоковольтной частью. Теперь проводник +3.3В не проходит в высоковольтной области +310В, полигон GND не выходит за границу низковольтной часть, соответственно и пробоя не будет. Так же в зоне/границе гальванической развязки не должно быть вообще ничего.
б) Изолирующая зона освобождена от паяльной маски. Маска — тоже слабое место и в зависимости от качества ее пробьет раньше, чем стеклотекстолит. Это делать не обязательно в общем случае, но если с устройством взаимодействуют люди, то настоятельно рекомендую.
в) Как я выше писал, слабое место — расстояние между управляющими и силовыми выводами реле. Везде я смог сделать изолирующую зону 4 мм, а тут только 2.5 мм. От маски мы очистили, от проводников тоже и единственное через что может произойти пробой по плате — стеклотекстолит. Поэтому убираем и его, я сделал вырез под реле шириной 2.5 мм и убрал весть текстолит между выводами. Данная операция тоже не обязательна, но существенно повышает надежность и безопасность вашего устройства.
Правило №7 — Переходные отверстия
Ошибка — очень часто наблюдаю картину, когда на 2-х слойной печатной плате для того, чтобы соединить 2 контактные площадки, использую 3..4… или даже 5 переходных отверстий.
Проблема №1 — переходных отверстий (via) становится слишком много на плате и это ограничивает место под проводники, что приводит к удлинению цепей, а следовательно и к увеличению их сопротивления. Уменьшает устойчивость цепей и сигналов к помехам.
Решение — используйте минимальное количество переходных отверстий: если вам нужно соединить 2 контакта на разных слоях, то не используйте более 1-го переходного отверстия. Если 2 контакта находятся на одном слое и вы не можете соединить их напрямую, то используйте максимум 2 переходных отверстия. Если вам нужно больше переходов для соединения, то что-то вы делаете не так — тренируйте логику и переразводите участок платы, который привел к проблеме.
Пример:
1) Плохо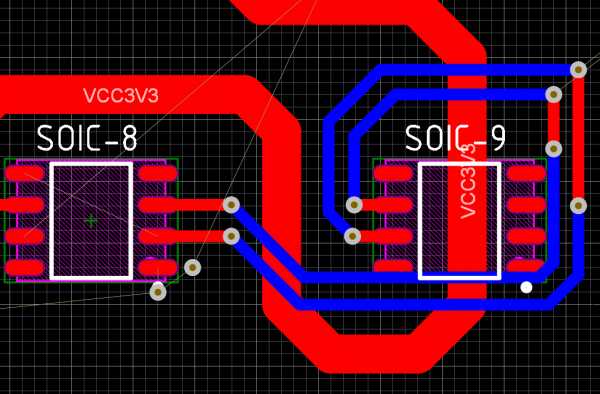
2) Хорошо
Для соединения использовано минимальное количество переходных отверстий (via), что дает больше свободного места для других проводников и обеспечивает минимальные паразитные параметры проводника.
Несколько общих советов
- Не используйте автотрассировщики! В «сыром» не настроенном виде они выдают ужасный результат, который даже самую светлую идею превратит в гуано. Для того, чтобы автотрассировщик работал хорошо, ему необходимо прописать определённые правила, которые скажут ему, что дороги надо не 0.15, а 1 мм и так далее. Для адекватного результат даже на простых платах приходится прописывать сотню, а то и две, этих самих правил. В Altium Designer под них выделен целый раздел, например. Если вы любитель и у вас не стоит задачи спроектировать свою плату для ноутбука, то разводите плату руками — выйдет быстрее и качество будет на высоте
- Не ленитесь переделывать плату. Часто бывает, что вы сделали плату на 90%, но дальше все стало туго и вы начинаете нарушать «правила» и лепить гуано. Откатитесь назад, иногда приходится откатываться в самое начало, сделайте работу качественно и на этапе отладки устройства вы сэкономите очень много времени и нервов
- Перед тем как начать проектировать плату, посмотрите несколько open source проектов, например, на хабре или hackaday. Главное не копируйте оттуда чужие очевидные ошибки
- Если у вас есть знакомые разработчики электроники, пускай тоже любители — дайте им на проверку. Свежий взгляд на ваш проект позволит избежать очень много ошибок
Заключение
Надеюсь данная статья станет полезной для начинающих электронщиков и избавит их хотя бы от самых простых ошибок. Думаю не мало людей в данных правилах увидят и свои недочеты, но не стоит от этого правила слепо копировать. Всегда думайте головой и ищите лучший вариант, иногда и 4 переходных отверстия для 1-й цепи допустимы, если это позволяет вам улучшить конечный результат.
Те, кому данного материала мало — предлагаю ознакомиться со стандартами IPC по диагонали, сильно вчитываться смысла нет, а так же прочитать начальный курс «черной магии» от Говарда Джонса. В ней разобраны и физические принципы проектирования, а так же приводится множество рекомендаций по проектированию стандартных цепей и интерфейсов. Это раньше высокоскоростные цифровые цепи были чем-то магическим и возвышенным, но сегодня на дворе 2018 и с ними сталкиваются даже совсем новички, например, при подключение датчиков и памяти по SPI или дисплеев.
habr.com
экскурсия на завод Технотех / Madrobots corporate blog / Habr
Сегодня мы выступим в немного непривычном для себя амплуа, будем рассказывать не о гаджетах, а о технологиях, которые стоят за ними. Месяц назад мы были в Казани, где познакомились с ребятами из Навигатор-кампуса. Заодно побывали на расположенном близко (ну, относительно близко) заводе по производству печатных плат — Технотех. Этот пост — попытка разобраться в том, как же все-таки производят те самые печатные платы.
Итак, как же все-таки делают печатные платы для наших любимых гаджетов?
На заводе умеют делать платы от начала и до конца — проектирование платы по вашему ТЗ, изготовление стеклотекстолита, производство односторонних и двухсторонних печатных плат, производство многослойных печатных плат, маркировка, проверка, ручная и автоматическая сборка и пайка плат.
Для начала, я покажу, как делают двухсторонние платы. Их техпроцесс ничем не отличается от производства односторонних печатных плат, кроме того, что при изготовлении ОПП не производят операции на второй стороне.
О методах изготовления плат
Вообще, все методы изготовления печатных плат можно разделить на две большие категории: аддитивные(от латинского additio -прибавление) и субтрактивные (от латинского subtratio—отнимание). Примером субтрактивной технологии является всем известный ЛУТ(Лазерно-утюжная технология) и его вариации. В процессе создания печатной платы по этой технологии мы защищаем будущие дорожки на листе стеклотекстолита тонером от лазерного принтера, а затем стравливаем все ненужное в хлорном железе.В аддитивных методах проводящие дорожки, наоборот, наносятся на поверхность диэлектрика тем или иным способом.
Полуаддитивные методы(иногда их еще называют комбинированными. ) — нечто среднее между классическими аддитивными и субтрактивными. В процессе производства ПП по этому методу часть проводящего покрытия может стравливаться(иногда почти сразу после нанесения), но как правило это происходит быстрее/проще/дешевле, чем в субтрактивных методах. В большинстве случаев, это следствие того, что большая часть толщины дорожек наращивается гальваникой или химическими методами, а слой, который подвергается травлению — тонкий, и служит лишь в качестве проводящего покрытия для гальванического осаждения.
Я покажу именно комбинированный метод.
Изготовление двухслойных печатных плат по комбинированному позитивному методу(полуаддитивный метод)
Изготовление стеклотекстолита
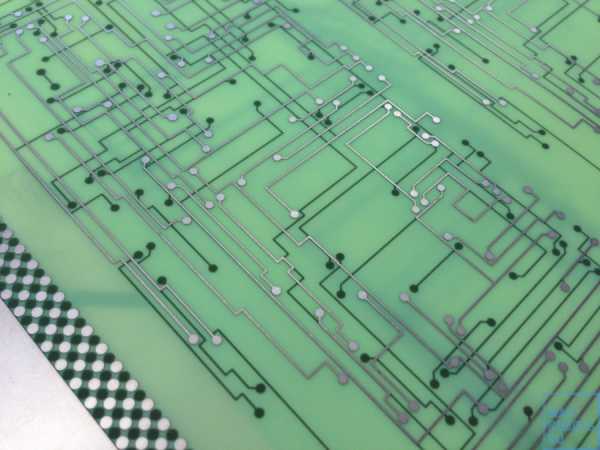
Процесс начинается с изготовления фольгированного стеклотекстолита. Стеклотекстолит — это материал, состоящий из тонких листов стекловолокна(они похожи на плотную блестящую ткань), пропитанных эпоксидной смолой и спрессованных стопкой в лист. Сами полотна стекловолокна тоже не слишком просты — это плетеные(как обычная ткань в вашей рубашке) тонкие-тонкие нити обычного стекла. Они настолько тонкие, что могут легко гнуться в любых направлениях. Выглядит это примерно вот так:
Увидеть ориентацию волокон можно на многострадальной картинке из википедии:
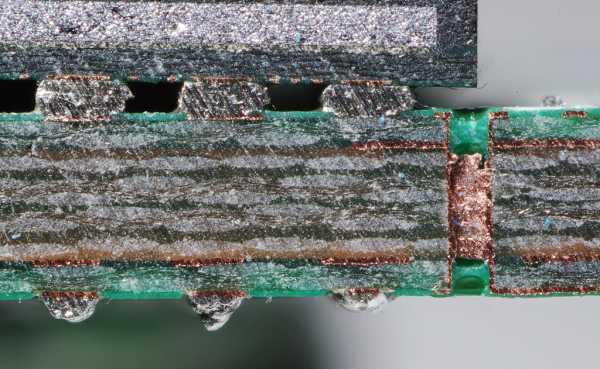
В центре платы, светлые участки — это волокна идут перпендикулярно срезу, участки чуть темнее — параллельно.
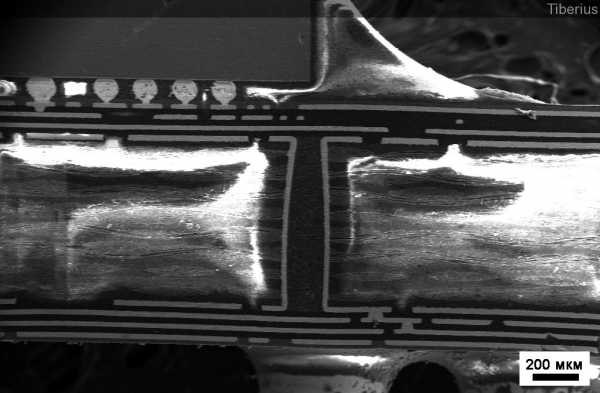
Или например на микрофотографии tiberius, насколько я помню из этой статьи:
Итак, начнем.
Стекловолоконное полотно поступает на производство вот в таких бобинах: 
Оно уже пропитано частично отвержденной эпоксидной смолой — такой материал называется препрегом, от английского pre-impregnated — предварительно пропитанный. Так как смола уже частично отверждена, она уже не такая липкая, как в жидком состоянии — листы можно брать руками, совсем не опасаясь испачкаться в смоле. Смола станет жидкой только при нагреве фольги, и то лишь на несколько минут, прежде чем застыть окончательно.
Нужное количество слоев вместе с медной фольгой собирается вот на этом аппарате:
А вот сам рулон фольги.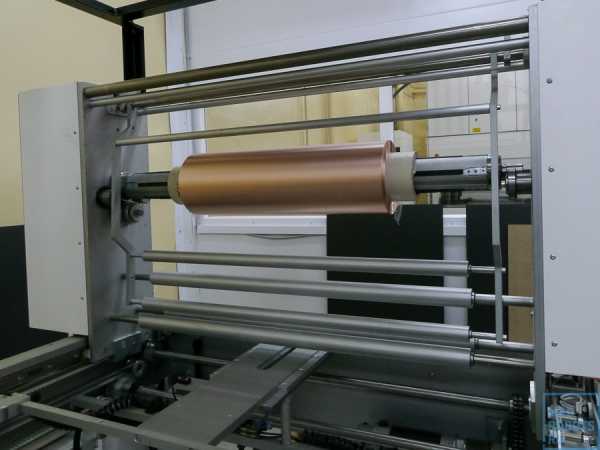
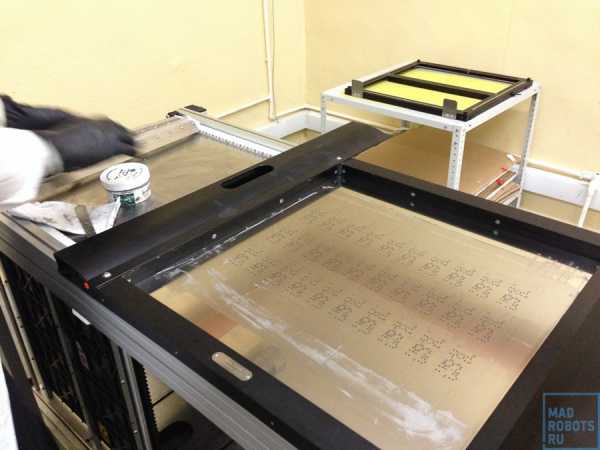
Далее полотно нарезается на части и поступает в пресс высотой в два человеческих роста:
На фото Владимир Потапенко, начальник производства.
Интересно реализована технология нагрева во время прессования: нагреваются не части пресса, а сама фольга. На обе стороны листа подается ток, который за счет сопротивления фольги нагревает лист будущего стеклотекстолита. Прессование происходит при сильно пониженном давлении, для исключения появления воздушных пузырей внутри текстолита
При прессовании, за счет нагрева и давления, смола размягчается, заполняет пустоты и после полимеризации получается единый лист.
Вот такой:
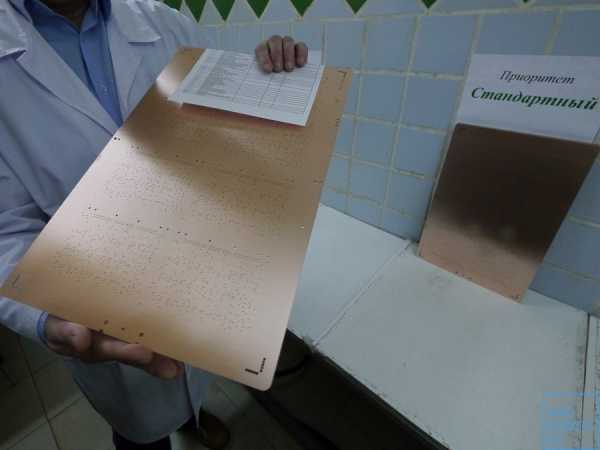
Он нарезается на заготовки для плат специальным станком:
Технотех использует два вида заготовок: 305х450 — маленькая групповая заготовка, 457х610 — большая заготовка
После этого к каждому комплекту заготовок распечатывается маршрутная карта, и путешествие начинается…
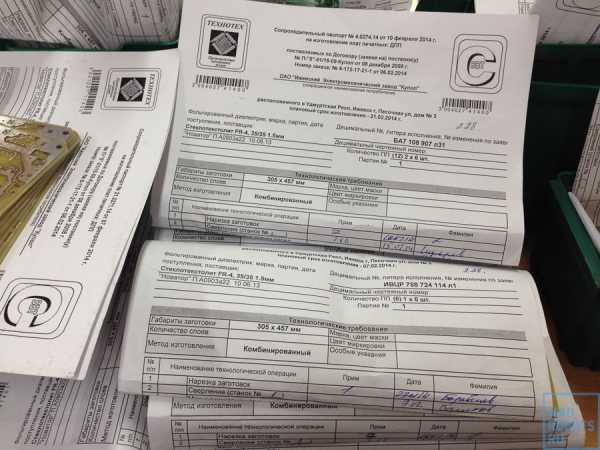
Маршрутная карта — это вот такая бумажка с перечнем операций, информацией о плате и штрих-кодом. Для контроля выполнения операций используется 1С 8, в которую внесена вся информация о заказах, о техпроцессе и так далее. После выполнения очередного этапа производства сканируется штрихкод на маршрутном листе и заносится в базу.
Сверловка заготовок
Первый этап производства однослойных и двухслойных печатных плат — сверление отверстий. С многослойными платами все сложнее, и я расскажу об этом позже. Заготовки с маршрутными листами поступают на участок сверловки:
Из заготовок собирается пакет для сверловки. Он состоит из подложки(материал типа фанеры), от одной до трех одинаковых заготовок печатных плат и алюминиевой фольги. Фольга нужна для определения касания сверла поверхности заготовки — так станок определяет поломку сверла. Еще при каждом захвате сверла он контролирует его длину и заточку лазером.

После сборки пакета он закладывается вот в этот станок:

Он такой длинный, что мне пришлось сшивать эту фотку из нескольких кадров. Это швейцарский станок фирмы Posalux, точной модели, к сожалению не знаю. По характеристикам он близок вот к этому. Он ест
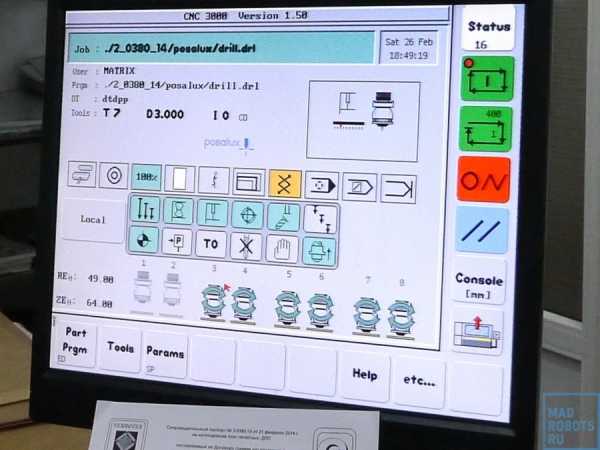
Программа разрабатывается отдельно, и подгружается по сети. Все что надо сделать оператору — отсканировать штрихкод партии и заложить пакет из заготовок внутрь. Емкость инструментального магазина: 6000 сверл или фрез.

Рядом стоит большой шкаф со сверлами, но оператору нет необходимости контролировать заточку каждого сверла и менять его — станок все время знает степень износа сверл — записывает себе в память сколько отверстий было просверлено каждым сверлом. При исчерпании ресурса сам меняет сверло на новое, старые сверла останется выгрузить из контейнера и отправить на повторную заточку.

Вот так выглядят внутренности станка:
После сверловки в маршрутном листе и базе делается отметка, а плата отправляется

Очистка, активация заготовок и химическое меднение.
Хоть станок и пользуется своими «пылесосом» во время и после сверловки, поверхность платы и отверстий все равно надо очистить от загрязнений и подготовить к следующей технологической операции. Для начала, плата просто очищается в моющем растворе механическими абразивами
Надписи, слева направо: «Камера зачистки щетками верх/низ», «Камера промывки», «Нейтральная зона».
Плата становится чистой и блестящей:
После этого в похожей установке проводится процесс активации поверхности.

После этого, последовательно проходя несколько ванн в еще одной похожей установке заготовка обзаводится тонким(меньше микрона) слоем меди в отверстиях. 
Дальше этот слой гальваникой наращивается до 3-5 микрон — это улучшает стойкость слоя к окислению и повреждениям.
Нанесение и экспонирование фоторезиста, удаление незасвеченных участков.
Дальше плата отправляется в участок нанесения фоторезиста. Нас туда не пустили, потому что он закрыт, и вообще, там чистая комната, поэтому ограничимся фотографиями через стекло. Нечто подобное я видел в Half-Life(я про трубы, спускающиеся с потолка):
Собственно вот зеленая пленка на барабане — это и есть фоторезист.

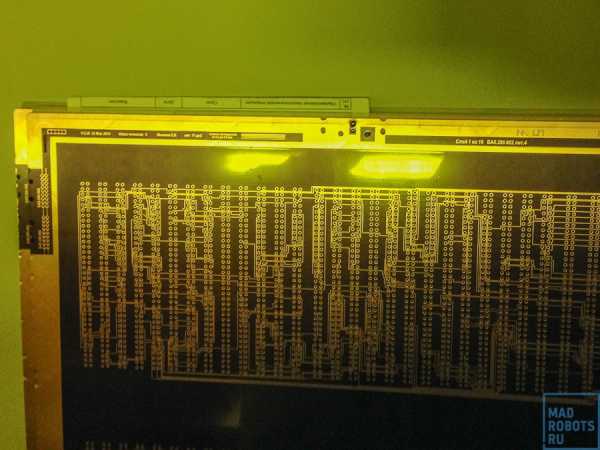
Далее, слева направо(на первой фотографии): две установки нанесения фоторезиста, дальше автоматическая и ручная рамы для засветки по заранее подготовленным фотошаблонам. В автоматической раме присутствует контроль, который учитывает допуск по совмещению с реперными точками и отверстиями. В ручной рамке маска и плата совмещаются руками. На этих же рамах экспонируется шелкография и паяльная маска. Дальше — установка проявки и отмывки плат, но так как мы туда не попали, фотографий этой части у меня нет. Но там ничего интересного — примерно такой же конвейер как в «активации», где заготовка проходит последовательно несколько ванн с разными растворами.
А на переднем плане — огромный принтер, который эти самые фотошаблоны печатает:

Вот плата с нанесенным, экспонированным и проявленным:
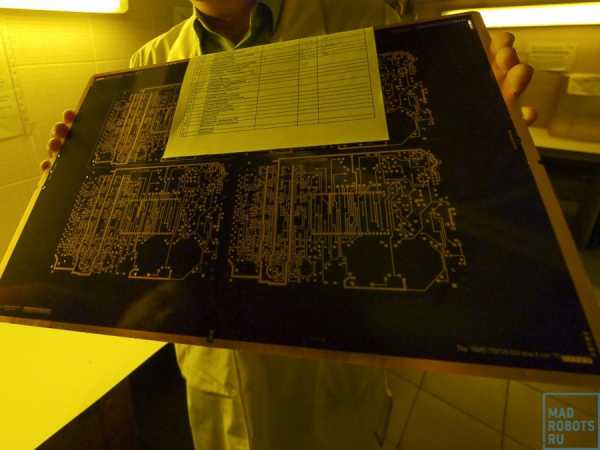
Обратите внимание, фоторезист нанесен на места, на которых в дальнейшем не будет меди — маска негативная, а не позитивная, как в в ЛУТ-е или домашнем фоторезисте. Это потому, что в дальнейшем наращивание будет происходить в местах будущих дорожек.
Это тоже позитивная маска:

Все эти операции происходят при неактиничном освещении, спектр которого подобран таким образом, чтобы одновременно не оказывать влияния на фоторезист и давать максимальную освещенность для работы человека в данном помещении.
Люблю объявления, смысл которых я не понимаю:
Гальваническая металлизация
Теперь настал через ее величества — гальванической металлизации. На самом деле, ее уже проводили на прошлом этапе, когда наращивали тонкий слой химической меди. Но теперь слой будет наращён еще больше — с 3 микрон до 25. Это уже тот слой, который проводит основной ток в переходных отверстиях. Делается это вот в таких ваннах:
В которых циркулируют сложные составы электролитов:

А специальный робот, повинуясь заложенной программе, таскает платы из одной ванны в другую:

Один цикл меднения занимает 1 час 40 минут. В одной паллете могут обрабатываться 4 заготовки, но в ванне таких паллет может быть несколько.
Осаждение металлорезиста
Следующая операция представляет собой еще одну гальваническую металлизацию, только теперь осаждаемый материал не медь, а ПОС — припой свинец-олово. А само покрытие, по аналогии с фоторезистом называется металлорезистом. Платы устанавливаются в раму:
Эта рама проходит несколько уже знакомых нам гальванических ванн:

И покрывается белым слоем ПОС-а. На заднем плане видна другая плата, еще не обработанная:

Удаление фоторезиста, травление меди, удаление металлорезиста
Теперь с плат смывается фоторезист, он выполнил свою функцию. Теперь на все еще медной плате остались дорожки, покрытые металлорезистом. На этой установке происходит травление в хитром растворе, который травит медь, но не трогает металлорезист. Насколько я запомнил, он состоит из углекислого аммония, хлористого аммония и гидрооксида аммония. После травления платы выглядят вот так:

Дорожки на плате — это «бутерброд» из нижнего слоя меди и верхнего слоя гальванического ПОС-а. Теперь, другим еще более хитрым раствором проводится другая операция — слой ПОС-а убирается, не затрагивая слой меди.

Правда, иногда ПОС не убирается, а оплавляется в специальных печах. Или плата проходит горячее лужение(HASL-процесс) — когда она опускается в большую ванну с припоем. Сначала она покрывается канифольным флюсом:

И устанавливается вот в такой автомат:

Он опускает плату в ванну с припоем и тут же вытаскивает ее обратно. Потоки воздуха сдувают лишний припой, оставляя лишь тонкий слой на плате. Плата получается вот такая:

Но на самом деле метод немного «варварский» и не очень действует на платы, особенно многослойные — при погружении в расплав припоя плата переносит температурный шок, что не очень хорошо действует на внутренние элементы многослойных плат и тонкие дорожки одно- и двухслойных.
Гораздо лучше покрывать иммерсионным золотом или серебром. Вот тут очень хорошая информация о иммерсионных покрытиях, если кому интересно.
Мы не побывали на участке иммерсионных покрытий, по банальной причине — он был закрыт, а за ключом было идти лень. А жаль.
Электротест
Дальше почти готовые платы отправляются на визуальный контроль и электротест. Электротест — это когда проверяются соединения всех контактных площадок между собой, нет ли где обрывов. Выглядит это очень забавно — станок держит плату и быстро-быстро тыкает в нее щупами. Видео этого процесса можно посмотреть у меня в инстаграме(кстати, подписаться можно там же). А в виде фото это выглядит вот так:
Та большая машина слева — и есть электротест. А вот и сами щупы ближе:

На видео, правда, была другая машинка — с 4 щупами, а тут их 16. Говорят, гораздо быстрее всех трех старых машинок с четырьмя щупами вместе взятых.
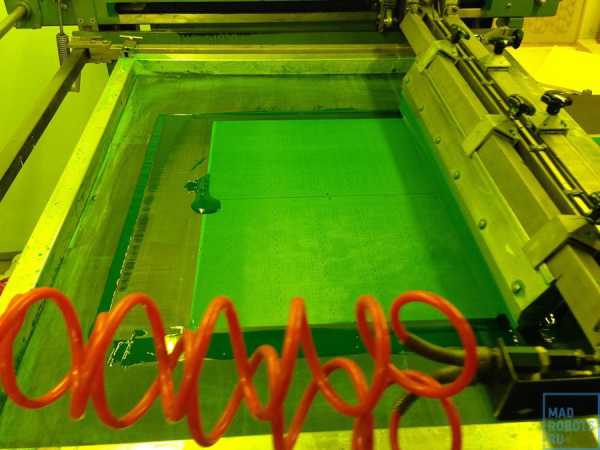
Нанесение паяльной маски и покрытие контактных площадок
Следующий технологический процесс — нанесение паяльной маски. То самое зеленое(ну, чаще всего зеленое. А вообще оно бывает очень разных цветов) покрытие, которое мы видим на поверхности плат. Подготовленные платы:
Закладываются вот в такой автомат:

Который через тонкую сеточку размазывает полужидкую маску по поверхности платы:
Видео нанесения, кстати, тоже можно посмотреть в инстаграме(и подписаться тоже:)
После этого, платы сушатся, пока маска перестанет липнуть, и экспонируются в той же желтой комнате, что мы видели выше. После этого, неэкспонированная маска смывается, обнажая контактные пятачки:
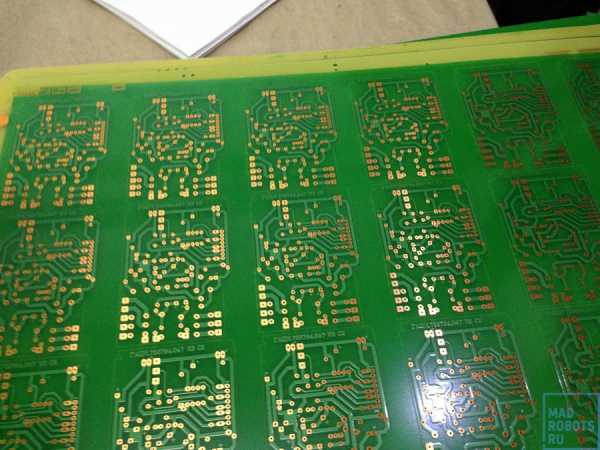
Потом их покрывают финишным покрытием — горячим лужением или иммерсионным нанесением:

И наносят маркировку — шелкографию. Это белые(чаще всего) буковки, которые показывают, где какой разъем и какой элемент тут стоит.
Она может наносится по двум технологиям. В первом случае все происходит так же, как и с паяльной маской, отличается лишь цвет состава. Она закрывает всю поверхность платы, потом экспонируется, и неотвержденные ультрафиолетом участки смываются. Во втором случает ее наносит специальный принтер, печатающий хитрым эпоксидным составом:

Это и дешевле, и гораздо быстрее. Военные, кстати, не жалуют этот принтер, и постоянно указывают в требованиях к своим платам, что маркировка наносится только фотополимером, что очень огорчает главного технолога.
Изготовление многослойных печатных плат по методу металлизации сквозных отверстий:
Все, что я описал выше — касается только односторонних и двухсторонних печатных плат(на заводе их, кстати, никто так не называет, все говорят ОПП и ДПП). Многослойные платы(МПП) делаются на этом же оборудовании, но немного по другой технологии.Изготовление ядер
Ядро — это внутренний слой тонкого текстолита с медными проводниками на нем. Таких ядер в плате может быть от 1(плюс две стороны — трехслойная плата) до 20. Одно из ядер называется золотым — это означает, что оно используется в качестве реперного — того слоя, по которому выставляются все остальные. Ядра выглядят вот так: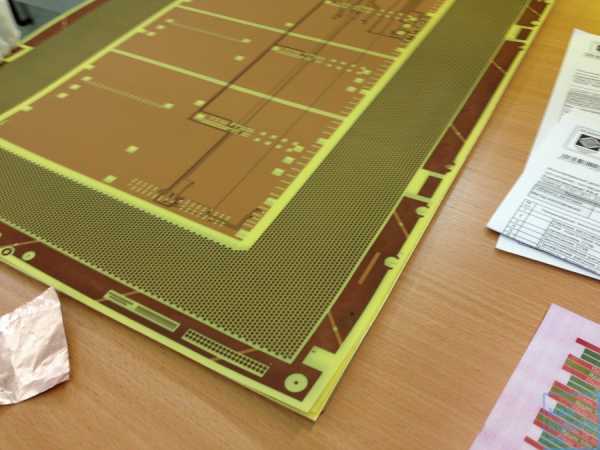
Изготавливаются они точно так же, как и обычные платы, только толщина стеклотекстолита очень мала — обычно 0,5мм. Лист получается такой тонкий, то его можно изгибать, как плотную бумагу. На его поверхность наносится медная фольга, и дальше происходят все обычные стадии — нанесение, экспонирование фоторезиста и травление. Итогом этого являются вот такие листы:
После изготовления дорожки проверяются на целостность на станке, который сравнивает рисунок платы на просвет с фотошаблоном. Кроме этого, существует еще и визуальный контроль. Причем реально визуальный — сидят люди и смотрят в заготовки:

Иногда какая-то из стадий контроля выносит вердикт о плохом качестве одной из заготовок(черные крестики):

Этот лист плат, в которой случился дефект все равно изготовится полностью, но после нарезки бракованная плата пойдет в мусор. После того, как все слои изготовлены и проверены, наступает черед следующей технологической операции.
Сборка ядер в пакет и прессование
Это происходит в зале под названием «Участок прессования»:
Ядра для платы выкладываются вот в такую стопочку:

А рядом кладется карта расположения слоев:
После чего в дело вступает полуавтоматическая машина прессования плат. Полуавтоматичность ее заключается в том, что оператор должен по ее команде подавать ей ядра в определенном порядке.

Перекладывая их для изоляции и склеивания листами препрега:

А дальше начинается магия. Автомат захватывает и переносит листы в рабочее поле:

А затем совмещает их по реперным отверстиям относительно золотого слоя.

Дальше заготовка поступает в горячий пресс, а после прогрева и полимеризации слоев — в холодный. После этого мы получаем такой же лист стеклотекстолита, который ничем не отличается от заготовок для двухслойных печатных плат. Но внутри у него
Сверловка заготовок
При сборке пакета ОПП и ДПП для сверловки его не нужно центровать, и его можно собирать с некоторым допуском — все равно это первая технологическая операция, и все остальные будут ориентироваться на нее. А вот при сборке пакета многослойных печатных плат очень важно привязаться к внутренним слоям — при сверловке отверстие должно пройти насквозь все внутренние контакты ядер, соединив их 
Это рентгеновский сверлильный станок, который видит сквозь текстолит внутренние металлически реперные метки и по их расположению сверлит базовые отверстия, в которые вставляются крепежи для установки пакета в сверлильный станок.

Металлизация
Дальше все просто — заготовки сверлятся, очищаются, активируются и металлизируются. Металлизация отверстия связывает между собой все медные пяточки внутри печатной платы:Таким образом, завершая электронную схему внутренностей печатной платы.
Проверка и шлифы
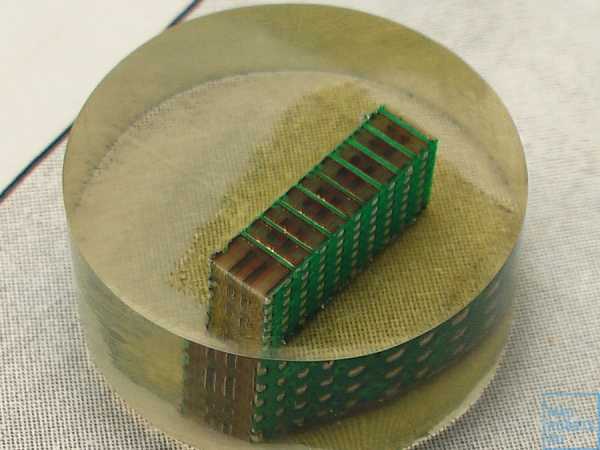
Дальше от каждой платы отрезается кусочек, который шлифуется и рассматривается в микроскоп, для того, чтобы удостовериться, что все отверстия получились нормально. 
Эти кусочки называются шлифы — поперечно срезанные части печатной платы, которые позволяет оценить качество платы в целом и толщину медного слоя в центральных слоях и переходных отверстиях. В данном случае, под шлиф пускают не отдельную плату, а специально сделанные с краю платы весь набор диаметров переходных отверстий, которые используются в заказе. Шлиф, залитый в прозрачный пластик выглядит вот так:
Фрезеровка или скрайбирование
Далее платы, которые находятся на групповой заготовке необходимо разделить на несколько частей. Делается это либо на фрезерном станке:
Который фрезой вырезает нужный контур. Другой вариант — скрайбирование, это когда контур платы не вырезается, а надрезается круглым ножом. Это быстрее и дешевле, но позволяет делать только прямоугольные платы, без сложных контуров и внутренних вырезов. Вот скрайбированная плата:

А вот фрезерованная:

Если заказывалось только изготовление плат, то на этом все заканчивается — платы складывают в стопочку:

Оборачивается все тем же маршрутным листом:
И ждет отправки.
А если нужна сборка и запайка, то впереди есть еще кое-что интересное.
Сборка

Дальше плата, если это необходимо поступает на участок сборки, где на нее напаиваются нужные компоненты. Если мы говорим о ручной сборке — то все понятно, сидят люди(кстати, в большинстве своем женщины, когда я к ним зашел, у меня уши в трубочку свернулись от песни из магнитофона «Боже, какой мужчина»):

И собирают, собирают:

А вот если говорить о автоматической сборке, то там все гораздо интереснее. Происходит это вот на такой длинной 10-метровой установке, которая делает все — от нанесения паяльной пасты до пайки по термопрофилям.

Кстати, все серьёзно. Там заземлены даже коврики:

Как я говорил, начинается все с того, что на неразрезанный лист с печатными платами устанавливают вместе с металлическим шаблоном в начало станка. На шаблон густо намазывается паяльная паста, и ракельный нож проходя сверху оставляет точно отмерянные количества пасты в углублениях шаблона.
Шаблон поднимается, и паяльная паста оказывается в нужных местах на плате. Кассеты с компонентами устанавливаются в отсеки:

Каждый компонент заводится в соответствующую ему кассету:

Компьютеру, управляющему станком, говорится где какой компонент находится:

И он начинает расставлять компоненты на плате.

Выглядит это вот так(видео не мое). Можно смотреть вечно:
Аппарат установки компонентов называется Yamaha YS100 и способен устанавливать 25000 компонентов в час(на один тратится 0.14 секунды).
Дальше плата проходит горячую и холодные зоны печки(холодная — это значит «всего» 140°С, по сравнению с 300°С в горячей части). Побыв строго определенное время в каждой зоне со строго определенной температурой, паяльная паста плавится, образуя одно целое с ножками элементов и печатной платой:

Запаянный лист плат выглядит вот так:
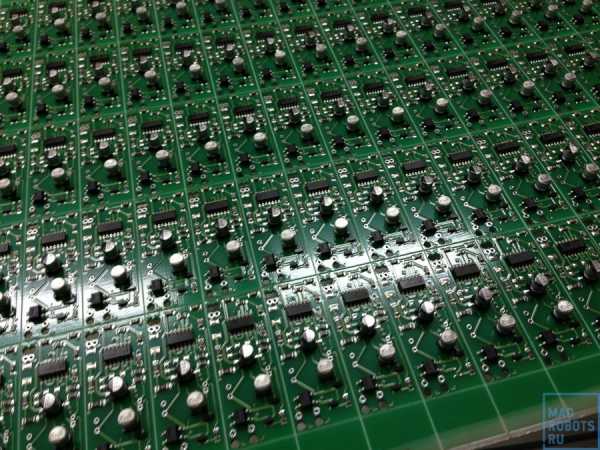
Все. Плата разрезается, если нужно и упаковывается, чтобы вскоре уехать к заказчику:

Примеры
Напоследок, примеры того, что технотех может делать. Например, конструирование и изготовление многослойных плат(до 20 слоев), включая платы для BGA компонентов и HDI платы: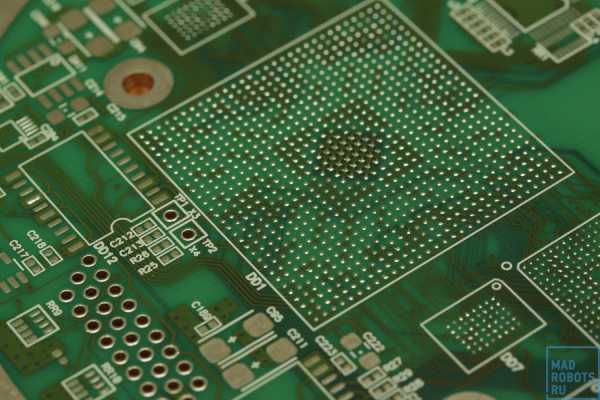
C со всеми «номерными» военными приемками(да, на каждой плате вручную ставится номер и дата изготовления — этого требуют военные):

Проектирование, изготовления и сборка плат практически любой сложности, из своих или из компонентов заказчика:

И ВЧ, СВЧ, платы с металлизированным торцом и металлическим основанием(фотографий этого я не сделал, к сожалению).
Конечно, они не конкурент резониту в плане быстрых прототипов плат, но если у вас от 5 штук, рекомендую запросить у них стоимость изготовления — они очень хотят работать с гражданскими заказами.
И все-таки, в России производство еще есть. Что бы там не говорили.
Напоследок можно отдышаться, поднять глаза на потолок и попытаться разобраться в хитросплетениях труб:
Что почитать?
Субтрактивный комбинированный позитивный метод в домашних условиях ДПП в картинках
Несколько разных технологий изготовления ДПП и МПП
Производство в фотографиях(правда, без описания)
habr.com
Изготовление высококачественных печатных плат в «домашних» условиях
Таити!.. Таити!..
Не были мы ни на каком Таити!
Нас и тут неплохо кормят!
© Кот из мультика
Вступление с отступлением
Как в бытовых и лабораторных условиях делали платы раньше? Способов было несколько например:
- рисовали будущие проводники рейсфедерами;
- гравировали и резали резаками;
- наклеивали скотч или изоленту, потом рисунок вырезали скальпелем;
- изготавливали простейшие трафареты с последующим нанесением рисунка с помощью аэрографа.
Недостающие элементы дорисовывали рейсфедерами и ретушировали скальпелем.
Это был длительный и трудоемкий процесс, требующий от «рисователя» недюжинных художественных способностей и аккуратности. Толщина линий с трудом укладывалась в 0,8 мм, точность повторения была никакая, каждую плату нужно было рисовать отдельно, что сильно сдерживало выпуск даже очень маленькой партии печатных плат (далее ПП).
Что же мы имеем сегодня?
Прогресс не стоит на месте. Времена, когда радиолюбители рисовали ПП каменными топорами на шкурах мамонтов, канули в лету. Появление на рынке общедоступной химии для фотолитографии открывает перед нами совсем иные перспективы производства ПП без металлизации отверстий в домашних условиях.
Коротко рассмотрим химию, используемую сегодня для производства ПП.
Фоторезист
Можно использовать жидкий или пленочный. Пленочный в данной статье рассматривать не будем вследствие его дефицитности, сложностей прикатывания к ПП и более низкого качества получаемых на выходе печатных плат.
После анализа предложений рынка я остановился на POSITIV 20 в качестве оптимального фоторезиста для домашнего производства ПП.
Назначение:
POSITIV 20 фоточувствительный лак. Используется при мелкосерийном изготовлении печатных плат, гравюр на меди, при проведении работ, связанных с переносом изображений на различные материалы.
Свойства:
Высокие экспозиционные характеристики обеспечивают хорошую контрастность переносимых изображений.
Применение:
Применяется в областях, связанных с переносом изображений на стекло, пластики, металлы и пр. при мелкосерийном производстве. Способ применения указан на баллоне.
Характеристики:
Цвет: синий
Плотность: при 20°C 0,87 г/см3
Время высыхания: при 70°C 15 мин.
Расход: 15 л/м2
Максимальная фоточувствительность: 310-440 нм
Подробнее о POSITIV 20 можно почитать здесь.
В инструкции к фоторезисту написано, что хранить его можно при комнатной температуре и он не подвержен старению. Категорически не согласен! Хранить его нужно в прохладном месте, например, на нижней полке холодильника, где обычно поддерживается температура +2 +6°C. Но ни в коем случае не допускайте отрицательных температур!
Если использовать фоторезисты, продаваемые «на розлив» и не имеющие светонепроницаемой упаковки, требуется позаботиться о защите от света. Хранить нужно в полной темноте и температуре +2 +6°C.
Просветитель
Аналогично, наиболее подходящим просветителем я считаю постоянно используемый мной TRANSPARENT 21.
Назначение:
Позволяет непосредственно переносить изображения на поверхности, покрытые светочувствительной эмульсией POSITIV 20 или другим фоторезистом.
Свойства:
Придает прозрачность бумаге. Обеспечивает пропускание ультрафиолетовых лучей.
Применение:
Для быстрого переноса контуров рисунков и схем на подложку. Позволяет значительно упростить процесс репродуцирования и сократить временные затраты.
Характеристики:
Цвет: прозрачный
Плотность: при 20°C 0,79 г/см3
Время высыхания: при 20°C 30 мин.
Примечание:
Вместо обычной бумаги с просветителем можно использовать прозрачную пленку для струйных или лазерных принтеров в зависимости от того, на чем будем печатать фотошаблон.
Проявитель фоторезиста
Существует много различных растворов для проявления фоторезиста.
Советуют проявлять с помощью раствора «жидкое стекло». Его химический состав: Na2SiO3*5H2O. Это вещество обладает огромным числом достоинств. Наиболее важным является то, что в нем очень трудно передержать ПП вы можете оставить ПП на не фиксированное точно время. Раствор почти не изменяет своих свойств при перепадах температуры (нет риска распада при увеличении температуры), также имеет очень большой срок хранения его концентрация остается постоянной не менее пары лет. Отсутствие проблемы передержки в растворе позволит увеличить его концентрацию для уменьшения времени проявления ПП. Рекомендуют смешивать 1 часть концентрата с 180 частями воды (чуть более 1,7 г силиката в 200 мл воды), но возможно сделать более концентрированную смесь, чтобы изображение проявлялось примерно за 5 секунд без риска разрушения поверхности при передержке. При невозможности приобретения силиката натрия используйте углекислый натрий (Na2СO3) или углекислый калий (K2СO3).
Также рекомендуют бытовое средство для прочистки сантехники «Крот».
Не пробовал ни первое, ни второе, поэтому расскажу, чем проявляю без каких-либо проблем уже несколько лет. Я использую водный раствор каустической соды. На 1 литр холодной воды 7 граммов каустической соды. Если нет NaOH, применяю раствор KOH, вдвое увеличив концентрацию щелочи в растворе. Время проявления 30-60 секунд при правильной экспозиции. Если по истечении 2 минут рисунок не проявляется (или проявляется слабо), и начинает смываться фоторезист с заготовки значит, неправильно выбрано время экспозиции: нужно увеличивать. Если, наоборот, быстро проявляется, но смываются и засвеченные участки, и незасвеченные либо слишком велика концентрация раствора, либо низкое качество фотошаблона (ультрафиолет свободно проходит сквозь «черное»): нужно увеличивать плотность печати шаблона.
Растворы травления меди
Лишнюю медь с печатных плат стравливают с помощью разных травителей. Среди людей, занимающихся этим дома, зачастую распространены персульфат аммония, перекись водорода + соляная кислота, раствор медного купороса + поваренная соль.
Я всегда травлю хлорным железом в стеклянной посуде. При работе с раствором нужно быть осторожным и внимательным: при попадании на одежду и предметы остаются ржавые пятна, которые с трудом удаляются слабым раствором лимонной (сок лимона) или щавелевой кислоты.
Концентрированный раствор хлорного железа подогреваем до 50-60°C, в него погружаем заготовку, стеклянной палочкой с ватным тампоном на конце аккуратно и без усилия водим по участкам, где хуже стравливается медь, этим достигается более ровное травление по всей площади ПП. Если не выравнивать принудительно скорость, увеличивается требуемая продолжительность травления, а это со временем приводит к тому, что на участках, где медь уже стравилась, начинается подтравливание дорожек. В итоге имеем совсем не то, что хотели получить. Очень желательно обеспечить непрерывное перемешивание травильного раствора.
Химия для смывки фоторезиста
Чем проще всего смыть уже ненужный фоторезист после травления? После многократных проб и ошибок я остановился на обыкновенном ацетоне. Когда его нет смываю любым растворителем для нитрокрасок.
Итак, делаем печатную плату
С чего начинается высококачественная печатная плата? Правильно:
Создание высококачественного фотошаблона
Для его изготовления можно воспользоваться практически любым современным лазерным или струйным принтером. Учитывая, что мы используем в рамках данной статьи позитивный фоторезист, там, где на ПП должна остаться медь, принтер должен рисовать черным. Где не должно быть меди принтер ничего не должен рисовать. Очень важный момент при печати фотошаблона: требуется установить максимальный полив красителя (в настройках драйвера принтера). Чем более черными будут закрашенные участки, тем больше шансов получить великолепный результат. Цвет не нужен, достаточно черного картриджа. Из той программы (рассматривать программы не будем: каждый волен выбирать сам от PCAD до Paintbrush), в которой рисовался фотошаблон, печатаем на обычном листе бумаги. Чем выше разрешение при печати и чем качественнее бумага, тем выше будет качество фотошаблона. Рекомендую не ниже 600 dpi, бумага не должна быть сильно плотной. При печати учитываем, что той стороной листа, на которую наносится краска, шаблон будет класться на заготовку ПП. Если сделать иначе, края у проводников ПП будут размытыми, нечеткими. Даем просохнуть краске, если это был струйный принтер. Далее пропитываем бумагу TRANSPARENT 21, даем просохнуть и фотошаблон готов.
Вместо бумаги и просветителя можно и даже очень желательно использовать прозрачную пленку для лазерных (при печати на лазерном принтере) или струйных (для струйной печати) принтеров. Учтите, что у этих пленок стороны неравнозначны: только одна рабочая. Если будете использовать лазерную печать, крайне рекомендую сделать «сухой» прогон листа пленки перед печатью просто прогоните лист через принтер, имитируя печать, но ничего не печатая. Зачем это нужно? При печати фьюзер (печка) прогреет лист, что неизбежно приведет к его деформации. Как следствие ошибка в геометрии ПП на выходе. При изготовлении двусторонних ПП это чревато несовпадением слоев со всеми вытекающими А с помощью «сухого» прогона мы прогреем лист, он деформируется и будет готов к печати шаблона. При печати лист во второй раз пройдет сквозь печку, но деформация при этом будет куда менее значительной проверено неоднократно.
Если ПП несложная, можно нарисовать ее вручную в очень удобной программе с русифицированным интерфейсом Sprint Layout 3.0R (~650 КБ).
На подготовительном этапе рисовать не слишком громоздкие электрические схемы очень удобно в также русифицированной программе sPlan 4.0 (~450 КБ).
Так выглядят готовые фотошаблоны, распечатанные на принтере Epson Stylus Color 740:
Печатаем только черным, с максимальным поливом красителя. Материал прозрачная пленка для струйных принтеров.
Подготовка поверхности ПП к нанесению фоторезиста
Для производства ПП используются листовые материалы с нанесенной медной фольгой. Самые распространенные варианты с толщиной меди 18 и 35 мкм. Чаще всего для производства ПП в домашних условиях используются листовые текстолит (прессованная с клеем ткань в несколько слоев), стеклотекстолит (то же самое, но в качестве клея используются эпоксидные компаунды) и гетинакс (прессованная бумага с клеем). Реже ситтал и поликор (высокочастотная керамика в домашних условиях применяется крайне редко), фторопласт (органический пластик). Последний также применяется для изготовления высокочастотных устройств и, имея очень хорошие электротехнические характеристики, может использоваться везде и всюду, но его применение ограничивает высокая цена.
Прежде всего, необходимо убедиться в том, что заготовка не имеет глубоких царапин, задиров и тронутых коррозией участков. Далее желательно до зеркала отполировать медь. Полируем не особо усердствуя, иначе сотрем и без того тонкий слой меди (35 мкм) или, во всяком случае, добьемся разной толщины меди на поверхности заготовки. А это, в свою очередь, приведет к разной скорости вытравливания: быстрее стравится там, где тоньше. Да и более тонкий проводник на плате не всегда хорошо. Особенно, если он длинный и по нему будет течь приличный ток. Если медь на заготовке качественная, без грехов, то достаточно обезжирить поверхность.
Нанесение фоторезиста на поверхность заготовки
Располагаем плату на горизонтальной или слегка наклоненной поверхности и наносим состав из аэрозольной упаковки с расстояния примерно 20 см. Помним, что важнейший враг при этом пыль. Каждая частица пыли на поверхности заготовки источник проблем. Чтобы создать однородное покрытие, распыляем аэрозоль непрерывными зигзагообразными движениями, начиная из верхнего левого угла. Не применяйте аэрозоль в избыточных количествах, так как это вызывает нежелательные подтеки и приводит к образованию неоднородного по толщине покрытия, требующего более длительного времени экспозиции. Летом при высокой температуре окружающей среды может потребоваться повторная обработка, либо необходимо распылять аэрозоль с меньшего расстояния для уменьшения потерь от испарения. При распылении не наклоняйте баллон сильно это приводит к повышенному расходу газа-пропеллента и как следствие аэрозольный баллон прекращает работу, хотя в нем остается еще фоторезист. Если вы получаете неудовлетворительные результаты при аэрозольном нанесении фоторезиста, используйте центрифужное покрытие. В этом случае фоторезист наносится на плату, закрепленную на вращающемся столе с приводом 300-1000 оборотов в минуту. После окончания нанесения покрытия плата не должна подвергаться воздействию сильного света. По цвету покрытия можно приблизительно определить толщину нанесенного слоя:
- светло-серый синий 1-3 микрона;
- темно-серый синий 3-6 микрон;
- синий 6-8 микрон;
- темно-синий более 8 микрон.
На меди цвет покрытия может иметь зеленоватый оттенок.
Чем тоньше покрытие на заготовке, тем лучше результат.
Я всегда наношу фоторезист на центрифуге. В моей центрифуге скорость вращения 500-600 об/мин. Крепление должно быть простым, зажим производится только по торцам заготовки. Закрепляем заготовку, запускаем центрифугу, брызгаем на центр заготовки и наблюдаем, как фоторезист тончайшим слоем растекается по поверхности. Центробежными силами излишки фоторезиста будут сброшены с будущей ПП, поэтому очень рекомендую предусмотреть защитную стенку, чтобы не превратить рабочее место в свинарник. Я использую обыкновенную кастрюлю, в днище которой по центру сделано отверстие. Через это отверстие проходит ось электродвигателя, на которой установлена площадка крепления в виде креста из двух алюминиевых реек, по которым «бегают» уши зажима заготовок. Уши сделаны из алюминиевых уголков, зажимаемых на рейке гайкой типа «барашек». Почему алюминий? Маленькая удельная масса и, как следствие, меньше биения при отклонении центра массы вращения от центра вращения оси центрифуги. Чем точнее отцентрировать заготовку, тем меньше будут биения за счет эксцентриситета массы и тем меньше усилий потребуется для жесткого крепления центрифуги к основанию.
Фоторезист нанесен. Даем ему просохнуть в течение 15-20 минут, переворачиваем заготовку, наносим слой на вторую сторону. Даем еще 15-20 минут на сушку. Не забываем о том, что попадание прямого солнечного света и пальцев на рабочие стороны заготовки недопустимы.
Дубление фоторезиста на поверхности заготовки
Помещаем заготовку в духовку, плавно доводим температуру до 60-70°C. При этой температуре выдерживаем 20-40 минут. Важно, чтобы поверхностей заготовки ничто не касалось допустимы только касания торцов.
Выравнивание верхнего и нижнего фотошаблонов на поверхностях заготовки
На каждом из фотошаблонов (верхний и нижний) должны быть метки, по которым на заготовке нужно сделать 2 отверстия для совмещения слоев. Чем дальше друг от друга метки, тем выше точность совмещения. Обычно я их ставлю по диагонали шаблонов. По этим меткам на заготовке с помощью сверлильного станка строго под 90° сверлим два отверстия (чем тоньше отверстия, тем точнее совмещение я использую сверло 0,3 мм) и совмещаем по ним шаблоны, не забывая о том, что шаблон должен прикладываться к фоторезисту той стороной, на которую была произведена печать. Прижимаем шаблоны к заготовке тонкими стеклами. Стекла предпочтительнее всего использовать кварцевые они лучше пропускают ультрафиолет. Еще лучшие результаты дает оргстекло (плексиглас), но оно имеет неприятное свойство царапаться, что неизбежно скажется на качестве ПП. При небольших размерах ПП можно использовать прозрачную крышку от упаковки компакт-диска. За неимением таких стекол можно использовать и обычное оконное, увеличив время экспозиции. Важно, чтобы стекло было ровным, обеспечивая ровное прилегание фотошаблонов к заготовке, иначе невозможно будет получить качественные края дорожек на готовой ПП.
Заготовка с фотошаблоном под оргстеклом. Используем коробку из-под компакт-диска.
Экспозиция (засветка)
Время, требуемое для экспонирования, зависит от толщины слоя фоторезиста и интенсивности источника света. Лак-фоторезист POSITIV 20 чувствителен к ультрафиолетовым лучам, максимум чувствительности приходится на участок с длиной волны 360-410 нм.
Лучше всего экспонировать под лампами, диапазон излучения которых находится в ультрафиолетовой области спектра, но если такой лампы у вас нет можно использовать и обычные мощные лампы накаливания, увеличив время экспозиции. Не начинайте засветку до момента стабилизации освещения от источника необходимо, чтобы лампа прогрелась в течение 2-3 минут. Время экспозиции зависит от толщины покрытия и обычно составляет 60-120 секунд при расположении источника света на расстоянии 25-30 см. Используемые пластины стекла могут поглощать до 65% ультрафиолета, поэтому в таких случаях необходимо увеличивать время экспозиции. Лучшие результаты достигаются при использовании прозрачных плексигласовых пластин. При применении фоторезиста с длительным сроком хранения время экспонирования может потребоваться увеличить вдвое помните: фоторезисты подвержены старению!
Примеры использования различных источников света:
| Источник света | Время | Расстояние | Примечание |
|---|---|---|---|
| ртутная лампа Philips HPR125 | 3 мин. | 30 см | покрытие из кварцевого стекла толщиной 5 мм |
| ртутная лампа 1000W | 1,5 мин. | 50 см | покрытие из кварцевого стекла толщиной 5 мм |
| ртутная лампа 500W | 2,5 мин. | 50 см | покрытие из кварцевого стекла толщиной 5 мм |
| кварцевая лампа 300W | 3-4 мин. | 30 см | покрытие из кварцевого стекла толщиной 5 мм |
| солнечный свет | 5-10 мин. | лето, в полдень, безоблачно | покрытие из кварцевого стекла толщиной 5 мм |
| лампы Osram-Vitalux 300W | 4-8 мин. | 40 см | покрытие из кварцевого стекла толщиной 8 мм |
Лампы УФ-излучения
Каждую сторону экспонируем по очереди, после экспозиции даем выстояться заготовке 20-30 минут в затемненном месте.
Проявление экспонированной заготовки
Проявляем в растворе NaOH (каустическая сода) подробнее смотрите в начале статьи при температуре раствора 20-25°C. Если до 2 минут проявления нет мало время экспозиции. Если проявляется хорошо, но смываются и полезные участки вы перемудрили с раствором (слишком велика концентрация) или слишком велико время экспозиции при данном источнике излучения или фотошаблон низкого качества недостаточно насыщенный печатаемый черный цвет позволяет ультрафиолету засвечивать заготовку.
При проявлении я всегда очень бережно, без усилий «катаю» ватным тампоном на стеклянной палочке по тем местам, где должен смыться засвеченный фоторезист, это ускоряет процесс.
Промывка заготовки от щелочи и остатков отслоившегося засвеченного фоторезиста
Я делаю это под водопроводным краном обычной водопроводной водой.
Повторное дубление фоторезиста
Помещаем заготовку в духовку, плавно поднимаем температуру и при температуре 60-100°C выдерживаем 60-120 минут рисунок становится прочным и твердым.
Проверка качества проявления
Кратковременно (на 5-15 секунд) погружаем заготовку в подогретый до температуры 50-60°C раствор хлорного железа. Быстро промываем проточной водой. В местах, где фоторезиста нет, начинается интенсивное травление меди. Если где-то случайно остался фоторезист, аккуратно механически удаляем его. Удобно это делать обычным или офтальмологическим скальпелем, вооружившись оптикой (очки для пайки, лупа часовщика, лупа на штативе, микроскоп).
Травление
Травим в концентрированном растворе хлорного железа с температурой 50-60°C. Желательно обеспечить непрерывную циркуляцию травильного раствора. Плохо стравливающиеся места аккуратно «массируем» ватным тампоном на стеклянной палочке. Если хлорное железо свежеприготовленное, время травления обычно не превышает 5-6 минут. Промываем заготовку проточной водой.
Плата вытравлена
Как готовить концентрированный раствор хлорного железа? Растворяем в слегка (до 40°C) подогретой воде FeCl3 до тех пор, пока не перестанет растворяться. Фильтруем раствор. Хранить нужно в затемненном прохладном месте в герметичной неметаллической упаковке в стеклянных бутылках, например.
Удаление уже ненужного фоторезиста
Смываем фоторезист с дорожек ацетоном или растворителем для нитрокрасок и нитроэмалей.
Сверление отверстий
Диаметр точки будущего отверстия на фотошаблоне желательно подбирать таким, чтобы впоследствии было удобно сверлить. Например, при требуемом диаметре отверстия 0,6-0,8 мм диаметр точки на фотошаблоне должен быть около 0,4-0,5 мм в таком случае сверло будет хорошо центроваться.
Желательно использовать сверла, покрытые карбидом вольфрама: сверла из быстрорежущих сталей очень быстро изнашиваются, хотя сталь можно применять для сверления одиночных отверстий большого диаметра (больше 2 мм), так как сверла с напылением карбида вольфрама такого диаметра слишком дорогие. При сверлении отверстий диаметром менее 1 мм лучше использовать вертикальный станок, иначе ваши сверла будут быстро ломаться. Если сверлить ручной дрелью неизбежны перекосы, ведущие к неточной стыковке отверстий между слоями. Движение сверху вниз на вертикальном сверлильном станке самое оптимальное с точки зрения нагрузки на инструмент. Карбидные сверла изготавливают с жестким (т.е. сверло точно соответствует диаметру отверстия) или с толстым (иногда называют «турбо-») хвостовиком, имеющим стандартный размер (обычно, 3,5 мм). При сверлении сверлами с карбидным напылением важно жестко закрепить ПП, так как такое сверло при движении вверх может приподнять ПП, перекосить перпендикулярность и вырвать фрагмент платы.
Сверла маленьких диаметров обычно вставляются либо в цанговый патрон (различных размеров), либо в трехкулачковый патрон. Для точной фиксации закрепление в трехкулачковом патроне не самый лучший вариант, и маленький размер сверла (меньше 1 мм) быстро делает желобки в зажимах, теряя хорошую фиксацию. Поэтому для сверл диаметром меньше 1 мм лучше использовать цанговый патрон. На всякий случай приобретите дополнительный набор, содержащий запасные цанги для каждого размера. Некоторые недорогие сверла производят с пластиковыми цангами выбросите их и купите металлические.
Для получения приемлемой точности необходимо правильно организовать рабочее место, то есть, во-первых, обеспечить хорошее освещение платы при сверлении. Для этого можно использовать галогенную лампу, прикрепив ее на штативе для возможности выбирать позицию (освещать правую сторону). Во-вторых, поднять рабочую поверхность примерно на 15 см выше столешницы для лучшего визуального контроля над процессом. Неплохо было бы удалять пыль и стружку в процессе сверления (можно использовать обычный пылесос), но это не обязательно. Надо отметить, что пыль от стекловолокон, образующаяся при сверлении, очень колкая и при попадании на кожу вызывает ее раздражение. И, наконец, при работе очень удобно пользоваться ножным включателем сверлильного станка.
Типичные размеры отверстий:
- переходные отверстия 0,8 мм и менее;
- интегральные схемы, резисторы и т.д. 0,7-0,8 мм;
- большие диоды (1N4001) 1,0 мм;
- контактные колодки, триммеры до 1,5 мм.
Старайтесь избегать отверстий диаметром менее 0,7 мм. Всегда держите не менее двух запасных сверл 0,8 мм и менее, так как они всегда ломаются именно в тот момент, когда вам срочно надо сделать заказ. Сверла 1 мм и больше намного надежнее, хотя и для них неплохо бы иметь запасные. Когда вам надо изготовить две одинаковые платы, то для экономии времени их можно сверлить одновременно. При этом необходимо очень аккуратно сверлить отверстия в центре контактной площадки около каждого угла ПП, а для больших плат отверстия, расположенные близко от центра. Положите платы друг на друга и, используя центрующие отверстия 0,3 мм в двух противоположных углах и штифты в качестве колышков, закрепите платы относительно друг друга.
При необходимости можно зенковать отверстия сверлами большего диаметра.
Лужение меди на ПП
Если нужно облудить дорожки на ПП, можно воспользоваться паяльником, мягким низкоплавким припоем, спиртоканифольным флюсом и оплеткой коаксиального кабеля. При больших объемах лудят в ванных, наполненных низкотемпературными припоями с добавлением флюсов.
Наиболее популярным и простым расплавом для лужения является легкоплавкий сплав «Розе» (олово 25%, свинец 25%, висмут 50%), температура плавления которого 93-96°C. Плату при помощи щипцов помещают под уровень жидкого расплава на 5-10 секунд и, вынув, проверяют, вся ли медная поверхность покрыта равномерно. При необходимости операцию повторяют. Сразу же после вынимания платы из расплава его остатки удаляют либо с помощью резинового ракеля, либо резким встряхиванием в направлении, перпендикулярном плоскости платы, удерживая ту в зажиме. Другим способом удаления остатков сплава «Розе» является нагрев платы в термошкафу и встряхивание. Операция может проводиться повторно для достижения монотолщинного покрытия. Чтобы предотвратить окисление горячего расплава, в емкость для лужения добавляют глицерин, так чтобы его уровень покрывал расплав на 10 мм. После окончания процесса плата отмывается от глицерина в проточной воде. Внимание! Данные операции предполагают работу с установками и материалами, находящимися под действием высокой температуры, поэтому для предотвращения ожога необходимо пользоваться защитными перчатками, очками и фартуками.
Операция лужения сплавом олово-свинец протекает аналогично, но более высокая температура расплава ограничивает область применения данного способа в условиях кустарного производства.
Хочу поделиться еще одним способом лужения при помощи сплава «Розе», также проверенным на практике. Обыкновенная водопроводная вода наливается в консервную банку или небольшую мисочку, добавляется немного лимонной кислоты или уксуса, ставится на плиту. В кипящую воду помещается плата, высыпается несколько застывших капель сплава «Розе», которые тут же плавятся в кипящей воде, и ваткой, намотанной на длинный пинцет или палочку (чтобы не обжечься паром), аккуратно размазываются по дорожкам. По завершении процесса вода сливается, а застывшие остатки сплава складываются в какую-либо емкость до следующего использования.
Не забудьте после лужения очистить плату от флюса и тщательно обезжирить.
Если у вас большое производство можно использовать химическое лужение.
Нанесение защитной маски
Операции с нанесением защитной маски в точности повторяют все, что было написано выше: наносим фоторезист, сушим, дубим, центруем фотошаблоны масок, экспонируем, проявляем, промываем и еще раз дубим. Само собой, пропускаем шаги с проверкой качества проявления, травлением, удалением фоторезиста, лужением и сверлением. В самом конце дубим маску в течение 2 часов при температуре около 90-100°C она станет прочной и твердой, как стекло. Образованная маска защищает поверхность ПП от внешнего воздействия и предохраняет от теоретически возможных замыканий при эксплуатации. Также она играет не последнюю роль при автоматической пайке не дает «сесть» припою на соседние участки, замыкая их.
Все, двусторонняя печатная плата с маской готова
Мне приходилось таким образом делать ПП с шириной дорожек и шагом между ними до 0,05 мм (!). Но это уже ювелирная работа. А без особых усилий можно делать ПП с шириной дорожки и шагом между ними 0,15-0,2 мм.
На плату, показанную на фотографиях, я маску не наносил не было такой необходимости.
Печатная плата в процессе монтажа на нее компонентов
А вот и само устройство, для которого делалась ПП:
Это сотовый телефонный мост, позволяющий в 2-10 раз снизить стоимость услуг мобильной связи ради этого стоило возиться с ПП ;). ПП с распаянными компонентами находится в подставке. Раньше там было обыкновенное зарядное устройство для аккумуляторов мобильного телефона.
Дополнительная информация
Металлизация отверстий
В домашних условиях можно выполнить даже металлизацию отверстий. Для этого внутренняя поверхность отверстий обрабатывается 20-30-процентным раствором азотнокислого серебра (ляпис). Затем поверхность очищается ракелем и плата сушится на свету (можно использовать УФ-лампу). Суть этой операции в том, что под действием света азотнокислое серебро разлагается, и на плате остаются вкрапления серебра. Далее производится химическое осаждение меди из раствора: сернокислая медь (медный купорос) 2 г, едкий натр 4 г, нашатырный спирт 25-процентный 1 мл, глицерин 3,5 мл, формалин 10-процентный 8-15 мл, вода 100 мл. Срок хранения приготовленного раствора очень мал готовить нужно непосредственно перед применением. После осаждения меди плату промывают и сушат. Слой получается очень тонким, его толщину необходимо увеличить до 50 мкм гальваническим способом.
Раствор для нанесения медного покрытия гальваническим способом:
На 1 литр воды 250 г сульфата меди (медный купорос) и 50-80 г концентрированной серной кислоты. Анодом служит медная пластинка, подвешенная параллельно покрываемой детали. Напряжение должно быть 3-4 В, плотность тока 0,02-0,3 A/см2, температура 18-30°C. Чем меньше ток, тем медленнее идет процесс металлизации, но тем качественнее получаемое покрытие.
Фрагмент печатной платы, где видна металлизация в отверстии
Самодельные фоторезисты
Фоторезист на основе желатина и бихромата калия:
Первый раствор: 15 г желатина залить 60 мл кипяченой воды и оставить для набухания на 2-3 часа. После набухания желатина поставить емкость на водяную баню при температуре 30-40°C до полного растворения желатина.
Второй раствор: в 40 мл кипяченой воды растворить 5 г двухромовокислого калия (хромпик, порошок ярко-оранжевого цвета). Растворять при слабом рассеянном освещении.
В первый раствор при интенсивном перемешивании влить второй. В полученную смесь пипеткой добавить несколько капель нашатырного спирта до получения соломенного цвета. Фотоэмульсия наносится на подготовленную плату при очень слабом освещении. Плата сушится до «отлипа» при комнатной температуре в полной темноте. После экспонирования плату при слабом рассеянном освещении промыть в теплой проточной воде до удаления незадубленного желатина. Чтобы лучше оценить результат, можно окрасить участки с неудаленным желатином раствором марганцовки.
Усовершенствованный самодельный фоторезист:
Первый раствор: 17 г столярного клея, 3 мл водного раствора аммиака, 100 мл воды оставить для набухания на сутки, затем греть на водяной бане при 80°C до полного растворения.
Второй раствор: 2,5 г бихромата калия, 2,5 г бихромата аммония, 3 мл водного раствора аммиака, 30 мл воды, 6 мл спирта.
Когда первый раствор остынет до 50°C, при энергичном перемешивании влейте в него второй раствор и полученную смесь профильтруйте (эту и последующие операции необходимо проводить в затемненном помещении, солнечный свет недопустим!). Эмульсия наносится при температуре 30-40°C. Дальше как в первом рецепте.
Фоторезист на основе бихромата аммония и поливинилового спирта:
Готовим раствор: поливиниловый спирт 70-120 г/л, бихромат аммония 8-10 г/л, этиловый спирт 100-120 г/л. Избегать яркого света! Наносится в 2 слоя: первый слой сушка 20-30 минут при 30-45°C второй слой сушка 60 минут при 35-45°C. Проявитель 40-процентный раствор этилового спирта.
Химическое лужение
Прежде всего, плату необходимо декапировать, чтобы удалить образовавшийся окисел меди: 2-3 секунды в 5-процентном растворе соляной кислоты с последующей промывкой в проточной воде.
Достаточно просто осуществлять химическое лужение погружением платы в водный раствор, содержащий хлорное олово. Выделение олова на поверхности медного покрытия происходит при погружении в такой раствор соли олова, в котором потенциал меди более электроотрицателен, чем материал покрытия. Изменению потенциала в нужном направлении способствует введение в раствор соли олова комплексообразующей добавки тиокарбамида (тиомочевины). Такого типа растворы имеют следующий состав (г/л):
| 1 | 2 | 3 | 4 | |
|---|---|---|---|---|
| Двухлористое олово SnCl2*2H2O | 5,5 | 5-8 | 20 | 10 |
| Тиокарбамид CS(NH2)2 | 50 | 35-50 | – | – |
| Серная кислота H2SO4 | – | 30-40 | – | – |
| Винная кислота C4H6O6 | 35 | – | – | – |
| Каустическая сода NaOH | – | 6 | – | – |
| Молочнокислый натрий | – | – | 200 | – |
| Сернокислый алюминий-аммоний (алюмоаммонийные квасцы) | – | – | – | 300 |
| Температура, °C | 60-70 | 50-60 | 18-25 | 18-25 |
Среди перечисленных наиболее распространены растворы 1 и 2. Иногда в качестве поверхностно-активного вещества для 1-го раствора предлагается использование моющего средства «Прогресс» в количестве 1 мл/л. Добавление во 2-й раствор 2-3 г/л нитрата висмута приводит к осаждению сплава, содержащего до 1,5% висмута, что улучшает паяемость покрытия (препятствует старению) и многократно увеличивает срок хранения до пайки компонентов у готовой ПП.
Для консервации поверхности применяют аэрозольные распылители на основе флюсующих композиций. Нанесенный на поверхность заготовки лак после высыхания образует прочную гладкую пленку, которая препятствует окислению. Одним из популярных веществ является «SOLDERLAC» фирмы Cramolin. Последующая пайка проводится прямо по обработанной поверхности без дополнительного удаления лака. В особо ответственных случаях пайки лак можно удалить спиртовым раствором.
Искусственные растворы для лужения ухудшаются с течением времени, особенно при контакте с воздухом. Поэтому если у вас большие заказы бывают нечасто, то старайтесь приготовить сразу небольшое количество раствора, достаточное для лужения нужного количества ПП, а остатки раствора храните в закрытой емкости (идеально подходят бутылки типа используемых в фотографии, не пропускающие воздух). Также необходимо защищать раствор от загрязнения, которое может сильно ухудшить качество вещества.
В заключение хочу сказать, что все же лучше использовать готовые фоторезисты и не заморачиваться с металлизацией отверстий в домашних условиях великолепных результатов все равно не получите.
www.ixbt.com
РадиоКот :: Печатаем плату.
РадиоКот >Лаборатория >Радиолюбительские технологии >Печатаем плату.
Да-да, именно так – печатаем.
Сейчас речь у нас пойдет о том, как сделать хорошую печатную плату при помощи лазерного принтера и утюга. В общем, поговорим о модной нынче лазерно-утюжной технологии изготовления печатных плат.
Технология, как выяснилось не только модная, но и весьма удобная и простая.
Чтобы совместить приятное с полезным и не делать некую абстрактную плату, возьмем для примера схему простого бегущего огонька на 10 светодиодах с нашего сайта. Для нее и сварганим плату.
Прежде всего, что нам понадобится?
1. Разумеется фольгированный стеклотекстолит – одно- или двух- сторонний, неважно. Сейчас проблем с ним нет – продается в любом магазине радиодеталей или на рынке.
2. Любой журнал на “глянцевой” бумаге.
3. Инструмент для резки текстолита – лучше всего резак из ножовочного полотна.
4. Наждачная бумага “нулевка” или жесткая губка для чистки посуды из стальной проволоки.
5. Из химии: спирт, ацетон или растворитель, жидкий флюс для пайки, хлорное железо.
6. Ну и разумеется компьютер, лазерный принтер, паяльник, хорошее освещение и много терпения.
Вроде все.
Начинать надо, естественно, с проектирования этой самой платы.
Существует великое множество разнообразных программ, которые занимаются трассировкой (то есть разведением дорожек) печатных плат в ручном и автоматическом режиме. Лично я пока остановился на программе DipTrace отечественного производителя.
Она позволяет рисовать не только платы, но и принципиальные схемы и библиотеки электронных компонентов. Но нас сейчас интересует исключительно платы.
Вот так выглядит эта программа и так выглядит уже готовый чертеж платы в ней.
Ну а дальше приступаем непосредственно к процессу изготовления и, дабы в нем не запутаться будем идти маленькими шажочками, итак:
Чертеж платы нам надо распечатать на лазерном принтере. В принципе, можно использовать струйный принтер, но в этом случае надо будет сделать ксерокопию чертежа и использовать уже её. Идея простая – нам нужен отпечаток чертежа на бумаге сделанный тонером (порошком), который используется в лазерных принтерах или ксероксах. Бумага нам нужна глянцевая – чаще всего, она используется в компьютерных журналах или разных рекламных буклетах. Я использовал журнал “Компьютерра”, который очень люблю и уважаю за содержание, а теперь еще и за качественную бумагу, на которой он печатается.
Ничего чистить не надо – просто выдираем страницу и печатаем наш чертеж прямо поверх исходного текста.
Напечатайте сразу пару экземпляров – вдруг пригодится.
Напечатали, в связи с чем идем дальше.
Отрезаем необходимый нам по размерам кусок текстолита, готовим шкурку (губку) и ацетон с куском ваты или ватными дисками.
Берем шкурку или губку и начинаем тереть нашу заготовку со стороны фольги. Особо усердствовать не надо, но тем не менее, поверхность должна стать ровной и ярко блестящей, а не матовой, как была до этого. После берем кусок ваты, окунаем в ацетон или растворитель и протираем только что начищенную фольгу.
Должно получится что то вроде этого:
Должен сказать, что после того, как заготовка протерта ацетоном, её ни в коем случае нельзя хватать пальцами за фольгу – только за края, лучше даже двумя пальцами за уголки. Иначе вы должны будете заново протереть фольгу ацетоном.
Переходим к следующему шагу.
Прежде чем выполнять это шаг прочитайте до конца его описание.
Итак, из листа, на котором напечатан чертеж платы вырезаем кусок непосредственно с чертежом, оставляя при этом довольно большие поля по краям. После чего аккуратно накладываем нашу заготовку на чертеж (фольгой к напечатанным дорожкам, разумеется), заворачиваем поля и скрепляем их, например, малярным скотчем.
Должен получится вот такой конвертик:
Сделали? Отлично, переходим к самому ответственному шагу – глаженью утюгом.
Итак, берем утюг – совершенно любой.
Тефаль, Бош, Белорусский тракторный завод, с отпаривателем, без отпаривателя. Без разницы.
Регулятор температуры ставим на максимум (если у вас на утюге написаны названия тканей, то на “лён”). Кладем утюг на заготовленный конвертик.
Конвертик, разумеется, надо положить скотчем вниз.
Начинаем аккуратно проглаживать. Это самая тонкая часть всей процедуры и кроме как на собственном опыте научится ей невозможно. Нажим на утюг должен быть не сильным – иначе тонер будет растекаться и размазываться по фольге, но и не слабым – иначе тонер плохо пристанет к заготовке. Короче говоря – тут широкое поле для экспериментов. В любом случае, прогревать надо равномерно всю поверхность будущей платы и особое внимание уделять краям – там наибольший риск непрогрева и последующего отслаивания тонера.
Тоже относится и ко времени прогревания, хотя с этим проще.
Примерно степень готовности можно определить по пожелтению бумаги и по проступанию на ней очертаний дорожек.
Вот примерно, как на фотографии.
Ну, допустим, мы решили, что все готово. Выключаем утюг и оставляем плату примерно на 10 минут, чтобы она остыла. Наливаем воду в подходящую посудину. Температура воды должна быть такой, что в ней только-только можно было держать руку. Ну и бросаем туда нашу остывшую заготовку.
Все, идем курить, пить чай, гонять кота – все что угодно на 15 минут. Можно даже 20. Кстати, воду можно оставить включенной, дабы она не остывала.
Приходим обратно и начинаем аккуратно отделять бумагу от заготовки. Очень аккуратно и медленно. Оставшиеся после этого клочки скатываем пальцами. Ни в коем случае, не скребем когтями по плате, а нежно, подушечками пальцев очищаем фольгу от прилипшей бумаги. После чего, вооружаемся феном и сушим, сушим, сушим. На самом деле, все не так долго, потому как высыхает она буквально за минуту-другую.
Ну и получилось у нас вот такая фиговина
Фу. Выдохнули и перешли к следующему шагу.
На этом этапе нам надо протравить плату – то есть убрать с заготовки всю ненужную фольгу, дабы остались только нарисованные нами дорожки.
Для чего воспользуемся хлорным железом. Продается оно в банках – это такая кашица ржавого цвета и ужасно мерзко воняющая. Разводится оно теплой водой.
Разводим приблизительно из расчета 100 грамм хлорного железа на 100 грамм воды. Воды можно меньше – главное, чтобы раствор целиком покрывал нашу заготовку. Итак, растворяем железо в воде, тщательно размешиваем и бросаем туда будущую плату – теперь уже недолго осталось ей быть заготовкой.
В процессе травления невредно помешивать раствор – либо перемешивая его неметаллической палочкой, либо покачивая ванночку из стороны в сторону. Опять же, можно пустить под дно ванночки теплую воду, чтобы раствор не остывал. Время травления зависит от размера платы и концентрации раствора. Обычно около 20 минут. Если за это время плата не протравилась, значит концентрация хлорного железа недостаточна и стоит подсыпать еще.
Кстати! Знаете ли вы, что использованное хлорное железо можно восстанавливать? Если вас задушила большая, зеленая жаба, использованный раствор можно использовать повторно. Для этого надо его восстановить – то есть выбрать из раствора всю ту медь, которую он сожрал с печатной платы. Посмотрите на фотографию
Половина этого гвоздя побывала в использованном растворе хлорного железа. Таким образом, если всыпать горсть гвоздей – на них будет осаждаться вся медь, присутствующая в растворе. Что характерно – потребительские качества гвоздей от этого совершенно не пострадают.
Однако вернемся к нашим баранам. Вернее, к нашей уже почти готовой плате.
Она уже протравилась.
Теперь тщательнейшим образом её промываем, сушим и вот что получилось:
Теперь опять берем вату, макаем в ацетон и стираем весь тонер, который сейчас покрывает дорожки на плате.
Ну вот – почти все готово – остался последний шаг.
Ну теперь осталось только просверлить отверстия под элементы, и облудить дорожки – то есть покрыть их тонким слоем припоя.
Сверлим, сами понимаете, сверлом.
Я использовал сверло диаметром 0,9 мм, чего и вам рекомендую, если конечно у вас на плате не будет крупногабаритных деталей. А вообще, конечно, диаметр выводов надо учитывать еще на стадии проектирования печатной платы, дабы потом не кусать локти и не переделывать все подряд.
Что касается лужения, то тут совсем все просто – покрываем плату любым жидким флюсом – самое простое 30% раствор канифоли в спирте. Разогреваем паяльник и взяв на жало минимальное количество припоя, начинаем водить им вдоль дорожек платы. После чего протираем плату спиртом для удаления лишнего флюса.
Должно получится вот так:
Ну вот собственно и все.
Такая вот замечательная плата у нас получилась – на ней не стыдно и собрать что-нить хорошее.
Всем удачи.
Вопросы в Форум.
PS
Хочу попросить прощения у товарищей Голубицкого и Козловского – замечательных авторов вышеупомянутой мной “Компьтерры” за столь нецелевое использование их статей.
Чего не сделаешь ради искусства, сами понимаете.
Как вам эта статья? | Заработало ли это устройство у вас? |
www.radiokot.ru
