
Виды припоя и флюса
В процессе радиоконструирования и ремонта электроники очень важен элемент аккуратной и качественной пайки изделий и радиодеталей. От этого фактора сильно зависит долговечность изделия и его время наработки на отказ. Решающим моментом качественной пайки является выбор подходящего припоя и флюса, способных оптимальным способом произвести соединение металлических и металлизированных частей с тем условием, чтобы на место пайки внешние факторы оказывали наименьшее влияние, как например: деформация, большие токи, токи высокой частоты, внешние окислители, температура и т.д. В то же время пайка элементов не должна быть излишне перегружена припоем, так как в данном случае могут быть образованы кольцевые трещины, элементы «холодной пайки» (когда визуально припой на месте, но контактирующая область металлов отсутствует), а так же замыкания соседних дорожек или контактов. Чрезмерное применение припоя может не только вывести аппаратуру из строя, но и усугубить процесс настройки и наладки изделия.
Из определения известно, что процесс пайки представляет собой соединение двух металлизированных или металлических твердых поверхностей с помощью припоя, температура плавления которого значительно ниже величины разрушения (плавления) соединяемых изделий. Основной функцией припоя является хорошая диффузия с контактируемой металлической поверхностью или, выражаясь простым языком, расплавление припоя на металле (лужение). Кроме того, припой должен иметь оптимальную температурную вязкость, позволяющую ровным слоем распределиться ему по поверхности металлов. Данный фактор качественного лужения возможен только при отсутствии жировых отложений и окислов на спаиваемых поверхностях, удалением которых занимаются флюсы. Флюсы также могут служить катализаторами диффузии припоя для возможности его проникновения в верхний микронный слой металлов в предполагаемом месте пайки.
Припои и их разновидности
Припой состоит большей частью из олова с добавлением различных материалов. В структуру припоя могут входить следующие компоненты:
Олово (Sn) – представляет собой мягкий металл с температурой плавления + 231,9 С градусов. Олово растворяется в соляной и серной кислоте. Большая часть органических кислот на него не действуют. При воздействии комнатных температур олово не подвергается окислению, однако при ее снижении ниже +18 С и особенно ниже -50 С происходит разрушение кристаллической решетки металла, в результате чего олово приобретает серый оттенок.
Свинец (Pb) – очень популярный металл в изготовлении припоя за счет легкоплавкости. В чистом виде металл очень мягкий, легко обрабатываемый. У свинца окисляется только верхняя часть, контактируемая с воздухом. Металл легко растворяется в щелочи и кислотах, содержащих азот и органику.
Кадмий (Cd) – применяется для изготовления легкоплавких припоев в малых дозах совместно с оловом, висмутом или свинцом. В чистом виде – токсичен, температура его плавления + 321 С. Зачастую кадмий применяется в антикоррозийных целях.
Висмут (Bi) – один из самых легкоплавких металлов при использовании его в составе припоя с температурой плавления + 271 С. Висмут хорошо растворим в азотной кислоте, а так же в подогретом растворе серной кислоты.
Сурьма (Sb) – тугоплавкий металл с температурой плавления + 630,5 С. Не подвержен воздействию воздуха. Не окисляется. В припое дает эффект глянца. Металл токсичен.
Цинк (Zn) – хрупкий металл синевато-серого цвета с температурой плавления + 419 С. Быстро окисляется на воздухе. Используется в припоях аппаратуры, работающей во влажных условиях, за счет того, что покрывает под воздействием влаги пленкой окиси, защищающей места пайки. Цинк легко растворим в кислотах. Цинк вместе с медью применяется для твердых припоев, а так же кислотных флюсов.
Медь (Cu) – металл с самой высокой температурой плавления в изготовлении припоя + 1083 С. Не поддается воздействию воздуха, однако верхним слоем окисляется при попадании влаги. Медь применяется в тугоплавких припоях.
Легкоплавкие припои нашли широкое применение при конструировании радиоаппаратуры и пайке радиоэлектронных компонентов, а так же при лужении дорожек радиомонтажных плат. Температура плавления легкоплавких припоев не выше + 450 С. В основу таких припоев обычно входит олово, свинец, кадмий, висмут или цинк. В радиоэлектронике большое применение получили припои с температурой плавления до + 145 С градусов. В процессе лужения обезжиренных и очищенных плат применяется сплав Розе или сплав Вуда. Температура плавления этих сплавов 70 – 95 градусов, поэтому они равномерно залуживают плату, опущенную в кипящую воду. В отечественной промышленности список легкоплавких материалов большей частью составляют припои оловянно-свинцовые или ПОС. В случае добавления в припой кадмия или висмута к окончанию добавляются буквы К или В. Цифра в окончании маркировки соответствует процентному содержанию олова в припое по отношению к свинцу (большей частью) и сурьме (в мелких количествах). Чем меньше цифра, тем припой более тугоплавкий но и более прочный. Буква Ф означает, что в состав припоя включен флюс. В последнее время из-за европейских экологических стандартов в фирменной аппаратуре применяется в основном бессвинцовый припой с относительно высокой для радиокомпонентов температурой плавления + 220 градусов. Ниже приведен список распространенных отечественных припоев:
В случае добавления в припой кадмия или висмута к окончанию добавляются буквы К или В. Цифра в окончании маркировки соответствует процентному содержанию олова в припое по отношению к свинцу (большей частью) и сурьме (в мелких количествах). Чем меньше цифра, тем припой более тугоплавкий но и более прочный. Буква Ф означает, что в состав припоя включен флюс. В последнее время из-за европейских экологических стандартов в фирменной аппаратуре применяется в основном бессвинцовый припой с относительно высокой для радиокомпонентов температурой плавления + 220 градусов. Ниже приведен список распространенных отечественных припоев:
ПОС-18 – состоит из олова (17 – 18%), сурьмы (2 – 2,5%) и свинца (79 – 81%). Применяется при низких требованиях прочности пайки, в основном для лужения металлов. Температура плавления +183 +270 градусов (начало плавления / растекаемость).
ПОС-30 – состоит из олова (29 – 30 %), сурьмы (1,5 – 2%), свинца (68 – 70%). Лужения и пайка меди, стали и их сплавов.
ПОС-50 – олово 49 – 50%, сурьма 0,8%, свинец 49 – 50%. Применяется для качественного спаивания различных металлов, в том числе и в радиоэлектронике. Плавление +183 +230 градуса.
ПОС-90 – олово 89 – 90%, сурьма 0,15%, свинец 10 – 11%. Высокопрочный припой с температурой плавки +18 + 222 градуса, применяемый в лужении деталей с последующим золочением и серебрением. Не применяется в установках с повышенной рабочей температурой.
Припои ПОС-40 и ПОС-60 в радиоэлектронике наиболее популярны. Для спаивания латуни или пластин для экранирования стоит применять ПОС-30. При поверхностном лужении дорожек на платах лучше всего использовать припои с содержанием кадмия или висмута ПОСК-50 или ПОСВ-33. Припои с флюсами и без их содержания для монтажа радиодеталей выпускаются в виде проволоки с толщиной 1 мм для пайки SMD элементов до 3 мм. для радиокомпонентов в обыкновенном корпусе. Для пайки металлов из стали или пайки крупных площадей, припои идут без флюса в трубках диаметром 5 мм.
Тугоплавкие припои большей частью используются в промышленной пайке твердых металлов. Их температура плавления от + 450 до + 800 С. В состав таких припоев входят медь, серебро, никель или магний. Отличительной особенностью этих припоев является их прочность. Из-за высокой температуры плавления тугоплавкие припои в бытовых условиях для радиомонтажных работ не используются. Большей частью они используются для спаивания латуни, стали, меди, бронзы, чугуна и других металлов с высокой температурой плавления. Припои марки ПМЦ (припой медно-цинковый) применяется для спаивания латуни с содержанием меди (ПМЦ-42), бронзы и меди (ПМЦ-52). Данный припой выпускается в виде слитков определенных форм.
ПМЦ-42 – состоит из меди (40 – 45%), цинка (52 – 57%). Также в его состав входят сурьма, свинец, олово и железо. Его температура плавления + 830 градусов.
ПМЦ-53 – медь 49 – 53%, цинк 44 – 49%. Температура плавления +870 градусов.
В производстве припоев особое место занимают, пожалуй, самые дорогие тугоплавкие припои, основу которых составляет медь с добавлением серебра. Маркируются они как ПСР. Припои с серебром обладают высокой прочностью. Место пайки гибко и легко обрабатываемо. Температура таких припоев от +720 до +830 градусов. Высокотемпературные припои ПСР-10 и 12 используют для спаивания сплавов латуни и меди, ПСР-25 и 45 необходимы для работы с медью, бронзой и латунью. ПСР-70 – припой с максимальным содержанием серебра применяют в пайке высокочастотных элементов: волноводов, защитных контуров и т.д.
Существуют припои, применяемые для пайки алюминия на основе олова, цинка и кадмия. Главная проблема пайки алюминия заключается в его быстром окислении на воздухе, поэтому алюминий паяют в масле с использованием ультразвуковых паяльников.
Флюсы
От правильно выбранного флюса довольно сильно зависит качество пайки, ровность шва и его аккуратность. Флюс при нагреве должен образовывать тонкую растекающуюся пленку на поверхности припоя, которая усиливает сцепление припоя с металлом. Чем меньше температура плавления флюса, тем качество пайки лучше. Так же температура его плавления должна быть ниже температурных режимов плавки припоя. Промышленность сегодня изготовляет флюсы двух типов.
Флюс при нагреве должен образовывать тонкую растекающуюся пленку на поверхности припоя, которая усиливает сцепление припоя с металлом. Чем меньше температура плавления флюса, тем качество пайки лучше. Так же температура его плавления должна быть ниже температурных режимов плавки припоя. Промышленность сегодня изготовляет флюсы двух типов.
— Химически активные флюсы, в состав которых входит, как правило, кислотосодержащие реагенты (ортофосфорная и соляная кислоты, хлористый цинк, хлористый аммоний). Данные флюсы прекрасно справляются с жирными налетами и окислами, однако, недостаточная промывка места пайки со временем приводит к «выеданию» металла и его коррозии, где остался кислотосодержащий флюс. На практике кислотосодержащие флюсы стараются в быту использовать как можно реже, особенно в радиоэлектронике, поскольку они ведут к разрушению текстолита, к тому же, при попадании на кожу человека такие флюсы вызывают ожоги, а их пары при вдыхании человеком особо токсичны. К наиболее популярным активным флюсам относится паяльная кислота, ортофосфорная кислота, хлористый цинк, бура, нашатырь, представляющий собой хлористый аммоний.
— Химически пассивные флюсы помогают удалить жировые отложения, а так же в меньшей степени удаляют окислы. Примером может быть канифоль, стеарин, воск. Сами по себе это органические вещества, не вызывающие коррозии, которые служат не только важной сост авляющей при пайке радиокомпонентов, но и выполняют защитную функцию от окисления. Новомодной тенденцией стало использование флюсов ЛТИ, для пайки легкоплавкими припоями. С их помощью можно осуществлять пайку оцинкованных контактов, свинец, очищенное железо, нержавеющую сталь и т.д. В их состав входит спирт, канифоль, малая доза кислоты, триэтаноламин. Для подобной пайки применяют ЛТИ флюс совместно с паяльной пастой. Единственный их минус заключается том, что под действием температуры в месте спайки остаются темные пятна. Пары флюса вредны для человека. Исключение только составляет флюс ЛТИ-120, который не содержит нежелательных компонентов: солянокислотного анилина и метафенилениамина.
Наименования флюсов и их применение
Канифоль сосновая – самый простой, дешевый и доступный вид флюса с низким током утечки. Относится к классу химически пассивных флюсов. На рынке она доступна в свободной продаже из-за популярности. Применяется практически широком спектре радиомотажных работ. Умеренно растворяется в спирте с добавлением глицерина, благодаря чему стали популярны среди радиолюбителей спирто-канифольные флюсы.
Относится к классу химически пассивных флюсов. На рынке она доступна в свободной продаже из-за популярности. Применяется практически широком спектре радиомотажных работ. Умеренно растворяется в спирте с добавлением глицерина, благодаря чему стали популярны среди радиолюбителей спирто-канифольные флюсы.
Ортофосфорная и паяльная кислота – опасные химически активные флюсы. Применяется при паке сильно окисленных металлов, низколегированных сталей, никеля, а так же их сплавов. После пайки обязательным условием является очистка места спаивания 5% раствором соды, чтобы погасить кислотную активность и выедание металла. Паяльная кислота особо эффективна при температуре 270 – 330 градусов.
Паяльная кислота ПЭТ – оптимальная температура процесса пайки с ее применением 150 – 320 градусов. Применяется при спаивании углеродистых сталей, латуни, меди, никеля.
Паяльный жир – существует в двух видах: активный и нейтральный. Применяется для окисленных деталей, состоящих из черного или цветного металла. Активный паяльный жир в радиоконструировании не применяется. Нейтральный паяльный жир не содержит активных компонентов, поэтомуможет использоваться для пайки радиодеталей.
Активный паяльный жир в радиоконструировании не применяется. Нейтральный паяльный жир не содержит активных компонентов, поэтомуможет использоваться для пайки радиодеталей.
БУРА – необходима при высокотемпературной пайке высокоулеродитсых металлов: чугуна, меди, стали и т.д.
ТАГС – флюс на глицериновой основе для радиомонтажа. Из-за остаточного сопротивления нуждается в отмывке спиртом.
Флюсы ЗИЛ – хорошо подходят спаивания стали, латуни, меди легкоплавкими припоями на основе висмута.
Ф-38Н ПЭТ – сильно химически активный флюс. Применяется для пайки быстро окисляемых на воздухе металлов при температуре выше 300 градусов. Им паяют нихром, манганин, бронзу. Обязательное применение при его использовании средств индивидуальной защиты. Промывка щелочью так же обязательна
Активные флюсы ФИМ — пайка окисленного серебра, платины. Требует отмывки водном раствором с содержанием соды. В составе флюса фосфорная кислота.
ФКДТ и ФКТ ПЭТ – популярный неактивный флюс широкого применения для лужения проводов и медных контактов в РЭА.
ФТС – бесканифольный пассивный флюс без дыма. Предназначен для пайки радиодеталей.
Паяльная паста «Тиноль» — специальный химический флюс для пайки SMD радиодеталей термофеном паяльной станции.
Флюс-гель ТТ – флюс с индикатором химической активности красноватого оттенка для широкого спектра пайки. При воздействии температурой обесцвечивается, указывая на отсутствие активных компонентов. Не требует отмывки.
СТ-61 – паяльная паста пассивная. А – температура плавления +200 градусов, В – для компьютерных и мобильных радио запчастей, С – канифоль.
Импортные флюсы
IF 8001 Interflux – один из лучших флюсов для бессвинцовой пайки SMD компонентов, в том числе и работы с BGA чипами. Довольно дорогой. Не требует смывания.
IF 8300 BGA Interflux (30cc) – для пайки корпусов BGA. Представляет собой гель. Без вредного галогена.
IF 9007 Interflux BGA – паяльная безотмывочная паста для пайки свинцовым припоем. После работы оставляет едва заметный слой флюса с высоким удельным сопротивлением.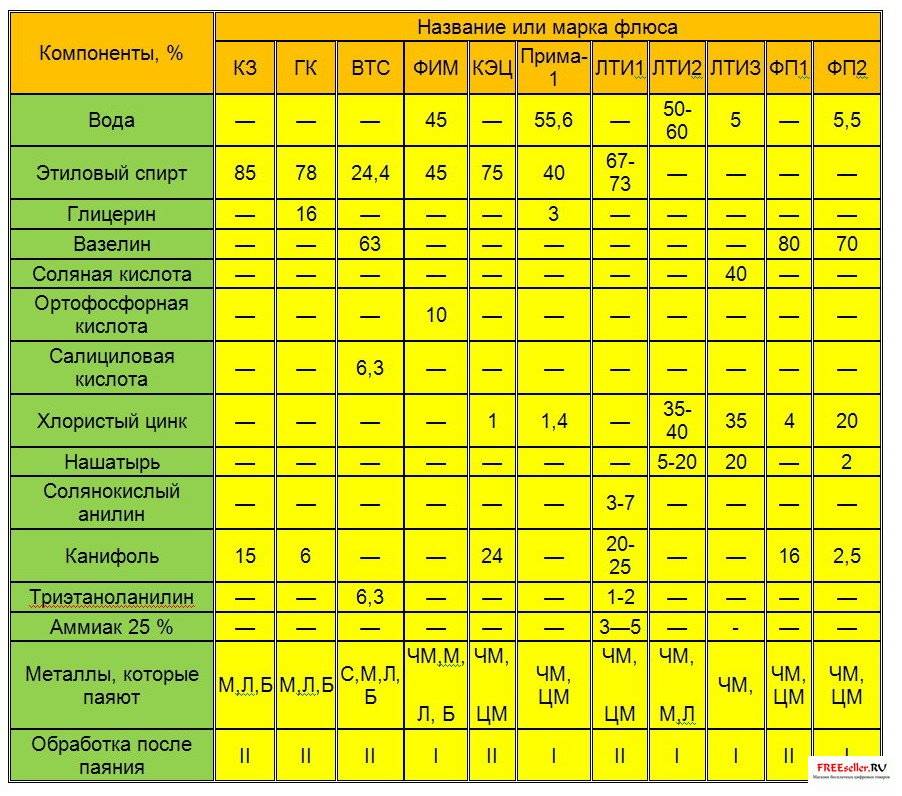
FMKANC32-005 – крем слабоактивированный безотмывочный. Показывает хорошие результаты при пайке BGA чипов и работе с инфракрасными паяльными станциями.
Классификация импортных флюсов
Нередко в маркировке импортных флюсов можно встретить маркировочные символы. Рассмотрим ниже их обозначение.
«R» — канифоль, которая идет либо в чистом виде, либо в виде раствора (спирто-канифоль). Химически пассивный флюс, поэтому перед применением требует ручной зачистки поверхности спаиваемых компонентов от окислов. После окончания работ требует отмывки спиртом или ацетоном.
«RMA» — флюс на основе канифоли с небольшим добавлением активаторов (органических кислот и их соединениями). При термической обработке кислотосодержащие активаторы испаряются. Для их применения необходима вытяжка. Оптимальная пайка достигается с использованием горячего воздуха.
«RA» — активированная канифоль. По заверению производителей из-за низкой активности кислот не оказывает коррозийных процессов на место пайки, поэтому не требует отмывки. Мы бы все таки рекомендовали после работы с ним использовать слабый раствор щелочи или спирт для отмывки, если речь не идет о BGA пайке!
Мы бы все таки рекомендовали после работы с ним использовать слабый раствор щелочи или спирт для отмывки, если речь не идет о BGA пайке!
«SRA» — кислотные флюсы активного действия для пайки нержавеющей стали, никеля. В электронике практически не используются из-за разрушающего действия кислот. После пайки таким флюсом изделие нуждается в тщательной отмывке спиртом или ацетоном.
Так же нередко к импортным флюсам к названию добавляют надпись «no clean», которая означает, что данный флюс не требует смывки. Такие флюсы нередко применяют при пайке радиокомпонентов, где очистка после пайки деталей затруднена физически. Например, при пайке BGA микросхем.
Флюс для пайки виды
Чем заменить флюс для пайки
При отсутствии флюса и невозможности его приобретения можно применять некоторые подручные материалы, но следует помнить, что качество пайки будет очень низким, а остатки материала зачастую трудноудалимы или токсичны. Тем не менее о некоторых адекватных вариантах следует знать.
- Аспирин. Салициловая кислота или раствор таблетки аспирина в воде может применяться при пайке, но его пары слишком токсичные, и очень желательно работать в нежилых помещениях с хорошей вентиляцией, а лучше всего на открытом воздухе. Обладает всеми недостатками активных флюсов, требует обязательной промывки поверхности после пайки.
- Нашатырь, а также лимонная или уксусная кислота тоже может применяться как замена флюсам, при этом их концентрация не требует дополнительного разведения водой.
- Глицерин может подойти для пайки радиодеталей на плате, но имеет остаточное сопротивление и хорошую гигроскопичность, поэтому обязательно промывается с платы.
Следует помнить, что пайка будет качественной в том случае, когда флюс подобран правильно. Для каждого металла есть идеально подходящие флюсы, а другие могут не сработать. Помимо этого, очень не рекомендуется паять платы активными флюсами, особенно имеющими в своем составе кислоты, поскольку при неполном удалении остатков флюса с поверхности печатной платы активные компоненты будут уничтожать токопроводящие медные дорожки.
Паять детали следует паяльником с идеально залуженным жалом, а при появлении нагара стараться очищать жало в оксидале, это позволит провести очень хорошую пайку. По завершении работ остатки флюса с поверхности спаянных деталей и плат обязательно нужно удалять подходящим способом. Дорожки платы можно покрывать специальными лаками, например, цапонлаком, это позволит защитить их от влаги.
Для быстрой и качественной пайки необходимо иметь несколько вещей: качественный флюс, хороший припой и мощный паяльник. Припой выбирается в зависимости от объекта пайки и её температуры, а также содержания олова и свинца в нём. Основная характеристика паяльника — его мощность, но сегодня некоторые радиолюбители смотрят и на такие вещи, как размер жала и скорость нагрева и остывания.
С флюсами всё несколько иначе. Они бывают очень разных видов и применяются для противостояния процессам окисления припоя, равномерного распределения температуры по поверхности пайки и образования лучшей сцепляемости и диффузии спаиваемых контактов и деталей.
Основные виды флюсов
Бывают как твёрдые, так и жидкие флюсы. Для удобства нанесения на область пайки и более лёгкого удаления выпускают также пастообразные марки, упакованные в тубы или сразу расфасованные в специальные шприцы. Жидкие формы используются для лужения в некоторых труднодоступных частях сложных деталей. Флюсы, как правило, представляют собой поверхностно-активные вещества, которые не проводят ток.
Кроме того, можно приготовить так называемую самодельную паяльную пасту своими руками, смешав опилки припоя с растворённой в спирте канифолью. Она используется в тех случаях, когда недопустим перегрев спаиваемых поверхностей — например, во избежание их повреждения.
Флюсы в основном классифицируют по степени их активности и действия, которое они оказывают на припой и спаиваемые детали. Различают следующие основные типы:
- Активные — производятся преимущественно из растворов соляной кислоты, но нередки и случаи применения её в чистом виде. Сюда же входит очень популярная «паяльная кислота», которая представляет собой обработанный соляной кислотой цинк.
 Активные флюсы легче разрушают плёнки на поверхностях деталей, но, кроме этого, ещё и вступают в реакцию с самой металлической поверхностью. Из-за этого они должны быть нейтрализованы после проведения всех операций. Кроме того, такие флюсы имеют невероятно сильную электропроводимость, что исключает их применение в радиоэлектронике.
Активные флюсы легче разрушают плёнки на поверхностях деталей, но, кроме этого, ещё и вступают в реакцию с самой металлической поверхностью. Из-за этого они должны быть нейтрализованы после проведения всех операций. Кроме того, такие флюсы имеют невероятно сильную электропроводимость, что исключает их применение в радиоэлектронике. - Антикоррозийные — защищают от возникновения окислов на поверхностях и противодействуют коррозийным процессам. В качестве таких составов можно применять ортофосфорную кислоту или её смеси с другими веществами со схожими свойствами.
- Защитные — представлены самыми инертными по взаимодействию с металлом составами и включают различные масла (в том числе оливковое или растительное), сахар-песок и вазелин с воском.
Существует также классификация по рабочей или активной температуре. По этому принципу флюсы бывают:
- Высокотемпературные с температурой перехода в жидкое состояние от 450 градусов Цельсия.
- Низкотемпературные, температура плавления которых ниже 450 градусов.

Обязательно следует выбирать флюсы с температурой плавления ниже, чем у припоя, ведь иначе спаять детали будет невозможно. Припои и флюсы, применяемые при пайке необходимо также подбирать в зависимости от задач, выполняемых ими.
Состав и описание канифоли для пайки
Для начинающего радиолюбителя в качестве оптимального решения подойдёт канифоль для пайки. Сырьё для её производства — сосновая живица или смола. Это смесь различных изомеров смоляных кислот, которая обрабатывается специальным образом, или продукт отходов некоторых химических производств. Она относительно дешёвая и доступная, хорошо противостоит образованию оксидных поверхностных плёнок и совершенно нерастворима водой и ацетоном. Из-за природного характера образования, канифоль на основе живицы абсолютно нетоксична и не предъявляет дополнительных требований к защите дыхательных органов и глаз и повышенной вентиляции рабочего помещения.
Канифоль стекловидна и имеет температуру плавления, не превышающую 70 градусов, что делает её пригодной для использования в радиоэлектронике. Очень хорошо растворяется спиртом и ацетоном, которые используются для удаления её с поверхности деталей и печатных плат. Однако, если эстетическая сторона процесса пайки вас не заботит или положение детали исключает последующую обработку, канифоль спокойно можно не стирать. Она не обладает электропроводностью и совершенно неактивна после застывания.
Очень хорошо растворяется спиртом и ацетоном, которые используются для удаления её с поверхности деталей и печатных плат. Однако, если эстетическая сторона процесса пайки вас не заботит или положение детали исключает последующую обработку, канифоль спокойно можно не стирать. Она не обладает электропроводностью и совершенно неактивна после застывания.
Растворы канифоли имеют приблизительное её содержание на уровне 30−35 процентов. Остальное — это спирт и активаторы. В качестве спиртов могут выступать:
- Этиловый.
- Изопропиловый.
- Этиленгликоль.
- Этилацетат.
Активаторами же являются такие присадки:
- Салициловая кислота.
- Органические соединения галогенов.
Такие флюсы наносятся ручным способом легче и обеспечивают равномерное покрытие рабочей области.
Бура и её применение
Тетраборат натрия имеет очень широкое назначение в качестве флюса. Им можно паять и варить изделия из меди, драгоценных металлов (серебра, например) и хромированных изделий. Кроме того, он используется при работе с тугоплавкими металлами вроде чугуна. Применяется практически без добавок, иногда может смешиваться в равных частях с борной кислотой, из которой и производится. Имеет высокую температуру плавления (около семисот-девятисот градусов), поэтому подходит для работ по прокладке водопроводных сетей и их ремонту.
Кроме того, он используется при работе с тугоплавкими металлами вроде чугуна. Применяется практически без добавок, иногда может смешиваться в равных частях с борной кислотой, из которой и производится. Имеет высокую температуру плавления (около семисот-девятисот градусов), поэтому подходит для работ по прокладке водопроводных сетей и их ремонту.
Из-за того, что обычные бытовые паяльники неспособны выдавать нужное количество тепла для работ, которые проводятся с этим флюсом, используются газовые горелки. После завершения всех работ с металлической поверхностью образовавшийся налёт необходимо удалить, так как он провоцирует образование ржавчины.
Использование ортофосфорной кислоты
Ортофосфорная кислота представляет собой хорошо растворимые в воде прозрачные кристаллы, хорошо впитывающие влагу. Может применяться как флюс для пайки изделий из алюминия, стали и меди. Отлично подходит для чистки поверхностей металлов от ржавчины, покрывая их защитной плёнкой, которая противодействует повторному появлению коррозии.
Принципы применения и техника безопасности
Соблюдая всего несколько универсальных правил, можно выполнять работы по соединению металлических деталей с помощью пайки очень легко. Эти правила пойдут для любого флюса, типа припоя и вида работы:
- Очищайте соединяемые поверхности спиртом или другим активным растворителем.
- Следите за тем, чтобы жало паяльника всегда было залужено, то есть покрыто достаточным количеством припоя для усиления контакта.
- Следите за чистотой жала, не давайте ему окислиться.
- Флюс наносите так, чтобы при расплавлении он покрывал всю обрабатываемую поверхность.
- Не перегревайте детали, особенно радиотехнические — это чревато получением травм из-за взрыва отдельных компонентов (конденсаторов, например) и повреждением внутренней структуры печатных плат.
- Очищайте поверхности от продуктов окисления припоя и флюса, особенно если последний проводит электричество.
Правила техники безопасности и охраны труда, которых следует придерживаться, стандартны для выполняемых работ. Следует обеспечивать соответствующую защиту тела от попадания случайных капель раскалённого припоя. Для этого следует использовать халаты из хлопчатобумажной ткани и защитные очки. Если ожог всё-таки случится, стоит незамедлительно протереть его любым спиртовым раствором — это поможет избежать образования волдырей на коже. Кроме того, стоит избегать хватания жала работающего паяльника голыми руками, а если необходимо, сменить жало в процессе работы, давать ему остыть.
Следует обеспечивать соответствующую защиту тела от попадания случайных капель раскалённого припоя. Для этого следует использовать халаты из хлопчатобумажной ткани и защитные очки. Если ожог всё-таки случится, стоит незамедлительно протереть его любым спиртовым раствором — это поможет избежать образования волдырей на коже. Кроме того, стоит избегать хватания жала работающего паяльника голыми руками, а если необходимо, сменить жало в процессе работы, давать ему остыть.
Процесс пайки заключается в соединении различных металлических деталей методом заполнения пространства между ними расплавленным металлом. Это сопровождается нанесением флюса на сопрягаемые поверхности. Удаление оксидной плёнки, лучшее растекание припоя по поверхности сопрягаемых деталей и более качественное их соединение — вот для чего при пайке нужен вспомогательный материал флюс.
Назначение материала
Задача флюсов — подготовить детали к пайке, очистить поверхности от жиров и солей, предохранить припой от окисления в процессе пайки и способствовать его лучшему растеканию по поверхности. Флюс при пайке продлевает срок службы соединений, так как защищает места пайки от окисления и разрушения. Флюс должен характеризоваться невысокой температурой плавления и малым удельным весом. Тогда он успеет растворить окислы, но не проникнет вглубь пайки. Хорошие флюсы не должны испаряться при нагреве и вызывать коррозию. Их можно легко удалять с деталей.
Флюс при пайке продлевает срок службы соединений, так как защищает места пайки от окисления и разрушения. Флюс должен характеризоваться невысокой температурой плавления и малым удельным весом. Тогда он успеет растворить окислы, но не проникнет вглубь пайки. Хорошие флюсы не должны испаряться при нагреве и вызывать коррозию. Их можно легко удалять с деталей.
Классификация флюсов
Флюсы различаются по степени их воздействия на обрабатываемые детали. При пайке применяются следующие виды вспомогательных материалов:
Активные флюсы. Эти вспомогательные вещества активно взаимодействуют с соединяемыми металлами. В зависимости от соединяемых материалов и их свойств применяются следующие виды:
- Содержащие разбавленную соляную кислоту. Используются при пайке цинка и оцинкованных металлов. После пайки детали необходимо очистить, чтобы избежать коррозии. Можно промыть в тёплой воде.
- Раствор хлористого цинка (травленая соляная кислота). Используется при спаивании меди, медных сплавов и стали.

- Хлористый цинк-аммоний. Получается при добавлении аммония в раствор хлористого цинка. Аммоний способствует повышению активности вспомогательного материала и понижает его температуру плавления.
Кислотные составы обладают химической активностью. После их применения требуется нейтрализация. Ещё одним свойством этих составов является высокая электропроводность, и поэтому они непригодны для применения в электротехнике.
Бескислотные. Их ещё называют неактивными. Они взаимодействуют только с припоем, а не с соединяемыми деталями. К ним можно отнести канифоль. Это прошедшая специальную обработку смола хвойных деревьев. Имеет вид стекловидных кусков жёлтого цвета, напоминающих янтарь. Содержит малое количество жирных кислот и не разъедает контакты, если не полностью удалена после пайки. Применяется для спаивания меди, серебра, латуни, золота. К неактивным флюсам можно отнести и вещества, изготовленные на основе канифоли с добавлением спирта, глицерина, скипидара.
Антикоррозионные. Применяются для очистки поверхностей соединяемых деталей от коррозии. Впоследствии на деталях должен образовываться защитный слой, препятствующий окислению. В состав этих соединений обязательно входит ортофосфорная кислота.
Защитные. Сюда относятся вещества, предназначенные только для защиты соединения. Это может быть вазелин, воск или минеральные масла. Наносить жидкий флюс можно ватной палочкой или кисточкой. Для удобства можно приобрести «флюс-аппликатор».
Вспомогательные вещества характеризуются разницей в консистенции. Они бывают:
Жидкие используются в труднодоступных местах. Пастообразные наиболее удобны в применении. Их легко наносить.
Ещё одним отличительным признаком разных типов флюсов является температура плавления. Низкотемпературные плавятся при температуре меньше 450 °C, а высокотемпературные имеют температуру плавления выше 450 °C.
Требования к вспомогательным материалам
Существуют общие требования, которые относятся ко всем видам вспомогательных веществ. Какими основные свойствами они должны обладать:
- Текучесть и вязкость состава должны находиться в таком соотношении, чтобы имелась возможность смочить всю обрабатываемую поверхность без растекания за границы обработки.
- Флюсы должны реагировать только с окисленными плёнками, а не с соединяемыми деталями и припоем.
- Флюс должен обладать меньшей адгезией, чем припой.
- Вещество не должно испаряться или выгорать.
- Флюс должен легко удаляться после окончания работ.
Как паять флюсом: сначала нужно подготовить детали, потом обработать их материалом, далее разогреть детали до нужной температуры и внести припой в обрабатываемую зону.
Применение для различных металлов
Ортофосфорная и паяльная кислоты применяются для пайки деталей из нержавеющей и легированной стали. Бура используется при пайке чугуна, драгоценных металлов, никель-кобальтовых сплавов. Часто бура находит применение при ремонте водопроводных систем. Паяльный жир используется при пайке свинцовых муфт к свинцовой оболочке кабеля. Он состоит из канифоли, животного жира и стеарина.
Бура используется при пайке чугуна, драгоценных металлов, никель-кобальтовых сплавов. Часто бура находит применение при ремонте водопроводных систем. Паяльный жир используется при пайке свинцовых муфт к свинцовой оболочке кабеля. Он состоит из канифоли, животного жира и стеарина.
Флюс марки ФППУ25 применяется для лужения и пайки токоведущих частей из меди и её сплавов. Для пайки чёрных металлов используется активный вспомогательный материал хлорид цинка.
Если нет готового флюса под рукой, то можно использовать вместо него раствор таблетки аспирина в одеколоне, фруктовый сок или оливковое масло.
Для создания прочного паяльного соединения необходим хороший паяльник с правильно подобранным жалом, а также припой и флюс, которые подходят для этого типа работ. Только при выполнении этих условий можно обеспечить необходимое качество соединения.

“>
Флюс для пайки. Виды и особенности применения – Основы
Флюсы являются активными химическими веществами, с помощью которых паяемый металл очищается от поверхностных оксидов, обеспечивается снижение поверхностного натяжения и улучшается растекание жидкого припоя.
Виды флюсов
По степени коррозионности флюсы для пайки бывают:
- Некоррозионными (защитными). Они предназначены лишь для защиты. Обладая низкой активностью, они не в состоянии растворить оксидную пленку большей части металлов и преимущественно используются во время спайки меди и ее сплавов, а также изделий из стали, покрытых оловом, медью, кадмием или серебром. Среди таких флюсов стоит выделить канифоль и ее растворы в органических растворителях и спиртах, а также воск, стеарин, древесные смолы, вазелин. С использованием некоррозионных флюсов пайка может быть выполнена лишь легкоплавкими припоями.
- Слабокоррозионными. По сравнению с некоррозионными флюсами они отличаются более высокой активностью и содержат в себе животные жиры, кислоты органического происхождения, минеральные масла, а также их растворы в спирте или в воде.
 Чтобы ослабить их коррозионное действие, требуется добавление канифоли и иных некоррозионных компонентов. Слабокоррозионные флюсы легко сгорают, испаряются или разлагаются при нагреве. Они используются при пайке легкоплавкими припоями.
Чтобы ослабить их коррозионное действие, требуется добавление канифоли и иных некоррозионных компонентов. Слабокоррозионные флюсы легко сгорают, испаряются или разлагаются при нагреве. Они используются при пайке легкоплавкими припоями. - Коррозионными. Состоят из фторидов и хлоридов металла, неорганических кислот. Они используются в форме водных растворов в пастообразном и твердом состоянии. Коррозионные флюсы осуществляют разрушение оксидных пленок цветных и черных металлов. Данные флюсы являются эффективными при пайке большей части металлов любым способом.
По степени активности флюсы бывают:
1. Активными. Они содержат вещества, которые активно воздействуют на поверхность металла: кислоты, хлорид аммония, хлористый цинк, глицерин, органические амины. Активными флюсами спаиваются металлы, имеющие прочную окисную пленку. Активные флюсы в большинстве случаев – оржавляющие.
2. Пассивными (слабоактивными): канифоль, состоящая из смеси органических кислот, растительные, минеральные и животные масла, парафин, жирные компоненты. Они предназначены для удаления тонких и нестойких окисных пленок и улучшенного растекания припоя.
Они предназначены для удаления тонких и нестойких окисных пленок и улучшенного растекания припоя.
Особенности применения
Флюс для пайки должен отвечать определенным условиям:
1. Удельный вес и температура припоя должны быть выше соответствующих параметров флюса.
2. Обеспечение полного расплавления флюса и высокого уровня жидкотекучести при температуре пайки, но его текучесть не должна быть слишком высокой.
3. Обеспечение своевременного и полного растворения окислов основного металла. При этом уровень температуры плавления припоя должен быть несколько выше уровня температуры, при которой задействован флюс.
4. Предотвращение возможности формирования соединений флюса с припоем и главным металлом. Также флюс не должен быть ими поглощён.
5. Осуществление равномерного покрытия флюсом базового металла около места пайки с целью предотвращения окисления базового металла и продолжения процесса пайки. Но равномерность покрытия припоем поверхности главного металла осуществляется лишь при выполнении следующего условия: адгезия припоя должна быть сильнее адгезии флюса к основному металлу.
6. Предотвращение испарения или выгорания флюса при температуре пайки, обеспечения вытеснения припоем продуктов его разложения и окислов, а также беспрепятственного их удаления после пайки при полном исключении коррозии.
При необходимости пайки мягкими припоями используются кислотные или активные, бескислотные, активизированные, антикоррозионные флюсы. Активные или кислотные флюсы обеспечивают интенсивное растворение окисных пленок, которые расположены на поверхности металла. В результате этого наблюдается высокий уровень механической прочности соединения.
После пайки остаток флюса является причиной интенсивной коррозии основного металла и соединения, поэтому место пайки должно быть тщательно промыто. Применение кислотных флюсов при пайке проводников во время монтажа электрорадиоприборов строго запрещено.
Типы флюсов – Пайка
Типы флюсов
Категория:
Пайка
Типы флюсов
Существующая классификация флюсов основана на свойствах их твердых остатков. Имеются три основные группы: коррозионные, промежуточного типа и некоррозионные флюсы. В каждом конкретном случае из всех подходящих флюсов следует выбирать менее коррозионный.
Имеются три основные группы: коррозионные, промежуточного типа и некоррозионные флюсы. В каждом конкретном случае из всех подходящих флюсов следует выбирать менее коррозионный.
Коррозионные флюсы состоят из неорганических кислот и солей и применяются в случаях, когда необходимо высокоактивное действие флюса. Они могут применяться в виде растворов, паст или в виде сухих солей. Эти флюсы не обугливаются и не горят и поэтому одинаково эффективны при нагреве газовой горелкой, открытым пламенем, в печах, методом сопротивления или при индукционном нагреве.
Флюсы этой группы стойки при различных температурах и в этом отношении являются более гибкими, чем другие флюсы-Поэтому при пайке припоями с высокой температурой плавления почти всегда следует применять коррозионные флюсы.
Коррозионные флюсы способны разрушать самые прочные окисные пленки при пайке черных и цветных сплавов. Промышленность выпускает флюсы в виде разбавленных и концентрированных растворов, а также в виде пасты или заполнителя для трубчатых припоев.
Коррозионные флюсы имеют один недостаток. Их остатки химически активны, и если после пайки эти остатки не удалять, они могут вызвать коррозию паяного соединения. Близлежащие поверхности также могут быть подвержены химическому воздействию брызг и паров флюса. Поэтому коррозионные флюсы не применяются при пайке замкнутых емкостей, например термостатов или сильфонов, а также при пайке электрического оборудования.
Если применяются водные растворы солей, то при нагреве вода быстро испаряется и с основным металлом взаимодействует только расплавленная соль, которая образует восстановительную среду, защищающую металл от контакта с воздухом.
Состав коррозионных флюсов
Хлористый цинк. Главной составной частью большинства коррозионных флюсов является хлористый цинк. Хлористый цинк можно легко получить путем растворения избыточного количества металлического цинка в концентрированной соляной кислоте. Он также выпускается в готовом виде, что более удобно для применения. Хлористый цинк имеет температуру плавления значительно выше, чем температура солидуса большинства оловянносвинцовых припоев. Поэтому, если применять только один хлористый цинк, то в паяное соединение могут попасть нерасплавленные частицы Хлористого цинка. Эти включения вызовут коррозию и ослабление паяного соединения. Поэтому для снижения температуры плавле-ния флюса хлористый цинк смешивают с другими неорганическими хлоридами.
Хлористый цинк имеет температуру плавления значительно выше, чем температура солидуса большинства оловянносвинцовых припоев. Поэтому, если применять только один хлористый цинк, то в паяное соединение могут попасть нерасплавленные частицы Хлористого цинка. Эти включения вызовут коррозию и ослабление паяного соединения. Поэтому для снижения температуры плавле-ния флюса хлористый цинк смешивают с другими неорганическими хлоридами.
Хлористый аммоний. В качестве флюса может применяться вод-ньщ раствор хлористого аммония.
При испарении воды хлористый аммоний возгоняется в виде белого дыма. Флюсующее действие этой соли слабее, чем хлористого цинка, так как из-за отсутствия защитного действия расплавленной соли основной металл может снова окислиться прежде чем будет достигнута температура пайки. Смесь одной части хлористого аммония с тремя частями хлористого цинка образует флюс эвтектического состава с температурой плавления 177 °С. Эта смесь обладает хорошими восстановительными свойствами хлористого аммония и высоким защитным действием хлористого цинка и поэтому является более эффективным флюсом, чем каждый из компонентов в отдельности. Обычно применяется смесь из 1 части хлористого аммония и 9 частей хлористого цинка, при этом можно не опасаться включений флюса в паяных соединениях.
Обычно применяется смесь из 1 части хлористого аммония и 9 частей хлористого цинка, при этом можно не опасаться включений флюса в паяных соединениях.
Хлористое олово. Хлористое олово образуется путем растворения олова в соляной кислоте. Промышленностью выпускается безводное и гидратированное хлористое олово. Оно является высокоэффективным флюсом и применяется в виде пасты, пудры или в плавленом виде. Хлористое олово также эффективно в смеси с хлоридами цинка и аммония.
Хлористый калий или натрий. В качестве флюса хлористый на- I трий, взятый в отдельности, неэффективен. Он применяется в смеси с хлористым цинком для снижения его температуры плавления. Флюс с низкой температурой плавления получают смешиванием девяти частей хлористого цинка с двумя частями хлористого натрия. Тройная эвтектическая смесь, плавящаяся при температуре 203°, получается смешиванием 75 частей хлористого цинка, 11 частей хлористого натрия и 14 частей хлористого калия.
Другие хлориды и фториды. Хлориды и фториды лития и алюминия редко применяются в отдельности, но они эффективны как флюсы в смеси с другими компонентами.
Хлориды и фториды лития и алюминия редко применяются в отдельности, но они эффективны как флюсы в смеси с другими компонентами.
Соляная кислота. В чистом виде соляная кислота в качестве флюса применяется редко. Когда соляная кислота наносится на оцинкованное железо, то цинковое покрытие растворяется в кислоте с образованием хлористого цинка, который и действует в качестве флюса. Соляная кислота используется для активизации флюсов, содержащих хлористый цинк. Смеси неорганических солей и соляной кислоты являются основой флюсов для пайки нержавеющих сталей.
Фтористоводородная кислота. Фтористоводородная кислота очень активна. Ее добавляют к флюсам на основе хлористого цинка для растворения кремниевых включений на поверхности чугуна.
Ортофосфорная кислота. Ортофосфорная кислота является эф; фективным флюсом для стали, меди и латуни. Она дает стекловидный остаток, который служит защитным покрытием. Разбавленный раствор особенно эффективен для высокопрочной марганцовой бронзы.
Флюсы промежуточного типа
Эти флюсы слабее, чем флюсы на основе неорганических солей. Они состоят из слабых органических кислот и оснований и некоторых их производных, например гидрогалоидов. Эти флюсы активны при температурах пайки, но период их активности непродолжителен ввиду их быстрого разложения при нагреве. Склонность флюсов промежуточного типа испаряться, обугливаться и сгорать не позволяет использовать их при нагреве газовой горелкой и открытым пламенем. Однако они удобны при пайке малых участков быстрым нагревом, так как остатки этих флюсов относительно инертны и. легко смываются водой.
Флюсы промежуточного типа особенно выгодны в тех случаях, когда можно ограничиться минимальным количеством флюса и когда подводимого количества тепла достаточно для разложения или испарения коррозионных составляющих. В случаях, где нераз-ложившийся флюс может распространиться на изоляционные покрытия, или при пайке закрытых систем, где коррозионные пары могут осаждаться на ответственных деталях узла, необходимо принимать особые меры предосторожности.
Осторожность необходима также при пайке кабелей, чтобы избежать попадания коррозионных составляющих флюса между проволоками.
Некоррозионные флюсы
Канифоль. Самым некоррозионным флюсом является чистая светлая канифоль, разведенная в соответствующем органическом растворителе. Канифолевые флюсы обладают важными физическими и химическими свойствами, которые делают их особенно пригодными для применения в электропромышленности. Содержащаяся в канифоли активная составляющая, абиетиновая кислота, при температуре пайки становится умеренно активной. Как флюс канифоль оказывает, главным образом, защитное действие. Она легко плавится при 127° и сохраняет свое действие до 315°. Остатки канифолевых флюсов прочны, негигроскопичны, неэлектро-проводны и не вызывают коррозии. Эти свойства компенсируют слабое флюсующее действие канифоли. Она широко применяется в виде набивки трубчатых припоев.
Стабилизированные и активированные канифолевые флюсы. Вследствие слабого флюсующего действия канифоли разработана специальная группа более активных канифолевых флюсов, но без изменения некоррозионной природы флюсовых остатков. Так называемые стабилизированные канифолевые флюсы основаны на добавлении присадок, которые оказывают каталитическое действие, освобождая потенциальную энергию ангидридной структуры канифоли. С другой стороны, активированные канифолевые флюсы получаются при введении в канифоль небольших количеств сложных органических соединений с повышенной активностью. В патентной литературе, в качестве добавок для активированных канифолевых флюсов, применяемых в жидком виде или в виде заполнителей для трубчатых припоев, приводятся такие вещества, как гидрогалоид гидразина, гидрохлориды глутамина и дигуанида, бензойная кислота, янтарная кислота, цетилпиридиновый бромид и анилиновые соединения. Эти добавки рекомендуется вводить в количестве от 0,2 до 5%.
Так называемые стабилизированные канифолевые флюсы основаны на добавлении присадок, которые оказывают каталитическое действие, освобождая потенциальную энергию ангидридной структуры канифоли. С другой стороны, активированные канифолевые флюсы получаются при введении в канифоль небольших количеств сложных органических соединений с повышенной активностью. В патентной литературе, в качестве добавок для активированных канифолевых флюсов, применяемых в жидком виде или в виде заполнителей для трубчатых припоев, приводятся такие вещества, как гидрогалоид гидразина, гидрохлориды глутамина и дигуанида, бензойная кислота, янтарная кислота, цетилпиридиновый бромид и анилиновые соединения. Эти добавки рекомендуется вводить в количестве от 0,2 до 5%.
Применение активированных канифолевых флюсов в качестве некоррозионных основывается на теории, что при нагреве активизирующие вещества разлагаются и что остатки флюсов являются неэлектропроводными и некоррозионными. Повышение производительности требует более активных некоррозионных флюсов, но во всех случаях, где коррозионная стойкость имеет первостепенное значение, вопрос о безвредности флюсовых остатков по-прежнему остается предметом обсуждения.
Пастообразные флюсы
Иногда удобно иметь флюс в виде пасты. Флюсы-пасты легко наносятся перед пайкой на место соединений и, кроме того, не стекают с поверхности и не распространяются на другие части изделия, где флюс был бы вреден. Пасту можно изготовлять на воде, вазелине, жире или ланолине вместе с глицерином или другими гигроскопическими веществами. Если пасты содержат неорганические соли, например хлористый цинк или хлористый аммоний, то-оНи относятся к коррозионным флюсам. Для универсального применения разработаны флюсы-пасты, содержащие смолы, растворенные в бутиловом спирте и пластификаторы, например четвертичные аммониевые соли, трехфтористый бор и алюминиевый стеарат, добавляемые для повышения активности флюса. Разработаны также промышленные некоррозионные канифолевые пастообразные флюсы для электротехнических работ.
Пасты припоя с флюсом
Припой в виде пасты с флюсом представляет собой устойчивую смесь тонко размолотого металлического припоя с неорганическими или органическими химикатами, действующими как флюс и как промежуточное связующее вещество. Эти пастообразные припои не являются просто механической смесью флюса и металла. Компоненты смеси предотвращают высыхание пасты и оседание тяжелых металлических частиц. На стабильность паст определяющее влияние оказывают размеры и форма частиц металлической составляющей.
Эти пастообразные припои не являются просто механической смесью флюса и металла. Компоненты смеси предотвращают высыхание пасты и оседание тяжелых металлических частиц. На стабильность паст определяющее влияние оказывают размеры и форма частиц металлической составляющей.
Пастообразные припои особенно удобны для предварительного нанесения при нагреве в печи и радиацией, при индукционном нагреве и нагреве методом сопротивления. Разработаны методы автоматического нанесения пастообразных припоев, в том числе погружением, кисточкой или роликом и др. Промышленность выпускает коррозионные и некоррозионные пастообразные припои. При этом содержание олова в оловянносвинцовых припоях лежит в пределах 25—60%.
Реактивные флюсы
Реактивные флюсы представляют собой особую группу коррозионных флюсов, разработанных для пайки алюминия. Их действие основано на разложении флюса с образованием на поверхности алюминия металлической пленки.
Реклама:
Читать далее:
Выбор флюса
Статьи по теме:
| Виды | Описание |
| Канифоль на основе соснового материала | Классика «жанра» проведения паяльных работ. Присутствует низкий уровень тока утечки вещества и низкую степень для коррозионной рабочей активности Присутствует низкий уровень тока утечки вещества и низкую степень для коррозионной рабочей активности |
| Кислота категории « Ортофосфорная» | Допускается применение как препарат взаимодействия для меди, нержавейки, чёрного металла, есть опыт применения в молекулярной области обращения в биологии. Образует специальную защитную тонкую плёнку, не даёт появлению коррозии. |
| Кислота паяльная | Предназначена для низколегированной стали, углеродистой стали, никеля, а также некоторых сплавов. Флюс для пайки латуни образует своеобразную защитную плёнку, устраняет эффект коррозии. |
| Паяльная универсальная кислота | Универсальная активная субстанция с требуемой температурой испарения +295С…+350С. Рекомендуется использовать совместно с 5% раствором на основе кальцинированной соды – в качестве отмывки. |
| Кислота серии ПЭТ | Для проведения пайки на основе углеродистых сталей, а также для медных материалов и производных никеля. Допускается применять для легкоплавких припоев с максимальной температурой плавления от 150 С до +320 С. В препарат включены хлориды цинка, а также производные аммония, соляная кислота, вода деионизованного вида. Допускается применять для легкоплавких припоев с максимальной температурой плавления от 150 С до +320 С. В препарат включены хлориды цинка, а также производные аммония, соляная кислота, вода деионизованного вида. |
| Жир активный\нейтральный | Внедряется для соединения сильно окислённых деталей радиотехнического значения. В компонентную часть входит вазелиновая основа. |
| Спирт Изопропанол | Используется для промывки радиодеталей, используемые в медицинских и биологических аппаратах, например для высокоточного технологического узла с микросхемами для проведений операций на сердце. |
| Компонент типа «Бура» | Доступный флюс для пайки серебра, допускается взаимодействие для углеродистых сталей и некоторых групп цветных металлов. |
| Глицерин ТАГС | Используется для радиомонтажа, требуется обработка спиртом или прочими компонентами защиты. |
| Тип ЗИЛ-2 | Подходит в качестве традиционной пайки, а также для припоев, где имеются содержание висмута. |
| Категория ЗИЛ ПЭТ-2 | Материалы латуни, компоненты меди и образующих сплавов |
| Марка ЛТИ 120(есть группа ПЭТ) | Для радиомонтажа, а также для пайки на основе материала цинка. |
| Серия СКФ или аналог ФКСп | На основе естественной природной канифоли с добавлением процентного соотношения спиртового раствора. |
| Вид ФКЭТ (группа СКФ) | Для обработки частей медных контактов |
| Класс ТАГС ПЭТ | Подходит для материалов углеродистой стали, вещества на основе меди, плавление допустимо до +320 С. Отмывка бензином. |
| Марка серии Ф-38 ПЭТ | Полностью активный и 100%- эффективный флюс, который может заменить многие препараты, используемые при соединении металлических изделий. |
| Группа ФИМ (есть группа ПЭТ) | Подойдёт для пайки медных и бронзовых изделий. В составе есть фосфорная кислота. |
| Подкатегория ФКДТ (есть группа ФКТПЭТ) | Отлично подходит для проведения механизированных процессов пайки и лужения в промышленных масштабах небольших серий обработки печатных микросхем. |
| ФТС (есть группа ПЭТ) | Слабая коррозионная активность. |
| Тиноль | Используется совместно с горячим воздухом для SMD-компонентов |
| Алюминиевый состав | Безотмывочный вариант для соединения алюминиевых деталей. |
| Флюс-гель, серия ТТ | Используется для радиомонтажных плат, имеет пассивный вариант коррозийности. |
| ФТС | Водосмываемый вариант, отсутсвует канифоль |
| Паста паяльная, серия СТ-61А,В,С | Температура плавления до +200 С. |
| Готовый вариант флюса-аппликатора серии BON-PEN | В форме конструктивной ручки |
| Безотмывочный флюс типа «крем» FMKANC32-00 | Имеется шприц, картридж, поршень и игла. |
| Interflux | Большая серия флюсов, которые выпускается в миниатюрном варианте, тубах, небольших баночках, а также в канистрах. |
Флюс для пайки меди: характеристики, разновидности
Пайка позволяет соединить трубы и другие детали при температурах значительно ниже сварки без расплавления основного материала и образования переходных зон прочности. Использование флюса при пайке меди гарантирует получение качественного и прочного шва. Он очищает поверхность от окислов и защищает готовый шов от контакта с воздухом.
Требования к прочности определяют температурный режим пайки. В зависимости от этого берутся компоненты. Флюс всегда должен соответствовать припою по температуре плавления и составу.
Флюс для пайки медиОсобенности пайки с флюсом
При соединении медных труб с применением флюса можно производить пайку с температурой до 450⁰. При низкотемпературной пайке основной металл не деформируется, шов получается ровный и однородный, поскольку флюс хорошо смачивает поверхность, проникает в капилляры. Благодаря ему припой распределяется равномерно, в шве отсутствуют поры и шлаковые включения.
В процессе пайки высокотемпературных соединений флюс растекается по шву и закрывает его от контакта с воздухом, предотвращая окисление.
Флюс следует подбирать по припою. Он должен расплавляться раньше, чем сам припой, и обеспечивать хорошее соединение на капиллярном уровне.
Какими характеристиками должен обладать флюс для пайки медных труб
На качество шва и прочность спаивания медных труб влияют характеристики флюса и их правильный подбор с учетом состава припоя и, следовательно, температуры его плавления. Флюсы представляют собой вещества, активно вступающие в химические реакции с окислами, и инертные к элементам, составляющим припой. Их температура плавления ниже, чем у меди.
Положительные качества флюса для пайки медных труб:
- легко наносится на поверхность;
- имеет однородную консистенцию;
- хорошо смачивает поверхность;
- очищает от оксидов;
- имеет вязкость меньше, чем у припоя;
- не разрушается при нагреве;
- после пайки равномерно растекается по поверхности шва;
- не взаимодействует с медью;
- не образовывает соединения с припоем.
Расплавленный флюс всплывает наружу, не оставаясь в шве. Он соединяется с припоем, покрывая зону пайки и защищая шов от окисления до полного остывания. Он должен равномерно ложиться на трубу в холодном состоянии и очищать ее при нагреве от окислов, не образуя поры.
Он должен равномерно ложиться на трубу в холодном состоянии и очищать ее при нагреве от окислов, не образуя поры.
Разновидности флюса
По степени активности и температуре плавления выделяют следующие разновидности флюса:
- некоррозионноактивные;
- слабокоррозионноактивные;
- корозионноактивные.
Некоррозионные составы проявляют слабую активность при удалении окислов и используются ограничено. Применяется флюс для пайки медных труб и при реставрации изделий, покрытых серебром и патированных оловом и медью. Плавится при температуре до 300⁰. Основу некоррозионных флюсов составляют:
- канифоль и другие смолы растительного происхождения;
- воск;
- вазелин.
Температура плавления большинства из них ниже 300⁰.
Для соединения деталей из сплавов меди применяют слабокоррозионные флюсы. Они способны удалить окисную пленку, имеют температуру плавления в пределах 450⁰. Основной состав — минеральные масла и жиры, кислоты. Получают флюсы химическим способом. Канифоль добавляют в состав для ослабления антикоррозионной реакции. При нагреве постепенно испаряются. Применяются для труднодоступных соединений, где сложно очищать поверхность от флюса.
Получают флюсы химическим способом. Канифоль добавляют в состав для ослабления антикоррозионной реакции. При нагреве постепенно испаряются. Применяются для труднодоступных соединений, где сложно очищать поверхность от флюса.
Коррозионноактивные составы изготавливаются из неорганических кислот, хлористых и фтористых соединений. Используются для высокотемпературной пайки меди, стали, цветных металлов.
ВазелинКаким припоем паять медные трубы
Припой для пайки выбирают в зависимости от его консистенции:
- мягкий;
- твердый.
Легкоплавкие материалы составляют основу мягких припоев, с ними работают при нагреве до 450⁰C. В их основе легкоплавкие металлы — олово и свинец. Для пайки мягкого соединения выпускаются припои, изготовленные из металла, вступающего в реакцию с оловом:
- цинка;
- свинца;
- кадмия.
А также составы из легкоплавких веществ:
- свинцово-серебряные;
- индиевые;
- висмутовые.
Процесс пайки происходит при низких температурах. Недостаток в относительно низкой прочности соединения.
Недостаток в относительно низкой прочности соединения.
Соединение труб водопровода и деталей ответственных конструкций выполняется твердыми флюсами, имеющими температуру плавления выше 450⁰C, в основном в пределах 700–900⁰C. В основе состава медь и серебро с добавлением фосфора:
- медно-фосфорные;
- медно-цинковые;
- серебряные.
При плавлении они хорошо затекают в зазор, проникают в поры и соединяют детали на молекулярном уровне.
Медная труба с припоемПри высокотемпературной пайке с тугоплавкими припоями применяются флюсы, в состав которых входит бура (борат натрия), борная кислота. В качестве дополнительных компонентов применяются фториды и хлориды. Бура плавится при 743⁰C, но она гигроскопична. Перед использованием вещество необходимо прогреть — высушить, чтобы удалить кристаллы воды. Температура в печи должна быть в пределах 450⁰, время выдержки 40 – 60 мин.
При добавлении к буре борной кислоты, ее также просушивают, все компоненты смешивают и перетирают в порошок. Хранить нужно в закрытой таре, без доступа воздуха и влаги.
Особенности самостоятельного изготовления флюса
Самостоятельно можно изготовить только флюсы для низкотемпературной пайки методом растворения или смешивания при подогреве. Остальные составы производятся химическим путем, требуют специального оборудования.
Для изготовления пастообразного флюса к 100 г сосновой канифоли добавляются кислоты:
- олеиновая — 45 г;
- стеариновая — 30 г;
- пальмитиновая — 25 г.
Состав нагревается на паровой бане, поскольку выше 100⁰ может начаться химический процесс, и перемешивается, пока канифоль полностью не растворится в кислотах.
Флюс СКФ продается в магазинах. Он рассчитан на холодную пайку в диапазоне температур 250 – 280⁰. Его легко изготовить самостоятельно:
- Измельчить канифоль.
- Высыпать в емкость.

- Залить спиртом.
В теплом месте канифоль растворится. Изменить консистенцию состава можно добавлением канифоли или спирта. В случае образования осадка его можно удалить фильтрованием. На качество пайки созданного флюса это не влияет.
Этапы пайки медных труб
Для соединения элементов медного трубопровода применяют пайку, используют газовое оборудование для подогрева. Последовательность действий:
- Аккуратно обрезать трубу. Для этого необходимо использовать специальный труборез.
- Очистить губкой или салфеткой соединяемые детали от грязи, масла, пыли.
- С помощью грубой ткани или «металлической шерсти» снять с поверхности трубы и внутренней части фитинга окисную пленку.
- Нанести на трубу тонким ровным слоем флюс.
- Надеть фитинг.
- Греть горелкой до изменения медью цвета в зоне контакта с пламенем.
- Внести в зону пайки необходимое количество припоя.

Качество шва во многом зависит от равномерного прогрева деталей. Теплопроводность меди высокая, достаточно равномерно прогревать горелкой место стыка, водить ее по окружности, не держать долго на одном месте.
Для соединения двух труб можно обойтись без фитинга, достаточно расширить конец одной трубы специальным приспособлением и после нанесения флюса на обе спаиваемые поверхности, одеть ее на вторую.
Низкотемпературным способом можно паять медную проволоку и микросхемы. Для этого нужно очистить от грязи место соединения. Нанести флюс. Разогретые концы провода можно просто опустить в порошкообразную канифоль. После этого поднести припой и расплавить его. Вместо горелки используется паяльник.
Припои для пайки. Виды и свойства. Состав и флюсы. Плавление
Для соединения различных металлических деталей между собой часто применяется пайка. Этот вид соединения популярен в различных сферах жизни и производства. Чаще им пользуются радиолюбители и домашние мастера.
Этот вид соединения популярен в различных сферах жизни и производства. Чаще им пользуются радиолюбители и домашние мастера.
Пайка может выручить как при ремонте компьютера, телевизора, радиотехники, так и в промышленности, ремонте холодильников. Пайка хороша в создании герметичности соединения. А некоторые материалы по-другому просто невозможно соединить.
Не все металлы можно соединить сваркой. А чтобы пайка получилась качественной и герметичной, необходимы навыки работы, хорошие инструменты и соответствующие припои для пайки и флюсы.
Составы и виды припоев и флюсов выбирают в соответствии с материалами, из которых изготовлены соединяемые материалы. Например, для алюминия нужен совсем другой флюс, нежели чем для меди. Рассмотрим основные свойства припоев, их применяемость, особенности использования.
Основные свойстваВ качестве припоя применяют разные сплавы металлов. Есть сплавы на одном чистом металле, обычно это олово. Металлы, входящие в состав припоя, отличаются между собой разными параметрами.
Любые припои для пайки в обязательном порядке должны обладать свойством смачиваемости, иначе соединяемые детали невозможно будет соединить качественной пайкой.
Смачиваемостью называется явление, при котором надежность связи между молекулами твердого вещества с жидкостью больше, чем у жидкости. При наличии хорошей смачиваемости жидкость расходится по поверхности, при этом заполняет все ее полости. Когда припой недостаточно смачивает металл, его не применяют для этого металла. Для пайки меди чистый свинец не используют, он не смачивает медь.
Температура плавленияНесмотря на вид припоя, у любого вида температура плавления не должна быть больше, чем температура спаиваемых деталей. Однако она должна быть больше рабочих температур материалов, чтобы при работе спаянного устройства припой не расплавился.
В этом вопросе есть два порога температуры. Первый – это температура, во время которой только начинается плавление самых легкоплавких составляющих припоя, а второй – это когда весь припой превратился в жидкость. Интервал между этими двумя значениями называется интервалом кристаллизации припоя.
Интервал между этими двумя значениями называется интервалом кристаллизации припоя.
Если соединенное пайкой место будет находиться при температуре кристаллизации, то место пайки может быстро разрушиться, даже от небольшой нагрузки, так как соединение будет иметь повышенное электрическое сопротивление и хрупкость. Во время пайки нужно знать, что пока припой окончательно не затвердел, нельзя прикладывать к нему какие-либо нагрузки.
Свойства припоевВ любом составе припоя не должны содержаться вещества, обладающие токсичными свойствами для человека, выше нормы. Припои для пайки должны иметь свойства термостабильности и электростабильности. При выборе припоя учитывается теплопроводность припоя и его тепловое расширение. Они должны быть на уровне с паяными деталями.
Виды припоевВсе припои для пайки разделяются на твердые и мягкие. Температура плавления твердых припоев составляет более 450 градусов, а мягких – до этого значения.
Наиболее популярные из них являются сплавы олова и свинца с различным процентным соотношением. Для придания особых свойств припою, в него могут добавить вспомогательные составляющие. Кадмий и висмут используются для уменьшения температуры плавления. Сурьма повышает прочность пайки.
Припой на олове и свинце имеют малую температуру плавления и низкую прочность. Для ответственных деталей такой припой лучше не применять. Если приходится паять мягким припоем детали, подверженные серьезным нагрузкам, то рекомендуется повысить площадь пайки деталей.
Наиболее популярными припоями мягкого типа стали от ПОС – 18 до ПОС – 90. Цифры в маркировке обозначают процентное содержания олова в припое. Эти марки припоев применяют в производстве приборов, а также электронных устройств. ПОС-90 служит для пайки деталей, подвергающихся в дальнейшем гальванике. ПОС-61 применяется для пайки точных устройств, особо ответственных деталей из различных материалов. Им осуществляют пайку латуни, меди, когда нужна прочность соединения и повышенная электропроводность.
Им осуществляют пайку латуни, меди, когда нужна прочность соединения и повышенная электропроводность.
ПОС-40 применяется для неответственных деталей, для которых не нужна особая точность. Зону пайки можно нагревать до высокого значения температуры. ПОС-30 хорошо сочетается с латунью и медью, а также стальными сплавами.
Твердые припои для пайкиСреди твердых припоев с большой температурой плавления имеется две группы: сплавы меди и серебра. К медным видам припоев можно отнести припои, созданные на основе цинка и меди, которые хорошо сочетаются для соединений, предназначенных для статической нагрузки. Эти сплавы хрупкие, поэтому их не нужно применять для пайки материалов с ударной или вибрационной нагрузкой.
Другие виды припояИмеются и другие виды припоя, которые редко применяются. Они необходимы для пайки редких металлов, либо для особых специальных условий. Есть припои на основе никеля, служащие для деталей, работающих при высоких температурах, либо изготовленных из нержавеющей стали. Золотые припои используют для вакуумных трубок. Имеются также припои магния.
Золотые припои используют для вакуумных трубок. Имеются также припои магния.
Припои выпускают в виде различных форм и упаковок. Чаще припои изготавливают в виде проволоки, фольги, либо порошка или таблеток. Также бывают гранулированные припои, паяльные пасты. Форма припоя выбирается в зависимости от вида зоны пайки.
Пайка алюминияАлюминиевые детали соединяют с помощью пайки, при этом используют специальные припои. Пайку алюминия используют в промышленности, бытовых условиях.
Вообще, пайку алюминия считают сложной работой. Так получается, когда неправильно выбирают вид припоя. Берут совсем не тот припой, какой нужно, предназначенный для других металлов. Причина трудной пайки заключается в образовании оксидной пленки, которая не позволяет создать хорошую смачиваемость алюминия.
Чтобы запаять алюминиевую деталь, применяется припой, содержащий цинк, серебро, медь, алюминий и кремний. В торговой сети имеется множество припоев с такими составляющими в разных пропорциях. При выборе следует учесть, что наибольшая коррозионная стойкость и прочность соединения достигается припоем с значительным содержанием цинка.
При выборе следует учесть, что наибольшая коррозионная стойкость и прочность соединения достигается припоем с значительным содержанием цинка.
Алюминий можно также спаять и обычным припоем из свинца и олова, но для этого нужна качественная подготовка поверхности, которая включает в себя зачистку металлической щеткой из нержавеющей стали. При пайке нужно использовать активный флюс. Но такой способ редко применяется.
Пайку алюминия производят при высокой температуре. Наиболее применяемые припои для пайки алюминия – это алюминиево-медно-кремниевые составы.
Пайка медиМедь паять легче всего. С ней сочетаются практически все виды припоев. Применяются как мягкие легкоплавкие припои, так и твердые виды, а также сплавы олова, свинца, серебра, цинка и т. д.
Для ремонта компьютера или телевизора подходят любые мягкие припои. Для пайки труб, водопровода, холодильника применяют твердые припои. Соблюдая эти простые правила можно получить хороший результат.
Для соединения пайкой деталей, изготовленных из нержавеющей стали, специалисты рекомендуют применять припой, состоящий из свинца и олова. Неплохой результат получается с припоем, содержащим кадмий. Можно использовать мягкие припои на основе цинка.
Их нельзя применять совместно с низколегированными сталями, а также углеродистыми сплавами. Наиболее оптимальный вариант припоя для нержавеющей стали – это припой из чистого олова, тем более, если пайка будет соприкасаться с пищевыми продуктами.
При проведении пайки в сухом месте или в печи, используют марганец с серебром, чистую медь или припои на никеле и хроме. Во время пайки в условиях коррозии, применяют тиноли на основе серебра с частью никеля.
Пайка сталиЭффективным припоем для соединения деталей из стали является ПОС-41. Другие припои для пайки также можно применять, но они не совсем подходят для этих целей. Припой на основе цинка плохо сочетается со сталью, особенно низколегированных и углеродистых сплавов.
Для приготовления припоя своими руками составляющие части (обычно это свинец и олово) взвешивают на весах. Эту смесь плавят в тигле на газовой горелке. Расплавленный состав перемешивают металлическим стержнем.
Далее, небольшой пластинкой из стали снимают шлак с поверхности расплавленного припоя, затем аккуратно разливают его в формочки, сделанные из жести, либо гипса.
Плавку осуществляют в проветриваемом помещении, с соблюдением мер безопасности, то есть, надевают очки, фартук, перчатки.
Виды флюсовНи одна пайка не обходится без флюса, так же как без припоя. Это химическое вещество, растворяющее и поглощающее окислы. Флюс осуществляет защиту металла от окисления и способствует смачиванию соединяемых деталей.
Для процесса пайки припоем на основе олова и свинца используют флюс на основе соляной кислоты, либо хлористого цинка. Флюсом может служить также хлористый аммоний или бура. Эти флюсы являются активными. Пассивные флюсы состоят из канифоли, масла, вазелина и других подобных веществ.
Эти флюсы являются активными. Пассивные флюсы состоят из канифоли, масла, вазелина и других подобных веществ.
Например, с мягкими видами припоев можно применять раствор соляной кислоты. Со сталью, медью и латунью используют хлористый цинк. Жирные вещества способен растворять нашатырный спирт. Для пайки алюминиевых сплавов в качестве флюса применяют смесь из тунгового масла, хлористого цинка, канифоли. Имеет свое применение и фосфорная кислота.
Похожие темы:
Общие сведения о пайке – Часть 4: Как использовать флюс при пайке электроники
Пару недель назад я проходил раз в два года процесс продления регистрации на машину моей жены. После тестирования машины и оплаты пошлины мне выдали две маленькие таблички с датой регистрации для номерных знаков. Тем не менее, вы должны быть осторожны, потому что, если их неправильно нанести, эти ярлыки могут отсоединиться во время движения по дороге. Это может привести к импровизированной встрече на дороге с полицейским, который потребует, чтобы вы заплатили дополнительные сборы. Ключ к предотвращению этого – перед нанесением этикеток убедитесь, что поверхность номерного знака чистая и сухая.
Ключ к предотвращению этого – перед нанесением этикеток убедитесь, что поверхность номерного знака чистая и сухая.
Флюс и паяльник
Тот же принцип применяется, когда электронные компоненты припаяны к печатной плате. Если металлическая поверхность платы не чистая и не подготовлена для пайки, вы не получите хорошей металлургической связи между поверхностями. И если оплата штрафных санкций из-за отсутствия текущих номерных знаков на вашем автомобиле обходится дорого, просто подождите, пока вы не начнете получать счета за отказы компонентов на ваших платах из-за плохих паяных соединений.Ключом к получению хорошего паяного соединения является использование химического чистящего средства, известного как флюс, до и во время процесса пайки. Вот более подробный обзор всего этого и того, как использовать флюс при пайке электроники.
Определение и объяснение того, как использовать флюс при пайке электроники
Flux – это химическое чистящее средство, используемое до и во время процесса пайки электронных компонентов на печатные платы. Флюс используется как при ручной пайке вручную, так и в различных автоматизированных процессах, используемых контрактными производителями печатных плат.Основное назначение флюса – подготовка металлических поверхностей к пайке путем очистки и удаления любых оксидов и загрязнений. Оксиды образуются при контакте металла с воздухом и могут препятствовать образованию хороших паяных соединений. Флюс также защищает металлические поверхности от повторного окисления во время пайки и помогает процессу пайки, изменяя поверхностное натяжение расплавленного припоя.
Флюс используется как при ручной пайке вручную, так и в различных автоматизированных процессах, используемых контрактными производителями печатных плат.Основное назначение флюса – подготовка металлических поверхностей к пайке путем очистки и удаления любых оксидов и загрязнений. Оксиды образуются при контакте металла с воздухом и могут препятствовать образованию хороших паяных соединений. Флюс также защищает металлические поверхности от повторного окисления во время пайки и помогает процессу пайки, изменяя поверхностное натяжение расплавленного припоя.
Флюс состоит из основного материала и активатора, который является химическим веществом, которое способствует лучшему смачиванию припоя за счет удаления оксидов с металла.Он также содержит другие растворители и добавки, которые помогают в процессе пайки, а также препятствуют коррозии. Флюс может быть твердым, пастообразным или жидким в зависимости от того, как и где он будет использоваться. Для ручной пайки флюс можно нанести ручкой для флюса или обычно он находится в сердечнике припоя, который использует большинство технических специалистов. Для автоматизированных процессов пайки, используемых КМ во время изготовления печатных плат, существует несколько различных способов нанесения флюса.
Для автоматизированных процессов пайки, используемых КМ во время изготовления печатных плат, существует несколько различных способов нанесения флюса.
Применение различных типов флюсов
В соответствии с IPC J-STD-004B для пайки электроники используются три различных категории флюсов.Эти категории: Канифоль и заменители канифоли, растворимые в воде и не требующие очистки. Внутри этих категорий находятся различные типы и химический состав флюсов в зависимости от потребностей компонентов и плат, подлежащих пайке. В зависимости от автоматизированного процесса пайки, используемого вашим контрактным производителем, флюс будет применяться следующими способами:
- Волновая пайка: Флюс, используемый для пайки волной припоя, обычно состоит из большего количества растворителей, чем флюс, используемый для других применений, и будет распылен на плату до того, как он пройдет через волну припоя.Оказавшись на месте, флюс очистит компоненты, которые должны быть припаяны, чтобы удалить любые образовавшиеся оксидные слои.
 Если на плате используется менее коррозионный тип флюса, то перед нанесением флюса плата должна пройти предварительную очистку.
Если на плате используется менее коррозионный тип флюса, то перед нанесением флюса плата должна пройти предварительную очистку. - Припой оплавление: Для плат, которые подвергаются процессу оплавления припоя, используется паста, состоящая из липкого флюса и небольших шариков металлического припоя. Эта паяльная паста удерживает детали на месте до тех пор, пока тепло печи не заставит частицы припоя оплавиться.Мало того, что металлические поверхности очищаются флюсом, пастообразный характер флюса изолирует воздух, предотвращая дальнейшее окисление. Флюс для паяльной пасты также содержит добавки для улучшения характеристик текучести припоя при его плавлении.
- Селективная пайка: Флюс, используемый для процессов селективной пайки, наносится либо распылением, либо с помощью более точного процесса капельно-струйной пайки.
Метод, которым флюс наносится на каждый из этих процессов пайки, тщательно контролируется, чтобы гарантировать, что флюс может выполнять свою работу без нарушения целостности процесса пайки. Например, если используется паяльная паста, в которой концентрация растворителей выше, чем у других типов паст, может возникнуть проблема, если флюс нагревается слишком быстро. Нагретые растворители могут выделять газ, образуя пустоты в паяном соединении, и разбрызгивать расплавленный припой на участки платы, которые не следует паять. По этой причине процесс оплавления припоя тщательно контролируется с помощью стадий предварительного нагрева, выдержки при температуре и оплавления.
Например, если используется паяльная паста, в которой концентрация растворителей выше, чем у других типов паст, может возникнуть проблема, если флюс нагревается слишком быстро. Нагретые растворители могут выделять газ, образуя пустоты в паяном соединении, и разбрызгивать расплавленный припой на участки платы, которые не следует паять. По этой причине процесс оплавления припоя тщательно контролируется с помощью стадий предварительного нагрева, выдержки при температуре и оплавления.
Флюс для очистки электроники
Другим аспектом флюса является необходимость очистки печатной платы после того, как он выполнил свою работу.Некоторые флюсы вызывают коррозию, и их остатки могут продолжать свою активность и повредить печатную плату еще долгое время после ее изготовления. Каждая из трех упомянутых выше категорий флюсов имеет свои собственные потребности в очистке:
- Канифоль На основе: Этот флюс необходимо очищать специальными химическими растворителями, которые обычно содержат фторуглероды.

- Водорастворимый: Существует множество чистящих средств, которые можно использовать для водорастворимых флюсов, таких как деионизированная вода и моющие средства.
- Без очистки: Судя по названию, эти флюсы практически не требуют очистки. Обычно любая чистка имеет больше эстетической привлекательности, чем фактическое загрязнение. Однако остаточный флюс, не требующий очистки, может снизить эффективность адгезии конформных покрытий, поэтому все же рекомендуется некоторая очистка.
Для более агрессивных флюсов необходима очистка. Некоторые процессы производства печатных плат, такие как экранированные области печатной платы, которые подвергаются пайке волной, могут потенциально скрывать остатки флюса.Этот остаточный флюс со временем может вызвать серьезные проблемы для печатной платы, если ее не очистить. Однако, помимо коррозионных проблем, связанных с более активными флюсами, даже остатки неочищенных флюсов могут мешать тестированию печатных плат, оптическому инспекционному оборудованию и некоторым чувствительным электронным компонентам. В общем, по возможности лучше очищать остатки флюса.
В общем, по возможности лучше очищать остатки флюса.
Чего можно ожидать от контрактного производителя
Существует множество различных категорий, типов и составов флюсов для пайки, так же как существует множество различных типов припоев и процессов пайки.Чтобы быть уверенным, что ваша конструкция печатной платы будет изготавливаться правильно с наилучшим сочетанием материалов и процессов, вам необходимо работать с CM, который полностью понимает все это. Ваш менеджер по маркетингу должен иметь многолетний опыт работы с этими различными материалами, а также оборудование и ресурсы для облегчения этих процессов.
Типы флюсов для припоя
Припой не всегда хорошо сцепляется с компонентами, что приводит к плохому паяному соединению, перемычке контактов или отсутствию соединения вообще.Используйте флюс и подходящую температуру, чтобы решить эти проблемы.
Дмитрий Муравьев / Getty ImagesЧто такое флюс?
Когда припой плавится и образует соединение между двумя металлическими поверхностями, он образует металлургическую связь, химически реагируя с другими металлическими поверхностями. Хорошая связь требует двух вещей:
Хорошая связь требует двух вещей:
- Припой, металлургически совместимый со склеиваемыми металлами.
- Хорошие металлические поверхности без оксидов, пыли и грязи, которые мешают хорошему склеиванию.
Удалите грязь и пыль, очистив поверхности или предотвратив их с помощью надлежащих методов хранения. С другой стороны, оксиды нуждаются в другом подходе.
Оксиды и флюсы
Оксиды образуются почти на всех металлах, когда кислород воздуха вступает в реакцию с металлом. Окисление железа обычно называют ржавчиной. Однако окисление влияет на олово, алюминий, медь, серебро и почти на все металлы, используемые в электронике. Оксиды делают пайку более трудной или невозможной, предотвращая металлургическое соединение с припоем.Окисление происходит постоянно. Однако это происходит быстрее при более высоких температурах, например, когда паяльный флюс очищает металлические поверхности и вступает в реакцию с оксидным слоем, оставляя поверхность загрунтованной для хорошего соединения припоя.
Флюс остается на поверхности металла во время пайки, что предотвращает образование дополнительных оксидов из-за высокой температуры процесса пайки. Как и в случае с припоем, существует несколько типов флюсов, каждый из которых имеет основные применения и некоторые ограничения.
Типы флюсов
Для многих применений достаточно флюса, включенного в сердечник припоя.Однако дополнительный флюс полезен в некоторых случаях, например, при пайке и распайке на поверхности. Во всех случаях лучший флюс для использования – это наименее кислотный (наименее агрессивный) флюс, который воздействует на оксид на компонентах и приводит к хорошей связи припоя.
Флюс для канифоли
Некоторые из самых старых типов флюсов основаны на рафинированном и очищенном сосновом соке, называемом канифолью. Канифольный флюс все еще используется сегодня, но современный канифольный флюс смешивает различные флюсы для оптимизации его характеристик.
В идеале флюс легко течет в горячем состоянии, быстро удаляет оксиды и помогает удалить посторонние частицы с поверхности паяемого металла. Канифольный флюс в жидком состоянии является кислотным. Когда он остывает, он становится твердым и инертным. Поскольку канифольный флюс в твердом состоянии инертен, его можно оставить на печатной плате, не повредив схему, если только схема не нагреется до такой степени, что канифоль может стать жидкой и разъесть соединение.
Канифольный флюс в жидком состоянии является кислотным. Когда он остывает, он становится твердым и инертным. Поскольку канифольный флюс в твердом состоянии инертен, его можно оставить на печатной плате, не повредив схему, если только схема не нагреется до такой степени, что канифоль может стать жидкой и разъесть соединение.
Удаление остатков канифольного флюса с печатной платы – хороший способ.Кроме того, если вы собираетесь нанести конформное покрытие или если важны косметические средства для печатных плат, остатки флюса следует удалить спиртом.
Органический кислотный флюс
Одним из наиболее распространенных флюсов является флюс на основе водорастворимых органических кислот. Обычные слабые кислоты используются в потоках органических кислот, включая лимонную, молочную и стеариновую кислоты. Слабые органические кислоты сочетаются с такими растворителями, как изопропиловый спирт и вода.
Флюсы с органическими кислотами сильнее флюсов для канифоли и быстрее очищают оксиды. Кроме того, водорастворимая природа флюса на основе органических кислот позволяет легко очищать печатную плату обычной водой – просто защищайте компоненты, которые не должны намокать. Поскольку остатки OA являются электропроводными и влияют на работу и характеристики цепи, удалите остатки флюса после завершения пайки.
Кроме того, водорастворимая природа флюса на основе органических кислот позволяет легко очищать печатную плату обычной водой – просто защищайте компоненты, которые не должны намокать. Поскольку остатки OA являются электропроводными и влияют на работу и характеристики цепи, удалите остатки флюса после завершения пайки.
Флюс неорганической кислоты
Флюс на основе неорганической кислоты лучше работает с более прочными металлами, такими как медь, латунь и нержавеющая сталь. Это смесь более сильных кислот, таких как соляная кислота, хлорид цинка и хлорид аммония.Флюс на основе неорганической кислоты требует полной очистки после использования для удаления коррозионных остатков с поверхностей, которые ослабляют или разрушают паяное соединение, если оставить его на месте.
Дым припоя
Дым и пары, выделяющиеся при пайке, включают несколько химических соединений кислот и их реакции с оксидными слоями. Другие соединения, такие как формальдегид, толуол, спирты и кислые пары, часто присутствуют в парах припоя. Эти пары могут привести к астме и повышенной чувствительности к парам припоя.Обеспечьте соответствующую вентиляцию и при необходимости используйте респиратор.
Эти пары могут привести к астме и повышенной чувствительности к парам припоя.Обеспечьте соответствующую вентиляцию и при необходимости используйте респиратор.
Риск рака и свинца из-за паров припоя низок, так как точка кипения припоя в несколько раз выше, чем температура кипения флюса и температура плавления припоя. Наибольший риск свинца – это обращение с припоем. При использовании припоя следует проявлять осторожность, уделяя особое внимание мытью рук и избегать еды, питья и курения в местах с припоем, чтобы предотвратить попадание частиц припоя в тело.
Спасибо, что сообщили нам!
Расскажите, почему!
Другой Недостаточно деталей Сложно понятьРуководство по различным типам флюсов для припоя | от Alpha Assembly Solutions Inc.
Пайка является важной частью сборки электроники, так как обеспечивает правильное соединение компонентов на печатной плате. Это требует использования подходящего припоя, который иногда можно вводить с флюсом, чтобы обеспечить хорошие соединения и избежать таких проблем, как плохие соединения и невозможность создания надежного соединения.Чтобы предотвратить проблемы со связкой, в процессе пайки используется флюс для облегчения пайки. При выборе флюса для припоя необходимо учитывать тип используемой печатной платы, тип и плотность электронных компонентов, которые необходимо паять, способность металлов к соединению при пайке и процесс пайки.
Флюс – это химическое вещество, необходимое для пайки и сборки печатных плат, так как его функция заключается в поддержании чистоты поверхности печатной платы перед пайкой.Его основная функция заключается не только в обеспечении чистоты, но и в удалении любых оксидов, которые могут образоваться в процессе пайки. Оксиды, присутствующие на печатной плате, обычно являются причиной неправильно сформированных соединений, что приводит к плохому потоку электричества и неэффективной электропроводности. Используя флюс для пайки, вы деокисляете металлы для правильной пайки и смачивания.
Активаторы, содержащиеся во флюсе, способствуют смачиванию расплавленного припоя на выводах компонентов и площадках для поверхностного монтажа или на свинце за счет удаления оксидов и загрязнений.Существуют различные типы флюсов для припоя, разработанные в соответствии с отраслевыми стандартами J-STD-004. Канифольный флюс в основном состоит из очищенной натуральной смолы сосны и далее классифицируется по следующим категориям:
- R (канифольный) флюс – в основном изготовлен из канифоли и считается наименее активным, но практически не оставляет остатки после процесса пайки.
- Флюс RMA (умеренно активированная канифоль) – Содержит достаточное количество активаторов для очистки поверхностей с гальваническим или паяным покрытием.Выводы компонентов или терминаторы делают расплавленный припой эффективным смачиванием этих участков.
- RA (активированный канифолью) флюс – Наиболее активен, но оставляет много остатков.
Флюс для припоя также классифицируется как водорастворимый и без очистки . Последний в точности соответствует названию – не требует какой-либо очистки после пайки. Водорастворимый флюс иначе называют флюсом OA (органической кислотой), который обычно состоит из органических материалов, помимо смолы или канифоли.При использовании он дает хорошие результаты благодаря хорошей активности флюса и эффективному смачивающему действию, которое устраняет оксиды и сохраняет поверхность чистой для пайки. Однако он имеет тенденцию становиться слишком агрессивным. Таким образом, пользователи должны проявлять особую осторожность при очистке, чтобы предотвратить загрязнение флюсом.
Как использовать флюс при пайке электроники для начинающих
Давайте признаем – иногда припой просто недостаточно для соединения двух частей, особенно когда вы работаете с проводами и электроникой. Раствор на основе припоя наверняка повлияет на плохо выполненное соединение с перемычкой контактов или вообще без стыков.Это когда выбирается флюс. После установки нужного уровня температуры и флюса справиться с этой распространенной проблемой при любых работах с электроникой сможет даже новичок в паянии.
Чтобы избежать окисления, которое удерживает металлургическую связь от здания, используются специальные флюсы. Средство остается на металлической поверхности, когда человек использует паяльник. Весь процесс проходит без слишком большого количества оксидов. Две поверхности образуют прочную и ровную связь.Лучшие виды флюсов для пайки электроники
Однако одного флюса для пайки проводов и электроники недостаточно.Как владелец SolderingIronGuide, я прошел через множество подобных работ. Итак, я могу с уверенностью сказать, какие флюсы выбрать, а чего избегать при формировании металлургического шва.
Какие флюсы необходимо покупать:
- Любой свинцовый припой на канифольной основе – лучший выбор для электронных работ. По сравнению с другими видами он лучше растворяется при низких температурах. И это лучше для довольно деликатного электромонтажного проекта. Использование флюса для пайки с тонким слоем канифоли посередине поможет покрыть провода наилучшим образом;
- Припой со свинцом и сплошным сердечником тоже хорош.Такие изделия легче окисляются и намного дольше держат прочную связь. Обязательно мойте руки при работе с любым свинцовым припоем;
- Канифольные флюсовые изделия изготовлены на основе соснового рафинада. Некоторые производители комбинируют различные канифольные флюсы, чтобы обеспечить максимальную эффективность своих флюсов. Такие продукты плавно текут (в горячем состоянии) и быстрее удаляют оксиды. Когда канифольный флюс жидкий, он кислый, но при остывании становится более твердым. Вот почему подумайте о том, чтобы как можно скорее удалить остатки канифольного флюса с ПХБ с помощью спирта;
- Водорастворимые или органические флюсы.Молочная, лимонная и стеариновая кислоты в сочетании с водой и изопропиловым спиртом также весьма эффективны для использования в электронике. В основном потому, что они более мощные, чем флюсы на основе канифоли. Печатные платы легче чистить после использования органических флюсов. Эти продукты электропроводны и обеспечивают более высокие показатели производительности;
Однако есть определенные продукты, которым категорически запрещено использовать флюс для электроники.
Каких флюсов следует избегать:
- Флюсы на основе неорганических кислот хороши для склеивания прочных металлов, таких как нержавеющая сталь или латунь.Эти агенты включают сильные кислоты, такие как хлорид цинка или хлорид аммония. Полная очистка необходима сразу после использования такого паяльного флюса. Остатки коррозии на поверхностях могут разрушить паяное соединение! Никогда не используйте такие средства для сборки электронных устройств или любых электронных работ;
- Бессвинцовый электрический припой подходит только для небольших электромонтажных работ. Да, такие продукты экологически чистые, потому что в них нет свинца, но они не будут иметь сильной позиции;
Универсальный совет по покупке флюса для электроники: в конце концов, главное помнить, что наименее агрессивный (т.е.е. наименее кислотный) агент является лучшим во всех сценариях. Такой дополнительный слой во время пайки гарантирует, что оксиды находятся под контролем и образуют отличную связь.
Большинство специалистов советуют выбирать флюс на канифольной основе для пайки электрической пайкой. Большая часть электроники и проводов чрезвычайно хрупкие, поэтому следует избегать использования коррозионных агентов. Такие средства для пайки вентиляторов наверняка найдутся в местных магазинах бытовой техники.
Рассмотрите возможность использования так называемых водорастворимых флюсов.Вы можете найти их как в жидкой форме, так и в полужидком геле. Их главное преимущество – сильное коррозионное воздействие с максимальным окислением переплетенных деталей. Также они не проводят электричество и не требуют мытья доски после окончания работ. Тем не менее, после пайки все же лучше удалить весь остаточный флюс с припаянных деталей.
Флюс SRA Rosin Paste Flux предлагается в небольшом контейнере, содержащем 2 унции флюса, для выполнения всех ваших задач пайки.Для нанесения жидкого флюса вам может потребоваться кисть, ватный тампон или даже спичка.Но более приемлемо купить так называемый «аппликатор флюса». Фирменные аппликаторы флюса стоят около 20-30 долларов за штуку, поэтому для некоторых будет разумнее сделать такой аппликатор самостоятельно. Вам потребуется кусок силиконового / резинового шланга (выберите диаметр 5-6 мм) и одноразовый шприц.
Разрежьте шприц на 2 части. Обе части необходимо поместить в трубку из резины. Игла немного укорачивается, для удобства использования ее можно немного погнуть. Слегка прижав шланг, выдавите с наконечника каплю флюса на припаянные детали и припаяйте.При хранении, чтобы игла не высыхала, внутрь нее можно вставить тонкую проволоку.
Рассмотрите возможность использования геля или пасты для флюса. Для его применения также можно подобрать одноразовый шприц, только из-за его плотности игла шприца должна быть толстой.
Как подготовить паяльный инструмент?
При работе с электроникой необходимо очищать ее сразу после использования. Так что убедитесь, что утюг чистый, и только потом включайте его. Подключите или включите утюг и подождите, пока он нагреется.Когда станет жарко, примените влажную губку для очистки кончика. Не касайтесь горячего конца во время чистки!
Всегда оставляйте утюг на подставке, когда инструмент включен. Горячий наконечник может вызвать возгорание, если оставить его без присмотра.
Когда кончик утюга станет горячим и чистым, нанесите небольшое количество припоя. Протрите доступ влажной губкой. Такой прием называется «лужением» железа, он предотвращает окисление при работе с электроникой.
Процесс нанесения будет зависеть от того, какой легкоплавкий состав используется:
- При использовании припоев необходимо окунуть паяльник в корпус реагента и зацепить небольшое количество припоя;
- Если используется жидкая готовая смесь, ее можно наносить кистью;
- При работе с пастой требуется нанести ее на место стыка палочкой, зубочисткой;
- Также не стоит забывать об очистке поверхности от окисления;
Во избежание ожогов при использовании флюса для пайки рекомендуется надевать специальные перчатки из кожи.
Пошаговое руководство по пайке проволоки флюсом
- Изначально поверхности должны быть чистыми;
- После зачистки наносится слой флюса;
- Переплетите провода, чтобы не заострились концы;
- Расплавить давление флюса на одну сторону переплетенных проволок. Когда инструмент горячий, прижмите его к одному участку проводов, чтобы он нагрелся. Прижимайте инструмент к проволоке, пока флюс не расплавится, но до появления пузырей;
- В конце концов, подождите, пока шов застынет – через несколько минут;
Без специального состава невозможно соединить контакты.Опытные паяльщики предполагают, что новички проделают работу без флюса и увидят результат – работа займет гораздо больше времени, шок быстро спадет. Лучшим дополнительным материалом для склеивания является чистое олово. Однако это не дешевый металл и в основном применяется вместе со свинцом.
Насадки для пайки электроники флюсом
- Не забудьте про флюс на плате;
- Пастообразная форма почти всегда более разумный выбор, чем жидкая форма;
- Флюс, не требующий очистки, не подходит для сборки кабелей – растворители не удаляют такие вещества;
- После работы удалите флюс любым магазинным или самодельным растворителем.Они должны стекать в сторону от контактных изолирующих зон;
- Вода и растворитель не должны попадать на корпус вашего разъема. Если это случилось, используйте свежий растворитель для смывания остатков в этой области;
- Для удаления остатков лучше выбирать деионизированную воду;
- Держитесь подальше от паров припоя, они могут привести к астме и другим серьезным проблемам со здоровьем, при нанесении используйте респиратор;
Не могу сказать, что пайка флюсом проще, когда дело касается электроники и кабелей.Но, в конце концов, благодаря предыдущим советам вы получите прочную связь за более короткий период времени. И это то, что вы ищете, верно? Склеивание электроники с флюсом или без него – что вы выберете?
Привет! Меня зовут Том и я автор блога. Мое хобби – электронные схемы и паяльники.
Solder Paste Flux – Паяльная паста, Паяльный флюс
Использовать
Хотя в основном флюс для паяльной пасты используется для создания паяльной пасты, он также продается напрямую в виде геля или липкого флюса.
Флюс паяльной пасты также может действовать как временный клей. Его липкая природа удерживает компоненты вместе, пока тепло в процессе пайки не расплавит припой и детали не будут сплавлены вместе.
После смешивания паяльная паста чаще всего используется в процессе трафаретной печати. Паста наносится на трафарет по образцу, необходимому на конечном конечном продукте – печатной плате.
Флюс для паяльной пасты должен иметь достаточную липкость, чтобы закрепить компоненты во время обработки приспособления на производственной линии.
После печати процесс формирования печатной платы сопровождается предварительным нагревом и оплавлением (плавлением).
Для флюса температура и скорость изменения температуры являются ключевыми в процессе оплавления. Медленное повышение температуры необходимо для предотвращения комкования припоя, но оно должно быть достаточно большим, чтобы активировать флюс, затем расплавить сам припой и достаточно быстро повторно охладиться, чтобы сохранить желаемую форму.
Приложение
Гель флюса для паяльной пасты можно наносить кистью там, где это необходимо, и, в отличие от жидкого флюса, он не будет стекать с области нанесения.
Это означает, что при использовании непосредственно в качестве припоя небольшое количество флюса для паяльной пасты можно использовать вместо относительно большого количества жидкого флюса. Обычно флюс-гель используется для замены шариков BGA и восстановления / ремонта паяных соединений.
При смешивании флюса паяльной пасты и порошкового припоя для нанесения на монтажные сборки необходимо учитывать следующие важные моменты:
Срок службы
Различные типы флюсов, особенно на водной основе, могут постепенно испаряться после смешивания, в конечном итоге затвердевая до такой степени, что их нельзя будет использовать.Предварительно смешанные паяльные пасты имеют время, указанное производителем. Срок службы самосмешиваемых паст может быть приблизительным, но его следует недооценивать в целях безопасности.
Вязкость
Как жидкость, паяльная паста не является полностью устойчивой к текучести. Толщина смеси флюс / порошок помогает определить, насколько хорошо она сопротивляется этой тенденции сохранять форму в процессе отверждения. Однако иногда более низкая вязкость предпочтительна.
При использовании ракеля для нанесения паяльной пасты на трафарет прикладываемая сила может снизить вязкость, что приводит к разжижению пасты и позволяет ей легче проходить через отверстия трафарета.Опять же, предварительно смешанные пасты имеют размеры, предоставленные производителем, в то время как индивидуальные смеси часто требуют самотестирования.
И срок службы, и вязкость можно выразить через индекс тиксотропности, измерение вязкости смешанной паяльной пасты в состоянии покоя по сравнению с нанесенной.
В зависимости от соотношения и состава флюса для паяльной пасты и порошка припоя может потребоваться частое перемешивание для обеспечения надлежащей вязкости и испытания на срок службы.
Количество пасты также является ключевым фактором.Слишком маленькое количество может привести к потере прочности соединения или плохой проводимости электрического соединения. Слишком большое количество может привести к случайному короткому замыканию на плате.
Хранение и очистка
Флюс для паяльной пасты необходимо надлежащим образом хранить для удобства использования. Для предотвращения испарения необходимо использовать герметичный контейнер. Хранение в зоне с низкой температурой снижает скорость окисления и, следовательно, скорость разложения флюса, но будьте осторожны, чтобы не доводить его до температуры замерзания, которая может вызвать отделение химикатов.
Как и все флюсы, используемые в электронике, оставшиеся остатки могут быть вредными для схемы, и существуют стандарты для измерения безопасности оставленных остатков.
Для каждого типа флюса требуются собственные растворители для удаления излишков:
Паяльный флюс 101 | Группа продуктов Harris
Боб Хенсон
Химический флюс обычно используется со многими припоями.Правильное флюсование важно, поскольку флюс поглощает оксиды, образующиеся при нагревании, и способствует течению присадочного металла. Флюсы – это химические смеси, содержащие различные химические компоненты. Смесь перемешивается, чтобы обеспечить плавное нанесение и сцепление.
Вы когда-нибудь задумывались о различных типах флюсов и о том, где каждый из них используется? Вот ускоренный курс, в котором рассматриваются типы производимых нами серебряных флюсов для пайки:
Stay-Silv ® Белый флюс для пайки
Это флюс с белой пастой, который используется в 90% случаев пайки серебром.Белый флюс подходит для пайки меди, латуни, стали, нержавеющей стали и никелевых сплавов. Он имеет активный температурный диапазон от 1050 до 1600 ° F (565 – 870 ° C). Используйте его с припоями Safety-Silv ® с высоким содержанием серебра (серия AWS BAg) на вышеуказанных основных металлах и Stay-Silv ® фос-медь-серебро (серия AWS BCuP) на меди. к латуни.
Белый флюс соответствует спецификации A5.31 Американского общества сварки (AWS); класс FB3-A и Спецификация аэрокосмических материалов (AMS) 3410.
Stay-Silv ® Порошковый припойный флюс
Горячая наплавка прутка порошковым флюсом
Это похоже на белый флюс, за исключением порошковой формы. Поскольку это порошок, он не расслаивается и не затвердевает во время хранения (держите крышку плотно закрытой, поскольку флюс будет вытягивать влагу из воздуха). Флюс можно использовать в порошковой форме, нагревая конец прутка или проволоки для пайки и погружая его во флюс. Иногда это называют «хот-роддингом». Флюс прилипнет к нагретому стержню.При необходимости флюс можно смешивать с водой или спиртом для образования пасты, которую затем можно нанести на деталь перед пайкой.
Этот флюс соответствует классу FB3-F AWS A5.31 и имеет диапазон температур 1200–1600 ° F (650–870 ° C).
Dynaflow ® Автоматическое дозирование флюса
Нанесение флюса может быть автоматизировано на паяльных машинах с использованием дозирующего оборудования. Для автоматического дозирования смеси флюса частицы должны быть меньше минимального размера, чтобы предотвратить засорение отверстий и линий.Изначально флюс Dynaflow был разработан как «более гладкий» флюс для облегчения автоматической подачи. Эта последовательность достигается за счет введения дополнительного шага в процессе производства. Более гладкая консистенция также уменьшает отделение жидкости внутри неиспользуемых контейнеров.
Dynaflow Flux используется для пайки, аналогичной стандартному белому флюсу.
Stay-Silv ® Черный припой
Фитинг с флюсом для пайки Stay-Silv® Black
Формула черного флюса включает порошкообразный бор, который придает флюсу черный цвет (на самом деле более коричневый, но «коричневый» паяльный флюс не имеет такого же размаха).Этот ингредиент обеспечивает две функции:
- Флюс поглощает оксид при нагревании. Флюс обеспечивает максимальное поглощение оксидов, после чего он насыщается и теряет свою эффективность. Такой состав позволяет флюсу выдерживать более длительные циклы нагрева без разрушения. Эти применения могут включать определенные типы концентрированного локального нагрева (например, индукционный) или могут происходить во время факельного нагрева крупных деталей. В этих случаях хорошим выбором будет черный флюс для пайки.
- Некоторые оксиды металлов труднее флюсовать. К ним относятся нержавеющая сталь, никелевые сплавы и карбид вольфрама. Черный флюс растворяет эти оксиды и способствует смачиванию присадочного металла.
Черный флюс в основном используется с припоями Safety-Silv с высоким содержанием серебра (вы часто встретите его для никелевых продуктов, содержащих 40Ni2 или 50N). Он соответствует требованиям AWS A5.31, класс FB3-C и AMS 3411, и имеет активный диапазон температур около 1050–1700 ° F (565–925 ° C).
ECO SMART ® Флюс
ECO SMART® Зеленый паяльный флюс, наносимый на медную трубу
Борная кислота входит в состав многих смесей припоев. Регламент Европейского Союза REACH (Регистрация, оценка, авторизация и ограничение химических веществ) отмечает, что борная кислота классифицируется как «вещество, вызывающее очень серьезное беспокойство» на основании данных испытаний, указывающих на то, что это может быть репродуктивный токсин.
СоставECO SMART Flux имеет следующие преимущества:
- Обеспечивает состав флюса без борной кислоты для удаления компонента борной кислоты и содействия использованию более безопасного флюса для пайки.
- Зеленый цвет, который становится прозрачным или прозрачным при температуре пайки. Это упрощает оператору определение момента нанесения припоя.
- Доступен в нескольких составах для удовлетворения любых потребностей в пайке:
- Зеленая паста – для стандартной пайки (аналогична белому флюсу Stay-Silv и используется с такими же присадочными металлами и приложениями).
- Зеленый порошок – в виде порошка.
- Black Paste – модифицированный бором флюс для более длительных циклов нагрева и трудных для пайки основных металлов (аналогичен черному флюсу Stay-Silv и используется с такими же присадочными металлами и применениями.).
- Black Powder – модифицированный бором флюс в порошковой форме.
Боб Хенсон
Боб Хенсон является техническим директором компании Harris Products Group и имеет более 40 лет опыта в области соединения металлов. Он является автором или соавтором нескольких патентов и имеет множество опубликованных статей.
Боб работает во многих отраслевых организациях и комитетах. Он является пожизненным членом Американского общества сварки (AWS) и возглавляет комитет A5H, который составляет спецификации для припоев и флюсов.Боб также является членом Комитета производителей пайки AWS, Группы технической деятельности США, которая рассматривает международные документы по пайке ISO, и Комитета AWS A5 по присадочным металлам, который рассматривает спецификации электродов для дуговой сварки, стержней для газовой сварки и других присадочных металлов, охватывающих как черные и цветные материалы. Боб работает в техническом комитете National Skills USA HVACR и является председателем соревнований по пайке Skills HVACR. Он является членом RSES и членом Консультативного совета по обслуживанию производителей RSES.
| Когда эта дискуссия впервые возникла, флюсы канифоли не были такими агрессивными, как более активные водорастворимые флюсы. Мыслительный процесс звучал так: «Флюс был вашим другом», и чем агрессивнее флюс, тем легче было припаять компоненты к продуктам. Было также установлено, что эти водорастворимые флюсы можно очистить только водой. Значительное различие между существующими материалами-растворителями, используемыми для очистки канифольных флюсов, такими как трихлорэтилен (TCE), 1,1,1-трихлорэтан, хлорэтан, D-Sol, MEK (метилэтилкетон), фреоны (CFC) и HCFC, которые, кстати, оказались канцерогенными и озоноразрушающими материалами.Флюсы на основе канифоли можно было очистить только в растворителях, предназначенных для их удаления. Канифоль должна быть растворена, и активаторы должны быть удалены, особенно с помощью флюсов, активированных канифолью. Флюсы с умеренно активированной канифолью (RMA) не нужно удалять, но из-за их внешнего вида и сложности, которую они представляют при электрических испытаниях, у большинства производителей также есть процессы для их удаления с печатных плат. Обычно они не удаляют эти остатки RMA с кабельных сборок. Другой способ удалить канифольные флюсы – превратить их в канифольное мыло с помощью щелочного омылителя и смыть деионизированной водой, в то время как водорастворимые флюсы были более агрессивным материалом и теоретически их было легче удалить с помощью традиционных систем очистки воды.С появлением поверхностного монтажа в 1980-х годах зоны захвата стали более распространенными, поскольку пространства под компонентами были меньше, и способность этих растворителей проникать под эти компоненты стала уязвимой. Поверхностное натяжение очищающей среды было слишком высоким, чтобы проникнуть под компоненты, поэтому флюсы не смывались, оставляя после себя некоторые ионные остатки от галогенидных активаторов, используемых в этих флюсах. Хотя это краткая история флюсов, вопросы остаются неизменными: какой флюс лучше всего подходит для вас, и можете ли вы очистить его от всего продукта.Вопрос “Насколько чисто чисто?” еще нужно ответить. Необходимо ответить на вопрос об утилизации растворителей и водного раствора. Еще нужно ответить на вопрос о дополнительной стоимости очистки. Другими словами, стоит ли все это затрат или следует изменить процесс на флюсы с низким содержанием твердых частиц и не беспокоиться о каких-либо процессах очистки. Я знаю, что существует больше проблем, чем указано, таких как совместимость остатков флюса с конформным покрытием, поведение остаточного флюса при конечном использовании продукта, необходимость обучения клиента тому, как видеть остатки и пленки на их продуктах, типы тестирование, которое необходимо провести для проверки качества продукции.Также необходимо учитывать стоимость оборудования, а не только капитальные затраты, но и стоимость материалов, занимаемой площади, вентиляции, сброса сточных вод и т. Д., Которые должны быть добавлены к уравнениям для определения стоимости очистки печатных плат. Я бы сказал, что лучше всего использовать флюс, который является лучшим процессом для вас и ваших клиентов, то есть продукты хорошего качества, который будет менее дорогостоящим для вас и вашего клиента и будет иметь наименьшее влияние на окружающую среду. Если есть еще вопросы, не стесняйтесь обращаться ко мне в автономном режиме, и мы сможем обсудить это дальше, поскольку эту тему очень сложно охватить в нескольких абзацах. Вице-президент, технический директор Корпорация EPTAC В корпорации EPTAC г-н Ламберт наблюдает за содержанием предлагаемых курсов, программ сертификации IPC и предоставляет клиентам экспертные консультации в области производства электроники, включая RoHS / WEEE и бессвинцовые проблемы. Лео также является генеральным председателем комитета по процессу сборки / присоединения IPC. Эти вопросы вызывают больше вопросов! Вкратце, выбор основан на том, насколько прочным должен быть флюс и какой вид очистки (удаление остатков флюса) можно допустить.Это, в свою очередь, зависит от конечного продукта. Игрушки, которые выбрасывают через несколько месяцев, или высоконадежная сборка (Pacemaker, Aerospace), которая в принципе должна служить вечно? По всей видимости, это разные продукты, находящиеся между этими крайностями. А как насчет печатных плат и компонентов? У них лучшая паяемость или вы должны уметь паять все, что есть в комплекте? Канифольные флюсы основаны на растворах канифоли – натурального продукта, полученного из деревьев – в органическом носителе, обычно изопропиловом спирте.Канифоль содержит небольшое количество абиатовой кислоты, которая при нагревании создает восстанавливающую среду, которая может оказывать очищающее воздействие на пятна, такие как оксид меди. Этот эффект очень ограничен, и для более сильных потускнений добавляются различные количества более сильных, так называемых активаторов, чтобы улучшить очищающую способность флюса. Эти флюсы классифицируются как R (канифоль), RMA (умеренно активированная канифоль) и RA (активированная канифолью). Для удаления остатков канифольного флюса после пайки требуется органический растворитель, такой как хлорированный или фторированный углеводород, для растворения канифоли и полярный ингредиент, такой как спирт, для растворения ионной части остатка (активатор).Канифоль не растворяется в воде, но некоторые флюсы для канифоли растворимы в воде, плюс омылитель, который превращает канифоль в растворимый мылоподобный материал. Водорастворимые флюсы – это растворы активных химикатов, обычно запатентованных формул, в растворителях – обычно неводных. Обычно эти флюсы относительно сильны и легче справляются с потускнением, чем канифольные флюсы. Остатки обычно растворимы в воде – вероятно, лучшее чистящее средство для ионных остатков – но, конечно, все компоненты узла должны быть достаточно герметичными, чтобы выдерживать погружение в воду.Как бы ни проводилась очистка, в узле не должно быть остатков ионов, которые могут быть очень опасными. Консультант VJ Electronix Гарольд Хайман занимается металлургическими аспектами электронной промышленности с 1950-х годов, а также разработкой и проектированием полупроводников для STL, Ediswan и RCA. Позже он присоединился к HTC, пионеру парофазной пайки и продолжившему опыт работы в Dynapert, GenRad, Teradyne, SRT и VJ Electronics. Поскольку остатки флюса для промывки водой должны быть удалены, обычно используются гораздо более агрессивные активаторы (как кислоты, так и, если используются галогениды), и уровень этих материалов также обычно намного выше, чем для обычного канифольного флюса. Активаторы выбираются из-за их растворимости в воде и часто гигроскопичны (впитывают воду из воздуха) по своей природе, поэтому плиты необходимо мыть в течение ограниченного времени после обработки, чтобы предотвратить повреждение швов остатками флюса. .Для сравнения, системы на основе канифоли по своей природе не гигроскопичны, а остатки имеют гораздо менее агрессивные и более низкие уровни активаторов, поэтому остатки представляют меньший риск поражения суставов и имеют гораздо более длительное окно очистки, если на самом деле они вообще требуют очистки. Дополнительные уровни активатора, присутствующие в системах водяной промывки, будут иметь тенденцию делать их более подходящими для ситуаций, когда на паяемых поверхностях присутствуют чрезмерные уровни окисления или загрязнения. С другой стороны, сборки с открытыми обмотками или улавливающими карманами могут лучше обслуживаться системой на основе канифоли из-за более низкого уровня коррозии остатков, которые могут задерживаться в таких областях. Старший химик по применению Хенкель Электроникс Д-р Пул – старший химик по применению в Henkel Technologies, группе разработки материалов для сборки электроники. Он отвечает за всю сборочную продукцию Henkel, включая продукты для пайки, заполнители, защитные материалы для печатных плат и теплопроводящие клеи. Флюсы на основе канифоли широко используются в военной и космической электронике.Причины могут быть перечислены как:
Менеджер по прикладным технологиям Zestron America Г-н Тосун опубликовал множество технических статей. Как активный член организаций SMTA и IPC, г-н Тосун представил множество статей и исследований по таким темам, как «бессвинцовая очистка» и «климатическая надежность». Флюсы на основе канифоли используют натуральную канифоль в качестве активатора для очистки металлов, так что жидкий сплав может сливаться и смачиваться на контактной площадке. ROL0 (активация с низким содержанием канифоли) обычно используется в приложениях без очистки. Водорастворимый флюс. Существует два основных типа: 1. Смываемый водой и 2. Растворимый в воде. Смываемый водой флюс может содержать канифоль и, кроме того, поверхностно-активное вещество для удаления остатков флюса после оплавления. Водорастворимый обычно использует активаторы органических кислот в качестве флюса, и каждый компонент в системе флюса должен быть растворим в воде и, следовательно, очищаться только водой.Эти типы пасты обычно представляют собой высокоактивный флюс. Зачем использовать то или другое? Это зависит от того, что вы делаете. Если вам нужна высокая надежность в течение длительного времени, рекомендуется использовать водорастворимую пасту, так как она имеет высокий активационный флюс и после очистки на плате не останется никаких следов или загрязнений. Если вы наносите на плату конформное покрытие, вам следует либо использовать процесс очистки после пайки, химикаты или воду, либо проверить совместимость любого используемого чистого флюса с конформным покрытием.В HumiSeal мы можем предоставить услуги тестирования совместимости на отсутствие чистых остатков флюса. Менеджер в Европе HumiSeal Крис Пэйлин в настоящее время управляет продажами и поддержкой конформных покрытий HumiSeal в Европе. Он специализируется на испытаниях и надежности, технологиях пайки, креплении силовых кристаллов и защитном покрытии. * Флюсы на основе канифоли содержат канифоль и в большинстве случаев не соответствуют требованиям очистки.Остатки флюса No-Clean являются доброкачественными, инертными, негигроскопичными и не требуют удаления после оплавления. * Флюсы для водной промывки содержат агрессивные кислоты и должны быть очищены после оплавления – невыполнение очистки вызовет коррозию и рост дендритов. В целом, наблюдается тенденция к переходу к процессу без очистки – это экономит $$$ и исключает дополнительный этап очистки. Помимо некоторых известных преимуществ процесса без очистки по сравнению с процессом смывки водой (более длительный срок службы трафарета, повышенная устойчивость к оседанию..) канифоль в пасте, не требующей очистки, действует как нормальный барьер для окисления и помогает смягчить некоторые из более серьезных проблем: (a) Head-in-Pillow; Кроме того, с сегодняшними платами, укомплектованными компонентами с низким зазором, такими как QFN и LGA – при использовании водной промывочной пасты очистка под зазорами толщиной менее 2 мил создает реальные проблемы. Технический менеджер – Европа Indium Corp. В настоящее время работает в Indium Corporation и отвечает за технологические программы и техническую поддержку клиентов в Европе. Более 15 лет опыта в SMT, энергетике, теплотехнике и полупроводниках. Степень магистра в области промышленного развития, Государственный университет Нью-Йорка в Бингемтоне. Обычно водорастворимые флюсы имеют более высокую активность, чем флюсы на основе канифоли, поэтому, если вы ищете смачивание, а также более чистый картон, то растворимый в воде может оказаться лучшим решением.В настоящее время мы не видим много флюсов, активированных канифолью (RA) или канифольных среднеактивированных (RMA) флюсов, поскольку большая часть этого бизнеса была переключена на флюсы с низким содержанием твердых частиц без очистки. Если вы хотите использовать флюс, который не обязательно очищать, то флюс с канифолью / без очистки может быть тем направлением, в котором вы хотите двигаться. Президент FCT Assembly Майк Шимека создал FCT Assembly после покупки Fine Line Stencil, Inc., и состоит из двух основных операций: изготовление трафаретов и изготовление изделий для сборки электроники, таких как паяльная паста, флюс и паяльная планка. Комментарий читателя Я думаю, что есть ошибка в том, что написано в пункте 2 в комментариях г-на Тосуна. |
